공구 정확도의 검증
이 시험 절차는 공구의 정확도를 검증하기 위해 수행됩니다. 시험은 세 가지 다른 토크 수준에서 이루어지며 각 토크 수준에서 10회의 조임을 수행하여 추가로 최대 총 30회의 조임이 수행됩니다. 결과는 참조 변환기와 비교되며, 편차가 한도 내에 있으면 공구는 시험에 합격입니다.
시험 조건 및 설정
다음 시험 조건의 충족이 필요합니다.
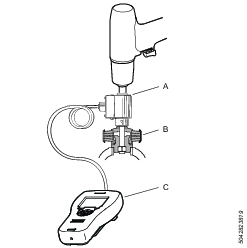
● IRTT를 참조 변환기로 사용하십시오.
● 조임시 향상된 체결력을 제공하는 실제 나사로 테스트 조인트를 시행하십시오. 예를 들면 브레이크 또는 이와 유사한 것을 사용하지 마십시오. 조인트는 부드러운 상태이어야 합니다. (~100o, 조임 중 총 펄스 수는>20 이어야함).
● 어떤 연장부도 사용하지 마십시오. IRTT 및 소켓만 사용하십시오.
STa6000 필터 주파수는 850Hz로 설정되어야 합니다.
토크 조정 인자는 100%로 설정되어야 합니다.
● 공구는 레벨 당 10 사이클로 3가지 토크 수준에서 시험되어야 합니다. (표의 조임 순서 당 공구 설정 내용 참조)
Power Focus 6000 설정
단계 | 매개변수 | 설정 |
|---|---|---|
1. 시작 스테이지 | 소프트 스타트 | 꺼짐 |
리히트 감지 | 꺼짐 | |
2. 런다운 스테이지 | 런다운 속도 | 표1참조 |
런다운 시간 제한 | 꺼짐 | |
런다운 펄스 제한 | 꺼짐 | |
런다운 완료 | 5 Nm | |
3. 조임 단계 | 목표 토크 | 표1참조 |
펄스 에너지 | 표1참조 | |
잔류 토크 상관 인자 | 1 | |
조기 토크 손실 탐지 시간 | 200 ms | |
| 토크 한계 | 자동 |
각도 한계 | 꺼짐 | |
시간 한계 | 꺼짐 | |
펄스 제한 | 꺼짐 |
1 표: 조임 순서 당 공구 설정
조임 순서 당 공구 설정
공구 모델 | 시퀀스 | 조임 수 | 런다운 (rpm) | 펄스 에너지 (%) | 목표 토크 (Nm) |
|---|---|---|---|---|---|
ETP TBP/TBP-S 6 | 1 | 10 | 1500 | 50 | 12 |
2 | 10 | 2000 | 80 | 22 | |
3 | 10 | 3000 | 100 | 32 | |
ETP TBP/TBP-S 8 | 1 | 10 | 1500 | 40 | 20 |
2 | 10 | 2000 | 75 | 37 | |
3 | 10 | 3000 | 100 | 55 | |
ETP TBP/TBP-S 9 | 1 | 10 | 1500 | 50 | 35 |
2 | 10 | 2000 | 85 | 55 | |
3 | 10 | 3000 | 100 | 70 | |
ETP TBP/TBP-S 13 | 1 | 10 | 1600 | 60 | 50 |
2 | 10 | 1900 | 80 | 100 | |
3 | 10 | 2200 | 100 | 150 |
계산
조임, TBP 및 STa6000 값의 결과를 사용하여 다음과 같은 계산 및 평가를 수행하십시오.
1. 평균값 계산
● POWER FOCUS 6000에 표시된 모든 결과의 토크 평균값(TBP mean) 계산
● STa6000에 의해 등록된 모든 결과의 토크 평균값(STa6000 mean) 을 계산하십시오.
2. TBP 공구 및 STa6000 사이의 토크 측정 편차를 계산하십시오.
토크 측정 요소 편차 = 100x [TBPmean-STa6000 평균]÷STa6000 평균
합격에 적합한 결과는 ± 2.0%
3. TBP의 결과를 정규화하여 STa6000과 동일한 평균값을 얻습니다.
TBP 정규화 (1…30) = TBP value (1…30) x STa6000 평균÷TBP 평균
4. 각 조임마다 STa6000과 POWER FOCUS 6000사이의 편차를 계산하십시오.
편차 (1...30) = TBP 정규화 (1...30) - STa6000 값 (1...30)
5. 계산된 30 편차에 대한 표준 편차(Sigma)를 계산하십시오:
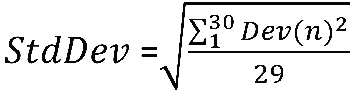
6. 공구 당 최대 토크(ToolMax)와 관련하여 특정 공구 모델 당 토크 측정 정확도를 점검합니다. 예를 들면 TBP8의 경우 55 Nm.
토크 측정 정확도 = 100 x 3 x StdDev)÷ToolMax
합격에 적합한 결과는 최대 ± 4.0%









































