告诉用户是否可以通过“配置事件”页面配置事件。
Power Focus XC (3.11)
Software
简介
在本部分,您可以找到有关产品的基本信息以及主题中使用的格式约定。
概述
PFXC 是坚固耐用的电动扳手电源,具有高功率输出,适用于更为严苛的应用领域。它采用金属框架设计,制作精良,非常适合野外作业。包装上还印有二维码,允许您登录 PFXC 查看拧紧结果、任务 (Pset) 和有关工具的信息。 与 Revo HA 一起,组成功能强大的电动扳手。
规则
为了增强用户的了解,本文档中使用了某些格式约定。所使用的格式约定列出如下。
元素 | 符号 | 说明 | 输出 |
|---|---|---|---|
一般重点 | 在程序工作区中。 | 使某些文本元素脱颖而出,或突出显示。 | 文字为粗体 |
图形用户界面 (GUI) 项目 | 选择功能按钮。 | 对在图形用户界面 (GUI) 屏幕上找到的项目的任何引用(例如:命令按钮、图标名称和字段名称)。 | 文字为粗体 |
图形用户界面 (GUI) 路径 > | 通常,在图形用户界面 (GUI) 的顶部。 | 导航辅助工具,可在图形用户界面 (GUI) 中跟踪位置。 | 例如:控制器 > 程序 > 编辑 |
用户输入 | 输入程序的说明。 | 用户输入的任何文本 | 文字为粗体 |
文件名 | 输入导出的文件名。 | 文件被导出或导入系统中 | 文字为粗斜体 |
变量和参数名称 | 输入导出的名称。 | 变量和参数名称(非值)。 | 文字为斜体 |
变量和参数值 | 输入导出的值。 | 变量和参数值。 | 文字为粗体大写 |
系统输出 | Client.Domain.Models.ExportImportConfiguration | 系统输出的任何文本。 | 文字为等宽字体 |
外部链接 | 指向具有与文档或主题内容相关的信息的外部站点的链接。这些可能包括:
| 可选文本到外部站点 | |
内部文档链接 |
如果可用,这些链接将显示在文本下方。 | 可选文本到内部内容 |
一般数据保护条例(GDPR)
本产品提供了处理个人身份信息的可能性,例如系统用户名、角色和 IP 地址。这种处理能力的目的可能是通过可追溯性和适当的访问管理来加强质量控制。
如果您决定处理个人数据,您需要了解并遵守相关的个人数据保护规则,包括 EU GDPR 以及任何其他适用的指令和法规。对于您对本产品的任何使用,阿特拉斯·科普柯不承担任何责任。
责任和警告
责任
在工作环境下,许多情况可能影响拧紧流程,为此须对结果进行验证。在此,我们要求用户遵守相关标准和/或法规,在出现可能影响拧紧结果的情况后,检查安装的扭矩和旋转方向。此类情况的示例包括但不限于:
工具系统初始安装
更改部件批次、螺栓、螺钉批次、工具、软件、配置或环境
更改通风或电气连接
更改管路人体工程学特性、流程、质量程序或操作法
更换操作员
任何影响拧紧流程结果的其他变更
检查应:
确保未因发生的影响情况改变接头状况。
在设备初始安装、维护或修理后实施。
至少在每次换班后检查一次或以合适的频率进行检查。
警告
关于用户指南
用户手册介绍了如何设置和配置 Power Focus XC。
它适用于任何操作或保养 Power Focus XC 的人。
修订历史
发行号 | 修订日期 | 修订说明 |
|---|---|---|
item | item | none |
3.11 | 01/2024 |
|
3.10 | 06/2023 |
|
3.9 | 01/2023 |
|
3.8 | 06/2022 |
|
3.7 | 01/2022 | 新增内容:
更新内容:
|
3.6 | 06/2021 | Power Focus XC 用户指南的第一版官方发布版本。 |
前提条件
任何希望详细了解 Power Focus XC 的人均可通过阅读本用户指南获益。
要完全了解用户指南中介绍的技术知识,我们建议:
了解拧紧技巧
通过操作之前版本的 Power Focus 获得经验
系统概述
软件结构
菜单概览
控制器有多个菜单可执行以下操作:
配置拧紧和硬件附件
执行工具维护
管理软件
查看报告。
完整的 web GUI 的菜单和简化的手机 GUI 的菜单不太一样。
Web GUI
拧紧选项卡

拧紧选项卡列出控制器上存储用于单独拧紧的拧紧程序。有关拧紧配置的说明,请参阅拧紧选项卡。
批次序列选项卡
批次序列选项卡列出控制器上存储的批次序列。
批次序列包含各种组合中一个或多个重复性拧紧程序。可以在批次序列选项卡中创建和配置批次序列。
来源选项卡

来源选项卡列出可用的选项,用于通过不同硬件输入的数字控制所选的拧紧程序,例如某个拧紧程序或批次序列。条码枪配置在来源选项卡中完成。
虚拟站点选项卡

虚拟站点选项卡配置虚拟站点。
虚拟站点是控制器系统的软件抽象概念。在虚拟站点菜单中,不同的来源、附件、工具和任务都被分配至虚拟站点。
控制器选项卡
控制器选项卡列出软硬件组件。
在控制器中列出存储和使用的软件版本并可以对其进行更新。处理许可管理器,提供更多功能。此外,也可从或向控制器导出或导入设置。
配置选项卡

附件配置列表在配置选项卡中提供。
可以配置像工具附件和套筒选择器这样的附件。数字 I/O 信号映射到按钮、灯、开关和连接器。
报告选项卡
在报告选项卡中,列出拧紧结果和事件。
设置选项卡
设置选项卡可用于设定控制器特定设置,如语言、事件和无线网络等。
许可证分配选项卡
许可证分配选项卡用于将许可证和许可证功能分配给虚拟站点。
帮助选项卡
帮助选项卡包含了关于控制器的有用帮助部分。可以通过连接到控制器的计算机下载不同语言的 PDF 文件。
手机 GUI
任务选项卡

任务选项卡列出控制器上存储用于单独拧紧的拧紧程序。有关拧紧配置的说明,请参阅任务选项卡。
控制器选项卡
控制器选项卡列出软硬件组件。
在控制器中列出存储和使用的软件版本并可以对其进行更新。处理许可管理器,提供更多功能。此外,也可从或向控制器导出或导入设置。
结果选项卡

在结果选项卡中,列出拧紧结果和事件。
帮助选项卡
帮助选项卡包含了关于控制器的有用帮助部分。可以通过连接到控制器的计算机下载不同语言的 PDF 文件。
操作和处理
Power Focus XC 的设置和配置是通过使用 web GUI,在连接的 PC 上浏览控制器的 IP 地址来实现的。也可以通过手机 GUI 访问控制器界面。
Web GUI
GUI 按钮和图标
按钮 | 名称 | 说明 |
|---|---|---|
 | 添加 | 添加一个附加项。 |
 | 移除 | 移除一个项目。 |
| 省略号 | 编辑项目。 |
 | 返回 | 返回之前的视图。 |
  | 向上滚动 向下滚动 | 在相对于屏幕过长的列表中进行移动。 |
  | 最大化 最小化 | 通过参数最大或最小化某区域。 |
  | 返回(到列表中的)(开始处) (在列表中)返回 | 在列表的页面中向后移动。 |
  | 前进(到列表中的)(末尾处) 前进(在列表中) | 在列表的页面中向前移动。 |
 | 关闭 | 点击以关闭窗口。 |
 | 注意 | 表示参数配置错误的标记。 |
 | 过滤器 | 点击以筛选项目。 |
 | 警告 | 关于受伤风险的警告标志。 |
 | 验证程序 | 点击检查程序是否有效。 |
 | 下载手册 | 点击下载手册。 |
 | 返回主页 | 进入主菜单屏幕。 |
 | 转至结果 | 进入实时结果屏幕。 |
手机 GUI
GUI 按钮和图标
按钮 | 名称 | 说明 |
|---|---|---|
| 添加 | 添加一个附加项。 |
| 移除 | 移除一个项目。 |
 | 省略号 | 编辑项目。 |
| 上一页 | 返回之前的视图。 |
| 最大化 最小化 | 通过参数最大或最小化某区域。 |
| 返回(到列表的开始部分) 后退(一页) | 在列表的页面中向后移动。 |
| 前进(到列表的结束部分) 前进(一页) | 在列表的页面中向前移动。 |
| 关闭 | 关闭窗口。 |
| 注意 | 表示参数配置错误的标记。 |
| 下载手册 | 点击下载手册。 |
| 原始位置 | 进入主菜单屏幕。 |
| 结果 | 进入实时结果屏幕。 |
 | 协议连接 | 参见协议状态。 |
快速入门指南
为了更好地概述该系统,下面的说明涉及到开始使用该系统所需的步骤。
本说明并未涵盖所有系统功能,而是侧重于最基本的功能。
Web GUI
选择所用工具的类型。可用的拧紧策略取决于您选择的工具类型。
设置一个包含所有相关参数(例如目标角度和目标扭矩)的拧紧程序。本工具的主要用途是执行拧紧。
创建虚拟站点并为其指定工具。虚拟站点在控制器和工具之间用作接口,从而将多个工具与单个物理控制器相连。即使仅将一个工具与控制器相连,也始终需要虚拟站点。
向虚拟站点分配一个任务。此任务既可是拧紧程序,也可是指定的数字输入(如从条形码枪输入)。分派给虚拟站点的工具将能够立即执行此任务。
手机 GUI
选择所用工具的类型。
创建一个拧紧任务并设置相关参数,例如目标扭矩和目标角度。本工具的主要用途是执行拧紧。
创建的任务将分配给一个虚拟站点。分派给虚拟站点的工具将能够立即执行此任务。
许可证介绍
控制器功能的许可证通过功能管理系统 (FMS) 进行管理。这允许客户通过动态许可方案来定制控制器功能以满足其特定需求。
可以为单个功能或功能集合获取许可证,并且可以跨多个虚拟站点部署许可证。许可证可在不再需要时返回到池中。许可证可通过 Atlas Copco 许可证门户 (ACLP) 获得。许可证可从 ACLP 下载并通过 ToolsTalk 进行管理/分发,也可以存储在 FMS Portable(USB 驱动器)上用来插入控制器。
请注意,本文件不涉及在 ACLP 中创建和管理客户帐户。请联系您当地的 Atlas Copco 代表以获取更多信息。
许可证概览
即使没有安装许可证,也可以配置由许可证管理的功能。例如,拧紧程序的配置和多步骤程序的配置。也可以将这些功能分配给工具或虚拟站点。但是,在没有有效许可证的情况下运行该功能将需要安装相应的许可证。
许可证实施分两个阶段执行:分配和运行时(按下触发器)。如果未将未安装许可证的功能分配给虚拟站点,则在 ToolsTalk 2 中的虚拟站点视图中将显示一个红色感叹号。控制器 GUI 还会在工具或任务部分显示一个三角形警告(取决于缺少的内容)。如果启动没有安装许可证的功能(即触发器按下),则将向用户呈现一个事件,告知用户缺少哪个许可证。如果没有安装正确的许可证,将无法继续。
在大多数情况下,运行未经许可的特征会导致锁定工具。
控制器中的许多特征和功能需要许可证才能被虚拟站点分配和使用。有三种类型的许可证:
虚拟站点类型
修复了在单个包中捆绑在一起的特征集合。除此之外,虚拟站点类型确定可以运行哪些工具,可以使用多少程序和序列,哪些拧紧策略可用以及可以执行的报告类型。每个虚拟站点类型中包含的特征是通常彼此结合使用的特征,或者具有需要包中存在其他特征的内部依赖项的特征。虚拟站点类型完全分配给虚拟站点。然后,虚拟站点可以使用虚拟站点类型中包含的所有特征。为了能够执行拧紧,必须为虚拟站点分配一个虚拟站点类型的许可证。根据许可证类型,将启用或阻止各种拧紧选项。
虚拟站点特征
可以补充虚拟站点类型的单个特征。许多特征可作为单个许可证购买。
许可证源
控制器上使用的许可证可以从几个不同的源采集。同时使用的源数量限制为 10 个(10 个 FMS Portable 源,或 1 个 License Server (TT2) 源加 9 个 FMS Portable 源)。如果您希望在达到源限制(10 个)时从某个源添加许可证,则需要从控制器中删除同一个源的所有许可证,以便为其他源的许可证腾出空间。
源概述
“源概述”选项卡(许可证分配 > 源概述)为用户提供有关控制器上安装的许可证及其安装位置的概述。此处最多可显示 10 个不同的源,每个源都分配给 FMS P(适用于 FMS Portable 或加密狗)或 License Server (TT2)。
单击任何许可证源将显示该源的详细许可证源信息。列出的信息包括源名称和类型以及每个类别(虚拟站类型、虚拟站特征和控制器特征)中许可证的数量和类型。
支持的工具
虚拟站点支持的工具可能会因控制器上的虚拟站点类型而异。
支持的工具 | BatchControl | JointControl | StationControl | CriticalControl | ProcessControl |
|---|---|---|---|---|---|
BCP / BCV | X | - | - | - | - |
TensorSB | - | X | X | - | - |
TensorSL | - | - | X | X | X |
TBP | - | - | X | X | X |
TensorST | - | - | X | X | X |
TensorSTR | - | - | X | X | X |
SRB | - | - | X | X | X |
TensorSTB | - | - | X | X | X |
STWrench | - | - | X | X | X |
TensorES | - | X | X | - | - |
TensorSR | - | - | X | X | X |
QST(固定式主轴) | - | - | X | X | X |
TBPS | - | X | X | - | - |
MWR-S(机电扳手信号) | - | - | - | - | - |
MWR-T(机电扳手扭矩) | X | X | X | X | - |
MWR-TA(机电扳手扭矩角) | - | - | X | X | X |
外部工具 | X | X | X | X | X |
ITB-A | - | - | X | X | X |
ICB-A | - | - | X | X | X |
ITB-P | - | - | X | X | X |
安装和升级
在本部分,您可以找到有助于产品初始安装或从一个版本升级到另一个版本的信息。
许可证安装
在控制器上安装许可证
请注意,同时使用的许可证源数量限制为 1 个 License Server (TT2) 加 9 个 FMS Portable(加密狗)。许可证可通过服务器 (ToolsTalk 2) 或 FMS Portable 这两者中的其中一种方式安装。如果已达到许可证源限制,则需从控制器中删除同一个源的所有许可证,以便从另一个源添加许可证。
通过服务器安装许可证 (ToolsTalk 2) 之前,请确保控制器时间与服务器时间同步。
从服务器安装
通过 ToolsTalk 2 分发基于服务器的许可证。有关安装许可证的说明,请参阅 ToolsTalk 2 用户手册。
为了能够使用 ToolsTalk 2 安装许可证,需要配置正确的许可证服务器:
选择设置菜单并选择服务器连接选项卡。
在 Atlas Copco 许可证管理器字段中,将开关设置为开。
插入正确的服务器主机 IP 地址(通常与 ToolsTalk 2 的 IP 地址相同)和服务器端口。
选择应用。
从 FMS Portable 安装
功能管理系统 (FMS) 使用专门的 FMS Portable 设备从控制器或向控制器传输功能。USB 闪存盘包含通用存储区和仅可通过控制器的许可证管理器访问的受信任存储区。将从 Atlas Copco 购买的功能项下载到通用存储区。首次将 FMS Portable 插入含许可证管理器的控制器时,系统将检测文件并进行解码,同时将特征项传输至仅可通过许可证管理器访问的受信任存储区。
如果您有一个安装了许可证的 USB 驱动器,请执行以下步骤将其安装在控制器上。
将 USB 插入控制器中的 USB 端口
USB 许可证管理窗口将在 GUI 中弹出。池一列将显示控制器上来自所有源的的总许可证计数。FMS P 上可用一列显示此加密狗上可用的许可证,来自此 FMS P 一列显示已从此特定 FMS P 移到此控制器的许可证数量。
选择要在控制器上安装的许可证旁边的向左箭头。
FMS P 上可用一列中的数字将减 1,来自此 FMS P一列中的数字将加 1。
将在控制器上向用户显示许可证传输开始和结束的事件。
自动分配许可证
过程控制许可证将自动分配给最先创建的虚拟站点。如果该许可证在控制器上可用,并且没有其他许可证分配给该虚拟站点,则会分配该许可证。自动分配许可证发生在控制器启动期间。
许可证同步
每两小时都会针对许可证服务器检查现有许可证。如果在 14 天内未获得许可证服务器的响应,则将撤消受影响的许可证。当许可证即将到期时,用户也将收到警告。当许可证在 7 天内到期,用户将每两小时收到一次警告。如果未续订许可证,它们将过期,受影响的功能将不再可用。
相关信息
从控制器中删除许可证
删除 FMS Portable 安装的许可证的方式已有描述,有关如何删除服务器上安装的许可证的说明,请参阅 ToolsTalk 2 用户指南。
删除 FMS Portable 安装的许可证
确保 FMS Portable 已插入控制器的 USB 端口。
[如果 USB 许可证管理器License Manager window is not visible] Select the License Assignment menu.
选择窗口右上角的 USB 图标。
USB 许可证管理器窗口弹出。
选择要从控制器移除的许可证旁边的向右箭头。

可从控制器中删除分配给虚拟站点的许可证。但该虚拟站点将因此无法使用。
相关信息
配置
在本部分,您可以找到有关如何创建、修改和验证产品设置的详细信息。
Web GUI
使用拧紧选项卡
需要通过点击图形用户界面右下角的“应用”按钮来主动应用对任何部分中的拧紧程序所做的更改。或者,可以通过点击同一位置中的“撤消”按钮来撤消更改。
当离开已经进行更改的部分(通过使用“后退”、“主页”或“结果”按钮)时,将弹出一个警告窗口,在这里可以应用或撤消更改。如果不应用或撤消更改,用户将无法继续。
控制器特征(例如低反应拧紧策略和其他功能中的控制器范围的功能等)需要通过功能管理系统 (FMS) 分发的许可证。虽然可以在没有特定许可证的情况下配置特征,但分配和使用这些特征将需要在控制器上安装正确的许可证。有关许可证的更多详细信息,请参阅许可证 (FMS)。
Power Focus XC 拧紧程序需要设定好参数,以执行拧紧。选择一个策略,Target torque(目标扭矩)或 Target angle(目标角度)为必选。Soft start(软启动)、Selftap(自攻)和 Torque compensation(扭矩补偿)等其他设置是任选的。此外,还可以通过添加扭矩或螺母旋转角度必须遵守的限制范围来监控整个拧紧过程。
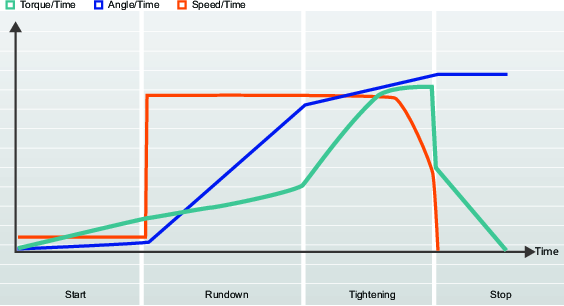
拧紧过程可分成四个步骤:开始、旋入、拧紧和停止。
拧紧程序
通过选择拧紧程序,可以选择对连接件施加夹紧力(或预载荷)的方法。对于如何施加所需的夹紧力以及如何最大限度地减少不必要的“在使用中”效果,不同的连接件需要有不同的策略。Power Focus XC 最多可存储 1,000 个拧紧程序。
在 web HMI 中,最多可以创建 1,000 个拧紧程序。
在手机 HMI 中,最多可以创建 500 个拧紧程序。
TurboTight 策略提供使用“手动编程”或“快速编程”的选项 - 更多信息,请参阅 TurboTight 段落。
快速拧紧、两步拧紧和三步拧紧策略允许选择拧紧的目标扭矩或目标角度值。
当外部数字信号指示正常拧紧时,将使用外部结果策略 - 更多信息,请参阅外部结果段落。
所有拧紧程序都需要您至少设置 Target torque(目标扭矩)或 Target angle(目标角度)值。
参数 | 说明 | 默认值 |
|---|---|---|
策略 | 可用的拧紧程序。 TurboTight:没有额外拧紧的方式被用作默认方式。仅使用目标值。 Quick step(快速拧紧):添加一个初始拧紧步骤,以减小预载荷分布。 Two step(两步拧紧):在第一个和最后一个拧紧步骤之间添加暂停来抵消短期松弛效果。 Three step(三步拧紧):拧紧到定义的第一扭矩值,然后拧松螺钉并立即重新将其拧紧到目标扭矩或目标角度。 扳手 - 生产:拧紧策略与 ST Wrench 结合使用。 扳手 - 质量:策略适用于利用 ST Wrench 进行的拧紧品质测试。 Rotate(旋转):以指定速度和角度转动转轴。 External result(外部结果):显示预定义的拧紧结果,而不是测量的扭矩/角度。 Multistep(多步骤):拧紧策略包括多个配置步骤,及限制和监控。 | TurboTight |
目标值类型 | 定义最后一步的目标值类型。 目标扭矩:执行最后一步时,拧紧到指定的目标值。 目标角度:执行最后一步时,拧紧到指定的目标值。 |
|
目标扭矩 | 定义最后一步拧紧的目标扭矩。 |
|
目标角度 | 定义最后一步拧紧的目标角度。 |
|
目标速度 | 手动设置用于最后步骤的工具速度或者使用默认速度。 自动:使用基于 Tool max speed(工具最大速度)计算的值。 手动:手动规定工具速度。 | 自动 |
<Manual> | 拧紧或最终步骤过程中的工具速度。 |
|
TurboTight
TurboTight 是默认的拧紧策略,其设计旨在根据工具的最大速度(Tool max speed)执行一个速度很快且符合人体工学的拧紧操作。该策略有两个选项:
Quick prog(快速编程),该策略只需要设置 Target torque (目标扭矩),便可执行拧紧操作。
Manual(手动),允许用户配置多个拧紧参数。
在采用 TurboTight 拧紧策略时,为最大限度降低拧紧结束之际意外猛拉造成的风险,须确保启用实时监控功能。
在采用 TurboTight 拧紧策略时,为最大限度降低拧紧结束之际意外猛拉造成的风险,须确保设置最大时间限制。
默认情况下,“最大时间限制”处于启用状态,但是有必要设置相关值。在拧紧阶段,将角度限值设置为从旋入完成。
在不停止正常拧紧的情况下,将最大时间设置为尽可能低的值。在减速阶段,设置旋入完成扭矩,以便在扭矩开始增加时触发。
具体取决于连接件特性,例如,如果连接件很硬或很软,则可能需要使用不同于 TurboTight 的拧紧策略。
TurboTight 不适用于连接件控制。
微调 TurboTight 策略
TurboTight 拧紧策略指向目标扭矩,结果可能低于或高于目标。TurboTight 拧紧策略最重要的参数是速度。对于大多数拧紧来说,可以保持最大速度,但是如果所有/部分拧紧过冲,则应逐步降低速度。旋入完成扭矩不用于控制拧紧;它仅用于计算限值和结果。
快速拧紧步骤
快速拧紧步骤是一种通过添加以给定扭矩和速度进行的初始拧紧步骤,然后在最后阶段降低目标转速,来减少连接件预载荷分布的拧紧策略。
参数 | 说明 | 默认值 |
|---|---|---|
第一扭矩 | 第一个拧紧步骤的目标扭矩。 |
|
第一扭矩 | 第一个拧紧步骤期间的扭矩。 | 目标扭矩的 80% |
第一速度 | 第一个拧紧步骤的目标速度。 |
|
第一速度 | 第一个步骤期间的工具速度。 | 工具最大速度的 50% |
两步拧紧
两步拧紧策略与“快速步骤”策略非常相似,只不过前者略微增加了第一步和最后一步之间的时间延迟,用以进一步抵消连接件中的短期松弛效果。
参数 | 说明 | 默认值 |
|---|---|---|
第一扭矩 | 第一个拧紧步骤期间的扭矩。 | 目标扭矩的 80% |
第一速度 | 第一个拧紧步骤的目标速度。 |
|
暂停时间 | 第一步和第二步之间的时间。 | 50 毫秒 |
微调两步策略
当达到第一个目标值时,工具立即停止,经过一段规定的时间后,继续进行最后拧紧步骤。应选择第一扭矩值和暂停时间,以便改善手持工具的人体工学。
三步拧紧
三步拧紧策略在第一步和最后一步之间添加了一个拧松步骤,以消除由于嵌入导致的短期松弛,并减少预载荷分布。这有时被用于调节连接件的状况。例如,这在接合件具有许多接合表面时很有用,并且由于新部件表面光滑减少了嵌入,对新部件的作用比旧部件更大。
调节连接件是通过以下步骤来完成的:在第一步中拧紧到给定的扭矩(第一扭矩),然后通过将螺母旋转一个指定的调节角度来释放载荷,最后重新将螺母拧紧到其目标扭矩或目标角度。
在旋入后首个步骤期间,目标扭矩可低于达到的扭矩。要使目标扭矩低于初始扭矩,将目标扭矩(Tightening parameters > Tightening step > Final step > Target torque(拧紧参数 > 拧紧步骤 > 最终步骤 > 目标扭矩))设为低于初始扭矩(Tightening parameters > Tightening step > First step > First torque(拧紧参数 > 拧紧步骤 > 首个步骤 > 初始扭矩))的某个值。
如果在拧紧程序中将角度用作目标值,则可基于结束松开步骤(调整)时的位置测量目标角度。
扭矩测量条件及角度测量条件的特性
在扭矩测量条件和角度测量条件的结果评估栏下测量的 Max torque value(最大扭矩值)和 Value at peak torque(达到峰值扭矩的值)分别表示整个拧紧过程中测量的最高值。也就是说,如果设定的目标扭矩低于初始扭矩,则结果评估值将高于终值。要查看拧紧最终值,均应将扭矩测量条件和角度测量条件设为切断时的值。
参数 | 说明 | 默认值 |
|---|---|---|
第一扭矩 | 第一个拧紧步骤期间的扭矩。 | 目标扭矩的 80% |
第一速度 | 第一个步骤期间的工具速度。 | 工具最大速度的 50% |
调节速度 | 调节步骤期间的工具速度。 | 工具最大速度的 50% |
调节角度 | 调节步骤期间的套筒旋转角度。 | 180° |
微调三步策略
当达到第一个目标值并输入了调节步骤时,工具在进行最后拧紧步骤前立即停止并反转。这个调节步骤可能需要进行微调,以便改善手持工具的人体工学。
STwrench
STwrench 通过无线连接与控制器相连,并通过控制器 GUI 或 WEB GUI 进行配置。
STwrench 的配置方法与其他拧紧策略相同,均在拧紧菜单下进行。
STwrench 带有快速备份单元 (RBU)。RBU 定义扳手功能并存储拧紧程序。控制器目前仅支持 Production(生产)型 RBU。
STwrench 端部配件工具(套筒)包含一个带有可编程编号的 RFID 标签。扳手使用此编号自动识别工具和可以使用的程序。RFID TAG 还存储扭矩和角度校正系数。
STwrench 具有适用于生产拧紧和质量控制的多个程序。
STwrench 仅支持工具支持的相关拧紧程序(扳手生产和扳手质量)。
有关 STwrench 的更多信息,请参见《STwrench 用户指南》(印刷品号 9836 4134 01)。
STwrench 开始步骤参数
表中所示的参数仅在使用其中一个 STwrench 策略时才可用。存在多重策略组合。部分参数仅针对特定策略提供且在其他策略中不可见。
自动检查参数规则。如果出现违背的情况,错误的参数旁边会显示错误指示  。选择错误指示器以显示有关错误的更多信息。
。选择错误指示器以显示有关错误的更多信息。
切换策略可能导致显示错误指示符。这表明所选的组合无效且需要校正。
有关 STwrench 的更多信息,请参见《STwrench 用户指南》(印刷品号 9836 4134 01)。
参数名称 | 条件 | 说明 | 默认值 |
|---|---|---|---|
TAG 编号 | 开启:启用 TAG 检查开关(配置 > 工具配置 > TAG 检查 > 开启)后,需要正确的 TAG 号才能运行拧紧程序。 关闭:未检查 TAG 编号。 | 关闭 | |
所需 TAG 号 | TAG 号 = On | 此拧紧程序所需的 TAG 编号。 | 1 |
重复拧紧检测 | 参数选项包括: 完成或关闭。. | 关闭 | |
扭矩校正系数 | 在特定情况下,可能需要扩展项来安装此应用.此时,应补偿扳手测量值以显示正确值。 有关计算校正系数的更多信息,请参见《STwrench用户指南》(印刷品编号 9836 4134 01)。 参数存储在端部配件工具的 RFID TAG 中。 | 1.0 | |
角度校正 | 在特定情况下,可能需要扩展项来安装此应用.此时,应补偿扳手测量值以显示正确值。 如需计算校正系数,请参阅 STwrench 用户指南。 参数存储在端部配件工具的 RFID TAG 中。 | 0° |
STwrench 旋入步骤参数
表中所示的参数仅在使用其中一个 STwrench 策略时才可用。存在多重策略组合。部分参数仅针对特定策略提供且在其他策略中不可见。
自动检查参数规则。如果出现违背的情况,错误的参数旁边会显示错误指示 。选择错误指示器以显示有关错误的更多信息。
切换策略可能导致显示错误指示符。这表明所选的组合无效且需要校正。
有关 STwrench 的更多信息,请参见《STwrench 用户指南》(印刷品号 9836 4134 01)。
旋入完成在 STwrench 文件中定义为循环启动,此在拧紧阶段开始时发生。
参数名称 | 说明 | 默认值 |
|---|---|---|
旋入完成扭矩 | 旋入完成点的定义 | 由 smartHead 最小载荷(通常为额定扭矩的 5%)决定(单位:Nm) |
棘轮作用时间 | 5000 毫秒 |
STwrench 拧紧步骤参数
表中所示的参数仅在使用其中一个 STwrench 策略时才可用。存在多重策略组合。部分参数仅针对特定策略提供且在其他策略中不可见。
自动检查参数规则。如果出现违背的情况,错误的参数旁边会显示错误指示 。选择错误指示器以显示有关错误的更多信息。
切换策略可能导致显示错误指示符。这表明所选的组合无效且需要校正。
有关 STwrench 的更多信息,请参见《STwrench 用户指南》(印刷品号 9836 4134 01)。
参数名称 | 条件 | 说明 | 默认值 |
|---|---|---|---|
目标 | 从下拉菜单中选择目标。 扭矩、角度、扭矩或角度。 | 扭矩 | |
目标扭矩 |
| 定义拧紧步骤的目标扭矩。 | 0 Nm |
目标角度 | 目标 = 角度 | 定义拧紧步骤的目标角度。 | 360° |
扭矩限值 | 目标 = 扭矩 | 利用开关所做的选择。 自动或手动位置。 |
|
最小扭矩 | 扭矩限值 = 手动 | 下限扭矩值 | 0 Nm |
扭矩最大值 | 扭矩限值 = 手动 | 上限扭矩值 | 0 Nm |
角度限值 | 目标 = 角度 | 从下拉菜单中选择。参数选项包括: 自动或手动。 可以是最大和最小时的角度值或选择相应角度值 | |
角度限值 | 目标 = 扭矩 | 从下拉菜单中选择。参数选项包括: 关闭:无角度限值监控。 从旋入完成开始:监控窗口设置为从达到旋入完成扭矩时开始。 从扭矩:监控窗口设置为从达到规定扭矩值时开始。 | |
最终角度监测扭矩 |
| 从监控角度限值的位置开始的扭矩值 | 18.75 Nm |
最小角度 | 角度限值 = 开启或手动 | 角度值下限 | 324° |
最大角度 | 角度限值 = 开启或手动 | 角度值上限 | 396° |
角度搜索限值 | 角度限值 = 手动 | ||
扭矩测量条件 |
| 从下拉菜单中选择。参数选项包括: 最大扭矩值 达到峰值角度时的值 |
|
终值小于目标值异常 |
| 利用开关所做的选择。 开启或关闭位置。 | 关闭 |
更改螺栓限值 |
| 50 Nm |
参数名称 | 条件 | 说明 | 默认值 |
|---|---|---|---|
扭矩补偿点 | 扭矩补偿 = On | 0° | |
PCT 距离 | 扭矩补偿 = On | 360° | |
PVT 周期 | 扭矩补偿 = On | 180° | |
延迟监控 | 扭矩补偿 = On | 0° | |
最小扭矩 | 扭矩补偿 = On | 下限扭矩值 | 1 Nm |
扭矩最大值 | 扭矩补偿 = On | 上限扭矩值 | 20 Nm |
补偿值 | 扭矩补偿 = On | 从下拉菜单中选择。参数选项包括: 平均扭矩 峰值扭矩 |
STwrench 拧松
表中所示的参数仅在使用其中一个 STwrench 策略时才可用。存在多重策略组合。部分参数仅针对特定策略提供且在其他策略中不可见。
自动检查参数规则。如果出现违背的情况,错误的参数旁边会显示错误指示 。选择错误指示器以显示有关错误的更多信息。
切换策略可能导致显示错误指示符。这表明所选的组合无效且需要校正。
有关 STwrench 的更多信息,请参见《STwrench 用户指南》(印刷品号 9836 4134 01)。
参数名称 | 条件 | 说明 | 默认值 |
|---|---|---|---|
拧松限值 | 如果将参数设为大于 0 的值,Power Focus 在拧紧期间检查是否应用超过此值的负扭矩。在这种情况下,拧紧的总体状态将标记为“Not OK”。在 STwrench 达到 Cycle Start(循环起始点)时启动本功能(在开始拧紧前,允许拧松且不会产生结果)。此功能用于在拧紧结束时检测不必要的拧松操作(例如,在扳手与接头脱开时)。 | 0 Nm |
STwrench 停止步骤参数
表中所示的参数仅在使用其中一个 STwrench 策略时才可用。存在多重策略组合。部分参数仅针对特定策略提供且在其他策略中不可见。
自动检查参数规则。如果出现违背的情况,错误的参数旁边会显示错误指示 。选择错误指示器以显示有关错误的更多信息。
切换策略可能导致显示错误指示符。这表明所选的组合无效且需要校正。
有关 STwrench 的更多信息,请参见《STwrench 用户指南》(印刷品号 9836 4134 01)。
参数名称 | 条件 | 说明 | 默认值 |
|---|---|---|---|
结束循环时间 | 当扭矩低于循环启动并达到 STwrench LED 上设置的第 3 个百分比值时应用。 | 100 ms |
脉冲工具策略
如果控制器软件版本支持拧紧程序,则可选择此策略。相比常规转动工具,脉冲工具可保证更高的扭矩。
脉冲拧紧程序
启动
在启动步骤中,工具在速度模式下旋转,无需任何脉冲作用。
参数名称 | 说明 |
|---|---|
软启动 | 允许设置工具帮助螺栓进入螺纹的速度、角度和最大扭矩。 通过单选按钮选择。 关闭:软启动已关闭。 开启:软启动已开启。 |
速度 | 定义软启动期间的速度。 |
时间 | 定义软启动的持续时间。 |
角度 | 定义转轴使螺栓进入螺纹的目标旋转角度。 |
扭矩最大值 | 定义软启动期间施加的扭矩上限。如果超过 扭矩最大值,则将拧紧视为 NOK。 |
重复拧紧检测 | 早期:在检测到已拧紧的螺钉/螺栓时立即终止拧紧。拧紧操作将被视为 NOK。要求激活软启动。 完成:即使检测到已拧紧的螺钉/螺栓,只有在执行所有拧紧步骤后,才可终止拧紧。拧紧操作将被视为 NOK。在不使用软启动时,要进行重复拧紧检测,必须选择重复拧紧检测完成选项。重复拧紧检测完成将在执行完所有拧紧步骤后终止拧紧。如果速度无法达到旋入速度的一半,拧紧将被视为重复拧紧并提示重复拧紧错误。 关闭:将不执行重复拧紧检测。 软启动组合 = 关闭和重复拧紧 = 之前不支持。 |
正 | TrueAngle 补偿可检测工具转动并在设定限值范围内进行角度补偿。 |
负 | TrueAngle 补偿可检测工具转动并在设定限值范围内进行角度补偿。 |
使用附件调校 | 附件调校通过单选按钮选择。 |
齿轮比 | 套筒转速 = 工具速度/传动比。 |
效率优化 | 例如,0.9 表示 10% 的效率损失。 |
旋入
在旋入期间,工具可使用电机为恒速的速度模式,也可使用脉冲模式。具体根据配置中使用的扭矩和规定的扭矩限值进行选择。
参数名称 | 说明 |
|---|---|
高速旋入 | 为了最大程度缩小时间且不超过,可高速实施旋入步骤。这可通过让工具按规定的角度长度以更高速度运转实现。在达到这一角度后,速度可调整为旋入速度参数中规定的更低速度。仅适用于 SRB 工具。 长度:默认 3600°,最大值 99999° 速度:工具最大速度必须高于 旋入速度 (rpm)。 |
旋入速度 | 可以将旋入速度设为最大或手动。 如果将旋入速度设为手动,则输入工具速度 (rpm)。 |
旋入角度限值 | 关闭:旋入角度限值关闭。 从触发器:旋入角度限值开启。一旦按下工具触发器,系统便会开始监控拧紧角度,并报告是否超出角度限值。 从扭矩开始:旋入角度限值开启。系统开始根据指定的扭矩值监控拧紧角度,并报告是否超出角度限值。 |
旋入角度监测扭矩 | 从设置旋入角度限值的位置开始的扭矩值。 |
最小角度 | 达到从起点开始的角度下限时的角度值。 |
最大角度 | 达到从起点开始的角度上限时的角度值。 |
最短时间 | 步骤的最短时间。 |
最长时间 | 步骤的最长时间。 |
旋入脉冲限值 | 通过快捷菜单选择: 关闭: 旋入脉冲限值关闭。 从触发器:旋入脉冲限值开启。一旦按下工具触发器,系统便会开始监控脉冲并报告是否超出脉冲限值。 从扭矩开始:旋入脉冲限值开启。系统开始根据指定的扭矩值监控脉冲,并报告是否超出脉冲限值。 |
旋入脉冲监控扭矩 | 从旋入脉冲限值监控器启动时开始的扭矩值。此值须设定为大于最大持续扭矩的某个值。 |
脉冲最小值 | 达到旋入完成扭矩值的最小脉冲数。 |
脉冲最大值 | 达到旋入完成扭矩值的最大脉冲数。 |
旋入完成扭矩 | 定义实现贴合并完成旋入时的扭矩值。如果在旋入期间尚未完成操作,程序将继续进行拧紧并启动脉冲模式。 |
拧紧
参数名称 | 说明 |
|---|---|
目标扭矩 | 拧紧的最终目标扭矩。 |
脉冲能量 | 工具可以在每个脉冲中提供的脉冲能量,在以最大能量百分比形式表示的作用脉冲中提供。 |
反作用力调谐系数 | 工具提供的能量以百分比值形式表示。反作用力调谐系数以作用能量为基础,提供舒适的反作用力。 |
剩余扭矩校正系数 | 剩余扭矩校正系数这一术语类似于校准,用于调整电气工具测量的动态扭矩和控制工具测量的剩余扭矩。 |
扭矩限值 | 可以 自动或手动选择限值。 |
最小扭矩 | 步骤的最小扭矩。 |
扭矩最大值 | 步骤的最大扭矩。 |
角度限制 | 关闭:角度限值关闭。 从旋入完成开始:角度限值开启。在达到旋入完成后,系统便会开始监控拧紧角度并报告是否超出角度限值。 从扭矩开始:旋入角度限值开启。系统开始根据指定的扭矩值监控拧紧角度,并报告是否超出角度限值。 |
旋入角度监测扭矩 | 从 旋入角度限值监控启动时开始的扭矩值。 |
最小角度 | 达到从起始点开始的角度下限时的角度值。 |
最大角度 | 达到从起始点开始的角度上限时的角度值。 |
最短时间 | 步骤的最短时间。 |
最长时间 | 步骤的最长时间。 |
脉冲限值 | 关闭:无脉冲限值监控。 从旋入完成开始:在达到旋入完成扭矩时开始监控。 从扭矩开始:在达到规定的扭矩值时开始监控。 |
最终脉冲监控扭矩 | 从监控脉冲限值时开始的扭矩值。 |
脉冲最小值 | 达到最终目标值的最小脉冲数。 |
脉冲最大值 | 达到最终目标值的最大脉冲数。 |
早期扭矩丢失检测时间 | 假设在从旋入到拧紧时扭矩持续增加。套筒滑脱或螺钉头损坏会使扭矩下降。在监控窗口可以发现上述状况。 |
通过直接驱动型电气工具实现脉冲拧紧
下文原理适用于直接驱动型电气工具。此外,也适用于 Atlas Copco SRB 系列工具。
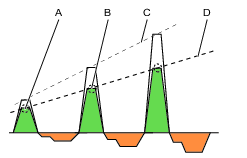
脉冲拧紧在电机中使用电流脉冲技术,提供以下两种独特功能:
作用电流,沿拧紧方向增加正扭矩。
反作用电流,通过施加反向扭矩提供舒适的反作用力。
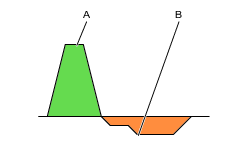
A | 作用脉冲,施加拧紧作用力。 |
B | 反作用脉冲,保证舒适性 |
上图表示电流脉冲拧紧策略的一般原理。详细的曲线取决于工具型号和拧紧算法。
脉冲期包括图示的两个阶段,即作用电流和反作用电流。每个作用脉冲负责向拧紧加大扭矩,直至达到最终目标值。每个反作用脉冲形成提供舒适反作用效果的反作用力。
作用阶段和反作用阶段的能级均是可配置的参数。结合使用这两个参数可实现高效的拧紧和操作舒适性。
使用 TensorPulse 程序拧紧
下文原理适用于直接驱动型电气工具。此外,也适用于 Atlas Copco SRB 系列工具。
在每个脉冲期后,产生的螺钉扭矩随之增大。在经历系列脉冲后,达到最终扭矩目标值。
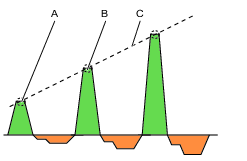
A | 脉冲 N 中的最大正能量 |
B | 脉冲 N+1 中的最大正能量 |
C | 能量(扭矩)增大 |
作用阶段和反作用阶段的能级均是用户可配置的参数。结合使用这两个参数可实现高效的拧紧和操作舒适性。在两个阶段可以最大能量百分比的形式设定在各时期提供的能量大小:
脉冲能量;在脉冲期可以施加的能量大小,其以最大能量百分比的形式施加到各正脉冲。数值介于 10-100%。
反作用力保持系数;在脉冲期可以施加的能量大小,其以最大能量百分比的形式施加到各反作用脉冲。数值介于 0-75%。
A | 脉冲 N 中的较低正能量 |
B | 脉冲 N+1 中的较低正能量 |
C | 使用最大脉冲能量产生的扭矩形成曲线。 |
D | 使用较低脉冲能量产生的扭矩形成曲线。 |
小的脉冲能量(较低能量)要求更多脉冲来达到目标扭矩,因为在更少步骤中增加扭矩。更少步骤提供更高的精准度,以在达到目标值时终止拧紧。较小脉冲可减少工具移动并提高操作舒适性。
经正确调校的反作用力保持系数将带来最佳的操作舒适性。如果系数过高,操作员会感觉工具以顺时针转动。如果系数过低,操作员会感觉工具以逆时针转动。
在理想的配置中,反作用能量不会产生拧松力。如果达到目标值的脉冲量增大,表明数值设定过高并在各脉冲发生轻微拧松。
需调校脉冲能量和反作用力保持系数的优化值,使工具达到最佳性能和极佳操作舒适性。
脉冲单步拧紧程序
旋入
参数名称 | 条件 | 说明 | 默认值 |
|---|---|---|---|
旋入速度 | 通过单选按钮选择。 可以在Max(最大)或Manual(手动)间选择旋入速度。 | 最大 | |
旋入速度 | 旋入速度 = 手动 | 规定旋入步骤期间的工具速度。 | |
旋入时间限值 | 通过快捷菜单选择: Off:(关闭:)Rundown time limits(旋入时间限值)关闭。 从触发器:Rundown time limits(旋入时间限值)On(开启)。一旦按下工具触发器,系统便会开始监控时间并报告是否超出时间限值。 从扭矩:Rundown time limits(旋入时间限值)On(开启)。系统开始根据指定的扭矩值监控时间,并报告是否超出时间限值。 | 关闭 | |
旋入时间监控扭矩 | 旋入时间限值 = 从扭矩开始 | 从 旋入时间限值监控启动时开始的扭矩值。 | |
最短时间 | 旋入时间限值 = 开启 | 允许的最小旋入时间。 | 10ms |
最长时间 | 旋入时间限值 = 开启 | 允许的最大旋入时间。 | 5000ms |
旋入脉冲限值 | 通过快捷菜单选择: Off:(关闭:)Rundown pulse limits(旋入脉冲限值)关闭。 从触发器:Rundown pulse limits(旋入脉冲限值)On(开启)。一旦按下工具触发器,系统便会开始监控脉冲并报告是否超出脉冲限值。 从扭矩:Rundown pulse limits(旋入脉冲限值)On(开启)。系统开始根据指定的扭矩值监控脉冲,并报告是否超出脉冲限值。 | 关闭 | |
旋入脉冲监控扭矩 | 旋入脉冲限值 = 从扭矩开始 | 从旋入脉冲限值监控器启动时开始的扭矩值。 | 2.5Nm |
脉冲最小值 | 旋入脉冲限值 = 开启 | 达到目标值的最小脉冲数 | 2 |
脉冲最大值 | 旋入脉冲限值 = 开启 | 达到目标值的最大脉冲数 | 50 |
旋入完成扭矩 |
| 定义实现贴合并完成旋入时的扭矩值。 | 5Nm |
拧紧
参数名称 | 条件 | 说明 | 默认值 |
|---|---|---|---|
目标扭矩 | 拧紧的最终目标扭矩。 | ||
脉冲能量 | 工具可以在每个脉冲中提供的脉冲能量,在以最大能量百分比形式表示的作用脉冲中提供。 | ||
剩余扭矩校正系数 | 剩余扭矩校正系数这一术语类似于校准,用于调整电气工具测量的动态扭矩和控制工具测量的剩余扭矩。 | 100% | |
扭矩限值 | 通过单选按钮选择。 可以Automatically(自动)或Manually(手动)选择限值 | ||
最小扭矩 | 扭矩限值 = 手动 | 步骤的最小扭矩。 | |
扭矩最大值 | 扭矩限值 = 手动 | 步骤的最大扭矩。 | |
时间限值 | 通过快捷菜单选择: Off:(关闭:)Time limits(时间限值)关闭。 从旋入完成开始:Time limits(时间限值)On(开启)。在达到 rundown complete(旋入完成)后,系统便会开始监控时间并报告是否超出时间限值。 从扭矩:Time limits(时间限值)On(开启)。系统开始根据指定的扭矩值监控时间,并报告是否超出时间限值。 | 关闭 | |
时间监控扭矩 | 时间限值 = 从扭矩开始 | 从时间限值监控启动时开始的扭矩值。 | |
最短时间 | 时间限值 = 开启 | 允许的最小拧紧时间。 | 10ms |
最长时间 | 时间限值 = 开启 | 允许的最大拧紧时间。 | 1000ms |
脉冲限值 | 通过快捷菜单选择: 关闭:无脉冲限值监控。 从旋入完成开始:在达到 Rundown complete torque(旋入完成扭矩)时开始监控并报告脉冲数是否超出限值。 从扭矩:在达到规定的扭矩值时开始监控并报告脉冲数是否超出限值。 | 关闭 | |
最终脉冲监控扭矩 | 脉冲限值 = 从扭矩开始 | 从监控脉冲限值时开始的扭矩值。 | |
脉冲最小值 | 脉冲限值 = 开启 | 达到最终目标值的最小脉冲数。 | 2 |
脉冲最大值 | 脉冲限值 = 开启 | 达到最终目标值的最大脉冲数。 | 50 |
早期扭矩丢失检测时间 | 假设在从旋入到拧紧时扭矩持续增加。套筒滑脱或螺钉头损坏会使扭矩下降。在监控窗口可以发现上述状况。 | 200 毫秒 |
旋转
旋转策略是一种主要用于测试和演示目的的策略。允许工具空转时,它会使用一个尽可能低的扭矩将套筒旋转指定的角度。
参数 | 说明 | 默认值 |
|---|---|---|
目标速度 | 适用于旋转策略的目标速度。 |
|
<Target speed> | 旋转策略期间的手动工具速度。 | 工具最大速度的 16.5% |
目标角度 | 转轴的旋转角度。 | 360° |
外部结果
外部结果是在通过外部数字信号(而非通过拧紧期间测得的扭矩或角度值)显示拧紧完成时使用的策略。
在发出信号时,结果视图将显示在拧紧程序中提供的目标参数值(规定的扭矩值、角度值或文本字符串)。这些(扭矩和角度)值不代表实际的测量值,而仅是插入的文本。
参数 | 说明 | 默认值 |
|---|---|---|
扭矩 <目标扭矩> | 所需显示目标扭矩值的数值 | 0.00 |
角度 <目标角度> | 所需显示目标角度值的数值 | 360° |
文本 | 所需显示文本的字母数字字符串。 |
|
此部分内容
在连接工具的情况下运行外部结果拧紧策略
在主视图上,选择拧紧选项卡。然后,使用外部结果策略创建一个拧紧计划。
返回主视图,然后选择虚拟站点选项卡。
在许可证窗口中,连接了工具的外部结果拧紧策略功能要求虚拟站点分配和使用许可证。
在工具窗口中,选择必要的工具。然后,选择工具配置。
在任务窗口中,选择带有外部结果策略的拧紧程序。
发送 EXTERNAL_OK 信号到虚拟站点。
选择执行结果按钮以显示结果。
结果从连接到虚拟站点的工具的工具配置发送。
相关信息
拧紧程序和错误报告验证
只要输入新的值或者有改动,拧紧程序会自动根据参数规则和工具特性自动校验。如果校验检测到任何错误,将以错误说明方式报告。
此部分内容
校验错误报告
如果校验给出错误,将在参数旁或造成错误的参数旁显示一个图标。点击该图标,将提供有关错误的简短描述。
示例(参见插图):
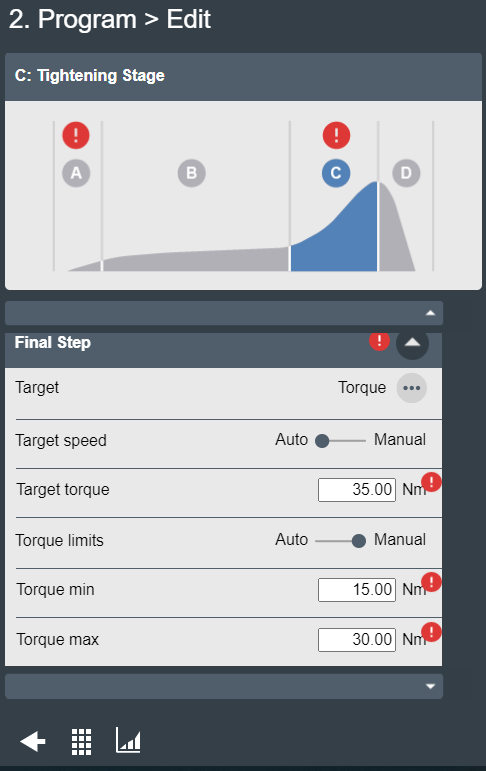
目标扭矩设置为 25 Nm,“最终扭矩限制范围”设置为最小扭矩 23.75 Nm 和最大扭矩 24.5 Nm(此值被插图中的弹窗盖住)。
当点击最大扭矩参数旁的校验错误图标时,将显示一条有关错误的简短描述,指出目标扭矩大于 最大扭矩(最大扭矩 <= 目标扭矩)。
要修复错误,可调整最大扭矩值,使其大于目标扭矩,然后错误图标将消失。
通过拧紧程序验证工具
在拧紧菜单中,选择拧紧程序库或多步骤程序库。必要时在列表中选择特定程序。注意:可以在整个程序列表或单个程序中进行验证。
选择屏幕右上角的验证程序图标。
在弹出窗口中,根据拧紧程序选择要验证的工具,并选择验证。
如果拧紧程序与所选工具不兼容,可以通过带感叹号的红色圈进行指示。
拧紧程序工具兼容性表
拧紧策略的可用性取决于该控制器上安装的许可证。
拧紧策略 | ES | ST | STR | SR | SB+ | ETT | SL (低电压) | QST | STB | SRB 2.0 ETP-SRB31-20 | SRB 2.1 ETP-SRB31-25 | SRB-HA | TBP / TBP-S | STW | 外部工具 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
两步拧紧 | X | X | X | X | X | X | X | X | X | X | - | X | - | - | - |
快速拧紧步骤 | X | X | X | X | X | X | X | X | X | X | X | X | - | - | - |
三步拧紧 | X | X | X | X | X | X | X | X | X | X | - | X | - | - | - |
Turbo Tight | X | - | X | X* | - | X | - | - | - | X | X | - | - | - | - |
旋转 | X | X | X | X | X | X | X | X | X | X | - | X | - | - | - |
外部结果 | X | X | X | X | X | X | X | X | X | X | X | X | X | - | X |
Tensor Pulse | - | - | - | - | - | - | - | - | - | X | X | - | - | - | - |
脉冲 - 单步 | - | - | - | - | - | - | - | - | - | - | - | - | X | - | - |
扳手生产 | - | - | - | - | - | - | - | - | - | - | - | - | - | X | - |
扳手质量 | - | - | - | - | - | - | - | - | - | - | - | - | - | X | - |
* 仅适用于 SR31。
拧紧功能 | ES | ST | STR | SR | SB+ | ETT | SL (低电压) | QST | STB | SRB 2.0 ETP-SRB31-20 | SRB 2.1 ETP-SRB31-25 | TBP / TBP-S | STW | 外部工具 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
真实角度 | - | - | X | - | - | X | - | - | - | - | - | - | - | - |
多步骤程序
控制器特征(例如低反应拧紧策略和其他功能中的控制器范围的功能等)需要通过功能管理系统 (FMS) 分发的许可证。虽然可以在没有特定许可证的情况下配置特征,但分配和使用这些特征将需要在控制器上安装正确的许可证。有关许可证的更多详细信息,请参阅许可证 (FMS)。
多步骤拧紧是分多步进行拧紧。步骤数和步骤类型因要进行的拧紧而异。多步拧紧程序可高度配置,包括监控器功能和限制。
多步骤 GUI 界面
多步骤拧紧程序只能在 web GUI 中编辑。
多步骤程序的界面可划分成三个主区。
顶部有一个包含多步骤拧紧程序属性的下拉菜单。在这里可填写程序名、总程序监控器和验证等一般属性。
右侧有四个选项卡,包含可用于构建多步骤程序的步骤、监控器、限制和报告人。如要使用任何项目,只需点击相应的选项卡,然后将列表中的项目拖至拧紧区。将项目拖放到程序的开始和结束之间(用于步骤),或拖放到具体步骤的顶部(用于监控器和限制),视其功能而定。
界面的主区为拧紧区。该区包括拧紧程序中的所有步骤。滚动鼠标轮可放大和缩小拧紧区。
在屏幕左下方有一个复制拧紧程序按钮和一个删除拧紧程序按钮。
拧紧步骤
拧紧步骤、监视器和限制的可用性取决于控制器上安装的许可证。
常规参数
以下步骤参数对于许多步骤类型都是通用的。参数在步骤属性窗口中设置,当在拧紧程序中选择一个步骤时显示该窗口。
参数 | 说明 |
|---|---|
名称 | 步骤名称。 |
旋转方向 | 每个拧紧步骤可正向运行,即:拧紧,或反向运行,即:将螺钉拧松一点。箭头指出该方向。很多拧紧步骤都有一个硬编码为正向的方向,如:拧紧以达到目标角度,或拧紧以达到目标扭矩。拧松以达到目标角度或拧松以达到目标扭矩等步骤的方向均自动被设为反向。 对于配置有开放端齿轮前附件 (GFA) 的工具,不允许进行反向设置。拧紧程序的拧紧方向必须与开放端工具的拧紧方向相同,以便允许运行拧紧。可以将拧松程序分配给一个开放端工具的拧紧程序,但是如果将方向开关设置为运行拧松程序,则该工具将被锁定。 |
步骤类别 | 每个步骤都有一个选项来选择步骤类别。通过选择步骤类别,NOK 拧紧将在事件结果视图中列出,同时列出相关的详细状态以及对应的多步骤错误信息。如果没有做出选择,详细状态将被设为“未分类的多步骤错误”。相关详细状态可以自定义。 |
角度窗口 | 如果螺钉被拧紧至满扭矩,以及当它被拧紧至贴合点后旋转 30 度(或更小)时,连接将被视为硬连接。软连接是指拧紧至贴合点后旋转 720 度或更大角度。硬度参数定义变化率计算的角度窗口。连接越硬,角度窗口越小。 |
速度上升/加速(仅适用于 ToolsTalk 2) | 对于大部分步骤,可指定要达到目标速度应如何加速。可以有三种不同的设置:硬、软和手动。当步骤开始时,将使用定义的加速度。如果工具在步骤开始时已经以某种速度运行也不要紧,不管怎样,上升将被用于加速到步骤的目标速度。即使步骤开始时的速度高于或低于目标速度,情况也是如此。 |
速度上升 - 硬和软模式 |
|
速度上升 - 手动模式 |
|
使用变速 | 可以在速度将发生变化的步骤中定义 1-5 个角度触发器或扭矩触发器。 在一个步骤内,所有变速触发器都是基于同一个属性,即扭矩或角度。它们不能在一个步骤内混合。 扭矩触发器和角度触发器必须小于步骤目标,具体取决于步骤类型和触发器类型。 扭矩触发器和扭矩速度也可以根据工具的最大扭矩和最大速度进行验证。只要变速设置超出工具最大值或步骤最大值就会出现警告或错误指示。 扭矩触发器和角度触发器必须小于步骤目标,具体取决于步骤类型和触发器类型。 扭矩触发器和扭矩速度也可以根据工具的最大扭矩和最大速度进行验证。只要变速设置超出工具最大值或步骤最大值就会出现警告或错误指示。 拧紧程序出现警告可以将设置推送至工具,但是拧紧程序出现错误指示时不能推送。 可以在配置字段中添加变速。添加变速: 在可能有变速的步骤的对话框中,选择添加变速。然后,选择角度范围或扭矩范围。
|
制动类型 | 多步骤拧紧程序的制动行为可在程序中的两个可能位置进行控制:在拧紧方向反转之前的步骤中,和/或在拧紧程序的最后一步。在拧紧程序的其他位置,步骤的常规设置中将不提供制动参数。制动可被设为人体工学停止或惯性。惯性将完全制动工具,而人体工学停止将允许更加符合人体工学的减速拧紧。 惯性没有其他参数。 人体工学停止参数:
|
配置有开放端齿轮前附件 (GFA) 的工具不支持以下拧紧步骤:
A – 拧紧以达到目标角度/拧松以达到目标角度
TrR – 拧松以释放触发器
T – 拧紧以达到目标扭矩/拧松以达到目标扭矩
E – 啮合
SR – 套筒释放
DT – 拧紧至 DynaTork
TPT – TensorPulse 拧紧以达到目标扭矩/拧松以达到目标扭矩
IT – 脉冲拧紧以达到目标扭矩/拧松以达到目标扭矩
轨迹设置
在程序级别启用绘制图配置后,可以在步骤级别配置绘制图分辨率。绘制图设置的设置定义了如何在每个特定步骤进行采样。
参数 | 说明 |
|---|---|
绘制图设置 |
|
采样时间 | 从下拉列表中选择采样时间 (0.25 - 1000 ms) |
采样角度 | 从下拉列表中选择采样角度 (0.25 - 20°) |
使用此绘制图记录,所有步骤中的采样率将不会相同,而是取决于每个步骤中的配置。这意味着绘制图被分成每个步骤一个绘制图。
一个绘制图中的最大样本数为 4096。
如果拧紧产生的数值数量超过 4096,则将进行下采样:通过从整个拧紧中移走每第二个绘制图样本,并以一半的分辨率继续记录,可以完成此操作。每次达到 4096 个采样限制时,都会重复此过程。
如果记录的总数超过 2048,则此过程将产生一个介于 2048 和 4096 个样本之间的绘制图。
如果达到了 4096 个样本的限制,将不再遵循配置的绘制图采样时间。取而代之的是,采样时间将加倍或翻两倍,具体取决于进行向下采样的次数。由于所有步骤均经过向下采样,因此步骤之间的关系仍然相同。如果一个步骤配置的采样时间是另一个步骤的两倍,那么无论最终采样发生了多少次,最终绘制图仍将是这种情况。
如果记录了不止 4096 个样本,将不再遵循配置的绘制图采样时间。取而代之的是,采样时间将加倍或翻两倍,具体取决于进行向下采样的次数。由于所有步骤均经过向下采样,因此步骤之间的关系仍然相同。如果一个步骤配置的采样时间是另一个步骤的两倍,那么无论最终采样发生了多少次,最终绘制图仍将是这种情况。
绘制图通道 | 注意 |
|---|---|
扭矩 | 适用于所有配备扭矩传感器的工具 |
角度 | 适用于所有工具 |
扭矩第二个 | 仅适用于带有两个扭矩传感器的工具 |
角度第二个 | 仅适用于带有两个角度传感器的工具 |
当前 | 适用于所有工具 |
变化率 | 如果某些步骤/限制/监视器产生变化率值,则可用 |
Power Focus 6000 / Power Focus 8 | Power Focus 6000 同步拧紧/Power Focus 8 同步拧紧 | Flex | IXB |
|---|---|---|---|
ST | ST | QST | IXB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IXB | |||
Power Focus Connect |
A – 拧紧以达到目标角度/拧松以达到目标角度
工具 |
|---|
ES STR SL ST SR QST STB IXB |
A – 拧紧至角度
该步骤运行工具直至达到目标角度。目标角度从步骤开始时测量。
A – 拧松至角度
该步骤以速度 n 反向运行工具,直至达到目标角度。目标角度从步骤开始时测量。
配置有开放端齿轮前附件 (GFA) 的工具不支持此步骤。
参数
参数 | 说明 |
|---|---|
目标角度 | 角度目标。必须 > 0。 |
速度 | 默认:60 rpm。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
制动器 (仅对 Power Focus 6000 同步拧紧、Power Focus 8 同步拧紧 和 Flex 有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
指向并点击图片以查看更多信息:
A | 目标角度 |
微视频
C - 离合器
工具 |
|---|
BCV BCP |
该步骤将以编程好的速度正向运行工具,直到离合器释放。当工具报告离合器的释放时,步骤将以 OK 状态完成。
使用离合器步骤的拧紧程序不能分配任何其他步骤。
该步骤仅对离合器工具 BCV-RE 和 BCP-RE 有效。
参数 | 说明 |
|---|---|
速度控制 | 一速或两速 |
最终速度 | 设置程序的最终速度 [rpm] |
速度上升 | 可选择速度上升的开关[硬、软] |
重复拧紧 | 重复拧紧设置为开或关 |
重复拧紧角度 | 设置重复拧紧角度 [°] |
CL - 离合器拧松
工具 |
|---|
BCV BCP |
该步骤将以编程好的速度反向运行工具,直到工具触发器释放。
使用离合器步骤的拧松程序不能分配任何其他步骤。
该步骤仅对离合器工具 BCV-RE 和 BCP-RE 有效。
参数 | 说明 |
|---|---|
最终 | 设置程序的速度 [rpm] |
DI – 运行至数字输入为止
工具 |
|---|
ES STR SL ST SR QST |
此步骤将按照参数方向定义的方向运行工具,直到数字输入指定的输入根据停止条件的值变高或变低。
参数 | 说明 |
|---|---|
方向 | 前进或后退 |
数字输入 | 可以选择以下控制器上的本地数字输入之一:
|
制动器 (仅对 Power Focus 6000 同步拧紧、Power Focus 8 同步拧紧 和 Flex 有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
停止条件 |
|
速度 (rpm) | 默认:60 rpm。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则可用。默认:500 rpm/s。 |
微视频
DT – 拧紧至 DynaTork
工具 |
|---|
ES STR SL ST SR QST STB |
配置有开放端齿轮前附件 (GFA) 的工具不支持此步骤。
此步骤以速度 n 正向运行工具,直至达到目标扭矩。然后,工具将在 DynaTork 时间期间以目标扭矩的 DynaTork 百分比保持电流恒定。
为避免工具过热,强烈建议不要运行 DynaTork 超过工具最大扭矩的 40%。
参数 | 说明 |
|---|---|
目标扭矩 | 扭矩目标。必须 > 0。 |
DynaTork 时间 | DynaTork 时间将激活。 |
DynaTork 百分比 | 目标扭矩的百分比。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
速度 (rpm) | 默认:60 rpm。 |
制动器 (仅对 Power Focus 6000 同步拧紧、Power Focus 8 同步拧紧 和 Flex 有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
指向并点击图片以查看更多信息:
A | 目标扭矩 |
B | DynaTork 时间内保持的扭矩水平 |
C | Ts 百分比 |
D | Ts 百分比 |
E | DynaTork 时间内保持的扭矩水平 |
F | DynaTork 时间 |
微视频
E – 啮合
工具 |
|---|
ES STR SL ST SR QST IXB |
配置有开放端齿轮前附件 (GFA) 的工具不支持此步骤。
该步骤以两个方向运行工具,直到套筒与螺钉啮合为止。假如如果不啮合则继续被设为是的话,继续该步骤直至达到目标扭矩或目标角度。如果在任意方向达到目标角度,方向被反转。通过输入最大啮合尝试次数限制搜索迭代。如果在任意方向达到目标扭矩,步骤将以 OK 状态完成。
微视频
Ext - 外部结果
工具 |
|---|
ES STR SL ST SR QST STB IXB BCP BCV 外部工具 |
外部结果是在通过外部数字信号(而非通过拧紧期间测得的扭矩或角度值)显示拧紧完成时使用的策略。此外部信号可以通过可向控制器(如通过 I/O 总线)提供数字信号的任意方式提供。
在发送信号时,结果视图(存入的数据)将显示在拧紧程序中提供的目标参数值(规定的扭矩值、角度值或文本字符串)。这些(扭矩和角度)值不代表实际的测量值,而仅是插入的文本。
参数 | 说明 |
|---|---|
扭矩 <目标扭矩> | 所需显示目标扭矩值的数值。比如,信号可以来自 Click Wrench 并显示 <目标扭矩>。 |
角度 <目标角度> | 所需显示目标角度值的数值。比如,信号可以来自 Click Wrench 并显示 <目标角度>。 |
文本 | 所需显示文本的字母数字字符串。例如:“已换油”。 |
MWR - 机电扳手
工具 |
|---|
MWR |
机电扳手是一个专门步骤,只能与机电扳手 (MWR) 一起使用。
此步骤不能与其他步骤结合使用。此步骤不能使用任何限制。默认情况下,该步骤有三个监控器:峰值扭矩、角度和咔哒声。
参数 | 说明 |
|---|---|
拧松限值 | 负扭矩(即拧松方向上的扭矩)的数值,此时拧紧结果标记为 NOK(拧紧方向错误(拧松));单位为 Nm。 |
工具尺寸 | 安装在 MWR-TA 上的特定长度端部配件工具的数值;单位为 mm。 |
工具弯曲 | 安装在 MWR-TA 上的端部配件工具的数值;单位为 °/Nm。 |
重复拧紧角度窗口 | 确定达到扭矩时螺钉是否已拧紧的角度值;单位为 °。 |
最大角速率 | 可拧紧螺钉的最大速率值;单位为 °/s。 |
RD – 旋入
工具 |
|---|
ES STR SL ST SR QST IXB |
旋入步骤是拧紧的组成部分,该阶段从螺钉进入螺纹时开始,直到螺钉头刚好接触底面并达到贴合点为止。旋入期间所需的扭矩不会影响任何夹紧力。
此步骤以该速度正向运行工具,根据旋入类型、扭矩或贴合,步骤行为如下:
旋入类型:至扭矩:当找到指定目标扭矩时,步骤停止。
旋入类型:至贴合:贴合变化率计算在指定扭矩触发水平 Tt 处开始。如果没有设置扭矩触发器,在步骤开始处开始变化率计算。
斜率计算是在相隔 Ad 度的两个角度点之间进行的,计算公式如下:(Tn – Tn-1) / (An – An-1),一旦彼此之间的两个斜率大于 TSLOPE,就会找到贴合点。
参数 | 说明 |
|---|---|
旋入类型 | 至扭矩或至贴合。 |
目标扭矩 | 默认:“未设置”。必须 > 0。 |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
触发器扭矩 | 如果旋入类型为至贴合,则显示触发器扭矩字段。 默认:“未设置”。必须 > 0。 |
Delta 角度 | 如果旋入类型为至贴合,则显示角度增量字段。 默认:"0"。必须 > 0。 |
扭矩率 | 如果旋入类型为至贴合,则显示扭矩率字段。 默认:"0"。必须 > 0。 |
制动器 (仅对 Power Focus 6000 同步拧紧、Power Focus 8 同步拧紧 和 Flex 有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
指向并点击图片以查看更多信息:
A | 贴合点 |
B | 角度增量 |
C | 扭矩斜率 |
D | 目标扭矩 |
E | 扭矩触发器 |
SR – 套筒释放
工具 |
|---|
ES STR SL ST SR QST STB IXB |
配置有开放端齿轮前附件 (GFA) 的工具不支持此步骤。
该步骤以速度 n 反向运行工具,直至达到目标角度。目标角度从步骤开始时测量。
该步骤只能作为多步骤拧紧程序的拧紧路径中的最后一步。但是,可以在此步骤后添加同步点。
参数 | 说明 |
|---|---|
目标角度 | 角度目标。 默认:3 度,必须 > 0 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
速度 | 默认:60 rpm。 |
SZP - 设置零位
工具 |
|---|
ES STR SL ST SR QST |
“设置零位”步骤向工具发出设置零位的信号。该位置每 360 度重复一次。
通过“拧松至零位”或“拧紧至零位”步骤,可让工具回到零位。
此步骤没有任何参数。
零位是与“设置零位”步骤或“设置零位”信号一起存储的一个特定位置。该位置每 360 度重复一次。
T – 拧紧以达到目标扭矩/拧松以达到目标扭矩
工具 |
|---|
ES STR SL ST SR QST STB IXB |
T - 拧紧至扭矩
此步骤以编程的速度正向运行工具直至达到目标扭矩。
参数 | 说明 |
|---|---|
目标扭矩 | 扭矩目标。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
制动器 (仅对 Power Focus 6000 同步拧紧、Power Focus 8 同步拧紧 和 Flex 有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
微视频
T - 拧松至扭矩
配置有开放端齿轮前附件 (GFA) 的工具不支持此步骤。
该步骤以速度反向运行工具。如要激活步骤,扭矩必须先超过目标扭矩的 110%。目标扭矩应设为正值。达到目标扭矩后,该步骤将运行直至扭矩降至目标扭矩以下。
参数 | 说明 |
|---|---|
目标扭矩 | 扭矩目标。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
制动器 (仅对 Power Focus 6000 同步拧紧、Power Focus 8 同步拧紧 和 Flex 有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
指向并点击图片以查看更多信息:
A | 目标扭矩 |
T&A – 拧紧达到目标扭矩和角度
工具 |
|---|
ES STR SL ST SR QST STB IXB |
以指定速度正向运行工具直至达到目标扭矩和目标角度。
步骤开始时启动扭矩测量。
如果扭矩触发器未设置,则在步骤开始时启动角度测量。
如果扭矩触发器已设置,则在触发扭矩触发器时启动角度测量。
出现以下情况时,步骤结束:
测量扭矩 >= 目标扭矩 (Ts)
且
(测量角度 - 扭矩触发器触发时测得的角度)>= 目标角度 (As)。
参数 | 说明 |
|---|---|
目标扭矩 (Ts) | 默认值:0. |
目标角度 (As) | 默认值:0. |
扭矩触发器 (Tt) | 默认值:未设置。必须 > 0 且 < 目标扭矩 (Ts)。 |
速度 (n) | 默认:60 rpm。 |
速度上升类型 | 硬、软或手动。默认:硬。 |
制动器 (仅对 Power Focus 6000 同步拧紧、Power Focus 8 同步拧紧 和 Flex 有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
指向并点击图片以查看更多信息:
A | 目标扭矩 |
B | 目标角度 |
指向并点击图片以查看更多信息:
A | 目标扭矩 |
B | 扭矩触发器 |
C | 目标角度 |
T|A – 拧紧以达到目标扭矩或角度
工具 |
|---|
ES STR SL ST SR QST STB IXB |
该拧紧步骤以指定速度正向运行工具直至达到目标扭矩或目标角度。
步骤开始时启动扭矩测量。
如果扭矩触发器未设置,则在步骤开始时启动角度测量。
如果扭矩触发器已设置,则在触发扭矩触发器时启动角度测量。
出现以下情况时,步骤结束:
测量扭矩 >= 目标扭矩 (Ts)
或
(测量角度 - 扭矩触发器触发时测得的角度)>= 目标角度 (As)。
参数 | 说明 |
|---|---|
目标扭矩 (Ts) | 默认值:0. |
目标角度 (As) | 默认值:0. |
扭矩触发器 (Tt) | 默认值:未设置。必须 > 0 且 < 目标扭矩 (Ts)。 |
速度 (n) | 默认:60 rpm。 |
速度上升类型 | 硬、软或手动。默认:硬。 |
制动器 (仅对 Power Focus 6000 同步拧紧、Power Focus 8 同步拧紧 和 Flex 有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
指向并点击图片以查看更多信息:
A | 目标扭矩 |
B | 目标角度 |
指向并点击图片以查看更多信息:
A | 目标扭矩 |
B | 扭矩触发器 |
C | 目标角度 |
T+A – 拧紧以达到目标扭矩与角度
工具 |
|---|
ES STR SL ST SR QST STB IXB |
该步骤运行工具直至达到目标扭矩。它将从这一点继续运行一个附加的目标角度。
参数 | 说明 |
|---|---|
目标扭矩 | 扭矩目标。必须 > 0。 |
目标角度 | 角度目标。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
速度 | 默认:60 rpm。 |
制动器 (仅对 Power Focus 6000 同步拧紧、Power Focus 8 同步拧紧 和 Flex 有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
指向并点击图片以查看更多信息:
A | 目标扭矩 |
B | 目标角度 |
TC – 扭矩校准
工具 |
|---|
QST |
此步骤仅支持双传感器工具。
扭矩校准步骤以指定速度正向运行工具直至达到目标扭矩。
参数 | 说明 |
|---|---|
目标扭矩 | 必须 > 0。 |
速度 | 必须 > 0。默认:60 rpm。 |
传感器 | 主传感器或次级传感器。默认:主传感器。 设置为次级传感器,以校准前传感器。 |
自适应制动 (仅对 Power Focus 6000 同步拧紧、Power Focus 8 同步拧紧 和 Flex 有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
ThCT – 切割螺纹以达到目标扭矩
工具 |
|---|
ES STR SL ST SR QST STB IXB |
切割螺纹以达到目标扭矩功能可在所需的旋入扭矩大于旋入完成扭矩时启用拧紧,例如,当使用自攻螺纹(或自攻)螺钉拧紧金属薄层时。工具正向运行直至达到螺纹切割角度 (Aw)。当扭矩第一次超过螺纹切割触发扭矩 (Ttc) 时测量螺纹切割角度窗口。步骤从达到螺纹切割角度的点继续运行,直至达到目标扭矩 (Tt)。
参数 | 说明 |
|---|---|
目标扭矩 | 必须 > 0。 |
螺纹切割角度窗口 | 默认:0.必须 > 0。 |
触发器扭矩 | 角度测量在该触发器处开始。 |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
制动器 (仅对 Power Focus 6000 同步拧紧、Power Focus 8 同步拧紧 和 Flex 有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
指向并点击图片以查看更多信息:
A | 目标扭矩 |
B | 扭矩触发器 |
C | 螺纹切割角度窗口 |
TPT – TensorPulse 拧紧以达到目标扭矩/拧松以达到目标扭矩
工具 |
|---|
STR IXB |
在使用 TensorPulse 拧紧/拧松步骤之前,必须在控制器上安装以下许可证类型:
低反作用力策略
TensorPulse 仅对以下工具有效:ETV-STR61-100-13、ETV-STR61-70-13、ETV-STR61-50-10、ITB-P。
配置有开放端或封闭端齿轮前附件 (GFA) 的工具不支持此步骤。
TensorPulse 拧紧至扭矩
此步骤会向前产生拧紧脉冲,直至达到扭矩目标为止。
TensorPulse 拧松至扭矩
此步骤会向后产生拧紧脉冲,直至扭矩低于目标扭矩。
如果运行 TensorPulse 拧紧/拧松步骤,请使用必要的 PulseDrive 套筒/适配器。
如果在没有 PulseDrive 套筒/适配器的情况下执行 TensorPulse 拧紧/拧松步骤,则所有拧紧均为不合格。如果没有 PulseDrive 套筒/适配器,则显示步骤错误“未检测到 PulseDrive 套筒/适配器”。
参数 | 说明 |
|---|---|
目标扭矩 - Ts | 目标扭矩必须在 0 到工具的最大扭矩之间。 |
脉冲能量 - Pe | 脉冲能量用于控制每个脉冲中的能量/电流量。 脉冲能量的范围必须介于 10% 到 100% 之间。 |
反作用力调谐系数 | 反作用力调谐系数用于在运行 TensorPulse 步骤时调谐反作用力。每次脉冲后使工具沿相反方向移动的力量。 反作用力调谐系数必须介于 0 到 100% 之间。 |
在轨迹中,角度反转意味着工具向后转动以启用脉冲,但是由于 PulseDrive 套筒/适配器,螺栓头不一定向后转动。
TrR – 拧松以释放触发器
工具 |
|---|
ES STR SL ST SR STB IXB |
配置有开放端齿轮前附件 (GFA) 的工具不支持此步骤。
该步骤反向运行至工具触发器被释放(拧松)为止。它只能用作程序的最后一步。
对于 STB 工具,此步骤仅适用于拧松程序。
参数 | 说明 |
|---|---|
速度 | 转速的数值;以 rpm 为单位。 |
速度上升类型 | 可选择速度上升的选项列表[硬、软、手动] |
TTTR – 拧紧以释放触发器
工具 |
|---|
ES STR SL ST SR STB IXB |
该步骤运行至工具触发器被释放(拧紧)为止。它只能用作拧紧程序的最后一步。
参数 | 说明 |
|---|---|
速度 | 转速的数值;以 rpm 为单位。 |
速度上升类型 | 可选择速度上升的选项列表[硬、软、手动] |
W – 等待
工具 |
|---|
ES STR SL ST SR QST STB IXB |
在该步骤中,工具等待,直到满足等待类型条件。等待时,工具不旋转,但可指定保持条件。
参数 | 说明 |
|---|---|
等待类型 |
|
等待时间 | 工具将静止的秒数 - 仅当为等待类型选择时间后有效。 |
保持条件 |
|
WP - 扳手生产
工具 |
|---|
STwrench |
使用 STwrench 进行拧紧质量测试的策略。
参数 | 说明 |
|---|---|
控制策略 | 可以使用以下控制策略来配置扳手生产步骤类型。
|
根据所选的控制策略,将显示以下列出的一些参数的组合。
参数 | 说明 |
|---|---|
目标扭矩 | 定义拧紧步骤的目标扭矩。 |
扭矩测量条件 | 指定将在哪里测量扭矩。 在峰值扭矩或峰值角度之间选择。
|
角度搜索限值 | 这是用于设置拧紧扭矩结果值的偏移量。必须将扭矩测量位置设置为峰值角度,才能使用此参数。 |
棘轮作用时间 | 棘轮时间的数值,默认为 5000 ms。此功能允许操作员在拧紧操作期间释放扭矩一段时间并进行休整。 如果超出了棘轮时间,则由于”拧紧超时”的原因,将拧紧的结果标记为不合格。 |
结束循环时间 | 以 ms 为单位的数值,表示结束循环时间。当扭矩低于旋入完成时间时应用 |
扭矩校正系数 | 在扳手上使用延长件或扭矩倍增器时,该参数用于校正扭矩读数。预设值为 1。 |
角度校正 | 在扳手上使用延长件或扭矩倍增器时,该参数用于校正角度读数。预设值为 0。 |
目标角度 | 定义拧紧步骤的目标角度。 |
重复拧紧检测 | 开启或关闭。重复拧紧检测可用于基于角度限值设置确定何时重复拧紧。如果重复拧紧方向设置为开启,则启用重复拧紧角度限值。 |
线性斜率系数 | 线性斜率系数以 Nm/Deg 测量单位中的扭矩/角度斜率表示曲线的线性部分的关节刚度。 |
补偿值 | 在平均扭矩和峰值扭矩之间选择。补偿值指定如何计算 PVT。 平均扭矩 - PVT 将基于使用以下方法计算的平均值:
峰值扭矩 - PVT 将基于在检测到贴合之前测得的峰值。 |
延迟监控 | 在通过该窗口之前,PVT 计算将不会开始,而是在拧紧开始时开始。 |
PVT 周期 | 设置从 PVT 距离点开始计算 PVT 窗口的度数。 |
PVT 距离 | 设置在贴合系统之前应启动 PVT 窗口多少度。 |
有效扭矩最小值 | 有效扭矩下限。 |
有效扭矩最大值 | 有效扭矩上限。 |
微视频
WQ - 扳手质量
工具 |
|---|
STwrench |
使用 STwrench 进行拧紧质量测试的策略。
参数 | 说明 |
|---|---|
控制策略 | 可以使用以下控制策略来配置扳手质量策略。
|
根据所选的控制策略,将显示以下列出的一些参数的组合。
参数 | 说明 |
|---|---|
棘轮作用时间 | 棘轮时间的数值,默认为 5000 ms。此功能允许操作员在拧紧操作期间释放扭矩一段时间并进行休整。 如果超出了棘轮时间,则由于”拧紧超时”的原因,将拧紧的结果标记为不合格。 |
扭矩校正系数 | 在扳手上使用延长件或扭矩倍增器时,该参数用于校正扭矩读数。预设值为 1。 |
角度校正 | 在扳手上使用延长件或扭矩倍增器时,该参数用于校正角度读数。预设值为 0。 |
目标角度 | 定义拧紧步骤的目标角度。 |
重复拧紧检测 | 开启或关闭。重复拧紧检测可用于基于角度限值设置确定何时重复拧紧。如果重复拧紧方向设置为开启,则启用重复拧紧角度限值。 |
线性斜率系数 | 线性斜率系数以 Nm/Deg 测量单位中的扭矩/角度斜率表示曲线的线性部分的关节刚度。 |
Y – 根据屈服度拧紧
工具 |
|---|
ES STR SL ST SR QST IXB |
该策略正向运行工具直至检测到屈服点为止。通过从扭矩超过触发扭矩水平时监控扭矩变化率来找到屈服点,触发扭矩水平根据扭矩和角度距离测量求出。角度距离参数根据指定连接硬度设置。
设置变化率角度窗口(用于硬连接、软连接或角度窗口的手动设置)。如果选择了手动,必须设置角度窗口。如果螺钉被拧紧至满扭矩,以及当它被拧紧至贴合点后旋转 30 度(或更小)时,连接将被视为硬连接。软连接是指拧紧至贴合点后旋转 720 度或更大角度。硬度参数定义变化率计算的角度窗口。连接越硬,角度窗口越小。
参数 | 说明 |
|---|---|
变化率角度窗口 | 指定角度窗口:
|
角度窗口 | 当变化率角度窗口设置为手动时可用。必须 > 0 且 <= 100。 |
触发器扭矩 | 角度测量在该触发器处开始。必须 > = 0 且 < 工具最大扭矩。 |
减震 | 正在计算变化率时的频率。必须 > 0 且 <100 且 <角度窗口。 |
屈服点百分比 | 必须 >= 20 % |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
扭矩滤波器类型 | 滤波器类型:
|
截止频率 | 当扭矩滤波器类型设置为低通时需要指定:
|
样本数量 | 当扭矩滤波器类型设置为滑动平均值时需要指定:
|
制动器 (仅对 Power Focus 6000 同步拧紧、Power Focus 8 同步拧紧 和 Flex 有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
指向并点击图片以查看更多信息:
A | 峰值梯度 |
B | 屈服点 |
C | 截止点 |
D | 角度距离 |
E | 扭矩触发器 |
YM2 – 拧紧至屈服:方法 2
工具 |
|---|
QST |
此步骤以指定速度正向运行工具直至检测到屈服点为止。
当扭矩达到 Tt 时开始搜索屈服点。计算超过 Af 度的扭矩平均值。重复此过程 N rs 次。
依据 N rs 点使用线性回归方程计算参考斜率。然后,依据 A f 度连续计算新的平均值。
依据最后的 N s 平均点使用线性回归方程计算实际斜率。当斜率小于参考斜率的 Py % 时,达到屈服点。
参数 | 说明 |
|---|---|
目标扭矩 | 必须 > 0。 |
过滤角度 | 默认:1.必须 > 0。 |
样本数量 | 默认:6.必须 >= 4。 |
样本数量,参考 | 默认:6.必须 >= 4。 |
屈服点百分比 | 默认:90%。必须 >20%。 |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
制动器 (仅对 Power Focus 6000 同步拧紧、Power Focus 8 同步拧紧 和 Flex 有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
指向并点击图片以查看更多信息:
A | 扭矩触发器 |
B | 样本数量,参考 |
C | 实际斜率 |
D | 样本数量 |
E | 参考斜率 |
F | 过滤角度 |
ZP - 拧松至零位
工具 |
|---|
ES STR SL ST SR QST |
该步骤以速度 (N) 反向运行工具,直至达到零位。如果旋转至零位的总角度小于最小角度 (Am),则旋转将继续一圈,即 360 度。
零位是与“设置零位”步骤或“设置零位”信号一起存储的一个特定位置。该位置每 360 度重复一次。
参数
参数 | 说明 |
|---|---|
最小角度 | 最小角度 (Am) [°] |
速度 | 旋转速度 (N) [rpm]默认值 60 rpm |
ZP - 拧紧至零位
工具 |
|---|
ES STR SL ST SR QST |
该步骤以速度 (N) 正向运行工具,直至达到零位。如果旋转至零位的总角度小于最小角度 (Am),则旋转将继续一圈,即 360 度。
零位是与“设置零位”步骤或“设置零位”信号一起存储的一个特定位置。该位置每 360 度重复一次。
参数
参数 | 说明 |
|---|---|
最小角度 | 最小角度 (Am) [°] |
速度 | 旋转速度 (N) [rpm]默认值 60 rpm |
步骤监控器
拧紧步骤、监视器和限制的可用性取决于控制器上安装的许可证。
步骤监控器用于验证是否根据规范实现拧紧,比如角度限值或扭矩。每个步骤有强制步骤监控器和可选步骤监控器。当将新步骤拖至多步骤程序时,将包含强制监控器。可选监控器是灵活的,可按需要放在多步骤程序中。每个步骤最多可各有 8 个监控器。
下列监控器被自动添加到多步骤拧紧程序中添加的每个步骤。
步骤监控器 | 适用的步骤 |
|---|---|
角度 | 全部 |
峰值扭矩 | 全部 |
Power Focus 6000 / Power Focus 8 | Power Focus 6000 同步拧紧/Power Focus 8 同步拧紧 | Flex | IXB |
|---|---|---|---|
ST | ST | QST | IXB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IXB | |||
Power Focus Connect |
A – 角度
工具 |
|---|
ES STR SL ST SR QST STB IXB MWR-TA |
在该步骤,监控器测量监控期间达到的最大角度,并检查它是否介于上限和下限之间。
角度测量在监控开始处开始,如果指定的话,则在扭矩第一次在监控期间超过触发扭矩的点处开始。
参数 | 说明 | 默认值 |
|---|---|---|
停止条件 | 它指定角度测量的结束位置:
| 截止 |
触发器扭矩 | 角度测量在该触发器处开始。 最小限值:必须 >= 0 最大限值:必须 < 工具最大扭矩 | 未设置 |
下限 | 可接收的最小角度。 最小限值:必须 >= 0 最大限值:必须 < 9 999 999 且 < 最大限值 | 未设置 |
上限 | 可接收的最大角度。 最小限值:必须 > 0 且 > 下限 最大限值:必须 < 9 999 999 | 未设置 |
结果值
测量角度:监视器测得的角度。
指向并点击图片以查看更多信息:
A | 截止点 | D | 角度上限 |
B | 扭矩触发器 | E | 测量的角度 |
C | 角度低限值 | F | 步骤 |
指向并点击图片以查看更多信息:
A | 峰值扭矩 | E | 角度上限 |
B | 截止点 | F | 测量的角度 |
C | 扭矩触发器 | G | 步骤 |
D | 角度低限值 |
指向并点击图片以查看更多信息:
A | 截止点 | D | 角度高限值 |
B | 扭矩触发器 | E | 测量的角度 |
C | 角度低限值 | F | 步骤 |
指向并点击图片以查看更多信息:
A | 截止点 | D | 测量的角度 |
B | 角度下限 | E | 步骤 n-1 |
C | 角度上限 | F | 步骤 n |
C - 电流
工具 |
|---|
ES STR SL ST SR QST STB IXB |
此监控器测量扭矩通过扭矩触发器后任意点处的实际电流。结果将是使监控器 NOK 的第一个峰值或低值。如果为 OK,结果将是最后测量的电流值。如果在监控期间从未触发扭矩触发器,则其将以 NOK 状态结束,没有测量值。
参数 | 说明 |
|---|---|
扭矩触发器 | 必须 >= 0 且 < 工具最大扭矩。 |
下限 | 可接收的最小电流。 |
上限 | 可接收的最大电流。 |
Cl – 咔哒声
工具 |
|---|
MWR-T MWR-TA |
此步骤监控器不适用于 IxB 工具。
监控以启用咔哒声扭矩和咔哒声角度结果。此监视器没有设置,只能与 MWR 步骤一起使用。
LD - 拧松检测
工具 |
|---|
STwrench |
此步骤监控器仅适用于 STwrench 工具
此监控器可用于检查扭矩和方向,以查看在对 STWrench 使用 Wrench 生产步骤策略时是否尝试拧松。如果所施加的扭矩在与程序的配置螺纹方向相反的方向上大于拧松限值设置的值,则结果应报告为 NOK。
MT – 平均扭矩
工具 |
|---|
ES STR SL ST SR QST IXB |
此监控器测量监控期间的平均扭矩,并检查计算值是否在限值范围内。
参数 | 说明 |
|---|---|
类型 | 指定开始条件:
|
扭矩触发器 | 当类型设置为触发扭矩、角度触发或角度窗口时可用。必须 >= 0 且 < 工具最大扭矩。 |
角度触发器 | 当类型设置为角度触发或角度窗口时可用。必须 > 0。 |
角度窗口 | 当类型设置为角度窗口时可用。必须 > 0。
|
时间间隔 | 当类型设置为时间间隔时可用。必须 > 0。 |
下限 | 最低可接受的扭矩。 |
上限 | 可接收的最大扭矩。 |
PC - 脉冲计数
工具 |
|---|
STR |
此步骤监控器仅适用于以下工具:
ETV-STR61-100-13
ETV-STR61-70-13
ETV-STR61-50-10
在使用脉冲计数步骤监控器之前,必须在控制器上安装低反作用力策略许可证。
此监控器测量脉冲数量,并确认其是否在脉冲计数下限和脉冲计数上限之间。
如果设置了扭矩触发水平,则一旦测得的扭矩高于扭矩触发水平,就会立即开始检查。
如果通过脉冲计数步骤监控器运行拧紧步骤,请使用必要的 PulseDrive 套筒/适配器。
如果拧紧步骤在没有 PulseDrive 套筒/适配器的情况下进行,则所有拧紧操作均为 NOK。如果没有 PulseDrive 套筒/适配器,则显示步骤错误“未检测到 PulseDrive 套筒/适配器”。
参数 | 说明 |
|---|---|
脉冲计数上限 - n+ | 脉冲计数限值用于确定测得的脉冲数量是 OK 还是 NOK。
脉冲计数上限必须在 1 到 9999999 之间。它必须大于或等于脉冲计数下限。 |
脉冲计数下限 - n- | 脉冲计数限值用于确定测得的脉冲数量是 OK 还是 NOK。
脉冲计数下限必须在 1 到 9999999 之间。它必须小于或等于脉冲计数上限。 |
扭矩触发器 - Tt | 扭矩触发器必须在 0 到工具的最大扭矩之间。 |
PrT - 有效扭矩
工具 |
|---|
ES STR SL ST SR QST STB IXB |
监控器计算窗口长度中的有效扭矩值并检查它们是否介于扭矩限值之间。角度窗口以开始角度中设置的角度从关闭点反方向开始。然后反向跨越角度窗口长度中设置的角度。如果开始角度留空,角度窗口在切断点开始。求出的有效扭矩值为窗口长度期间的平均或峰值扭矩(取决于用户设置的参数)。求出的值被保存为结果数据测得的有效扭矩。如果扭矩补偿设为开启,测得的有效扭矩将从连续步骤中的所有扭矩结果值中扣除。任何之前计算的有效扭矩补偿值将不再从扭矩结果值中扣除。如果扭矩补偿设为关闭,将不会在连续步骤中扣除。
如果步骤的总角度小于开始角度加窗口长度,监视器将报告 NOK。
有效扭矩可以作为测量平均值或峰值扭矩来测量。要在这两种模式之间进行选择,请将使用值参数设为平均扭矩(适用于平均值)或峰值扭矩(适用于峰值)。
参数 | 说明 |
|---|---|
扭矩补偿 | 开启或关闭。 |
开始角度 | 必须 > 0 |
窗口长度 | 必须 >= 0 |
下限 | 必须 > 0 |
上限 | 必须 >= 0 |
使用值 | 平均扭矩(用于平均值)或峰值扭矩(用于峰值)。 |
PT – 峰值扭矩
工具 |
|---|
ES STR SL ST SR QST STB IXB MWR-TA MWR-T |
在该步骤,监控器测量监控期间达到的最大扭矩,包括任何过冲,并检查它是否介于上限和下限之间。
参数 | 说明 |
|---|---|
下限 | 最低可接受的扭矩。 |
上限 | 可接收的最大扭矩。 |
PTCA – 后螺纹切割角度
工具 |
|---|
ES STR SL ST SR QST STB IXB |
在该步骤,监控器测量监控期间达到的最大角度,并检查它是否介于上限和下限之间。
在达到螺纹切割角度窗口结束处之前,触发扭矩水平被忽略。然后,一旦测量扭矩超出触发扭矩,角度测量就会开始。
参数 | 说明 | 默认值 |
|---|---|---|
停止条件 | 它指定角度测量的结束位置:
| 截止 |
触发器扭矩 | 角度测量在该触发器处开始。 最小限值:必须 >= 0 最大限值:必须 < 工具最大扭矩 | 0 |
下限 | 可接收的最小角度。 最小限值:必须 >= 0 最大限值:必须 < 9 999 999 且 < 最大限值 | 未设置 |
上限 | 最高可接受角度。 最小限值:必须 > 0 且 > 下限 最大限值:必须 < 9 999 999 | 未设置 |
螺纹切割触发扭矩 | 最小限值:必须 >= 0 最大限值:必须 < 工具最大扭矩 | 未设置 |
螺纹切割角度窗口 | 最小限值:必须 >= 0 最大限值:必须 < 9 999 999 | 0 |
结果值
测量角度:监视器测得的角度。
指向并点击图片以查看更多信息:
A | 截止点 | E | 角度低限值 |
B | 扭矩触发器 | F | 角度高限值 |
C | 扭矩触发器螺纹切割 | G | 测量的角度 |
D | 螺纹切割角度窗口 |
PTCPT – 后螺纹切割峰值扭矩
工具 |
|---|
ES STR SL ST SR QST STB IXB |
测量监控期间达到的最大扭矩,包括任何过冲,并检查其是否介于扭矩限值之间。在达到螺纹切割角度窗口结束处之前,所有扭矩值被忽略。
参数 | 说明 |
|---|---|
螺纹切割触发扭矩 | 必须 >= 0 |
螺纹切割角度窗口 | 必须 > 0 |
下限 | 必须 >= 0 |
上限 | 必须 > 0 必须 > 下限 |
PVTH – 后视图扭矩高
工具 |
|---|
ES STR SL ST SR QST STB IXB |
此监控器检查角度窗口长度中的所有扭矩值是否低于上限。
角度窗口以开始角度中设置的角度从关闭点反方向开始。然后反向跨越角度窗口长度中设置的角度。如果开始角度留空,角度窗口在切断点开始。监控器中使用的扭矩值基于根据样本数量求出的平均扭矩值。如果步骤的总角度小于开始角度加角度窗口长度,监控器将报告 NOK。
参数 | 说明 |
|---|---|
开始角度 | 必须 >= 0 |
窗口长度 | 必须 > 0 |
样本数量 | 最小值 = 1 |
上限 | 可接收的最大扭矩。 |
PVTL – 后视图扭矩低
工具 |
|---|
ES STR SL ST SR QST STB IXB |
与监控器后视图扭矩高相同,但是监控器将转而检查角度窗口长度中的所有扭矩值是否超过下限。
参数 | 说明 |
|---|---|
开始角度 | 必须 >= 0 |
窗口长度 | 必须 > 0 |
样本数量 | 最小值 = 1 |
下限 | 最低可接受的扭矩。 |
SOC – 切断电流
工具 |
|---|
ES STR SL ST SR QST STB IXB |
切断点是指步骤达到其目标的点。在切断点处测量电流,并检查其是否介于上限和下限之间。
参数 | 说明 |
|---|---|
下限 | 可接收的最小电流。 |
上限 | 可接收的最大电流。 |
SOT – 切断扭矩
工具 |
|---|
ES STR SL ST SR QST STB IXB |
切断点是指步骤达到其目标的点。在切断点处测量扭矩,并检查其是否介于上限和下限之间。
参数 | 说明 |
|---|---|
下限 | 最低可接受的扭矩。 |
上限 | 可接收的最大扭矩。 |
SSD – 杆件滑动检测
工具 |
|---|
ES STR SL ST SR QST IXB |
在该步骤,监控器检测并报告步骤中的杆件滑动影响。通过计算扭矩低于触发级别的次数来完成检测。如果次数大于最大振动次数,则报告粘滑错误。监控器以两种不同的模式操作:动态或固定。两种模式之间的差异是计算触发器水平的方式。
动态扭矩:触发器水平被动态计算作为监控期间迄今达到的当前最大扭矩的峰值扭矩百分比。一旦扭矩超过触发扭矩,监控启动。
固定扭矩:触发器水平为用户指定的固定触发扭矩。此模式中不需要百分比。
如果扭矩从未达到触发扭矩,则监控器不启动,这将导致 NOK 状态。
参数 | 说明 |
|---|---|
类型 | 指定将在监控器杆件滑动检测中执行哪种类型的杆件滑动检测。默认:动态扭矩。 |
峰值扭矩百分比 | 默认:80%,必须 > = 10 且 <100。 |
触发器扭矩 | 默认:5,必须 > = 0 且 < 工具最大扭矩。 |
最大振动次数 | 默认:5,该值必须 >=3 且 <=20。 |
TAW – 角度窗口的扭矩
工具 |
|---|
ES STR SL ST SR QST STB IXB |
此监控器检查角度窗口中的所有扭矩值是否处于扭矩限值内。
参数 | 说明 |
|---|---|
触发器扭矩 | 必须 >= 0 |
开始角度 | 必须 > 0 |
窗口长度 | 必须 <= 0 |
下限 | 必须 >= 0 |
上限 | 必须 > 0 必须 > 下限 |
如果通过窗口则为 NOK | 如果设置为是,则当未到达角度窗口的终点时,此监控器的状态为 NOK。 |
TC – 扭矩校准
工具 |
|---|
QST |
该步骤监控器仅适用于配备双传感器的工具。
扭矩校准监控器检查达到的最大扭矩是否处于扭矩限值内。
参数 | 说明 |
|---|---|
传感器类型 | 主传感器或次级传感器 将工具的前传感器设置为次级传感器。 |
下限 | 必须 >= 0 |
上限 | 必须 > 0 必须 > 下限 |
TG – 扭矩变化率
工具 |
|---|
ES STR SL ST SR QST IXB |
此监控器检查变化率是否在限值范围内。
参数 | 说明 |
|---|---|
变化率角度窗口 | 指定角度窗口:
|
角度窗口 | 当变化率角度窗口设置为手动时可用。必须 > 0 且 <= 100。 |
结束点检查 | 如果设置为是,则仅检查在该步骤的截止点测得的变化率是否在限值范围内。 |
触发器扭矩 | 角度测量在该触发器处开始。必须 > 0 且 < 工具最大扭矩。 |
减震 | 正在计算变化率时的频率。必须 > 0 且 <100 且 <角度窗口。 |
下限 | 最低可接受的扭矩变化率。必须 >= -100。 |
上限 | 最高可接受的扭矩变化率。必须 > -100 且 > 下限。 |
扭矩滤波器类型 | 滤波器类型:
|
截止频率 | 当扭矩滤波器类型设置为低通时需要指定:
|
样本数量 | 当扭矩滤波器类型设置为滑动平均值时需要指定:
|
角度偏置 | 当结束点检查设置为否时可用。指定首次通过触发扭矩后开始计算变化率的度数。 |
Ti – 时间
工具 |
|---|
ES STR SL ST SR QST STB IXB |
测量监控期间的实耗时间并检查其是否介于时间限值之间。时间测量在监控开始处开始,如果触发扭矩被指定,则在扭矩第一次在监控期间超过触发扭矩的点处开始。
参数 | 说明 |
|---|---|
触发器扭矩 | 必须 >= 0 且 < 工具最大扭矩。 |
下限 | 必须 >= 0 |
上限 | 必须 > 0 必须 > 下限 |
TRD – 扭矩率和偏差
工具 |
|---|
ES STR SL ST SR QST IXB |
在该步骤,监控器测量并检查扭矩率,也就是扭矩与角度的比率。检查计算得到的扭矩率是否介于上限和下限定义的扭矩率限值内。
参数 | 说明 |
|---|---|
触发器扭矩 | 角度起始点扭矩。 |
起始点角度 | 当从触发器扭矩测量起始点角度时,扭矩测量开始。 |
结束点角度 | 扭矩测量停止处的角度点。 |
结束点扭矩 | 扭矩测量停止处的扭矩。 |
下限 | 最低可接受的扭矩。 |
上限 | 可接收的最大扭矩。 |
限值 | 必须 > 0 |
YA – 屈服角度
工具 |
|---|
ES STR SL ST SR QST IXB |
此监控器从屈服点测量达到的峰值角度并检查峰值角度是否处于限值内。
参数 | 说明 |
|---|---|
变化率角度窗口 | 指定角度窗口:
|
角度窗口 | 当变化率角度窗口设置为手动时可用。必须 > 0 且 <= 100。 |
屈服点百分比 | 必须 >= 20 % |
触发器扭矩 | 角度测量在该触发器处开始。必须 > 0 且 < 工具最大扭矩。 |
减震 | 正在计算变化率时的频率。必须 > 0 且 <100 且 <角度窗口。 |
下限 | 可接收的最小角度。必须 >= 0 |
上限 | 可接收的最大角度。必须 > 0 |
扭矩滤波器类型 | 滤波器类型:
|
截止频率 | 当扭矩滤波器类型设置为低通时需要指定:
|
样本数量 | 当扭矩滤波器类型设置为滑动平均值时需要指定:
|
步骤限制
拧紧步骤、监视器和限制的可用性取决于控制器上安装的许可证。
为确保在发生非预期事件时停止拧紧,可为多步骤拧紧程序添加步骤限制。例如,这些限制可测试确保未达到最大扭矩,或多步骤拧紧的部分不会花太长运行时间。每个步骤有其自己的一组强制步骤限制和可选步骤限制。当将新步骤拖至多步骤程序时,将包含强制限制。所有步骤最多可各有 4 个限制。
对于 Power Focus 6000 和 Power Focus 8 中的同步拧紧,可以在拧紧程序中使用同步点。当满足任意限制条件时,工具将立即停止运行,程序跳至下一个同步点(仅在 Power Focus 6000、Power Focus 8 和 Flex 中使用同步拧紧时有效)或程序的结束处。在没有同步拧紧的控制器中,该工具立即停止,程序跳至程序的结束处。
仅适用于 Flex:
对于每个限制,选择可修复 =是以允许在拧紧停止时重试。
下列限制被自动添加到多步骤拧紧程序中添加的每个步骤。
步骤限制 | 适用的步骤 |
|---|---|
最大时间 | 除外部结果和 MWR 外的所有内容 |
最大扭矩 |
|
最大角度 |
|
Power Focus 6000 / Power Focus 8 | Power Focus 6000 同步拧紧/Power Focus 8 同步拧紧 | Flex | IXB |
|---|---|---|---|
ST | ST | QST | IXB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IXB | |||
Power Focus Connect |
A – 最大角度
工具 |
|---|
ES STR SL ST SR QST STB IXB |
该限制进行角度测量。如果测得的角度达到最大限值,工具立即停止。角度从限制的开始处测量,或者(如果指定的话)从扭矩在该限制期间第一次超过触发扭矩的点处测量。
参数 | 说明 |
|---|---|
触发器扭矩 | 如果指定,这是开始测量角度处的扭矩。 |
最大限值 | 如果达到该限值,工具立即停止。 |
C - 电流
工具 |
|---|
ES STR SL ST SR QST STB IXB |
Power Focus XC 不支持该步骤限制。
该限制检查扭矩通过扭矩触发器的实际电流。如果实际电流超出限值,工具将立即停止,拧紧程序将跳到下一个同步点或程序的结束处。结果将是使监控器 NOK 的第一个峰值或低值。如果为 OK,结果将是最后测量的电流值。如果在限制期间从未触发扭矩触发器,则其将以 OK 状态结束。
参数 | 说明 |
|---|---|
扭矩触发器 | 必须 >= 0 且 < 工具最大扭矩。 |
下限 | 可接收的最小电流。 |
上限 | 可接收的最大电流。 |
CTh – 跨线程
工具 |
|---|
ES STR SL ST SR QST STB IXB |
该限制从扭矩超过开始扭矩 (T1) 的点到扭矩超过结束扭矩 (T2) 的点检查角度。如果从开始扭矩 (T1) 测得的角度大于最大限值 (Amax),工具立即停止。
当扭矩超过结束扭矩 (T2) 时,测得的角度对照最小限值 (Amin) 检查。如果角度小于该限值,工具立即停止。
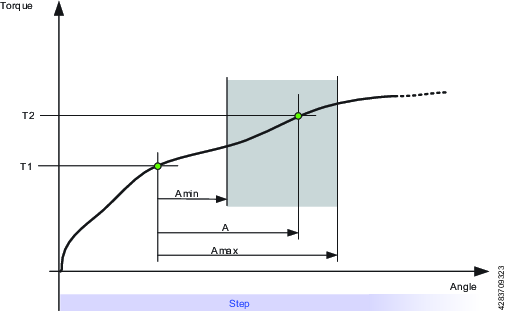
参数 | 说明 | 图中 |
|---|---|---|
起始扭矩 | 必须 <=0。 | T1 |
结束扭矩 | 必须 <=0。 | T2 |
最小限值 | 角度下限。 | Amin |
最大限值 | 角度上限。 | Amax |
PCH - 脉冲计数高
工具 |
|---|
STR IXB |
该限制仅适用于以下工具:
ETV-STR61-100-13
ETV-STR61-70-13
ETV-STR61-50-10
ITB-P
在使用脉冲计数限制之前,必须在控制器上安装低反作用力策略许可证。
此限制给出了脉冲数量的限值,并确保脉冲数量低于指定的脉冲计数上限。
如果测得的脉冲数量高于脉冲计数上限,工具立即停止,程序跳到下一个同步点或程序的结束处。
如果设置了扭矩触发水平,则一旦测得的扭矩高于扭矩触发水平,就会立即开始检查。
如果通过脉冲计数高步骤限制运行拧紧步骤,请使用必要的 PulseDrive 套筒/适配器。
如果拧紧步骤在没有 PulseDrive 套筒/适配器的情况下进行,则所有拧紧操作均为 NOK。如果没有 PulseDrive 套筒/适配器,则显示步骤错误“未检测到 PulseDrive 套筒/适配器”。
参数 | 说明 |
|---|---|
脉冲计数上限 - n+ | 脉冲计数上限必须在 1 到 9999999 之间。 |
扭矩触发器 - Tt | 扭矩触发器必须在 0 到工具的最大扭矩之间。 |
Rh - 重复拧紧
工具 |
|---|
ES STR SL ST SR QST STB IXB |
该限制检查扭矩。如果测得的扭矩超出检测扭矩,工具立即停止,程序跳到下一个同步点(Power Focus 6000 同步拧紧和 Power Focus 8 同步拧紧)或程序的结束处。
只能在多步骤拧紧程序的第一步中添加步骤“重复拧紧”限制。一旦将重复拧紧限制添加到第一步,就不能将其移动到拧紧程序中的任何其他位置。必须将重复拧紧限制从第一步删除,以便将其移动到拧紧程序中的其他位置。
参数 | 说明 |
|---|---|
检测扭矩 | 如果测得的扭矩超出检测扭矩,工具立即停止,程序跳到下一个同步点(Power Focus 6000 同步拧紧和 Power Focus 8 同步拧紧)或程序的结束处。必须大于零。 |
角度窗口 | 角度窗口从步骤开始时测量。如果没有设置角度窗口,则限制在整个步骤期间处于活动状态。 |
RT – 取消扭矩
工具 |
|---|
ES STR SL ST SR QST STB IXB |
该限制检查扭矩。如果测得的扭矩下降到限制条件以下,工具立即停止,程序跳到下一个同步点(Power Focus 6000 同步拧紧和 Power Focus 8 同步拧紧)或程序的结束处。
扭矩控制过程
限制条件是测得的扭矩。如要激活限制,扭矩必须先超过取消扭矩限值的 110%。Angle control processes
该限制检查限制期间达到的最大扭矩。如要激活限制,扭矩必须首先超过触发扭矩。
参数 | 说明 |
|---|---|
取消扭矩限值 | 默认:10 Nm。必须 > 0。 |
参数 | 说明 |
|---|---|
触发器扭矩 | 必须 > 0。 |
峰值扭矩百分比 | 默认:95.必须 >= 50。 |
取消扭矩时间 | 默认:20.必须 >= 5 且 <= 500。 |
取消扭矩角度 | 必须 > 0。 |
线缆工具有选择“取消角度扭矩”的选项。限制由两个参数控制:峰值扭矩百分比和递减扭矩时间。百分比设置上一个峰值扭矩的向下偏差,递减扭矩时间设置偏差的持续时间(5 到 500 ms)。只有两个条件同时满足(等于或低于设置持续时间的指定百分比),程序才会中断并跳至结束。
T – 最大扭矩
工具 |
|---|
ES STR SL ST SR QST STB IXB |
该限制检查扭矩。如果测得的扭矩超过最大限值,则立即停止工具。
参数 | 说明 |
|---|---|
最大限值 | 如果扭矩达到此指定限值,则立即停止工具。 |
TAW – 角度窗口的扭矩
工具 |
|---|
ES STR SL ST SR QST STB IXB |
该限制检查角度窗口长度中的测得扭矩是否介于扭矩限值之间。如果测得的扭矩超出限值,工具立即停止,程序跳到结束处。角度窗口长度从扭矩第一次超过触发器扭矩的点处以开始角度开始。如果触发扭矩没有设置,开始角度在限制的开始处开始。
如果未达到角度窗口长度的结束处,限制的状态为 NOK。
参数 | 说明 |
|---|---|
触发器扭矩 | 必须 >= 0 |
开始角度 | 必须 >= 0 |
窗口长度 | 必须 > 0 |
最小限值 | 必须 >= 0 |
最大限值 | 必须 <= 最小限值 |
TCD – 扭矩与电流偏差
工具 |
|---|
ES STR SL ST SR QST IXB |
该限制验证转化为对应扭矩的所有当前测量是否不超过使用扭矩传感器测得的实际扭矩的最大偏差。当扭矩在该步骤期间第一次达到触发扭矩并被激活直至步骤达到其目标时,限制开始。
如果触发扭矩从未达到,监控器将报告 OK。
参数 | 说明 |
|---|---|
触发器扭矩 | 必须 >= 0 |
最大偏差 | 默认:1,必须 > 0 |
TG – 扭矩变化率
工具 |
|---|
ES STR SL ST SR QST IXB |
该限制检查变化率,如果它超出限值,工具立即停止,程序跳到程序的结束处。
参数 | 说明 |
|---|---|
变化率角度窗口 | 指定角度窗口:
|
角度窗口 | 当变化率角度窗口设置为手动时可用。必须 > 0 且 <= 100。 |
触发器扭矩 | 必须 > 0 且 < 工具最大扭矩。 |
减震 | 正在计算变化率时的频率。必须 > 0 且 <100 且 <角度窗口。 |
最小限值 | 必须 >= -100。 |
最大限值 | 必须 > -100 且 > 下限。 |
扭矩滤波器类型 | 滤波器类型:
|
截止频率 | 当扭矩滤波器类型设置为低通时需要指定:
|
样本数量 | 当扭矩滤波器类型设置为滑动平均值时需要指定:
|
Ti – 最大时间
工具 |
|---|
ES STR SL ST SR QST STB IXB |
该限制进行时间检查。如果达到最大限值,工具立即停止。
参数 | 说明 |
|---|---|
最大限值 | 如果时间已到,工具立即停止。 |
结果报告器
结果报告器使从结果中提取选定产生器的特定值成为可能。结果报告器属于一个步骤,但必须与它们从中读取值的监视器/限制相关联。只能选择与结果报告器位于同一步骤中的监视器或限制。将结果报告器添加到使用拖放的步骤中(与监视器和限制相同)。每个结果报告器负责报告特定的结果值,例如,旋入角、最终扭矩、有效扭矩。
可以将结果报告器绑定到:
程序监视器
步骤监视器
步骤限制
每个结果报告器都定义一个最终值类型:
最终角度
最终扭矩
有效扭矩
自攻扭矩
当前
旋入角度
脉冲数量
常规参数
参数 | 说明 |
|---|---|
产生器 | 指定哪个监视器/限制产生该值。 |
值 | 指定要从选定的产生器显示的值。 |
限制:
只能在属于主路径步骤的监视器/限制或程序监视器/程序限制中添加结果报告器。
如果它们的类型不同,则可能存在多个报告器。
可能在每个步骤上都存在例如类型的最终角度和程序监视角度的结果报告器。
对于那些具有多个结果值的监视器/限制,如果结果报告器的类型不同,则可以添加多个结果报告器。
在步骤或程序监视器/限制上可能没有几个相同类型的结果报告器。
对于每种可能的最终值类型,仅报告一个结果。
规则:
结果项目的内部编号必须与相应结果报告器的内部编号相同。
监视/限制结果的内部编号必须与配置中的监视/限制的内部编号相同。
步骤结果必须根据执行顺序进行排序。必须首先执行第一步。
结果报告器报告的可能值(如果存在于监视器/限制/步骤中):
监视/限制测量值(浮点数或整数)
监视/限制上下限值
状态
扭矩触发器和角度触发器
角度目标和扭矩目标(从步骤中读取)
状态的可能值:
低电量
确定
高
其他
未设置
目标值不属于任何步骤监视器,因此目标值取自监视器所属的步骤。
添加多步骤程序
在主视图上,选择拧紧选项卡。然后,在左侧选择多步骤程序库。
选择图形用户界面右上角的 + 图标。然后,选择所需的程序类型(拧紧或拧松)。
在拧紧区域拖放拧紧步骤、监视器和限制。
步骤只能放在程序的起点和终点之间,而监控器和限制只能放在步骤上。
功能
说明
开始和结束点

多步骤程序的开始和结束点。所有步骤必须放在这两个点之间。
添加步骤

从列表将步骤拖放到开始和结束点之间的目标位置。
移动步骤

点击并按住步骤并将它移动到目标位置
显示步骤属性

点击步骤以显示属性
关闭步骤属性

点击拧紧区的任意处以关闭属性菜单
删除步骤

打开步骤属性并点击菜单底部的删除
添加限制/监控器

从列表将限制/监控器拖放到相应的步骤。
移动限制/监控器

点击并按住图标(监控器使用复选标记,限制使用停止标志),将它拖放到相应的步骤
显示限制/监控器属性

点击限制/监控器图标以显示属性菜单
关闭限制/监控器属性

点击拧紧区的任意处以关闭属性菜单
删除限制/监控器

打开限制/监控器属性并点击菜单底部的删除
步骤错误

当验证错误出现在步骤中时,该步骤将被标记。注意,当步骤属性打开时,导致错误的参数也将被标记。
监控器/限制错误

当验证错误出现在监控器或限制中时,监控器或限制将被标记。注意,当监控器/限制属性打开时,导致错误的参数也将被标记。
禁止位置

当(步骤、监控器或限制的)具体位置不被允许时,占位符图标将不会显示。
删除多步骤程序
在拧紧菜单中,点击多步骤程序库。
在列表中点击想要删除的多步骤拧紧程序。
在程序中,点击左下方的删除。
点击弹出窗口中的是以确认您的选择。
多步骤程序的设置
常规设置
参数 | 说明 |
|---|---|
名称 | 用户定义的多步骤程序名称。 |
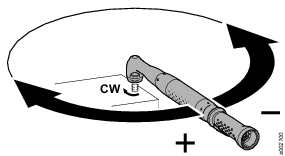
螺纹方向 | 螺纹方向,顺时针 (CW) 或逆时针 (CCW)。 |
拧松程序 | 指出拧松程序是否可用。从控制器中的可用拧松程序列表中选择。 |
类型 | 程序类型,拧紧或拧松。 |
程序开始 | 给出用于生成结果的扭矩水平。如果保留空白,每次启动工具时都将生成结果;否则仅从设置的扭矩水平生成结果。 |
程序结束扭矩 | 给出停止多步骤拧紧的扭矩值。 |
程序结束超时 | 给出停止多步骤拧紧的时间值(秒)。 |
真实角度补偿 | 打开或关闭真实角度补偿(默认为关闭)。 |
触发器丢失时显示 NOK | 触发器丢失时显示 NOK 开关用于在最后一步达到目标条件时控制是否允许释放工具触发器。
|
附件调校
参数 | 说明 |
|---|---|
使用附件调校 | 选择附件调校是开启还是关闭。 |
齿轮比 | 传动比值可介于 0.5 与 100.0 之间。 |
效率优化 | 效率调校值可介于 0.5 与 1.0 之间。 |
程序监控器
参数 | 说明 |
|---|---|
已启用 | 为整个程序打开或关闭角度监控。如果按步骤启用和触发器扭矩空白,角度监控将在程序开始时启动。 |
按步骤启用 | 设置该监视器生效的一系列步骤:
|
类型 | 角度监控类型。选择:
|
触发器扭矩 | 设置触发器扭矩值用于角度监控。 STB 工具的触发器扭矩在执行拧紧程序时只会按照拧紧的方向启用;在执行拧松程序时只会按照拧松的方向启用 |
下限 | 设置角度监控(程序)下限。 |
上限 | 设置角度监控(程序)上限。 |
参数 | 说明 |
|---|---|
已启用 | 为整个程序打开或关闭扭矩监控。如果将按步骤启用留为空白,则扭矩监控将在程序开始时启动。 |
按步骤启用 | 设置该监视器生效的一系列步骤:
|
类型 | 角度监控类型:
|
下限 | 设置扭矩监控(程序)下限。 |
上限 | 设置扭矩监控(程序)上限。 |
参数 | 说明 |
|---|---|
已启用 | 为整个程序打开或关闭时间监控。该监视器检查时间是否在指定限值范围内。 |
按步骤启用 | 设置该监视器生效的一系列步骤:
|
触发器扭矩 | 设置该监视器启动时的触发扭矩值。 |
下限 | 设置时间监控(程序)下限。 |
上限 | 设置时间监控(程序)上限。 |
程序限制
参数 | 说明 |
|---|---|
最大时间限值 | 设定秒数。该限制检查拧紧的总时间,如果它超过时间高限值,工具将立即停止。时间从程序开始时测量。 |
最大扭矩限值 | 该限制检查扭矩,如果测得的扭矩超过时间高限值,工具立即停止。 |
参数 | 说明 |
|---|---|
已启用 | 为整个程序打开或关闭角度限制。该限制检查角度是否在指定的角度限值范围内。 |
按步骤启用 | 设置该限制生效的一系列步骤:
|
触发器扭矩 | 设置该限制启动时的触发扭矩值。 |
上限 | 设置角度限制(程序)上限。 |
参数 | 说明 |
|---|---|
已启用 | 为整个程序打开或关闭时间限制。该限制检查时间是否在指定的时间限值范围内。 |
按步骤启用 | 设置该限制生效的一系列步骤:
|
触发器扭矩 | 设置该限制启动时的触发扭矩值。 |
上限 | 设置时间限制(程序)上限。 |
报告器
这使用户可以选择哪些值(来自监控器/限制)应显示为最终值。点击添加以选择要与程序监视器/限制值绑定的结果报告器。
参数 | 说明 |
|---|---|
报告器 | 选择结果报告器。 |
产生器 | 选择哪个监视器/限制产生了该值。 |
值 | 选择要从选定的产生器显示的值。 |
剩余扭矩校正系数
此设置仅适用于低反作用拧紧步骤。支持以下步骤:
TensorPulse 拧紧至扭矩 (TPT)
TensorPulse 拧松至扭矩 (TPT)
脉冲拧紧至扭矩 (IT)
脉冲拧松至扭矩 (IT)
参数 | 说明 |
|---|---|
已启用 | 选择残余扭矩相关系数应为开启还是关闭。 |
剩余扭矩校正系数 | 本值应介于 50 和 150 之间。 |
追踪配置
绘制图配置可以在程序级别或每个步骤完成。默认配置是在程序级别设置的,可以根据需要在每个步骤中被覆盖。
在此,启用此功能允许在程序级别完成配置。
参数 | 说明 |
|---|---|
已启用 |
|
样本类型 |
|
采样时间 | 从下拉列表中选择采样时间 (0.25 - 1000 ms) |
采样角度 | 从下拉列表中选择采样角度 (0.25 - 20°) |
验证
参数 | 说明 |
|---|---|
验证工具值 | 如果工具已知,使用开启,并设置最大扭矩和最大速度。 如果工具未知,使用关闭。 |
工具 | 往下拉以选择要验证的工具。 |
最大扭矩 | 要验证的工具最大扭矩。 |
最大速度 | 要验证的工具最大速度。 |
STB 工具和多步骤
由于 STB 工具的无线性质,某些多步骤功能和行为可能有所不同。除了此处列出的一般限制,多步骤功能描述将提供必要的 STB 工具信息。
程序验证
所有拧紧程序在下载至工具之前将接受与 STB 工具的兼容性验证。如果选择的拧紧程序与工具不兼容,工具将被锁定。如果发生错误,将触发事件 5030,“Configuration complexity exceeded”(超出配置复杂性)。
降低拧紧程序的复杂性或选择不同的拧紧程序可解锁工具。
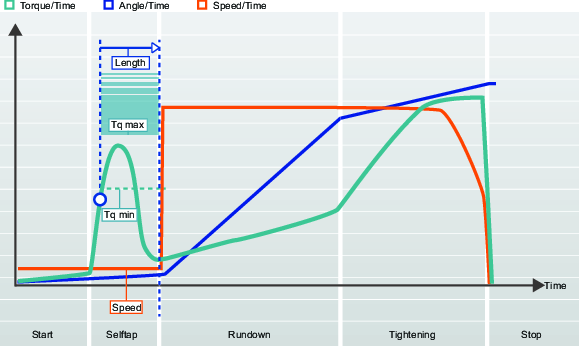
步骤配置阶段
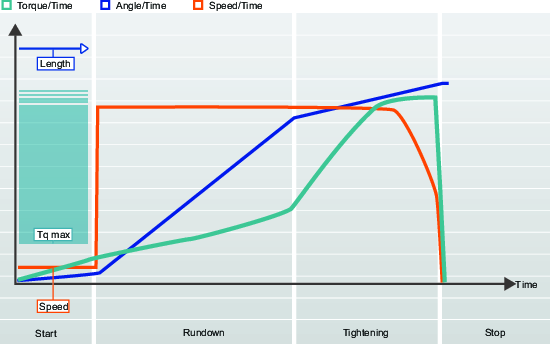
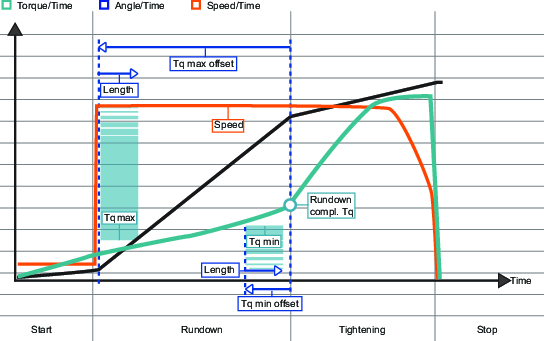
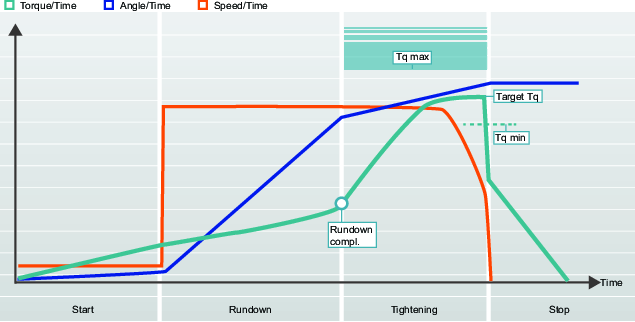
控制器拧紧程序需要设定好参数,以执行程序。选择一个策略,目标扭矩或目标角度是必选的。其他设置为可选设置。此外,还可以通过添加扭矩或角度旋转必须遵守的限制范围来监控整个拧紧过程。
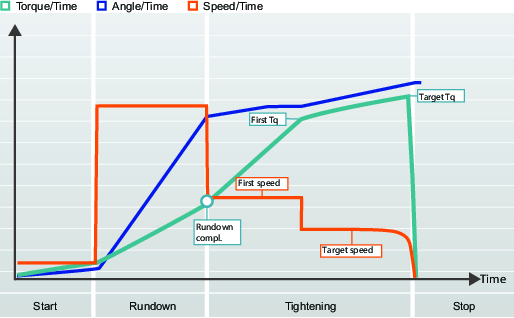
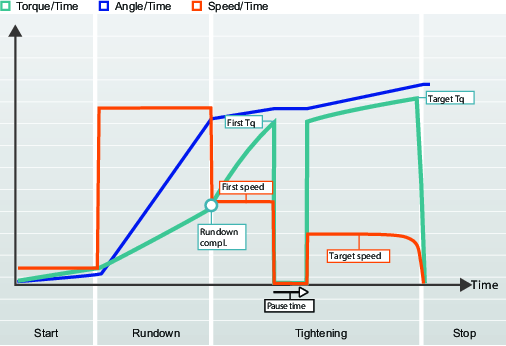
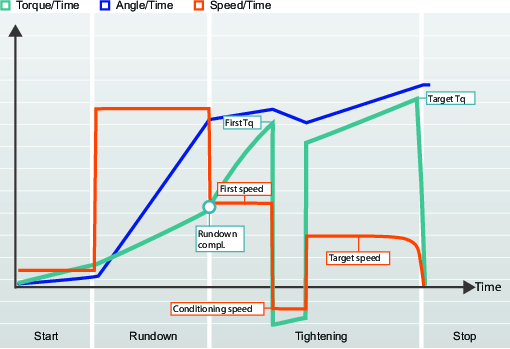
拧紧过程可分成四个阶段:开始、旋入、拧紧和停止。
该图为所述的典型拧紧方式。曲线表示速度,扭矩和角度随时间的变化。所有拧紧策略都以这种方式表示。参数、监控器和限值也在详图中显示。
任务时间为:从按下触发器到拧紧目标实现或者出现错误为止。
拧紧策略与具体参数设置的组合构成了拧紧程序。
用户可以创建许多不同的拧紧程序,其中一个在运行时被选择。
开始阶段
可选启动步骤用来启动拧紧进程、开始套筒和螺纹查找,并提供用来检测重复拧紧的选项。
方向
Direction(方向)定义了转轴的拧紧方向是顺时针 (CW) 还是逆时针 (CCW)。除 Three step(三步拧紧)策略中使用的拧松和调整步骤期间,转轴将始终沿该方向转动。
|
参数 |
说明 |
默认值 |
|---|---|---|
|
螺纹方向 |
定义转轴的拧紧方向。 |
顺时针 |
软启动
在软启动期间,可以设定速度、最大扭矩和旋转角度,以帮助螺钉进入螺纹并且避免在按下工具触发器时工具被猛拉出位置。
参数名称 | 说明 | 默认值 |
|---|---|---|
软启动 | 允许设置工具帮助螺钉进入螺纹的速度、角度和最大扭矩。 关闭:软启动已关闭。 开启:软启动已开启。 | 开启 |
速度 | 定义软启动期间的速度。 | 35 rpm |
角度 | 定义转轴的旋转角度(便于螺钉进入螺纹中)。 | 90° |
扭矩最大值 | 定义软启动期间施加的最大扭矩。如果超过了最大扭矩,拧紧中止并显示一条错误消息。拧紧操作将被视为不正确。 | 1.25 Nm |
重复拧紧检测
当重复拧紧检测被激活时,可以发现已经被拧紧的螺钉。
参数 | 说明 | 默认值 |
|---|---|---|
重复拧紧检测 | 检测尝试拧紧已拧紧螺钉的次数。
| 早期 |
电流监测
电流监测为监测拧紧扭矩提供额外保护,并且它是工具中的扭矩传感器的补充。
转子电流在最终目标扭矩中被测量并且转换为扭矩值。如果计算的扭矩在测量扭矩的 10% 范围内,那么拧紧被视为 OK。
参数 | 说明 | 默认 |
|---|---|---|
电流监测 | 具有开 - 关位置的开关。
| 关闭 |
当前监视未对 Turbo Tight、Rotate、Pulsing 和 STwrench 策略实施。
TrueAngle 补偿
部分工具配备有陀螺仪,并且在拧紧过程中测量工具旋转。如果工具在拧紧过程中旋转,那么角度测量可能会被破坏。如果被制作成角度参考,那么它有可能导致错误的拧紧。对于指定限度内的变化,控制器可以补偿这些旋转并进行正确的拧紧。
如果工具旋转超出了指定的限度,那么拧紧被中止并且报告结果状态 NOK。附加信息报告工具移动超出限值。
参数 | 说明 | 默认 |
|---|---|---|
TrueAngle 补偿 | 除旋转外适用于所有拧紧策略。 安装有扣爪作为附件的工具不支持参数 TrueAngle 补偿。 | 开启 |
工具移动限制范围 - 负 | 仅在启用 TrueAngle 补偿时可见。 定义工具的最大逆时针旋转。如果数值超出限度,那么拧紧被终止并且报告错误。以角度数值表示。
| 30 |
工具移动限制范围 - 正 | 仅在启用 TrueAngle 补偿时可见。 定义工具的最大顺时针旋转。如果数值超出限度,那么拧紧被终止并且报告错误。以角度数值表示。
| 30 |
只有配备陀螺仪的工具才有能力测量工具移动。
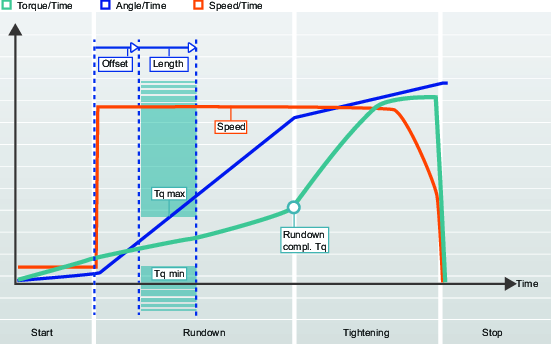
旋入阶段
拧紧的组成部分,该阶段从螺钉进入螺纹时开始,直到螺钉头刚好接触底面并贴合到位为止。旋入期间所需的扭矩不会影响任何夹紧力。
参数 | 说明 | 默认值 |
|---|---|---|
旋入速度 | 定义旋入步骤的速度 | 工具最大速度 |
自攻
自攻步骤中,可让拧紧的旋入扭矩大于 Rundown complete(旋入完成)扭矩,例如,使用自攻螺纹(或自攻)螺栓拧紧金属薄层。当扭矩值达到 SelftapTorqueMin/2 时,自攻窗口启动。在角度窗口中,扭矩必须达到 SelftapTorqueMin 以上,但不超过 Selftap-Torque-Max。
参数 | 说明 | 默认值 |
|---|---|---|
自攻 | 激活“自攻”步骤。 | 关闭 |
速度 | 定义自攻期间的速度。 | 软启动速度或工具最大速度的 5% |
长度 | 定义自攻期间的套筒旋转角度。从开始步骤结束时开始测量。 | 360° |
最小扭矩 | 达到自攻下限时的扭矩值。 | 0 Nm |
扭矩最大值 | 达到自攻上限时的扭矩值。 | 工具最大扭矩 |
旋入扭矩限值
螺母与连接件之间的摩擦力可能变化。这可能导致拧紧螺母所需的扭矩在螺母与接头表面接合前也发生变化。例如,这些效应可能是孔干涉、预置扭矩或润滑变化。
在旋入锁紧螺母(它在螺纹中有一个有助于紧固件抗振的塑料嵌块)时,监控旋入扭矩可能很有用。这将需要更高的扭矩(称为牵出扭矩)来克服干涉。
参数 | 说明 | 默认值 |
|---|---|---|
旋入扭矩限制范围 | 将旋入扭矩限值设置为开启或关闭。 关闭:没有设置限值。 开启:设置扭矩限值和角度间隔。 | 关闭 |
偏移 | 角度间隔开始前的角度偏移。 | 0° |
长度 | 用以定义旋入扭矩限值部分的角度。 | 360° |
最小扭矩 | 达到旋入扭矩下限时的扭矩值。 | 0 Nm |
扭矩最大值 | 达到旋入扭矩上限时的扭矩值。 | 目标扭矩的 19% |
旋入角度限值
通过监控旋入阶段的旋转角度,可以检测到诸如丢失垫片或者使用了螺纹规格或长度不正确的螺钉等错误。例如,螺纹过长可能需要较大的旋转角度,螺钉才可贴合到位。
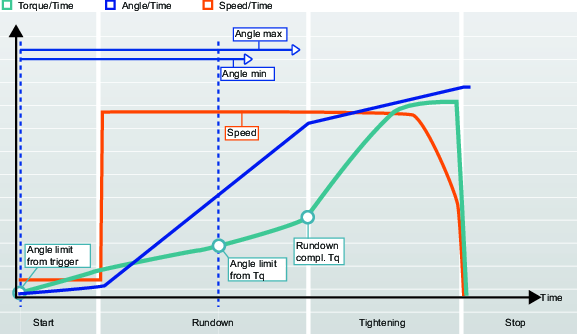
参数 | 说明 | 默认值 |
|---|---|---|
旋入角度限值 | 激活旋入角度限值。角度限值设置为按下工具触发器时或达到指定扭矩值时的相应角度。如果激活自攻,则在自攻期间将不会检查角度限值。 关闭:没有设置限值。 从触发器:旦按下工具触发器,系统便会开始监控拧紧角度,并报告是否超出角度或时间限值。 从扭矩:系统开始根据指定 <From torque>(从扭矩)值监控拧紧角度,并报告是否超出角度或时间限值。 | 关闭 |
<From torque> | 从设置旋入角度限值的位置开始的扭矩值。 | 目标扭矩的 10% |
最小角度 | 达到从起点开始的角度下限时的角度值。 | 100° |
最大角度 | 达到从起点开始的角度上限时的角度值。 | 1000° |
最短时间 | 该步骤的最短时间(毫秒)。从该步骤开始时进行测量。 | 10 毫秒 |
最长时间 | 该步骤的最长时间(毫秒)。从该步骤开始时进行测量。 | 5000 毫秒 |
返回查看扭矩
有些连接件在旋入完成前会有一个扭矩峰值。返回查看扭矩可以监控在两个指定角度间隔之间的扭矩值。间隔起始点被定义为旋入完成前的一个角度值,然后就会在指定的角度间隔内监视扭矩值。
因此返回查看扭矩与旋入扭矩限值类似,除非最大和最小限值可以彼此独立定位,并且长度差异能够更好地控制旋入步骤的结果。
参数 | 说明 | 默认值 |
|---|---|---|
返回查看扭矩 | 返回查看扭矩可以监控在两个指定角度间隔之间的扭矩值。 | 关闭 |
最小扭矩 | 返回查看扭矩下限扭矩值。 |
|
最小扭矩偏移 | 返回查看扭矩最小间隔起始前的角度偏差。 | 720° |
最小扭矩长度 | 角度长度定义了柱状图最小扭矩区域。 | 90° |
扭矩最大值 | 达到柱状图扭矩上限时的扭矩值。 |
|
最大扭矩偏移 | 柱状图扭矩最大间隔起始前的角度偏差。 | 360° |
最大扭矩长度 | 角度长度定义了柱状图扭矩最大值区域。 | 90° |
旋入完成
旋入完成设置螺钉是否已经贴合到位。它结束旋入步骤,以便进入拧紧步骤。
参数 | 说明 | 默认值 |
|---|---|---|
旋入完成 | 指定如何控制何时贴合到位。 贴合扭矩:指定旋入步骤结束时的扭矩值。 | 贴合扭矩 |
<At torque> | 定义实现贴合并完成旋入步骤时的扭矩值。旋入完成时的扭矩必须小于多步骤拧紧策略中的第一扭矩或者 TurboTight 拧紧策略中的目标扭矩。 |
|
停止阶段
“停止阶段”将终止拧紧,以松开套筒。
软停止
软停止使得拧紧能够以一种更加符合人体工学的方式停止。
它能使工具不会在 50-300 ms 时间间隔内停止,因为该停止操作时间间隔会让人感觉不适。
参数 | 说明 | 默认值 |
|---|---|---|
软停止 | 打开或关闭软停止。
| 关闭 |
拧松螺钉
通过设置拧松参数,可控制指定拧紧程序的拧松行为特性。指定拧松速度和扭矩以确保螺钉按照预期松开,从而确保无论使用哪种工具,螺钉的螺纹都不会受损。
达到旋出扭矩后,拧松被视为 OK。但是,此时螺钉很可能尚未被完全旋出。此时的螺钉可使用低扭矩转动并且速度也可增加。操作员需要继续拧松直到视为完成。
参数名称 | 说明 | 默认值 |
|---|---|---|
检测扭矩 | 执行拧松操作并产生拧松结果所需的最小扭矩。 | 7% 工具最大扭矩 |
旋出扭矩 | 扭矩低于旋出扭矩时,拧松被视为 OK。 注意!由于螺钉长度不同,系统可能无法确定螺钉何时才完全旋出。这由操作员决定。 | 3.5% 工具最大扭矩 |
反松速度 | 达到旋出扭矩后,获得拧松速度。 | 工具最大速度 |
阶段参数说明
目标扭矩限值
通过设置 Target torque limits (目标扭矩限值),如果某次拧紧的扭矩结果超出指定的扭矩限值,则可以废弃该拧紧。扭矩设置过高可能会导致螺钉因传递屈服点而变形,甚至折断,或者导致螺纹脱扣。扭矩不足会导致夹紧力不足以承受连接件的设计所能承受的力。
参数 | 说明 | 默认值 |
|---|---|---|
扭矩限值 | 如果扭矩结果超出由最小扭矩和最大扭矩所定义的范围,则拧紧操作被视为 NOK。 自动:扭矩限值会自动设置为指定的最小扭矩和扭矩最大值的默认值。 手动:允许手动设置扭矩限值。 | 自动 |
最小扭矩 | 达到扭矩下限时的扭矩值。如果已选定 Manual(手动),则可以输入。 | 目标扭矩的 95% |
扭矩最大值 | 达到扭矩上限时的扭矩值。如果已选定 Manual(手动),则可以输入。 | 目标扭矩的 120% |
参数 Measure torque at (不同条件下测量扭矩)可能具有不同的值。默认是在达到扭矩峰值时测量扭矩。下表列出了可能的参数值。
名称 | 说明 |
|---|---|
最大扭矩值 | 在拧紧时测量最高的扭矩值。 |
达到峰值角度时的值 | 在达到最高角度值时测量扭矩值。 |
切断时数值 | 在进入拐点步骤前测量最后的扭矩值。 |
目标角度限值
在设置目标角度限值后,可以监控拧紧期间螺母是否旋转了所需的角度。
参数 | 说明 | 默认值 |
|---|---|---|
角度限值 | 选择监控角度的拧紧范围(°)。
| 关闭 |
<From torque> | 从设置角度限制范围位置开始的扭矩值。 |
|
<From torque> | 从设置角度限制范围位置开始的扭矩值。 | 目标扭矩的 75% |
最小角度 | 达到角度下限时的角度值。 | 90° |
最大角度 | 达到角度上限时的角度值。 | 720° |
最短时间 | 该步骤的最短时间(毫秒)。从该步骤开始时进行测量。 | 10 毫秒 对于 TurboTight:0 毫秒 |
最长时间 | 该步骤的最长时间(毫秒)。从该步骤开始时进行测量。 | 1000 毫秒 对于 TurboTight:40 毫秒 |
如果目标值为扭矩,则位置 1-4 有效。如果目标值为角度,则位置 5-6 有效。
参数 Measure angle at(角度测量条件)可能具有不同的值。本参数仅适用于为使用的拧紧程序开启角度监控时。默认在达到最大角度时测量此角度。下表列出了可能的参数值。
名称 | 说明 |
|---|---|
达到峰值扭矩时的值 | 在达到最高扭矩值时测量角度。 |
最大角度值 | 在拧紧时测量最高角度。 |
切断时数值 | 在进入拐点步骤前测量最后的角度值。 |
扭矩补偿
使用扭矩补偿,能够更好地确定作用在连接件上的实际夹紧力,并且能够减少施加的夹紧力的分散。
通过参照从旋入完成开始时的规定角度以及计算旋入阶段所用的扭矩值设置扭矩补偿点。之后,通过给目标扭矩添加扭矩补偿点计算出的扭矩值以便在螺钉中形成预载荷时,将进行补偿。
参数 | 说明 | 默认值 |
|---|---|---|
扭矩补偿 | 允许针对旋入步骤中使用的扭矩调整目标扭矩。 关闭:不进行补偿。 开启:手动设置扭矩补偿点。 | 关闭 |
剩余扭矩校正系数
剩余扭矩校正系数这一术语类似于校准,用于调整电气工具测量的动态扭矩和控制工具测量的剩余扭矩。
剩余扭矩校正系数可用于运行 TurboTight 策略和 TensoPulse 拧紧策略的所有工具。它还可用于控制器支持的电池脉冲工具。
当使用不同于 100 的剩余扭矩校正系数时,报告的最终扭矩不再是工具传感器测量的动态扭矩。
动态扭矩测量使用内部扭矩传感器持续测量扭矩。当达到目标扭矩时,工具停止工作,随之评估并报告结果。传感器中测量的最终扭矩受连接条件、工具速度、齿轮和套筒等影响。
在完成拧紧后,测量剩余扭矩。需要将扭矩持续或重新开始拧紧至更高的级别。剩余扭矩决定着接头的夹紧力。
动态扭矩测量具有高度重复性,但在工具类型和工具速度之间可能有所不同。 | 手持式校准扭矩扳手测量剩余扭矩精准度高,但鉴于接头余量、扭矩衰减、摩擦或操作技巧等原因,也存在较高变化。 |
Residual torque correlation factor(剩余扭矩校正系数)用于补偿动态扭矩和剩余扭矩。该系数应通过执行测试决定。多次执行所选的拧紧程序并记录动态扭矩。此外,还手动测量拧紧,以确定剩余扭矩。

可以用剩余扭矩除以动态扭矩计算 Residual torque correlation factor(剩余扭矩校正系数)。Residual torque correlation factor(剩余扭矩校正系数)以百分比形式表示,默认为 100%。这意味着报告的动态扭矩未被修改。
参数 | 功能 |
|---|---|
目标扭矩 | 为采用 TurboTight 策略的拧紧设定工具目标扭矩。 |
最终动态扭矩 | 最终扭矩作为所执行拧紧的结果报告。 |
动态扭矩 | 动态扭矩由参考传感器测量。 |
剩余扭矩 | 所需的剩余扭矩确保理想的夹紧力。 |
剩余扭矩校正系数 | 剩余扭矩和动态扭矩之间的补偿因数 |
可以使用扭矩调整的示例:
选择 TurboTight 策略。应将接头拧紧至 12 Nm,以达到所需的夹紧力。执行以下设置:
设置示例 | 值 | 功能 |
|---|---|---|
目标扭矩 | 12 Nm | 控制器中编设的理想目标扭矩 |
剩余扭矩校正系数 | 100 | 剩余扭矩和动态扭矩之间的补偿因数 |
进行一定次数拧紧。在每次拧紧后,用校准的扭矩扳手检查接头。计算平均值,由此会发现如下结果:
初始参数和结果 | 值 | 功能 |
|---|---|---|
目标扭矩 | 12 Nm | 控制器中编设的目标扭矩。 |
最终扭矩 | 12 Nm | 最终扭矩作为所执行拧紧的结果报告。 |
动态扭矩 | 12 Nm | 源自工具传感器的未补偿测量扭矩。 |
剩余扭矩 | 10 Nm | 利用校准后扭矩扳手或其他测试工具测量的剩余扭矩。 |
剩余扭矩校正系数 | 100 % | 剩余扭矩和动态扭矩之间的补偿因数 |
测试表明,剩余扭矩过低,无法形成所需的夹紧力。计算的剩余扭矩校正系数为 0.83,亦即 83 %。对调整因数进行调节并获得如下结果。
最终参数和结果 | 值 | 功能 |
|---|---|---|
目标扭矩 | 12 Nm | 控制器中编设的目标扭矩。 |
最终扭矩 | 12 Nm | 最终扭矩作为所执行拧紧的结果报告。 |
动态扭矩 | 14.5 Nm | 源自工具传感器的未补偿测量扭矩。 |
剩余扭矩 | 12 Nm | 所需的剩余扭矩确保理想的夹紧力。 |
剩余扭矩校正系数 | 83 % | 剩余扭矩和动态扭矩之间的补偿因数。 |
这表示我们需要将钻头拧紧超过指定目标值,以补偿差值并达到接头所需的扭矩。
务必用同型号工具进行校正并在生产中使用参数配置。
触发器丢失
在程序拧紧阶段的结果评估窗口中,触发器丢失时显示 NOK 开关控制在达到目标条件之前是否允许释放工具触发器。可将设置设为“On”或“Off”。下文描述了两种状态。
开关设置 | 说明 |
|---|---|
开启 | 在达到目标条件前释放触发器将导致 NOK 拧紧。 |
关闭 | 只要满足所有其他条件,在达到目标条件前释放触发器将会实现 OK 拧紧。 |
不支持提前释放触发器的默认行为特性。
供货
触发器丢失的 NOK 可通过以下拧紧策略获得:旋转、快速拧紧步骤、两步、三步和脉冲 - 单步。
对于拧紧策略旋转、快速步骤、两步和三步,仅当程序的目标设置为角度(而不是扭矩)时,触发器丢失设置才可用。
拧紧程序配置 - 常规参数
需要通过点击图形用户界面右下角的“应用”按钮来主动应用对任何部分中的拧紧程序所做的更改。或者,可以通过点击同一位置中的“撤消”按钮来撤消更改。
当离开已经进行更改的部分(通过使用“后退”、“主页”或“结果”按钮)时,将弹出一个警告窗口,在这里可以应用或撤消更改。如果不应用或撤消更改,用户将无法继续。
拧紧程序常规设置可用于通过对拧紧程序命名来设定并管理拧紧程序,进行选择拧紧策略、手动或快速编程模式等常规拧紧设置,以及设定拧紧程序目标值。
有关拧紧参数的更多信息,请参阅“开始阶段”、“旋入阶段”、“拧紧策略”和“停止阶段”。
有关拧松参数的更多信息,请参见拧松螺钉。
名称
使用 Name(名称)栏,给拧紧程序命名。该名称将与拧紧结果一起存储并发送给 ToolsNet(如果适用)。该名称的最大长度为 32 个字符。
策略
策略设定配合拧紧程序使用的拧紧策略。
有关可用策略和相关参数的更多信息,请参阅“拧紧策略”。
目标
“快速拧紧”、“两步拧紧”和“三步拧紧”策略允许选择拧紧的目标扭矩或目标角度值。当激活 TurboTight 时,仅提供目标扭矩选项。
时间监控(用时)
实时监控适用于所有拧紧策略,但转动除外。实时监控在角度限制启用后方可使用。实时监控适用于拧紧步骤的旋入步骤和最终步骤。
在采用 TurboTight 拧紧策略时,为最大限度降低拧紧结束之际意外猛拉造成的风险,须确保启用实时监控功能。
由于处理绘制图需要时间,务必需缩短程序用时与步骤用时之间的差值。这在仅包含一个步骤的程序中特别明显。
在使用 STB 工具时,如果打开了所有监控选项,则不可使用实时监控功能。
附件调校
附件调校可以对工具的前附件进行补偿。可以为每个拧紧程序进行补偿。
操作人员可以热切换附件,然后选择针对特定附件调校的拧紧程序。
附件调校适用于所有传统的策略,但 STwrench 除外。
在 Tightening program settings(拧紧程序设置)中,将Attachment tuning enabled(附件调校启用)设为Yes(是)
单击 Tightening parameters(拧紧程序) > Edit(编辑)
单击启动步骤。
在 Attachment tuning(附件调校)选项下,将Use attachment tuning(使用附件调校)设为 Yes(是)
为Gear ratio(传动比)和Efficiency tuning(效率优化)设定所需的参数(参见下表)。
附件调校 | 说明 | 默认 |
|---|---|---|
附件传动比 | 需要使用附件传动比来补偿角度。 最低要求:0.5 最大:100 套筒转速 = 工具速度/传动比 | 1.0 |
效率优化 | 需要使用附件传动比及效率优化来补偿扭矩。 最低要求:0.5 最大:1.0 例如,0.9 表示 10% 的效率损失。 | 1.0 |
使用批次序列选项卡
控制器特征(例如低反应拧紧策略和其他功能中的控制器范围的功能等)需要通过功能管理系统 (FMS) 分发的许可证。虽然可以在没有特定许可证的情况下配置特征,但分配和使用这些特征将需要在控制器上安装正确的许可证。有关许可证的更多详细信息,请参阅许可证 (FMS)。
批次序列用来按特定的顺序执行指定的拧紧次数。为各批次序列命名。
批次序列设置
批次序列最多可由 99 个批次组成,批次容量最多为 250 次拧紧。批次序列中的批次按所列顺序执行,或者通过使用套筒选择器来决定运行哪个批次。
参数名称 | 说明 | 默认值 |
|---|---|---|
批次序列完成后,工具锁定 | 批次序列计数器等于批次序列大小时,批次序列完成。 开启:工具会被锁定,必须选择拧紧程序或批次序列,才可继续执行拧紧操作。 关闭:完成后,批次序列已准备好重复。 | 开启 |
自由顺序 | 否:如果已配置了批次来执行拧紧操作,则将按所列顺序执行这些经过配置的批次。如果已指定套筒,则在即将执行批次时,系统将会提示提供套筒。 是:经过配置的批次可按任意顺序执行。操作人员必须通过使用套筒选择器,向系统指明执行哪个批次。 当所有连接件均已成功完成时,批次会被视为“完成”。 | 否 |
NOK 数增加 | 尽管拧紧操作被报告为 NOK,但仍然可增加批次计数值。要使最大连续 NOK 工作(可以拧紧单个螺栓的最大次数),必须将 NOK 增量设为No(否)。如果将此参数设为 Yes(是),将使序列进入下一次拧紧。 | 否 |
最大连续 NOK 次数 | 最大连续不正常拧紧 (NOK) 次数是指批次中允许的连续不正常拧紧的最大次数。如果达到 Max consecutive NOK(最大连续 NOK 次数),显示事件Too many NOK tightenings (4020)(不正常拧紧次数过多 (4020))。 | 0 |
拧松递减 | 当前活动批次内的计数器递减已完成的批次不能递减。 从不:设置关闭。当在活动批次中执行拧松时,计数器不递减。 始终:批次计数器在执行拧松时递减。 最后拧紧 OK 时:如果前面的拧紧是 OK 的,则批次计数器在执行拧松时递减。 | 从不 |
顺序中断计时器 | 开启:选定批次序列可以在规定时间限制范围内中断 关闭:选定批次序列不能中断。 | 关闭 |
中断时间 (10-600) | 选定批次序列可以中断的秒数范围。 | 10 |
批次配置
设定批次,以使用同样的拧紧程序来执行指定的连续拧紧次数。必须为批次指定拧紧程序和批次容量,才可运行批次。
参数 | 说明 |
|---|---|
拧紧程序 | 要在批次中使用的拧紧程序。 |
批量大小 | 批次将要执行的拧紧次数。 一个批次的最大拧紧次数为 250。 批次容量为 0 表示批次的拧紧次数无穷大。 |
识别码数字 | 在使用套筒选择器时,此套筒位置用于激活批次。 |
使用来源选项卡
控制器特征(例如低反应拧紧策略和其他功能中的控制器范围的功能等)需要通过功能管理系统 (FMS) 分发的许可证。虽然可以在没有特定许可证的情况下配置特征,但分配和使用这些特征将需要在控制器上安装正确的许可证。有关许可证的更多详细信息,请参阅许可证 (FMS)。
用作拧紧任务的外部信号在来源菜单中配置。来源为与虚拟站点相连的附件或同类附件。提供两类来源任务:
来源拧紧任务
来源批次任务
来源拧紧用于选择单个拧紧程序。
来源批次用于选择批次序列 - 一系列拧紧程序。
有关选择任务的更多信息,请参见将任务分配给虚拟站点。
来源拧紧
拧紧菜单显示来源拧紧配置的列表。通过进入相关的虚拟站点选项卡并选择任务、选择任务可以将单独的列表与虚拟站点关联。在此可以将来源选为任务。来源拧紧将特定拧紧程序与识别编号关联。当将标识符编号发送至控制器(通过外部数字信号或在使用套筒选择器的情况下提升选择器中的相应套筒),关联程序将一直运行,直至发送不同的信号(或捕获到套筒)。不存在批次计数。
可以在控制或确认模式下设定来源拧紧列表。
当设为控制时,外部来源通过请求识别编号选择拧紧程序。如果是套筒选择器,将标识符编号关联到套筒选择器中的相应套筒,通过抬升套筒选中拧紧程序。
在确认模式下,不得将套筒选择器用作控制来源。在此模式下,将识别编号关联至拧紧程序和特定套筒(在列表新增列中予以指明)。当(通过外部信号)请求识别编号时,在套筒选择器中弹出相应套筒提示;在操作员抬升套筒(禁用其他套筒)时,会启用拧紧程序。如果未指定套筒(即在套筒列设为 0),将直接启用拧紧程序并忽略套筒状态。
Power Focus XC 最多可存储 1,000 个源拧紧程序。
此部分内容
创建来源拧紧
需要通过点击图形用户界面右下角的“应用”按钮来主动应用对任何部分中的拧紧程序所做的更改。或者,可以通过点击同一位置中的“撤消”按钮来撤消更改。
当离开已经进行更改的部分(通过使用“后退”、“主页”或“结果”按钮)时,将弹出一个警告窗口,在这里可以应用或撤消更改。如果不应用或撤消更改,用户将无法继续。
进入 Sources(来源)菜单,然后在左侧导航中选择 Tightening(拧紧)。
单击工作区右上部的加号(+)图标。
给“来源拧紧”命名并选择正确的 Selector mode(选择器模式)(无论控制或确认,取决于所需的内容)。
在创建新的来源拧紧时,默认只提供一个可编辑的标识符号。在页面底部,点击 + 图标,添加更多。
给每个项分配一个标识符编号。
如果使用套筒选择器,标识符编号对应套筒选择器中的位置,标识符编号 1 对应套筒选择器内的套筒编号 1。
单击 Program(程序)并从拧紧程序列表选择,选择与每个标识符编号相关联的拧紧程序。
最大连续异常次数
可以设置每次“来源拧紧”或“来源拧紧”中包含的每个单独程序的最大连续异常次数。
设置每次“来源拧紧”的最大连续异常次数
将每个程序的最大连续异常次数设为否
设置最大连续异常次数字段中的值。
设置每个程序的最大连续异常次数
将每个程序的最大连续异常次数设为是
对于标识符选择器配置部分中的每个程序,请设置最大异常次数一列中的值。
来源批次序列
来源批次配置请参见“来源”菜单的批次选项。
控制器经配置后可选择基于标识符编号或标识符字符串的批次序列。
输入 | 说明 |
|---|---|
识别码数字 | 编号应为正整数,其可能来自附件或外部控制实体。 |
标识符字符串 | 字符串必须由 ASCII 字符组成,可以来自扫码枪或外部控制实体。 |
创建来源批次
进入 Sources(来源)菜单,然后在左侧导航中选择Batch sequence(批次序列) 。
单击工作区右上部的加号(+)图标。
给来源批次命名
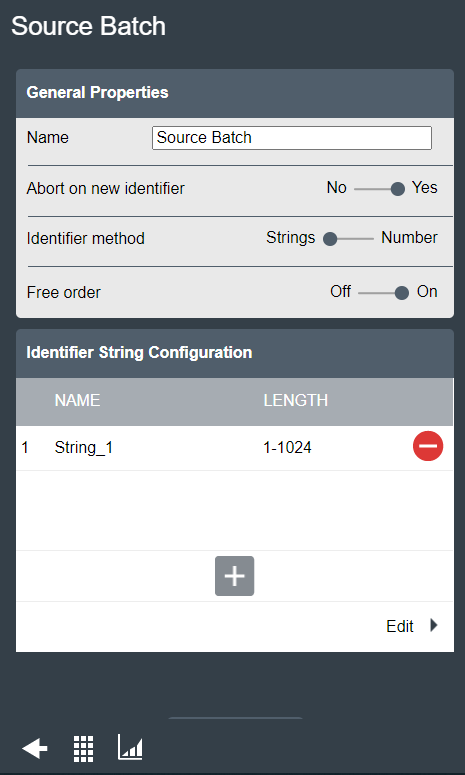
如果扫描新的标识符字符串中止之前扫描,将中止新的标识符设为是。
选择 Identifier method(标识符方法)(文本字符串或数字串数)
将 Free order(自由顺序)设置为 On(开),如果需要以任何顺序扫描字符串。
标识符字符串可以由最多 4 个不同的字符串组成。如果自由顺序设置为“否”,则必须以特定的顺序扫描字符串,系统才能识别。
如有必要可点击 Identifier string configuration(标识符字符串配置)部分的加号(+)图标添加标识符字符串。
为需要更改属性的标识符字符串点击 Name(名称)标签(弹出窗口)。可以为字符串指定以下属性:
名称 - 字符串的名称
长度 - 字符串的长度。有关连接字符串的更多信息,请参见组合标识符字符串。
有效位的作用是,将字符串组合成您预定义的字符串时,定义读取条码字符串中的哪个字符。有效位的数量必须与预定义字符串中的字符数量相同。
保存位的作用是,指明保存来源批次中使用的每个字符串哪些部分,以及如何在日志中进行反映。在此字段中,指明需要在字符串中保存的位置。位置可能只构成整个字符串的一部分。如果字段留空,将保存整个(相连)字符串。下表只显示保存位组合的部分示例。
保存位值用逗号分开(不带空格),范围使用连字符指明。
标识符字符串
位置
字符串 1:1234567
1-7
字符串 2:abcdef
8-13
字符串 3: GHIJKL
14-19
字符串 4:890
20-22
保存位示例 已保存的位置
保存结果
(空)
1234567abcdefGHIJKL890
1-3,9,11,15,20-22
123bdH890
8-12,1-7,19,20-21 将自动变更为:1-12,19-21
1234567abcdeL89
字符串属性窗口中的 ID 字段无法修改,只能用于在不同字符串之间导航。
将自由顺序设置为开时可能发生错误,不同字符串的长度出现重复。此时,扫描顺序不会启用拧紧程序。如需修复该错误,将自由顺序设置为关,或者调节字符串长度。
单击 Edit(编辑)。
在编辑窗口中,指明应将哪些字符串(在 字符串包含列中)与哪些批次序列(在激活列中)关联在一起。单击底部的加号(+)号图标,添加更多字符串。
键入“字符串中包含”时可使用通配符。通配符可以用于字符串中的任何位置。模糊匹配结果不会启用批次序列。
通配符是 .(句号)
相关信息
配置有效位,以读取条码字符串
条形码字符串中的位与 1 到 1024 之间的一个数字相关。字符串的第一位是 1,最后一位是 1024。
说明 | 分辨位 | 有效配置 | 与预定义字符串匹配的条码字符串 |
|---|---|---|---|
顺序排列分辨位 | 1,2,3,7,8 | 确定 | ABCGH |
以可选顺序排列分辨位 | 7,1,2,3,8 | 确定 | GABCH |
数字范围 | 1-3,7-8 | 确定 | ABCGH |
组合标识符字符串
用于匹配的标识符字符串由最多四个来自工厂管理系统的字符串组成,或者由最多四个需要组合成一个字符串的条形码枪输入组成。
添加和删除按钮用于管理有多少字符串被组合。提供以下参数:
参数 | 说明 |
|---|---|
名称 | 字符串应为指定名称。 |
长度 | 字符串的长度应已知且须输入。这对能够组合正确的字符串标识符十分重要。 |
分辨位 | 组合字符串中的分隔号位置或范围(由连字符分开)供匹配使用。 |
已保存的位置 | 将被保存到结果的字符串中的逗号分隔位置或范围。 |
如果使用多个标识符字符串,则执行以下步骤:
选择添加按钮,在表中创建新条目。
为字符串命名。
输入字符串的长度。
对要添加的每个字符串重复步骤 1-3。最多可以组合四个字符串。
每行中的“开始-结束”参数定义将在匹配过程的下一步使用的组合字符串标识符中的各字符串位置。
使用标识符字符串作为输入执行任务选择过程:
定义字符串中要激活的位置。
输入有效位以定义标识符字符串中将用于匹配的位置。此类位置必须以逗号分隔或按范围排列。
使用工具选项卡
必须将一个工具连接到控制器,使工具菜单显示信息。
工具信息
工具信息视图包含用来为维修人员提供关于连接到控制器的工具的准确信息以便其提供足够帮助和支持的信息,或者为操作人员提供哪种工具已连接到控制器的信息。
信息 | 说明 |
|---|---|
型号 | 工具型号名称。 |
最大扭矩 | 工具可以针对拧紧使用的最大扭矩。 |
最小速度 | 工具的最小旋转速度。 |
最大速度 | 工具的最大旋转速度。 |
最小最终速度 | 工具的最小最终旋转速度(仅适用于 BCP/BCV-RE 工具)。 |
最大最终速度 | 工具的最大最终旋转速度(仅适用于 BCP/BCV-RE 工具)。 |
齿轮比 | 输入齿轮角速度与输出齿轮角速度的比。 |
序列号 | 需要产品说明的正确版本时,可能需要提供工具的序列号,以便获取正确的备件或维修说明。 |
软件版本 | 工具软件版本。 |
产品号 | 工具的产品号或订购号。 |
工具 TAG 信息
只有工具类型为 STwrench 时,才提供工具 TAG 信息。
信息 | 说明 |
|---|---|
TAG ID | 将可编程的 RFID TAG 识别码数字编程到端部配件工具(套筒)中。 |
扭矩校正系数 | 在特定情况下,可能需要扩展项来安装此应用.此时,应补偿扳手测量值以显示正确值。 如要计算校正系数,请参考最新版本的《STwrench 用户指南》(印刷品编号 9836 4134 01)。 参数存储在端部配件工具的 RFID TAG 中。 |
角度校正系数 | 在特定情况下,可能需要扩展项来安装此应用.此时,应补偿扳手测量值以显示正确值。 如要计算校正系数,请参考最新版本的《STwrench 用户指南》(印刷品编号 9836 4134 01)。 参数存储在端部配件工具的 RFID TAG 中。 |
额定扭矩 | STwrench 的 smartHEAD 包含扭矩传感器并定义扳手额定扭矩。更多信息,请参考最新版本的《STwrench 用户指南》(印刷品编号 9836 4134 01)。 |
工具连接
工具连接区域显示与工具相连的虚拟站点。
工具健康状态
健康状态视图包含工具温度有关的信息。
工具温度
工具温度(带线工具和电池工具)通过 Power Focus XC 持续监控。支持的温度单位为摄氏度 (°C) 和华氏度 (°F),默认单位为摄氏度。可以在两个单位之间切换,无需重启控制器。当工具电机温度或工具电子设备温度超过最大温度时,将锁定工具并显示一条警报 (2014)。当工具温度低于温度限值时,系统会自动解锁工具。
工具温度功能不适用于 STwrench。
监控工具温度
用户通过显示器或 Web GUI 可以查看最近测量的工具电子设备及工具电机的温度,以及测量时的具体时间。
在主视图上,点击“工具”选项卡。
工具电子设备温度和工具电机温度均列在健康状态栏下。
对于脉冲工具,还列出了工具脉冲单位温度。单击任一条目,可查看峰值温度及时间戳的列表。
工具维护
工具存储保养周期数并统计在需要进行工具维护或保养之前可执行多少次拧紧。
设置维护警报
在主视图中,点击设置选项卡,然后选择工具。
将保养指示警报设为开启。
返回主视图,点击“工具”选项卡,然后选择您要为其设置警报的工具。
将数值输入保养间隔框。
保养间隔只能设为 10000 的倍数。除了 10000 倍数以外的任何数字都将四舍五入到 10 000 的最接近倍数。
在使用脉冲工具时,将同时设定拧紧次数和脉冲数的保养周期。无论率先达到哪个周期,都将触发警报。
区域 | 说明 |
|---|---|
上次保养 | 执行上次保养的日期和时间。上次保养日期在维修车间设置。Last service date(上次维修日期)被设定为 Reset service count(重设维修次数)按钮按下时的当前日期和时间。 |
自保养以来的总拧紧次数 | 自工具第一次使用以来,由工具执行的拧紧总次数。该数值在维修时可用,并将一直保持到下一次维修。 |
剩余拧紧数 | 到下次保养前剩余的拧紧的总数。 |
保养间隔 | 两次维修事件间将要执行的拧紧次数。可以设为 10000 的倍数。 |
自保养以来的总脉冲 | [仅限脉冲工具] 自工具第一次使用以来由工具执行的拧紧总次数。该数值在维修时可用,并将一直保持到下一次维修。 |
剩余脉冲 | [仅限脉冲工具] 到下次保养周期前剩余的脉冲总数。 |
保养间隔 | [仅限脉冲工具] 在两次保养间执行的脉冲数。可以设为 10000 的倍数。 |
重置保养计数器 | 重设保持拧紧计数器并将上次维修日期设定为当前日期。 |
重置保养数据 | [仅限脉冲工具] 重置 Remaining tightenings(剩余拧紧)计数器以及机油状态并将 Last service date(上次维修时间)设为当前日期。 |
工具校准
工具校准用于控制工具如何与参考传感器相对应。
工具内存中存储的校准值用于调整工具的扭矩传感器提供的扭矩值,以使正确的扭矩值能够显示在 web 或手机 GUI 中。web 或手机 GUI 还会显示上次校准工具的日期。
字段 | 说明 |
|---|---|
上次校准日期 | 最近执行校准的日期和时间。 |
校准值 | 校准依据的扭矩值。 |
下次校准日期 | 下次需校准工具的日期。 |
准备校准
确保设定好工具和控制器来执行拧紧操作。
使用 STa6000、STpad 或 JSB Bench 等扭矩参考传感器来设置工具。
有关设置说明,请参阅扭矩参考传感器的用户指南。
选择一个拧紧程序,其目标扭矩与您的工具正常使用的拧紧相对应。
有关如何设置并激活合适的拧紧程序,请参阅指南中的基本拧紧设置。
校准工具
使用以下公式,根据控制器和扭矩参考传感器的扭矩读数计算出用于工具的校准值:
新标定值 = 旧标定值 × 平均值(参考值 / Power Focus 值)
在主视图中,点击“工具”选项卡,然后选择要校准的工具。然后,转到校准。
将发现的原先校准值记录在校准值文本框中。
请至少进行三次拧紧操作,并使用从控制器和参考传感器(ACTA 或类似传感器)中读取的扭矩值来计算平均扭矩值。
使用新校准值等式计算新校准值。
将计算出的数值输入校准值文本框并点击应用,将新校准值存储在工具存储器中。
完成校准后,执行拧紧以确认新值是正确的。
QA 校准
在主视图上,前往工具选项卡,在左窗格上选择 QA 校准。
修改 QA 校准窗口中的参数并选择应用以实施更改。
参数
说明
启用
开启:启用外部工具配置选项
关闭:禁用外部工具配置选项。
虚拟站点
选择省略号图标以将工具连接至虚拟站点。
连接类型
通过 TCP 端口连接
或者
通过 COM 端口连接。
COM 端口
当连接类型 COM 端口被选定时可见。
显示包含可用 COM 端口的下拉列表。
TCP 端口
当连接类型 TCP 端口被选定时可见。
显示 TCP 端口,预先生成。
使用 STa6000 或 STpad 校准工具
连接 STa6000/STpad
STa6000/STpad 可以通过两种方式连接到控制器:
正在连接到 STa6000
连接 | 备注 |
|---|---|
COM 端口 | 使用 ACTA 串行电缆将 Atlas Copco USB 转串口适配器连接到控制器的 USB 端口。使用 USB 电缆将 STa6000 连接到串口适配器。 |
以太网端口 | 在 STa6000 和控制器的工厂以太网端口或工厂网络之间连接网线。 |
连接 STpad
连接 | 备注 |
|---|---|
COM 端口 | 使用 ACTA 串行电缆将 STpad 连接到控制器的 COM 端口。 |
以太网端口 | 在 STa6000 和控制器的工厂以太网端口或工厂网络之间连接网线。 |
通过 STa6000 或 STpad 执行 QA 校准
确保工具已连接并分配给控制器上的虚拟站点。
单次拧紧程序不能用于校准目的。确保选择了批次程序。
在主视图上,点击“工具”选项卡。然后点击 QA 校准,将 QA 校准设为开启。
选择要校准的工具所连接的虚拟站点,然后选择要使用的连接类型(COM 端口的 TCP)。
请注意,通讯的默认端口是 4561
将 STa6000/STpad 连接到控制器,并选择正确的虚拟站点。
从 STa6000/STpad 开始校准。
STa6000/STpad 将请求控制器信息,包括工具信息和拧紧程序。
执行拧紧。当校准装置检测到拧紧时,它将向控制器请求拧紧结果。
重复上述步骤,直到批次中的所有拧紧都已执行。
完成后,STa6000/STpad 将创建一个报告,并为该工具计算新标定值。
在 STa6000/STpad 中选择存储以将新标定值发送到控制器,然后将其写入工具。
在校准过程中,如果更改了拧紧程序,或者更新了序列/批次,则校准被终止。
用于校准的批次大小没有限制。但是,STa6000 只能用两位数字来显示批次大小。因此 STa6000 上的计数器读数 00 表示 100。
完成校准后,执行拧紧以确认新值是正确的。
工具诊断
在诊断中,可以运行:
传感器跟踪
诊断测试
传感器跟踪
要诊断工具、角度或扭矩传感器,可以在工具菜单中启动传感器跟踪会话。传感器跟踪会话的时间超过 20 分钟。超时前 5 分钟显示警告,然后可以延长或停止会话。
传感器跟踪仅适用于电缆工具。
一次只能为每个工具和控制器启动一个传感器跟踪会话。
启动传感器跟踪会话
在主页 窗口中,选择工具。
选择电缆工具和诊断中的传感器跟踪。
开启启动传感器跟踪。
工具角度、扭矩和速度将显示。
工具角度 | 自传感器跟踪会话开始或自上次重置以来,工具转动了多少度。 |
扭矩 | 读数:扭矩的瞬时值。 |
速度 | 读数:速度的瞬时值。 |
诊断测试
为了查明工具是否正常工作,可以对该工具进行诊断测试。可以运行的测试类型取决于连接的工具。可以运行三种不同类型的测试:
自动生产测试:用户无需执行任何操作。
无确认的手动测试:用户必须在测试期间完成一些任务。
有确认的手动测试:用户必须对工具的行为进行监控并给出反馈。
一次只能为每个控制器启动一个诊断测试。
当诊断测试启动时,会锁定其他客户端的会话。诊断测试会话的时间超过 20 分钟。超时前 5 分钟显示警告,然后可以延长或停止会话。
自动生产测试 | 无确认的手动测试: | 有确认的手动测试: |
|---|---|---|
|
|
|
启动诊断测试会话
在主页 窗口中,选择工具。
选择电缆工具和诊断中的诊断测试。
开启诊断测试。
选择您要运行的测试。
按照屏幕上的说明执行安装。
所有测试结果均以绿色或红色显示。
如果在 20 秒内没有进行任何操作,诊断测试将超时。
当测试会话结束时,将显示诊断测试结果。
如果离开诊断测试页面,结果将消失!
要导出测试结果,请选择导出按钮。
零位
该配置使系统在执行每个拧紧或序列时总是返回到原始起始位置。手持式和固定式的每个工具的零位都是单独设置的。零位设置工具的当前位置。在正在进行的拧紧或序列过程中,无法设置零位。
设置零位。
在主页视图中,选择工具。
在右侧菜单中依次选择电缆工具和零位。
选择设置。工具的当前位置将被设置为零位。
工具电机调谐
电机调谐可调整工具的电机控制单元,以优化性能并最大限度地减少损失。
对于电缆工具,应对每个特定的控制器和工具组合执行电机调谐。STB 工具可以转移到另一个控制器,无需执行新的电机调谐。
执行电机调谐前,确保工具连接到虚拟站点并且控制器设置为执行拧紧。
电机调谐需要大约 1 分钟的时间来执行,并且在完成之前会按顺时针 (CW) 和逆时针 (CCW) 方向旋转转轴。
对于配置了开放端齿轮前附件 (GFA) 的工具,在执行电机调谐之前,请从工具上拆下开放端延长件。
执行工具电机调谐
在主视图上,选择工具选项卡。然后选择要执行电机调谐的工具并进入电机调谐。
选择执行,然后按工具上的触发器。
选择 OK 以开始电机调谐。
按照屏幕提示操作并按下工具触发器,直至完成工具调谐。
如果电机调谐成功,会显示一个 OK 事件。
如果电机调谐不成功,或者工具触发器在电机调谐完成之前已被松开,则会显示一个 NOK 事件。
前端配置
配置工具以使用正确的前端附件。
转到主菜单中的工具,然后选择电缆工具 > 前端配置。
选择前端类型。
如果选择了开放端,可以设置下列参数:
使用开放端工具前,确保工具头和工具主体已正确组装和配置。否则,工具可能会在错误的方向上运行,并且开放端头中的机械止动块可能被损坏。
设置
说明
反转电机方向
可用于开放端和闭合端。
关闭:默认
开启
拧紧方向
顺时针:默认
拧紧方向设置为顺时针。
逆时针
拧紧方向设置为逆时针。
定位限值
手动
设置扭矩定位限值。
自动:默认
扭矩定位限值自动设置为最大扭矩的 2%,但至少为 2 Nm。
选择应用以设置配置。工具将重启。
执行开放端调整。
对于配置了开放端齿轮前附件 (GFA) 的工具,开放端调整功能可用。该功能计算工具和延长件组合的真实传动比,并将其保存到工具中。调谐大约需要执行 2 分钟。
开放端调整完成后,必须在连接了开放端延长件的情况下校准工具。
选择执行,然后按工具上的触发器。
按照屏幕提示操作并按下工具触发器,直至完成开放端调整。
如果开放端调整成功,将显示一个 OK 事件。
如果开放端调整不成功,或者工具触发器在调整还未完成之前已被松开,则将会显示一个 NOK 事件。
将无线工具与控制器配对
Power Focus XC 仅支持无线工具与控制器接口的基础设施模式。通过控制器工厂端口或本地接入点进行访问。
将机电扳手与控制器配对的方式与其他无线工具不同,并且需要将 MWRKit 连接到控制器。有关更多详细信息,请参阅工具的产品说明。
IRC-W 基础设施工具是使用工厂的无线基础设施连接到控制器的工具。工具配置、ADHOC 或基础设施模式在 ToolsTalk Service 2 中设置。
使用虚拟站点选项卡
虚拟站点在虚拟站点菜单中配置。
虚拟站点是物理站的软件抽象化表述,可以设置为使用特定的工具并使用工具远程执行不同的任务。
在 Power Focus XC 中,每个控制器可以设置 6 个虚拟站点。每个虚拟站点都可以与一个工具及一个或多个附件连接。
通过使用虚拟站点,操作员可以使用相同的控制器操作多个工具和运行不同的任务。可以将一个线缆工具和多个 STB 工具同时连接至控制器。
配置不同的工具时,确保启动来源中选定的启动信号与选定的工具匹配,并且选定的任务可以在特定工具上运行。
在可以开始拧紧前,应在虚拟站点菜单中选择一个任务。任务为以下三种类型任务中一种:
拧紧程序
批次序列
源
可以由操作员手动选择或通过外部信号选择。
创建虚拟站点
在主视图上,前往虚拟站点选项卡,选择屏幕右上角的加号图标。
编辑名称和其他参数。
创建的虚拟站点列表将按创建的顺序显示。
控制器特征(例如低反应拧紧策略和其他功能中的控制器范围的功能等)需要通过功能管理系统 (FMS) 分发的许可证。虽然可以在没有特定许可证的情况下配置特征,但分配和使用这些特征将需要在控制器上安装正确的许可证。有关许可证的更多详细信息,请参阅许可证 (FMS)。
如果在分配工具时无可用的工具配置,将会自动创建新的工具配置并将其分配给虚拟站点。
此自动创建的工具配置将把“启动源”设为 Trigger only(仅限触发器)并将“图示绘制”设为Off(关)。对 STB 工具而言,“启动请求”将设为 On.(开)。
删除虚拟站点。
在主视图上,前往虚拟站点选项卡,并在左窗格上选择要移除的虚拟站点。
选择参数的虚拟站点列表底部的删除图标。
将许可证分配至虚拟站点
要使虚拟站点工作,需要为其分配虚拟站点类型许可证。
选择虚拟站点菜单,然后选择要分配许可证的虚拟站点。
在许可证部分,选择虚拟站点类型字段中的箭头
更改许可证类型窗口出现。
选择要分配给虚拟站点的虚拟站点类型。
[如果需要分配其他虚拟站点特征],请在特征字段中选择编辑。
选择特征窗口出现。
选中要分配给虚拟站点的所有特征,然后选择确定。
从虚拟站点取消分配许可证
选择虚拟站点菜单,然后选择要从中取消分配许可证的虚拟站点。
在许可证部分的虚拟站点类型字段中选择许可证的名称。
更改许可证类型窗口出现。
选择您想要取消分配的已分配虚拟站点类型的名称。
更改许可证类型关闭,虚拟站点类型字段将显示无。所有特征也将从控制器中删除。
删除虚拟站点后,与该虚拟站点关联的许可证将自动返回到池中。
将工具连接到虚拟站点
虚拟站点只可连接一个工具。与控制器相连的工具中只有一个工具可以是电缆工具。添加的虚拟站点可以将匹配的无线工具连接至控制器。
除工具外,每个虚拟站点还需一个工具配置。可在 配置(配置)创建工具配置。
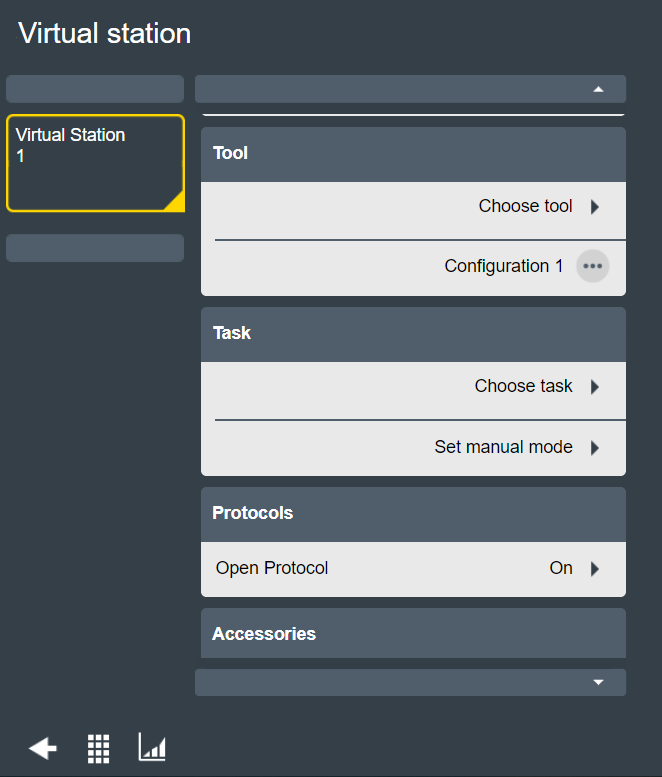
转至虚拟站点菜单并点击要连接工具的虚拟站点。
在工具区域,点击选择工具以打开可用工具的列表。
或者,如果已选择工具,点击Change tool(更改工具),打开可更改的工具列表。
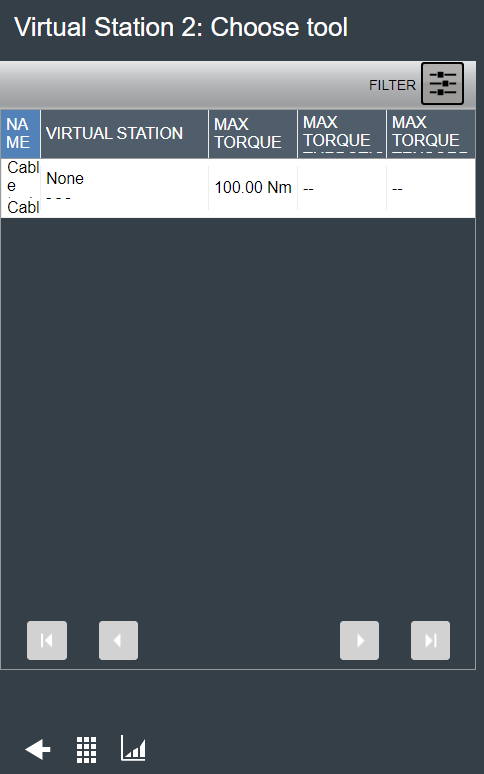
在可用工具的列表中,点击要连接至虚拟站点的工具。
不可用的工具将以灰色显示。要连接此类工具,首先必须将其与对应的虚拟站点断开。
当连接新的工具时,需附上工具配置。如果有多个可用的配置,则会显示工具配置列表。
要替换虚拟站点的工具配置:
单击当前配置名称旁的箭头图标。
从列表中选择另一个配置。
不得取消选择配置,只可以选择另一个可用的配置。
在虚拟站点中配置任务窗口
选定的任务可以是运行一个拧紧程序、运行一个批次序列或者使用Sources(来源)菜单中配置的来源启用此任务。
可以从控制器监控任务,并且任务结果可以与操作中可能发生的任何事件一起显示。
此部分内容
在虚拟站点中配置手动模式
当工具处于锁止模式时,虚拟站点手动模式用于执行任务。在工具因某些原因锁定时(比如因为工具超出 TLS 规格),仍可能需要用工具执行某些任务,如执行紧急工作。通过配置虚拟站点手动模式,用户可以确定在输入手动模式(进入信号)时发送的何种信号、在手动模式(二级任务)下执行的具体任务以及在离开手动模式(离开信号)时发送的何种信号。
鉴于不同用户所需的环境有所不同(即根据进入和退出及执行的任务发送哪些信号),各虚拟站点手动模式可完全配置。
配置包含三个要素:进入信号、离开信号和二级任务(注意:主任务是指分配到 Task(任务)下的虚拟站点的“自动”任务)。
进入虚拟站点菜单,单击要配置的虚拟站点,然后在任务下点击设置手动模式
在手动模式配置页面下,设定二级任务。这将确定哪些任务应在手动模式下运行。
如果未设定二级任务,将在手动模式下使用主任务。
可以为二级任务设置所有任务类型(拧紧、批次序列、来源),就像设置主任务那样。
单击 Entering(进入)一节下方的加号(+)图标,设定要发送的输入信号。参见下方输入信号的参数。
点击离开一节下方的 + 图标,设定要发送的离开信号。参见下方离开信号的参数。
对于进入和离开,存在设定 99 个信号的限制。
此部分内容
进入和离开信号
进入和离开信号的参数相同。
有两种信号类型:布尔和整数/字符串类型。对于布尔类型信号,使用 On/Off(真/假)开关。对于整数/字符串类型信号,使用文本字段指明 (I/O) 信号或字符串。
信号 | 类型 | 默认值 |
|---|---|---|
中止序列 | 布尔 | 关闭 |
确认事件 | 布尔 | 关闭 |
激活工具扫码枪 | 布尔 | 关闭 |
清除结果 | 布尔 | 关闭 |
禁用开放协议命令 | 布尔 | 关闭 |
禁用工具扫码枪 | 布尔 | 关闭 |
动态批次大小 | 整数 | 0 |
外部标识符 | 整数 | 0 |
外部监控 [1-8] | 布尔 | 关闭 |
工具绿色 LED 指示灯闪烁(外部协议) | 布尔 | 关闭 |
通用 IO [1-10] | 整数 | 0 |
动态批次大小 ID | 整数 | 0 |
重置批次 | 布尔 | 关闭 |
重置批次序列 | 布尔 | 关闭 |
重置双稳态继电器 | 布尔 | 关闭 |
重置过多 NOK | 布尔 | 关闭 |
选择输入 | 整数 | 0 |
设置双稳态继电器 | 布尔 | 关闭 |
解锁工具开启完成 | 布尔 | 关闭 |
解锁工具开启禁用 | 布尔 | 关闭 |
在虚拟站点中配置协议窗口
在虚拟站点菜单中的协议选项卡下,您会找到可用通信协议的列表,具体视当前使用的许可证而定。开放协议适用于所有许可证。
要通过开放协议访问功能,须定义各虚拟站点的唯一端口。
将“开放协议”开关设为开。
输入服务器端口号。
输入通信超时值,以秒为单位(15~60 之间)。
输入 PLC 索引值(1~6 之间)。
PLC 索引用于映射共享内存中要写入开放协议命令的位置。默认值为 1,但可以输入数值 1 到 6
当与客户连接丢失时,选择要应用的操作。
当出现连接错误时,断开设置会控制应用的操作:
无 - 拧紧程序如常继续。
锁定工具 - 工具在正常完成当前拧紧操作后锁定。
未分配任务 - 在完成进行中任务后终止拧紧。但不适用于常规拧紧程序或批次序列,其中将在完成操作后删除任务。
始终锁定工具 - 工具在完成当前拧紧操作后锁定,无论结果如何。
使用旧计数器
旧有计数器设置对序列中所有拧紧的次数进行计数,并将该次数输出到二次系统。如要启用该设置,将使用旧有计数器设为是。
MID2500 拧紧程序
使用此设置,可以从列表中选择 MID2500 拧紧程序。
准备就绪后,点击或选择应用。
在虚拟站点中配置附件窗口
有关如何从虚拟站点连接和断开 QIF 附件,请参阅将 QIF 附件连接到虚拟站点和将 QIF 附件从虚拟站点断开。
要通过附件的 I/O 诊断功能进行故障排除,请参见数字信号诊断。
数字信号诊断
诊断工具在部署和故障排除控制器过程中极其有用。它可用于虚拟站点菜单中的设备配置的信息标签下的分析。
控制器可采用正常模式或诊断模式运行。在正常模式下,数字输入和输出信号正常运行,并且向内部控制器逻辑和外部附件或控制器发送。
诊断模式分为监控模式和强迫模式。在监控模式下,信号正常运行,但提供信号行为的现场监控。在强迫模式下,控制器内部逻辑与外部附件之间的连接开启,并且输入和输出信号可以强迫变为想要的状态。
每次可以为一个设备诊断数字信号。
诊断配置
针对特定附件的诊断可通过针对附件的虚拟站视图中的信息选项来获取。
访问诊断配置:
在主视图上,前往虚拟站点选项卡,在左窗格上选择虚拟站点。
前往附件窗口,选择信息,然后选择诊断。
采用开关激活监控模式或强迫模式。
输入信号和输出信号的状态可在各自的选项卡下获取。
每次只可以从单一用户或功能访问诊断。如果诊断已被使用,屏幕上会显示信息消息。
常规操作
在常规操作模式下,外部输入信号传送给内部控制器逻辑并且控制器外部信号传送给外部目标,没有任何来自诊断模块的干扰。
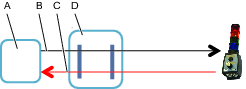
A | 控制器内部状态机器和逻辑功能 |
B | 数字输出信号路径 |
C | 数字输入信号路径 |
D | 诊断模块 |
监控数字信号
在诊断模式中,可以监控所有传送至控制器内部逻辑并从控制器内部逻辑传输的信号。信号分接头在诊断模块中连接,并且信号状态在 Web 图形用户界面或控制器图形用户界面中显示。
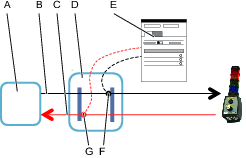
A | 控制器内部状态机器和逻辑功能 |
B | 数字输出信号路径 |
C | 数字输入信号路径 |
D | 诊断模块 |
E | 用户界面 |
F | 输出信号分接头 |
G | 输入信号分接头 |
强迫数字信号
在诊断模式中,可以使所有传送至控制器内部逻辑并从控制器内部逻辑传输的信号进入所需状态。信号线在诊断模块中打开。输入和输出信号均可从用户界面被强迫到稳定状态。用户接口既可以是 Web 图形用户界面,也可为控制器图形用户界面。
虽然信号被强迫,但控制器正常运行。当离开诊断模式和强迫模式时,所有信号都被设定为控制器的当前操作状态。这可能导致数字输出的状态改变,从而造成不必要的行动。
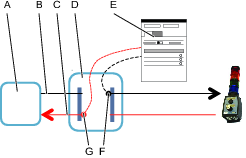
A | 控制器内部状态机器和逻辑功能 |
B | 数字输出信号路径 |
C | 数字输入信号路径 |
D | 诊断模块 |
E | 用户界面 |
F | 强迫输出信号插入点 |
G | 强迫输入信号插入点 |
使用配置选项卡
工具配置
在主视图中,前往配置选项卡并选择左窗格中的工具配置,以配置工具上可用的附件功能。
根据工具类型的不同,将提供不同的功能。
在工具上配置附件功能
在配置窗口中,选择按工具类型筛选。然后,选择相关的工具。
在配置窗口上,选择编辑以配置相关功能。
不得删除指定给虚拟站点的配置。
如果可用,通过选择相应字段上的省略号图标来配置功能按钮、LED 环、方向开关、蜂鸣器和振动器。
每个字段显示一个数字,对应于特定功能的编号(例如,1 对应于功能按钮,2 对应于 LED 环,3 对应于方向开关,4 对应于蜂鸣器,5 对应于振动器)。如果可用,请根据客户需求配置常规设置、启动条件和对应窗口的附件总线。
功能按钮配置
使用工具上的功能按钮可控制多达 6 个可用输入信号。按钮的三种可能条件状态结合方向开关的两种可能状态使用。
功能按钮状态 | 方向开关状态 |
|---|---|
推一次 | 顺时针 |
推一次 | CCW |
推两次 | 顺时针 |
推两次 | CCW |
按下 | 顺时针 |
按下 | CCW |
两个可配置参数控制推动时间。
参数 | 说明 | 默认值 |
|---|---|---|
推动检测间隔 | 推一次:按下按钮和松开按钮的最大推动时间间隔(毫秒)。 | 300 毫秒 |
下次推送间隔 | 推两次:首次推动后松开按钮和再次按下按钮的最大时间间隔(毫秒)。 | 300 毫秒 |
工具 LED 的配置
工具 LED 有以下功能:
前置 LED 照亮工作区,可用于显示受支持工具的结果状态。
蓝色 LED 是工具 LED 的一部分,或者是受支持工具的 EHMI 或 RHMI 的一部分。输出信号可连接至蓝色 LED。
状态 LED 由一个红色、一个黄色和一个绿色环组成,在特定的手枪式工具上则由一个分段式多色环组成。输出信号可连接至状态 LED。
在支持的工具中,结果指示灯可配置工具 LED 的点亮方式,以指示拧紧结果状态和指示持续时间。
输出信号既可为事件类型,也可为状态类型。
只要输出信号处于激活状态,状态信号就处于激活状态。
事件信号在配置的时间范围内处于激活状态。
蓝色 LED
蓝色 LED 可配置为事件或状态输出信号。信号状态将以稳定的指示灯显示。
配置蓝色 LED
选择一个信号以连接蓝色 LED。
可选:设置事件信号的持续时间。
对于特定的工具类型,EHMI 或 RHMI 上的蓝色 LED 由蓝色指示灯替代或补充。
结果指示灯
结果指示灯可配置工具 LED 的点亮方式,以指示拧紧结果状态和指示灯持续时间。
配置会影响受支持的工具上的前置 LED 和状态 LED 结果指示。这包括模式和持续时间。如果模式设置为关闭,即使在工具配置视图中将前置 LED 设置为开启,也不会使用结果指示灯。
必须在工具配置中将前置 LED 设置为开启,才能在支持的工具上使用前置 LED 结果指示灯。
前置 LED 支持绿色和红色。使用黄色的模式不会在前置 LED 上显示黄色。
信号 | 说明 |
|---|---|
关闭 | 无论结果如何,在拧紧后均无法启用任何 LED 指示灯 |
绿色 | 拧紧操作正常时,绿灯常亮。 |
红色:高:黄色:低 | 如果不正常结束拧紧(NOK),红色 LED 指示灯表示最终值过高,或黄色 LED 指示灯表示最终值过低。红色和黄色可能同时亮起(例如扭矩过高、角度过低)。 |
红色:高(优先):黄色:低 | 如果不正常结束拧紧(NOK),红色 LED 指示灯表示最终值过高,或黄色 LED 指示灯表示最终值过低。红色和黄色不可能同时亮起。如果同时出现过高和过低的值,只有红色亮起。 |
红色:NOK:黄色:低 | 红色 LED 指示灯表示不正常结束拧紧 (NOK)。附加黄色 LED 指示灯可以指示,此值是否过低。 |
红色:NOK | 红色 LED 指示灯表示不正常结束拧紧 (NOK)。未显示其他 LED 指示灯。 |
状态 LED
状态 LED 包括红、黄、绿三种颜色的 LED。每个灯都可以是恒亮的或闪烁的。这共提供六种可以与状态 LED 相连的不同信号。
如要配置状态 LED
对于每种颜色和功能(恒亮或闪烁),请从快捷菜单中选择输出信号。
可选:设置事件信号的持续时间。
工具上不能同时显示状态 LED 信号和结果指示灯。以下条件适用:
LED 仅在无持续拧紧且激活控制输出信号时才会通过配置的信号点亮。
即使事件类型信号未达到配置的持续时间,或状态类型信号的控制输出信号未停用,LED 也会在下一次拧紧开始时熄灭。
如果对配置的信号进行了更新(激活或停用),则状态 LED 上的结果指示灯将被停用。
持续时间
持续时间决定了触发器释放后结果指示灯亮起的时间。
参数 | 说明 |
|---|---|
至下一次拧紧 | 在下一次拧紧开始之前,蓝色 LED、状态 LED 和结果指示灯都是亮起的。 |
时间 | 激活后,蓝色 LED 亮起的时长为配置的持续时间。 激活后,状态 LED 亮起的时长为配置的持续时间,或直到下一次拧紧开始。 结果指示灯在触发器释放后亮起,时长为配置的持续时间,或直到下一次拧紧开始。 |
方向开关配置
工具上的方向开关经过配置后,可在从顺时针 (CW) 快速切换(以 500 ms 的持续时间)至逆时针 (CCW) 及向后转动时触发某些输入信号,反之亦然。
蜂鸣器配置
通过将声音分配给从可用信号列表中所选的信号,对蜂鸣器进行配置。
声音包括表中所述的一组参数。可以将信号及声音按照 1 - 10 优先排序,其中“1”表示最高优先级,“10”代表最低优先级。信号和声音的默认优先级是 5。可向信号分配最多 20 个声音。
参数 | 说明 |
|---|---|
优先级 | 定义蜂鸣器的优先级。 |
频率 | 精确频率以赫兹表示。 |
计时开启 | 蜂鸣器发出声音的时间 (ms)。 |
计时关闭 | 蜂鸣器静音的时间 (ms)。 |
重复 | 蜂鸣器重复开关顺序的次数。 |
音量 | 蜂鸣器音量,以占最大音量的百分比表示。 |
常规设置
可以在一般设置部分设定工具一般设置。
跟踪配置、TAG 检查和 TAG 选择功能将在其相应部分中进一步描述。
参数 | 说明 | 默认值 |
|---|---|---|
停机超时 | 确定工具是否在设定的不活动时间后关闭电源。 | 开启 |
<停机超时> | 如果“不活动超时”设置为“开”,则它设置关机前的分钟数。 | 120 min |
前置 LED | 设置前置 LED(工具触发器上方)的行为。仅适用于无线工具。 | 开启 |
释放触发器之后的持续时间 | 设置工具触发器被释放之后前置 LED 持续点亮的时间(秒)。 对于有线工具,前置 LED 在工具触发器被按下之后会点亮 10 秒。 | 0 秒 |
轨迹 | 启用拧紧的图形表示。 如果是多步骤程序,追踪始终从触发器被按下时开始。 对于无线工具,选择按下触发器或旋入完成进行跟踪。 | 关闭 |
TAG 检查 | 在工具上启用 TAG 检查。如果程序随附的 TAG 与插入 STwrench smartHEAD 的 TAG 不同,则工具被锁定。 TAG 检查仅适用于 STwrench 或在验证工具配置时未选择任何工具时可用。 | 关闭 |
TAG 选择 | 用于通过使用批次序列/来源拧紧/来源批次选择拧紧程序/批次或批次序列。 TAG 选择仅适用于 STwrench 或在验证工具配置时未选择任何工具时可用。 | 关闭 |
内存上的锁定工具已满 | 当控制器的内存已满时,启用可以锁定工具。 | 开启 |
追踪配置
绘制图为用户提供以图示形式再现的拧紧过程。绘制图可以从按下触发器时开始或者从旋入完成后开始。
参数 | 说明 | 默认值 |
|---|---|---|
轨迹 | 允许以图形方式查看结果。 关闭:不进行追踪。 按下了触发器:追踪从按下工具触发器时开始绘制。 Rundown complete(旋入完成):追踪从旋入完成时开始。 | 关闭 |
最大追踪点数量为 2000(STB 工具为 200)。如果超出最大追踪点数量,每一个其他结果都将被擦除(有效将采样率减半)。只要启用拧紧,追踪就会持续。每次达到最大追踪点数量时,一半的追踪点将被擦除,以便追踪能够继续。完成拧紧的最终阶段后,追踪将停止。
TAG 检查
TAG 检查功能可在工具上进行 TAG 检查。在 Power Focus XC 和 STwrench 上同时启用 TAG 检查时,如果程序附带的 TAG 不等于插入 STwrench smartHEAD 中的 TAG,则该工具将锁定。
根据工作任务的不同,TAG 编号的指定也有所不同。
如果是通用拧紧策略,则在拧紧程序中指定 TAG 编号。
如果是多步骤拧紧策略,则 TAG 编号取决于在来源/批次序列菜单中选择的内容。
如果运行来源拧紧(来源 > 拧紧 > 来源拧紧 > 选择器模式 - 确认),则在套筒框中指定 TAG 编号。
如果运行批次序列(批次序列 > 序列库 > 序列 > 批次配置-编辑),则 TAG 编号为识别编号。
如果运行来源批次(来源 > 批次序列 > 来源批次),则按照上述部分在批次序列中指定 TAG 编号。
对于批次序列和来源批次,将批次序列中的自由顺序设置为否。
TAG 检查仅适用于 STwrench。
TAG 检查选项 | 说明 |
|---|---|
关闭 | 不管插入了哪个 TAG,工具都不会锁定。 |
开启 | 只要 TAG 编号不等于拧紧策略配置中指定的 TAG 编号,该工具即被锁定。 |
TAG 选择
TAG 选择功能用于选择拧紧程序/批次或批次序列,该程序的 TAG 号配置为与插入 STwrench smartHEAD 的 TAG 的编号相对应。
TAG 选择仅适用于 STwrench。
TAG 选择选项 | 说明 |
|---|---|
关闭 | STwrench 不会指示控制器选择拧紧程序/批次或批次序列。 |
开启 | 根据在批次序列/来源拧紧/来源批次中配置的 TAG 编号选择拧紧程序/批次或批次序列。 |
启动条件配置
在此配置工具的启动条件,如启动请求和启动来源。具体功能将在相应部分描述。
开始请求
启动请求可实现工具与控制器之间针对 STB 工具的持续连接之要求。此举是为了确保工具始终与拧紧程序或批次设置,及与控制器上的其他设置,在执行拧紧时保持最新更新状态。
将“启动请求”设为“开启”时,如果工具与控制器之间的连接断开,则工具被锁定。这意味着,如果在拧紧中途或批次序列中途,工具的连接断开,则工具将完成当前拧紧,然后停止。随之工具将被锁定,直到重新建立连接为止。
参数 | 说明 | 默认值 |
|---|---|---|
开始请求 | 在工具与控制器之间的连接断开时,锁定工具。 开启:如果工具与控制器之间连接断开,则工具被锁定,不会继续执行拧紧。 关闭:虽然工具与控制器之间的连接断开,但工具仍会继续执行拧紧。 | 开启 |
启动来源
使用工具启动来源可设置如何启用工具。默认值为 Trigger only(仅限触发器)。
启动来源仅适用于某些工具类型。
启动来源 | 说明 |
|---|---|
仅触发器 | 按下工具触发器开始拧紧操作。 |
触发“或”按压 | 按下工具触发器或者将工具压向连接件,开始拧紧操作。 |
触发“与”按压 | 按下工具触发器并将工具压向连接件,开始拧紧操作。 |
仅按压 | 将工具压向连接件开始拧紧操作。 |
安全触发器 | 两个触发器(和触发与按动一样)在 500 ms 内相互启用以启动拧紧。 |
附件总线配置
工具附件通过附件总线与工具相连。工具附件针对控制器上的各工具配置进行单独配置。
类型 | 说明 |
|---|---|
ST 选择器 | 小显示屏和按钮用于按配置选择任务或程序。 |
TLS Tag | 工具定位系统标签用于向操作人员提供输出信号。 |
EHMI | 小显示屏和按钮用于按配置选择任务或程序。 |
扫码枪 | 读取条形码字符串或含有信息的二维码的设备。 |
ST Selector
ST 选择器是一个工具附件。它安装在工具上并与工具附件总线相连。此外,还配有小显示屏、两个输入按钮和输出 LED 指示灯。
显示屏
显示屏一次显示一条信息,具有 4 个不同的页面,经配置后可在每一页显示不同的预设项。
参数 | 说明 |
|---|---|
第 1 页 | 从列表中选择要显示的信息:
|
第 2 页 | |
第 3 页 | |
第 4 页 |
切换时间
参数 | 说明 |
|---|---|
切换时间 | 选择在显示下一条讯息之前显示某条讯息的时间。 |
按钮
两个按钮可经配置按照显示的信息操作并用于浏览所列项。
参数 | 说明 |
|---|---|
左按钮 | 从快捷菜单选择一项操作。 |
右按钮 | 从快捷菜单选择一项操作。 |
状态 LED
可启用或停用状态 LED。
参数 | 说明 |
|---|---|
显示结果 LED | 选择所需的“开启”或“关闭”单选按钮。 |
显示更多 LED | 选择所需的“开启”或“关闭”单选按钮。 |
结果 LED 为红色、绿色和黄色,并显示与主工具 LED 相同的信息。
两个附加 LED 可以显示批次 OK 和批次序列 OK。在进行下次拧紧时这两个 LED 熄灭。
TLS Tag
工具定位系统 (TLS) 标签为工具附件。TLS Tag 安装在工具中并与工具附件总线相连。TLS Tag 是 Ubisense 定位系统的一部分,独立于控制器进行处理。除了定位外,TLS Tag 还可向操作员提供信息。所选的输出信号可产生不同的 LED 指示灯组合。
最多可以通过 10 种不同的输出信号反映指示灯优先级。
|
参数 |
说明 |
|---|---|
|
信号 |
从快捷菜单选择触发 LED 指示灯的信号。 若为Event(事件)类型信号,选择信号持续时间。 |
|
颜色 |
选择 LED 指示灯颜色。 |
|
优先级 |
提供 10 种声音优先级级别,其中一(1)为最高优先级别。默认优先级别为五(5)。 |
若为两个同时信号,具有最高优先级的信号优先。当两个优先级相同的信号触发 LED 时,首先到达的信号优先。
输出信号既可为Event(事件)类型,也可为State(状态)类型。
只要此状态激活,则状态信号启用。
事件信号在配置的时间内启用。
EHMI
EHMI 为工具附件。它安装在工具上并与工具附件总线相连。此外,还配有图形显示、三个功能按钮并可选条形码枪。显示屏为控制器 GUI 的子设备,可以选择拧紧程序、批次序列并可查看拧紧结果。与控制器的交互通过功能按钮实现。
在 EHMI 配置中,可以决定是开启还是关闭功能按钮。
参数 | 说明 |
|---|---|
启用功能按钮 | “开启”表示这些按钮具有在可视菜单内配置相关设置的完整功能。 “关闭”表示这些功能按钮只可用于确认 EHMI 上的必要会话。 |
扫码枪
扫码枪是一个工具附件。它被安装在工具上,并与工具附件总线相连。
扫码枪用来读取条形码字符串或者包含信息的二维码,以选择相应的批次序列。
参数 | 说明 | 默认值 |
|---|---|---|
通过模式 | 开启:启用通过。 关闭:禁用通过。 | 关闭 |
开放端配置
使用开放端工具前,确保工具头和工具主体已正确组装和配置。否则,工具可能会在错误的方向上运行,并且开放端头中的机械止动块可能被损坏。
在使用开放端工具执行拧紧后,可以通过开放端配置让开放端工具进入打开位置。
通过 HMI(人机界面)配置开放端策略和设置。
开放端配置仅适用于电缆工具、IXB 工具和 STB 工具。
开放端配置对 Flex 和同步拧紧不适用。
开放端配置
设置 | 说明 |
|---|---|
自动定位 | 在使用开放端工具执行拧紧后,可以自动让开放端工具回到打开位置。 切换键可以开启或关闭自动定位:
自动定位仅适用于多步骤拧紧程序。 自动定位仅适用于电缆工具和 IXB 工具。 |
定位策略 | 选择定位策略,使开放端工具在拧紧后回到打开位置。
我们建议使用基于反向扭矩和向前快速启动策略用于带有旋转前部的开放端工具。 基于反向扭矩和向前快速启动策略仅适用于电缆工具和 IXB 工具。 |
定位速度 | 定位速度定义工具到达打开位置的速度。 操作员可以输入定位速度值,范围为 5%~100%。 |
数字信号
输入信号
输入信号是指可以通过附件(工具附件或 QIF 附件)上的按钮或开关或者将信号连接至 I/O 输入插头来执行的系统指令 。
输入信号锁定工具不得针对一个虚拟站点对应多个附件配置。
输出信号
输出信号是指系统的状态或事件。它们可以连接至工具附件或 QIF 附件。
选择器配置
套筒选择器配置
套筒选择器是一个带 LED 的套筒托盘,用来引导用户完成操作,例如,引导用户完成一个批次序列。在使用多个拧紧程序时,使用选择器非常方便。抬起套筒时,相应的拧紧程序会被选中。可以将多个套筒选择器与各虚拟站点相连。
有关连接的套筒选择器的信息可以进入来源菜单,点击拧紧,然后点击套筒选择器找到。
配置套筒选择器
在主视图上,前往配置选项卡,选择左窗格上的套筒选择器。选择屏幕右上角的加号图标以创建新的配置。
为配置命名。
选择编辑。
选择添加或删除,达到正确的套筒槽数,然后选择需要激活的所有套筒槽(以蓝色指示)。
如果要通过外部系统控制套筒选择,请将控制设置为外部。
将一个套筒选择器连接到虚拟站点
在虚拟站点菜单中进入要使用的虚拟站点,然后进入“附件”并点击选择附件。
在附件项下,单击“Choose accessories”(选择附件),然后进入“Socket selector”(套筒选择器)选项卡。
在 Configuration(配置)列(左侧),选择您希望结合套筒选择器使用的配置(参见 配置套筒选择器)
在 Connected accessories(已连接附件)列(右侧),选择要使用的套筒选择器。
通过以太网线缆/无线配置选择器 6
选择器 6 主要概览
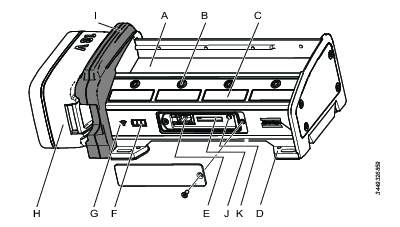
A | 套筒或钻头支架 |
B | 位置 LED 指示灯 |
C | 标签区域 |
D | 每个拐角的安装孔 |
E | 服务端口 |
F | 电池状态 LED(仅在无线版本上提供) |
G | WLAN 状态 LED(在部分选择器上提供) |
H | 电池(仅在无线版本上提供) |
I | 移动模块(仅在无线版本上提供) |
选择器 6 连接概览
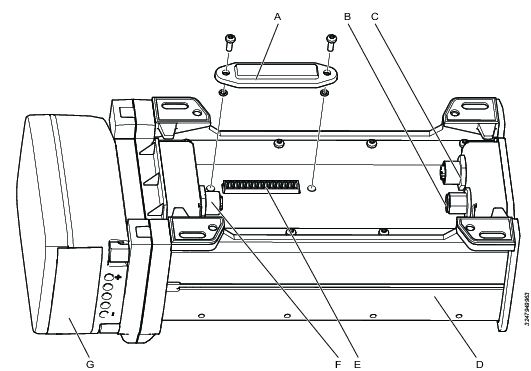
A | 连接器盖板 |
B | 外部 DC 输入电源;Kycon (DC DIN) 连接器 |
C | 以太网输入,上游连接;M12 D 编码内孔连接器 |
D | 选择器背面 |
E | 数字输入和输出连接器 |
F | 以太网输出,下游连接;M12 D 编码内孔连接器 |
G | 电池 |
选择器 6 服务端口概览
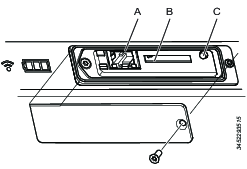
A | RJ45 服务端口 |
B | RBU 插槽 |
C | 功能按钮 |
一般配置
在控制器上,进入 Settings > Network(设置 > 网络),在 Factory Ethernet(出厂以太网)端口下,检查 IP 地址(在通过无线连接配置时才需要)。
打开选择器上的服务端口盖。护盖通过 2 毫米内六角螺钉固定。
将网线连接到 PC 和服务接口中的 RJ-45 连接器之间。
确保选择器通过 PoE、外部电源或电池供电。
打开 PC 的 WEB 浏览器窗口。
键入网络地址:169.251.1.1 并按下 Enter(回车)键。选择器的 WEB 服务器将响应并显示选择器 WEB 接口。
选择左侧导航的 Settings
 (设置)(默认选择此项)。Settings(设置)工作区显示配置菜单并分为五个不同的设置:基本设置、服务端口、以太网输入、WLAN 和 Power Focus XC。
(设置)(默认选择此项)。Settings(设置)工作区显示配置菜单并分为五个不同的设置:基本设置、服务端口、以太网输入、WLAN 和 Power Focus XC。在 Ethernet in(以太网输入)部分,为所需的 LED 控制源选择 External mode(外部模式)开启或关闭。
配置的接下步骤取决于套筒选择器与控制器相连的方式(以太网线缆直接与控制器相连(默认)、以太网线缆与工厂网络相连或通过无线连接至工厂网络)。请参阅以下操作说明,了解具体配置。
配置套筒选择器 - 通过以太网连接至控制器(默认)
只有较新的 Power Focus XC 型号才提供连接设备和菊链控制器的以太网端口 (RJ45)。要通过以太网线缆将选择器 6 与旧款控制器型号相连,应使用适配器线缆将以太网线缆与控制器 COM 端口相连。
在以太网输入部分,选择“连接至”下拉菜单中的 Power Focus XC(默认)。
单击工作区右上部的 Save(保存)按钮。
从服务端口拔下以太网线缆。
用盖子盖住服务端并用内六角螺钉固定好。
套筒选择器出现在连接附件列表中(Virtual station > Accessories > Choose accessories > Socket selector(虚拟站点 > 附件 > 选择附件 > 套筒选择器))
配置选择器 - 通过线缆连接至工厂网络
在 Ethernet In(以太网输入)部分,从连接至下拉选项中选择 Factory net(工厂网络)。
为动态或静态 IP 地址配置选择 DHCP 开启或关闭。如果 IP 地址栏中要求静态 IP 地址,输入套筒选择器的 IP 地址。
在 Power Focus XC 部分,为控制器输入选择器要连接的控制器 IP 地址(参见上文)。
单击工作区右上部的 Save(保存)按钮。
从服务端口拔下以太网线缆。
用盖子盖住服务端并用内六角螺钉固定好。
套筒选择器出现在连接附件列表中(Virtual station > Accessories > Choose accessories > Socket selector(虚拟站点 > 附件 > 选择附件 > 套筒选择器))
配置套筒选择器 - 通过无线连接至工厂网络
在 Ethernet In(以太网输入)部分,从连接至下拉选项中选择 Factory net(工厂网络)。
在 WLAN 区域,填写以下参数:
启用:将单选按钮设为“YES”(是)
SSID:填写套筒选择器的 SSID 名称
密码:填写要连接的无线网络的密码
加密类型:为无线网络选择正确的加密类型(WPA-PSK 或 WPA2-PSK、EAP-TLS)
在 Power Focus XC 部分,为控制器输入选择器要连接的控制器 IP 地址(参见上文)。
单击工作区右上部的 Save(保存)按钮。
从服务端口拔下以太网线缆。
用盖子盖住服务端并用内六角螺钉固定好。
套筒选择器出现在连接附件列表中(Virtual station > Accessories > Choose accessories > Socket selector(虚拟站点 > 附件 > 选择附件 > 套筒选择器))
一般虚拟站点
在一般虚拟站点中,可以保存不同的特定结果报告和拧紧设置。可以创建不同的过滤器,筛选特定结果。在拧紧设置中,可以设置诸如工具解锁行为之类的特征。然后,将这些配置分配到虚拟站点。
添加并编辑配置
在配置菜单中,选择常规虚拟站点选项卡,然后选择右上角的加号图标。
为新配置命名,然后选择编辑。
在报告结果筛选器窗口中,针对您希望在结果中包含的参数,将开关设为开启。默认将所有参数设为 On(开启)。
打开结果过滤器可防止发送相应的结果,但结果仍显示在控制器上。
可以在报告结果筛选器部分设置以下参数:
拧松
批次递增
批次递减
重置批次
忽略拧紧程序
中止序列
中止未启动序列
重置批次序列
在拧紧设置窗口中,为列出的任何参数设置一个值。默认将所有参数设为关闭。
可以在拧紧设置部分设置以下参数:
拧松时解锁工具 - 确保 NOK 拧紧后工具已锁定。
禁用拧松 - 确保操作员没有拧松其工艺不允许拧松的螺栓。
禁用拧紧:确保操作员没有拧紧其工艺不允许拧紧的螺栓。
设置 | 说明 |
|---|---|
关闭 | 无论拧松状态如何,禁用的工具都将保持禁用状态。 |
OK 时开启 | 执行正常拧松后,将解锁已禁用的工具。 |
始终 | 无论拧松状态如何,一旦拧松,将解锁已禁用的工具。 |
禁用拧松设置
为确保不会无意中拧松螺栓,请使用禁用拧松功能。有四种禁用拧松设置:
设置 | 说明 |
|---|---|
关闭 | 拧松始终启用。始终可以拧松螺栓。 |
开启 OK 拧紧 | 在 OK 拧紧后禁用拧松。这样将不会拧松正确拧紧的螺栓。 |
开启 NOK 拧紧 | 在 NOK 拧紧后禁用拧松。这样将不会拧松未正确拧紧的螺栓。 |
始终 | 始终禁用拧松。这样将不会拧松螺栓。 |
这些设置在任务执行期间有效。拧松的启用和禁用取决于上次拧紧的设置和状态。对于新任务,禁用拧松的启动状态设置如下:
设置 | 说明 |
|---|---|
关闭 | 拧松已启用。可以拧松螺栓。 |
开启 OK 拧紧 | 拧松被禁用。这样将不会拧松螺栓。 |
开启 NOK 拧紧 | 拧松被禁用。这样将不会拧松螺栓。 |
在每次拧紧后 | 拧松被禁用。这样将不会拧松螺栓。 |
每当有新任务分配给虚拟站点或任务再次开始时,就会出现启动状态。任务类型不同,启动状态也不同,具体如下。
设置 | 新任务的启动状态 |
|---|---|
关闭 | 拧松已启用。可以拧松螺栓。 |
OK 拧紧状态下 | 拧松被禁用。这样将不会拧松螺栓。 |
NOK 拧紧状态下 | 拧松被禁用。这样将不会拧松螺栓。 |
始终 | 拧松被禁用。这样将不会拧松螺栓。 |
每当有新任务分配给虚拟站点或任务再次开始时,就会出现启动状态。任务类型不同,启动状态也不同,具体如下。
拧紧程序和同步模式
拧松的启用和禁用遵循禁用拧松设置,并设置为上次拧紧的状态。
批次序列
在批次序列中,拧松的启用或禁用遵循禁用拧松设置,并设置为上次拧紧的状态。这同样适用于批次序列中的下一个批次。如果批次序列重新开始,则根据新任务的启动状态启用或禁用拧松。
来源批次
启用和禁用拧松的步骤与批次序列中描述的相同。如果进行中的源批次重新启动或选择了新的源批次,则根据新任务的启动状态启用或禁用拧松。
源拧紧(无批次控制)
在一个批次中,启用和禁用根据上次拧紧的状态进行设置。如果选择了其他程序,则根据新任务的启动状态设置启用和禁用。如果更换了程序、工具或套筒,则根据新任务的启动状态设置启用和禁用。
多主轴拧紧
拧松的启用和禁用始终遵循上次拧紧的状态。这也适用于新的同步模式。
禁用拧紧设置
为了确保操作员不会误拧紧螺栓,有一项功能称为禁用拧紧。有四种禁用拧紧设置:
设置 | 说明 |
|---|---|
关闭 | 拧紧始终启用。始终可以拧紧螺栓。 |
开启 OK 拧紧 | 在显示 OK 拧紧后停用拧紧。这样将不会拧紧正确拧紧的螺栓。 |
开启 NOK 拧紧 | 在显示 NOK 拧紧后停用拧紧。这样将不会拧紧未正确拧紧的螺栓。 |
始终 | 拧紧始终禁用。不可能拧紧螺栓。 |
这些设置在任务执行期间有效。拧紧的启用和禁用取决于上次拧紧的设置和状态。对于新任务,禁用拧紧的启动状态设置如下:
设置 | 新任务的启动状态 |
|---|---|
关闭 | 拧紧已启用 |
OK 拧紧状态下 | 拧紧已启用 |
NOK 拧紧状态下 | 拧紧已启用 |
始终 | 拧紧已禁用 |
每当有新任务分配给虚拟站点或任务再次开始时,就会出现启动状态。任务类型不同,启动状态也不同,具体如“禁用拧松设置”部分所述。
拧松后允许解锁禁用的工具
在分配给工具所连接到的虚拟站点的常规虚拟站点配置中,将拧松时解锁工具设置为 OK 时开启或始终。
为了启用上述设置,需要满足以下条件:
禁用拧松参数不可设置为关或始终。
禁用拧松参数不可设置为与禁用拧紧相同的值。
使用的拧紧程序必须启用了拧松。
当工具由于禁用状态而被锁定无法进行拧紧或拧松,可通过以下输入信号解锁:
如果将拧松时锁定工具设置为始终,则无法通过输入信号解锁禁用的工具。
将配置分配至虚拟站点
每个虚拟站点均有自己的配置,多个虚拟站点可以共享相同的配置。配置必须分配给虚拟站点才能激活。
进入虚拟站点菜单并选择要将配置分配到的虚拟站点。
在常规下,默认选择第一个配置。选择配置名称。
在弹出窗口中,从列表中选择配置。在选择后关闭弹出的窗口。
配置实时结果显示设置
实时结果显示设置窗口让用户可以显示最终扭矩(不包括 PrT 补偿值)和实时结果上的 PrT 补偿值。
配置实时结果显示设置窗口
在主视图上,前往配置选项卡,选择左窗格上的一般虚拟站点。
在要处理的配置窗口,选择编辑。
出现编辑配置屏幕。在实时结果显示设置窗口中,根据想要的结果将相关开关设置为开或关。
如果显示 PrT 补偿值开关设置为开,实时结果窗口将显示 PrT 补偿值。
如果显示最终扭矩,含 PrT 补偿开关设置为开,实时结果窗口将显示最终扭矩,且包含 PrT 补偿。
将结果显示设置窗口中的开关设为开或关没有任何影响,除非多步骤程序有一个拧紧步骤(包括预置扭矩步骤监视器),其补偿开关设为开。
实时结果显示设置
以下是实时结果显示设置窗口中的不同配置选项。
显示 PrT 补偿值:ON(开) 显示最终扭矩,含 PrT 补偿:ON(开) | 显示 PrT 补偿值:ON(开) 显示最终扭矩,含 PrT 补偿:关闭 | 显示 PrT 补偿值:关闭 显示最终扭矩,含 PrT 补偿:ON(开) | 显示 PrT 补偿值:关闭 显示最终扭矩,含 PrT 补偿:关闭 |
|---|---|---|---|
指向并点击图片以查看更多信息: | 指向并点击图片以查看更多信息: | 指向并点击图片以查看更多信息: | 指向并点击图片以查看更多信息: |
此部分内容
显示最终扭矩,含 PrT 补偿:开/显示 PrT 补偿值:ON(开)
显示最终扭矩,含 PrT 补偿:ON(开)
实时结果窗口中显示最终扭矩,包含 PrT 补偿值。
如果打开且配置了 EHMI 和 ST 选择器,它们将显示包含 PrT 补偿值的最终扭矩。
在实时结果上显示 PrT 补偿值:ON(开)
实时结果窗口显示 PrT 补偿值及相关补偿图标 ( )。
)。
如果存在多个补偿值,则显示应用于最近可用步骤的补偿值。
配置显示最终扭矩,含 PrT 补偿和显示 PrT 补偿值开关不会产生影响:
最终扭矩值发送到 ToolsNet 和 ToolsTalk:带有 PrT 补偿的最终扭矩值总是发送到 ToolsNet 和 ToolsTalk。
与历史结果一起显示的最终扭矩值。
基于实时和历史结果的痕迹。
开放协议消息中的值。
信号。
协议适配器。
显示最终扭矩,含 PrT 补偿:关/显示 PrT 补偿值:ON(开)
显示最终扭矩,含 PrT 补偿:关闭
实时结果窗口显示最终扭矩,不含 PrT 补偿值。由于最终扭矩不包括 PrT 补偿值,因此以斜体显示。
显示 PrT 补偿值:ON(开)
实时结果窗口显示 PrT 补偿值及相关补偿图标 ()。
如果存在多个补偿值,则显示应用于最近可用步骤的补偿值。
配置显示最终扭矩,含 PrT 补偿和显示 PrT 补偿值开关不会产生影响:
最终扭矩值发送到 ToolsNet 和 ToolsTalk:带有 PrT 补偿的最终扭矩值总是发送到 ToolsNet 和 ToolsTalk。
与历史结果一起显示的最终扭矩值。
基于实时和历史结果的痕迹。
开放协议消息中的值。
信号。
协议适配器。
显示最终扭矩,含 PrT 补偿:关/显示 PrT 补偿值:关闭
显示最终扭矩,含 PrT 补偿:关闭
实时结果窗口显示最终扭矩,不含 PrT 补偿值。由于最终扭矩不包括 PrT 补偿值,因此以斜体显示。
显示 PrT 补偿值:关闭
实时结果窗口不显示 PrT 补偿值及相关补偿图标 ()。
配置显示最终扭矩,含 PrT 补偿和显示 PrT 补偿值开关不会产生影响:
最终扭矩值发送到 ToolsNet 和 ToolsTalk:带有 PrT 补偿的最终扭矩值总是发送到 ToolsNet 和 ToolsTalk。
与历史结果一起显示的最终扭矩值。
基于实时和历史结果的痕迹。
开放协议消息中的值。
信号。
协议适配器。
显示最终扭矩,含 PrT 补偿:开/显示 PrT 补偿值:关闭
显示最终扭矩,含 PrT 补偿:ON(开)
实时结果窗口中显示最终扭矩,包含 PrT 补偿值。
如果打开且配置了 EHMI 和 ST 选择器,它们将显示包含 PrT 补偿值的最终扭矩。
显示 PrT 补偿值:关闭
实时结果窗口不显示 PrT 补偿值及相关补偿图标 ()。
配置显示最终扭矩,含 PrT 补偿和显示 PrT 补偿值开关不会产生影响:
最终扭矩值发送到 ToolsNet 和 ToolsTalk:带有 PrT 补偿的最终扭矩值总是发送到 ToolsNet 和 ToolsTalk。
与历史结果一起显示的最终扭矩值。
基于实时和历史结果的痕迹。
开放协议消息中的值。
信号。
协议适配器。
配置最终扭矩和曲线的存储
与 PrT 补偿值一起存储被默认设置为开启,这意味着最终扭矩和曲线将与 PrT 补偿值一起存储。
在实时结果显示设置中显示带补偿值的最终扭矩决定实时结果中显示的内容。
更改带 PrT 补偿设置的存储
在主页屏幕上,选择配置。
向下滚动并选择左侧窗格中的常规虚拟站点。
在配置窗口中,选择配置,然后选择编辑。这时将出现编辑配置窗口。
向下滚动到最终扭矩和曲线存储,将与 PrT 补偿值一起存储开关打到想要的位置。
扫码枪配置
在此菜单中,可以添加扫码枪配置。扫码枪可以配置为由控制器处理扫描的字符串,或者传递到外部系统。当扫描的字符串通过时,控制器不会根据字符串选择任务,而是通过输出信号将字符串传递给外部设备。
添加扫描仪并启用通过
转到配置 > 扫码枪,然后选择右上角的加号。
为扫码枪配置命名。
如要启用通过,选择编辑,将通过模式设为开启。
此部分内容
扫码枪配置
条码枪用来读取条形码或者包含信息的 QR 码,从而选择相应的批次序列。
条码枪在来源选项卡中配置。
条码枪读取您指定的字符并将其组合成一串文本。该文本串与您在控制器中指定的预定义文本串匹配,如果匹配,与预定义文本串关联的批次序列会被选定。
可以读取最长由 1024 个字符组成的条形码,并且它们可以包含 ASCII 表格中 32-126 位的字符。如果条形码包含超过 1024 个字符的字符串,从位置 1025 开始往后的字符串的其余部分将被丢弃。
配置扫码枪
条码枪本身必须使用美式键盘设置,随后条码枪会发出一个回车符号以终止条码字符串。
有效扫码枪
如需连同 Power Focus XC 控制器使用的、经验证的扫码枪列表,请联络本地 Atlas Copco 销售代表。
使用控制器选项卡
有关 Power Focus XC 控制器的系统管理任务,请通过 Controller(控制器)菜单处理。可以通过 GUI、WEB GUI 或 Tools Talk 2 GUI 访问菜单。
智能应用模块
智能应用模块 (IAM) 是控制器中的非易失性存储。存储模块包括所有控制器程序、配置和结果。某些模块还可能包括额外加载的功能项。
有关可用 IAM 及其功能的完整列表,请咨询 Atlas Copco 销售代表。
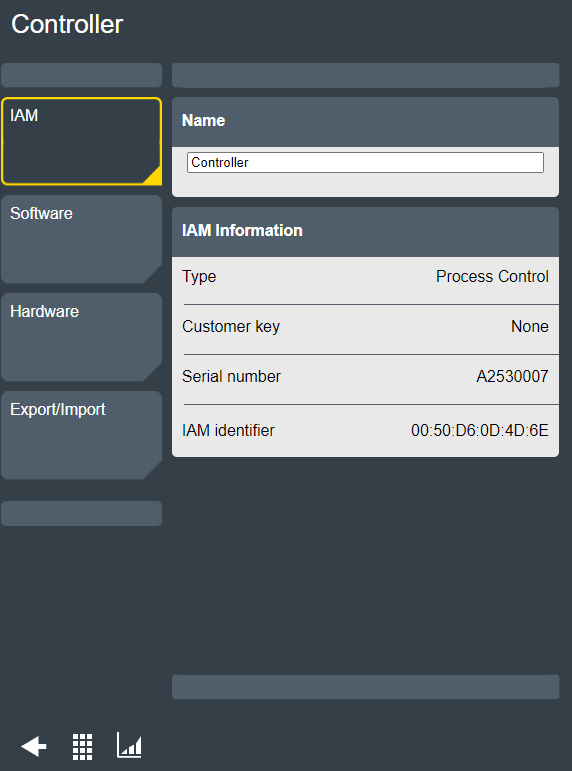
软件
有关在 Power Focus XC 控制器中提供的两个软件版本的版本号,请在软件选项卡下查看。
在多个控制器上执行升级时,安装另一个版本的控制器软件会比较有用。当生产准备切换到升级的软件时,既可通过控制器 GUI 在本地激活新的软件版本,也可通过带 WEB GUI 或装有 Tools Talk 的远程计算机激活新的软件版本。
通过将存储有软件的 USB 闪存驱动器连接到控制器的 USB 端口,或通过使用 WEB GUI,可以安装新版软件。
软件更新选项只有在通过 PC 访问控制器 GUI 时可见。在将装有有效软件版本的大容量存储设备插入 USB 端口时,会弹出更新软件的提示信息。
软件更新文件不得解压缩,并且必须存储在 U 盘根目录下名为 PFImages 的文件夹中。
软件升级期间发生意外故障可能会导致数据丢失。
升级软件版本之前,建议通过导出“所有控制器信息”来备份控制器配置。
通过 USB 更新控制器软件
将 USB 闪存驱动器连接到控制器:安装向导将自动启动。
如果 U 盘中有几种可用软件版本,将显示一个包含不同软件升级文件的列表。
选择软件升级文件进行安装,然后遵循说明完成安装。
USB 闪存盘需具有一个可用的分区并进行格式化,以供 Linux 运行使用。可能的格式类型有 FAT 或 NTFS。
在升级完成之前,不要删除 USB 设备或断开 IAM 连接。
通过 WEB GUI 更新控制器软件
在控制器选项卡中,进入软件,然后选择 软件更新。然后,点击浏览。
浏览并选择软件压缩文件,并按照说明完成安装。
硬件
硬件选项卡包含型号名称、序列号、触摸屏校准等控制器信息,以及控制器中各种电子板的信息。
此部分内容
运行状况
健康状态视图包含有关电池状态和控制器温度的信息。
电池状态
控制器 > 硬件 > 健康状态
Power Focus XC 电池用作部分系统元件(如内部时钟)的备用电源。电池状态每天及在控制器重启时都会更新一次。当电池电量接近完全耗尽时,将显示一条警告信息(3011)。在弹出警告信息时,应尽快更换电池。
控制器温度
控制器 > 硬件 > 健康状态
控制器温度由 Power Focus XC 持续监控。支持的温度单位为摄氏度 (°C) 和华氏度 (°F),默认单位为摄氏度。可以在两个单位之间切换,而无需重启控制器。当控制器温度超过最大温度时,停用驱动级并将显示一条警报 (3010)。当控制器温度低于温度限值时,会再次启用驱动级。
用户通过显示器或 Web GUI 可以查看最近测量的控制器温度,以及测量时的具体时间。
导出/导入
导出/导入选项卡支持用户执行以下操作之一:导出、导入和自动备份。
导出窗口支持用户导出控制器配置、设置、结果和事件。此外,还可以导出工具日志,该日志可以与 Atlas Copco 服务人员共享,以解决工具问题。
导入窗口支持用户导入控制器配置和设置。
一次只能有一个活动的导出或导入。在进行中的导出/导入过程中,任何新的导出/导入尝试均被拒绝。
自动备份窗口支持用户自动生成备份文件。
可以通过以下方式导出数据:
Web GUI
ToolsTalk 2
手机 GUI(导出到设备)
U 盘,手机 GUI 中
需要格式化 USB 闪存盘并为 Linux 运行提供分区:可能的格式类型有 FAT 或 NTFS。
可以通过以下方式导入数据:
Web GUI
ToolsTalk 2
在导出/导入过程中,进度条会通知用户正在进行导出/导入。执行导出/导入的时间取决于结果、事件和日志文件的数量。
在控制器间导出/导入
控制器可能有不同功能的不同 IAM 类型。
控制器可以导出适用于当前类型 IAM 模式的所有配置。
控制器无法导入从不同类型 IAM 模式中导出的文件。这同样适用于使用 ToolsTalk 2 的情况。
导出所有控制器信息。
可以导出控制器配置、设置、结果和事件以进行进一步处理。部分导出是通过电缆工具以及连接的无线工具完成的。
导出中包含的所有数据都存储在文件 “PFExport_<IAM name>_<datetime(显示的最小时间值是秒)> .tar.gz”中,其包括以下文件和目录:
"PFExport_<datetime>_Results.csv" – 所有可用结果
结果以 CSV 格式的文本文件导出。最新执行的结果是 CSV 文件中的第一个。
可以导出拧紧和拧松的以下结果信息:
结果信息 | Power Focus XC - 拧紧程序 | Power Focus XC - 多步骤程序 |
|---|---|---|
识别编号 | - | - |
拧紧类型 | X | X |
虚拟站点名称 | X | X |
VIN(识别符字符串) | X | X |
日期和时间 | X | X |
唯一工具识别符 | X | X |
批次序列名称 | X | X |
批次序列计数器 | X | X |
批次计数 | X | X |
螺栓名称 | - | - |
总体状态 | - | - |
总体状态信息 | - | - |
状态 | X | X |
状态信息 | X | X |
模式名称 | - | - |
拧紧程序/多步骤名称 | X | X |
停止错误 | - | X |
错误 | - | X |
失败的步骤 | - | X |
通道 | - | - |
目标扭矩 (Nm) | X | X |
最终扭矩 (Nm) | X | X |
目标角度 (°) | X | X |
启动最终角度 (Nm) | X | X |
最终角度 (°) | X | X |
旋入角度 (°) | X | - |
剩余扭矩校正系数 | X | X |
已过时间 (s) | - | X |
角度下限 (°) | X | X |
角度上限 (°) | X | X |
扭矩下限 (Nm) | X | X |
扭矩上限 (Nm) | X | X |
脉冲数量 | X | - |
切断时电流 (A) | X | X |
TrueAngle 补偿 (deg) | X | X |
旋入完成时间 (ms) | X | - |
达到最终扭矩时间 (ms) | X | - |
目标文本 | X | X |
步骤数据 | - | X |
自攻扭矩 | X | X |
有效扭矩 | X | X |
旋入角度触发器 | X | X |
字段分隔符和数字格式取决于语言设置:
语言 | 日期/时间 | 字段分隔符 | 数字格式 |
|---|---|---|---|
英语 (en_US) | MM/dd/yyyy hh:mm:ss | , | 123.456 |
捷克语 (cs) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
德语 (de_DE) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
西班牙语 (es_ES) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
法语 (fr_FR) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
韩语 (ko_KR) | yyyy-MM-dd hh:mm:ss | , | 123.456 |
意大利语 (it_IT) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
日语 (ja_JP) | yyyy/MM/dd hh:mm:ss | , | 123.456 |
葡萄牙语(pt_BR) | Dd/MM/yyyy hh:mm:ss | ; | 123,456 |
俄语 (ru_RU) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
瑞典语 (sv_SE) | yyyy-MM-dd hh:mm:ss | ; | 123,456 |
中文 (zh_CN) | yyyy/MM/dd hh:mm:ss | , | 123.456 |
"PFExport_<datetime>_Events.csv" - 所有可用事件
以下事件信息以 CSV 格式的文本文件导出:
严重性
日期
时间
代码
说明
触发事件的虚拟站点(仅针对 PFXC-Handheld 导出)
"/settings" - 设置和配置(由 Import 使用)
"jsonConfigurations.zip" - 多步骤拧紧和拧松程序导出为 .json 文件(与 MID2500 一起使用)
"atlas_sys_d.zip" - 来自驱动器应用的日志文件
"atlas_sys_i.zip" - 来自 IT 应用的日志文件
"atlas_protocol_log.zip" – 来自外部协议适配器的日志文件
“ExportInfo.txt” - 包含有关 IAM 和控制器的信息的文本文档
"atlas_plc.zip" - PLC 配置
“licenseInformation.zip” – 许可证信息和系统功能
如何导出“所有控制器信息”
在主视图上,选择控制器选项卡。然后,在左侧选择导出/导入选项卡。
在导出窗口中,打开下拉菜单,然后选择所有控制器信息。
在导出窗口中,选择导出。
在导出过程结束时,将出现一个导出弹出窗口,确认导出已完成。
PF/IXBExport_<IAM name>_<datetime>.tar.gz 文件被自动下载。
导出“设置和配置”。
可以仅导出控制器配置和设置。
导出的数据存储在以 IAM 名称以及导出日期和时间标识的压缩文件中。
文件中的数据包括控制器的所有配置和设置,以便导出文件可被导入,并设置具有相同或更高发布版本的另一个控制器。
导出的数据包括有关 IAM 和控制器的信息,以及与 MID2500 解决方案一起使用的预先格式化的多步骤拧紧和拧松程序。
如何导出“设置和配置”
在主视图上,选择控制器选项卡。然后,在左侧选择导出/导入选项卡。
在导出窗口中,打开下拉菜单,然后选择设置和配置。
在导出窗口中,选择导出。
在导出过程结束时,将出现一个导出弹出窗口,确认导出已完成。
PFExport_<IAM name>_<datetime>.tar.gz 文件被自动下载。
导出“来自连接工具的日志”
工具日志的导出使服务技术人员可以与 Atlas Copco 服务人员共享工具日志数据,以解决工具问题。
可以通过以下工具导出工具日志:STB、SRB、TBP/TBP-S 和 QST-M。
要导出工具日志,必须将工具连接到控制器。不必将工具分配给虚拟站点。
工具日志导出中包含的所有数据都存储在文件 “PFExport_<IAM name>_<datetime >.tar.gz”中,其包括以下文件和目录:
"atlas_tool_i.zip" – 所有可用的结果
对于每个连接的工具,都会创建一个单独的文件。工具日志文件的文件格式为 "tool-<tool type>-<tool serial number>.log"
“ExportInfo.txt” - 包含有关 IAM、控制器和连接的工具的信息的文本文档
如何导出“来自连接工具的日志”
在主视图上,选择控制器选项卡。然后,在左侧选择导出/导入选项卡。
在导出窗口中,打开下拉菜单,然后选择来自连接工具的日志。
在导出窗口中,选择导出。
在导出过程结束时,将出现一个导出弹出窗口,确认导出已完成。
PFExport_<IAM name>_<datetime>.tar.gz 文件被自动下载。
导出“结果”
可以从控制器仅导出拧紧结果。
如何导出“结果”
在主视图上,选择控制器选项卡。然后,在左侧选择导出/导入选项卡。
在导出窗口中,打开下拉菜单,然后选择结果。
在导出窗口中,选择导出。
在导出过程结束时,将出现一个导出弹出窗口,确认导出已完成。
对于多主轴系统(固定),自动下载的导出文件为 .zip 格式,否则为 .csv 格式。
导出"系统日志和信息"
系统日志和信息的导出使维修技师能够与 Atlas Copco 的维修技师共享系统日志及其信息。
通过导出系统日志和信息,可以更轻松地解决系统(如控制器)问题。
系统日志和信息的导出不包括来自所连接工具的日志。
如果需要从连接的工具导出日志,请选择必要的导出方法。
系统日志和信息导出中包含的所有数据都存储在文件 PF/IXBExport_<IAM name>_<datetime>.tar.gz 中,其包括以下文件和目录:
atlas_sys_d.zip - 来自驱动器应用程序的日志文件
atlas_sys_i.zip - 来自 IT 应用程序的日志文件
atlas_protocol_log.zip – 来自外部协议适配器的日志文件
ExportInfo.txt - 包含有关 IAM 和控制器的信息的文本文档
licenseInformation.zip – 许可证信息和系统功能
atlas_systeminformation.zip – 向 Atlas Copco 研发部门提供有关当前系统运行状况和设置的信息
atlas_workflow_log.zip – 来自外部协议适配器的工作流日志文件
如何导出"系统日志和信息"
在主视图上,选择控制器选项卡。然后,在左侧选择导出/导入选项卡。
在导出窗口中,打开下拉菜单,然后选择系统日志和信息。
在导出窗口中,选择导出。
在导出过程结束时,将出现一个导出弹出窗口,确认导出已完成。
PF/IXBExport_<IAM name>_<datetime>.tar.gz 文件被自动下载。
相关信息
导入控制器配置和设置
用户导入控制器配置和设置时,现有配置和设置将替换为导入的控制器配置和设置。
不会导入或取消选择以下配置:
控制器网络设置未导入
结果和事件未导入
许可证分配未导入
虚拟站点中分配的任务被取消选择
jsonConfigurations.zip(多步骤拧紧和拧松程序)未导入
"licenseInformation.zip"(许可证信息和系统功能)未导入
如何导入控制器配置和设置
在主视图上,选择控制器选项卡。然后,在左侧选择导出/导入选项卡。
在导入窗口中,选择导入。
信息弹出窗口确认所有拧紧程序、批处理、附件和控制器设置将被导入文件的设置替换。
不过,网络、结果和事件的设置将不会被导入。选择继续。
在导入弹出窗口中,选择选择文件。然后,选择要在控制器上导入的文件。
在导入过程结束时,控制器将自动重启。
如果在导入过程开始之前中断了导入过程,或者文件消失了,则会通知用户并必须重启控制器(以确保其处于有效状态)。
如果导入过程被中断,但文件未损坏且存在,则可以完成导入。
使用设置选项卡
网络配置
Power Focus XC 可设定为通过 Atlas Copco 软件 ToolsTalk 或本地区域网络 (LAN) 上的 Web 浏览器进行访问。此外,还可以通过连接的 PC 访问,因为它采用 IPv4 协议。
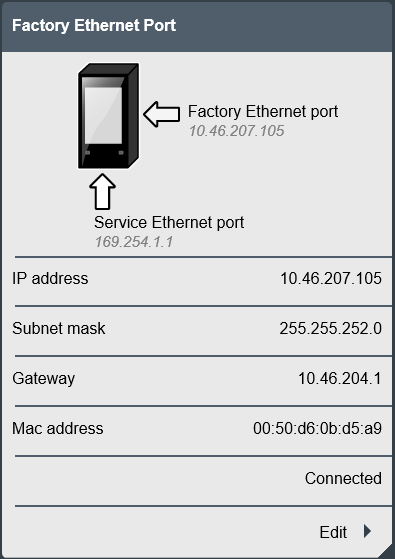
如要访问和更改以太网设置,请选择编辑。
只可以配置工厂以太网端口。服务以太网端口具有一个不能连接到本地网络的指定 IP 地址:169.254.1.1。
访问 LAN 上的控制器
选择网络菜单,在工厂以太网端口窗口中,点击编辑。然后,将启用设为开,以更改以太网设置。
将网线连接到工厂以太网端口,然后手动指定所需的信息,或者如果可用,使用 DHCP 服务器提供的信息。必需信息包括:
IP 地址
子网掩码
网关
这些信息由本地系统管理员提供。
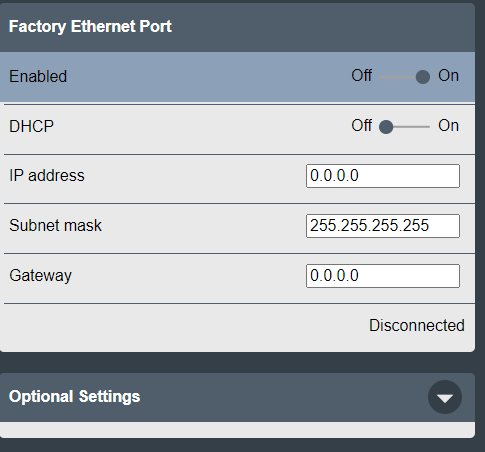
在使用手动选项时,提供适合DNS 服务器使用的可选设置。
通过 WEB GUI 访问控制器
将直通非屏蔽以太网电缆 (RJ45) 的一端连接到电脑,另一端连接到控制器上的以太网电缆连接器(服务端口)。
打开电脑上的 web 浏览器,输入以太网线连接器(服务端口)下显示的网址。
通过手机 GUI 访问控制器
在控制器的前部,用移动设备的摄像头扫描左侧的二维码。
用移动设备的摄像头扫描右侧的二维码。
可以通过 Web GUI 编辑 SSID 配置。当控制器重新启动时,SSID 将始终被设置为默认值。
协议配置
Power Focus XC 可设为与运行 Atlas Copco 许可证管理器,以及两款 Atlas Copco 软件产品 ToolsTalk 和 ToolsNet 的服务器通信。ToolsTalk 可用于配置一个或多个控制器。ToolsNet 可用于处理结果报告。
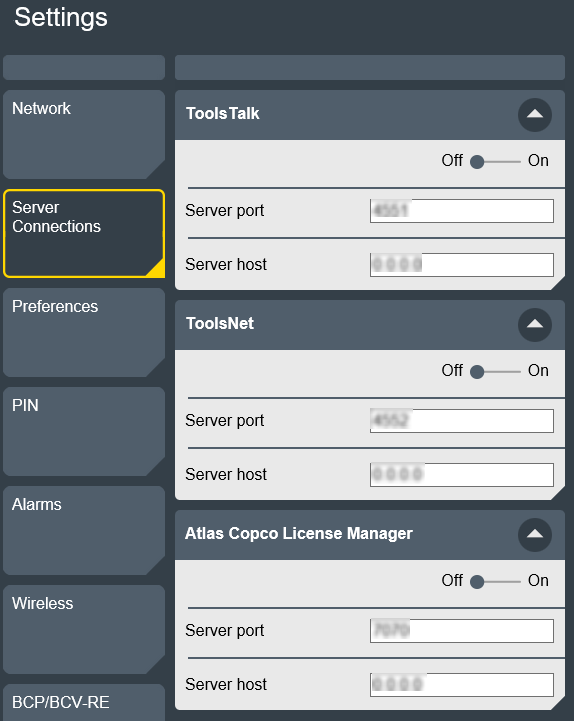
配置 ToolsTalk 连接
要将控制器连接至 ToolsTalk,需在控制器上配置并激活 ToolsTalk 协议设置。
在主视图上,前往设置选项卡,并在左窗格上选择服务器连接。
在 ToolsTalk 窗口中,设置以下参数:
字段
说明
开/关
启用/禁用与 ToolsTalk 服务器的通讯
服务器端口
ToolsTalk 服务器端口
服务器主机
ToolsTalk 服务器 IP 地址
选择应用。
若要查看 ToolsTalk 连接状态,请选择查看结果按钮进入实时结果视图。然后选择协议连接按钮  。在出现的对话框中,选择服务器连接选项卡。
。在出现的对话框中,选择服务器连接选项卡。
有关如何配置 ToolsTalk 的信息,请参阅 ToolsTalk 2 用户指南。
配置 ToolsNet 连接
要将控制器连接至 ToolsNet 来采集拧紧结果,需在控制器上配置并激活 ToolsNet 协议设置。
在主视图上,前往设置选项卡,并在左窗格上选择服务器连接。
在 ToolsNet 窗口中,设置以下参数:
字段
说明
开/关
启用/禁用与 ToolsNet 服务器的通讯
服务器端口
ToolsNet 服务器端口
服务器主机
ToolsNet 服务器 IP 地址
选择应用。
若要查看 ToolsNet 连接状态,请选择查看结果按钮进入实时结果视图。然后,选择 按钮。在出现的对话框中,选择服务器连接选项卡。
有关如何配置 ToolsNet 的信息,请参阅 ToolsNet 8 用户指南。
配置许可证管理器
将 Atlas Copco 许可管理器与控制器相连,并通过 Settings(设置)菜单中的 Server connections(服务器连接)选项卡激活控制器上的协议设置。
区域 | 说明 |
|---|---|
开/关 | 启用/停用与 Atlas Copco 许可管理器的通信。 |
服务器主机 | Atlas Copco 许可管理器服务器的 IP 地址 |
服务器端口 | Atlas Copco 许可管理器服务器端口 |
配置远程日志记录连接
要将控制器连接至远程日志记录服务器,需在控制器上配置并激活远程日志记录设置。
在主视图上,前往设置选项卡,并在左窗格上选择服务器连接。
在远程日志记录窗口中,配置以下参数:
字段 | 说明 |
|---|---|
开/关 | 启用/禁用与远程日志记录服务器的通信 |
TCP/UDP | 选择 TCP 或 UDP 协议 |
服务器主机 | 远程日志记录服务器 IP 地址 |
服务器端口 | 远程日志记录服务器端口 |
配置日志级别
配置存储在远程日志记录服务器上的日志:
在主视图上,前往设置选项卡,并在左窗格上选择服务器连接。
在 远程日志记录 窗口中,选择配置。
在配置设施窗口选中适用的复选框。
类别
系统日志分类
错误
警报、严重、紧急、错误
警告
警告
信息
信息、通知
要将选择恢复到以前的配置,请选择撤消。
选择应用。
配置首选项
“首选项”包含日期和时间、语言、扭矩单位和启动画面等常规设置。
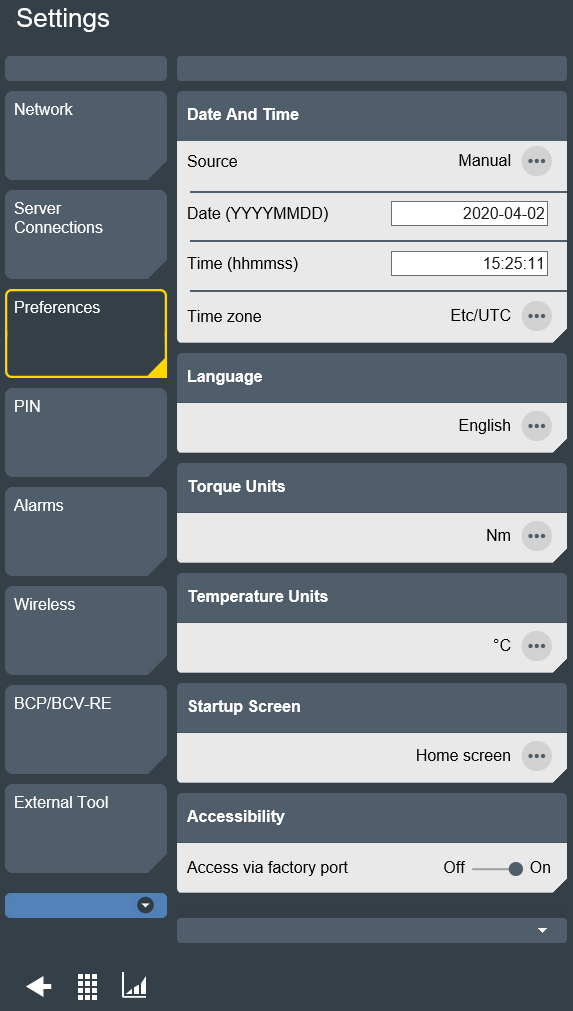
配置日期和时间
必须设置日期和时间,以便活动和结果显示时带有正确的时间戳。
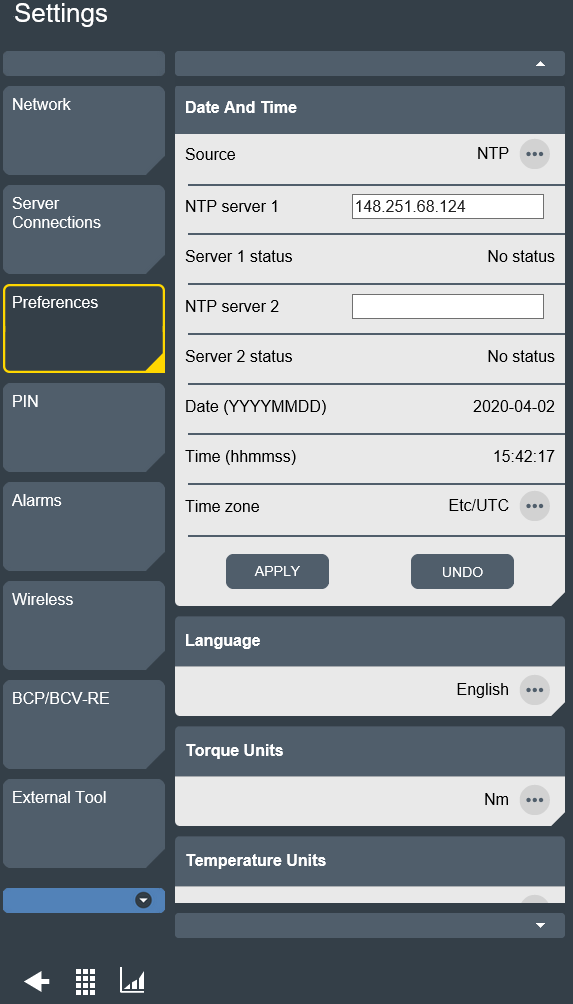
通过以下三种可用来源中的一种检索时间:
手动
NTP
ToolsNet
在将来源设为手动时,需手动设置日期、时间和时区。
在将来源设为 NTP时,将从 NTP 服务器定义在 GUI 中的数据检索日期和时间。
在将来源设为 ToolsNet 时,将从 ToolsNet 服务器中检索日期和时间。
字段 | 说明 |
|---|---|
源 | 要从中检索日期和时间的来源。 |
日期 (YYYYMMDD) | 如果将来源设为手动,则需手动输入日期。 |
时间 (hhmmss) | 如果将来源设为手动,则需手动输入时间。 |
时间区 | 时区既可为本地时区,也可以是位置或 Etc/UTC(协调世界时)等标准时区。 |
NTP 服务器 | NTP 服务器的 IP 地址为控制器提供日期和时间。 |
配置显示的控制器语言
控制器 GUI 被翻译为 12 种语言。要更改 GUI 的显示语言:
点击或单击当前正在使用的语言名称旁的箭头。
从列表中选择语言。
语言更改立即生效。
语言 | 在控制器中显示 |
|---|---|
英语 | 英语 |
捷克语 | Čeština |
德语 | Deutsch(德语) |
西班牙语 | Español |
法语 | Français |
韩语 | 한국어 |
意大利语 | Italiano |
日语 | 日本語 |
葡萄牙语 | Português |
俄语 | Русский |
瑞典语 | Svenska |
中文 | 中文 |
配置显示的扭矩单位
选择扭矩值和结果使用的单位。执行拧紧后以及在结果列表中存储后,扭矩结果将以选定的单位显示。
要更改控制器 GUI 中使用的扭矩单位:
点击或单击当前正在使用的单位名称旁的箭头。
从列表中选择单位。
扭矩单位更改立即生效。
单位 | 说明 |
|---|---|
cNm | 百分之一牛顿米 |
dNm | 十分之一牛顿米 |
Nm | 牛顿米 |
kNm | 千牛顿米 |
in·lbf | 英寸-磅力 |
ft·lbf | 英尺-磅力 |
in·ozf | 英寸-盎司力 |
ft·ozf | 英尺-盎司力 |
gf·cm | 克力-厘米 |
kgf·cm | 千克力-厘米 |
kgf·m | 千克力-米 |
配置显示的温度单位
控制器中的温度可以摄氏度或华氏度显示。
要更改控制器 GUI 中使用的温度单位:
在主视图上,前往设置选项卡,选择左窗格上的首选项,然后前往温度单位窗口。
选择当前使用的单位名称旁的省略号图标。
从列表中选择单位。
温度单位更改立即生效。
可用的温度单位 单位
说明
°C
摄氏度
°F
华氏度
配置启动屏幕
控制器启动时的默认画面为主界面。可以更改结果页面的启动画面。
更改设置的启动画面需要重启控制器或刷新 WEB GUI。
工厂端口可访问性
在主视图上,前往设置选项卡,选择左窗格上的首选项,然后前往可访问性窗口。
将通过工厂端口访问选择器滑到关闭位置,以通过工厂端口访问 GUI。
通过工厂端口访问选择器默认处于开启位置。
当通过工厂端口访问 GUI 时,不能再进行更多更改。
工具警报配置
设置警报以控制何时对与控制器相连的工具进行维护或校准。工具保养间隔和有关所连接工具的其他相关信息可在工具选项卡上找到。
要访问工具警报,请前往主视图上的设置选项卡,并在左窗格上选择警报。
窗口 | 说明 |
|---|---|
保养指示灯警报 | 在达到工具的保养周期时启用警报。 |
报警后工具被锁定 | 保养间隔到期时锁定工具。 |
校准报警 | 针对与控制器连接的所有工具启用工具校准警报。 |
机油监控警报 | 针对与控制器连接的所有工具启用机油监控警报。 将报警后工具锁定选项滑到开启位置,以便在该警报关闭时锁定相应的工具。 |
事件设置配置
控制器中可用的事件可以配置为下列一种或若干种状态:
已确认
已登录
已显示
结果配置
通过结果菜单,用户可在结果列表所示的结果中配置标签名称。
更改 Result Status(结果状态)名称
进入 Settings(设置),然后选择 Results(结果),单击 Customized detailed status(自定义详细状态)。
查找您希望改变的状态名称。
将新的名称填入右侧New status name(新状态名称)的相应字段内。
扩展日志记录配置
Power Focus XC 自动创建日志并存储它们。这些日志可以配置为包括使用日志组的扩展日志记录。
此部分内容
配置日志组
日志组的默认设置为“关闭”。将日志组的设置切换为开启:
在主视图上,前往设置选项卡,并在左窗格上选择扩展日志记录。
在日志组窗口,将组设置为开启。
重置日志组
可以将所有日志组重置为其默认设置。
在主视图上,前往设置选项卡,并在左窗格上选择扩展日志记录。
在重置日志组窗口中,选择重置。
此时会出现一个弹出窗口,询问是否要重置所有日志组。选择是。
持久日志组
日志组在每次重启时都会重置为其默认设置。要防止重设,可使用持久性日志组。
在主视图上,前往设置选项卡,并在左窗格上选择扩展日志记录。
在重启后保持选择窗口中,将持久设置开启。
重置
出厂设置控制器
可以将控制器还原为原始出厂设置。
在重置控制器时将删除所有设置、事件、配置和历史数据。仅在完全确定必要时,才进行出厂重置。
执行控制器出厂重置
在主页视图上,选择设置选项卡。然后,在左侧选择重置。
在出厂重置控制器窗口中,选择重置。
将出现一个弹出窗口,提醒将删除所有数据。然后,选择是。
控制器将重启,以启用新设置。
清除结果
可以删除存储在控制器上的结果和事件。
删除结果和事件
在主页视图上,选择设置选项卡。然后,在左侧选择重置。
在清除结果窗口中,选择清除。
将出现一个弹出窗口,提醒将删除所有结果和事件。然后,选择是。
关闭控制器并等待 30 秒,然后再次开启系统。
手机 GUI
使用任务选项卡
任务在任务菜单中配置。任务运行一个拧紧程序,可从手机 GUI 监控。任务的结果显示在结果菜单中。
要创建一个拧紧程序,先创建一个任务,然后选择一个策略,可以是拧紧至扭矩或拧紧至扭矩 + 角度。
PFXC 拧紧程序需要设定好参数,以执行拧紧。必须输入目标扭矩值,如果选择了拧紧至扭矩 + 角度,还需输入目标角度。其他设置是可选的,例如程序名称、峰值扭矩和角度。当通过添加扭矩或螺母旋转角度必须遵守的限值来改进拧紧时,这些设置用来监控拧紧。
可以从手机 GUI 运行两种拧紧程序,拧紧至扭矩和拧紧至扭矩 + 角度。
web GUI 中提供了多步骤程序和其他类型的拧紧程序,不应将其分配给虚拟站点 1,以避免结果显示不正确。
创建源拧紧程序
转到任务选项卡。
选择屏幕右上角的加号图标。
选择一个拧紧策略。
给源拧紧命名。
输入目标扭矩。
选择应用保存更改。更改不会自动保存。
选择撤消放弃更改。
编辑源拧紧程序
在任务选项卡上,将编辑选择器滑到开启位置。
在要编辑的拧紧程序上,选择省略号图标。
在拧紧程序上执行所需的修改。
选择应用保存更改。更改不会自动保存。
选择撤消放弃更改。
删除源拧紧程序
在任务选项卡上,将编辑选择器滑到开启位置。
在要删除的拧紧程序上,选择移除图标。
使用控制器选项卡
有关 Power Focus XC 控制器的系统管理任务,请通过 Controller(控制器)菜单处理。可以通过 web GUI 或 Tools Talk 2 GUI 访问菜单。
此部分内容
导出配置
导出功能用于导出报告菜单中可访问的拧紧结果,以便在外部程序中进行分析。
导出功能用于:
导出拧紧结果和事件,以便从电缆工具进一步处理。
导出日志文件,以获得 Atlas Copco 服务工程师的调试帮助。
导出可用于将设置复制到另一个控制器的控制器配置。
从手机 GUI 导出数据
要从手机接口导出数据,请执行以下操作:
转到控制器选项卡。
在导出菜单中,点击省略号图标 (...)。
选择一个选项:
所有控制器信息
设置和配置
来自已连接工具的日志
结果
点击到设备,将所选数据下载到移动设备中。
点击到 USB,将所选数据下载到连接到控制器前部 USB 端口的格式正确的 USB 存储设备中。
所有控制器信息和设置和配置不包括所连接工具的信息。
设置和配置仅导出设置,执行所需时间更少。
对于 STB、SRB 和 TBP 工具,只能导出日志。
当选择来自所连接工具的日志且没有工具连接到控制器时,将导出一个空白文件。
结果仅从控制器导出拧紧结果。
导出的文件
导出的文件是一个压缩文档,其中包含一个具有相关设置的二进制文件,以及两个包含结果和事件的字符分隔值 (csv) 文件。
在选择设置和配置后,不会将包含结果或事件的文件导出到数据文档。
文件 | 说明 |
|---|---|
PFExport__<Controller name>_<Time stamp>_Events.csv | 以分号分隔的文件,其中包含以下信息:
|
PFExport__<Controller name>_<Time stamp>_Results.csv | 以分号分隔的文件,其中包含以下信息:
|
ExportInfo.txt | 关于控制器设置和控制器软件的信息。 |
settings/settings.bin | 一个包含所有拧紧程序和批次设置、配件配置和控制器设置的二进制文件,例如:语言、扭矩单位、数据、日期和时间,以及结果视图。 |
导出的 .csv 文件格式
根据控制器中的语言设置,导出的 .csv 文件使用不同的字符来分隔字段。有关语言格式详情,请参见下表。
语言 | 日期/时间 | 字段分隔符 | 数字格式 |
|---|---|---|---|
英语 (en_US) | MM/dd/yyyy hh:mm:ss | , | 123.456 |
捷克语 (cs_CZ) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
德语 (de_DE) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
西班牙语 (es_ES) | dd/MM//yyyy hh:mm:ss | ; | 123,456 |
法语 (fr_FR) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
韩语 (ko_KR) | yyyy-MM-dd hh:mm:ss | , | 123.456 |
意大利语 (it_IT) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
日语 (ja_JP) | yyyy/MM/dd hh:mm:ss | , | 123.456 |
葡萄牙语(pt_BR) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
俄语 (ru_RU) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
瑞典语 (sv_SE) | yyyy-MM-dd hh:mm:ss | ; | 123,456 |
中文 (zh_CN) | yyyy/MM/dd hh:mm:ss | , | 123.456 |
根据计算机中的语言设置,打开导出的 .csv 文件时可能会出现格式问题。为避免出现问题,请始终匹配控制器和计算机中使用的语言。
报告和统计信息
在本节中,您可以了解可用的报告和统计信息。
Web GUI
使用报告选项卡
结果
此部分简介如何访问 Power Focus XC 控制器上的拧紧结果以及如何读取不同结果视图中给出的信息。其中介绍了每次拧紧后的实时结果视图和 Reports(报告)菜单的 Results(结果)中提供的历史结果视图。
执行拧紧后,结果被存储到控制器中。也可使用导出功能,将结果发送至诸如 ToolsNet 之类的外部系统或导出供分析。
实时结果
实时结果点击显示控制器上不同虚拟站点的结果。
此部分简介如何访问 Power Focus XC 控制器的手机 GUI 上的拧紧结果以及如何读取每次拧紧后实时结果视图中给出的信息。
阅读实时结果中给出的信息
指向并点击图片以查看更多信息:
1 | 虚拟站点名称 |
2 | 结果状态。 |
3 | 拧紧程序名称 |
4 | 表明 NOK 结果原因的消息 |
5 | 拧紧扭矩结果 |
6 | 目标扭矩 |
7 | 拧紧角度结果 |
8 | 目标角度 |
此部分内容
查看协议状态
在主视图上,选择执行结果按钮。在左窗格上,实时结果被自动选择。
在右上角,选择协议连接按钮
。出现协议状态对话框。对话框中的选项卡显示以下信息:
选项卡
说明
开放协议
显示开放协议连接的状态:OK(好)/ NOK(不好)
服务器连接
显示与 ToolsTalk 和 ToolsNet 服务器的连接的状态:OK(好)/ NOK(不好)
要更改配置设置启用/禁用,转到设置 > 服务器连接,然后选择要配置的服务器。
启动器状态
显示不同系统适配器的启动器状态:OK(好)/ NOK(不好)
选择关闭。
存储的结果
控制器会存储所执行的每次拧紧或拧松的结果。Power Focus XC 最多可存储 10,000 个结果。
显示存储的结果
在主视图上,前往报告选项卡。在左窗格上自动选择结果。
在结果窗口中,选择查看所有结果。
结果列表显示以下信息:日期:执行拧紧的日期和时间。
虚拟站点:执行拧紧所用的虚拟站点。
拧紧程序:“拧紧程序”列显示“多步骤拧紧程序”名称或“批处序列”名称,后跟“批处序列”中的“拧紧程序”名称。
结果:扭矩/角度结果。
限值:“限值”列仅在用户设置“步骤监视器”或“步骤限制”或“程序监视器”或“程序限制”时显示数值。
步骤监视器、步骤限制、程序监视器和程序限制适用于最终扭矩和最终角度。
详情:拧紧/拧松结果详情。
轨迹复选框:通过选中绘制图复选框,相应结果将显示在同步绘制图结果视图中。
在限值列中,最小值/最大值可能是红色的。
在这种情况下,红色值表示发生了以下任何情况:
测量值低于在多步骤程序中设置的最小值。
测量值高于在拧紧程序中设置的最大值。
显示和读取结果绘制图
在主视图上,选择报告选项卡。在左窗格上自动选择结果。
在结果窗口中,选择查看所有结果。
结果列表显示在结果窗口中。选择必要的结果。
拧紧绘制图显示在绘制图结果视图窗口中。
绘制图结果视图窗口将逐步显示拧紧寿命周期。
当拧紧为 NOK 时,绘制图结果视图将显示引发它的步骤监视器或步骤限制。
在绘制图图形上,导致步骤级别的 NOK 拧紧的步骤监视器或步骤限制显示为红色。
指向并点击图片以查看更多信息:
1 | 结果视图曲线图 |
2 | 结果视图数字 |
3 | 结果视图步骤监控器 |
4 | 结果视图报告器 |
结果视图 - 曲线图
本部分以图表形式显示拧紧情况。
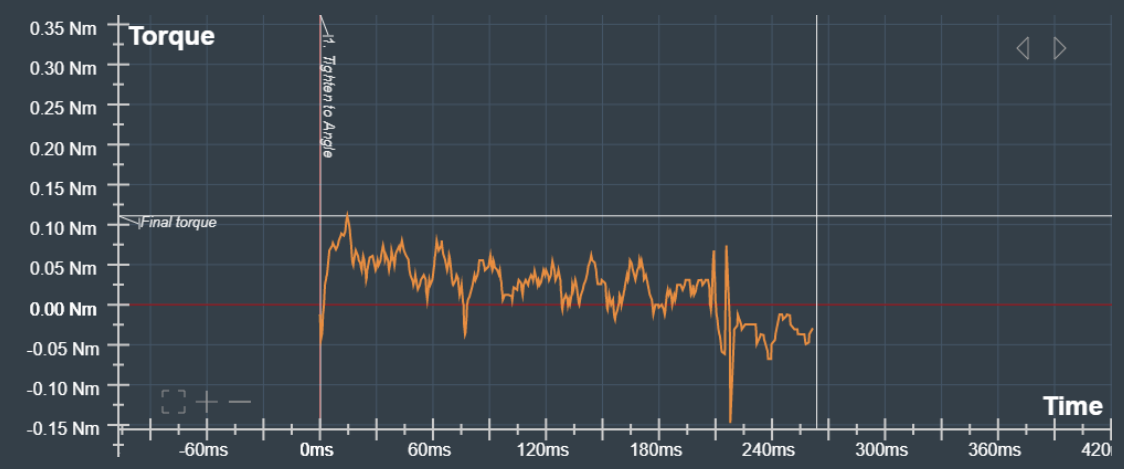
使用曲线图右上角的箭头查看所选拧紧结果可用的不同曲线图。
下列轨迹图可用:
扭矩/时间
扭矩/角度
角度/时间
速度/时间
速度/角度
变化率/时间(将拧紧程序配置为进行变化率跟踪时)
变化率/角度(将拧紧程序配置为进行变化率跟踪时)
电流/时间
电流/角度
步骤线位于绘制图图形上。
在轨迹图上,可以放大/缩小、移动轨迹以及读取特定点的 x 轴和 y 轴值。
在曲线图的左下角,可选择加号图标 (+) 放大、减号图标 (-) 缩小,或正方形图标 (□) 将缩放水平重置回默认视图。
结果视图 - 数字
本部分显示以数字表示的结果。还有关于拧紧程序、虚拟站点、拧紧日期和时间、状态等的信息。该视图还将显示一些标识符,如 VIN。
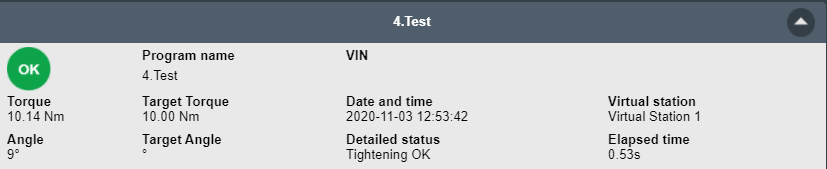
结果视图 - 步骤监控器
本部分显示了拧紧结果列表,以及所用步骤监控器的信息和其他步骤信息。
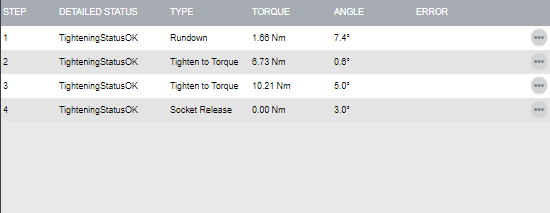
选择列出的不同拧紧结果上的省略号图标以获取更多信息。
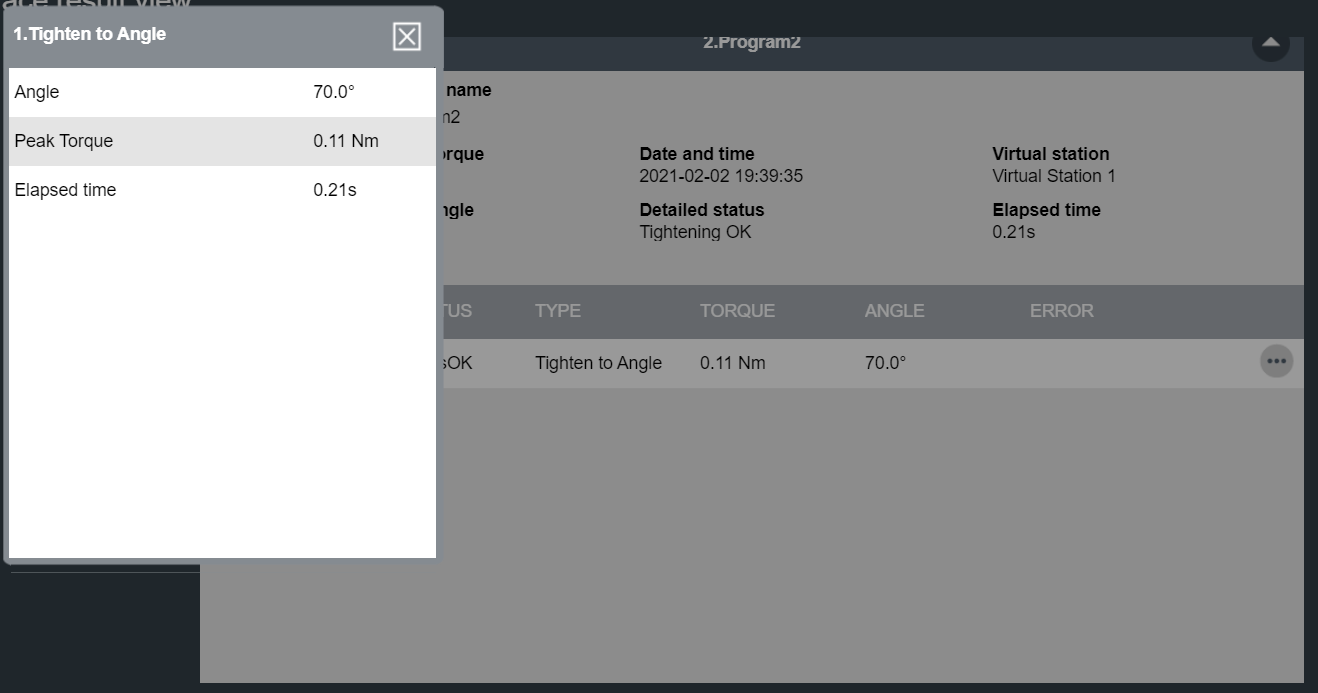
结果视图 - 报告器
本部分显示了来自结果报告器的值。如果为程序监视器/限制定义了结果报告器,则报告该监视器/限制中的值。如果没有为程序监视器/限制定义结果报告器,则将报告来自主路径中最新执行的结果报告器的值。
如果在程序中定义了多个相同类型的报告者,则评估顺序为:
程序监视器/程序限制结果报告。
主路径中最后执行步骤的监视器/限制结果报告。
相应结果报告器设置的最高级别多步结果的值:
结果报告器最终角度设置的最终角度
结果报告器最终扭矩设置的最终扭矩
结果报告器当前设置的当前
此部分内容
查看同步后的轨迹
不支持同步早于软件版本 3.5 的轨迹。
同步和比较轨迹
在主页视图上,选择报告选项卡。在左侧,结果被自动选择。
在结果窗口中,选择查看所有结果。
通过标记相应结果的
 图标来选择要比较的轨迹。选中的轨迹图标将变为蓝色。
图标来选择要比较的轨迹。选中的轨迹图标将变为蓝色。最多可选中 10 条轨迹。
不带
图标的结果不支持同步。选中右上角的
 图标将打开同步轨迹视图。当选择
图标将打开同步轨迹视图。当选择  图标时,所有选定的结果轨迹将被取消选中。
图标时,所有选定的结果轨迹将被取消选中。在同步轨迹结果视图中,从下拉列表中选择首选的同步方法。
选择右上角带有箭头的轨迹类型。
同步轨迹结果视图显示如下:
指向并点击图片以查看更多信息:
1 | 选择同步轨迹的方法以及当前同步方法的显示方式。 |
2 | 在可用轨迹类型之间切换。下列轨迹图可用:
|
3 | 缩放方法可更详细地检查轨迹各部分。选择“+”放大、选择“-”缩小,或选择“正方形图标”将缩放级别重置回默认视图。 还可以通过按住鼠标右键、将鼠标移到某个部分上,然后松开鼠标右键来缩放到特定部分。所绘矩形内的区域定义了要显示的区域。 |
4 | 每个结果都由一个选项卡表示,显示执行拧紧时的时间。每个选项卡左侧的图标反映拧紧结果:
单击图标可在其轨迹的以下显示设置之间切换:
|
5 | 更改主要结果轨迹。 主要结果轨迹用作参考,将定义 x 轴的值。仅一条轨迹可设为主要结果。第一条被选中的轨迹(最左侧选项卡)默认用作参考。 |
6 | 当前选定结果的拧紧详情。 |
同步方法
同步方法是按特定值同步轨迹的不同策略。
轨迹可按峰值扭矩(每个轨迹达到的最高扭矩)等进行同步。这将沿 x 轴移动所有轨迹,直到每条曲线在 x 轴上完全相同的位置达到其峰值扭矩值。
随后的所有结果将根据以下方法之一获得一个 x 轴偏移:
同步方法 | 说明 |
|---|---|
无 | 默认值。选定的轨迹不会被同步。 |
峰值/扭矩 | 所有轨迹都向峰值同步,即沿 x 轴移动,以使峰值与主结果的峰值位于 x 轴上的相同位置。 |
定制/扭矩 |
如果选中了同步方法定制且所有轨迹都未包含所配置的值,定制值字段中将显示感叹号。 |
如果结果没有与同步方法匹配的轨迹值,则无法同步,并且不会显示其轨迹。而是显示感叹号。
如果没有能进行同步的轨迹,则显示错误消息“无法同步”。
事件
阅读事件中给出的信息
事件包含描述已发生事件的信息以及部分系统信息,用于辅助描述何时何地发生什么事件。
指向并点击图片以查看更多信息:
1 | 标题 - 描述事件涉及系统的哪个部分。 |
2 | 事件名称 - 事件的简短描述文本。 |
3 | 虚拟站点 - 如果事件与控制器的虚拟站点有关,将会显示虚拟站点名称。 |
4 | 代码 - 具有唯一性的四位数字编号,用于区分事件。 |
5 | 模块 - 描述事件涉及系统的哪个部分。 |
6 | 类型 - 信息、警告或错误。 |
7 | 时间 - 事件发生的日期和时间。 |
事件类型
事件分成三类:信息、警告或错误。
Power Focus XC 最多可存储 2,000 个事件。
信息事件
信息事件指的是,因用户或系统执行的动作而发生的引人注目的事件。信息事件不需要用户采取任何特殊行动。
警告事件
警告事件表示可能影响系统性能或导致人员受伤的潜在严重状况。
错误事件
错误事件表示服务失败之类的严重状况,大多需要用户更改设置或配置才能继续。
事件配置
所有事件均有默认设置,规定其是否应该确认 (ACK)、记录 (LOG) 或显示 (DISP)。这些事件可在设置菜单中的事件下配置。
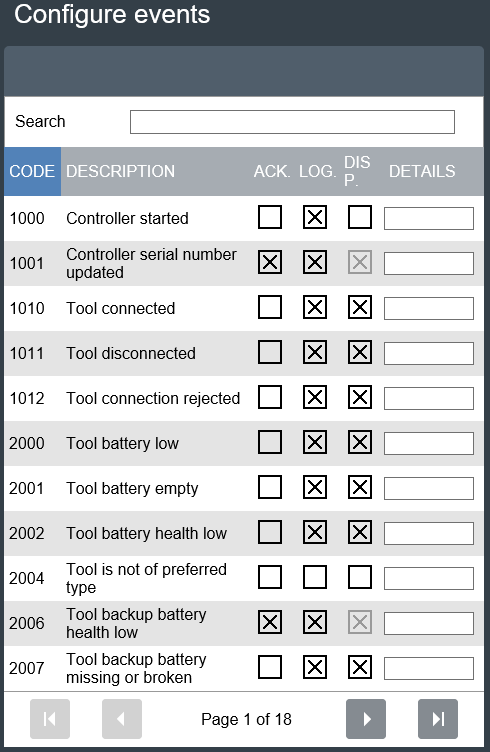
无法更改灰显选项。
事件代码
事件的不同类型用于通知用户,系统中某些状态发生变化或出现某些状态。每个事件都需要一个不同的操作。
上述的部分过程只能由 Atlas Copco 服务人员执行。
有关特定事件代码的详细信息,请使用以下筛选器或在搜索框中输入事件代码搜索条件。
Log / Display / Ack / Conf | |||||||
|---|---|---|---|---|---|---|---|
none | item | none | none | none | column | list | list |
1000 | 信息 | 控制器已启动 | 控制器已启动。 | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC PFHC | 控制器和工具 | ||
1001 | 警告 | 控制器序列号已更新 | 如果 IT 板盒序列号(控制器序列号)不同于 AUX 板盒序列号,会在启动时生成。AUX 板盒在现场视为不可替代。控制器在更新序列号时将会重启。 | 更换 IT 板或盒。 | 日志 Conf | Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器和工具 |
1010 | 信息 | 工具已连接 | 工具已连接。 | 日志 显示屏 Conf | Flex Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC PFHC | 控制器和工具 | |
1011 | 信息 | 工具已断开 | 工具已断开。 | 日志 显示屏 Conf | Flex Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC PFHC | 控制器和工具 | |
1012 | 信息 | 工具拒绝了控制器连接 | 如果工具进入跳过区域,则可能发生此事件。 | 核实是否有另一个控制器连接到该工具。 确保工具设置正确。 | 日志 显示屏 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 控制器和工具 |
2000 | 警告 | 电池电量低 | 更换电池。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2001 | 警告 | 电池电量用完 | 更换电池。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2002 | 警告 | 工具电池健康状态低 | 检测到工具电池存在健康问题。 | 更换电池。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2004 | 警告 | 工具为非首选类型 | 工具已被具有不同最大扭矩的工具替换。 | 更改工具。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2006 | 警告 | 工具备用电池健康状态低 | 工具中的备用电池性能太差。 | 应更换备用电池。 | 日志 显示屏 确认 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2007 | 警告 | 工具备用电池丢失 | 工具备用电池缺失。 | 插入电池。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2008 | 警告 | 工具备用电池错误 | 检测到工具备用电池错误。 | 更换电池。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2009 | 警告 | 备用电池电压低 | 控制器备份电池电量几乎耗尽。 | 更换电池。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2010 | 错误 | 工具软件版本不匹配 | 工具和控制器软件版本不兼容。 | 请对工具进行维修 - 更新工具软件。 | 日志 显示屏 确认 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 |
2012 | 警告 | 工具通信干扰 | 工具和控制器之间的通信中断。 | 重新定位天线布置。 | Conf | Flex Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC PFHC | 工具 |
2013 | 警告 | 方向选择环位置错误 | 工具方向开关位于故障位。 | 如果频繁出现 - 请对工具进行维修。 | 日志 显示屏 Conf | Flex Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2014 | 警告 | 工具过热 | 工具过热。 | 让工具冷却。 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 |
2015 | 错误 | 工具温度传感器错误 | 仅限 SRB、TBP 和 IxB 工具。 | 维修该工具。 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 |
2016 | 警告 | 工具脉冲装置过热 | 脉冲装置过热。工具未锁定,但是只要工具脉冲装置温度超过阈值,工具启动时就会显示警告。 | 让工具冷却。 | 日志 显示屏 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2019 | 警告 | 工具无法启动电机 | 工具电机故障。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2020 | 警告 | 工具需要电机调谐 | 工具需要电机调谐。 | 执行电机调谐。 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 |
2021 | 警告 | 电机调谐失败 | 电机调谐失败。 | 完成电机调谐或请对工具进行维修。 | 日志 | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 |
2022 | 信息 | 电机调谐完成 | 电机调谐完成。 | 日志 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 | |
2023 | 警告 | 工具需要执行开口端调整 | 工具需要开口端调整。 | 执行开口端调整。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2024 | 警告 | 开口端调整失败 | 开口端调整失败。 | 尝试再执行一次开口端调整。如果还是失败,请对工具进行维修。 | 日志 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2025 | 信息 | 开口端调整成功 | 开口端调整成功。 | 日志 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2026 | 警告 | 开口端定位失败 | 开口端定位失败。 | 再次按下工具触发器,等待定位完成。如果还是失败,请对工具进行维修。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2027 | 警告 | 由于工具温度高,使用受到限制 | 已达到温度极限。拧紧已被禁止,以减少由于过热而导致工具关闭的风险。 | 等待直到工具温度降低。 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 |
2030 | 错误 | 工具内存错误:更改工具 | 工具存储器损坏。 | 维修该工具。 | 日志 显示屏 确认 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 |
2031 | 错误 | 工具配件内存损坏 | 工具配件内存损坏。 | 维修工具配件。 | 日志 显示屏 确认 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 |
2040 | 错误 | 系统检查失败 | 日志 显示屏 确认 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 | ||
2041 | 错误 | 扭矩传感器错误 | 校准错误或工具报告传感器错误时会生成该错误。 | 维修该工具。 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 |
2042 | 错误 | 角度传感器错误 | 维修该工具。 | 日志 显示屏 确认 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 | |
2043 | 错误 | 工具接地故障报错 | 维修该工具。 | 日志 显示屏 确认 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 | |
2044 | 信息 | 工具保养间隔已到期 | 表示需要对工具进行保养。超过设定的拧紧数时触发。 | 执行工具维修。 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 |
2045 | 警告 | 工具校准数据无效 | 如果校准数据验证失败。 | 维修该工具。 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 |
2046 | 信息 | 工具:下次校准日期已到期 | 表示需要校准工具。在设置中启用校准警报并且当前时间大于下次校准日期时,会触发校准工具。 | 维修该工具。 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 |
2048 | 信息 | 工具校准值通过 QA 设备更新 | 使用 QA 设备执行校准时,工具校准会得到更新。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2050 | 错误 | 工具参数文件不受支持 | 所需的工具参数缺失。 | 更新工具参数。 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 |
2060 | 信息 | 意外触发行为 | 用于防止连接了配件的工具启动。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 | |
2071 | 错误 | 工具内存损坏 | 工具描述符已损坏。 | 维修该工具。 | 日志 显示屏 Conf | Flex Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 |
2072 | 信息 | 连接了未知设备 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 | ||
2073 | 警告 | 工具触发器监管失效 | HW 通道故障。工具触发器的硬件和软件不匹配。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2074 | 警告 | 工具标识电路板故障 | 工具标识电路板故障。 | 维修该工具。 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 |
2075 | 警告 | 工具风扇电压故障 | 工具风扇电压故障。 | 维修该工具。 | 日志 显示屏 Conf | Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 |
2076 | 警告 | 工具配件总线电压故障 | 工具配件总线电压故障。 | 维修该工具。 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 |
2077 | 警告 | 工具触发器传感器错误 | 工具触发器传感器错误。 | 维修该工具。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 |
2078 | 信息 | 工具拧紧程序已更新 | 工具因拧紧程序更新而锁定。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2079 | 错误 | 工具线缆不受支持 | 工具线缆已损坏。线缆中的芯片没有响应或损坏。 | 切换线缆。 | 日志 显示屏 Conf | Flex Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 工具 |
2080 | 错误 | 工具电池故障 | 直流电压太高或太低。电池故障。 | 联系 Atlas Copco 服务代表并将电池送回 Atlas Copco(不得重复使用!)。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2081 | 错误 | 达到工具电流限值 | 达到电流限值且驱动装置会被禁用。 | 维修该工具。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2082 | 错误 | 工具电流测量值有误差 | 电流测量值有误差。无法测得可靠的电流结果。 | 维修该工具。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2083 | 错误 | 工具内部错误 | 各种内部硬件错误。 | 维修该工具。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2084 | 错误 | 工具内部软件错误 | 各种内部软件错误。 | 维修该工具。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2085 | 错误 | 工具 RBU 错误 | 工具软件检测到 RBU 错误。 | 检查当前是否安装了 RBU。如果错误仍然存在,请对工具进行维修。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2086 | 错误 | 工具失速 | 工具电机失速。 | 维修该工具。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2087 | 警告 | 工具电机电流高 | 工具电机电流超过限值,工具被锁定。工具将进入故障保护模式。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2088 | 警告 | 工具电池电流高 | 工具电池电流过高。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2089 | 警告 | 工具驱动电压低 | 工具驱动电压低于监控的电压下限值。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2090 | 警告 | 工具驱动电压高 | 工具驱动电压高于监控的电压上限。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2091 | 警告 | 工具主板错误 | 工具主板内部错误。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2092 | 警告 | 工具电源模块错误 | 工具电源模块内部错误。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2093 | 警告 | 脉冲单元油位低 | 所连接脉冲工具的油位低。 | 维修该工具。 | 日志 显示屏 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2094 | 警告 | 脉冲单元油位空 | 所连接脉冲工具的油位低于所需的工作油位。 | 维修该工具。 | 日志 显示屏 确认 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2095 | 警告 | 工具电池通信丢失 | 工具丢失与电池的通信。 | 确保电池正确紧贴。否则请更换电池。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2096 | 错误 | 工具电池软件版本不匹配 | 工具电池软件与工具软件不兼容。 | 更新软件。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2100 | 信息 | STwrench SmartHEAD 已移除 | STwrench smartHEAD 已移除。 | 重新连接 smartHEAD 并重启扳手。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2101 | 警告 | 锁定时扳手拧紧 | 当工具状态锁定在控制器中时,执行扳手拧紧操作。 | 等待直到控制器中的工具状态解锁。 | 日志 显示屏 Conf | Power Focus 6000 Power Focus 8 | 工具 |
2120 | 警告 | 无法启动:工具没有主动扭矩传感器 | 日志 显示屏 | Flex | 工具 | ||
2121 | 警告 | 连接的工具禁用传感器 | 日志 显示屏 | Flex | 工具 | ||
2122 | 警告 | 无法启动:工具缺少所需的扭矩传感器 | 更换为带双扭矩传感器的工具,或更新工具配置中的“要求双扭矩”设置。 | 日志 显示屏 | Flex IXB | 工具 | |
2123 | 警告 | 无法启动:工具缺少所需的角度传感器 | 更换为带双扭矩传感器的工具,或更新工具配置中的“要求双扭矩”设置。 | 日志 显示屏 | Flex | 工具 | |
2124 | 错误 | 主传感器上的扭矩传感器错误 | 带有双传感器的工具的主扭矩传感器出现错误。 | 维修该工具。 | 日志 显示屏 | Flex | 工具 |
2125 | 错误 | 次级传感器上的扭矩传感器错误 | 带有双传感器的工具的次级扭矩传感器出现错误。 | 维修该工具。 | 日志 显示屏 | Flex | 工具 |
2126 | 错误 | 主传感器上的工具扭矩传感器校准错误 | 带有双传感器的工具的主扭矩传感器出现错误。 | 维修该工具。 | 日志 显示屏 | Flex | 工具 |
2127 | 错误 | 工具扭矩传感器校准错误 | 扭矩传感器出现错误。 | 维修该工具。 | 日志 显示屏 | Flex 同步拧紧 | 工具 |
2128 | 错误 | 工具扭矩传感器:主变送器分流试验失败 | 带有双传感器的工具的主扭矩传感器出现错误。 | 维修该工具。 | 日志 显示屏 | Flex | 工具 |
2129 | 错误 | 工具扭矩传感器:分流测试失败 | 扭矩传感器出现错误。 | 维修该工具。 | 日志 显示屏 | Flex 同步拧紧 | 工具 |
2130 | 错误 | 工具扭矩传感器:主传感器零点偏移补偿失败 | 带有双传感器的工具的主扭矩传感器出现错误。 | 确保开始拧紧时工具上的扭矩为零。维修该工具。 | 日志 显示屏 | Flex | 工具 |
2131 | 错误 | 工具扭矩传感器:零点偏移补偿失败 | 扭矩传感器出现错误。 | 确保开始拧紧时工具上的扭矩为零。维修该工具。 | 日志 显示屏 | Flex 同步拧紧 | 工具 |
2132 | 错误 | 主传感器上的工具扭矩传感器硬件错误 | 带有双传感器的工具的主扭矩传感器出现错误。 | 维修该工具。 | 日志 显示屏 | Flex | 工具 |
2133 | 错误 | 工具扭矩传感器硬件错误 | 扭矩传感器出现错误。 | 维修该工具。 | 日志 显示屏 | Flex 同步拧紧 | 工具 |
2134 | 错误 | 工具扭矩传感器错误:主传感器上的 A/D 转换器溢出 | 带有双传感器的工具的主扭矩传感器出现错误。 | 维修该工具。 | 日志 显示屏 | Flex | 工具 |
2135 | 错误 | 工具扭矩传感器错误:A/D 转换器溢出 | 扭矩传感器出现错误。 | 维修该工具。 | 日志 显示屏 | Flex 同步拧紧 | 工具 |
2136 | 错误 | 次级传感器上的工具扭矩传感器校准错误 | 带有双传感器的工具的次级扭矩传感器出现错误。 | 维修该工具。 | 日志 显示屏 | Flex | 工具 |
2137 | 错误 | 工具扭矩传感器错误:次级传感器的分流测试失败 | 带有双传感器的工具的次级扭矩传感器出现错误。 | 维修该工具。 | 日志 显示屏 | Flex | 工具 |
2138 | 错误 | 工具扭矩传感器错误:次级传感器零点偏移补偿失败 | 带有双传感器的工具的次级扭矩传感器出现错误。 | 确保开始拧紧时工具上的扭矩为零。维修该工具。 | 日志 显示屏 | Flex | 工具 |
2139 | 错误 | 次级传感器上的工具扭矩传感器硬件错误 | 带有双传感器的工具的次级扭矩传感器出现错误。 | 维修该工具。 | 日志 显示屏 | Flex | 工具 |
2140 | 错误 | 工具扭矩传感器错误:次级传感器上的 A/D 转换器溢出 | 带有双传感器的工具的次级扭矩传感器出现错误。 | 维修该工具。 | 日志 显示屏 | Flex | 工具 |
2202 | 错误 | 发生工具 HMI 过电流 | 检测到工具 HMI 过电流。 | 维修该工具。更换工具 HMI。 | 日志 显示屏 确认 Conf | IXB | 工具 |
2203 | 错误 | 发生工具前灯过电流 | 检测到工具前灯过电流 | 维修该工具。更换工具前灯。 | 日志 显示屏 确认 Conf | IXB | 工具 |
2204 | 错误 | 发生附件总线过电流 | 检测到附件总线过电流。 | 维修该工具。更换附件总线。 | 日志 显示屏 确认 Conf | IXB | 工具 |
2207 | 错误 | 发生振动器过电流 | 检测到振动器过电流。 | 维修该工具。更换振动器。 | 日志 显示屏 确认 Conf | IXB | 工具 |
2208 | 警告 | 系统 CPU 温度高 | 系统 CPU 温度高。 | 等待直到工具温度降低。 | 日志 显示屏 Conf | IXB | 工具 |
2209 | 错误 | 系统 CPU 临界温度 | 系统 CPU 临界温度。 | 等待直到工具温度降低。 | 日志 显示屏 Conf | IXB | 工具 |
2210 | 错误 | 不支持的电源:不允许拧紧 | 工具连接的电池电压太低。 | 为工具安装电压更高的电池。 | 日志 显示屏 确认 Conf | IXB | 工具 |
2217 | 信息 | 在备用电池上运行 | 在备用电池上运行。 | 日志 | IXB | 工具 | |
2218 | 信息 | 电池已连接 | 电池已连接或控制器/工具已启动。 | 日志 | IXB | 工具 | |
2219 | 信息 | 电源:未知 | 连接了未知电源或控制器/工具启动时使用了未知电源。 | 日志 | IXB | 工具 | |
2221 | 警告 | 电池过热 | 电池温度过高。 | 更换电池,让过热的电池冷却。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 | 工具 |
2222 | 警告 | 由于电池温度高,使用受到限制 | 电池温度过高。 | 更换电池,让过热的电池冷却。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 | 工具 |
2500 | 错误 | 拉伸器拉杆最大数量 | 必须更换拉伸器拉杆。系统被锁定,无法使用。只能释放压力。 | 将拉伸器送到维修部门更换拉杆。 | 日志 显示屏 确认 | PFHC | 工具 |
2501 | 错误 | 泵电机保护警报 | 泵电机保护装置已使电机停止工作。系统必须停止。如果系统处于压力之下,需要手动操作来释放压力。 | 关闭系统。如果处于压力下,需以机械方式释放压力并将泵送去维修。 | 日志 显示屏 确认 | PFHC | 工具 |
2502 | 错误 | 泵电机油位低警报 | 泵电机油位低,导致电机停止工作。如果系统处于压力之下,需要手动操作来释放压力。 | 关闭系统。如果处于压力下,需以机械方式释放压力并加油。 | 日志 显示屏 确认 | PFHC | 工具 |
2503 | 错误 | 泵电机油温高警报 | 泵电机油温高。 | 关闭系统并等待机油冷却。 | 日志 显示屏 确认 | PFHC | 工具 |
2504 | 错误 | 拉伸器压力传感器警报 | 拉伸器的压力传感器电子元件故障。无法读取压力,也无法向系统报告压力。 | 关闭系统。如果处于压力下,需以机械方式释放压力并将拉伸器送去维修。 | 日志 显示屏 确认 | PFHC | 工具 |
2505 | 错误 | 泵压力传感器警报 | 泵的压力传感器电子元件故障。无法读取压力,也无法向系统报告压力。 | 关闭系统。如果处于压力下,需以机械方式释放压力并将泵送去维修。 | 日志 显示屏 确认 | PFHC | 工具 |
2506 | 错误 | 检测到意外的顺时针旋转 | 在完成拉伸后等待压力释放时,螺母顺时针旋转。结果无效。 | 释放压力,再次拉伸螺母。 | 日志 显示屏 Conf | PFHC | 工具 |
2507 | 错误 | 检测到意外的逆时针旋转 | 在完成拉伸后等待压力释放时,螺母逆时针旋转。结果无效。 | 释放压力,再次拉伸螺母。 | 日志 显示屏 Conf | PFHC | 工具 |
2508 | 错误 | 泵或拉伸器压力传感器故障 | 泵和拉伸器中的压力传感器读数差异太大。增压停止。 | 液压系统或压力传感器的校准有问题。重启系统并重试。如果问题再次出现,请联系您当地的 Atlas Copco 销售代表。 | 日志 显示屏 确认 | PFHC | 工具 |
2509 | 错误 | 拉伸器压力传感器故障或液压软管故障 | 拉伸器的压力传感器显示没有压力,但泵的传感器却读到压力增加。增压停止。 | 液压系统或压力传感器的校准有问题。重启系统并重试。如果问题再次出现,请联系您当地的 Atlas Copco 销售代表。 | 日志 显示屏 确认 | PFHC | 工具 |
2510 | 错误 | 设置自定义 ID 失败 | 设置自定义 ID 失败。 | 重启系统并检查连接的设备。如果设备的自定义 ID 有误,请重新进行设置。 | 日志 显示屏 确认 | PFHC | 工具 |
2511 | 信息 | 自定义 ID 已设置 | 设置自定义 ID 成功。 | 日志 显示屏 确认 | PFHC | 工具 | |
2512 | 警告 | 条形码字符串格式错误,已忽略 | 扫描的字符串无法解析为塔式数据条形码。 | 扫描正确的塔式数据二维码或扫描塔式章节 ID。 | 日志 显示屏 确认 | PFHC | 工具 |
2513 | 错误 | 未检测到泵压力 | 系统正在尝试增压,但泵中没有压力增加。可能的原因是三相连接器中的相序不正确。 | 关闭系统的电源,将电源连接器的相位反过来。 | 日志 显示屏 确认 | PFHC | 工具 |
2514 | 警告 | 拉伸器超出允许扭矩警报 | 对“咔哒”扳手施加的扭矩过大。这会导致损坏扭矩传感器。 | 释放扭矩。 | 日志 | PFHC | 工具 |
2515 | 警告 | 拉伸器超出允许压力警报 | 拉伸器中的压力过高。 | 让压力降低或释放压力。检查液压参数。 | 日志 | PFHC | 工具 |
2516 | 警告 | 意外的泵或拉伸器固件 | 检测到意外的泵或拉伸器固件版本,重启系统。如果问题仍然存在,系统可能会运行,但请仔细观察任何意外行为。 | 电源循环系统 | 日志 显示屏 确认 | PFHC | 工具 |
2517 | 错误 | 不兼容的泵或拉伸器固件版本,重启系统。系统无法运行。 | 不兼容的泵或拉伸器固件版本,重启系统。系统无法运行。 | 重启系统,如果问题仍然存在,请更换故障单元。检查已连接的设备以查看哪个设备未连接。 | 日志 显示屏 确认 | PFHC | 工具 |
3000 | 错误 | 控制器内部软件错误 | 控制器软件错误。 | 联系服务人员。 | 日志 显示屏 确认 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 控制器、驱动器和同步拧紧 |
3001 | 错误 | 控制器时钟电池电量耗尽 | 内部电池接近使用寿命极限。 | 更换电池。 | 日志 显示屏 确认 Conf | Flex Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 |
3010 | 警告 | 系统过热 | 控制器过热。 | 降温。 | 日志 显示屏 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 控制器、驱动器和同步拧紧 |
3011 | 警告 | 驱动器过热的控制器硬件 | 降温。 | 日志 显示屏 Conf | Flex | 控制器、驱动器和同步拧紧 | |
3013 | 警告 | 由于控制器温度高,使用受到限制 | 已达到温度极限。禁止拧紧以减少由于过热而导致控制器关闭的风险。 | 等待直到控制器温度降低。 | 日志 显示屏 Conf | Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 |
3020 | 警告 | 控制器硬件故障 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 | ||
3021 | 警告 | 系统电压问题 | 直流电压太高或太低。 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 | |
3022 | 警告 | 控制器电压问题:交流输入电压过高 | 直流电压太高或太低。 | 调节输入电压。 | 日志 显示屏 | Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 |
3023 | 警告 | 控制器电压问题:交流输入电压过低 | 直流电压太高或太低。 | 调节输入电压。 | 日志 显示屏 | Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 |
3024 | 警告 | 驱动器电压问题:交流输入电压过高 | 直流电压太高或太低。 | 调节输入电压。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 |
3025 | 警告 | 驱动器电压问题:交流输入电压过低 | 直流电压太高或太低。 | 调节输入电压。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 |
3029 | 信息 | 客户端失去网络连接 | 由于离开网络覆盖范围或其他原因,工具失去了网络连接。 | 排除故障的方法:检查漫游阈值,将所选通道数减少到 24 个以下,以确保漫游启用。 | 日志 显示屏 Conf 确认 | IXB | 工具 |
3030 | 错误 | IP 地址与网络上的另一个节点冲突 | 设置的 IP 地址已经被同一网络上的其他设备占用。 | 更改其中一个设备的 IP 地址。 | 日志 显示屏 Conf | Flex Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC PFHC | 控制器、驱动器和同步拧紧 |
3031 | 信息 | 网线断开 | 工厂端的载体已丢失(电缆断开连接)。 | 检查线缆连接。 | 日志 显示屏 Conf | Flex Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 |
3032 | 信息 | 配对已启动 | 工具配对已启动。 | 日志 显示屏 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 控制器、驱动器和同步拧紧 | |
3033 | 信息 | 配对成功 | 工具配对成功。 | 日志 显示屏 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 控制器、驱动器和同步拧紧 | |
3034 | 信息 | 配对不成功:找不到工具 | 扫描射频点时未发现任何可与控制器配对的工具。 | 将工具设为配对模式并重试。 | 日志 显示屏 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 控制器、驱动器和同步拧紧 |
3035 | 错误 | 配对不成功:找到一个以上工具 | 扫描射频点时,控制器找到的工具多于一个 | 控制器开始配对模式时,应确保只有一个工具处于配对模式下。 | 日志 显示屏 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 控制器、驱动器和同步拧紧 |
3036 | 错误 | 配对不成功:通信错误 | 配对过程中,发生控制器连接中断、意外的应答或超时问题。 | 再次尝试执行配对。如果还是失败,请对工具进行维修。 | 日志 显示屏 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 控制器、驱动器和同步拧紧 |
3037 | 信息 | 配对不成功:工具插槽已满 | 清除一个工具插槽。 | 日志 显示屏 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 控制器、驱动器和同步拧紧 | |
3040 | 警告 | 紧急停机 | 因紧急停机,驱动装置被禁用。 | 重置紧急停机。 | 日志 显示屏 Conf | Flex Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 |
3050 | 信息 | 系统时钟已更新 | 系统时钟已更新。 | 日志 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC PFHC | 控制器、驱动器和同步拧紧 | |
3051 | 错误 | 系统时钟错误 | 实时时钟 (RTC) 硬件的时间读数错误。 | 更换 RTC 的电池。 | 日志 显示屏 确认 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC PFHC | 控制器、驱动器和同步拧紧 |
3052 | 警告 | 远程启动配置错误 | HW 与 SW 的远程启动配置不匹配。 | 核实 HW 指拨开关是否与选定启动来源相匹配。 | 日志 显示屏 Conf | Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 |
3053 | 信息 | 驱动器已连接 | 同步拧紧驱动器已连接。 | 日志 显示屏 | Flex Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 | |
3054 | 信息 | 驱动器已断开连接 | 同步拧紧驱动器已断开。 | 日志 显示屏 | Flex Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 | |
3055 | 警告 | 模式配置错误 | 当选定的模式错误配置时生成。例如,使用相同的螺栓编号或相同的通道配置两个螺栓,不完整的模式配置。 | 查看 ToolsTalk 2,了解模式配置错误。 | 日志 显示屏 | Flex 同步拧紧 | 控制器、驱动器和同步拧紧 |
3056 | 警告 | 无法启动:缺少工具或驱动器 | 当已使用的通道缺失驱动器或工具时生成。 | 核实 HMI 上的通道菜单。连接丢失的驱动或工具。 | 日志 显示屏 | Flex 同步拧紧 | 控制器、驱动器和同步拧紧 |
3057 | 信息 | 无法启动:通道已在使用中 | 当所需的通道被分配给另一个虚拟站点时生成。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 | |
3058 | 信息 | 未选择模式 | 选择模式。 | 日志 显示屏 | Flex 同步拧紧 | 控制器、驱动器和同步拧紧 | |
3059 | 警告 | 连接 Atlas Copco 许可证管理器失败 | 表明控制器未能连接到本地许可证管理器来获得许可证。 | 验证本地网络。如果再次失败,请对控制器进行维修。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 |
3061 | 警告 | 无法启动:启用信号低 | 在开始拧紧之前,确保"启用操作"信号设置为高。 | 日志 显示屏 | Flex 同步拧紧 | 控制器、驱动器和同步拧紧 | |
3062 | 警告 | 无法启动:停止信号高 | 在开始拧紧之前,确保"启用操作"信号设置为低。 | 日志 显示屏 | Flex 同步拧紧 | 控制器、驱动器和同步拧紧 | |
3063 | 警告 | 无法启动:禁用所有通道 | 所有通道均已设置为禁止状态,因此无法开始拧紧。 | 至少设置一个通道不被禁止。 | 日志 显示屏 | Flex 同步拧紧 | 控制器、驱动器和同步拧紧 |
3064 | 警告 | 托架编号错误 | FlexCarrier 的十六进制开关被设为 0。 | 将开关切换到非 0 值。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 |
3065 | 警告 | 托架急停配置插头类型错误或丢失 | 托架缺少其急停配置插头,或插头类型不正确。 | 插入正确类型的插头。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 |
3066 | 警告 | 载波电压入口:无三相交流电 | 确保载波器的三相功率在可接受的范围内,并完全正常工作。确保三相电缆处于良好状态并正确连接。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 | |
3067 | 警告 | 载波电压入口:缺少一个交流相 | 确保载波器的三相功率在可接受的范围内,并完全正常工作。确保三相电缆处于良好状态并正确连接。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 | |
3068 | 警告 | 托架:内部 24 VDC 电源装置中断 | 维修载波器。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 | |
3069 | 警告 | 托架 24 V 电压输出端口因过电流禁用 | 重置系统。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 | |
3070 | 警告 | 托架,PF6 FlexControl 电缆输出端硬件故障 | 重置系统。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 | |
3071 | 警告 | 托架,PF6 FlexControl 电缆输入端硬件故障 | 重置系统。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 | |
3072 | 警告 | 紧急停止 24 VDC 电源因短路故障 | 维修载波器。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 | |
3073 | 警告 | 无法启动:系统已紧急停止 | 在分配多个转轴时,由于紧急停止,preStartCheckFailed 会调用此事件。 | 重置紧急停机。 | 日志 显示屏 | Flex 同步拧紧 | 控制器、驱动器和同步拧紧 |
3074 | 警告 | 托架过热 | 降温。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 | |
3075 | 警告 | 托架温度正常 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 | ||
3076 | 警告 | 托架:内部 24 VDC 电源过载 | 内部 PSU 的电流输出过高。 | 断开由 PSU 供电的其他托架。使用 24VDC 断开所有外部设备。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 |
3077 | 警告 | 托架:内部 24 VDC 电源过电压 | 内部 PSU 的电压输出过高。 | 更换托架。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 |
3078 | 警告 | 托架:内部 24 VDC 电源欠电压 | 内部 PSU 的电压输出过低。 | 更换托架。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 |
3079 | 警告 | 托架外部电源:24 VDC 过电压 | 备用输入电压超过 27 VDC。 | 调节备用输入电压。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 |
3080 | 警告 | 托架外部电源:24 VDC 欠电压 | 备用输入电压低于 19 VDC。 | 调节备用输入电压。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 |
3081 | 警告 | 载波电压入口:三相交流过电压 | 输入电压过高。 | 输入电压较低:必须为 400 VAC 或 480 VAC。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 |
3082 | 警告 | 载波电压入口:三相交流欠电压 | 输入电压过低。 | 输入电压较高:必须为 400 VAC 或 480 VAC。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 |
3083 | 错误 | Anybus/Profisafe 模块固件 | 将 Anybus 模块中的固件更新到最新版本。 | 日志 显示屏 | Flex Power Focus 6000 Power Focus 8 同步拧紧 | 控制器、驱动器和同步拧紧 | |
3084 | 错误 | Soft PLC 运行时间错误 | eCLR 以不受控的方式终止。 | 日志 显示屏 Conf | Flex Power Focus 6000 Power Focus 8 同步拧紧 | 控制器、驱动器和同步拧紧 | |
3085 | 警告 | 托架:风扇模块故障 | 更换风扇模块。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 | |
3086 | 警告 | 托架:风扇模块部分故障 | 更换风扇模块。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 | |
3087 | 警告 | 托架:左风扇模块故障 | 更换风扇模块。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 | |
3088 | 警告 | 托架:左风扇模块部分故障 | 更换风扇模块。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 | |
3089 | 警告 | 托架:右风扇模块故障 | 更换风扇模块。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 | |
3090 | 警告 | 托架:右风扇模块部分故障 | 更换风扇模块。 | 日志 显示屏 | Flex | 控制器、驱动器和同步拧紧 | |
3096 | 警告 | 蜂窝信号强度低 | 蜂窝连接的 RSSI 值低于定义的阈值 -98dBm。 | 将工具移近蜂窝天线以获得更强的连接并避免数据丢失。 | Conf | IXB | 控制器、驱动器和同步拧紧 |
3097 | 警告 | 蜂窝连接丢失 | 系统丢失了与蜂窝网络的连接。 |
| 日志 显示屏 Conf | IXB | 控制器、驱动器和同步拧紧 |
3100 | 警告 | 模式配置不存在 | 在开始拧紧之前选择现有的同步模式。 | 日志 显示屏 | Flex 同步拧紧 | 控制器、驱动器和同步拧紧 | |
3150 | 错误 | 软件 IAM 不兼容性 | IAM 与控制器上安装的软件不兼容。 | 更换 IAM。 | 日志 显示屏 确认 | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 |
3160 | 错误 | 无法激活新安装的软件 | 激活期间出现问题。当新安装的软件启动时,会发生回退到以前的工作软件的情况。当新软件启动失败三次且仅在软件安装过程中时,就会发生这种错误。 | 进行导出,并联系 Atlas Copco 以获得更多帮助。记下您要安装的软件版本以及正在运行的软件版本。 | 日志 显示屏 确认 | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 |
3161 | 错误 | 在非预期的软件分区上启动 | 控制器已在不活动的软件侧启动,而非在预期的软件侧启动。 | 记下软件信息(在控制器的主屏幕,选择控制器 > 软件)。尝试重新启动控制器,并确保再次启动时在正确的软件上运行。如果错误仍然存在,请进行导出并联系 Atlas Copco。 | 日志 显示屏 确认 | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 |
3500 | 错误 | 通用许可证管理器错误 | 在使用的功能管理系统中检测到不一致。 | 请联系 Atlas Copco 代表。 | 日志 显示屏 确认 | IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 |
3501 | 错误 | 许可证管理器同步错误 | 与许可证服务器同步失败。 | 联系 Atlas Copco 服务代表。 | 日志 显示屏 确认 | IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 |
3502 | 信息 | 许可证管理器同步已完成 | 与许可证服务器同步完成。 | IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 | ||
3503 | 警告 | 许可证管理器:正在使用的另一个来源 | 许可证被其他来源使用。 | 核实许可证分配。 | 日志 显示屏 | IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 |
3504 | 警告 | 需要重启许可证管理器 | 重启许可证管理器。 | 日志 显示屏 | IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 | |
3505 | 信息 | USB 许可证同步已开始 | 从 USB 许可证加密狗移动许可证开始。 | 日志 | Power Focus 6000 Power Focus 8 Power Focus XC | 控制器、驱动器和同步拧紧 | |
3506 | 错误 | USB 许可证同步错误 | 从 USB 许可证加密狗移动许可证失败。 | 联系 Atlas Copco 服务代表。 | 日志 | Power Focus 6000 Power Focus 8 Power Focus XC | 控制器、驱动器和同步拧紧 |
3507 | 信息 | USB 许可证同步已完成 | 从 USB 许可证加密狗移动许可证完成。 | 日志 | Power Focus 6000 Power Focus 8 | 控制器、驱动器和同步拧紧 | |
3508 | 信息 | 您的一个或多个许可证即将过期。请确保您已配置许可证服务器。 | 更新许可证。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 | |
3511 | 警告 | 您的一个许可证具有不同的许可证定义 | 在要使用的许可证中检测到不一致。 | 请联系 Atlas Copco 代表。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 |
3550 | 警告 | 许可证丢失 | 安装正确的许可证。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 | |
3551 | 警告 | 许可禁用的无线通信 | 从虚拟站点取消分配单机许可证。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 控制器、驱动器和同步拧紧 | |
4010 | 信息 | 工具被数字输入锁定 | 通过数字输入信号锁定工具。 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 拧紧过程 | |
4011 | 信息 | 工具被 Open Protocol 锁定 | 工具被 Open Protocol 锁定。 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 拧紧过程 | |
4012 | 信息 | 工具被现场总线锁定 | 工具被现场总线锁定。 | 日志 显示屏 Conf | Flex Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 拧紧过程 | |
4013 | 信息 | 工具被套筒选择器锁定 | 套筒选择器与虚拟站点断开连接时工具被锁定。 | 通过主机解锁将工具解锁。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 |
4014 | 信息 | 工具被 Soft PLC 锁定 | Soft PLC 信号锁定了工具。 | 通过主机解锁将工具解锁。 | 日志 显示屏 Conf | Flex Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 拧紧过程 |
4015 | 信息 | 拧松被禁用 | 在拧紧程序中禁用拧松。 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 拧紧过程 | |
4016 | 信息 | 拧紧已禁用 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 拧紧过程 | ||
4017 | 信息 | 拧松未配置 | 所选的拧紧程序未配置拧松 | 选择不同的拧紧程序。 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 拧紧过程 |
4020 | 信息 | NOK 拧紧过多 | 超过了批次中的最大持续 NOK 拧紧 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 拧紧过程 | |
4025 | 信息 | 未选择拧紧程序 | 未选择拧紧程序。 | 选择拧紧程序或批次序列。 | 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 |
4030 | 信息 | 批次序列中止 | 批次序列已中止。 | 日志 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC PFHC | 拧紧过程 | |
4031 | 信息 | 完成批次序列所需的最大时间 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 拧紧过程 | ||
4032 | 信息 | 完成首次拧紧所需的最大时间 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 拧紧过程 | ||
4035 | 信息 | 被线路控制锁定 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | ||
4040 | 信息 | 被备用标识符锁定 | 工具被备用标识符锁定。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4050 | 无效的套筒配置 | 拧紧程序分配给多个套筒。 | 拧紧程序分配给多个套筒。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4060 | 信息 | 工具在批次完成时锁定 | 当批次序列完成时借助标记工具锁定批次时,本事件会在用户按下触发器时生成。 | 在完成时采用信号解锁工具解锁。 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 拧紧过程 |
4070 | 信息 | 过程进入手动模式 | 表明已为虚拟站点启用手动模式。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4071 | 信息 | 过程进入自动模式 | 表明已为虚拟站点启用自动模式。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4072 | 信息 | 测试螺栓 | Conf | Flex 同步拧紧 | 拧紧过程 | ||
4073 | 信息 | 工具零位已更新 | 表示使用信号设置工具零位。 | Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 拧紧过程 | |
4100 | 警告 | 识别符不被接受:无效的字符串长度 | 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 拧紧过程 | ||
4101 | 警告 | 字符串选择失败:多个匹配项 | 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 拧紧过程 | ||
4102 | 警告 | 字符串选择失败:找不到匹配项 | 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 拧紧过程 | ||
4103 | 警告 | 识别符不被接受:已经收到相同的字符串 | 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 拧紧过程 | ||
4104 | 警告 | 识别符不被接受:找不到匹配项 | 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 拧紧过程 | ||
4500 | 信息 | 结果 - 驱动故障 | 检测到内部驱动故障或驱动丢失。 | Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4501 | 信息 | 结果 - 重复拧紧 | 在重复拧紧检测功能开启时试图拧紧已拧紧的螺栓。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4502 | 信息 | 结果 - 软启动扭矩较低 | 软启动扭矩低于最小水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4503 | 信息 | 结果 - 软启动扭矩较高 | 软启动扭矩超过最大水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4504 | 信息 | 结果 - 自攻扭矩较高 | 自攻扭矩超过最大水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4505 | 信息 | 结果 - 自攻扭矩较低 | 自攻扭矩低于最小限值。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4506 | 信息 | 结果 - 安全扭矩较低 | 自动计算扭矩值,确保正确安装扭矩传感器。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4507 | 信息 | 结果 - 旋入扭矩较高 | 旋入扭矩超过最大水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4508 | 信息 | 结果 - 旋入角度较高 | 旋入角度超过最大水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4509 | 信息 | 结果 - 旋入时间较高 | 旋入时间超过最大限值。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4510 | 信息 | 结果 - 旋入时间较低 | 旋入时间低于最小限值。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4511 | 信息 | 结果 - 旋入扭矩较低 | 旋入扭矩低于最小水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4512 | 信息 | 结果 - 旋入角度较低 | 旋入角度低于最小水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4513 | 信息 | 结果 - 最终扭矩较高 | 最终步骤扭矩超过最大水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4514 | 信息 | 结果 - 最终角度较高 | 最终步骤角度超过最大水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4515 | 信息 | 结果 - 最终扭矩较低 | 最终步骤扭矩低于最小水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4516 | 信息 | 结果 - 最终角度较低 | 最终步骤角度低于最小水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4517 | 信息 | 结果 - 拧紧超时 | 超过拧紧时间限值。一般拧紧策略的最大拧紧时间为 30 秒。多步骤的最大拧紧时间取决于步骤的最大时间限制。故障代码取决于拧紧阶段。 | 重新拧紧。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 |
4518 | 信息 | 结果 - 触发器丢失 | 达到目标前工具触发器已松开。 对于一般拧紧策略,拧紧阶段完成之前不允许释放触发器。 对于多步骤,达到具体步骤的目标之前丢失触发器将显示故障。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4519 | 信息 | 早期扭矩丢失 | 套筒从螺母上滑脱。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4520 | 信息 | 结果 - 在最终步骤前达到目标 | 在拧紧程序的最终步骤前达到目标扭矩。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4521 | 信息 | 结果 - 后视图扭矩较低 | 后视图扭矩低于最小水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4522 | 信息 | 结果 - 后视图扭矩较高 | 后视图扭矩超过最大水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4523 | 信息 | 结果 - 未达到后视图扭矩间隔 | 未达到后视图扭矩间隔。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4524 | 信息 | 结果 - 未达到扭矩补偿间隔 | 在未达到旋入端前的扭矩补偿间隔角度。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4525 | 信息 | 结果:工具移动超出限值 | 拧紧详情状态不正常。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4526 | 信息 | 结果 - 安全电流监测传感器不匹配 | 电流监测错误。 | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | ||
4527 | 信息 | 结果:工具移动超出限值 | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |||
4538 | 信息 | 结果 - 最终监管扭矩较低 | 未达到最终监管扭矩。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4543 | 信息 | 结果 - 贴合监控高 | 仅限扳手。监控器检测到超出贴合数值。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4545 | 信息 | 结果 - 无剩余扭矩 | 仅限扳手。残余扭矩低于阈值。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4546 | 信息 | 结果 - 过速 | 仅限扳手。扳手陀螺仪因速度太高无法测量角度。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4547 | 信息 | 结果 - 有效拧松 | 仅限扳手。扳手检测到意外拧松。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4548 | 信息 | 结果 - 终值低于目标值 | 最终扭矩低于拧紧程序中设定的目标扭矩。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4549 | 信息 | TurboTight 时间超出限制 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | ||
4550 | 信息 | 结果 - 旋入脉冲较高 | 超出最大旋入脉冲数量。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4551 | 信息 | 结果 - 旋入脉冲较低 | 旋入在达到最小旋入脉冲数量数量之前已完成。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4552 | 信息 | 结果 - 最终脉冲较高 | 超出最大脉冲数量。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4553 | 信息 | 结果 - 最终脉冲较低 | 拧紧在达到最小脉冲数量数量之前已完成。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4554 | 信息 | 切断电流高 | 切断时的电流超出电流上限。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4555 | 信息 | 切断电流低 | 测得的切断电流低于电流下限。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4556 | 信息 | 未分类的多步骤错误 | 多步骤配置出错,通常与工具验证有关。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4557 | 信息 | 结果过载 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | ||
4559 | 信息 | 结果已停止 | 当外部停止信号或锁定信号中止正在进行的拧紧时,将会触发该事件。引入该事件是为了区分触发丢失和外部停止。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4600 | 警告 | 数据删除 (Data Drop) 或数据保持 (Data Hold) 与批次拧紧结合使用。信号无效 | 数据删除 (Data Drop) 和数据保持 (Data Hold) 仅支持工作任务,不带批次控制。如果必须使用该信号,请选择另一个工作任务。 | Flex 同步拧紧 | 拧紧过程 | ||
4601 | 信息 | 数据保持 (Data Hold) 激活:信号低即发送拧紧结果 | Flex 同步拧紧 | 拧紧过程 | |||
4602 | 信息 | 数据删除 (Data Drop) 激活:丢弃拧紧结果。 | Flex 同步拧紧 | 拧紧过程 | |||
5010 | 警告 | 无效的拧紧程序参数值 | 所选拧紧程序中的参数无效。 | 检查所选拧紧程序的配置,查找并更改参数值。 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC PFHC | 程序配置 |
5011 | 警告 | 无法在工具中准备程序存储 | 无法读取 STB 工具中的当前程序存储大小,也无法准备程序存储以将更新或新选择的拧紧程序下载到 STB 工具。 |
| 日志 显示屏 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 程序配置 |
5020 | 信息 | 主触发器并非活动的启动来源 | 当配置为只通过下压式开关启动且用户按压主触发器时生成。直到用户按压下压式开关时生成。 | 按压下压式开关以启动工具。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 程序配置 |
5030 | 信息 | 拧紧程序复杂性超出工具负荷 | 所选的拧紧程序对使用的 STB 工具来说太过复杂。工具将被锁定。 | 降低拧紧程序的复杂性,或者选择其他程序。 | 日志 显示屏 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 程序配置 |
6010 | 信息 | 附件已连接 | 附件已连接至控制器。 | 日志 显示屏 确认 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 配件 | |
6020 | 信息 | 附件已断开 | 附件已从控制器断开。 | 日志 显示屏 确认 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 配件 | |
6021 | 警告 | 现场总线脱机 | 现场总线无通信。 | 日志 显示屏 确认 Conf | Flex Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 配件 | |
6030 | 警告 | 附件地址冲突 | 两个或更多附件使用相同的地址连接。 | 更改附件的地址。 | 日志 显示屏 确认 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 配件 |
6040 | 警告 | 附件通信错误 | 附件出现间歇的通信错误。 | 校验线缆和连接器。 | 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 配件 |
6041 | 警告 | 现场总线错误 | 现场总线出现通信错误。 |
| 日志 显示屏 确认 Conf | Flex Power Focus 6000 Power Focus 8 同步拧紧 | 配件 |
6042 | 警告 | 现场总线模块不匹配 | 安装的现场总线模块与配置的模块不匹配。 | 更改配置以使其与安装的模块匹配,或以正确的模块替换安装的模块。 | 日志 显示屏 确认 Conf | Flex Power Focus 6000 Power Focus 8 同步拧紧 | 配件 |
6043 | 警告 | 现场总线输出缓冲区溢出 | 用于现场总线通信的输出缓冲区已满,缓冲区发生溢出。已丢弃一个或多个信号更新。 | 停止现场总线通信和现场总线诊断(如果使用)以恢复缓冲区。 如果此事件频繁发生,请检查您的现场总线通信设置,包括 PLC 程序:与您的更新间隔相比,太频繁的更新可能导致这种情况。 | 日志 显示屏 确认 Conf | Flex Power Focus 6000 Power Focus 8 同步拧紧 | 配件 |
6044 | 警告 | 现场总线提供商 ID 不匹配 | 不支持安装的现场总线模块。 | 连接支持的 Atlas Copco 现场总线模块。 | 日志 显示屏 确认 | Power Focus 8 | 配件 |
6050 | 信息 | 所选套筒错误 | 没有选择任何套筒或选择了错误的套筒时生成。 | 日志 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 配件 | |
6090 | 警告 | 无法识别扫码枪 | 未找到唯一序列号时。 | 配置条形码阅读器设备。 | 日志 显示屏 确认 Conf | Flex Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC PFHC | 配件 |
7010 | 信息 | 要显示的消息文本 | 显示消息的通用事件。 | 显示屏 确认 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC PFHC | 消息 | |
8200 | 信息 | 打开串行端口失败 | 无法打开要使用的串行端口。 | 检查串行端口连接。 | 显示屏 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 其他 |
8300 | 警告 | 开放协议客户端通信超时 | 与开放协议客户端的通信已超时。在预期时间内未发送保持活动状态的消息或命令。 |
| 日志 显示屏 Conf | Flex IXB Power Focus 6000 Power Focus 8 同步拧紧 Power Focus XC | 其他 |
8214 | 错误 | EHMI 软件版本不匹配 | EHMI 软件版本与控制器的兼容性不匹配。 | 更新 EHMI 的软件版本。 | 日志 显示屏 确认 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 其他 |
Conf - 事件代码列表
Available for - 事件代码列表
事件代码可用的产品列表。
Groups - 事件代码列表
事件代码所属的组。
Event Description
对事件及其发生原因的简短描述。
Procedure - 事件代码列表
如果适用,步骤中会包含关于如何清除事件的说明。
Log - 事件代码列表
告知用户该事件是否要保存在事件日志中。此列表中的值为默认值。
display - 事件代码列表
告知用户该事件是否要显示在屏幕上。此列表中的值为默认值。
Ack - 事件代码列表
告知用户该事件是否必须确认才能继续。此列表中的值为默认值。
事件代码
唯一事件编号。
Type of events - 事件代码列表
事件类型:信息、警告和错误。
事件名称
事件的描述性名称。
NOK 结果列表
错误消息 | 说明 | GUI 位置 |
|---|---|---|
驱动错误 | 检测到内部驱动故障或驱动丢失。 | 不适用 |
重复拧紧 | 试图拧紧已拧紧的螺栓。 | 拧紧参数(编辑) > 重复拧紧检测 |
软启动扭矩超过最大值 | 软启动扭矩超过最大水平。 | 拧紧参数(编辑) > (第 1 步) 软启动 > 扭矩最大值 |
自攻扭矩超过最大值 | 自攻扭矩超过最大水平。 | 拧紧参数(编辑) > (第 2 步) 自攻 > 扭矩最大值 |
自攻扭矩低于最小值 | 自攻扭矩低于最小限值。 | 拧紧参数(编辑) > (第 2 步) 自攻 > 最小扭矩 |
安全扭矩限值低 | 自动计算扭矩值,确保正确安装扭矩传感器。 | 不适用 |
旋入扭矩超过最大值 | 旋入扭矩超过最大水平。 | 拧紧参数(编辑) > (第 2 步) 旋入扭矩限值 > 扭矩最大值 |
旋入角度超过最大值 | 旋入角度超过最大水平。 | 拧紧参数(编辑) > (第 2 步) 旋入角度限值 > 角度最大值 |
旋入超过最大时间限制 | 旋入时间超过最大限值。 | 拧紧参数(编辑) > (第 2 步) 旋入角度限值 > 时间最大值 |
旋入低于最小时间限制 | 旋入时间低于最小限值。 | 拧紧参数(编辑) > (第 2 步) 旋入角度限值 > 时间最小值 |
旋入扭矩低于最小值 | 旋入扭矩低于最小水平。 | 拧紧参数(编辑) > (第 2 步) 旋入扭矩限值 > 最小扭矩 |
旋入角度低于最小值 | 旋入角度低于最小水平。 | 拧紧参数(编辑) > (第 2 步) 旋入角度限值 > 角度最小值 |
最终步骤扭矩超过最大值 | 最终步骤扭矩超过最大水平。 | 拧紧参数(编辑) > (第 3 步) 最终步骤 > 扭矩限值 手动 > 扭矩最大值 |
最终步骤角度超过最大值 | 最终步骤角度超过最大水平。 | 拧紧参数(编辑) > (第 3 步) 最终步骤 > 角度最大值 |
最终步骤扭矩低于最小值 | 最终步骤扭矩低于最小水平。 | 拧紧参数(编辑) > (第 3 步) 最终步骤 > 扭矩限值 手动 > 最小扭矩 |
最终步骤角度低于最小值 | 最终步骤角度低于最小水平。 | 拧紧参数(编辑) > (第 3 步) 最终步骤 > 角度最大值 |
拧紧超时 | 超过拧紧时间限值。 | [多步骤] 拧紧参数(编辑) > 取决于步骤 [其他拧紧程序]:固定参数设置为 30 秒 |
触发器丢失 | 达到目标前工具触发器已松开。 | [多步骤]:达到拧紧步骤目标之前释放触发器 [其他拧紧程序]:拧紧阶段完成之前释放触发器 |
滑脱 | 套筒从螺母上滑脱。 | 拧紧参数(编辑) > (第 3 步) 拧紧参数 > 滑脱检测时间 |
在最后一步之前达到目标 | 在拧紧程序的最终步骤前达到目标扭矩。 | 目标扭矩 |
后视图扭矩低于最小值 | 后视图扭矩低于最小水平。 | 拧紧参数(编辑) > (第 2 步) 后视图扭矩 > 最小扭矩 |
后视图扭矩超过最大值 | 后视图扭矩超过最大水平。 | 拧紧参数(编辑) > (第 2 步) 后视图扭矩 > 扭矩最大值 |
未达到后视图扭矩间隔 | 未达到后视图扭矩间隔。 | 拧紧参数(编辑) > (第 2 步) 后视图扭矩 > 扭矩最小长度 |
未达到扭矩补偿区间 | 在未达到旋入端前的扭矩补偿间隔角度。 | 拧紧参数(编辑) > (第 3 步) 扭矩补偿值 > 扭矩补偿点 |
已超过工具移动限度 | 移动工具超过设定的角度限值。 | 拧紧参数(编辑) > (第 1 步) TrueAngle 补偿(开启);工具移动限值 > 正/负 |
当前监控错误 | 电流监测错误。 | 拧紧参数(编辑) > (第 1 步) 电流监测(开启) |
最终步骤超过最大时间限制 | [TurboTight] 拧紧参数(编辑) > (第 3 步) 最终步骤 > 时间最大值 | |
最终步骤低于最小时间限制 | [TurboTight] 拧紧参数(编辑) > (第 3 步) 最终步骤 > 时间最小值 | |
超过 TurboTight 时间限制 | 超过了 TurboTight 时间限值。 | [TurboTight] 拧紧参数(编辑) > (第 3 步) 最终步骤 > 时间最大值 |
贴合监控高 | 仅限扳手。监控器检测到超出贴合数值。 | 拧紧参数(编辑) > 旋入阶段(第 2 步) 旋入完成 > 旋入完成扭矩 |
无残余扭矩 | 仅限扳手。残余扭矩低于阈值。 | [TurboTight] + [TensorPulse] 拧紧参数(编辑) >(第 3 步)> 拧紧参数 > 残余扭矩相关因素 |
超速 | 仅限扳手。扳手陀螺仪因速度太高无法测量角度。 | 不适用 |
已停止 | 在达到目标之前已从外部停止。 | [多步骤]:在达到拧紧步骤目标之前已从外部停止 |
NOK 比
本部分显示了十个最高的 NOK 拧紧计划。
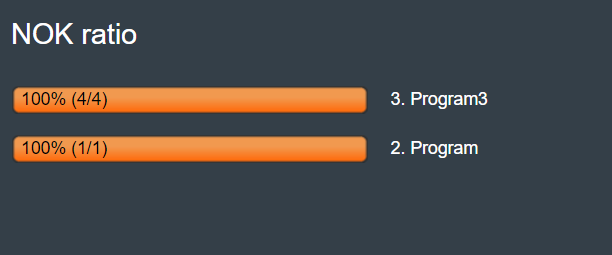
点击全部重置删除存储的数据。
SPC - 统计过程控制
内置 SPC 功能的目的是为操作员或质量控制人员提供数据,使他们能够依据 SPC 规则判断装配过程的稳定性和能力。
通过配置控制器的 SPC 功能,可以简化并直接在控制器上执行工作,而无需外部软件。控制器将生成图表。
由于可以将控制器内的程序监视器用作 SPC 变量,因此有必要指定仅由控制器控制的变量显示控制器系统的性能。其他变量主要显示来自其他过程的结果。例如,如果将扭矩值应用于接头,则最终扭矩值的 SPC 和相关结果(如 Cp 和 Cpk)将显示该接头上工具和控制器的性能。
统计计算基于控制器中存储的旧数据。
统计计算在虚拟站点级别上进行,具体取决于为该特定虚拟站点选择并使用的拧紧程序。
配置 SPC 参数
在主页视图上,选择报告选项卡。然后,在左侧选择统计。
在 SPC 配置窗口中,输入以下参数来采集控制器上存储的结果:
子组数:输入统计计算所基于的子组数量。
结果数量(子组数量 × 频率)范围为 2 到 500。子组大小:输入定义 SPC 图表上每个点(子组中测试的平均值)所需的测试(样本)数量。
子组大小范围为 2 到 25。频率:输入开始采集新子组的频率。
频率必须等于或大于子组大小。例如,如果频率为 8,子组大小为 5,则前 5 个数据(结果)将用于子组。由于频率 =8,下一个子组从第 8 个 1 开始考虑数据(结果),在一个循环中以此类推。
配置 SPC 变量
在主页视图上,选择报告选项卡。然后,在左侧选择统计。
选择图形用户界面右上角的 + 图标。
SPC 变量窗口中显示新变量。在名称框中,输入变量的名称。
变量名称就是 SPC 变量窗口的标题。选择拧紧程序 。
出现拧紧程序窗口,其中列出了控制器上存储且可用于统计计算的所有多步骤拧紧程序。
选择新变量的多步骤拧紧程序。拧紧程序必须是多步骤程序。
选择虚拟站点。
出现虚拟站点窗口。
选择产生结果的虚拟站点。统计基于分配了以下许可证类型的虚拟站点所生成的结果:
过程控制
选择监视器。
出现监视器窗口。
选择 SPC 计算所基于的以下程序监视器之一:步骤监视器峰值扭矩
步骤监视器角度
最终扭矩
最终角度
程序监视器扭矩
程序监视器角度
如果用户选择步骤监视器峰值扭矩或步骤监视器角度,在步骤数框中输入要从中读取数值的拧紧程序的必要步骤数量。
如果用户使用结果报告器,可能会对以下监视器值产生影响:最终扭矩和最终角度。
选择编辑限制。
出现变量配置窗口。
要对结果进行计算和分析,请为每个感兴趣的值设置以下限制。
在公差限值窗口中,设置以下限制(用于过程功能 Cp 和 Cpk 的计算):
公差上限 (UTL):由用户定义的数量,标识产品属性的最高可接受值。
公差下限 (LTL):由用户定义的数量,标识产品属性的最低可接受值。
在控制限制窗口中,启用或禁用自动计算开关。
如果自动计算开关设置为是,则将自动计算控制限制。
如果自动计算开关设置为否,则设置以下限制:
平均值 - 控制上限:从统计角度确定的测量值,显示为一条水平虚线,位于过程平均值上方。
平均值 - 控制下限:从统计角度确定的测量值,显示为一条水平虚线,位于过程平均值下方。
范围 - 控制上限:从统计角度确定的测量值,显示为一条水平虚线,位于过程平均值上方。
范围 - 控制下限:从统计角度确定的测量值,显示为一条水平虚线,位于过程平均值下方。
西格玛 - 控制上限:从统计角度确定的测量值,显示为一条水平虚线,位于过程平均值上方。
西格玛 - 过程下限:从统计角度确定的测量值,显示为一条水平虚线,位于过程平均值下方。
在能力窗口中,设置以下限制:
Cp:Cp 指数给出了过程能力:它是过程扩散到公差宽度的次数(公差上限 - 公差下限)。Cp 值越高,过程越好。
Cpk:Cpk 指数给出了针对位置校正的过程能力。如果过程设置相对于公差范围中间偏离中心太远,则具有高 Cp 指数也没有多大用处。那么,高 Cpk 指数意味着您有一个相对于公差宽度扩展较小的好过程,并且它正好在该宽度的中心 (为公差上限 - 为公差下限)。如果 Cpk 等于 Cp,则过程设置为正好在公差范围的中间产生。
计算统计
在主页视图上,选择报告选项卡。然后,在左侧选择统计。
在 SPC 配置窗口中,输入采集控制器上的存储结果所需的参数(子组数、子组大小和频率)。
选择图形用户界面右上角的 + 图标。
SPC 变量窗口中显示新变量。
配置新的 SPC 变量。在 SPC 变量 窗口中,选择计算。
从存储在控制器中的历史结果中采集数据,这些结果与 SPC C配置窗口和 SPC 变量窗口中设置的条件一致。感兴趣的值被采集到在 SPC 配置窗口中设置的大小的子组中。控制器上采集到的拧紧结果用于统计计算。
除非结果仍存储在控制器上,否则无法计算已删除的拧紧程序或虚拟站点的结果的统计。
一次仅允许一位用户计算统计。
统计公式
子组中的数据计算如下:
平均值:
范围 = R = 最大值 (Xi) - 最小值 (Xi),其中 i=1...n
子组的标准偏差:
总标准偏差:
其中 N = 观察总数。
当采集到用于计算的指定子组数时,SPC 功能开始计算以确定统计稳定性。
计算执行步骤如下:(M = 子组数)
平均值的平均值计算:
范围的平均值计算:
标准偏差的平均值计算:
针对西格玛的过程能力 Cp 和 Cpk 的计算:
其中:
 是观测到的特征值的总体算术平均值。
是观测到的特征值的总体算术平均值。UTL 为公差上限。
LTL 为公差下限。
西格玛估值是子组内的均方标准差:
针对范围的过程能力 Cp 和 Cpk 的计算:
其中,对于正态分布:su = sl = 3。
计算控制限制,条件是在 SPC 配置窗口中将自动计算开关设置为是:
X-bar R(平均值)

X-bar R(范围)
X-bar S(平均值)
X-bar S(西格玛)
A2、A3、D3、D4、B3 和 B4 为常数(更多信息,请参见“SPC 计算常数”段落)。
SPC 计算常数
子组大小 | 标准偏差估值的除数 | 控制限制的因素 | |||||
|---|---|---|---|---|---|---|---|
Xbar R | Xbar S | ||||||
A2 | D3 | D4 | A3 | B3 | B4 | ||
n | d2 | ||||||
2 | 1.128 | 1.880 | - | 3.267 | 2.659 | - | 3.267 |
3 | 1.693 | 1.023 | - | 2.574 | 1.954 | - | 2.568 |
4 | 2.059 | 0.729 | - | 2.282 | 1.628 | - | 2.266 |
5 | 2.326 | 0.577 | - | 2.114 | 1.427 | - | 2.089 |
6 | 2.534 | 0.483 | - | 2.004 | 1.287 | 0.030 | 1.970 |
7 | 2.704 | 0.419 | 0.076 | 1.924 | 1.182 | 0.118 | 1.882 |
8 | 2.847 | 0.373 | 0.136 | 1.864 | 1.099 | 0.185 | 1.815 |
9 | 2.970 | 0.337 | 0.184 | 1.816 | 1.032 | 0.239 | 1.761 |
10 | 3.078 | 0.308 | 0.223 | 1.777 | 0.975 | 0.284 | 1.716 |
11 | 3.173 | 0.285 | 0.256 | 1.744 | 0.927 | 0.321 | 1.679 |
12 | 3.258 | 0.266 | 0.283 | 1.717 | 0.886 | 0.354 | 1.646 |
13 | 3.336 | 0.249 | 0.307 | 1.693 | 0.850 | 0.382 | 1.618 |
14 | 3.407 | 0.235 | 0.328 | 1.672 | 0.817 | 0.406 | 1.594 |
15 | 3.472 | 0.223 | 0.347 | 1.653 | 0.789 | 0.428 | 1.572 |
16 | 3.532 | 0.212 | 0.363 | 1.637 | 0.763 | 0.448 | 1.552 |
17 | 3.588 | 0.203 | 0.378 | 1.622 | 0.739 | 0.466 | 1.534 |
18 | 3.640 | 0.194 | 0.391 | 1.608 | 0.718 | 0.482 | 1.518 |
19 | 3.689 | 0.187 | 0.403 | 1.597 | 0.698 | 0.497 | 1.503 |
20 | 3.735 | 0.180 | 0.415 | 1.585 | 0.680 | 0.510 | 1.490 |
21 | 3.778 | 0.173 | 0.425 | 1.575 | 0.663 | 0.523 | 1.477 |
22 | 3.819 | 0.167 | 0.434 | 1.566 | 0.647 | 0.534 | 1.466 |
23 | 3.858 | 0.162 | 0.443 | 1.557 | 0.633 | 0.545 | 1.455 |
24 | 3.895 | 0.157 | 0.451 | 1.548 | 0.619 | 0.555 | 1.445 |
25 | 3.931 | 0.153 | 0.459 | 1.541 | 0.606 | 0.565 | 1.435 |
查看统计结果
在主页视图上,选择报告选项卡。然后,在左侧选择统计。
在 SPC 配置窗口中,输入以下参数:子组数、子组大小和频率。
选择图形用户界面右上角的 + 图标。
SPC 变量窗口中显示新变量。
配置新的 SPC 变量。在 SPC 变量 窗口中,选择计算。
要显示统计结果,在 SPC 变量窗口中,选择查看框。
查看框显示了统计结果完成时的日期和时间。
统计结果通过柱状图、XBar-R 图表和 XBar-S 图表显示。当对过滤结果的所有计算完成后,它们会被发送到 Web HMI 和 ToolsTalk 2。
统计结果保存在本地的“Internet 临时文件”文件夹中(不保存在控制器上)。统计结果只能显示在 Web HMI 上。
柱状图
柱状图是一系列矩形,每个矩形的宽度与类中的值范围成比例,高度与类中的样本数成比例。高斯曲线遵循矩形的趋势。柱状图显示了任何过程内的变化量。
柱状图很有用,因为它强调并阐明了表格中不容易识别的趋势。
XBar-R 图表
XBar-R 控制图表同时显示子组的平均值 (Xbar) 和范围 (R)。这是使用非离散或连续值的最常见的控制图表类型。图表的 Xbar 部分显示了过程平均值的任何变化,而 R 部分显示了过程离散度的任何变化。
该图表特别有用,因为它同时显示了过程的平均值和离散度的变化,使它成为检查过程中异常的非常有效的方法。
XBar-S 图表
XBar-S 控制图表同时显示每个子组的平均值 (XBar) 和标准偏差 (S)。
XBar-S 图表与XBar-R 图表相同,只是 R(范围)被 S(标准偏差)代替。
计算统计值
在 Web HMI 中,计算统计值显示在柱状图、XBar-R 图表和 XBar-S 图表下方的信息框中。
计算值取决于读取它们的图表。
计算统计值包括:
Min = 所有采集的样本值的最小值
Max = 所有采集的样本值的最大值
Mean =
Mean+3Sigma =
+ 3*stdDevMean-3Sigma =
- 3*stdDevCp(在 XBar-R 图表中,该值基于范围,在 XBar-S 图表中,该值基于西格玛)
Cpk(在 XBar-R 图表中,该值基于范围,在 XBar-S 图表中,该值基于西格玛)
中心线 = 在范围部分
 ,在西格玛部分
,在西格玛部分 
目标(如果可用,则为监视器的目标值)
标准偏差 = 总标准偏差 = stdDev
手机 GUI
使用结果选项卡
实时结果
实时结果点击显示控制器上不同虚拟站点的结果。
此部分简介如何访问 Power Focus XC 控制器的手机 GUI 上的拧紧结果以及如何读取每次拧紧后实时结果视图中给出的信息。
阅读实时结果中给出的信息
指向并点击图片以查看更多信息:
1 | 虚拟站点名称 |
2 | 结果状态。 |
3 | 拧紧程序名称 |
4 | 表明 NOK 结果原因的消息 |
5 | 拧紧扭矩结果 |
6 | 目标扭矩 |
7 | 拧紧角度结果 |
8 | 目标角度 |
执行拧紧后,结果被存储到控制器中。也可使用导出功能,将结果发送至诸如 ToolsNet 之类的外部系统或导出供分析。
此部分内容
查看协议状态
在主视图上,选择执行结果按钮。在左窗格上,实时结果被自动选择。
在右上角,选择协议连接按钮
。出现协议状态对话框。对话框中的选项卡显示以下信息:
选项卡
说明
开放协议
显示开放协议连接的状态:OK(好)/ NOK(不好)
服务器连接
显示与 ToolsTalk 和 ToolsNet 服务器的连接的状态:OK(好)/ NOK(不好)
要更改配置设置启用/禁用,转到设置 > 服务器连接,然后选择要配置的服务器。
启动器状态
显示不同系统适配器的启动器状态:OK(好)/ NOK(不好)
选择关闭。
故障排除和保养
本节提供了对问题进行故障排除的帮助,并包含有助于您维护和维修产品的信息。
参考
在本节中,您可以找到其他有用的信息。
术语和定义
术语 | 同义词 | 定义 | 注意 |
|---|---|---|---|
批次 | 使用相同拧紧程序和套筒进行多重拧紧 | ||
批次序列 | 顺序 | 使用不同的拧紧程序和套筒组合进行多重拧紧 | |
事件 | 控制器和工具状态信号 | ||
最终角度 | 拧紧循环结束时测得的实际角度值 | ||
最终扭矩 | 拧紧循环结束时测得的实际扭矩值 | ||
图形用户界面 | 用户接口由交互式图形元素组成,如显示器上的窗口、图标和符号 |
| |
HMI | 人机界面 | 工具或控制器的用户界面 | HMI 既可以是基于 web 的界面,也可以是手机界面。 |
IAM | 智能应用模块 | 控制器中的模块包含程序数据、配置参数和拧紧结果 | |
线路结构 | 在 ToolsTalk 中按照结构、文件夹和子文件夹排序并分组控制器 | 利用线路结构方法,能够以结构化的方式分组大量控制器,提升控制器的直观性。 | |
手机 GUI | 用于通过移动设备的浏览器窗口访问控制器的用户界面 | ||
返回查看扭矩 | 用于监控并检测旋入完成之前的最大和最小扭矩值的功能 | 扭矩柱状图的用法之一就是用在自锁紧螺母上。 | |
拧紧程序 | 参数集 | 用于控制并监控单次拧紧动作并存储其拧紧结果的参数与值的配置 | |
推送 | 将 ToolsTalk 中保存的数据传输到数据库内存 | ||
QIF | 高质量集成式拧紧 | 完全集成系列的螺母扳手、控制器、附件以及流程监控工具,可在工业组装系统中保证拧紧的高质量和可追溯性 | QIF 由 Atlas Copco 开发,非常适合用于摩托车行业和其他需要大量连接件的装配情形。QIF 概念还包含过程监控与文档备案。 |
QIF 附件 | QIF 中用作操作员通信和指导的附件 | 用于在系统与操作员之间通信的附件产品。例如:扫码枪和套筒选择器。通过通信,可改善装配过程的质量与可追溯性。 | |
快速拧紧步骤 | 拧紧策略 | 是一种通过以给定扭矩和速度进行的初始拧紧步骤,然后在最后阶段降低目标转速,来减少连接件预载荷分布的拧紧策略。 | |
重复拧紧检测 | detection of re-tightening of an already tightened joint | ||
旋转 | 旋转工具头的拧紧策略 | 旋转主要用于测试或演示目的。 | |
旋入完成 | 当螺钉头部接触表面时旋入步骤结束,同时拧紧步骤开始 | ||
旋入步骤 | 螺栓进入螺纹直到螺栓头部接触表面为止的步骤 | ||
贴合 | 螺钉或螺栓通过手指初步旋紧至表面 | ||
套筒选择器 | QIF 附件,包含带灯的套筒架,可用于引导操作员选择正确的套筒 | ||
软启动 | 通过指定旋转角度以低速开始拧紧 | 利用此功能,可协助螺栓以受控的方式旋入螺纹,并可避免压下触发器时发生意外的人因工具移动。 | |
目标 | 所需的拧紧结果 | 目标可通过扭矩或角度来表示。 | |
目标角度 | 拧紧循环完成时所需的角度值(从参考点测量) | ||
目标扭矩 | 拧紧循环结束时所需的扭矩值 | ||
三步拧紧 | 拧紧策略 | 是一种通过以受限与给定扭矩和速度进行的初始拧紧,然后短暂松开,最后降低速度进行最终拧紧的方式,从而减少连接件预载荷分布和松弛效果的拧紧策略。 | |
拧紧步骤 | 从螺栓头部接触表面开始,拧紧至所需的目标扭矩或目标角度为止的步骤 | ||
拧紧策略 | 用于持续控制并监测拧紧过程的算法 | 用户可选择针对连接件和程序某些参数优化过的策略。 | |
TurboTight | 拧紧策略 | 基于工具执行速度很快且符合人体工学的拧紧操作的最大速度的拧紧策略。此策略仅需设置目标扭矩值。 | |
两步拧紧 | 拧紧策略 | 是一种通过以受限与给定扭矩和速度进行的初始拧紧,然后短暂停止,最后降低速度进行最终拧紧的方式,从而减少连接件预载荷分布和松弛效果的拧紧策略。 | |
网页 GUI | 用于通过远程计算机的浏览器窗口访问控制器的用户界面 | ||
虚拟站点 | 虚拟控制器 | 物理控制器的软件抽象化表述,可模拟多个控制器 | 控制器只可连接一个电缆工具,但却可以连接多个无线工具。每个工具与各自虚拟站点相连。 |
虚拟站点类型 | 包含一组控制器特征的许可证。 | 运行虚拟站点需要此许可证。 | |
虚拟站点特征 | 单个特征的许可证。 | 可用于补充虚拟站点类型许可证。 | |
控制器特征 | 控制器范围内特征的许可证 | 分配给整个控制器,可供所有虚拟站点使用。 |
输入信号
中止序列 - 10012
接收到批次序列中止请求时,批次序列功能仅在获得正在进行的拧紧结果后才中止批次序列。
SoftPLC 中的名称: ABORT_BATCH_SEQUENCE
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
中止序列并清除结果 - 10127
当信号被设为“中止序列并清除结果”时,正在进行的序列被中止,与“清除结果”相关的信号被清除。
SoftPLC 中的名称:ABORT_SEQ_AND_CLEAR_RES
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
确认事件 - 10004
确认事件。
SoftPLC 中的名称:ACKNOWLEDGE_EVENT
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
激活工具扫码枪 - 10075
通过外部来源激活工具扫码枪。
SoftPLC 中的名称:ACTIVATE_TOOL_SCANNER
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
批次递减 - 10002
批次计数以 1 为单位递减。
SoftPLC 中的名称:BATCH_DECREMENT
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
批次递增 - 10001
批次计数以 1 为单位递增。
SoftPLC 中的名称:BATCH_INCREMENT
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
旁路标识符 - 10123
在来源批次字符串中,用于避开字符串接收序列中的识别字符串。
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
旁路拧紧程序 - 10008
在正在运行的批次序列中跳过下一个拧紧程序。
SoftPLC 中的名称:BYPASS_PSET
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
主站解锁 - 10005
主机解锁是解锁以下功能和信号的输入信号。
功能:
处于 OK 拧紧时禁用拧松
处于 NOK 拧紧时禁用拧松
禁用拧紧
最大连续 NOK 次数
工具在序列完成时锁定
信号:
20001 - 挂起事件确认锁定
20002 - 锁定拧紧
20003 - 锁定拧松
20004 - 锁定工具高态有效
20013 - WorkTask 锁定拧紧
20014 - WorkTask 锁定拧松
20015 - 批处理完成 Lock
20018 - 开放协议锁定
20020 - 现场总线锁定拧紧
20021 - 现场总线锁定拧松
20022 - 处于 OK 拧紧时禁用拧松
20023 - 过多 NOK 拧紧锁定
20033 - 线路控制锁定
20034 - 被备用标识符锁定
SoftPLC 中的名称:MASTER_UNLOCK
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
重置所有标识符 - 10115
在来源批次字符串中,用于一次重置字符串接收序列中的所有接收到的字符串标识符。在其他工作任务中,清除 VIN 数字。
SoftPLC 中的名称:RESET_ALL_IDENTIFIERS
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
重置批次 - 10003
批次计数器重置为 0。无批次 OK(nxOK)。如果激活批次 OK,则它会被停用。
SoftPLC 中的名称:RESET_BATCH
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
重置批次序列 - 10053
重置批次序列。结束时解锁由工具锁定来锁定的工具。
SoftPLC 中的名称:RESET_BATCH_SEQUENCE
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
重置双稳态继电器 - 10022
重置双稳态继电器输出。
SoftPLC 中的名称:RESET_BISTABLE_RELAY
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
重置最新标识符 - 10114
在来源批次字符串中,用于重置字符串接收序列中的最新接收到的字符串。在其他工作任务中,清除 VIN 数字。
SoftPLC 中的名称:RESET_LATEST_IDENTIFIER
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
重置太多 NOK - 10013
收到锁定“Too Many NOK”(过多异常)后,重置批次
SoftPLC 中的名称:RESET_TOO_MANY_NOK
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
选择输入 - 10020
在序列内选择来源拧紧/批次中的拧紧程序。
SoftPLC 中的名称:SELECT_INPUT_VALUE
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 整数 | 1 | 16 |
TreatZeroAsOne | 状态 | 整数 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
现场总线:TRUE
指示器框: FALSE
内部 I/O:FALSE
操作员面板:FALSE
工具功能:FALSE
ST 选择器:TRUE
多层警示灯:FALSE
TLS 标签:FALSE
I/O 扩展模块:FALSE
选择下一个识别编号 - 10116
当虚拟站点中的任务配置为下列时,可以使用信号“选择下一个识别编号”:
批次序列
来源拧紧
来源批次
数字标识符方法
字符串标识符方法
ST 选择器可配置的功能接下一个和接上一个使输入信号能够选择下一个识别编号和选择上一个识别编号。
批次序列选择为虚拟站点任务
如果启用了自由顺序开关,则信号“选择下一个识别编号”可以选择所选序列中的不同批次。
在选择批次之前,必须为其分配识别编号。如果批次未分配识别编号,则即使启用了自由顺序开关,信号“选择下一个识别编号”也无法选择它。
它允许循环具有已配置识别编号的批次。
如果识别编号为“无”,则只有在完成所有配置了识别编号的批次后才可以选择它。
可以进行循环,但是跳过 0。批次完成后,它将不再可选。
例如,如果批次分配的识别编号为 1、2、4、5,则信号一直循环运行:1、2、4、5、1、2、4......,只要批次未完成。
来源拧紧已选择为虚拟站点任务
该信号从来源拧紧任务中指定的拧紧程序列表中选择下一个识别编号。
选择从当前选择的识别编号运行到下一个较大的识别编号。
当最大的识别编号被选择时,该信号选择 0;在 0 之后,信号选择下一个较大的识别编号。
如果选择 0 作为识别编号,则该工具被锁定。
如果识别编号已添加到“来源拧紧”列表中,但尚未分配过拧紧程序,则在“来源拧紧”列表中循环时将跳过该识别编号。
如果将拧紧程序分配给一个识别编号,然后将其从拧紧程序列表中删除,则仍然可以选择该识别编号。在这种情况下,由于没有特定的拧紧程序,工具被锁定。
当选择器模式开关设置为确认时,需要分配和配置套筒选择器。所有拧紧程序都可以选择,但在运行它们之前,必须从套筒选择器中提起合适的套筒。
来源批次被选择为虚拟站点任务
在来源 > 批次序列 > 来源批次中,当识别方法设置为编号时,信号“选择下一个识别编号”将从来源批次任务中显示的序列列表中选择序列。
可以循环通过 0。信号“选择下一个识别编号”仅选择分配给序列的识别编号。
例如,如果有 4 个序列的识别编号分别为 1、2、4 和 8,则信号“选择下一个识别编号”'将迭代并选择 1、2、4、8、0、1、2......
未定义的识别编号未被选择。
在来源 > 批次序列 > 来源批次中,当识别方法设置为字符串时,有必要通过外部来源(如扫码枪或开放协议)选择序列。信号“选择下一个识别编号”能够选择所选序列中的批次。
SoftPLC 中的名称:SELECT_NEXT_ID_NUMBER
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
选择上一个识别编号 - 10117
当虚拟站点中的任务配置为下列时,可以使用信号“选择上一个识别编号”:
批次序列
来源拧紧
来源批次
数字标识符方法
字符串标识符方法
ST 选择器可配置的功能接下一个和接上一个使输入信号能够选择下一个识别编号和选择上一个识别编号。
批次序列选择为虚拟站点任务
如果启用了自由顺序开关,则信号“选择上一个识别编号”可以选择所选序列中的不同批次。
在选择批次之前,必须为其分配识别编号。如果批次未分配识别编号,则即使启用了自由顺序开关,信号“选择上一个识别编号”也无法选择它。
它允许循环具有已配置识别编号的批次。
如果识别编号为“无”,则只有在完成所有配置了识别编号的批次后才可以选择它。
可以进行循环,但是跳过 0。批次完成后,它将不再可选。
例如,如果批次分配的识别编号为 1、2、4、5,则信号一直循环运行:5、4、2、1、5、4、2......只要批次未完成。
来源拧紧已选择为虚拟站点任务
该信号从来源拧紧任务中指定的拧紧程序列表中选择上一个识别编号。
选择从当前选择的识别编号运行到上一个较小的识别编号。
当最小的识别编号被选择时,该信号选择 0;在 0 之后,信号选择下一个较小的识别编号。
如果选择 0 作为识别编号,则该工具被锁定。
如果将拧紧程序分配给一个识别编号,然后将其从拧紧程序列表中删除,则仍然可以选择该识别编号。在这种情况下,由于没有特定的拧紧程序,工具被锁定。
当选择器模式开关设置为确认时,需要分配和配置套筒选择器。所有拧紧程序都可以选择,但在运行它们之前,必须从套筒选择器中提起合适的套筒。
来源批次被选择为虚拟站点任务
在来源 > 批次序列 > 来源批次中,当识别方法设置为编号时,信号“选择上一个识别编号”将从来源批次任务中显示的序列列表中选择序列。
可以循环通过 0。信号“选择上一个识别编号”仅选择分配给序列的识别编号。
例如,如果有 4 个序列的识别编号分别为 1、4、4 和 8,则信号“选择上一个识别编号”'将迭代并选择 8、4、2、1、0、8、4......
未定义的识别编号未被选择。
在来源 > 批次序列 > 来源批次中,当识别方法设置为字符串时,有必要通过外部来源(如扫码枪或开放协议)选择序列。信号“选择上一个识别编号”能够选择所选序列中的批次。
SoftPLC 中的名称:SELECT_PREVIOUS_ID_NUMBER
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
设置双稳态继电器 - 10021
设置双稳态继电器输出。
SoftPLC 中的名称:SET_BISTABLE_RELAY
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
设置零位 - 10135
对于手持式工具,输入信号设置零位将工具的当前位置保持为原点位置。如果在持续拧紧过程中发送信号,则会自动忽略该信号。
对于固定式工具,输入信号设置零位将工具的当前位置保持为原点位置。该信号影响系统中的所有工具,无论是否为虚拟站点。作为持续拧紧的一部分,固定式工具会自动忽略该信号。
SoftPLC 中的名称: IN_EXTERNAL_SET_ZERO_POSITION
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
完成时解锁工具 - 10051
解锁被“完成时锁定工具”锁定的工具。
SoftPLC 中的名称:UNLOCK_TOOL_ON_COMPLETE
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
禁用时解锁工具 - 10059
SoftPLC 中的名称:UNLOCK_TOOL_ON_DISABLE
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
输出信号
批次完成 - 30
批次已完成是当批次完成时触发的输出信号。
批次结果状态(OK 或 NOK)对批次已完成信号没有影响。
SoftPLC 中的名称:BATCH_COMPLETED
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
批次完成 NOK - 37
批次完成,状态 NOK。
SoftPLC 中的名称:BATCH_COMPLETED_NOK
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
批次完成 OK - 36
批次完成,状态 OK。
SoftPLC 中的名称:BATCH_COMPLETED_OK
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
批次计数 - 31
批次计数是一个输出信号,显示批次中当前的拧紧次数。
SoftPLC 中的名称:BATCH_COUNT
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 整数 | 1 | 8 |
设备
现场总线:TRUE
指示器框: FALSE
内部 I/O:FALSE
操作员面板:FALSE
工具功能:FALSE
ST 选择器:TRUE
多层警示灯:FALSE
TLS 标签:FALSE
I/O 扩展模块:FALSE
批次运行 - 32
表示批次序列中的一个批次正在运行。
SoftPLC 中的名称:BATCH_RUNNING
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
批次序列完成 NOK - 46
批次序列完成,状态 NOK。
SoftPLC 中的名称:BATCH_SEQUENCE_NOK
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
批次序列完成 OK - 45
批次序列完成,状态 OK。
SoftPLC 中的名称:BATCH_SEQUENCE_OK
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
批次序列完成 - 48
指示序列何时完成,有“批次序列完成 OK”和“批次序列完成 NOK”两种情况。
SoftPLC 中的名称:BATCH_SEQUENCE_COMPLETED
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 事件 | 布尔 | 1 | 1 |
反转 | 事件 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
批次序列运行 - 47
指示批次序列是否正在运行。
SoftPLC 中的名称:BATCHSEQUENCE_RUNNING
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 布尔 | 1 | 1 |
反转 | 状态 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
双稳态继电器 - 40
双稳态继电器是由输入“设置双稳态继电器”和“复位双稳态继电器”控制的信号。
收到输入“设置双稳态继电器”后,双稳态继电器信号设为真。
收到输入“重置双稳态继电器”后,双稳态继电器信号设为假。
如果“设置双稳态继电器”或“复位双稳态继电器”变低,则双稳态继电器保持其状态。
当“设置双稳态继电器”或“复位双稳态继电器”变高时,双稳态继电器的状态改变。
重新启动控制器后,双稳态继电器默认设置为假。
SoftPLC 中的名称:BISTABLE_RELAY
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 布尔 | 1 | 1 |
反转 | 状态 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
校准警报 - 138
工具维护配置中的校准警报。到时间校准工具时发出提醒。
SoftPLC 中的名称:CALIBRATION_ALARM
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
确认拧松 - 206
指示是否选择了拧松并且可以开始。也就是说,拧松同步模式或拧松程序存在并被选择。
SoftPLC 中的名称:确认拧松
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 布尔 | 1 | 1 |
反转 | 状态 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
控制器开启 - 42
IO Exchange 启动时设为真。
SoftPLC 中的名称:IO_ON
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
当前运行的批次 - 180
当前运行批次是一个输出信号,它显示了一个序列中当前运行批次的索引。
如果用户使用套筒选择器,若选择了无、多个或错误套筒,则显示“0”。
如果用户使用批次模式,并且批次正在运行,则来源拧紧配置将显示“1”。
SoftPLC 中的名称:CURRENT_RUNNING_BATCH_IX
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 整数 | 1 | 8 |
设备
现场总线:TRUE
指示器框: FALSE
内部 I/O:FALSE
操作员面板:FALSE
工具功能:FALSE
ST 选择器:TRUE
多层警示灯:FALSE
TLS 标签:FALSE
I/O 扩展模块:FALSE
方向开关 CCW-13
工具上的方向开关以逆时针转动。
SoftPLC 中的名称:DIRECTION_SWITCH_CCW
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
方向开关 CW-12
工具上的方向开关以顺时针转动。
SoftPLC 中的名称:DIRECTION_SWITCH_CW
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
事件出现 - 161
指示事件是否被触发。如果事件需要确认,则仅在附件上触发。
SoftPLC 中的名称:EVENT_PRESENT
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
最终角度 - 8
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 浮动 | 0 | 0 |
设备
Filedbus:FALSE
指示器框: FALSE
内部 I/O:FALSE
操作员面板:FALSE
工具功能:FALSE
ST 选择器:TRUE
多层警示灯:FALSE
TLS 标签:FALSE
I/O 扩展模块:FALSE
最终扭矩 - 5
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 浮动 | 1 | 1 |
设备
Filedbus:FALSE
指示器框: FALSE
内部 I/O:FALSE
操作员面板:FALSE
工具功能:FALSE
ST 选择器:TRUE
多层警示灯:FALSE
TLS 标签:FALSE
I/O 扩展模块:FALSE
高角度 - 10
角度结果太高。
SoftPLC 中的名称:HIGH_ANGLE
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
高扭矩 - 7
扭矩结果高于最大扭矩限值。
SoftPLC 中的名称:HIGH_TORQUE
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
收到的标识符 - 100
SoftPLC 中的名称:IDENTIFIER_RECEIVED
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
许可证服务器连接丢失 - 134
表示与 Atlas Copco 许可证服务器的连接已丢失或同步失败。成功完成许可证管理器同步后,该信号将清除
SoftPLC 中的名称:LICENSE_SERVER_CONN_LOST
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
拧松禁用 - 184
“拧松禁用”是一个输出信号,当拧松被以下任何信号外部锁定时将被激活:
20003 - 锁定拧松
20004 - 锁定工具高态有效
20033 - 线路控制锁定
20018 - 开放协议锁定
20021 - 现场总线锁定拧松
20041 - Soft PLC 锁定拧松
20061 - 锁定工具低态有效
SoftPLC 中的名称:LOOSENING_DISABLED
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
拧松启用 - 185
拧松禁用是一个输出信号,当拧松未被以下任何信号外部锁定时将被激活:
20003 - 锁定拧松
20004 - 锁定工具高态有效
20033 - 线路控制锁定
20018 - 开放协议锁定
20021 - 现场总线锁定拧松
20041 - Soft PLC 锁定拧松
20061 - 锁定工具低态有效
SoftPLC 中的名称:LOOSENING_ENABLED
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
拧松被锁定 - 28
拧松被禁用。
SoftPLC 中的名称:LOOSENING_IS_LOCKED
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 布尔 | 1 | 1 |
反转 | 状态 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
拧松 NOK - 74
拧松 NOK 发生。
SoftPLC 中的名称:LOOSENING_NOK
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
拧松 OK - 70
正常拧松发生。
SoftPLC 中的名称:LOOSENING_OK
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
低角度 - 9
角度结果低于最小角度限值。
SoftPLC 中的名称:LOW_ANGLE
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
低扭矩 - 6
扭矩结果低于最小扭矩限值。
SoftPLC 中的名称:LOW_TORQUE
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
手动模式 - 101
在任何受支持和已配置的附件上指示手动模式下的虚拟站点状态
SoftPLC 中的名称:MANUAL_MODE
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 布尔 | 1 | 1 |
反转 | 状态 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
达到最大连续 NOK - 35
表示达到拧紧计数器最大连续异常。
SoftPLC 中的名称:MAX_COHERENT_NOK_REACHED
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
开口端处于打开位置 - 89
开口端工具处于打开位置。
SoftPLC 中的名称:OPEN_END_IN_OPEN_POSITION
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
开放协议断开 - 95
如果在虚拟站点中将开放协议设置为关闭,则“开放协议断开”信号被设置为假。
如果在虚拟站点中将开放协议设置为开启,则“开放协议断开”信号被设置为真。
当至少一个客户端(几个开放协议客户端可以连接到同一虚拟站点)连接时,“开放协议断开”信号将设置为假。
SoftPLC 中的名称:OPEN_PROTOCOL_DISCONNECTED
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 布尔 | 1 | 1 |
反转 | 状态 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
脉冲工具警报机油油位空 - 167
在工具维护中配置的油位监控,提供了一种提醒用户何时需要在脉冲工具上加油的机制。按下触发器时,该信号不会通知用户。
断开工具时,该信号被清除;然后,如果下次连接工具时仍然存在这种情况,则会从工具再次发送该信息。
SoftPLC 中的名称:TOOL_OIL_LEVEL_EMPTY
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
准备开始 - 29
如果工具被连接到虚拟站点,没有任何活动的拧紧锁定,紧急停止没有激活,并且选择了有效的拧紧程序,则该信号表明可以开始拧紧。
SoftPLC 中的名称:READY_TO_START
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 布尔 | 1 | 1 |
反转 | 状态 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
剩余批次 - 33
批次中的剩余拧紧数。仅可在显示屏上查看。
SoftPLC 中的名称:REMAINING_BATCH
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 整数 | 1 | 8 |
设备
现场总线:TRUE
指示器框: FALSE
内部 I/O:FALSE
操作员面板:FALSE
工具功能:FALSE
ST 选择器:TRUE
多层警示灯:FALSE
TLS 标签:FALSE
I/O 扩展模块:FALSE
旋入角度高 - 165
如果程序级别的旋入角度大于设定的角度,则此信号有效。
SoftPLC 中的名称:RUNDOWN_ANGLE_HIGH
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
旋入角度低 - 166
如果程序级别的旋入角度小于设定的角度,则此信号有效。
SoftPLC 中的名称:RUNDOWN_ANGLE_LOW
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
选择识别编号 - 213
所选拧紧程序的识别编号;如果未选择识别编号,则为 0。
SoftPLC 中的名称: SELECTED_IDENTIFIER_NUMBER
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 整数 | 1 | 16 |
TreatZeroAsOne | 状态 | 整数 | 1 | 16 |
为避免信号重复,可以定义值转换器。转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
现场总线:TRUE
指示器框: FALSE
内部 I/O:FALSE
操作员面板:FALSE
工具功能:FALSE
ST 选择器:TRUE
多层警示灯:FALSE
TLS 标签:FALSE
I/O 扩展模块:FALSE
选定的序列 ID - 84
显示所选批次序列的索引。
SoftPLC 中的名称:SELECTED_BATCH_SEQUENCE_ID
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 整数 | 1 | 16 |
TreatZeroAsOne | 状态 | 整数 | 1 | 16 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
现场总线:TRUE
指示器框: FALSE
内部 I/O:FALSE
操作员面板:FALSE
工具功能:FALSE
ST 选择器:TRUE
多层警示灯:FALSE
TLS 标签:FALSE
I/O 扩展模块:FALSE
选择的拧紧程序 - 69
所选拧紧程序的实际 Id;如果未选择拧紧程序,则为 0。
SoftPLC 中的名称:SELECTED_PSET_ID
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 整数 | 1 | 16 |
TreatZeroAsOne | 状态 | 整数 | 1 | 16 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
现场总线:TRUE
指示器框: FALSE
内部 I/O:FALSE
操作员面板:FALSE
工具功能:FALSE
ST 选择器:TRUE
多层警示灯:FALSE
TLS 标签:FALSE
I/O 扩展模块:FALSE
序列中止 - 160
输出信号指示序列是否中止。
SoftPLC 中的名称:SEQUENCE_ABORTED
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
服务指示灯警报 - 137
在工具维护中配置的服务警报提供了一种提醒用户何时需要维修工具的机制。
SoftPLC 中的名称:SERVICE_INDICATOR_ALARM
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
序列大小 - 181
显示当前正在运行的序列的大小。仅在加载序列时设置,完成序列后不重置。
SoftPLC 中的名称:SIZE_OF_RUNNING_SEQUENCE
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 整数 | 1 | 8 |
设备
现场总线:TRUE
指示器框: FALSE
内部 I/O:FALSE
操作员面板:FALSE
工具功能:FALSE
ST 选择器:TRUE
多层警示灯:FALSE
TLS 标签:FALSE
I/O 扩展模块:FALSE
站点就绪 - 71
指示虚拟站点何时准备就绪。
SoftPLC 中的名称:STATION_READY
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 布尔 | 1 | 1 |
反转 | 状态 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
目标扭矩 - 30100
显示已执行拧紧的目标扭矩的信号。
将上一个步骤的步骤类别设置为最后。只有在上一个步骤有扭矩目标时,ST 选择器才显示目标扭矩。
SoftPLC 中的名称:STSELECTOR_TARGET_TORQUE
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 整数 | 1 | 1 |
设备
Filedbus:FALSE
指示器框: FALSE
内部 I/O:FALSE
操作员面板:FALSE
工具功能:FALSE
ST 选择器:TRUE
多层警示灯:FALSE
TLS 标签:FALSE
I/O 扩展模块:FALSE
目标/最终扭矩 - 30101
交替显示目标/最终扭矩的信号。
如果选定的拧紧程序发生更新或选择了新的拧紧程序,则目标/最终扭矩介于目标扭矩和最终扭矩之间。
将上一个步骤的步骤类别设置为最后。只有在上一个步骤有扭矩目标时,ST 选择器才显示目标扭矩。
SoftPLC 中的名称:STSELECTOR_TARGET_FINAL_TORQUE
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 整数 | 1 | 1 |
设备
Filedbus:FALSE
指示器框: FALSE
内部 I/O:FALSE
操作员面板:FALSE
工具功能:FALSE
ST 选择器:TRUE
多层警示灯:FALSE
TLS 标签:FALSE
I/O 扩展模块:FALSE
螺纹方向 CCW - 26
所选的拧紧程序已将逆时针方向选为螺纹方向。
SoftPLC 中的名称:THREAD_DIRECTION_CCW
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
拧紧禁用 - 182
拧紧禁用是一个输出信号,当拧紧被以下任何信号外部禁用时将被激活:
20002 - 锁定拧紧
20004 - 锁定工具高态有效
20033 - 线路控制锁定
20018 - 开放协议锁定
20020 - 现场总线锁定拧紧
20040 - Soft PLC 锁定拧紧
20061 - 锁定工具低态有效
SoftPLC 中的名称:TIGHTENING_DISABLED
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
拧紧启用 - 183
拧紧启用是一个输出信号,当拧紧未被以下任何信号外部禁用时将被激活:
20002 - 锁定拧紧
20004 - 锁定工具高态有效
20033 - 线路控制锁定
20018 - 开放协议锁定
20020 - 现场总线锁定拧紧
20040 - Soft PLC 锁定拧紧
20061 - 锁定工具低态有效
SoftPLC 中的名称:TIGHTENING_ENABLED
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
拧紧已锁定 - 27
拧紧已禁用;不可能进行任何拧紧。
SoftPLC 中的名称:TIGHTENING_IS_LOCKED
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 布尔 | 1 | 1 |
反转 | 状态 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
拧紧 NOK - 4
至少一个拧紧结果超出规定限值。
SoftPLC 中的名称:TIGHTENING_NOK
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
拧紧 OK - 3
拧紧结果在规定限制范围内。
SoftPLC 中的名称:TIGHTENING_OK
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
拧紧时间高 - 135
指示是否由于执行时间超出允许的最大值而发生 NOK 拧紧。
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
拧紧时间低 - 136
指示是否由于执行时间小于允许的最小值而发生 NOK 拧紧。
拧紧时间低信号仅适用于拧紧程序。
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
工具电池电量低 - 90
SoftPLC 中的名称:TOOL_BATTERY_LOW
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
工具已连接 - 73
指示工具是否已连接到虚拟站点。
SoftPLC 中的名称:TOOL_CONNECTED
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 布尔 | 1 | 1 |
反转 | 状态 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
工具禁用 - 158
工具禁用是一个输出信号,当工具被以下任何信号外部禁用时将被激活:
20002 - 锁定拧紧
20003 - 锁定拧松
20004 - 锁定工具高态有效
20033 - 线路控制锁定
20018 - 开放协议锁定
20020 - 现场总线锁定拧紧
20021 - 现场总线锁定拧松
20040 - Soft PLC 锁定拧紧
20041 - Soft PLC 锁定拧松
20061 - 锁定工具低态有效
SoftPLC 中的名称:TOOL_DISABLED
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
工具启用 - 159
工具启用是一个输出信号,当工具未被以下任何信号外部禁用时将被激活:
20002 - 锁定拧紧
20003 - 锁定拧松
20004 - 锁定工具高态有效
20033 - 线路控制锁定
20018 - 开放协议锁定
20020 - 现场总线锁定拧紧
20021 - 现场总线锁定拧松
20040 - Soft PLC 锁定拧紧
20041 - Soft PLC 锁定拧松
20061 - 锁定工具低态有效
SoftPLC 中的名称:TOOL_ENABLED
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
工具功能按钮按下 - 179
输出信号跟踪功能按钮状态。按下功能按钮时设置信号,释放功能按钮时清除信号。不适用于电池工具的关键用途。
SoftPLC 中的名称:FUNCTION_BUTTON_PRESSED
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
工具运行状况 OK - 103
如果不存在任何工具错误,则工具运行状况 OK 为高,当设置以下任何工具错误时,工具运行状况 OK 为低:
工具过热
工具需要电机调谐
开口端未调谐
工具参数文件不受支持
工具电池电量不足
工具触发器监管失效
工具线缆不受支持
工具记忆故障
工具内存损坏
工具保养间隔已过
工具软件版本不匹配
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 布尔 | 1 | 1 |
反转 | 状态 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
工具 LED 指示灯绿色 - 98
显示附件上工具绿色 LED 状态的信号。
如果工具绿色 LED 指示灯亮起/闪烁,工具 LED 指示灯绿色信号设为“True”。
如果工具绿色 LED 指示灯不亮,工具 LED 指示灯绿色信号设为“False”。
SoftPLC 中的名称: TOOL_RESULT_LED_GREEN
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
工具 LED 指示灯红色 - 97
显示附件上工具红色 LED 状态的信号。
如果工具红色 LED 指示灯亮起/闪烁,工具 LED 指示灯红色信号设为“True”。
如果工具红色 LED 指示灯不亮,工具 LED 指示灯红色信号设为“False”。
SoftPLC 中的名称: TOOL_RESULT_LED_RED
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
工具 LED 指示灯黄色 - 99
显示附件上工具黄色 LED 状态的信号。
如果工具黄色 LED 指示灯亮起/闪烁,工具 LED 指示灯黄色信号设为“True”。如果工具黄色 LED 指示灯不亮,
工具 LED 指示灯黄色信号设为“False”。
SoftPLC 中的名称: TOOL_RESULT_LED_YELLOW
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
工具拧松 - 22
表示工具正在拧松。
SoftPLC 中的名称:TOOL_LOOSENING
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
逆时针旋转工具 - 25
左旋螺纹的工具转动方向为逆时针。
SoftPLC 中的名称:TOOL_ROTATION_CCW
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
顺时针旋转工具 - 24
右旋螺纹的工具转动方向为顺时针。
SoftPLC 中的名称:TOOL_ROTATION_CW
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
工具运行 - 23
表示工具正在转动(顺时针 [CW] 或逆时针 [CCW])。
SoftPLC 中的名称:TOOL_RUNNING
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
工具拧紧 - 21
表示工具正在拧紧。
SoftPLC 中的名称:TOOL_TIGHTENING
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
零位中的工具 - 210
输出信号工具处于零位仅适用于手持式工具。
输出信号工具处于零位定义工具是否处于原点位置 - 例如,在前进或后退位置步骤的末尾。
该信号不会实时更新,因此如果工具因任何原因移出位置,该信号将不起作用。
SoftPLC 中的名称: TOOLS_IN_ZERO_POSITION
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
ToolsNet 连接丢失 - 133
指示 ToolsNet 与控制器之间的已启用连接是否中断或正在按预期工作。
SoftPLC 中的名称:TOOLSNET_CONNECTION_LOST
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 布尔 | 1 | 1 |
反转 | 状态 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
ToolsTalk 连接丢失 - 208
指示 ToolsTalk 与控制器之间的已启用连接是否中断或正在按预期工作。
SoftPLC 中的名称: TOOLSTALK_CONNECTION_LOST
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 布尔 | 1 | 1 |
反转 | 状态 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
总剩余序列计数器 - 205
在一个批次序列中要完成的剩余拧紧量。
SoftPLC 中的名称: TOTAL_REMAINING_SEQ_COUNT
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 整数 | 1 | 16 |
设备
现场总线:TRUE
指示器框: FALSE
内部 I/O:FALSE
操作员面板:FALSE
工具功能:FALSE
ST 选择器:TRUE
多层警示灯:FALSE
TLS 标签:FALSE
I/O 扩展模块:FALSE
总序列计数器 - 204
在一个批次序列中完成的拧紧量。
SoftPLC 中的名称: TOTAL_SEQ_COUNTER
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 整数 | 1 | 16 |
设备
现场总线:TRUE
指示器框: FALSE
内部 I/O:FALSE
操作员面板:FALSE
工具功能:FALSE
ST 选择器:TRUE
多层警示灯:FALSE
TLS 标签:FALSE
I/O 扩展模块:FALSE
总序列大小 - 203
在一个批次序列中要完成的拧紧总量。
SoftPLC 中的名称: TOTAL_SEQ_SIZE
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 整数 | 1 | 16 |
设备
现场总线:TRUE
指示器框: FALSE
内部 I/O:FALSE
I/O 扩展模块:FALSE
操作员面板:FALSE
ST 选择器:TRUE
多层警示灯:FALSE
工具功能:FALSE
TLS 标签:FALSE
触发器按下 - 11
表示工具触发器已经按下。
SoftPLC 中的名称:TRIGGER_PRESSED
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
输入/输出信号
禁用开放协议命令 - 10060
禁用通过开放协议向虚拟站点发送命令的可能性。
SoftPLC 中的名称:DISABLE_OPEN_PRTCOL_CMDS
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 布尔 | 1 | 1 |
反转 | 状态 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
外部监控 1-10035
外部监视 1 是一个输入/输出信号,它没有连接到控制器中的任何特定功能,可以用于客户的特定需求。
SoftPLC 中的名称:EXTERNAL_MONITORED_1
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 布尔 | 1 | 1 |
反转 | 状态 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
外部监控 2 - 10036
外部监视 2 是一个输入/输出信号,它没有连接到控制器中的任何特定功能,可以用于客户的特定需求。
SoftPLC 中的名称:EXTERNAL_MONITORED_2
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 布尔 | 1 | 1 |
反转 | 状态 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
外部监控 3 - 10037
外部监视 3 是一个输入/输出信号,它没有连接到控制器中的任何特定功能,可以用于客户的特定需求。
SoftPLC 中的名称:EXTERNAL_MONITORED_3
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 布尔 | 1 | 1 |
反转 | 状态 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
外部监控 4 - 10038
外部监视 4 是一个输入/输出信号,它没有连接到控制器中的任何特定功能,可以用于客户的特定需求。
SoftPLC 中的名称:EXTERNAL_MONITORED_4
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 布尔 | 1 | 1 |
反转 | 状态 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
外部监控 5 - 10039
外部监视 5 是一个输入/输出信号,它没有连接到控制器中的任何特定功能,可以用于客户的特定需求。
SoftPLC 中的名称:EXTERNAL_MONITORED_5
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 布尔 | 1 | 1 |
反转 | 状态 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
外部监控 6 - 10040
外部监视 6 是一个输入/输出信号,它没有连接到控制器中的任何特定功能,可以用于客户的特定需求。
SoftPLC 中的名称:EXTERNAL_MONITORED_6
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 布尔 | 1 | 1 |
反转 | 状态 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
外部监控 7 - 10041
外部监视 7 是一个输入/输出信号,它没有连接到控制器中的任何特定功能,可以用于客户的特定需求。
SoftPLC 中的名称:EXTERNAL_MONITORED_7
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 布尔 | 1 | 1 |
反转 | 状态 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
外部监控 8 - 10042
外部监视 8 是一个输入/输出信号,它没有连接到控制器中的任何特定功能,可以用于客户的特定需求。
SoftPLC 中的名称:EXTERNAL_MONITORED_8
变换器 | 信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|---|
标准 | 状态 | 布尔 | 1 | 1 |
反转 | 状态 | 布尔 | 1 | 1 |
为避免信号重复,可以定义值转换器。
转换器用于支持同一信号的多个表示(例如,角度/扭矩状态都可以按位表示或以状态字符表示)。
设备
工具绿色 LED 指示灯闪烁(外部协议)- 10058
SoftPLC 中的名称:FLASH_TOOL_GREEN_LED
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
事件 | 布尔 | 1 | 1 |
设备
一般 I/O 1 - 50
用于开放协议的输入/输出 1。
SoftPLC 中的名称:GENERIC_IO_1
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 整数 | 1 | 8 |
设备
一般 I/O 2 - 51
用于开放协议的输入/输出 2。
SoftPLC 中的名称:GENERIC_IO_2
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 整数 | 1 | 8 |
设备
一般 I/O 3 - 52
用于开放协议的输入/输出 3。
SoftPLC 中的名称:GENERIC_IO_3
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 整数 | 1 | 8 |
设备
一般 I/O 4 - 53
用于开放协议的输入/输出 4。
SoftPLC 中的名称:GENERIC_IO_4
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 整数 | 1 | 8 |
设备
一般 I/O 5 - 54
用于开放协议的输入/输出 5。
SoftPLC 中的名称:GENERIC_IO_5
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 整数 | 1 | 8 |
设备
一般 I/O 6 - 55
用于开放协议的输入/输出 6。
SoftPLC 中的名称:GENERIC_IO_6
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 整数 | 1 | 8 |
设备
一般 I/O 7 - 56
用于开放协议的输入/输出 7。
SoftPLC 中的名称:GENERIC_IO_7
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 整数 | 1 | 8 |
设备
一般 I/O 8 - 57
用于开放协议的输入/输出 8。
SoftPLC 中的名称:GENERIC_IO_8
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 整数 | 1 | 8 |
设备
一般 I/O 9 - 58
用于开放协议的输入/输出 9。
SoftPLC 中的名称:GENERIC_IO_9
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 整数 | 1 | 8 |
设备
一般 I/O 10 - 59
用于开放协议的输入/输出 10。
SoftPLC 中的名称:GENERIC_IO_10
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 整数 | 1 | 8 |
设备
工具处于生产区 - 93
SoftPLC 中的名称:TOOL_IN_PRODUCT_SPACE
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
工具处于工作区 - 92
SoftPLC 中的名称:TOOL_IN_WORK_SPACE
信号类型 | 数值类型 | 最小尺寸 [位] | 最大尺寸 [位] |
|---|---|---|---|
状态 | 布尔 | 1 | 1 |
设备
第三方许可证
第三方许可证列表
Power Focus 控制器包含第三方组件,其许可证要求我们发布许可语言和/或版权声明的副本。根据这些要求,在此提供许可证的副本。点击下方任意许可证,即可显示许可证文本的副本。
Software | Version | Licenses |
|---|---|---|
acl | 2.2.52 | |
alsa-lib | 1.1.2 | |
alsa-state | 0.2.0 | |
alsa-tools | 1.1.0 | |
alsa-utils | 1.1.2 | |
anybus | 1.1 |
|
atftp | 0.7.1 + gitAUTOINC + be3291a18c | |
attr | 2.4.47 | |
barebox | 2018.06.0 | |
base-files | 3.0.14 | |
base-files-px2-base | 1.0 | |
base-passwd | 3.5.29 | |
bash | 4.3.30 | |
bash-completion | 2.4 | |
bluez5 | 5.41 | |
boost | 1.61.0 | |
busybox-px2base | 1.24.1 | |
bzip2 | 1.0.6 | |
ca-certificates | 20160104 | |
cppunit | 1.13.1 | |
cryptodev-linux | 1.8 | |
curl | 7.50.1 | |
db | 3.0.35 | |
dbus | 1.10.10 | |
dhcp | 4.3.4 | |
dosfstools | 4.0 | |
dt-utils | 2017.03.0 | |
e2fsprogs | 1.43 | |
ecryptfs-tools | 1.0 | |
elfutils | 0.166 | |
eudev | 3.2.2 | |
expat | 2.2.0 | |
fbset | 2.1 | |
fb-test | 1.1.0 | |
fcgi | 2.4.0 | |
finit | 3.1 | |
firmware-imx | 5.4 |
|
flac | 1.3.1 | |
flatbuffers | 1.9.0 | |
fruit | 3.4.0 + gitAUTOINC + ece0f7218c | |
fuse | 2.9.4 | |
gcc-runtime | 6.2.0 | |
gdb | 8.0.1 | |
gdbm | 1.12 | |
glib-2.0 | 2.48.2 | |
glibc | 2.24 | |
gmp | 6.1.1 | |
gnutls | 3.5.3 | |
grep | 2.25 | |
gstreamer1.0 | 1.8.3 | |
gstreamer1.0-plugins-base | 1.8.3 | |
hostpad | 2.6 | |
htop | 1.0.3 | |
icu | 57.1 | |
init-ifupdown | 1.0 | |
initscripts | 1.0 | |
iproute2 | 4.7.0 | |
iptables | 1.6.0 | |
ipwatchd | 1.2 | |
iw | 4.7 | |
json-spirit | 4.08 | |
keyutils | 1.5.9 | |
kmod | 23 + gitAUTOINC + 65a885df5f | |
kmsfbwrap-px2base | 12.0 | |
libarchive | 3.2.2 | |
libbsd | 0.8.3 |
|
libcap | 2.25 | |
libdrm | 2.4.70 | |
libestr | 0.1.10 | |
libevent | 2.0.22 | |
libfastjson | 0.99.4 | |
libffi | 3.2.1 | |
libgcc | 6.2.0 | |
libgcrypt | 1.7.3 | |
libgpg-error | 1.24 | |
libidn | 1.33 | |
libite | 2.0.2 | |
libjpeg-turbo | 1.5.0 | |
liblogging | 1.0.5 | |
libnet | 1.2-rc3 | |
libnfsidmap | 0.25 | |
libnl | 3.2.28 | |
libogg | 1.3.2 | |
libpcap | 1.8.1 | |
libpcre | 8.39 | |
libpng | 1.6.24 | |
librcf | 2.2.0.0 | |
libsamplerate0 | 0.1.8 | |
libsndfile1 | 1.0.27 | |
libtinyxml | 2.6.2 | |
libtirpc | 1.0.1 | |
libuev | 2.2.0 | |
libusb1 | 1.0.20 | |
libvorbis | 1.3.5 | |
libxml2 | 2.9.4 | |
libxslt | 1.1.29 | |
lighttpd | 1.4.51 | |
linux-atlas | 4.14 | |
linux-libc-headers | 4.14.13 | |
logrotate | 3.9.1 | |
lua | 5.1.5 | |
luabind | git | |
lzo | 2.09 | |
lzop | 1.03 | |
memlog | 2.0 | |
mesa | 12.0.1 | |
mg | 20161005 |
|
minizip | 1.2.8 | |
mmc-utils | 0.1 | |
mtd-utils | 1.5.2 | |
nano | 2.2.5 | |
ncurses | 6.0 + 20160625 | |
netbase | 5.3 | |
netcat-openbsd | 1.105 | |
nettle | 3.2 | |
nfs-utils | 2.1.1 | |
ntp | 4.2.8p8 | |
openssh | 7.6p1 | |
openssl | 1.0.2n | |
opkg | 0.3.3 | |
opkg-arch-config | 1.0 | |
opkg-utils | 0.3.2 + gitAUTOINC + 3ffece9bf1 | |
orc | 0.4.25 | |
os-release | 1.0 | |
packagegroup-atlas-qt5 | 1.0 | |
packagegroup-atlas-sxb | 1.0 | |
packagegroup-base | 1.0 | |
packagegroup-core-boot | 1.0 | |
packagegroup-core-eclipse-debug | 1.0 | |
packagegroup-core-nfs | 1.0 | |
packagegroup-core-ssh-openssh | 1.0 | |
packagegroup-px2it | 1.0 | |
parted | 3.2 | |
perl | 5.22.1 | |
pm-utils | 1.4.1 | |
poco | 1.9.0 | |
pointercal | 0.0 | |
popt | 1.16 | |
procps | 3.3.12 | |
protobuf | 2.6.1 + gitAUTOINC + bba83652e1 | |
python | 2.7.12 | |
qtbase | 5.7.1 + gitAUTOINC + a55f36211e | |
qtdeclarative | 5.7.1 + gitAUTOINC + 2a992040e2 | |
qtlocation | 5.7.1 + gitAUTOINC + de5be121d8 | |
qtsensors | 5.7.1 + gitAUTOINC + 5a57beaaa5 | |
qtwebkit | 5.7.1 + gitAUTOINC + 76e2732f01 | |
qtwebsockets | 5.7.1 + gitAUTOINC + 60cede232a | |
qtxmlpatterns | 5.7.1 + gitAUTOINC + 89dbcc4f80 | |
rauc | 0.4 | |
readline | 6.3 | |
rpcbind | 0.2.3 | |
rsync | 3.1.2 | |
rsyslog | 8.22.0 | |
run-postinsts | 1.0 | |
shadow | 4.2.1 | |
shadow-security | 4.2.1 | |
sqlite3 | 3.14.1 |
|
squashfs-tools | 5.7.1 + gitrAUTOINC + 9c1db6d13a |
|
st-load | 1.0 |
|
stm32flash | git | |
strace | 4.13 | |
sysfsutils | 2.1.0 | |
sysvinit-bootlogd | 2.88dsf | |
tcf-agent | 1.4.0 + gitAUTOINC + 2dddd5f440 | |
tcpdump | 4.7.4 | |
tcp-wrappers | 7.6 | |
tslib | 1.1 | |
tzdata | 2016i |
|
u-boot-atlas | 2017.09 | |
u-boot-fw-utils | 2017.09 | |
unzip | 6.0 | |
usbutils | 008 | |
util-linux | 2.28.1 | |
wireless-tools | 30.pre9 | |
wpa-supplicant | 2.5 | |
xerces-c | 2.7.0 | |
xz | 5.2.2 |
|
yaml-cpp | 0.6.2 | |
zip | 3.0 | |
zlib | 1.2.8 |