Einleitung
In diesem Abschnitt finden Sie grundlegende Informationen zum Produkt sowie die in den Themen angewandten Formatierungskonventionen.
Datenschutz-Grundverordnung (DSGVO)
Dieses Produkt bietet die Möglichkeit, personenbezogene Informationen wie den Systembenutzernamen, die Rolle und die IP-Adresse zu verarbeiten. Der Zweck dieser Verarbeitungsfähigkeit könnte darin bestehen, die Qualitätskontrolle durch Rückverfolgbarkeit und geeignetes Zugriffsmanagement zu verbessern.
Wenn Sie sich dazu entschließen, personenbezogene Daten zu verarbeiten, müssen Sie die einschlägigen Datenschutzbestimmungen kennen und einhalten, einschließlich der DSGVO sowie anderer in der EU anwendbarer Gesetze, Richtlinien und Vorschriften. Atlas Copo kann in keiner Weise für die Verwendung des Produkts durch Sie haftbar gemacht werden.
Verpflichtungen und Warnungen
Haftung
Viele Ereignisse in der Arbeitsumgebung können sich auf die Verschraubung auswirken und bedürfen einer Validierung der Ergebnisse. In Übereinstimmung mit den geltenden Standards und/oder Vorschriften sind das installierte Drehmoment und die Drehrichtung nach einem Ereignis zu überprüfen, das sich auf die Verschraubung auswirken kann. Zu solchen Ereignissen zählen unter anderem:
Erstinstallation des Werkzeugsystems
Änderung von Chargen, Bolzen, Schrauben, Werkzeugen, Software, Konfiguration oder Umgebung
Änderung von Druckluft- oder Elektroanschlüssen
Änderung von Linienergonomie, Prozessen, Qualitätsverfahren und -praktiken
Bedienerwechsel
Andere Änderungen, die sich auf das Ergebnis der Verschraubung auswirken
Die Prüfung muss:
Sicherstellen, dass die gemeinsamen Bedingungen sich nicht aufgrund von Ereignissen geändert haben.
Nach der Erstinstallation, Wartung oder Reparatur der Anlage erfolgen.
Mindestens einmal pro Schicht oder in einem anderen geeigneten Intervall erfolgen.
Warnungen
Über das Benutzerhandbuch
Dieses Benutzerhandbuch beschreibt die Einrichtung eines IxB-Werkzeugs mittels der IxB-Software.
Revisionsverlauf
Dokumentrevision | IXB-Softwareversion | Änderungen |
|---|---|---|
1,0 | 3,3 | Erste Ausgabe |
Zielgruppen
Dieses Benutzerhandbuch ist für jede Person bestimmt, welche ein IxB-Werkzeug mittels der IxB-Software konfiguriert oder betreibt.
Voraussetzungen
Personen, die mehr über die IxB-Software erfahren möchten, können von diesem Benutzerhandbuch profitieren.
Um ein vollständiges Verständnis sämtlicher in diesem Benutzerhandbuch behandelten technischen Aspekte sicherzustellen, wird Folgendes empfohlen:
Kenntnisse über Verschraubungsverfahren
Erfahrung in der Tätigkeit mit dem Power Focus 6000
Weitere Informationen zum Power Focus 6000 finden Sie im Power Focus 6000-Benutzerhandbuch.
Konventionen
Zur Verbesserung des Benutzerverständnisses werden in diesem Dokument bestimmte Formatierungen verwendet. Die verwendeten Formatierungen sind nachfolgend aufgeführt.
Element | Schreibweise | Beschreibung | Ausgabe |
|---|---|---|---|
Allgemeine Hervorhebung | Im Arbeitsbereich Programm. | Zur Hervorhebung oder Markierung von bestimmten Textelementen | Text in Fettschrift |
Elemente der grafischen Benutzeroberfläche (GUI) | Wählen Sie die Schaltfläche Funktion aus. | Alle Verweise zu Elementen auf dem GUI-Bildschirm (z.B. Befehlsschaltflächen, Symbolnamen und Feldnamen). | Text in Fettschrift |
Grafische Benutzeroberfläche (GUI) Pfad > | Im Allgemeinen oben auf der GUI. | Navigationshilfe, mit der Sie den Überblick über Ihre Position innerhalb der GUI behalten können. | Zum Beispiel: Steuerung > Programm > Bearbeiten |
Benutzereingabe | Geben Sie eine Beschreibung für das Programm ein. | Beliebige Texteingabe durch den Benutzer. | Text in Fettschrift |
Dateinamen | Geben Sie einen Dateinamen für den Export ein. | Dateien, die entweder aus dem System exportiert oder in das System importiert werden. | Text in Fettschrift Kursiv |
Namen von Variablen und Parametern | Geben Sie einen Namen für den Export ein. | Namen von Variablen und Parametern (keine Werte). | Text in Kursivschrift |
Werte von Variablen und Parametern | Geben Sie einen WERT für den Export ein. | Werte von Variablen und Parametern. | Text in GROSSBUCHSTABEN |
Systemausgabe | Client.Domain.Models.ExportImportConfiguration | Jede Textausgabe durch das System. | Text in Monospace |
Externe Links | Links zu externen Seiten, die mit dem Dokument oder dem Themeninhalt verbundene Informationen enthalten. Dies können sein:
| Auswählbarer Text in externen Seiten | |
Interne Dokumentenverknüpfungen |
Diese Links werden, wenn sie verfügbar sind, unter dem Text angezeigt. | Auswählbarer Text in internen Inhalten |
Systemüberblick
Ein Fertigungssystem kann aus den Funktionsblöcken in der folgenden Abbildung bestehen:
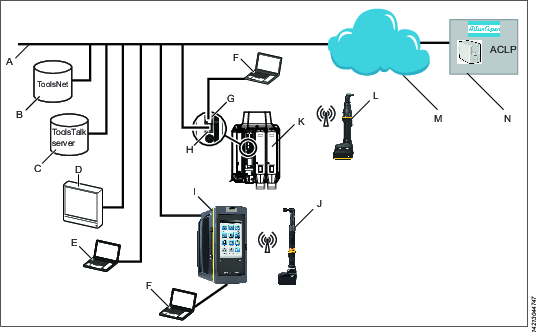
A | Fabriknetz. | H | Controller-Fabrikanschluss: mit dem Fabriknetz verbunden. |
B | ToolsNet Server: zum Speichern von Schraubresultaten und zur statistischen Analyse. | I | Power Focus 6000-Steuerung: in Kombination mit Handwerkzeugen verwendet. |
C | ToolsTalk 2-Server: zum Konfigurieren und Einstellen von Parametern für Steuerungen und IXB-Werkzeuge. | J | Batteriebetriebenes Handwerkzeug: arbeitet mit einer drahtlosen Verbindung zur Steuerung. |
D | Industrie-PC (IPC): kann als Client-Endgerät für die ToolsTalk 2- und ToolsNet-Server genutzt werden. | K | PF6 Flex Controller: in Kombination mit Anbauwerkzeugen verwendet. |
E | Tragbarer Computer mit Verbindung zum Fabriknetz: kann als Client-Endgerät für die ToolsTalk 2- und ToolsNet-Server genutzt werden. | L | Batteriebetriebenes IXB-Handwerkzeug: arbeitet mit einer drahtlosen Verbindung zum Fabriknetz. |
F | Wartungscomputer: kann mit dem Wartungsanschluss einer Steuerung oder eines IXB-Werkzeugs verbunden werden. | M | Die Internet-Cloud. |
G | Controller-Wartungsanschluss: kann zum Verbinden mit einem Wartungscomputer verwendet werden. | N | Atlas Copco Licensing Portal (ACLP): befindet sich im Hause von Atlas Copco und stellt im FMS (Functional Management System) Unterstützung für lizenzierte Funktionen zur Verfügung. |
Die Benutzeroberfläche
Startmenü
Das Startmenü enthält die folgenden Elemente:
Menüpunkt | Beschreibung |
|---|---|
 | Verschraubung Das Menü Verschraubung zeigt eine Auflistung aller vorhandenen Verschraubungsprogramme, die auf dem Werkzeug gespeichert sind. Durch Auswahl eines einzelnen Programms werden unterschiedliche Menüs geöffnet, um Parameter für das ausgewählte Verschraubungsprogramm zu konfigurieren und festzulegen. |
 | Gruppensequenz Eine Gruppensequenz besteht aus einem oder mehreren sich wiederholenden Verschraubungsprogrammen in verschiedenen Kombinationen. Gruppensequenzen werden im Menü Gruppensequenz erstellt und konfiguriert. |
 | Quellen Im Menü Quellen sind alle verfügbaren Optionen aufgeführt, um die Auswahl eines Verschraubungsprogramms oder einer Gruppensequenz über einen Digitaleingang von verschiedenen Hardwarekomponenten zu steuern. |
 | Konfigurationen In diesem Menü kann Folgendes konfiguriert werden:
|
 | Integrierte Werkzeugsteuerung Dieses Menü umfasst unter anderem folgende Punkte:
Dieses Menü beinhaltet Funktionen wie Softwareupdates und Export/Import von Konfigurationsparametern. |
 | Berichte Zeigt die aktuellsten Verschraubungsergebnisse, Ereignisse und das NIO-Verhältnis an. |
 | Einstellungen Dieses Menü wird für die Einrichtung spezieller Einstellungen verwendet, wie etwa:
|
 | Lizenzzuordnung Dieses Menü bietet einen Überblick über den aktuellen Lizenzstatus und die Lizenzquellen. |
 | Hilfe Das Menü Hilfe enthält das Benutzerhandbuch für die IxB-Software. |
Symbole
Die folgende Tabelle bietet einen Überblick über die in der Benutzeroberfläche verfügbaren Symbole und Schaltflächen.
Symbol | Bezeichnung | Beschreibung |
|---|---|---|
 | Zurück | Zurück zur vorherigen Ansicht. |
 | Start | Gehen Sie zur Startseite. |
 | Zu Ergebnissen wechseln | Gehen Sie zur Ansicht „Live-Ergebnisse“. |
 | Schloss | Öffnet ein Dialogfeld für den PIN-Code. |
 | Ereignisse | Zeigt die letzten Verschraubungsereignisse an. Definieren Sie in der Ereigniskonfiguration im Menü Einstellungen, welche Events angezeigt werden sollen. |
 | Bestätigen | Gleicht die Verschraubungsparameter mit den Werkzeugwerten ab. |
 | Hinzufügen | Fügt ein Element hinzu. |
 | Löschen | Löscht ein Element. |
 | Protokollstatus | Zeigt das Popup-Fenster Status Protokoll an, welches Open Protocol-Informationen enthält. |
 | Hinweis | Symbol, das darauf hinweist, dass ein Parameter nicht korrekt konfiguriert wurde. |
Installation und Upgrade
In diesem Abschnitt finden Sie Informationen zur Unterstützung der Erstinstallation des Produkts sowie zu Versionsaktualisierungen.
Installationsbeschränkungen
Kompatibilitätsmatrix
IXB-Software | ToolsTalk | ToolsNet |
|---|---|---|
3,3 | 2,14 | 8,14 |
Webbrowser-Anforderungen
Die folgenden Webbrowser werden für die Benutzeroberfläche der IxB-Software empfohlen:
Firefox
Google Chrome
Microsoft Edge
Lizenzen
Funktionslizenzen werden durch das Funktions-Managementsystem (FMS) verwaltet. Dies ermöglicht es den Kunden, mittels eines dynamischen Lizenzierungssystems Werkzeugfunktionen auf ihre spezifischen Bedürfnisse zuzuschneiden.
Lizenzen können entweder für einzelne Funktionen oder für eine Gruppe von Funktionen erworben werden und können auf mehreren virtuellen Stationen verwendet werden. Werden Sie nicht länger benötigt, können die Lizenzen in den Pool zurückgegeben werden.
Lizenzen können vom Atlas Copco Lizenz-Portal (ACLP) heruntergeladen und durch ToolsTalk verwaltet/verteilt oder auf einem USB-Laufwerk, das mit dem Werkzeug verbunden wird, gespeichert werden.
Beachten Sie, dass das Erstellen und Managen von Kundenkonten im ACLP in dieser Dokumentation nicht behandelt wird. Weitere Auskünfte erhalten Sie von Ihrem örtlichen Atlas Copco-Vertreter.
Es gibt drei Lizenzarten:
Virtueller Stationstyp
Eine festgelegte Auswahl an Funktionen, die in einem einzigen Paket gebündelt sind. Die Lizenz des Virtuellen Stationstyps legt u. a. fest, welche Werkzeuge betrieben werden können, wie viele Programme und Sequenzen verwendet werden können, welche Verschraubungsstrategien zur Verfügung stehen und welche Berichtstypen erstellt werden können. Die in jedem virtuellen Stationstyp enthaltenen Funktionen sind Funktionen, die oftmals gemeinsam genutzt werden oder bei denen innere Abhängigkeiten bestehen, die das Vorhandensein anderer Funktionen in dem Paket erfordern. Virtuelle Stationstypen werden einer virtuellen Station in ihrer Gesamtheit zugewiesen. Die virtuelle Station kann dann alle in dem virtuellen Stationstypen enthaltenen Funktionen nutzen. Um Verschraubungen ausführen zu können, muss eine virtuelle Station einem virtuellen Stationstypen zugewiesen werden. In Abhängigkeit vom Lizenztyp, werden mehrere Verschraubungsoptionen aktiviert oder gesperrt.
Virtuelle Stationsfunktion
Einzelne Funktionen können in Form von Einzellizenzen erworben werden, um die Lizenzen des virtuellen Stationstyps zu ergänzen.
Controllerfunktion
Dies sind Funktionen wie Soft-SPS und Step Sync, die einem Controller zugewiesen werden und die nach erfolgter Zuweisung von allen virtuellen Stationen auf diesem Controller verwendet werden können.
Lizenzquellen
Lizenzen, die auf einem Werkzeug verwendet werden, können aus mehreren verschiedenen Quellen bezogen werden. Die Anzahl der simultan verfügbaren Quellen ist auf 10 begrenzt (entweder 10 FMS Portable Quellen oder ein Lizenz-Server (TT2) neben neun FMS Portable Quellen). Wenn eine Lizenz aus einer Quelle hinzugefügt werden soll, nachdem die Quellengrenze (10) erreicht ist, müssen alle Lizenzen aus einer Quelle aus dem Controller entfernt werden, um Platz für Lizenzen aus der anderen Quelle zu schaffen.
Die Registerkarte Quellenübersicht (Lizenzzuordnung > Quellenübersicht) gibt einen Überblick über die auf dem Werkzeug installierten Lizenzen und deren Herkunft. Hier können maximal 10 verschiedene Quellen angezeigt werden, die jeweils mit FMS P (für FMS Portable oder Dongle) oder Lizenz-Server (TT2) bezeichnet werden.
Bei Auswahl einer Lizenzquelle werden detaillierte Informationen zur Lizenzquelle angezeigt. Es werden der Name und Typ der Quelle sowie die Anzahl und der Typ der Lizenzen in jeder Kategorie (Virtueller Stationstype, virtuelle Stationsfunktion und Controllerfunktion) aufgeführt.
Die Konfiguration von Funktionen, die Lizenzen unterliegen, kann auch ohne installierte Lizenz erfolgen, zum Beispiel die Konfiguration von Verschraubungsprogrammen. Die Zuweisung dieser Funktionen zu einem Werkzeug oder einer virtuellen Station ist ebenso möglich. Die Ausführung einer Funktion ohne gültige Lizenz erfordert jedoch die Installation der entsprechenden Lizenz.
Die Durchsetzung der Lizenz erfolgt in zwei Phasen: Zuweisung und Laufzeit (Startknopf gedrückt). Wird eine Funktion, für die keine Lizenz installiert ist, einer virtuellen Station zugewiesen, erscheint ein rotes Ausrufezeichen im Werkzeug- oder Aufgabenbereich der Benutzeroberfläche (je nachdem, was fehlt). Wird eine Funktion gestartet, für die keine Lizenz installiert ist, wird ein Ereignis angezeigt, welches darauf hinweist, welche Lizenz fehlt. Es ist nicht möglich, ohne Installation der korrekten Lizenz fortzufahren. Das Ausführen einer unlizenzierten Funktion wird in den meisten Fällen zum Blockieren des Werkzeugs führen.
Installation von Lizenzen auf dem Werkzeug
Beachten Sie, dass die Lizenzquellen auf einen (1) Lizenz-Server (TT2) und neun FMS Portables (USB-Dongles) gleichzeitig beschränkt sind. Lizenzen werden entweder über den Server (ToolsTalk2) oder über FMS Portable installiert. Wenn das Limit der Lizenzquellen erreicht ist, müssen alle Lizenzen einer Quelle aus dem Werkzeug entfernt werden, damit Lizenzen aus einer anderen Quelle hinzugefügt werden können.
Bestehende Lizenzen werden alle zwei Stunden mit dem Lizenzserver abgeglichen. Wenn innerhalb eines Zeitraums von 14 Tagen keine Antwort vom Lizenzserver eingeht, werden die betroffenen Lizenzen widerrufen. Der Benutzer wird auch benachrichtigt, wenn die Lizenzen bald ablaufen. Wenn eine Lizenz innerhalb der nächsten 7 Tagen abläuft, wird dem Benutzer alle zwei Stunden eine Warnung angezeigt. Wenn Lizenzen nicht verlängert werden, laufen sie ab und die betroffenen Funktionen stehen nicht länger zur Verfügung.
Installation von Lizenzen vom Server
Server-basierte Lizenzen werden über ToolsTalk2 verteilt. Anweisungen zur Installation von Server-Lizenzen finden Sie im ToolsTalk2-Benutzerhandbuch.
Um die Lizenz-Installation mittels ToolsTalk2 zu ermöglichen, müssen auf dem Werkzeug die korrekten Lizenz-Server-Einstellungen konfiguriert werden.
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Serververbindungen aus.
Setzen Sie im Feld Atlas Copco Lizenzmanager den Schalter auf Ein.
Tragen Sie den korrekten Server-Port und die IP-Adresse des Serverhosts ein (normalerweise dieselbe IP-Adresse wie für ToolsTalk2).
Bestätigen wählen.
Installation von Lizenzen vom FBS Portable (USB-Dongle)
Das Funktions-Managementsystem (FMS) verwendet ein spezielles FMS Portable-Gerät, um die gewünschte Funktionalität an ein bzw. von einem Werkzeug zu übertragen. Der USB-Speicherstick enthält einen Universal-Speicherbereich sowie einen gesicherten Speicherbereich, der nur über den Lizenzmanager eines Werkzeugs zugänglich ist. Die erworbenen Funktionsmodule werden von Atlas Copco in den Universal-Speicherbereich heruntergeladen. Wenn ein FMS Portable zum ersten Mal mit einem Werkzeug mit Lizenzmanager verbunden wird, wird die Datei erkannt und dekodiert, und die Funktionsmodule werden in den gesicherten Speicherbereich übertragen, der nur über den Lizenzmanager zugänglich ist.
Verbinden Sie den USB-Dongle mittels eines USB-Adapterkabels mit dem Werkzeug.

Stellen Sie vor der Lizenzinstallation sicher, dass für das Werkzeug eine kabellose Verbindung mit dem Fabriknetz eingerichtet wurde.
Das Fenster USB-Lizenzverwaltung erscheint. Die Spalte Pool zeigt die Gesamtanzahl der auf dem Werkzeug installierten Lizenzen aus allen Quellen an. Die Spalte Verfügbar auf FMS P zeigt die auf diesem Dongle verfügbaren Lizenzen an, während die Spalte Von diesem FMS P die Anzahl der Lizenzen anzeigt, die von diesem speziellen FMS P auf dieses Werkzeug übertragen wurden.
Wählen Sie den nach links zeigenden Pfeil neben der Lizenz aus, die Sie auf dem Werkzeug installieren möchten.
Die Anzahl in der Spalte Verfügbar auf FMS P nimmt um 1 ab während die Anzahl in der Spalte Von diesem FMS P um 1 steigt.
Entfernen von Lizenzen vom Werkzeug
Entfernen von auf dem Server installierten Lizenzen
Hinweise zum Entfernen von auf dem Server installierten Lizenzen können Sie dem ToolsTalk2-Benutzerhandbuch entnehmen.
Entfernen von per FMS Portable installierten Lizenzen
Verbinden Sie den USB-Dongle mittels eines USB-Adapterkabels mit dem Werkzeug.
Stellen Sie vor dem Entfernen der Lizenz sicher, dass für das Werkzeug eine kabellose Verbindung mit dem Fabriknetz eingerichtet wurde.
Falls das Fenster des USB-Lizenzmanagers nicht angezeigt wird, öffnen Sie Lizenzzuordnung im Startmenü.
Wählen Sie USB-Symbol oben rechts im Fenster. Das Dialogfeld USB-Lizenzmanager erscheint.
Wählen Sie den nach rechts zeigenden Pfeil neben der Lizenz aus, die vom Werkzeug entfernt werden soll.
Lizenzen, die der virtuellen Station zugeordnet sind, können vom Werkzeug entfernt werden. Die virtuelle Station kann anschließend jedoch nicht verwendet werden.
Upgrade
Softwareversionen
Es können zwei Softwareversionen gleichzeitig auf dem Werkzeug installiert werden. Die Installation einer zweiten Softwareversion kann bei der Ausführung von Upgrades an mehreren Werkzeugen nützlich sein. Wenn die Produktion bereit für den Wechsel zur aktualisierten Software ist, erfolgt die Aktivierung der neuen Softwareversion über die Benutzeroberfläche der IXB-Software oder über ToolsTalk 2.
Bei einer Änderung der Softwareversion werden die Werkzeugkonfigurationen sowie die Verschraubungsprogramme nicht übertragen.
Software-Aktivierung
Das Werkzeug kann zwei installierte Softwareversionen speichern. Über die Funktion Software-Aktivierung ist es möglich, die zu verwendende Softwareversion auszuwählen.
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Software im linken Fenster aus.
Wählen Sie Aktuell oder Gespeichert im Fenster Software-Aktivierung aus.
Das Werkzeug wird automatisch neu gestartet, damit die Aktivierung wirksam wird.
Aktualisierung der Softwareversion
Wechseln Sie zum Menü Integrierte Werkzeugsteuerung und wählen Sie Software im linken Fenster aus.
Wechseln Sie zum Feld Softwareupdate und wählen Sie DURCHSUCHEN aus.
Suchen Sie nach der zip-Datei mit der entsprechenden Software und wählen Sie diese aus. Folgenden Sie den Anweisungen, um die Installation abzuschließen.
Konfiguration
In diesem Abschnitt finden Sie ausführliche Informationen zum Erstellen, Ändern und Überprüfen von Produkteinstellungen.
- Konfigurationsoptionen
- Erste Schritte
- Arbeiten mit der Registerkarte Verschraubung
- Arbeiten mit der Registerkarte Stapelprogrammsequenz
- Arbeiten mit der Registerkarte Quellen
- Arbeiten mit der Registerkarte Konfigurationen
- Arbeiten mit der Registerkarte Integrierte Werkzeugsteuerung
- Arbeiten mit der Registerkarte Einstellungen
Konfigurationsoptionen
Die Konfiguration und Einrichtung des Werkzeugs kann auf folgende Weise erfolgen:
IxB-Software: Das Werkzeug kann über ein USB-Kabel direkt mit dem PC verbunden werden. Wenn das Werkzeug mit dem Drahtlosnetzwerk verbunden und seine IP-Adresse bekannt ist, kann von einem Computer überall im Netzwerk darauf zugegriffen werden.
ToolsTalk 2: Wenn das Werkzeug mit einem ToolsTalk 2-Server verbunden ist, kann ein ToolsTalk 2-Client (PC) über ToolsTalk 2 auf alle verbundenen Werkzeuge zugreifen. Es kann auf IxB-Werkzeuge sowie Power Focus 6000-Steuerungen und Flex-Steuerungen zugegriffen werden.
ToolsTalk 2 im Stations-Setup-Modus: Stellt auf einem PC ohne Serverinstallation eine ToolsTalk 2-Oberfläche zur Verfügung. Der PC ist mit dem Controller-Wartungsanschluss verbunden und ermöglicht den Zugriff auf jeweils nur einen Controller.
Steuerung: Diese gilt für Power Focus 6000-Steuerungen, die mit einem Touchscreen-Display ausgestattet sind. Ein Controller lässt sich unabhängig davon konfigurieren, ob er mit dem Netzwerk verbunden ist oder nicht.
Dieses Benutzerhandbuch beschreibt die IxB-Software. Informationen zu ToolsTalk 2 und dem Power Focus 6000 finden Sie im ToolsTalk 2-Benutzerhandbuch sowie dem Power Focus 6000-Benutzerhandbuch.
Erste Schritte
Um einen besseren Überblick über das System zu bieten, enthält dieser Abschnitt eine Schnellanleitung zu den ersten grundlegenden Schritten für die Arbeit mit dem Tensor IxB-Werkzeug und der IxB-Software. Der Abschnitt erklärt nicht jede einzelne Funktion des Systems, sondern konzentriert sich lediglich auf die wichtigsten.
Verbinden Sie das Werkzeug mit einem PC und öffnen Sie die Benutzeroberfläche. Richten Sie eine Drahtlosverbindung zwischen dem Werkzeug und dem Netzwerk ein.
Legen Sie ein Verschraubungsprogramm fest, das alle relevanten Parameter einer Verschraubung enthält, wie beispielsweise Sollwinkel und Solldrehmoment.
Erstellen Sie eine Gruppensequenz, falls gewünscht. Einer Gruppensequenz können eines oder mehrere Verschraubungsprogramme hinzugefügt werden. Die Sequenz wird als eine Reihe von Verschraubungsprogrammen ausgeführt. Eine Gruppensequenz kann zum Beispiel eine bestimmte Anzahl von Verschraubungen eines Verschraubungsprogramms oder eine Folge verschiedener Verschraubungsprogramme sein.
Weisen Sie der virtuellen Station des Werkzeugs eine Aufgabe zu. Bei der Aufgabe kann es sich entweder um ein Verschraubungsprogramm, eine Gruppensequenz oder um einen spezifizierten Digitaleingang (beispielsweise eines Barcode-Lesegeräts) handeln.
Zugriff auf die IxB-Software-Benutzeroberfläche
Nehmen Sie die Abdeckung am USB-Anschluss des Werkzeugs ab.
Schließen Sie das Werkzeug an den USB-Anschluss des PCs an.
Öffnen Sie einen Webbrowser und geben Sie die Adresse der Benutzeroberfläche der IxB-Software ein: 169.254.1.1.
Um drahtlos auf die Benutzeroberfläche zuzugreifen, lesen Sie die Anweisungen im Abschnitt Einen drahtlosen Client konfigurieren.
Erstellen eines Verschraubungsprogramms
Wechseln Sie im Hauptmenü zu Verschraubung.
Wählen Sie das Plus-Symbol aus.
Wählen Sie im Fenster Betriebsmodus auswählen Verschraubung aus.
Öffnen Sie das Fenster Eigenschaften und geben Sie einen gültigen Oberen Drehmomentgrenzwert für das jeweilige Werkzeug ein. Drücken Sie die Eingabe-Taste. Schließen Sie das Fenster Eigenschaften.
Öffnen Sie das Fenster Schritte auf der rechten Seite und ziehen Sie die Schritte per Drag&Drop in dieses, um ein Verschraubungsprogramm zu erstellen.
Legen Sie die Überwachungen und Einschränkungen für jeden Schritt wie gewünscht fest und drücken Sie die Eingabe-Taste.
Für das Verschraubungsprogramm muss ein Löseprogramm konfiguriert werden.
Wechseln Sie im Hauptmenü zu Verschraubung.
Wählen Sie das Plus-Symbol aus.
Wählen Sie im Fenster Betriebsmodus auswählen Lösen aus.
Öffnen Sie das Fenster Eigenschaften und geben Sie einen gültigen Oberen Drehmomentgrenzwert für das jeweilige Werkzeug ein. Drücken Sie die Eingabe-Taste. Schließen Sie das Fenster Eigenschaften.
Öffnen Sie das Fenster Schritte auf der rechten Seite und ziehen Sie die Schritte per Drag&Drop in dieses, um ein Löseprogramm zu erstellen.
Legen Sie die Überwachungen und Einschränkungen für jeden Schritt wie gewünscht fest und drücken Sie die Eingabe-Taste.
Wechseln Sie im Hauptmenü zu Verschraubung und wählen Sie ein Verschraubungsprogramm aus der Liste aus.
Erweitern Sie die Eigenschaften durch Auswahl des Pfeils.
Wählen Sie unter Allgemeine Einstellungen Löseprogramm und wählen Sie ein Löseprogramm aus der Liste aus. Drücken Sie die Eingabe-Taste.
Zuweisen einer Aufgabe zu einer virtuellen Station
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung.
Wählen Sie unter Virtuelle Station > Aufgabe Aufgabe wählen aus.
Wählen Sie ein Verschraubungsprogramm aus der Liste aus.
Arbeiten mit der Registerkarte Verschraubung
Dieser Abschnitt beschreibt die mehrstufige Verschraubungsstrategie sowie die Erstellung eines Verschraubungsprogramms.
Einige Funktionen erfordern Lizenzen, die durch das Funktions-Managementsystem (FMS) verteilt werden. Obwohl die Konfiguration von Funktionen ohne spezielle Lizenzen möglich ist, ist für die Zuweisung und Nutzung dieser Funktionen die Installation der korrekten Lizenz auf dem Werkzeug erforderlich.
Mehrstufige Verschraubungsstrategie
Bei der Multistep-Verschraubung handelt es sich um eine in mehreren Stufen ausgeführte Verschraubung. Die Anzahl der Stufen und der Typ der Stufen variieren je nach auszuführender Verschraubung. Ein mehrstufiges Verschraubungsprogramm ist hochgradig konfigurierbar, einschließlich Überwachungsfunktionen und Einschränkungen. Insgesamt können einem mehrstufigen Programm bis zu zehn Programmschritte hinzugefügt werden.
Einschränkungen stellen sicher, dass die Verschraubung stoppt, wenn etwas Unerwartetes eintritt. Diese Einschränkungen könnten beispielsweise prüfen, dass kein eingestelltes maximales Drehmoment erreicht wird oder dass kein Teil der mehrstufigen Verschraubung zu lange dauert. Für jede Stufe können jeweils bis zu vier Einschränkungen gelten. Jede Stufe enthält obligatorische und fakultative Einschränkungen. Die obligatorischen Einschränkungen sind verfügbar, wenn eine neue Stufe in das mehrstufige Programm gezogen wird.
Überwachungen dienen der Verifizierung, dass die Verschraubung gemäß der Spezifikation erfolgt ist. Dies können z. B. Winkelgrenzwerte oder Drehmomentgrenzwerte sein. Für jede Stufe können jeweils bis zu acht Überwachungen gelten. Jede Stufe enthält obligatorische und fakultative Stufenüberwachungen. Die obligatorischen Überwachungen sind verfügbar, wenn eine neue Stufe in das mehrstufige Programm gezogen wird.
Benutzeroberfläche für mehrstufige Konfiguration
Die Benutzeroberfläche für die Konfiguration eines mehrstufigen Programms lässt sich in drei Hauptbereiche unterteilen:
Oben befindet sich ein Dropdown-Menü, welches die Eigenschaften des mehrstufigen Verschraubungsprogramms enthält. Hier können allgemeine Eigenschaften wie der Programmname, allgemeine Programmüberwachung und Validierung festgelegt werden.
Rechts befinden sich drei Registerkarten, welche die Schritte, Überwachungen und Einschränkungen enthalten, welche zur Erstellung eines mehrstufigen Programms verwendet werden können. Um eines der Elemente zu verwenden, wählen Sie die jeweilige Registerkarte aus und ziehen Sie das Element aus der Liste in den Verschraubungsbereich. Legen Sie das Element – je nach seiner Funktion – zwischen dem Start und dem Ende eines Programms (für Stufen) oder über einer Stufe (für Überwachungen und Einschränkungen) ab.
Den Hauptbereich der Benutzeroberfläche nimmt der Verschraubungsbereich ein. Dies ist der Bereich, der alle Stufen des Verschraubungsprogramms beinhaltet.
Stufenparameter
Die folgenden Stufenparameter sind bei vielen Stufentypen gleich. Die Parameter werden im Fenster Stufeneigenschaften festgelegt, dass bei der Auswahl einer Stufe im Verschraubungsprogramm erscheint.
Parameter | Beschreibung |
|---|---|
Bezeichnung | Name der Stufe. |
Drehrichtung | Jede Verschraubungsstufe kann entweder vorwärts (zum Verschrauben) oder rückwärts (zum Lösen der Schraube) ausgeführt werden. Die Pfeile geben die Richtung an. Viele Verschraubungsstufen sind fest auf eine Vorwärtsrichtung eingestellt, z. B. Verschrauben bis Winkel oder Verschrauben bis Drehmoment. Für Stufen wie Lösen bis Winkel oder Lösen bis Drehmoment ist die Richtung automatisch auf rückwärts eingestellt. |
Schrittkategorie | Für jede Stufe kann eine Stufenkategorie ausgewählt werden. Durch die Auswahl einer Stufenkategorie werden die NIO-Verschraubungen in der Ergebnisansicht des Ereignisses mit dem jeweiligen Detailstatus und den entsprechenden Informationen zum Mehrstufenfehler aufgeführt. Erfolgt keine Auswahl wird der Detailstatus auf „Nicht kategorisierter Mehrstufenfehler“ eingestellt. Der zugehörige Detailstatus kann angepasst werden. |
Winkelfenster | Eine Verbindung wird als hart angesehen, wenn die Schraube bis zu ihrem vollständigen Drehmoment angezogen wird und sich um 30° (oder weniger) dreht, nachdem sie bis zu ihrem Fügepunkt angezogen wurde. Eine weiche Verbindung dreht 720° oder mehr, nachdem die Schraube bis zu Ihrem Fügepunkt angezogen wurde. Der Härteparameter definiert das Winkelfenster für die Gradientenberechnung. Je härter die Verbindung ist, desto kleiner ist das Winkelfenster. |
Drehzahlrampe / Beschleunigung (nur bei Tools Talk 2 verfügbar) | Bei den meisten Stufen kann angegeben werden, wie die Beschleunigung auf die Solldrehzahl erreicht werden soll. Drei unterschiedliche Einstellungen sind möglich: hart, weich und manuell. Die definierte Beschleunigung wird angewendet, wenn eine Stufe gestartet wird. Unabhängig davon, ob das Werkzeug zu Beginn der Stufe bereits mit einer Drehzahl läuft, wird die Drehzahlrampe genutzt, um auf die Solldrehzahl der Stufe zu beschleunigen. Dies ist selbst dann der Fall, wenn die Drehzahl zu Beginn der Stufe niedriger oder höher als die Zieldrehzahl ist. |
Modus Drehzahlrampe – Hart und Weich |
|
Modus Drehzahlrampe – Manuell |
|
Speed Shifts verwenden | Innerhalb einer Stufe können 1-5 Winkelauslöser oder Drehmomentauslöser, bei denen die Drehzahl umschaltet, festgelegt werden. Innerhalb einer Stufe basieren alle Speed-Shift-Auslöser auf der gleichen Einstellung, d. h. entweder Drehmoment oder Winkel. Diese können innerhalb einer Stufe nicht gemischt werden. Die Drehmomentauslöser und Winkelauslöser müssen kleiner als das Schrittziel sein, abhängig vom Schritt- und Auslösertyp. Der Drehmomentauslöser und die Drehmomentgeschwindigkeit bestätigen auch das maximale Drehmoment und die maximale Drehzahl des Werkzeugs. Ein Warn- oder Fehlerindikator tritt auf, wenn die Einstellungen des Speed Shifts entweder die Maximalwerte des Werkzeugs oder die Maximalwerte der Stufe überschreiten. Die Drehmomentauslöser und Winkelauslöser müssen kleiner als das Schrittziel sein, abhängig vom Schritt- und Auslösertyp. Der Drehmomentauslöser und die Drehmomentgeschwindigkeit bestätigen auch das maximale Drehmoment und die maximale Drehzahl des Werkzeugs. Ein Warn- oder Fehlerindikator tritt auf, wenn die Einstellungen des Speed Shifts entweder die Maximalwerte des Werkzeugs oder die Maximalwerte der Stufe überschreiten. Es ist möglich, die Einstellungen auf das Werkzeug zu übertragen, wenn ein Verschraubungsprogramm eine Warnung aufweist, jedoch nicht, wenn ein Verschraubungsprogramm eine Fehleranzeige (Fehler) hat. |
Bremsentyp | Das Abbremsverhalten eines mehrstufigen Verschraubungsprogramms kann an zwei möglichen Stellen im Programm gesteuert werden: In einem Schritt vor der Umkehr der Verschraubungsrichtung und/oder im letzten Schritt des Verschraubungsprogramms. An anderen Stellen im mehrstufigen Verschraubungsprogramm sind die Abbremsparameter in den allgemeinen Einstellungen des Schritts nicht vorhanden. Das Abbremsen kann entweder auf Ergo-Stopp oder Trägheit eingestellt werden. Trägheit hält das Werkzeug komplett an, während Ergo-Stopp zu einem ergonomischeren Abbremsen des Verschraubvorgangs führt. Trägheit verfügt über keine weiteren Parameter. Ergo-Stopp-Parameter:
|
Überblick über verfügbare Stufen
Die folgenden Stufen stehen für die Erstellung von mehrstufigen Verschraubungsprogrammen zur Verfügung:
W – Warten
In dieser Stufe wartet das Werkzeug für den festgelegten Zeitraum. Das Werkzeug rotiert während des Wartens nicht.
Das Werkzeug wartet für die vorgegebene Zeit. Wenn die Halteposition auf Ein gestellt ist, hält das Werkzeug die Position während der Wartezeit.
SR – Nuss freigeben
Diese Stufe betreibt das Werkzeug mit der Drehzahl n rückwärts, bis der Sollwinkel erreicht ist. Der Sollwinkel wird ab dem Start der Stufe gemessen.
Diese Stufe darf nur als letzte Stufe bei der Verschraubung für ein mehrstufiges Verschraubungsprogramm genutzt werden. Es ist jedoch möglich, nach diesem Schritt einen Sync-Punkt hinzuzufügen.
Parameter | Beschreibung |
|---|---|
Sollwinkel | Der Sollwinkel. Standardeinstellung: 3º, muss > 0 sein |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, öffnet sich das Feld Drehzahlrampe. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, öffnet sich dieses Feld. Standardeinstellung: 500 U/min/s. |
Drehzahl | Standardeinstellung: 60 U/min. |
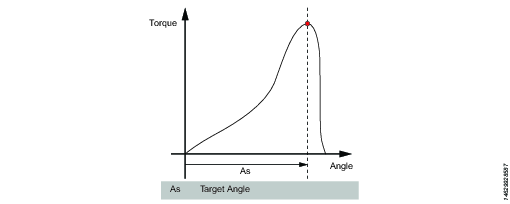
A – Verschrauben bis Winkel / Lösen bis Winkel
A – Verschrauben bis Winkel
Diese Stufe betreibt das Werkzeug, bis der Sollwinkel erreicht ist. Der Sollwinkel wird ab dem Start der Stufe gemessen.
A – Lösen bis Winkel
Diese Stufe betreibt das Werkzeug mit der Drehzahl n rückwärts, bis der Sollwinkel erreicht ist. Der Sollwinkel wird ab dem Start der Stufe gemessen.
Parameter
Parameter | Beschreibung |
|---|---|
Sollwinkel | Der Sollwinkel. Muss > 0 sein. |
Drehzahl | Standardeinstellung: 60 U/min. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, öffnet sich das Feld Drehzahlrampe. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, öffnet sich dieses Feld. Standardeinstellung: 500 U/min/s. |
Bremse (Gilt nur für PF6-Flex- und PF6-Stepsync-Steuerungen). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
TrR – Lösen bis Auslöserfreigabe
Diese Stufe läuft in Rückwärtsrichtung, bis der Startknopf losgelassen wird (lösen). Es kann nur als letzter Schritt in einem Programm verwendet werden.
Parameter | Beschreibung |
|---|---|
Drehzahl | Numerischer Wert für die Rotationsgeschwindigkeit, in rpm. |
Drehzahlrampentyp | Liste der Optionen, aus denen die Rampengeschwindigkeit ausgewählt werden kann [Hart, Weich, Manuell] |
TTTR – Anziehen bis Loslassen des Startknopfs
Diese Stufe läuft, bis der Startknopf losgelassen wird. Sie kann nur als letzter Schritt in einem Verschraubungsprogramm verwendet werden.
Parameter | Beschreibung |
|---|---|
Drehzahl | Numerischer Wert für die Rotationsgeschwindigkeit, in rpm. |
Drehzahlrampentyp | Liste der Optionen, aus denen die Rampengeschwindigkeit ausgewählt werden kann [Hart, Weich, Manuell] |
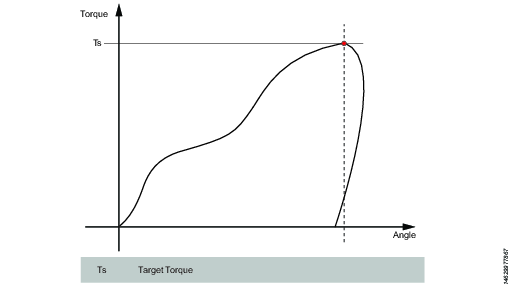
T – Verschrauben bis Drehmoment / Lösen bis Drehmoment
T – Verschrauben bis Drehmoment
Diese Stufe betreibt das Werkzeug mit der programmierten Drehzahl in Vorwärtsrichtung, bis das Solldrehmoment erreicht ist.
Parameter | Beschreibung |
|---|---|
Sollmoment | Drehmomentwert. Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, öffnet sich das Feld Drehzahlrampe. |
Drehzahl | Standardeinstellung: 60 U/min. Muss > 0 sein. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, öffnet sich dieses Feld. Standardeinstellung: 500 U/min/s. |
Bremse (Gilt nur für PF6-Flex- und PF6-Stepsync-Steuerungen). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
T – Lösen bis Drehmoment
In diesem Schritt wird das Werkzeug mit der Geschwindigkeit in Rückwärtsrichtung gefahren. Damit die Stufe aktiv ist, muss das Drehmoment zunächst 110 % des Solldrehmoments überschreiten. Das Solldrehmoment sollte auf einen positiven Wert eingestellt werden. Nach Erreichen des Solldrehmoments läuft die Stufe so lange, bis das Drehmoment unter das Solldrehmoment fällt.
Parameter | Beschreibung |
|---|---|
Sollmoment | Drehmomentwert. Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, öffnet sich das Feld Drehzahlrampe. |
Drehzahl | Standardeinstellung: 60 U/min. Muss > 0 sein. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, öffnet sich dieses Feld. Standardeinstellung: 500 U/min/s. |
Bremse (Gilt nur für PF6-Flex- und PF6-Stepsync-Steuerungen). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
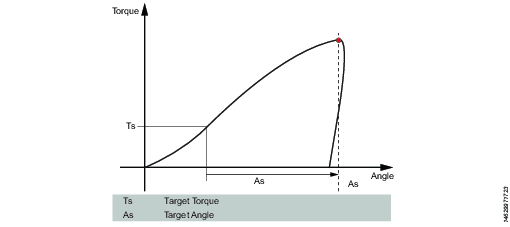
T+A – Verschrauben bis Drehmoment plus Winkel
Diese Stufe betreibt das Werkzeug, bis das Sollmoment erreicht ist. Ab diesem Punkt läuft es weiter, bis ein zusätzlicher Sollwinkel erreicht ist.
Parameter | Beschreibung |
|---|---|
Sollmoment | Drehmomentwert. Muss > 0 sein. |
Sollwinkel | Der Sollwinkel. Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, öffnet sich das Feld Drehzahlrampe. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, öffnet sich dieses Feld. Standardeinstellung: 500 U/min/s. |
Drehzahl | Standardeinstellung: 60 U/min. |
Bremse (Gilt nur für PF6-Flex- und PF6-Stepsync-Steuerungen). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
T|A – Verschrauben bis Drehmoment oder Winkel
Diese Stufe betreibt das Werkzeug mit der Drehzahl n in Vorwärtsrichtung, bis entweder das Solldrehmoment oder der Sollwinkel erreicht wird. Die Drehmoment- und Winkelmessungen starten zu Beginn der Stufe.
Parameter | Beschreibung |
|---|---|
Sollmoment | Muss > 0 sein. |
Sollwinkel | Muss > 0 sein. |
Drehzahl | Standardeinstellung: 60 U/min. Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, öffnet sich das Feld Drehzahlrampe. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, öffnet sich dieses Feld. Standardeinstellung: 500 U/min/s. |
Bremse (Gilt nur für PF6-Flex- und PF6-Stepsync-Steuerungen). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
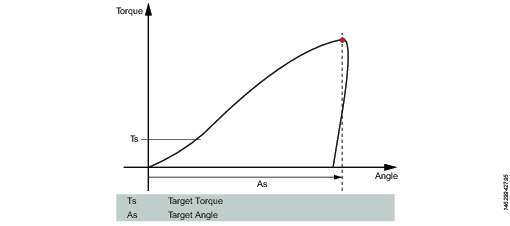
T&A – Verschrauben bis Drehmoment und Winkel
Das Werkzeug läuft mit der festgelegten Drehzahl in Vorwärtsrichtung, bis sowohl das Solldrehmoment als auch der Sollwinkel erreicht wurden. Das Sollmoment und der Sollwinkel müssen auf > 0 eingestellt sein.
Parameter | Beschreibung |
|---|---|
Sollmoment | Muss > 0 sein. |
Sollwinkel | Standardeinstellung: 0. Muss > 0 sein. |
Drehzahl | Standardeinstellung: 60 U/min. Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, öffnet sich das Feld Drehzahlrampe. |
Bremse (Gilt nur für PF6-Flex- und PF6-Stepsync-Steuerungen). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
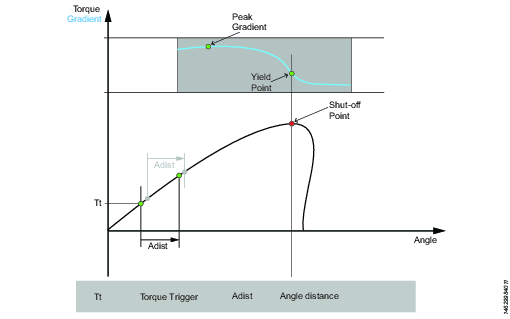
Y – Verschrauben bis Streckgrenze
Diese Strategie betreibt das Werkzeug mit der Drehzahl in Vorwärtsrichtung, bis die Streckgrenze erkannt wird. Die Streckgrenze wird ermittelt, indem der Drehmomentgradient von dem Punkt an überwacht wird, ab dem das Drehmoment das Startdrehmoment überschreitet. Die Berechnung basiert auf den Messungen des Drehmoments und Winkelabstandes. Der Winkelabstandsparameter wird gemäß der angegebenen Härte der Verbindung eingestellt.
Stellen Sie das Gradientwinkelfenster ein (für harte Verbindungen, für weiche Verbindungen oder für eine manuelle Einstellung des Winkelfensters). Bei der Auswahl von Manuell muss das Winkelfenster eingestellt werden. Eine Verbindung wird als hart angesehen, wenn die Schraube bis zu ihrem vollständigen Drehmoment angezogen wird und sich um 30° oder weniger dreht, nachdem sie bis zu ihrem Fügepunkt angezogen wurde. Eine weiche Verbindung dreht 720° oder mehr, nachdem die Schraube bis zu Ihrem Fügepunkt angezogen wurde. Der Härteparameter definiert das Winkelfenster für die Gradientenberechnung. Je härter die Verbindung ist, desto kleiner ist das Winkelfenster.
Parameter | Beschreibung |
|---|---|
Gradient, Winkelfenster | Legt das Winkelfenster fest:
|
Winkelfenster | Verfügbar, wenn Gradient-Winkelfenster auf Manuell eingestellt ist. Muss > 0 und <= 100 sein. |
Startdrehmoment | Die Winkelmessung beginnt bei diesem Auslöser. Muss >= 0 und < Max. Werkzeugdrehmoment sein. |
Dämpfung | Frequenz, mit welcher der Gradient berechnet wird. Muss > 0 und < 100 und < Winkelfenster sein. |
Prozent Streckgrenze | Muss >=20 % sein. |
Drehzahl | Standardeinstellung: 60 U/min. Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, öffnet sich das Feld Drehzahlrampe. |
Drehmoment-Filterart | Die Art des Filters:
|
Abschaltfrequenz | Muss festgelegt werden, wenn die Drehmoment-Filterart auf Tiefpass eingestellt ist:
|
Anzahl Stichproben | Muss festgelegt werden, wenn die Drehmoment-Filterart auf Gleitender Mittelwert eingestellt ist:
|
Bremse (Gilt nur für PF6-Flex- und PF6-Stepsync-Steuerungen). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
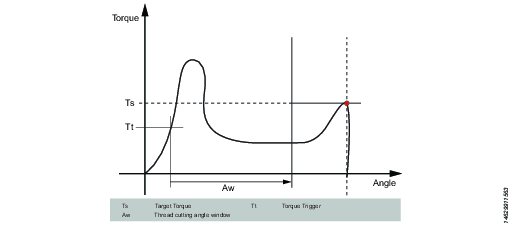
ThCT – Gewindeschneiden bis Drehmoment
Mit der Funktion Gewindeschneiden bis Drehmoment wird eine Verschraubung ermöglicht, bei der das Einschraubdrehmoment größer als das Drehmoment für Einschraubphase beendet sein muss, wie beispielsweise bei der Verschraubung dünner Metallschichten unter Verwendung von gewindeschneidenden (oder selbstschneidenden) Schrauben. Das Werkzeug läuft vorwärts, bis der Gewindeschnittwinkel (Aw) erreicht ist. Das Gewindeschnittwinkelfenster wird ab dem Moment gemessen, ab dem das Drehmoment das Gewindeschnitt-Auslösedrehmoment (Tt) zum ersten Mal überschreitet. Wenn der Gewindeschnittwinkel erreicht ist, wird die Stufe fortgesetzt, bis das Solldrehmoment (Tt) erreicht ist.
Parameter | Beschreibung |
|---|---|
Sollmoment | Muss > 0 sein. |
Gewindeschneiden, Winkelfenster | Standardeinstellung: 0. Muss > 0 sein. |
Startdrehmoment | Die Winkelmessung beginnt bei diesem Auslöser. |
Drehzahl | Standardeinstellung: 60 U/min. Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, öffnet sich das Feld Drehzahlrampe. |
Bremse (Gilt nur für PF6-Flex- und PF6-Stepsync-Steuerungen). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
RD – Einschrauben
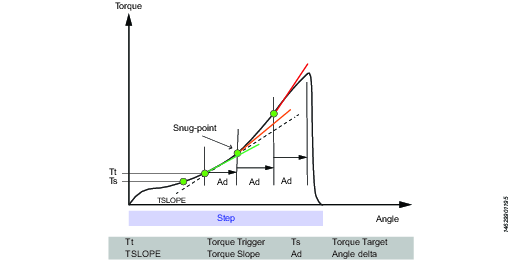
Die Einschraubstufe ist der Teil des Verschraubens vom Eindringen der Schraube in das Gewinde bis kurz vor dem Berühren der Schraube der darunterliegenden Oberfläche. Sie dauert bis zum Erreichen des Fügepunkts an. Das während des Einschraubens erforderliche Drehmoment trägt nicht zur Klemmkraft bei.
Dieser Schritt betreibt das Werkzeug mit der Drehzahl in Vorwärtsrichtung und, abhängig vom Einschraubtyp, Drehmoment oder Sitz, verhält sich die Stufe wie folgt:
Einschraubtyp: Bis Drehmoment: Die Stufe stoppt, sobald das eingestellte Sollmoment gefunden wird.
Einschraubtyp: Bis Fügepunkt: Die Berechnung des Sitz-Gradienten beginnt mit dem festgelegten Drehmoment-Startniveau Tt. Ist kein Drehmoment-Auslöser eingestellt, startet die Berechnung des Gradienten zum Beginn der Stufe.
Die Steigungsberechnung erfolgt zwischen zwei Winkelpunkten Ad Grad voneinander entfernt und wird wie folgt berechnet: (Tn – Tn-1) / (An – An-1) und sobald zwei aufeinander folgende Neigungen größer als TSLOPE sind, gilt der Fügepunkt als ermittelt.
Parameter | Beschreibung |
|---|---|
Einschraubtyp | Bis Drehmoment oder Bis Fügepunkt. |
Sollmoment | Standardeinstellung: „nicht festgelegt“. Muss > 0 sein. |
Drehzahl | Standardeinstellung: 60 U/min. Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, öffnet sich das Feld Drehzahlrampe. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, öffnet sich dieses Feld. Standardeinstellung: 500 U/min/s. |
Startdrehmoment | Wenn der Einschraubtyp auf Bis Fügepunkt eingestellt ist, wird das Feld Startdrehmoment angezeigt. Standardeinstellung: „nicht festgelegt“. Muss > 0 sein. |
Delta-Winkel | Wenn der Einschraubtyp auf Bis Fügepunkt eingestellt ist, wird das Feld Delta-Winkel angezeigt. Standardeinstellung: „0“. Muss > 0 sein. |
Drehmomentverhältnis | Wenn der Einschraubtyp auf Bis Fügepunkt eingestellt ist, wird das Feld Drehmomentverhältnis angezeigt. Standardeinstellung: „0“. Muss > 0 sein. |
Bremse (Gilt nur für PF6-Flex- und PF6-Stepsync-Steuerungen). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Eingriff (E)
Diese Stufe betreibt das Werkzeug in beide Richtungen, bis die Schraube in der Buchse greift. Die Stufe läuft, bis das Sollmoment oder der Sollwinkel erreicht ist. Voraussetzung ist, dass Weiter bei keinem Griff auf Ja eingestellt ist. Wenn der Sollwinkel in einer beliebigen Richtung erreicht wird, wird die Richtung umgekehrt. Begrenzen Sie die Durchläufe, indem Sie Max. Greifversuche festlegen. Wenn das Sollmoment in einer beliebigen Richtung erreicht ist, wird die Stufe mit dem Status IO beendet.
Ext – Externes Ergebnis
„Externes Ergebnis“ ist eine Strategie, bei der ein externes digitales Signal angibt, dass eine Verschraubung IO ist (also nicht durch gemessene Drehmoment- oder Winkelwerte). Dieses externe Signal kann beliebig bereitgestellt werden, solange es sich um ein digitales Signal für das Werkzeug handelt.
Beim Verschicken des Signals zeigt die Ergebnisansicht (protokollierte Daten) den Wert des Zielparameters, der im Verschraubungsprogramm bereitgestellt wird (angegebener Drehmomentwert, Winkelwert oder Textfolge). Diese (Drehmoment- und Winkel-)Werte stellen nicht die tatsächlich gemessenen Werte dar, sondern sind nur eingefügter Text.
Parameter | Beschreibung |
|---|---|
Drehmoment <Sollmoment> | Numerischer Wert für den gewünschten, anzuzeigenden Sollmomentwert. Ein Signal könnte z. B. von einem Knickschlüssel stammen, der den <Sollmoment> anzeigt. |
Winkel <Sollwinkel> | Numerischer Wert für den gewünschten, anzuzeigenden Sollwinkelwert. Ein Signal könnte z. B. von einem Knickschlüssel stammen, der den <Sollwinkel> anzeigt. |
Text | Alphanumerische Zeichenfolge für den gewünschten Anzeigetext. Zum Beispiel: „Öl wurde gewechselt.“ |
Die folgenden Stufen werden nicht unterstützt:
Stufenkennzeichnung | Bezeichnung |
|---|---|
DE | Betrieb bis Digitaleingang - nicht verfügbar |
DT | Verschrauben bis DynaTork - nicht verfügbar |
MWR | Mechatronik-Schlüssel - nicht verfügbar |
WP | Schlüsselproduktion - nicht verfügbar |
WQ | Schlüsselqualität - nicht verfügbar |
C | Kupplung - nicht verfügbar |
SN | Kupplung lockern - nicht verfügbar |
TM | Manuelles Verschrauben bis Drehmoment - nicht verfügbar |
Überblick über verfügbare Stufenüberwachungen
Stufenüberwachungen dienen der Überprüfung, ob die Verschraubung gemäß der Spezifikation erfolgt ist, z. B. Winkelgrenzen und Drehmoment. Jede Stufe enthält obligatorische und fakultative Stufenüberwachungen. Die obligatorischen Überwachungen sind verfügbar, wenn eine neue Stufe in das mehrstufige Programm gezogen wird. Die fakultativen Überwachungen sind flexibel und können nach Bedarf zum mehrstufigen Programm hinzugefügt werden. Für jede Stufe können bis zu acht Überwachungen gelten.
Die Winkel- und Spitzendrehmoment-Überwachungen werden standardmäßig automatisch zu jeder Stufe eines mehrstufigen Verschraubungsprogramms hinzugefügt.
A – Winkel
Diese Stufenüberwachung misst den Maximalwinkel, welcher während der Überwachung erreicht wird und überprüft, dass der Wert zwischen dem Oberen Grenzwert und Unteren Grenzwert liegt. Die Winkelmessung beginnt zu Beginn der Überwachung oder, falls eingestellt, sobald das Drehmoment das Startdrehmoment zum ersten Mal während der Überwachung überschreitet.
Parameter | Beschreibung |
|---|---|
Typ | Vier Winkeltypen möglich: Spitzenwinkel (Standard), Winkel bei Spitzendrehmoment, Abschaltwinkel und Winkel am Ende. |
Startdrehmoment | Die Winkelmessung beginnt bei diesem Auslöser. |
Unterer Grenzwert | Niedrigster akzeptabler Winkel. |
Oberer Grenzwert | Höchster akzeptabler Winkel. |
YA – Winkel ab Steckgrenze
Dies Überwachung misst den ab der Streckgrenze erreichten Spitzenwinkel und prüft, dass der Spitzenwinkel innerhalb der Grenzwerte liegt.
Diese Stufenüberwachung ist für STB-Werkzeuge nicht verfügbar.
Parameter | Beschreibung |
|---|---|
Gradient, Winkelfenster | Legt das Winkelfenster fest:
|
Winkelfenster | Verfügbar, wenn Gradient-Winkelfenster auf Manuell eingestellt ist. Muss > 0 und <= 100 sein. |
Prozent Streckgrenze | Muss >=20 % sein. |
Startdrehmoment | Die Winkelmessung beginnt bei diesem Auslöser. Muss > 0 und < Max. Werkzeugdrehmoment sein. |
Dämpfung | Frequenz, mit welcher der Gradient berechnet wird. Muss > 0 und < 100 und < Winkelfenster sein. |
Unterer Grenzwert | Niedrigster akzeptabler Winkel. Muss >= 0 sein |
Oberer Grenzwert | Höchster akzeptabler Winkel. Muss > 0 sein |
Drehmoment-Filterart | Die Art des Filters:
|
Abschaltfrequenz | Muss festgelegt werden, wenn die Drehmoment-Filterart auf Tiefpass eingestellt ist:
|
Anzahl Stichproben | Muss festgelegt werden, wenn die Drehmoment-Filterart auf Gleitender Mittelwert eingestellt ist:
|
MT – Mittleres Drehmoment
Diese Überwachung misst das durchschnittliche Drehmoment und überprüft, ob der berechnete Wert innerhalb der Grenzwerte liegt.
Parameter | Beschreibung |
|---|---|
Typ | Legt die Startbedingung fest:
|
Drehmomentauslöser | Verfügbar, wenn Typ auf Startdrehmoment, Winkelauslöser oder Winkelfenster festgelegt ist. Muss >= 0 und < Max. Werkzeugdrehmoment sein. |
Winkelauslöser | Verfügbar, wenn Typ auf Winkelauslöser oder Winkelfenster festgelegt ist. Muss > 0 sein. |
Winkelfenster | Verfügbar, wenn Typ auf Winkelfenster festgelegt ist. Muss > 0 sein.
|
Zeitintervall | Verfügbar, wenn Typ auf Zeitintervall festgelegt ist. Muss > 0 sein. |
Unterer Grenzwert | Niedrigstes akzeptables Drehmoment. |
Oberer Grenzwert | Höchstes akzeptables Drehmoment. |
PT – Spitzenmoment
Diese Stufe überwacht die Messungen des Maximalmoments, das während der Überwachung erreicht wird (einschließlich möglicher Überschreitungen) und überprüft, dass der Wert zwischen dem Oberen Grenzwert und Unteren Grenzwert liegt.
Parameter | Beschreibung |
|---|---|
Unterer Grenzwert | Niedrigstes akzeptables Drehmoment. |
Oberer Grenzwert | Höchstes akzeptables Drehmoment. |
PTCA – Vorgewindeschnittwinkel
Diese Überwachung misst den Winkel, der während der Überwachung erreicht wird, und prüft, dass er innerhalb der festgelegten Winkelgrenzwerte liegt. Das Startdrehmoment wird ignoriert, bis das Ende des Gewindeschnittwinkelfensters erreicht ist. Sobald das gemessene Drehmoment über dem Startdrehmoment liegt, beginnt die Winkelmessung. Der Parameter Stoppbedingung gibt an, wo die Winkelmessung enden soll.
Parameter | Beschreibung |
|---|---|
Startdrehmoment | Muss >= 0 sein |
Gewindeschneiden, Winkelfenster | Muss > 0 sein |
Winkelmessart | Spitzen-Winkel Winkel bei Spitzendrehmoment Abschaltwinkel Winkel am Ende |
Gewindeschneiden, Auslösedrehmoment | Muss >= 0 sein |
Unterer Grenzwert | Muss >= 0 sein |
Oberer Grenzwert | Muss > 0 sein Muss > Unterer Grenzwert sein |
PTCPT – Spitzenmoment Vorgewindeschnitt
Misst das maximale Drehmoment, das während der Überwachung erreicht wird (einschließlich Überschreitungen), und prüft, dass es innerhalb der Drehmomentgrenzwerte liegt. Alle Drehmomentwerte werden ignoriert, bis das Ende des Gewindeschnittwinkelfensters erreicht ist.
Parameter | Beschreibung |
|---|---|
Gewindeschneiden, Auslösedrehmoment | Muss >= 0 sein |
Gewindeschneiden, Winkelfenster | Muss > 0 sein |
Unterer Grenzwert | Muss >= 0 sein |
Oberer Grenzwert | Muss > 0 sein Muss > Unterer Grenzwert sein |
PVTH – Drehmoment nach Anzeige hoch
Diese Überwachung prüft, dass alle Drehmomentwerte im Winkelfenster unterhalb des Grenzwerts liegen.
Alle Drehmomentwerte in der Winkelfensterlänge müssen unterhalb der Obergrenze liegen. Das Winkelfenster beginnt ab dem Abschaltpunkt rückwärts mit dem Winkelwert, der für den Startwinkelfestgelegt wurde. Dabei werden die Winkel abgedeckt, die für die Winkelfensterlänge in Rückwärtsrichtung festgelegt wurden. Wenn der Startwinkel nicht festgelegt wird, beginnt das Winkelfenster am Abschaltpunkt. Die bei der Überwachung verwendeten Drehmomentwerte basieren auf dem mittleren Drehmomentwert, der durch die Probenanzahl berechnet wird. Wenn der Gesamtwinkel der Überwachung kleiner als der Startwinkel plus der Winkelfensterlänge ist, meldet die Überwachung NIO.
Parameter | Beschreibung |
|---|---|
Startwinkel | Muss >= 0 sein |
Fensterlänge | Muss <= 0 sein |
Anzahl der Proben | 1 |
Oberer Grenzwert | Höchstes akzeptables Drehmoment. |
PVTL – Drehmoment nach Anzeige niedrig
Entspricht der Überwachung Drehmoment nach Anzeige hoch, wobei diese Überwachung prüft, ob alle Drehmomentwerte in der Winkelfensterlänge über der Untergrenze liegen.
Parameter | Beschreibung |
|---|---|
Startwinkel | Muss >= 0 sein |
Fensterlänge | Muss <= 0 sein |
Anzahl der Proben | 1 |
Unterer Grenzwert | Niedrigstes akzeptables Drehmoment. |
PrT – Sicherungsmoment
Die Überwachung berechnet den vorherrschenden Drehmomentwert in der Fensterlänge und überprüft, ob er innerhalb der Drehmomentgrenzwerte liegt. Das Winkelfenster beginnt ab dem Abschaltpunkt rückwärts mit dem Winkelwert, der für den Startwinkelfestgelegt wurde. Dabei werden die Winkel abgedeckt, die für die Winkelfensterlänge in Rückwärtsrichtung festgelegt wurden. Wenn der Startwinkel nicht festgelegt wird, beginnt das Winkelfenster am Abschaltpunkt. Der berechnete Wert des vorherrschenden Drehmoments ist der Mittelwert oder Spitzenwert des Drehmoments (abhängig von dem vom Benutzer eingestellten Parameter) während der Fensterlänge. Der berechnete Wert wird als Ergebnisdatensatz Gemessenes vorherrschendes Drehmoment gespeichert. Wenn der Drehmomentausgleich auf Ein gestellt ist, wird das gemessene, vorherrschende Drehmoment von allen Drehmoment-Ergebniswerten der darauffolgenden Stufen abgezogen. Zuvor berechnete, vorherrschende Drehmomentausgleichswerte werden nicht länger von den Drehmomentwerten abgezogen. Wenn der Drehmomentausgleich auf Nein, eingestellt ist, erfolgt kein Abzug in den darauffolgenden Schritten.
Wenn der Gesamtwinkel der Überwachung kleiner als der Startwinkel plus der Fensterlänge ist, meldet die Überwachung NIO.
Das vorherrschende Drehmoment kann als Mittelwert der Messwerte oder bei Spitzenmoment gemessen werden. Um zwischen diesen beiden Modi zu wählen, stellen Sie den Parameter Wert verwenden entweder auf Mittleres Drehmoment (für Durchschnittswerte) oder Spitzenmoment (für Spitzenwert) ein.
Parameter | Beschreibung |
|---|---|
Drehmomentausgleich | Ein oder Aus. |
Startwinkel | Muss > 0 sein |
Fensterlänge | Muss >= 0 sein |
Unterer Grenzwert | Muss > 0 sein |
Oberer Grenzwert | Muss >= 0 sein |
Wert verwenden | Mittleres Drehmoment (für Durchschnittswerte) oder Spitzendrehmoment (für Spitzenwert). |
SOT – Abschaltmoment
Der Abschaltmoment ist der Punkt, an dem die Stufe ihr Ziel erreicht. Das Drehmoment wird am Abschaltpunkt gemessen und es wird überprüft, ob dieser Wert zwischen dem Oberen Grenzwert und Unteren Grenzwert liegt.
Parameter | Beschreibung |
|---|---|
Unterer Grenzwert | Niedrigstes akzeptables Drehmoment. |
Oberer Grenzwert | Höchstes akzeptables Drehmoment. |
SOC – Abschaltstrom
Der Abschaltmoment ist der Punkt, an dem die Stufe ihr Ziel erreicht. Der Strom wird am Abschaltpunkt gemessen und es wird überprüft, ob dieser Wert zwischen dem Oberen Grenzwert und Unteren Grenzwert liegt.
Parameter | Beschreibung |
|---|---|
Unterer Grenzwert | Niedrigster akzeptable Stromwert. |
Oberer Grenzwert | Höchster akzeptable Stromwert. |
SSD – Ratter-Erkennung
Diese Überwachung erkennt und meldet Ratter-Effekte während einer Stufe. Die Erkennung erfolgt, indem gezählt wird, wie oft das Drehmoment über der Triggerschwelle lag. Wenn die Anzahl größer als die Maximale Anzahl der Schwankungen ist, wird der Ratter-Fehler gemeldet. Die Überwachung wird in zwei Modi ausgeführt: Dynamisch oder Fest. Der Unterschied zwischen den Modi ist die Art und Weise, wie die Triggerschwelle berechnet wird.
Dynamisches Drehmoment: Die Triggerschwelle wird dynamisch als Prozentsatz des Spitzendrehmoments des aktuellen maximalen Drehmoments berechnet, das während der Überwachung erreicht wurde. Die Überwachung wird gestartet, sobald das Drehmoment den Startdrehmoment überschreitet.
Festes Drehmoment: Die Triggerschwelle ist das vom Benutzer angegebene Startdrehmoment. In diesem Modus wird der Prozentsatz nicht benötigt.
Wenn das Drehmoment niemals das Auslösedrehmoment erreicht, wird die Überwachung nicht gestartet. Dies führt zu einem NIO-Status.
Parameter | Beschreibung |
|---|---|
Typ | Gibt an, welche Art Haft-Gleit-Erkennung überwacht wird. Standardeinstellung: Dynamisches Drehmoment. |
Prozent Spitzendrehmoment | Standardeinstellung: 80%, Muss >= 10 und < 100 sein. |
Startdrehmoment | Standardeinstellung: 5, Muss >= 0 und < Max. Werkzeugdrehmoment sein. |
Maximale Oszillationszahl | Standardeinstellung: 5, Muss >= 3 und < 20 sein. |
Ti – Zeit
Diese Überwachung misst die während der Überwachung vergangene Zeit und prüft, dass der Wert innerhalb der Zeitgrenzwerte liegt. Die Zeitmessung beginnt zu Beginn der Überwachung oder, wenn das Startdrehmoment angegeben ist, an einem Punkt, wo das Drehmoment den Startdrehmoment zum ersten Mal während der Überwachung überschreitet.
Parameter | Beschreibung |
|---|---|
Startdrehmoment | Muss >= 0 und < Max. Werkzeugdrehmoment sein. |
Unterer Grenzwert | Muss >= 0 sein |
Oberer Grenzwert | Muss > 0 sein Muss > Unterer Grenzwert sein |
TG – Drehmomentgradient
Diese Überwachung überprüft, ob der Gradient innerhalb der Grenzwerte liegt.
Parameter | Beschreibung |
|---|---|
Gradient, Winkelfenster | Legt das Winkelfenster fest:
|
Winkelfenster | Verfügbar, wenn Gradient-Winkelfenster auf Manuell eingestellt ist. Muss > 0 und <= 100 sein. |
Endpunktüberprüfung | Wenn auf Ja gesetzt, wird nur der am Abschaltpunkt der Stufe gemessene Gradient anhand der Grenzwerte überprüft. |
Startdrehmoment | Die Winkelmessung beginnt bei diesem Auslöser. Muss > 0 und < Max. Werkzeugdrehmoment sein. |
Dämpfung | Frequenz, mit welcher der Gradient berechnet wird. Muss > 0 und < 100 und < Winkelfenster sein. |
Unterer Grenzwert | Niedrigster akzeptabler Drehmomentgradient. Muss >= -100 sein. |
Oberer Grenzwert | Höchster akzeptabler Drehmomentgradient. Muss > -100 und > Untergrenze sein. |
Drehmoment-Filterart | Die Art des Filters:
|
Abschaltfrequenz | Muss festgelegt werden, wenn die Drehmoment-Filterart auf Tiefpass eingestellt ist:
|
Anzahl Stichproben | Muss festgelegt werden, wenn die Drehmoment-Filterart auf Gleitender Mittelwert eingestellt ist:
|
Winkel-Offset | Verfügbar, wenn Endpunktüberprüfung auf Nein gesetzt ist. Gibt die Gradzahl an, nach der die Berechnung des Gradienten beginnt, nachdem das Startdrehmoment zum ersten Mal überschritten wurde. |
TAW – Drehmoment im Winkelfenster
Diese Überwachung prüft, dass alle Drehmomentwerte im Winkelfenster innerhalb der Drehmomentgrenzwerte liegen.
Parameter | Beschreibung |
|---|---|
Startdrehmoment | Muss >= 0 sein |
Startwinkel | Muss > 0 sein |
Fensterlänge | Muss <= 0 sein |
Unterer Grenzwert | Muss >= 0 sein |
Oberer Grenzwert | Muss > 0 sein Muss > Unterer Grenzwert sein |
NIO wenn Fenster passiert wird | Wenn auf Ja gesetzt, ist der Status der Überwachung NIO, wenn das Ende des Winkelfensters nicht erreicht wird. |
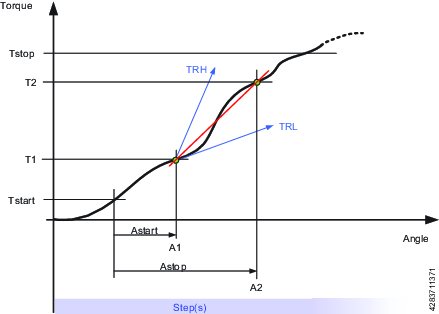
TRD – Drehmomentanstieg und Abweichung
Diese Stufenüberwachung misst und prüft den Drehmomentanstieg, d. h. das Verhältnis von Drehmoment zu Winkel. Der berechnete Drehmomentanstieg ist in Ordnung, wenn er zwischen dem Oberen Grenzwert und Unteren Grenzwert der Drehmomentanstiegsgrenzen liegt.
Parameter | Beschreibung |
|---|---|
Startdrehmoment | Drehmoment am Winkel-Startpunkt. |
Startpunkt, Winkel | Die Drehmomentmessung beginnt, sobald der Startpunkt-Winkel des Startdrehmoments gemessen wurde. |
Endpunkt, Winkel | Winkelpunkt am Stopppunkt der Drehmomentmessung |
Endpunkt, Drehmoment | Drehmoment am Stopppunkt der Drehmomentmessung |
Unterer Grenzwert | Niedrigstes akzeptables Drehmoment. |
Oberer Grenzwert | Höchstes akzeptables Drehmoment. |
Grenze | Muss > 0 sein |
Tstart = Drehmoment, ab Startpunkt von AngleStart
Tstop = Drehmoment, ab dem die Drehmomentmessung angehalten wird.
Astart = Wenn AngleStart vom TorqueStart gemessen wurde, beginnt die Messung des Drehmoments.
Astop = Winkelpunkt am Stopppunkt der Drehmomentmessung
TRL = Untergrenze
TRH = Obergrenze
Die folgenden Überwachungen werden nicht unterstützt:
Überwachung | Beschreibung |
|---|---|
SN | Klick - nicht verfügbar |
LD | Erkennung gelöster Verschraubungen - nicht verfügbar |
Überblick über verfügbare Stufeneinschränkungen
Zur Sicherstellung, dass die Verschraubung stoppt, wenn etwas Unerwartetes eintritt, können dem mehrstufigen Verschraubungsprogramm Einschränkungen hinzugefügt werden. Diese Einschränkungen könnten beispielsweise prüfen, dass kein maximales Drehmoment erreicht wird oder dass kein Teil der mehrstufigen Verschraubung zu lange dauert. Jede Stufe enthält seine eigenen obligatorischen und fakultativen Einschränkungen. Die obligatorischen Einschränkungen sind verfügbar, wenn eine neue Stufe in das mehrstufige Programm gezogen wird. Für alle Stufen können jeweils bis zu vier Einschränkungen gelten.
Die folgenden Einschränkungen werden automatisch jeder Stufe hinzugefügt, die dem mehrstufigen Verschraubungsprogramm hinzugefügt wird:
Stufeneinschränkung | Entsprechende Stufen |
|---|---|
Höchstzeit | Alle |
Maximales Drehmoment |
|
Höchstwinkel |
|
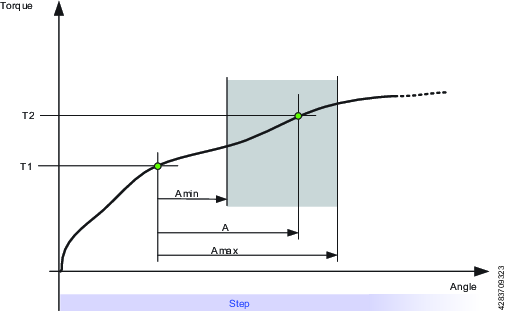
CTh – Gewindeausriss
Diese Einschränkung überprüft den Winkel ab dem Punkt, an dem das Drehmoment das Startdrehmoment (T1) überschreitet, bis zu dem Punkt, an dem das Drehmoment das Enddrehmoment (T2) überschreitet. Wenn der ab dem Startdrehmoment (T1) gemessene Winkel größer als der obere Grenzwert (Amax) ist, wird das Werkzeug sofort gestoppt.
Wenn das Drehmoment das Enddrehmoment (T2) überschreitet, wird der gemessene Winkel mit dem unteren Grenzwert (Amin) verglichen. Wenn der Winkel kleiner als dieser Grenzwert ist, stoppt das Werkzeug sofort.
Parameter | Beschreibung | In Abbildung |
|---|---|---|
Startdrehmoment | Muss <= 0 sein. | T1 |
Enddrehmoment | Muss <= 0 sein. | T2 |
Minimaler Grenzwert | Der untere Winkelgrenzwert | Amin |
Maximaler Grenzwert | Der obere Winkelgrenzwert | Amax |
A – Maximaler Winkel
Diese Einschränkung misst den Winkel. Wenn der gemessene Winkel den maximalen Grenzwert erreicht, stoppt das Werkzeug sofort. Der Winkel wird ab Beginn der Einschränkung oder, falls angegeben, ab dem Punkt gemessen, an dem das Drehmoment das Startdrehmoment zum ersten Mal während der Einschränkung überschreitet.
Parameter | Beschreibung |
|---|---|
Startdrehmoment | Bei Angabe ist dies das Startmoment, ab dem die Winkelmessung beginnt. |
Maximaler Grenzwert | Wenn dieser Grenzwert erreicht ist, stoppt das Werkzeug sofort. |
T – Maximales Drehmoment
Diese Einschränkung überprüft das Drehmoment. Wenn das gemessene Drehmoment den maximalen Grenzwert überschreitet, stoppt das Werkzeug sofort.
Parameter | Beschreibung |
|---|---|
Maximaler Grenzwert | Wenn das Drehmoment den festgelegten Grenzwert erreicht, stoppt das Werkzeug sofort. |
Ti - Höchstzeit
Diese Einschränkung überprüft die Zeit. Wenn der maximale Grenzwert erreicht ist, wird das Werkzeug sofort angehalten.
Parameter | Beschreibung |
|---|---|
Maximaler Grenzwert | Wenn diese Zeit abgelaufen ist, stoppt das Werkzeug sofort. |
Rh – Rehit
Diese Einschränkung überprüft das Drehmoment. Wenn das gemessene Drehmoment das Erkennungsdrehmoment überschreitet, wird das Werkzeug sofort gestoppt und das Programm springt zum Ende. Die Stufe Rehit kann nur zur ersten Stufe eines mehrstufigen Verschraubungsprogramms hinzugefügt werden. Sobald die Rehit-Einschränkung zur ersten Stufe hinzugefügt wurde, kann die Stufe zu keiner anderen Position innerhalb des Verschraubungsprogramms verschoben werden. Die Rehit-Einschränkung muss aus der ersten Stufe gelöscht werden, um diese an eine andere Position innerhalb des Verschraubungsprogramms verschieben zu können.
Parameter | Beschreibung |
|---|---|
Erkennungsmoment | Wenn das gemessene Drehmoment das Erkennungsdrehmoment überschreitet, wird das Werkzeug sofort gestoppt und das Programm springt zum Ende. Muss größer als Null sein. |
RT – Rückgängiges Drehmoment
Diese Einschränkung prüft das Drehmoment. Wenn das gemessene Drehmoment unter die Bedingung der Einschränkung fällt, wird das Werkzeug sofort gestoppt und das Programm springt zum Ende. Es existieren zwei Methoden zur Einschränkung von rückgängigem Drehmoment für Drehmoment- und Drehwinkelsteuerungsverfahren
Parameter | Beschreibung |
|---|---|
Typ | Drehmomentsteuerungsverfahren oder Winkelsteuerungsverfahren. Drehmomentsteuerungsverfahren: Das Drehmomentsteuerungsverfahren überprüfen das Drehmoment. Wenn das gemessene Drehmoment unter den Grenzwert für rückgängiges Drehmoment fällt, wird das Werkzeug sofort gestoppt und das Programm springt zum Ende. Damit die Einschränkung aktiv ist, muss das Drehmoment zunächst 110 % des Grenzwertes für rückgängiges Drehmoment überschreiten. Winkelsteuerungverfahren: Diese Einschränkung prüft, ob das maximale Drehmoment während der Einschränkung erreicht wird. Damit die Einschränkung aktiv ist, muss das Drehmoment zunächst das Startdrehmoment überschreiten. Fällt das gemessene Drehmoment länger als für die Zeit für rückgängiges Drehmoment unter das Höchstdrehmoment, wird das Werkzeug sofort gestoppt und das Programm springt zum Ende. |
Grenzwert aufhebendes Drehmoment | Standardeinstellung: 10 Nm. Muss > 0 sein. |
TG – Drehmomentgradient
Diese Einschränkung prüft den Gradienten. Wenn dieser außerhalb der Grenzwerte liegt, wird das Werkzeug sofort gestoppt und das Programm springt zum Ende.
Parameter | Beschreibung |
|---|---|
Gradient, Winkelfenster | Legt das Winkelfenster fest:
|
Winkelfenster | Verfügbar, wenn Gradient-Winkelfenster auf Manuell eingestellt ist. Muss > 0 und <= 100 sein. |
Startdrehmoment | Muss > 0 und < Max. Werkzeugdrehmoment sein. |
Dämpfung | Frequenz, mit welcher der Gradient berechnet wird. Muss > 0 und < 100 und < Winkelfenster sein. |
Minimaler Grenzwert | Muss >= -100 sein. |
Maximaler Grenzwert | Muss > -100 und > Untergrenze sein. |
Drehmoment-Filterart | Die Art des Filters:
|
Abschaltfrequenz | Muss festgelegt werden, wenn die Drehmoment-Filterart auf Tiefpass eingestellt ist:
|
Anzahl Stichproben | Muss festgelegt werden, wenn die Drehmoment-Filterart auf Gleitender Mittelwert eingestellt ist:
|
TAW – Drehmoment im Winkelfenster
Diese Einschränkung prüft, ob das gemessene Drehmoment in der Winkelfensterlänge innerhalb der Drehmomentgrenzwerte liegt. Wenn das gemessene Drehmoment außerhalb der Grenzwerte liegt, wird das Werkzeug sofort gestoppt und das Programm springt zum Ende. Die Winkelfensterlänge beginnt am Startwinkel ab dem Punkt, wo das Drehmoment das erste Mal das Auslösedrehmoment überschritten hat. Wenn das Auslösedrehmoment nicht eingestellt ist, beginnt der Startwinkel zu Beginn der Einschränkung.
Wenn das Ende der Winkelfensterlänge nicht erreicht wird, lautet der Status der Einschränkung NIO.
Parameter | Beschreibung |
|---|---|
Startdrehmoment | Muss >= 0 sein |
Startwinkel | Muss >= 0 sein |
Fensterlänge | Muss >0 sein |
Minimaler Grenzwert | Muss >= 0 sein |
Maximaler Grenzwert | Muss <= Minimaler Grenzwert sein |
TCD – Drehmoment/Strom-Abweichung
Diese Einschränkung prüft, ob alle Strommessungen, die in den entsprechenden Drehmomentwert umgewandelt wurden, höchstens mit maximaler Abweichung vom tatsächlich mit dem Drehmomentgeber gemessenen Drehmoment entfernt sind. Die Einschränkung beginnt, wenn das Drehmoment das Auslösedrehmoment zum ersten Mal während der Stufe erreicht, und ist aktiv, bis die Stufe ihr Ziel erreicht.
Wird das Startdrehmoment nicht erreicht, wird die Überwachung mit IO gemeldet.
Parameter | Beschreibung |
|---|---|
Startdrehmoment | Muss >= 0 sein |
Maximale Abweichung | Standardeinstellung: 1, Muss > 0 sein |
Verschraubungsprogramm-Eigenschaften
Allgemeine Einstellungen
Parameter | Beschreibung |
|---|---|
Bezeichnung | Ein benutzerdefinierter Name für das mehrstufige Programm. |
Drehrichtung | Richtung der Gewinde, entweder im oder gegen den Uhrzeigersinn |
Löseprogramm | Gibt an, ob ein Löseprogramm verfügbar ist. Wählen Sie aus der Liste der in der Software verfügbaren Löseprogramme aus. |
Typ | Typ des Programm, entweder Anziehen oder Lösen |
Programmstart | Legt das Drehmoment für die Generierung eines Ergebnisses fest. Bleibt das Feld leer, wird das Ergebnis jedes Mal generiert, wenn das Werkzeug gestartet wird. Andernfalls wird das Ergebnis nur vom eingestellten Drehmomentpegel generiert. |
TrueAngle-Ausgleich | Mit einem Gyroskop ausgestattete Werkzeuge können die Werkzeugrotation während der Verschraubung messen. Wenn das Werkzeug während der Verschraubung gedreht wird, könnte die Winkelmessung fehlerhaft sein. Dies führt zu einem fehlerhaften Anziehen, wenn die Winkelreferenzen einbezogen werden. Mit dem Wahren Winkelausgleich kann das Werkzeug diese Rotationen ausgleichen und korrekt anziehen. Nur mit einem Gyroskop ausgestattete Werkzeuge sind in der Lage, die Werkzeugrotation zu messen. Wahrer Winkelausgleich wird von ICB-Werkzeugen nicht unterstützt. Wahrer Winkelausgleich wird von Werkzeugen mit installiertem Engraumvorsatz (vordere Anbaugruppe) nicht unterstützt. |
Programmüberwachung
Parameter | Beschreibung |
|---|---|
Winkel | Schaltet die Winkelüberwachung für das gesamte Programm Ein oder Aus. Wenn Aktiv in Stufen und Startdrehmoment leer gelassen werden, startet die Winkelüberwachung beim Programmstart. |
Aktiv in Stufen | Legt den Bereich von Stufen fest, für den die Winkelüberwachung gilt. Wenn kein Endschritt angegeben ist, stoppt die Winkelüberwachung bei der letzten Stufe des Programms, die keine Stecknuss-Freigabe-Stufe ist. |
Typ | Typ der Winkelüberwachung. Wählen Sie zwischen:
|
Startdrehmoment | Legt den Wert des Auslösedrehmoments für die Winkelüberwachung fest. |
Unterer Grenzwert | Legt den unteren Grenzwert für die Winkelüberwachung (Programm) fest |
Oberer Grenzwert | Legt den oberen Grenzwert für die Winkelüberwachung (Programm) fest |
Programmeinschränkungen
Parameter | Beschreibung |
|---|---|
Maximale Zeitspanne | Wert in Sekunden. Diese Einschränkung prüft die Gesamtdauer der Verschraubung. Wird der Wert Zeit hoch überschritten, wird das Werkzeug sofort gestoppt. Die Zeit wird ab dem Start des Programms gemessen. |
Oberer Drehmomentgrenzwert | Diese Einschränkung prüft das Drehmoment. Überschreitet das gemessene Drehmoment den Wert Drehmoment hoch, wird das Werkzeug sofort gestoppt. |
Validierung
Während der Konfiguration der Verschraubungsprogramme wird der eingegebene Wert mit den Werkzeugleistungsangaben verglichen, um zu vermeiden, dass sich die Parameter außerhalb der gewählten Grenzwerte befinden. Wenn viele verschiedene Werkzeuge verwendet werden, sind benutzerdefinierte Höchstwerte hilfreich.
Parameter | Beschreibung |
|---|---|
Abgleich mit den Werkzeugwerten | Ein: Die eingegebenen Werte werden mit den Werkzeugleistungsangaben verglichen Aus: Es wird kein Abgleich durchgeführt |
Werkzeug | Zeigt das Werkzeug zum Vergleich der Werte an. |
Befestigungs-Tuning
Befestigungs-Tuning ermöglicht einen Ausgleich für vorne am Werkzeug befestigte Anbaugeräte. Der Ausgleich kann für jedes Verschraubungsprogramm vorgenommen werden.
Der Bediener kann Anbaugeräte beim Betrieb wechseln und anschließend ein Verschraubungsprogramm auswählen, das sich speziell für das Anbaugerät eignet.
Parameter | Beschreibung |
|---|---|
Befestigungs-Tuning verwenden | Ja oder Nein |
Getriebeübersetzung | Das Übersetzungsverhältnis Befestigung wird zum Ausgleich des Winkels benötigt. Mindestens: 0,5 Maximal: 3,6 Drehzahl der Stecknuss = Werkzeugdrehzahl / Übersetzungsverhältnis |
Effizienz-Tuning | Übersetzungsverhältnis Befestigung und Effizienz-Tuning werden zum Ausgleich des Drehmoments benötigt. Mindestens: 0,5 Maximal: 1,0 Ein Wert von 0,9 entspricht beispielsweise einem Effizienzverlust von 10 %. |
Konfiguration eines Verschraubungsprogramms
Hinzufügen eines Verschraubungsprogramms
Öffnen Sie Verschraubung im Hauptmenü und wählen Sie im linken Fenster Mehrstufige Programmbibliothek aus.
Wählen Sie das Plus-Symbol und im Dialogfenster den geeigneten Programmtyp aus (Anziehen oder Lösen).
Fahren Sie fort, indem Sie Stufen, Überwachungen und Einschränkungen zum Verschraubungsbereich des Programms hinzufügen.
Löschen eines Verschraubungsprogramms
Öffnen Sie Verschraubung im Hauptmenü und wählen Sie im linken Fenster Mehrstufige Programmbibliothek aus.
Wählen Sie das mehrstufige Verschraubungsprogramm aus, das gelöscht werden soll.
Wählen Sie im Programm unten links Löschen aus.
Bestätigen Sie die Löschung, indem Sie im Dialogfeld Ja auswählen.
Erstellen eines Multistep-Programms
Zum Erstellen eines Multistep-Programms ziehen Sie Schritte, Überwachungen und Einschränkungen per Drag and Drop in den Verschraubungsbereich.
Schritte können nur zwischen Start- und Endpunkt des Programms platziert werden, während Überwachungen und Einschränkungen nur auf Schritten platziert werden können.
Funktion | Beschreibung | |
|---|---|---|
Start- und Endpunkte |  | Start- und Endpunkte des Multistep-Programms. Alle Stufen müssen zwischen diesen beiden Punkten platziert werden. |
Eine Stufe hinzufügen |  | Ziehen Sie eine Stufe aus der Liste und legen Sie sie an der gewünschten Position zwischen den Start- und Endpunkten ab. |
Eine Stufe verschieben |  | Klicken und halten Sie eine Stufe und bewegen Sie sie zur gewünschten Position |
Anzeigen der Stufeneigenschaften |  | Klicken Sie auf die Stufe, damit die Eigenschaften angezeigt werden |
Schließen der Stufeneigenschaften |  | Klicken Sie auf einen beliebigen Punkt im Verschraubungsbereich, um das Einstellungsmenü zu schließen |
Einen Schritt löschen |  | Öffnen Sie die Stufeneigenschaften und klicken Sie am Ende des Menüs auf Löschen |
Eine Beschränkung/Überwachung hinzufügen |  | Ziehen Sie eine Beschränkung/Überwachung aus der Liste und setzen Sie sie auf der gewünschten Stufe ab. |
Eine Beschränkung/Überwachung verschieben |  | Klicken und halten Sie das Symbol (Haken für Überwachung, Stoppschild für Beschränkung) und ziehen Sie es per Drag and Drop auf eine geeignete Stufe |
Anzeigen der Eigenschaften der Beschränkung/Überwachung |  | Klicken Sie auf das Symbol für Beschränkung/Überwachung, damit das Eigenschaftenmenü angezeigt wird |
Schließen der Eigenschaften der Beschränkung/Überwachung |  | Klicken Sie auf einen beliebigen Punkt im Verschraubungsbereich, um das Einstellungsmenü zu schließen |
Eine Beschränkung/Überwachung löschen |  | Öffnen Sie die Eigenschaften der Beschränkung/Überwachung und klicken Sie am Ende des Menüs auf Löschen |
Stufenfehler |  | Wenn es bei einer Stufe zu einem Validierungsfehler kommt, wird diese Stufe gekennzeichnet. Beachten Sie, dass der Parameter, der den Fehler verursacht, bei geöffneten Stufeneigenschaften ebenfalls gekennzeichnet wird. |
Überwachungs-/Beschränkungsfehler |  | Wenn es bei einer Überwachung oder Beschränkung zu einem Validierungsfehler kommt, wird diese Überwachung oder Beschränkung gekennzeichnet. Beachten Sie, dass der Parameter, der den Fehler verursacht, bei geöffneten Eigenschaften der Beschränkung/Überwachung ebenfalls gekennzeichnet wird. |
Verbotene Platzierung |  | Wenn eine bestimmte Platzierung (einer Stufe, Überwachung oder Beschränkung) nicht zulässig ist, wird das Platzhaltersymbol nicht angezeigt. |
Arbeiten mit der Registerkarte Stapelprogrammsequenz
Gruppensequenzen werden zur Ausführung einer spezifizierten Anzahl von Verschraubungen in einer spezifischen Reihenfolge verwendet.
Die Verschraubungsreihenfolge kann entweder einem festen Schema folgen oder frei dem Bediener überlassen werden. In jedem Fall können die Buchsen oder Signale zur Kommunikation zwischen dem Werkzeug und dem Bediener verwendet werden.
Es wird eine Gruppe eingerichtet, um eine bestimmte Anzahl an aufeinanderfolgenden Verschraubungen mit demselben Verschraubungsprogramm durchzuführen. Gruppen müssen über ein spezifiziertes Verschraubungsprogramm und eine spezifizierte Gruppengröße verfügen, um ausgeführt werden zu können.
Eine Stapelprogrammsequenz ist ein geordneter Satz von Stapelprogrammen, wenn der Vorgang eine Kombination aus Stapelprogrammen und Verschraubungsprogrammen erfordert.
Eine Chargensequenz kann aus bis zu 99 Chargen bestehen, die über eine Chargengröße von bis zu 99 Anziehvorgängen verfügen. Die Chargen in einer Chargensequenz werden in der aufgeführten Reihenfolge durchgeführt. Es kann auch ein Buchsenwahlschalter verwendet werden, um die Reihenfolge der Chargen zu bestimmen.
Eine Stapelprogrammsequenz ist abgeschlossen (und das Werkzeug kann arretiert werden), wenn eine der folgenden Bedingungen zutrifft:
Alle Schraubvorgänge wurden entweder mit einem Ergebnis IO oder NIO abgeschlossen.
Das Signal Timer für Sequenzabbruch beendet die Aufgabe. Nicht ausgeführte Verschraubungen werden mit dem Ergebnis NIO gemeldet.
Gruppensequenz-Einstellungen
Im Menü Gruppensequenz werden Einzelheiten einer einzelnen Gruppensequenz mit folgenden Konfigurationselementen angezeigt:
Name: Name und Indexnummer der Sequenz.
Einstellungen: Parameter zur Steuerung des Ablaufs und der Reihenfolge der Verschraubungen.
Gruppenkonfiguration: Funktion zum Erstellen der Gruppensequenz aus einzelnen Verschraubungsprogrammen. Ein Stapelprogramm besteht aus einem einzelnen Verschraubungsprogramm, das mehrmals wiederholt wird.
Parameter | Beschreibung |
|---|---|
Bezeichnung | Der Name der Stapelprogrammsequenz besteht aus einer Indexnummer kombiniert mit optionalen Zeichen. Die Indexposition kann nicht geändert werden. Eine neue Konfiguration erhält die kleinstmögliche, verfügbare Indexnummer. Die Indexnummer ist wichtig, wenn Quellen und Indexnummern als Teil der Aufgabenauswahl verwendet werden. |
Parameter | Beschreibung | Default Value (Standardeinstellung) |
|---|---|---|
Werkzeugverriegelung bei abgeschl. Gruppensequenz | Eine Gruppensequenz ist abgeschlossen, wenn der Gruppensequenzzähler der Gruppensequenzgröße entspricht. Am: Das Werkzeug wird verriegelt, und ein Verschraubungsprogramm oder eine Gruppensequenz muss ausgewählt werden, um mit den Verschraubungen fortzufahren. Aus: Nach Abschluss kann die Gruppensequenz wiederholt werden. | Ein |
Freie Reihenfolge | Nein: Die konfigurierten Gruppen werden in der aufgeführten Reihenfolge ausgeführt, sofern sie zur Ausführung von Verschraubungen konfiguriert wurden. Bei einer Stecknuss-Spezifizierung fordert das System die jeweilige Stecknuss an, wenn die Gruppe ausgeführt werden soll. Ja: Die konfigurierten Gruppen können in einer beliebigen Reihenfolge ausgeführt werden. Der Bediener muss im System angeben, welche Charge mithilfe eines Stecknussselektors ausgewählt werden muss. Eine Gruppe wird als abgeschlossen betrachtet, wenn alle Verbindungen abgeschlossen wurden. | Nein |
Zähler erhöhen bei NIO | Damit wird ermöglicht, dass der Gruppenzählungswert erhöht wird, obwohl die Verschraubung als NIO gemeldet wird. Damit die Funktion Max. aufeinanderfolgende NIO (für die maximale Anzahl von Verschraubungen einer einzelnen Schraube) verwendet werden kann, muss Erhöhung bei NIO auf Nein eingestellt werden. Wenn dieser Parameter auf Ja eingestellt wird, kann die Sequenz mit der nächsten Verschraubung fortgesetzt werden. | Nein |
Max. aufeinanderfolgende NIO | Bei der Einstellung Max. aufeinanderfolgende NIO-Verschraubungen handelt es sich um eine festgelegte maximal zulässige Anzahl von aufeinanderfolgenden NIO-Verschraubungen in einer Gruppe. Bei Erreichen des Werts für Max. aufeinanderfolgende NIO wird Zu viele NIO-Verschraubungen (4020) angezeigt. | 0 |
Abnahme bei Lockerung OK | Verringert den Zähler innerhalb der gerade aktiven Charge. Eine abgeschlossene Gruppe kann nicht verringert werden. Nie: Die Einstellung ist aus. Der Zähler wird nicht verringert, wenn Lösen in der aktiven Gruppe vorgenommen wird. Immer: verringert den Zähler beim Lösen in den aktiven Gruppen, wenn das letzte Schraubergebnis IO war. Wenn das letzte Schraubergebnis IO ist: verringert den Zähler beim Lösen in einer aktiven Gruppe, ungeachtet vorheriger Schraubergebnisse. | Nie |
Timer für Sequenzabbruch | Am: Die ausgewählte Gruppensequenz kann innerhalb eines spezifizierten Zeitlimits abgebrochen werden. Aus: Die ausgewählte Stapelprogrammsequenz kann nicht abgebrochen werden. | Aus |
Zeitabbruch | Zeit in Sekunden. | 10 s |
Parameter | Beschreibung |
|---|---|
Verschraubungsprogramm | Das für die Gruppe zu verwendende Verschraubungsprogramm |
Gruppengröße | Anzahl der von der Gruppe ausgeführten Verschraubungen. Eine Gruppe kann maximal 99 Verschraubungen umfassen. Bei der Gruppengröße 0 kann die Gruppe eine unbegrenzte Anzahl von Verschraubungen umfassen. |
Bezeichner-Nummer | Bei Verwendung eines Aufsatz-Selektors wird diese Steckposition zur Aktivierung der Gruppe verwendet. |
Hinzufügen eines neuen Stapelprogramms zu einer Stapelprogrammsequenz
Wechseln Sie im Hauptmenü zu Gruppensequenz. Im Arbeitsbereich wird eine Liste von Stapelprogrammsequenzen angezeigt:
Wählen Sie das Plus-Symbol in der oberen rechten Ecke aus.
Vergeben Sie einen Namen für das die Gruppensequenz.
Wählen Sie in den Einstellungen die entsprechenden Parameter aus.
Wählen Sie Gruppenkonfiguration > Bearbeiten aus.
Wählen Sie ein Verschraubungsprogramm für die Gruppe aus.
Geben Sie die Gruppengröße an, also die Anzahl der Verschraubungen, aus denen die Gruppe bestehen soll.
Geben Sie eine optionale Identifikator-Zahl ein.
Der neuen Gruppensequenz wird die erste freie Position in der Sequenzliste zugewiesen. Wenn keine freien Plätze verfügbar sind, wird sie am Ende der Liste angefügt und erhält die kleinstmögliche verfügbare Indexnummer. Es ist nicht möglich, die Indexnummer zu ändern, um die Verschraubungsreihenfolge des Stapelprogramms zu ändern.
Stapelprogramm aus einer Stapelprogramm-Sequenz löschen
Wechseln Sie im Hauptmenü zu Gruppensequenz. Im Arbeitsbereich wird eine Liste von Stapelprogrammsequenzen angezeigt:
Wählen Sie die zu löschende Gruppensequenz aus.
Wählen Sie im unteren Arbeitsbereich die Schaltfläche Löschen aus.
Wenn ein Stapelprogramm aus der Stapelprogrammsequenz gelöscht wird, wird die Indexsequenz komprimiert und aktualisiert, sodass keine Lücken entstehen. Die Indexnummer der gelöschten Stapelprogrammsequenz wird automatisch der nächsten Sequenz zugewiesen, die erstellt wird.
Arbeiten mit der Registerkarte Quellen
Externe Signale, die als Aufgaben für Verschraubungen verwendet werden, werden im Menü Quellen konfiguriert. Die Quellen sind Zubehörteile oder Ähnliches, die an eine virtuelle Station angeschlossen sind. Es existieren zwei verschiedene Quellenaufgaben:
Quellenaufgabe Anziehen: wird verwendet, um ein einzelnes Verschraubungsprogramm auszuwählen.
Quellenaufgabe Charge: wird verwendet, um eine Stapelprogrammsequenz, also eine Reihe von Verschraubungsprogrammen auszuwählen.
Quelle Verschraubung
Bei quellenbasierten Verschraubungen wird ein spezifisches Verschraubungsprogramm mit einer Kennnummer verbunden. Wenn die Kennnummer an das Werkzeug gesendet wird (entweder über ein externes digitales Signal oder bei Verwendung eines Stecknuss-Selektors durch Anheben der entsprechenden Stecknuss im Selektor), wird das verbundene Programm so lange wiederholt ausgeführt, bis ein anderes Signal gesendet (oder die Stecknuss aufgenommen) wird. Es findet keine Gruppenzählung statt.
Um separate Listen mit der virtuellen Station zu verknüpfen, muss der virtuellen Station eine Quellenaufgabe zugewiesen werden. Wechseln Sie im Startmenü zu Integrierte Werkzeugsteuerung > Virtuelle Station und wählen Sie Aufgabe > Aufgabe ändern aus.
Quellen-Verschraubungs-Eigenschaften
Parameter | Beschreibung |
|---|---|
Bezeichnung | Der Name, der für die Quellenverschraubung vergeben wurde. |
Selektor-Modus | Steuerungsmodus: Ein Verschraubungsprogramm wird über eine externe Quelle ausgewählt, indem eine Kennnummer angefordert wird. Die Kennnummer ist mit einer entsprechenden Stecknuss im Stecknuss-Selektor verbunden, und die Verschraubungsprogrammauswahl erfolgt durch Herausheben der Stecknuss. Bestätigungsmodus: Der Stecknuss-Selektor kann nicht als Steuerquelle verwendet werden. In diesem Modus sind Kennnummern sowohl mit einem Verschraubungsprogramm als auch mit einer spezifischen Stecknuss verbunden (in einer zusätzlichen Spalte in der Liste angegeben). Bei der (über ein externes Signal erfolgenden) Anforderung einer Kennnummer wird die entsprechende Stecknuss im Stecknuss-Selektor angefordert, und das Verschraubungsprogramm wird beim Herausheben der Stecknuss aktiviert (andere Stecknüsse sind deaktiviert). Wenn keine Stecknuss spezifiziert (d. h. in der Stecknuss-Spalte 0 eingestellt) ist, wird das Verschraubungsprogramm direkt aktiviert und der Stecknuss-Status ignoriert. |
Max. aufeinanderfolgende NIO pro Programm | Ein: Die Charge wird fortgesetzt, auch wenn eine NIO-Verschraubung durchgeführt wurde. Aus: Einstellwert für maximal aufeinanderfolgende NIO-Verschraubungen. Die Charge wird nur fortgesetzt, auch wenn eine erfolgreiche Verschraubung durchgeführt wurde. |
Max. aufeinanderfolgende NIO | Legen Sie hier die Anzahl der zulässigen aufeinanderfolgenden NIO-Ergebnisse fest. Wenn der Wert auf 0 gesetzt ist, wird keine Prüfung auf NIO-Verschraubungen durchgeführt. Beim Erreichen der maximal aufeinanderfolgenden NIO wird das Werkzeug gesperrt und die Abarbeitung der Charge wird angehalten. |
Batch control (Gruppensteuerung) | Wählen Sie hier, wie das Quellanziehen ausgeführt werden soll. Intern: Konfigurieren Sie, wie oft ein Quellanziehen wiederholt werden soll. Extern: Konfigurieren Sie, wie oft ein Quellanziehen mit Open Protocol oder einem externen Protokoll ausgeführt werden soll. Jede Konfigurationsänderung löscht das Quellanziehen, um aus einem sauberen und bekannten Zustand neu zu starten (der Chargenzähler in der Charge wird auf 0 zurückgesetzt). Laufende Verschraubungen können beendet werden, bevor die Änderungen wirksam werden. |
Eine quellenbasierte Verschraubung konfigurieren
Öffnen Sie Quellen im Hauptmenü und wählen Sie im linken Fenster Verschraubung aus.
Wählen Sie das Plus-Symbol oben rechts aus.
Weisen Sie der quellenbasierten Verschraubung einen Namen zu und wählen Sie den korrekten Selektor-Modus (Steuerung oder Bestätigung – je nachdem, was erforderlich ist) aus.
Die maximal aufeinanderfolgenden NIOs können für jede quellenbasierte Verschraubung oder für jedes einzelne Programm, das in der Quellenanziehung enthalten ist, eingestellt werden. Setzen Sie den Parameter Max. aufeinanderfolgende NIO pro Programm auf Ja oder Nein, wie jeweils erforderlich.
Um die Anzahl der maximal aufeinanderfolgenden NIO pro Quellanziehen einzustellen, legen Sie Max. aufeinanderfolgende NIO pro Programm auf Nein fest. Geben Sie den Wert im Feld Max. aufeinanderfolgende NIO ein.
Um die Anzahl der maximal aufeinanderfolgenden NIO pro Programm einzustellen, legen Sie Max. aufeinanderfolgende NIO pro Programm auf Ja fest. Stellen Sie für jedes Programm im Abschnitt Konfiguration Barcode-Selektor den Wert in der Spalte Max NIO ein.
Standardmäßig steht bei der Erstellung einer neuen quellenbasierten Verschraubung nur eine bearbeitbare Kennnummer zur Verfügung. Wählen Sie unten auf dem Bildschirm das Plus-Symbol aus, um weitere hinzuzufügen.
Weisen Sie jedem Element eine Kennnummer zu.
Bei der Verwendung eines Stecknuss-Selektors werden die Kennnummern den Positionen im Stecknuss-Selektor entsprechen, d. h. Kennnummer 1 entspricht der Stecknuss-Nummer 1 im Stecknuss-Selektor.
Wählen Sie ein Verschraubungsprogramm zur Verbindung mit den einzelnen Kennnummern aus, indem Sie eine Zeile auswählen und Ihre Auswahl aus der Liste mit Verschraubungsprogrammen treffen.
Quellencharge
Eine Quellencharge konfigurieren
Öffnen Sie Quellen im Hauptmenü und wählen Sie im linken Fenster Gruppensequenz aus.
Wählen Sie das Plus-Symbol oben rechts aus.
Vergeben Sie einen Namen für die Quellencharge.
Stellen Sie Bei neuem Bezeichner abbrechen auf Ja ein, wenn der vorherige Scanvorgang beim Scannen einer neuen Bezeichner-Zeichenfolge abgebrochen werden soll.
Wählen Sie die Bezeichner-Methode aus (Zeichenfolge für Text oder Nummer für numerische Werte).
Wenn die Bezeichner-Methode auf Zeichenfolge eingestellt ist, fahren Sie mit den folgenden Schritten fort:
Setzen Sie Freie Reihenfolge auf Ein, wenn die Zeichenketten in beliebiger Reihenfolge gescannt werden sollen.
Identifikations-Zeichenketten können aus bis zu vier verschiedenen Zeichenketten bestehen. Wenn die freie Reihenfolge auf Nein gesetzt ist, müssen die Zeichenketten in einer bestimmten Reihenfolge gescannt werden, damit das System die Zeichenkette erkennt.
Fügen Sie bei Bedarf eine Identifikator-Zeichenfolge hinzu, indem Sie im Abschnitt Identifikator-Zeichenfolge-Konfiguration das Plus-Symbol auswählen.
Wählen Sie Namens-Kennzeichnung für die Identifikator-Zeichenfolge aus, die geändert werden soll. Im Dialogfeld können die folgenden Eigenschaften je Zeichenfolge angegeben werden:
Name - Name der Zeichenkette
Länge - Länge der Zeichenkette. Weitere Informationen zur Verknüpfung von Zeichenfolgen finden Sie unter Bezeichner-Zeichenfolgen kombinieren.
Signifikante Stellen - die relevanten Positionen in der Zeichenfolge. Weitere Informationen über wesentliche Positionen finden Sie unter Wesentliche Lese-Positionen in der Barcode-Zeichenfolge.
Gespeicherte Positionen - Welche Positionen vom System protokolliert werden sollen Weitere Informationen über gespeicherte Positionen finden Sie unter Gespeicherte Positionen.
Die ID-Nummer (1-4) im Zeichenfolge-Eigenschaftenfenster kann nicht geändert werden, sondern kann nur zum Navigieren zwischen den verschiedenen Zeichenfolgen verwendet werden.
Ein Fehler kann auftreten, wenn Freie Reihenfolge auf Ein gestellt ist und die Längen der verschiedenen Zeichenfolgen dupliziert werden. Die gescannte Sequenz aktiviert dann kein Verschraubungsprogramm. Um diesen Fehler zu beheben, setzen Sie Freie Reihenfolge auf Ein oder passen Sie die Länge der Zeichenfolge an.
Wählen Sie Bearbeiten im unteren Bereich des Felds Identifikator-Textkonfiguration aus.
Geben Sie im Fenster Bearbeiten an, welche Zeichenfolgen (in der Spalte Zeichenfolge enthält) mit welcher Gruppensequenz (in der Spalte Aktiviert) verbunden werden sollen. Wählen Sie das Plus-Symbol unten aus, um weitere Zeichenfolgen hinzuzufügen.
Platzhalter können verwendet werden, wenn Sie "Zeichenfolge enthält" eingeben. Die Platzhalter können an jeder Position in der Zeichenfolge verwendet werden. Bei einem mehrdeutigen Matching-Ergebnis wird keine Gruppensequenz aktiviert.
Der Platzhalter ist ein . (Zeitraum)
Signifikante Stellen
Signifikante Stellen dienen dazu festzulegen, welche Zeichen in der Barcode-Zeichenfolge gelesen werden sollen, wenn die Zeichenfolge zur Übereinstimmung mit Ihrer voreingestellten Zeichenfolge zusammengesetzt wird. Die Anzahl an wichtigen Positionen muss mit der Anzahl an Zeichen in den vordefinierten Strings übereinstimmen.
Wesentliche Lese-Positionen in der Barcode-Zeichenfolge
Die Positionen im Barcodestring sind einer Zahl zwischen 1 und 1024 zugeordnet. Die erste Position des Strings ist 1 und die letzte ist 1024.
Die signifikanten Stellen müssen unter Einhaltung der in der Tabelle unten aufgeführten Regeln spezifiziert werden.
Beschreibung | Signifikante Stellen | Gültige Konfiguration | Mit der voreingestellten Zeichenfolge zu übereinstimmende Barcode-Zeichenfolge |
|---|---|---|---|
Signifikante Stellen in der Reihenfolge | 1,2,3,7,8 | OK | ABCGH |
Signifikante Stellen in optionaler Reihenfolge | 7,1,2,3,8 | OK | GABCH |
Zahlenbereich | 1-3,7-8 | OK | ABCGH |
Kombination von Bezeichner-Zeichenfolgen
Der Identifikator-Text, der für die Zuordnung verwendet wird, ist eine Kombination aus bis zu vier Zeichenfolgen eines Fabrikmanagementsystems oder es handelt sich um bis zu vier Scanner-Eingänge, die in einer Zeichenfolge kombiniert werden müssen.
Mit den Schaltflächen Plus und Minus legen Sie fest, wie viele Zeichenfolgen kombiniert werden. Folgende Parameter sind verfügbar:
Parameter | Beschreibung |
|---|---|
Bezeichnung | Für die Zeichenfolge muss ein Name vergeben werden. |
Länge | Die Länge der einzugebenden Zeichenfolge muss bekannt sein. Dies ist wichtig, um den korrekten Identifikator-Text zu kombinieren. |
Signifikante Stellen | Die kommagetrennten Positionen oder Bereiche (durch Bindestrich getrennt) in der kombinierten Zeichenfolge, die zur Zuordnung verwendet werden. |
Gespeicherte Positionen | Die kommagetrennten Positionen oder Bereich in den Zeichenfolgen, die im Ergebnis gespeichert werden. |
Die Start- und End-Parameter in den einzelnen Zeilen definieren die jeweiligen Zeichenfolgen-Positionen im kombinierten Text-Identifikator, der im nächsten Schritt des Zuordnungsverfahren verwendet wird.
Im ersten Teil des Aufgaben-Auswahlverfahrens bei Verwendung eines Identifikator-Textes als Eingang wird festgelegt, welche Positionen der Zeichenfolge aktiviert werden sollen:
Definieren Sie durch Eingabe der signifikanten Stellen, welche Positionen im Identifikator-Text zur Zuordnung verwendet werden. Die Positionen müssen mit einem Komma getrennt werden.
Gespeicherte Positionen
Bei Gespeicherten Positionen handelt es sich um ein Feld, in dem der Benutzer angeben kann, welche Teile der einzelnen in den quellenbasierten Gruppen verwendeten Zeichenfolgen gespeichert werden und wie diese im Protokoll dargestellt werden. Geben Sie in diesem Feld die Positionen in der Zeichenfolge an, die gespeichert werden sollen. Positionen können nur Teile der gesamten Zeichenfolge darstellen. Wenn das Feld leer gelassen wird, wird die komplette (verknüpfte) Zeichenfolge gespeichert. In der nachstehenden Tabelle werden einige Beispiele für gespeicherte Positionskombinationen aufgeführt.
Gespeicherte Positionswerte sind durch Komma getrennt (keine Leerstellen), und Bereiche werden mithilfe eines Bindestrichs angegeben.
Bezeichner-Zeichenfolge | Positionen |
|---|---|
Zeichenfolge 1: 1234567 | 1-7 |
Zeichenfolge 2: abcdef | 8-13 |
Zeichenfolge 3: GHIJKL | 14-19 |
Zeichenfolge 4: 890 | 20-22 |
Gespeicherte Positionen | Gespeicherte Ergebnisse |
|---|---|
(leer) | 1234567abcdefGHIJKL890 |
1-3,9,11,15,20-22 | 123bdH890 |
8-12,1-7,19,20-21 wird automatisch geändert in: 1-12,19-21 | 1234567abcdeL89 |
Arbeiten mit der Registerkarte Konfigurationen
Die Konfiguration des Werkzeugs und seines Zubehörs wird im Menü Konfigurationen vorgenommen.
Werkzeugkonfiguration
Der folgende Abschnitt beschreibt, wie die verschiedenen Werkzeugfunktionen, wie etwa LEDs und Tasten, konfiguriert werden können.
1. Funktionstaste
Die Funktionstaste am Werkzeug kann zur Steuerung von bis zu sechs verfügbaren Eingangssignalen konfiguriert werden. Die drei möglichen Zustände der Taste werden mit den zwei möglichen Zuständen des Richtungsschalters kombiniert.
Die Funktionstaste ist für ICB-Werkzeuge nicht verfügbar.
Wechseln Sie im Hauptmenü zu Konfigurationen und wählen Sie Werkzeugkonfigurationen > Bearbeiten aus.
Wählen Sie 1. Funktionstaste > Bearbeiten.
Legen Sie die jeweils erforderlichen Parameter fest:
Zustände der Funktionstaste
Zustand des Richtungsschalters
Gedrückt gehalten
Im Uhrzeigersinn
Einmal betätigen
Im Uhrzeigersinn
Zweimal betätigen
Im Uhrzeigersinn
Gedrückt gehalten
Gegen UZS
Einmal betätigen
Gegen UZS
Zweimal betätigen
Gegen UZS
Jede der sechs Eingangssignal-Kombination kann einem der folgenden Elemente zugeordnet werden:
Artikel
Sequenz abbrechen
Ereignisse bestätigen
Werkzeugscanner aktivieren
Zählung um eins runter
Zählung um eins erhöhen
Verschraubungsprogramm umgehen
Master-Entriegelung
Stapelprogramm zurücksetzen
Stapelprogrammsequenz zurücksetzen
Zu viele NIO zurückgesetzt
Nächste Bezeichner-Nummer auswählen
Vorherige Bezeichner-Nummer auswählen
Werkzeug nach Abschluss entriegeln
Werkzeug bei Deaktivieren entriegeln
Legen Sie die Parameter zum Erkennungsintervall fest:
Parameter
Beschreibung
Default Value (Standardeinstellung)
Betätigungserkennungs-Intervall
Bei einmal betätigen: Die maximale Dauer der Betätigung (in Millisekunden) zwischen Betätigung der Taste und Loslassen der Taste.
300 ms
Intervall nächste Betätigung
Bei zweimaligem Drücken: Die maximale Dauer (in Millisekunden) zwischen dem Loslassen der Taste nach dem ersten Drücken bis zum erneuten Drücken der Taste.
300 ms
2. LED-Ring
Die Werkzeug-LED haben folgende Funktionen:
Die blaue LED befindet sich neben dem LED-Ring. Ein Ausgangssignal kann mit der LED verbunden werden und bietet eine Ausgangsmeldung für den Bediener.
Der LED-Ring besteht aus einem roten, einem gelben und einem grünen Ring. Ausgangssignale können mit den LEDs verbunden werden und bieten Ausgangsmeldungen für den Bediener.
Eine Ergebnisanzeige nutzt die LED-Ringe. Verschraubungssignale können mit den LEDs verbunden werden und bieten am Ende der Verschraubung Ausgangsmeldungen für den Bediener.
Ein Ausgangssignal kann vom Typ Ereignis oder vom Typ Zustand sein.
Ein Zustandssignal ist aktiv, so lange der jeweilige Zustand aktiv ist.
Ein Ereignissignal ist während einer programmierbaren Zeitspanne aktiv.
Blaue LED
Bei der blauen LED handelt es sich um eine einzelne LED mit dauerhaftem Signal.
Wählen Sie das Signal, das mit der blauen LED verbunden werden soll, von einem Kontextmenü aus.
Wählen Sie für ein Signal des Typs Ereignis die Dauer des Signals aus.
Ergebnisanzeige
Über ein Kontextmenü kann ein vorkonfiguriertes Muster ausgewählt werden. Dieses Muster kann eine Kombination von Verschraubungsergebnissen sein.
Wählen Sie die Signalmeldung, die angezeigt werden soll, aus einem Kontextmenü aus.
Signal
Beschreibung
Keine
Nach der Verschraubung werden unabhängig vom Ergebnis keine LEDs aktiviert.
Rot:hoch:gelb:niedrig
Wenn eine Verschraubung nicht korrekt abgeschlossen wurde (NOK), weist eine rote LED darauf hin, dass der Endwert zu hoch ist und eine gelbe LED, dass der Wert zu niedrig ist.
Rot:NIO:gelb:niedrig
Eine rote LED weist darauf hin, dass die Verschraubung nicht korrekt abgeschlossen wurde (NIO-Verschraubung). Eine zusätzliche gelbe LED zeigt an, wenn der Wert zu niedrig ist.
Rot:NIO
Eine rote LED weist darauf hin, dass die Verschraubung nicht korrekt abgeschlossen wurde (NIO-Verschraubung). Es werden keine weiteren LEDs eingeschaltet.
Rot:hoch(Priorität):gelb:niedrig
Ist der Grund für das NIO-Ergebnis, dass Zielwinkel/-moment Hoch erreicht wurde, so überschreibt die Anzeige Hoch eine Anzeige Niedrig.
Wählen Sie die Dauer des Signals aus.
Wenn eine Verschraubung abgebrochen wird, leuchtet eine LED auf. Die LED ist Teil der Ergebnisanzeige-Konfiguration.
Wenn eine Verschraubung durchgeführt wurde, erlischt eine LED. Die LED ist nicht Teil der Ergebnisanzeige-Konfiguration.
Wenn die maximale Zeitdauer nach Durchführung einer Verschraubung überschritten wird, erlischt eine LED.
Eine LED wird ausgeschaltet, wenn die nächste Verschraubung gestartet wird.
Wenn eine LED-Konfiguration durch ein Ausgangssignal aktiviert, erlischt eine LED und wird durch ein anderes LED-Signalmuster ersetzt.
LED-Ring
Der LED-Ring besteht aus drei Kreisen mit roten, gelben und grünen LED-Leuchten. Jeder Kreis kann anhaltend leuchten oder blicken. Dadurch sind insgesamt sechs verschiedene Signale möglich, die mit dem LED-Ring verbunden werden können.
Wählen Sie das Signal aus, das mit der LED-Farbe verbunden werden soll, und wählen Sie ein Eingangselement aus dem Kontextmenü aus.
Wählen Sie für ein Eingangselement des Typs Ereignis die Dauer des Signals aus.
Eine LED wird nur dann eingeschaltet, wenn nicht gerade eine Verschraubung ausgeführt wird und wenn das Steuerausgangssignal aktiviert ist.
Eine LED wird ausgeschaltet, wenn die maximale Zeit überschritten wird. Dies gilt nur, wenn der Signaltyp ein Ereignis ist.
Eine LED wird ausgeschaltet, wenn die nächste Verschraubung gestartet wird.
Eine LED wird ausgeschaltet, wenn das steuernde Ausgangssignal deaktiviert wird. Dies gilt nur, wenn der Signaltyp ein Zustand ist.
3. Richtungsschalter
Der Richtungsschalter am Werkzeug kann so konfiguriert werden, dass ein Eingangssignal ausgelöst wird, wenn schnell von im Uhrzeigersinn (CW) auf gegen den Uhrzeigersinn (CCW) und zurück oder umgekehrt geschaltet wird.
Wechseln Sie im Hauptmenü zu Konfigurationen und wählen Sie Werkzeugkonfigurationen > Bearbeiten aus.
Wählen Sie 3. Richtungsschalter > Bearbeiten
Wählen Sie den Eingang und anschließend einen Eintrag aus der Liste aus.
4. Summer
Für den Summer können verschiedene Töne eingestellt werden. Jeder dieser Töne kann einem Ausgangssignal zugeordnet werden, sodass für den Bediener eine Audioschnittstelle zur Verfügung steht.
Für die Konfiguration des Summers wird ein Ton mit einem Signal aus einer Liste von verfügbaren Signalen zugeordnet. Ein Signal mit einem Ton kann zwischen 1 und 10 priorisiert werden, wobei 1 die höchste Priorität und 10 die niedrigste ist. Standardmäßig haben ein Signal und ein Ton die Priorität 5.
Bis zu 20 unterschiedliche Signale lassen sich einem Ton zuordnen und jeder Ton kann ein eigenes Kennprofil mit Parametern besitzen, die in der folgenden Tabelle beschrieben werden. Bei zwei gleichzeitigen Signalen überschreibt das Signal mit der höchsten Priorität das andere Signal.
Ein Summersignal ist bis zum Abbruch aktiv und wird nicht durch ein Signal mit höherer Priorität unterbrochen.
Wechseln Sie im Hauptmenü zu Konfigurationen und wählen Sie Werkzeugkonfigurationen > Bearbeiten aus.
Wählen Sie 4. Summer > Bearbeiten
Wählen Sie das Plus-Symbol aus, um der Tabelle eine neue Tonkonfiguration hinzuzufügen.
Legen Sie die jeweils erforderlichen Parameter fest:
Parameter
Beschreibung
Priorität
Für die akustischen Signale stehen 10 verschiedene Prioritätsstufen zur Verfügung. 1 ist dabei die höchste Priorität. Die standardmäßige Prioritätsstufe ist 5.
Frequenz (0 Hz, 400 Hz - 4000 Hz)
Genaue Frequenz in Hz.
Ein-Zeit
Dauer (in ms), während der der Summer einen Ton ausgibt.
Aus-Zeit
Dauer (in ms), während der der Summer nicht ertönt.
Wiederholungen
Gibt an, wie oft der Summer die Ein/Aus-Sequenz wiederholt.
Lautstärke
Lautstärke des Summers in Prozent der maximalen Lautstärke.
Allgemeine Einstellungen
| Beschreibung |
|---|---|
Inaktivitätszeitlimit | Ein: Um Batterieleistung zu sparen, kann das Werkzeug nach einer bestimmten Inaktivitätsdauer automatisch ausgeschaltet werden. Aus: Das Werkzeug wird nicht aufgrund von Inaktivität ausgeschaltet. |
Inaktivitätszeitlimit | Zeit in Minuten. Geben Sie einen Wert zwischen 1 und 1.440 Minuten ein. |
Vorne positionierte LED | Am: Die vordere LED leuchtet, wenn der Werkzeug-Startknopf gedrückt wird. Aus: Die vordere LED ist immer aus. |
Dauer nach Auslösen des Drückers | Leuchtdauer der vorderen LED in Sekunden, beginnend mit dem Lösen des Werkzeug-Startknopfs. |
Startbedingung
Die Art des Werkzeugstarts kann über die Einstellung Startquelle konfiguriert werden. Die Standardeinstellung ist Nur Startschalter.
Artikel | Beschreibung |
|---|---|
Nur Startknopf | Drücken Sie den Startknopf am Werkzeug, um den Verschraubungsvorgang zu starten. |
Sicherheitsauslöser | Zwei Auslöser (Drücker- und Schubstarter) werden innerhalb von 500 ms aktiviert, um die Verschraubung zu starten. |
Zubehörbus
Über den Zubehörbus kann Werkzeugzubehör mit dem Werkzeug verbunden werden.
Zubehörtyp | Beschreibung |
|---|---|
TLS-Tag | Tag für das Werkzeugortungssystem, das zur Bereitstellung von Ausgangssignalen an den Bediener verwendet wird. |
EEHMI | Ein kleines Display und Tasten, die je nach Konfiguration zur Auswahl von Aufgaben oder Programmen verwendet werden. |
Scanner | Barcode-Scanner. |
TLS-Tag
Das Tag Tool Location System (TLS) ist ein Werkzeugzubehör. Das TLS-Tag wird am Werkzeug installiert und an den Werkzeugzubehörbus angeschlossen. Es stellt ein Bestandteil des Ubisense-Ortungssystems dar und wird unabhängig vom Werkzeug gehandhabt. Außer zur Ortung kann das TLS-Tag auch dazu verwendet werden, dem Bediener Informationen bereitzustellen. Ausgewählte Ausgangssignale können verschiedene LED-Kombinationen erzeugen.
Bis zu 10 verschiedene Ausgangssignale können einer Lichtpriorität zugeordnet werden.
Bei zwei gleichzeitigen Signalen hat das Signal mit der höheren Priorität Vorrang. Wenn zwei Signale mit derselben Priorität vorliegen, wird die LED durch das Signal ausgelöst, das zuerst ankommt.
Parameter | Beschreibung |
|---|---|
Signal | Wählen Sie aus dem Kontextmenü ein Signal zur Auslösung der LED aus. Wählen Sie für ein Signal des Typs Ereignis die Dauer des Signals aus. |
Farbe | Wählen Sie eine Farbe für die LED aus. |
Priorität | Für die akustischen Signale stehen 10 verschiedene Prioritätsstufen zur Verfügung. 1 ist dabei die höchste Priorität. Die standardmäßige Prioritätsstufe ist 5. |
Ein Ausgangssignal kann vom Typ Ereignis oder vom Typ Zustand sein.
Ein Zustandssignal ist aktiv, so lange der jeweilige Zustand aktiv ist.
Ein Ereignissignal ist während einer programmierbaren Zeitdauer aktiv.
EEHMI
Bei der EHMI handelt es sich um Werkzeugzubehör. Sie wird am Werkzeug installiert und an den Werkzeugzubehörbus angeschlossen. Sie umfasst ein kleines Display, drei Funktionstasten und einen optionalen Scanner. Das Display ist ein Modul der Web-Benutzeroberfläche der IxB-Software und ermöglicht die Auswahl von Verschraubungsprogrammen und Gruppensequenzen sowie die Anzeige von Verschraubungsergebnissen.
In der EHMI-Konfiguration kann festgelegt werden, ob die Funktionstasten aktiviert oder deaktiviert sind.
Parameter | Beschreibung |
|---|---|
Taste Funktion aktivieren | Am: Die Funktionstasten verfügen über den vollen Funktionsumfang zur Konfiguration von Einstellungen innerhalb der sichtbaren Menüs. Aus: Die Funktionstasten können nur zur Bestätigung eines erforderlichen Dialogs in der EHMI verwendet werden. |
Scanner
Der Scanner ist ein Werkzeugzubehör. Er wird am Werkzeug installiert und ist mit dem Werkzeugzubehörbus verbunden.
In der Scannerkonfiguration kann festgelegt werden, ob der Durchlaufmodus des Scanners aktiviert oder deaktiviert sein soll.
Selektor
Der Aufsatz-Selektor ist ein Stecknussmagazin mit LEDs, das dem Bediener bei der Auswahl des korrekten Aufsatzes für die Verschraubung, beispielsweise für eine Gruppensequenz, hilft. Wenn mehr als ein Verschraubungsprogramm verwendet wird, ist die Verwendung eines Selektors hilfreich. Beim Ansteuern einer Stecknuss wird das entsprechende Verschraubungsprogramm ausgewählt.
Es können mehrere Aufsatz-Selektor mit der virtuellen Station verbunden werden.
Um den Aufsatz-Selektor mit der virtuellen Station zu verbinden, öffnen Sie Integrierte Werkzeugsteuerung > Virtuelle Station > Zubehör und wählen Sie Zubehör wählen aus.
Informationen zur Einrichtung des Aufsatz-Selektors finden Sie in den Produktanweisungen für den Aufsatz-Selektor.
Öffnen Sie Konfigurationen im Hauptmenü und wählen Sie im linken Fenster Aufsatz-Selektor aus.
Vergeben Sie einen Namen für die Konfiguration.
Wählen Sie Bearbeiten aus.
Wählen Sie Hinzufügen oder Entfernen für die korrekte Anzahl von Aufsatz-Steckplätzen aus. Wählen Sie alle Steckplätze aus, die aktiv sein sollen (blau gekennzeichnet).
Legen Sie Steuerung auf Extern fest, wenn die Aufsatzauswahl von einem externen System gesteuert werden soll.
E/A-Erweiterung
Informationen zur Einrichtung des Aufsatz-Selektors finden Sie in den Produktanweisungen zur E/A-Erweiterung.
Öffnen Sie Konfigurationen im Hauptmenü und wählen Sie im linken Fenster E/A-Erweiterung aus.
Konfigurieren Sie die Eingänge und Ausgänge wie erforderlich.
Allgemeine virtuelle Station
Öffnen Sie Konfigurationen im Hauptmenü und wählen Sie im linken Fenster Allgemeine virtuelle Station aus.
Geben Sie der Konfiguration einen Namen und wählen Sie Bearbeiten aus.
Stellen Sie im Feld Ergebnisfilter für Berichte den Schalter für die Parameter, die Sie in den Ergebnissen mit einschließen möchten, auf Ein. Standardmäßig sind alle Parameter auf Ein gestellt.
Die folgenden Parameter können im Feld Ergebnisfilter für Berichte eingestellt werden:
Lösen
Zählung um eins erhöhen
Zählung um eins runter
Stapelprogramm zurücksetzen
Verschraubungsprogramm umgehen
Sequenz abbrechen
Stapelprogrammsequenz zurücksetzen
Konfigurieren Sie in den Verschraubungseinstellungen, wann das Lösen deaktiviert werden soll und wann die Verschraubung nach einer Verschraubung deaktiviert werden soll.
Parameter
Beschreibung
Werkzeug nach Lockerung entriegeln
Aus, Bei IO, Immer
Lösen deaktivieren
Aus, Bei IO-Verschraubung, Bei NIO-Verschraubung, Immer
Verschraubung deaktivieren
Aus, Bei IO-Verschraubung, Bei NIO-Verschraubung, Nach jeder Verschraubung
Arbeiten mit der Registerkarte Integrierte Werkzeugsteuerung
Virtuelle Station
Eine virtuelle Station ist eine softwareseitige Nachbildung eines Controllers. Das IxB-Werkzeug verfügt über eine integrierte Steuerung mit einer verbundenen virtuellen Station. Der virtuellen Station können verschiedene Konfigurationen je nach Bedarf zugewiesen werden. Es können Aufgaben ausgewählt, Zubehörkonfigurationen zugewiesen und Parameter für das Kommunikationsprotokoll festgelegt werden.
Eine ausgewählte Aufgabe kann entweder ein Verschraubungsprogramm oder eine Gruppensequenz ausführen oder eine Aufgabe durch Verwendung einer im Menü Quellen konfigurierten Quelle freigeben. Die Aufgabe lässt sich überwachen, und das Ergebnis der Aufgabe kann zusammen mit jeglichen Ereignissen, die möglicherweise während des Verfahrens auftraten, angezeigt werden.
Ändern der Lizenzart
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Virtuelle Station im linken Fenster aus.
Wählen Sie Virtueller Stationstyp im Feld Lizenz aus.
Wählen Sie eine neue Art aus der Liste aus.
Wählen Sie gegebenenfalls Funktionen > Bearbeiten aus, um Lizenzen für einzelne Funktionen hinzuzufügen.
Zuweisen einer Aufgabe zu einer virtuellen Station
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Virtuelle Station im linken Fenster aus. Wählen Sie Aufgabe wählen oder Aufgabe ändern im Menü Aufgabe aus.
Wählen Sie eine der folgenden Registerkarten aus:
Verschraubungsprogramm: Zeigt eine Liste der Verschraubungsprogramme an, die im Werkzeug vorhanden sind.
Stapelprogramm: Zeigt eine Liste der Gruppensequenzen an, die im Werkzeug vorhanden sind.
Quellen: Zeigt eine Liste der Quellaufgaben an, die im Werkzeug vorhanden sind.
Wählen Sie eine Aufgabe aus der Liste aus.
Der Name der Aufgabe wird im Feld Aufgabe aktualisiert.
Die Auswahl von Aufgaben mithilfe von Quellen, Kennnummern/Identifikator-Text wird ausführlich im Abschnitt Quellen erläutert.
Konfiguration des manuellen Modus in der virtuellen Station
Der manuelle Modus der virtuellen Station dient zur Ausführung von Aufgaben, während das Werkzeug verriegelt ist. Wenn das Werkzeug aus einem bestimmten Grund verriegelt ist (z. B. weil das Werkzeug außerhalb seines TLS-Bereichs liegt), könnte es dennoch notwendig sein, bestimmte Aufgaben mit dem Werkzeug zu erledigen, z. B. Notfallarbeiten. Durch das Konfigurieren des manuellen Modus für die virtuelle Station können Benutzer bestimmen, welche Signale beim Wechsel in den manuellen Modus gesendet werden (Eingangssignale), welche Aufgabe im manuellen Modus ausgeführt wird (sekundäre Aufgabe) und welche Signale beim Verlassen des manuellen Modus (Ausgangssignale) gesendet werden.
Da die gewünschten Szenarien je nach Benutzer variieren können (d. h. welche Signale beim Eingang und Ausgang gesendet werden sollen und welche Aufgabe durchzuführen ist), ist der manuelle Modus für jede virtuelle Station vollständig konfigurierbar.
Die Konfiguration besteht aus drei Elementen: Eingangssignale, Ausgangssignale und die sekundäre Aufgabe. (Beachten Sie, dass mit der primären Aufgabe die (automatische) Aufgabe gemeint ist, die der virtuellen Station unter Aufgabe zugewiesen wird.)
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Virtuelle Station im linken Fenster aus. Wählen Sie Manuellen Modus einstellen im Feld Aufgabe aus.
Wählen Sie Aufgabe wählen oder Aufgabe ändern im Feld Sekundäre Aufgabe aus. Hierdurch wird festgelegt, welche Aufgabe im manuellen Modus ausgeführt werden soll.
Wenn keine sekundäre Aufgabe festgelegt wird, wird während des manuellen Modus die primäre Aufgabe verwendet.
Für die sekundäre Aufgabe können alle Aufgabentypen (Verschraubung, Stapelprogrammsequenz, Signalquelle) wie für die primäre Aufgabe eingestellt werden.
Stellen Sie die zu sendenden Übergangssignale ein, indem Sie das Plus-Symbol unten im Bereich Übergang auswählen.
Stellen Sie die zu sendenden Verlassen-Signale ein, indem Sie das Plus-Symbol unten im Bereich Verlassen auswählen. Angaben zu den Parametern für Verlassen-Signale siehe unten.
Es können maximal 99 Übergangs- und Verlassen-Signale eingestellt werden.
Übergangs- und Verlassen-Signale
Die Parameter für ein- und ausgehende Signale sind die gleichen.
Es gibt zwei Signalarten: Boolesch und Ganzzahl/Zeichenfolge Für Boolesche Signale wird ein Ein/Aus-(True/False-)Schalter verwendet. Für Ganzzahl-/Zeichenfolgensignale wird ein Textfeld verwendet, in dem das (E/A-)Signal oder die Zeichenfolge angegeben werden kann.
Signal | Typ | Standardwert |
|---|---|---|
Sequenz abbrechen | Boolesche Instanz | Aus |
Ereignisse bestätigen | Boolesche Instanz | Aus |
Werkzeugscanner aktivieren | Boolesche Instanz | Aus |
Ergebnisse löschen | Boolesche Instanz | Aus |
Befehle Open-Protokoll deaktivieren | Boolesche Instanz | Aus |
Extern überwacht [1-8] | Boolesche Instanz | Aus |
Grüne Werkzeug-LED programmieren (externes Protokoll) | Boolesche Instanz | Aus |
Löschen aller Barcodes | Boolesche Instanz | Aus |
Stapelprogramm zurücksetzen | Boolesche Instanz | Aus |
Stapelprogrammsequenz zurücksetzen | Boolesche Instanz | Aus |
Bistabiles Relais zurücksetzen | Boolesche Instanz | Aus |
Letzten Barcode löschen | Boolesche Instanz | Aus |
Zu viele NIO zurückgesetzt | Boolesche Instanz | Aus |
Bistabiles Relais setzen | Boolesche Instanz | Aus |
Werkzeug nach Abschluss entriegeln | Boolesche Instanz | Aus |
Werkzeug bei Deaktivieren entriegeln | Boolesche Instanz | Aus |
Open Protocol
Unter Protokolle im Menü Virtuelle Station finden Sie abhängig von der aktuell gültigen Lizenz eine Liste der verfügbaren Kommunikationsprotokolle. Das Open Protocol ist für alle Lizenzen verfügbar.
Um auf die Funktionen über das Open Protocol zugreifen zu können, muss ein einzigartiger Port für die virtuelle Station definiert werden.
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Virtuelle Station im linken Fenster aus.
Setzen Sie den Schalter Open Protocol auf Ein.
Geben Sie die Server-Port-Nummer ein.
Geben Sie den SPS-Index-Wert ein.
Der SPS-Index legt fest, an welche Stelle im gemeinsamen genutzten Speicher die Open-Protocol-Befehle geschrieben werden sollen. Der Standardwert ist 1, es sind aber Werte zwischen 1 und 6 möglich
Die durchzuführende Maßnahme bei einem Kommunikationsausfall zum Client wählen.
Die Einstellung „Trennen“ steuert die durchzuführende Maßnahme bei einem Verbindungsfehler.
Keine - Das Verschraubungsprogramm wird normal fortgesetzt.
Werkzeug sperren aktiv hoch - Das Werkzeug wird nach normalem Abschluss der aktuellen Verschraubung gesperrt.
Aufgabenauswahl aufheben – Die Verschraubung wird nach Abschluss der momentan ausgeführten Aufgabe abgebrochen. Eine Ausnahme sind reine Verschraubungsprogramme oder Gruppensequenzen, bei denen die Aufgabe nach Abschluss entfernt wird.
Werkzeug immer sperren - Das Werkzeug wird nach Abschluss der aktuellen Verschraubung gesperrt, ungeachtet des Ergebnisses.
Setzen Sie Legacy-Zähler verwenden je nach Bedarf auf Ja oder Nein.
Wird der Zähler auf Ja eingestellt, zählt der Legacy-Zähler alle Verschraubungen in einer Sequenz und gibt die Anzahl an nachgeschaltete Systeme aus.
Wählen Sie MID2500-Löseprogramm und anschließend ein MID2500-Löseprogramm aus der Liste aus.
Bestätigen wählen.
Zubehör wählen
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Virtuelle Station im linken Fenster aus.
Wählen Sie Zubehör wählen im Feld Zubehör aus.
Wählen Sie das zu verbindende Zubehör aus, Aufsatz-Selektor, Scanner oder E/A-Erweiterung.
Wählen Sie in der Spalte Konfiguration (links) die für das Zubehör zu verwendende Konfiguration aus.
Wählen Sie in der Spalte Verbundenes Zubehör (rechts) das Zubehör aus, das verwendet werden soll.
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Virtuelle Station im linken Fenster aus.
Wählen Sie Zubehör wählen im Feld Zubehör aus.
Wählen Sie in der Liste Zugewiesenes Zubehör das Minus-Symbol neben dem Zubehör aus, das entfernt werden soll.
Werkzeug
Werkzeuginformationen anzeigen
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Werkzeug im linken Fenster aus.
Erweitern Sie das Feld Werkzeuginformationen, um die folgenden Informationen anzuzeigen:
Informationen
Beschreibung
Modell
Werkzeugmodell-Bezeichnung.
Max. Drehzahl
Die maximale Rotationsgeschwindigkeit des Werkzeugs (U/min).
Getriebeübersetzung
Das Verhältnis der Winkelgeschwindigkeit des Antriebsritzels zur Winkelgeschwindigkeit des Betriebsratssitzung.
Seriennummer
Die Seriennummer des Werkzeugs kann für die Auswahl der richtigen Ersatzteilliste oder Serviceanleitungen benötigt werden.
Max. Drehmoment
Das maximale Drehmoment, das das Werkzeug zum Anziehen verwenden kann.
Produktnummer
Die Produktnummer des Werkzeugs.
Integrität
Die Ansicht Integrität enthält Angaben zur Werkzeugtemperatur.
Die Werkzeugtemperatur wird kontinuierlich überwacht. Bei den unterstützten Temperatureinheiten handelt es sich um Grad Celsius (°C) und Grad Fahrenheit (°F), wobei °C der Standardeinheit entspricht. Sie können ohne Neustart des Werkzeugs zwischen den beiden Einheiten wechseln. Wenn die Temperatur des Werkzeugmotors oder der Werkzeugelektronik die Höchsttemperatur überschreitet, wird das Werkzeug verriegelt und eine Warnung (2014) angezeigt. Das Werkzeug wird freigegeben, sobald die Werkzeugtemperatur wieder unter die Temperaturgrenze fällt.
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Werkzeug im linken Fenster aus.
Sowohl Werkzeugelektronik- als auch Werkzeugmotor-Temperatur werden unter Integrität aufgeführt.
Wählen Sie einen Eintrag aus, um eine Liste mit Höchsttemperaturen und zugehörige Zeitstempel abzurufen.
Service
Das Werkzeug speichert eine Wartungsintervallzahl und zählt, wie viele Verschraubungen ausgeführt werden können, bevor eine Werkzeugwartung oder -instandsetzung erforderlich ist.
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Werkzeug im linken Fenster aus.
Erweitern Sie das Feld Wartung. Folgende Informationen werden eingeblendet:
Parameter
Beschreibung
Letzter Service
Datum und Uhrzeit der zuletzt durchgeführten Wartung. Das Datum der letzten Wartung wird von der Reparaturwerkstatt eingestellt. Das Letzte Wartungsdatum ist auf das aktuelle Datum und den aktuellen Zeitpunkt des Drückens der Taste Wartungszähler zurücksetzen eingestellt.
Gesamtanzahl an Anziehvorgängen bei der Wartung
Die Gesamtanzahl an Anziehvorgängen, die vom Werkzeug seit seiner ersten Verwendung durchgeführt wurden. Dieser Wert ist bei der Wartung verfügbar und bleibt bis zur nächsten Wartung gleich.
Restliche Verschraubungen
Gesamtzahl der übrigen Verschraubungen bis zum Erreichen des Wartungsintervalls.
Wartungsintervall
Die Anzahl der Verschraubungen, die vor der nächsten Wartung durchgeführt werden sollen. Es kann als Vielfaches von 10.000 eingestellt werden.
Wartungszähler rückstellen
Setzt den Zähler für die Verbleibenden Anziehvorgänge zurück und stellt das Letzte Wartungsdatum auf das aktuelle Datum ein.
Legen Sie im Feld Wartungsintervall einen Wert fest.
Die Anzahl der Wartungsintervalle kann nur als Vielfaches von 10.000 eingestellt werden. Andere Zahlen werden auf das nächste Vielfache von 10.000 abgerundet.
Wählen Sie OK.
Um den Wartungsalarm zu aktivieren, wechseln Sie zu Einstellungen > Alarme > Wartung und setzen Sie die Wartungsalarm-Anzeige auf Ein.
Werkzeugkalibrierung
Mit der Werkzeugkalibrierung kann gesteuert werden, wie gut ein Werkzeug sich auf einen Referenzgeber bezieht.
Der im Werkzeugspeicher abgelegte Kalibrierwert wird dazu verwendet, den vom Drehmomentgeber des Werkzeugs bereitgestellten Drehmomentwert so einzustellen, dass der korrekte Drehmomentwert in der Benutzeroberfläche angezeigt wird. Die Oberfläche zeigt das Datum an, an dem das Werkzeug zuletzt kalibriert wurde.
Vorbereitung der Kalibrierung
Stellen Sie sicher, dass das Werkzeug zur Ausführung von Verschraubungen eingestellt ist. Richten Sie das Werkzeug mit einem Drehmoment-Referenzgeber, wie beispielsweise einem STa6000, STpad oder JSB Bench aus. Einrichtungsanweisungen können Sie der Bedienungsanleitung für den jeweiligen Drehmoment-Referenzgeber entnehmen.
Wählen Sie ein Verschraubungsprogramm mit einem Sollmoment aus, das normalerweise bei einer mit Ihrem Werkzeug ausgeführten Verschraubung verwendet wird.
Der für das Werkzeug zu verwendende Kalibrierwert wird über die vom Werkzeug und dem Drehmoment-Referenzgeber erhaltenen Drehmomentwerte unter Verwendung der unten angegebenen Gleichung berechnet.

Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Virtuelle Station > Werkzeug > Kalibrierung aus.
Notieren Sie sich den alten Kalibrierwert im Kalibrierwert: Haupt-Textfeld.
Führen Sie mindestens drei Verschraubungen aus und verwenden Sie die vom Werkzeug und dem Referenzgeber (ACTA oder Ähnliches) abgelesenen Drehmomentwerte, um die mittleren Drehmomentwerte zu ermitteln.
Berechnen Sie den neuen Kalibrierwert unter Verwendung der Gleichung Neuer Kalibrierwert.
Geben Sie gegebenenfalls ein neues Datum im Feld Nächstes Kalibrierdatum ein.
Speichern Sie den neuen Kalibrierwert im Werkzeugspeicher, indem Sie den berechneten Wert im Kalibrierwert: Haupt-Textfeld eingeben und Bestätigen auswählen.
Nach Abschluss der Kalibrierung, führen Sie eine Verschraubung durch, um die neuen Werte auf Richtigkeit zu prüfen.
Um den Kalibrieralarm zu aktivieren, wechseln Sie zu Einstellungen > Alarme > Kalibrierung und setzen Sie den Kalibrieralarm auf Ein.
Kalibrieren eines Werkzeugs mit einem STa6000 oder STpad
Durchführung einer QA-Kalibrierung über ein STa6000 oder STpad
Wechseln Sie zum Menü Integrierte Werkzeugsteuerung und wählen Sie Werkzeug > QA > Kalibrierung aus.
Setzen Sie QA-Kalibrierung auf Ein.
Wählen Sie die zu verwendende Verbindungsart aus (TCP oder COM) und geben Sie die Portnummer ein.
Der Standardport zur Kommunikation lautet 4561.
Starten Sie die Kalibrierung vom STa6000/STpad aus. Das STa6000/STpad fordert Werkzeuginformationen und Verschraubungsprogramm an.
Einzelne Spannprogramme können nicht zur Kalibrierung verwendet werden. Stellen Sie sicher, dass ein Batch-Programm ausgewählt ist.
Führen Sie das Festziehen aus. Wenn das Kalibriergerät eine Verschraubung erkennt, fordert es das Verschraubungsergebnis vom Werkzeug an.
Wiederholen Sie den oben genannten Schritt bis alle Verschraubvorgänge der Charge ausgeführt wurden.
Nach Fertigstellung erstellt das STa6000/STpad einen Bericht und berechnet einen neuen Kalibrierwert für das Werkzeug.
Wählen Sie Speichern im STa6000 aus, um den neuen Kalibrierwert an das Werkzeug zu senden.
Wird während der Kalibrierung das Verschraubungsprogramm geändert oder die Sequenz/Gruppe aktualisiert, wird die Kalibrierung abgebrochen.
Die für die Kalibrierung verwendete Losgröße ist unbegrenzt. Der STa6000 kann jedoch nur zwei Ziffern als Losgröße anzeigen. Der Zähler auf dem Sta6000 zeigt daher 00 für 100 an.
Nach Abschluss der Kalibrierung, führen Sie eine Verschraubung durch, um die neuen Werte auf Richtigkeit zu prüfen.
Motortuning
Durch ein Motortuning wird das Motorsteuergerät des Werkzeugs justiert, um eine Leistungsoptimierung und Verlustminimierung zu erzielen.
Das Motortuning dauert ca. zwei Minuten, wobei die Spindel vor dem Abschluss sowohl im (CC) als auch gegen den Uhrzeigersinn (CCW) gedreht wird.
Für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration:
Entfernen Sie die offene Verlängerung vom Werkzeug, bevor Sie das Motortuning durchführen.
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Werkzeug > Motortuning aus.
Wählen Sie Ausführen aus und betätigen Sie anschließend den Startknopf am Werkzeug.
Folgen Sie den auf dem Bildschirm eingeblendeten Anweisungen und drücken Sie weiterhin den Startknopf am Werkzeug, bis das Motortuning abgeschlossen wurde.
Bei erfolgreich abgeschlossenem Motortuning wird ein IO-Ereignis angezeigt.
Bei nicht erfolgreich abgeschlossenem Motortuning, oder wenn der am Werkzeug befindliche Startknopf vor dem Abschluss des Motortunings gedrückt wurde, wird ein NIO-Ereignis angezeigt.
IAM
Das Intelligente Applikations-Modul (IAM) ist ein nichtflüchtiger Speicher im Werkzeug. Das Speichermodul enthält alle Werkzeugprogramme, Konfigurationen und Ergebnisse.
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie IAM aus.
Weisen Sie dem Werkzeug einen Namen zu.
Softwareversionen
Es können zwei Softwareversionen gleichzeitig auf dem Werkzeug installiert werden. Die Installation einer zweiten Softwareversion kann bei der Ausführung von Upgrades an mehreren Werkzeugen nützlich sein. Wenn die Produktion bereit für den Wechsel zur aktualisierten Software ist, erfolgt die Aktivierung der neuen Softwareversion über die Benutzeroberfläche der IXB-Software oder über ToolsTalk 2.
Bei einer Änderung der Softwareversion werden die Werkzeugkonfigurationen sowie die Verschraubungsprogramme nicht übertragen.
Software-Aktivierung
Das Werkzeug kann zwei installierte Softwareversionen speichern. Über die Funktion Software-Aktivierung ist es möglich, die zu verwendende Softwareversion auszuwählen.
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Software im linken Fenster aus.
Wählen Sie Aktuell oder Gespeichert im Fenster Software-Aktivierung aus.
Das Werkzeug wird automatisch neu gestartet, damit die Aktivierung wirksam wird.
Aktualisierung der Softwareversion
Wechseln Sie zum Menü Integrierte Werkzeugsteuerung und wählen Sie Software im linken Fenster aus.
Wechseln Sie zum Feld Softwareupdate und wählen Sie DURCHSUCHEN aus.
Suchen Sie nach der zip-Datei mit der entsprechenden Software und wählen Sie diese aus. Folgenden Sie den Anweisungen, um die Installation abzuschließen.
Hardware
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung. Wählen Sie im linken Fenster Hardware aus.
Wählen Sie Hauptplatine oder Antriebsmodul aus, um die Seriennummer, Artikelnummer und Hardware-Revision des Hardware-Moduls anzuzeigen.
Exportieren und Importieren von Konfigurationen
Die Export- und Importfunktionen werden zum Export von Ereignissen und Verschraubungsergebnissen zur Analyse in externen Programmen sowie zur Übertragung von Verschraubungsprogrammen, Gruppen und Werkzeugkonfigurationen zwischen Werkzeugen verwendet.
Die Exportfunktion dient zum:
Export von Anziehergebnissen und Aktionen für die weitere Verarbeitung.
Export von Protokolldateien zur Fehlerbehebungsunterstützung für einen Servicetechniker von Atlas Copco.
Export von Werkzeugkonfigurationen, die zum Kopieren von Einstellungen auf ein anderes Werkzeug verwendet werden können.
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung. Wählen Sie im linken Fenster Export/Import aus.
Wählen Sie aus, was vom Werkzeug exportiert werden soll: Alle Informationen oder Einstellungen und Konfigurationen.
Bei der Auswahl von Einstellungen und Konfigurationen wird keine Datei mit Ergebnissen oder Ereignissen in das Archiv exportiert. Mit dieser Einstellung nimmt der Export weniger Zeit in Anspruch.
Wählen Sie EXPORT. Es wird eine Aufforderung zur Auswahl des Speicher- oder Abrufpfads der exportierten Datei angezeigt.
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung. Wählen Sie im linken Fenster Export/Import aus.
Wählen Sie IMPORT. Bei Verwendung der Importfunktion werden alle Einstellungen für Verschraubungsprogramm, Stapelprogramm, Zubehör und Werkzeug mit den Einstellungen in der Importdatei ersetzt. Einstellungen für Netzwerk, PIN sowie Ergebnisse und Ereignisse werden jedoch nicht importiert.
Wählen Sie im Dialogfeld FORTFAHREN aus, um mit dem Import zu beginnen.
Exportierte Informationen und Dateiformat
Die exportierte Datei ist ein komprimiertes Dateiarchiv, das die folgenden Dateien enthält:
Alle Informationen
IXBExport_<datetime>_Results.csv
IXBExport_<datetime>_Events.csv
ExportInfo.txt
settings/settings.bin
atlas_tool_i.zip
atlas_sys_i.zip
atlas_subsystems_info.zip
atlas_plc.zip
jsonConfigurations.zip
Einstellungen und Konfigurationen
ExportInfo.txt
settings/settings.bin
jsonConfigurations.zip
Datei | Beschreibung |
|---|---|
IXBExport__<Tool name>_<Time stamp>_Events.csv | Eine CSV-Datei mit folgenden Informationen:
|
IXBExport__<Tool name>_<Time stamp>_Results.csv | Eine CSV-Datei mit folgenden Informationen:
|
ExportInfo.txt | Angaben zur Werkzeugeinrichtung und der Werkzeugsoftware. |
settings/settings.bin | Eine Binärdatei, die alle Verschraubungsprogramme, Gruppeneinstellungen, Zubehörkonfigurationen und Werkzeugeinstellungen enthält, wie beispielsweise: Sprache, Drehmomenteinheiten, Datum und Uhrzeit und Erscheinungsbild der Ergebnisansicht. |
atlas_tool_i.zip | Werkzeugprotokolle (zur Fehlerbehebung) |
atlas_sys_i.zip | Protokolldateien von IT-Anwendung |
atlas_subsystems_info.zip | Informationen zur Subsystem-Software |
atlas_plc.zip | PLC-Konfiguration |
jsonConfigurations.zip | Mehrstufige Verschraubungs- und Löseprogramme |
Je nach Spracheinstellung in der IxB-Software verwendet die exportierte .csv-Datei verschiedene Zeichen zur Trennung der Felder. Je nach Spracheinstellung auf dem Computer können beim Öffnen der exportierten .csv-Datei Formatierungsprobleme auftreten. Um Schwierigkeiten zu vermeiden, sollte die vom Werkzeug verwendete Sprache immer der Sprache des Computers entsprechen.
In der nachfolgenden Tabelle finden Sie Details zur Sprachformatierung der IxB-Software:
Sprache | Datum/Uhrzeit | Feld-Trennsymbol | Zahlenformat |
|---|---|---|---|
Englisch (en_US) | MM/TT/JJJJ hh:minmin:ss | , | 123,456 |
Tschechisch (cs_CZ) | TT.MM.JJJJ hh:minmin:ss | ; | 123.456 |
Deutsch (de_DE) | TT.MM.JJJJ hh:minmin:ss | ; | 123.456 |
Spanisch (es_ES) | TT/MM//JJJJ hh:minmin:ss | ; | 123.456 |
Französisch (fr_FR) | TT/MM/JJJJ hh:minmin:ss | ; | 123.456 |
Koreanisch (ko_KR) | JJJJ-MM-TT hh:minmin:ss | , | 123,456 |
Italienisch (it_IT) | TT/MM/JJJJ hh:minmin:ss | ; | 123.456 |
Japanisch (ja_JP) | JJJJ/MM/TT hh:minmin:ss | , | 123,456 |
Portugiesisch (pt_BR) | TT/MM/JJJJ hh:minmin:ss | ; | 123.456 |
Russisch (ru_RU) | TT.MM.JJJJ hh:minmin:ss | ; | 123.456 |
Schwedisch (sv_SE) | JJJJ-MM-TT hh:minmin:ss | ; | 123.456 |
Chinesisch (zh_CN) | JJJJ/MM/TT hh:minmin:ss | , | 123,456 |
Arbeiten mit der Registerkarte Einstellungen
Netzwerkkonfigurationen
Das Werkzeug kann für drahtlosen Zugriff über einen Webbrowser in einem lokalen Netzwerk (LAN) mittels des IPv4-Protokolls konfiguriert werden.
Optional kann das Werkzeug als Client, als Zugangspunkt für andere Geräte oder beides verwendet werden.
Nehmen Sie die Abdeckung am USB-Anschluss des Werkzeugs ab.
Schließen Sie das Werkzeug an den USB-Anschluss des PCs an.
Öffnen Sie einen Webbrowser und geben Sie die Adresse der Benutzeroberfläche der IxB-Software ein: 169.254.1.1.
Konfiguration als Drahtloser Client
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Netzwerk aus.
Wählen Sie im Feld Drahtloser Client Bearbeiten aus.
Setzen Sie Aktiviert auf Ein.
Setzen Sie DHCP je nach Konfiguration auf Ein oder Aus. Wenn es auf Aus gesetzt wurde, geben Sie die erforderlichen Informationen ein, die vom lokalen Systemadministrator bereitgestellt wurden.
IP-Adresse
Subnetzmaske
Gateway
Geben Sie einen Netzwerknamen (SSID) ein.
Wählen Sie im Feld Sicherheit Modus aus und wählen Sie einen Sicherheitsmodus aus der Liste. Wenn WPA2 Privat ausgewählt ist, geben Sie einen Sicherheitsschlüssel ein.
Geben Sie die Sicherheitsparameter ein und importieren Sie Zertifizierungsdateien und Schlüssel, falls erforderlich.
Fügen Sie gegebenenfalls DNS-Server, Server-Domäne und Such-Domäne unter Optionale Einstellungen ein.
Bestätigen wählen.
Das Werkzeug stellt eine Drahtlosverbindung zum Netzwerk her, was durch dauerhaftes Leuchten der blauen Verbindungs-LED am Werkzeug angezeigt wird.
Um drahtlos auf die Benutzeroberfläche zuzugreifen, geben Sie die IP-Adresse in einen Webbrowser ein.
Konfiguration des Werkzeugs als Drahtloser Zugangspunkt
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Netzwerk aus.
Wählen Sie im Feld Drahtloser ZP Bearbeiten aus.
Setzen Sie Aktiviert auf Ein.
Geben Sie die erforderlichen Informationen ein, die vom lokalen Systemadministrator bereitgestellt werden.
IP-Adresse
Subnetzmaske
Gateway
Setzen Sie für die Vergabe von IP-Adressen DHCP-Server auf Ein und geben Sie den IP-Bereichsanfang und das IP-Bereichsende ein.
Geben Sie einen Netzwerknamen (SSID) ein.
Wählen Sie im Feld Sicherheit Modus aus und wählen Sie einen Sicherheitsmodus aus der Liste. Wenn WPA2 Privat ausgewählt ist, geben Sie einen Sicherheitsschlüssel ein.
Bestätigen wählen.
Serververbindungen
Das Werkzeug kann zur Kommunikation mit Servern eingerichtet werden, welche die folgenden Atlas Copco-Softwareprodukte ausführen:
ToolsTalk − zur Konfiguration einer oder mehrerer Steuerungen sowie von IxB-Werkzeugen
ToolsNet − für Ergebnisberichte
Atlas Copco-Lizenzmanager
Konfiguration der ToolsTalk-Verbindung
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Serververbindungen aus.
Legen Sie im Feld ToolsTalk die folgenden Parameter fest:
Feld
Beschreibung
Ein/Aus
Aktivierung/Deaktivierung des Datenaustauschs mit dem ToolsTalk Server
Server-Port
ToolsTalk Server-Port
Server-Host
IP-Adresse ToolsTalk Server
Bestätigen wählen.
Weitere Informationen zur Konfiguration von ToolsTalk finden Sie im ToolsTalk 2-Benutzerhandbuch.
Konfiguration der ToolsNet-Verbindung
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Serververbindungen aus.
Legen Sie im Feld ToolsNet die folgenden Parameter fest:
Feld
Beschreibung
Ein/Aus
Aktivierung/Deaktivierung des Datenaustauschs mit dem ToolsNet Server
Server-Port
ToolsNet Server-Port
Server-Host
IP-Adresse ToolsNet Server
Bestätigen wählen.
Weitere Informationen zur Konfiguration von ToolsNet finden Sie im ToolsNet 8-Benutzerhandbuch.
Konfiguration der Lizenzmanager-Verbindung
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Serververbindungen aus.
Legen Sie im Feld Atlas Copco-Lizenzmanager die folgenden Parameter fest:
Feld
Beschreibung
Ein/Aus
Aktivierung/Deaktivierung der Kommunikation mit dem Atlas Copco-Lizenzmanager-Server
Server-Port
Serverport des Atlas Copco Lizenzmanagers
Server-Host
Server-IP-Adresse des Atlas Copco Lizenzmanagers
Wählen Sie APPLY.
Präferenzen
Datum und Uhrzeit
Datum und Uhrzeit müssen eingestellt werden, damit für Ereignisse und Ergebnisse der korrekte Zeitstempel verwendet wird. Die Zeit wird von einer der drei verfügbaren Quellen eingelesen:
Manuell − Datum, Uhrzeit und Zeitzone werden manuell eingestellt.
NTP − Datum und Uhrzeit werden von einem in der Benutzeroberfläche definierten NTP (Network Time Protocol)-Server bezogen.
ToolsNet − Datum und Uhrzeit und werden vom ToolsNet-Server bezogen.
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Voreinstellungen aus.
Legen Sie im Feld Datum und Uhrzeit die folgenden Parameter fest:
Parameter
Beschreibung
Quelle
Quelle zum Abrufen der Uhrzeit.
NTP Server 1
IP-Adresse eines NTP-Servers, der Datum und Uhrzeit für das Werkzeug bereitstellt.
Server 1 Status
OK/Kein Status
NTP Server 2
IP-Adresse eines NTP-Servers, der Datum und Uhrzeit für das Werkzeug bereitstellt.
Server 2 Status
OK/Kein Status
Datum
Das Datum wird manuell eingegeben, wenn die Quelle auf „manuell“ eingestellt ist.
Zeit
Die Uhrzeit wird manuell eingegeben, wenn die Quelle auf „manuell“ eingestellt ist.
Zeitzone
Die Zeitzone – entweder der Standort oder eine Standardzeitzone wie beispielsweise UTC (koordinierte Weltzeit)
Wählen Sie APPLY.
Sprache einstellen
Die Benutzeroberfläche ist in den folgenden zwölf Sprachen verfügbar:
Englisch
Tschechisch
Deutsch
Spanisch
Französisch
Koreanisch
Italienisch
Japanisch
Portugiesisch
Russisch
Schwedisch
Chinesisch
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Voreinstellungen aus.
Wählen Sie im Feld Sprache die aktuell verwendete Sprache und wählen Sie eine Sprache aus der Liste aus.
Die Sprachänderung wird sofort wirksam.
Einstellung der Drehmomenteinheit
Drehmomentergebnisse werden in der ausgewählten Einheit sowohl nach Ausführung einer Verschraubung als auch bei der Speicherung in der Ergebnisliste angezeigt.
Einheit | Beschreibung |
|---|---|
cNm | Zentinewtonmeter |
dNm | Dezinewtonmeter |
Nm | Newtonmeter |
kNm | Kilonewtonmeter |
in·lbf | Pfundkraft-Zoll |
ft·lbf | Pfundkraft-Fuß |
in·ozf | Unzekraft-Zoll |
ft·ozf | Unzekraft-Fuß |
gf·cm | Grammkraft-Zentimeter |
kgf·cm | Kilogrammkraft-Zentimeter |
kgf·m | Kilogrammkraft-Meter |
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Voreinstellungen aus.
Wählen Sie im Feld Drehmomenteinheiten die aktuell verwendete Einheit und wählen Sie eine Einheit aus der Liste aus.
Eine Änderung der Drehmomenteinheit wird sofort umgesetzt.
Einstellung der Temperatureinheit
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Voreinstellungen aus.
Wählen Sie im Feld Temperatureinheiten die aktuell verwendete Einheit und wählen Sie C° oder F° aus der Liste aus.
Einrichtung des Startbildschirms
Beim Starten das Werkzeugs wird standardmäßig die Hauptbildschirm angezeigt. Als Startbildschirm kann auch der Ergebnisbildschirm ausgewählt werden. Zur Übernahme der geänderten Startbildschirm-Einstellungen muss das Werkzeug neu gestartet oder die Benutzeroberfläche aktualisiert werden.
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Voreinstellungen aus.
Wählen Sie im Feld Startbildschirm den aktuell verwendeten Startbildschirm und anschließend Hauptbildschirm oder Ergebnisbildschirm aus der Liste aus.
Konfiguration der PIN-Einstellungen
Ein PIN-Code verhindert einen nicht autorisierten Gebrauch des Werkzeugs oder versehentliche Änderungen. Dem Werkzeug können mehrere Benutzer hinzugefügt werden, von denen jeder eine eigene PIN besitzt. Beachten Sie, dass der PIN-Code nicht mit der Werkzeugkonfiguration verknüpft ist und hauptsächlich der Protokollierung dient.
Die PIN muss eine vierstellige Nummer im Bereich von 0000–9999 sein. Wenn die PIN aktiviert ist und die konfigurierte Inaktivitätsdauer erreicht wurde, kann die Werkzeugkonfiguration nicht bearbeitet werden. Dem Werkzeug können maximal 10 Benutzer hinzugefügt werden.
Wenn Änderungen an der PIN vorgenommen werden, wird der Benutzer, der die Änderungen vorgenommen hat, protokolliert. Diese Information wird in der Spalte Geändert von angezeigt und in den Änderungsverlauf eingetragen.
Bei aktivierter PIN ist ein PIN-Code für den Zugriff auf das Werkzeug über die Web-Benutzeroberfläche erforderlich. Ohne Eingabe der korrekten PIN kann die Benutzeroberfläche gelesen, jedoch nicht bearbeitet werden.
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster PIN aus. Wählen Sie Konfigurieren aus.
Setzen Sie den Schalter PIN-Code auf Ein.
Die PIN kann nur aktiviert werden, wenn mindestens ein Benutzer in der Liste freigegeben ist. Wenn kein Benutzer freigegeben ist, wird eine Warnung angezeigt.
Geben Sie das Inaktivitätszeitlimit (in Sekunden) ein, mit dem festgelegt wird, wann das Werkzeug bei Inaktivität gesperrt wird.
Der Standardwert für das Inaktivitätszeitlimit beträgt 120 Sekunden. Bitte beachten: Hierbei handelt es sich um eine globale Einstellung, die nicht für jeden Benutzer einzeln festgelegt werden kann.
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster PIN aus. Wählen Sie Konfigurieren aus.
Wählen Sie das Plus-Symbol oben rechts aus.
Wählen Sie das Feld Name aus, um die Eingabe zu bearbeiten.
Geben Sie im Fenster Benutzer einen Namen ein.
Für den Benutzer PIN eingeben und PIN bestätigen. Die PIN muss eine vierstellige Nummer im Bereich von 0000–9999 sein.
Zur Übernahme der Änderungen müssen die in beiden Feldern eingegebene PIN (PIN eingeben und PIN bestätigen) übereinstimmen.
Bestätigen wählen.
Markieren Sie in der Benutzerliste das Kontrollkästchen links neben dem Benutzernamen, um diesen zu aktivieren.
Wenn die PIN aktiviert ist, wird das Werkzeug automatisch nach dem konfigurierten Inaktivitätszeitlimit gesperrt.
Zur Deaktivierung einer PIN/eines Benutzer demarkieren Sie das Kontrollkästchen links neben dem Benutzernamen.
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster PIN aus. Wählen Sie Konfigurieren aus.
Markieren Sie im Feld Benutzer das Kontrollkästchen links neben dem Benutzernamen, um diesen zu aktivieren.
Wenn die PIN aktiviert ist, wird das Werkzeug automatisch nach dem konfigurierten Inaktivitätszeitlimit gesperrt.
Zur Deaktivierung einer PIN/eines Benutzer demarkieren Sie das Kontrollkästchen links neben dem Benutzer.
Bitte beachten: Sie können die PINs auch aktivieren und deaktivieren, indem Sie den Benutzernamen auswählen und den Schalter Aktiviert auf Ein bzw. Aus stellen.
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster PIN aus. Wählen Sie Konfigurieren aus.
Wählen Sie im Feld Benutzer das rote Minus-Symbol rechts neben dem Benutzernamen aus.
Wählen Sie das Schloss-Symbol in der oberen rechten Ecke aus.
Es erscheint ein Dialogfeld mit einem Schloss. Geben Sie den PIN-Code ein und wählen Sie OK aus.
Wenn die PIN aktiviert ist und der Bildschirm entsperrt wurde, erscheint ein offenes Schloss-Symbol in der oberen rechten Ecke der Benutzeroberfläche.
Die Benutzeroberfläche kann durch Auswahl des offenen Schloss-Symbols erneut manuell gesperrt werden.
Konfiguration von Alarmen
Alarme werden eingestellt, um zu kontrollieren, wann eine Wartung oder Kalibrierung des Werkzeugs durchgeführt werden muss.
Das Werkzeugwartungsintervall, Details zur Kalibrierung und weitere relevante Informationen finden Sie im Menü Integrierte Werkzeugsteuerung > Werkzeug.
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Alarme aus.
Legen Sie im Feld Wartung die folgenden Parameter fest:
Parameter
Beschreibung
Wartungsindikator-Alarm
Ein/Aus: Aktiviert/deaktiviert einen Alarm für den Zeitpunkt, an dem das Wartungsintervall des Werkzeugs erreicht wird.
Werkzeugsperrung nach Alarm
Ein/Aus: Aktiviert/deaktiviert die Sperrung des Werkzeugs beim Erreichen des Wartungsintervalls.
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Alarme aus.
Setzen Sie im Feld Kalibrierung den Kalibrieralarm auf Ein/Aus, um ihn zu aktivieren/deaktivieren.
Ereigniskonfiguration
Jedes Ereignis umfasst eine Standardeinstellung, ob es bestätigt (ACK), aufgezeichnet (LOG) oder angezeigt (DISP) werden muss.
Einige Optionen können nicht verändert werden. Diese sind grau hinterlegt.
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Ereignisse aus.
Wählen Sie Ereignisse konfigurieren aus.
Suchen Sie nach dem Ereignis, das konfiguriert werden soll, indem Sie den Ereigniscode im Feld Suchen eingeben und Enter drücken.
Wählen Sie die Kontrollkästchen ACK., LOG. und DISP. wie gewünscht an oder ab.
Fügen Sie im Feld DETAILS gegebenenfalls Informationen zum Ereignis hinzu.
Zurücksetzen auf Werkseinstellungen
Das Werkzeug kann auf die ursprünglichen Werkseinstellungen zurückgesetzt werden.
Alle Einstellungen, Konfigurationen und Verlaufsdaten werden beim Zurücksetzen des Werkzeugs gelöscht. Nehmen Sie nur dann eine Zurücksetzung auf die Werkseinstellungen vor, wenn Sie vollkommen sicher sind, dass diese Maßnahme tatsächlich erforderlich ist.
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Zurücksetzen auf Werkseinstellungen aus.
Wählen Sie die Schaltfläche Zurücksetzen aus.
Es erscheint ein Dialogfenster, das davor warnt, dass alle Daten gelöscht werden. Wählen Sie Ja aus.
Das Werkzeug wird neu gestartet, um die neuen Einstellungen zu aktivieren.
Berichte und Statistiken
In diesem Abschnitt werden die verfügbaren Berichte und Statistiken erläutert.
Arbeiten mit der Registerkarte Berichte
Anzeige von Ergebnissen
In diesem Abschnitt wird beschrieben, wie auf Verschraubungsergebnisse auf dem Werkzeug zugegriffen werden kann und wie die in den verschiedenen Ergebnisansichten bereitgestellten Informationen zu lesen sind.
Bei Ausführung einer Verschraubung wird das Ergebnis auf dem Werkzeug gespeichert. Ergebnisse können auch an ein externes System, wie beispielsweise ToolsNet, gesendet oder mittels der Export-Funktion zur Analyse exportiert werden. Weitere Informationen zur statistischen Analyse, Filterung von Ergebnissen und Verschraubungsanalyse mittels ToolsNet finden Sie im ToolsNet-Benutzerhandbuch.
Live-Ergebnisse und gespeicherte Ergebnisse
Das Dialogfeld Live-Ergebnisse zeigt die Ergebnisse des Werkzeugs in Echtzeit auf dem Bildschirm an. Verschraubungsergebnisse werden ebenfalls automatisch auf dem Werkzeug gespeichert, sobald die Verschraubung abgeschlossen ist.
Jede Aufgabe wird als ein Ergebnis angezeigt. Zu einem einzelnen Schraubvorgang können Ergebnisse in einer Tabelle mit den wichtigen Parametern oder als Verschraubungsdiagramm dargestellt werden. Bei einer Stapelprogrammsequenz werden alle einzelnen Schraubvorgänge in der Reihenfolge angezeigt, in der sie ausgeführt werden.
Öffnen Sie Berichte im Hauptmenü und wählen Sie im linken Fenster Ergebnisse aus.
Wählen Sie Alle Ergebnisse anzeigen aus. In der Ergebnisliste werden folgende Informationen angezeigt:
Datum - Datum und Uhrzeit der ausgeführten Verschraubung.
Verschraubungsprogramm – Verschraubungsprogramm oder Gruppe/Verschraubungsprogramm
Ergebnisdetails - Drehmoment- oder Winkelergebnis und Ergebnisstatus.
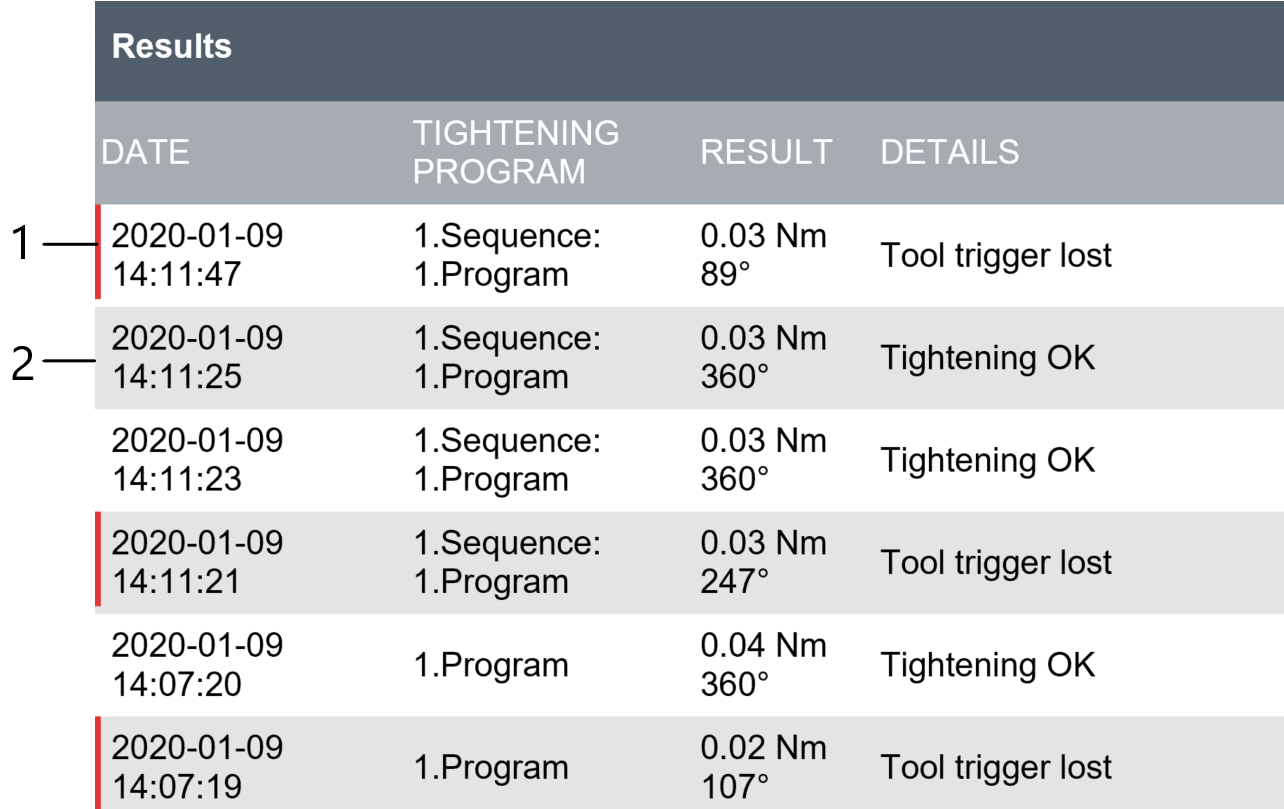
1
Eine NIO-Verschraubung
2
Eine IO-Verschraubung
Beschreibungen zu NIO-Ergebnissen finden Sie in der NIO-Ergebnisliste.
Tippen Sie auf ein Element in der Liste, um ein Dialogfenster zu öffnen, in dem Sie durch Klick auf die Pfeile an der Seite des Ergebnisfensters durch die verschiedenen Ergebnisansichten blättern können.
Verfügbare Ergebnisansichten
Durch Auswahl der nach rechts und links zeigenden Pfeile im Ergebnis-Dialogfenster kann durch die verschiedenen Ergebnisansichten geblättert werden. In diesem Abschnitt werden die verschiedenen Ergebnisansichten im Detail beschrieben.
Ergebnisansicht 1: Ergebnis in Zahlen
Im ersten Fenster wird das Ergebnis in Zahlen angezeigt:
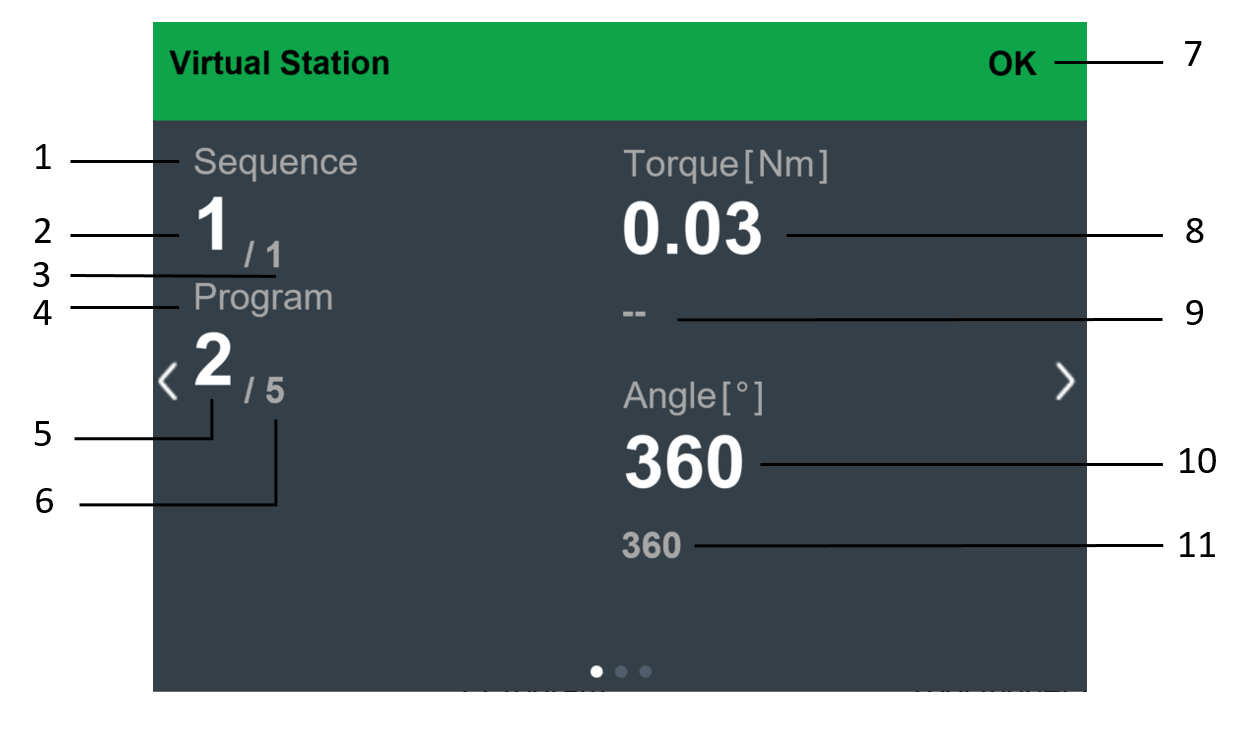
Position | Beschreibung |
|---|---|
1 | Name der Gruppensequenz |
2 | Anzahl der abgeschlossenen Gruppen in der Sequenz |
3 | Gesamtzahl der Gruppen in der Sequenz |
4 | Name des Verschraubungsprogramms |
5 | Anzahl der ausgeführten Verschraubungen in der Gruppe |
6 | Gesamtzahl der Verschraubungen in der Gruppe |
7 | Ergebnisstatus |
8 | Schraubergebnis |
9 | Sollmoment |
10 | Schraubergebnis |
11 | Sollwinkel |
Ergebnisansicht 2: Umfangreiche Ergebnisse
In der umfangreichen Ergebnisansicht werden bestimmte weitere Schraubergebnisse angezeigt.

Ergebnisansicht 3: Kurvenergebnis
Über diese Ansicht können genauere Angaben zum Verhalten der Verschraubung erhalten werden, um Anpassungen am Verschraubungsprogramm vorzunehmen. Je nach Schraubstrategie werden von der Kurve unterschiedliche Schraubparameter angezeigt.
Für das Kurvenergebnis stehen verschiedene Grafiken zur Verfügung:
Drehmoment/Zeit
Winkel/Zeit
Drehmoment/Winkel
Strom/Zeit
Strom/Winkel
Live-Ergebnisansicht

Position | Beschreibung |
|---|---|
1 | Solldrehmoment |
2 | Verschraubungsergebnis |
3 | Verschraubungsergebnis |
4 | Sollwinkel |
5 | Ergebnisstatus |
6 | Bei einer NIO-Verschraubung werden detaillierte Statusangaben zur nicht erfolgreichen Verschraubung bereitgestellt. |
7 | Anzahl der abgeschlossenen Gruppen in der Sequenz |
8 | Name der Gruppensequenz |
9 | Gesamtzahl der Gruppen in der Sequenz |
10 | Ergebnis jeder abgeschlossenen Gruppe in der Sequenz:
|
11 | Anzahl der ausgeführten Verschraubungen in der Gruppe |
12 | Name des Verschraubungsprogramms |
13 | Gesamtzahl der Verschraubungen in der Gruppe |
14 | Anzahl der ausgeführten Verschraubungen in der Gruppe:
|
Liste der NIO-Ergebnisse
Fehlermeldung | Beschreibung | Erforderliche Stufenkategorie | Meldung der Stufenüberwachungen | Meldung der Stufeneinschränkungen | Meldung der Programmüberwachungen | Meldung der Programmeinschränkungen |
|---|---|---|---|---|---|---|
Antriebsfehler | Interner Antriebsfehler oder Akku während der Verschraubung entfernt | |||||
Rehit | Versuch, eine bereits angezogene Schraube anzuziehen. | Rehit | ||||
Softstart-Drehmoment unter Minimum | Softstart-Drehmoment unter der Mindestgrenze. | SoftStart | Spitzendrehmoment | Drehmoment im Winkelfenster | ||
Softstart-Drehmoment über Maximum | Softstart-Drehmoment über der Höchstgrenze. | SoftStart | Spitzendrehmoment | Maximales Drehmoment | Oberer Drehmomentgrenzwert | |
Eindrehungs-Drehmoment über Maximum | Einschraubdrehmoment über der Höchstgrenze. | Eindrehen | Spitzendrehmoment | Maximales Drehmoment | Oberer Drehmomentgrenzwert | |
Eindrehungswinkel über Maximum | Einschraubwinkel über der Höchstgrenze. | Eindrehen | Winkel | Höchstwinkel | ||
Eindrehen überschreitet das maximale Zeitlimit | Einschraubzeit über der Höchstgrenze. | Eindrehen | Zeit | Höchstzeit | ||
Eindrehen unter dem minimalen Zeitlimit | Einschraubzeit unter der Mindestgrenze | Eindrehen | Zeit | |||
Eindrehungs-Drehmoment unter Minimum | Einschraubdrehmoment unter der Mindestgrenze. | Eindrehen | Spitzendrehmoment | Drehmoment im Winkelfenster | ||
Eindrehungswinkel unter Minimum | Einschraubwinkel unter der Mindestgrenze | Eindrehen | Winkel | |||
Drehmoment finaler Schritt über Maximum | Drehmoment für letzte Stufe über der Höchstgrenze. | Endwert | Spitzendrehmoment | Maximales Drehmoment | Drehmoment | Oberer Drehmomentgrenzwert |
Winkel finaler Schritt über Maximum | Winkel für letzte Stufe über der Höchstgrenze. | Endwert | Winkel | Höchstwinkel | Winkel | |
Drehmoment finaler Schritt unter Minimum | Drehmoment für letzte Stufe unter der Mindestgrenze. | Endwert | Spitzendrehmoment | Drehmoment im Winkelfenster | Drehmoment | |
Winkel finaler Schritt unter Minimum | Winkel für letzte Stufe unter der Mindestgrenze. | Endwert | Winkel | Winkel | ||
Verschraubungszeit abgelaufen | Zeitlimit für Verschraubung überschritten. | Maximale Zeitspanne | ||||
Startknopf losgelassen | Der Startknopf am Werkzeug wurde losgelassen, bevor der Sollwert erreicht wurde. | |||||
Abgleiten | Die Stecknuss rutschte von der Mutter. | Aufhebendes Drehmoment | ||||
Ansicht-Drehmoment unter Minimum | Drehmoment nach Anzeige unter der Mindestgrenze. | Drehmoment nach Anzeige niedrig | ||||
Ansicht-Drehmoment über Maximum | Drehmoment nach Anzeige über der Höchstgrenze. | Drehmoment nach Anzeige hoch | ||||
Intervall Drehmoment nach Anzeige nicht erreicht | Intervall Drehmoment nach Anzeige nicht erreicht. | Drehmoment nach Anzeige niedrig | ||||
Momentkompensationsintervall nicht erreicht | Momentkompensationsintervall-Winkel vor Einschraubende nicht erreicht | Sicherungsmoment | ||||
Stromüberwachungsfehler | Abweichung Drehmoment versus Strom über der Höchstgrenze. | Abweichung Drehmoment versus Strom | ||||
Softstart-Winkel über Maximum | Softstart-Winkel über der Höchstgrenze. | SoftStart | Winkel | Höchstwinkel | ||
Softstart-Winkel unter Minimum | Softstart-Winkel unter der Mindestgrenze | SoftStart | Winkel | |||
Winkel erster Schritt hoch | Winkel für erste Stufe über der Höchstgrenze | Erste | Winkel | Höchstwinkel | ||
Winkel erster Schritt niedrig | Winkel für erste Stufe unter der Mindestgrenze | Erste | Winkel | |||
Drehmoment erster Schritt hoch | Drehmoment für erste Stufe über der Höchstgrenze | Erste | Spitzendrehmoment | Maximales Drehmoment | Oberer Drehmomentgrenzwert | |
Drehmoment erster Schritt unter Minimum | Drehmoment für erste Stufe unter der Mindestgrenze | Erste | Spitzendrehmoment | Drehmoment im Winkelfenster | ||
Erster Schritt überschreitet das maximale Zeitlimit | Zeit für erste Stufe über der Höchstgrenze | Erste | Zeit | Höchstzeit | ||
Erster Schritt unter dem Mindest-Zeitlimit | Zeit für erste Stufe unter der Mindestgrenze | Erste | Zeit | |||
Letzter Schritt überschreitet das maximale Zeitlimit | Zeit für letzte Stufe über der Höchstgrenze | Endwert | Zeit | Höchstzeit | ||
Letzter Schritt unter dem Mindest-Zeitlimit | Zeit für letzte Stufe unter der Mindestgrenze | Endwert | Zeit | |||
Softstart überschreitet das maximale Zeitlimit | Softstart-Dauer über Höchstgrenze | SoftStart | Zeit | Höchstzeit | ||
Strom bei Abschaltung über Höchstgrenze | Gemessener Abschaltstrom über Höchstgrenze | Abschaltstrom | ||||
Strom bei Abschaltung unter Mindestgrenze | Gemessener Abschaltstrom unter Mindestgrenze | Abschaltstrom |
Ereignisse anzeigen
Aktionen werden dazu genutzt, um den Bediener über bestimmte Zustandsänderungen oder Vorkommnisse im System zu benachrichtigen. Diese werden in drei Gruppen unterteilt, Informationen, Warnungen und Fehler, und erfordern verschiedene Arten von Maßnahmen.
Jedes Ereignis umfasst eine Standardeinstellung, mit der bestimmt wird, ob es bestätigt (Ack), aufgezeichnet (Log) oder angezeigt (Disp) werden soll. Diese Einstellungen können im Menü Einstellungenunter Ereignisse konfiguriert werden.
Öffnen Sie Berichte im Hauptmenü und wählen Sie im linken Fenster Ergebnisse aus.
Wählen Sie Alle Ereignisse anzeigen aus.
Wählen Sie ein Ereignis aus der Liste aus, um das Ereignis-Dialogfenster zu öffnen.
Das Ereignis-Dialogfenster
Das Ereignis-Dialogfenster enthält Informationen zum eingetretenen Ereignis und beschreibt was wo und wann passiert ist.

Position | Beschreibung |
|---|---|
1 | Kopfzeile – Beschreibt, in welchem Systembereich das Ereignis auftrat. |
2 | Ereignisname – Eine kurze Beschreibung des Ereignisses. |
3 | Code – Eine spezifische vierstellige Zahl, mit der das Ereignis identifiziert wird. |
4 | Modul – Beschreibt, in welchem Systembereich das Ereignis auftrat. |
5 | Typ – Information, Warnung oder Fehler. |
6 | Zeit – Datum und Uhrzeit des Ereignisses. |
Ereigniscodes
Aktionen werden dazu genutzt, um den Bediener über bestimmte Zustandsänderungen oder Vorkommnisse im System zu benachrichtigen. Diese stellen verschiedene Typen dar, die verschiedene Arten an Aktionen erfordern.
Es ist zu beachten, dass bestimmte Verfahren nur von einem von Atlas Copco zugelassenen Kundendienstvertreter ausgeführt werden dürfen.
Ereigniscode-Gruppen
Die Ereigniscodes lassen sich in die folgenden Gruppen unterteilen:
Ereigniscode | Gruppe | Beschreibung |
|---|---|---|
1000-1999 | Steuerung, Werkzeug | Controller- und Werkzeugaktionen. |
2000-2999 | Werkzeug | Werkzeugereignisse |
3000-3999 | Steuerung, Antrieb, Kanal, Konfiguration | Steuerungs- und Antriebsereignisse sowie Stufensynchronisationsereignisse |
4000-4999 | Prozess | Schraubvorgangsereignisse |
5000-5999 | Konfiguration | Programmkonfigurationsereignisse |
6000-6999 | Zubehör | Zubehörereignisse |
7000-7999 | Nachricht | Meldungen |
Beschreibung der Ereigniscodeliste
Die folgende Tabelle beschreibt die Informationen in der Ereigniscodeliste.
Artikel | Beschreibung | |
|---|---|---|
Ereigniscode | Die spezifische Ereignisnummer | |
Typ | Art des Ereignisses:
| |
Bezeichnung | Ein beschreibender Name des Ereignisses | |
Beschreibung | Eine kurze Beschreibung des Ereignisses und des Grunds hierfür | |
Verfahren | Gegebenenfalls werden Anweisungen zum Löschen des Ereignisses angegeben. | |
A | Bestätigen: Teilt dem Benutzer mit, ob das Ereignis vor dem Fortfahren bestätigt werden muss. Beim in dieser Liste angegebenen Wert handelt es sich um die Standardeinstellung. | |
L | Aufzeichnen: Teilt dem Benutzer mit, ob das Ereignis im Ereignisprotokoll gespeichert werden soll. Beim in dieser Liste angegebenen Wert handelt es sich um die Standardeinstellung. | |
D | Anzeige: Teilt dem Benutzer mit, ob das Ereignis auf dem Bildschirm angezeigt werden soll. Beim in dieser Liste angegebenen Wert handelt es sich um die Standardeinstellung. | |
Ereigniscodeliste
Ereignis | Beschreibung | Verfahren | Protokoll | Display | Bestät. | ||
|---|---|---|---|---|---|---|---|
Code | Typ | Bezeichnung | |||||
1000 | Info | Steuerung gestartet | Die Steuerung wird gestartet. | k.A. | X |
|
|
1001 | Warnung | Controller-Seriennummer aktualisiert | Sie wird beim Hochfahren generiert, wenn die Seriennummer der IT-Platinenbox (Controller-Seriennummer) von der Seriennummer der AUX-Platinenbox abweicht. Die AUX-Platine lässt sich nicht vor Ort austauschen. Der Controller wird neu gestartet, wenn die Seriennummer aktualisiert wird. | IT-Platine oder Box austauschen. | X | X | X |
1010 | Info | Werkzeug angeschlossen | Ein Werkzeug wird angeschlossen. | k.A. | X | X |
|
1011 | Info | Werkzeug getrennt | Ein Werkzeug wird vom Anschluss getrennt. | k.A. | X | X |
|
1012 | Info | Werkzeugverbindung abgelehnt | Das OpenProtocol-Werkzeug hat die Verbindung zum Controller abgelehnt. | Überprüfen Sie, ob ein anderer Controller mit dem Werkzeug verbunden ist. | X | X |
|
2000 | Warnung | Akkuspannung niedrig |
| Den Akku austauschen. | X | X |
|
2001 | Warnung | Akku leer |
| Den Akku austauschen. | X | X |
|
2002 | Warnung | Werkzeugakku Gesundheit schwach | Werkzeug-Akkuhaltbarkeitsproblem wurde erkannt. | Den Akku austauschen. | X | X | |
2004 | Warnung | Werkzeug ist keine bevorzugte Art | Das Werkzeug wurde durch ein Werkzeug mit einem anderen maximalen Werkzeugdrehmoment ersetzt. | Austausch des Werkzeugs |
|
| |
2006 | Warnung | Werkzeugzusatzakku Gesundheit schwach | Die Backup-Batterie im Werkzeug zeigt schlechte Leistungsdaten. | Die Backup-Batterie muss ausgetauscht werden. | X |
| X |
2007 | Warnung | Werkzeugzusatzakku fehlt | Der Werkzeugzusatzakku fehlt. | Akku einlegen | X | X | |
2008 | Warnung | Werkzeugzusatzakku Fehler | Fehler am Werkzeugzusatzakku erkannt. | Den Akku austauschen. | X | X | |
2009 | Warnung | Reserveakkuspannung niedrig | Der Reserveakku der Steuerung ist fast leer. | Den Akku austauschen. | X | X | |
2010 | Fehler | Falsche Werkzeugsoftware-Version | Die Softwareversionen des Werkzeugs und der Steuerung sind nicht kompatibel. | Werkzeug warten - Werkzeugsoftware aktualisieren. | X | X | X |
2012 | Warnung | Störung Werkzeugkommunikation | Die Kommunikation zwischen Werkzeug und Steuerung wurde unterbrochen. | Antenne neu positionieren. | X |
|
|
2013 | Warnung | Ungültige Umschaltringposition | Der Richtungsschalter am Werkzeug befindet sich in einer falschen Stellung. | Bei häufigem Auftreten - Werkzeug warten. | X | X |
|
2014 | Warnung | Werkzeug überhitzt | Werkzeug überhitzt. | Werkzeug abkühlen lassen. | X | X |
|
2015 | Fehler | Werkzeugtemperatursensor-Fehler |
| Werkzeug warten. | X | X | |
2016 | Warnung | Impulseinheit des Werkzeugs überhitzt | Impulseinheit des Werkzeugs überhitzt. Werkzeug ist nicht gesperrt, aber die Warnung wird immer dann angezeigt, wenn das Werkzeug gestartet wird, solange die Pulseinheitstemperatur über dem Schwellenwert liegt. | Werkzeug abkühlen lassen | X | X | |
2019 | Warnung | Werkzeug kann Motor nicht starten | Fehler Werkzeugmotor | X | X | ||
2020 | Warnung | Motortuning des Werkzeugs erforderlich | Motortuning des Werkzeugs erforderlich. | Führen Sie ein Motortuning durch. | X | X |
|
2021 | Warnung | Motortuning fehlgeschlagen | Motortuning fehlgeschlagen. | Motortuning vollständig ausführen oder das Werkzeug warten. | X |
|
|
2022 | Info | Motortuning vollständig ausgeführt | Motortuning vollständig ausgeführt. | k.A. | X |
|
|
2023 | Warnung | Offenmaul-Tuning des Werkzeugs erforderlich | Offenmaul-Tuning des Werkzeugs erforderlich. | Offenmaul-Tuning ausführen. | X | X |
|
2024 | Warnung | Offenmaul-Tuning fehlgeschlagen | Offenmaul-Tuning fehlgeschlagen. | Versuchen Sie noch einmal, ein Offenmaul-Tuning auszuführen. Bei erneutem Fehler das Werkzeug warten. | X |
|
|
2025 | Info | Offenmaul Tuning erfolgreich | Offenmaul Tuning erfolgreich. | k.A. | X |
|
|
2026 | Warnung | Offenmaul-Positionierung fehlgeschlagen | Offenmaul-Positionierung fehlgeschlagen. | Den Startknopf erneut drücken und warten, bis die Positionierung abgeschlossen ist. Bei erneutem Fehler das Werkzeug warten. | X | X |
|
2027 | Warnung | Nutzung aufgrund hoher Werkzeugtemperatur eingeschränkt | Der Temperaturgrenzwert wurde erreicht. Die Verschraubung wurde gesperrt, um die Gefahr eines Herunterfahrens des Werkzeugs aufgrund von Überhitzung zu verringern. | Warten Sie, bis das Werkzeug abgekühlt ist. | X | X |
|
2030 | Fehler | Werkzeugspeicherfehler, Werkzeug ändern | Werkzeugspeicher-Fehler. | Führen Sie eine Werkzeugwartung durch. | X | X | X |
2031 | Fehler | Werkzeugzubehörspeicher fehlerhaft | Werkzeugzubehörspeicher fehlerhaft. | Eine Werkzeugzubehörwartung durchführen. | X | X | X |
2040 | Fehler | Systemprüfung fehlgeschlagen |
| X | X | X | |
2041 | Fehler | Drehmomentgeber-Fehler | Wird entweder bei einem Kalibrierfehler oder wenn das Werkzeug einen Messwertgeberfehler meldet, erzeugt. | Führen Sie eine Werkzeugwartung durch. | X | X |
|
2042 | Fehler | Winkelgeber-Fehler |
| Führen Sie eine Werkzeugwartung durch. | X | X | X |
2043 | Fehler | Werkzeugerdungsfehler |
| Führen Sie eine Werkzeugwartung durch. | X | X | X |
2044 | Info | Werkzeugwartungsintervall abgelaufen | Gibt an, dass das Werkzeug gewartet werden muss. Wird ausgelöst, wenn die festgelegte Anzahl von Verschraubungen überschritten wurde. | Das Werkzeug warten. | X | X |
|
2045 | Warnung | Werkzeugkalibrierdaten ungültig | Wenn die Validierung der Kalibrierdaten fehlschlägt. | Werkzeug warten. | X | X |
|
2046 | Info | Beim Werkzeug muss der Motor angepasst werden | Gibt an, dass das Werkzeug kalibriert werden muss. Wird ausgelöst, wenn der Kalibrierungsalarm in den Einstellungen aktiviert ist und die gegenwärtige Zeit über dem nächstem Kalibrierdatum liegt. | Werkzeug warten. | X | X |
|
2047 | Info | Automatische Aktualisierung der Wartungsdaten-Prüfsumme | Weist darauf hin, dass die Wartungsdaten-Prüfsumme automatisch aktualisiert wurde. | k.A. | X | X |
|
2048 | Info | Werkzeugkalibrierung durch QS-Gerät aktualisiert | Eine Aktualisierung der Werkzeugkalibrierung erfolgte als eine Kalibrierung mit einem QA-Gerät durchgeführt wurde | X | X | ||
2050 | Fehler | Werkzeug-Parameterdatei wird nicht unterstützt | Erforderliche Werkzeugparameter fehlen. | Werkzeugparameter aktualisieren. | X | X |
|
2060 | Info | Unerwartetes Startknopfverhalten | Wird zur Verhinderung eines Starts des Werkzeugs bei Anschluss eines Zubehörs verwendet. | k.A. | X | X |
|
2071 | Fehler | Werkzeugspeicher-Fehler | Werkzeugbeschreiber ist fehlerhaft. | Führen Sie eine Werkzeugwartung durch. | X | X |
|
2072 | Info | Unbekanntes Gerät angeschlossen |
| X | X |
| |
2073 | Warnung | Startknopf-Überwachungsfehler | HW-Kanal-Fehler. Hardware und Software des Werkzeugstartknopfs passen nicht zusammen. | X | X |
| |
2074 | Warnung | Fehler, Werkzeug-Anzeigeplatine | Fehler, Werkzeug-Anzeigeplatine. | Führen Sie eine Werkzeugwartung durch. | X | X |
|
2075 | Warnung | Werkzeuglüfter-Spannungsfehler | Werkzeuglüfter-Spannungsfehler. | Führen Sie eine Werkzeugwartung durch. | X | X |
|
2076 | Warnung | Busspannungsfehler, Werkzeugzubehör | Busspannungsfehler, Werkzeugzubehör. | Führen Sie eine Werkzeugwartung durch. | X | X |
|
2077 | Warnung | Startknopf-Sensorfehler | Startknopf-Sensorfehler. | Führen Sie eine Werkzeugwartung durch. | X | X | |
2078 | Info | Verschraubungsprogramm des Werkzeugs aktualisiert | Werkzeug aufgrund von Verschraubungsprogramm-Aktualisierung gesperrt. | X | X |
| |
2079 | Fehler | Werkzeugkabel nicht unterstützt | Werkzeugkabel ist fehlerhaft. Der im Kabel befindliche Chip reagiert nicht oder ist beschädigt. | Kabel austauschen. | X | X |
|
2080 | Fehler | Fehler Werkzeugakku | Gleichspannung zu hoch oder zu niedrig. Akkufehler. | Wenden Sie sich an einen Atlas Copco-Kundendienstvertreter und schicken Sie den Akku an Atlas Copco zurück (verwenden Sie ihn nicht wieder!). | X | X |
|
2081 | Fehler | Werkzeug-Stromgrenze erreicht | Die Stromgrenze wurde erreicht und der Antrieb ist abgeschaltet. | Führen Sie eine Werkzeugwartung durch. | X | X |
|
2082 | Fehler | Werkzeug-Strommessfehler | Strommessfehler. Bei der Strommessung kann kein zuverlässiges Ergebnis erhalten werden. | Führen Sie eine Werkzeugwartung durch. | X | X |
|
2083 | Fehler | Interner Werkzeugfehler | Diverse interne Hardwarefehler. | Führen Sie eine Werkzeugwartung durch. | X | X |
|
2084 | Fehler | Interner Werkzeug-Softwarefehler | Diverse interne Softwarefehler. | Führen Sie eine Werkzeugwartung durch. | X | X |
|
2085 | Fehler | Werkzeug-RBU-Fehler | Von der Werkzeugsoftware wurde ein RBU-Fehler festgestellt. | Überprüfen Sie, dass die RBU ordnungsgemäß installiert ist. Wenn der Fehler weiterhin vorhanden ist, das Werkzeug warten. | X | X |
|
2086 | Fehler | Werkzeugstillstand | Werkzeugmotor bleibt stehen. | Führen Sie eine Werkzeugwartung durch. | X | X |
|
2087 | Warnung | Werkzeugmotor Strom zu hoch | Die Strombegrenzung des Werkzeugmotors wurde überschritten und das Werkzeug ist gesperrt. Das Werkzeug wechselt in den Modus Ausfallsicher. | X | X | ||
2088 | Warnung | Werkzeugakku Strom zu hoch | Der Strom des Werkzeugakkus ist zu hoch. | X | X | ||
2089 | Warnung | Werkzeugantriebsspannung zu niedrig | Die Werkzeug-Antriebsspannung liegt unter der überwachten unteren Spannungsgrenze. | X | X | ||
2090 | Warnung | Werkzeugantriebsspannung zu hoch | Die Werkzeug-Antriebsspannung liegt über der überwachten oberen Spannungsgrenze. | X | X |
| |
2091 | Warnung | Werkzeug-Hauptplatine Fehler | Interner Fehler der Werkzeug-Hauptplatine. | X | X | ||
2092 | Warnung | Werkzeug-Stromversorgungsmodul Fehler | Interner Fehler des Werkzeug-Stromversorgungsmoduls | X | X | ||
2093 | Warnung | Ölstand der Impulseinheit niedrig | Der Ölstand des angeschlossenen Impulsschraubers ist niedrig. | Das Werkzeug warten. | X | X | |
2094 | Warnung | Ölstand der Impulseinheit leer | Der Ölstand des angeschlossenen Impulsschraubers liegt unter dem für den Betrieb erforderlichen Pegel. | Das Werkzeug warten. | X | X | X |
2095 | Warnung | Kommunikation mit Werkzeugakku ausgefallen | Kommunikation zwischen Werkzeug und Akku wurde unterbrochen. | Stellen Sie sicher, dass die Batterie richtig eingesetzt ist. Andernfalls Batterie wechseln | X | X | |
2096 | Fehler | Falsche Version der Werkzeugbatterie-Software | Software des Werkzeugakkus ist nicht mit der Werkzeugsoftware kompatibel. | Software aktualisieren. | X | X | |
2100 | Info | STwrench smartHead entfernt | STwrench smartHead wurde entfernt. | smartHead wieder anschließen und den Schraubenschlüssel neu starten. | X | X |
|
2101 | Warnung | Schraubenschlüssel-Verschraubung bei gesperrt | Eine Schraubenschlüssel-Verschraubung wurde durchgeführt, als der Werkzeugstatus im Controller auf gesperrt gesetzt war. | Warten Sie, bis der Werkzeugstatus im Controller entsperrt ist. | X | X |
|
3000 | Fehler | Interner Software-Fehler in der Steuerung | Softwarefehler in der Steuerung. | Den Kundendienst kontaktieren. | X | X | X |
3001 | Fehler | Steuerungsuhr Batterie leer | Interne Batterie nähert sich dem Ende ihrer Lebensdauer. | Den Akku austauschen. | X | X | X |
3010 | Warnung | System überhitzt | Die Steuerung wurde überhitzt. | Abkühlen lassen. | X | X |
|
3011 | Warnung | Laufwerk hat zur Überhitzung der Controller-Hardware geführt | Abkühlen lassen. | X | X | ||
3013 | Warnung | Nutzung aufgrund hoher Controllertemperatur eingeschränkt | Der Temperaturgrenzwert wurde erreicht. Die Verschraubung wurde gesperrt, um die Gefahr eines Herunterfahrens des Controllers aufgrund von Überhitzung zu verringern. | Warten Sie, bis der Controller abgekühlt ist. | X | X | |
3020 | Warnung | Hardwarefehler der Steuerung | X | X | |||
3021 | Warnung | Systemspannungsproblem | Gleichspannung zu hoch oder zu niedrig. | k.A. | X | X |
|
3030 | Fehler | IP-Adressenkonflikt mit einem anderen Knoten im Netzwerk | Die eingestellte IP-Adresse wird von einem anderen Gerät im selben Netzwerk verwendet. | Die IP-Adresse an einem der Geräte ändern. | X | X |
|
3031 | Info | Netzwerkkabel wurde entfernt | Der Träger der firmeneigenen Schnittstelle ist verloren gegangen (Kabel nicht angeschlossen). | Den Kabelanschluss prüfen. | X | X |
|
3032 | Info | Pairing wurde gestartet | Werkzeugkopplung gestartet. | k.A. | X | X |
|
3033 | Info | Pairing erfolgreich | Werkzeugkopplung erfolgreich. | k.A. | X | X |
|
3034 | Fehler | Pairing fehlgeschlagen: kein Werkzeug gefunden | Von der Steuerung wurde bei der Suche nach Geräten für das Funk-Pairing kein Werkzeug für das Pairing-Verfahren gefunden. | Das Werkzeug in den Pairing-Modus schalten und erneut versuchen. | X | X |
|
3035 | Fehler | Pairing fehlgeschlagen: mehr als ein Werkzeug gefunden | Von der Steuerung wurde bei der Suche nach Geräten für das Funk-Pairing mehr als ein Werkzeug gefunden. | Wenn der Pairing-Modus an der Steuerung gestartet wird sicherstellen, dass nur ein Werkzeug sich im Pairing-Modus befindet. | X | X |
|
3036 | Fehler | Pairing erfolglos: Kommunikationsfehler | Während des Pairing-Verfahrens trat bei der Steuerung ein Verbindungsabbruch, eine unerwartete Antwort oder eine Zeitabschaltung auf. | Versuchen Sie noch einmal, ein Pairing-Verfahren auszuführen. Bei erneutem Fehler das Werkzeug warten. | X | X |
|
3037 | Info | Pairing erfolglos: Werkzeugplatz ist voll | Einen Werkzeugplatz freimachen | X | X | ||
3040 | Warnung | Not-Aus | Antrieb aufgrund eines Notstopps deaktiviert. | Not-Aus rückstellen. | X | X |
|
3050 | Info | Systemuhr aktualisiert | Systemuhr wurde aktualisiert. | k.A. | X |
|
|
3051 | Fehler | Systemuhr-Fehler | Von der Echtzeituhr (RTC) der Hardware wurde die falsche Zeit abgelesen. | Den RTC-Akku austauschen. | X | X | X |
3052 | Warnung | Fernstartkonfigurationsfehler | HW und SW für die Fernstartkonfiguration passen nicht zusammen. | Prüfen und verifizieren, dass der HW-DIP-Schalter zur ausgewählten Startquelle passt. | X | X |
|
3053 | Info | Laufwerk verbunden | StepSync-Laufwerk wurde verbunden. | X | X | ||
3054 | Info | Laufwerk getrennt | StepSync-Laufwerk getrennt. | X | X | ||
3055 | Warnung | Fehler bei Moduskonfiguration | Wird erzeugt, wenn der ausgewählte Modus falsch konfiguriert wird. Beispielsweise Konfiguration von zwei Bolzen mit der gleichen Bolzennummer oder dem gleichen Kanal, unvollständige Moduskonfiguration | Überprüfen Sie ToolsTalk2 auf Fehler bei der Moduskonfiguration | X | X | |
3056 | Warnung | Kann nicht gestartet werden, Werkzeug oder Antrieb nicht vorhanden | Wird erzeugt, wenn einem verwendeten Kanal ein Laufwerk oder Werkzeug fehlt. | Überprüfen Sie das Kanalmenü auf der MMS. Verbinden Sie das fehlende Laufwerk oder Werkzeug. | X | X | |
3057 | Info | Kann nicht gestartet werden, Kanal wird bereits benutzt | Erzeugt, wenn ein benötigter Kanal einer anderen virtuellen Station zugewiesen wurde | X | X | ||
3058 | Info | Kein Modus ausgewählt | Modus auswählen | X | X | ||
3059 | Warnung | Verbindung mit Lizenzmanager von Atlas Copco fehlgeschlagen | Zeigt an, dass der Controller keine Verbindung mit dem lokalen Lizenzmanager zum Erhalt von Lizenzen aufbauen konnte. | Überprüfen Sie das lokale Netzwerk. Wenn die Verbindung erneut fehlschlägt, warten Sie den Controller. | X | X |
|
3084 | Fehler | Laufzeitfehler Soft-PLC | eCLR wurde unkontrolliert beendet. | X | X | ||
3150 | Fehler | Software nicht IAM-kompatibel | IAM ist nicht mit der auf dem Controller installierten Software kompatibel. | IAM ersetzen. | X | X | X |
3160 | Fehler | Neu installierte Software konnte nicht aktiviert werden | Bei der Aktivierung ist ein Problem aufgetreten. Wenn die neu installierte Software startet, dann erfolgt ein Rückfall zur vorherigen Betriebssoftware. Dies passiert ausschließlich während der Softwareinstallation, wenn die neue Software bei drei Versuchen nicht gestartet werden konnte. | Nehmen Sie einen Export vor und wenden Sie sich für weitere Unterstützung an Atlas Copco. Notieren Sie die zu installierende Softwareversion sowie die funktionierende Softwareversion. | X | X | X |
3161 | Fehler | Start bei unerwarteter Softwarepartition | Die Steuerung wurde bei der inaktiven Softwareseite und nicht bei der erwarteten Softwareseite gestartet. | Notieren Sie die Softwareversion (wählen Sie auf der Startseite der Steuerung „Steuerung > Software“). Versuchen Sie, die Steuerung neu zu starten und vergewissern Sie sich, dass sie beim Neustart mit der richtigen Software läuft. Wenn der Fehler bestehen bleibt, nehmen Sie einen Export vor und wenden Sie sich an Atlas Copco. | X | X | X |
3500 | Fehler | Generischer Lizenzmanager-Fehler | Inkonsistenzen im verwendeten Eigenschaftsverwaltungssystem erkannt. | Wenden Sie sich an einen Atlas Copco-Vertreter. | X | X | X |
3501 | Fehler | Synchronisationsfehler Lizenzmanager |
| X | X | X | |
3502 | Info | Lizenzmanager-Synchronisierung ausgeführt |
| X |
| ||
3503 | Warnung | Lizenzmanager: Es wird eine andere Quelle genutzt | Die Lizenz wird von einer anderen Quelle genutzt. | Lizenzzuordnung prüfen | X | X | |
3504 | Warnung | Neustart des Lizenzmanagers notwendig | Lizenzmanager erneut starten | X | X | ||
3505 | Info | Synchronisierung der USB-Lizenz hat begonnen | X | ||||
3506 | Fehler | Fehler bei der Synchronisierung der USB-Lizenz | X | ||||
3507 | Info | Synchronisierung der USB-Lizenz erfolgt | X | ||||
3508 | Info | Eine oder mehrere Lizenzen laufen bald ab. Bitte stellen Sie sicher, dass ein Lizenzserver konfiguriert wurde | Lizenzen aktualisieren | X | X | ||
3511 | Warnung | Eine Ihrer Lizenzen besitzt eine abweichende Lizenzdefinition | Inkonsistenzen in einer zu verwendenden Lizenz erkannt. | Wenden Sie sich an einen Atlas Copco-Vertreter. | X | X | |
3550 | Warnung | Lizenz fehlt | Korrekte Lizenz installieren | X | X | ||
4010 | Info | Werkzeug durch digitalen Eingang gesperrt | Das Werkzeug ist über ein Digitaleingangssignal gesperrt. | k.A. | X | X |
|
4011 | Info | Werkzeug durch Open Protocol gesperrt | Das Werkzeug ist durch das Open-Protokoll gesperrt. | k.A. | X | X |
|
4012 | Info | Werkzeug durch Feldbus gesperrt | Das Werkzeug ist per Feldbus gesperrt. | k.A. | X | X |
|
4013 | Info | Werkzeug durch Stecknuss-Selektor gesperrt | Das Tool ist gesperrt, wenn der Aufsatz-Selektor von der virtuellen Station getrennt wird. | Entsperren durch Master-Entriegelung | X | X | |
4014 | Info | Werkzeug durch Soft-PLC gesperrt | Soft-PLC-Signal hat das Werkzeug gesperrt. | Entsperren durch Master-Freigabe | X | X | |
4015 | Info | Lösen deaktiviert | Die Lösefunktion ist im Verschraubungsprogramm deaktiviert | X | X |
| |
4016 | Info | Verschraubung deaktiviert |
| X | X |
| |
4017 | Info | Lösen nicht konfiguriert | Die Lösefunktion ist im gewählten Verschraubungsprogramm nicht konfiguriert | Auswahl eines anderen Schraub-Programms | X | X | |
4020 | Info | Zu viele NIO-Verschraubungen | In der Gruppe wurde der Wert für max. aufeinanderfolgende NIO-Verschraubungen überschritten | X | X |
| |
4025 | Info | Kein Verschraubungsprogramm ausgewählt | Kein Verschraubungsprogramm ausgewählt. | Verschraubungsprogramm oder Gruppensequenz auswählen. | X | X | |
4030 | Info | Gruppensequenz abgebrochen | Die Gruppensequenz wurde abgebrochen. | X | X | ||
4031 | Info | Max. Zeit bis zum Abschluss der Chargensequenz. |
| X | X |
| |
4032 | Info | Max. Zeit bis zum Abschluss des ersten Anziehvorgangs. |
| X | X |
| |
4035 | Info | Gesperrt durch Liniensteuerung |
| X | X |
| |
4040 | Info | Durch alternativen Identifikator arretiert | Werkzeug durch alternativen Identifikator arretiert. | X | X |
| |
4050 | Ungültige Stecknusskonfiguration | Verschraubungsprogramm mehreren Stecknüssen zugewiesen. | Verschraubungsprogramm mehreren Stecknüssen zugewiesen | X | X |
| |
4060 | Info | Werkzeug nach abgeschlossener Charge arretiert | Wenn Sie eine Charge mit der Kennzeichnung \"Werkzeugarretierung\" auf einer abgeschlossenen Chargensequenz laufen lassen, wird dieses Ereignis erstellt, wenn der Auslöser gedrückt wird. | Entriegeln Sie es mithilfe des Signals \"Werkzeugentriegelung\" nach Abschluss des Vorgangs. | X | X |
|
4070 | Info | Prozess geht in den manuellen Modus | Gibt an, dass der manuelle Modus für eine virtuelle Station aktiviert wurde. | ||||
4071 | Info | Prozess geht in den automatischen Modus | Gibt an, dass der automatische Modus für eine virtuelle Station gewählt wurde. | ||||
4500 | Info | Ergebnis Antriebsfehler | Interner Antriebsfehler oder Antriebsverlust erkannt. |
|
|
|
|
4501 | Info | Ergebnis Rehit | Versuch, eine schon festgezogene Schraube anzuziehen, während die Rehit-Erkennung aktiviert ist. |
|
|
|
|
4502 | Info | Ergebnis Soft-Start-Drehmoment zu niedrig | Softstart-Drehmoment unter der Mindestgrenze. |
|
|
|
|
4503 | Info | Ergebnis Soft-Start-Drehmoment zu hoch | Softstart-Drehmoment über der Höchstgrenze. |
|
|
|
|
4504 | Info | Ergebnis Self-Tap-Drehmoment zu hoch | Selbstschneide-Drehmoment über der Höchstgrenze. |
|
|
|
|
4505 | Info | Ergebnis Self-Tap-Drehmoment zu niedrig | Selbstschneide-Drehmoment unter der Mindestgrenze. |
|
|
|
|
4506 | Info | Ergebnis Sicherheitsdrehmoment zu niedrig | Automatisch berechneter Drehmomentwert zur Sicherstellung eines korrekt montierten Drehmomentsensors. |
|
|
|
|
4507 | Info | Ergebnis Einschraubdrehmoment zu hoch | Einschraubdrehmoment über der Höchstgrenze. |
|
|
|
|
4508 | Info | Ergebnis Einschraubwinkel zu hoch | Einschraubwinkel über der Höchstgrenze. |
|
|
|
|
4509 | Info | Ergebnis Einschraubdauer zu hoch | Einschraubzeit über der Höchstgrenze. |
|
|
|
|
4510 | Info | Ergebnis Einschraubdauer zu niedrig | Einschraubzeit unter der Mindestgrenze. |
|
|
|
|
4511 | Info | Ergebnis Einschraubdrehmoment zu niedrig | Einschraubdrehmoment unter der Mindestgrenze. |
|
|
|
|
4512 | Info | Ergebnis Einschraubwinkel zu niedrig | Einschraubwinkel unter der Mindestgrenze. |
|
|
|
|
4513 | Info | Ergebnis Istwert-Drehmoment zu hoch | Drehmoment für letzte Stufe über der Höchstgrenze. |
|
|
|
|
4514 | Info | Ergebnis Istwert-Winkel zu hoch | Winkel für letzte Stufe über der Höchstgrenze. |
|
|
|
|
4515 | Info | Ergebnis Istwert-Drehmoment zu niedrig | Drehmoment für letzte Stufe unter der Mindestgrenze. |
|
|
|
|
4516 | Info | Ergebnis Istwert-Winkel zu niedrig | Winkel für letzte Stufe unter der Mindestgrenze. |
|
|
|
|
4517 | Info | Ergebnis Zeitüberschreitung Verschraubung | Zeitlimit für Verschraubung überschritten. Für allgemeine Verschraubungsstrategien beträgt die maximale Verschraubungszeit 30 Sekunden. Für eine mehrstufige maximale Verschraubungszeit hängt die maximale Zeitbegrenzung von der Stufenbeschränkung ab. Der Fehlercode ist abhängig von der Verschraubungsphase. | Verschraubung wiederholen: |
|
|
|
4518 | Info | Ergebnis Start verloren | Der Startknopf am Werkzeug wurde losgelassen, bevor der Sollwert erreicht wurde. Bei allgemeinen Verschraubungsstrategien darf der Startknopf nicht losgelassen werden, bevor die Verschraubungsphase abgeschlossen ist. Bei Multistep wird der Fehler angezeigt, wenn der Startknopf losgelassen wird, bevor der Sollwert in einer bestimmten Stufe erreicht wurde. |
|
|
|
|
4519 | Info | Vorzeitiger Drehmomentverlust | Die Stecknuss rutschte von der Mutter. |
|
|
|
|
4520 | Info | Ergebnis Ziel vor letztem Schritt erreicht | Das Sollmoment wurde vor der letzten Stufe des Verschraubungsprogramms erreicht. |
|
|
|
|
4521 | Info | Ergebnis Post-View-Drehmoment zu niedrig | Drehmoment nach Anzeige unter der Mindestgrenze. |
|
|
|
|
4522 | Info | Ergebnis Post-View-Drehmoment zu hoch | Drehmoment nach Anzeige über der Höchstgrenze. |
|
|
|
|
4523 | Info | Ergebnis Post-View-Drehmoment Intervall nicht erreicht | Intervall Drehmoment nach Anzeige nicht erreicht. |
|
|
|
|
4524 | Info | Ergebnis Drehmomentausgleich Intervall nicht erreicht | Momentkompensationsintervall-Winkel vor Einschraubende nicht erreicht. |
|
|
|
|
4525 | Info | Ergebnis Werkzeugbewegung überschritten | von einem detaillierten NOK-Verschraubungsstatus. |
|
|
|
|
4526 | Info | Ergebnis SafetyCurrMon-Sensor Fehlzuordnung | Stromüberwachungsfehler. |
|
|
|
|
4527 | Info | Ergebnis Werkzeugbewegung überschritten |
|
|
|
|
|
4528 | Info | Ergebnis Soft-Start-Winkel zu hoch | Softstart-Winkel über der Höchstgrenze (vier Stufen). |
|
|
|
|
4529 | Info | Ergebnis Soft-Start-Winkel zu niedrig | Softstart-Winkel unter der Mindestgrenze (vier Stufen). |
|
|
|
|
4530 | Info | Ergebnis erster Winkel zu hoch | Winkel erste Stufe über der Höchstgrenze (vier Stufen). |
|
|
|
|
4531 | Info | Ergebnis erster Winkel zu niedrig | Winkel erste Stufe unter der Mindestgrenze (vier Stufen). |
|
|
|
|
4532 | Info | Ergebnis erstes Drehmoment zu hoch | Drehmoment erste Stufe über der Höchstgrenze (vier Stufen). |
|
|
|
|
4533 | Info | Ergebnis erstes Drehmoment zu niedrig | Drehmoment erste Stufe unter der Mindestgrenze (vier Stufen). |
|
|
|
|
4534 | Info | Ergebnis Anfangszeit zu hoch | Zeit erste Stufe über der Höchstgrenze (vier Stufen). |
|
|
|
|
4535 | Info | Ergebnis Anfangszeit zu niedrig | Zeit erste Stufe unter der Mindestgrenze (vier Stufen). |
|
|
|
|
4536 | Info | Ergebnis Istwert-Zeit zu hoch | Zeit letzte Stufe über der Höchstgrenze (vier Stufen). |
|
|
|
|
4537 | Info | Ergebnis Istwert-Zeit zu niedrig | Zeit letzte Stufe unter der Mindestgrenze (vier Stufen). |
|
|
|
|
4538 | Info | Ergebnis Istwert-Überwachungs-Drehmoment zu niedrig | Endgültiges Überwachungsdrehmoment wurde nicht erreicht. |
|
|
|
|
4539 | Info | Ergebnis Soft-Start-Zeit zu hoch | Softstart-Zeit über der Höchstgrenze (vier Stufen). |
|
|
|
|
4540 | Info | Ergebnis Soft-Start-Zeit zu niedrig | Softstart-Zeit unter der Mindestgrenze (vier Stufen). |
|
|
|
|
4543 | Info | Ergebnisüberwachung hoch | Nur Schraubenschlüssel. Entdeckten überschrittenen Festziehwert überwachen. | ||||
4545 | Info | Ergebnis Kein Rest-Drehmoment | Nur Schraubenschlüssel. Restdrehmoment lag unter der Schwelle. | ||||
4546 | Info | Ergebnis Überdrehzahl | Nur Schraubenschlüssel. Schraubschlüssel-Gyro konnte Winkel aufgrund der hohen Geschwindigkeit nicht messen. | ||||
4547 | Info | Ergebnis Effektives Lösen | Nur Schraubenschlüssel. Schlüssel hat eine unerwartete Lockerung festgestellt. | ||||
4548 | Info | Ergebnis Final Unter Soll | Enddrehmoment liegt unter dem im Verschraubungsprogramm eingestellten Sollmoment. | ||||
4549 | Info | TurboTight Zeitlimit überschritten | TurboTight-Zeitlimit überschritten. | ||||
4550 | Info | Ergebnis Einschraubimpulse hoch | Maximale Anzahl von Eindrehungs-Impulsen ist überschritten. | ||||
4551 | Info | Ergebnis Einschraubimpulse niedrig | Die Eindrehung ist abgeschlossen, bevor die Mindestanzahl von Eindrehungs-Impulsen erreicht ist. | ||||
4552 | Info | Ergebnis letzte Impulse hoch | Maximale Anzahl Pulse überschritten. | ||||
4553 | Info | Ergebnis letzte Impulse niedrig | Die Anziehung ist abgeschlossen, bevor die Mindestanzahl von Impulsen erreicht ist. | ||||
4554 | Info | Strom bei Abschaltung zu hoch | Strom bei Abschaltung überschritt Stromgrenze Hoch. | ||||
4555 | Info | Strom bei Abschaltung zu niedrig | Gemessener Strom bei Abschaltung lag unter Stromgrenze Niedrig | ||||
4556 | Info | Nicht kategorisierter Mehrschritt-Fehler. | Ein Fehler in der mehrstufigen Konfiguration, oft in Verbindung mit der Werkzeugvalidierung. | ||||
4557 | Info | Ergebnis Überlast | X | X | |||
4600 | Warnung | Daten verwerfen oder Daten zurückhalten verwendet in Kombination mit Gruppenverschraubung. Die Signale haben keinen Effekt. | Daten verwerfen oder Daten zurückhalten werden nur für Arbeitsaufgaben ohne Gruppensteuerung unterstützt. Wählen Sie eine andere Arbeitsaufgabe aus, wenn die Signale verwendet werden müssen. Gilt nur für Flex und StepSync. | X | |||
4601 | Info | Daten zurückhalten aktiv: Verschraubungsergebnis wird gesendet, sobald das Signal niedrig ist. | Gilt nur für Flex und StepSync. | X | |||
4602 | Info | Daten verwerfen aktiv: Verschraubungsergebnis verworfen. | Gilt nur für Flex und StepSync. | X | |||
5010 | Warnung | Ungültige Parameterwerte für Verschraubungsprogramm | Die Parameter im ausgewählten Verschraubungsprogramm sind ungültig | Überprüfen Sie die Konfiguration des ausgewählten Verschraubungsprogramms, um den Wert des Parameters zu finden und zu ändern. | X | X |
|
5020 | Info | Hauptstarter ist nicht die aktive Startquelle | Wird ausgelöst, wenn nur der Schubstarter konfiguriert wurde und der Benutzer den Hauptstartknopf drückt. Wird so lange ausgelöst, bis der Schubstarter gedrückt wird. | Den Schubstarter zum Starten des Werkzeugs drücken. | X | X |
|
5030 | Info | Die Verschraubungsprogrammkomplexität überschreitet die Werkzeugkapazität | Das gewählte Verschraubungsprogramm ist für das Werkzeug zu komplex. Das Werkzeug wird gesperrt. | Reduzieren Sie die Komplexität des Verschraubungsprogramms oder wählen Sie ein anderes Programm | X | X | |
6010 | Info | Zubehör angeschlossen | Zubehör an Steuerung angeschlossen. |
| X | X | |
6020 | Info | Zubehör nicht angeschlossen | Zubehör von Steuerung getrennt. |
| X | X | |
6021 | Warnung | Feldbus offline | Keine Kommunikation mit dem Feldbus. | X | X | X | |
6030 | Warnung | Zubehör Adressenkonflikt | Es sind zwei oder mehr Zubehörgeräte mit derselben Adresse angeschlossen. | Ändern Sie die Adresse am Zubehör. | X | X | X |
6040 | Warnung | Zubehör Kommunikationsfehler | Zeitweise auftretender Kommunikationsfehler mit dem Zubehör. | Kabel und Anschlüsse prüfen. | X | X |
|
6041 | Warnung | Feldbusfehler | Kommunikationsfehler mit dem Feldbus. |
| X | X | X |
6042 | Warnung | Abweichung bei Feldbusmodul | Das installierte Feldbusmodul passt nicht zum konfigurierten Modul. | Ändern Sie die Konfiguration, sodass diese zum installierten Modul passt, oder tauschen Sie das installierte Modul gegen das korrekte aus. | X | X | X |
6050 | Info | Falsche Stecknuss ausgewählt | Wird ausgelöst, wenn keine oder die falsche Stecknuss ausgewählt wurde. | X | X |
| |
6090 | Warnung | Barcode-Lesegerät konnte nicht identifiziert werden | Wenn keine spezifische Seriennummer gefunden wird. | Das Barcode-Lesegerät konfigurieren. | X | X | X |
7010 | Info | Anzuzeigender Meldungstext | Allgemeines Ereignis für die Anzeige von Meldungen. | Keine |
|
| X |
8200 | Info | Fehler beim Öffnen des Seriellen Ports | Der zur Nutzung vorgesehene Serielle Port konnte nicht geöffnet werden. | Prüfen Sie die Anschlüsse des Seriellen Ports. | X | ||
8214 | Fehler | Falsche Version der EHMI-Software | Die EHMI-Softwareversion ist mit dem Controller nicht kompatibel. | Aktualisieren Sie die EHMI-Softwareversion. | X | X | |
NIO-Anteil anzeigen
Öffnen Sie Berichte im Hauptmenü und wählen Sie im linken Fenster NIO-Anteil aus.
Wählen Sie Verschraubungsprogramme mit den 10 höchsten NIO anzeigen aus.
Referenz
In diesem Abschnitt finden Sie verschiedene nützliche Informationen.
Begriffe und Definitionen
Begriff | Synonym | Definition | Hinweis |
|---|---|---|---|
Gruppe | Mehrere Verschraubungen, für die dasselbe Verschraubungsprogramm und die gleiche Stecknuss verwendet werden | ||
Gruppensequenz | Sequenz | Mehrere Verschraubungen, für die eine Kombination aus verschiedenen Verschraubungsprogrammen und Stecknüssen verwendet wird | |
Controller-GUI | Benutzerschnittstelle an den Steuerungstasten oder am Berührungsbildschirm | ||
Ereignis | Steuerungs- und Werkzeugstatussignale | ||
Endwinkel | tatsächlicher gemessener Winkelwert am Ende des Verschraubungszyklus | ||
Enddrehmoment | tatsächlicher gemessener Drehmomentwert am Ende des Verschraubungszyklus | ||
GUI |
| Die Benutzerschnittstelle besteht aus interaktiven grafischen Elementen wie Fenstern, Icons und Symbolen auf einem Display |
|
HMI | Mensch-Maschine-Schnittstelle | Benutzerschnittstelle zu Werkzeug oder Steuerung | Bei der HMI kann es sich um eine webbasierte Computer-Schnittstelle oder um einen Berührungsbildschirm der Steuerung handeln. |
IAM | Intelligentes Applikationsmodul | ausbaubares Modul in der Steuerung, das das jeweilige Programm sowie Konfigurationsparameter und Schraubergebnisse enthält | |
Linienstruktur | Sortierung und Gruppierung der Steuerungen in Strukturen, Ordner oder Unterordner in ToolsTalk | Die Leitungsstruktur ist eine Methode zur Verbesserung der Sichtbarkeit einer großen Gruppe an Controllern auf strukturierte Art und Weise. | |
Drehmoment nach Anzeige | Funktion zur Überwachung und Erkennung der Maximal- und Minimalwerte für das Drehmoment vor Abschluss des Eindrehens | Die Funktion Drehmoment nach Anzeige eignet sich beispielsweise bei Verwendung einer selbstsichernden Mutter. | |
Verschraubungsprogramm | Parametersatz | Konfiguration der Parameter und Werte zur Steuerung und Überwachung eines einzelnen Verschraubungsvorgangs und zur Speicherung des Schraubergebnisses | |
Weiterleiten | Übertragung der in ToolsTalk gespeicherten Daten zum Steuerungsspeicher | ||
QIF | Montage mit integriertem Qualitätsmanagement | vollständig integrierte Montagelinie aus Schraubern, Steuerungen, Zubehör und Prozessüberwachungswerkzeugen zur Gewährleistung einer hohen Qualität und Rückverfolgbarkeit von Verschraubungen bei industriellen Montagesystemen | QIF wurde von Atlas Copco entwickelt und wird bevorzugt in der Kfz-Industrie und für andere Montagevorgänge verwendet, bei denen viele kritische Verbindungen vorliegen. Zum QIF-Konzept gehören außerdem Prozessüberwachung und -dokumentation. |
QIF-Zubehör | Zubehör zur Bedienerkommunikation und -führung bei QIF-Prozessen | Zubehörprodukte für die Kommunikation zwischen dem System und dem Bediener. Beispiele: Scanner, Bedienpult, Lichtsäule und Buchsenwahlschalter. Die Kommunikation bietet eine verbesserte Qualität und Nachverfolgbarkeit im Montagevorgang. | |
Quickstep | Schraubstrategie | Eine Schraubstrategie, die dazu dient, eine Vorspannungsstreuung der Verbindung zu reduzieren, indem eine anfängliche Stufe mit vorgegebenem Drehzahl- und Drehmomentwert hinzugefügt und anschließend die Drehzahl in der Endstufe herabgesetzt wird. | |
Erkennung von „Rehits“ (mehrfaches Anziehen derselben Schraube) | Erkennung einer erneuten Verschraubung einer bereits verschraubten Verbindung | ||
Drehen | Schraubstrategie, bei der der Werkzeugkopf gedreht wird. | Die Funktion Drehen wird hauptsächlich für Test- oder Demozwecke verwendet. | |
Einschraubphase beendet | Das Ende der Einschraubstufe, wenn der Schraubenkopf die Oberfläche berührt und die Anzugsstufe beginnt | ||
Einschraubstufe | Stufe, bei der die Schraube auf das Gewinde aufgesetzt wird, bis der Schraubenkopf die Oberfläche berührt | ||
Fügepunkt | die Schraube wurde ungefähr fingerfest auf die Oberfläche geschraubt | ||
Aufsatz-Selektor | QIF-Zubehör, das aus einem Stecknusskasten mit Lampen besteht und verwendet werden kann, um einen Bediener zur richtigen Stecknuss zu führen | ||
Softstart | Verschraubungsstart mit langsamer Drehzahl während Verwendung eines spezifizierten Drehwinkels | Diese Funktion dient dazu, die Schraube auf kontrollierte Weise auf das Gewinde aufzusetzen und kann eine unerwünschte Bewegung des Werkzeugs beim Drücken des Startknopfs verhindern. | |
Lichtsäule | QIF-Zubehör zur Kommunikation zwischen Bediener und Steuerung über digitale Signale wie Leuchten, Tasten, Schalter und Summer | ||
Sollwert | erwünschtes Schraubergebnis | Der Sollwert wird als Drehmoment oder Drehwinkel angegeben. | |
Sollwinkel | erwünschter Winkelwert am Ende eines Verschraubungszyklus; wird von einem Bezugspunkt aus gemessen | ||
Sollmoment | erwünschter Drehmomentwert am Ende des Verschraubungszyklus | ||
Dreistufig | Schraubstrategie | Eine Schraubstrategie zur Reduzierung von Vorspannungsstreuungs- und Entspannungseffekten einer Verbindung, die aus einer anfänglichen Stufe mit vorgegebenem Drehzahl- und Drehmomentwert besteht, der eine kurze Lösestufe folgt, bevor die Endstufe mit reduzierter Drehzahl ausgeführt wird. | |
Anzugsstufe | Stufe, ab der ein Schraubenkopf die Oberfläche berührt bis zu dem Zeitpunkt, an dem die Verschraubung das gewünschte Sollmoment oder den gewünschten Sollwinkel erreicht hat | ||
Schraubstrategie | Algorithmus, mit dem der Verschraubungsvorgang fortwährend gesteuert und überwacht wird | Der Benutzer kann eine für die jeweilige Verbindung optimierte Strategie auswählen und bestimmte Parameter programmieren. | |
TurboTight | Schraubstrategie | Eine auf der Höchstdrehzahl des Werkzeugs basierende Schraubstrategie zur Ausführung einer schnellen und ergonomischen Verschraubung. Bei dieser Strategie muss lediglich ein Sollmomentwert eingestellt werden. | |
Zweistufig | Schraubstrategie | Eine Schraubstrategie zur Reduzierung von Vorspannungsstreuungs- und Entspannungseffekten einer Verbindung, die aus einer anfänglichen Stufe mit vorgegebenem Drehzahl- und Drehmomentwert besteht, der ein kurzer Stopp folgt, bevor die Endstufe mit reduzierter Drehzahl ausgeführt wird. | |
Web-GUI | Benutzerschnittstelle zur Steuerung über das Webbrowser-Fenster von einem Ferncomputer | ||
virtuelle Station | virtuelle Steuerung | Softwareabstraktion einer physikalischen Steuerung, die sich wie mehrere Steuerungen verhält | An einer Steuerung können nur ein kabelgebundenes Werkzeug aber mehrere kabellose Werkzeuge angeschlossen sein. Jedes Werkzeug ist an einer eigenen virtuellen Station angeschlossen. |
Virtueller Stationstyp | Lizenz beinhaltet ein Bündel Controller-Funktionen. | Diese Lizenz ist zum Betreiben einer virtuellen Station erforderlich. | |
Funktion der virtuellen Station | Lizenz für individuelle Funktionen. | Kann zur Ergänzung von Lizenzen des virtuellen Stationstyps verwendet werden. | |
Controllerfunktion | Lizenz für die den gesamten Controller betreffenden Funktionen, wie Soft-SPS und StepSync. | Werden einem gesamten Controller zugewiesen und können von allen virtuellen Stationen genutzt werden. |
Eingangssignale
Code | Eingangssignal | Typ | Beschreibung |
|---|---|---|---|
10001 | Zählung um eins erhöhen | Ereignis | Der Gruppenzähler wird schrittweise um eins erhöht. |
10002 | Zählung um eins runter | Ereignis | Der Gruppenzähler wird schrittweise um eins reduziert. |
10003 | Stapelprogramm zurücksetzen | Ereignis | Setzt den Gruppenzähler auf 0 zurück. Kein Batch OK (nxOK). Wenn Batch OK aktiviert ist, wird es deaktiviert. |
10004 | Ereignisse bestätigen | Ereignis | Bestätigung eines Ereignisses. |
10005 | Master-Entriegelung | Ereignis | Entriegelt den Großteil der auf der Arretierseite definierten Sperren. |
10006 | Barcode | Ereignis | Zum Beispiel dann erzeugt, wenn ein USB-Barcodescanner einen Barcode gescannt hat. |
10007 | Antrieb anhalten | Ereignis | Nur für die interne Verwendung des Controllers, wird von Sperrvorrichtungen verwendet, um laufende Anziehvorgänge anzuhalten, siehe Reiter Sperre |
10008 | Verschraubungsprogramm umgehen | Ereignis | Überspringt das nächste Verschraubungsprogramm in der aktuellen Gruppensequenz. |
10010 | Verschraubung starten | Status | Durch ein aktives Signal wird die Verschraubung gestartet. Wenn der Eingang inaktiv wird, muss die Verschraubung gestoppt werden. |
10011 | Lösen starten | Status | Durch ein aktives Signal wird der Lösevorgang gestartet. Wenn der Digitaleingang inaktiv wird, muss der Lösevorgang gestoppt werden. |
10012 | Sequenz abbrechen | Ereignis | Wenn der Befehl Gruppensequenz abbrechen eingeht, wartet die Gruppensequenz-Funktion vor einem Abbruch das aktuelle Schraubergebnis ab. |
10013 | Zu viele NIO zurückgesetzt | Ereignis | Stellen Sie die Gruppe nach Erhalt der Verriegelungsmeldung Zu viele NIO-Verschraubungen zurück. |
10014 | Stecknuss angehoben | Status | Wird erzeugt, wenn eine einzigartige Stecknuss auf den Stecknussselektor (Integer = Stecknuss-ID) gehoben wird, keine Stecknuss angehoben wird (Integer = 0) oder wenn mehr als ein angehoben wird (Integer = 0). |
10015 | Protokollmeldung bereit | Ereignis | Wird berichtet, wenn sich eine Meldung des Protokolls in der Warteschlange befindet. |
10016 | Auswahl Eingang Bit 0 | Status | Eingangssignal für Auswahl-Bit 0 |
10017 | Auswahl Eingang Bit 1 | Status | Eingangssignal für Auswahl-Bit 1 |
10018 | Auswahl Eingang Bit 2 | Status | Eingangssignal für Auswahl-Bit 2 |
10019 | Auswahl Eingang Bit 3 | Status | Eingangssignal für Auswahl-Bit 3 |
10020 | Eingang auswählen | Status | Ausgewählten Wert eingeben. |
10021 | Bistabiles Relais setzen | Ereignis | Den bistabilen Relaisausgang setzen. |
10022 | Bistabiles Relais zurücksetzen | Ereignis | Den bistabilen Relaisausgang rückstellen. |
10024 | Verschraubungsimpuls Start | Ereignis | Das Anziehen beginnt nach dem Signal. Wird durchgeführt, bis das Anziehen abgeschlossen ist oder bis die 30-sekündige Zeitüberschreitung im Anziehprogramm auftritt. |
10028 | Antrieb Start | Status | Durch ein aktives Signal wird das Werkzeug gestartet (der Standardbetriebsmodus ist Verschrauben). Sobald das Signal inaktiv wird, muss das Werkzeug gestoppt werden. Wird in Verbindung mit 10029 (Lösen wählen) verwendet. |
10029 | Lösen auswählen | Status | Die Funktion Lösen wird als Standardbetriebsmodus ausgewählt und in Verbindung mit 10028 (Antrieb starten) verwendet. |
10030 | Impuls-Stopp | Ereignis | Wenn das Signal erzeugt wird, wird das laufende Anziehen angehalten. In Kombination mit 10024 verwendet. |
10035 | Extern überwacht 1 | Status | |
10036 | Extern überwacht 2 | Status | |
10037 | Extern überwacht 3 | Status | |
10038 | Extern überwacht 4 | Status | |
10039 | Extern überwacht 5 | Status | |
10040 | Extern überwacht 6 | Status | |
10041 | Extern überwacht 7 | Status | |
10042 | Extern überwacht 8 | Status | |
10043 | Stecknuss angehoben | Status | |
10045 | Externer Identifikator | Status | Bis zu 2 Identifikatoren bereitstellen, die vom Feldbus zur Aufgabenauswahl übergeben werden. |
10046 | Externe grüne Lampe auf Stecknussselektor | Status | Steuert die grünen Lampen, wenn sich der Stecknussselektor im externen Modus befindet (wie verschiedene physikalische Geräte auf den logischen Buchsen dargestellt werden, wird von der Quellenkonfiguration des Stecknussselektors definiert)Byte0 - logische Buchsen 1-4Byte1 - logische Buchsen 5-8Byte2 - logische Buchsen 9-12Byte3 - logische Buchsen 13-16(2 Bits pro Buchse, 00=aus, 01=blinken, 10=an) |
10047 | Externe rote Lampe auf Stecknussselektor | Status | Steuert die roten Lampen, wenn sich der Stecknussselektor im externen Modus befindet. Siehe 10046 für nähere Angaben. |
10048 | Eingangswert für Soft-Auswahl | Status | Wert für Soft-Auswahl eingeben. |
10049 | Fieldbus deaktivieren | Status | Deaktiviert den Fieldbus. |
10050 | Benutzer-ID | Status | Benutzer-ID |
10051 | Werkzeug nach Abschluss entriegeln | Ereignis | Entriegelt ein durch eine Werkzeugsperre arretiertes Werkzeug bei Abschluss. |
10053 | Stapelprogrammsequenz zurücksetzen | Ereignis | Die Gruppensequenz rückstellen. Entriegelt ein durch eine Werkzeugsperre arretiertes Werkzeug bei Abschluss. |
10058 | Blinken, grüne Werkzeug-LED | Ereignis | |
10059 | Werkzeug bei Deaktivieren entriegeln | Ereignis | |
10060 | Befehle Open-Protokoll deaktivieren | Status | |
10061 | Betriebsmodus Manuell | Status | |
10063 | Extern in Ordnung | Ereignis | |
10066 | Auswahl Eingang Bit 4 | Status | |
10067 | Auswahl Eingang Bit 5 | Status | |
10068 | Auswahl Eingang Bit 6 | Status | |
10069 | Auswahl Eingang Bit 7 | Status | |
10070 | Auswahl Eingang Bit 8 | Status | |
10071 | Auswahl Eingang Bit 9 | Status | |
10073 | ID des Verschraubungsprogramms für die dynamische Gruppengröße | Status | |
10074 | Einstellung der dynamischen Gruppengröße | Status | |
10075 | Werkzeugscanner aktivieren | Ereignis | Eingangssignal, um den Werkzeugscanner von einer externen Quelle zu aktivieren |
10105 | Ergebnisdaten zurücksetzen | Status | Ergebnisdaten zurücksetzen |
10114 | Letzten Barcode löschen | Ereignis | Den zuletzt erkannten Barcode zurücksetzen. |
30000 | Werkzeug deaktivieren | Status | Stoppt und verriegelt das Werkzeug sofort. |
30004 | Handshake für Lesen der Ergebnisse | Status | |
30005 | Ergebnis-Warteschlange geleert | Ereignis | |
30007 | Auswahl des Verschraubungsprogramms und Festlegen der Gruppengröße | Status |
Durch die Sperre verwendete Eingangssignale
Code | Eingangssignal | Typ | Beschreibung |
|---|---|---|---|
20002 | Verschrauben sperren | Status | Werkzeug für das Anziehen durch digitalen Eingang arretiert. |
20003 | Lösen sperren | Status | Lösen sperren |
20004 | Arretierwerkzeug active high | Status | Arretierwerkzeug active high |
20020 | Feldbus Verschrauben sperren | Status | Feldbussperre fürs Anziehen |
20021 | Feldbus Lösen sperren | Status | Feldbussperre für die Lockerung |
20040 | Soft-SPS Verschrauben sperren | Status | |
20041 | Soft-SPS Lösen sperren | Status | |
20061 | Arretierwerkzeug active low | Status | Sperrt das Werkzeug, wenn das Signal niedrig ist. |
Ausgangssignale
Code | Ausgangssignal | Typ | Beschreibung |
|---|---|---|---|
1 | Restliche Gruppe | Status | Teilt aktuelle Aufgabe zu. |
2 | Im Arbeitsmodus | Status | Listet den Betriebsmodus auf. |
3 | Verschraubung i.O. | Ereignis | Mit Verschraubung IO wird dem Benutzer mitgeteilt, dass das Ergebnis der Verschraubung innerhalb der festgelegten Grenzwerte liegt. |
4 | Verschraubung n.i.O. | Ereignis | Mit Verschraubung NIO wird dem Benutzer mitgeteilt, dass mindestens ein Schraubergebnis außerhalb der festgelegten Grenzwerte liegt oder ein anderes nicht zulässiges Ereignis auftrat. |
5 | Enddrehmoment | Ereignis | |
6 | Drehmoment niedrig | Ereignis | Das Drehmomentergebnis liegt unter dem unteren Drehmomentgrenzwert. |
7 | Drehmoment hoch | Ereignis | Das Drehmomentergebnis liegt über dem oberen Drehmomentgrenzwert. |
8 | Finaler Winkel | Ereignis | |
9 | Niedriger Winkel | Ereignis | Das Winkelergebnis ist niedriger als der minimale Winkelgrenzwert. |
10 | Hoher Winkel | Ereignis | Das Winkelergebnis ist höher als der maximale Winkelgrenzwert. |
11 | Startknopf betätigt | Status | Gibt an, dass der Startknopf am Werkzeug gedrückt wurde. |
12 | Richtungsschalter im UZS | Status | Der Richtungsschalter am Werkzeug ist auf eine Drehrichtung im Uhrzeigersinn eingestellt. |
13 | Richtungsschalter gegen den UZS | Status | Der Richtungsschalter am Werkzeug ist auf eine Drehrichtung gegen den Uhrzeigersinn eingestellt. |
21 | Werkzeug verschraubt | Status | Das Werkzeug läuft in der Anzugrichtung. |
22 | Werkzeug löst | Status | Das Werkzeug läuft in der Lösungsrichtung. |
23 | Werkzeug dreht sich | Status | Zeigt an, dass sich das Werkzeug (im Uhrzeigersinn [CW] oder gegen den Uhrzeigersinn [CCW]) dreht. |
24 | Werkzeugdrehung im UZS | Status | Die Werkzeugdrehrichtung ist für Schrauben mit Rechtsgewinde im Uhrzeigersinn. |
25 | Werkzeugdrehung gegen den UZS | Status | Die Werkzeugdrehrichtung ist für Schrauben mit Linksgewinde gegen den Uhrzeigersinn. |
26 | Verschraubungsrichtung gegen den UZS | Status | Für den ausgewählten PSatz wurde eine Drehrichtung gegen den Uhrzeigersinn festgelegt. |
27 | Verschrauben ist gesperrt | Status | Die Verschraubung wird deaktiviert. |
28 | Lösen ist gesperrt | Status | Der Lösevorgang wird deaktiviert. |
29 | Startbereit | Status | Gibt an, ob eine Verschraubung gestartet werden kann. |
30 | Gruppe abgeschlossen | Ereignis | Der Gruppenzählungswert entspricht dem Gruppengrößenwert. Das Ergebnis kann entweder IO oder NIO sein. |
31 | Gruppenzählung | Status | Aktuelle Anzahl in der Charge. Kann nur auf einem Display angezeigt werden. |
32 | Gruppe wird ausgeführt | Status | Gibt an, dass eine Gruppe in einer Gruppensequenz ausgeführt wird. |
33 | Verbleibende Gruppe | Status | Verbleibende Anziehvorgänge in einer Charge. Kann nur auf einem Display angezeigt werden. |
34 | Test Ausgangssignal | Status | Bezieht sich auf den Testsignaleingang. |
35 | Max. aufeinanderfolgende NIO erreicht | Ereignis |
|
36 | Stapelprogramm IO abgeschlossen | Ereignis | Die Gruppe wurde mit dem Status IO abgeschlossen. |
37 | Gruppe abgeschlossen NIO | Ereignis | Die Gruppe wurde mit dem Status NIO abgeschlossen. |
39 | Ergebnisse löschen | Ereignis | Löscht Status der anderen Signale, die für die nächste Verschraubung eingestellt sind. |
40 | Bistabiles Relais | Status | 2 Eingänge folgen: Bistabiles Relais setzen/rückstellen. |
42 | Steuerung eingeschaltet | Status | Beim Start des E/A-Austauschs Einstellung auf True. |
45 | Gruppensequenz abgeschlossen IO | Ereignis | Die Gruppensequenz wurde mit dem Status IO abgeschlossen. |
46 | Gruppensequenz abgeschlossen NIO | Ereignis | Die Gruppensequenz wurde mit dem Status NIO abgeschlossen. |
47 | Gruppensequenz wird ausgeführt | Status | Eine Gruppensequenz wurde ausgewählt und ist aktiv. |
48 | Batchsequenz fertig | Ereignis | Der Gruppensequenzzählungswert entspricht dem Gruppensequenzwert. Das Ergebnis kann entweder IO oder NIO sein. |
50 | Generischer E/A 1 | Status | |
51 | Generischer E/A 2 | Status | |
52 | Generischer E/A 3 | Status | |
53 | Generischer E/A 4 | Status | |
54 | Generischer E/A 5 | Status | |
55 | Generischer E/A 6 | Status | |
56 | Generischer E/A 7 | Status | |
57 | Generischer E/A 8 | Status | |
58 | Generischer E/A 9 | Status | |
59 | Generischer E/A 10 | Status | |
69 | Ausgewähltes Verschraubungsprogramm | Status | Die ID eines ausgewählten Verschraubungsprogramms; 0 bei keiner Auswahl eines Verschraubungsprogramms. |
70 | Lockerung OK | Ereignis | Es fand eine ordnungsgemäße Lockerung statt. |
71 | Station bereit | Status | Die Station ist bereit. |
73 | Werkzeug angeschlossen | Status | Diese I/O ist aktiv, wenn ein Werkzeug mit einer virtuellen Station verbunden und auf diese konfiguriert ist. |
74 | Lockerung NOK | Ereignis | Es fand keine ordnungsgemäße Lockerung statt. |
84 | Ausgewählte Gruppensequenz-ID | Status | |
85 | Software-Release Version | Status | Version der ausgeführten Software. |
86 | Software-Hauptversion | Status | |
87 | Software-Nebenversion | Status | |
88 | Konfiguration Version | Status | |
89 | Offenes Ende in geöffneter Position | Status | Offenes Ende Werkzeug in geöffneter Position |
90 | Werkzeugakku schwach | Ereignis | Werkzeugakku schwach. |
92 | Werkzeug im Arbeitsbereich | Status | |
93 | Werkzeug im Produktionsbereich | Status | |
94 | Werkzeug-Tag-Identifizierung | Status | |
95 | Open-Protokoll getrennt | Status | |
96 | Feldbus getrennt | Status | |
97 | Werkzeug-LED Spiegel rot | Ereignis | |
98 | Werkzeug-LED Spiegel grün | Ereignis | |
99 | Werkzeug-LED Spiegel gelb | Ereignis | |
100 | Barcode erhalten | Ereignis | |
101 | Betriebsmodus Manuell | Status | |
103 | Werkzeugzustand OK | Status | |
104 | Durchlaufkennung | Ereignis | Ausgangssignal, um einen gescannten Strang von einem Scanner zu einem externen Gerät zu senden |
105 | Name der virtuellen Station | Status | Gibt den Namen der virtuellen Station an |
132 | Programmstart | Ereignis | Programmstart |
10043 | Stecknuss angehoben | Ereignis | |
20036 | Not-Aus | Status | |
20039 | Durch getrennten Stecknuss-Selektor gesperrt | Status | |
30001 | Ereigniscode | Status | Ereignis weiterleiten, wenn es ausgelöst wurde. Zurzeit, ein für zwei Zykluszeiten. |
30002 | Feldbus Keep Alive | Status | |
30003 | Ereigniscode-Schweregrad | Status | |
30006 | Ergebnis-Warteschlange geleert Ack | Status | |
30100 | Sollmoment | Ereignis | |
30101 | Soll-/Enddrehmoment | Ereignis | |
31000 | Verschraubung i.O. | Status | |
31001 | Verschraubung n.i.O. | Status | |
31002 | Enddrehmoment | Status | |
31003 | Finaler Winkel | Status | |
31004 | Max. Winkel Verschraubungsprogramm | Status | |
31005 | Min. Winkel Verschraubungsprogramm | Status | |
31006 | Status Endwinkel | Status | |
31007 | Max. Drehmoment Verschraubungsprogramm | Status | |
31008 | Min. Drehmoment Verschraubungsprogramm | Status | |
31009 | Status Enddrehmoment | Status | |
31010 | Verschraubung durchgeführt | Status | |
31011 | Feldbus-Werkzeug Ergebnis-LEDs rot | Status | |
31012 | Feldbus-Werkzeug Ergebnis-LEDs grün | Status | |
31013 | Feldbus-Werkzeug Ergebnis-LEDs gelb | Status | |
31014 | Feldbus Verschraubung Rehit | Status | |
31015 | Finales Solldrehmoment | Status | Meldet das Sollmoment des Verschraubungsprogramms |
31016 | Start Endwinkel | Status | Meldet den Start-Endwinkel-Wert, sofern vorhanden. |
31017 | Final gemessene Stromstärke | Status | Strom an der Messstufe von Endwinkle und Enddrehmoment. |
31018 | Gesamtzahl der Verschraubungen | Status | Gesamtanzahl der Verschraubungen, die von dem Werkzeug in seinem gesamten Lebenszyklus ausgeführt wurden. |
31019 | Erstes Solldrehmoment | Status | Meldet das erste Solldrehmoment nach Abschluss der Verschraubung. |
31020 | Finale Sollgeschwindigkeit | Status | Die Sollgeschwindigkeit der letzten Stufe des Verschraubungsprogramms. |
31021 | Numerische Werkzeugseriennummer | Status | Ganzzahliger Teil der Seriennummer. |
List of Third Party Softwares
The following third party softwares are included in this product. The license texts are available in alphabetic order following this table.
Software | Version | License |
|---|---|---|
alsa-conf-base | 1.0.27.2 | LGPL V2.1 |
alsa-lib | 1.0.27.2 | LGPL V2.1 |
alsa-state | 0.2.0 | MIT |
alsa-states | 0.2.0 | MIT |
alsa-tools | 1.0.27 | GNU GPL V2 |
alsa-utils | 1.0.27.2 | GNU GPL V2 |
alsa-utils-aconnect | 1.0.27.2 | GNU GPL V2 |
alsa-utils-alsactl | 1.0.27.2 | GNU GPL V2 |
alsa-utils-alsaloop | 1.0.27.2 | GNU GPL V2 |
alsa-utils-alsamixer | 1.0.27.2 | GNU GPL V2 |
alsa-utils-alsaucm | 1.0.27.2 | GNU GPL V2 |
alsa-utils-amixer | 1.0.27.2 | GNU GPL V2 |
alsa-utils-aplay | 1.0.27.2 | GNU GPL V2 |
alsa-utils-aseqdump | 1.0.27.2 | GNU GPL V2 |
alsa-utils-aseqnet | 1.0.27.2 | GNU GPL V2 |
alsa-utils-iecset | 1.0.27.2 | GNU GPL V2 |
alsa-utils-midi | 1.0.27.2 | GNU GPL V2 |
alsa-utils-speakertest | 1.0.27.2 | GNU GPL V2 |
apm | 3.3.2-14 | GPLv2 |
apmd | 3.2.2-14 | GPLv2 |
atftpd | 0.7.1+gitAUTOINC+be3291a18c | GNU GPL V2 |
base-files | 3.0.14 | GNU GPL V2 |
base-passwd | 3.5.29 | GNU GPL V2 |
bash | 4.3 | GNU GPL V3 |
bash-completion | 2.1 | GNU GPL V2 |
bluetooth-test | 1.0 | GNU GPL V1.0 |
boost | 1.55.0 | BSL-1.0 MIT Python-2.0 |
boost-serialization | 1.55.0 | BSL-1.0 MIT Python-2.0 |
boost-test | 1.55.0 | BSL-1.0 MIT Python-2.0 |
bt-aux | 1.0 | GNU GPL V1.0 |
busybox | 1.22.1 | GNU GPL V2 |
busybox-cron | 1.22.1 | GNU GPL V2 |
busybox-hwclock | 1.22.1 | GNU GPL V2 |
busybox-udhcpc | 1.22.1 | GNU GPL V2 |
busybox-udhcpd | 1.22.1 | GNU GPL V2 |
ca-certificates | 20130610 | GNU GPL V2 |
cppunit | 1.13.1 | LGPL V2.1 |
curl | 7.35.0 | MIT |
dbus-1 | 1.6.18 | GNU GPL V2 |
dbus-c++ | 0.9.0+gitrAUTOINC+1f6f3e6e96 | LGPL V2.1 |
directfb-config | 1.0 | GNU GPL V1.0 |
dropbear | 2014.63 | BSD V3 |
e2fsprogs | 1.42.9 | GNU GPL V2 |
e2fsprogs-badblocks | 1.42.9 | GNU GPL V2 |
e2fsprogs-e2fsck | 1.42.9 | GNU GPL V2 |
e2fsprogs-mke2fs | 1.42.9 | GNU GPL V2 |
e2fsprogs-tune2fs | 1.42.9 | GNU GPL V2 |
eclr | 2.2.0.20725 | MIT |
ecryptfs-tools | 1.0 | GNU GPL V1.0 |
fbset | 2.1 | GNU GPL V2 |
fbset-modes | 0.1.0 | MIT |
fb-test | 1.1.0 | GNU GPL V2 |
fieldbus-test | 1.0 | GNU GPL V1.0 |
firmware-imx | 3.10.17-1.0.0 | Proprietary |
firmware-imx-sdma-imx51 | 3.10.17-1.0.0 | Proprietary |
firmware-imx-vpu-imx51 | 3.10.17-1.0.0 | Proprietary |
fsb | 0.0.1 | GNU GPL V1.0 |
gdbserver | 7.6.2 | GNU GPL V2 |
gnutls | 3.2.13 | LGPL V2.1 |
gpio | 1.0 | GNU GPL V1.0 |
groupexec | 0.0.1 | GNU GPL V1.0 |
gstreamer | 0.10.36 | LGPL V2.1 |
gstreamer1.0 | 1.2.3 | LGPL V2.1 |
gwt | 2.6.1 | Apache V2 |
gwt-ns | 0.2.1 | Apache V2 |
hwtest | 1.1 | GPL-1.0 |
Initscripts | 1.0 | GPLv2 |
initscripts-functions | 1.0 | GPLv2 |
ioaccess | 1.0 | GPL-1.0 |
ipwatchd | 1.2 | GPL-1.0 |
json-c | 0.11 | MIT |
kernel-3.14.79-rt84-atlas | 3.14 | GNU GPL V2 |
kernel-base-generic | 0.1+hg-8d6f9d23fb4a-r8-px2pfm4.12 | GNU GPL V2 |
kernel-base-px2drv | 2.6.22.6-r8-px2pfm4.12 | GNU GPL V2 |
kernel-dev-generic | 2.6.22.6-r8-px2pfm4.12 | GNU GPL V2 |
kernel-devicetree | 3.14 | GNU GPL V2 |
kernel-dev-px2drv | 2.6.22.6-r8-px2pfm4.12 | GNU GPL V2 |
kernel-generic | 2.6.22.6-r8-px2pfm4.12 | GNU GPL V2 |
kernel-image-3.14.79-rt84-atlas | 3.14 | GNU GPL V2 |
kernel-module-configfs | 3.14 | GPLv2 |
kernel-module-emergencystop | 0.0.1 | MIT |
kernel-module-evbug | 3.14 | GPLv2 |
kernel-module-ioaccess | 1 | GNU GPL V2 |
kernel-module-isofs | 3.14 | GPLv2 |
kernel-module-msdos | 3.14 | GPLv2 |
kernel-module-nls-iso8859-15 | 3.14 | GPLv2 |
kernel-module-owl2xx | 3.1.6 | MIT |
kernel-module-owl2xx-spi | 3.1.6 | MIT |
kernel-px2drv | 2.6.22.6-r8-px2pfm4.12 | GNU GPL V2 |
kernel-module-serport | 3.14 | GPLv2 |
kernel-module-udf | 3.14 | GPLv2 |
kernel-modules | 3.14 | GPLv2 |
kernel-vmlinux-generic | 2.6.22.6-r8-px2pfm4.12 | GNU GPL V2 |
kernel-vmlinux-px2drv | 2.6.22.6-r8-px2pfm4.12 | GNU GPL V2 |
keytest | 1 | GNU GPL V1.0 |
keyutils | 1.5.2 | GNU GPL V2 |
kmsfbwrap | 12.0 | GNU GPL V2 |
libanybus1 | 1.1 | LICENSE |
libapm1 | 3.2.2-14 | GPLv2 |
libasound2 | 1.0.27.2 | LGPL V2.1 |
libblkid1 | 2.24.1 | GNU GPL V2 |
libboost-date-time1.55.0 | 1.55.0 | MIT |
libboost-filesystem1.55.0 | 1.55.0 | MIT |
libboost-graph1.55.0 | 1.55.0 | MIT |
libboost-iostreams1.55.0 | 1.55.0 | MIT |
libboost-program-options1.55.0 | 1.55.0 | MIT |
libboost-regex1.55.0 | 1.55.0 | MIT |
libboost-signals1.55.0 | 1.55.0 | MIT |
libboost-system1.55.0 | 1.55.0 | MIT |
libboost-thread1.55.0 | 1.55.0 | MIT |
libbz2-0 | 1.0.6 | bzip2 |
libc6 | 2.19 | GNU GPL V2 |
libcap2 | 2.22 | BSD V2 |
libcom-err2 | 1.42.9 | GNU GPL V2 |
libcrypto1.0.0 | 1.0.1p | openssl |
libcurl5 | 7.36.0 | MIT |
libdbus-1-3 | 1.6.18 | GNU GPL V2 |
libdrm2 | 2.4.52 | MIT |
libe2p2 | 1.42.9 | GNU GPL V2 |
libegl1 | 11.09.01 | Proprietary |
libestr0 | 0.1.6 | LGPL V2.1 |
libevent | 2.0.21 | BSD V2 |
libexpat1 | 2.1.0 | MIT |
libext2fs2 | 1.42.9 | GNU GPL V2 |
libffi6 | 3.0.13 | MIT |
libformw5 | 5.9 | MIT |
libfuse2 | 2.9.3 | GNU GPL V2 |
libgcc1 | 4.8.4 | GNU GPL V3 |
libgcrypt11 | 1.5.3 | LGPL V2.1 |
libglesv2-2 | 11.09.01 | Proprietary |
libglib-2.0-0 | 2.38.2 | LGPL V2.1 |
libgmp10 | 5.1.1 | GNU GPL V3 |
libgnutls26 | 2.12.23 | GPLv3 LGPLv2.1 |
libgpg-error0 | 1.12 | LGPL V2.1 |
libgsl-fsl1 | 11.09.01 | Proprietary |
libgstapp-1.0-0 | 1.2.4 | GNU GPL V2 |
libgstaudio-1.0-0 | 1.2.4 | GNU GPL V2 |
libgstpbutils-1.0-0 | 1.2.4 | GNU GPL V2 |
libgsttag-1.0-0 | 1.2.4 | GNU GPL V2 |
libgstvideo-1.0-0 | 1.2.4 | GNU GPL V2 |
libicudata53 | 53.1 | ICU |
libicui18n53 | 53.1 | ICU |
libicuuc53 | 53,1 | ICU |
libjpeg8 | 8d | BSD V3 |
libkmod2 | 17+ | LGPL V2.1 |
libluabind0 | git | MIT |
liblzo2-2 | 2.06 | LGPL V2.1 |
libmenuw5 | 5.9 | MIT |
libmount1 | 2.24.2 | GNU GPL V2 |
libncursesw5 | 5.9 | MIT |
libnet1 | 1.1.6 | BSD V2 |
libnfsidmap0 | 0.25 | BSD V2 |
libopkg1 | 0.2.2 | GNU GPL V2 |
liborc-0.4-0 | 0.4.18 | BSD V2 |
libpanelw5 | 5.9 | MIT |
libpcap1 | 1.5.3 | BSD V2 |
libpcre1 | 8.34 | BSD |
libperl5 | 5.14.3 | GNU GPL V1.0 |
libpng16-16 | 1.6.10 | Libpng |
libpopt0 | 1.16 | MIT |
libpx2dbus | 1.0.0 | GNU GPL V1.0 |
libqt5sensors5 | 5.3.1 | LGPL V2.1 |
librcf | 2.0 | Proprietary |
libreadline6 | 6.3 | GNU GPL V3 |
libsamplerate0 | 0.1.8 | GNU GPL V2 |
libsndfile1 | 1.0.25 | LGPL V2.1 |
libsqlite3-0 | 3.8.4.3 | PD |
libss2 | 1.42.9 | GNU GPL V2 |
libssl1.0.0 | 1.0.1p | openssl |
libstdc++6 | 4.8.4 | GNU GPL V3 |
libthread-db1 | 2.19 | GNU GPL V2 |
libsysfs2 | 2.1.0 | GPLv2 LGPLv2.1 |
libtasn1-6 | 3.4 | GPLv3 LGPLv2.1 |
libtinfo5 | 5.9 | MIT |
libtinyxml2.6.2 | 2.6.2 | Zlib |
libtirpc1 | 0.2.4 | BSD V2 |
libts-1.0-0 | 1.1 | LGPL V2.1 |
libudev0 | 182 | LGPL V2.1 |
liburcu | 0.8.1 | LGPL V2.1 |
libusb-1.0-0 | 1.0.9 | LGPL V2.1 |
libuuid1 | 2.24.2 | GNU GPL V2 |
libwrap0 | 7.6 | BSD V2 |
libxml2 | 2.9.1 | MIT |
libxlst | 1.1.28 | MIT |
libz1 | 1.2.8 | Zlib |
logrotate | 3.8.7 | GNU GPL V2 |
log-server | 1.0 | GNU GPL V1.2 |
loopback | 1.0 | GNU GPL V1.2 |
lttng-tools | v2.4.0 | GNU GPL V2 |
lttng-ust | 2.4.0 | LGPL V2.1 |
lua5.1 | 5.1.5 | MIT |
luabind | 0.9.1 | MIT |
lzop | 1.03 | GNU GPL V2 |
memlogd | 1.0 | MIT |
modutils-initscripts | 1.0 | PD |
mtd-utils | 1.5.1 + gitAUTOINC+9f107132a6 | GNU GPL V2 |
nano | 2.2.5 | GNU GPL V2 |
ncurses | 5.9 | MIT |
ncurses-terminfo | 5.9 | MIT |
ncurses-terminfo-base | 5.9 | MIT |
netbase | 5.2 | GNU GPL V2 |
nettle | 2.7.1 | LGPL V2.1 |
nfs-utils | 1.2.9 | GNU GPL V2 |
nfs-utils-client | 1.2.9 | GNU GPL V2 |
nginx | 1.4.4 | BSD-2-Clause |
ntp | 4.2.6p5 | Ntp License |
ntp-tickadj | 4.2.6p5 | Ntp License |
ntp-utils | 4.2.6p5 | Ntp License |
ntpdate | 4.2.6p5 | Ntp License |
openssh | 6.5p1 | BSD |
openssh-keygen | 6.5p1 | BSD |
openssh-scp | 6.5p1 | BSD |
openssh-sftp | 6.5p1 | BSD V2 |
openssh-sftp-server | 6.5p1 | BSD V2 |
openssh-ssh | 6.5p1 | BSD V2 |
openssh-sshd | 6.5p1 | BSD V2 |
openssl-conf | 1.0.1p | openssl |
opkg | 0.2.2 | GNU GPL V2 |
opkg-collateral | 1.0 | MIT |
opkg-config-base | 1.0 | MIT |
os-release | 1.0 | MIT |
packagegroup-atlas-qt5 | 1 | MIT |
packagegroup-core-boot | 1 | MIT |
packagegroup-core-eclipse-debug | 1 | MIT |
packagegroup-core-nfs-server | 1 | MIT |
packagegroup-core-ssh-dropbear | 1 | MIT |
packagegroup-px2it | 1 | MIT |
partitions | 1.0 | MIT |
perl | 5.14.3 | GNU GPL V1.0 |
pfmfonts | 0.0.1 | Apache V2 |
pfmtool | 1 | MIT |
pfmtool-bash-completion | 1 | MIT |
pfmversion | 5.14.0 | MIT |
pointercal | 0.0 | MIT |
poky-feed-config-opkg | 1.0 | MIT |
px2checksumv | 1.0 | MIT |
px2hal | 0.0.1 | LGPL-3.0 |
px2initit | 1.0 | GPL-1.0 |
px2network | 1.0 | GPL-1.0 |
px2serviced | 1.0 | GPL-1.0 |
px2switch | 0.0.1 | GPL-1.0 |
px2w | 0.0.1 | GPL-1.0 |
px2watchdog | 1.0 | GPL-1.0 |
qcustomplot | 1.2.1 | Commercial |
qt3d | 5.3.0+ | LGPL V2.1 |
qtbase | 5.3.1 | LGPL V2.1 |
qtbase-plugins | 5.3.1 | LGPL V2.1 |
qtbase-tools | 5.3.1 | LGPL V2.1 |
qtdeclarative | 5.3.1 | LGPL V2.1 |
qtlocation | 5.3.1 | LGPL V2.1 |
qtscript | 5.3.1 | LGPL V2.1 |
qtwebkit | 5.3.1 | LGPL V2.1 |
rhapsody-oxf | 7521 | GNU GPL V1.0 |
rpcbind | 0.2.1 | BSD V2 |
rsync | 3.1.0 | GNU GPL V3 |
rsyslog | 7.4.4 | GNU GPL V3 |
rtctest | 1.0 | GNU GPL V1.0 |
run-postinsts | 1.0 | MIT |
shadow | 4.1.4.3 | BSD V2 |
shadow-securetty | 4.1.4.3 | MIT |
sqlite3 | 3.8.4.3 | PD |
ssh-keys | 1.0 | GNU GPL V1.0 |
strace | 4.8 | BSD V2 |
sysfsutils | 2.1.0 | GPLv2 LGPLv2.1 |
sysvinit | 2.88dsf | GNU GPL V2 |
sysvinit-inittab | 2.88dsf | GNU GPL V2 |
sysvinit-pidof | 2.88dsf | GNU GPL V2 |
tcf-agent | 0.4.0+ | EPL V1.0 |
tcpdump | 4.3.0 | BSD V2 |
tslib-calibrate | 1.1 | LGPL V2.1 |
tslib-conf | 1.1 | LGPL V2.1 |
tslib-tests | 1.1 | LGPL V2.1 |
tzdata | 2013i | BSD V2 |
tzdata-africa | 2013i | BSD V2 |
tzdata-americas | 2013i | BSD V2 |
tzdata-antarctica | 2013i | BSD V2 |
tzdata-arctic | 2013i | BSD V2 |
tzdata-asia | 2013i | BSD V2 |
tzdata-atlantic | 2013i | BSD V2 |
tzdata-australia | 2013i | BSD V2 |
tzdata-europe | 2013i | BSD V2 |
tzdata-misc | 2013i | BSD V2 |
tzdata-pacific | 2013i | BSD V2 |
tzdata-posix | 2013i | BSD V2 |
tzdata-right | 2013i | BSD V2 |
u-boot-image | 2014.04 | GNU GPL V2 |
u-boot-utils | 2014.04 | GNU GPL V2 |
udev | 182 | GNU GPL V2 |
udev-cache | 182 | GNU GPL V2 |
udev-extraconf | 1.0 | MIT |
udev-utils | 182 | GNU GPL V2 |
update-alternatives-opkg | 0.1.8+gitAUTOINC+c33b217016 | GNU GPL V2 |
update-rc.d | 0.7 | GNU GPL V2 |
usbutils | 7 | GNU GPL V2 |
usbutils-ids | 7 | GNU GPL V2 |
wireless-tools | 30.pre9 | GNU GPL V2 |
wpa-supplicant | 2.3 | BSD V2 |
wpa-supplicant-cli | 2.3 | BSD V2 |
wpa-supplicant-passphrase | 2.3 | BSD V2 |
xerces-c | 2.7.0aes | Apache V2 |
zipfirmware-install-px2drv-tplcpx-4. | 3.0 | BSD V3 |