締め付けステップ
角度まで締める/緩める (A)
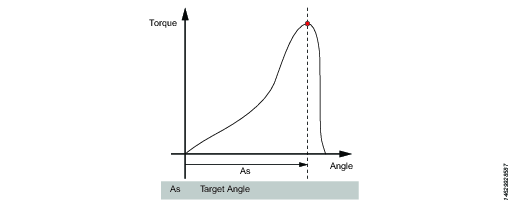
A – 角度に合わせて締め付け
このステップでは、目標角度に達するまでツールが作動します。目標角度は、ステップの開始から測定されます。
A - 角度に合わせて緩める
このステップは、角度目標に達するまで、ツールを逆方向に速度nで回転させます。目標角度は、ステップの開始から測定されます。
パラメーター
パラメータ | 説明 |
|---|---|
目標角度 | 目標の角度。> 0 であること。 |
ブレーキ | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
速度ランプ | 速度ランプタイプが手動の場合、このフィールドが開きます。既定:500 rpm/s。 |
速度 | 既定:60 rpm。 |
T - トルクに合わせて締め付け/トルクに合わせて緩め
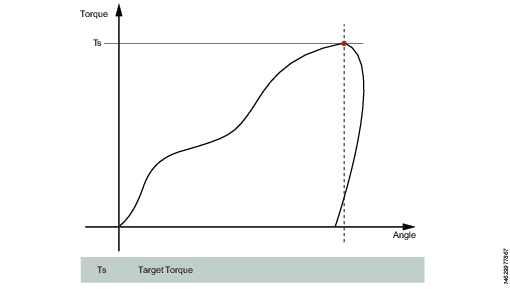
T - トルクに合わせて締め付け
このステップでは、目標トルクに達するまで、プログラムされた速度でツールを順方向に実行します。
パラメータ | 説明 |
|---|---|
目標トルク | トルク目標。> 0 であること。 |
ブレーキ | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
速度ランプ | 速度ランプタイプが手動の場合、このフィールドが開きます。既定:500 rpm/s。 |
速度 | 既定:60 rpm。 |
T – トルクに合わせて緩める
このステップでは、逆方向にこの速度でツールを作動させます。ステップを有効にするには、トルクが最初に目標トルクの110%を超えている必要があります。目標トルクは正の値に設定する必要があります。目標トルクに達すると、トルクが目標トルクを下回るまでステップが実行されます。
パラメータ | 説明 |
|---|---|
目標トルク | トルク目標。> 0 であること。 |
ブレーキ | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
最初のトルクで停止 | トルクが目標トルクを超えるまでステップが実行されます。目標トルクは正の値に設定する必要があります。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
速度 | 既定:60 rpm。> 0 であること。 |
速度ランプ | 速度ランプタイプが手動の場合、このフィールドが開きます。既定:500 rpm/s。 |
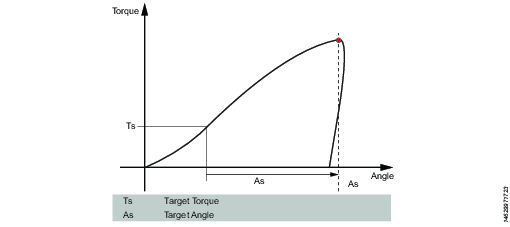
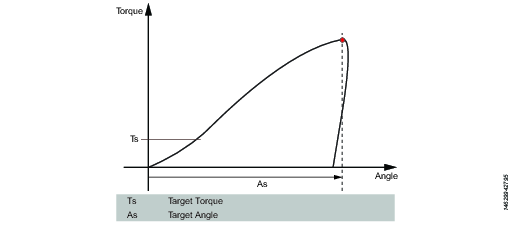
T+A – トルクと角度に合わせて締め付け
このステップでは、目標トルクに達するまでツールを作動させます。この時点から、追加の目標角度まで継続して作動します。
パラメータ | 説明 |
|---|---|
目標トルク | トルク目標。> 0 であること。 |
目標角度 | 目標の角度。> 0 であること。 |
ブレーキ | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
速度ランプ | 速度ランプタイプが手動の場合、このフィールドが開きます。既定:500 rpm/s。 |
速度 | 既定:60 rpm。 |
DI – デジタル入力まで実行
この手順では、[デジタル入力]で指定された入力が[停止条件]の値に応じて高または低になるまで、パラメーター方向によって定義された方向にツールを作動させます。
パラメータ | 説明 |
|---|---|
向き | 前方向または後方向 |
デジタル入力 | コントローラ上の次のローカルデジタル入力のいずれかを選択できます。
|
停止条件 |
|
ブレーキ | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
速度 (rpm) | 既定:60 rpm。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
速度ランプ | 速度ランプタイプが手動の場合に使用できます。既定:500 rpm/s。 |
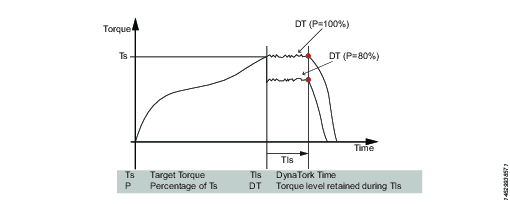
DynaTork (DT) に合わせて締め付け
このステップでは、 目標トルクに達するまで、ツールを速度nで順方向に作動させます。その後、ツールは DynaTork 時間中、目標トルクの DynaTork パーセンテージで電流を一定に保持します。
ツールの過熱を避けるため、ツールの最大トルクの 40% を超えて DynaTork を作動させないことを強く推奨いたします。
パラメータ | 説明 |
|---|---|
目標トルク | トルク目標。> 0 であること。 |
DynaTork 時間 | DynaTorkがアクティブになる時間。 |
DynaTork パーセント | トルクターゲットのパーセンテージ。 |
ブレーキ | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
速度ランプ | 速度ランプタイプが手動の場合、このフィールドが開きます。既定:500 rpm/s。 |
速度 (rpm) | 既定:60 rpm。 |
待機 (W)
このステップでは、ツールは待機タイプ条件が満たされるまで待機します。待機中はツールが回転しませんが、 ホールド条件を指定できます 。
パラメータ | 説明 |
|---|---|
待機タイプ |
|
待機時間 | (待機タイプに時間が選択されている場合に有効) |
ホールド条件 |
|
ソケット離脱 (SR)
このステップは、目標角度に達するまで、ツールを逆方向に速度nで回転させます。目標角度は、ステップの開始から測定されます。
マルチステップ締め付けプログラムの締め付けパスの最後のステップとしてのみ、このステップの使用は許可されています。ただし、このステップの後に同期点を追加することは可能です。
パラメータ | 説明 |
|---|---|
目標角度 | 目標の角度。 既定:3 度、> 0 であること |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
速度ランプ | 速度ランプタイプが手動の場合、このフィールドが開きます。既定:500 rpm/s。 |
速度 | 既定:60 rpm。 |
トルクまたは角度に合わせて締め付け (T|A)
このステップでは、トルクターゲットまたは角度ターゲットの、いずれかに先に到達するまで、速度 n で前方向にツールを実行します。トルクと角度の測定は、ステップの最初から開始します。
パラメータ | 説明 |
|---|---|
目標トルク | > 0 であること。 |
目標角度 | > 0 であること。 |
速度 | 既定:60 rpm。> 0 であること。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
速度ランプ | 速度ランプタイプが手動の場合、このフィールドが開きます。既定:500 rpm/s。 |
ブレーキ | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
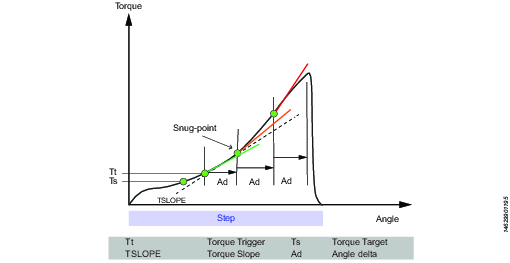
ランダウン(RD)
このステップは順方向の速度でツールを実行します。ランダウンタイプ、トルク、または着座に応じて、ステップの動作は次のとおりとなります:
ランダウンタイプ:トルクに合わせる:指定された目標トルクが見つかるとステップは停止します。
ランダウンタイプ:着座に合わせる:着座の勾配計算は、指定されたトルクトリガレベル Tt で始まります。トルクトリガが設定されていない場合は、ステップの開始時に勾配計算が開始されます。
勾配の計算は、 A d度離れた2つの角度点の間で行われ、次のように計算されます:(Tn – Tn-1)/(An – An-1)および、互いに続く2つの勾配がTSLOPEより大きくなるとすぐに 、着座点が見つかります。
パラメータ | 説明 |
|---|---|
ランダウンタイプ | トルクに合わせる または 着座に合わせる。 |
目標トルク | 既定:「設定なし」> 0 であること。 |
ブレーキ | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
速度 | 既定:60 rpm。> 0 であること。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
速度ランプ | 速度ランプタイプが手動の場合、このフィールドが開きます。既定:500 rpm/s。 |
トリガートルク | ランダウンタイプが着座に合わせるである場合、[トリガートルク]フィールドが表示されます。 既定:「設定なし」> 0 であること。 |
デルタ角度 | ランダウンタイプが着座に合わせるである場合、 デルタ角度フィールドが表示されます。 既定:「0」> 0 であること。 |
トルクレート | ランダウンタイプが着座に合わせるである場合、[トルクレート]フィールドが表示されます。 既定:「0」> 0 であること。 |
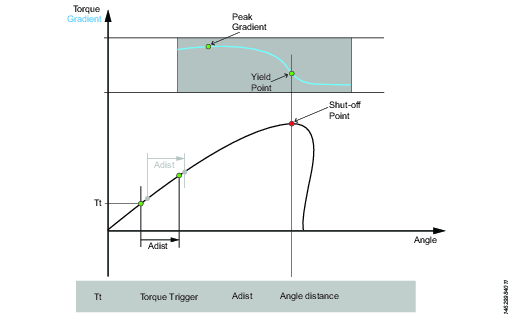
Y – 降伏に合わせて締め付け
この戦略では、降伏点が検出されるまで前方にこの速度でツールを作動します。降伏点は、トルクと角度の距離測定を基に計算されるトリガートルクレベルをトルクが超えてから、トルク勾配を監視して検出されます。角度距離パラメータは、指定されたジョイントのハードさに応じて設定されます。
勾配角度ウィンドウを設定します (ハードジョイント、ソフトジョイント、角度ウィンドウの手動設定)。手動を選択する場合、角度ウィンドウを設定する必要があります。ネジが完全なトルクまで締め付けられ、着座ポイントからさらに 30 度以下回転すると、ジョイントはハードとみなされます。ソフトジョイントは、着座ポイントまで締め付けられた後に 720 度以上回転します。ハードさのパラメータが、勾配計算の角度ウィンドウを定義します。ジョイントがハードになるほど、角度ウィンドウが小さくなります。
パラメータ | 説明 |
|---|---|
勾配角度ウィンドウ | 角度ウィンドウの指定:
|
角度ウィンドウ | 勾配角度ウィンドウが手動に設定されている場合に使用可能です。>0 かつ <=100 でなければなりません。 |
トリガートルク | 角度の測定は、このトリガから開始します。> = 0 かつ < ツール最大トルクであること。 |
制振 | 勾配が計算される頻度。> 0、かつ < 100、かつ < 角度ウィンドウである必要があります。 |
降伏点のパーセンテージ | >= 20% であること |
速度 | 既定:60 rpm。> 0 であること。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
ブレーキ | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
トルクフィルタータイプ | フィルターのタイプ:
|
カットオフ周波数 | [トルクフィルタタイプ] が [ローパス] に設定されている場合に指定する必要があります。
|
サンプル数 | [トルクフィルタタイプ] が [スライド平均] に設定されている場合に指定する必要があります。
|
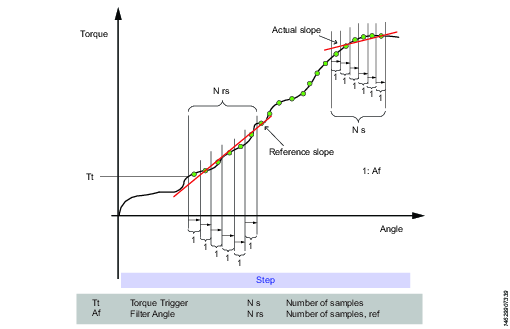
降伏点まで締める、方法 2 (YM2)
このステップでは、降伏点が検出されるまで、指定した速度でツールを順方向に実行します。
降伏点の検索は、トルクがTtに達したときに開始されます。Af度にわたるトルクの平均が計算されます。この手順はN rs回繰り返されます。
参照傾斜は、N rsにわたる線形回帰で計算されます。この後、新しい平均値は、A f の度数にかけて、継続的に計算されます。
実際の傾斜は、最後のN sの平均点にわたる線形回帰で計算されます。傾斜が参照傾斜のPy %より小さい場合、降伏点に達します。
パラメータ | 説明 |
|---|---|
目標トルク | > 0 であること。 |
フィルタ角度 | 既定:1.> 0 であること。 |
サンプル数 | 既定:6.>=4 であること。 |
pf サンプル数、基準 | 既定:6.>=4 であること。 |
降伏点のパーセント | 既定:90%。>20% であること。 |
速度 | 既定:60 rpm。> 0 であること。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
速度ランプ | 速度ランプタイプが手動の場合、このフィールドが開きます。既定:500 rpm/s。 |
ブレーキ | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
TC – トルク較正
このステップでは、トルク目標に到達するまで、指定した速度でツールを順方向に実行します。
これをメインまたはセカンダリに設定することにより、2つのトランスデューサーのいずれか1つを校正することができます。
パラメータ | 説明 |
|---|---|
目標トルク | > 0 であること。 |
トランスデューサ | メインまたはセカンダリ。既定:メイン。 |
ブレーキ | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
速度 | 既定:60 rpm。> 0 であること。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
噛み合わせ (E)
このステップでは、ソケットがネジに噛み合うまで両方向にツールが作動します。ステップは、噛み合わなければ継続がはいに設定されている場合は、目標トルクまたは目標角度に達するまで継続します。いずれかの方向で目標角度に達すると、方向が反転します。噛み合わせの最大試行回数を入力すると、検索の繰り返し回数を制限できます。いずれかの方向で目標トルクに達すると、ステップは OK のステータスで終了します。
パラメータ | 説明 |
|---|---|
目標トルク | > 0 であること。 |
目標角度 | 既定:0.> 0 であること。 |
最大噛み合わせの試み | 既定:2.> 0 であること。 |
噛み合っていない場合は続行 | はいの場合、噛み合わせの試みが失敗した場合でも、ステップはステータスOKで終了します。 いいえの場合、噛み合わせの試みが失敗すると、ステップはステータスNGで終了します。 |
速度 | 既定:60 rpm。> 0 であること。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
トルクに合わせてスレッドカット(ThCT)
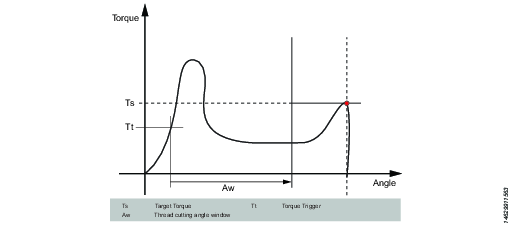
トルクに合わせてスレッドカット機能では、必要なランダウントルクが完全なランダウントルクより大きい場合、例えば、自己ネジ切り(またはセルフタッピング)ネジを用いて金属の薄層を締め付ける際などの締め付けが可能になります。ツールは、スレッドカット角度 (Aw) に達するまで前方向に作動します。スレッドカット角度ウィンドウは、トルクがスレッドカットトリガートルク (Ttc) を初めて超える時点から測定されます。スレッドカット角度に達した点から、ステップは目標トルク (Tt) に達するまで連続して作動します。
パラメータ | 説明 |
|---|---|
目標トルク | > 0 であること。 |
スレッドカット角度ウィンドウ | 既定:0.> 0 であること。 |
トリガートルク | 角度の測定は、このトリガから開始します。 |
ブレーキ | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
速度 | 既定:60 rpm。> 0 であること。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
トルクと角度まで締め付け(T&A)
ツールは、目標トルクと目標角度の両方に達するまで、指定された速度で順方向に作動します。目標トルクと目標角度は 0 より大きい数値に設定する必要があります。
パラメータ | 説明 |
|---|---|
目標トルク | > 0 であること。 |
目標角度 | 既定:0.> 0 であること。 |
ブレーキ | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
速度 | 既定:60 rpm。> 0 であること。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
TP - Tensor Pulse
Tensor Pulseの締め付けステップを使用する前に、次のライセンスタイプがコントローラーにインストールされている必要があります。
低反力戦略
Tensor Pulseは、次のツールでのみ有効です:ETV-STR61-100-13、ETV-STR61-70-13、ETV-STR61-50-10。
このステップは、トルク目標に到達するまで、順方向に締め付けパルスを生成します。
パラメータ | 説明 |
|---|---|
トルク目標 - Ts | トルク目標は、0からツールの最大トルクまでの範囲である必要があります。 |
パルスエネルギー - Pe | パルスエネルギーは、各パルスのエネルギー/電流の量を制御するために使用されます。 パルスエネルギーは0%から100%の範囲である必要があります。 |
反力調整係数 | 反力調整係数は、 Tensor Pulseステップを実行する際の反力を調整するために使用されます。 反力調整係数は、0〜100%の範囲である必要があります。 |









































