PFD1500RA-270
Positive feed drill
製品情報
一般情報
安全信号用語
安全信号用語の「危険」、「警告」、「注意」、「通知」には次のような意味があります:
危険 | 「危険」は、回避しなければ、死亡または重傷を負うことになる危険な状況を示します。 |
警告 | 「警告」は、回避しなければ、死亡または重傷を負う可能性のある危険な状況を示します。 |
注意 | 「注意」は安全警戒記号とともに用いられ、回避しなければ、軽傷または中程度の傷害を負う可能性のある危険な状況を示します。 |
通知 | 「通知」はケガに関係しない手順に対して用います。 |
保証
製品保証は、製品を最初に使用してから 12 か月で有効期限が切れますが、いかなる場合でも納品後、最長 13 か月で有効期限が切れます。
部品の通常の磨耗や傷は保証に含まれません。
通常の摩耗および裂傷は、その期間に典型的な標準的な工具のメンテナンス(時間、稼働時間などで表される)中に部品交換またはその他の調整/オーバーホールが必要なものです。
製品保証は、ツールとその構成部品の正しい使用、メンテナンスおよび修理に依存しています。
不適切なメンテナンス、または、保証期間中に Atlas Copco以外の人またはその認証サービスパートナーによって実施されたメンテナンスの結果発生した部品の損傷は保証対象となりません。
ツール部品の損傷や破壊を防ぐために、推奨されるメンテナンススケジュールに従ってツールの整備を行い、適切な手順に従ってください。
保証による修理は、必ず Atlas Copcoワークショップで、または認定サービスパートナーが実施してください。
その Atlas Copco契約により、延長保証と最新式の予防保守を提供します。ToolCover詳細については、お近くのサービス担当者にお問い合わせください。
電動モータの場合 :
電動モータが開かれていない場合のみ保証が適用されます。
ウェブサイト
当社の製品、付属品、スペアパーツおよび公表事項に関する情報は、Atlas CopcoのWebサイトにてご覧いただけます。
次をご覧ください:www.atlascopco.com.
ServAid
ServAidは以下のような技術情報を含むポータルで、継続的に更新されます:
規制及び安全に関する情報
技術データ
設置、運転およびサービスに関する注意事項
予備部品のリスト
アクセサリ
寸法図面
次をご覧ください:https://servaid.atlascopco.com.
詳細な技術情報については、最寄のAtlas Copco代理店までお問い合わせください。
安全データシート MSDS/SDS
安全性データシートは、Atlas Copcoが販売する化学製品について説明しています。
詳細についてはAtlas Copcoのウェブサイト www.atlascopco.com/sdsをご覧ください。
生産国
生産国については製品ラベルの情報をご参照ください。
寸法図面
寸法図は、寸法図アーカイブまたはServAidのいずれかにあります。
次をご覧ください:http://webbox.atlascopco.com/webbox/dimdrwあるいは https://servaid.atlascopco.com。
概要
アプリケーション
この高品質で扱いやすい空気圧式 Positive Feed Drill (PFD) は、様々な金属および複合材料に穴をあけるために使用できます。
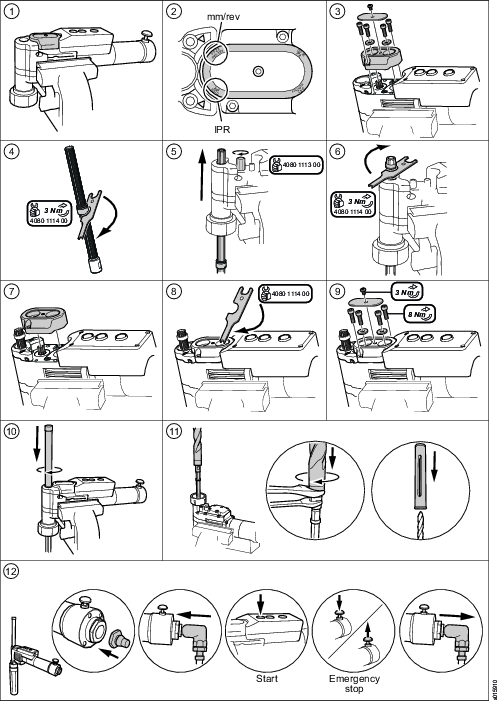
メインコンポーネントと機能

Pos | 部品 | 機能 |
|---|---|---|
1 | スピンドル | ドリルの主要回転部分です。 |
2 | スピンドルガード | オペレータを回転スピンドルから保護します。ドリルビット用クーラントをドリルに提供します。 |
3 | ヘッド | モータからスピンドルに回転トルクやフィードを転送します。 |
4 | フィードカセット | スピンドルのフィード速度を定義します。回転当たりインチ(IPR)または回転当たりミリメートル(mm /回転)で測定します。 |
5 | エア論理 | ドリルを操作します。 |
6 | 割歯車 | 回転速度を定義します。毎分回転数(RPM)で測定します。 |
7 | 範囲ギア | RPMの範囲を定義します。 |
8 | ベーンモータ | スピンドルにパワーと回転を供給します。 |
9 | モータバルブ | エアフローをベーンモータと緊急停止ボタンに供給します。 |
10 | 開始 | モーターを起動し、ドリルフィード・回転機構をアクティブにします。モータは、ボタンが解放された後も回転し続けます。スピンドルが所定のドリル深さに達すると、自動的に開始位置に戻ります。 |
11 | 急速進行(オプション) | 急速スピンドルフィードをアクティブにします。スピンドルは、通常のフィード速度よりも速く作業面に進みますが、回転しません。ボタンを解除するとスピンドルが停止します。 |
12 | 引き込み | ドリルサイクル中の任意の時点でスピンドルを開始位置に戻します。モータは、引き込み後に自動的にオフになります。 |
13 | 非常停止 | モータをオフにして、ドリルサイクル中の任意の時点でスピンドルを停止します。一度押すと、緊急停止ボタンが所定位置でロックされます。ドリルを再起動するには、非常停止を手動でリセットする必要があります。 |
技術製品データ
技術的な製品データは、ServAidまたはAtlas Copcoのウェブサイトにあります。
次をご覧ください:https://servaid.atlascopco.comあるいは www.atlascopco.com。
アクセサリ
アクセサリー概要
アクセサリーの詳細については、ServAidをご覧ください。
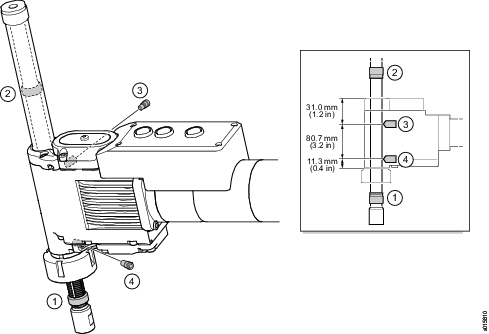
開始位置とドリル深さ
ストップリングを使用すると、次のパラメータを定義することができます。
-
ドリルビットの開始位置
-
ドリル深さ
|
Pos |
部品 |
機能 |
|---|---|---|
|
1 |
開始位置リング |
ドリルの開始位置を定義します。これにより、表面までのあらかじめ定義した安全距離でドリルビットを迅速に位置決めできます。開始位置を調整できます。 |
|
2 |
深さリング |
ドリル深さを定義します。 |
|
3 |
深さバルブ |
ドリル深さをコントロールします。深さリングがバルブに達すると、バルブがアクティブになり、スピンドルが開始位置まで後退します。モータは後退後に自動的にオフになります。 |
|
4 |
開始位置バルブ |
ドリルの開始位置をコントロールします。開始位置リングがバルブに達すると、モータをオフにするバルブがアクティブになります。 |
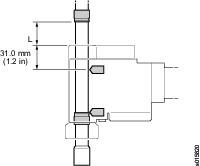
以下の式に従って、目的のドリル深さに対する深さリングとドリルヘッド間の距離(下図の寸法L)が距離できます。
L (mm) =D (mm) – 31.0 mm
L (in) = D (in) – 1.2 in
速度
範囲と割歯車の組み合わせによって、ドリルスピンドルの速度が決まります。目的のRPMを得るには、以下のテーブルの範囲と割歯車の利用可能な組み合わせから選択してください。
範囲ギア | ||
|---|---|---|
RPM | オーダー番号 | 割歯車比 |
38 | 4141 0043 95 | 低 |
50 | 4141 0043 95 | 1:1 |
67 | 4141 0043 95 | 高 |
100 | 4141 0043 92 | 低 |
140 | 4141 0043 92 | 1:1 |
180 | 4141 0043 92 | 高 |
200 | 4141 0043 90 | 低 |
270 | 4141 0043 90 | 1:1 |
360 | 4141 0043 90 | 高 |
400 | 4141 0043 94 | 低 |
530 | 4141 0043 94 | 1:1 |
700 | 4141 0043 94 | 高 |
670 | 4141 0043 93 | 低 |
900 | 4141 0043 93 | 1:1 |
1200 | 4141 0043 93 | 高 |
1330 | 4141 0043 91 | 低 |
1770 | 4141 0043 91 | 1:1 |
2360 | 4141 0043 91 | 高 |
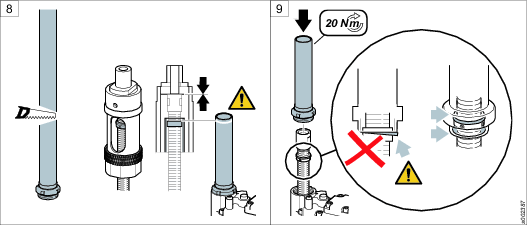
割歯車比は、インデント(2)に対するシャフト(1)の位置に応じて、高、1:1または低に設定できます(下図を参照)。割歯車ハウジングのマークは、シャフト位置に対応する比率を示します。
二股ツールを使ってシャフトを正しい位置に固定します(4141 1114 00)。以下の図を参照してください。


速度の急速進行 - PFD1500RA-R(急速進行搭載モデルのみ)
急速進行はフィード速度によります。高フィード速度により大きな急速進行となり、低フィード速度では小さな急速進行になります。
型式 |
スピンドル(rpm) | 速度急速 進行 (mm/s)、±10% | 速度急速 進行 (inch/s)、±10% |
|---|---|---|---|
PFD 1500RA-38-R | 38 | 1.4 | 0.06 |
PFD 1500RA-50-R | 50 | 1.9 | 0.07 |
PFD 1500RA-67-R | 67 | 2.5 | 0.10 |
PFD1500RA-100-R | 100 | 3.7 | 0.15 |
PFD1500RA-140-R | 140 | 5.2 | 0.20 |
PFD1500RA-180-R | 180 | 6.7 | 0.26 |
PFD1500RA-200-R | 200 | 7.4 | 0.29 |
PFD1500RA-270-R | 270 | 10.0 | 0.39 |
PFD1500RA-360-R | 360 | 13.3 | 0.52 |
PFD1500RA-400-R | 400 | 14.8 | 0.58 |
PFD1500RA-530-R | 530 | 19.7 | 0.78 |
PFD1500RA-670-R | 670 | 24.8 | 0.98 |
PFD1500RA-700-R | 700 | 25.9 | 1.02 |
PFD1500RA-900-R | 900 | 33.3 | 1.31 |
PFD1500RA-1200-R | 1200 | 44.5 | 1.75 |
PFD1500RA-1330-R | 1330 | 49.2 | 1.94 |
PFD1500RA-1770-R | 1770 | 65.6 | 2.58 |
PFD1500RA-2360-R | 2360 | 87.4 | 3.44 |
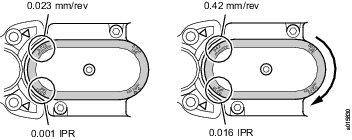
フィード速度
ドリルのフィード速度は、スピンドル速度とバランスをとらなければなりません。目的のフィード速度を得るには、以下のテーブルのフィード速度の利用可能な組み合わせから選択してください。通常、フィードカセットによって2つのフィード速度を定義することができます。下図に示すように、180度回転させることで、フィード速度を変更できます。
フィードカセット | ||
|---|---|---|
IPR | mm /回転 | オーダー番号 |
0.001 | 0.023 | 4141 0034 91 |
0.002 | 0.05 | 4141 0034 92 |
0.003 | 0.075 | 4141 0034 93 |
0.004 | 0.10 | 4141 0034 94 |
0.006 | 0.16 | 4141 0034 95 |
0.008 | 0.21 | 4141 0034 96 |
0.010 | 0.27 | 4141 0034 95 |
0.013 | 0.33 | 4141 0034 94 |
0.014 | 0.36 | 4141 0034 93 |
0.015 | 0.38 | 4141 0034 92 |
0.016 | 0.42 | 4141 0034 91 |
サービスの概要
サービスの推奨事項
予防メンテナンスを定期的に行うことをお勧めします。予防メンテナンスに関する詳細情報を参照してください。製品が正常に動作しない場合は、供用を停止して点検してください。
予防メンテナンスについての詳細な情報がない場合は、これらの一般的なガイドラインに従ってください。
適切な部品を正確に清掃します
不良部品や磨耗した部品を交換します
取り付け
設置要件
エアの品質
エアの質が悪いと、ツールが破損し、その性能が低下することがあります
-
最高のパフォーマンスと製品寿命を最大にするために、最大露点 -5°C(23°F)の圧縮空気の利用を推奨します。また、アトラスコプコ製の冷却タイプエアドライヤを設置することを推奨します。
-
別のエアフィルタとして、30 ミクロンより大きな固体粒子と 90% を超える液体の水を除去するものを使用してください。圧力低下を防止するために、ツールにできるだけ近く、他のエア調整ユニットの前にフィルタを設置します。
-
注油のないツールは、環境の観点から、より良い選択となります。
-
注油によりタービンモータの寿命が短くなり、一度注油すると、注油を継続する必要があります。
空気潤滑ガイド
ブランド | 空気潤滑 |
|---|---|
アトラスコプコ | オプティマイザ(1 リットル)9090 0000 04 |
Q8 | Chopin 46 |
Shell | Shell Air Tool Oil S2 A 320 |
圧縮空気接続
正しいエア圧とホースサイズについては、https://servaid.atlascopco.comの技術データまたはwww.atlascopco.comを参照してください。
ツールに接続する前に、ホースとカップリングがクリーンであり、ほこりがないことを確認します。
設置の手順
スピンドルの交換
必要なツール
-
万力
-
二股ツール
-
六角ツール
-
トルクスレンチ
-
六角レンチ
-
スパナ
-
フロント部分を上向きに、ドリルハンドルを右に向けて、ゴム製パッドでドリルを万力に固定します。フロント部分とドリルビットを取り外します。
-
ドリルを逆にして万力に固定します。スピンドルガードを取り外します。
-
二股ツールを使ってスピンドルから深さリングを取り外します。
-
フィードカセットの位置に注意してください。スピンドルに最も近いカセット端部のマークは、実際のフィード速度を示します。
-
フィードカセットを取り外します。
-
六角ツールを反時計回りに回してソケットからスピンドルを送ります。スピンドルを取り外します。
-
\"ドリルの取り付け\"セクションのステップ4~11を実行します。
-
ドリルを逆にして万力に固定します。ニップルにエアホースを接続します。非常停止ボタンの機能テストを行います。
-
スタートボタンを押します。
-
非常停止ボタンを押すと所定位置にロックされるようにしてください。スピンドルは、直ちに停止する必要があります。
-
非常停止ボタンを引くとリセットされます。モーターが再起動してはなりません。
-
エアホースを外します。
-


ラピッドアドバンスキットの取り付け
必要なツール
-
万力
-
スパナ
-
六角レンチ
-
二股ツール
-
六角ツール
-
トルクスレンチ
-
フロント部分を上向きに、ドリルハンドルを右に向けて、ゴム製パッドでドリルを万力に固定します。スパナを使ってフロント部分とドリルビットを取り外します。
-
ドリルを緩めます。ドリルを逆にして万力に固定します。
-
スピンドルガードを取り外します。
-
二股ツールを使ってスピンドルから深さリングを取り外します。
-
フィードカセットの位置に注意してください。スピンドルに最も近いカセット端部のマークは、実際のフィード速度を示します。
-
六角レンチを使ってフィードカセットを取り外します。
-
六角ツールを反時計回りに回して、スピンドルが外れるまでソケットからスピンドルを送ります。
-
六角レンチを使ってエアロジックカバーとエアロジックユニットを取り外します。

ヘッドの上にあるOリングを紛失しないでください。
-
六角キーを使ってシリンダを緩めます。
-
ドリルを緩めます。ドリルを逆にして万力に固定します。
-
六角レンチを使ってヘッドの下部を取り外します。
-
下部ヘッドからシリンダを取り外します。
-
シリンダを(キットに含まれる)新しいものと交換し、所定位置に戻します。六角キーを使ってシリンダを固定します。
-
ベベルギアをヘッドからまっすぐ上に引き出します。
-
シリンダをヘッドからまっすぐ下に引き出します。
-
シリンダを(キットに含まれる)新しいものと交換します。所定位置に戻します。
-
ベベルギアを(キットに含まれる)新しいものと交換し、所定位置に戻します。
-
下部ヘッドを元の位置に戻します。ネジで締め付けます。
-
ドリルを緩めます。ドリルを逆にして万力に固定します。
-
六角キーを使ってシリンダをネジで固定します。
-
エアロジックユニットを元の位置に戻します。カバーを(キットに含まれる)新しいものと交換し、所定位置に戻します。
-
ソケットにスピンドルを下から取り付けます。六角ツールを時計回りに数回転させ、スピンドルを送ります。
-
スピンドルに深さリングを取り付け、所定位置に移動します。二股ツールを使ってリングを締め付けます。
-
スピンドルに最も近いカセット端部のマークが必要なフィード速度を示すことを確認して、フィードカセットを元の位置に置きます。
-
カセットが簡単に取り付けられない場合は、二股ツールでスプラインを回して整列させます。
-
ワッシャーと4本のネジを元の位置に取り付けます。ネジを締め付けます。ロックとロックネジを取り付けます。ネジを締め付けます。
-
スピンドルガードを元の位置に戻して固定します。
-
ドリルを緩めます。ドリルを逆にして万力に固定します。スピンドルにドリルビットを置きます。スピンドルソケットとドリルビットベースにスパナを置いて回転を防ぎ、接続部を締め付けます。ドリルにフロント部分を置いて固定します。
-
ドリルを緩めます。ドリルを逆にして万力に固定します。ニップルにエアホースを接続します。非常停止ボタンの機能テストを行います。
-
スタートボタンを押します。
-
非常停止ボタンを押すと所定位置にロックされるようにしてください。スピンドルは、直ちに停止する必要があります。
-
非常停止ボタンを引くとリセットされます。モーターが再起動してはなりません。
-
エアホースを外します。
-










インデクサー付きドリルへのスクレーパーキットの取り付け
必要なツール
万力
スパナ
六角レンチ
取り付けツール
前提条件
スクレーパーキットを取り付ける前に、次のコンポーネントが取り外されていることを確認してください。
フロント部分
ドリルビット
スピンドル
スピンドルガード
万力にドリルを固定します。
アダプタとネジを取り外します。
アダプタシャフトの所定位置にインデクサハウジングを置きます。
ナットのスレッドにスレッドロッカーを数滴を塗布し、インデクサハウジング上でナットを締め付けます。ナットを締め付けます。
ウェーブワッシャをインデクサハウジング上の所定位置に置きます。シャフトにスレッドロッカーを数滴を塗布し、インデクサハウジングに取り付けます。
ナットが底部に向けて容易に下に移動するように、インデックスハウジング上のボタンを押してください。フックレンチを使ってシャフトのフロントナットをインデックスハウジングに締め付けます。
スピンドルのストップナットを取り外します。
スピンドルにスクレーパリングを取り付け、4 本のネジで締め付けます。
スクレーパリングの面取りされたエッジがドリルビットの方を向いていることを確認します。
スピンドルストップナットをスピンドルに取り付けます。
スピンドルをドリルに取り付けます。
スピンドルストップナットをスピンドル最上部に取り付けます。
フロント部の長さに合わせてチューブをカットします。
掘削時にスピンドル上のスクレーパリングは、チューブの外側に移動してはなりません。
チューブを取り付け、締め付けます。
スレッドが破損しないように、スクレーパリングがスムーズに動くことを確認します。
フロント部を取り付けます。




インデクサーのないドリルに対するスクレーパーキットの取り付け
必要なツール
-
万力
-
スパナ
-
六角レンチ
-
取り付けツール
-
鋸
前提条件
スクレーパーキットを取り付ける前に、次のコンポーネントが取り外されていることを確認してください。
-
フロント部分
-
ドリルビット
-
スピンドル
-
スピンドルガード
-
万力にドリルを固定します。
-
アダプタを取り外します。
-
スピンドルのストップナットを取り外します。
-
スピンドルにスクレーパリングを取り付け、4 本のネジで締め付けます。
スクレーパリングの面取りされたエッジがドリルビットの方を向いていることを確認します。
-
スピンドルストップナットをスピンドルに取り付けます。
-
スピンドルをドリルに取り付けます。
-
スピンドルストップナットをスピンドル最上部に取り付けます。
-
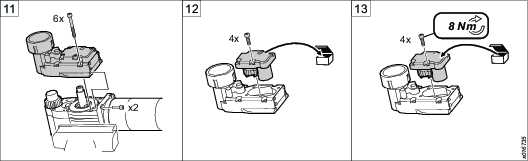
フロント部の長さに合わせてチューブをカットします。
掘削時にスピンドル上のスクレーパリングは、チューブの外側に移動してはなりません。
-
チューブを取り付け、20 Nm まで締め付けます。
スレッドが破損しないように、スクレーパリングがスムーズに動くことを確認します。
フロント部を取り付けます。


ドリルの取り付け
必要なツール
-
万力
-
トルクスレンチ
-
六角レンチ
-
二股ツール
-
六角ツール
-
スパナ
-
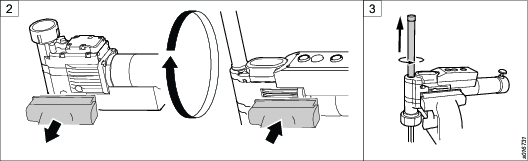
エア論理ユニットを上向きに、ドリルハンドルを右に向けて、ゴム製パッドでドリルを万力に固定します。
-
フィードカセットの位置に注意してください。スピンドルに最も近いカセット端部のマークは、実際のフィード速度を示します。
-
カセットロック、カセット、5本のネジ、2個のワッシャを取り外します。カセットロックのネジにトルクスレンチを使用し、他の4本のネジに六角レンチを使用します。
-
該当する場合は、スピンドルに開始位置リングを取り付け、所定位置に移動します。二股ツールを使ってリングを締め付けます。
-
ソケットにスピンドルを下から取り付けます。六角ツールを時計回りに数回転させ、スピンドルを送ります。
-
スピンドルに深さリングを取り付け、所定位置に移動します。二股ツールを使ってリングを締め付けます。
-
スピンドルに最も近いカセット端部のマークが必要なフィード速度を示すことを確認して、フィードカセットを元の位置に置きます。
-
カセットが簡単に取り付けられない場合は、二股ツールでスプラインを回して整列させます。
-
ワッシャーと4本のネジを元の位置に取り付けます。ネジを締め付けます。ロックとロックネジを取り付けます。ネジを締め付けます。
-
スピンドルガードを元の位置に戻して固定します。
-
ドリルを逆さまにして万力に固定します。スピンドルにドリルビットを置きます。スピンドルソケットとドリルビットベースにスパナを置いて回転を防ぎ、接続部を締め付けます。ドリルにフロント部分を置いて固定します。
-
ドリルを逆にして万力に固定します。エアーホースのニップルをドリルのコネクタに取り付けます。ニップルにエアホースを接続します。非常停止ボタンの機能テストを行います。
-
スタートボタンを押します。
-
非常停止ボタンを押すと所定位置にロックされるようにしてください。スピンドルは、直ちに停止する必要があります。
-
非常停止ボタンを引くとリセットされます。モーターが再起動してはなりません。
-
エアホースを外します。
-
インデクサーの取り付け
必要ツール
万力
スパナ
六角レンチ
ピンスパナ
フックレンチ
前提条件
インデクサを取り付ける前に、次のコンポーネントが取り外されていることを確認してください。
フロント部分
ドリルビット
スピンドル
スピンドルガード
エア論理ユニットを下向きに、ドリルハンドルを右に向けて、ゴム製パッドでドリルを万力に固定します。
スパナを使用して、フロント部分を固定するアダプタを取り外します。六角キーを使用して、アダプタ穴の右側にあるネジを取り外します。
プッシュボタンが自分の方に向くようにして、アダプタ穴の上の所定位置にインデックスハウジングの大きな穴を重ねます。インデックスハウジングが正しい位置にあれば、ネジ穴の右側のプラグがインデックスハウジングに収まるようになります。
スレッドを下に向けて、インデックスハウジングにナットを入れます。ピンスパナでナットを締め付けます。
スピンドルを下に向けて、ウェーブワッシャとシャフトをインデックスハウジング内に入れます。
ナットが底部に向けて容易に下に移動するように、インデックスハウジング上のボタンを押してください。フックレンチを使ってシャフトのフロントナットをインデックスハウジングに締め付けます。
取り付けが終了してから、上記リストのコンポーネントを取り付けます。
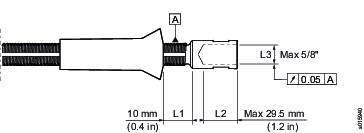
スピンドル4141 0253 XXの準備
このスピンドルを使用して、独自のスレッドサイズを定義できます。
スピンドルの準備を行う前に、次の手順をお読みください。
-
スピンドルからリングを取り外します。
-
Ø16mmのコレットチャックにスピンドルを挿入します。
-
スピンドルスレッドにコレットチャックを固定します。スレッドは、(L1)以上突き出ないようにしてください。以下の図を参照してください。
-
ドリル深さ(L2)の寸法とネジサイズ(L3)に注意してください。以下の図を参照してください。
チップレットの取り付け
必要なツール
-
万力
-
トルクスドライバ
-
六角レンチ
-
取り付けツール
前提条件
ChipLet を取り付ける前に、次のコンポーネントが取り外されていることを確認してください。
-
フロント部分
-
ドリルビット
-
スピンドル
-
スピンドルガード
-
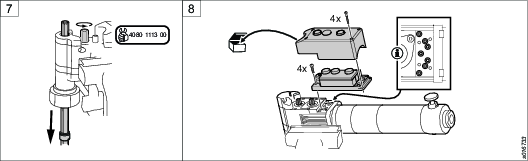
万力にドリルを固定します。
-
ネジとフィードカセットのカバーを取り外します。
-
2 つのワッシャとフィードカセットとともに 4 本のネジを取り外します。
-
深さ位置バルブを取り外します。
-
2 本のネジとキャップを取り外します。
-
スラストワッシャを取り外します。
-
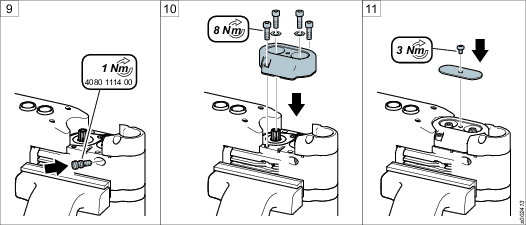
チップレットを O リングとともに所定位置に置きます。チップレットが所定位置になるとクリック音が聞こえます。
-
2 本のネジでチップレットを固定し、8 Nm まで締め付けます。
-
深さ位置バルブを所定位置に戻し、固定し、1 Nm まで締め付けます。
-
フィードカセットを所定位置に戻し、4 本のネジと 2 つのワッシャを 8 Nm まで締め付けます。
-
カセットカバーをカセット上の所定位置に戻し、1 本のネジで 3 Nm まで締め付けます。



吸気口アダプタの交換
すべての PFD1500 ツールには、標準で NPT 吸気口アダプタが付属します。追加の BSP 吸気口アダプタは、納品時の箱の中に含まれています。
必要なツール
万力
スパナ
アダプタを取り外します。
フィルタが所定の位置にあることを確認します。
アダプタを新しいもの(付属)に交換します。古いアダプタの O-リングを新しいものに交換します。
アダプタを元の位置に戻します。アダプタを締め付けます。
フィルタが所定の位置にあることを確認します。

操作
人間工学に基づくガイドライン
この一般的な人間工学に基づいたガイドラインのリストを読み、姿勢、コンポーネントの配置、作業環境において改善できるエリアを特定できるかどうかを確認して、自分のワークステーションについて考えてみましょう。
頻繁に休憩をとり作業姿勢を変更すること。
作業エリアをニーズや作業タスクに適応させます。
静的動作を避けるために部品やツールがどこに配置されるべきかを決定することにより、適度な到達範囲を調整すること。
テーブルや椅子などの作業タスクに適切なワークステーション設備を使用すること。
組立操作中に肩より高い位置または静止保存状態での作業を避けること。
肩より高いところで作業する場合、負荷の重量を減らして静的筋肉への負荷を低減します。また、負荷を身体の近くに保持することで静的筋肉への負荷を軽減することができます。
頻繁に休憩をとること。
とりわけ、ある程度の力を要する作業において、腕または手首の無理のある姿勢を避けること。
作業タスク中の眼球および頭の運動を最小限に抑えることにより、適度な視野を調節すること。
作業タスクに適切な照明を使用すること。
ノイズ環境では防音保護設備を使用すること。
埃の多い環境では、集塵システムや口保護マスクを使用すること。
構成手順
モジュールの交換
すべてのドリルモジュールを簡単に交換できます。

Pos | モジュール |
|---|---|
1 | ヘッド |
2 | フィードカセット |
3 | エア論理 |
4 | 割歯車 |
5 | 範囲ギア |
6 | ベーンモータ |
7 | モータバルブ |
速度の変更
-
モータバルブ、ベーンモータ、範囲ギアを取り外します。
-
該当する場合、以下のとおり、割歯車比を変更します。
-
スプリットギヤを取り外します。
-
スプリットギアのシャフト(1)をシフトして、必要な比を設定します。以下の図を参照してください。カチッという音が聞こえたら、シャフトが正しくシフトしました。二股ツールを使ってシャフトを正しい位置に固定します。
-
ボルトにスプリットギア穴を合わせ、シャフトヘッドがドリルヘッドに向かい合うようにします
-
所定位置までスプリットギアを慎重にスライドさせます。シャフト(1)が所定位置に収まるまで、スプラインシャフト(2)を回します。
-
二股ツール(4080 1114 00)で所定位置にピニオン(3)を保持して、スプラインシャフト(2)を回し、シャフト(1)がピニオンに収まるまでスプリットギアをゆっくりと前に押します。
-
所定場所でカチッという音がするまでスプリットギアをゆっくりと前に押します。
-
-
該当する場合、新しい範囲ギアを取り付けてください。その他の場合、元の位置に古いものを復元します。遊星歯車を回して、スプラインを整列させます。
-
元の位置にベーンモータとバルブを復元します。二股ツール(4080 1114 00)で反時計回りにローターを回し、スプラインを整列させます。
-
ドリルを操作する前に非常停止ボタンの機能テストを行います。
-
スタートボタンを押します。
-
非常停止を押すと所定位置にロックされるようにしてください。スピンドルは、直ちに停止する必要があります。
-
非常停止ボタンを引くとリセットされます。モーターが再起動してはなりません。
-
エアホースを外します。
-
エアホースを再度つなぎます。
-

フィード速度の変更
フィードカセットを180度回転させると、カセットのフィード速度を変更できます。別のフィード速度が必要な場合、概要セクションのテーブルフィード速度から適切なカセットを選択します。
古いカセットを取り外します。
新しいカセットを所定位置に入れます。カセットを固定する前に、スピンドルに最も近いカセット端部のマークを読み取り、カセットの向きが正しいことを確認してください。
ドリルを操作する前に非常停止ボタンの機能テストを行います。
スタートボタンを押します。
非常停止ボタンを押すと所定位置にロックされるようにしてください。モータへの空気供給がオフになり、スピンドルが停止します。
エアホースを外します。
非常停止ボタンを引くとリセットされます。
エアホースを再度つなぎます。
操作手順
ドリルを操作する前に

ドリルを操作する前に、以下の条件が適用されます。
フロント部分が治具でロックされている。
エアホースがドリルに接続されている。
スタートボタンを押します。
非常停止ボタンを押すと所定位置にロックされるようにしてください。スピンドルは、直ちに停止する必要があります。
非常停止ボタンを引くとリセットされます。モータが再起動してはなりません。
エアホースを外します。
エアホースを再度つなぎます。
冶具で用具をロックします。
指示器でボタンを押して用具の所定位置に調整する指示器を解除します。
所定位置でロックするために指示器でボタンを解除します。
指示器でロックピンがナットの表面と同じ高さにあることを確認します。
用具が所定位置でロックされているのを確認するために用具を端から端へ揺さぶります。


ドリルの操作
次のようにしてドリルを操作できます。
ドリルビットを素早く作業面に進めるには... | 急速進行ボタン(オプション)を押します。作業面から安全な距離でドリルビットが停止したことを確認してください。 |
ドリルを開始するには... | スタートボタンを押します。 |
ドリルを停止し、開始位置にスピンドルを後退させるには... | 後退ボタンを押します。 |
緊急の場合にモータをオフにするには... | 緊急停止ボタンを押します。 |
緊急停止をリセットし、通常の操作を復元するには... | 緊急停止ボタンを引き出します。エアホースを外し、再接続してエア論理をリセットします。 |
サービス
メンテナンスに関する注意事項
サービスの推奨事項
予防メンテナンスを定期的に行うことをお勧めします。予防メンテナンスに関する詳細情報を参照してください。製品が正常に動作しない場合は、供用を停止して点検してください。
予防メンテナンスについての詳細な情報がない場合は、これらの一般的なガイドラインに従ってください。
適切な部品を正確に清掃します
不良部品や磨耗した部品を交換します
予防メンテナンス
予防メンテナンス
日常の保守:非常停止ボタンのテスト
以下のテーブルにある保守の推奨事項は、アルミニウムとチタンに穴をあけるためのものです。
各キットの内容については、スペアパーツリストを参照してください。
スピンドル
ドリルビット/材料 | ドリルビット/材料 | ドリルビット/材料 | |
|---|---|---|---|
<1/2" Titan/Alu | <3/4" Titan/Alu | <1 1/4" Titan/Alu | |
サイクル | (使用キット、発注番号)* | (使用キット、発注番号)* | (使用キット、発注番号)* |
1000回ドリル毎 | |||
3000回ドリル毎 | 4141 0087 80, 4141 0087 90 | ||
6000回ドリル毎 | 4141 0087 80, 4141 0087 90 | 4141 0087 80, 4141 0087 90 | |
12000回ドリル毎 | |||
24000回ドリル毎 | |||
48000回ドリル毎 |
*特定のスピンドルに対して正しいキットをご発注ください(スペアパーツリスト参照)。
フィードカセット
ドリルビット/材料 | ドリルビット/材料 | ドリルビット/材料 | |
|---|---|---|---|
<1/2" Titan/Alu | <3/4" Titan/Alu | <1 1/4" Titan/Alu | |
サイクル | (使用キット、発注番号)* | (使用キット、発注番号)* | (使用キット、発注番号)* |
1000回ドリル毎 | |||
3000回ドリル毎 | |||
6000回ドリル毎 | |||
12000回ドリル毎 | 4141 0034 91, 4141 0034 92 4141 0034 93, 4141 0034 94 4141 0034 95, 4141 0034 96 | ||
24000回ドリル毎 | 4141 0034 91, 4141 0034 92 4141 0034 93, 4141 0034 94 4141 0034 95, 4141 0034 96 | ||
48000回ドリル毎 | 4141 0034 91, 4141 0034 92 4141 0034 93, 4141 0034 94 4141 0034 95, 4141 0034 96 |
*特定のフィードカセットに対して正しいキットをご発注ください(スペアパーツリスト参照)。
ベーンモータ(乾燥エア)
ドリルビット/材料 | ドリルビット/材料 | ドリルビット/材料 | |
|---|---|---|---|
<1/2" Titan/Alu | <3/4" Titan/Alu | <1 1/4" Titan/Alu | |
サイクル | (使用キット、発注番号) | (使用キット、発注番号) | (使用キット、発注番号) |
1000回ドリル毎 | |||
3000回ドリル毎 | 4081 0457 90 | 4081 0457 90 | |
6000回ドリル毎 | 4081 0457 90 | ||
12000回ドリル毎 | |||
24000回ドリル毎 | |||
48000回ドリル毎 | 4141 0168 90 | 4141 0168 90 | 4141 0168 90 |
ヘッド
ドリルビット/材料 | ドリルビット/材料 | ドリルビット/材料 | |
|---|---|---|---|
<1/2" Titan/Alu | <3/4" Titan/Alu | <1 1/4" Titan/Alu | |
サイクル | (使用キット、発注番号) | (使用キット、発注番号) | (使用キット、発注番号) |
1000回ドリル毎 | |||
3000回ドリル毎 | 4141 0063 90 | ||
6000回ドリル毎 | 4141 0063 90 | 4141 0063 90 | 4141 0012 91b, 4141 0012 92a, 4141 0019 91 |
12000回ドリル毎 | 4081 0452 90, 4081 0453 90, 4081 0454 90a, 4081 0455 90b | ||
24000回ドリル毎 | 4141 0012 91b, 4141 0012 92a 4141 0007 90b, 4141 0007 91a 4141 0019 91 | 4081 0452 90, 4081 0453 90, 4081 0454 90a, 4081 0455 90b, 4141 0007 90b, 4141 0007 91a 4141 0012 91b, 4141 0012 92a, 4141 0019 91 | 4141 0007 90b, 4141 0007 91a 4141 0012 91b, 4141 0012 92a, 4141 0019 91 |
48000回ドリル毎 | 4081 0452 90, 4081 0453 90, 4081 0454 90a, 4081 0455 90b |
a - 急速進行モデルの場合のみ。a - 急速進行なしモデルの場合のみ。
モータバルブ
ドリルビット/材料 | ドリルビット/材料 | ドリルビット/材料 | |
|---|---|---|---|
<1/2" Titan/Alu | <3/4" Titan/Alu | <1 1/4" Titan/Alu | |
サイクル | (使用キット、発注番号) | (使用キット、発注番号) | (使用キット、発注番号) |
毎日 | テスト機能* | テスト機能* | テスト機能* |
1000回ドリル毎 | |||
3000回ドリル毎 | |||
6000回ドリル毎 | |||
12000回ドリル毎 | |||
24000回ドリル毎 | 4141 0102 91 | 4141 0102 91 | 4141 0102 91 |
48000回ドリル毎 |
*非常停止
範囲ギア
ドリルビット/材料 | ドリルビット/材料 | ドリルビット/材料 | |
|---|---|---|---|
<1/2" Titan/Alu | <3/4" Titan/Alu | <1 1/4" Titan/Alu | |
サイクル | (使用キット、発注番号)* | (使用キット、発注番号)* | (使用キット、発注番号)* |
1000回ドリル毎 | 4141 0037 90, 4141 0037 91 4141 0037 92, 4141 0037 94 4141 0037 95 | ||
3000回ドリル毎 |
| ||
6000回ドリル毎 | 4141 0037 90, 4141 0037 91 4141 0037 92, 4141 0037 94 4141 0037 95 | ||
12000回ドリル毎 | 4141 0037 90, 4141 0037 91 4141 0037 92, 4141 0037 93 4141 0037 94, 4141 0037 95 | ||
24000回ドリル毎 | |||
48000回ドリル毎 |
*特定範囲の歯車に対して正しいキットをご発注ください(スペアパーツリスト参照)。
エア論理
ドリルビット/材料 | ドリルビット/材料 | ドリルビット/材料 | |
|---|---|---|---|
<1/2" Titan/Alu | <3/4" Titan/Alu | <1 1/4" Titan/Alu | |
サイクル | (使用キット、発注番号) | (使用キット、発注番号) | (使用キット、発注番号) |
1000回ドリル毎 | |||
3000回ドリル毎 | |||
6000回ドリル毎 | 4141 0164 90 | ||
12000回ドリル毎 | 4141 0164 90 | 4141 0164 90 | |
24000回ドリル毎 | |||
48000回ドリル毎 |
ベーンモータ(潤滑エア)
ドリルビット/材料 | ドリルビット/材料 | ドリルビット/材料 | |
|---|---|---|---|
<1/2" Titan/Alu | <3/4" Titan/Alu | <1 1/4" Titan/Alu | |
サイクル | (使用キット、発注番号) | (使用キット、発注番号) | (使用キット、発注番号) |
1000回ドリル毎 | |||
3000回ドリル毎 | |||
6000回ドリル毎 | |||
12000回ドリル毎 | |||
24000回ドリル毎 | 4081 0457 90 | 4081 0457 90 | |
48000回ドリル毎 | 4141 0168 90, 4081 0457 90 | 4141 0168 90 | 4141 0168 90 |
割歯車
ドリルビット/材料 | ドリルビット/材料 | ドリルビット/材料 | |
|---|---|---|---|
<1/2" Titan/Alu | <3/4" Titan/Alu | <1 1/4" Titan/Alu | |
サイクル | (使用キット、発注番号) | (使用キット、発注番号) | (使用キット、発注番号) |
1000回ドリル毎 | 4141 0051 90 | ||
3000回ドリル毎 | |||
6000回ドリル毎 | 4141 0051 90 | ||
12000回ドリル毎 | |||
24000回ドリル毎 | 4141 0051 90 | ||
48000回ドリル毎 |
潤滑手順
防錆と清掃
圧縮エア中に水があると錆が発生する可能性があります。錆を防止するために、エアドライヤを設置することを強くお勧めします。
水と粒子があると、ベーンとバルブの膠着の原因になります。圧力低下を避けるために、製品近くにエアフィルタを設置することで、これを防止することができます。
潤滑ガイド
有効な潤滑油:
潤滑油 | 説明 |
|---|---|
A | Klübersynth PEG 46-121。1 KGグリース充填カン(発注番号4081 0487 90) |
B | ベーンモータ油(Q8 Chopin S46) |
すべてのOリングに塗油してから、潤滑油AまたはB(薄層)を使って組み立ててください。
範囲ギア
潤滑油の合計量:15 ml.
少なくとも2回転潤滑しながらギアを回します。
歯車がハッキングせずに正常に作動していること。

Pos | 説明 |
|---|---|
A1 | ラジアルシールの外側と摺動面に潤滑油Aを注油してから組み立てること。 |
A2 | ニードルベアリングが完全に潤滑油Aで満たされていること |
A3 | Oリングに潤滑油Aが十分塗油されていること |
取り付けインデクサー、4141 0912 90
Pos | 説明 |
|---|---|
A1 | 潤滑油Aを薄く塗布すること |
A2 | Oリングに潤滑油Aが十分塗油されていること |
A3 | すべての歯車の隙間に潤滑油Aが十分満たされていること |
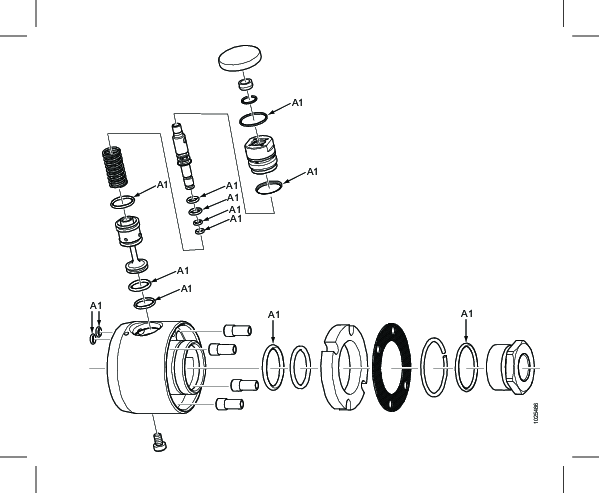
範囲ギア
潤滑油の合計量:27 ml.
少なくとも2回転潤滑しながらギアを回します。
歯車がハッキングせずに正常に作動していること。

Pos | 説明 |
|---|---|
A1 | ラジアルシールの外側と摺動面に潤滑油Aを注油してから組み立てること。 |
A2 | ニードルベアリングが完全に潤滑油Aで満たされていること |
A3 | Oリングに潤滑油Aが十分塗油されていること |
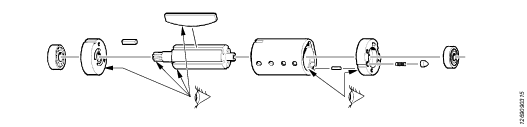
モータ
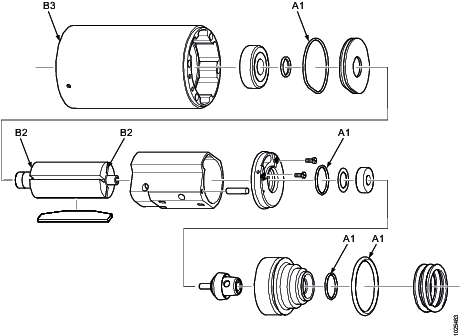
Pos | 説明 |
|---|---|
A1 | Oリングに潤滑油Aが十分塗油されていること |
B2 | エンドプレートに潤滑油Bを薄く塗布します(ロータ直径をカバーすること)。 |
B3 | 内側シリンダ(モータを完成させ、バックエンドプレートにあるエントランスホールを通して潤滑油Bを2滴追加し、油がモータに広がるようロータを回します)。 |
割歯車
潤滑油の合計量:15 ml.

Pos | 説明 |
|---|---|
A1 | ラジアルシールが組み立て前に潤滑油で充填されており、さらに外側と摺動面を潤滑していること。 |
A2 | ニードルベアリングが完全に潤滑油Aで満たされていること |
取り付けインデクサー、4141 0306 91

Pos | 説明 |
|---|---|
A1 | 潤滑油Aを薄く塗布すること |
A2 | Oリングに潤滑油Aが十分塗油されていること |
A3 | すべての歯車の隙間に潤滑油Aが十分満たされていること |
モータバルブ
Pos | 説明 |
|---|---|
A1 | 潤滑油Aを薄く塗布すること |
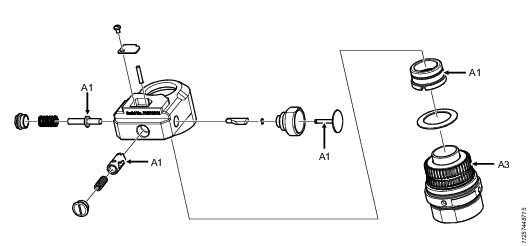
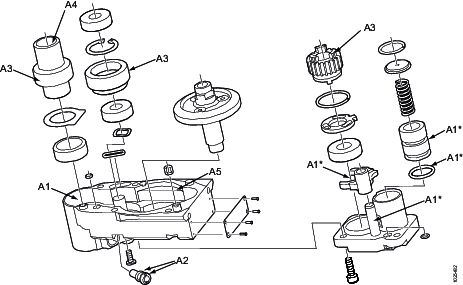
ヘッド

潤滑油の合計量:28 ml.
Pos | 説明 |
|---|---|
A1 | 潤滑油Aを薄く塗布すること |
A2 | Oリングに潤滑油Aが塗油されていること |
A3 | すべての歯車の隙間に潤滑油Aが十分満たされていること |
A4 | 内側の台形スレッドに潤滑油Aを充填すること |
A5 | すべての歯車の隙間に潤滑油A(部品当たり5 ml)が十分満たされていること |
Pos | 説明 |
|---|---|
A1 | 潤滑油Aを薄く塗布すること |
A2 | Oリングに潤滑油Aが十分塗油されていること |
A3 | すべての歯車の隙間に潤滑油Aが十分満たされていること |
A4 | 内側に潤滑油Aを薄く塗布すること |
A5 | 最小10 mlの潤滑油Aを塗油すること |
*急速進行モデルの場合のみ。

Pos | 説明 |
|---|---|
A1 | すべての歯車の隙間に潤滑油A(部品当たり5 ml)が十分満たされていること |
A2 | Oリングに潤滑油Aが十分塗油されていること |
修理説明書
スピンドルのリリース
必要なツール
-
万力
-
トルクスレンチ
-
六角レンチ
-
ピンスパナ
-
レンチ
-
二股ツール
-
エア論理ユニットを上向きに、ドリルハンドルを右に向けて、ゴム製パッドでドリルを万力に固定します。スピンドルガードを取り外します。
-
フィードカセットの位置に注意してください。スピンドルに最も近いカセット端部のマークは、実際のフィード速度を示します。
-
カセットロック、カセット、5本のネジ、2個のワッシャを取り外します。カセットロックのネジにトルクスレンチを使用し、他の4本のネジに六角レンチを使用します。
-
クラッチを引き出します。
-
4本のピンを下向きにして、クラッチの元の位置にピンスパナを置きます。ピンが所定の位置にロックされるまでスパナを回します。
-
スピンドルの位置に注意してください。
-
スピンドルが開始位置にある場合 - スピンドルが解放されるまでレンチで反時計回りにピンスパナを回します。
-
スピンドルが仕上げドリル位置にある場合 - スピンドルが解放されるまでレンチで時計回りにピンスパナを回します。
-
-
ピンスパナを引き出します。
-
元の位置にクラッチを取り付けます。
-
スピンドルに最も近いカセット端部のマークが必要なフィード速度を示すことを確認して、フィードカセットを元の位置に置きます。
-
カセットが簡単に取り付けられない場合は、二股ツールでスプラインを回して整列させます。
-
ワッシャーと4本のネジを元の位置に取り付けます。ネジを締め付けます。ロックとロックネジを取り付けます。ネジを締め付けます。
-
スピンドルガードを元の位置に戻して固定します。
-
ニップルにエアホースを接続します。非常停止ボタンの機能テストを行います。
-
スタートボタンを押します。
-
非常停止ボタンを押すと所定位置にロックされるようにしてください。スピンドルは、直ちに停止する必要があります。
-
非常停止ボタンを引くとリセットされます。モーターが再起動してはなりません。
-
エアホースを外します。
-
ツールを使用する前に、開始位置のバルブと深さバルブをテストし、以前の誤作動を確認します。
ステップ1 - 目視テストを行います。ツールからバルブを取り外します。二股ツールで時計回りにバルブを回します。バルブを圧縮し、バネに問題がないか確認してください。
ステップ2 - 「漏洩テスト」参照

分解/組み立て説明書
ベーンモータの操作手順
分解
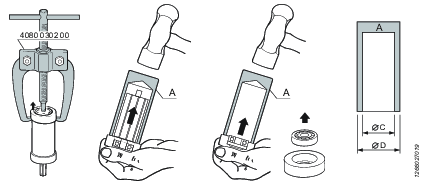
サービスツールは、当社の基本サービスツールセットにも含まれています。詳細については、注文番号9835 5485 00を参照してください
ツールマンドレルAの分解
オーダー番号 | Ø D | Ø C |
|---|---|---|
4080 0182 01 | 7 | 3.5 |
4080 0182 02 | 8 | 4.5 |
4080 0182 03 | 9 | 5.5 |
4080 0182 04 | 10 | 6.5 |
4080 0182 05 | 13 | 8.5 |
4080 0182 06 | 16 | 10.5 |
4080 0182 07 | 19 | 12.5 |
4080 0182 08 | 22 | 15.5 |
4080 0182 09 | 24 | 17.5 |
4080 0182 10 | 26 | 20.5 |
4080 0182 11 | 30 | 25.5 |
4080 0182 12 | 35 | 30.5 |
4080 0182 13 | 40 | 35.5 |
4080 0182 14 | 47 | 40.5 |
モータ部品の検査
組み立て - Bäckströms方法による
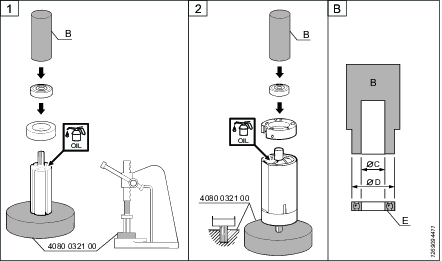
サービスツールは、当社の基本サービスツールセットにも含まれています。詳細については、注文番号9835 5485 00を参照してください
ツールマンドレルBの分解
オーダー番号 | Ø D | Ø C |
|---|---|---|
4080 0567 04 | 12.5 | 5.2 |
4080 0567 11 | 14.5 | 6.5 |
4080 0567 01 | 15.5 | 5.2 |
4080 0567 05 | 18.5 | 6.2 |
4080 0567 02 | 18.5 | 8.2 |
4080 0567 06 | 21.5 | 7.5 |
4080 0567 03 | 21.5 | 8.2 |
4080 0567 07 | 25.5 | 10.5 |
4080 0567 08 | 27.5 | 12.5 |
4080 0567 09 | 31.5 | 15.5 |
4080 0567 10 | 34.5 | 18.5 |
ベーンモータの操作手順
分解
サービスツールは、当社の基本サービスツールセットにも含まれています。詳細については、注文番号9835 5485 00を参照してください
ツールマンドレルAの分解
オーダー番号 | Ø D | Ø C |
|---|---|---|
4080 0182 01 | 7 | 3.5 |
4080 0182 02 | 8 | 4.5 |
4080 0182 03 | 9 | 5.5 |
4080 0182 04 | 10 | 6.5 |
4080 0182 05 | 13 | 8.5 |
4080 0182 06 | 16 | 10.5 |
4080 0182 07 | 19 | 12.5 |
4080 0182 08 | 22 | 15.5 |
4080 0182 09 | 24 | 17.5 |
4080 0182 10 | 26 | 20.5 |
4080 0182 11 | 30 | 25.5 |
4080 0182 12 | 35 | 30.5 |
4080 0182 13 | 40 | 35.5 |
4080 0182 14 | 47 | 40.5 |
モータ部品の検査
組み立て - Bäckströms方法による
サービスツールは、当社の基本サービスツールセットにも含まれています。詳細については、注文番号9835 5485 00を参照してください
ツールマンドレルBの分解
オーダー番号 | Ø D | Ø C |
|---|---|---|
4080 0567 04 | 12.5 | 5.2 |
4080 0567 11 | 14.5 | 6.5 |
4080 0567 01 | 15.5 | 5.2 |
4080 0567 05 | 18.5 | 6.2 |
4080 0567 02 | 18.5 | 8.2 |
4080 0567 06 | 21.5 | 7.5 |
4080 0567 03 | 21.5 | 8.2 |
4080 0567 07 | 25.5 | 10.5 |
4080 0567 08 | 27.5 | 12.5 |
4080 0567 09 | 31.5 | 15.5 |
4080 0567 10 | 34.5 | 18.5 |
インデクサーのアセンブリ
次のステップを実行してインデクサーを組み立てるか、または別のツールに移動します:
インデクサーをツールのヘッドにつなげているナットを緩めます。
ナットのネジ山の接着剤を洗い落とします。
インデクサーの前部に取り付けられている、下部のスプラインに損傷がないことを確認します。接着剤をすべて洗い落とします。
インデクサーの上部ハウジングにあるロックピンのスプラインに損傷がないことを確認して接着剤をすべて洗い落とします。インデクサーが分かれたらボタンを押して、インデクサーのロックピンがハウジングからスムーズに出入りすることを確認します。
インデクサーの部品に損傷がある場合、部品またはインデクサー全体を交換します。
トラブルシューティング
トラブルシューティングの概要
問題は、バルブやクラッチの故障に関係する可能性があります(下図参照)。

Pos | モジュール |
|---|---|
1 | 開始位置バルブ |
2 | 過負荷保護バルブ |
3 | 深さバルブ |
4 | 過負荷クラッチ |
下のテーブルは、最も一般的な問題、考えられる理由、問題のトラブルシューティングを行うためのアクションを記述します。
問題 | 考えられる理由 | アクション |
|---|---|---|
モータが開始ボタンの解除後に停止します。急速進行*ボタンは正しく機能しています。 | 開始位置バルブの漏洩 | 1.開始位置バルブを取り外します。 2.バルブの漏洩テストを行います(セクション"漏洩テスト"参照)。 3.テストの結果が不十分な場合、バルブを交換してください。それ以外の場合は、Atlas Copco サービスセンターにお問い合わせください。 |
ドリルサイクルが完了する前に、スピンドルが後退します。急速進行*ボタンは正しく機能しています。 | 深さバルブの漏洩 | 1.ドリル深さバルブを取り外します。 2.バルブの漏洩テストを行います(セクション"漏洩テスト"参照)。 3.テストの結果が不十分な場合、バルブを交換して手順を完了してください。テストで障害が見つからない場合は、手順を続行します。 |
過負荷保護バルブの漏洩 | 4.過負荷保護バルブを取り外します。 5.バルブの漏洩テストを行います(セクション"漏洩テスト"参照)。 6.テストの結果が不十分な場合、バルブを交換して手順を完了してください。テストで障害が見つからない場合は、手順を続行します。 | |
過負荷保護は、過度のフィード力によりアクティブになります。 | 7.無負荷でドリルをテストします。 8.無負荷時にドリルが正常に機能する場合は、フィード速度を小さくするか、ドリルビットを変更して負荷を最適化します。その後、手順を完了します。無負荷テストで改善が見られない場合は、手順を続行します。 | |
過負荷クラッチが開放位置で固着している。 | 9.フィードカセットを取り外します。 10.過負荷クラッチを取り外します。クラッチからカチッという大きな音が聞こえると解除されました。元の位置にクラッチを取り付け、ドリルをテストします。ドリルの性能が改善した場合は、手順を完了します。 11.セクション"過負荷クラッチのテスト"に従ってクラッチのテストを行います。 12.テストの結果が不十分な場合、クラッチを交換して手順を完了してください。テストで障害が見つからない場合は、手順を続行します。 13.元の位置にクラッチを取り付けます。 14.元の位置にフィードカセットを取り付けます。手順を完了します。 |
*オプション機能
過負荷クラッチのテスト
-
テストツールを万力で固定します。
-
コネクタ(3)にクラッチを取り付け、クラッチ上に六角ツールを置きます。以下の図を参照してください。
-
クラッチを反時計回りに 10 Nm ± 2 Nm まで締め付けます。クラッチが正常に機能すると、指定したトルク範囲内でカチッという大きな音で解除されます。

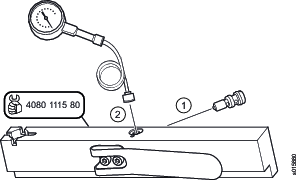
漏洩テスト
バルブがツールに取り付けられている場合、取り外します。二股ツール(4080 1114 00)を使用して、時計回りに回します。
テストツールのコネクタ(1)にバルブを挿入し、0.7 Nmまで締め付けます。以下の図を参照してください。
コネクタ(2)にエアホースを接続します。
ツールレバーを2、3回押して、6.3バール(90 psi)のエア圧力を供給します。
漏洩メーターで漏洩を測定します。10秒間のエア漏洩は、0.3 l/分未満でなければなりません。
テストの結果が不十分な場合、バルブを交換してください。テストで障害が見つからない場合は、手順を続行します。
元の位置にバルブを取り付け、0.7 Nmまで二股ツールで締め付けます。
リサイクル
環境規制
製品がその目的を果たし終えると、適切にリサイクルする必要があります。製品を分解し、地元の法規に基づいて構成部品をリサイクルします。
バッテリーについては、ご自分の国のバッテリー回収機関に処置を委ねること。