トルク補正
グラフィック表示は、構成設定とパラメーター値の解釈を説明する文書で使用します。グラフは、コントローラまたは ToolsTalk 2 の GUI では使用されません。
トルク補正を使うと、ジョイントにかかる実際のクランプ力がより良好に求められ、ジョイントにかかるクランプ力のばらつきを低減することができます。
トルク補正点は、ランダウン完了から指定角度を再度参照し、ランダウン時に用いるトルクの値を計算することで設定されます。次に、ターゲットトルクにトルク補償点で計算したトルク値を追加して、ボルト内のプレロード作成時に補償されます。
パラメータ | 説明 |
|---|---|
トルク補正 | ランダウン段階で使用するトルの目標トルクを調整できるようにします。 オフ: 補正が行われていません。 オン: トルク補正点を手動で設定します。 |
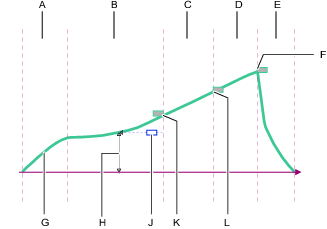
A | 開始段階 |
B | ランダウン段階 |
C | 締め付け段階の最初のステップ |
D | 締め付け段階の最後のステップ |
E | 停止段階 |
F | 最終の締め付け目標トルク |
G | 最初の締め付けターゲットトルク |
H | ランダウン完了目標トルク |
J | トルク補正リファレンス点(角度) |
K | トルク補正値(トルク) |
L | 対時間トルクの曲線 |
オプションのトルク補正パラメータは、締め付け段階の最初の締め付けステップにありますが、測定はランダウン段階で行われます。これが有効になっている場合、次のようになります。
ランダウン完了より下の定義済み角度でトルク値が測定されます。
測定値は、トルク補正値として定義されます。
締め付けは、最初の締め付けステップに続きます。
例えば、ターゲットトルクまたは角度監視トルクなど、以下の全てのトルク値は、トルク補正値の追加で補正されます 。









































