LSB39 S085
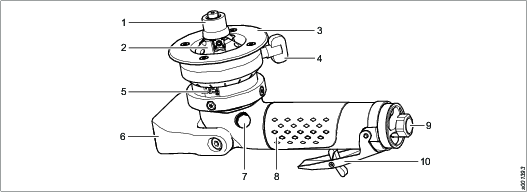
Beveling tool
Informação sobre o Produto
Informações gerais
Palavras dos Avisos de Segurança
As palavras Perigo, Alerta, Cuidado e Atenção nos avisos de segurança têm os seguintes significados:
PERIGO | PERIGO indica uma situação de risco que, se não for evitada, resultará em morte ou lesão grave. |
ALERTA | ALERTA indica uma situação de risco que, se não for evitada, poderá resultar em morte ou lesão grave. |
CUIDADO | CUIDADO, usado como um símbolo para alerta de segurança, indica uma situação de risco que, se não for evitada, pode vir a resultar em lesão leve ou moderada. |
ATENÇÃO | ATENÇÃO é usado para tratar as práticas que não estão relacionadas a lesões pessoais. |
Garantia
A garantia do produto expirará 12 + 1 meses após sua expedição a partir da Central de Distribuição da Atlas Copco (nome da marca específica da empresa).
O desgaste e estrago normais das peças não estão incluídos na garantia.
Para desgaste e estrago normais entende-se a necessidade de troca de uma peça ou outro ajuste/revisão durante a manutenção de ferramentas padrão normalmente para aquele período (expresso em tempo, horas de operação ou algum outro).
A garantia do produto baseia-se no uso, manutenção e reparo corretos da ferramenta e de seus componentes.
Danos a peças decorrentes de manutenção inadequada ou execução por terceiros que não a Atlas Copco ou seus Prestadores de Serviço Autorizados durante o período de garantia não são cobertos pela mesma.
Para evitar danos ou a destruição de peças da ferramenta, siga os programas de manutenção recomendados e as instruções corretas para fazer a manutenção da ferramenta.
Os reparos de garantia são realizados apenas nas oficinas da Atlas Copco ou pelos Prestadores de Serviço Autorizados.
Atlas Copco oferece garantia estendida e manutenção preventiva de última geração através de seus contratos ToolCover (contrato de manutenção específico da empresa). Para obter mais informações, entre em contato com seu representante de serviço local.
Para motores elétricos:
A garantia será aplicada somente quando o motor elétrico não tenha sido aberto.
Website
Informações referentes a nossos Produtos, Acessórios, Peças de Reposição e Materiais Publicados podem ser encontrados no site da Atlas Copco .
Visite: www.atlascopco.com.
ServAid
O ServAid é um portal continuamente atualizado e que contém Informações Técnicas, como:
- Informações regulatórias e de segurança
Dados técnicos
Instruções de instalação, operação e manutenção
Listas de peças de reposição
Acessórios
Desenhos Dimensionais
Visite: https://servaid.atlascopco.com.
Para obter mais informações, entre em contato com o seu representante local da Atlas Copco .
Fichas de dados de segurança MSDS/SDS
As Fichas de Informação de Produtos Químicos descrevem os produtos químicos vendidos pela Atlas Copco.
Consulte o site da Atlas Copco para mais informações: www.atlascopco.com/sds.
País de origem
Para saber sobre o país de origem, consulte as informações na etiqueta do produto.
Desenhos Dimensionais
Os Desenhos Dimensionais podem ser encontrados no Arquivo de Desenhos Dimensionais ou no ServAid.
Visite: http://webbox.atlascopco.com/webbox/dimdrw ou https://servaid.atlascopco.com.
Visão geral
Declaração de uso
Este produto é designado para chanfrar. Não é permitido nenhum outro tipo de uso. Apenas para uso profissional.
Componentes principais
A tabela abaixo mostra as principais partes do produto.
Position (Posição) | Peça |
|---|---|
1 | Mancal-guia |
2 | Cabeçote de fresar |
3 | Placa-guia |
4 | Altura, parafuso de aperto |
5 | Escala principal |
6 | Empunhadura com suporte |
7 | Mecanismo de trava do eixo |
8 | Tampa do motor |
9 | Conexão de ar |
10 | Alavanca de início |
Dados Técnicos do Produto
Os Dados Técnicos do Produto podem ser encontrados no ServAid ou no site da Atlas Copco .
Visite: https://servaid.atlascopco.com ou www.atlascopco.com.
Visão geral dos acessórios
A tabela abaixo mostra uma visão geral dos acessórios disponíveis. Os acessórios incluídos são fornecidos com o produto. Eles também podem ser pedidos como reposição. Os acessórios opcionais devem ser solicitados separadamente.
Para ver a combinação correta de cabeçote de fresar, mancal-guia e inserto, consulte a seção Opções de configuração.
Acessório | Nota | Nº de encomenda | Incluído/Opcional |
|---|---|---|---|
Pasta de cobre | Molykote P-1600 | 4080 1122 00 | Incluído |
Mangueira de exaustão | Macia, Ø38 mm, 1 m | 4150 1314 02 | Opcional |
Mangueira de exaustão | HD, Ø42 mm, 1 m | 4150 1532 02 | Opcional |
Refil de graxa | 10 ml | 4080 1099 80 | Incluído |
Mancal-guia C, 30O | Chanfro | 4150 2240 95 | Opcional |
Mancal-guia C, 35O | Chanfro | 4150 2240 99 | Opcional |
Mancal-guia C, 45O | Chanfro | 4150 2240 93 | Incluído |
Mancal-guia C, 55O | Chanfro | 4150 2240 96 | Opcional |
Mancal-guia C, 60O | Chanfro | 4150 2241 05 | Opcional |
Mancal-guia R3 | Raio 3 mm | 4150 2240 91 | Opcional |
Mancal-guia R4 | Raio 4 mm | 4150 2240 92 | Opcional |
Mangueira | HD, Ø42 mm, 15 m | 4150 1532 92 | Opcional |
Braçadeira da mangueira | 43,5 mm | 4150 2228 01 | Opcional |
Conjunto de mangueiras | 0,9 m, 13 mm, 1/2”, BSP | 8202 1181 98 | Opcional |
Conjunto de mangueiras | 0,9 m, 3 pés, NPT | 4150 1618 81 | Opcional |
Niple da mangueira | Aplicável para mangueira de 12,5 mm, 1/2”, BSP | 9000 0248 00 | Opcional |
Niple da mangueira | Aplicável para mangueira de 12,5 mm, 1/2”, NPT | 9000 0248 12 | Opcional |
Inserto C | 1 inserto, chanfro | 4150 2241 92 | Incluído |
Inserto R3 | 1 inserto, raio 3 mm | 4150 2241 90 | Opcional |
Inserto R4 | 1 inserto, raio 4 mm | 4150 2241 91 | Opcional |
Cabeçote de fresar C, 30O | Chanfro | 4150 2240 94 | Opcional |
Cabeçote de fresar C, 35O | Chanfro | 4150 2240 98 | Opcional |
Cabeçote de fresar C, 55O | Chanfro | 4150 2240 97 | Opcional |
Cabeçote de fresar C, 60O | Chanfro | 4150 2241 04 | Opcional |
Cabeçote de fresar C R3 R4 45O | Chanfro, Raio 3 mm, 4 mm. | 4150 2240 90 | Incluído |
MultiFlex | Giratório, BSP | 8202 1350 22 | Opcional |
MultiFlex | Giratório, 3/8”, NPT | 8202 1350 28 | Opcional |
Kit de produtividade | Otimizador MIDI F/RD EQ10-T13 | 8202 0850 17 | Opcional |
Kit de produtividade | Otimizador MIDI F/RD EQ10US-T13, América do Norte | 8202 0850 29 | Opcional |
Acoplamento rápido | ErgoQIC 10 H13, BSP | 8202 1120 10 | Opcional |
Chave Torx | Tx15 | 4080 1121 90 | Incluído |
Visão geral do serviço
Recomendações de serviço
Recomenda-se fazer manutenção preventiva em intervalos regulares. Consulte as informações detalhadas sobre manutenção preventiva. Se o produto não estiver funcionamento corretamente, retire-o de serviço para inspeção.
Se não houver informações detalhadas sobre manutenção preventiva, siga estas instruções gerais.
Limpe as peças apropriadas minuciosamente.
Substitua as peças com defeito ou gastas.
Instalação
Requisitos de instalação
Qualidade do Ar
Para se obter um excelente desempenho e o máximo da vida útil do produto, recomendamos o uso de ar comprimido com ponto de orvalho máximo de +10°C (50°F). Recomendamos também a instalação de um secador de ar tipo refrigeração da Atlas Copco.
Use um filtro de ar separado que retira partículas sólidas com mais de 30 mícrons e mais de 90% da água líquida. Instale o filtro o mais perto possível do produto e antes de qualquer outra unidade de preparação de ar para evitar queda de pressão.
Para ferramentas de impulso/impacto certifique-se de usar lubrificadores ajustado para estas ferramentas. Lubrificadores regulares vão acrescentar muito óleo e, portanto, diminuir o desempenho da ferramenta devido ao excesso de óleo no motor.
Confirme se a mangueira e os acoplamentos estão limpos e sem poeira antes de conectá-los à ferramenta.
Tanto os produtos lubrificados como os sem lubrificação irão se beneficiar de uma pequena quantidade de óleo fornecida a partir de um lubrificador.
Manual de Lubrificação Pneumática
Marca | Lubrificação |
|---|---|
Atlas Copco | Otimizador (1 litro) 9090 0000 04 |
Q8 | Chopin 46 |
Shell | Óleo Shell Air Tool S2 A 320 |
Conexão de Ar Comprimido
Para verificar a pressão do ar e o tamanho da mangueira corretos, consulte os Dados Técnicos do Produto em https://servaid.atlascopco.com ou em www.atlascopco.com.
Confirme se a mangueira e os acoplamentos estão limpos e sem poeira antes de conectá-los à ferramenta.
Operação
Diretrizes referentes à ergonomia
Considere a sua estação de trabalho de acordo com esta lista de diretrizes gerais referentes à ergonomia de modo a identificar áreas de melhoria com relação à postura, no posicionamento dos componentes ou no ambiente de trabalho.
Faça intervalos frequentes e altere as posições de trabalho com frequência.
Adapte a área da estação de trabalho para suas necessidades e para a tarefa de trabalho.
Realize ajustes de modo a atingir uma faixa de alcance conveniente em que as peças e ferramentas precisam estar localizadas para evitar cargas permanentes.
Use os equipamentos da estação de trabalho, tais como mesas e cadeiras, apropriados para a tarefa de trabalho.
Evite posições de trabalho acima do nível do ombro ou em posições estáticas durante as operações de montagem.
Ao trabalhar acima do nível dos ombros, reduza a carga nos músculos estáticos por meio da redução do peso da ferramenta, utilizando, por exemplo, braços de reação, carretéis para mangueiras ou balancins. Você também pode reduzir a carga nos músculos estáticos segurando a ferramenta junto ao corpo.
Faça pausas com regularidade
Evite posturas extremas com o braço ou pulso, especialmente durante operações que precisem de um certo grau de força.
Realize ajustes para obter um campo de visão conveniente que exija um mínimo de movimentação dos olhos e da cabeça.
Use uma iluminação adequada à tarefa de trabalho.
Selecione a ferramenta adequada à tarefa de trabalho.
Em ambientes ruidosos, use equipamento de proteção para os ouvidos.
Use ferramentas com insertos ou material de consumo de alta qualidade para minimizar a exposição a níveis excessivos de vibração.
Minimize a exposição a forças de reação.
Para cortar:
O disco de corte poderá travar se for flexionado ou não for adequadamente guiado. Use o flange correto para o disco de corte e evite flexionar o disco de corte durante a operação.
Para perfurar:
A furadeira poderá parar de repente quando a broca penetrar. Use empunhaduras laterais se o torque de bloqueio for muito alto. A norma de segurança ISO11148, parte 3, recomenda o uso de algum item para absorver torques de reação maiores do que 10 Nm para ferramentas com empunhadura tipo pistola e 4 Nm para ferramentas retas.
Quando usar parafusadeiras de acionamento direto ou apertadeiras:
As forças de reação dependem das configurações da ferramenta e das características da junta. O esforço e a postura determinam a quantidade de força de reação que um operador pode tolerar. Adapte o ajuste do torque de acordo com a resistência e a postura do operador e use um braço tensor ou uma barra de reação se o torque for muito alto.
Em ambientes empoeirados, use um sistema coletor de pó ou use uma máscara semifacial.
Instruções de configuração
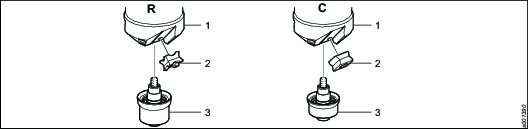
Opções de configuração
A tabela abaixo mostra as opções de configuração para a combinação correta de cabeçote de fresar, mancal-guia e insertos, conforme a aplicação. Raio (R) em milímetro ou chanfro (C) em graus. Cada peça está marcada de acordo com a tabela.
As peças com configuração C 45Oestão incluídas como acessórios. As outras peças são acessórios opcionais e devem ser pedidas separadamente.
Ref.º | Marcação nas peças | R3 | R4 |
|---|---|---|---|
1 | Cabeçote de fresar | 45O C R3 R4 | 45OC R3 R4 |
2 | Inserto | R3 | R4 |
3 | Mancal-guia | R3 45O | R4 45O |
Ref.º | Marcação nas peças | C, 30O | C, 45O | C, 55O | C, 60O |
|---|---|---|---|---|---|
1 | Cabeçote de fresar | C 30O | 45O C R3 R4 | C 55O | C 60O |
2 | Inserto | C | C | C | C |
3 | Mancal-guia | C 30O | C 45O | C 55O | C 60O |
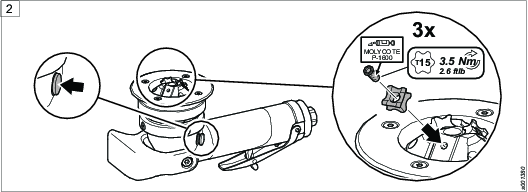
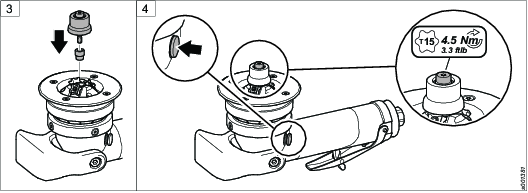
Instalação dos insertos e mancal-guia
Ferramentas exigidas:
Chave Torx T15
Selecione os insertos e mancal-guia apropriados. Consulte a tabela na seção Opções de configuração.
Pressione o mecanismo de trava e use a chave Torx para apertar os insertos.
Posicione o mancal-guia.
Pressione o mecanismo de trava e use a chave Torx para apertar o mancal-guia.

Instruções operacionais
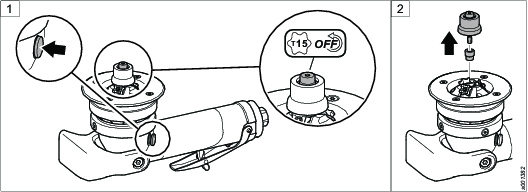
Troca dos insertos e mancal-guia
Selecione a combinação correta de cabeçote de fresar, mancal-guia e insertos, conforme descrito na tabela da seção Opções de configuração.
Ferramentas exigidas:
-
Chave Torx T15
-
Pressione o mecanismo de trava e use a chave Torx para soltar o mancal-guia.
-
Remova o mancal-guia.
-
Pressione o mecanismo de trava e use a chave Torx para soltar os insertos.
Remova todos os insertos quando for trocar por um conjunto de insertos novos.
-
Se a borda dos insertos estiver cega, mantenha os insertos existentes e gire-os até um lado com borda afiada.
-
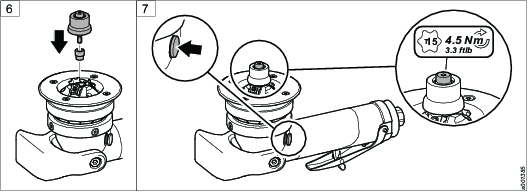
Pressione o mecanismo de trava e use a chave Torx para apertar os insertos.
-
Posicione o mancal-guia.
-
Pressione o mecanismo de trava e use a chave Torx para apertar o mancal-guia.


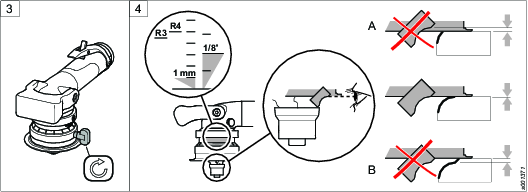
Ajuste da altura do chanfro
Para definir a altura do chanfro, ajuste a altura da placa-guia da ferramenta. É possível ler o ajuste da altura na escala principal fixa e na escala móvel no colar.
Para garantir a formação adequada do raio na face, a máquina deverá estar equipada com o mancal-guia correto.
Para garantir uma transição suave e precisa do raio fresado até a superfície superior da peça de trabalho, a altura da placa-guia deverá ser ajustada conforme a descrição na tabela a seguir.
Observação! Em alguns materiais, as técnicas de corte à chama, plasma e laser podem provocar o endurecimento das bordas da peça de trabalho. Podendo resultar em significativos desvios em relação aos valores de referência especificados.
Resistência do material e à tensão | Altura do chanfro (a) mm | Largura do chanfro (C) mm |
|
|---|---|---|---|
Alumínio | 1.0 - 5.6 | 1.4 - 8.0 |
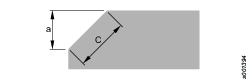 |
Aço até 400 N/mm2 | 1.0 - 2.8 | 1.4 - 4.0 | |
Aço até 600 N/mm2 | 1.0 - 2.1 | 1.4 - 3.0 | |
Aço até 900 N/mm2 | 1.0 - 1.4 | 1.4 - 2.0 |
Desaperte o parafuso de aperto.
Gire a placa-guia até ajustar a altura do chanfro desejada.
Aperte o parafuso de aperto.
Através de inspeção visual, verifique se a borda de corte do inserto está alinhada com a placa-guia de acordo com a figura.
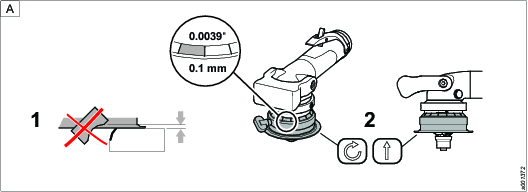
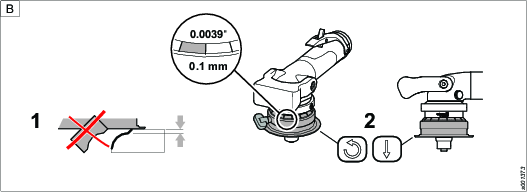
Depois de ajustada a altura do chanfro, deve-se fazer um teste de fresa para verificar a necessidade de outros ajustes de altura. Os ajustes poderão ser necessários em virtude da precisão da escala principal ser de aproximadamente ± 1 mm.
Para ver outros ajustes de altura, consulte as Figuras A e B abaixo.
Cada grau na escala indica 0,1 mm.
Como trabalhar com a ferramenta
Verifique se o canto inferior dos insertos está coberto pelo mancal-guia antes de usar a ferramenta.
Uso e instruções gerais de chanfros
A operação de biselamento foi desenvolvida para alumínio, aço doce e aço-carbono. A operação não é apropriada para nenhum tipo de aço inoxidável ou aço de granulometria fina.
Em alguns materiais, as técnicas de corte à chama, plasma e laser podem provocar o endurecimento das bordas da peça de trabalho. Isso pode resultar no endurecimento da borda que precisa ser removida antes de iniciar a operação de biselamento.
Para evitar a formação de bordas, use um líquido de arrefecimento apropriado para lubrificação, como óleo para refrigeração ou cera de corte.
A instrução geral para a força de alimentação é 0,5-1 m/min, dependendo do tamanho e material do chanfro. Para saber o tamanho de chanfro máximo permitido, consulte a seção Ajuste da altura do chanfro. Observe que chanfros maiores devem ser realizados em duas ou três etapas. Nunca se recomenda ultrapassar o chanfro de 4 mm em uma operação. Para os chanfros maiores, recomenda-se dividi-los em etapas iguais da operação. Nunca faça a largura máxima do chanfro em uma operação!
Quando iniciar a operação de biselamento, é muito importante entrar lentamente no material.
Para se familiarizar com a ferramenta, recomenda-se fazer um teste com ela. Para o teste, trabalhe em um chanfro pequeno com largura máxima de 2 mm. No início, avance a ferramenta lentamente.
-
Conecte a ferramenta ao abastecimento de ar.
-
Coloque a ferramenta na peça de trabalho e ligue-a empurrando o braço de liberação da alavanca para frente e, depois, pressionando a alavanca da válvula de regulagem para baixo.
-
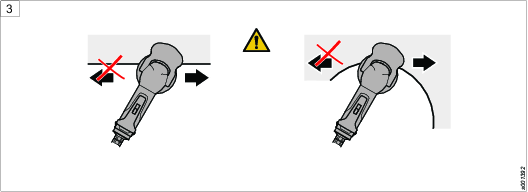
Avance a ferramenta lentamente. Sempre opere a ferramenta apenas na direção de trabalho recomendada.
-
Para desligar a ferramenta, eleve-a da peça de trabalho e libere a alavanca da válvula de regulagem.
-
Depois de desligado o motor, aguarde a ferramenta parar antes de colocá-la sobre uma superfície.
Assistência
Instruções de manutenção
Recomendações de serviço
Recomenda-se fazer manutenção preventiva em intervalos regulares. Consulte as informações detalhadas sobre manutenção preventiva. Se o produto não estiver funcionamento corretamente, retire-o de serviço para inspeção.
Se não houver informações detalhadas sobre manutenção preventiva, siga estas instruções gerais.
Limpe as peças apropriadas minuciosamente.
Substitua as peças com defeito ou gastas.
Instruções de lubrificação
Guia de Lubrificação
Marca |
Uso geral, mancais e engrenagens * |
|---|---|
BP | Energrease LS-EP2 |
Castrol | OBEEn UF 1 |
Esso | Beacon EP2 |
Q8 | Rembrandt EP2 |
Mobil | Mobilegrease XHP 222 NLG 2 |
Klüber Lub. | Klübersynth UH 1 14-151 |
Texaco | Multifak EP2 |
Molykote | BR2 Plus |
* Não para engrenagens angulares.
Marca | Rolamentos de ângulo |
|---|---|
Molykote | Longterm 2 Plus |
Instruções de desmontagem/montagem
Instruções para motor de aletas
Desmontagem
As ferramentas de serviço também estão incluídas no conjunto de Ferramentas básicas de serviço. Para obter mais informações, consulte o pedido Nº 9835 5485 00
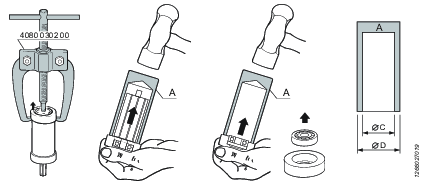
Desmontagem do Mandril A da ferramenta
Nº do pedido | Ø D | Ø C |
|---|---|---|
4080 0182 01 | 7 | 3,5 |
4080 0182 02 | 8 | 4,5 |
4080 0182 03 | 9 | 5,5 |
4080 0182 04 | 10 | 6,5 |
4080 0182 05 | 13 | 8,5 |
4080 0182 06 | 16 | 10,5 |
4080 0182 07 | 19 | 12,5 |
4080 0182 08 | 22 | 15,5 |
4080 0182 09 | 24 | 17,5 |
4080 0182 10 | 26 | 20,5 |
4080 0182 11 | 30 | 25,5 |
4080 0182 12 | 35 | 30,5 |
4080 0182 13 | 40 | 35,5 |
4080 0182 14 | 47 | 40,5 |
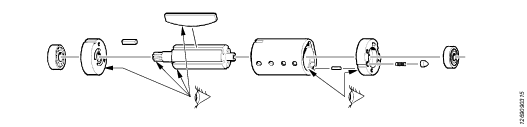
Inspeção das peças do motor
Montagem - Conforme o método Bäckströms
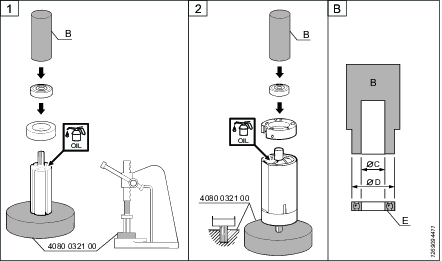
As ferramentas de serviço também estão incluídas no conjunto de Ferramentas básicas de serviço. Para obter mais informações, consulte o pedido Nº 9835 5485 00
Desmontagem do Mandril B da ferramenta
Nº do pedido | Ø D | Ø C |
|---|---|---|
4080 0567 04 | 12,5 | 5,2 |
4080 0567 11 | 14,5 | 6,5 |
4080 0567 01 | 15,5 | 5,2 |
4080 0567 05 | 18,5 | 6,2 |
4080 0567 02 | 18,5 | 8,2 |
4080 0567 06 | 21,5 | 7,5 |
4080 0567 03 | 21,5 | 8,2 |
4080 0567 07 | 25,5 | 10,5 |
4080 0567 08 | 27,5 | 12,5 |
4080 0567 09 | 31,5 | 15,5 |
4080 0567 10 | 34,5 | 18,5 |
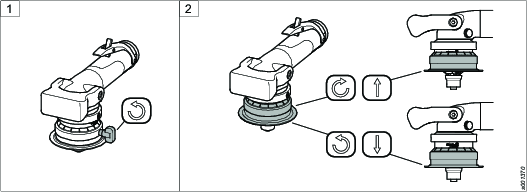
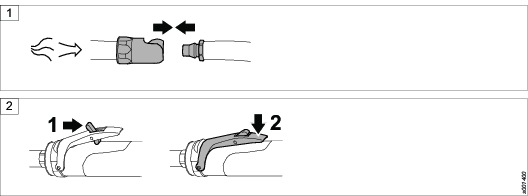
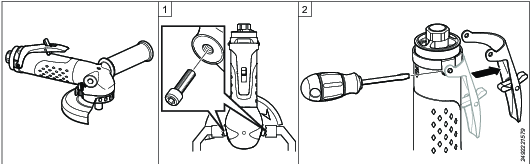
Opções de conjunto da alavanca
A alavanca pode ser girada da parte superior para a inferior da ferramenta.
-
Remova o cabo de apoio e use dois parafusos nos furos da cabeça angular.
Use um torno para segurar a ferramenta pelos parafusos.
-
Remova a alavanca com uma chave de fenda.
-
Use uma chave de 10 mm para remover o pino acionador.
Use uma chave de 21 mm para remover o adaptador.
Remova as peças de entrada/saída.
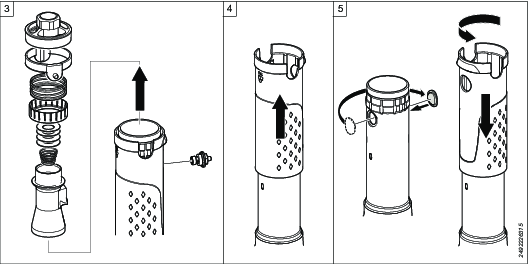
-
Remova a manga isolante.
-
Mova a tampa para o lado oposto da carcaça.
Reinstale a manga de isolamento e gire-a de modo a encaixá-la na carcaça.
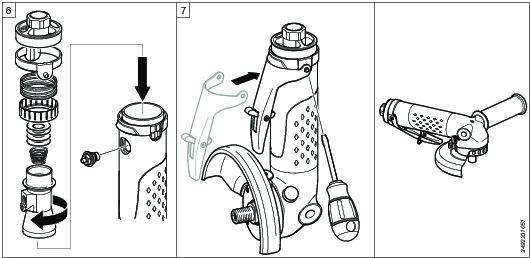
-
Monte as peças de entrada/saída.
Confirme se a entrada está posicionada corretamente em relação à bucha do pino acionador.
Aplique Loctite nas roscas da bucha.
Aperte a bucha que está solta com a mão.
Aplique Loctite nas roscas do adaptador.
Aperte o adaptador com uma chave de 21 mm e chave de torque.
Aperte a bucha do pino acionador com uma chave de 10 mm e chave de torque.
-
Encaixe a alavanca na posição oposta.
Reciclagem
Regulamentações ambientais
Depois que um produto atendeu a sua finalidade, ele deverá ser devidamente reciclado. Desmonte o produto e recicle os componentes de acordo com a legislação local.
As baterias devem ser recolhidas pela organização de recuperação de baterias do seu país.