P2506
Engraving pen
Informação sobre o Produto
Informações gerais
Palavras dos Avisos de Segurança
As palavras Perigo, Alerta, Cuidado e Atenção nos avisos de segurança têm os seguintes significados:
PERIGO | PERIGO indica uma situação de risco que, se não for evitada, resultará em morte ou lesão grave. |
ALERTA | ALERTA indica uma situação de risco que, se não for evitada, poderá resultar em morte ou lesão grave. |
CUIDADO | CUIDADO, usado como um símbolo para alerta de segurança, indica uma situação de risco que, se não for evitada, pode vir a resultar em lesão leve ou moderada. |
ATENÇÃO | ATENÇÃO é usado para tratar as práticas que não estão relacionadas a lesões pessoais. |
Garantia
A garantia do produto expirará 12 + 1 meses após sua expedição a partir da Central de Distribuição da Atlas Copco (nome da marca específica da empresa).
O desgaste e estrago normais das peças não estão incluídos na garantia.
Para desgaste e estrago normais entende-se a necessidade de troca de uma peça ou outro ajuste/revisão durante a manutenção de ferramentas padrão normalmente para aquele período (expresso em tempo, horas de operação ou algum outro).
A garantia do produto baseia-se no uso, manutenção e reparo corretos da ferramenta e de seus componentes.
Danos a peças decorrentes de manutenção inadequada ou execução por terceiros que não a Atlas Copco ou seus Prestadores de Serviço Autorizados durante o período de garantia não são cobertos pela mesma.
Para evitar danos ou a destruição de peças da ferramenta, siga os programas de manutenção recomendados e as instruções corretas para fazer a manutenção da ferramenta.
Os reparos de garantia são realizados apenas nas oficinas da Atlas Copco ou pelos Prestadores de Serviço Autorizados.
Atlas Copco oferece garantia estendida e manutenção preventiva de última geração através de seus contratos ToolCover (contrato de manutenção específico da empresa). Para obter mais informações, entre em contato com seu representante de serviço local.
Para motores elétricos:
A garantia será aplicada somente quando o motor elétrico não tenha sido aberto.
Website
Informações referentes a nossos Produtos, Acessórios, Peças de Reposição e Materiais Publicados podem ser encontrados no site da Atlas Copco .
Visite: www.atlascopco.com.
ServAid
O ServAid é um portal continuamente atualizado e que contém Informações Técnicas, como:
- Informações regulatórias e de segurança
Dados técnicos
Instruções de instalação, operação e manutenção
Listas de peças de reposição
Acessórios
Desenhos Dimensionais
Visite: https://servaid.atlascopco.com.
Para obter mais informações, entre em contato com o seu representante local da Atlas Copco .
Fichas de dados de segurança MSDS/SDS
As Fichas de Informação de Produtos Químicos descrevem os produtos químicos vendidos pela Atlas Copco.
Consulte o site da Atlas Copco para mais informações: www.atlascopco.com/sds.
País de origem
Para saber sobre o país de origem, consulte as informações na etiqueta do produto.
Desenhos Dimensionais
Os Desenhos Dimensionais podem ser encontrados no Arquivo de Desenhos Dimensionais ou no ServAid.
Visite: http://webbox.atlascopco.com/webbox/dimdrw ou https://servaid.atlascopco.com.
Visão geral
Dados Técnicos do Produto
Os Dados Técnicos do Produto podem ser encontrados no ServAid ou no site da Atlas Copco .
Visite: https://servaid.atlascopco.com ou www.atlascopco.com.
Visão geral do serviço
Recomendações de serviço
Recomenda-se fazer manutenção preventiva em intervalos regulares. Consulte as informações detalhadas sobre manutenção preventiva. Se o produto não estiver funcionamento corretamente, retire-o de serviço para inspeção.
Se não houver informações detalhadas sobre manutenção preventiva, siga estas instruções gerais.
Limpe as peças apropriadas minuciosamente.
Substitua as peças com defeito ou gastas.
Instalação
Requisitos de instalação
Qualidade do Ar
Para se obter um excelente desempenho e o máximo da vida útil do produto, recomendamos o uso de ar comprimido com ponto de orvalho máximo de +10°C (50°F). Recomendamos também a instalação de um secador de ar tipo refrigeração da Atlas Copco.
Use um filtro de ar separado que retira partículas sólidas com mais de 30 mícrons e mais de 90% da água líquida. Instale o filtro o mais perto possível do produto e antes de qualquer outra unidade de preparação de ar para evitar queda de pressão.
Para ferramentas de impulso/impacto certifique-se de usar lubrificadores ajustado para estas ferramentas. Lubrificadores regulares vão acrescentar muito óleo e, portanto, diminuir o desempenho da ferramenta devido ao excesso de óleo no motor.
Confirme se a mangueira e os acoplamentos estão limpos e sem poeira antes de conectá-los à ferramenta.
Tanto os produtos lubrificados como os sem lubrificação irão se beneficiar de uma pequena quantidade de óleo fornecida a partir de um lubrificador.
Manual de Lubrificação Pneumática
Lubrificantes de ar comprimido recomendados:
Atlas Copco Optimizer (1 litro) 9090 0000 04
Q8 Chopin 46
Óleo Shell Air Tool S2 A 320
Instruções de instalação
Instalação de Ferramentas Vibratórias
Recomenda-se inserir uma mangueira flexível para ar comprimido com no mínimo 300 mm (12 pol.) de comprimento entre a ferramenta vibratória e o acoplamento de ação rápida.
Operação
Diretrizes referentes à ergonomia
Considere a sua estação de trabalho de acordo com esta lista de diretrizes gerais referentes à ergonomia de modo a identificar áreas de melhoria com relação à postura, no posicionamento dos componentes ou no ambiente de trabalho.
Faça intervalos frequentes e altere as posições de trabalho com frequência.
Adapte a área da estação de trabalho para suas necessidades e para a tarefa de trabalho.
Realize ajustes de modo a atingir uma faixa de alcance conveniente em que as peças e ferramentas precisam estar localizadas para evitar cargas permanentes.
Use os equipamentos da estação de trabalho, tais como mesas e cadeiras, apropriados para a tarefa de trabalho.
Evite posições de trabalho acima do nível do ombro ou em posições estáticas durante as operações de montagem.
Ao trabalhar acima do nível dos ombros, reduza a carga nos músculos estáticos por meio da redução do peso da ferramenta, utilizando, por exemplo, braços de reação, carretéis para mangueiras ou balancins. Você também pode reduzir a carga nos músculos estáticos segurando a ferramenta junto ao corpo.
Faça pausas com regularidade
Evite posturas extremas com o braço ou pulso, especialmente durante operações que precisem de um certo grau de força.
Realize ajustes para obter um campo de visão conveniente que exija um mínimo de movimentação dos olhos e da cabeça.
Use uma iluminação adequada à tarefa de trabalho.
Selecione a ferramenta adequada à tarefa de trabalho.
Em ambientes ruidosos, use equipamento de proteção para os ouvidos.
Use ferramentas com insertos ou material de consumo de alta qualidade para minimizar a exposição a níveis excessivos de vibração.
Minimize a exposição a forças de reação.
Para cortar:
O disco de corte poderá travar se for flexionado ou não for adequadamente guiado. Use o flange correto para o disco de corte e evite flexionar o disco de corte durante a operação.
Para perfurar:
A furadeira poderá parar de repente quando a broca penetrar. Use empunhaduras laterais se o torque de bloqueio for muito alto. A norma de segurança ISO11148, parte 3, recomenda o uso de algum item para absorver torques de reação maiores do que 10 Nm para ferramentas com empunhadura tipo pistola e 4 Nm para ferramentas retas.
Quando usar parafusadeiras de acionamento direto ou apertadeiras:
As forças de reação dependem das configurações da ferramenta e das características da junta. O esforço e a postura determinam a quantidade de força de reação que um operador pode tolerar. Adapte o ajuste do torque de acordo com a resistência e a postura do operador e use um braço tensor ou uma barra de reação se o torque for muito alto.
Em ambientes empoeirados, use um sistema coletor de pó ou use uma máscara semifacial.
Instruções operacionais
Passando da Caneta para o Cinzel
Solte a camisa do cilindro da entrada e o conjunto do cilindro (rosca direita).
Remova a entrada e o conjunto do cilindro da camisa. Evite danificar o O-ring.
Retire a caneta para fora da camisa do cilindro.
Os dois O-rings devem ser instalados sob o ressalto da bigorna.
Deixe a bigorna na camisa do cilindro (extremidade pequena para baixo). Sacuda a camisa até que a pequena extremidade da bigorna entre no orifício na parte inferior da camisa.
Temperando Cinzéis Cegos
Um cinzel cego é fornecido para trabalhos especiais. Ele pode ser aquecido e moldado no formato desejado.
Para temperar o cinzel após sua moldagem, aqueça-o ao vermelho cereja e resfrie-o em óleo. Faça o polimento da superfície com lixa e aqueça até uma leve cor de palha.
Caso haja instalações de tratamento térmico disponíveis, tempere por aquecimento até 1.550 °F por cinco minutos, resfriando em óleo a 425 °F por uma hora. A dureza deve estar entre 55 e 60 Re.
Afiando a Caneta
Para melhores resultados, use uma roda de esmeril de diamante instalada em uma esmerilhadeira no porta-ferramentas de um torno mecânico. Faça o polimento primeiro com uma pedra de afiar Norton Nº 37C4006V ou equivalente, e depois com uma lixa Carborundum Nº A935K500 ou o equivalente a um acabamento de 10 a 15 micro. Caso essas instalações não estejam disponíveis, a caneta pode ser afiada com o roda de esmeril Norton Nº 19A 60L8V em uma esmerilhadeira de bancada.
Afie fazendo um ângulo interno de 90 graus com um diâmetro da ponta de .005" a .015" plano.
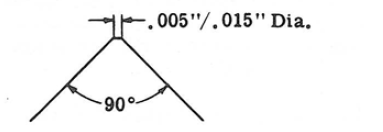
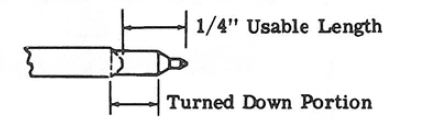
A caneta pode ser afiada até a porção removível na extremidade do suporte da caneta seja totalmente esmerilhado.
Isso proporciona um comprimento útil de caneta de aproximadamente 1/4 pol., conforme mostrado no desenho abaixo.
Operando a Ferramenta
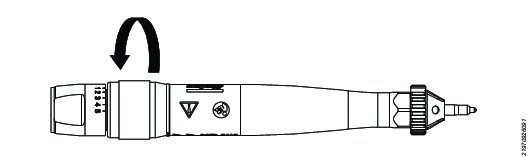
Para dar partida à ferramenta, gire o indicador da válvula tubular aproximadamente até a metade do intervalo de operação. Caso necessário, sacuda levemente a caneta contra a bancada para iniciar o pistão. Após iniciar, ajuste a válvula tubular para a velocidade de operação. A caneta fará uma marcação na profundidade desejada.
Para ligar a ferramenta, gire a válvula tubular no sentido horário.
Para desligar a ferramenta gire a válvula tubular no sentido anti-horário.
Esta ferramenta pode marcar materiais tão duros quanto RC 64 Ao marcar materiais com essa dureza, você deve regular o impacto da caneta com a válvula borboleta, de modo que a caneta faça uma marcação legível e nada além disso. Se a caneta for acionada com mais força ao trabalhar com materiais muito duros, há o risco de desgaste excessivo e quebra da ponta da caneta.
Ao operar a ferramenta, não se apoie no trabalho nem faça a caneta escavar. Guie a ferramenta e deixe a caneta fazer o trabalho. A ferramenta deve ser segura aproximadamente a 15° da perpendicular à superfície de trabalho, para escrever suavemente e minimizar o excesso de força na lateral da ponta da caneta.
Ao usar um cinzel, é necessário apoiar a ferramenta contra o trabalho, como se estivesse trabalhando com um martelete rompedor. Use a ferramenta em plena aceleração com materiais mais macios e ajuste a velocidade ao trabalho variando o ajuste da aceleração. Asim, o operador fica em pleno controle da ferramenta. A quantidade de força que o operador exerce na ferramenta afeta diretamente o golpe do cinzel. Aplicar uma força mais suave ao iniciar o trabalho resulta em um bom controle da ferramenta.
Assistência
Instruções de manutenção
Recomendações de serviço
Recomenda-se fazer manutenção preventiva em intervalos regulares. Consulte as informações detalhadas sobre manutenção preventiva. Se o produto não estiver funcionamento corretamente, retire-o de serviço para inspeção.
Se não houver informações detalhadas sobre manutenção preventiva, siga estas instruções gerais.
Limpe as peças apropriadas minuciosamente.
Substitua as peças com defeito ou gastas.
Manutenção

Não desmonte as peças relacionadas à segurança. Essas peças devem ser completamente substituídas quando apresentam avaria.
Certifique-se de seguir as instruções de serviço e os intervalos de serviço recomendados.
Desmonte e inspecione a ferramenta a cada três meses se a ferramenta for usada todos os dias.
Troque todas as peças danificadas, desgastadas ou que apresentem mau funcionamento.
O trabalho de manutenção e reparos deve ser realizado por pessoal qualificado e utilizar apenas peças de reposição originais. Entre em contato com o seu representante da Atlas Copco para orientações sobre assistência técnica ou se precisar de peças de reposição.
A ferramenta deve sempre estar desconectada da fonte de energia para evitar que funcione acidentalmente.
Siga as regulamentações ambientais locais do país sobre o manuseio e descarte de todos os componentes.
Para manter um tempo mínimo de inatividade, use um kit de manutenção adequado.
Instruções de lubrificação
Lubrificação
Use um lubrificador de linha de ar comprimido com um dos lubrificantes recomendados no Manual de Lubrificação Pneumática (Guia de Lubrificação de Ar) ajustado para duas gotas por minuto.
Instruções de desmontagem/montagem
Desmontando a Ferramenta
Ao desmontar a ferramenta, use um punção saca-pino de 3/32” para remover o pino de mola.
Apoie a ferramenta com firmeza em uma superfície adequada e conduza o pino para fora com cuidado para evitar danos aos cilindro ou à admissão. Não perca os pinos de mola. Ao remover a válvula tubular, alinhe a marcação na camisa com o OFF na admissão para evitar cortar o O-ring.
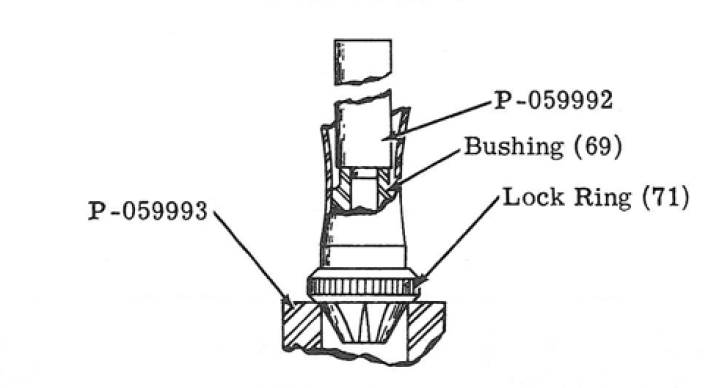
Para remover o anel de retenção do suporte da bucha acessória no orifício do suporte P-059993, pressione a bucha para fora da camisa do cilindro da parte interna da camisa com o toca-pino (drift) P-059992.
Montando a Ferramenta
Ao montar a admissão com a válvula tubular (14"), primeiro lubrifique levemente o O-ring com um bom lubrificante de borracha e coloque-o no rebaixo do orifício de ar na admissão. Lubrifique os dois O-rings e instale-os nas ranhuras em ambos os lados do orifício de ar. Para evitar cortar os O-rings, alinhe a marcação do indicador na válvula tubular com o OFF na admissão e deslize a válvula com cuidado sobre a admissão. Coloque o anel de retenção na ranhura da admissão, lubrifique um terceiro O-ring e instale-o na ranhura próxima ao ressalto entre a ranhura do anel de retenção e as roscas na admissão. Este O-ring deve ser instalado entre a pequena saliência e o ressalto para evitar que o O-ring seja forçado para dentro das roscas da admissão.
Ao instalar um novo pistão no cilindro, pode ser necessário lixar o pistão para assegurar um encaixe justo e livre no cilindro. As roscas fêmeas No. 12-24 UNC no pistão permitem o manuseio durante essa operação. Use um bom composto de polimento fino de boa qualidade, limpe completamente as peças e lubrifique-as com um óleo recomendado para ferramentas pneumáticas antes de realizar a montagem.
Após a montagem do pistão e do cilindro, lubrifique e instale o O-ring na admissão e deslize com cuidado o cilindro sobre a admissão. Não danifique o O-ring. Alinhe os orifícios transversais no cilindro à admissão, e cuidadosamente instale o pino de mola através das peças. Apoie firmemente as peças e evite danos às peças ao inserir o pino de mola.
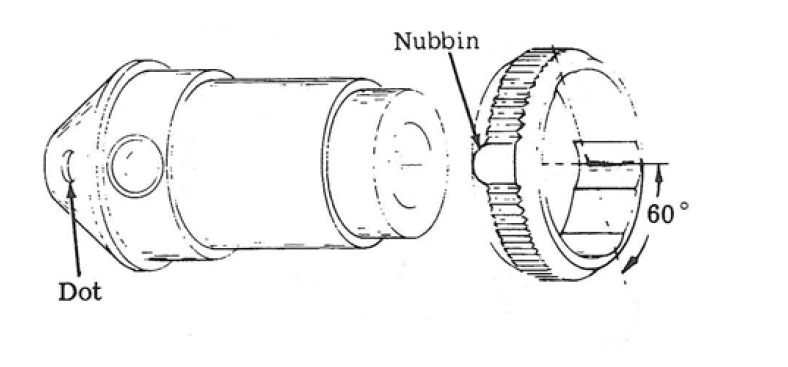
Instale o O-ring e uma esfera de aço de 1/8'’ na bucha acessória com lubrificante para segurá-los no lugar. Lubrifique e instale a esfera de aço de 5/32” na abertura maior. Consulte a ilustração abaixo para alinhar o pequeno ressalto em um local liso no anel de retenção com o ponto na bucha acessória. O pequeno ressalto deverá estar no lado do anel de retenção voltado para a bucha. Deslize o anel sobre a bucha. Oriente o ponto na bucha com qualquer vértice do hexágono na camisa do cilindro e pressione a bucha na camisa até o ressalto da bucha.
Solução de problemas
Resolução de problemas
Devido à folga justa entre o pistão e o cilindro, materiais externos no suprimento de ar podem causar o emperramento do pistão. Para evitar esse problema, remova a camisa do cilindro, conduza o pino de mola para fora do cilindro e da admissão, e remova o pistão do cilindro. Limpe completamente todas as peças, sopre-as para secá-las e lubrifique-as com um óleo de ferramenta pneumática recomendado. Verifique a folga e a livre movimentação do pistão e volte a montar a ferramenta.
Para remover a válvula tubular, remova o O-ring entre o anel de retenção e as roscas da admissão, remova o anel de retenção, coloque a válvula tubular em OFF e remova a válvula da admissão. Inspecione os O-rings; troque-os se estiverem desgastados, lubrifique-os e instale-os novamente. Não lubrifique demais o O-ring no orifício de ar com rebaixo, pois há o risco de impedir a fluxo de ar.
Reciclagem
Regulamentações ambientais
Depois que um produto atendeu a sua finalidade, ele deverá ser devidamente reciclado. Desmonte o produto e recicle os componentes de acordo com a legislação local.
As baterias devem ser recolhidas pela organização de recuperação de baterias do seu país.