Screw Feeding Unit
Informations produit
Informations générales
Signalétique de sécurité
Les mots Danger, Avertissement, Attention et Avis ont la signification suivante :
DANGER | DANGER indique une situation dangereuse qui, si elle n'est pas évitée, entraînera des accidents graves voire mortels. |
AVERTISSEMENT | AVERTISSEMENT indique une situation dangereuse qui, si elle n'est pas évitée, pourrait entraîner des accidents graves voire mortels. |
ATTENTION | Le mot ATTENTION accompagné du symbole d'alerte de sécurité indique une situation dangereuse qui, si elle n'est pas évitée, pourrait entraîner des accidents mineurs ou modérés. |
AVIS | AVIS sert à aborder des pratiques sans rapport avec un risque d'accident corporel. |
Garantie
La garantie du produit expirera 12 mois après la mise en service initiale du produit et dans tous les cas au plus tard 13 mois après la livraison.
L'usure normale des pièces n'est pas comprise dans la garantie.
L'usure normale est celle nécessitant un changement de pièces ou autres opérations de réglage et de révision pendant l'entretien courant de l'outil pendant la période donnée (exprimée en temps, heures de fonctionnement ou autres).
La garantie du produit repose sur une utilisation correcte, un entretien normal et des réparations appropriées de l'outil et de ses composants.
La détérioration des pièces consécutive à un entretien inadéquat ou réalisé par des parties autres que Atlas Copco ou ses partenaires d'entretien agréés pendant la période de garantie ne sera pas prise en charge.
Pour éviter la détérioration ou la destruction de certaines parties de l'outil, il convient de procéder à l'entretien de ce dernier conformément aux périodicités d'entretien recommandées et de suivre les bonnes consignes.
Les réparations dans le cadre de la garantie ne sont effectuées que dans les ateliers de Atlas Copco ou par des partenaires d'entretien agréés.
Atlas Copco propose une extension de garantie et un entretien préventif à la pointe de la technologie par le biais de ses contrats ToolCover. Pour en savoir plus, s'adresser au représentant SAV local.
Pour les moteurs électriques :
La garantie ne s'appliquera que si le moteur électrique n'a pas été ouvert.
Site web
Des informations à propos de nos Produits, Accessoires, Pièces de rechange et Documentation sont disponibles sur le site Web de Atlas Copco.
Veuillez consulter : www.atlascopco.com.
ServAid
ServAid est un portail qui est constamment mis à jour et qui contient des Information techniques, comme :
Informations réglementaires et sur la sécurité
Caractéristiques techniques
Instructions d'installation, d'utilisation et d'entretien
Nomenclatures de pièces détachées
Accessoires
Plans cotés
Veuillez consulter : https://servaid.atlascopco.com.
Pour plus d'Informations techniques, veuillez contacter votre représentant local Atlas Copco.
Fiches de données de sécurité FDS
Les Fiches de données de sécurité décrivent les produits chimiques vendus par Atlas Copco.
Veuillez consulter le site Web Atlas Copco pour plus d'informations www.atlascopco.com/sds.
Emballage
L'emballage a pour but de protéger les différents composants contre les dégâts lors du transport, de la corrosion et autres dégâts pendant le transport jusqu'à l'assemblage. L'emballage ne doit en aucun cas être endommagé et ne doit être retiré qu'immédiatement avant l’assemblage.
L’unité d’alimentation en vis et les cartons sont empilés sur une palette et filmés.
Le module de serrage avec alimentation en vis est emballé dans un carton avec les accessoires.
Le Power Focus 6000 est emballé dans un carton.
Stockage
Les appareils et, si nécessaire, les pièces de rechange doivent être entreposés dans un emballage qui offre une protection supplémentaire contre les conditions environnementales.
Les dispositions suivantes de stockage doivent être respectées :
Ne jamais entreposer dehors, même pour une courte durée
Les composants doivent être entreposés dans un endroit sec et protégés de la poussière ou de tout milieu agressif.
Protéger des rayons du soleil
Éviter les vibrations mécaniques
Température de stockage : + 10 ° C à + 55 ° C. Éviter les écarts de température importants
Humidité relative : 5% à 95% (sans condensation)
Si l'appareil est entreposé pendant plus d'un mois, il convient de vérifier régulièrement l'état de toutes les pièces et de l'emballage, et, si nécessaire, de rafraîchir/renouveler la conservation
Si possible, l'emballage ne doit être retiré qu'immédiatement avant l'assemblage
L'emballage peut contenir des informations supplémentaires sur le transport et le stockage, ces informations doivent être strictement respectées.
Transporter l’unité d’alimentation en vis
L’unité d’alimentation en vis est équipée de poignées rétractables de chaque côté. Elles peuvent être utilisées pour transporter l’unité sur une courte distance. En option, une suspension peut être fixée sur la plaque de fixation (vert).

Tous les connecteurs doivent être débranchés avant le transport pour éviter d'endommager les câbles de raccordement.
Pays d'origine
Pour le Pays d'origine, veuillez vous reporter aux informations figurant sur l'étiquette du produit.
Plans cotés
Les Plans cotés sont soit disponibles dans l’Archive des plans cotés, soit sur ServAid.
Veuillez consulter : http://webbox.atlascopco.com/webbox/dimdrw ou https://servaid.atlascopco.com.
Aperçu
Composants principaux du Système d’alimentation en vis
Les composants individuels ou la composition du système peuvent être spécifiques au client, et peuvent donc différer des composants affichés ici.
Le système de serrage de vis est composé des composants principaux suivants

N° | Composant | Fonction |
1 | Module de serrage avec alimentation en vis
| Pour effectuer le processus de serrage |
2 | Power Focus 6000 | Contrôle et surveillance du processus de serrage et d’alimentation en vis |
3 | Unité d’alimentation en vis | Transporter, trier et séparer les vis, alimenter les vis dans le module de serrage avec alimentation en vis à l'aide d'air comprimé |
4 | Câble d’outil | Raccord électrique entre le Power Focus 6000 et le module de serrage d'alimentation en vis |
5 | Ligne de raccordement | Raccord électrique entre la gâchette sur le module de serrage avec alimentation en vis et l’unité d’alimentation en vis |
6 | Raccordement pneumatique | Raccord pneumatique pour la course avant et la course arrière entre le module de serrage avec alimentation en vis et l’unité d’alimentation en vis |
7 | Câble de connexion | Raccord électrique entre le Power Focus 6000 et l’unité d'alimentation en vis |
8 | Ligne du signal | Raccord électrique entre le Power Focus 6000 et l’unité d'alimentation en vis |
9 | Tuyau d’alimentation | Transport pneumatique des vis depuis l’unité d’alimentation en vis vers le module de serrage avec alimentation en vis |
Pour plus d’informations sur le module de serrage avec alimentation en vis, consulter les informations produit du Module de serrage avec alimentation en vis.
Pour plus d’informations sur le Power Focus 6000, consulter les informations produit du Power Focus 6000.
Composants et fonction de l’unité d’alimentation en vis
Construction
Carter avec cassette de vis, unité de transport par échelons, guide linéaire et unité de séparation
Carter avec alimentation électrique
Carter avec composants électriques et pneumatiques
Capteurs pour la surveillance
Composants principaux

N° | Description | Fonction |
1 | Carter |
|
2 | Commandes | Commutateur rotatif : Mode « Automatique » ou « Changement d’embout ». Bouton poussoir lumineux : Affichage des erreurs, acquittement des erreurs Témoin d’état. |
3 | Connexions | Connexion au Power Focus 6000, signal de démarrage pour le module de serrage avec alimentation en vis et autres connexions. |
4 | Carter de l’alimentation électrique | Contrôle de la tension et connecteur IEC pour le raccordement au secteur. |
5 | Bague capteur | Bague pour le tuyau d’alimentation, le capteur détecte les vis sortantes vers le module de serrage avec alimentation en vis. |
6 | Carter | Composants électriques et pneumatiques. |
7 | Unité de maintenance | Réducteur de pression avec valve de coupure et filtre. |
8 | Raccordements pneumatiques | Raccord pneumatique pour la course avant et la course arrière entre le module de serrage avec alimentation en vis et l’unité d’alimentation en vis. |
9 | Alimentation en air | Raccordement vers l'alimentation en air comprimé. |
Le processus d’alimentation
Les vis remplissent la cassette de vis via la trappe de remplissage.
Depuis la cassette de vis, les vis atteignent l'unité de transport par échelons et sont transportées vers le haut par des échelons mobiles.
Les vis tombent dans le bloc en V du guide linéaire (suspendu au collier), où elles sont guidées dans l'unité de séparation.
Le processus de séparation
Lorsqu'une vis est nécessaire dans le module de serrage avec alimentation en vis, une seule vis est séparée des fixations alignées sur le guide linéaire.
La vis séparée est expulsée dans le module de serrage avec alimentation en vis.
Cassette de vis

N° | Description | Fonction |
1 | Cassette de vis | Récipient pour les vis avec une trappe de remplissage avec verrou. |
2 | Capteur de niveau | Capteur de niveau pour la cassette de vis. |
3 | Ajustement pour le passage des vis | La quantité de vis qui peut passer à travers peut être réglée en utilisant la plaque réglable en hauteur. |
Unité de transport par échelons et Guide linéaire

N° | Description | Fonction |
1 | Unité de transport par échelons | Transport pneumatique des vis via des échelons mobiles. |
2 | Bloc en V du guide linéaire | Prélever les vis de l'échelon supérieur de l'unité de transport par échelons et les transporter ensuite vers le guide linéaire. |
3 | Guide linéaire | Transporte les vis suspendues par le collier et les conduit à l'unité de séparation. |
4 | Triage par air | Alimentation en air réglable et position des buses pour le tri des vis mal positionnées. |
5 | Capteur de remplissage des rails | Détecte le niveau de remplissage du guide linéaire. Si celui-ci est plein, aucune nouvelle vis n'est prélevée de l'unité de transport par échelons vers le guide linéaire. |
Unité de séparation

N° | Description | Fonction |
1 | Unité de séparation | Séparation d’une seule vis |
2 | Glissière de séparation | Déconnecte une seule vis |
3 | Cylindre | Déplace la glissière de séparation pour séparer une vis |
4 | Capteur | Détection inductive de la position de la glissière de séparation |
5 | Bague capteur | Détection de la vis dans le tuyau d’alimentation |
Vue d’ensemble des composants électriques et pneumatiques

N° | Description | Fonction |
1 | Borne d'électrovanne | Raccordement de tous les composants pneumatiques |
2 | OU- + vanne de régulation de pression | Passage à la position intermédiaire de la visseuse |
3 | Hub E/S | Capteur / Module switch |
4 | Module d'E/S multi-protocole | Unité de commande de l’unité d’alimentation en vis |
Tuyau d’alimentation
Le tuyau d’alimentation transporte par pression d'air les vis depuis l’unité d’alimentation en vis vers le bras pivotant du module de serrage avec alimentation en vis.

N° | Description | Fonction |
1 | Bague capteur autour du tuyau d’alimentation | |
2 | Tuyau d’alimentation | Alimente en vis de l’unité d’alimentation en vis vers le module de serrage avec alimentation en vis |
3 | Module de serrage avec alimentation en vis | Consulter les informations produit du Module de serrage avec alimentation en vis |
Commandes

N° | Description | Fonction |
1 | Commutateur rotatif | Position « Changement d’embout » : L'embout complet du module de serrage avec alimentation en vis se déplace vers l'avant, et la vis est éjectée. Position « Automatique » : L'embout complet du module de serrage avec alimentation en vis se déplace vers l'arrière, et la vis est chargée. |
2 | Bouton poussoir lumineux : | S’allume en jaune en cas d’erreur. Les erreurs peuvent être acquittées. |
3 | Témoin d’état | Allumé en blanc lorsqu’il est prêt. Éteint lorsque hors tension. |
4 | Régulateur | L’alimentation en air comprimé. |
5 | Valve de coupure | Allume/Éteint l’alimentation en air comprimé et la ventilation. |
Description fonctionnelle de l’unité d’alimentation en vis
L'unité d'alimentation en vis stocke, transporte, trie et sépare les vis et les transporte via le tuyau d'alimentation vers le module de serrage avec alimentation en vis.
Il y a une réserve de vis dans la cassette de vis de l'unité d'alimentation en vis. Le niveau de remplissage est surveillé par un capteur situé au fond de la cassette de vis. En option, un capteur à ultrasons peut être utilisé pour surveiller le niveau.
Les vis atteignent l'unité de transport par échelons depuis la cassette de vis. Les vis sont déplacées vers le haut via des échelons mobiles.
Depuis l'échelon supérieur de l'unité de transport par échelons, les vis tombent dans le bloc en V.
Les vis tombent alors dans le guide linéaire qui pend au collier. Là, les vis sont envoyées dans l'unité de séparation. Le triage par air fait que les vis non ordonnées retombent dans la cassette de vis. Le capteur de remplissage des rails vérifie le niveau de remplissage du guide linéaire. Si le guide linéaire est plein, aucune nouvelle vis n'est fournie au transport par échelons.
Si une vis est nécessaire dans la tête d'alimentation du module de serrage avec alimentation en vis, une seule vis est fournie par la glissière de séparation.
Ensuite, la vis est expulsée dans le module de serrage avec alimentation en vis par le tuyau d'alimentation.
Caractéristiques techniques produit
Les Caractéristiques techniques produit peuvent être consultées sur ServAid ou sur le site Web d’Atlas Copco.
Veuillez consulter : https://servaid.atlascopco.com ou www.atlascopco.com.
Présentation de l'entretien
Recommandations pour l'entretien
Il est recommandé de procéder à une maintenance préventive à intervalles réguliers. Voir les informations détaillées sur la maintenance préventive. Si le produit ne fonctionne pas correctement, le mettre hors service et le contrôler.
Si aucune information détaillée à propos de la maintenance préventive n'est incluse, suivre ces directives générales :
Nettoyer les pièces appropriées avec soin
Remplacer toute pièce défectueuse ou usée
Installation
Configuration minimum d'installation
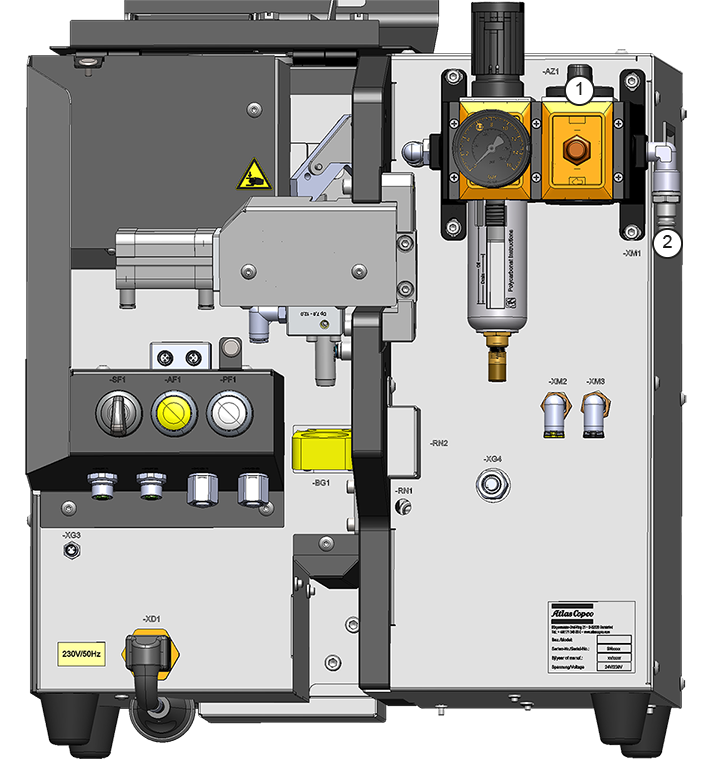
Raccorder l’unité d’alimentation en vis à l’alimentation en air comprimé
L'air comprimé doit être exempt de tout type de contamination.
Utiliser la valve de coupure (1) pour couper l’alimentation en air comprimé. Cela permettra d'aérer et de se prémunir contre les mouvements indésirables.
Raccorder le tuyau d'alimentation en air comprimé à l'alimentation en air de l'unité d'alimentation en vis (2).
Si tous les composants du système d'alimentation en vis sont raccordés pneumatiquement, l'alimentation en air comprimé peut être réactivée en ouvrant la valve de coupure.
Instructions d’installation
Assemblage et raccordement de l’unité d’alimentation en vis
Positionner l'unité d'alimentation en vis de manière à pouvoir atteindre les commandes et à ce que le cheminement des câbles et des flexibles ne présente pas de coudes prononcés.
L'unité d'alimentation en vis doit être de niveau et alignée.
Connecter l’unité d’alimentation en vis au tuyau d’alimentation
Ouvrir le couvercle du carter.
Enfoncer le tuyau d'alimentation dans le raccord du tuyau d'alimentation. Enfoncer le raccord du tuyau d'alimentation dans la bague capteur et dans le raccord de l'unité d'alimentation en vis (1)
Fixer le raccord du tuyau d'alimentation en serrant la vis de serrage sur le raccord de l'unité d'alimentation en vis.
Fixer l'autre extrémité du tuyau d'alimentation au bras pivotant du module de serrage avec alimentation en vis (voir les informations produit pour le module de serrage avec alimentation en vis).
Raccorder l'unité d'alimentation en vis à la course avant et arrière pneumatique
Enfoncer le flexible pour la course avant (noir) dans le raccord avec la bague noire (2).
Enfoncer le flexible pour la course arrière (jaune) dans le raccord avec la bague jaune (3).
Raccorder les autres extrémités des flexibles de la course avant et arrière aux raccords correspondants sur le module de serrage avec alimentation en vis (voir les informations produit pour le module de serrage avec alimentation en vis).
Raccorder l'unité d'alimentation en vis au bouton de démarrage du module de serrage avec alimentation en vis
Raccorder la ligne de raccordement au terminal (B25, 4).
Raccorder l’autre extrémité de la ligne de raccordement au raccord correspondant sur le module de serrage avec alimentation en vis (voir les informations produit pour le module de serrage avec alimentation en vis).
Connecter l’unité d’alimentation en vis au Power Focus 6000
Raccorder le câble de raccordement pour la tension de commande provenant du Power Focus 6000 au raccordement (B26).
Raccorder la ligne du signal provenant du Power Focus 6000 au raccordement (B22) or (B23).
Connecter l’unité d’alimentation en vis au réseau
Insérer la prise secteur dans la prise.

Régler le triage par air sur le rail de la glissière
Le triage par air est utilisé pour enlever les vis qui ne sont pas dans la bonne position par rapport au guide linéaire. La direction du triage par air peut être réglée par 3 buses.
La position de la buse est réglée et peinte en usine. Si un réglage est nécessaire, il doit être effectué uniquement par les techniciens d'entretien d’Atlas Copco.
Si la peinture des vis de réglage est endommagée, la garantie peut être annulée.
Régler le passage des vis dans la cassette de vis
La hauteur de la plaque dans la cassette de vis est réglée en usine et dépend de la géométrie de la vis. Si trop de vis passent à travers ou se bloquent, le réglage peut être modifié.
Ouvrir le couvercle du carter.
La hauteur de la plaque est réglée à l'aide de deux vis (flèches bleues). Dévisser les vis et pousser la plaque vers le haut ou vers le bas, puis resserrer les vis.

Régler le capteur de remplissage des rails
Le capteur de remplissage des rails est réglé en usine en fonction de la géométrie de la tête de vis et de la distance entre le couvercle et les rails de guidage. Si un réglage est nécessaire, il doit être effectué uniquement par les techniciens d'entretien d’Atlas Copco.
Régler l'unité de séparation
La hauteur doit être réglée en fonction de la géométrie de la vis (réglage d'usine) afin que la vis puisse être coupée proprement du rail de guidage à la transition. Si un réglage est nécessaire, il doit être effectué uniquement par les techniciens d'entretien d’Atlas Copco.
Fonctionnement
Directives d'ergonomie
Étudiez votre poste de travail en lisant cette liste de directives générales d’ergonomie afin de détecter des possibilités d’amélioration quant à la posture, au placement des composants ou à l’environnement de travail.
Faites des pauses fréquentes et changez fréquemment de position de travail.
Adaptez le poste de travail à vos besoins et à la tâche à réaliser.
Organisez-vous de manière à avoir un rayon d’action adapté en déterminant l’endroit où les pièces et outils doivent être positionnés, afin d’éviter les charges statiques sur les muscles.
Utilisez des équipements de poste de travail tels que des tables et des chaises adaptées à la tâche à réaliser.
Évitez les positions de travail à une hauteur plus élevée que le niveau de l’épaule ou nécessitant un maintien statique pendant les opérations d’assemblage.
Pour travailler à une hauteur plus élevée que le niveau de l’épaule, réduisez la charge statique sur les muscles en réduisant le poids de l’outil, à l’aide par exemple de bras de serrage, d’enrouleurs de tuyau souple ou de répartiteurs de charge. Il est également possible de réduire la charge statique sur les muscles en tenant l’outil près du corps.
Faites des pauses fréquemment.
Évitez les postures extrêmes du bras ou du poignet, en particulier lors des opérations nécessitant un certain effort.
Arrangez-vous pour avoir un champ de vision approprié qui nécessite un minimum de mouvements des yeux et de la tête.
Utilisez un éclairage adapté à la tâche à réaliser.
Sélectionnez l’outil adapté à la tâche à réaliser.
Dans les environnements bruyants, utilisez un équipement de protection auditive.
Utilisez des outils insérés et des consommables de grande qualité, afin de limiter au maximum l’exposition à des niveaux excessifs de vibrations.
Limitez l’exposition aux forces de réaction.
Pendant le tronçonnage :
Un disque à tronçonner peut se coincer s'il est tordu ou s'il n'est pas correctement guidé. Utilisez la bride adaptée pour le disque à tronçonner et évitez de tordre le disque à tronçonner lors de son utilisation.
Pendant le perçage :
La perceuse peut caler lorsque le foret débouche. Utilisez des poignées latérales si le couple de calage est trop élevé. La norme de sécurité ISO11148 partie 3 recommande d'utiliser un appareil pour absorber le couple de réaction au-dessus de 10 Nm pour les outils à poignée pistolet et 4 Nm pour les outils droits.
Lors de l'utilisation de visseuses ou boulonneuses à entraînement direct :
Les forces de réaction dépendent des réglages de l'outil et des caractéristiques de l'assemblage. La force et la posture déterminent la quantité de force de réaction qu'un opérateur peut tolérer. Adapter le réglage de couple à la force de l'opérateur et à sa posture et utiliser un bras ou un toc de réaction si le couple est trop élevé.
Dans les environnements poussiéreux, utilisez un système d’extraction des poussières ou portez un masque de protection.
Mode d’emploi
Fonctionnement de l’alimentation automatique en vis
Conditions requises
Ne pas forcer lors de l’utilisation de l’unité d’alimentation en vis.
Vérifier que l’unité d’alimentation en vis ne présente pas de réglages incorrects, de pièces mobiles bloquées, de dégâts et d'autres défauts qui pourraient affecter le fonctionnement de l'appareil.
L'unité d'alimentation en vis est raccordée à l'électricité, à l'air comprimé, au Power Focus 6000 et au module de serrage avec alimentation en vis.
Le tuyau d’alimentation se raccorde à l’unité d’alimentation en vis et au module de serrage avec alimentation en vis.
Le module de serrage avec alimentation en vis est raccordé électriquement et pneumatiquement à l'unité d'alimentation en vis.
Le module de serrage avec alimentation en vis est raccordé au Power Focus 6000.
Remplir la cassette de vis
Remplir la cassette de vis uniquement avec des vis, les vis qui sont tombées dans d'autres zones doivent être retirées.
Remplir la cassette de vis uniquement avec des vis jusqu’au niveau indiqué.
Demande de vis et alimentation en vis
Mettre sous tension le Power Focus 6000.
Lorsque l'alimentation électrique de l'unité d'alimentation en vis est activée, le voyant d'état est allumé.
Régler le commutateur rotatif sur la position « Automatique ».
Enfoncer la gâchette sur le module de serrage avec alimentation en vis.
Une vis est demandée et quitte l’unité d’alimentation en vis via le tuyau d’alimentation.
Mode Changement d’embout
Régler le commutateur rotatif sur la position « Changement d’embout ».
La vis est éjectée au niveau de la tête d'alimentation du module de serrage avec alimentation en vis et l'embout complet se déplace vers l’avant.
Désormais, il est possible, par exemple, de changer l'embout du module de serrage avec alimentation en vis.
Une fois le changement effectué, régler le commutateur rotatif sur la position « Automatique ».
L'embout complet du module de serrage avec alimentation en vis se déplace vers l'arrière, et la vis est chargée.
Erreur système
En cas de panne, le bouton poussoir lumineux s'allume en jaune.
Éliminer la panne et accuser réception en appuyant sur le bouton poussoir lumineux.
Une vis est éjectée dans la tête d'alimentation du module de serrage avec alimentation en vis.
Maintenance
Instructions de maintenance
Recommandations pour l'entretien
Il est recommandé de procéder à une maintenance préventive à intervalles réguliers. Voir les informations détaillées sur la maintenance préventive. Si le produit ne fonctionne pas correctement, le mettre hors service et le contrôler.
Si aucune information détaillée à propos de la maintenance préventive n'est incluse, suivre ces directives générales :
Nettoyer les pièces appropriées avec soin
Remplacer toute pièce défectueuse ou usée
Maintenance préventive
Périodicité d'entretien
Il est recommandé d'effectuer régulièrement les réparations et l'entretien préventif. Si l'appareil ne fonctionne pas correctement, il doit être inspecté immédiatement. Lors des réparations, nettoyer soigneusement toutes les pièces et remplacer celles qui sont usées ou endommagées.
Utiliser uniquement les accessoires recommandés par le fabricant. Le raccordement d'accessoires inadaptés est une source potentielle de danger.
À effectuer quotidiennement
Effectuer une inspection visuelle pour détecter les dégâts éventuels sur les câbles (électriques et pneumatiques). En cas d'usure mécanique ou de défaut électrique, le câble correspondant doit être remplacé.
À effectuer de manière hebdomadaire
Nettoyer l’unité d’alimentation en vis
Enlever la poussière et l'abrasion des vis à l'extérieur et à l'intérieur de l'unité d'alimentation en vis, à l'aide d'un aspirateur ou d'une brosse.
Vidanger le condensat de l'air comprimé
Inspecter le niveau d'eau dans le régulateur et le vidanger si nécessaire.
À effectuer mensuellement
Tuyau d’alimentation
Effectuer un examen visuel pour détecter les dégâts et vérifier qu'il est bien fixé au raccord de l'unité d'alimentation en vis. Si nécessaire, remplacer le tuyau d’alimentation.
Vérifier l'usure du guide linéaire.
Si le guide linéaire est usé, la distance entre le guide linéaire et le rail de recouvrement augmente, ce qui signifie que les vis peuvent glisser l'une sur l'autre et bloquer le guide linéaire.
Le guide linéaire ne doit être remplacé que par des techniciens d’entretien d’Atlas Copco.
Vérifier l'usure de la lame et de la plaque frontale.
Si, par exemple, la lame ou la plaque frontale est usée, la vis se bloque lors de la séparation. En cas d'usure ou de défaut, remplacer la lame et la plaque frontale, ou toute l'unité de séparation.
La lame et la plaque frontale ne doivent être remplacées que par des techniciens d’entretien d’Atlas Copco.
Instructions de maintenance


Seuls les fusibles d'origine Atlas Copco Industrial Technique AB avec l'ampérage spécifié peuvent être utilisés, s'ils doivent être remplacés
Vidanger automatiquement le condensat
Avec le vidangeur de condensat automatique, la valve s'ouvre automatiquement dès que le flotteur a atteint son point le plus haut. La valve se ferme automatiquement lorsque le flotteur atteint son point le plus bas.
Pour passer en mode automatique, tourner la vis de vidange au maximum dans le sens antihoraire.
Si la vis est vissée complètement, la vidange automatique est bloquée.

Vidanger manuellement le condensat
Si la vidange automatique du condensat ne répond pas et que le condensat atteint la marque supérieure, indiquée par une flèche, le condensat doit être vidangé manuellement.
Pour vidanger manuellement le condensat :
Tourner au maximum la vis de vidange dans le sens horaire.

Vider et nettoyer les conteneurs de collecte
L'abrasion des vis s'accumule dans les conteneurs de collecte. Ils doivent être vidés régulièrement, en fonction de l'usure des vis.
Un conteneur de collecte est situé à l'avant, sous le raccord du tuyau d'alimentation, et un autre à l'arrière (illustration du bas). Les conteneurs de collecte peuvent être retirés avec une clé hexagonale après avoir dévissé les vis M5x8 et peuvent ensuite être vidés.


Remplacer le tuyau d’alimentation
Ouvrir le couvercle du carter.
Dévisser la vis de serrage sur le raccord et retirer le tuyau d'alimentation et le raccord du tuyau d'alimentation.
Enfoncer le nouveau tuyau d'alimentation dans le raccord du tuyau d'alimentation. Enfoncez le raccord du tuyau d'alimentation avec le tube dans le raccord de l'unité d'alimentation à vis, puis serrer la vis de serrage.

Recyclage
Réglementation environnementales
Lorsqu'un produit est en fin de vie, il doit être convenablement recyclé. Démonter le produit et recycler les composants conformément à la législation locale.
Les batteries devront être prises en charge par votre organisme national de collecte des batteries.