Comprobación de la precisión de la herramienta
Este procedimiento de prueba se realiza para comprobar la precisión de la herramienta. La prueba se realiza en tres niveles de par de torsión diferentes con diez (10) aprietes realizados en cada nivel de par de torsión sumando hasta 30 aprietes en total. El resultado se compara con el transductor de referencia y si la desviación se encuentra dentro de los límites, la herramienta pasa la prueba.
Condiciones de la prueba y configuración
Se deben cumplir las condiciones de prueba siguientes:
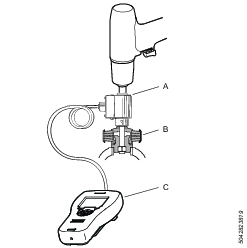
● Use un IRTT como transductor de referencia.
● Use una junta de prueba con un tornillo real que ofrezca una fuerza de agarre incrementada cuando se apriete, es decir, no utilice un freno o similar. La junta debe ser blanda (~100o, el número total de impulsos debe ser >20 durante el apriete).
● No utilice ninguna extensión, solo en IRTT y el enchufe.
● La frecuencia del filtro STa6000 debe establecerse en 850Hz.
● El factor de ajuste del par de torsión de herramienta se debe establecer en el 100%.
● Se probará la herramienta en 3 niveles de par de torsión diferentes, con 10 ciclos por nivel, consulte tabla Ajustes de herramienta por secuencia de apriete.
Ajustes del POWER FOCUS 6000
Etapa | Parámetro | Ajuste |
|---|---|---|
1. Fase de arranque | Arranque suave | OFF |
Detección de reapriete | OFF | |
2. Fase de aproximación | Velocidad de aproximación | Consulte tabla1 |
Límites de tiempo de aproximación | OFF | |
Límites impulsos aproximación | OFF | |
Aproximación finalizada | 5 Nm | |
3. Etapa de apriete | Par objetivo | Consulte tabla1 |
Energía de impulso | Consulte tabla1 | |
Factor de correlación de par residual | 1 | |
Tiempo de detección prematura de pérdida de par | 200 ms | |
| Límites de par | Auto |
Límites de ángulo | OFF | |
Límites de tiempo | OFF | |
Límites de impulsos | OFF |
1 Tabla: Ajustes de herramienta por secuencia de apriete
Ajustes de herramienta por secuencia de apriete
Modelo de herramienta | Secuencia | Número de aprietes | Aproximación (rpm) | Energía de impulso (%) | Par objetivo (Nm) |
|---|---|---|---|---|---|
ETP TBP/TBP-S 6 | 1 | 10 | 1500 | 50 | 12 |
2 | 10 | 2000 | 80 | 22 | |
3 | 10 | 3000 | 100 | 32 | |
ETP TBP/TBP-S 8 | 1 | 10 | 1500 | 40 | 20 |
2 | 10 | 2000 | 75 | 37 | |
3 | 10 | 3000 | 100 | 55 | |
ETP TBP/TBP-S 9 | 1 | 10 | 1500 | 50 | 35 |
2 | 10 | 2000 | 85 | 55 | |
3 | 10 | 3000 | 100 | 70 | |
ETP TBP/TBP-S 13 | 1 | 10 | 1600 | 60 | 50 |
2 | 10 | 1900 | 80 | 100 | |
3 | 10 | 2200 | 100 | 150 |
Cálculos
Utilice los resultados de los aprietes, valores de TBP y STa6000, para realizar los cálculos y evaluaciones siguientes:
1. Calcular el valor promedio
● Calcule el valor promedio de par de torsión (media TBP) para todos los resultados mostrados en el POWER FOCUS 6000
● Calcule el valor promedio de par de torsión (media STa6000) para todos los resultados registrados por el STa6000
2. Calcule la desviación en la medición de par de torsión entre la herramienta TBP y STa6000:
Desviación de factor de medición de par, media = 100x [TBPmean-STa6000 media ]÷STa6000
El resultado para pasar la prueba es ± 2.0%
3. Normalice el resultado del TBP para obtener el mismo valor promedio que para el STa6000:
TBP normalizado, media (1…30) = TBP value (1…30) x STa6000 media÷TBP
4. Calcule la desviación entre STa6000 y POWER FOCUS 6000 para cada apriete:
Desviación (1...30) = TBP normalizado, valor(1...30) - STa6000 value (1...30)
5. Calcula desviación estándar (Sigma) para las 30 desviaciones calculadas:
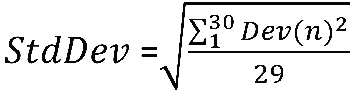
6. Compruebe la precisión de medición del par de torsión en relación con el par de torsión máximo de herramienta (ToolMax), especificado por modelo de herramienta, p. ej.,55 Nm para TBP8.
Precisión de medición de par = 100 x 3 x StdDev)÷ToolMax
El resultado para pasar la prueba es: máximo 4.0%









































