조임 단계
이 섹션에는 사용 가능한 조임 단계가 나열되어 있습니다.
일반 매개변수
이름
필요한 경우, 각 단계의 이름을 변경할 수 있습니다.
회전 방향
각 조임 단계는 정방향으로 작동하여 조이거나 역방향로 작동하여 나사를 살짝 풀 수 있습니다. 화살표는 이 방향을 나타냅니다. 많은 조임 단계는 정방향으로 하드 코딩되어 있으며, 각도까지 조임, 토크까지 조임이 그러한 예입니다. 각도로 풀기 및 토크로 풀기와 같은 단계는 방향이 자동으로 역방향으로 지정되어 있습니다.
오픈 엔드 유형의 기어 전면 장착부(GFA: Gear Front Attachment)로 구성된 공구에는 역방향 설정이 허용되지 않습니다. 조임 프로그램의 조임 방향은 조임이 실행될 수 있도록 오픈 엔드 공구의 조임 방향과 동일해야 합니다. 오픈 엔드 공구의 조임 프로그램에 풀기 프로그램을 지정할 수 있지만 풀기 프로그램을 실행하도록 방향 스위치를 설정하면 공구가 잠깁니다.
단계 범주
각 단계에서 단계 범주를 선택하는 옵션이 있습니다. 단계 범주를 선택함으로써, NOK 조임이 해당 다단계 오류 정보가 포함된 관련 상세 상태와 함께 이벤트 결과 보기에 나열됩니다. 선택하지 않은 경우, 상세 상태는 “범주가 없는 다단계 오류”로 설정됩니다. 관련 상세 상태는 사용자 정의할 수 있습니다.
각도 창
조인트는 나사가 완전한 토크로 조여지고 착좌점까지 30도 이하로 회전하면 하드로 간주합니다. 소프트 조인트는 착좌점까지 조인 후에 720° 이상 회전합니다. 경도 매개변수는 경사도 계산을 위한 각도 창을 정의합니다. 조인트 경도가 높을수록 각도 창이 작습니다.
속도 램프 / 가속 (ToolsTalk 2에서만 사용 가능)
대부분의 단계는 목표 속도에 가속이 이루어지는 방법을 지정할 수 있습니다. 하드, 소프트 및 수동의 세 가지 다른 설정이 가능합니다. 단계가 시작될 때마다 정의된 가속이 사용됩니다. 이 공구가 이미 단계의 시작 부분에서 약간의 속도로 작동되더라도 이와 상관 없이 램프가 단계를 목표 속도까지 가속할 때 사용됩니다. 이 프로세스는 단계의 시작 속도가 목표 속도보다 높거나 낮은 경우에도 상관 없습니다.
속도 램프 - 하드 및 소프트 모드:
가속 | 사용하는 속도 램프 |
|---|---|
하드 | 2000 rpm/s (1000과 10000 rpm/s 사이의 속도 램프는 하드 가속입니다.) |
소프트 | 500 rpm/s (200과 1000 rpm/s 사이의 속도 램프는 소프트 가속입니다.) |
속도 램프 - 수동 모드:
매개변수 | 기본값 | 최소 한계 | 최대 한계 |
|---|---|---|---|
속도 | 60 rpm | 필수 조건: > 0 | 필수 조건: <= 공구 최대 속도 |
가속 | 500 rpm/s | 필수 조건: > 0 | 필수 조건: <= 공구 최대 가속 |
변속 사용
단계 동안 1-5 각도 또는 토크 트리거를 정의할 수 있고, 여기에서 변속합니다.
속도 변경은 구성 필드에 추가할 수 있습니다.
한 단계 내에서 모든 변속 트리거는 동일한 속성을 기준으로 작동합니다. (이 속성은 토크 또는 각도임) 그들은 한 단계 내에서 함께 사용할 수 없습니다.
변속 추가:
변속이 가능한 단계의 대화 상자에서 속도 변경 추가를 선택하세요. 그런 다음, 각도 범위 또는 토크 범위를 선택하세요.
변속 각도/토크 필드가 열립니다.아래 표에 따라 값을 추가하세요.
매개변수
설명
각도/토크 트리거
필수 조건: > 0
속도
필수 조건: > 0
속도 램프 유형
하드 또는 소프트
토크 트리거 및 각도 트리거는 단계 및 트리거 타입의 유형에 따라, 단계 목표보다 작아야 합니다.
토크 트리거 및 토크 속도도 공구의 최대 토크와 최대 속도에 대해 검증됩니다.
변속 설정이 공구 최대 값 또는 단계 최대 값 중 하나를 초과할 때마다 경고 또는 오류 표시가 발생합니다.
브레이크 동작 제어 (Ergo stop/Inertia)
다단계 조임 프로그램의 브레이크 동작은 프로그램에서 2개의 가능한 위치에서 수행될 수 있습니다 (즉 조임 방향의 역방향 이전 단계 및/또는 조임 프로그램의 마지막 단계에서 제어할 수 있습니다.) 다단계 프로그램의 다른 위치에서 브레이크 매개변수는 해당 단계의 일반 설정에서 사용할 수 있습니다. 브레이크는 Ergo stop 또는 Inertia로 설정할 수 있습니다. Inertia는 공구에 브레이크를 완전히 작동시키는 반면 Ergo stop은 조임을 더욱 인체공학적으로 늦출 수 있습니다.
브레이크 유형을 설정하려면 단계 설정으로 이동하여 브레이크 구성 드롭다운을 Ergo stop 또는 Inertia로 설정하세요. Inetia에는 추가 매개변수가 없습니다.
Ergo stop 매개변수
매개변수 | 설명 |
|---|---|
어댑티브 브레이크 | 어댑티브 브레이크를 켜기 또는 끄기로 설정합니다. |
램프 시간 | 어댑티브 브레이크가 꺼짐으로 설정된 경우에만 사용할 수 있습니다. 시간(ms)을 입력합니다. |
개별 단계 목록
다음 조임 단계는 오픈 엔드 유형의 기어 전면 장착부(GFA: Gear Front Attachment)로 구성된 공구에는 지원되지 않습니다.
A – 각도까지 풀기
TrR - 트리거 해제까지 풀기
T - 토크까지 풀기
E – 체결
SR - 소켓 해제
DT – DynaTork까지 조임
TP - TensorPulse
C - 클러치
이 단계에서는 클러치가 해제될 때까지 프로그래밍된 속도로 공구를 정방향으로 구동합니다. 공구가 클러치의 해제를 보고하면, 단계는 적합(OK) 상태로 완료됩니다.
클러치를 사용한 조임 프로그램은 다른 단계를 지정할 수 없습니다.
이 단계는 클러치 공구 BCV-RE 및 BCP-RE에만 유효합니다.
매개변수 | 설명 |
|---|---|
스피드 제어 | 하나의 속도 또는 두 개의 속도 |
최종 속도 | 프로그램의 최종 속도 설정 [rpm] |
속도 램프 | 속도 램프를 선택할 수 있는 스위치 [하드, 소프트] |
리히트 | 리히트 감지 설정 켜기 또는 끄기 |
리히트 각도 | 리히트 각도 설정 [°] |
CL - 클러치 풀림
이 단계에서는 공구 트리거가 해제될 때까지 프로그래밍된 속도로 공구를 역방향으로 구동합니다.
클러치를 사용한 풀기 프로그램은 다른 단계를 지정할 수 없습니다.
이 단계는 클러치 공구 BCV-RE 및 BCP-RE에만 유효합니다.
매개변수 | 설명 |
|---|---|
최종 | 프로그램의 속도 설정 [rpm] |
W – 대기
이 단계에서 공구는 대기 유형 조건이 충족될 때까지 대기합니다. 공구는 대기하는 동안 회전하지 않지만, 고정 조건을 지정할 수 있습니다.
매개변수 | 설명 |
|---|---|
대기 유형 |
|
대기 시간 | 대기 유형으로 시간을 선택한 경우에만 초 단위로 공구가 계속 유지됩니다. |
고정 조건 |
|
SR - 소켓 해제
이 단계에서는 목표 각도에 도달할 때까지 역방향으로 속도 n으로 공구를 구동합니다. 목표 각도 단계의 시작으로부터 측정됩니다.
다단계 조임 프로그램의 조임 경로에서 마지막 단계로만 그 단계를 사용하는 것이 허용됩니다. 그러나, 이 단계 후에 동기화 지점을 추가할 수 있습니다.
매개변수 | 설명 |
|---|---|
목표 각도 | 각도 목표입니다. 기본값: 3도, 0 < (0보다 커야함) |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
속도 램프 | 속도 램프 유형이 수동이면, 이 필드가 열립니다. 기본값: 500 rpm/s. |
속도 | 기본값: 60 rpm. |
DI – 디지털 입력까지 실행
이 단계는 정지 조건 값에 따라 디지털 입력으로 지정된 입력 값이 높거나 낮을 때까지 매개변수 방향으로 정의된 방향으로 공구를 실행합니다.
이 단계는 STB 공구에 사용할 수 없습니다.
매개변수 | 설명 |
|---|---|
방향 | 정방향 또는 역방향 |
디지털 입력 | 컨트롤러에서 다음 로컬 디지털 입력 중 하나를 선택할 수 있습니다.
|
브레이크 (Power Focus 6000 StepSync, Power Focus 8 StepSync 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
정지 조건 |
|
속도 (rpm) | 기본값: 60 rpm. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
속도 램프 | 속도 램프 유형이 수동인 경우에 사용할 수 있습니다. 기본값: 500 rpm/s. |
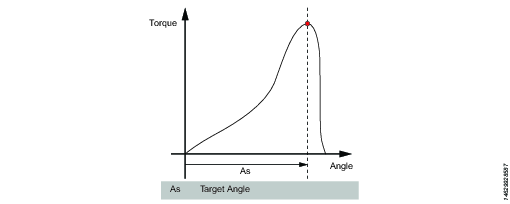
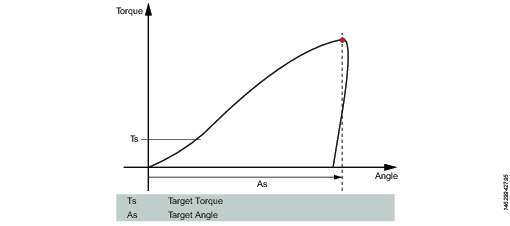
A - 각도까지 조임 / 각도까지 풀기
A - 각도만큼 조임
이 단계에서는 각도에 도달할 때까지 공구를 구동합니다. 목표 각도 단계의 시작으로부터 측정됩니다.
A –각도까지 풀기
이 단계에서는 각도의 목표에 도달할 때까지 역방향으로 속도 n으로 공구를 구동합니다. 목표 각도 단계의 시작으로부터 측정됩니다.
매개변수
매개변수 | 설명 |
|---|---|
목표 각도 | 각도 목표입니다. 필수 조건: > 0. |
속도 | 기본값: 60 rpm. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
속도 램프 | 속도 램프 유형이 수동이면, 이 필드가 열립니다. 기본값: 500 rpm/s. |
브레이크 (Power Focus 6000 StepSync, Power Focus 8 StepSync 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
TrR - 트리거 해제까지 풀기
이 단계는 Focus 6000 StepSync, Power Focus 8 StepSync 및 Flex에는 사용할 수 없습니다.
이 단계에서는 트리거가 해제될 때까지 역방향으로 실행합니다. (풀림) 이 단계는 프로그램의 마지막 단계로만 사용할 수 있습니다.
STB 공구의 경우, 이 단계는 풀기 프로그램에만 적용될 수 있습니다.
매개변수 | 설명 |
|---|---|
속도 | 회전 속도의 숫자 값 (rpm) |
속도 램프 유형 | 속도 램프를 선택할 수 있는 옵션 목록 [하드, 소프트, 수동] |
TTTR - 트리거 해제까지 조임
이 단계에서는 공구 트리거가 해제될 때까지 실행합니다. (조임) 이 단계는 조임 프로그램의 마지막 단계로만 사용할 수 있습니다.
매개변수 | 설명 |
|---|---|
속도 | 회전 속도의 숫자 값 (rpm) |
속도 램프 유형 | 속도 램프를 선택할 수 있는 옵션 목록 [하드, 소프트, 수동] |
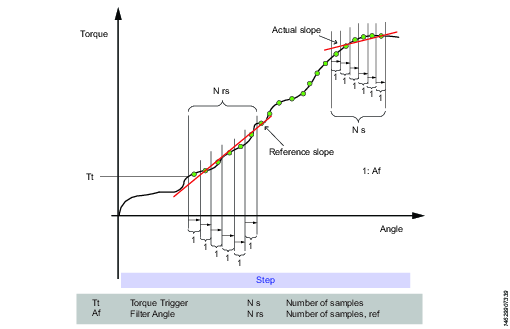
항복점까지 조임, 방법 2 (YM2)
항복점이 감지될 때까지 이 단계는 정방향의 지정된 속도로 공구를 구동합니다.
토크가 Tt에 도달하면 항복점 검색이 시작됩니다. Af도에 대한 토크 평균이 계산됩니다. 이 절차는 N rs번 반복됩니다.
참조 기울기는 N rs점에 대한 선형 회귀 분석을 통해 계산됩니다. 그 후에, A f 도에 대한 새로운 평균값이 연속적으로 계산됩니다.
실제 기울기는 마지막 N s 평균점에 대한 선형 회귀 분석을 통해 계산됩니다. 기울기가 참조 기울기의 Py % 보다 작으면 항복점에 도달됩니다.
매개변수 | 설명 |
|---|---|
목표 토크 | 필수 조건: > 0. |
필터 각도 | 기본값: 1. 필수 조건: > 0. |
샘플 수 | 기본값: 6. 필수 조건: >= 4. |
샘플 수, 참조 | 기본값: 6. 필수 조건: >= 4. |
항복 지점 비율 | 기본값: 90% 필수 조건: >20%. |
속도 | 기본값: 60 rpm. 필수 조건: > 0. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
속도 램프 | 속도 램프 유형이 수동이면, 이 필드가 열립니다. 기본값: 500 rpm/s. |
브레이크 (Power Focus 6000 StepSync, Power Focus 8 StepSync 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
T - 토크까지 조임 / 각도까지 풀기
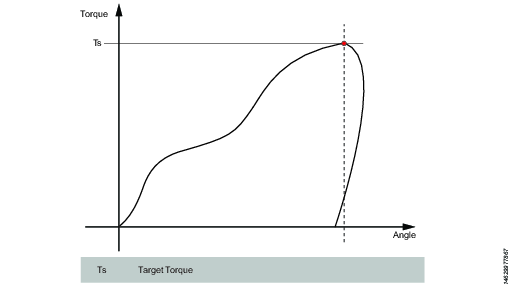
T - 토크까지 조임
목표 토크에 도달할 때까지 이 단계는 정방향의 프로그래밍된 속도로 공구를 구동합니다.
매개변수 | 설명 |
|---|---|
목표 토크 | 토크 목표 필수 조건: > 0. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
속도 | 기본값: 60 rpm. 필수 조건: > 0. |
속도 램프 | 속도 램프 유형이 수동이면, 이 필드가 열립니다. 기본값: 500 rpm/s. |
브레이크 (Power Focus 6000 StepSync, Power Focus 8 StepSync 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
T - 토크까지 풀기
이 단계는 공구를 역방향으로 해당 속도로 실행합니다. 토크까지 풀기 단계가 활성화되려면, 토크는 목표 토크의 110 %를 초과해야 합니다. 목표 토크는 양의 값으로 설정해야합니다. 목표 토크에 도달한 후, 목표 토크 이하로 토크가 떨어질 때까지 단계가 실행됩니다.
매개변수 | 설명 |
|---|---|
목표 토크 | 토크 목표 필수 조건: > 0. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
속도 | 기본값: 60 rpm. 필수 조건: > 0. |
속도 램프 | 속도 램프 유형이 수동이면, 이 필드가 열립니다. 기본값: 500 rpm/s. |
브레이크 (Power Focus 6000 StepSync, Power Focus 8 StepSync 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
T + A - 토크 플러스 각도까지 조임
목표 토크에 도달할 때까지 이 단계가 공구를 구동합니다. 이 지점에서 이것은 추가로 목표 각도를 계속 실행합니다.
매개변수 | 설명 |
|---|---|
목표 토크 | 토크 목표 필수 조건: > 0. |
목표 각도 | 각도 목표입니다. 필수 조건: > 0. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
속도 램프 | 속도 램프 유형이 수동이면, 이 필드가 열립니다. 기본값: 500 rpm/s. |
속도 | 기본값: 60 rpm. |
브레이크 (Power Focus 6000 StepSync, Power Focus 8 StepSync 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
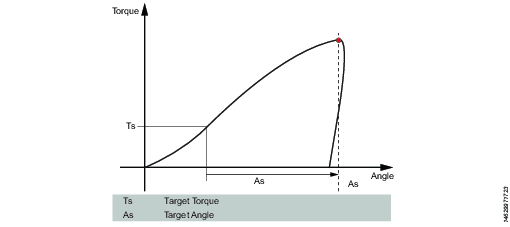
T|A – 토크 또는 각도까지 조임
이 단계는 토크 목표 또는 각도 목표 중 첫 번째 목표에 도달 할 때까지 앞방향으로 선택한 속도로 공구를 실행합니다. 토크 및 각도 측정은 단계의 시작 부분에서 시작됩니다.
매개변수 | 설명 |
|---|---|
목표 토크 | 필수 조건: > 0. |
목표 각도 | 필수 조건: > 0. |
속도 | 기본값: 60 rpm. 필수 조건: > 0. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
속도 램프 | 속도 램프 유형이 수동이면, 이 필드가 열립니다. 기본값: 500 rpm/s. |
브레이크 (Power Focus 6000 StepSync, Power Focus 8 StepSync 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
T&A – 토크 및 각도까지 조임
공구는 목표 토크와 목표 각도에 도달할 때까지 정방향으로 지정된 속도로 실행될 때까지 작동합니다. 목표 토크와 목표 각도는 > 0으로 설정되어야 합니다.
매개변수 | 설명 |
|---|---|
목표 토크 | 필수 조건: > 0. |
목표 각도 | 기본값: 0. 필수 조건: > 0. |
속도 | 기본값: 60 rpm. 필수 조건: > 0. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
브레이크 (Power Focus 6000 StepSync, Power Focus 8 StepSync 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
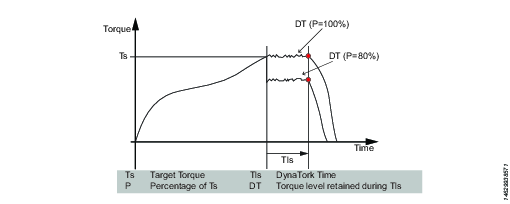
DT – DynaTork까지 조임
이 단계에서는 목표 토크에 도달할 때까지 역방향으로 속도 n으로 공구를 구동합니다. 공구는 DynaTork 시간 동안 목표 토크의 DynaTork 비율로 전류를 일정하게 유지합니다.
공구의 과열을 방지하기 위해 최대 토크의 40%를 넘게 DynaTork를 작동하지 않을 것을 매우 권장합니다.
매개변수 | 설명 |
|---|---|
목표 토크 | 토크 목표 필수 조건: > 0. |
DynaTork 시간 | DynaTork가 활성화될 시간입니다. |
DynaTork 백분율 | 토크 목표의 백분율입니다. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
속도 램프 | 속도 램프 유형이 수동이면, 이 필드가 열립니다. 기본값: 500 rpm/s. |
속도 (rpm) | 기본값: 60 rpm. |
브레이크 (Power Focus 6000 StepSync, Power Focus 8 StepSync 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
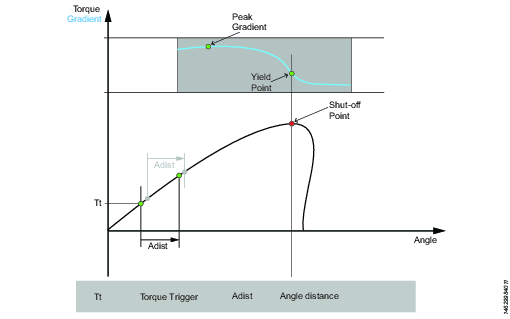
Y - 항복점 까지 조임
이 단계는 STB 공구에 사용할 수 없습니다.
항복점이 감지될 때까지 이 전략은 정방향의 속도로 공구를 구동합니다. 토크가 바로 트리거 토크 수준을 초과하는 지점부터 토크 경사도릍 모니터링함으로써 항복점이 발견되며, 토크 및 각도 거리 측정치가 계산 근거입니다. 각도 거리 매개변수는 조인트의 지정된 경도에 따라 설정됩니다.
경사각 창을 설정 하세요. (하드 조인트, 소프트 조인트 또는 각도 창을 위한 수동 설정) 수동을 선택하면 각도 창을 설정해야 합니다. 조인트는 나사가 완전한 토크로 조여지고 스너그 지점까지 30도 이하로 회전하면 하드로 간주합니다. 소프트 조인트는 스너그 지점까지 조인 후에 720° 이상 회전합니다. 경도 매개변수는 경사도 계산을 위한 각도 창을 정의합니다. 조인트 경도가 높을수록 각도 창이 작습니다.
매개변수 | 설명 |
|---|---|
경사도 각도 창 | 각도 창을 지정합니다:
|
각도 창 | 경사도 각도 창이 수동으로 설정된 경우 사용할 수 있습니다. > 0 및 <= 100을 충족해야 합니다. |
트리거 토크 | 각도 측정은 이 트리거에서 시작됩니다. 필수 조건: >= 0 및 < 공구 최대 토크 |
댐핑 | 경사도가 계산되는 빈도입니다. 필수 조건: > 0 및 < 100 및 < 각도 창. |
항복 지점 비율 | 필수 조건: >= 20 % |
속도 | 기본값: 60 rpm. 필수 조건: > 0. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
토크 필터 유형 | 필터 유형
|
차단 주파수 | 토크 필터 유형이 저역 통과로 설정된 경우 지정해야 합니다.
|
샘플 수 | 토크 필터 유형이 슬라이딩 평균으로 설정된 경우 지정해야 합니다.
|
브레이크 (Power Focus 6000 StepSync, Power Focus 8 StepSync 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
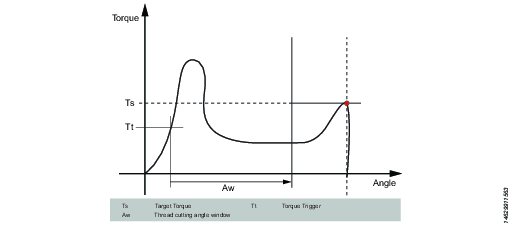
ThCT – 토크까지 스레드 컷팅
토크까지 스레드 컷팅 기능은 필요한 런다운 토크가 런다운 완료 토크보다 큰 조임을 가능하게 합니다. 예를 들어, 자체 스레드(또는 자체 태핑) 나사를 사용하여 금속의 얇은 층을 조일 때 사용됩니다. 스레드 컷팅 각도(Aw)에 도달할 때까지 이 공구는 정방향으로 작동합니다. 토크가 스레드 커트 트리거 토크(Ttc)를 처음 통과할 때 스레드 컷팅 각도 창이 측정됩니다. 스레드 컷팅 각도에 도달한 시점에서, 단계는 목표 토크(Tt)에 도달할 때까지 계속 실행됩니다.
매개변수 | 설명 |
|---|---|
목표 토크 | 필수 조건: > 0. |
스레드 컷팅 각도 창 | 기본값: 0. 필수 조건: > 0. |
트리거 토크 | 각도 측정은 이 트리거에서 시작됩니다. |
속도 | 기본값: 60 rpm. 필수 조건: > 0. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
브레이크 (Power Focus 6000 StepSync, Power Focus 8 StepSync 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
RD - 런다운
이 단계는 STB 공구에 사용할 수 없습니다.
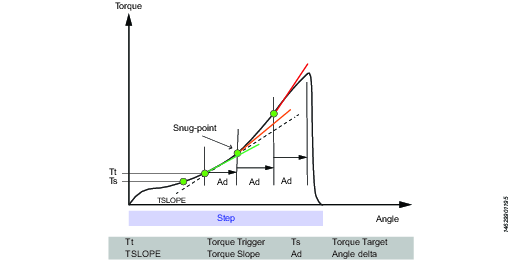
런다운 단계는 나사의 나사 헤드가 하부면에 접촉하고 스너그 지점에 도달하기 직전까지 나사가 스레드에 들어갈 때의 조임 부분입니다. 런다운 중에 필요한 토크는 체결력에 전혀 영향을 미치지 않습니다.
이 단계에서는 정방향의 해당 속도로 공구를 실행하고 런다운 유형에 따라 달라지는, 토크 또는 스너그 단계 동작은 다음과 같습니다.
런다운 유형: 토크까지: 지정된 목표 토크가 발견되면 단계가 중지됩니다.
런다운 유형: 스너그까지: 스너그 경사도 계산은 지정된 토크 트리거 레벨 Tt에서 시작됩니다. 어떠한 토크 트리거도 설정되지 않은 경우 단계 시작시 경사도 계산이 시작됩니다.
경사도 계산은 Ad 각도로 두 각도 지점 사이에서 이루어지며 다음과 같이 계산됩니다. (Tn – Tn-1) / (An – An-1) 그리고 두 개별 항목 뒤의 두 기울기가 TSLOPE 보다 크면 바로 스너그 지점이 발견됩니다.
매개변수 | 설명 |
|---|---|
런다운 유형 | 토크까지 또는 스너그까지. |
목표 토크 | 기본값: “설정되지 않음". 필수 조건: > 0. |
속도 | 기본값: 60 rpm. 필수 조건: > 0. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
속도 램프 | 속도 램프 유형이 수동이면, 이 필드가 열립니다. 기본값: 500 rpm/s. |
트리거 토크 | 런다운 유형이 스너그 까지인 경우 트리거 토크 필드가 표시됩니다. 기본값: “설정되지 않음". 필수 조건: > 0. |
증분 각도 | 런다운 유형이 스너그 까지인 경우 델타 각도 필드가 표시됩니다. 기본값: "0" 필수 조건: > 0. |
토크 속도 | 런다운 유형이 스너그 까지인 경우 델타 각도 필드가 표시됩니다. 기본값: "0" 필수 조건: > 0. |
브레이크 (Power Focus 6000 StepSync, Power Focus 8 StepSync 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
E – 체결
이 단계는 STB 공구에 사용할 수 없습니다.
소켓에 나사가 체결될 때까지 이 단계는 두 방향으로 공구를 구동합니다. 체결되지 않으면 계속 진행이 예로 지정되어 있는 한 이 단계는 목표 토크나 목표 각도에 도달할 때까지 계속 실행됩니다. 대상 각도가 어느 방향으로든 도달하면 방향이 반전됩니다. 최대 체결 시도에 들어가서 검색 반복을 제한합니다. 목표 토크가 어떤 방향으로든 도달하면 단계는 OK 상태로 종료됩니다.
Ext - 외부 결과
외부 결과는 조임 OK가 외부 디지털 신호로 표시되었을 때 사용하는 전략입니다(조임 중 측정된 토크나 각도값으로 표시되지 않습니다). 이 외부 신호는 디지털 신호를 컨트롤러(예: I/O 버스를 통해)로 제공할 수 있는 모든 수단으로 제공할 수 있습니다.
신호가 전송되면, 결과 보기(기록된 데이터)는 조임 프로그램에서 제공된 목표 매개변수의 값을 나타냅니다(지정된 토크값, 각도값 또는 텍스트 스트링). 이러한(토크 및 각도) 값은 실제 측정값을 나타내지 않으며 삽입된 텍스트만 나타냅니다.
매개변수 | 설명 |
|---|---|
토크 <목표 토크> | 원하는 표시 목표 토크의 숫자값. 신호는 예를 들어 클릭 렌치에서 올 수 있으며 <목표 토크>를 표시할 수 있습니다. |
각도 <목표 각도> | 원하는 표시 목표 각도값에 대한 숫자값. 신호는 예를 들어 클릭 렌치에서 올 수 있으며 <목표 각도>를 표시할 수 있습니다. |
텍스트 | 원하는 표시된 텍스트에 대한 영숫자 스트링. 예: “오일이 교체되었습니다." |
TC - 토크 교정
토크 교정 단계는 Power Focus XC에 대해 지원되지 않습니다.
이 단계는 이중 트랜스듀서 공구에서만 지원됩니다.
토크 목표에 도달할 때까지 토크 교정 단계는 정방향의 지정된 속도로 공구를 작동합니다.
매개변수 | 설명 |
|---|---|
목표 토크 | 필수 조건: > 0. |
속도 | 필수 조건: > 0. 기본값: 60 rpm. |
트랜스듀서 | 주 또는 보조. 기본값: 주 전면 트랜스듀서를 교정하려면 보조로 설정해야 합니다. |
어댑티브 브레이크 (Power Focus 6000 StepSync, Power Focus 8 StepSync 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
MWR - 메카트로닉 렌치
메카트로닉 렌치는 메카트로닉 렌치(MWR)과 결합해야만 사용할 수 있는 전문화된 단계입니다.
이 단계는 다른 단계와 조합하여 사용할 수 없습니다. 이 단계에서는 어떠한 제한도 사용할 수 없습니다. 기본적으로, 이 단계에서는 3개의 모니터가 있습니다: 피크 토크, 각도 및 클릭.
매개변수 | 설명 |
|---|---|
풀기 한계 | 조임 결과가 NOK(조임(풀기)의 잘못된 방향)로 표시되는 지점에서의 음의 토크에 대한 숫자 값(예: 풀기 방향의 토크)이며 단위는 (Nm) |
공구 크기 | MWR-TA에 설치된 엔드 피팅 공구의 특정 길이에 대한 숫자 값이며 단위는 (mm.) |
공구 굽힘 | MWR-TA에 설치된 엔드 피팅 공구의 숫자 값이며 단위는 (° / Nm) |
리히트 각도 창 | 토크에 도달하면 나사가 이미 조여졌는지 확인하기 위한 각도에 대한 숫자 값이며 단위는 (° ) |
최대 각도율 | 나사를 조일 수 있는 최대율에 대한 숫자값이며 단위는 ( °/s) |
WP - 렌치 생산
STwrench로 수행한 조임의 품질 테스트에 사용된 전략.
매개변수 | 설명 |
|---|---|
제어 전략 | 렌치 생산 단계 유형은 다음 제어 전략으로 구성 할 수 있습니다.
|
선택된 제어전략에 근거해, 아래에 열거된 매개변수의 일부 조합이 표시됩니다.
매개변수 | 설명 |
|---|---|
목표 토크 | 조임 단계에 대한 목표 토크를 정의합니다. |
토크 측정 | 토크를 측정할 위치를 지정합니다. 피크 토크 또는 피크 각도를 선택하세요.
|
각도 검색 한계 | 조임에 대한 토크 결과 값을 설정하는 용도로 사용되는 오프셋입니다. 이 매개변수를 사용하려면 측정 토크를 피크 각도로 설정해야 합니다. |
라체팅 시간 | 라체팅 시간의 숫자 값이며 기본값은 5000ms 입니다. 이 시간을 활용하여 작업자는 조임 작업 중 잠시 동안 토크를 해제하고 재충전할 수 있습니다. 라체팅 시간을 초과한 경우, "조임 시간 초과"라는 이유로 조임 결과는 NOK로 표시됩니다. |
엔드 사이클 시간 | 엔드 사이클 시간을 나타내는 ms 단위의 숫자 값입니다. 토크가 런다운 완료 아래로 내려가는 경우 적용됩니다. |
토크 보정 계수 | 매개변수는 확장부 또는 토크 배율기를 렌치에서 사용할 때 토크 판독 값을 수정하기 위해 사용됩니다. 기본값은 1입니다. |
각도 보정 | 매개변수는 확장부 또는 토크 배율기를 렌치에서 사용할 때 토크 판독 값을 수정하기 위해 사용됩니다. 기본값은 0입니다. |
목표 각도 | 조임 단계의 목표 각도를 정의합니다. |
리히트 감지 | 켜짐 또는 꺼짐으로 변환됩니다. 리히트 감지는 각도 한계 설정에 따라 조임이 리히트되는 시기 결정하는 작업에 사용될 수 있습니다. 리히트 방향이 켜짐으로 설정되면 리히트 각도 제한이 활성화됩니다. |
선형 기울기 계수 | 선형 기울기 계수는 Nm/Deg 측정 단위의 토크/각도 기울기로 곡선의 선형 부분의 조인트 강성을 특정짓습니다. |
보정 값 | 피크 토크 또는 피크 각도를 선택합니다. 보상 값은 PVT 계산 방법을 지정합니다. 평균 토크 - PVT는 다음을 사용하여 계산된 평균 값에 기초합니다.
피크 토크- PVT는 스너그 감지전에 측정된 피크값에 기초합니다. |
지연 모니터링 | PVT 계산은 이 창이 패스되기 전에 시작되지 않으며 조임 시작 시 시작됩니다. |
PVT 간격 | PVT 거리 지점에서 시작하여 PVT 창이 계산되는 각도를 설정합니다. |
PVT 거리 | 시스템이 PVT 창을 시작하기 전의 각도를 설정합니다. |
최소 프리베일링 토크 | 프리베일링 토크 하한 |
최대 프리베일링 토크 | 프리베일링 토크 상한 |
WQ - 렌치 품질
STwrench를 사용하는 조임의 품질 테스트에 사용되는 전략.
매개변수 | 설명 |
|---|---|
제어 전략 | 렌치 품질 전략은 다음 제어 전략으로 구성 할 수 있습니다.
|
선택된 제어전략에 근거해, 아래에 열거된 매개변수의 일부 조합이 표시됩니다.
매개변수 | 설명 |
|---|---|
라체팅 시간 | 라체팅 시간의 숫자 값이며 기본값은 5000ms 입니다. 이 시간을 활용하여 작업자는 조임 작업 중 잠시 동안 토크를 해제하고 재충전할 수 있습니다. 라체팅 시간을 초과한 경우, "조임 시간 초과"라는 이유로 조임 결과는 NOK로 표시됩니다. |
토크 보정 계수 | 매개변수는 확장부 또는 토크 배율기를 렌치에서 사용할 때 토크 판독 값을 수정하기 위해 사용됩니다. 기본값은 1입니다. |
각도 보정 | 매개변수는 확장부 또는 토크 배율기를 렌치에서 사용할 때 토크 판독 값을 수정하기 위해 사용됩니다. 기본값은 0입니다. |
목표 각도 | 조임 단계의 목표 각도를 정의합니다. |
리히트 감지 | 켜짐 또는 꺼짐으로 변환됩니다. 리히트 감지는 각도 한계 설정에 따라 조임이 리히트되는 시기 결정하는 작업에 사용될 수 있습니다. 리히트 방향이 켜짐으로 설정되면 리히트 각도 제한이 활성화됩니다. |
선형 기울기 계수 | 선형 기울기 계수는 Nm/Deg 측정 단위의 토크/각도 기울기로 곡선의 선형 부분의 조인트 강성을 특정짓습니다. |
TP - TensorPulse
TensorPulse 조임 단계를 사용하기 전에 컨트롤러에 다음 라이센스 유형을 설치해야 합니다.
낮은 반응력 전략
TensorPulse는 다음 공구에만 유효합니다. ETV-STR61-100-13, ETV-STR61-70-13, ETV-STR61-50-10.
이 단계는 토크 목표에 도달할 때까지 순방향으로 조임 펄스를 생성합니다.
TensorPulse를 실행하는 경우, 필요한 PulseDrive 소켓/어댑터를 사용하세요. PulseDrive 소켓/어댑터
없이 TensorPulse 조임 단계를 실행하면 모든 조임이 NOK입니다. 펄스드라이브 소켓/어댑터가 없는 경우, “펄스드라이브 소켓/어댑터가 감지되지 않음” 단계 오류가 표시됩니다.
매개변수 | 설명 |
|---|---|
토크 목표 - Ts | 토크 목표 범위는 0부터 공구의 최대 토크까지 이내로 설정해야 합니다. |
펄스 에너지 - Pe | 펄스 에너지는 각 펄스의 에너지/전류 양을 제어하는 용도로 사용됩니다. 펄스 에너지의 범위는 10%에서 100 % 사이여야 합니다. |
반응력 세부조정 인자 | TensorPulse 단계를 실행할 때 반력을 조정하는 작업에 사용됩니다. 이는 각 펄스 이후에 공구를 반대 방향으로 움직이는 힘입니다. 0 ~ 100% 범위이어야 합니다. |
추적 시 각도 반전은 펄싱을 가능하게하기 위해 공구가 뒤로 회전하지만 PulseDrive 소켓/어댑터로 인해 볼트 헤드가 반드시 뒤로 회전될 필요는 없습니다









































