P2506
Engraving pen
Produktinformation
Allgemeine Informationen
Sicherheitsbezogene Signalwörter
Die sicherheitsbezogenen Signalworte Gefahr, Warnung, Vorsicht und Hinweis haben folgende Bedeutung:
GEFAHR | GEFAHR weist auf eine gefährliche Situation hin, die bei Nichtvermeidung zu schweren Verletzungen mit möglicher Todesfolge führen wird. |
WARNUNG | WARNUNG weist auf eine gefährliche Situation hin, die bei Nichtvermeidung zu schweren Verletzungen mit möglicher Todesfolge führen könnte. |
ACHTUNG | VORSICHT weist bei Verwendung mit dem Sicherheitswarnsymbol auf eine gefährliche Situation hin, die bei Nichtvermeidung zu leichten oder mittelschweren Verletzungen führen könnte. |
HINWEIS | Ein HINWEIS wird für Situationen verwendet, die sich nicht auf eine mögliche Verletzungsgefahr beziehen. |
Garantie
Die Produktgarantie verfällt 12+1 Monate nach dem Versand aus dem Distributionszentrum von Atlas Copco.
Normaler Verschleiß von Teilen wird nicht von der Garantie abgedeckt.
Unter normalem Verschleiß versteht man, dass während der für diesen Zeitraum typischen Standardwerkzeugwartung Teile ausgetauscht oder Einstellungen / Verbesserungsarbeiten durchgeführt werden müssen (ausgedrückt in Zeit, Betriebsstunden, oder anderweitig).
Die Produktgarantie stützt sich auf einen korrekten Einsatz, Wartung und Reparatur des Werkzeugs und seiner Bestandteile.
Schäden an Teilen, die als Folge einer unzureichenden Wartung oder eines falschen Einsatzes durch andere Parteien als Atlas Copco oder deren zertifizierten Service-Partner während der Garantiezeit verursacht werden, sind nicht durch die Garantie gedeckt.
Um eine Beschädigung oder Zerstörung von Werkzeugteilen zu vermeiden, warten Sie das Werkzeug entsprechend der empfohlenen Wartungspläne und befolgen Sie die richtigen Anweisungen.
Garantiereparaturen werden nur in Atlas Copco-Werkstätten oder von einem zertifizierten Service-Partner ausgeführt.
Atlas Copco bietet eine erweiterte Garantie und eine vorbeugende Wartung nach dem neuesten Stand der Technik durch seine ToolCover-Verträge. Weitere Informationen erhalten Sie von Ihrem lokalen Servicerepräsentanten.
Für Elektromotoren:
Die Garantie gilt nur dann, wenn der Elektromotor nicht geöffnet wurde.
Website
Informationen zu unseren Produkten, Zubehör, Ersatzteilen und Veröffentlichungen finden Sie auf der Internetseite von Atlas Copco.
Besuchen Sie: www.atlascopco.com.
ServAid
ServAid ist ein Portal, das ständig aktualisiert wird und technische Informationen bietet, wie z.B.:
Behörden- und Sicherheitsinformationen
Technische Daten
Installations-, Betriebs- und Wartungsanweisungen
Ersatzteillisten
Zubehör
Maßzeichnungen
Besuchen Sie: https://servaid.atlascopco.com.
Weitere technische Informationen erhalten Sie bei Ihrem Atlas Copco-Vertreter vor Ort.
Sicherheitsdatenblätter MSDS/SDS
In den Sicherheitsdatenblättern werden die von Atlas Copco vertriebenen chemischen Produkte beschrieben.
Weitere Informationen finden Sie auf der Internetseite von Atlas Copco unter www.atlascopco.com/sds.
Herkunftsland
Informationen zum Herkunftsland sind auf dem Produktetikett angegeben.
Maßzeichnungen
Maßzeichnungen finden Sie entweder im Maßzeichnungsarchiv oder auf ServAid.
Besuchen Sie: http://webbox.atlascopco.com/webbox/dimdrw oder https://servaid.atlascopco.com.
Übersicht
Technische Produktdaten
Technische Produktdaten finden Sie entweder auf ServAid oder auf der Internetseite von Atlas Copco.
Besuchen Sie: https://servaid.atlascopco.com oder www.atlascopco.com.
Service-Übersicht
Wartungsempfehlungen
Es wird empfohlen, eine vorbeugende Wartung regelmäßig durchzuführen. Beachten Sie die ausführlichen Informationen über die vorbeugende Wartung. Wenn das Produkt nicht ordnungsgemäß funktioniert, bringen Sie es außer Betrieb und prüfen Sie es.
Wenn keine detaillierten Informationen über eine vorbeugende Wartung enthalten sind, befolgen Sie die folgenden allgemeinen Richtlinien:
Entsprechende Teile gründlich reinigen
Defekte und verschlissene Teile ersetzen
Installation
Installationsanforderung
Luftqualität
Für eine optimale Leistung und maximale Produktlebensdauer empfehlen wir den Einsatz von Druckluft mit einem Taupunkt von 10 °C. Die Installation eines Atlas Copco-Kühllufttrockners wird empfohlen.
Durch den Einsatz eines separaten Luftfilters lassen sich Feststoffpartikel über 30 Mikrometer und mehr als 90 % des Flüssigwassers entfernen. Den Filter so nah wie möglich am Produkt und vor irgendwelchen Luftaufbereitungsvorrichtungen installieren, um einen Druckabfall zu vermeiden.
Bei Impuls-/Schlagwerkzeugen ist darauf zu achten, dass für diese Werkzeuge angepasste Schmiermittelgeber verwendet werden. Normale Schmiermittelgeber fügen dem Motor zu viel Öl hinzu und verringern dadurch die Werkzeugleistung.
Vor dem Anschluss an das Werkzeug sicherstellen, dass der Schlauch und die Kupplungen sauber und staubfrei sind.
Sowohl geschmierte als auch ölfreie Geräte profitieren von einer kleinen über die Schmiervorrichtung zugeführten Ölmenge.
Luftschmierungsführung
Empfohlene Luftöler:
Atlas Copco Optimizer (1 Liter) 9090 0000 04
Q8 Chopin 46
Shell Air Tool Oil S2 A 320
Installationsanleitung
Installation von Vibrationswerkzeugen
Es wird empfohlen, zwischen einem Vibrationswerkzeug und der Schnellkupplung einen flexiblen Druckluftschlauch mit einer Länge von mindestens 300 mm (12") einzusetzen.
Bedienung
Ergonomie-Richtlinien
Betrachten Sie Ihren Arbeitsplatz, während Sie diese Liste mit allgemeinen Ergonomie-Richtlinien lesen, und versuchen Sie, Bereiche zu identifizieren, in denen Verbesserungen in Bezug auf Körperhaltung, Positionierung der Komponenten oder Arbeitsumgebung möglich sind.
Legen Sie regelmäßige Pausen ein und wechseln Sie regelmäßig die Arbeitshaltung.
Passen Sie den Bereich um Ihre Arbeitsstation Ihren Anforderungen und den auszuführenden Arbeiten an.
Positionieren Sie Teile und Werkzeuge so, dass statische Belastungen möglichst vermieden werden und sich sämtliche Arbeitsmittel bequem erreichen lassen.
Verwenden Sie an Ihrer Arbeitsstation für die Aufgabe geeignete Tische, Stühle oder andere Gegenstände.
Vermeiden Sie während der Ausführung von Montagearbeiten Körperhaltungen über Schulterhöhe oder mit statischer Halteposition.
Wenn Sie über Schulterhöhe arbeiten müssen, verringern Sie die auf die statischen Muskeln wirkende Belastung durch Verringerung des Werkzeuggewichts. Setzen Sie hierzu beispielsweise Drehmomentarme, Schlauchaufroller oder Gewichtsausgleicher ein. Sie können die auf die statischen Muskeln ausgeübte Belastung auch reduzieren, indem Sie das Werkzeug nah am Körper halten.
Legen Sie häufig Pausen ein.
Vermeiden Sie extreme Arm- oder Handgelenkhaltungen, insbesondere während Arbeiten, bei denen ein gewisser Kraftaufwand erforderlich ist.
Richten Sie Ihren Arbeitsplatz so in Ihrem Sichtfeld ein, dass nur minimale Augen- und Kopfbewegungen erforderlich sind.
Verwenden Sie zur Ausführung Ihrer Arbeit eine angemessene Beleuchtungen.
Wählen Sie ein zur Ausführung Ihrer Arbeit angemessenes Werkzeug aus.
Tragen Sie in lauten Umgebungen einen entsprechenden Gehörschutz.
Verwenden Sie hochwertige Einsätze und Kleinteile, um eine übermäßige Vibrationsbelastung möglichst zu vermeiden.
Minimieren Sie nach Möglichkeit durch Reaktionskräfte verursachte Belastungen.
Beim Schneiden:
Eine Trennscheibe kann stecken bleiben, wenn sie verbogen ist oder nicht korrekt geführt wird. Verwenden Sie einen für die Trennscheibe geeigneten Flansch und vermeiden Sie es, die Trennscheibe während des Betriebs zu biegen.
Beim Bohren:
Die Bohrmaschine kann beim Durchbrechen des Bohrers stehen bleiben. Verwenden Sie bei hohem Stillstandsmoment Stützgriffe. Gemäß Teil 3 der Sicherheitsnorm ISO11148 wird empfohlen, bei Pistolengriffmodellen eine Vorrichtung zur Aufnahme von Reaktionsmomenten von über 10 Nm und bei Stabmodellen zur Aufnahme von Reaktionsmomenten von über 4 Nm zu verwenden.
Bei Verwendung von Schraubendrehern und Schraubern mit Direktantrieb:
Reaktionskräfte sind von der Werkzeugeinstellung und den Eigenschaften der jeweiligen Verbindung abhängig. Die Höhe der Reaktionskraft, die eine Bediener tolerieren kann, hängt von dessen Körperkraft und Haltung ab. Passen Sie die Drehmomenteinstellung der Stärke und der Körperhaltung des Bedieners an und verwenden Sie bei zu hohem Drehmoment einen Drehmomentarm oder einen Gegenhalter.
Verwenden Sie in staubigen Umgebungen ein System zur Staubabsaugung oder tragen Sie einen Mundschutz.
Betriebsanleitung
Wechsel vom Stift zum Meißel
Lösen Sie die Zylinderbuchse vom Einlass und der Zylinderbaugruppe (Rechtsgewinde).
Entfernen Sie den Einlass und die Zylinderbaugruppe von der Buchse. Vermeiden Sie es, den O-Ring zu beschädigen.
Nehmen Sie den Stift aus der Zylinderbuchse heraus.
Achten Sie darauf, dass die beiden O-Ringe unterhalb der Flanke des Ambosses eingelegt sind.
Legen Sie den Amboss unterhalb der Zylinderbuchse ein (schmales Ende nach unten zeigend). Schütteln Sie die Buchse, bis das schmale Ende des Amboss in die Öffnung am unteren Ende der Buchse eindringt.
Härten von Meißelrohlingen
Für Spezialaufgaben wird ein Meißelrohling zur Verfügung gestellt. Dieser kann erhitzt und nach Wunsch geformt werden.
Um den Meißel nach dem Formen zu härten, erhitzen Sie ihn, bis er kirschrot ist, und schrecken Sie ihn anschließend in Öl ab. Polieren Sie eine Oberfläche mit Schmirgelleinen und erhitzen Sie ihn erneut, bis er leicht strohgelb ist.
Falls Einrichtungen zur Hitzebehandlung zur Verfügung stehen, härten Sie den Meißel, indem Sie ihn fünf Minuten lang auf 1550 °F erhitzen, in Öl abschrecken und anschließend eine Stunde lang bei 425° ziehen lassen. Die Härte sollte 55-60 Re betragen.
Schärfen des Stifts
Verwenden Sie für ein optimales Ergebnis eine an einem Supportschleifer an einer Drehbank montierte Diamantschleifscheibe. Polieren Sie zunächst mit einem Norton-Stein Nr. 37C4006V oder einem gleichwertigen Stein und anschließend mit Karborund-Papier Nr. A935K500 oder gleichwertigem Papier auf eine Rauheit von 10-15 Mikrometern. Steht eine solche Ausstattung nicht zur Verfügung, kann der Stift mit einer Norton-Scheibe Nr. 19A 60L8V an einem Schleifbock geschärft werden.
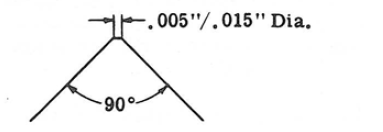
Auf einen eingeschlossenen Winkel von 90° mit einem Punktdurchmesser von 0,005“ bis 0,015“ Fiat schärfen.
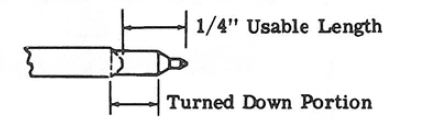
Der Stift kann geschärft werden, bis der abdrehte Teil am Ende das Stifthalters abgeschliffen ist.
So wird eine nutzbare Länge des Stifts von etwa 1/4 Zoll erhalten, wie in der nachfolgenden Zeichnungen dargestellt.
Betrieb des Werkzeugs
Drehen Sie die Anzeige des Schiebermotors ungefähr zum Mittelpunkt des Betriebsbereichs. Drücken Sie den Stift gegebenenfalls leicht gegen die Bank, um den Kolben zu starten. Stellen Sie den Schiebermotor nach dem Start auf die Betriebsdrehzahl ein. Der Stift bringt eine Markierung mit der gewünschten Tiefe an.
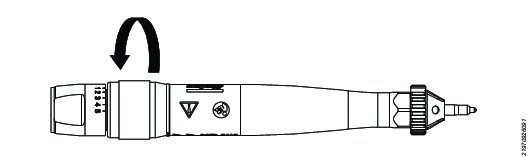
Drehen Sie den Schiebermotor zum Einschalten des Werkzeugs im Uhrzeigersinn.
Drehen Sie den Schiebermotor zum Ausschalten des Werkzeugs gegen den Uhrzeigersinn.
Das Werkzeug kann Werkstoffe mit einer Härte von bis zu RC 64 markieren. Achten Sie beim Markieren von Materialien dieser Härte darauf, die Schlagwirkung des Stifts mit dem Drosselventil zu regeln, sodass der Stift lediglich eine lesbare Markierung hinterlässt und nicht zu tief in das Material eindringt. Wird der Stift bei Arbeiten an besonders harten Materialien stärker beansprucht, besteht die Gefahr einer übermäßigen Abnutzung oder einer Beschädigung der Stiftspitze.
Drücken Sie das Werkzeug während des Betriebs nicht auf das Werkstück auf, sodass der Stift tiefer in das Material eindringt. Führen Sie das Werkzeug lediglich und lassen Sie den Stift die Arbeit erledigen. Das Werkzeug sollte in etwa 15° zur Senkrechten der Arbeitsoberfläche gehalten werden, um reibungslos anreißen zu können und übermäßige Krafteinwirkung an der Seite der Stiftspitze zu vermeiden.
Bei der Verwendung eines Meißels muss das Werkzeug wie bei der Arbeit mit einem Meißelhammer gegen das Werkstück gedrückt werden. Verwenden Sie das Werkzeug mit voller Leistung bei weicheren Materialien und passen Sie die Drehzahl durch Veränderung der Geschwindigkeitseinstellung an die jeweilige Aufgabe an. So hat der Bediener die volle Kontrolle über das Werkzeug. Die Kraftmenge, die der Bediener auf das Werkzeug ausübt, wirkt sich direkt auf die Schlagwirkung des Meißels aus. Ein geringerer Kraftaufwand beim Beginn oder Ende der Arbeiten erlaubt eine gute Kontrolle des Werkzeugs.
Wartung
Wartungsanweisungen
Wartungsempfehlungen
Es wird empfohlen, eine vorbeugende Wartung regelmäßig durchzuführen. Beachten Sie die ausführlichen Informationen über die vorbeugende Wartung. Wenn das Produkt nicht ordnungsgemäß funktioniert, bringen Sie es außer Betrieb und prüfen Sie es.
Wenn keine detaillierten Informationen über eine vorbeugende Wartung enthalten sind, befolgen Sie die folgenden allgemeinen Richtlinien:
Entsprechende Teile gründlich reinigen
Defekte und verschlissene Teile ersetzen
Service

Sicherheitsrelevante Komponenten nicht demontieren. Diese Komponenten sind im Fall von Beschädigungen vollständig auszuwechseln.
Sicherstellen, dass die Wartungsanweisungen und empfohlenen Wartungsintervalle befolgt werden.
Zerlegen und überprüfen Sie das Werkzeug alle drei Monate, wenn das Werkzeug jeden Tag benutzt wird.
Tauschen Sie beschädigte, abgenutzte oder nicht korrekt funktionierende Teile aus.
Wartungs- und Instandsetzungsarbeiten dürfen ausschließlich von qualifiziertem Personal und unter Verwendung von Original-Ersatzteilen durchgeführt werden. Wenden Sie sich an Ihren Atlas Copco-Vertreter, wenn Sie technische Beratung oder Ersatzteile benötigen.
Stets darauf achten, dass das Werkzeug von der Energiequelle getrennt ist, um ein ungewolltes Inbetriebsetzen zu vermeiden.
Befolgen Sie die örtlichen Umweltvorschriften zur sicheren Handhabung und Entsorgung aller Komponenten.
Verwenden Sie ein geeignetes Service-Kit, um Ausfallzeiten minimal zu halten.
Schmieranweisungen
Schmierung
Setzen Sie einen Luftleitungs-Öler ein, wobei einer der im Luftschmierungsführung empfohlenen Öler auf zwei Tropfen pro Minute eingestellt wird.
Demontage-/Montageanweisungen
Zerlegen des Werkzeugs
Verwenden Sie beim Zerlegen des Werkzeugs einen 3/32“-Splinttreiber zum Entfernen des Spannstifts.
Legen Sie das Werkzeug sicher auf einer geeigneten Oberfläche ab und entfernen Sie den Stift vorsichtig, um Beschädigungen des Zylinders oder des Einlasses zu vermeiden. Bewahren Sie den Spannstift sicher auf. Richten Sie beim Entfernen des Schiebermotors die Markierung an der Hülse am Schriftzug AUS am Einlass aus, um nicht in den O-Ring zu schneiden.
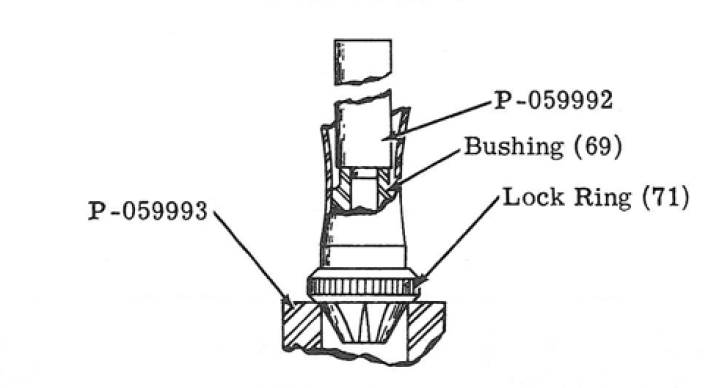
Drücken Sie zum Entfernen des Verschlussrings der Zubehörbuchsenhalterung an der Bohrung des P-059993-Halters die Buchse aus der Zylinderbuchse in der Hülse mit dem P-059992-Dorn heraus.
Zusammenbau des Werkzeugs
Schmieren Sie bei der Montage des Einlasses am Schiebermotor (14") zunächst den O-Ring leicht mit einem guten Gummi-Schmiermittel und platzieren Sie diesen in einem der versenkten Luftanschlüsse im Einlass. Schmieren Sie die beiden O-Ringe und legen Sie diese in die Nuten auf beiden Seiten des Luftanschlusses ein. Richten Sie die Kennzeichnung AUS am Ventil am Einlass aus, um Schnitte in die O-Ringe am Luftanschluss zu vermeiden, und schieben Sie das Ventil vorsichtig auf den Einlass. Legen Sie den Federring in die Nut im Einlass ein, schmieren Sie einen dritten O-Ring und legen Sie diesen in die Nut neben der Flanke zwischen der Nut des Federrings und den Gewinden im Einlass ein. Stellen Sie sicher, dass der O-Ring zwischen dem leichten Grat und der Flanke positioniert ist, um zu vermeiden, dass er in die Gewinde des Einlasses gedrückt wird.
Bei der Installation eines neuen Kolbens im Zylinder kann das Läppen des Kolbens erforderlich sein, um einen korrekten und freien Sitz im Zylinder zu gewährleisten. Die Innengewinde vom Typ Nr. 12-24 UNC ermöglichen die Handhabung bei diesem Vorgang. Verwenden Sie ein hochwertiges, feines Läppmittel, reinigen Sie die Teile gründlich und schmieren Sie diese vor der Montage mit dem empfohlenen Öl für Druckluftwerkzeuge.
Nach der Montage des Kolbens und des Zylinders, schmieren und installieren Sie den O-Ring im Einlass und schieben Sie den Zylinder vorsichtig auf den Einlass. Beschädigen Sie den O-Ring nicht. Richten Sie die Querbohrungen im Zylinder und dem Einlass aneinander aus und installieren Sie den Spannstift vorsichtig durch die Teile. Stützen Sie die Teile sicher ab und vermeiden Sie Beschädigungen der Teile beim Einlegen des Spannstifts.
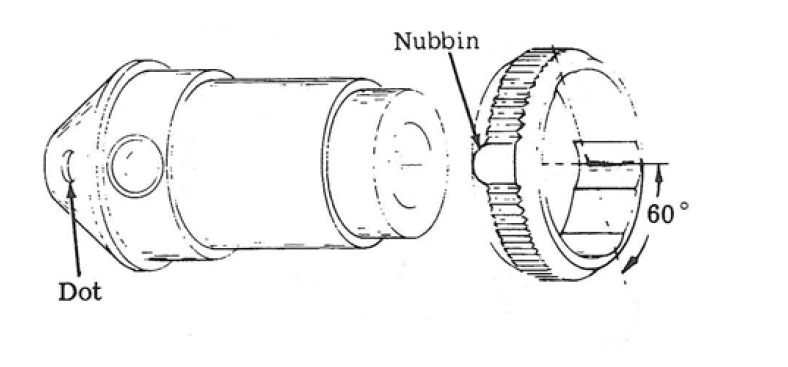
Legen Sie den O-Ring und die 1/8'‘-Stahlkugel mit Schmiermittel in die Zubehörbuchse ein. Schmieren Sie die 5/32"-Stahlkugel und legen Sie diese in die größere Öffnung ein. Richten Sie das Formteil an einem glatten Punkt des Verschlussrings an einem Punkt an der Zubehörbuchse aus. Das Formteil sollte sich an der Seite des Verschlussrings zur Buchse zeigend befinden. Schieben Sie den Ring auf die Buchse. Richten Sie den Punkt an der Buchse an einer Ecke des Sechskants an der Zylinderbuchse aus und drücken Sie die Buchse bis zur Flanke der Buchse in die Hülse hinein.
Störungshilfe
Störungshilfe
Aufgrund des geringen Spiels zwischen dem Kolben und dem Zylinder können Fremdkörper in der Druckluftversorgung zu einem Steckenbleiben des Kolbens führen. Um dieses Problem zu vermeiden, entfernen Sie die Zylinderbuchse, schieben Sie den Spannstift aus dem Zylinder und dem Einlass heraus und entnehmen Sie den Kolben aus dem Zylinder. Reinigen Sie alle Teile gründlich, blasen Sie diese trocken und schmieren Sie sie mit dem empfohlenen Öl für Druckluftwerkzeuge. Überprüfen Sie das Spiel und die Bewegungsfreiheit des Kolbens und bauen Sie das Werkzeug wieder zusammen.
Entfernen Sie zur Demontage des Schiebermotors den O-Ring zwischen dem Federring und den Gewinden am Einlass, entfernen Sie den Federring, stellen Sie den Schiebermotor auf AUS und ziehen Sie das Ventil vom Einlass ab. Prüfen Sie die O-Ringe, tauschen Sie diese bei Verschleiß aus, schmieren und montieren Sie diese erneut. Vermeiden Sie eine übermäßige Schmierung des O-Rings im versenkten Luftanschluss, da dies den Luftfluss behindern kann.
Recycling
Umweltschutzbestimmungen
Nachdem ein Produkt seinen Zweck erfüllt hat, muss es ordnungsgemäß recycelt werden. Zerlegen Sie das Produkt und recyceln Sie die Komponenten gemäß örtlicher Vorschriften.
Batterien sollten an Ihre öffentliche Batterieverwertungsstelle weitergegeben werden.