P2506
Engraving pen
Informacje o produkcie
Informacje ogólne
Słowa sygnalizujące zagrożenia
Zwroty ważne ze względu na bezpieczeństwo to Niebezpieczeństwo, Ostrzeżenie, Przestroga i Uwaga. Mają one następujące znaczenia:
NIEBEZPIECZEŃSTWO | NIEBEZPIECZEŃSTWO opisuje niebezpieczną sytuację, która powoduje śmierć lub poważne uszkodzenia ciała. |
OSTRZEŻENIE | OSTRZEŻENIE opisuje niebezpieczną sytuację, która może powodować śmierć lub poważne uszkodzenia ciała. |
OSTRZEŻENIE | PRZESTROGA jest stosowana wraz z symbolem ostrzeżenia o zagrożeniu i oznacza niebezpieczną sytuację, która może spowodować drobne lub umiarkowane obrażenia, jeśli nie zostaną podjęte odpowiednie środki. |
UWAGA | UWAGA służy do opisywania praktyk nie związanych z zagrożeniem obrażeniami osób. |
Gwarancja
Gwarancja na produkt wygaśnie po 12+1 miesiącach od wysyłki z centrum dystrybucji Atlas Copco.
Gwarancją nie jest objęte normalne zużycie eksploatacyjne części.
Normalnym zużyciem eksploatacyjnym jest zużycie wymagające wymiany części lub innych regulacji/przeglądów podczas standardowej obsługi konserwacyjnej narzędzi, przeprowadzanej po upływie określonego okresu (wyrażonego upływem czasu, godzinami pracy lub w inny sposób).
Gwarancja udzielana na produkt jest uzależniona od prawidłowego użytkowania, konserwacji i napraw narzędzia oraz jego części składowych.
Uszkodzenia części powstałe w okresie gwarancyjnym w wyniku konserwacji wykonywanej nieprawidłowo lub konserwacji wykonywanej przez strony trzecie, inne niż firmaAtlas Copco lub jej autoryzowani partnerzy serwisowi, nie są objęte gwarancją.
Aby uniknąć uszkodzenia lub zniszczenia części narzędzia, obsługę serwisową narzędzia należy przeprowadzać zgodnie z zalecanymi harmonogramami konserwacji i przestrzegać właściwych instrukcji.
Naprawy gwarancyjne są wykonywane wyłącznie w warsztatach firmy Atlas Copco lub przez autoryzowanych partnerów serwisowych.
Firma Atlas Copco oferuje wydłużoną gwarancję i najdoskonalszą konserwację prewencyjną za pośrednictwem umów serwisowych ToolCover. W celu uzyskania dodatkowych informacji należy skontaktować się z lokalnym przedstawicielem serwisowym.
Dotyczy silników elektrycznych:
Gwarancja będzie obowiązywać tylko w przypadku, gdy obudowa silnika elektrycznego nie została otwarta.
Strona internetowa
Informacje o naszych produktach, akcesoriach, częściach zamiennych i publikacjach można odnaleźć na stronie Atlas Copco.
Zapraszamy do odwiedzenia: www.atlascopco.com.
ServAid
ServAid jest stale aktualizowanym portalem zawierającym informacje techniczne takie jak:
Informacje prawne i dotyczące bezpieczeństwa
Dane techniczne
Instrukcje instalacji, obsługi i serwisowania
Listy części zamiennych
Akcesoria
Rysunki wymiarowe
Zapraszamy do odwiedzenia: https://servaid.atlascopco.com.
W celu uzyskania dodatkowych informacji należy skontaktować się z lokalnym przedstawicielem Atlas Copco.
Karty charakterystyki substancji niebezpiecznych MSDS/SDS
Karty charakterystyki produktu zawierają opis produktów chemicznych sprzedawanych przez Atlas Copco.
Więcej informacji zamieszczono na stronie Atlas Copco www.atlascopco.com/sds.
Kraj pochodzenia
Informacje o kraju pochodzenia znajdują się na etykiecie produktu.
Rysunki wymiarowe
Rysunki wymiarowe można znaleźć w archiwum rysunków wymiarowych lub w aplikacji ServAid.
Zapraszamy do odwiedzenia: http://webbox.atlascopco.com/webbox/dimdrw lub https://servaid.atlascopco.com.
Informacje ogólne
Dane techniczne produktu
Dane techniczne produktu można znaleźć w aplikacji ServAid lub na stronie Atlas Copco.
Zapraszamy do odwiedzenia: https://servaid.atlascopco.com lub www.atlascopco.com.
Przegląd czynności serwisowych
Zalecenia serwisowe
Zaleca się wykonywanie konserwacji zapobiegawczej w regularnych odstępach czasu. Patrz szczegółowe informacje dotyczące konserwacji zapobiegawczej. Jeśli produkt nie działa prawidłowo, należy wycofać go z eksploatacji i poddać kontroli.
W przypadku braku szczegółowych informacji dotyczących konserwacji zapobiegawczej, należy postąpić zgodnie z poniższymi ogólnymi wytycznymi:
Dokładnie oczyścić odpowiednie części
Wymienić wszystkie wadliwe lub zużyte części
Instalacja
Wymagania instalacyjne
Jakość powietrza
W celu zapewnienia optymalnej wydajności i maksymalnej trwałości eksploatacyjnej produktu zaleca się używanie sprężonego powietrza o maksymalnej temperaturze punktu rosy +10°C (50°F). Zalecamy również zamontowanie chłodniczego osuszacza powietrza firmy Atlas Copco.
Używać osobnego filtru powietrza, który usuwa cząstki stałe większe niż 30 mikrometrów oraz ponad 90% wody. Zainstaluj filtr jak najbliżej urządzenia i przed innymi urządzeniami do przygotowania powietrza, aby uniknąć spadku ciśnienia.
Pamiętaj, aby do narzędzi udarowych używać smarownic przeznaczonych do tych narzędzi. Zwykłe smarownice spowodują użycie zbyt dużej ilości smaru, a przez to obniżenie wydajności narzędzia na skutek zbyt dużej ilości smaru w silniku.
Przed podłączeniem narzędzia upewnić się, że wąż i złączki są czyste i pozbawione pyłu.
Zarówno w przypadku smarowanych, jak i niesmarowanych produktów niewielka ilość oleju podanego ze smarownicy wpłynie korzystnie na ich działanie.
Przewodnik po smarowaniu narzędzi pneumatycznych
Zalecane smarownice powietrzne:
Optymalizator Atlas Copco (1 litr) 9090 0000 04
Q8 Chopin 46
Olej do narzędzi pneumatycznych Shell Air Tool Oil S2 A 320
Instrukcja instalacji
Montaż narzędzi drgających
Zaleca się pozostawienie węża pneumatycznego o długości minimum 300 mm (12 cali) między drgającym narzędziem a szybkozłączem.
Obsługa
Wytyczne ergonomiczne
Podczas czytania zamieszczonej poniżej listy ogólnych wytycznych dotyczących ergonomii miejsca pracy należy zastanowić się nad swoim stanowiskiem pracy i określić obszary umożliwiające wprowadzenie ulepszeń dotyczących pozycji operatora, rozmieszczenia podzespołów lub środowiska roboczego.
Należy robić częste przerwy i często zmieniać pozycje robocze.
Dostosować obszar stanowiska pracy do swoich potrzeb i wykonywanego zadania.
Uwzględnić wygodne rozmieszczenie części lub narzędzi w zasięgu ręki, aby uniknąć obciążenia statycznego.
Używać wyposażenia stanowiska pracy, takiego jak stoły i krzesła, dostosowanego do wykonywanego zadania.
Unikać pozycji roboczych powyżej poziomu ramion lub pozycji wymagających statycznego trzymania podczas czynności montażowych.
W przypadku wykonywania pracy powyżej poziomu ramion należy ograniczać obciążenie statyczne mięśnie, zmniejszając ciężar narzędzia przez zastosowanie na przykład dźwigni reakcyjnych, bębnów do nawijania przewodów elastycznych lub przeciwwag. Obciążenie statyczne mięśni można również zmniejszyć, trzymając narzędzie blisko ciała.
Należy robić częste przerwy.
Unikać przyjmowania ekstremalnych pozycji ręki lub nadgarstka, szczególnie podczas wykonywania operacji wymagających stosowania siły.
Zaaranżować wygodne pole widzenia, które wymaga minimalnych ruchów oka i głowy.
Stosować oświetlenie odpowiednie do wykonywanego zadania.
Wybierać narzędzie odpowiednie do wykonywanego zadania.
W hałaśliwym otoczeniu należy używać środków ochrony słuchu.
Należy używać wysokiej jakości wkładek narzędziowych oraz materiałów eksploatacyjnych, aby ograniczyć do minimum poziomy wibracji.
Ograniczać do minimum stopień narażenia na siły reakcji.
Podczas cięcia:
Tarcza do cięcia może zostać zablokowana, jeżeli tarcza ta zostanie wygięta lub jeśli nie będzie prawidłowo prowadzona. Należy używać kołnierza odpowiedniego dla tarczy do cięcia i unikać zginania tarczy do cięcia podczas pracy.
Podczas wiercenia:
Wiertarka może utknąć, gdy wiertło przejdzie na wylot. W przypadku, gdy moment utyku jest zbyt wysoki należy używać uchwytów pomocniczych. Norma bezpieczeństwa ISO11148, część 3, zaleca używanie urządzeń amortyzujących moment reakcyjny o wartości powyżej 10 Nm w przypadku narzędzi z uchwytem pistoletowym oraz powyżej 4 Nm w przypadku narzędzi z uchwytem prostym.
W przypadku używania wkrętaków lub nakrętek z napędem bezpośrednim:
Siły reakcji zależą od ustawień narzędzia i właściwości połączenia. Siła i postawa określają siłę reakcji, którą może przyjąć operator. Należy dostosowywać nastawę momentu do siły i postawy operatora oraz używać dźwigni reakcyjnej lub drążka reakcyjnego, jeśli moment jest zbyt wysoki.
W zapylonym otoczeniu należy używać systemu odpylającego lub zakładać maskę ochronną na usta.
Instrukcja obsługi
Zmiana z rylca na dłuto
Poluzować tuleję cylindra na wlocie i zespół siłownika (prawy gwint).
Wyjąć wlot i zespół siłownika z tulei. Unikać uszkodzenia pierścienia O-ring.
Wyjąć rylec z tulei siłownika.
Upewnić się, że dwa O-ringi są zamontowane pod ramieniem kowadełka.
Wrzuć kowadełko do tulei siłownika (małym końcem do dołu). Potrząsać tuleją, aż mały koniec kowadełka wejdzie w otwór na dole tulei.
Hartowanie dłut ślepych
Dłuto ślepe jest dostarczone do specjalnych prac. Można je podgrzać i uformować w żądany kształt.
Aby zahartować dłuto po uformowaniu, rozgrzać je do czerwoności i zanurzyć w oleju. Wypolerować powierzchnię płótnem ściernym i ponownie rozgrzać do koloru jasnej słomy.
Jeśli dostępne są urządzenia do obróbki cieplnej, utwardzić poprzez podgrzanie do 1550°F przez pięć minut, zanurzenie w oleju i wyciąganie przy 425° przez godzinę. Twardość powinna wynosić 55- 60 Re.
Ostrzenie rylca
Aby uzyskać najlepsze wyniki, należy użyć koła diamentowego zamontowanego na szlifierce do słupków narzędziowych w tokarce. Najpierw wypolerować kamieniem Norton nr. 37C4006V lub podobnym, później papierem z węglika krzemu nr. A935K500 lub podobnym do uzyskania mikrowykończenia 10-15. Jeśli nie jest dostępny taki sprzęt, rylec można naostrzyć ściernicą Norton nr. 19A 60L8V na szlifierce stołowej.
Naostrzyć pod kątem 90° przy średnicy ostrza 005” do 015”.
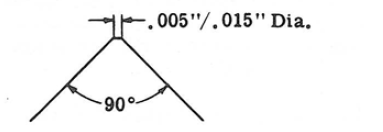
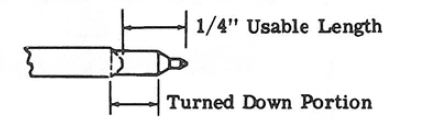
Rylec może być ostrzony aż do zeszlifowania wywiniętej części na końcu obsady rylca.
W ten sposób uzyskuje się długość użytkową rylca około 1/4 cala, jak pokazano na poniższym rysunku.
Obsługa narzędzia
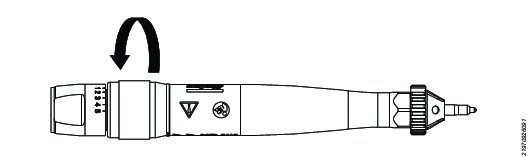
Aby uruchomić narzędzie, obrócić wskaźnik zaworu tulei mniej do połowy zakresu roboczego. Jeśli to konieczne, lekko uderzyć rylcem o stół, aby uruchomić tłok. Po uruchomieniu wyregulować zawór tulei do prędkości roboczej. Rylec zaznaczy żądaną głębokość.
Aby uruchomić narzędzie, obrócić zawór tulei w prawo.
Aby wyłączyć narzędzie, obrócić zawór tulei w lewo.
Narzędzie może oznaczyć materiał tak twardy jak RC 64. Podczas znakowania materiału o tej twardości należy pamiętać o regulacji nacisku rylca za pomocą zaworu dławiącego, tak aby rylec zrobił jedynie czytelny znak. Jeśli podczas pracy z bardzo twardymi materiałami rylec jest mocniej naciskany, istnieje ryzyko nadmiernego zużycia i złamania końcówki rylca.
Podczas obsługi narzędzia nie napierać na obrabianą powierzchnię i sprawić, że rylec się zagłębi. Prowadzić narzędzie i pozwolić rylcowi na wykonanie pracy. Narzędzie powinno być trzymane pod kątem około 15° w stosunku do powierzchni roboczej, aby trasowanie przebiegało płynnie i aby zminimalizować nadmierną siłę nacisku na boczną część rylca.
Podczas używania dłuta należy dociskać narzędzie do obszaru roboczego, tak jak podczas pracy z dłutownikiem. Używać narzędzia przy pełnym otwarciu przepustnicy na delikatniejszych materiałach i wyregulować prędkość do pracy poprzez zmianę ustawień przepustnicy. W ten sposób operator ma pełną kontrolę nad narzędziem. Ilość siły stosowanej przez operatora na narzędzie bezpośrednio wpływa na uderzenie dłuta. Zastosowanie mniejszej siły podczas rozpoczynania lub kończenia pracy skutkuje dobrą kontrolą nad narzędziem.
Serwis
Instrukcja konserwacji
Zalecenia serwisowe
Zaleca się wykonywanie konserwacji zapobiegawczej w regularnych odstępach czasu. Patrz szczegółowe informacje dotyczące konserwacji zapobiegawczej. Jeśli produkt nie działa prawidłowo, należy wycofać go z eksploatacji i poddać kontroli.
W przypadku braku szczegółowych informacji dotyczących konserwacji zapobiegawczej, należy postąpić zgodnie z poniższymi ogólnymi wytycznymi:
Dokładnie oczyścić odpowiednie części
Wymienić wszystkie wadliwe lub zużyte części
Konserwacja

Nie wolno demontować elementów związanych z zapewnieniem bezpieczeństwa. W przypadku uszkodzenia elementy te należy wymieniać w całości.
Należy bezwzględnie przestrzegać instrukcji serwisowania oraz zalecanej częstotliwości przeglądów serwisowych.
Jeśli narzędzie jest używane każdego dnia, rozmontowywać je i sprawdzać co trzy miesiące.
Wymienić wszystkie uszkodzone, zużyte lub nieprawidłowo działające części.
Czynności konserwacyjne i naprawcze muszą być przeprowadzane przez wykwalifikowany personel z użyciem wyłącznie oryginalnych części zamiennych. W celu uzyskania porady na temat obsługi technicznej lub części zamiennych należy skontaktować się z przedstawicielem Atlas Copco.
Zawsze sprawdzać, czy narzędzie jest odłączone od źródła z energii, aby uniknąć jego przypadkowego uruchomienia.
Postępować zgodnie z krajowymi przepisami dotyczącymi bezpiecznej obsługi i utylizacji wszystkich podzespołów.
Aby ograniczyć przestoje do minimum, należy korzystać z odpowiedniego zestawu serwisowego.
Instrukcja smarowania
Smarowanie
Użyć smarownicę obwodu powietrza z jednym z zalecanych smarów w Przewodnik po smarowaniu narzędzi pneumatycznych, wyregulowaną na dwie krople na minutę.
Instrukcja demontażu/montażu
Demontaż narzędzia
Przy demontażu narzędzia użyć punktaka 3/32”, aby usunąć kołek rozprężny.
Podeprzeć narzędzie mocno na odpowiedniej powierzchni i ostrożnie wyjąć kołek, aby uniknąć uszkodzenia siłownika lub wlotu. Nie zgubić kołka rozprężnego. Przy usuwaniu zaworu tulei wyrównać znacznik na tulei z oznaczeniem OFF na wlocie, aby uniknąć przecięcia O-ringu.
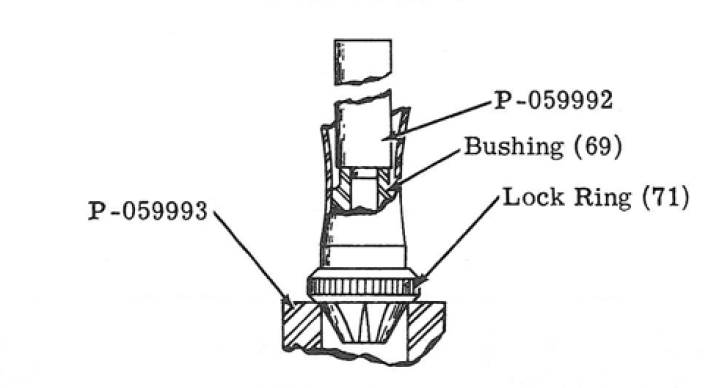
Aby usunąć pierścień blokujący podporę tulei akcesoriów na otworze uchwytu P-059993, wycisnąć tulejkę z tulei siłownika od wewnątrz tulei za pomocą wybijaka P-059992.
Montaż narzędzia
Podczas montażu wlotu z zaworem tulei (14”) należy najpierw lekko nasmarować O-ring dobrym smarem gumowym i umieścić go w wywierconym otworze wlotu powietrza. Nasmarować dwa O-ringi i zamontować je w rowkach po każdej stronie wlotu powietrza. Aby uniknąć przecięcia O-ringów we wlocie powietrza, wyrównać znacznik wskazania na zaworze z oznaczeniem OFF na wlocie i ostrożnie wsunąć zawór w otwór. Umieścić pierścień ustalający w rowku we wlocie, nasmarować trzeci O-ring i zamontować w rowku obok ramienia między rowkiem pierścienia ustalającego a gwintami na wlocie. Upewnić się, że O-ring jest zamontowany między lekką fałdą i ramieniem, aby zapobiec wciskaniu O-ringu w gwinty wlotu.
Podczas instalowania nowego tłoka w siłowniku może być konieczne docieranie tłoka, aby zapewnić jego ścisłe i swobodne osadzenie w siłowniku. Gwinty wewnętrzne nr. 12-24 UNC w tłoku pozwalają na obsługę podczas działania. Przed montażem należy użyć dobrej klasy drobnoziarnistej pasty do docierania, dokładnie wyczyścić części i nasmarować je zalecanym olejem do narzędzi pneumatycznych.
Po montażu tłoka i siłownika nasmarować i zamontować O-ring we wlocie i ostrożnie wsunąć siłownik we wlot. Nie uszkodzić pierścienia O-ring. Wyrównać poprzeczne otwory w siłowniku oraz wlot i ostrożnie zamontować kołek rozprężny przez części. Mocno podeprzeć części i uniknąć uszkodzenia części podczas wprowadzania kołka rozprężnego.
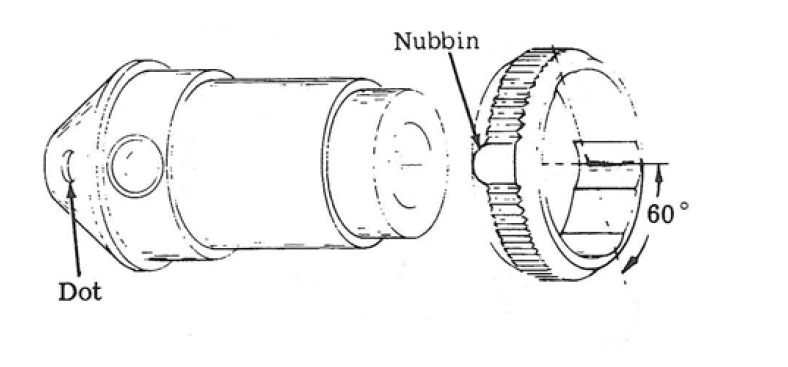
Zamontować O-ring i stalową kulkę 1/8’‘ w tulejce akcesoriów ze smarem, aby pozostały na miejscu. Nasmarować i zamontować kulkę stalową 5/32” we większym otworze. Zapoznać się z poniższą ilustracją, aby wyrównać wypustkę w gładkim miejscu na pierścieniu blokującym z kropką na tulejce akcesoriów. Wypustka powinna znajdować się z boku pierścienia blokującego w kierunku tulejki. Wsunąć pierścień na tulejkę. Zorientować kropkę na tulei z dowolnym narożnikiem sześciokąta na tulei siłownika i wcisnąć tulejkę do tulei aż do jej ramienia.
Rozwiązywanie problemów
Rozwiązywanie problemów
Ze względu na niewielki odstęp między tłokiem a siłownikiem, zanieczyszczenia zewnętrzne w powietrzu mogą powodować zakleszczanie się tłoka. Aby uniknąć tego problemu, usunąć tuleję siłownika, wyjąć kołek rozprężny z siłownika i wlotu oraz usunąć tłok z siłownika. Dokładnie wyczyścić wszystkie części, wysuszyć powietrzem i nasmarować zalecanym olejem do narzędzi pneumatycznych. Sprawdzić odstęp i swobodny ruch tłoka i ponownie zamontować narzędzie.
Aby usunąć zawór tulei, usunąć O-ring między pierścieniem ustalającym i gwintami na wlocie, usunąć pierścień ustalający, ustawić zawór tulei na OFF i wyciągnąć zawór z wlotu. Sprawdzić O-ringi, wymienić, jeśli są zużyte, ponownie nasmarować i zamontować. Nie pokrywać O-ringu w wywierconym otworze wlotu powietrza nadmierną ilością smaru, istnieje zagrożenie zakłócania przepływu powietrza.
Recykling
Przepisy ochrony środowiska
Po zakończeniu okresu eksploatacji produkt musi zostać poddany właściwemu recyklingowi. Produkt należy zdemontować, zaś jego elementy poddać recyklingowi zgodnie z lokalnymi przepisami.
Akumulatory należy przekazać krajowej organizacji odzysku zużytych baterii i akumulatorów.