EP7PTX31 SR10-AT
Nutrunner
製品情報
一般情報
安全信号用語
安全信号用語の「危険」、「警告」、「注意」、「通知」には次のような意味があります:
危険 | 「危険」は、回避しなければ、死亡または重傷を負うことになる危険な状況を示します。 |
警告 | 「警告」は、回避しなければ、死亡または重傷を負う可能性のある危険な状況を示します。 |
注意 | 「注意」は安全警戒記号とともに用いられ、回避しなければ、軽傷または中程度の傷害を負う可能性のある危険な状況を示します。 |
通知 | 「通知」はケガに関係しない手順に対して用います。 |
保証
製品保証は、Atlas Copcoの配送センターから発送されてから12+1か月で失効します。
部品の通常の磨耗や傷は保証に含まれません。
通常の摩耗および裂傷は、その期間に典型的な標準的な工具のメンテナンス(時間、稼働時間などで表される)中に部品交換またはその他の調整/オーバーホールが必要なものです。
製品保証は、ツールとその構成部品の正しい使用、メンテナンスおよび修理に依存しています。
不適切なメンテナンス、または、保証期間中に Atlas Copco 以外の人またはその認証サービスパートナーによって実施されたメンテナンスの結果発生した部品の損傷は保証対象となりません。
ツール部品の損傷や破壊を防ぐために、推奨されるメンテナンススケジュールに従ってツールの整備を行い、適切な手順に従ってください。
保証による修理は、必ず Atlas Copco 作業所で、または認定サービスパートナーが実施してください。
Atlas Copco は ToolCover契約により、延長保証と最新式の予防保守を提供します。詳細については、最寄りのサービス代理店までお、問い合わせください。
電動モータの場合 :
電動モータが分解されていない場合のみ保証が適用されます。
ウェブサイト
当社の製品、付属品、スペアパーツおよび公表事項に関する情報は、Atlas CopcoのWebサイトにてご覧いただけます。
次をご覧ください:www.atlascopco.com.
ServAid
ServAidは以下のような技術情報を含むポータルで、継続的に更新されます:
規制及び安全に関する情報
技術データ
設置、運転およびサービスに関する注意事項
予備部品のリスト
アクセサリ
寸法図面
次をご覧ください:https://servaid.atlascopco.com.
詳細な技術情報については、最寄のAtlas Copco代理店までお問い合わせください。
安全データシート MSDS/SDS
安全性データシートは、Atlas Copcoが販売する化学製品について説明しています。
詳細についてはAtlas Copcoのウェブサイト www.atlascopco.com/sdsをご覧ください。
特別な注意事項
ソケットが正しく接続されていることを確認してください。
磨耗している場合、スクウェアドライブリテーナまたはソケットを交換してください。
不必要なアイドリングを避けてください。
吊り下げ金具を使用するときには、良好な状態で正しく固定されていることを確認してください。
PTFE
生産国
生産国については製品ラベルの情報をご参照ください。
寸法図面
寸法図は、寸法図アーカイブまたはServAidのいずれかにあります。
次をご覧ください:https://webbox.atlascopco.com/webbox/dimdrwあるいは https://servaid.atlascopco.com。
概要
AutoTrim バルブの概要
このツールには、ハードジョイントとソフトジョイントが混在している場合に最大のパフォーマンスを発揮する Auto Trim バルブが搭載されています。(ツールを使って同様の特性を備えたジョイントを締め付ける場合は、トリムバルブを使用を使用することができます。)
AutoTrim バルブは、大多数の用途に適するように工場出荷時にプリセットされています。ランダウン中は減速します。1、2パルス後に、締め付けの残りに対して、自動的に全速度/パワーに移行します。AutoTrimバルブの正しい動作を定期的に確認してください。非切り替え(制限操作からオープン操作へ)は、締め付け時間が長くなり、ジョイントが過度に締め付けられるリスクがあります。開位置への切り替えが早すぎる(つまり、工具が無負荷回転している)場合、パルスが少なすぎるために不安定なシャットオフを引き起こす可能性があります。
ランダウン時にAutoTrimバルブで減速します。下図に示すとおり、ジョイントで1、2パルス後に、締め付けの残りに対して、自動的に全速度/パワーに移行します。
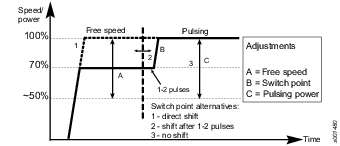
可能な調整:
自由速度(全速度の約70%になるよう工場出荷時に設定)。無負荷回転数の調整を参照してください。
標準の非レポート(RE)アプリケーション用に小パワーからフルパワー(1、2パルスになるよう工場出荷時に設定)にポイントを切り替えます。AutoTrim バルブのスイッチポイントの調整を参照してください。
パルス中パワー(工場出荷時にフルパワーに設定)。パルス出力の調整を参照してください。
ほとんどの場合、工場出荷時の設定で最高の性能を発揮します。
技術製品データ
技術的な製品データは、ServAidまたはAtlas Copcoのウェブサイトにあります。
次をご覧ください:https://servaid.atlascopco.comあるいは www.atlascopco.com。
取り付け
設置要件
エアの品質
最高のパフォーマンスと製品寿命を最大にするために、最大露点+10°C(50°F)の圧縮空気の利用を推奨します。また、アトラスコプコ製の冷却タイプエアドライヤを設置することを推奨します。
別のエアフィルタとして、30ミクロンより大きな固体粒子と90%を超える液体の水を除去するものを使用してください。圧力低下を防止するために、他のエア調整ユニットの前に、製品のできるだけ近くにフィルタを設置します。
インパルス/インパクトツールでは、そのツールに調整されているルブリケータを使用してください。通常のルブリケータはオイルを塗布しすぎ、モータ内の過度のオイルのためにツールの性能が低下します。
ツールに接続する前に、ホースとカップリングがクリーンであり、ほこりがないことを確認します。
注油済み製品および注油のない製品のどちらも、ルブリケータから少量のオイルが供給されることで利点があります。
空気潤滑ガイド
推奨されるエアルブリケーター:
アトラスコプコ オプティマイザ(1 リットル)9090 0000 04
Q8 Chopin 46
Q8 Chopin 32
Shell Air Tool Oil S2 A 320
Mobil SHC Cibus 32
圧縮空気接続
正しいエア圧とホースサイズについては、https://servaid.atlascopco.comの技術データまたはwww.atlascopco.comを参照してください。
ツールに接続する前に、ホースとカップリングがクリーンであり、ほこりがないことを確認します。
エア圧力調整器
レギュレーターは必ず、ラインで予想される最低圧力に調整してください。
エア圧を調整することで次のような結果が得られます:
エア圧を下げると、ツールの速度は落ちますが精度が上がります。
エア圧を上げると、ツールの速度は上がりますが精度が落ちます。
エアラインの圧力が 5 バール未満になる場合は、低圧設備向けに設計されたEP L - シリーズのツールをお勧めします。
設置の手順
推奨ホースサイズ
すべての接続、アダプター、カップリングが、ツールの推奨ホースサイズに対応する推奨最小内径を上回ることを確認してください。表の例を参照してください。特定のツールの推奨ホースサイズは、https://servaid.atlascopco.com の「技術仕様」に記載されています。

推奨ホースサイズ | すべてのカップリングと |
|---|---|
8 mm | 7 mm |
10 mm | 7 mm |
13 mm | 9.4 mm |
フレキシブルホースの取り付け
ツールの振動を防ぐには、ツールとクイックカップリングの間に、最小長さ 300 mm (12 インチ) の圧縮空気用フレキシブル ホースを使用します。
操作
人間工学に基づくガイドライン
この一般的な人間工学に基づいたガイドラインのリストを読み、姿勢、コンポーネントの配置、作業環境において改善できるエリアを特定できるかどうかを確認して、自分のワークステーションについて考えてみましょう。
頻繁に休憩をとり作業姿勢を変更すること。
作業エリアをニーズや作業タスクに適応させます。
静的動作を避けるために部品やツールがどこに配置されるべきかを決定することにより、適度な到達範囲を調整すること。
テーブルや椅子などの作業タスクに適切なワークステーション設備を使用すること。
組立操作中に肩より高い位置または静止保存状態での作業を避けること。
肩より高いところで作業する場合、負荷の重量を減らして静的筋肉への負荷を低減します。また、負荷を身体の近くに保持することで静的筋肉への負荷を軽減することができます。
頻繁に休憩をとること。
とりわけ、ある程度の力を要する作業において、腕または手首の無理のある姿勢を避けること。
作業タスク中の眼球および頭の運動を最小限に抑えることにより、適度な視野を調節すること。
作業タスクに適切な照明を使用すること。
ノイズ環境では防音保護設備を使用すること。
埃の多い環境では、集塵システムや口保護マスクを使用すること。
操作手順
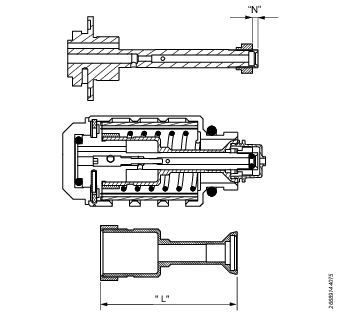
さまざまなツールサイズに応じた「L」と「N」の長さ
AutoTrim バルブ | 「L」の長さ (mm) | 「N」の長さ (mm) |
|---|---|---|
4250 1878 43 | 39.2 +/-0.1 | 1.5 |
4250 1878 90 | 39.2 +/-0.1 | 1.5 |
4250 1878 91 | 39.7 +/-0.1 | 1.0 |
4250 1878 92 | 40.2 +/-0.1 | 0.5 |
4250 1878 93 | 40.7 +/-0.1 | 0 |
4250 1878 94 | 40.3 +/-0.1 | 0 |
4250 1878 95 | 40.5 +/-0.1 | 0 |
4250 1878 97 | 39.2 +/-0.1 | 1.5 |
4250 1878 98 | 39.7 +/-0.1 | 1.0 |
4250 2675 91 | 40.5 +/-0.1 | 0 |
4250 2675 92 | 40.3 +/-0.1 | 0 |
4250 1878 50 | 38.7 +/-0.1 | 2.0 |
4250 1878 51 | 38.7 +/-0.1 | 2.0 |
ツール性能の最適化
パルスツールで延長を使用することはお勧めしません。延長は振動の原因となり、ひいては工具の摩耗、締め付け時間の延長、精度の低下、最大トルクに達しにくくなる原因となります。アクセスの制約により延長が必要な場合は、できるだけ短くする必要があります。ガイド付きソケットまたは延長の使用を強くお勧めします。
推奨パルス数
パルスツールは、5 〜 20 パルス以内に目標トルクに達して、シャットオフ状態になる必要があります。アナライザーで目標トルクに達するまでのパルス数を測定します。締め付け時間も、ツールが正しく設定されているかどうかを確認するための目安として使用できます。
≤ 1 秒、30 Nm までのツール
≈ 1 秒、80 Nm までのツール
≈ 2 秒、150 Nm までのツール
≈ 5 秒、450 Nm までのツール
≤ 10 秒、850 Nm までのツール
5 パルス未満 (短い締め付け時間) で目標トルクに達した場合、トルクのばらつきが増加するため、特にハードジョイントではトルクの調整が難しくなります。
目標トルクに達するのに 20 パルス超 (長い締め付け時間) かかった場合、摩耗が大きくなりオイル充填とサービスの頻度が高くなります。締め付け時間が長すぎ、生産率が高い場合、オイルの過熱を引き起こす場合もあります。この場合、長い締め付け時間ではパワーが低下し、シャットオフしない場合があります。
5 パルス未満で目標トルクに達する場合は、次の方法でこれを調整できます。
エア圧を下げる。
AutoTrim あるいはトリムバルブを使って速度を落とす。
上記の方法が不可能な場合、あるいは満足な結果が得られない場合は、小型のツールを使用するとよい結果が得られる場合があります。
20 パルス超で目標トルクに達する場合は、次の方法でこれを調整できます。
動的エア圧を、標準的なEPツールでは6~7 barに、低圧のEP Lツールでは5 barに上げる。
AutoTrim あるいはトリムバルブを最大パワー/速度になるよう調整する。
上記の方法が不可能な場合、あるいは満足な結果が得られない場合は、大型のツールを使用するとよい結果が得られる場合があります。
空気圧を変更する場合は、目標トルクを再度測定し、必要に応じて調整してください。
AutoTrim (AT) バルブによる締め付けトルクの設定
通常、AutoTrim バルブの工場出荷時設定で正しい性能が得られます。AutoTrim バルブを使用して実際のジョイントの締め付けトルクを設定するには、次の手順を実行します:
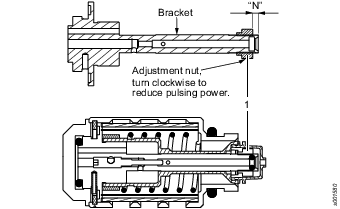
ツールの前面にあるスロット付きカバープラグを取り外します。
穴に調整ネジが見えるまでパルスユニットを回します。
マイナスドライバーを使用してセットネジを回し、締め付けトルクを設定します。
実際のジョイントの締め付けトルクを制御します。
締め付けトルクが NG の場合は、AutoTrim バルブの速度を調整してください。 AutoTrim バルブの減速速度の調整 を参照してください。
締め付けトルクが OK の場合は、締め付け時間を制御し、パルス数を測定して目標トルクに達させます。
締め付け時間が NG の場合は、ツール性能の最適化 を参照してください
締め付けトルクと時間が適切であれば、ツールは操作可能な状態になります。
AutoTrim バルブの減速速度の調整
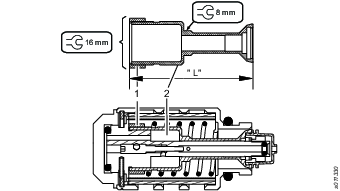
AutoTrim バルブは、工場出荷時に全速力の約 70% に設定されています。回転数を下げるには、 L の長さを短くします。回転数を上げるには、L の長さを増やします。
サポートリング (1) を回して L の長さを調整します。
低トルクレベルで非常に固いジョイント (<30°) では、さらに速度を低下させることが必要になる場合があります。ツールをソフトジョイントにのみ用いる場合、速度低下がより少なくてすむか、全く必要ありません。
工場設定の長さ L はツールのサイズによって異なります。さまざまなツールサイズに応じた「L」と「N」の長さ の表を参照してください。
AutoTrim バルブの速度を確認する
ソケットがしっかりと取り付けられていることを確認します。ツールは、低速でさせる必要があります。
反転ノブを逆方向に設定します。
トリガーを押して、ツールを空中で作動させながら押し続けます (A)。
反転ノブを素早く正転方向 (B) に押します。
AutoTrim バルブが減速から全速に切り替わります。ツールがステップ 1 (A) で全速力で動作する場合、またはステップ 3 (B) で減速して動作する場合は、AutoTrim バルブを調整または修理してください。 AutoTrim バルブのスイッチポイントの調整 を参照してください。


AutoTrim バルブのパルスパワーを調整する
AutoTrimバルブは、工場出荷時にフルパルスパワー、つまり、N は表のとおり設定されています。さまざまなツールサイズに応じた「L」と「N」の長さ を参照してください。
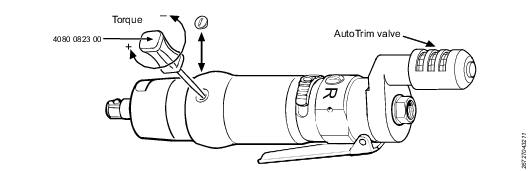
固い、または中程度に固いジョイントで精度を改善する (遮断する前に、パルスを増やす) には、パワーを低下させます。ナット (1) を時計回りに回し (長さ N を増加)、出力を低下させます。
AutoTrim バルブのスイッチポイントの調整
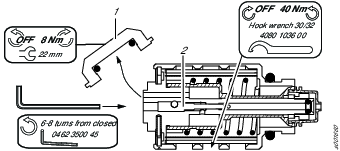
バルブケーシングをフックレンチで持ち、22 mm レンチでカバー (1) を取り外します。
バルブ (2) を 1.5 mm の六角レンチで調整してください。閉 (+) 位置から通常操作まで、ツールサイズに応じて、ニードル弁は 6 ~ 8 回転 (-) の間で開きます。
ハウジングカバー (1) を所定の位置に戻し、固定します。
AutoTrim バルブの速度を制御します。
バルブが閉じ過ぎていると、パルス開始時に AutoTrim バルブは開放位置に移行しません。バルブが開き過ぎていると、AutoTrim はすぐに全速とフルパワーまで開きます。
時計回り (+) 回転で切り替えポイント (ニードル弁を閉じる) が遅れ、反時計回りでは進みます。
ツールをレポートアプリケーション (RE) で使用する場合、信号ホース内の空気量を補償するために、ニードル弁をさらに開く (-) ように回す必要があります。
点検窓で AT バルブ機能を確認する
AutoTrim バルブの動作をより良く理解するためには、点検窓の使用が推奨されます。ServAid でツールに適した点検窓を見つけてください。
AutoTrim バルブとツールの間のチューブアダプターで点検窓を組み立てます。
ツールを空中で動作させるときは、バルブが閉じていることを確認してください。
ツールをジョイント上で作動させ、パルスが開始した時に、バルブが閉位置から開位置に変化することを確認します。
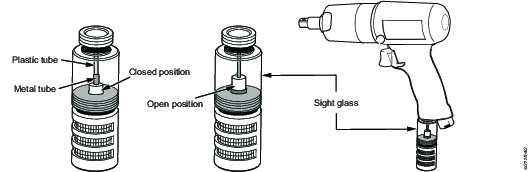
手順 2 または 3 で正しく動作しない場合は、バルブを調節または修理する必要があります。AutoTrim バルブのスイッチポイントの調整を参照してください。
締め付けトルクの設定
推奨最大トルクより高いトルクでツールを使用すると、機能が正しく動作せず、早期摩耗の原因になります。
必ず実際のジョインで締め付けトルクの制御を行ってください。
ツールの前面にあるスロット付きカバープラグを取り外します。
穴に調整ネジが見えるまでパルスユニットを回します。
最初は低トルクから始めて、必要なトルクレベルに達するまで徐々にトルクを上げます。
操作手順
サービス
メンテナンスに関する注意事項
AutoTrimバルブの保守サービス
すべての部品がきれいであることを確認してください。Oリングには軽くグリースを塗る必要があります。バルブとブラケットはまばらに軽油を塗る必要があります。バルブがブラケット上で簡単に動くことを確認してください。スロットルバルブを調整するときは、全閉位置 (時計回り) から始めて、6~8回転で開きます。必要に応じて確認し、再度調整します。
AutoTrim バルブの注文番号に対応する L と N の長さを確認して調整します (2008 年現在、注文番号は AutoTrim ケーシングに刻印されています) 。AutoTrim バルブの減速速度の調整 および AutoTrim バルブのパルスパワーを調整する を参照してください。
対応するEPツールでバルブの機能をテストします。目詰まり、出力低下、誤動作を防ぐために、フィルターを定期的に交換してください。
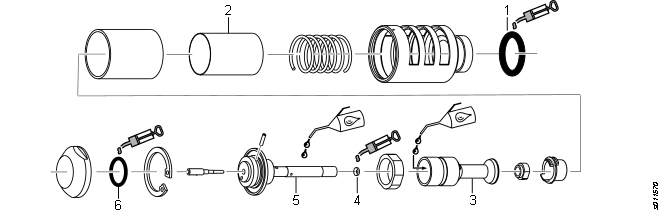
参照番号 | 説明 | 注意 |
|---|---|---|
1 | Oリング | 薄くグリースを塗布 |
2 | フィルタ | 定期的に交換 |
3 | バルブ | 薄くオイルを塗布。バルブはブラケットに簡単にスライドするはずです。 |
4 | Oリング | 薄くグリースを塗布 |
5 | ブラケット | 薄くオイルを塗布。バルブはブラケットに簡単にスライドするはずです。 |
6 | Oリング | 薄くグリースを塗布 |
サービスツール
アトラスコプコのサービス ツールは、組み立てと分解を迅速かつ簡単に行えるように設計されており、組み立てと分解の過程で部品を損傷するリスクが少なくなります。
サービス後にツールを組み立てるときは、次のように部品を正しく締め付けることが重要です。
ツールの性能を最大限に高めるため。
作業中に部品が緩むリスクを最小限に抑えるため。
サービスツールと締め付けデータに関する情報は、ServAid のスペアパーツリストに記載されています。
予防メンテナンス
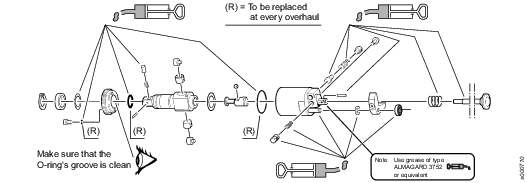
年1回あるいは最大250.000回の締め付け後に予防メンテナンスの実施をお勧めします。完全なオーバーホールには以下が含まれます:
パルスユニット、エアモーター、インレットアダプターのサイレンサーとストレーナー、トリガーと反転バルブの部品清掃。
摩耗または損傷した部品とフィルターを交換してください。
完全なオーバーホール時には、パルスユニットの O リングのみを交換してください。
潤滑手順
防錆と清掃
圧縮エア中に水があると錆が発生する可能性があります。錆を防止するために、エアドライヤを設置することを強くお勧めします。
水と粒子があると、ベーンとバルブの膠着の原因になります。圧力低下を避けるために、製品近くにエアフィルタを設置することで、これを防止することができます。
停止期間が長期間に及ぶ場合は、必ずエア入口にエアモーターオイルを数滴加えて、ツールを保護してください。ツールを5~10秒間作動させ、エア出口の余分なオイルを布で吸い取ります。
ErgoPulse グリースガイド
ブランド | 多目的用 ベアリング | モータシャフト用 | 空気潤滑 |
|---|---|---|---|
BP | Energrease LS-EP2 |
| Energol E46 |
Castrol | Spheerol EP L2 |
|
|
Esso | Beacon EP2 |
| Arox EP46 |
Q8 | Rembrandt EP2 |
| Chopin 46 |
Mobil | Mobilegrease XHP 222 |
| Almo oil 525 |
Shell | Alvania EP2 |
| Tonna R32 |
Texaco | Multifak EP2 |
| Aries 32 |
Molycote |
| BR2 Plus |
|
潤滑ガイド
ブランド | 汎用のベアリングおよびギア |
|---|---|
BP | Energrease LS-EP2 |
Castrol | Optileb GR UF 1 |
Esso | Beacon EP2 |
Q8 | Rembrandt EP2 |
Mobil | Mobilegrease XHP 222 NLGI2 |
Klüber Lub. | Klübersynth UH 1 14-151 |
Texaco | Multifak EP2 |
Molykote | BR2 Plus |
Shell | Gadus S2 |
ブランド | パルスユニット六角 |
|---|---|
Klüber Lub. | Microlube GL 261 |
パルスユニットの点検と潤滑
パルスユニットにオイルを充填する
使用可能な装置に応じて、パルスユニットにはさまざまな方法でオイルを充填できます。
STアナライザーとトランスデューサーの使用。方法 1の指示に従います。
この方法が最速の方法です。これにより、ツールのパフォーマンスが最適化され、充填間隔が最も長くなります。STアナライザーとトランスデューサーを使用しない場合。方法 2の指示に従います。
この方法は、方法 1 の場合ほど高速で正確ではありません。
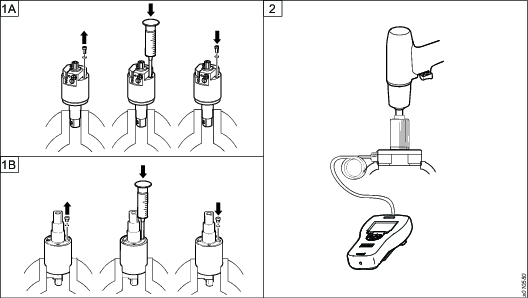
方法 1 (STアナライザーとトランスデューサーの使用)
万力にパルスユニットを固定します。パルスユニットの前面(A)または背面に(B)あるオイルプラグを取り外します。パルスユニットに少量のオイルを追加します。
ツールを組み立てて、パルス周波数を測定します。
パルスユニットの周波数が指定範囲内であれば、オイル量は適正です。
パルスユニットの周波数が低すぎる場合は、オイルを少し減らしてからパルス周波数を再度測定してください。
パルス周波数が高すぎる場合は、オイルを追加してからパルス周波数を再度測定してください。
型式
最小無負荷回転数(r.p.m)
パルス周波数(Hz)
最大トルク (最小)(Nm)
EP 7 PTX SR10
4300
20 - 23
42
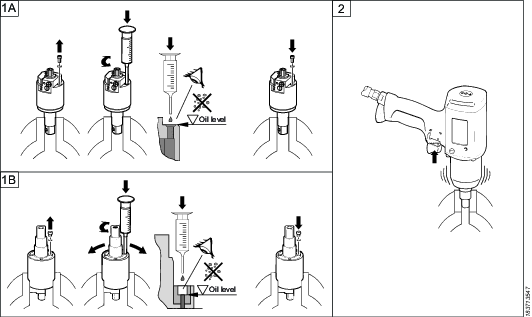
方法 2 (STアナライザーとトランスデューサーの使用)
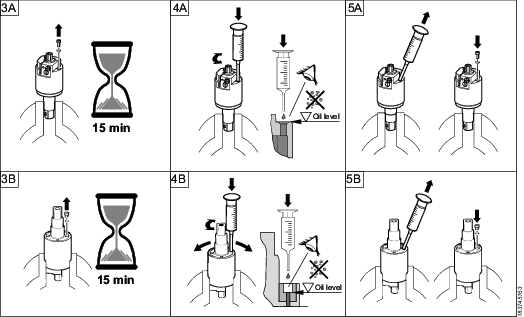
万力にパルスユニットを固定します。パルスユニットの前面(A)または背面に(B)あるオイルプラグを取り外します。パルスユニットにオイルを100%まで充填してください。オイルプラグを組み立てます。
ツールを取り付けて、パルスユニットを逆方向に3~5秒間動かします。
万力にパルスユニットを固定します。オイルプラグを取り外します。すべての気泡が消えて(約15分)、温度が20度まで下がるのを待ちます。
パルスユニットにオイルを100%まで充填してください。
パルスユニット内のオイルを、表に従い1 ml のシリンジを使って規定量減らします。オイルプラグを組み立てます。
100%から減らす
オイル量
パルスユニット内の
おおよそのオイル量
0.60 ± 0.05 ml
5 ml
トルクとシャットオフ機能をチェックしてください。手順についてはテスト/方法を参照してください。
すべて正常であれば、オイル量が正しいということです。
正常でない場合は、最初のステップからやり直してください。
パルスユニットへのオイル補充
機械のパフォーマンスを最大化するには、パルスユニットのオイルを適正に充填する必要があります。パルスユニットからの微量のオイルが漏油する可能性があるため、定期オーバーホールのタイミングで充填する必要があるかもしれません。この手順の頻度は、アプリケーション、サイクル数、締め付け時間などによります。 パルスユニットに正確にオイルを充填することで、その寿命が延長されます。
パルスユニットのオイルが多すぎると、パルス周波数や締め付け速度が低下します。
パルスユニットのオイルが少なすぎると、パルス周波数が高くなり、締め付けトルクが低下する恐れがあります。特に休止後初めての締め付けでは、機械が急転する恐れがあります。
アトラスコプコのパルスユニットオイル バイオを使用してください。
オイルが少なすぎる状態で機械を操作すると、パルスユニットが破損する恐れがあります。
補充後 — 締め付けトルクを確認してください。
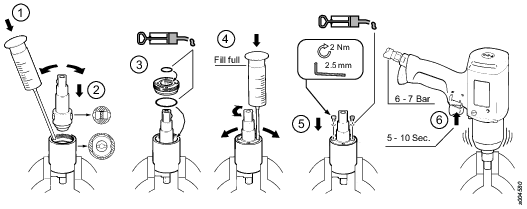
ステップ
パルスユニットを分解した後、写真の手順 1 ~ 3 に従ってパルスユニットにオイルを充填します。のステップ番号 4 に従って、機械を10秒間万力に固定した状態で稼働させます。残りのステップを完了します。最高のパフォーマンスを得るにはアトラスコプコのパルスユニットオイル バイオを使用してください。
アトラスコプコのパルスユニットオイル バイオのボトルと、必要なシリンジは、キットとして注文可能です。注文番号については、サービスキットを参照してください。
オイルレベル低
パルスユニット内のオイルレベル低下の検出方法:
締め付け時間が長くなる
特にツールをしばらく使用していない場合に、パルス周波数が非常に速くなる
低トルク、またはトルクの異常な変化(バラツキの増加)
シャットオフしない
パルス周波数の測定には、静トルクトランスデューサまたはインライントランスデューサをトルクテスト装置に接続して使用します。「テスト/測定」のセクションを参照してください。
パルスユニットに推奨されるオイル
パルスユニットに推奨されるオイルは、アトラスコプコのパルスユニットオイルです。
アトラスコプコのパルスユニットオイルのボトルと、必要なシリンジは、キットとして注文可能です。注文番号については、サービスキットを参照してください。
分解/組み立て説明書
ネジ接続部の締め付け
分解図の締め付けトルクは、正しいクランプ力を示し、部品が緩むことを防止します(https://servaid.atlascopco.com のスペアパーツのセクションをご覧ください)。部品は、サービス時に損傷することなく開ける必要があるので、絶対にクランプ力を超えなでください。用途や使用によっては、ある程度の時間の作業後、または特定の状況で、部品が緩むことがあります。この場合、締め付けトルクを10~20%増加させ、小中程度の保持力のあるネジ山固定剤を使用することもできます。
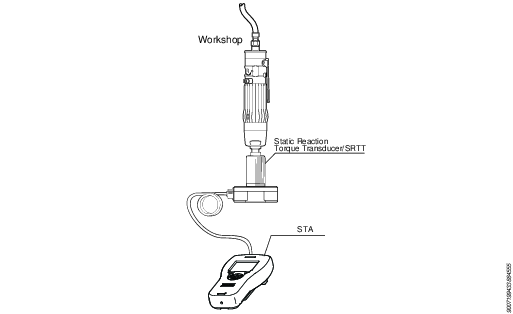
固定式トランスデューサを使った静的測定
テスト機器とパフォーマンス
機器:
回転計
STanalyser。
SRTTトランスデューサ(トランスデューサをしっかりと固定します)
回転計を使って、正転方向の無負荷回転数をテストします。
AutoTrimバージョンの場合は、減速されていない速度が測定されることを確認してください(詳細は、サービス手順の「トラブルシューティングのスケジュール」の章にあるセクション「機能制御 - AutoTrim」を参照してください)。
AutoTrim機能をテストします。
最大トルクとパルス周波数をテストします。
STanalyser のフィルタ周波数を850 Hzに設定します。
逆回転方向でのトルクとパルス周波数を測定します。締め付け時間は約1秒とします。
シャットオフメカニズムのチェック
ツールを正転回転で実行します。シャットオフ機構が正常に動作している場合、ツールは停止します。
テスト条件
パルスユニットの温度: 約20℃
気圧:6.3バール(90psi)動的
ホースサイズ:8 mm ホースの長さ:3 m
メンテナンス後、ツールで次の値が出る必要があります:
型式 | 無負荷回転数 (rpm) | パルス周波数(Hz) | 最大トルク (最小)(Nm) |
|---|---|---|---|
EP 7 PTX SR10 | 4300 | 20 - 23 | 42 |
正しいパルス周波数は、エアモータとパルスユニットが良好な状態であることを示します。パルス周波数が高すぎる場合は、オイルを充填します。パルス周波数が低すぎる場合は、オイルを減らします。
動的測定
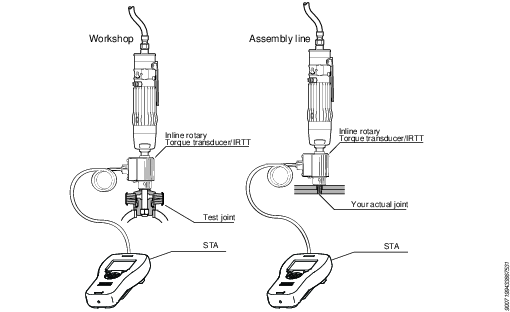
必ず実際のジョイントの設定を検証してください。
実際のジョイントの動的測定値は、必ずトルクレンチ (電子式) による静的チェックで確認してください。
静的測定(推奨)
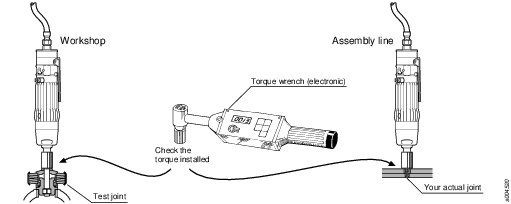
テスト方法 - 静的・動的
ErgoPulse の機種には、静的トルク測定を推奨します。
電子式インライントルクトランスデューサで動的トルク測定を行った場合には、必ずトルクレンチ(電子式)で静的なチェックを行い、測定結果を検証してください。
詳細な情報は、アトラスコプコの「パルスツールポケットガイド」を参照してください。オーダー番号 9833 1225 01。
リサイクル
環境規制
製品がその目的を果たし終えると、適切にリサイクルする必要があります。製品を分解し、地元の法規に基づいて構成部品をリサイクルします。
バッテリーについては、ご自分の国のバッテリー回収機関に処置を委ねること。
リサイクルの手順
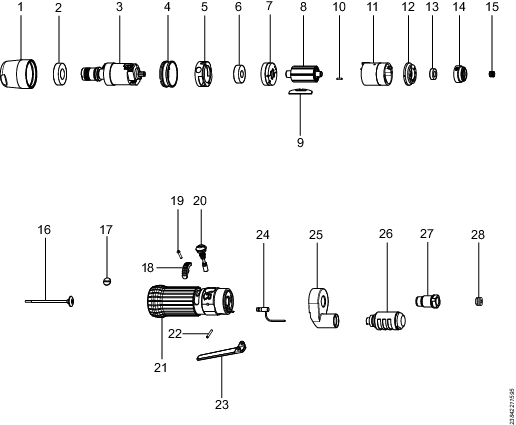
位置 | 部品 | リサイクル |
|---|---|---|
1 | パルスユニットケーシング | 金属、アルミニウム |
2 | ボールベアリング | 金属、スチール |
3 | パルスユニット | 金属、スチール |
4 | スクリュリング | 金属、スチール |
5 | スリーブ | 金属、スチール |
6 | ボールベアリング | 金属、スチール |
7 | エンドプレート | 金属、アルミニウム |
8 | 円柱 | 金属、アルミニウム |
9 | ロータ | 金属、スチール |
10 | ベーン | POM |
11 | プラグ | POM |
12 | エンドプレート | 金属、アルミニウム |
13 | ボールベアリング | 金属、スチール |
14 | 逆転弁 | プラスチック、その他、PES |
15 | スプリング | 金属、スチール |
16 | シャットオフバルブ | 金属、スチール、プラスチック |
17 | プラグ | 金属、スチール |
18 | 逆転ノブ | プラスチック、その他、PA66 |
19 | タッピンネジ | 金属、スチール |
20 | バルブ | 金属、スチール |
21 | モータ ハウジング | 金属、アルミニウム |
22 | Sピン | 金属、スチール |
23 | レバー | 金属、スチール |
24 | 信号チューブ | 金属、スチール |
25 | 排気ケーシング | 金属、アルミニウム |
26 | サイレンサ | 金属、スチール |
27 | アダプタ | 金属、スチール |
28 | 制限ワッシャー | 金属、スチール |