EP4PTI9 HR10-MT
Impulse Nutrunner
製品情報
一般情報
安全信号用語
安全信号用語の「危険」、「警告」、「注意」、「通知」には次のような意味があります:
危険 | 「危険」は、回避しなければ、死亡または重傷を負うことになる危険な状況を示します。 |
警告 | 「警告」は、回避しなければ、死亡または重傷を負う可能性のある危険な状況を示します。 |
注意 | 「注意」は安全警戒記号とともに用いられ、回避しなければ、軽傷または中程度の傷害を負う可能性のある危険な状況を示します。 |
通知 | 「通知」はケガに関係しない手順に対して用います。 |
保証
製品保証は、Atlas Copcoの配送センターから発送されてから12+1か月で失効します。
部品の通常の磨耗や傷は保証に含まれません。
通常の摩耗および裂傷は、その期間に典型的な標準的な工具のメンテナンス(時間、稼働時間などで表される)中に部品交換またはその他の調整/オーバーホールが必要なものです。
製品保証は、ツールとその構成部品の正しい使用、メンテナンスおよび修理に依存しています。
不適切なメンテナンス、または、保証期間中に Atlas Copco 以外の人またはその認証サービスパートナーによって実施されたメンテナンスの結果発生した部品の損傷は保証対象となりません。
ツール部品の損傷や破壊を防ぐために、推奨されるメンテナンススケジュールに従ってツールの整備を行い、適切な手順に従ってください。
保証による修理は、必ず Atlas Copco ワークショップで、または認定サービスパートナーが実施してください。
その Atlas Copco 契約により、延長保証と最新式の予防保守を提供します。ToolCover詳細については、お近くのサービス担当者にお問い合わせください。
電動モータの場合 :
電動モータが開かれていない場合のみ保証が適用されます。
ウェブサイト
当社の製品、付属品、スペアパーツおよび公表事項に関する情報は、Atlas CopcoのWebサイトにてご覧いただけます。
次をご覧ください:www.atlascopco.com.
ServAid
ServAidは以下のような技術情報を含むポータルで、継続的に更新されます:
規制及び安全に関する情報
技術データ
設置、運転およびサービスに関する注意事項
予備部品のリスト
アクセサリ
寸法図面
次をご覧ください:https://servaid.atlascopco.com.
詳細な技術情報については、最寄のAtlas Copco代理店までお問い合わせください。
安全データシート MSDS/SDS
安全性データシートは、Atlas Copcoが販売する化学製品について説明しています。
詳細についてはAtlas Copcoのウェブサイト www.atlascopco.com/sdsをご覧ください。
特別な注意事項
ソケットが正しく接続されていることを確認してください。
磨耗している場合、スクウェアドライブリテーナまたはソケットを交換してください。
不必要なアイドリングを避けてください。
吊り下げ金具を使用するときには、良好な状態で正しく固定されていることを確認してください。
警告
生産国
生産国については製品ラベルの情報をご参照ください。
寸法図面
寸法図は、寸法図アーカイブまたはServAidのいずれかにあります。
次をご覧ください:http://webbox.atlascopco.com/webbox/dimdrwあるいは https://servaid.atlascopco.com。
概要
用途
この空圧式シャットオフインパルスツールは、反力のない締め付けや高い生産性を必要とする多様な用途に使用できます。
技術製品データ
技術的な製品データは、ServAidまたはAtlas Copcoのウェブサイトにあります。
次をご覧ください:https://servaid.atlascopco.comあるいは www.atlascopco.com。
取り付け
設置要件
エアの品質
最高のパフォーマンスと製品寿命を最大にするために、最大露点+10°C(50°F)の圧縮空気の利用を推奨します。また、アトラスコプコ製の冷却タイプエアドライヤを設置することを推奨します。
別のエアフィルタとして、30ミクロンより大きな固体粒子と90%を超える液体の水を除去するものを使用してください。圧力低下を防止するために、他のエア調整ユニットの前に、製品のできるだけ近くにフィルタを設置します。
インパルス/インパクトツールでは、そのツールに調整されているルブリケータを使用してください。通常のルブリケータはオイルを塗布しすぎ、モータ内の過度のオイルのためにツールの性能が低下します。
ツールに接続する前に、ホースとカップリングがクリーンであり、ほこりがないことを確認します。
注油済み製品および注油のない製品のどちらも、ルブリケータから少量のオイルが供給されることで利点があります。
空気潤滑ガイド
推奨されるエアルブリケーター:
アトラスコプコ オプティマイザ(1 リットル)9090 0000 04
Q8 Chopin 46
Shell Air Tool Oil S2 A 320
圧縮空気接続
正しいエア圧とホースサイズについては、https://servaid.atlascopco.comの技術データまたはwww.atlascopco.comを参照してください。
ツールに接続する前に、ホースとカップリングがクリーンであり、ほこりがないことを確認します。
エア圧力調整器
ツールごとに圧力調整器を設置することをお勧めします。
圧力調整器には次のような利点を提供します:
安定したエア圧による高精度
ツールの簡単な出力調整手段を提供
レギュレーターは必ず、ラインで予想される最低圧力に調整してください。
エア圧を調整することで次のような結果が得られます:
エア圧を下げると、ツールの速度は落ちますが精度が上がります。
エア圧を上げると、ツールの速度は上がりますが精度が落ちます。
エアラインの圧力が 5 バール未満になる場合は、低圧設備向けに設計されたEP L - シリーズのツールをお勧めします。
設置の手順
振動ツールの設置
最小長さ 300 mm(12")の圧縮エア用フレキシブルホースを振動ツールとクイックアクションカップリング間に挿入することをお勧めします。
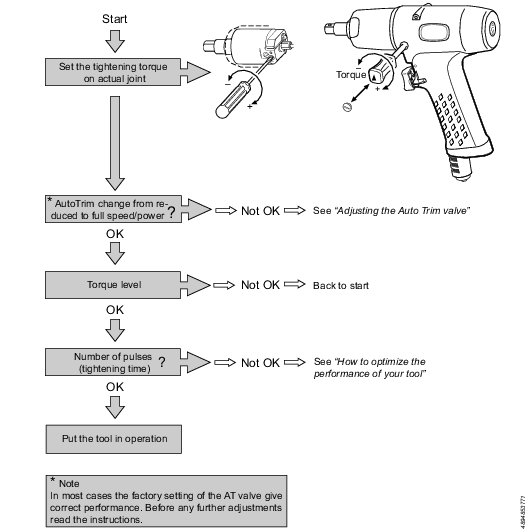
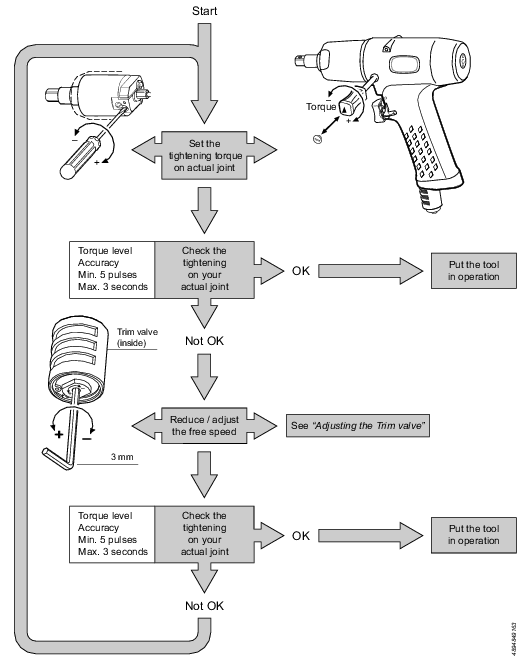
トルクの初期設定
実際のジョイントの損傷のリスクを最小にするため、テストジョイントより少し低いトルクに設定して、その後用途に必要なトルクに設定することを推奨します。実際のジョイントで使用されるものと同じエクステンション、ソケット、エア圧などの装置をテストジョイントにも必ず使用してください。
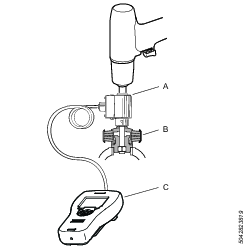
A | トルクトランスデューサIRTT |
B | テストジョイント |
C | STアナライザ |
必ず実際のジョイントのトルク設定を確認してください。
操作
人間工学に基づくガイドライン
この一般的な人間工学に基づいたガイドラインのリストを読み、姿勢、コンポーネントの配置、作業環境において改善できるエリアを特定できるかどうかを確認して、自分のワークステーションについて考えてみましょう。
頻繁に休憩をとり作業姿勢を変更すること。
作業エリアをニーズや作業タスクに適応させます。
静的動作を避けるために部品やツールがどこに配置されるべきかを決定することにより、適度な到達範囲を調整すること。
テーブルや椅子などの作業タスクに適切なワークステーション設備を使用すること。
組立操作中に肩より高い位置または静止保存状態での作業を避けること。
肩より高いところで作業する場合、負荷の重量を減らして静的筋肉への負荷を低減します。また、負荷を身体の近くに保持することで静的筋肉への負荷を軽減することができます。
頻繁に休憩をとること。
とりわけ、ある程度の力を要する作業において、腕または手首の無理のある姿勢を避けること。
作業タスク中の眼球および頭の運動を最小限に抑えることにより、適度な視野を調節すること。
作業タスクに適切な照明を使用すること。
ノイズ環境では防音保護設備を使用すること。
埃の多い環境では、集塵システムや口保護マスクを使用すること。
操作手順
回転方向の変更
エア圧モニタリング、RE信号
締め付けを監視するために、ツールを圧力監視装置に接続することができます。ツールからの圧力信号(モータにかかる差圧)を使用して、次を検出できます。
ファスナの紛失
設定されているトルクに達する前のトリガー解放
ネジ山の傷み
かじり
リヒット
エア供給の低下
ツールを圧力監視装置に接続する場合、レポート接続キットの使用を推奨します。オプションのアクセサリーはhttps://servaid.atlascopco.comにてご覧ください。
圧力監視装置はトルクを測定しません。
レポート接続キットの組み立て
空気圧信号図
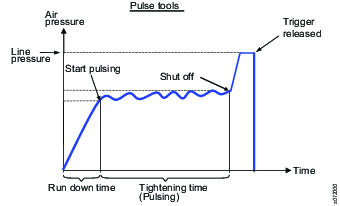
ツール性能の最適化
推奨パルス数
用途に適したパルスツールは、5~20パルスでターゲットトルクに達してシャットオフします。ツールがターゲットトルクに達するまでに必要なパルス数はアナライザで測定できます。締め付け時間も、ツールが用途に適しているかどうかを判断するガイドとして使用できます。
≤ 1 秒、30 Nm までのツール
≈ 1 秒、80 Nm までのツール
≈ 2 秒、150 Nm までのツール
≈ 5 秒、450 Nm までのツール
≤ 10 秒、850 Nm までのツール
5パルス未満(短い締め付け時間)でターゲットトルクに達すると、トルクのばらつきが増加するため、特にハードジョイントではトルクの調整が難しくなります。
ターゲットトルクに達するのに20パルス以上(長い締め付け時間)かかる場合、摩耗が大きくなりオイル充填とサービスの頻度が高くなります。締め付け時間が長すぎ、生産率が高い場合、オイルの過熱を引き起こす場合もあります。この場合、長い締め付け時間ではパワーが低下し、シャットオフしない場合があります。
5パルス未満でターゲットトルクに達する場合は、次の方法でこれを修正できます。
エア圧を下げる。
AutoTrimあるいはトリムバルブを使って速度を落とす。
上記の方法が不可能な場合あるいは満足な結果が得られない場合は、小型のツールを使用するとよい結果が得られる場合がある。
ターゲットトルクに達するのに20パルスより多くが必要な場合は、次の方法でこれを修正できます。
動的エア圧を、標準的なEPツールでは6~7 barに、低圧のEP Lツールでは5 barに上げる。
AutoTrimあるいはトリムバルブを最大パワー/速度になるよう調整する。
上記の方法が不可能な場合あるいは満足な結果が得られない場合は、大型のツールを使用するとよい結果が得られる場合がある。
エア圧が変わった場合は、必要に応じてターゲットトルクを測定し直して調整します。
MultiTrim 機能
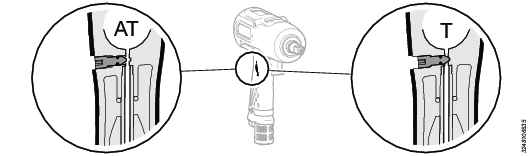
PTI-MTツールの設計では、AutoTrimとTrimの両方の機能を組み合わせた、MultiTrimをツールに搭載しています。ツールは工場出荷時にAutoTrim機能に設定されていますが、用途に合わせて、Trim機能に簡単に変更できます。
AutoTrimバルブあるいはトリムバルブを使用する場合
AutoTrimバルブ
ツールを使ってハードジョイントとソフトジョイントの両方を締め付ける場合に使用してください。
トリムバルブ
ツールを使って同様のジョイントを締め付ける場合に使用してください。
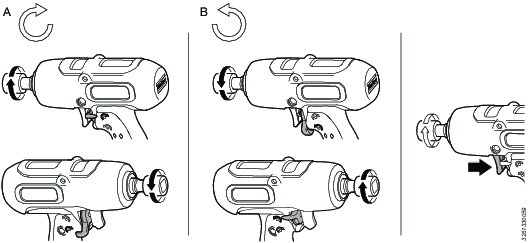
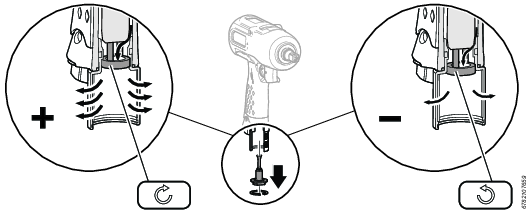
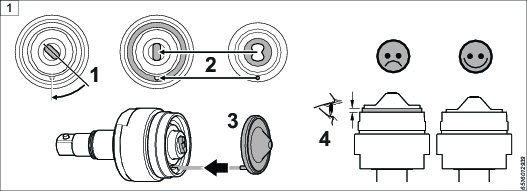
AutoTrimまたはトリム設定でのセットスクリューの位置:
トリム機能への切り替え
ツールがAutoTrim機能で使用されている場合:
図のようにトリム機能に切り替えます。
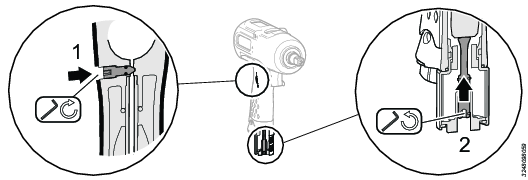
ツールが正常に動作することを確認してください。
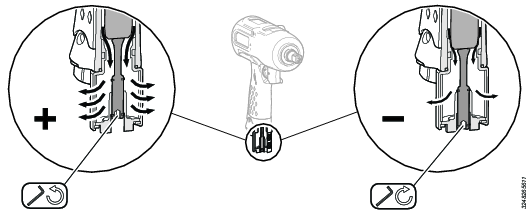
トリムバルブの調整
AutoTrim機能への切り替え
ツールがトリム機能で使用されている場合:
図のようにAutoTrim機能に切り替えます。
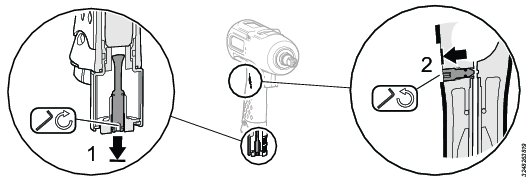
ツールが正常に動作することを確認してください。
AutoTrimバルブの調整
AutoTrimバルブの機能を定期的に確認してください。
AutoTrimバルブは、ランダウン中に減速し、1~2パルス後に完全な速度/パワーに自動的に切り替わります。そうならない場合はステップ1~3を踏んでください。
AutoTrim機能が始動したことを確認してください。
定圧ツール用AutoTrim設定または低圧ツール用AutoTrim設定の表にある推奨減少(無負荷)回転数を確認してください。必要に応じて調節します。
減少(無負荷)回転数の調整
切り替え点の値を調整します。
切り替え点バルブの調整
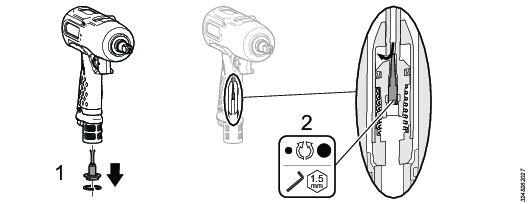
バルブが閉じすぎていると、パルス開始時にAutoTrimは速度とパワー全開になりません。バルブを反時計方向に90度回転させて正しい切り替え点を探します。正しい切り替え点に達するまで繰り返します。
バルブが開きすぎていると、ランダウン時にAutoTrimの速度とパワー全開への切り替えが早くなりすぎます。バルブを時計方向に90度回転させて正しい切り替え点を探します。正しい切り替え点に達するまで繰り返します。
AutoTrimバルブの切り替え点のリセット
バルブが止まるまで時計回りに回して、切り替えバルブを完全に閉じます。
六角レンチでバルブを反時計回りに6.5回分回して開きます。
必要に応じて、上記のように、バルブを90度ずつ回転させて、正しい切り替え点を探します。
完全な閉状態から5~8回転で正しい切り替え点が見つからない場合、保守サービスを要することがあります。サービスセクションをご覧ください。
定圧ツール用AutoTrim設定
型式 | 減少(無負荷)回転数(rpm) |
|---|---|
EP4PTI9 HR10-MT / HR42-MT | 3100-3400 |
EP5PTI19 HR10-MT / EP5PTI17 HR42-MT | 3100-3400 |
EP6PTI32 HR10-MT / EP6PTI28 HR42-MT | 2900-3200 |
EP7PTI55 HR10-MT | 2875-3125 |
EP8PTI70 HR10-MT | 2675-2925 |
EP9PTI80 HR13-MT | 2725-2975 |
EP11PTI100 HR13-MT | 2325-2525 |
EP13PTI150 HR13-MT | 2225-2475 |
低圧ツール用AutoTrim設定
型式 | 減少(無負荷)回転数(rpm) |
|---|---|
EP5PTI15 HR10-MT-L / HR42-MT-L | 2600-3100 |
EP6PTI25 HR10-MT-L / HR42-MT-L | 2600-3100 |
EP7PTI35 HR10-MT-L | 2650-3050 |
EP8PTI45 HR10-MT-L | 2650-3050 |
EP9PTI65 HR13-MT-L | 2450-2850 |
EP11PTI80 HR13-MT-L | 2300-2600 |
EP13PTI110 HR13-MT-L | 2150-2550 |
AutoTrim機能が正しく動作しないと、次が発生する場合があります。
バラツキの増加(間違ったトルク)
締め付け時間が長くなる
シャットオフしない
締め付けトルクの設定
当初の調整は、調整ネジ(スロットのあるネジ)でのみ行います。最初は低トルクに調節して、必要なトルクレベルに達するまで徐々にトルクを上げます。AutoTrim機能とTrim機能の使用時の締め付けトルクの設定方法の詳細をそれぞれ参照してください。
推奨最大トルクより高いトルクでツールを使用すると、不正な動作や早期摩耗の原因になります。
必ず実際のジョイントの設定を確認してください。
トルクの確認 - 実際のジョイントの残留トルク測定
エクステンション、ソケット、エア圧など、実際の締め付け用途で使用されるものと同じ装置を、締め付け時にも必ず使用してください。
実際のジョイントのトルクを確認する際、残留トルク測定*設定でSTレンチを使用することを推奨します。
*トルクが適用されるファスナのスレッド(ヘッドを含む)を、対応するスレッドに合わせて動かすために必要なトルク。
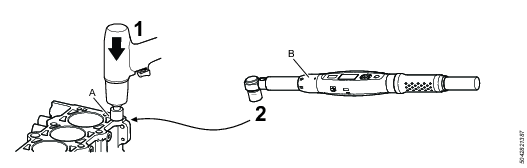
A | 実際のジョイント |
B | 監視付きトルクレンチ |
締め付けを実施します。
監視付きトルクレンチで結果を測定します。
AutoTrim機能使用時の締め付けトルクの設定
AutoTrim機能でツールを使用する際には、正しく調整されていることを確認します。AutoTrimを正しく調整すると、ランダウン中に減速し、約1~2パルス後に完全な速度/パワーに自動的に切り替わります。
Trim機能使用時の締め付けトルクの設定
Trim機能でツールを使用する際には、正しく調整されていることを確認します。特にハードジョイントでの低トルク設定では、トリムバルブを使用して速度を低下させ、精度を向上させることができます。
サービス
一般サービス情報
ツールが正常に動作しない場合は、検査のために運転を停止してください。予防メンテナンスを定期的に行うことをお勧めします。予防メンテナンスに関する詳細情報を参照してください。
アトラスコプコが推奨するサービスツール、サービスキット、スペアパーツを必ず使用してください。
アトラスコプコのサービス手順に従ってください。
クリーンな環境で作業を行い、再組み立て前にすべての部品を清掃してください。ティッシュペーパーの繊維のような小さいものでも、異物はパルスユニットの寿命に影響する場合があります。
メンテナンスに関する注意事項
日常の点検
ツールが良好な状態で、目に見える損傷がないことを確認します。
エアの接続とエア設置が正しく行われていることを確認します。エアリークがないか音を聞きます。
ソケットとエクステンションに目に見える損傷がないことを確認します。
エア圧が正しいことを確認します。
ツールの作動時に予期しないノイズがないこと音を聞いて確認します。
予防メンテナンス
ジョイントのタイプ、トルクのレベル、締め付け時間、生産率、エア圧、エアの質など、EPツールのサービスの必要性に影響する条件がいくつかあります。推奨事項は、表の条件での「基準締め付け」に従っています。サービス間隔とサービスソリューションは、経験と内部テストに基づきます。
基準締め付け
ツールサイズ | 最大トルクのトルクレベル | 締め付け時間 | 生産率、締め付け/時間 |
|---|---|---|---|
EP 5~6 PTI | 70~80 % | 1秒 | 600 |
EP 7~8 PTI | 70~80 % | 1秒 | 600 |
EP 9 PTI | 70~80 % | 1.5秒 | 500 |
EP 11 PTI | 70~80 % | 1.5秒 | 500 |
EP 13 PTI | 70~80 % | 1.5秒 | 400 |
「基準締め付け」のエア設置とエアの質は、「製品に関する指示」の推奨事項に従っている必要があります。この条件から逸脱すると、サービス間隔に影響する場合があります。
予防メンテナンスレベル 1
200,000〜250,000回の締め付け後にメンテナンスを実行します(表の基準締め付けを参照)。または年に1回の、いずれか早い方を参照してください。
ツールの機能を最大限に生かせるように、次の手順に従い、Atlas Copcoで推奨されているサービスツールとサービスキットを使用します。締め付けトルクと潤滑は、常にAtlas Copcoの推奨に従ってください。
ツールハンドル
損傷の目視検査。
ヨークとサスペンションポイントの点検。
パルスユニットケーシングのブッシングとアンビル表面の点検。
入口ストレーナの清掃。
エアモータ
損傷の目視検査。
ベーンの交換。
必要な場合、ベアリングの交換。
AutoTrim/トリム
部品の損傷、摩耗、閉塞を開いて点検。
ニードル弁の清掃(AutoTrimのみ)。
必要な場合、シールの交換(AutoTrimのみ)。
手順に従った組み立てと調整。
トリガとリバースバルブ:
漏れがなく、正しく作動することの確認。
O-リングとワッシャの点検と、必要に応じた交換。
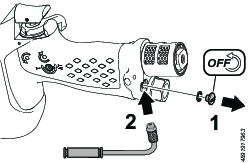
サイレンサ
部品の損傷を開いて点検し、必要に応じて交換。
フィルタの交換。
パルスユニット
シャットオフメカニズムの点検。
角ドライブと六角ドライブの亀裂または磨耗の点検。
トルク調節ネジに、作動中に間違って設定が変更されることを防止するのに十分な摩擦があることを確認。
指示に従ってオイルを交換してください。
「ツール状態のテスト」に従ってパルス周波数が制限範囲内であることを確認します。
予防メンテナンスレベル 2
200,000〜250,000回の締め付け後にメンテナンスを実行します(表の基準締め付けを参照)。または2年に1回の、いずれか早い方を参照してください。
ツールの機能を最大限に生かせるように、次の手順に従い、Atlas Copcoで推奨されているサービスツールとサービスキットを使用します。締め付けトルクと潤滑は、常にAtlas Copcoの推奨に従ってください。
レベル1に加え、次のパルスユニットメンテナンス。
パルスユニット
パルスユニットからオイルを完全に排出します。
パルスユニットの分解。
すべての部品と表面を完全に清掃し、磨耗と損傷を点検します。
シャットオフメカニズムの点検と、損傷または磨耗した部品の交換。
磁石から金属粒子を清掃します。
ローラ交換時、ピストンも交換することを強く推奨します。
すべてのO-リングとダイヤフラムの交換。
アンビルのシールの交換。新しいシールを組み立てる前に、シリンダのフロントピースが清潔で、内部に潤滑油がなく乾燥していることを確認します。
アンビル表面がスムーズで、清潔で、組み立て中のアンビルのシールの損傷を防止するため、パルスオイルで潤滑されていることを確認します。
パルスユニットが正しく組み立てられることの確認。カムシャフトとセパレータのワッシャピンがシリンダのフロントピースの溝に正しく配置されていることが重要です。これが正しく行われていないと、シリンダのエンドピースが正しく固定されず、パルスユニットが正しく機能しません。
パルスユニットを正しいオイルレベルまで満たします。
パルスユニットの組立
パルスユニットの部品全てが正しく組み立てられることを確認します。
カムシャフトとセパレータのワッシャピンがシリンダのフロントピースの溝に正しく配置されていることが重要です。これが正しくないと、シリンダのエンドピースが正しく固定されず、パルスユニットが正しく機能しません。
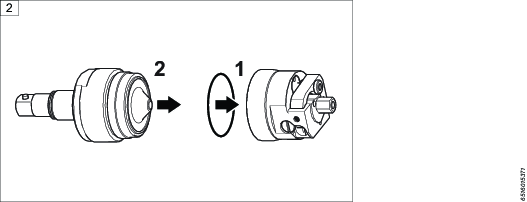
AutoTrimバルブの組立
点検またはサービスの後にAutoTrimを組立て治す場合、ハウジングのねじ山からピストンのシーリングを確実に保護してください。
ハウジング内のモーターの組み立て
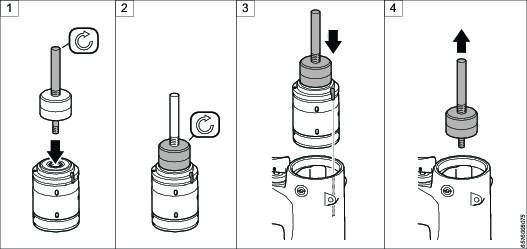
* 正しい締め付けトルクについては、https://servaid.atlascopco.comのスペアパーツを参照してください。
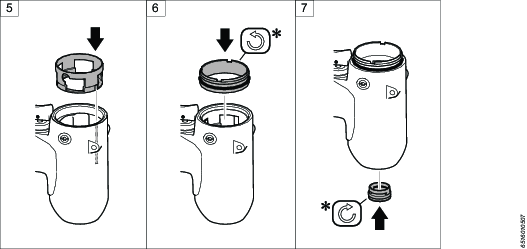
パルスユニットのストップピンの位置
ストップピンの位置は、工場出荷時に正しく設定されています。スペアパーツの整備や交換のために位置をリセットまたは調整する必要がある場合は、以下の手順に従ってください。
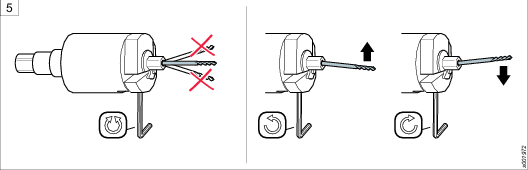
ストップピンの位置調整
測定:Dは、ゲージの開口径です。
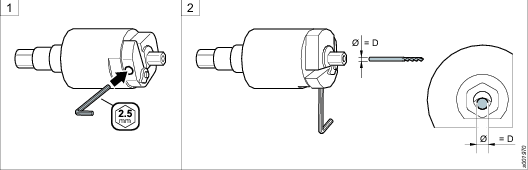
2.5 mmの六角レンチを調整ネジに挿入します。
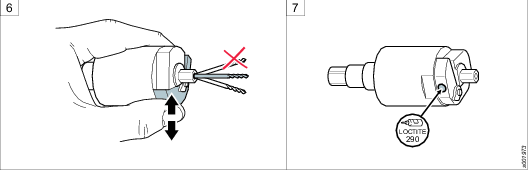
慣性体の停止面とアンビルの両方でパルスユニットを水平に固定し、六角レンチが下を向くようにします。
ゲージ用の穴を開くには、慣性体を押します。
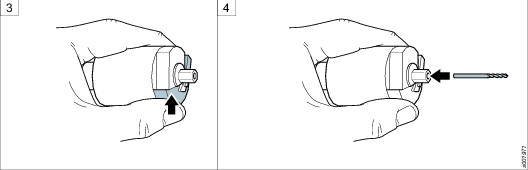
例えば、ドリルビットなどの正しい直径D (ゲージ径を参照)のゲージを穴に配置します。
ゲージがパルスユニットに沿うまで、調整ネジを45度ずつ回して開口部を調整します。

調整ネジを不必要に回さないでください。
ゲージを上昇させるには、ネジを反時計回りに回します。
ゲージを下降させるには、ネジを時計回りに回します。
慣性体を繰り返し押し、解放することで、ゲージが正し挿入されていることを確認してください。ゲージは、パルスユニットに沿って正しい位置に戻るはずです。
調整ネジにLoctite 290を塗布します。
ゲージ径
D (mm) | |
|---|---|
1.55mm |
潤滑手順
防錆と清掃
圧縮エア中に水があると錆が発生する可能性があります。錆を防止するために、エアドライヤを設置することを強くお勧めします。
水と粒子があると、ベーンとバルブの膠着の原因になります。圧力低下を避けるために、製品近くにエアフィルタを設置することで、これを防止することができます。
長期間停止する場合は、必ずエア入口にオイルを数滴添加して、ツールを保護してください。ツールを 5 ~ 10 秒間作動させ、エア出口のアクセスオイルを布に吸収させます。
潤滑ガイド
ブランド | 汎用のベアリングおよびギア |
|---|---|
BP | Energrease LS-EP2 |
Castrol | OBEEn UF 1 |
Esso | Beacon EP2 |
Q8 | Rembrandt EP2 |
Mobil | Mobilegrease XHP 222 NLG 2 |
Klüber Lub. | Klübersynth UH 1 14-151 |
Texaco | Multifak EP2 |
Molykote | BR2 Plus |
パルスユニットへのオイル補充
機械のパフォーマンスを最大化するには、パルスユニットのオイルを適正に充填する必要があります。パルスユニットからの微量のオイルが漏えいする可能性があるため、定期オーバーホールのタイミングで充填する必要があるかもしれません。この手順の頻度は、アプリケーション、サイクル数、締め付け時間などによります。 パルスユニットに正確にオイルを充填することで、その寿命が延長されます。
パルスユニットのオイルが多すぎると、パルス周波数や締め付け速度が低下します。
パルスユニットのオイルが少なすぎると、パルス周波数が高くなり、締め付けトルクが低下する恐れがあります。特に休止後初めての締め付けでは、機械が急転する恐れがあります。
アトラスコプコのパルスユニットオイルを使用してください
オイルが少なすぎる状態で機械を操作すると、パルスユニットが破損する恐れがあります。
補充後 — 締め付けトルクを確認してください。サービス手順を参照してください。
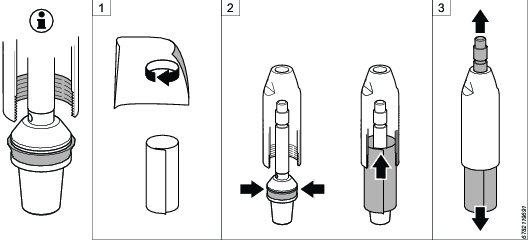
パルスユニットのオイル充填/交換手順
オイル充填とオイル交換に必要な装置:
Atlas Copco パルスユニットオイル。
Atlas Copcoパルスユニットオイル充填キット。
スペアパーツの注文番号については、 https://servaid.atlascopco.comを参照してください。
オイル充填装置キット
アダプタ M3 2個
アダプタ M4 2個
長さ540 mmのホース4本
長さ50 mmのホース2本
長さ120 mmのホース1本
50 mlシリンジ1個
1 mlシリンジ1個
プラグ4個
接続5個
接続2個
缶2個
カバー2個
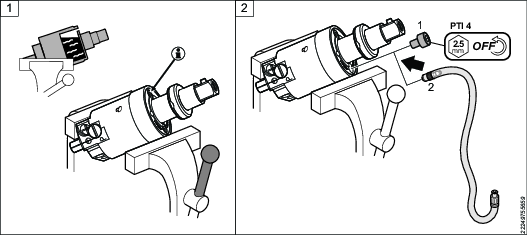
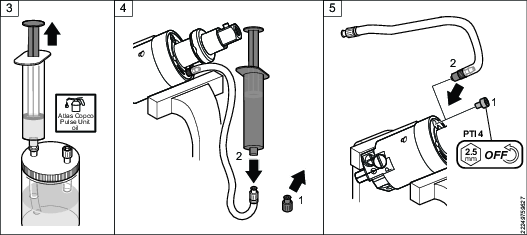
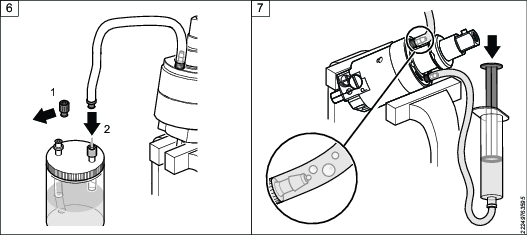
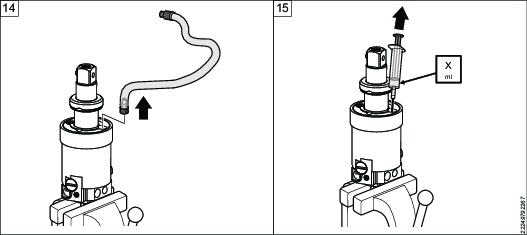
排出口が最も高い位置になるように、パルスユニットを万力に取り付けます。
入口のネジを取り外します。ネジにOリングがあり、パルスユニットに残っていないことを確認します。充填ホースを、ホースコネクタの端がパルスユニットに届くように手で取り付けます。
大きい方のシリンジに、オイル缶から最大容量のオイルを充填します。
必ず、新しい Atlas Copcoのパルスユニットオイルを使用してください。
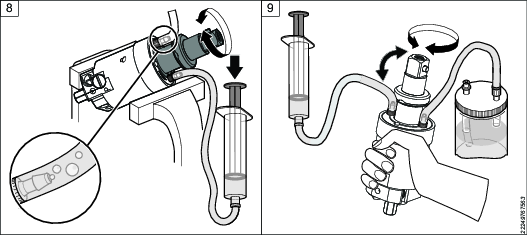
充填ホースからストッププラグを取り外し、シリンジをホースに取り付けます。
パルスユニットの排出口のネジを取り外します。ネジにOリングがあり、パルスユニットに残っていないことを確認します。リターンホースをパルスユニットに取り付けます。
リターンホースからストッププラグを外し、ホースをオイル缶に取り付けます。
大きい方のシリンジからパルスユニットへのオイルの充填を始めます。パルスユニットにオイルを充填する際、気泡が生じます。
パルスユニットから気泡が出なくなるまでオイルを充填しながら、アンビルを前後に回転させます。
オイルを充填しながら、パルスユニット全体を回転させて、パルスユニット内に気泡が残っていないことを確認します。
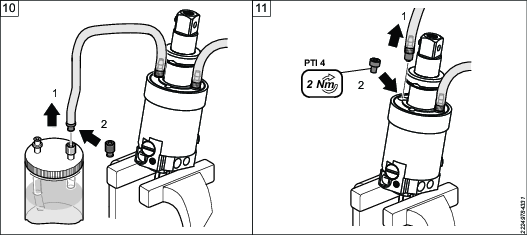
リターンホースをオイル缶から外し、ストッププラグをリターンホースの端に取り付けます。
リターンホースをパルスユニットの排出口から外します。排出口のネジを元の場所に取り付けます。
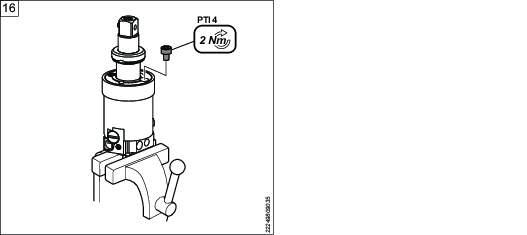
パルスユニットを注入口が上を向くように万力に取り付けます。
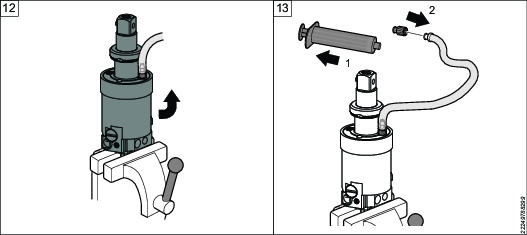
シリンジを充填ホースから外し、ストッププラグを充填ホースに取り付けます。
パルスユニットからオイル充填ホースを外します。
小さい方のシリンジで、注油の表に従って正しい量のオイルを抽出します。
入口のネジを元の場所に取り付けます。
注油
100%充填されたパルスユニットからのオイル量減少(X) | パルスユニット内のオイル概量 |
|---|---|
0.4 ± 0.05 ml | 4.4 ml |
パルスユニット内のオイルレベル
ツールが正しく作動するには、パルスユニット内のオイルレベルを正しくすることが重要です。
パルスユニットへのオイルの追加の必要性は、主に締め付け回数、トルクレベル、パルス回数(締め付け回数)によって異なります。
低いオイルレベルでツールを使用すると、パルスユニットの部品の早期摩耗の原因になります。ツールの性能と精度にも影響します。
オイルを充填した後は、常に締め付けトルクを確認してください。
パルスユニット内のオイルレベル低下の検出
締め付け時間が長くなる
特にツールをしばらく使用していない場合に、パルス周波数が非常に速くなる
低トルク、またはトルクの異常な変化(バラツキの増加)
シャットオフしない
パルス周波数の測定には、静トルクトランスデューサまたはインライントランスデューサをトルクテスト装置に接続して「ツール状態のテスト」通りに使用します。
パルスユニットに推奨されるオイル
パルスユニットに推奨されるオイルは、アトラスコプコのパルスユニットオイルです。
アトラスコプコのパルスユニットオイルのボトルと、必要なシリンジは、キットとして注文可能です。注文番号については、サービスキットを参照してください。
分解/組み立て説明書
ハウジング内のモーターの組み立て
* 正しい締め付けトルクについては、https://servaid.atlascopco.comのスペアパーツを参照してください。
ネジ接続部の締め付け
分解図の締め付けトルクは、正しいクランプ力を示し、部品が緩むことを防止します(https://servaid.atlascopco.com のスペアパーツのセクションをご覧ください)。部品は、サービス時に損傷することなく開ける必要があるので、絶対にクランプ力を超えなでください。用途や使用によっては、ある程度の時間の作業後、または特定の状況で、部品が緩むことがあります。この場合、締め付けトルクを10~20%増加させ、小中程度の保持力のあるネジ山固定剤を使用することもできます。
トルクの確認 - 実際のジョイントの残留トルク測定
エクステンション、ソケット、エア圧など、実際の締め付け用途で使用されるものと同じ装置を、締め付け時にも必ず使用してください。
実際のジョイントのトルクを確認する際、残留トルク測定*設定でSTレンチを使用することを推奨します。
*トルクが適用されるファスナのスレッド(ヘッドを含む)を、対応するスレッドに合わせて動かすために必要なトルク。
A | 実際のジョイント |
B | 監視付きトルクレンチ |
締め付けを実施します。
監視付きトルクレンチで結果を測定します。
サービス後のテストと調整
ツール状態のテストを実行して、ツールが正しく作動していることを確認します。
テスト方法 - 静的・動的
ErgoPulse の機種には、静的トルク測定を推奨します。
電子式インライントルクトランスデューサで動的トルク測定を行った場合には、必ずトルクレンチ(電子式)で静的なチェックを行い、測定結果を検証してください。
詳細な情報は、アトラスコプコの「パルスツールポケットガイド」を参照してください。オーダー番号 9833 1225 01。
Tool Condition Test
テスト条件
パルスユニットの温度:約20℃
動的エア圧:6.3 バール (91 psi).
ホースサイズ:Ø 8 mm ホースの長さ:3 m
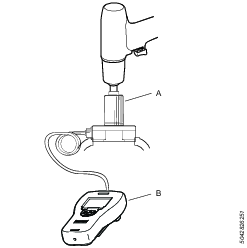
A | 静トルクトランスデューサSRTT |
B | STアナライザ(850 Hzに設定) |
回転計を使って、正転方向の無負荷回転数をテストします。
AutoTrimまたはTrim設定にかかわらず、ツールが完全な速度で作動していることを確認します。ツールをAutoTrimで使用する場合は、AutoTrim機能もテストします。
STアナライザのフィルタ周波数を850Hzに設定して、最大トルクとパルス周波数のテストを行います。
SRTT静トルクトランスデューサを使用して、逆方向で最大トルクとパルス周波数をテストします。締め付け時間は約1秒です。
シャットオフメカニズムのチェック
締め付けを実行してみて、ツールが正しくシャットオフすることを確認します。
良好な状態のツールの値:
型式 | 無負荷回転数(rpm) | パルス周波数CCW静的(Hz) | 最大トルクCCW静的(最小) (Nm) |
|---|---|---|---|
EP4PTI9 HR10-MT | 5000 -10%/+25% | 24-28 | 15.0 |
正しいパルス周波数は、エアモータとパルスユニットが良好な状態であることを示します。パルス周波数が高すぎる場合は、オイルを足します。パルス周波数が低すぎる場合は、オイルを減らします。
トルクの確認 - 実際のジョイントの残留トルク測定
エクステンション、ソケット、エア圧など、実際の締め付け用途で使用されるものと同じ装置を、締め付け時にも必ず使用してください。
実際のジョイントのトルクを確認する際、残留トルク測定*設定でSTレンチを使用することを推奨します。
*トルクが適用されるファスナのスレッド(ヘッドを含む)を、対応するスレッドに合わせて動かすために必要なトルク。
A | 実際のジョイント |
B | 監視付きトルクレンチ |
締め付けを実施します。
監視付きトルクレンチで結果を測定します。
ストップピンの位置調整
ストップピンの位置は、工場出荷時に正しく設定されています。スペアパーツの整備や交換のために位置をリセットまたは調整する必要がある場合は、以下の手順に従ってください。
測定値Dは、ゲージの開口径です。
D = 1.55 mm
2.5 mmの六角レンチを調整ネジに挿入します。
慣性体の停止面とアンビルの両方でパルスユニットを水平に固定し、六角レンチが下を向くようにします。
ゲージ用の穴を開くには、慣性体を押します。
穴に正しい直径Dのゲージ(ドリルビットなど)を配置します。
ゲージがパルスユニットに沿うまで、調整ネジを45度ずつ回して開口部を調整します。
調整ネジを不必要に回さないでください。
ゲージを上昇させるには、ネジを反時計回りに回します。
ゲージを下降させるには、ネジを時計回りに回します。
慣性体を繰り返し押し、解放することで、ゲージが正し挿入されていることを確認してください。ゲージは、パルスユニットに沿って正しい位置に戻るはずです。
調整ネジにLoctite 290を塗布します。
トラブルシューティング
トラブルシューティングガイド
問題 | 原因 | アクション |
|---|---|---|
ツールがシャットオフしない、または締め付け時間が長すぎる。 | ターゲットトルクがツールの最大トルクに近い。 | より強力な大きいツールを選択する。 |
動的エア圧が低い。 | ホースとカプリングの寸法を確認する。エア圧を上げる。 | |
回転速度が低い。 | 「回転速度が低すぎる」問題を参照。 | |
エクステンションが長すぎる。 | エクステンションを確認する。 | |
エクステンションまたはソケット/ビットが磨耗している。 | エクステンションまたはソケット/ビットを確認する。 | |
トルク調節ネジが回転しすぎる。 | トルク調節ネジCCWを、ツールがシャットオフするまで調整する。 | |
シャットオフメカニズムのストップピンが正しく調整されていない。 | ゲージで確認する。 | |
パルスユニット内のオイルレベルが正しくない。 | オイルレベルを調整するか、オイルを充填する。 | |
ジョイントがツールに対してソフトすぎる。 | より強力な大きいツールを選択する。 | |
パルスユニット内の部品が磨耗している。 | 摩耗したパーツを点検して交換します。 https://servaid.atlascopco.comを参照してください。 | |
AutoTrimの作動不良。 | AutoTrim機能を確認する。 | |
ジョイントの降伏点に到達している。 | ジョイントの仕様を確認する。 | |
パルス周波数が高すぎる、または低すぎる。 | パルスユニット内のオイルレベルが正しくない。 | オイルレベルを調整するか、オイルを充填する。 |
シャットオフが不整合または精度が不十分。 | ターゲットトルクがツールの仕様範囲内ではない。 | 異なるツールサイズに変更する。 |
パルスが不十分(ジョイントがハードまたはトルク設定が低い)。 | 「ErgoPulseツールの性能を最大限に高めるには」のセクションを参照。 | |
エクステンションが長すぎる。 | エクステンションを確認する。 | |
エクステンションまたはソケット/ビットが磨耗している。 | エクステンションまたはソケット/ビットを確認する。 | |
エア供給の圧の変動。 | (各ツールに)空気圧レギュレータを使用してエア供給を均一にする。 | |
パルスユニット内のオイルレベルが正しくない。 | オイルレベルを調整するか、オイルを充填する。 | |
トルク設定スクリューの摩擦が低すぎる。 | 新しいネジに交換する。 | |
シャットオフメカニズムの部品が磨耗している。 | 磨耗している部品を点検して交換する。 | |
シャットオフメカニズムのストップピンが正しく調整されていない。 | ゲージで確認する。 | |
AutoTrimの作動不良。 | AutoTrim機能を確認する。 | |
継ぎ手が柔らかすぎ、最大トルク設定になっている。 | トルク設定を少し下げるか、より強力な大きいツールを使用する。 | |
回転速度が低すぎる。 | 空圧が十分でない。 | ホースとカプリングの寸法を確認する。エア圧を上げる。 |
トリムバルブ設定が間違っている。 | トリムバルブを調整する。 | |
吸気口またはサイレンサに汚れがある。 | 必要に応じて、エア入口ストレーナとサイレンサフィルタを清掃または交換する。 | |
モータの部品が磨耗している。 | モータの点検とサービスを行う。 | |
トリガバルブが間違っている、または損傷している。 | トリガバルブを点検する。 | |
AutoTrimが正常に動作しない。 | ツールハンドルの止めネジがTrimモードに設定されている。 | 止めネジをAutoTrimモードに設定する。 |
サイレンサフィルタに汚れがある。 | サイレンサフィルタを好感します。 | |
調整または設定が間違っている。 | 「AutoTrimバルブの調整」のセクションを参照。 | |
AutoTrimの部品に汚れがあるか損傷している。 | 磨耗している部品を点検して交換する。 | |
正しくない AutoTrim パーツが使用されている。 | 使用するスペアパーツを点検します。https://servaid.atlascopco.comを参照してください。 |
リサイクル
環境規制
製品がその目的を果たし終えると、適切にリサイクルする必要があります。製品を分解し、地元の法規に基づいて構成部品をリサイクルします。
バッテリーについては、ご自分の国のバッテリー回収機関に処置を委ねること。
リサイクル指示
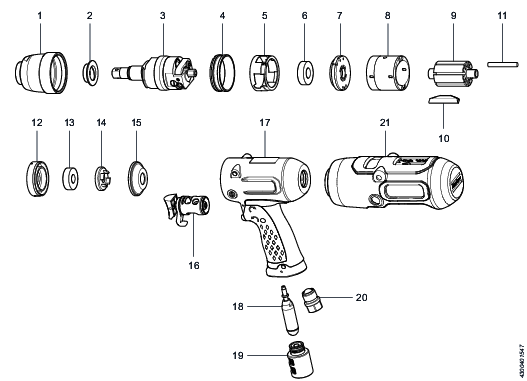
Pos | 部品 | 備考 | リサイクル |
|---|---|---|---|
1 | パルスユニットケーシング | 金属、アルミニウム | |
2 | ブッシング | 金属、アルミニウム青銅 | |
3 | パルスユニット | 金属、スチール | |
4 | スクリュリング | 金属、スチール | |
5 | スリーブ | 金属、スチール | |
6 | ボールベアリング | 金属、スチール | |
7 | エンドプレート | 金属、アルミニウム | |
8 | シリンダ | 金属、アルミニウム | |
9 | ロータ | 金属、スチール | |
10 | ベーン7個 | プラスチック、その他、POM | |
11 | プラグ7個 | プラスチック、その他、POM | |
12 | エンドプレート | 金属、アルミニウム | |
13 | ボールベアリング | 金属、スチール | |
14 | サポートワッシャ | 金属、アルミニウム | |
15 | インレットワッシャ | 金属、アルミニウム | |
16 | トリガ | 金属、スチール | |
17 | モータケーシング | 金属、アルミニウム | |
18 | バルブ | 金属、真鍮 | |
19 | サイレンサ | 金属、スチール | |
20 | アダプタ | 金属、アルミニウム/スチール | |
21 | プロテクトカバー | プラスチック、その他、PUR |