Residual Torque / Time
This strategy evaluates the residual torque on a joint, looking for the residual point of the Torque/Time trace.
Parameter | Description |
|---|---|
Inspection Name | Name of the inspection. |
Cycle start | Torque value from which the test operation starts. |
Minimum torque | Lower torque limit value. |
Maximum torque | Upper torque limit value. |
Change screw | If the torque applied reaches this limit, the message Change screw is shown on the wrench display. The Change screw must be ≥ Maximum torque. |
Target torque | Torque target value. |
Torque tolerance | Torque tolerance that defines the maximum torque and the minimum torque according to the Target torque previously specified. Value is expressed in percentage (%). |
Control mode | Method to define the torque limits from the following options:
|
Torque correction coefficient | When extensions are used, the wrench measurement must be compensated to show a more accurate torque value. To calculate the correction coefficient, please refer to How to calculate the Torque Correction Coefficient. When extensions are not used, Torque correction coefficient = 1. |
Angle correction coefficient | When extensions cause additional wrench bending, the wrench angle measurement must be compensated to show a more accurate angle value. When extensions are not used, Angle correction coefficient = 0. |
Number of sample | Number of tests to run inside the inspection. |
With this strategy, the torque trace is analyzed as a function of time, and the wrench automatically identifies both the breakaway and residual points. The detection is automated, the operator must perform the operation with a single steady movement. This methos is less objective and is typically used when torque/angle evaluation is not possible.
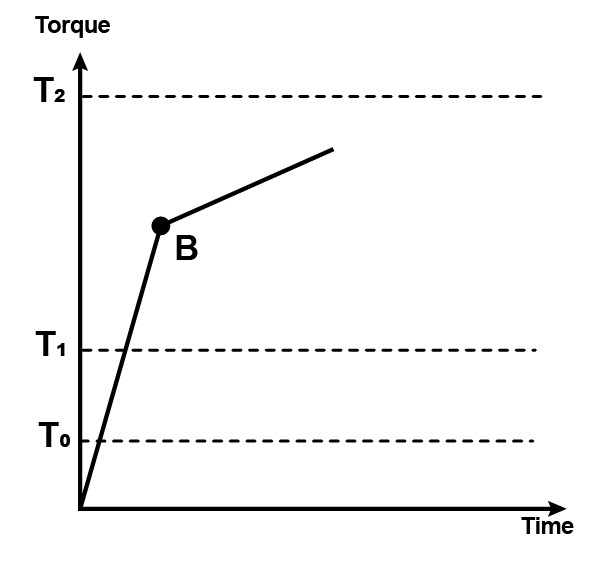 | 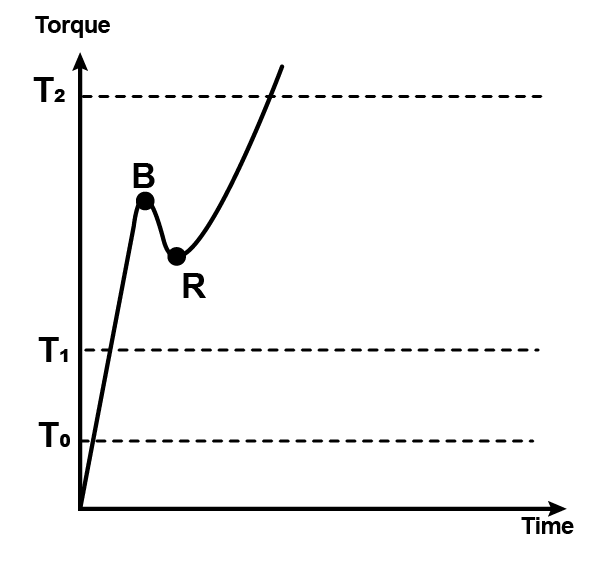 |
T0 | Cycle start | T1 | Minimum torque |
T2 | Maximum torque | B | Breakaway point |
R | Residual point |
Result:
If the wrench detects the residual point, the test result is OK. The torque value is the detected residual point.
If the wrench does not detect the residual point, the torque value is the maximum measured torque. If this maximum value is within the acceptable limit, the torque value is OK, but the overall test result is Not OK.
If the torque exceeds the Change Screw threshold, the wrench cannot detect the residual point. In this case, the torque value is the maximum measured torque.









































