LSB39 S085
Beveling tool
Informacje o produkcie
Informacje ogólne
Słowa sygnalizujące zagrożenia
Zwroty ważne ze względu na bezpieczeństwo to Niebezpieczeństwo, Ostrzeżenie, Przestroga i Uwaga. Mają one następujące znaczenia:
NIEBEZPIECZEŃSTWO | NIEBEZPIECZEŃSTWO opisuje niebezpieczną sytuację, która powoduje śmierć lub poważne uszkodzenia ciała. |
OSTRZEŻENIE | OSTRZEŻENIE opisuje niebezpieczną sytuację, która może powodować śmierć lub poważne uszkodzenia ciała. |
OSTRZEŻENIE | PRZESTROGA jest stosowana wraz z symbolem ostrzeżenia o zagrożeniu i oznacza niebezpieczną sytuację, która może spowodować drobne lub umiarkowane obrażenia, jeśli nie zostaną podjęte odpowiednie środki. |
UWAGA | UWAGA służy do opisywania praktyk nie związanych z zagrożeniem obrażeniami osób. |
Gwarancja
Gwarancja na produkt wygaśnie po 12+1 miesiącach od wysyłki z centrum dystrybucji Atlas Copco.
Gwarancją nie jest objęte normalne zużycie eksploatacyjne części.
Normalnym zużyciem eksploatacyjnym jest zużycie wymagające wymiany części lub innych regulacji/przeglądów podczas standardowej obsługi konserwacyjnej narzędzi, przeprowadzanej po upływie określonego okresu (wyrażonego upływem czasu, godzinami pracy lub w inny sposób).
Gwarancja udzielana na produkt jest uzależniona od prawidłowego użytkowania, konserwacji i napraw narzędzia oraz jego części składowych.
Uszkodzenia części powstałe w okresie gwarancyjnym w wyniku konserwacji wykonywanej nieprawidłowo lub konserwacji wykonywanej przez strony trzecie, inne niż firmaAtlas Copco lub jej autoryzowani partnerzy serwisowi, nie są objęte gwarancją.
Aby uniknąć uszkodzenia lub zniszczenia części narzędzia, obsługę serwisową narzędzia należy przeprowadzać zgodnie z zalecanymi harmonogramami konserwacji i przestrzegać właściwych instrukcji.
Naprawy gwarancyjne są wykonywane wyłącznie w warsztatach firmy Atlas Copco lub przez autoryzowanych partnerów serwisowych.
Firma Atlas Copco oferuje wydłużoną gwarancję i najdoskonalszą konserwację prewencyjną za pośrednictwem umów serwisowych ToolCover. W celu uzyskania dodatkowych informacji należy skontaktować się z lokalnym przedstawicielem serwisowym.
Dotyczy silników elektrycznych:
Gwarancja będzie obowiązywać tylko w przypadku, gdy obudowa silnika elektrycznego nie została otwarta.
Strona internetowa
Informacje o naszych produktach, akcesoriach, częściach zamiennych i publikacjach można odnaleźć na stronie Atlas Copco.
Zapraszamy do odwiedzenia: www.atlascopco.com.
ServAid
ServAid jest stale aktualizowanym portalem zawierającym informacje techniczne takie jak:
Informacje prawne i dotyczące bezpieczeństwa
Dane techniczne
Instrukcje instalacji, obsługi i serwisowania
Listy części zamiennych
Akcesoria
Rysunki wymiarowe
Zapraszamy do odwiedzenia: https://servaid.atlascopco.com.
W celu uzyskania dodatkowych informacji należy skontaktować się z lokalnym przedstawicielem Atlas Copco.
Karty charakterystyki substancji niebezpiecznych MSDS/SDS
Karty charakterystyki produktu zawierają opis produktów chemicznych sprzedawanych przez Atlas Copco.
Więcej informacji zamieszczono na stronie Atlas Copco www.atlascopco.com/sds.
Kraj pochodzenia
Informacje o kraju pochodzenia znajdują się na etykiecie produktu.
Rysunki wymiarowe
Rysunki wymiarowe można znaleźć w archiwum rysunków wymiarowych lub w aplikacji ServAid.
Zapraszamy do odwiedzenia: http://webbox.atlascopco.com/webbox/dimdrw lub https://servaid.atlascopco.com.
Informacje ogólne
Oświadczenie o przeznaczeniu
Niniejszy produkt jest przeznaczony do frezowania skosów. Używanie do innych celów jest niedozwolone. Wyłącznie do użytku profesjonalnego.
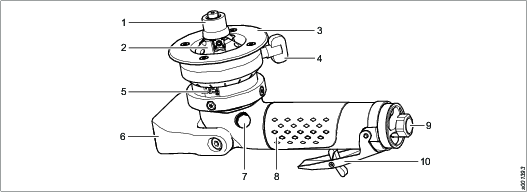
Części główne
W tabeli poniżej opisano główne części produktu.
Pozycja | Część |
|---|---|
1 | Łożysko prowadzące |
2 | Głowica frezarska |
3 | Płytka prowadząca |
4 | Śruba zaciskowa regulacji wysokości |
5 | Podziałka główna |
6 | Uchwyt pomocniczy |
7 | Mechanizm blokady wrzeciona |
8 | Obudowa silnika |
9 | Przyłącze sprężonego powietrza |
10 | Dźwignia uruchamiania |
Dane techniczne produktu
Dane techniczne produktu można znaleźć w aplikacji ServAid lub na stronie Atlas Copco.
Zapraszamy do odwiedzenia: https://servaid.atlascopco.com lub www.atlascopco.com.
Przegląd akcesoriów
W tabeli poniżej zamieszczono przegląd dostępnych akcesoriów. Akcesoria oznaczone jako „w zestawie” są dostarczane z produktem. Można je również zamówić jako części zapasowe. Akcesoria oznaczone jako „opcja” należy zamawiać odrębnie.
Prawidłową kombinację głowicy frezarskiej, łożyska prowadzącego i wkładki podano w części Opcje konfiguracji.
Akcesoria | Uwagi | Numer katalogowy | W zestawie/opcja |
|---|---|---|---|
Pasta miedziana | Molycote P-1600 | 4080 1122 00 | W zestawie |
Elastyczny przewód wyciągowy | miękki, Ø38 mm, 1 m | 4150 1314 02 | Opcja |
Elastyczny przewód wyciągowy | typu HD, Ø42 mm, 1 m | 4150 1532 02 | Opcja |
Zapasowy wkład ze smarem | 10 ml | 4080 1099 80 | W zestawie |
Łożysko prowadzące C, 30O | Faza | 4150 2240 95 | Opcja |
Łożysko prowadzące C, 35O | Faza | 4150 2240 99 | Opcja |
Łożysko prowadzące C, 45O | Faza | 4150 2240 93 | W zestawie |
Łożysko prowadzące C, 55O | Faza | 4150 2240 96 | Opcja |
Łożysko prowadzące C, 60O | Faza | 4150 2241 05 | Opcja |
Łożysko prowadzące R3 | Promień 3 mm | 4150 2240 91 | Opcja |
Łożysko prowadzące R4 | Promień 4 mm | 4150 2240 92 | Opcja |
Przewód Giętki(Wąż) | typu HD, Ø42 mm, 15 m | 4150 1532 92 | Opcja |
Opaska zaciskowa przewodu elastycznego | 43,5 mm | 4150 2228 01 | Opcja |
Zestaw przewodów elastycznych | 0,9 m, 13 mm, 1/2 cala, BSP | 8202 1181 98 | Opcja |
Zestaw przewodów elastycznych | 0,9 m, 3 stopy, NPT | 4150 1618 81 | Opcja |
Złączka wkrętna przewodu elastycznego | Przeznaczona do przewodu 12,5 mm, 1/2 cala; gwint BSP | 9000 0248 00 | Opcja |
Złączka wkrętna przewodu elastycznego | Przeznaczona do przewodu 12,5 mm, 1/2 cala; gwint NPT | 9000 0248 12 | Opcja |
Wkładka C | 1 wkładka, skośne ścięcie | 4150 2241 92 | W zestawie |
Wkładka R3 | 1 wkładka, promień 3 mm | 4150 2241 90 | Opcja |
Wkładka R4 | 1 wkładka, promień 4 mm | 4150 2241 91 | Opcja |
Głowica frezarska C, 30O | Faza | 4150 2240 94 | Opcja |
Głowica frezarska C, 35O | Faza | 4150 2240 98 | Opcja |
Głowica frezarska C, 55O | Faza | 4150 2240 97 | Opcja |
Głowica frezarska C, 60O | Faza | 4150 2241 04 | Opcja |
Głowica frezarska C R3 R4 45O | Faza, promień 3 mm, 4 mm | 4150 2240 90 | W zestawie |
Złączka MultiFlex | typu obrotowego, BSP | 8202 1350 22 | Opcja |
Złączka MultiFlex | typu obrotowego, 3/8 cala, NPT | 8202 1350 28 | Opcja |
Zestaw zwiększający produktywność | MIDI Optimizer F/RD EQ10-T13 | 8202 0850 17 | Opcja |
Zestaw zwiększający produktywność | MIDI Optimizer F/RD EQ10US-T13, Ameryka Północna | 8202 0850 29 | Opcja |
Szybkozłączka | ErgoQIC 10 H13, BSP | 8202 1120 10 | Opcja |
Klucz trzpieniowy Torx | Tx15 | 4080 1121 90 | W zestawie |
Przegląd czynności serwisowych
Zalecenia serwisowe
Zaleca się wykonywanie konserwacji zapobiegawczej w regularnych odstępach czasu. Patrz szczegółowe informacje dotyczące konserwacji zapobiegawczej. Jeśli produkt nie działa prawidłowo, należy wycofać go z eksploatacji i poddać kontroli.
W przypadku braku szczegółowych informacji dotyczących konserwacji zapobiegawczej, należy postąpić zgodnie z poniższymi ogólnymi wytycznymi:
Dokładnie oczyścić odpowiednie części
Wymienić wszystkie wadliwe lub zużyte części
Instalacja
Wymagania instalacyjne
Jakość powietrza
W celu zapewnienia optymalnej wydajności i maksymalnej trwałości eksploatacyjnej produktu zaleca się używanie sprężonego powietrza o maksymalnej temperaturze punktu rosy +10°C (50°F). Zalecamy również zamontowanie chłodniczego osuszacza powietrza firmy Atlas Copco.
Używać osobnego filtru powietrza, który usuwa cząstki stałe większe niż 30 mikrometrów oraz ponad 90% wody. Zainstaluj filtr jak najbliżej urządzenia i przed innymi urządzeniami do przygotowania powietrza, aby uniknąć spadku ciśnienia.
Pamiętaj, aby do narzędzi udarowych używać smarownic przeznaczonych do tych narzędzi. Zwykłe smarownice spowodują użycie zbyt dużej ilości smaru, a przez to obniżenie wydajności narzędzia na skutek zbyt dużej ilości smaru w silniku.
Przed podłączeniem narzędzia upewnić się, że wąż i złączki są czyste i pozbawione pyłu.
Zarówno w przypadku smarowanych, jak i niesmarowanych produktów niewielka ilość oleju podanego ze smarownicy wpłynie korzystnie na ich działanie.
Przewodnik po smarowaniu narzędzi pneumatycznych
Marka | Smarowanie narzędzi |
|---|---|
Atlas Copco | Optymalizator (1 litr) 9090 0000 04 |
Q8 | Chopin 46 |
Shell | Olej do narzędzi pneumatycznych Shell Air Tool Oil S2 A 320 |
Złącze sprężonego powietrza
Informacje dotyczące prawidłowego ciśnienia powietrza i średnicy węża – patrz „Dane techniczne” na stronie https://servaid.atlascopco.com lub www.atlascopco.com.
Przed podłączeniem narzędzia upewnij się, że wąż i złączki są czyste i pozbawione pyłu.
Obsługa
Wytyczne ergonomiczne
Podczas czytania zamieszczonej poniżej listy ogólnych wytycznych dotyczących ergonomii miejsca pracy należy zastanowić się nad swoim stanowiskiem pracy i określić obszary umożliwiające wprowadzenie ulepszeń dotyczących pozycji operatora, rozmieszczenia podzespołów lub środowiska roboczego.
Należy robić częste przerwy i często zmieniać pozycje robocze.
Dostosować obszar stanowiska pracy do swoich potrzeb i wykonywanego zadania.
Uwzględnić wygodne rozmieszczenie części lub narzędzi w zasięgu ręki, aby uniknąć obciążenia statycznego.
Używać wyposażenia stanowiska pracy, takiego jak stoły i krzesła, dostosowanego do wykonywanego zadania.
Unikać pozycji roboczych powyżej poziomu ramion lub pozycji wymagających statycznego trzymania podczas czynności montażowych.
W przypadku wykonywania pracy powyżej poziomu ramion należy ograniczać obciążenie statyczne mięśnie, zmniejszając ciężar narzędzia przez zastosowanie na przykład dźwigni reakcyjnych, bębnów do nawijania przewodów elastycznych lub przeciwwag. Obciążenie statyczne mięśni można również zmniejszyć, trzymając narzędzie blisko ciała.
Należy robić częste przerwy.
Unikać przyjmowania ekstremalnych pozycji ręki lub nadgarstka, szczególnie podczas wykonywania operacji wymagających stosowania siły.
Zaaranżować wygodne pole widzenia, które wymaga minimalnych ruchów oka i głowy.
Stosować oświetlenie odpowiednie do wykonywanego zadania.
Wybierać narzędzie odpowiednie do wykonywanego zadania.
W hałaśliwym otoczeniu należy używać środków ochrony słuchu.
Należy używać wysokiej jakości wkładek narzędziowych oraz materiałów eksploatacyjnych, aby ograniczyć do minimum poziomy wibracji.
Ograniczać do minimum stopień narażenia na siły reakcji.
Podczas cięcia:
Tarcza do cięcia może zostać zablokowana, jeżeli tarcza ta zostanie wygięta lub jeśli nie będzie prawidłowo prowadzona. Należy używać kołnierza odpowiedniego dla tarczy do cięcia i unikać zginania tarczy do cięcia podczas pracy.
Podczas wiercenia:
Wiertarka może utknąć, gdy wiertło przejdzie na wylot. W przypadku, gdy moment utyku jest zbyt wysoki należy używać uchwytów pomocniczych. Norma bezpieczeństwa ISO11148, część 3, zaleca używanie urządzeń amortyzujących moment reakcyjny o wartości powyżej 10 Nm w przypadku narzędzi z uchwytem pistoletowym oraz powyżej 4 Nm w przypadku narzędzi z uchwytem prostym.
W przypadku używania wkrętaków lub nakrętek z napędem bezpośrednim:
Siły reakcji zależą od ustawień narzędzia i właściwości połączenia. Siła i postawa określają siłę reakcji, którą może przyjąć operator. Należy dostosowywać nastawę momentu do siły i postawy operatora oraz używać dźwigni reakcyjnej lub drążka reakcyjnego, jeśli moment jest zbyt wysoki.
W zapylonym otoczeniu należy używać systemu odpylającego lub zakładać maskę ochronną na usta.
Instrukcja konfiguracji
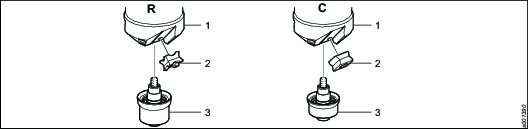
Opcje konfiguracji
W tabeli poniżej przedstawiono opcje konfiguracji dla właściwej konfiguracji głowicy frezarskiej, łożyska prowadzącego i wkładki w zależności od zastosowania. Podano albo promień (R) w milimetrach albo fazę (C) w stopniach. Każda część jest oznaczona zgodnie z tabelą.
Części dotyczące konfiguracji C 45O są akcesoriami znajdującymi się w zestawie. Inne części są akcesoriami opcjonalnymi i należy je zamawiać osobno.
Nr ref. | Oznaczenia na częściach | R3 | R4 |
|---|---|---|---|
1 | Głowica frezarska | 45O C R3 R4 | 45OC R3 R4 |
2 | Wkładka | R3 | R4 |
3 | Łożysko prowadzące | R3 45O | R4 45O |
Nr ref. | Oznaczenia na częściach | C, 30O | C, 45O | C, 55O | C, 60O |
|---|---|---|---|---|---|
1 | Głowica frezarska | C 30O | 45O C R3 R4 | C 55O | C 60O |
2 | Wkładka | C | C | C | C |
3 | Łożysko prowadzące | C 30O | C 45O | C 55O | C 60O |
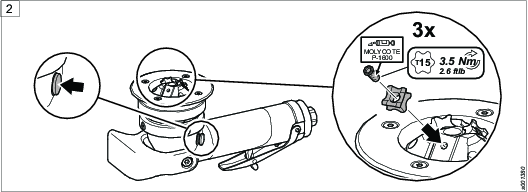
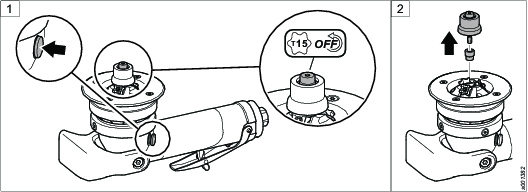
Montaż wkładek i łożyska prowadzącego
Wymagane narzędzia:
Klucz trzpieniowy Torx T15
Wybrać odpowiednie łożysko prowadzące i wkładki. Patrz tabela w części Opcje konfiguracji.
Nacisnąć mechanizm blokady i przy użyciu klucza trzpieniowego Torx dokręcić wkładki.
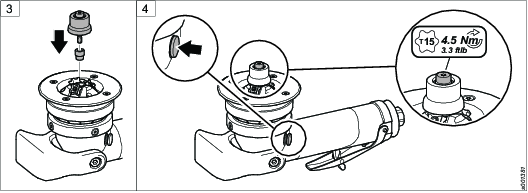
Umieścić łożysko prowadzące we właściwym położeniu.
Nacisnąć mechanizm blokady i przy użyciu klucza trzpieniowego Torx dokręcić łożysko prowadzące.

Instrukcja obsługi
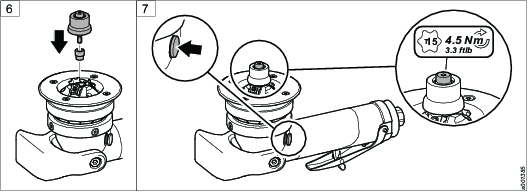
Wymiana łożyska prowadzącego i wkładek
Należy wybrać właściwą kombinację głowicy frezarskiej, łożyska prowadzącego i wkładek, zgodnie z tabelą zamieszczoną w części Opcje konfiguracji.
Wymagane narzędzia:
-
Klucz trzpieniowy Torx T15
-
Nacisnąć mechanizm blokady i przy użyciu klucza trzpieniowego Torx poluzować łożysko prowadzące.
-
Wyjąć łożysko prowadzące.
-
Nacisnąć mechanizm blokady i przy użyciu klucza trzpieniowego Torx poluzować wkładki.
Wyjąć wszystkie wkładki, jeśli mają one zostać wymienione na nowy komplet wkładek.
-
Jeśli krawędź wkładek jest tępa, zachować istniejące wkładki i obrócić je w stronę boku z ostrą krawędzią.
-
Nacisnąć mechanizm blokady i przy użyciu klucza trzpieniowego Torx dokręcić wkładki.
-
Umieścić łożysko prowadzące we właściwym położeniu.
-
Nacisnąć mechanizm blokady i przy użyciu klucza trzpieniowego Torx dokręcić łożysko prowadzące.


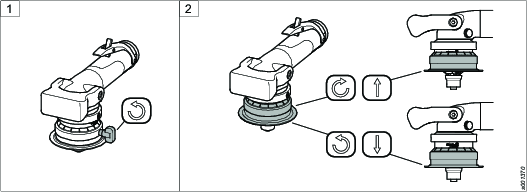
Regulacja wysokości skosu
Wysokość skosu ustawia się przez regulację wysokości płytki prowadzącej narzędzia. Nastawę wysokości można odczytać na stałej podziałce głównej i podziałce noniusza na kołnierzu.
Aby uzyskać właściwy promień na czołowej powierzchni obrabianego przedmiotu, narzędzie musi być wyposażone w odpowiednie łożysko prowadzące.
Aby zapewnić płynne i precyzyjne przejście z frezowanego promienia na górną powierzchnię obrabianego przedmiotu, należy ustawić wysokość płytki prowadzącej w sposób opisany w poniższej tabeli.
Uwaga! Techniki cięcia płomieniowego, plazmowego i laserowego mogą w przypadku niektórych materiałów prowadzić do utwardzenia krawędzi obrabianego przedmiotu. Może to spowodować wystąpienie znacznych odchyleń od określonych wartości referencyjnych.
Materiał i wytrzymałość na rozciąganie | Wysokość skosu (a) mm | Szerokość skosu (C) mm |
|
|---|---|---|---|
Aluminium | 1,0 – 5,6 | 1.4 - 8.0 |
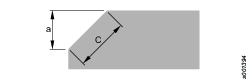 |
Stal do 400 N/mm2 | 1,0 – 2,8 | 1.4 - 4.0 | |
Stal do 600 N/mm2 | 1,0 – 2,1 | 1.4 - 3.0 | |
Stal do 900 N/mm2 | 1,0 – 1,4 | 1.4 - 2.0 |
Poluzować śrubę zaciskową.
Obrócić płytkę prowadzącą, aż do ustawienia wymaganej wysokości skosu.
Dokręcić śrubę zaciskową.
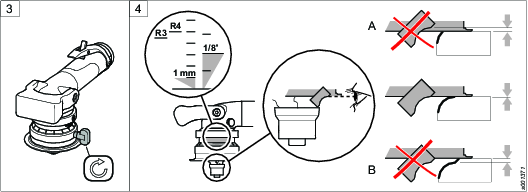
Sprawdzić wzrokowo, czy krawędź skrawająca wkładki jest ustawiona równo z płytką prowadzącą, jak pokazano na rysunku.
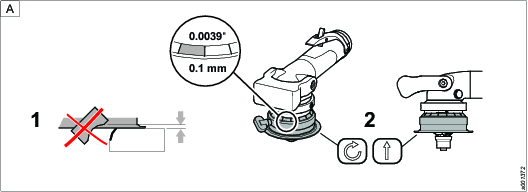
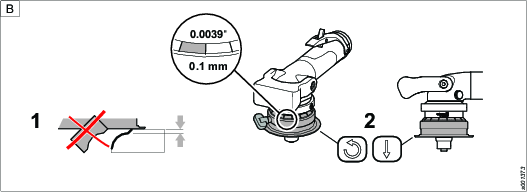
Po ustawieniu wysokości skosu należy wykonać frezowanie skosu na próbce testowej w celu sprawdzenia, czy wymagane jest przeprowadzenie dalszych regulacji wysokości. Wykonanie dalszych regulacji może być konieczne, ponieważ dokładność podziałki głównej wynosi około ±1 mm.
Dodatkowe regulacje wysokości pokazano na rysunku A i B poniżej.
Każda kreska podziałki odpowiada wartości 0,1 mm.
Używanie narzędzia
Przed użyciem narzędzia należy zawsze sprawdzić, czy dolny narożnik wkładek jest przykryty przez łożysko prowadzące.
Ogólne zastosowanie i instrukcje dotyczące ukosowania
Operacja ukosowania dotyczy aluminium oraz stali miękkiej i węglowej. Operacja nie jest przeznaczona do żadnego typu stali nierdzewnej ani stali drobnoziarnistej.
Techniki cięcia płomieniowego, plazmowego i laserowego mogą w przypadku niektórych materiałów prowadzić do utwardzenia krawędzi obrabianego przedmiotu. Może to spowodować utwardzenie krawędzi, którą należy usunąć przed rozpoczęciem ukosowania.
W celu uniknięcia nagromadzenia krawędzi należy zastosować odpowiedni płyn chłodzący do smarowania, taki jak olej chłodzący czy wosk do skrawania.
Ogólne zalecenie dotyczące siły podawania to 0,5-1 m/min, w zależności od rozmiaru ukosu i materiału. W celu uzyskania maksymalnego dozwolonego rozmiaru ukosu należy zajrzeć do części Regulacja wysokości ukosu. Większe ukosy należy wykonywać w dwóch lub trzech krokach. Nie zaleca się przekraczania wymiaru ukosu 4 mm w jednej operacji. Większe ukosy powinny być wykonywane w równych krokach operacji. Nigdy nie tworzyć maksymalnej szerokości ukosu w jednej operacji!
Przy rozpoczęciu operacji ukosowania należy powoli wprowadzać narzędzie w materiał.
W celu zapoznania się z działaniem narzędzia zaleca się wykonanie próbnego uruchomienia narzędzia. Próbne uruchomienie narzędzia należy wykonać na małym skosie o szerokości nie większej niż 2 mm. Na początku narzędzie należy przesuwać powoli.
-
Podłączyć narzędzie do źródła sprężonego powietrza.
-
Umieścić narzędzie na przedmiocie obrabianym i uruchomić je przez popchnięcie do przodu ramienia zwalniającego zaczep dźwigni, a następnie naciśnięcie dźwigni zaworu dławiącego.
-
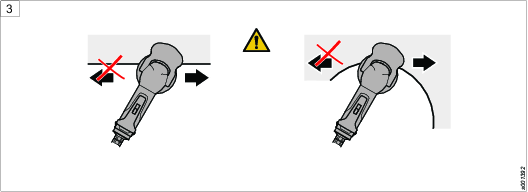
Narzędzie należy przesuwać powoli. Narzędzie musi pracować wyłącznie w zalecanym kierunku roboczym.
-
W celu zatrzymania narzędzia należy unieść je z przedmiotu obrabianego i zwolnić dźwignię zaworu dławiącego.
-
Po wyłączeniu silnika należy poczekać, aż narzędzie zatrzyma się całkowicie i dopiero wówczas odłożyć je.
Serwis
Instrukcja konserwacji
Zalecenia serwisowe
Zaleca się wykonywanie konserwacji zapobiegawczej w regularnych odstępach czasu. Patrz szczegółowe informacje dotyczące konserwacji zapobiegawczej. Jeśli produkt nie działa prawidłowo, należy wycofać go z eksploatacji i poddać kontroli.
W przypadku braku szczegółowych informacji dotyczących konserwacji zapobiegawczej, należy postąpić zgodnie z poniższymi ogólnymi wytycznymi:
Dokładnie oczyścić odpowiednie części
Wymienić wszystkie wadliwe lub zużyte części
Instrukcja smarowania
Poradnik smarowania
|
Marka |
Ogólnego przeznaczenia, do łożysk i przekładni* |
|---|---|
|
BP |
Energrease LS-EP2 |
|
Castrol |
OBEEn UF 1 |
|
Esso |
Beacon EP2 |
|
Q8 |
Rembrandt EP2 |
|
Mobil |
Mobilegrease XHP 222 NLG 2 |
|
Klüber Lub. |
Klübersynth UH 1 14-151 |
|
Texaco |
Multifak EP2 |
|
Molykote |
BR2 Plus |
* Nieprzeznaczony do przekładni kątowych.
|
Marka |
Przekładnie kątowe |
|---|---|
|
Molykote |
Longterm 2 Plus |
Instrukcja demontażu/montażu
Instrukcje dotyczące silnika łopatkowego
Demontaż
Narzędzia serwisowe znajdują się również w zestawie podstawowych narzędzi do obsługi serwisowej. Aby uzyskać więcej informacji, patrz numer zamówieniowy 9835 5485 00.
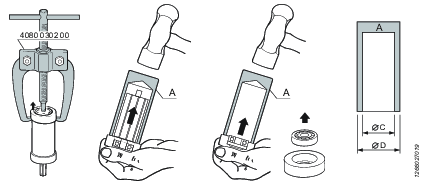
Narzędzie demontażowe — trzpień A
Numer katalogowy | Ø D | Ø C |
|---|---|---|
4080 0182 01 | 7 | 3,5 |
4080 0182 02 | 8 | 4,5 |
4080 0182 03 | 9 | 5,5 |
4080 0182 04 | 10 | 6,5 |
4080 0182 05 | 13 | 8,5 |
4080 0182 06 | 16 | 10,5 |
4080 0182 07 | 19 | 12,5 |
4080 0182 08 | 22 | 15,5 |
4080 0182 09 | 24 | 17,5 |
4080 0182 10 | 26 | 20,5 |
4080 0182 11 | 30 | 25,5 |
4080 0182 12 | 35 | 30,5 |
4080 0182 13 | 40 | 35,5 |
4080 0182 14 | 47 | 40,5 |
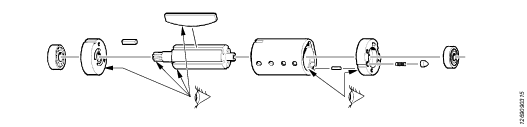
Kontrola elementów silnika
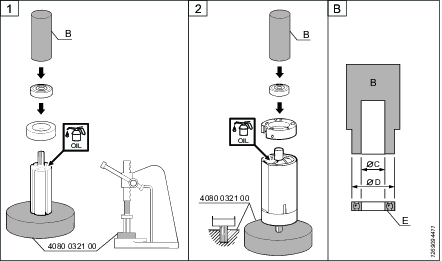
Montaż — zgodnie z metodą Bäckströma
Narzędzia serwisowe znajdują się również w zestawie podstawowych narzędzi do obsługi serwisowej. Aby uzyskać więcej informacji, patrz numer zamówieniowy 9835 5485 00.
Narzędzie demontażowe — trzpień B
Numer katalogowy | Ø D | Ø C |
|---|---|---|
4080 0567 04 | 12,5 | 5,2 |
4080 0567 11 | 14,5 | 6,5 |
4080 0567 01 | 15,5 | 5,2 |
4080 0567 05 | 18,5 | 6,2 |
4080 0567 02 | 18,5 | 8,2 |
4080 0567 06 | 21,5 | 7,5 |
4080 0567 03 | 21,5 | 8,2 |
4080 0567 07 | 25,5 | 10,5 |
4080 0567 08 | 27,5 | 12,5 |
4080 0567 09 | 31,5 | 15,5 |
4080 0567 10 | 34,5 | 18,5 |
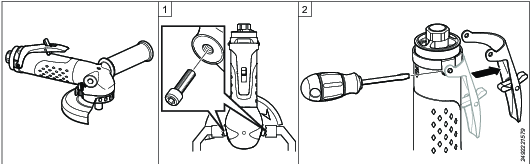
Opcje montażu dźwigni
Dźwignię można obrócić z górnej części do dolnej części narzędzia.
-
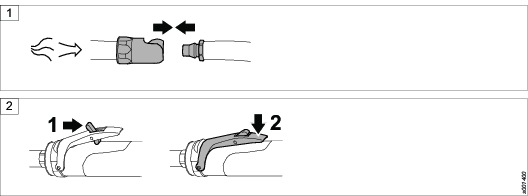
Wymontować uchwyt pomocniczy i wkręcić dwa wkręty w otwory w głowicy kątowej.
Zamocować narzędzie za pośrednictwem wkrętów w imadle.
-
Wymontować dźwignię przy użyciu płaskiego wkrętaka.
-
Wymontować sworzeń języka spustowego z tulejką przy użyciu klucza nasadowego 10 mm.
Wymontować złączkę przy użyciu klucza nasadowego 21 mm.
Wymontować części wlotowe/wylotowe.
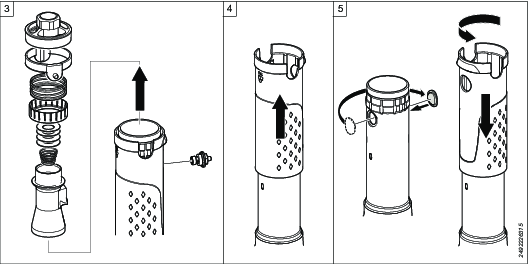
-
Zdjąć tuleję izolacyjną.
-
Przesunąć osłonę na przeciwną stronę obudowy.
Umieścić tuleję izolacyjną z powrotem we właściwym położeniu i obrócić ją w celu zamocowania na obudowie.
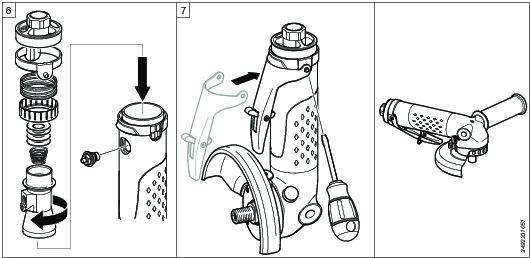
-
Zamontować części wlotowe/wylotowe.
Zwrócić uwagę na prawidłowe położenie wlotu w stosunku do tulejki sworznia języka spustowego.
Nałożyć środek Loctite na gwint tulejki.
Zamocować tulejkę luźno ręką.
Nałożyć środek Loctite na gwint złączki.
Dokręcić złączkę przy użyciu nasadki 21 mm i klucza dynamometrycznego.
Dokręcić tulejkę sworznia języka spustowego przy użyciu nasadki 10 mm i klucza dynamometrycznego.
-
Zamocować dźwignię w przeciwnym położeniu.
Recykling
Przepisy ochrony środowiska
Po zakończeniu okresu eksploatacji produkt musi zostać poddany właściwemu recyklingowi. Produkt należy zdemontować, zaś jego elementy poddać recyklingowi zgodnie z lokalnymi przepisami.
Akumulatory należy przekazać krajowej organizacji odzysku zużytych baterii i akumulatorów.