LSB39 S085
Beveling tool
製品情報
一般情報
安全信号用語
安全信号用語の「危険」、「警告」、「注意」、「通知」には次のような意味があります:
危険 | 「危険」は、回避しなければ、死亡または重傷を負うことになる危険な状況を示します。 |
警告 | 「警告」は、回避しなければ、死亡または重傷を負う可能性のある危険な状況を示します。 |
注意 | 「注意」は安全警戒記号とともに用いられ、回避しなければ、軽傷または中程度の傷害を負う可能性のある危険な状況を示します。 |
通知 | 「通知」はケガに関係しない手順に対して用います。 |
保証
製品保証は、Atlas Copcoの配送センターから発送されてから12+1か月で失効します。
部品の通常の磨耗や傷は保証に含まれません。
通常の摩耗および裂傷は、その期間に典型的な標準的な工具のメンテナンス(時間、稼働時間などで表される)中に部品交換またはその他の調整/オーバーホールが必要なものです。
製品保証は、ツールとその構成部品の正しい使用、メンテナンスおよび修理に依存しています。
不適切なメンテナンス、または、保証期間中に Atlas Copco 以外の人またはその認証サービスパートナーによって実施されたメンテナンスの結果発生した部品の損傷は保証対象となりません。
ツール部品の損傷や破壊を防ぐために、推奨されるメンテナンススケジュールに従ってツールの整備を行い、適切な手順に従ってください。
保証による修理は、必ず Atlas Copco ワークショップで、または認定サービスパートナーが実施してください。
その Atlas Copco 契約により、延長保証と最新式の予防保守を提供します。ToolCover詳細については、お近くのサービス担当者にお問い合わせください。
電動モータの場合 :
電動モータが開かれていない場合のみ保証が適用されます。
ウェブサイト
当社の製品、付属品、スペアパーツおよび公表事項に関する情報は、Atlas CopcoのWebサイトにてご覧いただけます。
次をご覧ください:www.atlascopco.com.
ServAid
ServAidは以下のような技術情報を含むポータルで、継続的に更新されます:
規制及び安全に関する情報
技術データ
設置、運転およびサービスに関する注意事項
予備部品のリスト
アクセサリ
寸法図面
次をご覧ください:https://servaid.atlascopco.com.
詳細な技術情報については、最寄のAtlas Copco代理店までお問い合わせください。
安全データシート MSDS/SDS
安全性データシートは、Atlas Copcoが販売する化学製品について説明しています。
詳細についてはAtlas Copcoのウェブサイト www.atlascopco.com/sdsをご覧ください。
生産国
生産国については製品ラベルの情報をご参照ください。
寸法図面
寸法図は、寸法図アーカイブまたはServAidのいずれかにあります。
次をご覧ください:http://webbox.atlascopco.com/webbox/dimdrwあるいは https://servaid.atlascopco.com。
概要
使用陳述書
本製品は、面取りするために設計されています。その他の使用は許可されていません。産業用途専用です。
主要部品
以下の表は、製品の主要部品を示します。
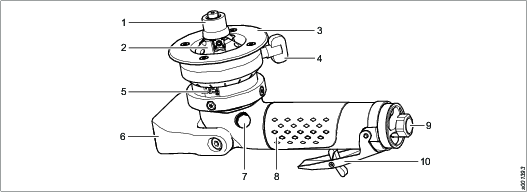
位置 | 部品 |
|---|---|
1 | ガイドベアリング |
2 | フライスヘッド |
3 | ガイドプレート |
4 | 高さクランプネジ |
5 | メインスケール |
6 | サポートハンドル |
7 | スピンドルロック機構 |
8 | モータケーシング |
9 | エア接続 |
10 | 開始レバー |
技術製品データ
技術的な製品データは、ServAidまたはAtlas Copcoのウェブサイトにあります。
次をご覧ください:https://servaid.atlascopco.comあるいは www.atlascopco.com。
アクセサリーの概要
以下の表は、使用可能なアクセサリーの概要を示します。以下のアクセサリーは製品に同梱されていますが、交換部品としても注文できます。オプションのアクセサリーを別途注文する必要があります。
フライスヘッド、ガイドベアリングおよびインサートを正しく組み合わるには、設定オプションのセクションを参照してください。
アクセサリー | 注意 | オーダー番号 | 同梱/オプション |
|---|---|---|---|
銅ペースト | Molycote P-1600 | 4080 1122 00 | 同梱 |
排気ホース | ソフトタイプ、Ø38mm、1 m | 4150 1314 02 | オプション |
排気ホース | HD タイプ、Ø42mm、1 m | 4150 1532 02 | オプション |
グリース再充填 | 10 ml | 4080 1099 80 | 同梱 |
ガイドベアリング C, 30O | 面取り | 4150 2240 95 | オプション |
ガイドベアリング C, 35O | 面取り | 4150 2240 99 | オプション |
ガイドベアリング C, 45O | 面取り | 4150 2240 93 | 同梱 |
ガイドベアリング C, 55O | 面取り | 4150 2240 96 | オプション |
ガイドベアリング C, 60O | 面取り | 4150 2241 05 | オプション |
ガイドベアリング R3 | 半径 3 mm | 4150 2240 91 | オプション |
ガイドベアリング R4 | 半径 4 mm | 4150 2240 92 | オプション |
ホース | HDタイプ、Ø42 mm、15 m | 4150 1532 92 | オプション |
ホースクランプ | 43.5 mm | 4150 2228 01 | オプション |
ホースキット | 0.9 m、13 mm、1/2"、BSP | 8202 1181 98 | オプション |
ホースキット | 0.9 m、3 フィート、NPT | 4150 1618 81 | オプション |
ホースニップル | 12.5 mm、1/2" ホース、BSP で適用可能 | 9000 0248 00 | オプション |
ホースニップル | 12.5 mm、1/2" ホース、NPT で適用可能 | 9000 0248 12 | オプション |
インサート C | 1 インサート、チャンファ | 4150 2241 92 | 同梱 |
インサート R3 | 1 インサート、半径 3 mm | 4150 2241 90 | オプション |
インサート R4 | 1 インサート、半径 4 mm | 4150 2241 91 | オプション |
フライスヘッド C, 30O | 面取り | 4150 2240 94 | オプション |
フライスヘッド C, 35O | 面取り | 4150 2240 98 | オプション |
フライスヘッド C, 55O | 面取り | 4150 2240 97 | オプション |
フライスヘッド C, 60O | 面取り | 4150 2241 04 | オプション |
フライスヘッド C R3 R4 45O | 面取り、半径 3 mm, 4 mm | 4150 2240 90 | 同梱 |
MultiFlex | スイベルタイプ、BSP | 8202 1350 22 | オプション |
MultiFlex | スイベルタイプ、3/8"、NPT | 8202 1350 28 | オプション |
生産性キット | MIDI オプティマイザ F/RD EQ10-T13 | 8202 0850 17 | オプション |
生産性キット | MIDI オプティマイザ F/RD EQ10US-T13、北米 | 8202 0850 29 | オプション |
クイックカップリング | ErgoQIC 10 H13、BSP | 8202 1120 10 | オプション |
トルクスキー | TX15 | 4080 1121 90 | 同梱 |
サービスの概要
サービスの推奨事項
予防メンテナンスを定期的に行うことをお勧めします。予防メンテナンスに関する詳細情報を参照してください。製品が正常に動作しない場合は、供用を停止して点検してください。
予防メンテナンスについての詳細な情報がない場合は、これらの一般的なガイドラインに従ってください。
適切な部品を正確に清掃します
不良部品や磨耗した部品を交換します
取り付け
設置要件
エアの品質
最高のパフォーマンスと製品寿命を最大にするために、最大露点+10°C(50°F)の圧縮空気の利用を推奨します。また、アトラスコプコ製の冷却タイプエアドライヤを設置することを推奨します。
別のエアフィルタとして、30ミクロンより大きな固体粒子と90%を超える液体の水を除去するものを使用してください。圧力低下を防止するために、他のエア調整ユニットの前に、製品のできるだけ近くにフィルタを設置します。
インパルス/インパクトツールでは、そのツールに調整されているルブリケータを使用してください。通常のルブリケータはオイルを塗布しすぎ、モータ内の過度のオイルのためにツールの性能が低下します。
ツールに接続する前に、ホースとカップリングがクリーンであり、ほこりがないことを確認します。
注油済み製品および注油のない製品のどちらも、ルブリケータから少量のオイルが供給されることで利点があります。
空気潤滑ガイド
ブランド | 空気潤滑 |
|---|---|
アトラスコプコ | オプティマイザ(1 リットル)9090 0000 04 |
Q8 | Chopin 46 |
Shell | Shell Air Tool Oil S2 A 320 |
圧縮空気接続
正しいエア圧とホースサイズについては、https://servaid.atlascopco.comの技術データまたはwww.atlascopco.comを参照してください。
ツールに接続する前に、ホースとカップリングがクリーンであり、ほこりがないことを確認します。
操作
人間工学に関するガイドライン
一般的な人間工学に基づいたガイドラインの本リストを読み、姿勢、コンポーネントの配置、作業環境において改善できるエリアを特定して、ご自身のワークステーションについてご検討ください。
頻繁に休憩をとり作業姿勢を変更すること。
ワークステーション領域を任意のニーズと作業タスクに適合させること。
静止荷重を避けるために部品やツールがどこに配置されるべきかを決定することにより、適度に手の届く範囲を調整すること。
テーブルや椅子などの作業タスクに適切なワークステーション設備を使用すること。
組立操作中に肩より高い位置または静止保存状態での作業を避けること。
肩より高い位置で作業する場合、トルクアーム、ホースリール、または重量バランサーなどを使用してツールの重量を減少させることにより静的筋の負荷を軽減すること。静的筋への負荷はツールを体に近づけて保持することによって軽減することもできます。また、負荷を身体の近くに保持することで静的筋肉への負荷を軽減することができます。
頻繁に休憩を取ること。
とりわけ、ある程度の力を要する作業において、腕または手首の無理のある姿勢を避けること。
必要とする目と頭の動きを最小限にするよう、視野を便利なように調整します。
作業タスクに適切な照明を使用すること。
作業タスクに適切なツールを選択すること。
騒音の多い環境では、防音保護具を使用してください。
過剰な振動レベルへの曝露を最小限にするには、高品質の挿入ツールおよび消耗品を使用してください。
反力への暴露を最小限に抑えること。
切断時
カットオフホイールが曲がっているか、適切にガイドされていないと、カットオフホイールが嵌って動かなく可能性があります。カットオフホイールに正しいフランジを使用し、操作中にカットオフホイールを曲げることを避けてください。
掘削時
ドリルビットを突き抜ける際にドリルが停止することがあります。必ずサポートハンドルを使用してください。安全規格 ISO11148 パート 3 では、ピストルグリップツールについては 10 Nm 以上、ストレートツールについては 4 Nm 以上の反動トルクを吸収するデバイスを使用することを推奨しています。
直接駆動スクリュードライバーやナットランナの使用時
反力は、ツール設定とジョイントの特性によって変わります。強度と姿勢により、オペレーターが許容できる反力の大きさが決まります。オペレータの力や姿勢にトルク設定を適合させ、トルクが大きすぎる場合はトルクアームまたは反力バーを使用します。
ほこりの多い環境では、ほこり抽出システムを使用するか、口の保護マスクを着用します。
構成手順
構成オプション
以下の表は、アプリケーションに応じた、ガフライスヘッド、ガイドベアリング、インサートの正しい組み合わせのための設定オプションを示します。半径(R)(ミリメートル)または面取り(C)(度)のいずれかです。各部品は、表に従ってマークされます。
設定オプション C 45O 部品は、同梱付属品です。他の部品は、オプション付属品であり、別途注文する必要があります。
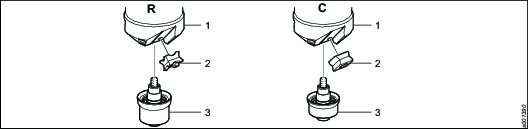
参照番号 | 部品のマーキング | R3 | R4 |
|---|---|---|---|
1 | フライスヘッド | 45O C R3 R4 | 45OC R3 R4 |
2 | 挿入する | R3 | R4 |
3 | ガイドベアリング | R3 45O | R4 45O |
参照番号 | 部品のマーキング | C, 30O | C, 45O | C, 55O | C, 60O |
|---|---|---|---|---|---|
1 | フライスヘッド | C 30O | 45O C R3 R4 | C 55O | C 60O |
2 | 挿入する | C | C | C | C |
3 | ガイドベアリング | C 30O | C 45O | C 55O | C 60O |
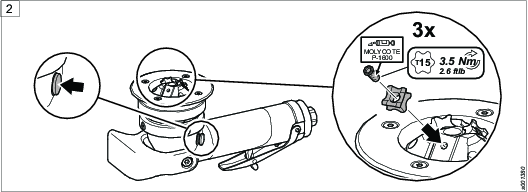
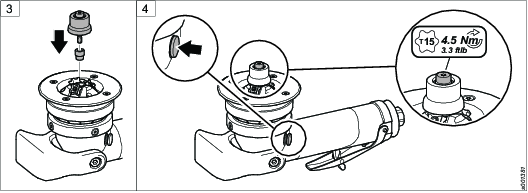
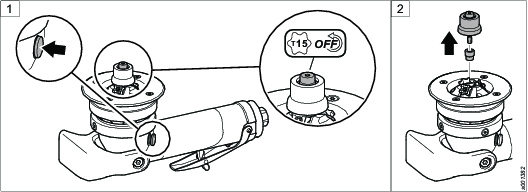
インサートとガイドベアリングの設置
必要なツール:
トルクスキー T15
適切なガイドベアリングとインサートを選択します。設定オプションのセクションにある表を参照してください。
ロック機構を押し、トルクスキーを使ってインサートを締め付けます。
所定位置にガイドベアリングを配置します。
ロック機構を押し、トルクスキーを使ってガイドベアリングを締め付けます。

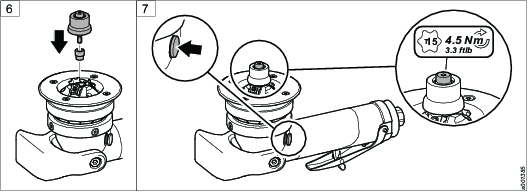
操作手順
ガイドベアリングとインサートを交換します。
設定オプションのセクションに従って、フライスヘッド、ガイドベアリング、インサートの正しい組み合わせを選択してください。
必要なツール:
-
トルクスキー T15
-
ロック機構を押し、トルクスキーを使ってガイドベアリングを緩めます。
-
ガイドベアリングを取り外します。
-
ロック機構を押し、トルクスキーを使ってインサートを緩めます。
インサートを新しいインサートの組と交換する場合、すべてのインサートを取り外します。
-
インサートのエッジが鈍い場合は、既存のインサートをそのままにして、シャープなエッジ側にインサートを回転させます。
-
ロック機構を押し、トルクスキーを使ってインサートを締め付けます。
-
所定位置にガイドベアリングを配置します。
-
ロック機構を押し、トルクスキーを使ってガイドベアリングを締め付けます。


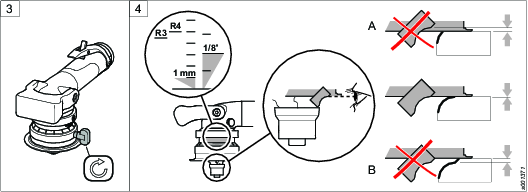
ベベル高さの調整
ベベル高さは、ツールのガイドプレートの高さを調整することで設定します。高さ設定は、固定メインスケールとカラー上のバーニア目盛から読み取ることができます。
ワークピース端面の半径の適切な形成を行うには、ツールが正しいガイドベアリングを装備している必要があります。
ワークピースのフライス半径から上面へのスムースで正確な移行を確実に行うには、ガイドプレートの高さを以下の表に示す通り設定する必要があります。
注記!一部の材料では、火炎、プラズマ、レーザーの切断技術によって、ワークピースの縁部の硬化をもたらすことがあります。これにより、指定された基準値から著しく逸脱する可能性があります。
材料および引張強さ | ベベル高さ(a) mm | ベベル幅(C) mm |
|
|---|---|---|---|
アルミニウム | 1.0~5.6 | 1.4~8.0 |
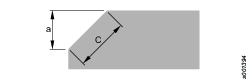 |
鋼材(最大400 N/mm2) | 1.0~2.8 | 1.4~4.0 | |
鋼材(最大600 N/mm2) | 1.0~2.1 | 1.4~3.0 | |
鋼材(最大900 N/mm2) | 1.0~1.4 | 1.4~2.0 |
クランプネジを緩めます。
必要なベベル高さが設定されるまでガイドプレートを回転させます。
クランプネジを締め付けます。
インサートの刃先が図のようにガイドプレートに沿っていることを目視で確認します。
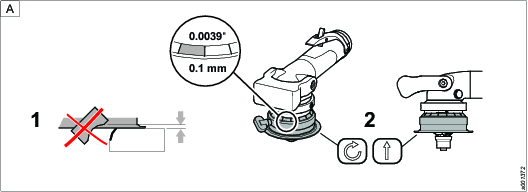
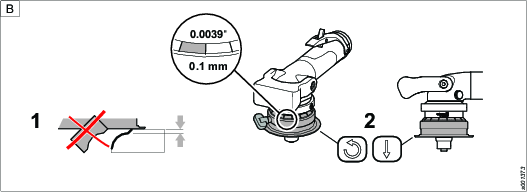
ベベル高さが設定されると、高さ調整がさらに必要かどうかを確認するために、試験サンプル上でベベルをフライスがけする必要があります。メインスケールの精度は約±1mmであるため、調整が必要な場合があります。
追加の高さ調整については、以下の図AとBを参照してください。
スケール上の各グレードは0.1mmを示します。
ツールを使った作業
インサートの下側角部が必ずガイドベアリングで覆われていることを確認してからツールを使用してください。
一般的なベベルの使用法および指示
ベベル作業は、アルミ、軟鋼および炭素鋼を対象としています。作業は、いかなるタイプのステンレス鋼または細粒鋼にも適していません。
一部の材料では、火炎、プラズマ、レーザーの切断技術によって、ワークピースの縁部の硬化をもたらすことがあります。これにより、ベベル作業を開始する前に除去する必要があるエッジの硬化をもたらす可能性があります。
エッジのビルドアップを避けるために、冷却オイルまたは切断ワックスなどの適切な潤滑用冷却液を使用します。
フィード力に関する一般的な支持は、ベベルのサイズおよび材料に応じて、0.5~1 m/分です。許容される最大ベベルサイズについては、セクションベベル高さの調整を参照してください。大きなベベルでは、2 つまたは 3 つのステップで実施しなければならないことに注意してください。一回の作業で 4 mm のベベルを超えることは決して推奨されません。大きなベベルは、同等の作業ステップに分割することを推奨します。一回の作業で最大ベベル幅を決して作動させないでください!
ベベル作業を開始する場合、材料にゆっくり入ることが非常に重要です。
ツールに慣れるために、ツールを使ってテストを実行することをお勧めします。テスト動作は、2mm以下の幅の小さなベベルで行ってください。最初はゆっくりとツールを進めます。
-
空気供給にツールを接続します。
-
ワークピースにツールを設置し、レバーキャッチリリースアームを前に押してから絞り弁レバーを押し下げてツールを起動します。
-
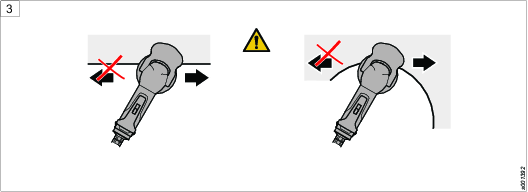
ゆっくりとツールを進めます。推奨する作業方向でのみツールを動作させるようにしてください。
-
ツールを停止するには、ワークピースからツールを持ち上げ、絞り弁レバーを解除します。
-
モーターのスイッチを切った後は、ツールが静止してから地面に置いてください。
サービス
メンテナンスに関する注意事項
サービスの推奨事項
予防メンテナンスを定期的に行うことをお勧めします。予防メンテナンスに関する詳細情報を参照してください。製品が正常に動作しない場合は、供用を停止して点検してください。
予防メンテナンスについての詳細な情報がない場合は、これらの一般的なガイドラインに従ってください。
適切な部品を正確に清掃します
不良部品や磨耗した部品を交換します
潤滑手順
潤滑ガイド
|
ブランド |
汎用のベアリングおよびギア* |
|---|---|
|
BP |
Energrease LS-EP2 |
|
Castrol |
OBEEn UF 1 |
|
Esso |
Beacon EP2 |
|
Q8 |
Rembrandt EP2 |
|
Mobil |
Mobilegrease XHP 222 NLG 2 |
|
Klüber Lub. |
Klübersynth UH 1 14-151 |
|
Texaco |
Multifak EP2 |
|
Molykote |
BR2 Plus |
*アングルギアは対象外です。
|
ブランド |
アングルギア用 |
|---|---|
|
Molykote |
Longterm 2 Plus |
分解/組み立て説明書
ベーンモータの操作手順
分解
サービスツールは、当社の基本サービスツールセットにも含まれています。詳細については、注文番号9835 5485 00を参照してください
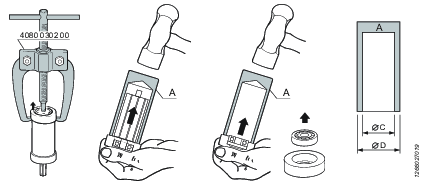
ツールマンドレルAの分解
オーダー番号 | Ø D | Ø C |
|---|---|---|
4080 0182 01 | 7 | 3.5 |
4080 0182 02 | 8 | 4.5 |
4080 0182 03 | 9 | 5.5 |
4080 0182 04 | 10 | 6.5 |
4080 0182 05 | 13 | 8.5 |
4080 0182 06 | 16 | 10.5 |
4080 0182 07 | 19 | 12.5 |
4080 0182 08 | 22 | 15.5 |
4080 0182 09 | 24 | 17.5 |
4080 0182 10 | 26 | 20.5 |
4080 0182 11 | 30 | 25.5 |
4080 0182 12 | 35 | 30.5 |
4080 0182 13 | 40 | 35.5 |
4080 0182 14 | 47 | 40.5 |
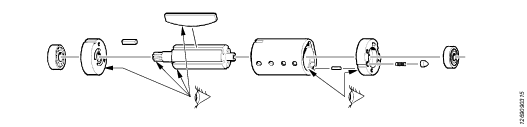
モータ部品の検査
組み立て - Bäckströms方法による
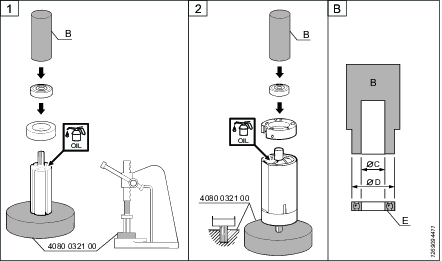
サービスツールは、当社の基本サービスツールセットにも含まれています。詳細については、注文番号9835 5485 00を参照してください
ツールマンドレルBの分解
オーダー番号 | Ø D | Ø C |
|---|---|---|
4080 0567 04 | 12.5 | 5.2 |
4080 0567 11 | 14.5 | 6.5 |
4080 0567 01 | 15.5 | 5.2 |
4080 0567 05 | 18.5 | 6.2 |
4080 0567 02 | 18.5 | 8.2 |
4080 0567 06 | 21.5 | 7.5 |
4080 0567 03 | 21.5 | 8.2 |
4080 0567 07 | 25.5 | 10.5 |
4080 0567 08 | 27.5 | 12.5 |
4080 0567 09 | 31.5 | 15.5 |
4080 0567 10 | 34.5 | 18.5 |
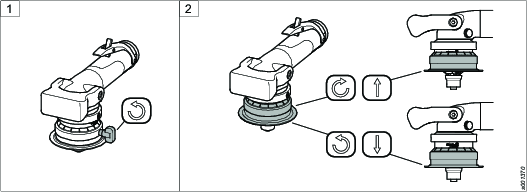
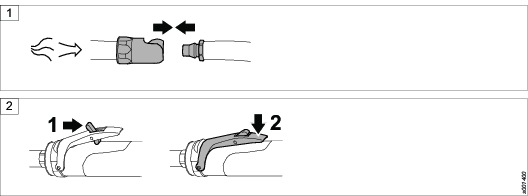
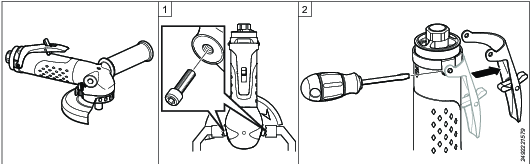
レバーアセンブリーオプション
レバーはツールの上面から下面に回すことができます。
-
サポートハンドルを取り外し、アングルヘッドの穴に2本のネジを取り付けます。
バイスを使用してネジでツールを保持します。
-
マイナスドライバを使用してレバーを取り外します。
-
10 mmソケットを使用してトリガーピンをブッシングで取り外します。
21 mmソケットを使用してアダプターを取り外します。
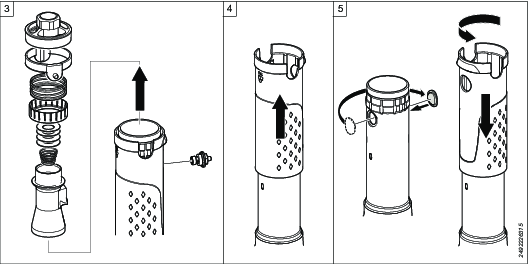
吸気口/排気口部品を取り外します。
-
絶縁スリーブを取り外します。
-
カバーをケーシングの反対側に移動します
絶縁スリーブを所定の位置に戻し、それを回してケーシングに取り付けます。
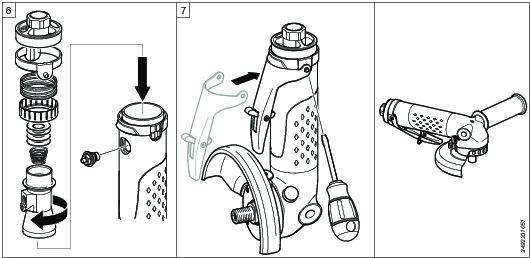
-
吸気口/排気口部品を組み立てます。
吸気口がトリガーピンのブッシングに対して正しく配置されていることを確認します。
ブッシングのねじ山にLoctiteを塗布します。
ブッシングを手で緩く取り付けます。
アダプターのねじ山にLoctiteを塗布します。
21 mmソケットとトルクレンチを使用してアダプターを締め付けます。
10 mmソケットとトルクレンチを使用してトリガーピンのブッシングを締め付けます。
-
レバーを反対の位置に取り付けます。
リサイクル
環境規制
製品がその目的を果たし終えると、適切にリサイクルする必要があります。製品を分解し、地元の法規に基づいて構成部品をリサイクルします。
バッテリーについては、ご自分の国のバッテリー回収機関に処置を委ねること。