Verificação da exatidão da ferramenta
Este procedimento de teste é realizado para verificar a exatidão da ferramenta. O teste é realizado em três níveis de torque diferentes com dez (10) apertos realizados a cada nível de torque, até alcançar um total de 30 apertos. O resultado é comparado com o transdutor de referência e, se o desvio estiver dentro dos limites, a ferramenta passa no teste.
Condições do teste e instalação
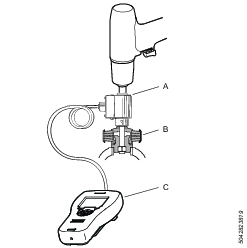
As condições do teste a seguir precisam ser cumpridas:
● Utilize um IRTT como transdutor de referência.
● Utilize uma junta de teste com um parafuso verdadeiro que ofereça uma força de fixação maior quando apertado, por exemplo, não utilize um freio ou algo semelhante. A junta deve ser flexível (~100o e o número total de pulsos deve ser >20 durante o aperto).
● Não utilize extensões, somente o IRTT e a chave.
● A frequência do filtro do STa6000 precisa ser definida em 850 Hz.
● O fator de ajuste de torque da ferramenta precisa ser definido em 100%.
● A ferramenta precisa ser testada em 3 níveis de torque diferentes, com 10 ciclos por nível. Consulte a tabela Configurações da ferramenta por sequência de aperto.
Configurações do POWER FOCUS 6000
Estágio | Parâmetro | Definição |
|---|---|---|
1. Fase inicial | Início suave | OFF |
Detecção de reaperto | OFF | |
2. Fase de Rundown | Velocidade de Rundown | Consulte a Tabela1 |
Limites de tempo de Rundown | OFF | |
Limites de pulso de execução | OFF | |
Rundown concluído | 5 Nm | |
3. Etapa de aperto | Torque-alvo | Consulte a Tabela1 |
Energia de pulso | Consulte a Tabela1 | |
Fator de correlação do torque residual | 1 | |
Tempo de detecção de perda prematura de torque | 200 ms | |
| Limites do torque | Auto |
Limites do ângulo | OFF | |
Limites de tempo | OFF | |
Limites de pulso | OFF |
1 Tabela: Configurações da ferramenta por sequência de aperto
Configurações da ferramenta por sequência de aperto
Modelo da ferramenta | Sequence (Sequência) | Número de apertos | Rundown (rpm) | Energia de pulso (%) | Torque-alvo (Nm) |
|---|---|---|---|---|---|
ETP TBP/TBP-S 6 | 1 | 10 | 1500 | 50 | 12 |
2 | 10 | 2000 | 80 | 22 | |
3 | 10 | 3000 | 100 | 32 | |
ETP TBP/TBP-S 8 | 1 | 10 | 1500 | 40 | 20 |
2 | 10 | 2000 | 75 | 37 | |
3 | 10 | 3000 | 100 | 55 | |
ETP TBP/TBP-S 9 | 1 | 10 | 1500 | 50 | 35 |
2 | 10 | 2000 | 85 | 55 | |
3 | 10 | 3000 | 100 | 70 | |
ETP TBP/TBP-S 13 | 1 | 10 | 1600 | 60 | 50 |
2 | 10 | 1900 | 80 | 100 | |
3 | 10 | 2200 | 100 | 150 |
Cálculos
Utilize os resultados dos apertos, valores da TBP e do STa6000, para realizar os seguintes cálculos e avaliações:
1. Calcule os valores médios
● Calcular o valor médio de torque (média da TBP) de todos os resultados exibidos no POWER FOCUS 6000
● Calcular o valor médio de torque (média do STa6000) de todos os resultados registrados pelo STa6000.
2. Calcular o desvio na medição do torque entre a ferramenta TBP e o STa6000:
Desvio do fator de medição do torque = 100x [TBPmean-STa6000 médio]÷STa6000 médio
Resultado para aprovação é 2.0%
3. Normalize o resultado da TBP para alcançar o mesmo valor médio obtido no STa6000:
TBP normalizada (1…30) = TBP value (1…30) x STa6000 médio÷TBP média
4. Calcule o desvio entre o STa6000 e o POWER FOCUS 6000 de cada aperto:
Desvio (1...30) = TBP normalizada (1...30) - STa6000, valor de (1...30)
5. Calcule o desvio-padrão (Sigma) para os 30 desvios calculados:
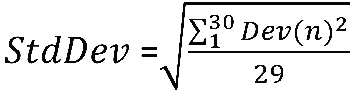
6. Verifique a exatidão da medição do torque em relação ao torque máximo da ferramenta (ToolMax) especificado em cada modelo de ferramenta, por exemplo, 55 Nm na TBP8.
Exatidão da medição do torque = 100 x 3 x StdDev)÷ToolMax
O resultado para aprovação será: 4.0% (máx.)









































