Åtdragningssteg
I detta avsnitt listas de åtdragningssteg som gäller för POWER FOCUS 8 styrenheter.
Allmänna parametrar
Namn
Det är möjligt att ändra namn på varje steg, om det behövs.
Rotationsriktning
Varje åtdragningssteg kan köra antingen framåt, dvs gör en åtdragning eller bakåt, dvs lossar skruven lite. Pilarna anger denna riktning. Många av åtdragningsstegen har en riktning som är hårdkodad för att gå framåt, t.ex. Dra åt till vinkel eller Dra till moment. Steg som Lossa till vinkel eller Lossa till moment har sin riktning automatiskt inställd till bakåt.
Inställningen för reversering tillåts inte för verktyg konfigurerade med GFA (Gear Front Attachment) med öppen ände. Åtdragningsriktningen för åtdragningsprogrammet måste vara samma som åtdragningsriktningen för ett verktyg med öppen ände innan en åtdragning får köras. Det går att koppla ett lossningsprogram till ett åtdragningsprogram för ett verktyg med öppen ände, men om riktningsomkopplaren är inställd på att köra lossningsprogrammet kommer verktyget att låsas.
Stegkategori
För varje steg finns möjlighet att välja en stegkategori. Genom att välja stegkategori listas NOK-åtdragningar i vyn händelseresultat med tillhörande detaljerad status samt motsvarande flerstegs-felinformation. Om inget val görs kommer den detaljerad statusen att ställas till ”Okategoriserat flerstegsfel”. Tillhörande detaljerad status kan anpassas.
Vinkelfönster
Ett förband anses hårt om skruven dras åt till dess fulla vridmoment och det roterar 30 grader (eller mindre) efter det har dragits till tättslutning. Ett mjukt förband roterar 720 grader eller mer efter att den har dragits till tättslutning. Hårdhetsparametern definierar Vinkelfönstret för gradientberäkning. Ju hårdare förband – desto mindre vinkelfönster.
Varvtalsramp/acceleration (endast tillgänglig i ToolsTalk 2)
För de flesta steg är det möjligt att specificera hur accelerationen till målvarvtalet utförs. Tre olika inställningar är möjliga; Hård, Mjuk och Manuell. Den angivna accelerationen kommer att användas när ett steg startas. Oavsett om verktyget redan är igång med lite fart i början av steget kommer rampen ändå att användas för att accelerera till stegets målvarvtal. Detta är fallet oavsett om varvtalet i början av steget är högre eller lägre än målvarvtalet.
Varvtalsramp – Hård och Mjuk:
Acceleration | Varvtalsramp som används |
|---|---|
Hård | 2000 varv/s (Varvtalsramp mellan 1000 och 10000 varv/s är en hård acceleration). |
Mjuk | 500 varv/s (Varvtalsramp mellan 200 och 1000 varv/s är en mjuk acceleration). |
Varvtalsramp – Manuell:
Parameter | Standardvärde | Minimigräns | Maxgräns |
|---|---|---|---|
Varvtal | 60 varv/minut | Måste vara > 0 | Måste vara <= verktygets högsta varvtal |
Acceleration | 500 varv/sek | Måste vara > 0 | Måste vara <= verktygets maximala acceleration |
Använda varvtalsväxling
Du kan definiera 1-5 vinkelutlösare eller vridmomentsutlösare under ett steg, där varvtalet kommer att ändras.
Hastighetsväxlingarna kan läggas till i fältet Konfiguration.
Inom ett steg baseras alla reglage för varvtalsväxling på samma egenskap (antingen moment eller vinkel). De kan inte blandas inom ett steg.
Lägga till en varvtalsväxling:
I dialogrutan i ett steg som kan ha varvtalsväxling, välj Lägg till varvtalsväxling. Välj sedan ett vinkelintervall eller ett momentintervall.
Fälten Vinkel/moment för varvtalsväxling öppnas.Lägg till värden enligt nedanstående tabell:
Parameter
Beskrivning
Vinkel-/momentutlösare
Måste vara > 0
Varvtal
Måste vara >0
Typ av varvtalsramp
Hård eller mjuk
Momentutlösare och vinkelutlösare måste vara mindre än stegmålet, baserat på stegtyp och typ av utlösare.
Momentutlösare och momenthastighet kontrolleras även mot verktygets Max vridmoment och Max varvtal.
En varnings- eller felindikator visas när varvtalsväxlingsinställningarna överstiger antingen maxvärdena för verktyg eller stegets maxvärden.
Kontrollera bromsbeteende (Ergo-stopp/tröghet)
Bromsbeteendet i ett flerstegsåtdragningsprogram kan anpassas på två olika platser i programmet: i ett steg före åtdragningens riktning ändras och/eller i det sista steget i åtdragningsprogrammet. På andra ställen i flerstegsprogrammet är bromsparametrarna inte tillgängliga i stegets allmänna inställningar. Bromsning kan ställas in till antingen Ergo-stopp eller Tröghet. Tröghet bromsar verktyget helt medan Ergo-stopp ger en mer ergonomisk minskning av åtdragningen.
Ställ in bromsningstyp genom att gå till stegets inställningar och ställa in Bromskonfiguration på Ergo-stopp eller Tröghet. Tröghet har inga ytterligare parametrar.
Parametrar för Ergo-stopp
Parameter | Beskrivning |
|---|---|
Adaptiv broms | Ställ in den adaptiva bromsen i läge På eller Av |
Ramptid | Endast tillgänglig när den adaptiva bromsen är inställd på Av. Skriv in tiden i ms. |
Lista över enskilda steg
Följande åtdragningssteg stöds inte för verktyg konfigurerade med GFA (Gear Front Attachment) med öppen ände:
A – Lossa till vinkel
TrR – Lossa till avtryckaren släpps
T – Lossa till moment
E – Inkoppling
SR – Lossa hylsa
DT – Dra åt till DynaTork
TP - TensorPulse
C – Koppling
I detta steg kör verktyget med programmerat varvtal framåt tills kopplingen släpps. När verktyget rapporterar att kopplingen frigörs kommer steget att slutföras med statusen OK.
Ett åtdragningsprogram som använder steget Koppling kan inte ha något annat steg tilldelat.
Detta steg gäller endast för kopplingsverktygen BCV-RE och BCP-RE.
Parameter | Beskrivning |
|---|---|
Hastighetskontroll | Enkelhastighet eller dubbelhastighet |
Slutlig hastighet | Anger den slutliga hastigheten för programmet [rpm] |
Hastighetsramp | Knapp för att välja varvtalsramp [Hård, Mjuk] |
Omdragning | Omdragningsdetektering inställd till På eller Av |
Rehitvinkel | Ställer in rehitvinkeln [°] |
CL – Kopplingslossning
I detta steg kör verktyget med programmerat varvtal i omvänd riktning tills kopplingen släpps.
Ett lossningsprogram som använder steget Koppling kan inte ha något annat steg tilldelat.
Detta steg gäller endast för kopplingsverktygen BCV-RE och BCP-RE.
Parameter | Beskrivning |
|---|---|
Slutlig | Anger programmets hastighet [rpm] |
W – Vänta
I detta steg väntar verktyget tills Väntetyp-villkoret är uppfyllt. Verktyget roterar inte medan det väntar, men Håll-status kan anges.
Parameter | Beskrivning |
|---|---|
Väntetyp |
|
Väntetid | Antalet sekunder som verktyget kommer att stå stilla – gäller endast när Tid valts som Väntetyp. |
Håll-status |
|
SR – Lossa hylsa
Det här steget kör verktyget med hastigheten n i bakåtgående riktning tills målvinkeln är nådd. Målvinkeln mäts från stegets start.
Detta steg är endast tillåtet att använda som det sista steget i åtdragningsbanan av ett flerstegsåtdragningsprogram. Det går dock att lägga till en synkpunkt efter det här steget.
Parameter | Beskrivning |
|---|---|
Målvinkel | Inställd vinkel. Standard: 3º, måste vara > 0 |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Hastighetsramp | Om hastighetsramptypen är Manuell, så öppnas detta fält. Standard: 500 rpm/s. |
Varvtal | Standard: 60 rpm. |
DI – Kör till digital ingång
Detta steg kör verktyget i den riktning som anges av parametern Riktning, tills den ingång som angetts av Digital ingång blir för hög eller för låg, beroende på värdet för Stoppförhållande.
Detta steg är inte tillgängligt för STB-verktyg.
Parameter | Beskrivning |
|---|---|
Riktning | Framåt eller bakåt |
Digital ingång | En av följande lokala digitala ingångar på styrenheten kan väljas:
|
Broms (Gäller endast PF8 StepSync-styrenheter). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
Stoppförhållande |
|
Varvtal (rpm) | Standard: 60 rpm. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Hastighetsramp | Tillgängligt om Hastighetsramptypen är Manuell. Standard: 500 rpm/s. |
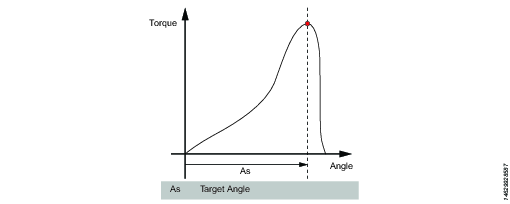
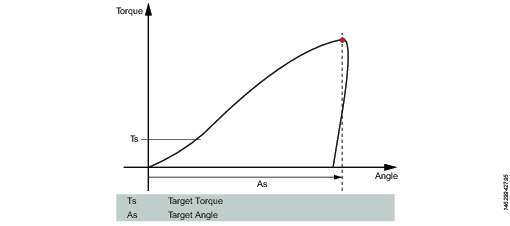
A – Dra åt till vinkel
I det här steget kör verktyget tills en målvinkel uppnås. Målvinkeln mäts från stegets start.
Parametrar
Parameter | Beskrivning |
|---|---|
Målvinkel | Inställd vinkel. Måste vara > 0. |
Varvtal | Standard: 60 rpm. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Hastighetsramp | Om hastighetsramptypen är Manuell, så öppnas detta fält. Standard: 500 rpm/s. |
Broms (Gäller endast PF8 StepSync-styrenheter). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
A – Lossa till vinkel
Det här steget kör verktyget med hastigheten n i bakåtgående riktning tills målvinkeln är nådd. Målvinkeln mäts från stegets start.
Parametrar
Parameter | Beskrivning |
|---|---|
Målvinkel | Inställd vinkel. Måste vara > 0. |
Varvtal | Standard: 60 rpm. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Hastighetsramp | Om hastighetsramptypen är Manuell, så öppnas detta fält. Standard: 500 rpm/s. |
Broms (Gäller endast PF8 StepSync-styrenheter). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
TrR – Lossa till avtryckaren släpps
Detta steg körs i baklänges riktning tills verktygets tryckreglage släpps (lossning). Den kan bara användas som sista steg i ett program.
För STB-verktyg kan detta steg endast användas för lossningsprogram.
Parameter | Beskrivning |
|---|---|
Varvtal | Numeriskt värde för rotationshastighet – i varv/min. |
Typ av varvtalsramp | Lista över alternativ där en varvtalsramp kan väljas [Hård, Mjuk, Manuell] |
TTTR – Dra åt till avtryckaren släpps
Detta steg kör tills verktygets avtryckare släpps (åtdragning). Det kan bara användas som sista steg i ett åtdragningsprogram.
Parameter | Beskrivning |
|---|---|
Varvtal | Numeriskt värde för rotationshastighet – i varv/min. |
Typ av varvtalsramp | Lista över alternativ där en varvtalsramp kan väljas [Hård, Mjuk, Manuell] |
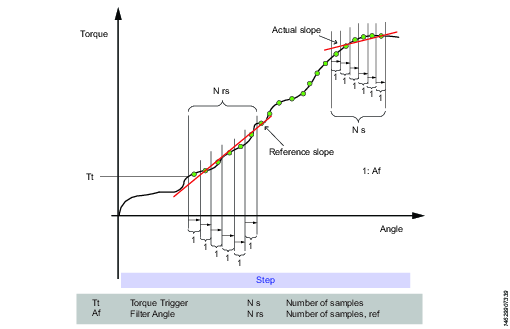
Dra åt till sträckgräns, metod 2 (YM2)
I det här steget körs verktyget med specificerad hastighet i framåtriktningen tills sträckgränspunkten avkänns.
Sökningen efter sträckgränspunkten startar när momentet har nått Tt. Genomsnittet för momentet över Af grader beräknas. Denna procedur upprepas N rs gånger.
En referenslutning beräknas med linjär regression över de N rs punkterna. Därefter beräknas nya genomsnittsvärden kontinuerligt över A f grader.
The verklig lutning beräknas med linjär regression över the sist A s genomsnitt punkter. Sträckgränspunkten uppnås när lutningen är mindre än Py % av referenslutningen.
Parameter | Beskrivning |
|---|---|
Målmoment | Måste vara > 0. |
Filtervinkel | Standard: 1. Måste vara > 0. |
Antal prov | Standard: 6. Måste vara >=4. |
Antal prov, referens | Standard: 6. Måste vara >=4. |
Sträckgränspunkt, procent | Standard: 90 %. Måste vara >20 %. |
Varvtal | Standard: 60 rpm. Måste vara > 0. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Hastighetsramp | Om hastighetsramptypen är Manuell, så öppnas detta fält. Standard: 500 rpm/s. |
Broms (Gäller endast PF8 StepSync-styrenheter). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
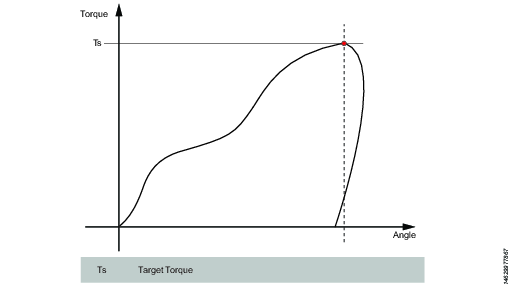
T – Dra åt till moment
I det här steget körs verktyget med den programmerade hastigheten i framåtriktning tills målmomentet uppnås.
Parameter | Beskrivning |
|---|---|
Målmoment | Inställt moment. Måste vara > 0. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Varvtal | Standard: 60 rpm. Måste vara > 0. |
Hastighetsramp | Om hastighetsramptypen är Manuell, så öppnas detta fält. Standard: 500 rpm/s. |
Broms (Gäller endast PF8 StepSync-styrenheter). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
T – Lossa till moment
I det här steget körs verktyget med hastigheten i bakåtgående riktning. För att steget ska vara aktivt måste åtdragningsmomentet först överstiga 110 % av målmomentet. Målmomentet måste vara ett positivt värde. När målmomentet har nåtts körs steget tills momentet faller under målmomentet.
Parameter | Beskrivning |
|---|---|
Målmoment | Inställt moment. Måste vara > 0. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Varvtal | Standard: 60 rpm. Måste vara > 0. |
Hastighetsramp | Om hastighetsramptypen är Manuell, så öppnas detta fält. Standard: 500 rpm/s. |
Broms (Gäller endast PF8 StepSync-styrenheter). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
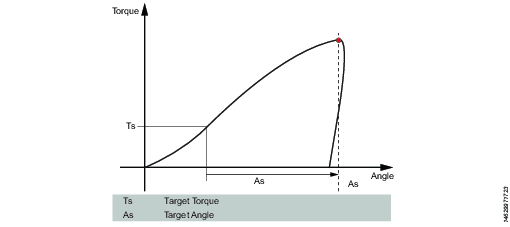
T+A – Dra åt till moment plus vinkel
I det här steget kör verktyget tills målmomentet uppnås. Från denna punkt fortsätter det att köra ytterligare en målvinkel.
Parameter | Beskrivning |
|---|---|
Målmoment | Inställt moment. Måste vara > 0. |
Målvinkel | Inställd vinkel. Måste vara > 0. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Hastighetsramp | Om hastighetsramptypen är Manuell, så öppnas detta fält. Standard: 500 rpm/s. |
Varvtal | Standard: 60 rpm. |
Broms (Gäller endast PF8 StepSync-styrenheter). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
T|A – Dra åt till moment eller vinkel
I det här steget körs verktyget med hastigheten n i framåtriktningen tills antingen momentbörvärdet eller vinkelbörvärdet har nåtts. Mätningarna av åtdragningsmoment och vinkel startar i början av steget.
Parameter | Beskrivning |
|---|---|
Målmoment | Måste vara > 0. |
Målvinkel | Måste vara > 0. |
Varvtal | Standard: 60 rpm. Måste vara > 0. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Hastighetsramp | Om hastighetsramptypen är Manuell, så öppnas detta fält. Standard: 500 rpm/s. |
Broms (Gäller endast PF8 StepSync-styrenheter). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
T&A – Dra åt till moment och vinkel
Verktyget körs med den specificerade hastigheten i framåtriktning tills både målmomentet och målvinkeln har nåtts. Slutligt vridmoment och målvinkel måste vara > 0.
Parameter | Beskrivning |
|---|---|
Målmoment | Måste vara > 0. |
Målvinkel | Standard: 0. Måste vara > 0. |
Varvtal | Standard: 60 rpm. Måste vara > 0. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Broms (Gäller endast PF8 StepSync-styrenheter). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
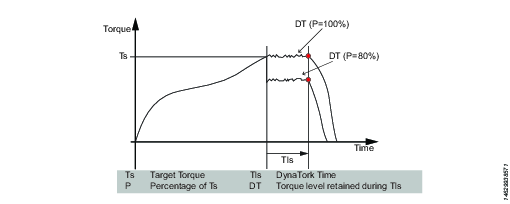
DT – Dra åt till DynaTork
Det här steget kör verktyget med hastigheten n i framåtriktning tills målmomentet nås. Verktyget håller därefter strömmen konstant på DynaTork-procent av Målmomentet under angiven DynaTork-tid.
För att undvika överhettning av verktyget rekommenderas det starkt att aldrig köra DynaTork till mer än 40 % av maximalt vridmoment på verktyget.
Parameter | Beskrivning |
|---|---|
Målmoment | Inställt moment. Måste vara > 0. |
DynaTork tid | Tiden som DynaTork är aktivt. |
DynaTork procent | Procent av Momentmålet. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Hastighetsramp | Om hastighetsramptypen är Manuell, så öppnas detta fält. Standard: 500 rpm/s. |
Varvtal (rpm) | Standard: 60 rpm. |
Broms (Gäller endast PF8 StepSync-styrenheter). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
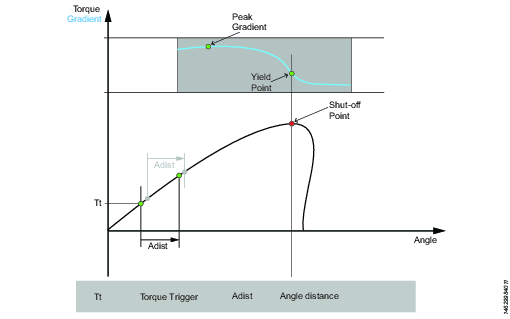
Y – Dra åt till sträckgräns
Detta steg är inte tillgängligt för STB-verktyg.
I denna strategi kör verktyget med angivet varvtal framåt tills sträckgränsen nås. Sträckgränsen registreras genom att övervaka momentets gradient från den punkt där momentet överstiger Aktiveringsmomentet som beräknas utifrån vridmoment och vinkelavstånd. Parametern för vinkelavstånd ställs in enligt angiven hårdhet i förbandet.
Ställ in Gradient för vinkelfönster (för hårt förband, för mjukt förband eller manuell inställning av Vinkelfönster). Om man väljer Manuell måste Vinkelfönster ställas in. Ett förband anses hårt om skruven dras åt till dess fulla vridmoment och det roterar 30 grader eller mindre efter det har dragits till tättslutning. Ett mjukt förband roterar 720 grader eller mer efter att den har dragits till tättslutning. Hårdhetsparametern definierar vinkelfönstret för gradientberäkning. Ju hårdare förband – desto mindre vinkelfönster.
Parameter | Beskrivning |
|---|---|
Gradientvinkelfönster | Anger vinkelfönster:
|
Vinkelfönster | Tillgängligt när gradientvinkelfönstret är inställt på Manuellt. Måste vara > 0 och <= 100. |
Utlösningsmoment | Vinkelmätningen startar vid detta utlösningsvärde. Måste vara >= 0 och < Verktygets maxmoment. |
Dämpning | Frekvensen vid vilken gradienten beräknas. Måste vara > 0 och < 100 och < Vinkelfönster. |
Sträckgränspunkt, procent | Måste vara >= 20 % |
Varvtal | Standard: 60 rpm. Måste vara > 0. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Momentfiltertyp | Typ av filter:
|
Gränsfrekvens | Måste specificeras när Momentfiltertypen är satt till Lågpass:
|
Antal prov | Måste specificeras när Momentfiltertypen är satt till Glidande medelvärde:
|
Broms (Gäller endast PF8 StepSync-styrenheter). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
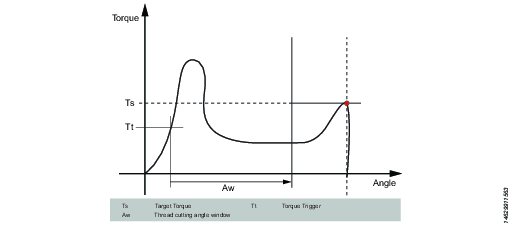
ThCT– Gängskärning till moment
Funktionen Gängskärning till moment möjliggör åtdragning när nergängningsmomentet är större än momentet för Nergängning klar, till exempel när tunna metallskikt dras åt med hjälp av självgängande (eller självborrande) skruvar. Verktyget kör framåt tills Vinkel för gängskärning (Aw) uppnås. Vinkelfönstret för gängskärning mäts från när momentet passerar Utlösningspunkt för gängskärning (Ttc) för första gången. Från den punkt där verktyget passerar gängskärningsvinkeln fortsätter steget att köra tills Målmomentet (Tt) uppnås.
Parameter | Beskrivning |
|---|---|
Målmoment | Måste vara > 0. |
Gängskärning, vinkelfönster | Standard: 0. Måste vara > 0. |
Utlösningsmoment | Vinkelmätningen startar vid detta utlösningsvärde. |
Varvtal | Standard: 60 rpm. Måste vara > 0. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Broms (Gäller endast PF8 StepSync-styrenheter). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
RD – Nergängning
Detta steg är inte tillgängligt för STB-verktyg.
Nergängningen är den del av en åtdragning från det att skruven tar gäng till alldeles innan skruvskallen vidrör den underliggande ytan och ligger an. Det moment som krävs under nergängningen bidrar inte till någon klämkraft.
I det här steget körs verktyget med hastigheten i framåtriktningen, och beroende på nergängningstyp, åtdragningsmoment eller tättslutning blir stegets uppförande följande:
Nergängningstyp: Till moment: Steget stoppar när angivet målmoment har hittats.
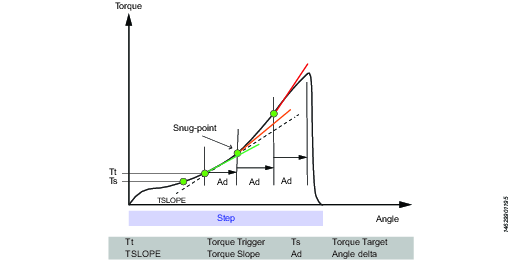
Nergängningstyp: Till tättslutning: Beräkningen av tättslutningens gradient börjar vid den specificerade momentutlösningsnivån Tt. Om ingen momentutlösning har ställts in startas gradientberäkningen vid stegets startpunkt.
Lutningsberäkningen görs mellan två vinkelpunkter Ad grader från varandra och beräknas som: (Tn – Tn-1) / (An – An-1) och så snart två lutningar efter varandra är större än TSLOPE så erhålls tättslutningspunkten.
Parameter | Beskrivning |
|---|---|
Nergängningstyp | Till moment eller Till tättslutning. |
Målmoment | Standard: ”ej inställt”. Måste vara > 0. |
Varvtal | Standard: 60 rpm. Måste vara > 0. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Hastighetsramp | Om hastighetsramptypen är Manuell, så öppnas detta fält. Standard: 500 rpm/s. |
Utlösningsmoment | Om Nergängningstyp är Till tättslutning, så visas fältet Avtryckarmoment. Standard: ”ej inställt”. Måste vara > 0. |
Deltavinkel | Om Nergängningstyp är Till tättslutning, så visas fältet Deltavinkel. Standard: ”0”. Måste vara > 0. |
Momenthastighet | Om Nergängningstyp är Till tättslutning, så visas fältet Momenthastighet. Standard: ”0”. Måste vara > 0. |
Broms (Gäller endast PF8 StepSync-styrenheter). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
E – Inkoppling
Detta steg är inte tillgängligt för STB-verktyg.
Detta steg kör verktyget i båda riktningarna tills hylsan tar an i skruven. Steget fortsätter tills Målmomentet eller Målvinkeln uppnås, förutsatt att Fortsätt om inte inkopplad har ställts till Ja. Om Målvinkeln nås i en riktning byter steget riktning. Begränsa upprepningar i sökningen genom att ange Max antal inkopplingsförsök. Om målmoment uppnås i någon riktning kommer steget att avsluta med status OK.
Ext – Externt resultat
Externt resultat är en strategi som används när en OK-åtdragning rapporteras av en extern digital signal (och inte av moment eller vinkelvärden som uppmätts under åtdragningen). Denna externa signal kan tillhandahållas genom vilket sätt som helst som kan skapa digital signal in i Power Focus 8 (t.ex. via en I/O-buss).
När signalen sänds kommer Resultatvyn (loggad data) att visa värdet för åtdragningsprogrammets Målparameter (angivet momentvärde, vinkelvärde, eller en textsträng). Dessa värden (moment och vinkel) representerar inte verkliga uppmätta värden, utan endast infogad text.
Parameter | Beskrivning |
|---|---|
Moment <Målmoment> | Numeriskt värde för önskat visat målmomentvärde. En signal kan till exempel komma från en klicknyckel och visa <Målmomentet>. |
Vinkel <Målvinkel> | Numeriskt värde för önskat visat målvinkelvärde. En signal kan till exempel komma från en klicknyckel och visa <Målvinkeln>. |
Text | Alfanumerisk sträng för önskad text. Till exempel: ”Oljan har bytts ut”. |
MWR – Mekatronisk nyckel
Steget Mekatronisk nyckel är ett specialsteg som endast kan användas tillsammans med den mekatroniska nyckeln (MWR).
Detta steg kan inte användas tillsammans med andra steg. Inga begränsningar kan användas med detta steg. Steget har som standard tre sorters övervakningar: Toppmoment, vinkel och klick.
Parameter | Beskrivning |
|---|---|
Lossningsgräns | Numeriskt värde för negativt vridmoment (dvs. vridmoment i lossningsriktningen) där spänningsresultatet märks som NOK (falsk åtdragningsriktning (lossning)) – i Nm. |
Verktygsstorlek | Numeriskt värde för den specifika längden på det slutverktyg som är monterats på MWR-TA – i mm. |
Verktygsböjning | Numeriskt värde för det slutverktyg som monterats på MWR-TA – i mm. |
Vinkelfönster för upprepad åtdragning | Numeriskt värde för den vinkel som används för att bestämma om skruven redan har dragits åt om man uppnår vridmomentet – i grader (°). |
Max vinkelhastighet | Numeriskt värde för maxhastigheten som skruven kan spännas med – i °/s. |
WP – nyckelproduktion
Strategi som används för kvalitetstestning av åtdragningen som gjorts med ST-nyckeln.
Parameter | Beskrivning |
|---|---|
Styrstrategi | Stegtypen Nyckelproduktion kan konfigureras med följande styrstrategier.
|
Baserat på den valda styrstrategin kommer en kombination av vissa av parametrarna som listas nedan att visas.
Parametrar | Beskrivning |
|---|---|
Målmoment | Definierar målmomentet för åtdragningssteget. |
Mät moment vid | Anger var momentet kommer att mätas. Välj mellan Toppmoment eller Toppvinkel.
|
Vinkelsökgräns | Detta är en förskjutning som används för att ange momentresultatvärdet för en åtdragning. Uppmätt moment vid måste sättas till Toppvinkel för att denna parameter ska vara tillgänglig. |
Spärrningstid | Numeriskt värde för spärrningstid, som är 5000 ms som standard. Det gör att användaren kan släppa momentet en stund och ladda under åtdragningen. Om Spärrningstiden överskrids, så markeras åtdragningens resultat som NOK med skälet "Åtdragnings-timeout". |
Slutcykeltid | Numeriskt värde i ms för att ange slutcykeltiden. Tillämpas när momentet faller under nergängning klar |
Momentkorrigeringskoefficient | Parametern används för att korrigera momentavläsningen vid användning av en förlängning eller momentmultiplikator på nyckeln. Standardvärdet är 1. |
Vinkelkorrigering | Parametern används för att korrigera vinkelavläsningen vid användning av en förlängning eller momentmultiplikator på nyckeln. Standardvärdet är 0. |
Målvinkel | Definierar målvinkeln för åtdragningssteget. |
Avkänning av upprepad åtdragning | På eller Av. Detektering av omdragning kan användas för att avgöra när en åtdragning är en omdragning baserat på vinkelgränsinställningen. Vinkelgräns för omdragning är aktiverat om Omdragningsriktning är satt till På. |
Linjär lutningskoefficient | Den linjära lutningskoefficienten kännetecknar förbandets styvhet i den linjära delen av kurvan, som moment-/vinkellutning i måttenheten Nm/grad. |
Kompensera värde | Välj mellan Medelmoment och Toppmoment. Kompensationsvärdet anger hur PVT ska beräknas. Medelmoment – PVT baseras på ett medelvärde beräknat med hjälp av följande:
Toppmoment – PVT baseras på toppvärde som uppmäts innan tättslutning detekteras. |
Fördröj övervakning | PVT-beräkningen börjar inte förrän detta fönster har passerat, och börjar vid åtdragningsstart. |
PVT-intervall | Anger hur många grader PVT-fönstret ska beräknas för, med början från PVT-distanspunkten. |
PVT-distans | Anger hur många grader före tättslutning systemet ska starta PVT-fönstret. |
Aktuellt moment min | Aktuellt moment – minimigräns. |
Aktuellt moment max | Aktuellt moment – maximigräns |
WQ – Nyckelkvalitet
Strategi som används för kvalitetstest av åtdragningar med ST-nyckeln.
Parameter | Beskrivning |
|---|---|
Styrstrategi | Strategin Nyckelkvalitet kan konfigureras med följande styrstrategier.
|
Baserat på den valda styrstrategin kommer en kombination av vissa av parametrarna som listas nedan att visas.
Parametrar | Beskrivning |
|---|---|
Spärrningstid | Numeriskt värde för spärrningstid, som är 5000 ms som standard. Det gör att användaren kan släppa momentet en stund och ladda under åtdragningen. Om Spärrningstiden överskrids, så markeras åtdragningens resultat som NOK med skälet "Åtdragnings-timeout". |
Momentkorrigeringskoefficient | Parametern används för att korrigera momentavläsningen vid användning av en förlängning eller momentmultiplikator på nyckeln. Standardvärdet är 1. |
Vinkelkorrigering | Parametern används för att korrigera vinkelavläsningen vid användning av en förlängning eller momentmultiplikator på nyckeln. Standardvärdet är 0. |
Målvinkel | Definierar målvinkeln för åtdragningssteget. |
Avkänning av upprepad åtdragning | På eller Av. Detektering av omdragning kan användas för att avgöra när en åtdragning är en omdragning baserat på vinkelgränsinställningen. Vinkelgräns för omdragning är aktiverat om Omdragningsriktning är satt till På. |
Linjär lutningskoefficient | Den linjära lutningskoefficienten kännetecknar förbandets styvhet i den linjära delen av kurvan, som moment-/vinkellutning i måttenheten Nm/grad. |
TP - TensorPulse
Innan du använder åtdragningssteget TensorPulse måste följande licenstyp installeras på styrenheten:
Strategier vid låg reaktion
TensorPulse fungerar endast med följande verktyg: ETV-STR61-100-13, ETV-STR61-70-13, ETV-STR61-50-10.
Det här steget genererar åtdragningspulser i framåtriktningen, tills inställt moment har nåtts.
Om du kör åtdragningssteget TensorPulse ska du använda den nödvändiga PulseDrive-hylsan/förskruvningen.
Om åtdragningssteget TensorPulse körs utan PulseDrive-hylsan/förskruvningen, så blir alla åtdragningar NOK. Stegfelet ”PulseDrive-hylsa/adapter ej avkänd” visas om ingen PulseDrive-hylsa/adapter hittas.
Parameter | Beskrivning |
|---|---|
Momentmål - Ts | Momentets målvärde måste vara ett värde mellan 0 och verktygets maximala åtdragningsmoment. |
Pulsenergi - Pe | Pulsenergi används för att reglera mängden energi/ström i varje puls. Pulsenergin måste ligga mellan 10 procent och 100 procent. |
Reaktionskraft, avstämningsfaktor | Avstämningsfaktor för fasthållningskraft används för att justera reaktionskraften när steget TensorPulse körs. Det är den kraft som flyttar verktyget i motsatt riktning efter varje puls. Avstämningsfaktorn för fasthållningskraft måste ligga mellan 0 och 100 procent. |
I spårningen innebär vinkelreverseringen att verktyget roterar bakåt för att möjliggöra pulsering, men bulthuvudet roterar inte nödvändigtvis bakåt på grund av PulseDrive-hylsan/förskruvningen.









































