Screw Feeding Unit
Información de producto
Información general
Palabras de las señales de seguridad
Las palabras de las señales de seguridad Peligro, Advertencia, Precaución y Aviso tienen los siguientes significados:
PELIGRO | PELIGRO indica una situación de riesgo cuyo resultado, en caso de no evitarse, será la muerte o lesiones personales de gravedad. |
ADVERTENCIA | ADVERTENCIA indica una situación de riesgo cuyo resultado, en caso de no evitarse, podría ser la muerte o lesiones personales de gravedad. |
PRECAUCIÓN | PRECAUCIÓN, utilizada con el símbolo de alerta de seguridad, indica una situación de riesgo cuyo resultado, si no se evita, podrían ser lesiones menores o leves. |
AVISO | AVISO se utiliza para indicar prácticas que no están relacionadas con lesiones personales. |
Garantía
La garantía del producto finaliza 12 meses después de usar el producto por primera vez y, en cualquier caso, se terminará como muy tarde 13 meses después de la entrega.
El desgaste y deterioro normales de las piezas no están cubiertos por la garantía.
El desgaste normal es aquel que requiere la sustitución de una pieza u otro ajuste/revisión durante el mantenimiento estándar de la herramienta para ese periodo (expresado en tiempo, horas de funcionamiento o de forma similar).
La garantía del producto se basa en un uso, mantenimiento y reparación adecuados de la herramienta y sus componentes.
El daño que sufran las piezas a consecuencia de un mantenimiento inadecuado o realizado por técnicos que no sean Atlas Copco o sus Socios de servicio certificados durante el periodo de garantía no está cubierto por la garantía.
Para evitar los daños o la destrucción de las piezas de la herramienta, someta la herramienta a las operaciones de servicio que establece el plan recomendado de mantenimiento y siga las instrucciones adecuadas.
Las reparaciones de garantía solo se realizan en los talleres de Atlas Copco o por sus Socios de servicio certificados.
Atlas Copco ofrece una garantía ampliada y un mantenimiento preventivo de vanguardia a través de sus contratos ToolCover. Para obtener más información, póngase en contacto con su representante de Servicio local.
Para los motores eléctricos:
La garantía solo se aplicará si el motor eléctrico no se ha abierto.
Sitio de Internet
Puede encontrar información relacionada con nuestros productos, accesorios, piezas de repuesto y material impreso en el sitio web Atlas Copco.
Visite: www.atlascopco.com.
ServAid
ServAid es un portal que se actualiza continuamente y contiene información técnica, como:
Información sobre regulaciones y seguridad
Datos técnicos
Instrucciones de instalación, operación y servicio
Listas de repuestos
Accesorios
Planos de dimensiones
Visite: https://servaid.atlascopco.com.
Para obtener más información, póngase en contacto con su representante de Servicio local Atlas Copco.
Hojas de datos de seguridad de MSDS/SDS
Las fichas de datos de seguridad describen los productos químicos vendidos por Atlas Copco.
Consulte el sitio web de Atlas Copco para más información www.atlascopco.com/sds.
Embalaje
El embalaje está diseñado para proteger los componentes individuales de la corrosión y de los daños que pueden ocasionarse durante el transporte hasta el montaje. El embalaje no debe dañarse bajo ninguna circunstancia y solo debe retirarse inmediatamente antes del montaje.
La unidad de alimentación de tornillos y las cajas se apilan en un palé y se envuelven con un film.
El módulo de apriete de la alimentación de tornillos viene en una caja con los accesorios.
El Power Focus 6000 viene empaquetado en una caja.
Almacenamiento
Los dispositivos y, si fuera necesario, las piezas de repuesto deben almacenarse en un embalaje que ofrezca una mayor protección contra los factores ambientales.
Deben seguirse las siguientes condiciones de almacenamiento:
Nunca almacenarlos en el exterior, ni siquiera durante un breve periodo de tiempo
Los componentes deben almacenarse en un lugar seco y protegidos del polvo y de condiciones meteorológicas extremas
Protegerlos de la luz solar directa
Evitar vibraciones mecánicas
Temperatura de almacenamiento: + 10 ° C - + 55 ° C. Evitar grandes variaciones de temperatura
Humedad relativa: 5 % - 95 % (sin condensación)
Si el dispositivo se almacena durante más de un mes, el estado de todas las piezas y del embalaje debe comprobarse con regularidad y, si es necesario, renovar el estado de conservación.
Si es posible, el embalaje solo debe retirarse inmediatamente antes del montaje.
El embalaje puede contener más información sobre el transporte y el almacenamiento. Esta información debe seguirse rigurosamente.
Transporte de la unidad de alimentación de tornillos
La unidad de alimentación de tornillos está equipada con empuñaduras cóncavas a la izquierda y a la derecha. Estas empuñaduras pueden usarse para mover la unidad en un transporte corto. De forma opcional, se puede montar una suspensión en la placa de montaje (verde).

Para evitar que se produzcan daños en los cables de conexión deberá desconectarlos antes del transporte.
País de origen
Para el país de origen, consulte la información en la etiqueta del producto.
Planos de dimensiones
Puede encontrar planos de dimensiones en el archivo de planos de dimensiones o en ServAid.
Visite: http://webbox.atlascopco.com/webbox/dimdrw o https://servaid.atlascopco.com.
Descripción general
Componentes principales del sistema de alimentación de tornillos
Los componentes individuales o la composición del sistema pueden ser específicos del cliente y, por lo tanto, pueden ser distintos a los componentes que se muestran aquí.
El sistema de apriete de tornillos consta de los siguientes componentes principales:

N.º | Componente | Función |
1 | Módulo de apriete de la alimentación de tornillos
| Para realizar el proceso de atornillado |
2 | Power Focus 6000 | Controla y monitoriza el apriete de tornillos y el proceso de alimentación. |
3 | Unidad de alimentación de tornillos | Transporta, clasifica y separa los tornillos y los suministra al módulo de apriete de la alimentación de tornillos con aire comprimido. |
4 | Cable de la herramienta | Conexión eléctrica entre el Power Focus 6000 y el módulo de apriete de la alimentación de tornillos. |
5 | Línea de conexión | Conexión eléctrica entre el gatillo del módulo de apriete de la alimentación de tornillos y la unidad de alimentación de tornillos. |
6 | Conexión de aire | Conexión neumática para el recorrido hacia delante y de retorno entre el módulo de apriete de la alimentación de tornillos y la unidad de alimentación de tornillos. |
7 | Cable de conexión | Conexión eléctrica entre el Power Focus 6000 y la unidad de alimentación de tornillos. |
8 | Línea de señal | Conexión entre el Power Focus 6000 y la unidad de alimentación de tornillos. |
9 | Tubo de alimentación | Transporte neumático de los tornillos desde la unidad de alimentación de tornillos al módulo de apriete de la alimentación de tornillos. |
Para obtener más información sobre el módulo de apriete de la alimentación de tornillos, véase la información del producto en el Módulo de apriete de la alimentación de tornillos.
Para obtener más información sobre el Power Focus 6000, véase la información del producto del Power Focus 6000.
- Componentes y funciones de la unidad de alimentación de tornillos
- Contenedor de tornillos
- Unidad transportadora escalonada y guía lineal
- Unidad de separación
- Descripción general de los componentes eléctricos y neumáticos
- Tubo de alimentación
- Controles
- Descripción funcional de la unidad de alimentación de tornillos
Componentes y funciones de la unidad de alimentación de tornillos
Estructura
Carcasa con contenedor de tornillos, unidad transportadora escalonada, guía lineal y unidad de separación
Carcasa con fuente de alimentación
Carcasa con componentes eléctricos y neumáticos
Sensores para la monitorización
Componentes principales

N.º | Descripción | Función |
1 | Carcasa |
|
2 | Controles | Interruptor giratorio: modo «Cambiar punta» o «automático». Pulsador luminoso: visualización de errores, errores de reconocimiento. Indicador luminoso de estado. |
3 | Conexiones | Conexión al Power Focus 6000, señal de inicio para el módulo de apriete de la alimentación de tornillos y otras conexiones. |
4 | Carcasa para la fuente de alimentación | Tensión de control y conector IEC para la conexión a la red. |
5 | Sensor de anillo | Casquillo del tubo de alimentación. El sensor detecta los tornillos salientes del módulo de apriete de la alimentación de tornillos. |
6 | Carcasa | Componentes eléctricos y neumáticos. |
7 | Unidad de mantenimiento | Reductor de presión con válvula de cierre y filtro. |
8 | Conexiones de aire | Conexión neumática para el recorrido hacia delante y de retorno entre el módulo de apriete de la alimentación de tornillos y la unidad de alimentación de tornillos. |
9 | Suministro de aire | Conexión al suministro de aire comprimido. |
Proceso de alimentación
El contenedor de tornillos se llena de tornillos a través de la trampilla de llenado.
Desde el contenedor de tornillos, los tornillos llegan a la unidad transportadora escalonada y se transportan hacia arriba a través de escalones móviles.
Los tornillos (suspendidos en el casquillo) caen en el bloque en V de la guía lineal, donde se les guía hacia la unidad de separación.
Proceso de separación
Cuando el módulo de apriete de la alimentación de tornillos necesita un tornillo, se separa un solo tornillo de los sujetadores alineados en la guía lineal.
El tornillo separado se introduce dentro del módulo de apriete de la alimentación de tornillos.
Contenedor de tornillos

N.º | Descripción | Función |
1 | Contenedor de tornillos | Contenedor para tornillos con trampilla de llenado bloqueable. |
2 | Sensor del nivel | Sensor del nivel para el contenedor de tornillos. |
3 | Ajuste para el paso del tornillo | La cantidad de tornillos que pueden pasar se puede ajustar utilizando la placa de altura ajustable. |
Unidad transportadora escalonada y guía lineal

N.º | Descripción | Función |
1 | Unidad transportadora escalonada | Transporte neumático de los tornillos a través de escalones móviles. |
2 | Bloque en V de la guía lineal | Recoja los tornillos del escalón más alto de la unidad transportadora escalonada y transpórtelos a la guía lineal. |
3 | Guía lineal | Transporta los tornillos suspendidos en el casquillo y los lleva a la unidad de separación. |
4 | Clasificación por aire | Suministro de aire ajustable y posición de las boquillas para clasificar los tornillos que están mal colocados. |
5 | Sensor de llenado de carriles | Detecta el nivel de llenado de la guía lineal. Si está lleno, la unidad transportadora escalonada no transporta nuevos tornillos a la guía lineal. |
Unidad de separación

N.º | Descripción | Función |
1 | Unidad de separación | Separación de un único tornillo |
2 | Deslizante de separación | Desconecta un único tornillo |
3 | Cilindro | Mueve el deslizante de separación para separar un tornillo. |
4 | Sensor | Detección inductiva de la posición del deslizante de separación. |
5 | Sensor de anillo | Detección del tornillo en el tubo de alimentación. |
Descripción general de los componentes eléctricos y neumáticos

N.º | Descripción | Función |
1 | Terminal de válvula | Conexión de todos los componentes neumáticos |
2 | O + válvula de presión | Cambio a la posición intermedia del destornillador |
3 | Hub E/S | Módulo del sensor/puerto del interruptor |
4 | Módulo multiprotocolo E/S | Unidad de control para la unidad de alimentación de tornillos |
Tubo de alimentación
El tubo de alimentación transporta por presión de aire los tornillos desde la unidad de alimentación de tornillos hasta el brazo giratorio del módulo de apriete de la alimentación de tornillos.

N.º | Descripción | Función |
1 | Sensor de anillo alrededor del tubo de alimentación. | |
2 | Tubo de alimentación | Suministra tornillos desde la unidad de alimentación de tornillos al módulo de apriete de la alimentación de tornillos. |
3 | Módulo de apriete de la alimentación de tornillos | Véase la información del producto en el Módulo de apriete de la alimentación de tornillos. |
Controles

N.º | Descripción | Función |
1 | Interruptor giratorio | Posición «Cambiar punta»: La punta completa en el módulo de apriete de la alimentación de tornillos se mueve hacia adelante y se expulsa el tornillo. Posición «Automática»: La punta completa en el módulo de apriete de la alimentación de tornillos se mueve hacia atrás y se carga un tornillo. |
2 | Pulsador luminoso | Se ilumina en amarillo en caso de error. Se pueden reconocer los errores. |
3 | Indicador luminoso de estado | Se ilumina en blanco cuando está listo. Cuando está apagado no tiene luz. |
4 | Regulador | Suministro de aire comprimido. |
5 | Válvula de cierre | Desconectar/conectar el suministro de aire comprimido y la ventilación. |
Descripción funcional de la unidad de alimentación de tornillos
La unidad de alimentación de tornillos almacena, transporta, clasifica y separa los tornillos y los transporta a través del tubo de alimentación al módulo de apriete de la alimentación de tornillos.
Hay un suministro de tornillos en el contenedor de tornillos de la unidad de alimentación de tornillos. En el fondo del contenedor de tornillos, un sensor monitoriza el nivel de llenado. De manera opcional, se puede usar un sensor ultrasónico para monitorizar el nivel.
Los tornillos llegan a la unidad transportadora escalonada desde el contenedor de tornillos. Los tornillos se mueven hacia arriba mediante escalones móviles.
Los tornillos caen en el bloque en V desde la fase superior de la unidad transportadora escalonada.
A continuación, los tornillos suspendidos en el casquillo caen en la guía lineal. Allí, la unidad de separación recibe los tornillos. La clasificación por aire hace que los tornillos que están desordenados caigan de nuevo en el contenedor de tornillos. El sensor de llenado de carriles comprueba el nivel de llenado de la guía lineal. Si la guía lineal está llena, no se suministran nuevos tornillos a la unidad transportadora escalonada.
Si se necesita un tornillo en el cabezal de alimentación del módulo de apriete de la alimentación de tornillos, el deslizante de separación proporcionará un solo tornillo.
A continuación, el tornillo se introduce dentro del módulo de apriete de la alimentación de tornillos a través del tubo de alimentación.
Datos técnicos de producto
Puede encontrar los datos técnicos del producto en ServAid o en el sitio web Atlas Copco.
Visite: https://servaid.atlascopco.com o www.atlascopco.com.
Descripción general del servicio
Recomendaciones de servicio
Es recomendable realizar periódicamente operaciones de mantenimiento preventivo. Consulte la información detallada sobre el mantenimiento preventivo. Si el producto no funciona adecuadamente, deje de utilizarlo e inspecciónelo.
Si no dispone de información detallada sobre el mantenimiento preventivo, siga estas pautas generales:
Limpie adecuadamente los componentes apropiados
Sustituya cualquier componente defectuoso o desgastado
Instalación
Requisitos para la instalación
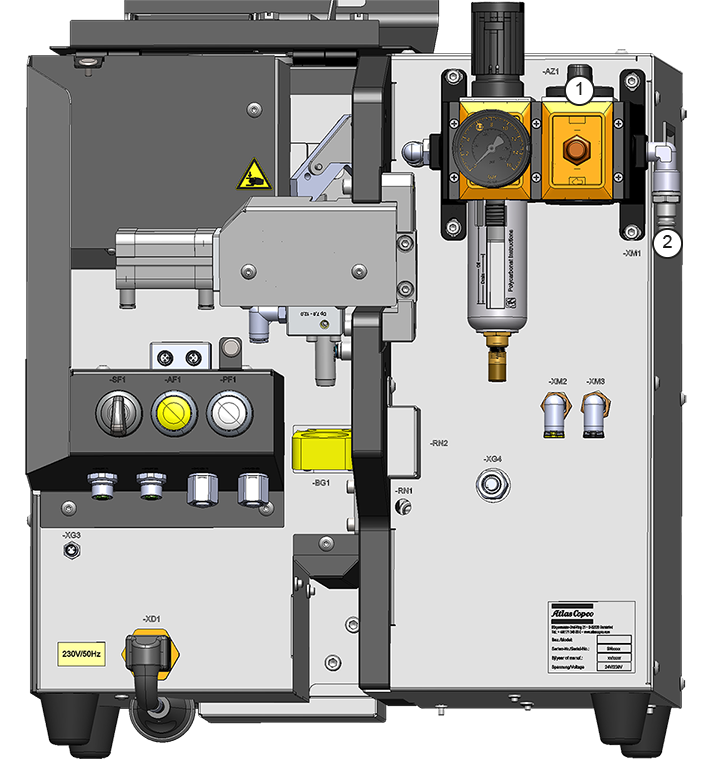
Conexión de la unidad de alimentación de tornillos al suministro de aire comprimido
El aire comprimido deberá estar libre de cualquier tipo de contaminación.
Utilice la válvula de cierre (1) para desconectar el suministro de aire comprimido. Esto expulsará los movimientos no deseados.
Conecte el tubo del suministro de aire comprimido al suministro de aire de la unidad de alimentación de tornillos (2).
Si todos los componentes del sistema de alimentación de tornillos están conectados neumáticamente, el suministro de aire comprimido puede reactivarse al activar la válvula de cierre.
Instrucciones de instalación
Montaje y conexión de la unidad de alimentación de tornillos
Coloque la unidad de alimentación de tornillos de manera que se pueda llegar a los controles y que la disposición de cables y mangueras no tenga curvas muy cerradas.
La unidad de alimentación de tornillos debe estar nivelada y alineada.
Conexión de la unidad de alimentación de tornillos al tubo de alimentación
Abra la tapa de la cubierta.
Empuje el tubo de alimentación dentro de la conexión del tubo de alimentación. Empuje la conexión del tubo de alimentación a través del sensor de anillo y dentro de la conexión en la unidad de alimentación de tornillos (1)
Asegure la conexión del tubo de alimentación al apretar el tornillo de sujeción en la conexión de la unidad de alimentación de tornillos.
Coloque el otro extremo del tubo de alimentación en el brazo giratorio del módulo de apriete de la alimentación de tornillos (véase la información del producto en el Módulo de apriete de la alimentación de tornillos).
Conexión de la unidad de alimentación de tornillos al recorrido neumático hacia delante y de retorno
Empuje la manguera (negra) para el recorrido hacia delante en la conexión con el anillo negro (2).
Empuje la manguera (amarilla) para el recorrido de retorno en la conexión con el anillo amarillo (3).
Conecte los otros extremos de las mangueras de recorrido hacia delante y de retorno a los conectores correspondientes en el módulo de apriete de la alimentación de tornillos (véase la información del producto en el Módulo de apriete de la alimentación de tornillos).
Conexión de la unidad de alimentación de tornillos al botón de arranque en el módulo de apriete de la alimentación de tornillos
Conecte la línea de conexión al terminal (B25, 4).
Conecte el otro extremo de la línea de conexión a la conexión correspondiente en el módulo de apriete de la alimentación de tornillos (véase la información del producto en el Módulo de apriete de la alimentación de tornillos).
Conexión de la unidad de alimentación de tornillos al Power Focus 6000
Conecte el cable de conexión de la tensión de control que viene en el Power Focus 6000 a la conexión (B26).
Conecte la línea de señal que viene en el Power Focus 6000 a la conexión (B22) o (B23).
Conexión de la unidad de alimentación de tornillos a la red
Inserte el enchufe en la toma de corriente

Ajuste de la clasificación por aire en el carril deslizante
La clasificación por aire se usa para extraer los tornillos que no están en la posición correcta en la guía lineal. La dirección de la clasificación por aire se puede ajustar a través de 3 boquillas.
La posición de la boquilla viene configurada de fábrica y barnizada. Si hay que realizar algún ajuste, solo deberían realizarlo los técnicos de servicio de Atlas Copco.
Si la pintura de los tornillos de ajuste está dañada, la garantía quedaría invalidada.
Ajuste del paso de los tornillos en el contenedor de tornillos
La altura de la placa en el contenedor de tornillos viene configurada de fábrica y depende de la geometría del tornillo. Se puede cambiar el ajuste si hay demasiados tornillos que se deslizan o se atascan.
Abra la tapa de la cubierta.
La altura de la placa se ajusta con dos tornillos (flechas azules): afloje los tornillos y empuje la placa hacia arriba o hacia abajo, luego vuelva a apretar los tornillos.

Configuración del sensor de llenado de carriles
El sensor de llenado de carriles viene configurado de fábrica y depende de la geometría de la cabeza del tornillo y de la distancia entre la tapa y los carriles guía. Si hay que realizar algún ajuste, solo deberían realizarlo los técnicos de servicio de Atlas Copco.
Configuración de la unidad de separación
La altura se debe ajustar según la geometría del tornillo (ajustes de fábrica) para que el tornillo pueda cortarse de forma limpia en el carril guía en la transición. Si hay que realizar algún ajuste, solo deberían realizarlo los técnicos de servicio de Atlas Copco.
Funcionamiento
Directrices sobre ergonomía
Piense en su estación de trabajo mientras lee esta lista de directrices ergonómicas generales para identificar áreas de mejora en la postura, el emplazamiento de los componentes o el entorno de trabajo.
Realice descansos frecuentes y cambie la posición de trabajo con regularidad.
Adapte la zona de la estación de trabajo a sus necesidades y a la tarea.
Realice los ajustes para tener un alcance cómodo determinando dónde colocar las piezas y herramientas para evitar la carga estática.
Utilice equipamiento para la estación de trabajo, como mesas y sillas, adecuado para la tarea.
Evite posiciones de trabajo por encima de la altura del hombro o con sujeciones estáticas durante las operaciones de montaje.
Cuando trabaje por encima de la altura del hombro, reduzca la carga sobre los músculos estáticos reduciendo el peso de la herramienta mediante la utilización de, por ejemplo, brazos de reacción, carretes de manguera o equilibradores de carga. También puede reducir la carga en los músculos estáticos sujetando la herramienta cerca del cuerpo.
Descanse con frecuencia
Evite posturas extremas de brazos y muñecas, en particular durante operaciones que requieran un grado de fuerza.
Realice los ajustes necesarios para obtener un campo de visión adecuado que requiere un movimiento mínimo de los ojos y de la cabeza.
Utilice una iluminación adecuada para la tarea.
Seleccione la herramienta adecuada para la tarea.
Utilice equipo de protección auditiva en entornos ruidosos.
Utilice herramientas y consumibles insertados de alta calidad para minimizar la exposición a excesivos niveles de vibración.
Minimice la exposición a fuerzas de reacción.
Durante el corte:
Una rueda de corte puede bloquearse si está doblada o no está correctamente guiada. Utilice la brida correcta para la rueda de corte y evite doblar la rueda de corte durante la operación.
Durante el taladro:
El taladro puede calarse si la broca se rompe. Utilice mangos de soporte si el par máximo es demasiado elevado. La norma de seguridad ISO11148 apartado 3 recomienda el uso de un dispositivo para la absorción de un par de reacción superior a 10 Nm para herramientas con empuñadura de pistola y de 4 Nm para herramientas de caja recta.
Durante el uso de destornilladores o aprietatuercas de accionamiento directo:
Las fuerzas de reacción dependen de los ajustes de la herramienta y de las características de la unión. La fuerza y la postura determinan la cantidad de fuerza de reacción que puede tolerar un operario. Adapte el ajuste del par a la fuerza y la postura del operario y utilice un brazo o una barra de reacción si el par es demasiado elevado.
Utilice un sistema de extracción de polvo o lleve puesta una máscara protectora para la boca en entornos polvorientos.
Instrucciones de funcionamiento
Funcionamiento automático de la alimentación de tornillos
Requisitos
No emplee la fuerza al manipular la unidad de alimentación de tornillos.
Compruebe la unidad de alimentación de tornillos para ver si hay algún ajuste incorrecto, piezas móviles atascadas, daños y otros fallos que podrían afectar al correcto funcionamiento del dispositivo.
La unidad de alimentación de tornillos está conectada a la corriente, al aire comprimido, al Power Focus 6000 y al módulo de apriete de la alimentación de tornillos.
El tubo de alimentación conecta la unidad de alimentación de tornillos y el módulo de apriete de la alimentación de tornillos.
El módulo de apriete de la alimentación de tornillos está conectado eléctrica y neumáticamente a la unidad de alimentación de tornillos.
El módulo de apriete de la alimentación de tornillos está conectado al Focus 6000.
Llenado del contenedor de tornillos
Solo hay que llenar el contenedor de tornillos con tornillos y los tornillos que hayan caído en otras zonas deben retirarse.
Únicamente llene el contenedor de tornillos con tornillos hasta la marca indicada.
Solicitar y alimentar un tornillo
Active el Power Focus 6000.
Cuando la fuente de alimentación de la unidad de alimentación de tornillos está encendida, se enciende el indicador luminoso de estado.
Configure el interruptor giratorio a la posición «Automático».
Apriete el gatillo en el módulo de apriete de la alimentación de tornillos
Se pide un tornillo y sale de la unidad de alimentación de tornillos a través del tubo de alimentación.
Modo «Cambiar punta»
Configure el interruptor giratorio a la posición «Cambiar punta».
Se expulsa el tornillo al cabezal de alimentación del módulo de apriete de la alimentación de tornillos y la punta completa se mueve hacia adelante.
Ahora, por ejemplo, se puede cambiar la punta del módulo de apriete de la alimentación de tornillos.
Después de completar el cambio, configure el interruptor giratorio a la posición «Automático».
La punta completa en el módulo de apriete de la alimentación de tornillos se mueve hacia atrás y se carga un tornillo.
Error del sistema
En caso de avería, el pulsador luminoso se ilumina en amarillo.
Solucione la avería y confirme presionando el pulsador luminoso.
Se expulsa un tornillo en el cabezal de alimentación del módulo de apriete de la alimentación de tornillos.
Servicio
Instrucciones de mantenimiento
Recomendaciones de servicio
Es recomendable realizar periódicamente operaciones de mantenimiento preventivo. Consulte la información detallada sobre el mantenimiento preventivo. Si el producto no funciona adecuadamente, deje de utilizarlo e inspecciónelo.
Si no dispone de información detallada sobre el mantenimiento preventivo, siga estas pautas generales:
Limpie adecuadamente los componentes apropiados
Sustituya cualquier componente defectuoso o desgastado
Mantenimiento preventivo
Intervalos de mantenimiento
Se recomienda que las reparaciones y el mantenimiento preventivo se lleven a cabo con regularidad. Si el dispositivo no funciona correctamente, se debe inspeccionar inmediatamente. Durante las reparaciones, todas las piezas deben limpiarse con precisión y las piezas defectuosas o desgastadas deben sustituirse.
Utilice solamente accesorios recomendados por el fabricante. La conexión de accesorios inadecuados representa un riesgo potencial.
Se debe llevar a cabo a diario
Lleve a cabo una inspección visual para comprobar si los cables (eléctricos y neumáticos) presentan algún daño. En caso de desgaste mecánico o de defecto eléctrico, se debe sustituir el cable correspondiente.
Se debe llevar a cabo todas las semanas
Limpieza de la unidad de alimentación de tornillos
Elimine el polvo y la abrasión del tornillo en el exterior y en el interior de la unidad de alimentación de tornillos utilizando un aspirador o un cepillo.
Drenaje de la condensación del aire comprimido
Inspeccione el nivel de agua en el regulador y drénelo si es necesario.
Se debe llevar a cabo todos los meses
Tubo de alimentación
Lleve a cabo una inspección visual para comprobar si presenta daños y compruebe que está firmemente sujeto a la conexión de la unidad de alimentación de tornillos. Si es necesario, sustituya el tubo de alimentación.
Compruebe que la guía lineal no esté desgastada.
Si la guía lineal está desgastada, la distancia entre la guía lineal y las tapas para carriles aumenta, lo que significa que los tornillos pueden deslizarse uno sobre otro y bloquear la guía lineal.
Solo los técnicos de servicio de Atlas Copco deben sustituir la guía lineal.
Compruebe que la hoja de la cuchilla y la placa superior no estén desgastadas.
Si, por ejemplo, la hoja de la cuchilla o la placa superior están desgastadas, el tornillo se atascará al separarse. En caso de desgaste o defecto, sustituya la hoja de la cuchilla y la placa superior o toda la unidad de separación.
Solo los técnicos de servicio de Atlas Copco deben sustituir la hoja de la cuchilla y la placa superior.
Instrucciones de mantenimiento


Si es necesario sustituirlos, únicamente se pueden utilizar los fusibles originales de Atlas Copco Industrial Technique AB con el amperaje especificado.
Drenar automáticamente la condensación
Con el drenaje de condensación automático, la válvula se abre automáticamente en cuanto el flotador alcanza el punto más alto. La válvula se cierra automáticamente cuando el flotador alcanza el punto más bajo.
Para cambiar a modo automático, gire el tornillo de drenaje en sentido antihorario hasta el máximo.
Si el tornillo está completamente atornillado, el drenaje automático está bloqueado.

Drenar manualmente la condensación
Si el drenaje de condensación automático no responde y la condensación alcanza la marca superior, indicada con una flecha, la condensación se debe drenar manualmente.
Para drenar manualmente la condensación:
Gire el tornillo de drenaje en sentido horario al máximo.

Vaciado y limpieza de los contenedores de recogida
La abrasión del tornillo se acumula en los contenedores de recogida. Se deben vaciar periódicamente, dependiendo del desgaste de los tornillos.
Un contenedor de recogida está situado en la parte delantera, debajo de la conexión del tubo de alimentación, y otro en la parte trasera (imagen inferior). Los contenedores de recogida se pueden retirar con una llave hexagonal después de desatornillar los 8 tornillos M5 y luego pueden vaciarse.


Sustitución del tubo de alimentación.
Abra la tapa de la cubierta.
Desatornille el tornillo de sujeción de la conexión y extraiga el tubo de alimentación y la conexión del tubo de alimentación.
Empuje el nuevo tubo de alimentación dentro de la conexión del tubo de alimentación. Empuje la conexión del tubo de alimentación con el tubo dentro de la conexión de la unidad de alimentación de tornillos, luego apriete el tornillo de sujeción.

Reciclaje
Normativas medioambientales
Cuando un producto ha sido utilizado debe reciclarse adecuadamente. Desmonte el producto y recicle los componentes de acuerdo con la legislación local.
Las baterías deberán depositarse en su organización de recuperación de baterías nacional.