“이벤트 구성” 페이지를 통해 이벤트를 구성할 수 있는지 여부를 사용자에게 알립니다.
Power Focus 6000 (3.11)
Software
소개
이 섹션에서는, 제품에 대한 기본 정보와 주제에 사용된 형식 규칙도 찾을 수 있습니다.
개요
Atlas Copco의 Power Focus 6000은 생산성, 인체 공학, 품질 및 연결성을 완전히 새로운 수준으로 개선합니다. Power Focus 6000은 다양한 Atlas Copco 조립 공구 제품군을 연결하여 단일 플랫폼 조립 솔루션을 제공합니다. 가상 스테이션을 사용하면 각 공구는 고유한 프로그래밍 기능을 갖출 수 있으며 여러 공구를 하나의 단일 컨트롤러에 연결하여 독립적으로 작동 할 수 있습니다. 본 제품은 귀하의 스마트 연결 조립 작업을 위한 완벽한 옵션입니다.
규칙
사용자 이해를 보조하기 위해 특정 형식 규칙이 이 문서 전체에 사용되었습니다. 아래는 사용된 형식 규칙 목록입니다.
요소 | 표기법 | 설명 | 출력 |
|---|---|---|---|
일반 강조 | 프로그램 작업 영역. | 특정 문자 요소를 돋보이게 하거나 강조합니다. | 볼드체 문자 |
그래픽 사용자 인터페이스 (GUI) 항목 | 기능 버튼을 선택합니다. | 항목에 대한 모든 참조는 GUI의 화면에서 찾을 수 있습니다. (예: 명령 버튼, 아이콘 이름 및 필드 이름) | 볼드체 문자 |
그래픽 사용자 인터페이스 (GUI) 경로 > | 일반적으로 GUI 상단에 있습니다. | GUI에서 위치를 기록하는 탐색 지원. | 예: 컨트롤러 > 프로그램 > 편집 |
사용자 입력 | 프로그램에 대한 설명을 입력하십시오. | 사용자는 모든 문자를 입력할 수 있습니다. | 볼드체 문자 |
파일 이름 | 내보낼 파일 이름을 입력합니다. | 내보낸 파일 또는 시스템에 가져온 파일. | 볼드 이텔릭체 문자 |
변수 및 매개변수 이름 | 내보낼 이름을 입력합니다. | 변수 및 매개변수 이름 (값이 아님). | 이텔릭체 문자 |
변수 및 매개변수 값 | 내보낼 값을 입력합니다. | 변수 및 매개변수 값. | 볼드체 대문자 |
시스템 출력 | Client.Domain.Models.ExportImportConfiguration | 시스템의 모든 문자 출력 | 모노스페이스 문자 |
외부 링크 | 문서 또는 주제 컨텐츠에 연결된 정보가 담긴 외부 사이트에 대한 링크입니다. 이러한 링크는 다음을 포함할 수 있습니다.
| 외부 사이트에 대한 선택 가능한 문자 | |
내부 문서 링크 |
사용할 수 있는 경우, 이러한 링크는 문자 아래에 제시됩니다. | 내부 사이트에 대한 선택 가능한 문자 |
일반 정보 보호 규정(GDPR)
이 제품은 시스템 사용자 이름, 역할 및 IP 주소 등의 개인 식별 정보를 처리 할 수있는 가능성을 제공합니다. 이 처리 능력의 목적은 추적 및 적절한 액세스 관리를 통해 품질관리를 강화하는 것입니다.
귀하가 개인 정보를 처리하기로 결정한 경우 유럽연합의 개인 정보관리 규정 (EU, GDPR) 및 기타 관련 법률, 지침 및 규정을 포함하여 관련 개인 정보 보호 규칙을 숙지하고 준수해야 합니다. Atlas Copco는 사용자의 제품 사용에 대하여 책임질 수 없습니다.
법적 책임 및 경고
책임
작동 환경에서 많은 현상이 조임 과정에 영향을 미칠 수 있으므로 결과에 대해 반드시 확인을 해야 합니다. 적용 기준 및/또는 규정에 따라, 당사는 귀하가 조임 결과에 영향을 미칠 수 있는 사건 이후 설치된 토크 및 회전 방향을 점검할 것을 요구합니다. 그러한 사건에 대한 예는 나열된 사항을 포함하며 그것에만 국한되지 않습니다:
툴링 시스템의 초기 설치
부품 묶음, 볼트, 나사 묶음, 공구, 소프트웨어, 구성 또는 환경의 변경
공기 연결 또는 배선 변경
작업 라인 인체공학, 프로세스, 품질 절차 또는 관행에서의 변경
조작 기사 변경
조임 과정의 결과에 영향을 미치는 기타 변경 사항
필수 점검 사항:
영향을 받은 현상으로 인해 연결 부위 상태가 변경되지 않았는지 확인해야 합니다.
초기 설치, 유지 관리 또는 장비 수리 후에 해야 합니다.
교대 조당 최소한 한 번 또는 다른 적절한 주기로 점검해야 합니다.
경고
사용자 안내서
본 사용자 안내서에는 POWER FOCUS 6000을 설정하고 구성하는 방법이 설명되어 있습니다.
본 사용자 안내서는 POWER FOCUS 6000을 작동하거나 정비하는 모든 사람을 대상으로 제작되었습니다.
상단 메뉴 표시줄의 검색 창에서, 사용 가능한 비디오 튜토리얼을 확인하기 위해 제품 필수 튜토리얼을 검색하세요.
각 제품 필수 튜토리얼은 Atlas Copco 제품으로 특정 작업을 수행하는 방법에 대한 개요를 제공합니다. 이 튜토리얼은 사용자가 보고 자신의 장비로 따라할 수 있도록 설계되었습니다. 제품 필수 튜토리얼은 온라인으로 제공되어 사용자가 항상 필요할 때 사용할 수 있으며, Atlas Copco 제품으로 작업을 할 때 필요한 기본 지식을 제공합니다.
개정 내역
릴리스 번호 | 개정일 | 개정 설명 |
|---|---|---|
item | item | none |
3.11 | 02/2024 | 새 컨텐츠: 업데이트된 컨텐츠:
|
3.10 | 06/2023 | 새 컨텐츠: 업데이트된 컨텐츠: |
3.9 | 01/2023 | 새 컨텐츠:
업데이트된 컨텐츠:
삭제된 항목:
|
3.8 | 06/2022 | 새 컨텐츠:
업데이트된 컨텐츠:
|
3.7 | 01/2022 | 새 컨텐츠:
업데이트된 컨텐츠:
|
3.6 | 06/2021 | 업데이트된 컨텐츠:
삭제된 항목:
|
3.5 | 12/2020 | 추가되었거나 업데이트된 문단
|
3.4 | 04/2020 | 추가되었거나 업데이트된 문단
|
3.3 | 추가되었거나 업데이트된 문단
| |
3.1.X | 추가되거나 업데이트된 섹션:
| |
3.1 | 추가되거나 업데이트된 섹션:
| |
3.0 | 추가되거나 업데이트된 섹션:
| |
2.8 | 추가되거나 업데이트된 섹션:
| |
2.7 | 추가되거나 업데이트된 섹션:
| |
2.6 | 추가되거나 업데이트된 섹션
| |
2.5 | 추가되거나 업데이트된 섹션:
| |
2.4 | 추가되거나 업데이트된 섹션:
| |
2.3 | 추가되거나 업데이트된 섹션:
| |
2.1 | 추가되거나 업데이트된 섹션:
| |
2.0 | 추가되거나 업데이트된 섹션:
| |
1.6 | Power Focus 6000 구성 안내서의 첫 번째 공식 발표 자료입니다. |
전제 조건
POWER FOCUS 6000에 대해 더 많이 관심 있는 사람은 이 사용자 안내서를 읽어봄으로써 자세히 알 수 있습니다.
사용자 안내서에 설명된 기술적인 측면에 대한 완전한 이해를 위해 다음을 권장합니다.
조임 기법에 관한 지식
Power Focus의 이전 버전으로 작업한 경험
시스템 개요
소프트웨어 구조
메뉴 개요
컨트롤러에는 조임과 하드웨어 부속품을 구성하고 공구 유지보수를 수행하며 소프트웨어를 관리하고 보고서를 볼 수 있는 여러 가지 메뉴가 있습니다.
조임 탭

조임 탭에는 각각의 조임에 사용할 수 있는 컨트롤러에 저장된 조임 프로그램이 목록으로 나타납니다.
조임 구성은 조임 탭에 설명되어 있습니다.
관련 정보
배치 시퀀스 탭 (Batch Sequence Tab)

배치 탭에는 컨트롤러에 저장된 배치 시퀀스가 목록으로 나타납니다.
배치 시퀀스는 다양한 조합으로 된 하나 이상의 반복적인 조임 프로그램입니다. 배치 시퀀스는 배치 시퀀스 탭에서 생성되고 구성됩니다.
관련 정보
소스 탭

소스 탭에는 조임 프로그램의 선택을 제어하는 데 사용할 수 있는 옵션이 목록으로 표시됩니다. (예를 들어, 다른 하드웨어로부터 디지털 입력을 통한 조임 프로그램 또는 배치 시퀀스) 스캐너 구성은 소스 탭에서 수행됩니다.
관련 정보
공구 탭

공구 탭에는 컨트롤러에 연결된 공구에 대한 정보가 제공됩니다.
이 메뉴는 또한 무선 공구가 컨트롤러에 부착되는 곳입니다.
공구 참조 제품의 경우, 공구를 정비하고 보정할 때 공구 탭에서 일부 데이터를 사용할 수 있습니다.
관련 정보
가상 스테이션 탭

가상 스테이션 탭에서 가상 스테이션 탭을 구성할 수 있습니다.
가상 스테이션은 컨트롤러 시스템의 소프트웨어 개념입니다.
가상 스테이션 탭에 다양한 리소스, 부속품, 공구 및 작업이 가상 스테이션으로 할당됩니다.
관련 정보
컨트롤러 탭

컨트롤러 탭에는 하드웨어 및 소프트웨어 구성 요소가 목록으로 표시됩니다.
컨트롤러에 저장되어 사용되는 소프트웨어 버전은 목록화되어 있고 업데이트할 수 있습니다..
추가 기능의 경우 라이센스 관리자에 의해 처리됩니다. 또한 컨트롤러 간에 설정을 가져오거나 내보낼 수 있습니다.
관련 정보
구성 탭

부속품 구성 목록은 구성 탭에 제시되어 있습니다.
공구 부속품, I/O 확장기, 내부 I/O, Stacklight, 작업자 패널 및 소켓 선택기 등의 부속품을 구성할 수 있습니다.
디지털 I/O 신호는 버튼, 램프, 스위치 및 커넥터로 매핑됩니다.
관련 정보
보고서 탭

보고서 탭에는 조임 결과 및 이벤트가 나열되어 있습니다.
관련 정보
설정 탭

설정 탭은 언어, PIN 코드, 무선 네트워크, 필드버스 등 컨트롤러의 특정 설정을 설정하는 용도로 사용됩니다.
관련 정보
라이센스 양도 탭

라이센스 양도 탭은 라이센스 및 라이센스 기능을 가상 스테이션에 양도할 때 사용됩니다.
도움말 탭
도움말 탭에는 컨트롤러에 대한 유용한 도움말 섹션이 포함되어 있습니다.
컨틀롤러에 연결한 컴퓨터를 사용하여 여러 언어로 PDF 파일을 다운로드할 수 있습니다.
빠른 시작 가이드
시스템 개요를 더 잘 만들기 위해 이 설명에서는 시스템을 사용해서 시작할 때 필요한 여러 단계를 조금 더 살펴 볼 것입니다.
이 섹션은 시스템의 모든 기능을 다루지는 않지만, 대신 가장 기초적인 기능에 중점을 둘 것입니다.
어떤 유형의 공구를 사용할지 결정하세요. 사용되는 공구 종류는 조임 전략의 가능 여부에 영향을 미칩니다.
공구의 주된 목적은 조임을 수행하는 것입니다. 이 작업은 조임의 모든 관련 매개변수, 예를 들어 목표 각도 및 목표 토크를 포함하는 조임 프로그램을 정의함으로써 수행됩니다.
하나 또는 여러 개의 조임 프로그램은 조임 프로그램 시리즈로 작동하는 배치 시퀀스에 추가할 수 있습니다. 배치 시퀀스는 예를 들어, 조임 프로그램으로 하는 조임의 특정 횟수 또는 다른 조임 프로그램의 시퀀스일 수 있습니다.
가상 스테이션을 생성하고 공구를 가상 스테이션에 할당하세요. 가상 스테이션은 컨트롤러와 공구 간에 인터페이스로서의 역할을 하는데, 여러 공구를 하나의 물리적 컨트롤러에 연결할 수 있도록 합니다. 공구 하나만 컨트롤러에 연결되어 있는 경우라도 가상 스테이션이 필요합니다.
작업을 가상 스테이션에 할당하세요. 작업은 조임 프로그램, 배치 시퀀스 또는 지정된 디지털 입력(예를 들어, 바코드 스캐너에서)일 수 있습니다. 스테이션에 할당된 공구는 이제 작업을 수행할 수 있습니다.
하드웨어 구조
작동 및 취급
컨트롤러 전면 패널을 사용하여 POWER FOCUS 6000을 설정하고 구성하세요. 또한 연결된 PC에서 컨트롤러의 IP 주소를 찾아봄으로써 웹 GUI를 통해 컨트롤러 인터페이스에 액세스할 수 있습니다.
전면 패널
전면 패널에는 터치스크린 디스플레이와 특수 버튼이 포함되어 있습니다.

1 | 구성 보기 및 결과를 보여주는 터치스크린이 있는 Display_A 컬러 디스플레이. |
2 | 특별 버튼_특수 기능 버튼 |
전면 패널 버튼
이 버튼은 웹 GUI에 있는 클릭 가능 아이콘으로 사용할 수 있습니다.
버튼 | 이름 | 설명 |
|---|---|---|
 | 홈 | 홈 화면으로 이동합니다. |
 | 결과 | 실시간 결과 보기로 이동합니다. |
터치스크린 버튼
버튼 | 이름 | 설명 |
|---|---|---|
 | 추가 | 추가 항목을 추가합니다. |
 | 뒤로 | 이전 보기로 되돌아갑니다. |
  | 스크롤 업 / 스크롤 다운 | 화면에 너무 긴 목록 내에서 이동합니다. |
  | 최대화 / 최소화 | 매개변수로 섹션을 최대화하거나 최소화합니다. |
 | 뒤로(목록 내에서) | 목록의 페이지 사이에서 뒤로(및 앞으로). |
 | 닫기 | 눌러서 창을 닫습니다. |
 | 참고 | 매개변수가 잘못 구성되어 있음을 보여주는 기호. |
 | 홈 | 홈 화면으로 이동합니다. 웹 GUI에서만 사용할 수 있음. |
 | 결과로 이동 | 실시간 결과 화면으로 이동합니다. 웹 GUI에서만 사용할 수 있음. |
탐색
컨트롤러 GUI에서 탐색하려면 메뉴 항목을 누르거나 디스플레이에서 손가락으로 움직여서(드래그해서) 항목을 스크롤합니다.
옵션은 필요한 옵션을 눌러서 선택됩니다.
데이터를 텍스트 상자에 입력하려면, 텍스트 상자를 누릅니다. 디스플레이에 키보드가 나타납니다.

웹 GUI
웹 GUI는 컨트롤러 디스플레이와 거의 동일합니다. 컨트롤러에 연결된 컴퓨터에서 웹 브라우저를 통해 컨트롤러의 구성 및 프로그래밍을 가능케 합니다.
사용자는 컨트롤러와 웹 인터페이스에서 동시에 컨트롤러를 프로그래밍할 수 있습니다.
관련 정보
라이선스 소개
컨트롤러 기능에 대한 라이센스는 기능 관리 시스템(FMS)을 통해 관리됩니다. 고객은 이 기능 관리 시스템으로 역동적인 라이센스 체계를 통해 고객 자신의 특정 요구 사항에 맞게 컨트롤러 기능을 조정할 수 있습니다.
개별 기능 또는 기능 모음에 대한 라이선스를 획득할 수 있으며 여러 가상 스테이션에 배포할 수 있습니다. 라이센스가 더이상 필요하지 않은 경우 공용으로 전환할 수 있습니다. 라이센스는 라이센스 포털(ACLP)을 통해 획득할 수 있습니다. 라이센스를 ACLP에서 다운로드하고 ToolsTalk를 통해 관리/분산하거나 컨트롤러에 삽입할 FMS 포터블(USB 드라이브)에 저장할 수 있습니다.
ACLP의 고객 계정 생성 및 관리는 이 문서에서 다루지 않는 것에 유의하십시오. 자세한 정보는 해당 지역의 Atlas Copco 담당자에게 문의하십시오.
라이선스 개요
설치된 라이센스가 없어도 라이센스가 적용되는 기능의 구성을 실행할 수 있습니다. 예: 조임 프로그램 구성 및 다중 단계 프로그램 구성 이러한 기능을 공구 또는 가상 스테이션에 할당할 수도 있습니다. 그러나 해당 기능을 유효한 라이센스 없이 실행하려면 적합한 라이센스를 설치해야 합니다.
라이센스 적용은 할당 및 런타임의 두 가지 단계에서 수행됩니다. (트리거 누름) 라이센스가 설치되지 않은 기능이 가상 스테이션에 할당된 경우, 빨간색 느낌표가 ToolsTalk2의 가상 스테이션 보기에 나타납니다. 컨트롤러 GUI는 공구 또는 작업 섹션(누락된 항목에 따라 다름)에 경고 삼각형을 표시합니다. 라이센스가 설치되지 않은 기능(예. 트리거 누름)이 시작되면, 누락된 라이센스가 무엇인지 사용자에게 알리는 이벤트가 표시됩니다. 올바른 라이센스를 설치하지 않으면 계속할 수 없습니다.
라이센스가 없는 기능을 실행하면, 대부분의 경우 공구가 잠깁니다.
컨트롤러의 많은 기능을 가상 스테이션에 할당하고 사용하려면 라이센스가 필요합니다. 네가지 유형의 라이센스가 있습니다.
가상 스테이션 유형
단일 패키지로 함께 제공되는 오류가 수정된 기능 모음입니다. 가상 스테이션 유형은 여러 가지들 중에서, 사용할 수 있는 조임 전략과 수행할 수 있는 보고 유형, 실행할 수 있는 공구, 사용할 수 있는 프로그램 및 시퀀스 수를 결정합니다. 각 가상 스테이션 유형에 포함된 기능은 종종 서로 함께 사용하거나 패키지에 다른 기능이 있어야하는 내부 종속성을 갖는 기능입니다. 가상 스테이션 유형은 전체적으로 가상 스테이션에 할당됩니다. 그러면 가상 스테이션은 가상 스테이션 유형에 포함된 모든 기능을 사용할 수 있습니다. 조임을 수행하려면 가상 스테이션에 가상 스테이션 유형 라이센스를 할당해야 합니다. 라이센스 유형에 따라, 다양한 조임 옵션이 활성화되거나 차단됩니다.
동기화 기능 유형
가상 스테이션 유형에 설명된 것과 동일한 방식으로 작동하지만 고정식 시스템에 사용됩니다. 가상 스테이션에서 여러 공구를 실행하려면 각 공구에 동기화 기능 라이선스가 필요합니다.
가상 스테이션 기능
개별 기능은 가상 스테이션 유형을 보완할 수 있습니다. 단일 라이센스로 많은 기능을 구입할 수 있습니다.
컨트롤러 기능
기능들은 컨트롤러 전반에 걸쳐 있습니다. 이러한 기능들은 컨트롤러에 할당되고, 일단 할당되면 해당 컨트롤러의 모든 가상 스테이션에 사용할 수 있는 기능들입니다.
라이선스 소스
컨트롤러에서 사용되는 라이센스는 여러 가지 다른 소스에서 가져올 수 있습니다. 동시 소스 수는 10 개(FMS 포터블 소스 10개 또는 9개의 FMS 포터블 소스 외에 하나의 라이센스 서버 (TT2))로 제한됩니다. 소스 제한(10)에 도달했을 때 소스에서 라이선스를 추가하려면 한 소스의 모든 라이선스를 컨트롤러에서 제거하여 다른 소스의 라이선스를 위한 공간을 확보해야 합니다.
소스 개요
소스 개요 탭(라이선스 할당 > 소스 개요 )는 컨트롤러에 설치된 라이선스 개요와 함께 설치된 위치를 사용자에게 제공합니다. 소스 개요 탭에는 최대 10개의 다른 소스를 표시할 수 있으며 각 소스는 FMS P(FMS 포터블 또는 동글용) 또는 라이선스 서버 (TT2)로 지정됩니다.
라이선스 소스를 클릭하면 해당 라이선스의 소스 정보가 제시됩니다. 이 동작은 각 카테고리(가상 스테이션 유형, 가상 스테이션 기능 및 컨트롤러 기능)의 라이선스의 수와 유형 뿐만 아니라 소스 이름 및 유형도 나열합니다.
지원되는 도구
가상 스테이션이 지원하는 도구는 컨트롤러의 가상 스테이션 유형에 따라 다를 수 있습니다.
지원되는 공구 | 배치제어 | 조인트제어 | 스테이션제어 | 중요제어 | 프로세스제어 |
|---|---|---|---|---|---|
BCP / BCV | X | - | - | - | - |
TensorSB | - | X | X | - | - |
TensorSL | - | - | X | X | X |
tbp | - | - | X | X | X |
TensorST | - | - | X | X | X |
TensorSTR | - | - | X | X | X |
SRB | - | - | X | X | X |
TensorSTB | - | - | X | X | X |
STWrench | - | - | X | X | X |
TensorES | - | X | X | - | - |
TensorSR | - | - | X | X | X |
QST (고정식 스핀들) | - | - | X | X | X |
TBPS | - | X | X | - | - |
MWR-S (메카트로닉 렌치 신호) | - | - | - | - | - |
MWR-T (메카트로닉 렌치 토크) | X | X | X | X | - |
MWR- TA (메카트로닉 렌치 토크 각도) | - | - | X | X | X |
외부 공구 | X | X | X | X | X |
ITB-A | - | - | X | X | X |
ICB-A | - | - | X | X | X |
ITB-P | - | - | X | X | X |
설치 및 업그레이드
이 섹션에서는 제품의 초기 설치 또는 한 버전에서 다른 버전으로 업그레이드 할 때 도움이 되는 정보를 찾을 수 있습니다.
라이센스 설치
컨트롤러에 라이센스 설치
라이센스 소스는 1개의 라이센스 서버(TT2)와 9개의 FMS 포터블(동글)로 동시에 제한됩니다. 라이센스는 서버(ToolsTalk 2)를 통해 설치하거나 FMS 포터블을 통해 설치할 수 있습니다. 라이센스 소스 한도에 도달하는 경우, 다른 소스의 라이센스를 추가하기 위해 한 소스의 모든 라이센스를 컨트롤러에서 제거해야 합니다.
서버(ToolsTalk 2)를 통해 라이센스를 설치하기 전에 컨트롤러 시간이 서버 시간과 동기화되어 있는지 확인해 주세요.
서버에서 설치
서버 기반 라이센스는 ToolsTalk 2를 통해 배포됩니다. 라이센스 설치에 대한 지침은 ToolsTalk 2 사용자 안내서를 참조해 주세요.
ToolsTalk 2를 사용하여 라이센스를 설치하려면 올바른 라이센스 서버를 구성해야 합니다.
설정 메뉴를 선택하고, 서버 연결 탭을 선택하세요.
Atlas copco 라이센스 관리자 필드에서, 스위치를 On으로 설정하세요.
올바른 서버 호스트 IP 주소(일반적으로 ToolsTalk 2의 IP 주소와 동일)및 서버 포트를 삽입하세요.
적용을 선택하세요.
FMS 포터블(USB)에서 설치
기능성 관리 시스템(FMS)은 특수 FMS 휴대용 장치를 사용해 기능성을 컨트롤러에서(로) 전송합니다. USB 플래시 드라이브에는 컨트롤러에 있는 라이센스 관리자에 의해서만 액세스할 수 있는 범용 메모리 영역과 신뢰할 수 있는 기억장치 영역이 모두 포함되어 있습니다. 구입한 기능 항목은 Atlas Copco에서 범용 영역으로 다운로드됩니다. 처음 FMS 휴대용 장치가 라이센스 관리자로 컨트롤러에 삽입되면 파일이 감지 및 해독되고 기능 항목은 라이센스 관리자에서만 접근할 수 있는 신뢰할 수 있는 기억 장치 영역으로 전송됩니다.
라이센스가 설치된 USB 드라이브가 있는 경우 다음 단계를 수행하여 해당 라이센스를 컨트롤러에 설치해 주세요.
USB를 컨트롤러의 USB 포트에 삽입하세요.
USB 라이센스 관리 창이 GUI에서 나타납니다. 풀 열은 모든 소스의 컨트롤러에 대한 총 라이센스 수를 표시합니다. FMS P에서 사용 가능 열은 이 동글에서 사용할 수 있는 라이센스를 표시하며, 반면에 이 FMS P에서 열은 이 특정 FMS P에서 컨트롤러로 이동한 라이센스의 수를 나타냅니다.
컨트롤러에 설치할 라이센스 옆의 왼쪽을 가리키는 화살표를 선택해 주세요.
FMS P에서 사용 가능 열의 숫자는 1씩 감소하고 이 FMS에서 열의 숫자는 1씩 증가합니다.
사용자는 컨트롤러에 표시되는 라이센스 전송 시작 및 종료 이벤트에 대한 알림을 받게 됩니다.
라이센스 sync
기존 라이센스는 매 2시간마다 라이센스 서버를 참조하여 점검됩니다. 14일 기간 내에 라이센스 서버로 부터 응답이 없을 경우, 해당 라이센스는 해지됩니다. 라이센스 만료 시기가 도래하는 경우에도 사용자에게 경고가 표시됩니다. 라이센스 만료 기한이 7일 이내인 경우, 사용자는 2시간 마다 경고를 받게 됩니다. 라이센스를 갱신하지 않는 경우, 라이센스가 만료되며 해당 라이센스에 영향을 받는 기능은 더 이상 사용할 수 없습니다.
컨트롤러에서 라이선스 제거
FMS 휴대용 설치 라이센스를 제거하는 한 가지 방법이 설명되어 있습니다. 서버 설치 라이센스를 제거하는 방법은 ToolsTalk 2 사용자 설명서를 참조해 주세요.
FMS 포터블에 설치된 라이센스 제거
FMS 포터블이 컨트롤러의 USB 포트에 삽입되었는지 확인해 주세요.
[USB 라이센스 관리자 창이 보이지 않은 경우] 라이센스 할당 메뉴를 선택해 주세요.
창의 우측 상단에 있는 USB 아이콘을 클릭해 주세요.
USB 라이센스 관리자 창이 나타납니다.
컨트롤러에서 제거하기 원하는 라이센스 옆에 오른쪽을 가리키는 화살표를 선택해 주세요.

가상 스테이션에 할당된 라이센스를 제거할 수 있습니다. 그러나 가상 스테이션은 결과적으로 사용할 수 없게 됩니다.
관련 정보
구성
이 섹션에서는, 제품 설정을 생성, 수정 및 확인하는 방법에 대한 자세한 정보를 찾을 수 있습니다.
조임 탭 작업
모든 섹션에서 조임 프로그램에 대한 변경 사항은 GUI의 오른쪽 하단 모서리에 있는 적용 버튼을 클릭하여 적극적으로 적용해야 합니다. 다른 방법으로, 동일한 위치에서 실행 취소 버튼을 클릭하여 변경 사항을 취소할 수 있습니다.
뒤로 가기, 홈 또는 결과 버튼을 사용하여 변경이 적용된 섹션을 지나 탐색을 시작할 때, 변경이 적용될 수 있는 위치 또는 실행을 취소할 수 있는 위치에서 사용자에게 경고 팝업이 나타납니다. 사용자는 변경 사항을 적용 또는 실행 취소하지 않으면 계속 진행할 수 없습니다.
적은 반응 조임 전략 및 컨트롤러 전반의 기능과 같은 컨트롤러 기능들은 기능 관리 시스템(FMS)을 통해 배포된 라이선스가 필요합니다. 특정 라이선스 없이 기능의 구성이 가능하지만, 이러한 기능들을 할당하고 사용하려면 올바른 라이선스를 컨트롤러에 설치해야 합니다. 라이선스에 대한 자세한 내용은 라이선스(FMS)를 참조하십시오.
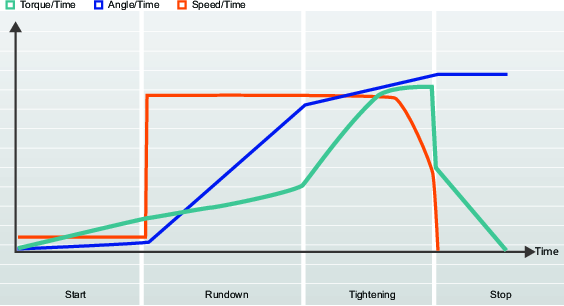
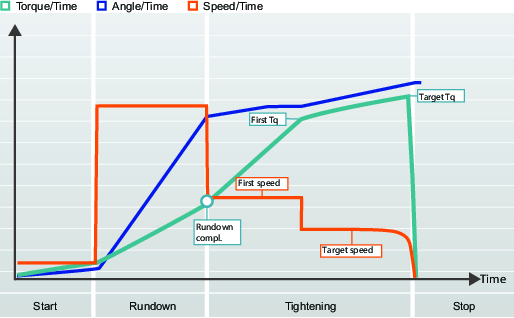
POWER FOCUS 6000 조임 프로그램은 조임을 수행하기 위해 설정되어야 하는 매개변수가 필요합니다. 전략과 목표 토크 또는 목표 각도 선택은 필수 사항입니다. 소프트 스타트, 셀프탭 및 토크 보상 등 기타 설정은 선택적입니다. 또한 토크 또는 너트가 회전하는 각도를 유지해야 하는 한계를 추가하여 진행됨에 따라 조임을 모니터링할 수 있습니다.
조임 절차는 네 단계: 시작, 런다운, 조임 및 정지 단계로 나누어집니다.
조임 프로그램
조임 프로그램을 선택하여 조인트에 체결력(또는 예압)을 가하는 방법을 선택할 수 있습니다. 조인트마다 원하는 체결력을 가하고 원치 않는 사용 중 영향을 최소화하는 방법에 대한 전략이 다릅니다.
터보 조임 전략은 옵션을 통해 수동 프로그래밍 또는 단축 프로그래밍을 사용할 수 있습니다. 자세한 내용은 터보 조임 문단을 참조해 주세요.
빠른 단계, 2단계 및 3단계 전략을 통해 목표 토크 또는 목표 각도 값 중에 조임 선택을 할 수 있습니다.
외부 결과 전략은 조임 양호가 외부 디지털 신호로 표시되었을 때 사용됩니다. 자세한 내용은, 외부 결과 문단을 참조해 주세요.
모든 조임 프로그램은 최소한 목표 토크 또는 목표 각도 값을 설정하도록 요구합니다.
매개변수 | 설명 | 기본값 |
|---|---|---|
전략 | 사용 가능한 조임 프로그램 터보 조임: 다른 어떤 조임 동작도 기본으로 사용되지 않습니다. 목표 값만 사용됩니다. 빠른 단계: 예압 분산을 줄이기 위해 초기 조임 단계를 추가합니다. 2단계: 단기 완화 효과에 더 잘 대처하도록 첫 번째와 최종 조임 단계 사이에 일시중지를 추가합니다. 3단계: 지정된 첫 번째 토크 값으로 조인 다음, 나사를 푼 직후에 목표 토크 또는 목표 각도로 다시 조입니다. 렌치 - 생산: STwrench로 사용할 조임 전략. 렌치 - 품질: STwrench로 조임의 품질 테스트에 사용되는 전략. 회전: 지정된 속도와 각도로 스핀들을 회전합니다. 외부 결과: 측정된 토크/각도 대신 사전 결정된 조임 결과를 나타냅니다. 다단계: 여러 구성 가능 단계와 제한 사항 및 모니터링으로 구성된 조임 전략. | 터보 조임 |
목표 유형 | 최종 단계에서 목표 값의 유형을 지정합니다. 목표 토크: 최종 단계를 수행할 때 조임은 지정된 목표 값을 목표로 합니다. 목표 각도: 최종 단계를 수행할 때 조임은 지정된 목표 값을 목표로 합니다. |
|
목표 토크 | 최종 단계의 조임 목표 토크를 지정합니다. |
|
목표 각도 | 최종 단계의 조임 목표 각도를 지정합니다. |
|
목표 속도 | 최종 단계용 공구 속도를 수동으로 설정하거나 기본 설정 속도의 사용을 활성화합니다. 자동: 공구 최대 속도를 기초로 하여 계산된 값을 사용합니다. 수동: 공구 속도를 수동으로 지정합니다. | 자동 |
<수동> | 조임 중 또는 최종 단계 중의 공구 속도. |
|
터보 조임
터보 조임은 기본 조임 전략이며 공구의 최대 속도(공구 최대 속도)를 기준으로 매우 빠르고 인체공학적인 조임을 수행하도록 설계되었습니다. 이 전략에는 두 가지 옵션이 있습니다.
빠른 진행은, 조임을 수행하기 위해 목표 토크만 설정하면 됩니다.
수동, 사용자가 여러 개의 조임 매개 변수를 구성할 수 있도록 합니다.
터보 조임 전략을 사용할 때 조임 끝에서 예기치 못한 급격한 움직임의 위험을 최소화하려면 시간 모니터링이 작동되도록 해 주세요.
터보 조임 전략을 사용할 때 조임 끝에서 예기치 못한 빠른 움직임의 위험을 최소화하려면 시간 모니터링이 작동되도록 해 주세요.
시간 최대 한계는 기본적으로 활성화되어 있지만, 관련 값을 설정해야 합니다. 조임 스테이지에서, 각도 한계를 런다운 완료에서 부터로 설정해 주세요.
정상적인 조임을 멈추지 않고 최대 시간을 최대한 낮게 설정해 주세요. 런다운 스테이지에서, 런다운 완료 토크를 설정하여 토크가 증가하기 시작할 때 트리거 되도록 합니다.
예를 들어, 조인트가 매우 뻣뻣하거나 매우 부드러운 경우 조인트 속성에 따라 터보 조임이 아닌 다른 조임 전략이 필요할 것입니다.
TurboTight는 조인트 컨트롤에 사용할 수 없습니다.
터보 조임 전략의 미세 조정
터보 조임 전략은 목표 토크를 가리키며, 결과는 목표 아래 또는 위에 있을 수 있습니다. 터보 조임 전략의 가장 중요한 매개변수는 속도입니다. 대부분의 조임에서 최대 속도를 유지할 수 있지만 모든/일부 조임이 오버 슈트되는 경우, 작은 단계에서 속도를 줄여주세요. 런다운 완료 토크는 조임 제어에 사용되지 않으며, 한계 및 결과의 계산에만 사용됩니다.
빠른 단계
빠른 단계는 최종 단계에서 해당 토크 및 속도를 최초 단계에 추가하고 목표 속도를 줄임으로써 조인트 예하중 산란을 줄이는 데 사용하는 조임 전략입니다.
매개변수 | 설명 | 기본값 |
|---|---|---|
최초 토크 | 최초 단계에 대한 목표 토크. |
|
최초 토크 | 최초 단계 중 토크. | 목표 토크의 80% |
최초 속도 | 최초 단계에 대한 목표 속도. |
|
최초 속도 | 최초 단계 중 공구 속도. | 공구 최대 속도의 50% |
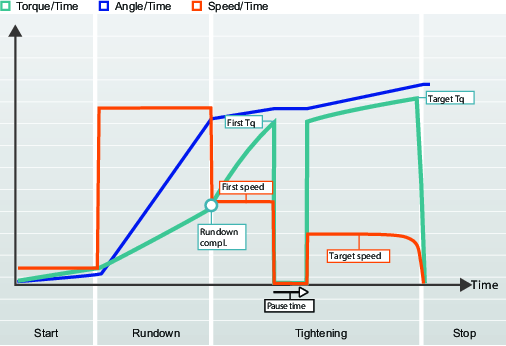
2단계
2단계 전략은 조인트에서 단기 완화 효과에 더 잘 대처하기 위해 최초 단계와 최종 단계 사이에 약간의 시간 지연을 추가한 점을 제외하면 빠른 단계 전략과 매우 유사합니다.
매개변수 | 설명 | 기본값 |
|---|---|---|
최초 토크 | 최초 단계 중 토크. | 목표 토크의 80% |
최초 속도 | 최초 단계에 대한 목표 속도. |
|
일시중지 시간 | 최초 단계부터 2단계까지의 시간. | 50 ms |
2단계 전략의 미세 조정
최초 목표에 도달하면, 공구가 최종 단계를 계속하기 전에 지정된 시간에 즉시 정지합니다. 최초 토크 값과 일시 중지 시간을 선택해 수동 공구의 인체공학을 개선해야 합니다.
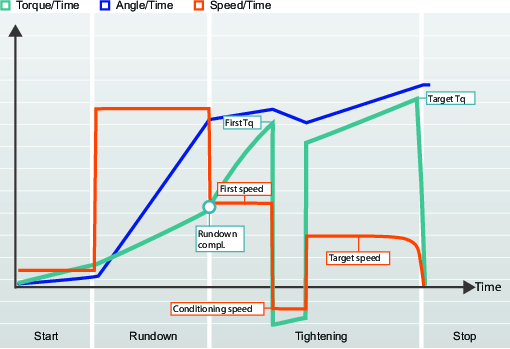
3단계
3단계 전략은 매립으로 인한 단기 완화를 극복하고 예하중 산란을 줄이기 위해 최초 단계와 최종 단계 사이에 풀기 단계를 추가합니다. 때로는 조인트를 조절하기 위해 사용되기도 합니다. 예를 들어, 이 단계 전략은 인접한 표면이 많은 조인트에서 유용하며 재사용된 부품보다 새로운 부품에 더 큰 영향을 미치게 되는데, 표면이 매끄럽게 되어 매립이 줄어들기 때문입니다.
최초 단계를 주어진 토크인 최초 토크로 조이고 나서 너트를 지정된 조절 각도로 돌려 하중을 푼 다음 너트를 해당 목표 토크 또는 목표 각도로 다시 조여 조인트를 조절합니다.
목표 토크는 런다운 후 최초 단계 동안 도달한 토크보다 더 낮을 수 있습니다. 목표 토크를 최초 토크보다 더 낮게 하기 위해서는, 목표 토크(조임 매개변수 > 조임 단계 > 최종 단계 > 목표 토크)를 최초 토크(조임 매개변수 > 조임 단계 > 최초 단계 > 최초 토크)보다 더 낮은 값으로 설정해 주세요.
각도가 조임 프로그램의 목표로 사용되는 경우, 목표 각도는 풀기 단계(조절 단계) 종료 위치에서 측정됩니다.
토크 측정 및 각도 측정의 동작
측정 토크 및 측정 각도에 대한 결과 평가 시 측정된 최대 토크값 및 피크 토크값은 각각 전체 조임 동안 측정된 최고값을 나타냅니다. 이는 목표 토크가 최초 토크보다 더 낮게 설정된 경우 결과 평가 값이 종료 값보다 더 커집니다. 조임의 최종값을 보려면 토크 측정 및 각도 측정 모두 중단 시의 값으로 설정되어야 합니다.
매개변수 | 설명 | 기본값 |
|---|---|---|
최초 토크 | 최초 단계 중 토크. | 목표 토크의 80% |
최초 속도 | 최초 단계 중 공구 속도. | 공구 최대 속도의 50% |
조절 속도 | 조절 단계 중 공구 속도. | 공구 최대 속도의 50% |
조절 각도 | 조절 단계 중에 소켓을 돌릴 각도. | 180° |
3단계 전략의 미세 조정
최초 목표가 공구에 도달하고 조절 단계를 입력하면, 공구가 즉시 정지하고 최종 단계를 계속하기 전 역방향으로 움직입니다. 이 조절 단계는 수동 공구의 인체공학성을 개선하기 위해 미세 조정되어야 할 수 있습니다.
ST렌치
ST렌치는 무선 연결을 사용하여 컨트롤러에 연결되며, 컨트롤러 GUI 또는 웹 GUI를 통해 구성됩니다.
ST렌치는 기타 조임 전략과 동일한 방식으로 조임 메뉴 하에서 구성됩니다.
ST렌치에는 급속 백업 유닛(RBU)이 있습니다. RBU는 렌치 기능을 정의하고 조임 프로그램을 저장합니다. 컨트롤러는 현재 생산 유형의 RBU만 지원합니다.
ST렌치 엔드 피팅 공구 (소켓)에는 프로그래밍할 수 있는 번호가 있는 RFID TAG가 포함되어 있습니다. 이 렌치는 이 번호를 사용해서 자동으로 공구 및 사용할 수 있는 프로그램이 어떤 것인지 인식합니다. RFID TAG 또한 토크 및 각도 보정 계수를 저장합니다.
ST렌치에는 생산 조임 및 품질 제어 모두를 위해 여러 개의 프로그램이 있습니다.
ST렌치는 공구가 지원하는 조임 프로그램만 지원할 수 있습니다. (렌치 - 생산과 렌치 - 품질)
STwrench에 대한 자세한 정보는 STwrench 사용자 안내서 (인쇄물 번호 9836 4134 01)를 참조해 주세요.
ST렌치 시작 단계 매개변수
ST렌치 전략 중 하나가 사용될 경우 표에 표시된 매개변수를 사용할 수 있습니다. 여러 개의 전략 조합이 있습니다. 일부 매개변수는 특정 전략에만 사용할 수 있고 다른 전략에서는 보이지 않을 수 없습니다.
매개변수 규칙이 자동으로 확인되었습니다. 위반이 발생하면, 오류 표시  가 잘못된 매개 변수 옆에 표시됩니다. 오류에 대한 자세한 정보를 표시하려면 커서를 오류 표시등에 놓아주세요.
가 잘못된 매개 변수 옆에 표시됩니다. 오류에 대한 자세한 정보를 표시하려면 커서를 오류 표시등에 놓아주세요.
전략 간에 전환을 하면 오류 표시등이 표시될 수 있습니다. 이는 선택한 조합이 무효하다는 표시이므로 수정해야 합니다.
STwrench에 대한 자세한 정보는 STwrench 사용자 안내서 (인쇄물 번호 9836 4134 01)를 참조해 주세요.
매개변수 이름 | 조건 | 설명 | 기본값 |
|---|---|---|---|
태그 번호 | 켜짐: TAG 점검 스위치 활성화 이후(구성 > 공구 구성 > TAG 점검 > 켜짐), 조임 프로그램을 실행하려면 올바른 TAG 번호가 필요합니다. 꺼짐: TAG 번호가 확인되지 않습니다. | 꺼짐 | |
필요한 태그 번호 | 태그 번호 = 켜짐 | 이 조임 프로그램에 필요한 TAG 번호. | 1 |
리히트 감지 | 매개변수 옵션은 다음과 같습니다. 완료 또는 꺼짐 . | 꺼짐 | |
토크 보정 계수 | 특정 용도에 맞추기 위해 연장부가 필요할 수 있습니다. 이 경우 정확한 값을 표시하기 위해 렌치 측정을 보정해야 합니다. 보정 계수 계산에 대한 자세한 내용은, STwrench 사용자 안내서(인쇄물 번호 9836 4134 01)를 참조해 주세요. 매개변수는 엔드 피팅 공구의 RFID TAG에 저장되어 있습니다. | 1.0 | |
각도 보정 | 특정 용도에 맞추기 위해 연장부가 필요할 수 있습니다. 이 경우 정확한 값을 표시하기 위해 렌치 측정을 보정해야 합니다. 보정 계수를 계산하려면 STwrench 사용 설명서를 참조해 주세요. 매개변수는 엔드 피팅 공구의 RFID TAG에 저장되어 있습니다. | 0° |
ST렌치 런다운 단계 매개변수
ST렌치 전략 중 하나가 사용될 경우 표에 표시된 매개변수를 사용할 수 있습니다. 여러 개의 전략 조합이 있습니다. 일부 매개변수는 특정 전략에만 사용할 수 있고 다른 전략에서는 보이지 않을 수 없습니다.
매개변수 규칙이 자동으로 확인되었습니다. 위반이 발생하면, 오류 표시 가 잘못된 매개 변수 옆에 표시됩니다. 오류에 대한 자세한 정보를 표시하려면 커서를 오류 표시등에 놓아주세요.
전략 간에 전환을 하면 오류 표시등이 표시될 수 있습니다. 이는 선택한 조합이 무효하다는 표시이므로 수정해야 합니다.
STwrench에 대한 자세한 정보는 STwrench 사용자 안내서 (인쇄물 번호 9836 4134 01)를 참조해 주세요.
런다운 완료는 조임 단계가 시작될 때인 사이클 시작으로 정의된 ST렌치 문서에 있습니다.
매개변수 이름 | 설명 | 기본값 |
|---|---|---|
런다운 완료 토크 | 런다운 완료 지점의 정의 | smarthead 최소부하에 따라 다름(보통 공칭 토크의 5%), Nm 단위 |
라체팅 시간 | 5000 ms |
ST렌치 조임 단계 매개변수
ST렌치 전략 중 하나가 사용될 경우 표에 표시된 매개변수를 사용할 수 있습니다. 여러 개의 전략 조합이 있습니다. 일부 매개변수는 특정 전략에만 사용할 수 있고 다른 전략에서는 보이지 않을 수 없습니다.
매개변수 규칙이 자동으로 확인되었습니다. 위반이 발생하면, 오류 표시 가 잘못된 매개 변수 옆에 표시됩니다. 오류에 대한 자세한 정보를 표시하려면 커서를 오류 표시등에 놓아주세요.
전략 간에 전환을 하면 오류 표시등이 표시될 수 있습니다. 이는 선택한 조합이 무효하다는 표시이므로 수정해야 합니다.
STwrench에 대한 자세한 정보는 STwrench 사용자 안내서 (인쇄물 번호 9836 4134 01)를 참조해 주세요.
매개변수 이름 | 조건 | 설명 | 기본값 |
|---|---|---|---|
목표 | 드롭다운 메뉴에서 대상을 선택해 주세요. 토크, 각도, 토크 또는 각도. | 토크 | |
목표 토크 |
| 조임 단계에 대한 목표 토크를 정의합니다. | 0 Nm |
목표 각도 | 목표 = 각도 | 조임 단계의 목표 각도를 정의합니다. | 360° |
토크 한계 | 목표 = 토크 | 스위치로 한 선택. 자동 또는 수동 위치. |
|
토크 최소 | 토크 한계 = 수동 | 하한에 대한 토크 값 | 0 Nm |
토크 최대 | 토크 한계 = 수동 | 상한에 대한 토크 값 | 0 Nm |
각도 한계 | 목표 = 각도 | 드롭다운 메뉴에서 선택. 매개변수 옵션은 다음과 같습니다. 자동 또는 수동. 최대 및 최소 각도 값은 선택할 수 있음 | |
각도 한계 | 목표 = 토크 | 드롭다운 메뉴에서 선택. 매개변수 옵션은 다음과 같습니다. 꺼짐: 모니터링되는 각도 한계가 없습니다. 런다운 완료부터: 모니터링 창은 런다운 토크 완료에 도달했을 때 설정됩니다. 토크부터: 모니터링 창은 특정 토크 값에 도달했을 때 설정됩니다. | |
최종 각도 모니터링 토크 |
| 각도 한계가 모니터링을 시작하는 토크 값 | 18.75 Nm |
최소 각도 | 각도 한계 = 켜짐 또는 수동으로 | 각도 값 하한 | 324° |
최대 각도 | 각도 한계 = 켜짐 또는 수동으로 | 각도 값 상한 | 396° |
각도 검색 제한 | 각도 한계 = 수동으로 | ||
토크 측정 |
| 드롭다운 메뉴에서 선택. 매개변수 옵션은 다음과 같습니다. 최대 토크 값 최고 각에서의 값 |
|
목표보다 적은 최종 NOK |
| 스위치로 한 선택. 켜짐 또는 꺼짐 위치. | 꺼짐 |
볼트 제한 변경 |
| 50 Nm |
매개변수 이름 | 조건 | 설명 | 기본값 |
|---|---|---|---|
토크 보상점 | 토크 보상 = 켜짐 | 0° | |
PCT 거리 | 토크 보상 = 켜짐 | 360° | |
PVT 간격 | 토크 보상 = 켜짐 | 180° | |
지연 모니터링 | 토크 보상 = 켜짐 | 0° | |
토크 최소 | 토크 보상 = 켜짐 | 하한에 대한 토크 값 | 1 Nm |
토크 최대 | 토크 보상 = 켜짐 | 상한에 대한 토크 값 | 20 Nm |
보정 값 | 토크 보상 = 켜짐 | 드롭다운 메뉴에서 선택. 매개변수 옵션은 다음과 같습니다. 평균 토크 Peak torque (최대 토크) |
ST렌치 풀기
ST렌치 전략 중 하나가 사용될 경우 표에 표시된 매개변수를 사용할 수 있습니다. 여러 개의 전략 조합이 있습니다. 일부 매개변수는 특정 전략에만 사용할 수 있고 다른 전략에서는 보이지 않을 수 없습니다.
매개변수 규칙이 자동으로 확인되었습니다. 위반이 발생하면, 오류 표시 가 잘못된 매개 변수 옆에 표시됩니다. 오류에 대한 자세한 정보를 표시하려면 커서를 오류 표시등에 놓아주세요.
전략 간에 전환을 하면 오류 표시등이 표시될 수 있습니다. 이는 선택한 조합이 무효하다는 표시이므로 수정해야 합니다.
STwrench에 대한 자세한 정보는 STwrench 사용자 안내서 (인쇄물 번호 9836 4134 01)를 참조해 주세요.
매개변수 이름 | 조건 | 설명 | 기본값 |
|---|---|---|---|
풀기 제한 | 이 매개변수가 0보다 큰 값으로 설정되면 Power Focus는 조임 중 이 값을 초과하는 음의 토크가 적용되는지의 여부를 점검합니다. 음의 토크가 적용되는 경우, 조임의 전체 상태가 NOK로 표시됩니다. 이 기능은 렌치가 사이클 시작에 도달할 때 시작됩니다. (조임을 시작하기 전에, 풀기가 허용되며 결과는 생성되지 않음) 이 기능은 조임 종료 시(예: 렌치가 조인트에서 분리된 경우) 원하지 않는 풀기 감지에 사용됩니다. | 0 Nm |
ST렌치 정지 단계 매개변수
ST렌치 전략 중 하나가 사용될 경우 표에 표시된 매개변수를 사용할 수 있습니다. 여러 개의 전략 조합이 있습니다. 일부 매개변수는 특정 전략에만 사용할 수 있고 다른 전략에서는 보이지 않을 수 없습니다.
매개변수 규칙이 자동으로 확인되었습니다. 위반이 발생하면, 오류 표시 가 잘못된 매개 변수 옆에 표시됩니다. 오류에 대한 자세한 정보를 표시하려면 커서를 오류 표시등에 놓아주세요.
전략 간에 전환을 하면 오류 표시등이 표시될 수 있습니다. 이는 선택한 조합이 무효하다는 표시이므로 수정해야 합니다.
STwrench에 대한 자세한 정보는 STwrench 사용자 안내서 (인쇄물 번호 9836 4134 01)를 참조해 주세요.
매개변수 이름 | 조건 | 설명 | 기본값 |
|---|---|---|---|
엔드 사이클 시간 | 토크가 싸이클 시작 아래로 떨어지고 ST렌치 LED에 설정된 세 번째 백분율 값에 도달할 때 적용됩니다. | 100 ms |
펄싱 공구 전략
컨트롤러 소프트웨어 버전이 조임 프로그램을 지원하는 경우 전략을 선택할 수 있습니다. 펄싱 공구는 정상적인 회전 공구에 비해 더 높은 토크를 달성할 수 있습니다.
펄스 조임 프로그램
시작
시작 단계 중에, 공구는 펄싱 없이 속도 모드에서 회전합니다.
매개변수 이름 | 설명 |
|---|---|
소프트 스타트 | 공구의 속도, 각도 및 최대 토크를 설정하여 볼트를 쉽게 스레드에 끼울 수 있도록 합니다. 라디오 단추로 선택됩니다. 꺼짐: 소프트 스타트가 꺼져 있습니다. 켜짐: 소프트 스타트가 켜집니다. |
속도 | 소프트 스타트 중의 속도를 지정합니다. |
시간 | 소프트 스타트 지속 시간을 지정합니다. |
각도 | 볼트가 스레드에 들어가도록 스핀들 회전 목표 각도를 지정합니다. |
토크 최대 | 소프트 스타트 중에 토크 상한 값을 지정합니다. 최대 토크가 초과될 경우, 조임이 NOK로 간주됩니다. |
리히트 감지 | 조기: 이미 조여진 나사/볼트가 감지되면 즉시 조임을 종료합니다. 조임은 불량으로 간주됩니다. 소프트 스타트가 활성화되어야 합니다. 완료: 이미 조여진 나사/볼트가 감지되었더라도, 모든 조임 단계가 실행될 때까지 조임이 종료되지 않습니다. 조임은 불량으로 간주됩니다. 소프트 스타트를 활성화하지 않을 때 리히트 감지를 실행하려면, 리히트 감지 완료 옵션을 선택해야 합니다. 리히트 감지 완료는 모든 조임 단계가 실행될 때까지 조임을 종료하지 않습니다. 조임은 속도가 런다운 속도의 절반에 미치지 못하고 리히트 오류가 표시될 경우 리히트로 간주됩니다. 꺼짐: 리히트 감지가 수행되지 않습니다. 소프트 스타트 조합 = 꺼짐 및 리히트 = 조기 허용되지 않음 |
양 | TrueAngle 조합은 공구 회전을 감지할 수 있고 설정된 한계 내에서 각도를 보상합니다. |
음 | TrueAngle 조합은 공구 회전을 감지할 수 있고 설정된 한계 내에서 각도를 보상합니다. |
부착물 세부 조정 사용 | 부착 조정은 무선 버튼으로 선택됩니다. |
기어비 | 소켓 회전 속도 = 공구 속도 / 기어비. |
효율성 조율 | 예를 들어 0.9는 10% 효율성 손실을 의미합니다. |
런다운
런다운 중에 공구는 일정한 모터 속도로 속도 모드 또는 펄스 모드를 사용할 수 있습니다. 선택은 구성 내에서 접촉한 토크 및 주어진 토크 한계에 따라 수행됩니다.
매개변수 이름 | 설명 |
|---|---|
고속 런다운 | 런다운 단계는 고속으로 실행되지만 초과없이 시간을 최소화할 수 있습니다. 이는 지정된 각도 길이에 맞는 고속으로 공구를 실행시킴으로써 가능합니다. 해당 각도에 도달했을 경우, 속도가 런다운 속도 매개변수에 지정된 저속으로 변경됩니다. SRB 공구에만 이용 가능합니다. 길이: 기본 3600°, 최대 99999° Speed: 공구 최대 속도가 런다운 속도(rpm)보다 높아야 합니다. |
런다운 속도 | 런다운 속도는 최대 또는 수동으로 설정할 수 있습니다. 런다운 속도가 수동으로 설정된 경우 공구 속도를 rpm으로 입력하십시오. |
런다운 각도 한계 | 꺼짐: 런다운 각도 한계가 꺼집니다. 트리거부터: 런다운 각도 한계가 켜집니다. 공구 트리거를 누르자 마자 시스템에서 조임 각도를 모니터링하기 시작하고 각도 한계를 벗어나면 이를 보고합니다. 토크부터: 런다운 각도 한계가 켜집니다. 시스템이 지정된 토크 값에서부터 조임 각도를 모니터링하기 시작하고 각도 한계를 벗어나면 이를 보고합니다. |
런다운 각도 모니터링 토크 | 런다운 각도 한계가 설정되는 토크 값. |
최소 각도 | 시작점부터 각도 하한에 대한 각도 값. |
최대 각도 | 시작점부터 각도 상한에 대한 각도 값. |
최소 시간 | 단계에 대한 최소 시간. |
최대 시간 | 단계에 대한 최대 시간. |
런다운 펄스 제한 | 바로 가기 메뉴에서 선택: 꺼짐: 런다운 펄스 한계가 꺼집니다. 트리거부터: 런다운 펄스 한계가 켜집니다. 공구 트리거를 누르자 마자 시스템에서 펄스를 모니터링하기 시작하고 펄스 한계를 벗어나면 이를 보고합니다. 토크부터: 런다운 펄스 한계가 켜집니다. 시스템이 지정된 토크 값에서부터 펄스를 모니터링하기 시작하고 펄스 한계를 벗어나면 이를 보고합니다. |
런다운 펄스 모니터링 토크 | 런다운 펄스 제한이 모니터링을 시작하는 토크 값. 이 값은 연속 최대 토크보다 더 큰 값으로 설정되어야 합니다. |
펄스 최소 | 런다운 완료 토크 값에 도달하기 위한 펄스의 최소 수. |
펄스 최대 | 런다운 완료 토크 값에 도달하기 위한 펄스의 최대 수. |
런다운 완료 토크 | 착좌점에 도달하고 런다운 완료 시 토크 값을 지정합니다. 프로그램은 조임으로 진행되고 런다운 중에 이미 수행되지 않은 경우 펄스 모드로 시작합니다. |
조임
매개변수 이름 | 설명 |
|---|---|
목표 토크 | 조임의 최종 목표 토크. |
펄스 에너지 | 펄스 에너지는 공구가 각 펄스에서 전달할 수 있는 최대 에너지의 백분율 값으로 표시되는 활동 펄스로 전달됩니다. |
반동력 세부조정 인자 | 공구에서 전달된 에너지는 백분율 값으로 표시됩니다. 반동력 세부조정 인자는 활동 에너지를 기반으로 하며 편안한 반응을 일으킵니다. |
잔류 토크 상관 인자 | 잔류 토크 상관 인자는 교정과 유사하며 동적 토크 간 조정을 하며, 전자 공구에서 측정되고 잔류 토크는 제어 공구에 의해 측정됩니다. |
토크 한계 | 제한은 자동으로 또는 수동으로 선택할 수 있습니다. |
토크 최소 | 단계에 대한 최소 토크. |
토크 최대 | 단계에 대한 최대 토크. |
각도 한계 | 꺼짐:각도 한계가 꺼집니다. 런다운 완료부터: 각도 한계가 켜집니다. 런다운 완료에 도달하자 마자 시스템에서 조임 각도를 모니터링하기 시작하고 각도 한계를 벗어나면 이를 보고합니다. 토크부터: 런다운 각도 한계가 켜집니다. 시스템이 지정된 토크 값에서부터 조임 각도를 모니터링하기 시작하고 각도 한계를 벗어나면 이를 보고합니다. |
런다운 각도 모니터링 토크 | 런다운 각도 한계가 모니터링을 시작하는 토크 값. |
최소 각도 | 시작점부터 각도 하한에 대한 각도 값. |
최대 각도 | 시작점부터 각도 상한에 대한 각도값. |
최소 시간 | 단계에 대한 최소 시간. |
최대 시간 | 단계에 대한 최대 시간. |
펄스 제한 | 꺼짐: 모니터링되는 펄스 제한이 없습니다. 런다운 완료부터: 모니터링은 런다운 완료 토크에 도달하면 시작됩니다. 토크부터: 특정 토크 값에 도달하면 모니터링이 시작됩니다. |
최종 펄스 모니터링 토크 | 펄스 제한이 모니터링을 시작하는 토크 값. |
펄스 최소 | 최종 목표에 도달하기 위한 펄스의 최소 수. |
펄스 최대 | 최종 목표에 도달하기 위한 펄스의 최대 수. |
조기 토크 손실 탐지 시간 | 토크에서 일정한 증가는 런다운에서 조임으로 이동했을 때로 추정됩니다. 소켓 슬립 오프 또는 부서진 나사 머리는 토크 감소를 초래할 수 있습니다. 이는 모니터링 창에서 감지할 수 있습니다. |
직접 구동 전자 공구로 펄스 조임
아래의 원칙은 직접 구동 전자 공구에 적용할 수 있습니다. Atlas Copco SRB 시리즈 공구에 적요할 수 있습니다.
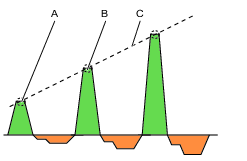
펄스 조임은 모터의 전류를 펄싱하는 기법을 사용하는데, 다음과 같은 두 가지 분명한 기능이 있습니다.
조임 방향에서 양의 토크를 추가하는 활동 전류.
역방향 토크를 적용해서 컴포트 반작용을 만드는 반응 전류.
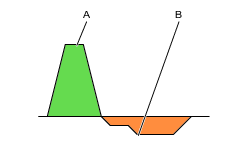
A | 조임력을 적용하는 활동 펄스. |
B | 편의를 위한 반응 펄스 |
아래의 그림은 현재 펄스 조임 전략에 대한 일반적인 원칙을 표시합니다. 상세 곡선은 공구 유형과 조임 알고리즘에 따라 다릅니다.
펄스 기간은 그림과 같이 활동 전류와 반응 전류, 2단계로 구성되어 있습니다. 각 활동 펄스는 최종 목표에 도달할 때까지 조임에 토크를 추가합니다. 각 반작용 펄스는 편안한 반작용을 제공하는 저항력을 만듭니다.
조치 단계와 반작용 단계의 에너지 레벨은 구성 가능한 매개변수입니다. 이러한 두 매개변수의 조합은 운영자 편의와 결합된 효과적인 조임을 만듭니다.
TensorPulse 프로그램을 사용한 조임
아래의 원칙은 직접 구동 전자 공구에 적용할 수 있습니다. Atlas Copco SRB 시리즈 공구에 적요할 수 있습니다.
각 펄스 기간 후 나사의 결과적 토크는 증가됩니다. 일련의 펄스 후 최종 토크 목표에 도달합니다.
A | 펄스 N에서의 최대 양 에너지 |
B | 펄스 N+1에서의 최대 양 에너지 |
C | 에너지 증가(토크) |
조치 단계와 반작용 단계의 에너지 레벨은 사용자 구성 가능한 매개변수입니다. 이러한 두 매개변수의 조합은 운영자 편의와 결합된 효과적인 조임을 만듭니다. 다음과 같이 각 기간에 전달할 수 있는 최대 에너지의 백분율로 두 단계에서 에너지의 양을 설정할 수 있습니다.
펄스 에너지. 펄스 기간에 적용할 수 있는 최대 에너지의 백분율로 각 양의 펄스에 적용되는 에너지의 양. 이 값은 10-100% 사이입니다.
반동력 유지 인자. 펄스 기간에 적용할 수 있는 최대 에너지의 백분율로 각 반작용 펄스에 적용되는 에너지의 양. 이 값은 0-75% 사이입니다.
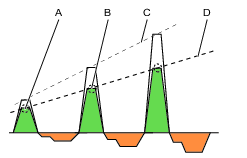
A | 펄스 N에서 감소한 양의 에너지 |
B | 펄스 N+1에서 감소한 양의 에너지 |
C | 최대 펄스 에너지를 사용해서 토크 증가를 위한 결과 원곡선. |
D | 감소한 펄스 에너지를 사용해서 토크 증가를 위한 결과 원곡선. |
작은 펄스 에너지(감소한 에너지)에는 토크가 더 작은 단계에서 증가됨으로 목표 토크에 도달하려면 더 많은 펄스가 필요합니다. 더 작은 단계에서는 목표에 도달하면 조임을 종료하기 위해 보다 나은 정확도를 제공합니다. 더 작은 펄스는 공구의 움직임을 줄여 주고 작업자 편의를 높여 줍니다.
정확하게 조정된 반동력 유지 인자는 원하는 작업자 편의를 구성합니다. 인자가 너무 높을 경우 작업자는 공구가 시계 방향으로 회전한다고 느낍니다. 인자가 너무 낮을 경우 작업자는 공구가 시계 반대 방향으로 회전한다고 느낍니다.
이상적인 구성에서 반작용 에너지는 어떠한 푸는 힘을 창출하지 않습니다. 목표 값에 도달하기 위한 펄스의 양이 증가할 경우, 값이 너무 높게 설정되고 각 펄스에서 작은 풀림이 발생합니다.
펄스 에너지 및 반동력 유지 인자에 대한 최적의 값은 최적의 공구 성능과 최상의 작업자 편의를 위해 조정되어야 합니다.
임펄스 단일 단계 조임 프로그램
런다운
매개변수 이름 | 조건 | 설명 | 기본값 |
|---|---|---|---|
런다운 속도 | 라디오 단추로 선택됩니다. 런다운 속도는 최대 또는 수동 간에 선택할 수 있습니다. | 최대 | |
런다운 속도 | 런다운 속도 = 수동 | 런다운 단계 중 공구 속도를 지정합니다. | |
런다운 시간 제한 | 바로 가기 메뉴에서 선택: 꺼짐:런다운 시간 제한이 꺼집니다. 트리거부터: 런다운 시간 제한이 켜집니다. 공구 트리거를 누르자 마자 시스템에서 시간을 모니터링하기 시작하고 시간 제한을 벗어나면 이를 보고합니다. 토크부터: 런다운 시간 제한이 켜집니다. 시스템이 지정된 토크 값에서부터 시간을 모니터링하기 시작하고 시간 제한을 벗어나면 이를 보고합니다. | 꺼짐 | |
런다운 시간 모니터링 토크 | 런다운 시간 제한 = 토크부터 | 런다운 시간 제한이 모니터링을 시작하는 토크 값. | |
최소 시간 | 런다운 시간 제한 = 켜짐 | 런다운에 허용되는 최소 시간. | 10ms |
최대 시간 | 런다운 시간 제한 = 켜짐 | 런다운에 허용되는 최대 시간. | 5000ms |
런다운 펄스 제한 | 바로 가기 메뉴에서 선택: 꺼짐:런다운 펄스 제한이 꺼집니다. 트리거부터: 런다운 펄스 한계가 켜집니다. 공구 트리거를 누르자 마자 시스템에서 펄스를 모니터링하기 시작하고 펄스 한계를 벗어나면 이를 보고합니다. 토크부터: 런다운 펄스 한계가 켜집니다. 시스템이 지정된 토크 값에서부터 펄스를 모니터링하기 시작하고 펄스 한계를 벗어나면 이를 보고합니다. | 꺼짐 | |
런다운 펄스 모니터링 토크 | 런다운 펄스 제한 = 토크부터 | 런다운 펄스 제한이 모니터링을 시작하는 토크 값. | 2.5Nm |
펄스 최소 | 런다운 펄스 제한 = 켜짐 | 목표에 도달하기 위한 펄스의 최소 수. | 2 |
펄스 최대 | 런다운 펄스 제한 = 켜짐 | 목표에 도달하기 위한 펄스의 최대 수. | 50 |
런다운 완료 토크 |
| 착좌점에 도달하고 런다운 완료 시 토크 값을 지정합니다. | 5Nm |
조임
매개변수 이름 | 조건 | 설명 | 기본값 |
|---|---|---|---|
목표 토크 | 조임의 최종 목표 토크. | ||
펄스 에너지 | 펄스 에너지는 공구가 각 펄스에서 전달할 수 있는 최대 에너지의 백분율 값으로 표시되는 활동 펄스로 전달됩니다. | ||
잔류 토크 상관 인자 | 잔류 토크 상관 인자는 교정과 유사하며 동적 토크 간 조정을 하며, 전자 공구에서 측정되고 잔류 토크는 제어 공구에 의해 측정됩니다. | 100% | |
토크 한계 | 라디오 단추로 선택됩니다. 제한은 자동으로 또는 수동으로 선택할 수 있습니다 | ||
토크 최소 | 토크 한계 = 수동 | 단계에 대한 최소 토크. | |
토크 최대 | 토크 한계 = 수동 | 단계에 대한 최대 토크. | |
시간 한계 | 바로 가기 메뉴에서 선택: 꺼짐:시간 제한이 꺼집니다. 런다운 완료부터: 시간 제한이 켜집니다. 런다운 완료에 도달하자 마자 시스템에서 시간을 모니터링하기 시작하고 시간 제한을 벗어나면 이를 보고합니다. 토크부터: 시간 제한이 켜집니다. 시스템이 지정된 토크 값에서부터 시간을 모니터링하기 시작하고 시간 제한을 벗어나면 이를 보고합니다. | 꺼짐 | |
시간 모니터링 토크 | 시간 제한 = 토크부터 | 시간 제한이 모니터링을 시작하는 토크 값. | |
최소 시간 | 시간 제한 = 켜짐 | 조임에 허용되는 최소 시간. | 10ms |
최대 시간 | 시간 제한 = 켜짐 | 조임에 허용되는 최대 시간. | 1000ms |
펄스 제한 | 바로 가기 메뉴에서 선택: 꺼짐: 모니터링되는 펄스 제한이 없습니다. 런다운 완료부터: 모니터링은 런다운 완료 토크에 도달하면 시작되고 펄스의 수가 한계를 벗어나면 이를 보고합니다. 토크부터: 모니터링은 특정 토크 값에 도달하면 시작되고 펄스의 수가 한계를 벗어나면 이를 보고합니다. | 꺼짐 | |
최종 펄스 모니터링 토크 | 펄스 제한 = 토크부터 | 펄스 제한이 모니터링을 시작하는 토크 값. | |
펄스 최소 | 펄스 제한 = 켜짐 | 최종 목표에 도달하기 위한 펄스의 최소 수. | 2 |
펄스 최대 | 펄스 제한 = 켜짐 | 최종 목표에 도달하기 위한 펄스의 최대 수. | 50 |
조기 토크 손실 탐지 시간 | 토크에서 일정한 증가는 런다운에서 조임으로 이동했을 때로 추정됩니다. 소켓 슬립 오프 또는 부서진 나사 머리는 토크 감소를 초래할 수 있습니다. 이는 모니터링 창에서 감지할 수 있습니다. | 200 ms |
회전
회전 전략은 주로 시험 및 설명용으로 사용되는 전략입니다. 공구를 자유롭게 회전하도록 두면 가능한 최저 토크를 이용하여 지정된 각도로 소켓을 돌립니다.
매개변수 | 설명 | 기본값 |
|---|---|---|
목표 속도 | 회전 전략에 대한 목표 속도. |
|
<목표 속도> | 회전 전략 중 수동 공구 속도. | 공구 최대 속도의 16.5% |
목표 각도 | 스핀들을 돌릴 각도. | 360° |
외부 결과
외부 결과는 조임 OK가 외부 디지털 신호로 표시되었을 때 사용하는 전략입니다(조임 중 측정된 토크나 각도값으로 표시되지 않습니다).
신호가 전송되면, 결과 보기는 조임 프로그램에서 제공된 목표 매개변수의 값을 나타냅니다(지정된 토크값, 각도값 또는 텍스트 스트링). 이러한(토크 및 각도) 값은 실제 측정값을 나타내지 않으며 삽입된 텍스트만 나타냅니다.
매개변수 | 설명 | 기본값 |
|---|---|---|
토크 <목표 토크> | 원하는 표시 목표 토크값에 대한 숫자값 | 0.00 |
각도 <목표 각도> | 원하는 표시 목표 각도값에 대한 숫자값 | 360° |
텍스트 | 원하는 표시된 텍스트에 대한 영숫자 스트링. |
|
연결한 공구로 외부 결과 조임 전략 실행
홈 보기에서 조임 탭을 선택하세요. 그런 다음, 외부 결과 전략을 사용하여 조임 프로그램을 생성하세요.
홈 보기로 돌아가서 가상 스테이션 탭을 선택하세요.
라이센스 창에서, 공구가 연결된 외부 결과 조임 전략 기능을 가상 스테이션에서 사용하려면 라이센스를 할당받아야 합니다.
공구 창에서, 필요한 공구를 선택하세요. 그 다음, 공구 구성을 선택하세요.
작업 창에서, 외부 결과 전략과 함께 조임 프로그램을 선택하세요.
EXTERNAL_OK 신호를 가상 스테이션에 전송하세요.
결과로 이동 버튼을 선택하면 결과가 표시됩니다.
가상 스테이션에 연결된 공구의 공구 구성에서 결과가 전송됩니다.
연결된 공구 없이 외부 결과 조임 전략 실행
홈 보기에서 조임 탭을 선택하세요. 그런 다음, 외부 결과 전략을 사용하여 조임 프로그램을 생성하세요.
홈 보기로 돌아가서, 설정 탭을 선택하세요. 그런 다음, 외부 공구를 선택하세요.
GUI의 오른쪽 상단에있는 플러스 아이콘을 선택하여 외부 공구를 생성하세요.
최대 10개의 외부 공구 구성을 생성할 수 있습니다.
외부 공구 창에서, 모델명, 시리얼 번호 및 외부 공구에 대한 설명을 입력하세요.
시리얼 번호는 의무적으로 입력하셔야 합니다.
시리얼 번호는 필요한 공구의 식별자(예: 제조업체 일련 번호)를 제공하는 용도로 사용될 수 있습니다. 일련 번호 입력란의 최대 문자수는 32자입니다.외부 공구 창의 오른쪽 상단에 있는 스위치를 켜짐으로 설정하고 홈 보기로 돌아가서 공구 탭을 선택하세요. 추가한 외부 공구가 사용 가능한 공구 목록에 나타납니다.
홈 보기로 돌아가서 가상 스테이션 탭을 선택하세요.
라이센스 창에서, 공구가 연결된 외부 결과 조임 전략 기능을 가상 스테이션에서 사용하려면 라이센스를 할당받아야 합니다.
공구 창에서, 필요한 외부 공구를 선택하세요. 그 다음, 공구 구성을 선택하세요.
작업 창에서, 외부 결과 전략과 함께 조임 프로그램을 선택하세요.
EXTERNAL_OK 신호를 가상 스테이션에 전송하세요.
결과로 이동 버튼을 선택하면 결과가 표시됩니다. (시리얼 번호)
가상 스테이션에 연결된 공구의 외부 공구 구성에서 시리얼 번호가 전송됩니다.
조임 프로그램과 오류 보고 검증
새 값이 입력되거나 변경 사항이 있으면, 조임 프로그램은 즉시 자동으로 매개변수 규칙과 공구 속성을 검증합니다. 확인 시 오류가 감지될 경우 오류 설명과 함께 보고됩니다.
이 섹션에서
검증 오류 보고
검증 시 오류가 확인된 경우, 매개변수 옆의 아이콘 또는 오류를 야기한 매개변수와 함께 표시됩니다. 아이콘을 누르면, 오류에 대한 간략한 설명이 제공됩니다.
사례 (이미지 참고):
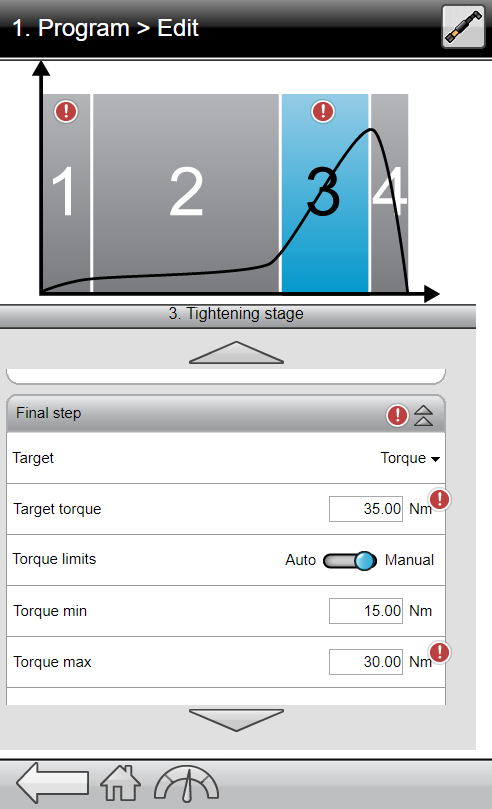
목표 토크는 최종 토크 한계와 함께 25 Nm으로 설정되고 최소 토크는 23.75 Nm 및 최대 토크 24.5 Nm (이 값은 이미지에서 팝업 창에서 숨김 상태가 됩니다)으로 설정됩니다.
최대 토크 매개변수 옆의 검증 오류 아이콘을 누르면, 목표 토크가 최대 토크 (최대 토크<= 목표 토크)보다 크다는 오류에 대한 간략한 설명이 제공됩니다.
오류를 수정하려면 최대 토크 값이 목표 토크보다 더 크고,오류 아이콘이 사라지도록 조정하세요.
조임 프로그램으로 공구 검증
조임 메뉴에서 조임 프로그램 라이브러리 또는 다단계 프로그램 라이브러리를 선택해 주세요. 필요할 경우, 목록에서 특정 프로그램을 선택해 주세요. 전체 프로그램 목록 또는 개별 프로그램을 검증할 수 있다는 점을 참조해 주세요.
오른쪽 위 구석의 공구 아이콘
 을 선택하세요.
을 선택하세요.팝업 창에서 조임 프로그램을 검증할 공구를 선택하고 검증을 클릭해 주세요.
조임 프로그램이 선택된 공구와 호환하지 않을 경우, 느낌표와 함께 붉은색 원으로 표시됩니다.
조임 프로그램 공구 호환성 표
조임 전략을 사용할 수 있는지의 여부는, 해당 컨트롤러에 설치된 라이센스에 따라 달라집니다.
조임 전략 | ES | ST | STR | SR | SB+ | ETT | SL (저전압) | QST | STB | SRB 2.0 ETP-SRB31-20 | SRB 2.1 ETP-SRB31-25 | SRB-HA | TBP / TBP-S | STW | 외부 공구 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
2단계 | X | X | X | X | X | X | X | X | X | X | - | X | - | - | - |
빠른 단계 | X | X | X | X | X | X | X | X | X | X | X | X | - | - | - |
3단계 | X | X | X | X | X | X | X | X | X | X | - | X | - | - | - |
터보 조임 | X | - | X | X* | - | X | - | - | - | X | X | - | - | - | - |
회전 | X | X | X | X | X | X | X | X | X | X | - | X | - | - | - |
외부 결과 | X | X | X | X | X | X | X | X | X | X | X | X | X | - | X |
텐서 펄스 | - | - | - | - | - | - | - | - | - | X | X | - | - | - | - |
임펄스 - 개별 스텝 | - | - | - | - | - | - | - | - | - | - | - | - | X | - | - |
렌치 생산 | - | - | - | - | - | - | - | - | - | - | - | - | - | X | - |
렌치 품질 | - | - | - | - | - | - | - | - | - | - | - | - | - | X | - |
* SR31에만 사용 가능
조임 작업의 특징 | ES | ST | STR | SR | SB+ | ETT | SL (저전압) | QST | STB | SRB 2.0 ETP-SRB31-20 | SRB 2.1 ETP-SRB31-25 | TBP / TBP-S | STW | 외부 공구 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
실제 각도 | - | - | X | - | - | X | - | - | - | - | - | - | - | - |
다단계 프로그램
적은 반응 조임 전략 및 컨트롤러 전반의 기능과 같은 컨트롤러 기능들은 기능 관리 시스템(FMS)을 통해 배포된 라이선스가 필요합니다. 특정 라이선스 없이 기능의 구성이 가능하지만, 이러한 기능들을 할당하고 사용하려면 올바른 라이선스를 컨트롤러에 설치해야 합니다. 라이선스에 대한 자세한 내용은 라이선스(FMS)를 참조하십시오.
다단계 조임은 일부 단계에서 수행되는 조임입니다. 단계의 수와 유형은 수행해야 할 조임에 따라 달라집니다. 다단계 조임 프로그램은 모니터링 기능과 제한 사항 등, 구성이 용이합니다.
다단계 조임 전략은 STB 공구에 대해 구현되지 않았습니다.
제품 필수 튜토리얼
https://www.youtube.com/watch?v=x1PbTNkwzuE
다단계 GUI 인터페이스
다중 단계 조임 프로그램이 컨트롤러 화면에서 선택될 수 있지만, 편집 프로그램은 웹 GUI에서 수행할 수 있습니다.
흐리게 표시되는 조임 및 다중 단계 프로그램은 웹 GUI를 통해 변경할 수 없습니다. 이러한 프로그램은 ToolsTalk에서 만들어졌으며 ToolsTalk, 웹 GUI 또는 둘 다에서 변경할 수 있는지 여부를 정의하는 용도에 사용할 수 있습니다. ToolsTalk를 사용하여 이러한 프로그램을 변경할 수 있습니다.
다중 단계 프로그램의 인터페이스는 세 가지 주요 영역으로 나눌 수 있습니다.
상단에 있는 다중 단계 조임 프로그램의 속성을 포함하는 드롭다운 메뉴가 있습니다. 이러한 일반적인 속성인 프로그램 이름, 전체 프로그램 모니터, 검증 등을 여기에 작성할 수 있습니다.
오른쪽에는 다중 단계 프로그램을 구축하는 데 사용할 수 있는 단계, 모니터 및 제한 사항을 포함하는 세 탭이 있습니다. 항목을 사용하려면 해당 탭을 클릭하고 목록에서 조임 구역으로 항목을 끌어오세요. 기능에 따라 (단계를 위해) 항목을 프로그램의 시작과 끝 사이에 끌어 놓거나, (모니터 및 제한을 위해) 특정 단계 위에 놓아주세요.
인터페이스의 주요 영역은 조임 영역으로 구성되어 있습니다. 이는 조임 프로그램의 모든 단계를 포함하는 영역입니다.
화면의 왼쪽 하단에 확대/축소 버튼(+ 및 -)과 삭제 버튼이 있습니다. 조임 영역 확대 및 축소에 확대/축소 버튼을 사용합니다.
조임 단계
조임 단계, 모니터와 제한의 가용성은 컨트롤러에 설치된 특정 라이센스에 따라 달라집니다.
일반 매개변수
다음 단계 매개변수는 많은 단계 유형에 공통입니다. 매개변수는 조임 프로그램에서 단계를 선택할 때 표시되는 단계 속성 창에서 설정됩니다.
매개변수 | 설명 |
|---|---|
이름 | 단계의 이름. |
회전 방향 | 각 조임 단계는 정방향으로 작동하여 조이거나 역방향로 작동하여 나사를 살짝 풀 수 있습니다. 화살표는 이 방향을 나타냅니다. 많은 조임 단계는 정방향으로 하드 코딩되어 있으며, 각도까지 조임, 토크까지 조임이 그러한 예입니다. 각도로 풀기 또는 토크로 풀기와 같은 단계는 방향이 자동으로 역방향으로 지정되어 있습니다. 오픈 엔드 유형의 기어 전면 장착부(GFA: Gear Front Attachment)로 구성된 공구에는 역방향 설정이 허용되지 않습니다. 조임 프로그램의 조임 방향은 조임이 실행될 수 있도록 오픈 엔드 공구의 조임 방향과 동일해야 합니다. 오픈 엔드 공구의 조임 프로그램에 풀기 프로그램을 지정할 수 있지만 풀기 프로그램을 실행하도록 방향 스위치를 설정하면 공구가 잠깁니다. |
단계 범주 | 각 단계에서 단계 범주를 선택하는 옵션이 있습니다. 단계 범주를 선택함으로써, NOK 조임이 해당 다중 단계 오류 정보가 포함된 관련 상세 상태와 함께 이벤트 결과 보기에 나열됩니다. 선택하지 않은 경우, 상세 상태는 “범주가 없는 다중 단계 오류”로 설정됩니다. 관련 상세 상태는 사용자 정의할 수 있습니다. |
각도 창 | 조인트는 나사가 완전한 토크로 조여지고 착좌점까지 30도 이하로 회전하면 하드로 간주합니다. 소프트 조인트는 착좌점까지 조인 후에 720° 이상 회전합니다. 경도 매개변수는 경사도 계산을 위한 각도 창을 정의합니다. 조인트 경도가 높을수록 각도 창이 작습니다. |
속도 램프 / 가속 (ToolsTalk 2에서만 사용 가능) | 대부분의 단계는 목표 속도에 가속이 이루어지는 방법을 지정할 수 있습니다. 하드, 소프트 및 수동의 세 가지 다른 설정이 가능합니다. 단계가 시작될 때마다 정의된 가속이 사용됩니다. 이 공구가 이미 단계의 시작 부분에서 약간의 속도로 작동되더라도 이와 상관 없이 램프가 단계를 목표 속도까지 가속할 때 사용됩니다. 이는 단계의 시작 속도가 목표 속도보다 높거나 낮은 경우에도 상관 없습니다. |
속도 램프 - 하드 및 소프트 모드 |
|
속도 램프 - 수동 모드 |
|
변속 사용 | 변속할 때 한 단계 동안 1~5의 각도 트리거 또는 토크 트리거를 정의할 수 있습니다. 한 단계 내에서 모든 변속 트리거는 동일한 속성을 기준으로 하며, 이는 토크 또는 각도입니다. 그들은 한 단계 내에서 함께 사용할 수 없습니다. 토크 트리거 및 각도 트리거는 단계 및 트리거 타입의 유형에 따라, 단계 목표보다 작아야 합니다. 토크 트리거 및 토크 속도도 공구의 최대 토크와 최대 속도에 대해 검증됩니다. 변속 설정이 공구 최대 값 또는 단계 최대 값 중 하나를 초과할 때마다 경고 또는 오류 표시가 발생합니다. 토크 트리거 및 각도 트리거는 단계 및 트리거 타입의 유형에 따라, 단계 목표보다 작아야 합니다. 토크 트리거 및 토크 속도도 공구의 최대 토크와 최대 속도에 대해 검증됩니다. 변속 설정이 공구 최대 값 또는 단계 최대 값 중 하나를 초과할 때마다 경고 또는 오류 표시가 발생합니다. 조임 프로그램에 경고가 있을 때 공구에 설정을 푸시할 수 있지만, 조임 프로그램에 오류(결함) 표시가 있을 때에는 가능하지 않습니다. 속도 변경은 구성 필드에 추가할 수 있습니다. 변속 추가: 변속이 가능한 단계의 대화 상자에서 속도 변경 추가를 선택합니다. 그런 다음, 각도 범위 또는 토크 범위를 선택합니다.
|
브레이크 유형 | 다중 단계 조임 프로그램의 브레이크 동작은 프로그램에서 2개의 가능한 위치에서 수행될 수 있습니다 (즉 조임 방향의 역방향 이전 단계 및/또는 조임 프로그램의 마지막 단계에서 제어할 수 있습니다.) 조임 프로그램의 다른 위치에서 브레이크 매개변수는 해당 단계의 일반 설정에서 사용할 수 있습니다. 브레이크는 Ergo stop 또는 Inertia로 설정할 수 있습니다. Inertia는 공구에 브레이크를 완전히 작동시키는 반면 Ergo stop은 조임을 더욱 인체공학적으로 늦출 수 있습니다. Inertia에는 추가 매개변수가 없습니다. Ergo stop 매개변수
|
다음 조임 단계는 오픈 엔드 유형의 기어 전면 장착부(GFA: Gear Front Attachment)로 구성된 공구에는 지원되지 않습니다.
A - 각도까지 조임 / 각도까지 풀기
TrR - 트리거 해제까지 풀기
T - 토크까지 조임 / 각도까지 풀기
E – 체결
SR - 소켓 해제
DT – DynaTork까지 조임
T - 토크까지 TensorPulse 조임 / 토크까지 풀기
T - 토크까지 Impulse 조임 / 토크까지 풀기
추적 설정
프로그램 레벨에서 추적 구성이 활성화된 경우 단계 레벨에서 추적 설정을 구성할 수 있습니다. 추적 설정의 설정은 각 특정 단계에서 샘플링을 수행하는 방법을 정의합니다.
매개변수 | 설명 |
|---|---|
추적 설정 |
|
샘플 시간 | 드롭 다운 목록에서 샘플 시간을 선택할 수 있습니다. (0.25~1000ms) |
샘플 각도 | 드롭 다운 목록에서 샘플 각도를 선택할 수 있습니다. (0.25~20도) |
이 추적 기록을 사용하면 샘플 속도가 모든 단계에서 동일하지 않고 대신 각 단계의 구성에 따라 샘플 속도가 달라집니다. 이는 추적이 각 단계에 대한 개별 추적으로 나뉘어진다는 것을 의미합니다.
이 추적의 최대 샘플 수는 4096개 입니다.
조임으로 4096개 이상의 값이 생성되면 다운 샘플링 프로세스가 수행됩니다. 이는 전체 조임 프로세스에서 두 번째 추적 샘플을 모두 제거하고 절반의 해상도로 기록을 계속하는 방식으로 수행됩니다. 이 프로세스는 4096개의 샘플 한계에 도달할 때마다 반복됩니다
만약 총 2048개 이상이 기록되었다면, 이 프로세스는 2048개에서 4096개 사이의 샘플을 기록합니다.
4096개의 샘플 한계에 도달하면 구성된 추적 샘플 시간이 더 이상 적용되지 않습니다. 대신 다운 샘플링이 발생한 횟수에 따라 샘플 시간이 두 배 또는 네 배로 늘어납니다. 모든 단계가 다운 샘플링되기 때문에 단계 사이의 관계는 계속 동일하게 유지됩니다. 단계가 다른 단계 대비 두 배의 샘플 시간으로 구성된 경우 다운 샘플링이 발생한 횟수에 관계없이 최종 추적에서 이러한 현상이 발생됩니다.
샘플이 4096개 이상 기록되면 구성된 추적 샘플 시간이 더 이상 적용되지 않습니다. 대신 다운 샘플링이 발생한 횟수에 따라 샘플 시간이 두 배 또는 네 배로 늘어납니다. 모든 단계가 다운 샘플링되기 때문에 단계 사이의 관계는 계속 동일하게 유지됩니다. 단계가 다른 단계 대비 두 배의 샘플 시간으로 구성된 경우 다운 샘플링이 발생한 횟수에 관계없이 최종 추적에서 이러한 현상이 발생됩니다.
추적 채널 | 참고 |
|---|---|
토크 | 토크 멀티플라이어가 장착된 모든 공구에 사용 가능 |
각도 | 모든 공구에 사용 가능 |
토크 초 | 두 개의 토크 변환기가 있는 공구에만 사용 가능 |
각도 초 | 두 개의 각도 변환기가 있는 공구에만 사용 가능 |
현재 | 모든 공구에 사용 가능 |
경사도 | 일부 단계 / 제한 / 모니터가 경사도 값을 생성하는 경우 사용 가능 |
Power Focus 6000 / Power Focus 8 | Power Focus 6000 동기화 조임 / Power Focus 8 동기화 조임 | Flex | IxB |
|---|---|---|---|
ST | ST | QST | IxB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IxB | |||
Power Focus Connect |
A - 각도까지 조임 / 각도까지 풀기
공구 |
|---|
ES STR SL ST SR QST STB IXB |
A - 각도만큼 조임
이 단계에서는 각도에 도달할 때까지 공구를 구동합니다. 목표 각도 단계의 시작으로부터 측정됩니다.
A –각도까지 풀기
이 단계에서는 각도의 목표에 도달할 때까지 역방향으로 속도 n으로 공구를 구동합니다. 목표 각도 단계의 시작으로부터 측정됩니다.
이 단계는 오픈 엔드 유형의 기어 전면 장착부(GFA: Gear Front Attachment)로 구성된 공구에는 지원되지 않습니다.
매개변수
매개변수 | 설명 |
|---|---|
목표 각도 | 각도 목표입니다. 필수 조건: > 0. |
속도 | 기본값: 60 rpm. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
속도 램프 | 속도 램프 유형이 수동이면, 이 필드가 열립니다. 기본값: 500 rpm/s. |
브레이크 (Power Focus 6000 동기화 조임, Power Focus 8 동기화 조임 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요.
A | 목표 각도 |
Microvideo
C - 클러치
공구 |
|---|
BCV BCP |
이 단계에서는 클러치가 해제될 때까지 프로그래밍된 속도로 공구를 정방향으로 구동합니다. 공구가 클러치의 해제를 보고하면, 단계는 적합(OK) 상태로 완료됩니다.
클러치를 사용한 조임 프로그램은 다른 단계를 지정할 수 없습니다.
이 단계는 클러치 공구 BCV-RE 및 BCP-RE에만 유효합니다.
매개변수 | 설명 |
|---|---|
스피드 제어 | 하나의 속도 또는 두 개의 속도 |
최종 속도 | 프로그램의 최종 속도 설정 [rpm] |
속도 램프 | 속도 램프를 선택할 수 있는 스위치 [하드, 소프트] |
리히트 | 리히트 감지 설정 켜기 또는 끄기 |
리히트 각도 | 리히트 각도 설정 [°] |
CL - 클러치 풀림
공구 |
|---|
BCV BCP |
이 단계에서는 공구 트리거가 해제될 때까지 프로그래밍된 속도로 공구를 역방향으로 구동합니다.
클러치를 사용한 풀기 프로그램은 다른 단계를 지정할 수 없습니다.
이 단계는 클러치 공구 BCV-RE 및 BCP-RE에만 유효합니다.
매개변수 | 설명 |
|---|---|
최종 | 프로그램의 속도 설정 [rpm] |
DI – 디지털 입력까지 실행
공구 |
|---|
ES STR SL ST SR QST |
이 단계는 정지 조건 값에 따라 디지털 입력으로 지정된 입력 값이 높거나 낮을 때까지 매개변수 방향으로 정의된 방향으로 공구를 실행합니다.
매개변수 | 설명 |
|---|---|
방향 | 정방향 또는 역방향 |
디지털 입력 | 컨트롤러에서 다음 로컬 디지털 입력 중 하나를 선택할 수 있습니다.
|
브레이크 (Power Focus 6000 동기화 조임, Power Focus 8 동기화 조임 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
정지 조건 |
|
속도 (rpm) | 기본값: 60 rpm. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
속도 램프 | 속도 램프 유형이 수동인 경우에 사용할 수 있습니다. 기본값: 500 rpm/s. |
Microvideo
DT – DynaTork까지 조임
공구 |
|---|
ES STR SL ST SR QST STB |
이 단계는 오픈 엔드 유형의 기어 전면 장착부(GFA: Gear Front Attachment)로 구성된 공구에는 지원되지 않습니다.
이 단계에서는 목표 토크에 도달할 때까지 역방향으로 속도 n으로 공구를 구동합니다. 공구는 DynaTork 시간 동안 목표 토크의 DynaTork 비율로 전류를 일정하게 유지합니다.
공구의 과열을 방지하기 위해 최대 토크의 40%를 넘게 DynaTork를 작동하지 않을 것을 매우 권장합니다.
매개변수 | 설명 |
|---|---|
Target torgue (목표 토크) | 토크 목표 필수 조건: > 0. |
DynaTork 시간 | DynaTork가 활성화될 시간입니다. |
DynaTork 백분율 | 토크 목표의 백분율입니다. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
속도 램프 | 속도 램프 유형이 수동이면, 이 필드가 열립니다. 기본값: 500 rpm/s. |
속도 (rpm) | 기본값: 60 rpm. |
브레이크 (Power Focus 6000 동기화 조임, Power Focus 8 동기화 조임 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요.
A | 목표 토크 |
B | DynaTork 시간 동안 유지되는 토크 수준 |
C | Ts 비율 |
D | Ts 비율 |
E | DynaTork 시간 동안 유지되는 토크 수준 |
F | DynaTork 시간 |
Microvideo
E – 체결
공구 |
|---|
ES STR SL ST SR QST IXB |
이 단계는 오픈 엔드 유형의 기어 전면 장착부(GFA: Gear Front Attachment)로 구성된 공구에는 지원되지 않습니다.
소켓에 나사가 체결될 때까지 이 단계는 두 방향으로 공구를 구동합니다. 체결되지 않으면 계속 진행이 예로 지정되어 있는 한 이 단계는 목표 토크나 목표 각도에 도달할 때까지 계속 실행됩니다. 대상 각도가 어느 방향으로든 도달하면 방향이 반전됩니다. 최대 체결 시도에 들어가서 검색 반복을 제한합니다. 목표 토크가 어떤 방향으로든 도달하면 단계는 OK 상태로 종료됩니다.
Microvideo
Ext - 외부 결과
공구 |
|---|
ES STR SL ST SR QST STB IXB BCP BCV 외부 공구 |
외부 결과는 조임 OK가 외부 디지털 신호로 표시되었을 때 사용하는 전략입니다(조임 중 측정된 토크나 각도값으로 표시되지 않습니다). 이 외부 신호는 디지털 신호를 컨트롤러(예: I/O 버스를 통해)로 제공할 수 있는 모든 수단으로 제공할 수 있습니다.
신호가 전송되면, 결과 보기(기록된 데이터)는 조임 프로그램에서 제공된 목표 매개변수의 값을 나타냅니다(지정된 토크값, 각도값 또는 텍스트 스트링). 이러한(토크 및 각도) 값은 실제 측정값을 나타내지 않으며 삽입된 텍스트만 나타냅니다.
매개변수 | 설명 |
|---|---|
토크 <목표 토크> | 원하는 표시 목표 토크의 숫자값. 신호는 예를 들어 클릭 렌치에서 올 수 있으며 <목표 토크>를 표시할 수 있습니다. |
각도 <목표 각도> | 원하는 표시 목표 각도값에 대한 숫자값. 신호는 예를 들어 클릭 렌치에서 올 수 있으며 <목표 각도>를 표시할 수 있습니다. |
텍스트 | 원하는 표시된 텍스트에 대한 영숫자 스트링. 예: “오일이 교체되었습니다." |
T - 토크까지 Impulse 조임 / 토크까지 풀기
공구 |
|---|
IXB |
임펄스 단계는 IPB-P 공구에만 유효합니다.
토크까지 임펄스 조임
이 단계는 토크 목표에 도달할 때까지 순방향으로 조임 펄스를 생성합니다.
토크까지 임펄스 풀기
이 단계에서는 토크가 목표 토크 미만으로 떨어질 때까지 역방향으로 조임 펄스를 생성합니다.
매개변수 | 설명 |
|---|---|
토크 목표 - Ts | 토크 목표 범위는 0부터 공구의 최대 토크까지 이내로 설정해야 합니다. |
펄스 에너지 - Pe | 펄스 에너지는 각 펄스의 에너지/전류 양을 제어하는 용도로 사용됩니다. 펄스 에너지의 범위는 10%에서 100 % 사이여야 합니다. |
MWR - 메카트로닉 렌치
공구 |
|---|
MWR |
메카트로닉 렌치는 메카트로닉 렌치(MWR)과 결합해야만 사용할 수 있는 전문화된 단계입니다.
이 단계는 다른 단계와 조합하여 사용할 수 없습니다. 이 단계에서는 어떠한 제한도 사용할 수 없습니다. 기본적으로, 이 단계에서는 3개의 모니터가 있습니다: 피크 토크, 각도 및 클릭.
매개변수 | 설명 |
|---|---|
풀기 한계 | 조임 결과가 NOK(조임(풀기)의 잘못된 방향)로 표시되는 지점에서의 음의 토크에 대한 숫자 값(예. 풀기 방향의 토크)이며 단위는 (Nm) |
공구 크기 | MWR-TA에 설치된 엔드 피팅 공구의 특정 길이에 대한 숫자 값이며 단위는 (mm.) |
공구 굽힘 | MWR-TA에 설치된 엔드 피팅 공구의 숫자 값이며 단위는 (° / Nm) |
리히트 각도 창 | 토크에 도달하면 나사가 이미 조여졌는지 확인하기 위한 각도에 대한 숫자 값이며 단위는 (° ) |
최대 각도율 | 나사를 조일 수 있는 최대율에 대한 숫자값이며 단위는 ( °/s) |
RD - 런다운
공구 |
|---|
ES STR SL ST SR QST IXB |
런다운 단계는 나사의 나사 헤드가 하부면에 접촉하고 착좌점에 도달하기 직전까지 나사가 스레드에 들어갈 때의 조임 부분입니다. 런다운 중에 필요한 토크는 체결력에 전혀 영향을 미치지 않습니다.
이 단계에서는 정방향의 해당 속도로 공구를 실행하고 런다운 유형에 따라 달라지는, 토크 또는 스너그 단계 동작은 다음과 같습니다.
런다운 유형: 토크까지: 지정된 목표 토크가 발견되면 단계가 중지됩니다.
런다운 유형: 스너그까지: 스너그 경사도 계산은 지정된 토크 트리거 레벨 Tt에서 시작됩니다. 어떠한 토크 트리거도 설정되지 않은 경우 단계 시작시 경사도 계산이 시작됩니다.
경사도 계산은 Ad 각도로 두 각도 지점 사이에서 이루어지며 다음과 같이 계산됩니다. (Tn – Tn-1) / (An – An-1) 그리고 두 개별 항목 뒤의 두 기울기가 TSLOPE 보다 크면 바로 스너그 지점이 발견됩니다.
매개변수 | 설명 |
|---|---|
런다운 유형 | 토크까지 또는 스너그까지. |
목표 토크 | 기본값: “설정되지 않음". 필수 조건: > 0. |
속도 | 기본값: 60 rpm. 필수 조건: > 0. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
속도 램프 | 속도 램프 유형이 수동이면, 이 필드가 열립니다. 기본값: 500 rpm/s. |
트리거 토크 | 런다운 유형이 스너그 까지인 경우 트리거 토크 필드가 표시됩니다. 기본값: “설정되지 않음". 필수 조건: > 0. |
증분 각도 | 런다운 유형이 스너그 까지인 경우 델타 각도 필드가 표시됩니다. 기본값: "0" 필수 조건: > 0. |
토크 속도 | 런다운 유형이 스너그 까지인 경우 델타 각도 필드가 표시됩니다. 기본값: "0" 필수 조건: > 0. |
브레이크 (Power Focus 6000 동기화 조임, Power Focus 8 동기화 조임 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요.
A | 꼭 맞는 지점 |
B | 각도 델타 |
C | 토크 경사도 |
D | 토크 목표 |
E | 토크 트리거 |
SR - 소켓 해제
공구 |
|---|
ES STR SL ST SR QST STB IXB |
이 단계는 오픈 엔드 유형의 기어 전면 장착부(GFA: Gear Front Attachment)로 구성된 공구에는 지원되지 않습니다.
이 단계에서는 목표 각도에 도달할 때까지 역방향으로 속도 n으로 공구를 구동합니다. 목표 각도 단계의 시작으로부터 측정됩니다.
다중 단계 조임 프로그램의 조임 경로에서 마지막 단계로만 그 단계를 사용하는 것이 허용됩니다. 그러나, 이 단계 후에 동기화 지점을 추가할 수 있습니다.
매개변수 | 설명 |
|---|---|
목표 각도 | 각도 목표입니다. 기본값: 3도, 0 < (0보다 커야함) |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
속도 램프 | 속도 램프 유형이 수동이면, 이 필드가 열립니다. 기본값: 500 rpm/s. |
속도 | 기본값: 60 rpm. |
SZP - 영점 위치 설정(Set Zero Position)
공구 |
|---|
ES STR SL ST SR QST |
영점 위치 설정(Set Zero Position) 단계에서는 신호 세트 영점 위치를 공구로 전송합니다. 이 위치는 360도에 한 번씩 반복됩니다.
영점 위치로 풀기 단계를 실행하거나 영점 위치로 조이면 공구를 영점 위치로 되돌릴 수 있습니다.
이 단계에는 매개변수가 없습니다.
영점 위치는 "영점 위치 설정" 단계 또는 "영점 위치 설청" 신호로 저장된 특정 위치입니다. 이 위치는 360도에 한 번씩 반복됩니다.
T - 토크까지 조임 / 각도까지 풀기
공구 |
|---|
ES STR SL ST SR QST STB IXB |
T - 토크까지 조임
목표 토크에 도달할 때까지 이 단계는 정방향의 프로그래밍된 속도로 공구를 구동합니다.
매개변수 | 설명 |
|---|---|
목표 토크 | 토크 목표 필수 조건: > 0. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
속도 | 기본값: 60 rpm. 필수 조건: > 0. |
속도 램프 | 속도 램프 유형이 수동이면, 이 필드가 열립니다. 기본값: 500 rpm/s. |
브레이크 (Power Focus 6000 동기화 조임, Power Focus 8 동기화 조임 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
Microvideo
T - 토크까지 풀기
이 단계는 오픈 엔드 유형의 기어 전면 장착부(GFA: Gear Front Attachment)로 구성된 공구에는 지원되지 않습니다.
이 단계는 공구를 역방향으로 해당 속도로 실행합니다. 토크까지 풀기 단계가 활성화되려면, 토크는 목표 토크의 110 %를 초과해야 합니다. 목표 토크는 양의 값으로 설정해야합니다. 목표 토크에 도달한 후, 목표 토크 이하로 토크가 떨어질 때까지 단계가 실행됩니다.
매개변수 | 설명 |
|---|---|
목표 토크 | 토크 목표 필수 조건: > 0. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
속도 | 기본값: 60 rpm. 필수 조건: > 0. |
속도 램프 | 속도 램프 유형이 수동이면, 이 필드가 열립니다. 기본값: 500 rpm/s. |
브레이크 (Power Focus 6000 동기화 조임, Power Focus 8 동기화 조임 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요.
A | 목표 토크 |
T&A – 토크 및 각도까지 조임
공구 |
|---|
ES STR SL ST SR QST STB IXB |
조임 단계는 목표 토크와 목표 각도에 도달할 때까지 정방향으로 지정된 속도로 공구를 작동시킵니다.
토크 측정은 단계의 시작 부분에서 시작됩니다.
토크 트리거가 설정되지 않은 경우 단계의 시작 부분에서 시작됩니다.
토크 트리거가 설정된 경우 토크 트리거에 도달하면 각도 측정이 시작됩니다.
이 단계는 다음과 같은 경우에 종료됩니다.
측정된 토크 >= 목표 토크 (Ts)
및
(측정된 토크 - 토크 트리거에서 측정된 각도) >= 목표 각도 (As).
매개변수 | 설명 |
|---|---|
목표 토크 (Ts) | 기본값: 0. |
목표 각도 (As) | 기본값: 0. |
토크 트리거 - Tt | 기본값: 설정되지 않음. 필수 조건 > 0 및 < 목표 토크 (Ts). |
속도 (n) | 기본값: 60 rpm. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 |
브레이크 (Power Focus 6000 동기화 조임, Power Focus 8 동기화 조임 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요.
A | 목표 토크 |
B | 목표 각도 |
자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요.
A | 목표 토크 |
B | 토크 트리거 |
C | 목표 각도 |
T|A – 토크 또는 각도까지 조임
공구 |
|---|
ES STR SL ST SR QST STB IXB |
이 조임 단계는 목표 토크 또는 목표 각도에 도달할 때까지 정방향으로 지정된 속도로 공구를 작동합니다.
토크 측정은 단계의 시작 부분에서 시작됩니다.
토크 트리거가 설정되지 않은 경우 단계의 시작 부분에서 시작됩니다.
토크 트리거가 설정된 경우 토크 트리거에 도달하면 각도 측정이 시작됩니다.
이 단계는 다음과 같은 경우에 종료됩니다.
측정된 토크 >= 목표 토크 (Ts)
또는
(측정된 토크 - 토크 트리거에서 측정된 각도) >= 목표 각도 (As).
매개변수 | 설명 |
|---|---|
목표 토크 (Ts) | 기본값: 0. |
목표 각도 (As) | 기본값: 0. |
토크 트리거 - Tt | 기본값: 설정되지 않음. 필수 조건 > 0 및 < 목표 토크 (Ts). |
속도 (n) | 기본값: 60 rpm. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 |
브레이크 (Power Focus 6000 동기화 조임, Power Focus 8 동기화 조임 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요.
A | 목표 토크 |
B | 목표 각도 |
자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요.
A | 목표 토크 |
B | 토크 트리거 |
C | 목표 각도 |
T + A - 토크 플러스 각도까지 조임
공구 |
|---|
ES STR SL ST SR QST STB IXB |
목표 토크에 도달할 때까지 이 단계가 공구를 구동합니다. 이 지점에서 이것은 추가로 목표 각도를 계속 실행합니다.
매개변수 | 설명 |
|---|---|
목표 토크 | 토크 목표 필수 조건: > 0. |
목표 각도 | 각도 목표입니다. 필수 조건: > 0. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
속도 램프 | 속도 램프 유형이 수동이면, 이 필드가 열립니다. 기본값: 500 rpm/s. |
속도 | 기본값: 60 rpm. |
브레이크 (Power Focus 6000 동기화 조임, Power Focus 8 동기화 조임 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요.
A | 목표 토크 |
B | 목표 각도 |
TC - 토크 교정
공구 |
|---|
QST |
이 단계는 이중 트랜스듀서 공구에서만 지원됩니다.
토크 목표에 도달할 때까지 토크 교정 단계는 정방향의 지정된 속도로 공구를 작동합니다.
매개변수 | 설명 |
|---|---|
목표 토크 | 필수 조건: > 0. |
속도 | 필수 조건: > 0. 기본값: 60 rpm. |
트랜스듀서 | 주 또는 보조. 기본값: 주 전면 트랜스듀서를 교정하려면 보조로 설정해야 합니다. |
어댑티브 브레이크 (Power Focus 6000 동기화 조임, Power Focus 8 동기화 조임 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
ThCT – 토크까지 스레드 컷팅
공구 |
|---|
ES STR SL ST SR QST STB IXB |
토크까지 스레드 컷팅 기능은 필요한 런다운 토크가 런다운 완료 토크보다 큰 조임을 가능하게 합니다. 예를 들어, 자체 스레드(또는 자체 태핑) 나사를 사용하여 금속의 얇은 층을 조일 때 사용됩니다. 스레드 컷팅 각도(Aw)에 도달할 때까지 이 공구는 정방향으로 작동합니다. 토크가 스레드 커트 트리거 토크(Ttc)를 처음 통과할 때 스레드 컷팅 각도 창이 측정됩니다. 스레드 컷팅 각도에 도달한 시점에서, 단계는 목표 토크(Tt)에 도달할 때까지 계속 실행됩니다.
매개변수 | 설명 |
|---|---|
목표 토크 | 필수 조건: > 0. |
스레드 컷팅 각도 창 | 기본값: 0. 필수 조건: > 0. |
트리거 토크 | 각도 측정은 이 트리거에서 시작됩니다. |
속도 | 기본값: 60 rpm. 필수 조건: > 0. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
브레이크 (Power Focus 6000 동기화 조임, Power Focus 8 동기화 조임 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요.
A | 목표 토크 |
B | 토크 트리거 |
C | 스레드 컷팅 각도 창 |
T - 토크까지 TensorPulse 조임 / 토크까지 풀기
공구 |
|---|
STR IXB |
TensorPulse 조임/풀기 단계를 사용하기 전에 컨트롤러에 다음 라이센스 유형을 설치해야 합니다.
낮은 반응력 전략
TensorPulse는 다음 공구에만 유효합니다. ETV-STR61-100-13, ETV-STR61-70-13, ETV-STR61-50-10, ITB-P.
이 단계는 오픈 엔드 또는 클로즈드 엔드 유형의 기어 전면 장착부(GFA: Gear Front Attachment)로 구성된 공구에는 지원되지 않습니다.
토크까지 TensorPulse로 조임
이 단계는 토크 목표에 도달할 때까지 순방향으로 조임 펄스를 생성합니다.
토크까지 TensorPulse 풀기
이 단계에서는 토크가 목표 토크 미만으로 떨어질 때까지 역방향으로 조임 펄스를 생성합니다.
TensorPulse 조임/풀기 단계를 실행하는 경우, 필요한 PulseDrive 소켓/어댑터를 사용합니다. PulseDrive 소켓/어댑터
없이 TensorPulse 조임/풀기 단계를 실행하면 모든 조임이 NOK입니다. 펄스드라이브 소켓/어댑터가 없는 경우, “펄스드라이브 소켓/어댑터가 감지되지 않음” 단계 오류가 표시됩니다.
매개변수 | 설명 |
|---|---|
토크 목표 - Ts | 토크 목표 범위는 0부터 공구의 최대 토크까지 이내로 설정해야 합니다. |
펄스 에너지 - Pe | 펄스 에너지는 각 펄스의 에너지/전류 양을 제어하는 용도로 사용됩니다. 펄스 에너지의 범위는 10%에서 100 % 사이여야 합니다. |
반응력 세부조정 인자 | 반응력 세부 조정 계수는 TensorPulse 단계를 실행할 때 반력을 조정하는 작업에 사용됩니다. 이는 각 펄스 이후에 공구를 반대 방향으로 움직이는 힘입니다. 반응력 세부조정 계수의 범위는 0 ~ 100 % 여야합니다. |
추적 시 각도 반전은 펄싱을 가능하게하기 위해 공구가 뒤로 회전하지만 PulseDrive 소켓/어댑터로 인해 볼트 헤드가 반드시 뒤로 회전될 필요는 없습니다
TrR - 트리거 해제까지 풀기
공구 |
|---|
ES STR SL ST SR STB IXB |
이 단계는 오픈 엔드 유형의 기어 전면 장착부(GFA: Gear Front Attachment)로 구성된 공구에는 지원되지 않습니다.
이 단계에서는 트리거가 해제될 때까지 역방향으로 실행합니다. (풀림) 이 단계는 프로그램의 마지막 단계로만 사용할 수 있습니다.
STB 공구의 경우, 이 단계는 풀기 프로그램에만 적용될 수 있습니다.
매개변수 | 설명 |
|---|---|
속도 | 회전 속도의 숫자 값 (rpm) |
속도 램프 유형 | 속도 램프를 선택할 수 있는 옵션 목록 [하드, 소프트, 수동] |
TTTR - 트리거 해제까지 조임
공구 |
|---|
ES STR SL ST SR STB IXB |
이 단계에서는 공구 트리거가 해제될 때까지 실행합니다. (조임) 이 단계는 조임 프로그램의 마지막 단계로만 사용할 수 있습니다.
매개변수 | 설명 |
|---|---|
속도 | 회전 속도의 숫자 값 (rpm) |
속도 램프 유형 | 속도 램프를 선택할 수 있는 옵션 목록 [하드, 소프트, 수동] |
W – 대기
공구 |
|---|
ES STR SL ST SR QST STB IXB |
이 단계에서 공구는 대기 유형 조건이 충족될 때까지 대기합니다. 공구는 대기하는 동안 회전하지 않지만, 고정 조건을 지정할 수 있습니다.
매개변수 | 설명 |
|---|---|
대기 유형 |
|
대기 시간 | 대기 유형으로 시간을 선택한 경우에만 초 단위로 공구가 계속 유지됩니다. |
고정 조건 |
|
WP - 렌치 생산
공구 |
|---|
ST렌치 |
STwrench로 수행한 조임의 품질 테스트에 사용된 전략.
매개변수 | 설명 |
|---|---|
제어 전략 | 렌치 생산 단계 유형은 다음 제어 전략으로 구성 할 수 있습니다.
|
선택된 제어전략에 근거해, 아래에 열거된 매개변수의 일부 조합이 표시됩니다.
매개변수 | 설명 |
|---|---|
목표 토크 | 조임 단계에 대한 목표 토크를 정의합니다. |
토크 측정 | 토크를 측정할 위치를 지정합니다. 피크 토크 또는 피크 각도를 선택하세요.
|
각도 검색 한계 | 조임에 대한 토크 결과 값을 설정하는 용도로 사용되는 오프셋입니다. 이 매개변수를 사용하려면 측정 토크를 피크 각도로 설정해야 합니다. |
라체팅 시간 | 라체팅 시간의 숫자 값이며 기본값은 5000ms 입니다. 이 시간을 활용하여 작업자는 조임 작업 중 잠시 동안 토크를 해제하고 재충전할 수 있습니다. 라체팅 시간을 초과한 경우, "조임 시간 초과"라는 이유로 조임 결과는 NOK로 표시됩니다. |
엔드 사이클 시간 | 엔드 사이클 시간을 나타내는 ms 단위의 숫자 값입니다. 토크가 런다운 완료 아래로 내려가는 경우 적용됩니다. |
토크 보정 계수 | 매개변수는 확장부 또는 토크 배율기를 렌치에서 사용할 때 토크 판독 값을 수정하기 위해 사용됩니다. 기본값은 1입니다. |
각도 보정 | 매개변수는 확장부 또는 토크 배율기를 렌치에서 사용할 때 토크 판독 값을 수정하기 위해 사용됩니다. 기본값은 0입니다. |
목표 각도 | 조임 단계의 목표 각도를 정의합니다. |
리히트 감지 | 켜짐 또는 꺼짐으로 변환됩니다. 리히트 감지는 각도 한계 설정에 따라 조임이 리히트되는 시기 결정하는 작업에 사용될 수 있습니다. 리히트 방향이 켜짐으로 설정되면 리히트 각도 제한이 활성화됩니다. |
선형 기울기 계수 | 선형 기울기 계수는 Nm/Deg 측정 단위의 토크/각도 기울기로 곡선의 선형 부분의 조인트 강성을 특정짓습니다. |
보정 값 | 피크 토크 또는 피크 각도를 선택합니다. 보상 값은 PVT 계산 방법을 지정합니다. 평균 토크 - PVT는 다음을 사용하여 계산된 평균 값에 기초합니다.
피크 토크- PVT는 스너그 감지전에 측정된 피크값에 기초합니다. |
지연 모니터링 | PVT 계산은 이 창이 패스되기 전에 시작되지 않으며 조임 시작 시 시작됩니다. |
PVT 간격 | PVT 거리 지점에서 시작하여 PVT 창이 계산되는 각도를 설정합니다. |
PVT 거리 | 시스템이 PVT 창을 시작하기 전의 각도를 설정합니다. |
최소 프리베일링 토크 | 프리베일링 토크 하한 |
최대 프리베일링 토크 | 프리베일링 토크 상한 |
Microvideo
WQ - 렌치 품질
공구 |
|---|
ST렌치 |
STwrench로 수행한 조임의 품질 테스트에 사용된 전략.
매개변수 | 설명 |
|---|---|
제어 전략 | 렌치 품질 전략은 다음 제어 전략으로 구성 할 수 있습니다.
|
선택된 제어전략에 근거해, 아래에 열거된 매개변수의 일부 조합이 표시됩니다.
매개변수 | 설명 |
|---|---|
라체팅 시간 | 라체팅 시간의 숫자 값이며 기본값은 5000ms 입니다. 이 시간을 활용하여 작업자는 조임 작업 중 잠시 동안 토크를 해제하고 재충전할 수 있습니다. 라체팅 시간을 초과한 경우, "조임 시간 초과"라는 이유로 조임 결과는 NOK로 표시됩니다. |
토크 보정 계수 | 매개변수는 확장부 또는 토크 배율기를 렌치에서 사용할 때 토크 판독 값을 수정하기 위해 사용됩니다. 기본값은 1입니다. |
각도 보정 | 매개변수는 확장부 또는 토크 배율기를 렌치에서 사용할 때 토크 판독 값을 수정하기 위해 사용됩니다. 기본값은 0입니다. |
목표 각도 | 조임 단계의 목표 각도를 정의합니다. |
리히트 감지 | 켜짐 또는 꺼짐으로 변환됩니다. 리히트 감지는 각도 한계 설정에 따라 조임이 리히트되는 시기 결정하는 작업에 사용될 수 있습니다. 리히트 방향이 켜짐으로 설정되면 리히트 각도 제한이 활성화됩니다. |
선형 기울기 계수 | 선형 기울기 계수는 Nm/Deg 측정 단위의 토크/각도 기울기로 곡선의 선형 부분의 조인트 강성을 특정짓습니다. |
Y - 항복점 까지 조임
공구 |
|---|
ES STR SL ST SR QST IXB |
항복점이 감지될 때까지 이 전략은 정방향의 속도로 공구를 구동합니다. 토크가 바로 트리거 토크 수준을 초과하는 지점부터 토크 경사도릍 모니터링함으로써 항복점이 발견되며, 토크 및 각도 거리 측정치가 계산 근거입니다. 각도 거리 매개변수는 조인트의 지정된 경도에 따라 설정됩니다.
경사각 창을 설정합니다. 하드 조인트, 소프트 조인트 또는 각도 창을 위한 수동 설정) 수동을 선택하면 각도 창을 설정해야 합니다. 조인트는 나사가 완전한 토크로 조여지고 착좌점까지 30도 이하로 회전하면 하드로 간주합니다. 소프트 조인트는 착좌점까지 조인 후에 720° 이상 회전합니다. 경도 매개변수는 경사도 계산을 위한 각도 창을 정의합니다. 조인트 경도가 높을수록 각도 창이 작습니다.
매개변수 | 설명 |
|---|---|
경사도 각도 창 | 각도 창을 지정합니다:
|
각도 창 | 경사도 각도 창이 수동으로 설정된 경우 사용할 수 있습니다. > 0 및 <= 100을 충족해야 합니다. |
트리거 토크 | 각도 측정은 이 트리거에서 시작됩니다. 필수 조건: >= 0 및 < 공구 최대 토크 |
댐핑 | 경사도가 계산되는 빈도입니다. 필수 조건: > 0 및 < 100 및 < 각도 창. |
항복 지점 비율 | 필수 조건: >= 20 % |
속도 | 기본값: 60 rpm. 필수 조건: > 0. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
토크 필터 유형 | 필터 유형
|
차단 주파수 | 토크 필터 유형이 저역 통과로 설정된 경우 지정해야 합니다.
|
샘플 수 | 토크 필터 유형이 슬라이딩 평균으로 설정된 경우 지정해야 합니다.
|
브레이크 (Power Focus 6000 동기화 조임, Power Focus 8 동기화 조임 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요.
A | 피크 경사도 |
B | 항복점: |
C | 차단 지점 |
D | 각도 거리 |
E | 토크 트리거 |
YM2 - 항복점까지 조임: 방법 2
공구 |
|---|
QST |
항복점이 감지될 때까지 이 단계는 정방향의 지정된 속도로 공구를 구동합니다.
토크가 Tt에 도달하면 항복점 검색이 시작됩니다. Af도에 대한 토크 평균이 계산됩니다. 이 절차는 N rs번 반복됩니다.
참조 기울기는 N rs점에 대한 선형 회귀 분석을 통해 계산됩니다. 그 후에, A f 도에 대한 새로운 평균값이 연속적으로 계산됩니다.
실제 기울기는 마지막 N s 평균점에 대한 선형 회귀 분석을 통해 계산됩니다. 기울기가 참조 기울기의 Py % 보다 작으면 항복점에 도달됩니다.
매개변수 | 설명 |
|---|---|
목표 토크 | 필수 조건: > 0. |
필터 각도 | 기본값: 1. 필수 조건: > 0. |
샘플 수 | 기본값: 6. 필수 조건: >= 4. |
샘플 수, 참조 | 기본값: 6. 필수 조건: >= 4. |
항복 지점 비율 | 기본값: 90% 필수 조건: >20%. |
속도 | 기본값: 60 rpm. 필수 조건: > 0. |
속도 램프 유형 | 하드, 소프트 또는 수동. 기본값: 하드 수동을 선택하면, 속도 램프 필드가 열립니다. |
속도 램프 | 속도 램프 유형이 수동이면, 이 필드가 열립니다. 기본값: 500 rpm/s. |
브레이크 (Power Focus 6000 동기화 조임, Power Focus 8 동기화 조임 및 Flex에만 해당) | 켜짐 목표에 도달하면 공구가 중지됩니다. 꺼짐 프로그램은 공구를 멈추지 않고 다음 단계로 바로 이동합니다. |
자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요.
A | 토크 트리거 |
B | 샘플 수, 참조 |
C | 실제 기울기 |
D | 샘플 수 |
E | Reference Slope |
F | 필터 각도 |
ZP - 영점 위치로 풀기
공구 |
|---|
ES STR SL ST SR QST |
이 단계에서는 영점 위치에 도달할 때까지 역방향으로 속도 (N)으로 공구를 구동합니다. 영점 위치에 도달하기 위해 회전하는 총 각도가 최소 각도(Am)보다 작으면 1회 더 회전(360도)할 때 까지 회전이 계속됩니다.
영점 위치는 "영점 위치 설정" 단계 또는 "영점 위치 설청" 신호로 저장된 특정 위치입니다. 이 위치는 360도에 한 번씩 반복됩니다.
매개변수
매개변수 | 설명 |
|---|---|
최소 각도 | 최소 각도 (Am) [°] |
속도 | 회전 속도 (N) [rpm]. 기본 값은 60 rpm 입니다. |
ZP - 영점 위치로 조임
공구 |
|---|
ES STR SL ST SR QST |
이 단계에서는 각도의 목표에 도달할 때까지 정방향으로 속도 (N)으로 공구를 구동합니다. 영점 위치에 도달하기 위해 회전하는 총 각도가 최소 각도(Am)보다 작으면 1회 더 회전(360도)할 때 까지 회전이 계속됩니다.
영점 위치는 "영점 위치 설정" 단계 또는 "영점 위치 설청" 신호로 저장된 특정 위치입니다. 이 위치는 360도에 한 번씩 반복됩니다.
매개변수
매개변수 | 설명 |
|---|---|
최소 각도 | 최소 각도 (Am) [°] |
속도 | 회전 속도 (N) [rpm]. 기본 값은 60 rpm 입니다 |
단계 모니터
조임 단계, 모니터와 제한의 가용성은 컨트롤러에 설치된 특정 라이센스에 따라 달라집니다.
단계 모니터링은 조임이 사양에 맞게 수행되었는지 확인하는 작업에 사용되며, 예를 들어 각도 한계 또는 토크가 여기에 포함됩니다. 각 단계는 필수 단계 모니터와 선택적 단계 모니터가 있습니다. 다중 단계 프로그램에 새로운 단계를 끌어 놓을 때 필수 모니터가 포함되어 있습니다. 옵션 모니터는 유연하며 다중 단계 프로그램에서 필요에 따라 배치할 수 있습니다. 모든 단계는 최대 8개의 모니터를 가질 수 있습니다.
다음 모니터가 자동으로 다중 단계 조임 프로그램에 추가되는 모든 단계에 추가됩니다.
단계 모니터 | 적용 단계 |
|---|---|
각도 | 모두 |
피크 토크 | 모두 |
Power Focus 6000 / Power Focus 8 | Power Focus 6000 동기화 조임 / Power Focus 8 동기화 조임 | Flex | IxB |
|---|---|---|---|
ST | ST | QST | IxB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IxB | |||
Power Focus Connect |
A = 각도
공구 |
|---|
ES STR SL ST SR QST STB IXB MWR-TA |
이 단계 모니터는 모니터링을 수행하는 동안 최대 각도 도달을 측정하고, 그것이 상한과 하한 사이에 있는지 확인합니다.
각도 측정은 모니터링의 시작에서 시작하고,모니터링 도중 토크가 트리거 토크를 처음 통과하는 지점에서 시작합니다.
매개변수 | 설명 | 기본값 |
|---|---|---|
정지 조건 | 각도 측정이 끝나는 위치를 지정합니다.
| 차단 |
트리거 토크 | 각도 측정은 이 트리거에서 시작됩니다. 최소 한계: 필수 조건 >= 0 최대 한계: 필수 조건 < 공구 최대 토크 | 설정되지 않음 |
하한 | 최저 허용 각도입니다. 최소 한계: 필수 조건 >= 0 최대 한계: 필수 조건 < 9 999 999 및 < 상한 | 설정되지 않음 |
상한 | 최대 허용 각도입니다. 최소 한계: 필수 조건: > 0 및 > 하한 최대 한계: 필수 조건 < 9 999 999 | 설정되지 않음 |
결과 값
측정 각도: 모니터에서 측정된 각도
자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요.
A | 차단 지점 | D | 각도 상한선 |
B | 토크 트리거 | E | 측정 각도 |
C | 각도 하한선 | F | 단계 |
자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요.
A | 피크 토크 | E | 각도 상한선 |
B | 차단 지점 | F | 측정 각도 |
C | 토크 트리거 | G | 단계 |
D | 각도 하한선 |
자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요.
A | 차단 지점 | D | 각도 상한선 |
B | 토크 트리거 | E | 측정 각도 |
C | 각도 하한선 | F | 단계 |
자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요.
A | 차단 지점 | D | 측정 각도 |
B | 각도 하한선 | E | n-1 단계 |
C | 각도 상한선 | F | n 단계 |
C - 전류
공구 |
|---|
ES STR SL ST SR QST STB IXB |
이 모니터는 토크가 토크 트리거를 통과한 후 언제든지 실제 전류를 측정합니다. 결과는 모니터를 NOK로 만든 첫 번째 피크 또는 낮은 값이 됩니다. OK인 경우, 결과는 마지막으로 측정된 전류 값이 됩니다. 모니터링 중에 토크 트리거에 도달하지 않으면 NOK 상태로 종료되며 측정 값은 없습니다.
매개변수 | 설명 |
|---|---|
토크 트리거 | 필수 조건: >= 0 및 < 공구 최대 토크. |
하한 | 최저 허용 전류입니다. |
상한 | 최고 허용 전류입니다. |
CI - 클릭
공구 |
|---|
MWR- T MWR-TA |
이 단계 모니터는 IxB 공구에 사용할 수 없습니다.
클릭 토크 및 클릭 각도 결과를 활성화하는 모니터링 이 모니터링은 설정이 없으며 오직 MWR 단계와 함께 사용할 수 있습니다.
LD - 풀기 감지
공구 |
|---|
ST렌치 |
이 단계 모니터는 ST 렌치 공구에 사용할 수 없습니다.
ST 렌치에 렌치 생산 단계 전략을 사용할 때 풀기가 시도되는지 알아보기 위해 이 모니터를 사용하여 토크 및 방향을 점검할 수 있습니다. 적용된 토크가 프로그램의 구성된 나사산 방향과 반대 방향으로 풀기 제한에 설정된 값보다 크면 결과는 NOK로 보고됩니다.
MT - 토크 평균
공구 |
|---|
ES STR SL ST SR QST IXB |
이 모니터는 모니터링 중 평균 토크를 측정하고 계산된 값이 한계치 이내인지 점검합니다.
매개변수 | 설명 |
|---|---|
유형 | 시작 조건을 지정합니다:
|
토크 트리거 | 유형이 트리거 토크, 각도 트리거 또는 각도 창에 설정되었을 때 사용할 수 있습니다. 필수 조건: >= 0 및 < 공구 최대 토크. |
각도 트리거 | 유형이 각도 트리거, 또는 각도 창에 설정되었을 때 사용할 수 있습니다. 필수 조건: > 0. |
각도 창 | 유형이 각도 창에 설정되었을 때 사용할 수 있습니다. 필수 조건: > 0.
|
시간 간격 | 유형이 시간 간격에 설정되었을 때 사용할 수 있습니다. 필수 조건: > 0. |
하한 | 최저 허용 토크입니다. |
상한 | 최고 허용 토크입니다. |
PC - 펄스 카운트
공구 |
|---|
STR |
이 단계 모니터는 다음 공구에만 사용할 수 있습니다.
ETV-STR61-100-13
ETV-STR61-70-13
ETV-STR61-50-10
펄스 카운트 단계 모니터를 사용하기 전에 낮은 반응 전략 라이센스를 설치해야 합니다.
이 모니터는 펄스 수를 측정하고 그 횟수가 펄스 카운트 하한과 펄스 카운트 상한 사이에 있는지 확인합니다.
토크 트리거 레벨이 설정되어 있는 경우 측정된 토크가 토크 트리거 레벨 이상이 되는 즉시 확인이 시작됩니다.
펄스 카운트 단계 모니터로 조임 단계를 실행하는 경우, 필요한 펄스드라이브 소켓/어댑터를 사용합니다.
펄스드라이브 소켓/어댑터 없이 조임 단계가 실행되면 모든 조임은 NOK입니다. 펄스드라이브 소켓/어댑터가 없는 경우, “펄스드라이브 소켓/어댑터가 감지되지 않음” 단계 오류가 표시됩니다.
매개변수 | 설명 |
|---|---|
Pulse Count High Limit - n+ | 펄스 카운트 한계는 측정된 펄스 수가 OK인지 NOK인지 결정하는 작업에 사용됩니다.
펄스 카운트 상한 범위는 1 ~ 9999999 사이이어야 합니다. 이 범위는 펄스 카운트 하한보다 크거나 같아야 합니다. |
펄스 카운트 하한 - n- | 펄스 카운트 한계는 측정된 펄스 수가 OK인지 NOK인지 결정하는 작업에 사용됩니다.
펄스 카운트 하한 범위는 1 ~ 9999999 사이이어야 합니다. 이 범위는 펄스 카운트 하한보다 작거나 같아야 합니다. |
Torque Trigger - Tt | 토크 트리거 0부터 공구의 최대 토크까지의 범위로 설정해야 합니다. |
PRT - 우세 토크
공구 |
|---|
ES STR SL ST SR QST STB IXB |
모니터는 윈도우 길이에 지배적 토크 값을 계산하고, 이것이 토크 한계 사이에 있는지 확인합니다. 각도 창은 차단 포인트에서 역방향으로 시작 각도로 설정된 각도에서 시작됩니다. 그런 다음 각도 창 길이에서 설정된 각도를 역방향으로 스팬됩니다. 시작 각도를 비워두면 각도 창이 차단 지점에서 시작합니다. 계산된 프리베일링 토크 값은 창 길이의 평균 또는 피크 토크 값(사용자가 설정한 매개 변수에 따라 다름)입니다. 계산된 값은 측정된 프리베일링 토크 결과 데이터로서 저장됩니다. 토크 보상이 켜짐으로 설정되면 측정된 우세 토크는 연속적인 단계의 모든 토크 결과 값으로부터 차감됩니다. 이전에 계산된 프리베일링 토크 보정 값은 더 이상 토크 결과 값에서 차감되지 않습니다. 토크 보상이 꺼짐으로 설정되어 있는 경우 연속적인 단계에 감산하지 않습니다.
단계의 전체 각도가 해당 시작 각도에 창 길이를 더한 것보다 작은 경우 모니터는 NOK를 보고합니다.
우세 토크는 측정된 값의 평균 또는 피크 토크로 측정할 수 있습니다. 이 두 모드 중에서 선택하려면, 값 사용 매개 변수를 평균 토크 (평균값에 대한), 또는 피크 토크(피크값에 대한)로 설정합니다.
매개변수 | 설명 |
|---|---|
토크 보상 | 켜짐 또는 꺼짐 |
시작 각도 | 필수 조건: > 0 |
창 길이 | 필수 조건: >= 0 |
하한 | 필수 조건: > 0 |
상한 | 필수 조건: >= 0 |
값 사용 | 평균 토크 (평균 값에 대한), 또는 피크 토크 (피크 값에 대한). |
PT - 피크 토크
공구 |
|---|
ES STR SL ST SR QST STB IXB MWR-TA MWR- T |
이 단계 모니터는 모니터링 동안 최대 토크 도달 및 초과를 측정하고, 그것이 상한과 하한 사이에 있는지 확인합니다.
매개변수 | 설명 |
|---|---|
하한 | 최저 허용 토크입니다. |
상한 | 최고 허용 토크입니다. |
PTCA - 포스트 스레드 컷 각도
공구 |
|---|
ES STR SL ST SR QST STB IXB |
이 단계 모니터는 모니터링을 수행하는 동안 최대 각도 도달을 측정하고, 그것이 상한과 하한 사이에 있는지 확인합니다.
스레드 컷팅 각도 창의 끝에 도달할 때까지 트리거 토크 수준은 무시됩니다. 측정된 토크가 트리거 토크 이상이 되자마자 각도 측정이 즉시 시작됩니다.
매개변수 | 설명 | 기본값 |
|---|---|---|
정지 조건 | 각도 측정이 끝나는 위치를 지정합니다.
| 차단 |
트리거 토크 | 각도 측정은 이 트리거에서 시작됩니다. 최소 한계: 필수 조건 >= 0 최대 한계: 필수 조건 < 공구 최대 토크 | 0 |
하한 | 최저 허용 각도입니다. 최소 한계: 필수 조건 >= 0 최대 한계: 필수 조건 < 9 999 999 및 < 상한 | 설정되지 않음 |
상한 | 최대 허용 각도입니다. 최소 한계: 필수 조건: > 0 및 > 하한 최대 한계: 필수 조건 < 9 999 999 | 설정되지 않음 |
스레드 컷 트리거 토크 | 최소 한계: 필수 조건 >= 0 최대 한계: 필수 조건 < 공구 최대 토크 | 설정되지 않음 |
스레드 컷 각도 창 | 최소 한계: 필수 조건 >= 0 최대 한계: 필수 조건 < 9 999 999 | 0 |
결과 값
측정 각도: 모니터에서 측정된 각도
자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요.
A | 차단 지점 | E | 각도 하한선 |
B | 토크 트리거 | F | 각도 상한선 |
C | 토크 트리거 스레드 컷 | G | 측정 각도 |
D | 스레드 컷 각도 창 |
PTCPT - 포스트 스레드 컷 피크 토크
공구 |
|---|
ES STR SL ST SR QST STB IXB |
모니터링 도중 도달한 최대 토크와 오버슈트를 측정하고 토크 한계 사이에 포함되는지 점검합니다. 스레드 커트 각도 창의 끝에 도달할 때까지 모든 트리거 값이 무시됩니다.
매개변수 | 설명 |
|---|---|
스레드 컷 트리거 토크 | 필수 조건: >= 0 |
스레드 컷팅 각도 창 | 필수 조건: > 0 |
하한 | 필수 조건: >= 0 |
상한 | 필수 조건: > 0 필수 조건: > 하한 |
PVTH - 포스트 보기 토크 높음
공구 |
|---|
ES STR SL ST SR QST STB IXB |
이 모니터는 각도 창 길이의 모든 토크 값이 상한 미만에 있는지를 검사합니다.
각도 창은 차단 포인트에서 역방향으로 시작 각도로 설정된 각도에서 시작됩니다. 그런 다음 각도 창 길이에서 설정된 각도를 역방향으로 스팬됩니다. 시작 각도를 비워두면 각도 창이 차단 시점에서 시작합니다. 모니터에 사용되는 토크 값은 샘플 수에 걸쳐 계산된 평균 토크 값에 기초합니다. 단계의 전체 각도가 시작 각도에 각도 창 길이를 더한 것보다 작은 경우 모니터는 NOK를 보고합니다.
매개변수 | 설명 |
|---|---|
시작 각도 | 필수 조건: >= 0 |
창 길이 | 필수 조건: > 0 |
샘플 수 | 최소 값 =1 |
상한 | 최고 허용 토크입니다. |
PVTL - 포스트 보기 토크 낮음
공구 |
|---|
ES STR SL ST SR QST STB IXB |
포스트 보기 토크 높음 모니터와 같지만, 이 모니터는 각도 창 길이의 모든 토크 값과 상한 위에 있는 모든 토크 값을 대신 모니터링합니다.
매개변수 | 설명 |
|---|---|
시작 각도 | 필수 조건: >= 0 |
창 길이 | 필수 조건: > 0 |
샘플 수 | 최소 값 =1 |
하한 | 최저 허용 토크입니다. |
SOC - 전류 차단
공구 |
|---|
ES STR SL ST SR QST STB IXB |
차단점은 단계가 목표에 도달하는 지점입니다. 전류는 차단점에서 측정되고 상한과 하한 사이에 있는 것으로 확인됩니다.
매개변수 | 설명 |
|---|---|
하한 | 최저 허용 전류입니다. |
상한 | 최고 허용 전류입니다. |
SOT – 차단 토크
공구 |
|---|
ES STR SL ST SR QST STB IXB |
차단점은 단계가 목표에 도달하는 지점입니다. 토크는 차단점에서 측정되고 상한과 하한 사이에 있는 것으로 확인됩니다.
매개변수 | 설명 |
|---|---|
하한 | 최저 허용 토크입니다. |
상한 | 최고 허용 토크입니다. |
SSD - 스틱 슬립 감지
공구 |
|---|
ES STR SL ST SR QST IXB |
이 단계 모니터는 단계 도중 스틱 슬립 효과를 감지합니다. 감지는 토크가 트리거 레벨 아래로 떨어지는 횟수를 계산하여 수행됩니다. 횟수가 최대 진동 수 보다 크면 스틱 오류가 보고됩니다. 모니터는 두 가지 다른 모드인 동적 또는 고정으로 작동합니다. 모드 사이의 차이는 트리거 레벨을 산출하는 방법입니다.
동적 토크: 트리거 레벨은 지금까지 모니터링하는 동안 도달한 현재의 최대 토크의 피크 토크 비율에 따라 동적으로 계산됩니다. 모니터링은 토크가 트리거 토크를 통과하는 즉시 시작됩니다.
고정 토크: 트리거 레벨은 사용자가 지정한 고정 트리거 토크입니다. 이 모드에서는 비율이 필요하지 않습니다.
토크가 트리거 토크에 도달하지 않는 경우, 모니터링이 시작되지 않고, 결과 상태 NOK가 발생합니다.
매개변수 | 설명 |
|---|---|
유형 | 모니터 스틱 슬립 감지에서 수행 될 스틱 슬립 감지 유형을 지정합니다. 기본값: 동적 토크 |
최대 토크 비율 | 기본값: 80%, >=10 및 < 100를 충족해야 합니다. |
트리거 토크 | 기본값: 5, >= 0 및 < 공구 최대 토크를 충족해야 합니다. |
최대 진동 수 | 기본값: 5, >=3 및 < 20을 충족해야 합니다. |
TAW - 각도 창 내의 토크
공구 |
|---|
ES STR SL ST SR QST STB IXB |
모니터가 각도 창 길이 내의 모든 토크 값이 토크 한계내에 있는지 검사합니다.
매개변수 | 설명 |
|---|---|
트리거 토크 | 필수 조건: >= 0 |
시작 각도 | 필수 조건: > 0 |
창 길이 | 필수 조건: <= 0 |
하한 | 필수 조건: >= 0 |
상한 | 필수 조건: > 0 필수 조건: > 하한 |
창이 패스된 경우 NOK | 예로 설정한 경우, 각도 창의 끝에 도달하지 않으면 이 모니터의 상태는 NOK 입니다. |
TC - 토크 교정
공구 |
|---|
QST |
이 단계 모니터는 이중 트랜스듀서가 장착된 공구에서만 사용할 수 있습니다.
토크 교정 모니터는 도달된 최대 토크가 토크 제한 내에 있는지 검사합니다.
매개변수 | 설명 |
|---|---|
Transducer type (트렌스듀서 유형) | 주 또는 보조 공구의 전면 트랜스듀서에 대해 보조로 설정합니다. |
하한 | 필수 조건: >= 0 |
상한 | 필수 조건: > 0 필수 조건: > 하한 |
TG - 토크 경사도
공구 |
|---|
ES STR SL ST SR QST IXB |
이 모니터는 경사도가 한계 내에 있는지 점검합니다.
매개변수 | 설명 |
|---|---|
경사도 각도 창 | 각도 창을 지정합니다:
|
각도 창 | 경사도 각도 창이 수동으로 설정된 경우 사용할 수 있습니다. > 0 및 <= 100을 충족해야 합니다. |
종료 지점 점검 | 예로 설정하면 단계의 종료 지점에서 측정된 경사도만 제한 내에 있는지 점검합니다. |
트리거 토크 | 각도 측정은 이 트리거에서 시작됩니다. 필수 조건: >= 0 및 < 공구 최대 토크 |
댐핑 | 경사도가 계산되는 빈도입니다. 필수 조건: > 0 및 < 100 및 < 각도 창. |
하한 | 최저 허용 토크 경사도입니다. 필수 조건: >= -100. |
상한 | 최대 허용 토크 경사도입니다. 필수 조건: -100 및 > 하한 |
토크 필터 유형 | 필터 유형
|
차단 주파수 | 토크 필터 유형이 저역 통과로 설정된 경우 지정해야 합니다.
|
샘플 수 | 토크 필터 유형이 슬라이딩 평균으로 설정된 경우 지정해야 합니다.
|
각도 오프셋 | 종료 지점 점검이 아니오로 설정된 경우 사용할 수 있습니다. 트리거 토크가 처음으로 패스된 후 경사도 계산이 시작되는 각도를 지정합니다. |
Ti – 시간
공구 |
|---|
ES STR SL ST SR QST STB IXB |
모니터링 도중 경과된 시간을 측정하고 이것이 시간 제한 사이에 포함되는지 점검합니다. 시간 측정은 모니터링의 시작에서 시작하고, 트리거 토크가 지정된 경우에는 모니터링 도중 토크가 트리거 토크를 처음 통과하는 지점에서 시작합니다.
매개변수 | 설명 |
|---|---|
트리거 토크 | 필수 조건: >= 0 및 < 공구 최대 토크 |
하한 | 필수 조건: >= 0 |
상한 | 필수 조건: > 0 필수 조건: > 하한 |
TRD - 토크 비율 및 편차
공구 |
|---|
ES STR SL ST SR QST IXB |
이 단계 모니터는 토크 비율, 즉, 토크 대 각도의 비율을 측정하고 점검합니다. 상한과 하한에 의해 정의된 토크 비율 제한 내에 있는지 계산된 토크 비율이 확인됩니다.
매개변수 | 설명 |
|---|---|
트리거 토크 | 각도 시작 지점의 토크입니다. |
시작 지점 각도 | 트리거 토크에서 시작 지점 각도가 측정되면, 토크 측정이 시작됩니다. |
종료 지점 각도 | 토크의 측정이 정지된 각도 지점입니다. |
종료 지점 토크 | 토크의 측정이 정지된 토크입니다. |
하한 | 최저 허용 토크입니다. |
상한 | 최고 허용 토크입니다. |
한계 | 필수 조건: > 0 |
YA - 항복점에서의 각도
공구 |
|---|
ES STR SL ST SR QST IXB |
이 모니터는 항복 지점에서 도달한 피크 각도를 측정하고 피크 각도가 한계 내에 있는지 검사합니다.
매개변수 | 설명 |
|---|---|
경사도 각도 창 | 각도 창을 지정합니다:
|
각도 창 | 경사도 각도 창이 수동으로 설정된 경우 사용할 수 있습니다. > 0 및 <= 100을 충족해야 합니다. |
항복 지점 비율 | 필수 조건: >= 20 % |
트리거 토크 | 각도 측정은 이 트리거에서 시작됩니다. 필수 조건: >= 0 및 < 공구 최대 토크 |
댐핑 | 경사도가 계산되는 빈도입니다. 필수 조건: > 0 및 < 100 및 < 각도 창. |
하한 | 최저 허용 각도입니다. 필수 조건: >= 0 |
상한 | 최대 허용 각도입니다. 필수 조건: > 0 |
토크 필터 유형 | 필터 유형
|
차단 주파수 | 토크 필터 유형이 저역 통과로 설정된 경우 지정해야 합니다.
|
샘플 수 | 토크 필터 유형이 슬라이딩 평균으로 설정된 경우 지정해야 합니다.
|
단계 제한
조임 단계, 모니터와 제한의 가용성은 컨트롤러에 설치된 특정 라이센스에 따라 달라집니다.
예기치 않은 일이 발생하는 경우에 조임을 분명히 중지하기 위해 다중 단계 조임 프로그램에 단계 제한을 추가할 수 있습니다. 몇 가지 예를 들자면, 이러한 제한 사항으로 최대 토크에 도달하지 않았거나 다중 단계 조임 중 일부 길이가 수행하기 부적합하다는 점을 검사할 수 있습니다. 각 단계는 필수 단계 제한 및 선택적인 단계 제한 모음이 있습니다. 다중 단계 프로그램에 새로운 단계를 끌어 놓을 때 필수 제한이 포함되어 있습니다. 모든 단계는 제한을 각각 최대 4개 가질 수 있습니다.
Power Focus 6000 및 Power Focus 8의 동기화 조임을 수행하는 경우 조임 프로그램에서 동기화 지점을 사용할 수 있습니다. 제한에 설정된 조건이 충족되면, 공구는 즉시 중지되고 프로그램은 다음 동기화 지점으로 이동하거나(Power Focus 6000, Power Focus 8, Flex에만 적용됨), 프로그램 끝으로 이동합니다. 동기화 조임이 없는 컨트롤러에서는 공구는 즉시 중지되고 프로그램은 프로그램의 끝으로 이동합니다.
Flex에만 해당:
각 제한에 대해, 복구 가능 = 예를 선택하여 조임이 멈출 때 재시도를 허용해 주세요.
다음 제한이 자동으로 다중 단계 조임 프로그램에 추가되는 모든 단계에 추가됩니다.
단계 제한 | 적용 단계 |
|---|---|
최대 시간 | 외부 결과 및 MWR을 제외한 모두 |
최대 토크 |
|
최대 각도 |
|
Power Focus 6000 / Power Focus 8 | Power Focus 6000 동기화 조임 / Power Focus 8 동기화 조임 | Flex | IxB |
|---|---|---|---|
ST | ST | QST | IxB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IxB | |||
Power Focus Connect |
A - 최대 각도
공구 |
|---|
ES STR SL ST SR QST STB IXB |
이 제한은 각도를 측정합니다. 측정된 각도가 최대 한계에 도달하면 공구는 즉시 중지됩니다. 각도는 제한의 시작부터 측정되고, 또는 지정된 경우, 토크가 제한되는 동안 트리거 토크를 처음 통과한 지점부터 측정됩니다.
매개변수 | 설명 |
|---|---|
트리거 토크 | 지정된 경우, 이 각도가 측정되는 위치의 토크입니다. |
최대 한계 | 이 한계에 도달하면 공구는 즉시 중지됩니다. |
C - 전류
공구 |
|---|
ES STR SL ST SR QST STB IXB |
이 단계 제한은 Power Focus XC에 대해 지원되지 않습니다.
이 제한은 토크가 토크 트리거를 통과하는 위치의 실제 전류를 점검합니다. 실제 전류가 한계를 초과한 경우, 공구는 즉시 중단되며, 조임 프로그램은 다음 동기화 지점 또는 프로그램의 끝으로 이동합니다. 결과는 모니터를 NOK로 만든 첫 번째 피크 또는 낮은 값이 됩니다. OK인 경우, 결과는 마지막으로 측정된 전류 값이 됩니다. 제한 중에 토크 트리거에 도달하지 않으면 OK 상태로 종료됩니다.
매개변수 | 설명 |
|---|---|
토크 트리거 | 필수 조건: >= 0 및 < 공구 최대 토크. |
하한 | 최저 허용 전류입니다. |
상한 | 최고 허용 전류입니다. |
CTh - 교차 스레드
공구 |
|---|
ES STR SL ST SR QST STB IXB |
이 제한은 토크가 시작 토크(T1)를 통과하는 지점부터 종료 토크(T2)를 통과하는 지점까지의 각도를 점검합니다. 시작 토크(T1)에서 측정된 각도가 상한(Amax)보다 높은 경우, 이 공구는 즉시 중지됩니다.
토크가 종료 토크(T2)를 통과할 때 측정된 각도는 최소 각도 한계(Amin)에 대해 검사됩니다. 각도가 이 한계보다 낮으면 공구가 즉시 정지합니다.
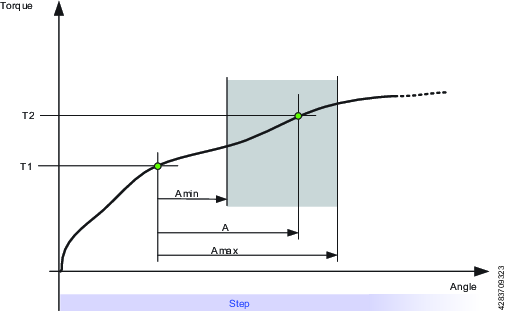
매개변수 | 설명 | 그림 내 |
|---|---|---|
시작 토크 | 필수 조건: <= 0. | T1 |
종료 토크 | 필수 조건: <= 0. | T2 |
최소 한계 | 낮은 각도 한계 | A 최소 |
최대 한계 | 높은 각도 한계 | A 최대 |
PCH-펄스 카운트 높음
공구 |
|---|
STR IXB |
이 제한은 다음 공구에만 사용할 수 있습니다.
ETV-STR61-100-13
ETV-STR61-70-13
ETV-STR61-50-10
ITB-P
펄스 카운트 제한을 사용하기 전에 낮은 반응 전략 라이센스를 설치해야 합니다.
이 한계는 펄스 수를 제한하고 지정된 펄스 카운트 상한 미만이 되도록 유지합니다.
측정된 펄스 수가 펄스 수 상한 보다 높은 경우, 공구는 즉시 중단되며, 프로그램은 다음 동기화 지점 또는 프로그램의 끝으로 이동합니다.
토크 트리거 레벨이 설정되어 있는 경우 측정된 토크가 토크 트리거 레벨 이상이 되는 즉시 확인이 시작됩니다.
펄스 카운트 높음 단계 제한으로 조임 단계를 실행하는 경우, 필요한 펄스드라이브 소켓/어댑터를 사용합니다.
펄스드라이브 소켓/어댑터 없이 조임 단계가 실행되면 모든 조임은 NOK입니다. 펄스드라이브 소켓/어댑터가 없는 경우, “펄스드라이브 소켓/어댑터가 감지되지 않음” 단계 오류가 표시됩니다.
매개변수 | 설명 |
|---|---|
Pulse Count High Limit - n+ | 펄스 카운트 상한 범위는 1 ~ 9999999 사이이어야 합니다. |
Torque Trigger - Tt | 토크 트리거 0부터 공구의 최대 토크까지의 범위로 설정해야 합니다. |
Rh - 리히트
공구 |
|---|
ES STR SL ST SR QST STB IXB |
이 제한은 해당 토크를 검사합니다. 측정된 토크가 감지 토크를 초과한 경우, 공구는 즉시 중단되며, 프로그램은 다음 동기화 지점(Power Focus 6000 동기화 조임 및 Power Focus 8 동기화 조임에 대한) 또는 프로그램의 끝으로 이동합니다.
단계 리히트 제한은 다중 단계 조임 프로그램의 첫 번째 단계에만 추가할 수 있습니다. 일단 리히트 제한이 첫 번째 단계에 추가되면, 해당 단계를 조임 프로그램 내의 다른 위치로 이동할 수 없습니다. 조임 프로그램에서 다른 위치로 이동하려면 리히트 제한을 첫 번째 단계에서 삭제해야 합니다.
매개변수 | 설명 |
|---|---|
감지 토크 | 측정된 토크가 감지 토크를 초과한 경우, 공구는 즉시 중단되며, 프로그램은 다음 동기화 지점(Power Focus 6000 동기화 조임 및 Power Focus 8 동기화 조임에 대한) 또는 프로그램의 끝으로 이동합니다. 크기가 0보다 커야 함 |
각도 창 | 각도 창은 단계의 시작으로부터 측정됩니다. 각도 창이 설정되지 않은 경우, 전체 단계에서 제한이 활성화됩니다. |
RT - 취소 토크
공구 |
|---|
ES STR SL ST SR QST STB IXB |
이 제한은 해당 토크를 검사합니다. 측정된 토크가 공구의 제한 조건 아래로 떨어지면, 공구는 즉시 중단되며, 프로그램은 다음 동기화 지점(Power Focus 6000 StepSync 및 Power Focus 8 StepSync에 대한) 또는 프로그램의 끝으로 이동합니다.
토크 제어 프로세스
제한 조건은 측정된 토크입니다. 제한이 활성화되려면 토크는 먼저 잔류 토크 한계의 110%를 초과해야 합니다.각도 제어 프로세스
이 제한은 도달된 최대 토크가 제한치 내에 있는지 점검합니다. 제한이 활성화되려면 토크는 먼저 트리거 토크를 초과해야 합니다.
매개변수 | 설명 |
|---|---|
잔류 토크 한계 | 기본값: 10 Nm 필수 조건: > 0. |
매개변수 | 설명 |
|---|---|
트리거 토크 | 필수 조건: > 0. |
최대 토크 비율 | 기본값: 95. 필수 조건: >= 50. |
토크 시간 취소 중 | 기본값: 20. > = 5 및 <= 500을 충족해야 합니다. |
토크 각도 취소 중 | 필수 조건: > 0. |
케이블 공구는 각도를 위한 취소 토크를 선택하는 옵션이 있습니다. 이 제한을 제어하는 두 매개변수: 피크 토크율 및 잔류 토크 시간. 백분율은 마지막 피크 토크로부터 하향 편차를 설정하고, 잔류 토크 시간은 편차의 기간(5 ~ 500 ms)을 설정합니다. (설정 기간 동안 표시된 백분율보다 같거나 낮은) 두 조건이 모두 충족되는 경우에만 프로그램이 중단되고 끝으로 이동됩니다.
T - 최대 토크
공구 |
|---|
ES STR SL ST SR QST STB IXB |
이 제한은 해당 토크를 검사합니다. 측정된 토크가 최대 한계를 초과하면 공구는 즉시 중지됩니다.
매개변수 | 설명 |
|---|---|
최대 한계 | 토크가 최대 한계를 초과하면 공구는 즉시 중지됩니다. |
TAW - 각도 창 내의 토크
공구 |
|---|
ES STR SL ST SR QST STB IXB |
이 제한은 각도 창 길이가 토크 한계 사이에 있는지 점검합니다. 측정된 토크가 한계를 벗어난 경우 공구는 즉시 중단되며, 프로그램은 프로그램의 끝으로 이동합니다. 토크가 트리거 토크를 처음 통과한 지점의 시작 각도에서 각도 창 길이가 시작합니다. 트리거 토크가 설정되지 않은 경우, 시작 각도가 제한의 시작 부분에서 시작됩니다.
각도 창 길이의 끝에 도달하지 않은 경우, 제한의 상태는 NOK입니다.
매개변수 | 설명 |
|---|---|
트리거 토크 | 필수 조건: >= 0 |
시작 각도 | 필수 조건: >= 0 |
창 길이 | 필수 조건: > 0 |
최소 한계 | 필수 조건: >= 0 |
최대 한계 | 필수 조건: <= 최소 한계 |
TCD - 토크 대 전류 편차
공구 |
|---|
ES STR SL ST SR QST IXB |
이 제한은 대응하는 토크로 변환된 모든 전류 측정 상한이 토크 트랜스듀서가 있는 실제 측정 토크에서 최대 편차에 있는 것을 확인합니다. 제한은 토크가 단계 도중에 처음으로 트리거 토크에 도달할 때 시작하며, 단계가 목표에 도달할 때까지 활성화됩니다.
트리거 토크에 도달하지 않은 경우, 모니터가 OK를 출력합니다.
매개변수 | 설명 |
|---|---|
트리거 토크 | 필수 조건: >= 0 |
최대 편차 | 기본값: 1, > 0을 충족해야 합니다. |
TG - 토크 경사도
공구 |
|---|
ES STR SL ST SR QST IXB |
이 제한은 경사도를 점검하고 한계를 벗어나면 공구는 즉시 멈추고 프로그램은 프로그램의 끝으로 이동합니다.
매개변수 | 설명 |
|---|---|
경사도 각도 창 | 각도 창을 지정합니다:
|
각도 창 | 경사도 각도 창이 수동으로 설정된 경우 사용할 수 있습니다. > 0 및 <= 100을 충족해야 합니다. |
트리거 토크 | 필수 조건: >= 0 및 < 공구 최대 토크 |
댐핑 | 경사도가 계산되는 빈도입니다. 필수 조건: > 0 및 < 100 및 < 각도 창. |
최소 한계 | 필수 조건: >= -100. |
최대 한계 | 필수 조건: -100 및 > 하한 |
토크 필터 유형 | 필터 유형
|
차단 주파수 | 토크 필터 유형이 저역 통과로 설정된 경우 지정해야 합니다.
|
샘플 수 | 토크 필터 유형이 슬라이딩 평균으로 설정된 경우 지정해야 합니다.
|
Ti – 최대 시간
공구 |
|---|
ES STR SL ST SR QST STB IXB |
이 제한이 시간을 점검합니다. 최대 한계에 도달한 경우, 공구는 즉시 정지합니다.
매개변수 | 설명 |
|---|---|
최대 한계 | 이 시간이 경과하면 공구는 즉시 중지됩니다. |
결과 보고자
결과 보고자를 사용하면 결과에서 선택한 생산자의 특정 값을 추출할 수 있습니다. 결과 보고자는 단계에 속하지만 값을 판독할 모니터/제한과 연결되어 있어야 합니다. 결과 보고자와 동일한 단계에 있는 모니터 또는 제한만 선택할 수 있습니다. 결과 보고자는 모니터 및 제한과 같은 방식으로 드레그 엔 드롭하여 단계에 추가할 수 있습니다. 각 결과 보고자는 특정 결과 값(예: 런다운 각도, 최종 토크, 프리베일링 토크)의 보고를 담당합니다.
결과 보고자를 다음에 연결할 수 있습니다.
프로그램 모니터
단계 모니터
단계 제한
각 결과 보고자는 최종 값 유형을 정의합니다:
최종 각도
최종 토크
프리베일링 토크
셀프-탭 토크
전류
런다운 각도
펄스 수
일반 매개변수
매개변수 | 설명 |
|---|---|
생산자 | 값을 생성하는 모니터/제한을 지정합니다. |
값 | 선택한 생산자에서 표시할 값을 지정합니다. |
한계:
주 경로의 단계에 속하는 모니터/제한 또는 프로그램 모니터/프로그램 제한에 결과 보고자를 추가할 수 있습니다.
한 단계에 여러 유형의 보고자가 존재할 수 있습니다.
예를 들면 모든 단계 및 프로그램 모니터 각도에 최종 각도 유형의 결과 보고자가 존재할 수 있습니다.
둘 이상의 결과 값이 있는 모니터/제한의 경우, 결과 리포터의 유형이 다르면 둘 이상의 결과 리포터를 추가할 수 있습니다.
단계 또는 프로그램 모니터/제한에 동일한 유형의 여러개의 결과 보고자가 존재하지 않을 수 있습니다.
가능한 각각의 최종 값 유형에 대해 하나의 결과만 보고됩니다.
규칙:
결과 항목의 내부 번호는 해당 결과 보고자와 동일해야 합니다.
모니터/제한 결과의 내부 번호는 구성에서 모니터/제한의 내부 번호와 동일해야 합니다.
단계 결과는 실행 순서에 따라 정렬되어야 합니다 첫 번째 실행 단계가 첫 번째 실행 순서이어야 합니다.
모니터/제한/단계에 있는 경우, 결과 보고자가 보고할 수 있는 값:
모니터/제한 측정 값 (플로트 또는 정수)
모니터/제한 상한 및 하한
상태
토크 트리거 및 각도 트리거
각도 목표 및 토크 목표 (단계에서 판독)
가능한 상태 값
낮음
양호
높음
기타
NotSet
목표 값은 단계 모니터에 속해있지 않으므로, 모니터가 속한 단계에서 가져올 수 있습니다.
다단계 프로그램 추가
홈 보기에서 조임 탭을 선택하세요. 그런 다음, 왼쪽에서, 다중 단계 프로그램 라이브러리를 선택하세요.
GUI의 오른쪽 상단에있는 플러스 아이콘을 선택하여 외부 공구를 생성하세요. 그런 다음 필요한 프로그램 유형(조임 또는 풀기)을 선택하세요.
조임 영역에서 조임 단계, 모니터, 한계 항목을 드레그 앤 드롭할 수 있습니다.
단계는 프로그램의 시작과 끝 지점 사이에만 배치할 수있는 반면, 모니터와 제한은 단계에만 배치할 수 있습니다.
기능
설명
시작 및 끝 지점

다중 단계 프로그램의 시작과 끝 지점. 모든 단계는 이 두 지점 사이에 위치해야 합니다.
단계 추가

목록에서 단계를 끌어서 시작점과 끝점 사이의 원하는 위치에 놓으세요.
단계 이동

단계를 클릭하고 누른 상태에서 원하는 위치로 이동하세요.
단계 속성 보기

속성을 나타내기 위해 단계를 클릭하세요.
단계 속성 닫기

조임 영역의 아무 곳이나 클릭하여 속성 메뉴를 닫으세요.
단계 삭제

단계의 속성을 열고 메뉴의 하단에 있는 삭제를 클릭하세요.
제한/모니터 추가

목록에서 제한/모니터 끌어 놓고 해당 단계에 놓으세요.
제한/모니터 이동

아이콘을 클릭하여 누르고 (모니터의 체크 표시 및 제한의 중지 기호) 적절한 단계에 끌어 놓으세요.
제한/모니터 속성 보기

속성 메뉴를 나타내려면 제한/모니터 아이콘을 클릭하세요.
제한/모니터 속성 닫기

조임 영역의 아무 곳이나 클릭하여 속성 메뉴를 닫으세요.
제한/모니터 삭제

제한/모니터의 속성을 열고 메뉴의 하단에 있는 삭제를 클릭하세요.
단계 오류

검증 오류가 단계에서 발생하면 해당 단계가 표시됩니다. 단계 속성이 열리는 경우, 오류를 일으키는 매개변수도 표시됩니다.
모니터/제한 오류

검증 오류가 모니터 또는 제한에서 발생하면 해당 모니터 또는 제한 사항이 표시됩니다. 모니터/제한 속성이 열릴 때, 오류의 원인 매개변수도 표시됩니다.
금지된 배치

(단계, 모니터 또는 제한의) 특정 배치가 허용되지 않는 경우, 자리 표시자 아이콘이 표시되지 않습니다.
다단계 프로그램 삭제
조임 메뉴에서 다단계 프로그램 라이브러리를 클릭합니다.
목록에서 삭제하려는 다단계 조임 프로그램을 클릭합니다.
프로그램 자체에서 왼쪽 하단의 삭제를 클릭합니다.
팝업 창에서 예를 클릭하여 선택을 확인합니다.
다단계 프로그램에 대한 설정
일반 설정
매개변수 | 설명 |
|---|---|
이름 | 다중 단계 프로그램에 대한 사용자 정의된 이름입니다. |
스레드 방향 | 스레드의 방향, 시계 방향(CW) 또는 반시계 방향(CCW) 중 하나 |
풀기 프로그램 | 풀기 프로그램을 사용할 수 있는 경우를 나타냅니다. 컨트롤러에서 사용할 수 있는 풀기 프로그램의 목록에서 선택합니다. |
유형 | 프로그램의 유형으로서 조임 또는 풀기 |
프로그램 시작 | 결과를 생성하는 토크 레벨을 부여합니다. 비어있는 경우, 결과는 공구가 시작될 때마다 생성됩니다. 그렇지 않으면 결과는 토크 레벨에서 생성됩니다. |
프로그램 종료 토크 | 다중 단계 조임을 중지하는 토크 값을 제공합니다. |
프로그램 종료 타임아웃 | 다중 단계 조임을 중지하는 시간 값(초 단위)를 제공합니다. |
실제 각도 보정 | 실제 각도 보상을 켜거나 끔 (기본값은 꺼짐) |
트리거 손실 시 NOK | 트리거 손실 시 NOK는 조임 프로그램 설정으로, 마지막 단계에서 목표 조건에 도달하기 전에 공구 트리거를 놓을 수 있는지 여부를 제어합니다.
|
부착물 세부 조정
매개변수 | 설명 |
|---|---|
부착물 세부 조정 사용 | 부착물 조정을 켜거나 끌 것인지 선택합니다. |
기어비 | 기어비 값이 0.5 ~ 100.0 사이여야 함. |
효율성 조율 | 효율성 값이 0.5 ~ 1.0 사이여야 함 |
프로그램 모니터
매개변수 | 설명 |
|---|---|
활성화됨 | 전체 프로그램에 대한 각도 모니터링을 켜기 또는 끄기로 설정합니다. 단계에서 사용함 및 트리거 토크가 비어있는 경우, 각도 모니터링은 프로그램 시작 시에 시작됩니다. |
단계에서 사용 | 이 모니터링이 유효한 단계의 범위를 설정합니다:
|
유형 | 각도 모니터의 종류. 다음 중에서 선택:
|
트리거 토크 | 각도 모니터링을 위한 트리거 토크의 값을 설정합니다. STB 공구의 경우, 트리거 토크는 조임 프로그램을 실행할 때 조임 방향으로만 활성화되고, 풀기 프로그램을 실행할 때 풀기 풀림 방향으로만 활성화합니다. |
하한 | 각도 모니터링 (프로그램) 하한을 설정합니다. |
상한 | 각도 모니터링 (프로그램) 상한을 설정합니다. |
매개변수 | 설명 |
|---|---|
활성화됨 | 전체 프로그램에 대한 토크 모니터링을 켜짐 또는 꺼짐로 설정합니다. 단계에서 사용함이 비어있는 경우, 각도 모니터링은 프로그램 시작 시에 시작됩니다. |
단계에서 사용 | 이 모니터링이 유효한 단계의 범위를 설정합니다:
|
유형 | 각도 모니터의 종류:
|
하한 | 토크 모니터링 (프로그램) 하한을 설정합니다. |
상한 | 토크 모니터링 (프로그램) 상한을 설정합니다. |
매개변수 | 설명 |
|---|---|
활성화됨 | 전체 프로그램에 대한 시간 모니터링을 켜짐 또는 꺼짐으로 전환합니다. 이 모니터링은 시간이 지정된 한계 내에 있는지 점검합니다. |
단계에서 사용 | 이 모니터링이 유효한 단계의 범위를 설정합니다:
|
트리거 토크 | 이 모니터링이 시작되는 트리거 토크의 값을 설정합니다. |
하한 | 시간 모니터링 (프로그램) 하한을 설정합니다. |
상한 | 시간 모니터링 (프로그램) 상한을 설정합니다. |
프로그램 제한
매개변수 | 설명 |
|---|---|
최대 시간 한계 | 초 단위로 설정합니다. 이 제한은 조임에 대한 총 시간을 확인하고 시간 상한을 초과하는 경우 공구는 즉시 중지됩니다. 시간은 프로그램의 시작부터 측정합니다. |
최대 토크 한계 | 이 제한은 토크를 확인하고 측정된 토크가 토크 상한을 초과하는 경우, 공구는 즉시 정지됩니다. |
매개변수 | 설명 |
|---|---|
활성화됨 | 전체 프로그램에 대한 각도 제한을 켜기 또는 끄기로 설정합니다. 이 제한은 각도가 지정된 한계 내에 있는지 점검합니다. |
단계에서 사용 | 이 제한이 유효한 단계의 범위를 설정합니다.
|
트리거 토크 | 이 제한이 시작되는 트리거 토크의 값을 설정합니다. |
상한 | 각도 제한 (프로그램) 상한을 설정합니다. |
매개변수 | 설명 |
|---|---|
활성화됨 | 전체 프로그램에 대한 시간 제한을 켜짐 또는 꺼짐으로 전환합니다. 이 제한은 시간이 지정된 시간 한계 내에 있는지 점검합니다. |
단계에서 사용 | 이 제한이 유효한 단계의 범위를 설정합니다.
|
트리거 토크 | 이 제한이 시작되는 트리거 토크의 값을 설정합니다. |
상한 | 시간 제한 (프로그램) 상한을 설정합니다. |
보고자
이를 통해 사용자는(모니터/제한에서) 최종 값으로 표시할 값을 선택할 수 있습니다. 추가를 클릭하여 프로그램 모니터/제한 값에 연결할 결과 보고자를 선택합니다.
매개변수 | 설명 |
|---|---|
보고자 | 결과 보고자를 선택합니다. |
생산자 | 값을 생성하는 모니터/제한을 선택합니다. |
값 | 선택한 생산자에서 표시할 값을 선택합니다. |
잔류 토크 상관 인자
이 설정은 낮은 반응 조임 단계에만 유효합니다. 다음 단계가 지원됩니다.
토크까지 TensorPulse로 조임 (TPT)
토크까지 TensorPulse로 풀기 (TPT)
토크까지 임펄스 조임 (IT)
토크까지 임펄스 풀기 (IT)
매개변수 | 설명 |
|---|---|
활성화됨 | 잔류 토크 상관 계수를 켜짐 또는 꺼짐으로 설정할지 선택합니다. |
잔류 토크 상관 인자 | 값은 50 ~ 150 사이여야 합니다. |
추적 구성
추적 구성은 프로그램 레벨 또는 각 단계에 수행할 수 있습니다. 기본 구성은 프로그램 레벨에서 설정되며 필요에 따라 각 단계에서 재정의할 수 있습니다.
여기에서 이 기능을 활성화하면 프로그램 레벨에서 구성을 수행할 수 있습니다.
매개변수 | 설명 |
|---|---|
활성화됨 |
|
샘플 유형 |
|
샘플 시간 | 드롭 다운 목록에서 샘플 시간을 선택할 수 있습니다. (0.25~1000ms) |
샘플 각도 | 드롭 다운 목록에서 샘플 각도를 선택할 수 있습니다. (0.25~20도) |
확인
매개변수 | 설명 |
|---|---|
공구 값 대비 검증 | 공구가 알려진 경우에 켜짐을 사용하고 최대 토크와 최대 속도를 설정합니다. 공구를 알 수 없는 경우 꺼짐을 사용합니다. |
공구 | 유효성을 검사할 공구를 선택하기위한 드롭 다운. |
최대 토크 | 공구 검증에 대비하기 위한 최대 토크. |
최대 속도 | 공구 검증에 대비하기 위한 최대 속도. |
관련 정보
STB 공구 및 다단계
STB 공구의 무선 특성으로 인해 일부 다단계 기능과 동작은 다를 수 있습니다. 여기에 나열된 일반적인 제한 외에도 다단계 기능에 대한 설명이 필요한 경우 STB 공구에 대한 추가 정보를 얻을 수 있습니다.
프로그램 검증
프로그램이 공구를 다운로드하기 전에 모든 조임 프로그램은 STB 공구와의 호환성을 위해 검증됩니다. 선택한 조임 프로그램이 공구와 호환되지 않을 경우, 이 공구는 잠깁니다. 이 오류가 발생하면, "구성 복잡성 초과됨" 이벤트 5030을 트리거합니다.
공구를 잠금 해제하려면, 조임 프로그램의 복잡성을0 줄이거나 아예 다른 조임 프로그램을 선택합니다.
단계 구성 스테이지
컨트롤러 조임 프로그램은 프로그램을 실행하기 위해 매개변수를 설정해야 합니다. 전략과 목표 토크 또는 목표 각도 선택은 필수 사항입니다. 다른 설정은 선택 사항입니다. 또한 토크 또는 각도 회전이 유지해야 하는 한계를 추가하여 진행됨에 따라 조임을 모니터링할 수 있습니다.
조임 절차는 4 스테이지로 구분됨: 시작, 런다운, 조임 및 정지 단계로 나누어집니다.
그림은 조임을 설명하는 일반적인 방법입니다. 곡선은 속도, 토크, 각도가 시간에 따라 변화하는 것을 나타냅니다. 모든 조임 전략은 이 방식으로 표시됩니다. 매개변수, 모니터 및 한계는 상세 그림에 나타나있습니다.
작업은 트리거를 누를 때부터 조임 목표에 도달할 때, 또는 오류가 발생할 때까지로 정의됩니다.
특정 매개변수 설정과 함께 조임 전략의 조합이 조임 프로그램을 형성합니다.
사용자는 여러 조임 프로그램을 만들 수 있고, 그 중 하나는 런타임에서 선택됩니다.
시작 스테이지
옵션 시작 단계에서는 조임을 시작하고 소켓과 스레드 결과, 리히트 감지 옵션을 활성화합니다.
Direction (방향)
Direction(방향)은 스핀들의 조임 방향을 시계방향(CW) 또는 시계반대방향(CCW)으로 지정합니다. 스핀들의 회전은 Three step(3단계) 전략에서 사용되는 조절 단계 중에 그리고 풀기 중을 제외하면 항상 이 방향이 됩니다.
|
매개변수 |
설명 |
기본값 |
|---|---|---|
|
스레드 방향 |
스핀들의 조임 방향을 지정합니다. |
시계방향 |
소프트 스타트
소프트 스타트를 실행하는 동안 속도, 최대 토크 및 회전 각도를 설정하여 나사가 스레드에 끼워지도록 할 수 있고, 공구 트리거를 눌렀을 때 공구가 제자리에서 벗어나 홱 움직이는 것을 방지할 수 있습니다.
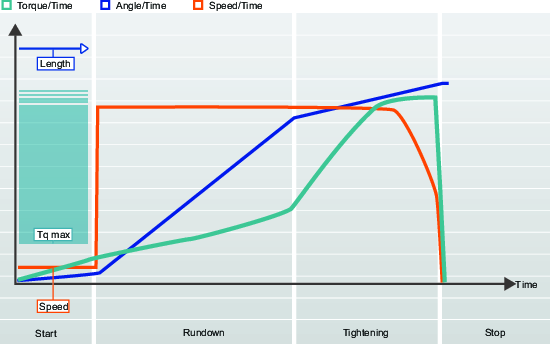
매개변수 이름 | 설명 | 기본값 |
|---|---|---|
소프트 스타트 | 공구의 속도, 각도 및 최대 토크를 설정하여 나사를 쉽게 스레드에 끼울 수 있도록 합니다. 꺼짐: 소프트 스타트가 꺼져 있습니다. 켜짐: 소프트 스타트가 켜집니다. | 켜짐 |
속도 | 소프트 스타트 중의 속도를 지정합니다. | 35 rpm |
각도 | 나사가 스레드에 끼워지도록 스핀들을 돌리는 각도를 지정합니다. | 90° |
토크 최대 | 소프트 스타트 중에 토크 상한을 지정합니다. 최대 토크를 초과할 경우, 조임이 취소되고 오류 메시지가 뜹니다. 조임은 불량으로 간주됩니다. | 1.25 Nm |
리히트 감지
리히트 감지가 작동되면, 이미 조여진 나사를 감지할 수 있습니다.
매개변수 | 설명 | 기본값 |
|---|---|---|
리히트 감지 | 이미 조여진 나사를 조이려는 시도를 감지합니다.
| 조기 |
전류 모니터링
전류 모니터링은 조임 토크를 모니터링하는 데 추가 보안을 제공하고 공구의 토크 센서를 보완합니다.
최종 목표 토크에서, 로터 전류가 측정되고 토크 값으로 변환됩니다. 계산된 토크가 측정된 토크의 10% 이내일 경우, 조임은 OK로 간주됩니다.
매개변수 | 설명 | 기본값 |
|---|---|---|
전류 모니터링 | 켜짐 또는 꺼짐 위치가 있는 스위치
| 꺼짐 |
현재 모니터링은 터보 조임, 회전, 펄스 및 STWrench 전략에 대해 구현되지 않습니다.
TrueAngle 보정
특정 공구에는 지로가 장착되어 있어서 조임 시 공구 회전을 측정합니다. 조임 동안 공구가 회전되는 경우 각도 측정이 손상될 수 있습니다. 이는 각도 참조에 한 경우 조임 불량으로 이어집니다. 지정된 제한 이내의 변형의 경우 컨트롤러가 이러한 회전을 보상해서 정확한 조임을 할 수 있습니다.
공구 회전이 지정된 한계를 벗어난 경우 조임이 중단되고 결과 상태 NOK가 보고됩니다. 추가 정보에서 공구 이동 초과됨을 보고합니다.
매개변수 | 설명 | 기본값 |
|---|---|---|
TrueAngle 보정 | 회전을 제외한 모든 조임 전략에 사용할 수 있습니다. 장착부로 설치된 크로풋을 갖춘 공구는 TrueAgle 보상 매개변수를 지원하지 않습니다. | 켜짐 |
공구 이동 제한 - 음 (Negative) | TrueAngle 보상이 켜짐일 경우에만 볼 수 있습니다. 공구의 최대 음의 회전을 지정합니다. 이 값이 초과될 경우 조임이 종료되고 오류가 보고됩니다. 숫자 각도 값으로 표시됩니다.
| 30 |
공구 이동 제한 - 양 (Positive) | TrueAngle 보상이 켜짐일 경우에만 볼 수 있습니다. 공구의 최대 양의 회전을 지정합니다. 이 값이 초과될 경우 조임이 종료되고 오류가 보고됩니다. 숫자 각도 값으로 표시됩니다.
| 30 |
자이로가 있는 공구에만 공구 이동을 측정하는 기능이 내장되어 있습니다.
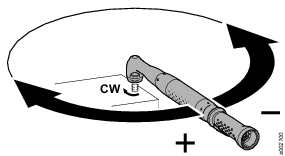
런다운 스테이지
나사가 스레드에 끼워질 때부터 나사 머리가 밑에 있는 표면에 닿아 착좌점에 도달하기 직전까지의 조임의 일부. 런다운 중에 필요한 토크는 체결력에 전혀 영향을 미치지 않습니다.
매개변수 | 설명 | 기본값 |
|---|---|---|
런다운 속도 | 런다운 단계 중의 속도를 지정합니다. | 공구 최대 속도 |
셀프탭
셀프탭 단계는 필요한 런다운 토크가 런다운 완료 토크보다 큰 조임을 가능하게 합니다. 예를 들어, 자체 스레드(또는 자체 태핑) 나사를 사용하여 금속의 얇은 층을 조일 때 사용됩니다. 셀프탭 창은 토크 값이 SelftapTorqueMin/2를 도달할 때 시작됩니다. 각도 창에서 토크는 SelftapTorqueMin 이상을 도달해야 하지만 SelftapTorqueMax를 통과해서는 안 됩니다.
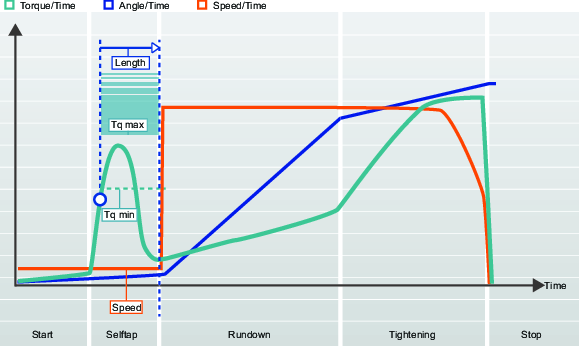
매개변수 | 설명 | 기본값 |
|---|---|---|
셀프탭 | 셀프탭 단계를 활성화합니다. | 꺼짐 |
Speed (속도) | 셀프탭 중에 속도를 지정합니다. | 소프트 스타트 속도 또는 ToolMaxSpeed의 5% |
길이 | 셀프탭 중에 소켓을 돌릴 각도를 지정합니다. 시작 단계의 끝에서부터 측정합니다. | 360° |
토크 최소 | 셀프탭 하한에 대한 토크 값. | 0 Nm |
토크 최대 | 셀프탭 상한에 대한 토크 값. | 공구 최대 토크 |
런다운 토크 한계
너트와 조인트 간 마찰은 다양할 수 있습니다. 이를 통해 조인트 표면에 체결하기 전 스레드로 런다운하는 데 필요한 토크도 다양해질 수 있습니다. 따라서 예를 들어 구멍 끼워 맞춤, 정 토크 또는 다양한 윤활 등의 영향이 나타날 수 있습니다.
패스너가 진동을 견디도록 스레드에 플라스틱 인서트를 갖는 잠금 너트를 런다운할 때 런다운 토크를 모니터링하면 유용할 수 있습니다. 여기에는 간섭을 극복하기 위해 정 토크라는 보다 높은 토크가 필요하게 됩니다.
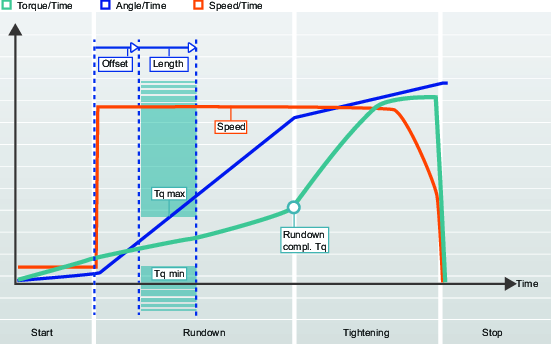
매개변수 | 설명 | 기본값 |
|---|---|---|
런다운 토크 한계 | 런다운 토크 한계를 켜짐 또는 꺼짐으로 설정합니다. 꺼짐: 한계가 설정되지 않습니다. 켜짐: 토크 한계와 각도 간격이 설정되었습니다. | 꺼짐 |
오프셋 | 각도 간격이 시작되기 전의 각도 오프셋. | 0° |
길이 | 런다운 토크 한계 섹션을 지정하는 각도. | 360° |
토크 최소 | 런다운 토크 하한에 대한 토크 값. | 0 Nm |
토크 최대 | 런다운 토크 상한에 대한 토크 값. | 목표 토크의 19% |
런다운 각도 한계
런다운 중 회전 각도를 모니터링함으로써 와셔 누락 또는 잘못된 스레드 크기 또는 길이의 나사 등 오류를 감지할 수 있습니다. 예를 들어, 너무 긴 스레드의 경우 나사가 착좌점에 이르기 위한 회전 각도가 커지게 됩니다.
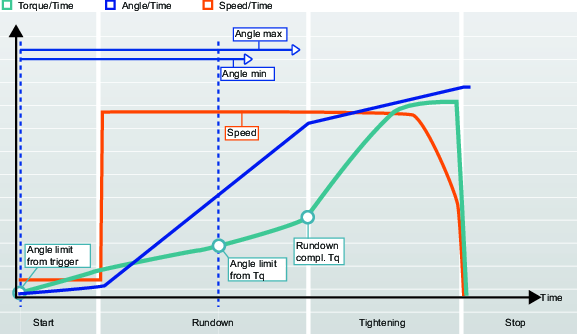
매개변수 | 설명 | 기본값 |
|---|---|---|
런다운 각도 한계 | 런다운 각도 한계를 활성화합니다. 공구 트리거를 누르는 시점 또는 지정된 토크 값에 이르는 시점에 대해 각도 한계가 설정되었습니다. 셀프탭이 활성화되면 셀프탭 중에 각도 한계를 점검하지 않게 됩니다. 꺼짐: 한계가 설정되지 않습니다. 트리거에서:공구 트리거를 누르자 마자 시스템에서 조임 각도를 모니터링하기 시작하고 각도 또는 시간 한계를 벗어나면 이를 보고합니다. 토크부터: 시스템이 지정된 <From torque>값에서부터 조임 각도를 모니터링하기 시작하고 각도 또는 시간 한계를 벗어나면 이를 보고합니다. | 꺼짐 |
<From torque> | 런다운 각도 한계가 설정되는 토크 값. | 목표 토크의 10% |
최소 각도 | 시작점부터 각도 하한에 대한 각도 값. | 100° |
최대 각도 | 시작점부터 각도 상한에 대한 각도 값. | 1000° |
최소 시간 | 단계의 최소 시간(밀리세컨드). 단계의 시작부터 측정합니다. | 10 ms |
최대 시간 | 단계의 최대 시간(밀리세컨드). 단계의 시작부터 측정합니다. | 5000 ms |
포스트 보기 토크
일부 조인트에는 런다운 완료 전에 최대 토크가 있습니다. 포스트 보기 토크는 두 개의 지정된 각 간격 동안 토크 값을 모니터링할 수 있습니다. 간격 시작은 런다운 완료 전에 각도로 지정된 다음 토크는 지정된 각도 간격에 대해 모니터링됩니다.
보기 후 토크는 따라서 런다운 토크 한계와 유사하나 최대 및 최소 한계는 서로 관계 없이 위치할 수 있고 런다운 단계의 결과를 보다 잘 제어할 수 있도록 길이가 다를 수 있습니다.
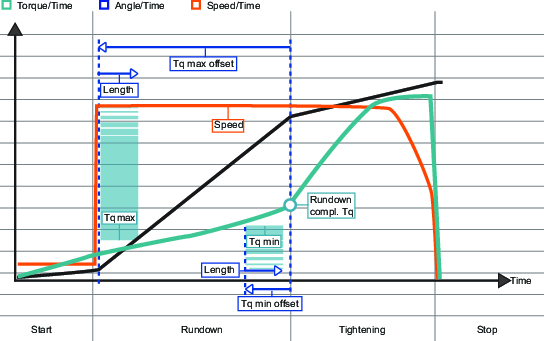
매개변수 | 설명 | 기본값 |
|---|---|---|
포스트 보기 토크 | 포스트 보기 토크는 두 개의 지정된 각 간격 동안 토크 값을 모니터링할 수 있습니다. | 꺼짐 |
토크 최소 | 포스트 보기 토크 하한에 대한 토크 값. |
|
최소 토크 오프셋 | 최소 포스트 보기 토크 간격이 시작되기 전의 각도 오프셋. | 720° |
최소 토크 길이 | 최소 포스트 보기 토크 섹션을 정하는 각도 길이. | 90° |
토크 최대 | 포스트 보기 토크 상한에 대한 토크 값. |
|
최대 토크 오프셋 | 최대 포스트 보기 토크 간격이 시작되기 전의 각도 오프셋. | 360° |
최대 토크 길이 | 최대 포스트 보기 토크 섹션을 정하는 각도 길이. | 90° |
런다운 완료
런다운 완료는 나사가 착좌점에 도달할 경우 설정합니다. 이를 통해 런다운 단계를 종료하여 조임 단계를 입력할 수 있습니다.
매개변수 | 설명 | 기본값 |
|---|---|---|
런다운 완료 | 착좌점 도달 시 제어 방법을 지정합니다. 기준 토크: 런다운 단계 완료 시 토크값을 지정합니다. | 기준 토크 |
<At torque> | 착좌점에 도달하고 런다운 단계 완료 시 토크값을 지정합니다. 런다운 완료는 TurboTight 전략의 목표 토크 또는 여러 단계의 전략에서 최초 토크보다 작아야 합니다. |
|
정지 스테이지
정지 단계는 조임을 종료해 소켓을 풀 수 있게 합니다.
소프트 스톱
소프트 스톱은 보다 인체공학적인 방식으로 조임을 정지시킵니다.
정지가 불편하게 느껴지기 때문에 공구를 50-300ms 간격 내로 정지하지 않게해야 합니다.
매개변수 | 설명 | 기본값 |
|---|---|---|
소프트 스톱 | 소프트 스톱을 켜거나 끕니다.
| 꺼짐 |
나사 풀기
풀기 매개 변수를 설정해서, 특정 조임 프로그램에 대한 풀기 동작을 제어할 수 있습니다. 풀기 속도와 토크를 지정해서, 사용하는 공구가 무엇인지에 상관 없이 스레드가 부러지지 않도록 나사가 원하는 대로 풀렸는지 확인하십시오.
런업 토크에 도달하면, 풀기가 OK로 간주됩니다. 단, 나사는 아마도 그 때가지 완전히 런업되지 않을 것입니다. 이제 낮은 토크를 사용하여 나사를 돌릴 수 있고 속도를 높일 수 있습니다. 작업자는 끝났다고 간주할 때까지 풀기를 계속해야 합니다
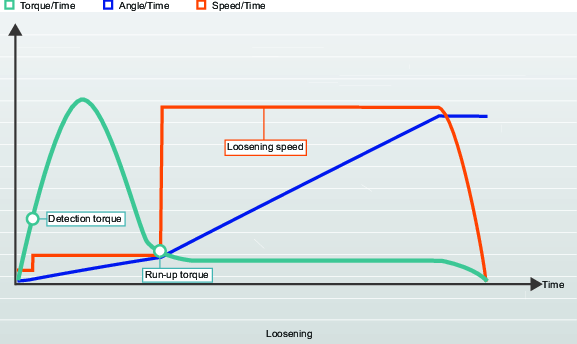
매개변수 이름 | 설명 | 기본값 |
|---|---|---|
감지 토크 | 풀기 작업 수행을 시작하고 풀기 결과를 만드는 데 필요한 최소 토크. | 7% ToolMaxTorque |
런업 토크 | 토크가 런업 토크 미만으로 떨어지면, 풀기가 OK로 간주됩니다. 참고! 나사 길이의 차이에 따라, 시스템은 나사가 완전히 런업되었을 때를 판단할 수 없습니다. 이는 작업자가 결정해야 합니다. | 3.5% ToolMaxTorque |
풀기 속도 | 풀기 속도는 런업 토크에 도달하면 얻어집니다. | 공구최대속도 |
스테이지 매개변수 설명
목표 토크 한계
목표 토크 한계를 설정하여 토크 결과가 지정된 토크 한계를 벗어난 경우 조임을 폐기할 수 있습니다. 토크가 너무 높으면 나사가 항복점을 지나서 변형되고 부러지거나 스레드가 벗겨질 수 있습니다. 토크가 충분하지 않으면 체결력이 약해서 조인트가 설계된 힘을 견딜 수 없게 됩니다.
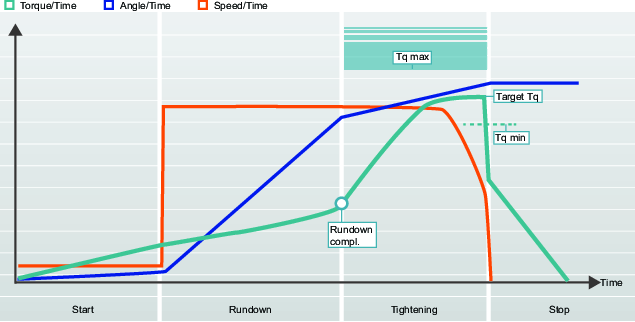
매개변수 | 설명 | 기본값 |
|---|---|---|
토크 한계 | 토크 결과가 최소 토크 및 최대 토크에 의해 지정된 범위를 벗어난 경우 조임을 불량으로 간주합니다. 자동: 토크 한계는 최소 토크 및 최대 토크에 대하여 지정된 기본 값으로 자동적으로 설정됩니다. 수동: 토크 한계 값을 수동으로 설정하도록 합니다. | 자동 |
토크 최소 | 토크 하한에 대한 토크 값. 수동을 선택할 경우 입력할 수 있습니다. | 목표 토크의 95% |
토크 최대 | 토크 상한에 대한 토크 값. 수동을 선택할 경우 입력할 수 있습니다. | 목표 토크의 120% |
매개 변수 Measure torgue at (토크 측정)은 다른 값을 가질 수 있습니다. 기본적으로 토크는 최대 토크에서 측정됩니다. 가능한 매개변수 값은 아래 표에 나열되어 있습니다.
이름 | 설명 |
|---|---|
최대 토크 값 | 조임 중 최고 토크 값을 측정합니다. |
최고 각에서의 값 | 최고 각도 값에서 토크 값을 측정합니다. |
중단 시 값 | 중단 단계에 들어가기 전에 마지막 토크 값을 측정합니다. |
목표 각도 한계
목표 각도 한계 설정으로 너트가 조임 중에 원하는 각도로 회전했는지 모니터링할 수 있습니다.
매개변수 | 설명 | 기본값 |
|---|---|---|
각도 한계 | 각도를 모니터링할 조임 섹션을 도 단위로 선택합니다.
| 꺼짐 |
<From torque> | 각도 한계가 설정되는 토크 값. |
|
<From torque> | 각도 한계가 설정되는 토크 값. | 목표 토크의 75% |
최소 각도 | 각도 하한에 대한 각도 값 | 90° |
최대 각도 | 각도 상한에 대한 각도 값 | 720° |
최소 시간 | 단계의 최소 시간(밀리세컨드). 단계의 시작부터 측정합니다. | 10 ms TurboTight의 경우: 0 ms |
최대 시간 | 단계의 최대 시간(밀리세컨드). 단계의 시작부터 측정합니다. | 1000 ms TurboTight의 경우: 40 ms |
목표가 토크일 경우 위치 1-4이 유효합니다. 목표가 각도일 경우 위치 5-6이 유효합니다.
매개 변수 Measure angle at(각도 측정)은 다른 값을 가질 수 있습니다. 이 매개변수는 사용되는 조임 프로그램에 대해 각도 모니터링이 켜진 경우에만 사용할 수 있습니다. 기본적으로 각도는 최대 각도 값에서 측정됩니다. 가능한 매개변수 값은 아래 표에 나열되어 있습니다.
이름 | 설명 |
|---|---|
최대 토크 시 값 | 최고 토크 값에서 각도를 측정합니다. |
최대 각도 값 | 조임 중 최고 각도를 측정합니다. |
중단 시 값 | 중단 단계에 들어가기 전에 마지막 각도 값을 측정합니다. |
토크 보상
토크 보상을 이용하여 조인트에 적용되는 실제 체결력을 더 잘 측정하고, 적용된 체결력의 분산이 감소될 수 있습니다.
토크 보상 지점은 런다운 완료로 지정된 각도를 재확인하여 설정되고, 런다운 중 사용된 토크값을 계산합니다. 이는 토크 보상 지점부터 목표 토크까지 계산된 토크값을 추가하여 나사에서 예하중을 생성했을 때 보상됩니다.
매개변수 | 설명 | 기본값 |
|---|---|---|
토크 보상 | 토크에 대한 목표 토크가 런다운 단계에서 사용되는 경우 조정이 가능합니다. 꺼짐: 보상이 이루어지지 않았습니다. 켜짐: 토크 보상점을 수동으로 설정합니다. | 꺼짐 |
잔류 토크 상관 인자
잔류 토크 상관 인자는 교정과 유사하며 동적 토크 간 조정을 하며, 전자 공구에서 측정되고 잔류 토크는 제어 공구에 의해 측정됩니다.
잔류 토크 상관 인자는 TurboTight 전략 및 TensorPulse 조임 전략을 실행하는 모든 공구에 사용할 수 있습니다. 또한 컨트롤러가 지원하는 배터리 펄스 공구에서도 사용할 수 있습니다.
100부터 다른 잔류 토크 상관 인자를 사용하면, 보고된 최종 토크는 더 이상 공구 변환기에서 측정된 동적 토크가 아닙니다.
동적 토크 측정은 토크를 끊임없이 측정하는 내부 토크 변환기를 사용합니다. 목표 토크에 도달하면 공구가 정지하고 결과가 평가되어 보고됩니다. 변환기에서 측정된 최종 토크는 조인트 상태, 공구 속도, 기어 및 소켓의 영향을 받습니다.
잔류 토크는 조임이 완료된 후에 측정됩니다. 조임을 계속하거나 더 높은 레벨에서 재시작할 때 필요한 토크입니다. 잔류 토크는 조인트의 체결력을 결정합니다.
동적 토크 측정은 매우 반복적이지만 공구 유형과 공구 속도 간에 차이가 있을 수 있습니다. | 교정된 휴대용 토크 렌치는 잔류 토크 측정 시 높은 정확도를 제공하지만 조인트 완화, 토크 감소, 마찰 또는 작업자 기술로 인해 변동이 더 높습니다. |
잔류 토크 상관 인자는 동적 토크와 잔류 토크 간의 보상입니다. 이 인자는 실험을 수행하여 결정되어야 합니다. 선택된 조임 프로그램이 몇 번 수행되고 동적 토크가 기록됩니다. 조임 또한 잔류 토크를 결정하기 위해 수동으로 측정됩니다.

잔류 토크 상관 인자는 잔류 토크를 동적 토크로 나누어서 계산할 수 있습니다. 잔류 토크 상관 인자는 백분율로 제시되고 기본으로 100%입니다. 이는 보고된 동적 토크 값이 수정되지 않았다는 의미입니다.
매개변수 | 기능 |
|---|---|
목표 토크 | 공구 목표 토크는 TurboTight 전략을 사용해서 조임에 대해 설정됩니다. |
최종 동적 토크 | 수행된 조임 결과로 보고된 최종 토크. |
동적 토크 | 참조 변환기로 측정된 동적 토크. |
잔류 토크 | 원하는 체결력을 보장하는 원하는 잔류 토크. |
잔류 토크 상관 인자 | 잔류 토크와 동적 토크 간의 보상 인자 |
토크 조절을 사용하는 방법의 예:
TurboTight 전략이 선택되었습니다. 조인트는 원하는 체결력에 도달할 수 있도록 12 Nm으로 조여져야 합니다. 다음과 같은 설정이 이루어집니다.
사례 설정 | 값 | 기능 |
|---|---|---|
목표 토크 | 12 Nm | 컨트롤러에 프로그래밍된 원하는 목표 토크입니다. |
잔류 토크 상관 인자 | 100 | 잔류 토크와 동적 토크 간의 보상 인자 |
다수의 조임이 이루어집니다. 각 조임 후에 조인트는 교정된 토크 렌치로 확인됩니다. 평균이 계산되고 다음과 같은 결과를 확인할 수 있습니다.
초기 매개변수 및 결과 | 값 | 기능 |
|---|---|---|
목표 토크 | 12 Nm | 컨트롤러에 프로그래밍된 목표 토크. |
최종 토크 | 12 Nm | 수행된 조임 결과로 보고된 최종 토크. |
동적 토크 | 12 Nm | 토크 변환기에서 측정된 보상되지 않은 토크. |
잔류 토크 | 10 Nm | 잔류 토크는 교정된 토크 렌치 또는 기타 테스트 공구로 측정됩니다. |
잔류 토크 상관 인자 | 100 % | 잔류 토크와 동적 토크 간의 보상 인자 |
시험 결과에 의하면 원하는 체결력을 생산하기에 잔류 토크가 너무 낮습니다. 잔류 토크 상관 인자는 0.83로 계산되고, 이는 83 %입니다. 조절 인자가 조정되고 다음과 같은 결과를 얻습니다.
최종 매개변수 및 결과 | 값 | 기능 |
|---|---|---|
목표 토크 | 12 Nm | 컨트롤러에 프로그래밍된 목표 토크. |
최종 토크 | 12 Nm | 수행된 조임 결과로 보고된 최종 토크. |
동적 토크 | 14.5 Nm | 토크 변환기에서 측정된 보상되지 않은 토크. |
잔류 토크 | 12 Nm | 원하는 체결력을 보장하는 원하는 잔류 토크. |
잔류 토크 상관 인자 | 83 % | 잔류 토크와 동적 토크 간의 보상 인자. |
이는 실제로 조인트에서 원하는 토크를 얻고 차이를 보상하려면 목표보다 약간 더 세게 조여야 함을 나타냅니다.
생산 시 사용되는 동일한 공구 유형과 매개변수 구성으로 상관관계가 이루어지는 것이 중요합니다.
트리거 손실
프로그램 조임 단계의 단계 구성 창에서 트리거 손실 시 NOK 스위치는 목표 조건에 도달하기 전에 공구 트리거를 해제할 수 있는지의 여부를 제어합니다. 설정은 켜짐 또는 꺼짐으로 설정할 수 있습니다. 다음은 두 가지 상태에서 대한 설명입니다.
전환 설정 | 설명 |
|---|---|
켜짐 | 목표 상태에 도달하기 전에 트리거를 놓으면 조임이 불량(NOK) 상태가 됩니다. |
꺼짐 | 목표 상태에 도달하기 전에 트리거를 놓으면 다른 모든 조건이 충족되는 한 조임이 불량(NOK)이 됩니다. |
기본 동작은 조기 트리거 놓기가 허용되지 않습니다.
가용성
트리거 손실 시 NOK는 다음과 같은 조임 전략에서 사용할 수 있습니다. 회전, 빠른 단계, 2단계, 3단계 및 임펄스 - 단일 단계.
조임 전략의 경우 회전, 빠른 단계, 2단계, 3단계, 트리거 손실 설정은 프로그램의 대상이 각도(토크 아님)로 설정된 경우에만 사용할 수 있습니다.
조임 프로그램 구성 - 일반 매개변수
모든 섹션에서 조임 프로그램에 대한 변경 사항은 GUI의 오른쪽 하단 모서리에 있는 적용 버튼을 클릭하여 적극적으로 적용해야 합니다. 다른 방법으로, 동일한 위치에서 실행 취소 버튼을 클릭하여 변경 사항을 취소할 수 있습니다.
뒤로 가기, 홈 또는 결과 버튼을 사용하여 변경이 적용된 섹션을 지나 탐색을 시작할 때, 변경이 적용될 수 있는 위치 또는 실행을 취소할 수 있는 위치에서 사용자에게 경고 팝업이 나타납니다. 사용자는 변경 사항을 적용 또는 실행 취소하지 않으면 계속 진행할 수 없습니다.
조임 전략, 수동 또는 단축 프로그래밍 모드 등의 일반 조임 설정을 하고, 조임 프로그램 목표 값을 설정하기 위해 조임 프로그램을 명명해서 조임 프로그램을 설정하고 관리하기 위해 일반 조임 프로그램 설정이 사용됩니다.
조임 매개변수에 대한 자세한 내용은 시작 스테이지, 런다운 스테이지, 조임 전략 및 정지 스테이지를 참조해 주세요.
풀기 매개변수에 대한 자세한 내용은, 나사 풀기를 참조해 주세요.
이름
이름 필드를 사용해서 조임 프로그램에 이름을 붙여 줍니다. 이 이름은 조임 결과와 함께 저장되고 ToolsNet (해당할 경우)으로 전송됩니다. 이름은 최대 32자까지 길 수 있습니다.
전략
전략은 조임 전략을 설정해서 조임 프로그램과 함께 사용됩니다.
사용 가능한 전략 및 관련 매개변수에 대한 자세한 내용은 "조임 전략"을 참조해 주세요.
관련 정보
목표
단축 단계, 2단계 및 3단계 전략을 통해 목표 토크 또는 목표 각도 값 중에 조임 선택을 할 수 있습니다. TurboTight가 활성화되면, 목표 토크 옵션만 사용할 수 있습니다.
시간 모니터링 (경과 시간)
시간 모니터링은 회전을 제외한 모든 조임 전략에 사용할 수 있습니다. 시간 모니터링은 각도 한계가 활성화되면 작동될 수 있습니다. 시간 모니터링은 런다운 단계와 조임 단계의 최종 단계에서 사용할 수 있습니다.
터보 조임 전략을 사용할 때 조임 끝에서 예기치 못한 급격한 움직임의 위험을 최소화하려면 시간 모니터링이 작동되도록 해 주세요.
추적 처리가 시간이 걸리기 때문에, 항상 단계 경과 시간과 프로그램 경과 시간 사이에서 짧은 시간차가 발생합니다. 이 시간차는 특히 한 단계만 있는 프로그램에서 두드러집니다.
STB 공구를 사용할 때, 모든 모니터링 옵션이 켜져 있는 경우 시간 모니터링을 사용할 수 없습니다.
부착물 세부 조정
부착 조정은 공구의 전면 부착물에 대해 보상할 수 있도록 합니다. 각 조임 프로그램에 대하여 보정할 수 있습니다.
작업자는 부착물의 부품을 교체한 다음 특정 부착물에 대해 조정된 조임 프로그램을 선택할 수 있습니다.
부착물 조정은 ST렌치를 제외한 모든 일반 전략에 사용할 수 있습니다.
조임 프로그램 설정에서, 부착물 조율 사용을 예로 설정합니다
조임 매개변수 > 편집을 클릭합니다
시작 단계를 클릭합니다.
부착물 세부 조정에서, 부착물 세부 조정 사용을 예로 설정합니다
기어비 및 효율성 조율에 대한 필요한 매개변수를 설정합니다(아래 표 참조).
부착물 세부 조정 | 설명 | 기본값 |
|---|---|---|
부착물 기어비 | 부착물 기어비는 각도를 보상해야 합니다. 최소 사양: 0.5 최대: 100 소켓 회전 속도 = 공구 속도 / 기어비 | 1.0 |
효율성 조율 | 효율성 조율과 결합된 부착물 기어비는 토크 보상에 필요합니다. 최소 사양: 0.5 최대: 1.0 예를 들어 0.9는 10% 효율성 손실을 의미합니다. | 1.0 |
배치 시퀀스 탭으로 작업하기
적은 반응 조임 전략 및 컨트롤러 전반의 기능과 같은 컨트롤러 기능들은 기능 관리 시스템(FMS)을 통해 배포된 라이선스가 필요합니다. 특정 라이선스 없이 기능의 구성이 가능하지만, 이러한 기능들을 할당하고 사용하려면 올바른 라이선스를 컨트롤러에 설치해야 합니다. 라이선스에 대한 자세한 내용은 라이선스(FMS)를 참조하십시오.
배치 시퀀스는 지정된 수의 조임을 특정 순서로 수행하기 위해 사용됩니다. 각 배치 시퀀스에는 이름이 제공됩니다.
배치 시퀀스 설정
배치 시퀀스는 최대 99개의 배치로 구성될 수 있으며 배치 규모는 최대 250가지 조임으로 구성됩니다. 배치 시퀀스의 배치는 기재된 순서로 수행되거나 소켓 선택기를 이용하여 어떤 배치를 실행할지 결정됩니다.
매개변수 이름 | 설명 | 기본값 |
|---|---|---|
배치 시퀀스 완료 시 공구 잠금. | 배치 시퀀스 카운트가 배치 시퀀스 크기와 동등해지면 배치 시퀀스가 완료됩니다. 켜짐: 조임을 계속 수행하려면 공구가 잠겨 있고 조임 프로그램 또는 배치 시퀀스가 선택되어야 합니다. 꺼짐: 완료 후 배치 시퀀스가 재설정되고 반복이 가능합니다. | 켜짐 |
자유 순서 | 아니요: 구성된 배치는 조임을 수행하도록 구성된 경우 나열된 순서로 실행됩니다. 소켓이 지정되면 시스템은 배치가 수행될 시점의 소켓에 대하여 안내합니다. 예: 구성된 배치가 무작위로 실행될 수 있습니다. 작업자는 소켓 선택기를 이용하여 어떤 배치를 실행할지 시스템에 표시해야 합니다. 모든 조인트가 완료되면 배치는 완료로 간주됩니다. | 아니오 |
NOK 시 증분 | 조임이 불량으로 보고되더라도 배치 카운트 값을 증분할 수 있도록 합니다. 작업할 최대 연속 불량의 경우(단일 볼트를 조일 수 있는 최대 횟수), NOK의 증가는 아니오로 설정되어야 합니다. 이 매개변수를 예로 설정하면 시퀀스를 다음 조임으로 옮길 수 있습니다. | 아니오 |
최대 연속 NOK | 최대 연속 양호하지 않은 조임(불량)은 한 배치 내에서 지정되어 허용된 연속 불량 조임 최대 횟수입니다. 최대 연속 NOK 수치에 도달할 경우, NOK 조임이 너무 많음(4020) 이벤트가 표시됩니다. | 0 |
풀기 작업시 감소 | 현재 활성화된 배치 내의 카운터의 계수 값이 감소합니다. 완료된 배치는 감소되지 않습니다. 항상 꺼짐: 설정이 꺼집니다. 활성 배치에서 풀기 작업을 수행할 때 카운터의 계수 값이 감소되지 않습니다. 항상 확인: 풀기 작업을 수행할 때 배치 카운터의 계수가 감소됩니다. 마지막 조임시 OK 앞서 수행한 조임이 OK인 경우, 풀기를 실행할 때 배치 카운터의 계수가 감소합니다. | 전혀 안 함 |
시퀀스 취소 타이머 | 켜짐: 선택된 배치 시퀀스는 지정된 시간 한계 내에 취소할 수 있습니다. 꺼짐: 선택한 배치 시퀀스는 취소할 수 없습니다. | 꺼짐 |
취소 시간 (10-600) | 선택된 배치 시퀀스를 중단하는 동안의 시간(초). | 10 |
배치 구성
배치는 같은 조임 프로그램을 사용하여 지정된 수의 연속 조임을 수행하도록 설정됩니다. 배치는 실행을 위해 조임 프로그램 및 배치 크기가 지정되어야 합니다.
매개변수 | 설명 |
|---|---|
조임 프로그램 | 배치에 사용할 조임 프로그램. |
배치 크기 | 배치가 수행할 조임의 수. 한 배치에서 조임의 최대 수는 250입니다. 배치 크기 0은 배치에 무한 횟수의 조임을 제공합니다. |
식별자 번호 | 소켓 선택기를 사용할 때, 이 식별자 번호는 배치를 활성화하는 데 사용되는 소켓 위치입니다. |
소스탭 작업
적은 반응 조임 전략 및 컨트롤러 전반의 기능과 같은 컨트롤러 기능들은 기능 관리 시스템(FMS)을 통해 배포된 라이선스가 필요합니다. 특정 라이선스 없이 기능의 구성이 가능하지만, 이러한 기능들을 할당하고 사용하려면 올바른 라이선스를 컨트롤러에 설치해야 합니다. 라이선스에 대한 자세한 내용은 라이선스(FMS)를 참조하십시오.
조임을 위한 작업으로서 사용된 외부 신호는 소스 메뉴에서 구성됩니다. 소스는 가상 스테이션에 연결된 부속품 또는 유사한 것입니다. 두 종류의 소스 작업을 사용할 수 있습니다.
소스 조임 작업
소스 배치 작업
소스 조임은 단일 조임 프로그램을 선택하는 데 사용됩니다.
소스 배치는 일련의 조임 프로그램인 배치 시퀀스를 선택하는 데 사용됩니다.
작업 선택에 대한 자세한 내용은 가상 스테이션에 작업 할당하기를 참조하십시오.
소스 조임
조임 메뉴에 소스 조임 구성 목록이 있습니다. 문제가 되는 가상 스테이션으로 이동해 작업에서 작업 변경을 선택하면 개별 목록을 가상 스테이션으로 연결할 수 있습니다. 그 후, 소스를 작업으로 선택할 수 있습니다. 소스 조임은 특정 조임 프로그램을 식별자 번호와 연결합니다. 식별자 번호가 컨트롤러로 전송되었을 때(외부 디지털 신호로 또는 소켓 선택기가 사용된 경우, 선택기의 해당 소켓을 들어올려서), 연결된 프로그램은 다른 신호가 전송될 때까지(또는 소켓이 선택될 때까지) 계속 실행됩니다. 배치 계수는 없습니다.
소스 조임 목록은 제어 또는 확인 모드에서 설정할 수 있습니다.
제어로 설정할 때, 외부 소스는 조임 프로그램을 선택하기 위해 식별자 번호를 요청합니다. 소켓 선택기의 경우, 식별자 번호는 소켓 선택기의 해당 소켓으로 연결된 후, 소켓을 들어올려 조임 프로그램이 선택됩니다.
확인 모드에서 소켓 선택기는 제어 소스로 사용될 수 없습니다. 이 모드에서, 식별자 번호는 조임 프로그램 및 특정 소켓과 모두 연결됩니다(목록에 있는 추가 열에 표시됨). 식별자 번호가 요청되었을 때(외부 신호에 의해), 해당 소켓은 소켓 선택기에서 안내받고 조임 프로그램은 작업자가 소켓을 들어올렸을 때 활성화됩니다(다른 소켓은 비활성화됩니다). 소켓이 지정되지 않은 경우(예: 소켓 열에서 0으로 설정됨), 조임 프로그램이 바로 활성화되고 소켓 상태가 무시됩니다.
제품 필수 튜토리얼
https://www.youtube.com/watch?v=vVAaKtp3O5k
이 섹션에서
소스 조임 생성
모든 섹션에서 조임 프로그램에 대한 변경 사항은 GUI의 오른쪽 하단 모서리에 있는 적용 버튼을 클릭하여 적극적으로 적용해야 합니다. 다른 방법으로, 동일한 위치에서 실행 취소 버튼을 클릭하여 변경 사항을 취소할 수 있습니다.
뒤로 가기, 홈 또는 결과 버튼을 사용하여 변경이 적용된 섹션을 지나 탐색을 시작할 때, 변경이 적용될 수 있는 위치 또는 실행을 취소할 수 있는 위치에서 사용자에게 경고 팝업이 나타납니다. 사용자는 변경 사항을 적용 또는 실행 취소하지 않으면 계속 진행할 수 없습니다.
소스 메뉴로 이동한 뒤, 왼쪽 탐색줄에 있는 조임을 선택하세요.
작업 공간 우측 상단에 있는 + 아이콘을 클릭해 주세요.
소스 조임에 이름을 입력하고 적절한 선택기 모드를 선택하세요. (제어 또는 확인, 무엇이 필요한지에 따라 달라짐).
기본적으로, 한 편집 가능 식별자 번호만 새 소스 조임을 생성할 때 이용 가능합니다. 화면 하단에서 + 아이콘을 클릭해 더 추가합니다.
모든 항목에 식별자 번호 부여
소켓 선택기를 사용한 경우, 식별자 번호는 소켓 선택기의 번호에 해당됩니다(예: 식별자 번호 1은 소켓 선택기의 소켓 번호 1에 해당).
프로그램을 클릭하고 조임 프로그램 목록에서 선택하여 각 식별자 번호로 연결할 조임 프로그램을 선택하세요.
소스 - 최대 연속 NOK
최대 연속 NOK는 소스 조임 별로 또는 소스 조임에 포함된 개별 프로그램 별로 설정할 수 있습니다.
소스 조임 당 최대 연속 NOK 설정
프로그램 당 최대 연속 NOK를 아니오로 설정하세요.
최대 연속 NOK 필드의 값을 설정하세요.
프로그램 당 최대 연속 NOK를 설정하세요.
프로그램 당 최대 연속 NOK를 아니오로 설정하세요.
식별자 선택기 구성 섹션의 모든 프로그램에 대한 최대 NOK 열의 값을 설정하세요.
관련 정보
소스 배치 시퀀스
소스 배치 구성은 소스 메뉴의 배치 옵션에서 찾을 수 있습니다.
식별자 번호 또는 식별자 문자열에 기반해서 배치 시퀀스를 선택하도록 컨트롤러를 구성할 수 있습니다.
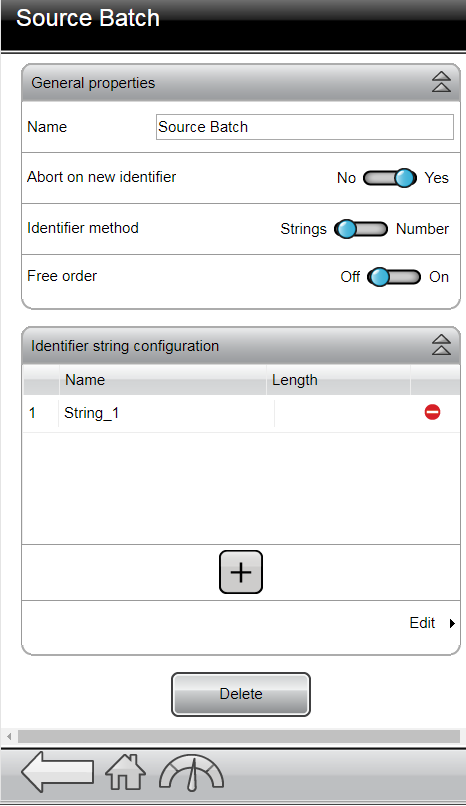
입력 | 설명 |
|---|---|
식별자 번호 | 번호는 부속품에서 또는 외부의 제어 엔티티에서 비롯될 수 있는 양의 정수여야 합니다. |
식별자 문자열 | 문자열은 ASCII 문자로 구성되어야 하고 스캐너에서 또는 외부의 제어 엔티티에서 비롯될 수 있습니다. |
소켓 선택기 | 하나 또는 여러 개의 소켓 선택기 사용. |
제품 필수 튜토리얼
https://www.youtube.com/watch?v=-dTjDz6ravw
소스 배치 생성
소스 메뉴로 이동한 뒤, 왼쪽 탐색줄에 있는 배치 시퀀스를 선택하세요.
작업 공간 우측 상단에 있는 + 아이콘을 클릭해 주세요.
소스 배치에 이름을 부여해 주세요.
새 식별자 문자열 스캔 중 기존에 스캔한 문자열을 삭제해야 할 경우 새로운 식별자에서 중단을 예로 설정하세요.
식별자 방법(텍스트용 문자열 또는 숫자 문자열용 숫자)을 선택하세요.
문자열을 임의의 순서로 스캔할 수 있어야 하는 경우에 자유 순서를 예로 설정하세요.
식별자 문자열은 최대 4개의 다른 문자열로 구성할 수 있습니다. 자유 순사가 아니요로 설정된 경우, 문자열을 시스템이 인식하려면 문자열이 특정 순서로 스캔되어야 합니다.
필요한 경우, 식별자 문자열 구성 섹션의 + 아이콘을 클릭하여 식별자 문자열을 추가하세요.
속성을 변경할 식별자 문자열의 이름 라벨을 클릭해 주세요. (팝업 창) 문자열당 표시할 수 있는 속성:
이름 - 문자열
길이 - 문자열 길이 문자열 연결에 대한 자세한 정보는 식별자 문자열 조합을 참조해 주세요.
주요 위치는 사전 정의된 문자열과 일치하도록 문자열을 배치할 때 바코드 문자열에서 어떤 문자를 읽어야 하는지 지정하는 데 사용됩니다. 주요 위치의 수는 사전 정의된 문자열의 문자 수와 일치해야 합니다.
저장된 위치 - 사용자가 소스 배치에서 사용된 각 문자열 중 어떤 부분을 저장할지, 그리고 어떻게 기록에 나타낼지를 표시합니다. 이 필드에서 저장해야 하는 문자열의 위치를 표시해 주세요. 위치는 전체 문자열의 일부만을 구성할 수 있습니다. 필드가 빈 칸으로 남아있을 경우, 전체(연결된) 문자열이 저장됩니다. 아래 표는 저장된 위치 조합의 일부 예시를 보여줍니다.
저장된 위치값은 쉼표로 구분되며(띄어쓰기 없음), 범위는 하이픈을 사용해 나타냅니다.
식별자 문자열
위치
문자열 1: 1234567
1-7
문자열 2: abcdef
8-13
문자열 3: GHIJKL
14-19
문자열 4: 890
20-22
저장된 위치 예시 저장된 위치
저장된 결과
(비어 있음)
1234567abcdefGHIJKL890
1-3,9,11,15,20-22
123bdH890
8-12,1-7,19,20-21는 다음으로 자동 변경됨: 1-12,19-21
1234567abcdeL89
문자열 속성 창에서 ID 필드는 변경할 수 없으며, 다른 문자열 사이를 이동하는 데에만 사용할 수 있습니다.
자유 순서가 켜짐으로 설정되고, 다른 문자열의 길이가 복제되는 경우 오류가 발생할 수 있습니다. 스캔 순서는 그 다음에 조임 프로그램을 활성화하지 않습니다. 이 오류를 해결하려면 자유 순서를 꺼짐으로 설정하거나 문자열 길이를 조정해 주세요.
편집을 클릭하세요.
편집 창에서, 어떤 문자열(문자열의 열)이 어떤 배치 시퀀스에 연결되어야 하는지 표시해 주세요.(활성화 열에서) 하단에서 + 아이콘을 클릭하시고 더 많은 문자열을 추가하세요.
"문자열이 포함함"을 입력할 때 와일드카드를 사용할 수 있습니다. 와일드카드는 문자열에서 어느 위치에서든 사용할 수 있습니다. 모호한 매칭 결과에서는 배치 시퀀스가 활성화되지 않습니다.
와일드카드는 . (마침표)
주요 위치를 구성해 바코드 문자열 읽기
바코드 문자열의 위치는 1과 1024 사이의 숫자와 관련이 있습니다. 문자열 최초의 위치는 1이며, 마지막은 1024입니다.
설명 | 주요 위치 | 유효 구성 | 사전 정의된 문자열과 일치하는 바코드 문자열 |
|---|---|---|---|
순차로 된 주요 위치 | 1,2,3,7,8 | Ok | ABCGH |
선택적 순서로 된 주요 위치 | 7,1,2,3,8 | Ok | GABCH |
수의 범위 | 1–3,7-8 | Ok | ABCGH |
식별자 문자열 조합
매칭을 위해 사용되는 식별자 문자열은 팩토리 관리 시스템으로부터 최대 네 개의 문자열의 조합이거나 또는 하나의 문자열로 구성되어야 하는 최대 네 개의 스캐너 입력 조합입니다.
추가 및 삭제 명령 버튼은 얼마나 많은 문자열이 결합되었는지를 관리합니다. 다음과 같은 매개변수를 사용할 수 있습니다.
매개변수 | 설명 |
|---|---|
확인란 | 삭제해야 하는 경우 입력을 선택합니다. |
이름 | 문자열에는 이름이 제공되어야 합니다. |
길이 | 문자열 길이를 알아야 하고 입력해야 합니다. 이는 정확한 문자열 식별자를 조합하는 데 중요합니다. |
주요 위치 | 매칭에 사용되는 결합된 문자열에서 쉼표로 구분되는 위치 또는 범위(하이픈으로 구분). |
저장된 위치 | 결과에 저장될 문자열의 쉼표로 구분되는 위치 또는 범위. |
두 개 이상의 식별자 문자열이 사용된 경우 수행할 단계:
추가 명령 버튼을 눌러서 표에 새 입력을 만드세요.
문자열 이름을 생성하세요.
문자열 길이를 입력하세요.
추가되는 모든 문자열에 1-3단계를 반복해 주세요. 최대 4개의 문자열을 조합할 수 있습니다.
각 행에서 시작-끝 매개변수는 매칭 프로세스의 다음 단계에서 사용되는 결합된 문자열 식별자에서 개별적인 문자열 위치를 정의합니다.
입력으로 식별자 문자열을 사용해서 작업 선택 프로세스에서 첫 번째 부분은 문자열의 어떤 위치가 활성화되어야 할지를 규정합니다.
식별자 문자열에서 어떤 위치가 매칭에 사용될지 규정하기 위해 주요 위치를 입력하세요. 위치들은 쉼표, 또는 범위로 구분되어야 합니다.
공구 탭 작업
공구 메뉴에서 정보를 표시하려면 공구를 컨트롤러에 연결해야 합니다.
공구 정보
공구 정보 보기는 컨트롤러에 연결된 공구에 대한 정확한 정보를 서비스 직원에게 제공하여 충분한 도움말과 지원을 제공하거나 작업자가 컨트롤러에 연결된 공구를 확인할 수 있는 정보를 포함합니다.
정보 | 설명 |
|---|---|
모델 | 공구 모델 명칭. |
최대 토크 | 조임 시 공구가 사용할 수 있는 최대 토크. |
최저 속도 | 공구의 최저 회전 속도. |
최대 속도 | 공구의 최대 회전 속도. |
최저 최종 속도 | 공구의 최저 최종 회전 속도 (BCP/BCV-RE 공구만 해당) |
최대 최종 속도 | 공구의 최대 최종 회전 속도 (BCP/BCV-RE 공구만 해당) |
기어비 | 입력 기어 각속도 대 출력 기어 각속도의 비율. |
일련 번호 | 올바른 예비 부품이나 서비스 지침을 얻기 위해 제품 지침의 정확한 버전이 필요한 경우 공구의 일련 번호가 필요할 수 있습니다. |
소프트웨어 버전 | 공구 소프트웨어 버전. |
제품 번호 | 공구의 제품 또는 주문 번호. |
공구 TAG 정보
공구 TAG 정보는 공구 유형이 STwrench인 경우에만 사용할 수 있습니다.
정보 | 설명 |
|---|---|
TAG id | 엔드 피팅 공구 (소켓)에서 프로그래밍된 프로그래밍 가능한 RFID TAG 식별자 번호. |
토크 보정 계수 | 특정 용도에 맞추기 위해 연장부가 필요할 수 있습니다. 이 경우 정확한 값을 표시하기 위해 렌치 측정을 보정해야 합니다. 보정 계수를 계산하려면, 최신 버전의 STwrench 사용자 설명서(인쇄물 번호 9836 4134 01)를 참조해 주세요. 매개변수는 엔드 피팅 공구의 RFID TAG에 저장되어 있습니다. |
각도 보정 계수 | 특정 용도에 맞추기 위해 연장부가 필요할 수 있습니다. 이 경우 정확한 값을 표시하기 위해 렌치 측정을 보정해야 합니다. 보정 계수를 계산하려면, 최신 버전의 STwrench 사용자 설명서(인쇄물 번호 9836 4134 01)를 참조해 주세요. 매개변수는 엔드 피팅 공구의 RFID TAG에 저장되어 있습니다. |
공칭 토크 | STwrench의 smartHEAD는 토크 변환기를 포함하며 렌치의 공칭 토크를 정의합니다. 자세한 정보는, 최신 버전의 STwrench 사용 설명서(인쇄물 번호 9836 4134 01)를 참조해 주세요. |
공구 연결
공구 연결 영역은 공구가 어떤 가상 스테이션에 연결되어 있는지를 보여줍니다.
관련 정보
공구 상태
상태 보기에는 공구 온도에 대한 정보가 포함되어 있습니다.
공구 온도
공구 온도(케이블 연결 및 배터리 공구 모두)는 POWER FOCUS 6000에 의해 계속해서 모니터링됩니다. 지원되는 온도 단위는 섭씨온도(°C) 및 화씨온도(°F)이고, 섭씨가 기본단위입니다. 컨트롤러를 재시작할 필요 없이 두 단위 간에 전환할 수 있습니다. 공구 모터 온도 또는 공구 전자 공학이 최대 온도를 초과하면, 공구가 잠기고 경보(2014)가 표시됩니다. 공구 온도가 온도 한계 아래로 떨어지면 공구가 다시 한 번 잠금 해제됩니다.
STwrench의 공구 온도는 표시되지 않습니다.
공구 온도 모니터링
디스플레이에서 또는 웹 GUI에서, 사용자는 최신 공구 전자공학 측정을 한 때의 타임스탬프와 함께 측정된 공구 모터 온도에 액세스할 수 있습니다.
홈 보기에서, 공구 탭을 탭하세요.
공구의 전자식 온도와 공구의 모터 온도는 상태 아래에 나열되어 있습니다.
펄스 공구의 경우, 공구 펄스 장치 온도가 목록에 기재됩니다.최대 온도 목록 및 타임스탬프에 액세스하려면 입력을 클릭해 주세요.
공구 유지 보수
공구는 서비스 간격 번호를 저장하고 공구 유지보수 또는 서비스가 필요하기 전 얼마나 많은 조임이 수행될 수 있는지 계수합니다.
유지보수 알람 설정
홈 보기에서, 설정 탭을 탭하고, 공구를 선택하세요.
서비스 표시자 알람을 켜짐으로 설정해 주세요.
홈 보기로 돌아가서, 공구 탭을 탭한 다음, 알람을 설정할 공구를 선택해 주세요.
서비스 간격 입력란에 값을 입력해 주세요.
서비스 간격은 10 000 배수로만 설정할 수 있습니다. 10 000 배수 이외 숫자는 10 000 배수에 근접하게 반올림됩니다.
펄스 공구로 작업할 때, 조임 및 펄스 수에 대한 서비스 간격이 모두 설정됩니다. 먼저 도달한 간격이 알람을 울립니다.
필드 | 설명 |
|---|---|
마지막 서비스 | 마지막 서비스가 수행된 날짜 및 시간. 마지막 서비스 날짜는 수리 정비소에 설정되어 있습니다. 마지막 서비스 날짜는 서비스 카운트 재설정 버튼을 누르면 현재 날짜 및 시간으로 설정됩니다. |
서비스 시 총 조임 횟수 | 처음 사용한 이후 공구에서 수행한 총 조임 횟수. 이 값은 서비스 시 사용 가능하고 다음 서비스를 받을 때까지 동일하게 유지됩니다. |
남은 조임 횟수 | 서비스 간격에 도달할 때까지 남은 총 조임 횟수. |
서비스 간격 | 두 서비스 이벤트 간에 수행해야 할 조임 횟수. 10000 배수로 설정할 수 있습니다. |
서비스 시 총 펄스 | [펄스 공구 전용] 처음 사용한 이후 공구에서 수행한 총 펄스 횟수. 이 값은 서비스 시 사용 가능하고 다음 서비스를 받을 때까지 동일하게 유지됩니다. |
남은 펄스 | [펄스 공구 전용] 서비스 간격에 도달할 때까지 남은 총 펄스 횟수. |
서비스 간격 | [펄스 공구 전용] 두 서비스 이벤트 간에 수행해야 하는 펄스 횟수. 10000 배수로 설정할 수 있습니다. |
서비스 카운터 재설정 | 남은 조임 횟수 카운터를 재설정하고 마지막 서비스 날짜를 현재 날짜로 설정합니다. |
서비스 데이터 재설정 | [펄스 공구 전용] 남은 조임 횟수 카운터는 물론 오일 상태를 재설정하고 마지막 서비스 날짜를 현재 날짜로 설정합니다. |
공구 교정
공구 교정은 공구가 참조 변환기에 얼마나 잘 맞는지 제어하는 데 사용됩니다.
공구 메모리에 저장된 교정 값은 공구의 토크 변환기에 의해 주이진 토크 값을 조정하여 컨트롤러에 올바른 토크 값을 표시하도록 하는 데 사용됩니다. 컨트롤러는 공구가 마지막으로 교정된 날짜를 표시합니다.
필드 | 설명 |
|---|---|
마지막 교정됨 | 마지막 교정이 수행된 날짜 및 시간. |
교정 값 | 교정 시 토크 값. |
다음 교정 날짜 | 이 공구의 다음 교정이 필요한 날짜. |
교정 준비하기
공구와 컨트롤러가 조임을 수행하도록 설정되었는지 확인해 주세요.
STa6000, STpad 또는 JSB Bench 등 토크 참조 변환기로 공구를 설정하세요.
설정 지침은 토크 참조 변환기의 사용자 안내서를 참조해 주세요.
일반적으로 공구에 사용되는 조임에 맞는 목표 토크로 조임 프로그램을 선택하세요.
적합한 조임 프로그램의 설정 및 활성화에 대한 자습서를 보려면 기본 조임 설정을 참조해 주세요.
공구 교정
공구에 사용할 교정 값은 아래의 방정식을 이용하여 컨트롤러와 토크 참조 변환기의 토크 판독값에서 계산됩니다.
새 교정 값 = 기존 교정 값× 평균 (참조 값 / Power Focus 값)
홈 보기에서, 공구 탭을 탭하고 교정할 공구를 선택하세요. 그런 다음, 교정으로 이동하세요.
교정 값 텍스트 상자의 기존 교정 값을 기록해 두세요.
최소 3회 조임을 수행하고 컨트롤러와 참조 변환기(ACTA 또는 유사품)에서 읽은 토크 값을 이용하여 평균 토크 값을 계산하세요.
새로운 교정 값 방정식을 이용하여 새로운 교정 값을 계산하세요.
교정 값 텍스트 상자에 값을 입력하고 적용을 눌러서 공구 메모리에 새 교정 값을 저장하세요.
교정이 완료되면, 조임을 수행하여 새 값이 정확한지 확인해 주세요.
STa6000 또는 STpad를 사용하는 공구 교정
STa6000/STpad 연결
STa6000/STpad를 세 가지 방법으로 컨트롤러에 연결할 수 있습니다.
STa6000 연결
연결 | 비고 |
|---|---|
COM 포트 | ACTA 시리얼 케이블을 사용하여 Atlas Copco USB to Serial Adapter를 컨트롤러의 USB 포트에 연결해 주세요. USB 케이블을 사용하여 STa6000을 직렬 어댑터(Serial Adapter)에 연결해 주세요. |
이더넷 포트 | STa6000과 컨트롤러의 팩토리 이더넷 포트 또는 팩토리 네트워크 사이에 이더넷 케이블을 연결해 주세요. |
STpad 연결
연결 | 비고 |
|---|---|
COM 포트 | ACTA 시리얼 케이블을 사용하여 ST pad를 컨트롤러의 COM 포트에 연결해 주세요. |
이더넷 포트 | STa6000과 컨트롤러의 팩토리 이더넷 포트 또는 팩토리 네트워크 사이에 이더넷 케이블을 연결해 주세요. |
STa6000 또는 STpad를 통해 QA 교정 수행
공구가 연결되어 컨트롤러의 가상 스테이션에 지정되어 있는지 확인해 주세요.
단일 조임 프로그램은 교정 목적으로 사용할 수 없습니다. 배치 프로그램이 선택되었는지 확인해 주세요.
홈 보기로 돌아가서, 공구 탭을 탭하세요. 그런 다음 QA 교정을 클릭하고 QA 교정을 켜짐으로 설정하세요.
교정할 공구와 연결할 가상 스테이션을 선택하고, 사용할 연결 유형 (COM 포트의 TCP)을 선택해 주세요.
통신을 위한 기본 포트의 번호는 4561 입니다.
STa6000/STpad를 컨트롤러에 연결하고 정확한 가상 스테이션을 선택해 주세요.
STa6000/STpad에서 교정을 시작해 주세요.
STa6000/STpad는 공구 정보 및 조임 프로그램과 같은 컨트롤러 정보를 요청합니다.
조임을 실행해 주세요. 교정 장치가 조임을 감지하면, 컨트롤러에 조임 결과를 요청합니다.
배치에서 모든 조임이 실행될 때까지 위의 단계를 반복해 주세요.
완료되면, STa6000/STpad는 보고서를 생성하고 공구에 대한 새 교정 값을 계산합니다.
STa6000/STpad에 저장을 선택하여 컨트롤러에 새 교정 값을 보내면 컨트롤러는 공구에 해당 교정 값을 기록합니다.
교정 도중 조임 프로그램이 변경되거나 시퀀스/배치가 업데이트되면 교정이 종료됩니다.
교정 목적으로 사용되는 배치 크기에는 제한이 없습니다. 그러나, STa6000은 배치 크기로 2자리 숫자만 표시할 수 있습니다. 따라서, Sta6000의 카운터는 100을 00으로 읽습니다.
교정이 완료되면, 조임을 수행하여 새 값이 정확한지 확인해 주세요.
공구 진단
진단에서 다음을 실행할 수 있습니다.
센서 추적
진단 테스트
센서 추적
공구, 각도 또는 토크 센서를 진단하기 위해 공구 메뉴에서 센서 추적 세션을 시작할 수 있습니다. 센서 추적 세션의 제한 시간은 20분입니다. 타임아웃 5분 전에 경고가 표시되며 세션을 연장하거나 중지할 수 있습니다.
센서 추적은 케이블(유선) 공구에서만 가능합니다.
각 공구 및 컨트롤러에 대해 한 번에 하나의 추적 세션만 시작할 수 있습니다.
센서 추적 세션 시작하기
홈 창에서, 공구를 선택합니다.
진단에서 케이블 공구 및 센서 추적을 선택합니다.
센서 추적 시작을 켭니다.
공구 각도, 토크 및 속도가 표시됩니다.
공구 각도 | 센서 추적 세션이 시작된 이후 또는 마지막 재설정 이후 공구가 회전한 각도 |
토크 | 판독값: 토크에 대한 순간 값 |
속도 | 판독값: 속도에 대한 순간 값 |
진단 테스트
공구가 올바르게 작동하는지 확인하기 위해 공구의 진단 테스트를 수행할 수 있습니다. 실행할 수 있는 테스트 유형은 연결된 공구에 따라 다릅니다. 세 가지 유형의 테스트를 실행할 수 있습니다.
자동 생산 테스트: 사용자의 조치가 필요하지 않습니다.
승인 없이 수동 테스트: 사용자는 테스트 중에 몇 가지 작업을 수행해야 합니다.
승인을 통한 수동 테스트: 사용자는 공구의 동작을 모니터링하고 피드백을 제공해야 합니다.
각 공구 및 컨트롤러에 대해 한 번에 하나의 진단 세션만 시작할 수 있습니다.
진단 테스트가 시작되면 다른 클라이언트에 대해 세션이 잠깁니다. 진단 테스트 세션의 제한 시간은 20분입니다. 타임아웃 5분 전에 경고가 표시되며 세션을 연장하거나 중지할 수 있습니다.
자동 생산 테스트 | 승인 없이 수동 테스트 | 승인을 통한 수동 테스트 |
|---|---|---|
|
|
|
진단 테스트 세션 시작
홈 창에서, 공구를 선택합니다.
진단에서 케이블 공구 및 진단을 선택합니다.
진단 테스트를 켭니다.
실행할 테스트를 선택합니다.
화면에 나온 지침을 따르십시오.
모든 테스트는 녹색 또는 빨간색 표시와 함께 결과를 표시합니다.
20초 이내에 아무런 조치도 취하지 않으면 진단 테스트 시간이 초과됩니다.
테스트 세션이 완료되면 진단 테스트 결과가 표시됩니다.
진단 테스트 페이지를 종료하면 결과가 사라집니다!
테스트 결과를 내보내려면 내보내기 버튼을 선택하세요.
영점 위치
이 구성은 시스템이 항상 각 조임 또는 순서에 대해 원래 시작 위치로 돌아가도록 작동합니다. 영점 위치는 핸드헬드 및 고정식 공구 모두에 대해 개별적으로 설정됩니다. 영점 위치는 공구의 현재 위치를 설정합니다. 조임 작업 또는 시퀀스 진행 중에는 영점 위치를 설정할 수 없습니다.
영점 위치 설정:
홈 보기에서 공구를 선택합니다.
케이블 공구를 선택한 다음 오른쪽 메뉴에서 영점 위치를 선택합니다.
설정을 선택합니다. 공구의 현재 위치가 영점 위치로 설정됩니다.
공구 모터 세부 조정
모터 세부 조정으로 공구의 모터 제어 장치를 조정하여 성능을 최적화하고 손실을 최소화할 수 있습니다.
케이블 공구의 경우, 모터 세부 조정은 컨트롤러와 공구의 특정한 각 조합과 함께 수행되어야 합니다. STB 공구는 새 모터 세부 조정을 수행할 필요 없이 다른 컨트롤러로 이동할 수 있습니다.
모터 세부 조정을 수행하기 전에 공구가 가상 스테이션에 연결되었고 컨트롤러가 조임을 수행하도록 설정되었는지 확인해 주세요.
모터 세부 조정은 약 1분이 소요되며 완료될 때까지 스핀들을 시계 방향(CW)과 시계 반대 방향(CCW)으로 회전시킵니다.
오픈 엔드 기어 전면 장착부(GFA: Gear Front Attachment)로 구성된 공구의 경우 모터 튜닝을 수행하기 전에 공구에서 오픈 엔드 확장부를 제거해 주세요.
모터 세부 조정을 수행하세요.
홈 보기에서 공구 탭을 선택하세요. 모터를 세부 조정할 공구를 선택하고 모터 세부 조정으로 이동하세요.
수행을 선택한 다음 공구에서 트리거를 눌러주세요.
확인을 눌러 모터 세부 조정을 시작해 주세요.
화면의 지침에 따라 모터 세부 조정이 완료될 때까지 공구 트리거를 누르고 유지하세요.
모터 세부 조정이 성공하면, OK 이벤트가 표시됩니다.
모터 세부 조정이 성공하지 않거나 모터 세부 조정이 완료되기 전에 공구 트리거가 해제되면 NOK 이벤트가 표시됩니다.
프론트 엔드 구성
올바른 프론트 엔드 장착부를 사용하도록 공구를 구성해 주세요.
홈 메뉴에서 공구로 이동한 다음 케이블 공구 > 프론트 엔드 구성을 차례대로 선택합니다.
프론트 엔드 유형을 선택합니다.
오픈 엔드를 선택하면 다음 매개변수를 설정할 수 있습니다.
오픈 엔드 공구를 사용하기 전에 공구 헤드와 공구 본체가 올바르게 조립되고 구성되었는지 확인해 주세요. 그렇지 않으면 공구가 잘못된 방향으로 구동될 수 있으며 오픈 엔드 헤드의 기계적 정지 장치가 손상될 수 있습니다.
설정
설명
모터 방향 변경
오픈엔드 및 클로즈드 엔드에 사용할 수 있습니다.
꺼짐: 기본값
켜짐
조임 방향
시계방향(CW): 기본값
조임 방향을 시계 방향으로 설정합니다.
시계 반대 방향(CCW)
조임 방향을 시계 반대 방향으로 설정합니다.
위치 한계(제한)
사용자 설명서
토크 위치 지정 한계를 설정합니다.
자동: 기본값
토크 위치 지정 제한은 최대 토크의 2%로 자동 설정되지만 최소 2Nm입니다.
적용을 선택하여 구성을 설정해 주세요. 공구가 다시 시작됩니다.
오픈 엔드 세부 조정을 수행합니다.
오픈 엔드 튜닝 기능은 오픈 엔드 기어 전면 장착부(GFA: Gear Front Attachment)로 구성된 공구에 사용할 수 있습니다. 이 기능은 결합된 공구와 확장부의 실제 기어비를 계산하고 공구에 저장합니다. 튜닝은 약 2분 정도 소요됩니다.
오픈 엔드 튜닝이 완료되면 오픈 엔드 확장부가 부탁된 상태로 공구를 교정해야 합니다.
수행을 선택한 다음 공구에서 트리거를 눌러주세요.
화면의 지침에 따라 오픈 엔드 조정이 완료될 때까지 공구 트리거를 누르고 유지하세요.
모터 세부 조정이 성공하면 Ok 이벤트가 표시됩니다.
모터 세부 조정이 성공하지 않거나 모터 세부 조정이 완료되기 전에 공구 트리거가 해제되면 NOK 이벤트가 표시됩니다.
무선 공구를 위한 WLAN 및 Bluetooth
Power Focus 6000 LV 컨트롤러에는 페어링 프로세스를 사용하여 무선 공구를 컨트롤러에 연결할 수 있는 내장 무선 LAN과 Bluetooth 무선 모듈이 있습니다. 페어링이 완료되면 공구가 컨트롤러 범위 내에 있는 즉시 공구는 자동으로 컨트롤러에 연결됩니다. 컨트롤러와 페어링된 공구는 다른 컨트롤러가 동일한 무선 채널을 사용하도록 설정되더라도 특정 컨트롤에만 연결할 수 있습니다.
컨트롤러의 WLAN 무선 모듈은 동시에 세 공구에 연결할 수 있으며, Bluetooth 모듈 여섯 개에 동시 접속을 허용합니다.
STB 공구 및 STwrench를 위한 페어링 모드
STB 공구를 페어링 모드로 설정하기
공구에서 (충전된) 배터리를 분리하세요.
배터리를 재장착하는 동안 공구 트리거를 누르세요.
공구 LED가 꺼지면 공구 트리거를 놓아주세요.
공구 LED가 다시 켜지면 공구 트리거를 누르세요.
공구 LED가 다시 꺼지면 공구 트리거를 놓아주세요. 양쪽 LED가 점멸하기 시작합니다(약 10초 후).
이제 공구는 페어링 모드에 있습니다. 공구가 페어링 모드에 있으면 LED가 계속 점멸합니다.
공구의 양쪽 LED가 점멸하기 전에 Power Focus 페어링 절차를 시작하지 마세요. 30초 이내 페어링을 시작하지 않으면 공구가 시간 초과될 수 있습니다.
공구가 페어링 모드가 되면, 연결 형식을 눌러 페어링 절차를 시작해 주세요.
STwrench를 페어링 모드로 설정하기
STwrench를 켭니다.
셀 및 자이로스코프 자동 조정 중에 렌치 키보드의, ON, RIGHT 및 BARCODE 버튼을 차례대로 눌러주세요.
영점 조정이 끝날 시점에, 렌치는 페어링 모드로 설정됩니다.
공구가 페어링 모드가 되면, 연결 형식을 눌러 페어링 절차를 시작해 주세요.
Bluetooth 요구 사항
POWER FOCUS 6000에서 Bluetooth를 사용하기 위해서는 다음 요구 사항을 충족해야 합니다.
POWER FOCUS 6000 소프트웨어 2.6 이상
Bluetooth 모듈을 구비한 무선 공구
공구 소프트웨어 부트 버전 9.1.6 이상
공구 소프트웨어 앱 버전 3.6.1 이상
무선 공구 제한
모든 WLAN(3), Bluetooth 슬롯(6)이 채워지면, 컨트롤러와 페어링된 추가 무선 공구는 기존의 페어링된 공구를 대체합니다. 이 대체에는 몇 가지 규칙이 있습니다.
WLAN의 경우, 이전에 페어링된 공구 중 하나가 무작위로 대체됩니다.
Bluetooth의 경우, 오프라인 공구가 먼저 대체되고 그 다음에 온라인 공구가 대체됩니다. 가상 스테이션에 연결된 공구는 대체되지 않습니다. 이미 가상 스테이션에 여섯 무선 Bluetooth 공구가 연결된 컨트롤러에 추가로 Bluetooth 장착 공구를 페어링할 때는 추가 공구를 페어링하기 전에 가상 스테이션의 공구 중 하나를 제거해야 합니다. 가상 스테이션에서 연결이 해제된 공구는 그 다음 새 공구로 대체됩니다.
무선 공구를 컨트롤러에 페어링하기
메카트로닉 렌치와 컨트롤러의 페어링은 다른 무선 도구와 다르게 수행되며, MWRKit을 컨트롤러에 연결해야 합니다. 자세한 정보는 공구의 제품 지침을 참조하십시오.
페어링 프로세스를 시작하기 전:
(페어링 할 무선 공구에 따라) WLAN 또는 Bluetooth가 컨트롤러에 활성화되었는지 확인 필요
사용 가능한 페어링 슬롯이 있는지 확인 필요 (WLAN은 3개, Bluetooth는 6개)
사용할 무선 채널 확인
공구를 페어링 모드에 두는 방법을 확인하십시오. STB 사용 설명서(9836 3043 01)에 따라 이 작업을 수행하거나 아래 지침을 따름
가능하면 공구와 컨트롤러 사이에 장애물이 없도록 함
다른 공구가 동시에 컨트롤러와 페어링되어 있지 않은지 확인함
설정 > WLAN으로 이동하여 내부 WLAN을 활성화하십시오. 활성화 스위치를 켜짐으로 끌어당김
WLAN 활성화 스위치가 꺼짐으로 설정되어 있는 경우, 공구를 컨트롤러에 페어링할 수 없습니다. 활성화된 스위치를 꺼짐으로 설정하면 이미 내장 WLAN에 연결되어 있는 공구의 무선 연결이 해제됩니다.
무선 공구를 사용할 무선 채널을 설정합니다. 홈 보기에서, 설정 탭을 탭하고, WLAN을 클릭합니다.
무선 채널 영역에서, 채널 목록을 탭하고 적합한 채널을 선택합니다.
채널을 변경하면 컨트롤러와 페어링된 모든 무선 공구를 영구적으로 분리합니다.
홈 보기로 돌아가서, 공구 탭을 탭합니다. 그 다음, 오른쪽 상단 모서리의 공구 아이콘을 탭합니다.

공구를 페어링 모드에 둡니다. 무선 공구를 페어링 모드에 두기를 참조하십시오.
페어링 대화 상자에서, 수행을 클릭하여 페어링 프로세스를 시작합니다.
페어링 프로세스는 다음 결과 중 하나로 종료됩니다.
페어링 성공 - 선택된 채널을 사용해서 공구가 컨트롤러에 페어링되었습니다.
페어링 실패 - 다음과 같은 이유 중 하나로 인하여 발생할 수 있습니다.
페어링 프로세스 동안 감지된 공구가 없습니다. 공구가 범위 내에 있고 페어링 모드인지 확인한 다음, 닫기를 클릭하고 다시 시도하십시오.
페어링 프로세스 동안 한 개 이상의 공구가 발견되었습니다. 페어링 모드에 다른 공구가 없는지 확인한 다음, 닫기를 클릭하고 다시 시도하십시오.
페어링이 이미 진행 중입니다. 컨트롤러에서 수행 중인 다른 페어링 프로세스가 없는지 확인한 다음, 닫기를 클릭하고 다시 시도하십시오.
페어링에 실패했습니다. 닫기를 클릭하고 다시 시도하십시오.
IRC-W 인프라 공구는 공장의 무선 인프라를 사용하여 컨트롤러에 연결하는 공구입니다. 공구 구성, ADHOC 또는 인프라 모드는 TalksTalk Service 2에서 설정됩니다. IRC-W 인프라 공구로서 구성된 공구는 컨트롤러 자체에 내장된 네트워크를 사용하여 ADHOC에 연결 공구로서 연결할 수도 있습니다. 그러나 공구가 다시 시작되면, 해당 공구는 IRC-W 인프라 구성 공구로 되돌아갑니다.
IxB 공구 제한
IxB 연결 기능 요구 사항
IxB 연결 기능을 사용하려면 다음이 필요합니다.
PF6000 컨트롤러 버전 13 이상
PF 컨트롤러 버전 5 이상
최대 공구 연결 수
컨트롤러 | 연결 유형 | IxB 공구 | IxB 및 기타 무선 공구 |
|---|---|---|---|
PF6000 | 무선 LAN | 6 | 6 (조합에 관계 없음) |
Bluetooth IxB 연결만 해당 = 켜짐 | 4 | 해당 없음 | |
Bluetooth IxB 연결만 해당 = 꺼짐 | 1 | 6 무선 공구 또는 | |
PF8 | 무선 LAN | 20 | 20 |
Bluetooth | 6 | 6 (조합에 관계 없음) |
가상 스테이션 탭 작업
가상 스테이션은 가상 스테이션 메뉴에 구성되어 있습니다.
가상 스테이션은 물리적 스테이션의 소프트웨어 개념이며 특정 공구를 사용하기 위해 설정할 수 있고 공구를 사용하여 여러 작업을 원격으로 실행할 수 있습니다.
POWER FOCUS 6000에서, 컨트롤러 당 다수의 가상 스테이션을 설정할 수 있습니다. 각 가상 스테이션은 하나의 공구 및 하나 이상의 액세서리에 연결할 수 있습니다.
가상 스테이션을 사용해서 작업자는 여러 공구를 작동할 수 있고 동일한 컨트롤러를 사용하여 여러 작업을 실행할 수 있습니다. 한 개의 케이블 공구와 여러 개의 STB 공구를 컨트롤러에 동시에 연결할 수 있습니다.
다른 공구를 구성할 때 시작 소스에서 선택된 시작 신호가 선택되 공구와 일치하고 선택된 작업을 특정 공구에서 실행할 수 있는지 확인해 주세요.
조임을 시작할 수 있기 전에 가상 스테이션 메뉴에서 작업을 선택해야 합니다. 작업은 세 유형 중 하나입니다.
조임 프로그램
배치 시퀀스
소스
작업자 또는 외부 신호에 의해 수동으로 선택할 수 있습니다.
제품 필수 튜토리얼
https://www.youtube.com/watch?v=Ay0zO5fGSD8
이 섹션에서
가상 스테이션 생성
적은 반응 조임 전략 및 컨트롤러 전반의 기능과 같은 컨트롤러 기능들은 기능 관리 시스템(FMS)을 통해 배포된 라이선스가 필요합니다. 특정 라이선스 없이 기능의 구성이 가능하지만, 이러한 기능들을 할당하고 사용하려면 올바른 라이선스를 컨트롤러에 설치해야 합니다. 라이선스에 대한 자세한 내용은 라이선스(FMS)를 참조하십시오.
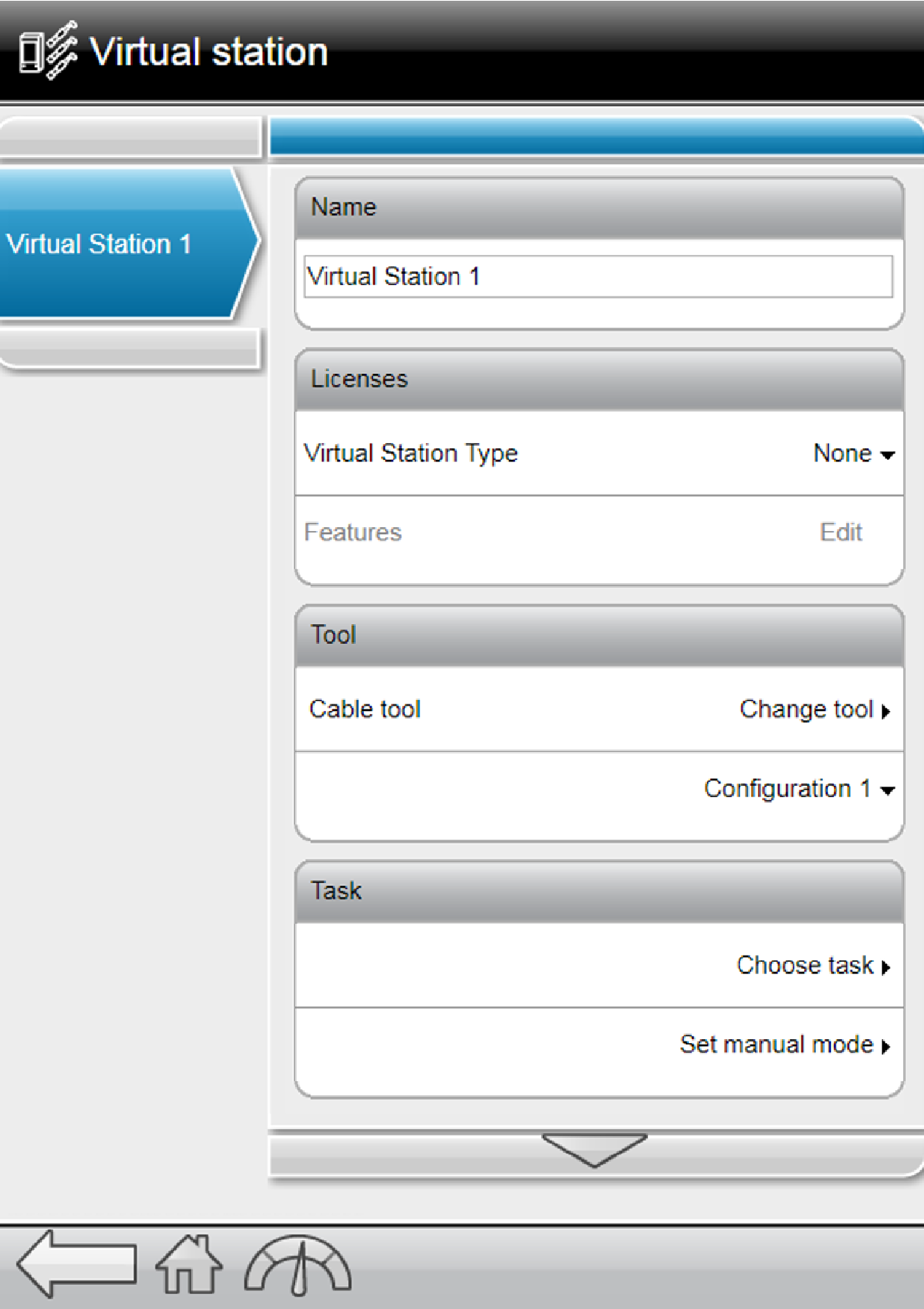
새 가상 스테이션을 생성하려면:
+ 기호를 누릅니다.
이름과 기타 매개변수를 편집합니다.
가상 스테이션을 제거하려면: 매개변수 목록 하단에서 삭제를 누릅니다.
생성된 가상 스테이션 목록은 생성된 순서로 존재합니다.
공구를 할당할 때 사용 가능한 공구 구성이 없는 경우, 자동으로 새 공구 구성이 생성되고 가상 스테이션에 할당됩니다.
이 자동 생성된 공구 구성은 시작 소스를 트리거만 해당으로 설정하고 추적을 꺼짐으로 설정합니다. STB 공구인 경우 시작 요청이 켜짐으로 설정됩니다.
라이센스를 가상 스테이션에 할당하기
가상 스테이션이 작동하도록 하려면, 가상 스테이션에 가상 스테이션 유형 라이센스를 할당해야 합니다.
가상 스테이션 메뉴를 선택하고 라이센스를 할당하고 싶은 가상 스테이션을 선택해 주세요.
라이센스 섹션에서, 가상 스테이션 유형 필드의 화살표를 선택하세요.
라이센스 유형 변경 창이 나타납니다.
가상 스테이션에 할당하기 원하는 가상 스테이션 유형을 선택하세요.
가상 스테이션 기능을 추가로 할당해야 하는 경우 기능 필드에서 편집을 선택하세요.
기능 선택 창이 나타납니다.
가상 스테이션에 할당할 기능을 모두 선택하고 확인을 선택하세요.
가상 스테이션에서 라이선스 할당 취소
가상 스테이션 메뉴를 선택하고 라이선스 할당을 취소하고 싶은 가상 스테이션을 선택합니다.
라이선스 섹션에서, 가상 스테이션 유형 필드의 라이선스 이름을 선택합니다.
라이선스 유형 변경 창이 나타납니다.
할당 해제를 원하는 할당된 가상 스테이션 유형의 이름을 선택합니다.
라이선스 유형 변경이 닫히고 가상 스테이션 유형 필드에 없음이 표시됩니다. 모든 기능은 컨트롤러에서도 제거됩니다.
가상 스테이션이 삭제되면 해당 가상 스테이션과 연관된 라이선스가 자동으로 풀(pool)에 반환됩니다.
가상 스테이션에 공구 연결하기
가상 스테이션에는 한 개의 공구만 연결할 수 있습니다. 컨트롤러에 연결된 공구 중 하나만 케이블 공구일 수 있습니다. 추가된 가상 스테이션은 컨트롤러에 페어링된 무선 공구를 연결할 수 있습니다.
각 가상 스테이션은 공구에 대한 구성 외에도 다른 하나의 공구 구성이 필요합니다. 공구 구성은 구성 메뉴에서 생성됩니다.
가상 스테이션 메뉴로 이동해서 공구를 연결할 가상 스테이션을 누르세요.
공구 영역에서, 공구 선택을 눌러서 사용 가능한 공구 목록을 열어주세요.
또는 공구가 이미 선택된 경우 공구 변경을 눌러서 변경 가능한 공구 목록을 여세요.
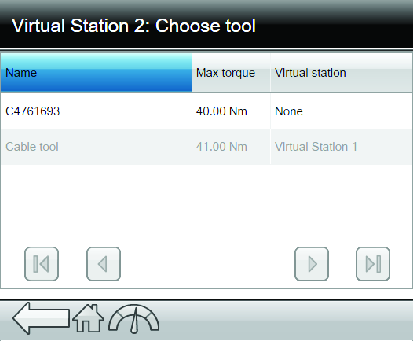
사용 가능한 공구 목록에서 원하는 공구를 눌러서 가상 스테이션에 연결하세요.
사용 불가한 공구는 회색으로 표시됩니다. 그러한 공구를 연결하려면 먼저 가상 스테이션에서 차단되어야 합니다.
새 공구를 연결하면 공구 구성이 부착됩니다. 사용 가능한 구성이 하나 이상일 경우 공구 구성 목록이 표시됩니다.
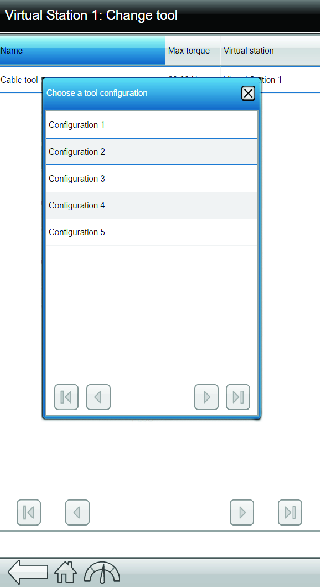
가상 스테이션에 공구 구성을 교체하려면:
현재 구성 이름 옆의 화살표를 클릭하세요.
목록에서 다른 구성을 선택하세요.
구성을 선택 해제할 수 없고, 다른 사용 가능한 구성만 선택할 수 있습니다.
관련 정보
가상 스테이션에서 작업 창 구성
선택된 작업은 조임 프로그램을 실행하거나, 배치 시퀀스를 실행하거나 소스 메뉴에서 구성된 소스를 사용하여 작업을 활성화할 수 있습니다.
작업은 컨트롤러에서 모니터링할 수 있고 작업 결과는 작업 중 발생했을 수 있는 이벤트와 함께 제시될 수 있습니다.
이 섹션에서
가상 스테이션에서 수동 모드 구성
가상 스테이션 수동 모드는 공구가 잠금 모드일 때 작업을 수행하는 데 사용됩니다. 공구가 특정한 이유로 인해 잠금 상태가 된 경우(예: 공구가 TLS 공간을 벗어남)에도 공구로 긴급 작업 등의 특정 작업을 수행해야 할 수 있습니다. 가상 스테이션 수동 모드를 구성함으로써, 사용자들은 수동 모드 진입 중 어떤 신호가 전송되는지(입력 신호), 수동 모드 중 어떤 작업에 수행될 수 있는지(2차 작업), 그리고 수동 모드를 출력할 때 어떤 신호가 전송되는지(출력 신호) 확인할 수 있습니다.
원하는 설정이 사용자에 따라 다양하기 때문에(즉, 입력 및 출력 시 전송되는 신호와 수행해야 하는 작업), 수동 모드는 각 가상 스테이션에 따라 완전히 구성됩니다.
구성의 3 요소: 입력 신호, 출력 신호, 2차 작업. (1차 작업은 작업에서 가상 스테이션으로 할당되는 (자동) 작업임)
가상 스테이션 메뉴로 이동하고 가상 스테이션을 클릭한 뒤, 작업에서 수동 모드 설정을 클릭하세요.
수동 모드 구성 화면에서 2차 작업을 설정하세요. 이를 통해 수동 모드에서 실행해야 하는 작업을 결정합니다.
2차 작업이 설정되지 않을 경우, 1차 작업가 수동 모드 중 사용됩니다.
모든 작업 유형(조임, 배치 시퀀스, 소스)은 1차 작업에서의 설정과 동일하게 2차 작업에 적용됩니다.
입력 섹션 하단에 있는 + 아이콘을 클릭하여 전송해야 할 입력 신호를 설정하세요. 아래 신호 입력 매개변수를 참조해 주세요.
출력 섹션 하단에 있는 + 아이콘을 클릭하여 전송해야 할 출력 신호를 설정해 주세요. 아래 신호 출력 매개변수를 참조해 주세요.
입력 및 출력에 관해 설정할 수 있는 최대 99개 신호에 대한 한계가 있습니다.
이 섹션에서
입력 및 출력 신호
신호 입력 및 출력 매개변수는 동일합니다.
두 가지 유형의 신호가 있는데, 바로 부울 유형과 정수/문자열 유형입니다. 부울 유형 신호의 경우, 켜짐/꺼짐(true/false) 스위치가 사용됩니다. 정수/문자열 유형 신호의 경우, 텍스트 필드는 (I/O) 신호 또는 문자열이 표시되는 위치에서 사용됩니다.
신호 | 유형 | 기본값 |
|---|---|---|
중단 시퀀스 | 부울 | 꺼짐 |
이벤트 확인 | 부울 | 꺼짐 |
공구 스캐너 활성화 | 부울 | 꺼짐 |
확실한 결과 | 부울 | 꺼짐 |
필드버스 비활성화 | 부울 | 꺼짐 |
개방형 프로토콜 명령어 비활성화 | 부울 | 꺼짐 |
공구 스캐너 비활성화 | 부울 | 꺼짐 |
동적 배치 크기 | 정수 | 0 |
외부 식별자 | 정수 | 0 |
외부 모니터링 [1-8] | 부울 | 꺼짐 |
공구 녹색 LED 플래시(외부 프로토콜) | 부울 | 꺼짐 |
일반 IO [1-10] | 정수 | 0 |
동적 배치 크기에 대한 Id | 정수 | 0 |
배치 재설정 | 부울 | 꺼짐 |
배치 시퀀스 재설정 | 부울 | 꺼짐 |
쌍안정 릴레이 재설정 | 부울 | 꺼짐 |
너무 많은 NOK 재설정 | 부울 | 꺼짐 |
입력 선택 | 정수 | 0 |
쌍안정 릴레이 설정 | 부울 | 꺼짐 |
완료 시 공구 잠금 해제 | 부울 | 꺼짐 |
비활성화 상태의 공구 잠금 해제 | 부울 | 꺼짐 |
가상 스테이션에서 프로토콜 창 구성
가상 스테이션 메뉴의 프로토콜 탭 아래에 사용 중인 현재 라이센스에 따라 사용 가능한 통신 프로토콜 목록을 찾을 수 있습니다. Open Protocol은 모든 라이선스에 사용할 수 있습니다.
ILM Protocol 기능에 액세스하는 방법은, ILM Adapter User Guide를 참조하십시오.
Open Protocol을 통해 기능에 접근하려면, 각 가상 스테이션에 대한 고유한 포트가 정의되어 있어야 합니다.
Open Protocol 스위치를 켜짐으로 설정하세요.
서버 포트 번호를 입력하세요.
15~60 사이의 통신 시간 제한 값을 초 단위로 입력하세요.
PLC 인덱스 값을 1~6 사이의 값으로 입력하세요.
PLC 인덱스는 공유 메모리에서Open Protocol 명령을 작성할 위치를 매핑하는 작업에 사용됩니다. 기본 값은 1이며, 1부터 6까지의 값을 입력할 수 있습니다.
클라이언트로의 연결이 손실되었을 때 적용할 조치를 선택하세요.
분리 설정은 연결 오류가 발생한 때 적용된 조치를 제어합니다.
없음 - 조임 프로그램이 정상적으로 계속됩니다.
공구 잠금 - 공구는 현재 조임이 정상적으로 종료된 후 잠깁니다.
작업 할당 취소 - 조임은 진행 중인 작업이 중단을 종료된 후 중단됩니다. 간단한 조임 프로그램 또는 배치 시퀀스를 제외하고 작업은 종료 후 제거됩니다.
항상 공구 잠금 - 공구는 결과에 관계없이 현재 조임이 정상적으로 종료된 후 잠깁니다.
레가시 카운터 사용
기본 카운터 설정은 시퀀스의 모든 조임을 계수하여 보조 시스템에 해당 숫자를 출력합니다. 이 설정을 사용하려면, 레거시 카운터 사용을 예로 설정하세요.
MID0015 Echo 선택된 식별자 번호
이 설정은 MID0015 Echo 식별자 번호가 예로 설정된 경우에 MID0015 PSET_SELECTED의 선택된 식별자 번호 값을 응답 값으로 내놓을 수 있도록 허용합니다. 그렇지 않으면 실제 조임 프로그램 ID가 전송됩니다.
MID2500 풀기 프로그램
이 설정을 사용하면 목록에서 MID2500 풀기 프로그램을 선택할 수 있습니다.
준비가 되면, 적용을 탭하거나 선택하세요.
SoftPLC Index의 기본값은 항상 1이고 사용 중인지 확인하기 위한 검사가 수행되지 않으므로, 가상 스테이션을 추가할 때 동일한 인덱스가 여러 번 구성되도록 시스템을 구성했을 가능성이 있습니다. 이러한 경우, Soft PLC는 어떤 가상 스테이션에서 MID가 들어오는지 식별할 수 없습니다.
가상 스테이션에서 부속품 창 구성
가상 스테이션에서 QIF 부속품을 연결하고 차단하려면, 가상 스테이션에 QIF 부속품 연결 및 가상 스테이션에서 QIF 부속품 연결을 참조해 주세요.
부속품의 I/O 진단의 도움으로 문제 해결을 하려면, 디지털 신호 진단을 참조해 주세요.
디지털 신호 진단
배포 및 컨트롤러의 해결 시 진단 도구는 매우 유용합니다. 가상 스테이션 메뉴에서 장치 구성 또는 필드버스 매핑을 위한 정보 태그에서 분석에 사용할 수 있습니다.
컨트롤러는 정상 모드 또는 진단 모드에서 작동할 수 있습니다. 정상 모드에서 디지털 입력 및 출력 신호는 정상적으로 작동하고 내부 컨트롤러 로직과 외부 부속품 또는 커넥터 간에 라우팅됩니다.
진단 모드는 모니터 모드와 강제 모드로 나뉘어집니다. 모니터 모드에서 신호는 정상적으로 작동하지만 신호 동작에 대한 실시간 모니터링을 제공합니다. 강제 모드에서 컨트롤러 내부 로직과 외부 부속품 간 연결부가 개방되면 입력 및 출력 신호를 원하는 상태로 강제할 수 있습니다.
한 번에 하나의 장치 또는 하나의 필드버스에 대한 디지털 신호를 진단할 수 있습니다.
진단 구성
특정 부속품 또는 필드버스에 대한 진단은 부속품 또는 필드버스에 대한 가상 스테이션 보기에 있는 정보 옵션을 통해 접근할 수 있습니다.
정보를 누르고 다음 화면에서 진단을 누르세요.
스위치로 모니터 모드 또는 강제 모드를 활성화 하세요.
입력 신호 및 출력 신호 상태는 반복 탭에서 사용할 수 있습니다.
한 번에 하나의 단일 사용자 또는 기능에서 진단에 액세스할 수 있습니다. 진단이 이미 사용 중인 경우 정보 메시지가 화면에 표시됩니다.
정상 작동
정상 작동 모드에서 외부의 입력 신호는 내부 컨트롤러 로직으로 넘어가고 컨트롤러 출력 신호는 진단 모듈로부터의 개입 없이 외부의 대상으로 넘어갑니다.
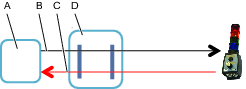
A | 컨트롤러 내부 상태 기계 및 논리 기능 |
B | 디지털 출력 신호 경로 |
C | 디지털 입력 신호 경로 |
D | 진단 모듈 |
디지털 신호 모니터링
진단 모드에서 컨트롤러 내부 로직에서(으로) 통과한 모든 신호는 모니터링할 수 있습니다. 한 번 누르면 진단 모듈에 연결되고 신호 상태는 웹 GUI 또는 컨트롤러 GUI에 표시됩니다.
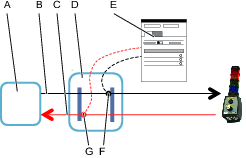
A | 컨트롤러 내부 상태 기계 및 논리 기능 |
B | 디지털 출력 신호 경로 |
C | 디지털 입력 신호 경로 |
D | 진단 모듈 |
E | 사용자 인터페이스 |
F | 출력 신호 누름 |
G | 입력 신호 누름 |
강제 디지털 신호
진단 모드에서 컨트롤러 내부 로직에서(으로) 통과한 모든 신호는 원하는 상태로 강제할 수 있습니다. 신호선은 진단 모듈에서 열립니다. 사용자 인터페이스에서 입력 및 출력 신호 모두 대기 상태로 강제할 수 있습니다. 사용자 인터페이스는 웹 GUI 또는 컨트롤러 GUI입니다.
신호가 강제되는 동안 컨트롤러는 정상적으로 작동합니다. 진단 모드 및 강제 모드를 떠날 때, 모든 신호는 컨트롤러의 현재 작동 상태로 설정됩니다. 이로 인해 디지털 출력의 상태 변화를 야기할 수 있고, 이는 원치 않는 조치를 창출할 수 있습니다.
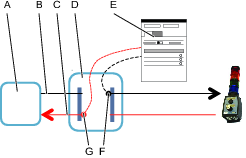
A | 컨트롤러 내부 상태 기계 및 논리 기능 |
B | 디지털 출력 신호 경로 |
C | 디지털 입력 신호 경로 |
D | 진단 모듈 |
E | 사용자 인터페이스 |
F | 강제 출력 신호 삽입 지점 |
G | 강제 입력 신호 삽입 지점 |
가상 스테이션에서 필드버스 창 매핑하기
GUI에서 필드버스 입력은 컨트롤러에 할당된 필드버스 매핑을 보여줍니다.
필드버스 구성을 분석하려면, 필드버스 매핑을 위해 진단 필드에 있는 수행을 클릭하세요. 진단 공구에 관련한 자세한 내용은 이 장의 가상 스테이션 - 부속품 섹션에 제시되어 있습니다.
필드버스 매핑을 구성하려면, ToolsTalk 2가 필요합니다.

구성탭 작업
제품 필수 튜토리얼
https://www.youtube.com/watch?v=PY1WGo3YYIw
공구 구성
구성 >공구 구성 메뉴에서, 공구에서 사용 가능한 부속품 기능을 구성할 수 있습니다.
공구의 유형에 따라 다른 기능을 사용할 수 있습니다.
공구의 부속품 기능 구성
공구 유형으로 필터링을 선택합니다. 그런 다음, 부속품 공구를 선택합니다.
편집을 선택하여 필요한 기능을 구성합니다.
가상 스테이션에 할당된 구성은 삭제할 수 없습니다.
가능한 경우, 관련 상자를 선택하여 공구 LED, 기능 버튼, 버저 및 방향 스위치를 구성합니다.
각 상자에는 특정 기능의 숫자에 해당하는 숫자가 표시됩니다. (예: 1은 공구 LED, 2는 기능 버튼, 3은 버저, 4는 방향 스위치)가능한 경우, 고객의 필요에 따라 일반 설정, 시작 조건 및 부속품 버스를 구성해 주세요.
일반 설정
공구 일반 설정은 일반 설정 섹션에서 설정할 수 있습니다.
매개변수 | 설명 | 기본값 |
|---|---|---|
무활동 타임아웃 | 무활동 설정 기간 이후 공구를 종료할지의 여부를 결정합니다. | 켜짐 |
<무활동 타임아웃> | 무활동 타임아웃이 켜짐으로 설정된 경우, 이 기능은 종료 전 시간(분단위)을 설정합니다. | 120 min |
전면 LED | 전면 LED 흰색 표시등의 사용을 구성합니다. 이 기능은 무선 공구에서만 사용할 수 있습니다. 지원되는 공구에서 전면 LED 결과 표시(녹색 및 빨간색 표시등)을 사용하려면 켜짐으로 설정해야 합니다. | 켜짐 |
트리거 해제 후 지속 시간 | 공구 트리거 해제 후에 전면 LED 흰색 표시등이 켜지는 시간(초단위)을 설정합니다. 구성은 결과 표시(녹색 또는 적색 표시등)의 지속 시간에 영향을 주지 않습니다. 결과 표시 시간을 구성하려면 공구 LED를 참조하십시오. 케이블 공구의 경우, 공구 트리거를 누른 후 전면 LED가 10초 동안 켜집니다. | 0초 |
추적 | 조임의 그래픽 표현을 활성화합니다. 다중 단계 프로그램의 경우, 추적 트리거를 누를 때 추적이 항상 켜져 있습니다. 무선 공구의 경우 추적하려면 트리거 누름 또는 런다운 완료를 선택합니다. | 꺼짐 |
TAG 검사 | 공구의 TAG 검사를 활성화합니다. 프로그램과 함께 제공된 TAG가 STwrench smartHEAD에 삽입된 TAG와 동일하지 않을 경우 공구가 잠깁니다. TAG 검사는 STwrench에 대해서만 가능하며, 공구 구성의 유효성을 검증할 때 선택된 공구가 없을 경우에만 가능합니다. | 꺼짐 |
TAG 선택 | 이 기능은 배치 시퀀스/소스 조임/소스 배치를 사용하여 조임 프로그램/배치 또는 배치 시퀀스를 선택할 때 사용됩니다. TAG 선택은 STwrench에 대해서만 가능하며, 공구 구성의 유효성을 검증할 때 선택된 공구가 없을 경우에만 가능합니다. | 꺼짐 |
공구 LED
공구 LED 기능:
전방 LED는 작업 영역을 비추며 지원되는 공구의 결과 상태를 표시하는 용도로 사용할 수 있습니다.
파란색 LED는 공구 LED의 일부이거나 지원되는 공구의 EHMI 또는 RHMI의 일부입니다. 파란색 LED에 출력 신호를 연결할 수 있습니다.
상태 LED는 빨간색, 노란색, 녹색 링 또는 특정 피스톨 공구의 여러 가지 색상으로 표시되는 링으로 구성됩니다. 상태 LED에 출력 신호를 연결할 수 있습니다.
결과 표시기는 공구 LED가 켜지는 방식을 구성하여 지원되는 공구에서 조임 결과 상태와 이 표시의 지속 시간을 표시합니다.
출력 신호는 이벤트 유형 또는 상태 유형일 수 있습니다.
상태가 활성화되어 있는 동안 출력 신호가 활성화됩니다.
이벤트 신호는 프로그래밍 가능한 시간대 동안 활성화됩니다.
파란색 LED
파란색 LED는 이벤트 또는 상태 출력 신호로 구성할 수 있습니다. 신호 상태가 계속 켜져 있는 상태로 표시됩니다.
청색 LED를 구성하려면
파란색 LED에 연결할 신호를 선택합니다.
선택 사항: 이벤트 신호의 지속 시간을 설정합니다.
파란색 LED는 특정 공구 유형에 대해 EHMI 또는 RHMI에 파란색 표시로 대체되거나 보완됩니다.
결과 표시등
결과 표시기는 LED가 켜지는 방식을 구성하여 조임 결과 상태와 이 표시의 지속 시간을 표시합니다.
이 구성은 지원되는 공구의 전면 LED 및 상태 LED 결과 표시에 영향을 줍니다. 여기에는 패턴과 지속 시간이 포함됩니다. 패턴을 꺼짐으로 설정하면 공구 구성 보기에서 전면 LED가 켜짐으로 설정되더라도 결과 표시가 사용되지 않습니다.
지원되는 공구에 전면 LED 결과 표시를 사용하려면 공구 구성 보기에서 전면 LED를 켜짐으로 설정해야 합니다.
전면 LED는 녹색과 빨간색을 지원합니다. 노란색을 사용하는 패턴은 앞면 LED에 노란색으로 표시되지 않습니다.
신호 | 설명 |
|---|---|
꺼짐 | 결과에 상관 없이 조임 후 활성화된 LED가 없습니다 |
녹색 | 조임 작업이 정상이면 녹색 표시등이 항상 켜집니다. |
빨간색:높음:노란색:낮음 | 조임이 잘못 종료되는 경우(NOK), 빨간색 LED는 최종 값이 너무 높음을 나타내고, 또는 노란색 LED는 값이 너무 낮음을 나타냅니다. 빨간색과 노란색은 동시에 점등될 수 있습니다(예를 들어 토크가 너무 높거나 각도가 너무 낮음). |
빨간색:높음(우선사항):노란색:낮음 | 조임이 잘못 종료되는 경우(NOK), 빨간색 LED는 최종 값이 너무 높음을 나타내고, 또는 노란색 LED는 값이 너무 낮음을 나타냅니다. 빨간색과 노란색이 동시에 점등될 수 없습니다. 높고 낮은 값이 동시에 켜진 경우 빨간색만 켜집니다. |
빨간색:NOK:노란색:낮음 | 빨간색 LED는 조임이 잘못 종료되었음(NOK)을 나타냅니다. 추가 노란색 LED는 값이 너무 낮을 경우에 표시될 수 있습니다. |
빨간색:NOK | 빨간색 LED는 조임이 잘못 종료되었음(NOK)을 나타냅니다. 표시된 추가 LED가 없습니다. |
상태 LED
상태 LED는 빨간색, 노란색 및 녹색의 세 가지 색상의 LED로 구성됩니다. 각 표시등은 계속 켜져 있거나 깜박일 수 있습니다. 이는 상태 LED에 연결할 수 있는 총 6개의 다른 신호를 제공합니다.
상태 LED를 구성하려면
켜짐 또는 깜박임 등 색상 및 기능에 대해 바로 가기 메뉴에서 출력 신호를 선택합니다.
선택 사항: 이벤트 신호의 지속 시간을 설정합니다.
상태 LED 신호와 결과 표시는 공구에 동시에 표시할 수 없습니다. 다음 조건이 적용됩니다.
진행 중인 조임이 없고 제어하는 출력 신호가 활성화될 때에만 구성된 신호에 의해 LED가 켜집니다.
이벤트 유형 신호에 대해 구성된 지속 시간에 도달하지 않았거나 상태 유형 신호에 대해 제어 출력 신호가 비활성화되지 않은 경우에도 다음 조임 시기가 시작되면 LED가 꺼집니다.
구성된 신호에 대해 활성화 또는 비활성화된 업데이트가 수행되면 상태 LED의 결과 표시가 비활성화됩니다.
지속 시간
지속 시간은 트리거를 놓은 후 결과 표시가 켜지는 시간을 결정합니다.
매개변수 | 설명 |
|---|---|
다음 조임까지 | 파란색 LED, 상태 LED 및 결과 표시등은 다음 조임이 시작될 때까지 켜집니다. |
시간 | 활성화 후 구성된 시간 동안 파란색 LED가 켜집니다. 상태 LED는 작동 후 구성된 시간 동안 또는 다음 체결 시작 시까지 켜집니다. 결과 표시는 트리거를 놓은 후 또는 다음 조임 시작 시까지 구성된 시간 동안 켜집니다. |
기능 버튼 구성
공구에 있는 기능 버튼을 사용해 최대 6개의 이용 가능 입력 신호를 제어하십시오. 버튼의 세 가지 가능한 조건 상태는 방향 스위치의 두 가지 가능한 상태로 결합됩니다.
기능 버튼 상태 | 방향 스위치 상태 |
|---|---|
한 번 누름 | CW |
한 번 누름 | CCW |
두 번 누름 | CW |
두 번 누름 | CCW |
누름 완료 | CW |
누름 완료 | CCW |
두 개의 구성 가능한 매개변수는 누름 시간을 제어합니다.
매개변수 | 설명 | 기본값 |
|---|---|---|
누름 탐지 간격 | 한 번 누르는 경우: 버튼을 누르고 있고 동안과 버튼을 놓는 사이의 최대 누름 시간(밀리초). | 300 ms |
다음 누름 간격 | 두 번 누른 경우: 최초 누른 후 버튼을 놓고 있고 동안과 버튼을 다시 누르고 있는 사이의 최대 시간(밀리초). | 300 ms |
버저 구성
버저는 사용 가능한 신호 목록에서 선택한 신호로 사운드를 할당해서 구성됩니다.
사운드는 표에 설명된 매개변수 세트로 구성되어 있습니다. 사운드가 있는 신호는 1~10 사이에서 우선 순위를 정할 수 있는데, 1은 우선순위가 가장 높고 10은 가장 낮습니다. 기본적으로 신호와 소리는 우선 순위 5입니다. 신호에 최대 20개의 소리를 할당할 수 있습니다.
매개변수 | 설명 |
|---|---|
주파수 | 정확한 주파수(Hz). |
타임 온 | 버저에서 소리를 내는 시간(ms) |
타임 오프 | 버저에서 소리가 나지 않는 시간(ms). |
반복 | 버저가 켜짐/꺼짐 시퀀스를 반복하는 횟수. |
볼륨 | 버저 볼륨, 최대 볼륨의 백분율. |
방향 스위치의 구성
공구의 방향 스위치는 시계 방향(CW)에서 시계 반대 방향(CCW)으로(또는 그 반대로) 신속하게 전환되면(500 ms 동안) 특정 입력 신호를 작동시킬 수 있도록 구성할 수 있습니다.
원격 시동 시스템
시스템에서 원격 시동을 사용하는 경우 사용자가 공구 구성에서 방향 스위치에 할당된 신호를 트리거하려면, 각 신호를 할당해야 하며 필요한 지속 시간이 500ms인 10029 - 풀기 선택 신호를 사용하여 트리거해야 합니다. 이 작업을 수행하려면 ToolsTalk의 추가 구성 단계가 필요합니다. TalsTalk의 하드웨어 구성에서 공구 아이콘을 클릭하여 공구에 대한 구성을 설정해야 합니다.
시작 조건의 구성
시작 요청, 시작 소스, 추적 및 STwrench용 TAG 조건 등 공구의 시작 조건은 여기에서 구성됩니다. 기능은 각 섹션에 설명되어 있습니다.
시작 요청
시작 요청은 공구와 STB 공구용 컨트롤러 간 지속되는 연결에 대한 조건을 가능하게 합니다. 이는 조임을 수행할 때 공구가 항상 조임 프로그램 또는 배치 설정, 그리고 컨트롤러의 기타 설정으로 최신 상태에 있음을 확실히 하기 위한 것입니다.
시작 요청이 켜짐으로 설정되면 공구가 컨트롤러와의 연결부가 풀릴 경우 공구가 잠깁니다. 이는 공구가 조임 또는 배치 시퀀스 중간에서 연결을 잃을 경우, 공구는 진행 중인 조임을 끝낸 다음 정지합니다. 연결이 재설정될 때까지 공구는 잠겨 있습니다.
매개변수 | 설명 | 기본값 |
|---|---|---|
시작 요청 | 공구가 컨트롤러와의 연결이 끊기면 공구를 잠급니다. 켜짐: 공구가 컨트롤러와 연결이 끊기면 공구가 조임 수행으로부터 잠깁니다. 꺼짐: 공구가 컨트롤러와 연결이 끊겼지만 공구는 조임을 계속해서 수행할 수 있습니다. | 켜짐 |
시작 소스
공구 시작 소스를 사용해 공구 시작 방법을 설정해 주세요. 기본값은 트리거만 해당입니다.
시작 소스는 특정 공구에만 사용할 수 있습니다.
시작 소스 | 설명 |
|---|---|
트리거만 | 공구 트리거를 눌러 조임을 시작합니다. |
트리거 또는 푸시 | 공구 트리거를 누르거나 공구를 조인트 쪽으로 밀어서 조임을 시작합니다. |
트리거 및 푸시 | 공구 트리거를 누르고 공구를 조인트 쪽으로 밀어서 조임을 시작합니다. |
푸시만 | 공구를 조인트 쪽으로 밀어서 조임을 시작합니다. |
디지털 입력 | 조임 시작이 작동되도록 디지털 입력을 사용하는 신호가 있습니다. |
안전 트리거 | 조임을 시작하기 위해 서로 500 ms 이내에서 작동되는 두 개의 트리거(트리거 및 푸시). |
추적 구성
추적은 사용자에게 조임에 대한 그래픽 표현을 제공합니다. 추적은 트리거를 누르거나 런다운이 완료된 후 시작될 수 있습니다.
매개변수 | 설명 | 기본값 |
|---|---|---|
추적 | 결과가 그래픽 형태로 보이게 할 수 있습니다. 꺼짐: 추적이 되지 않음. 트리거 누름: 공구 트리거를 누르면 추적 그래프가 그려집니다. 런다운 완료: 런다운 완료에 도달하면 추적 그래프가 그려집니다. | 꺼짐 |
추적 포인트의 최대 개수는 2000입니다. (STB 공구는 200) 추적 포인트 최대 개수가 초과되면 다른 모든 결과가 지워집니다(샘플링 레이트를 절반으로 줄어드는 효과임). 조임이 활성화되어 있다면 추적이 계속되고, 추적 포인트 최대 개수에 도달할 때마다 추적 점의 절반이 삭제되어 추적을 계속할 수 있게 허용합니다. 조임의 마지막 단계가 완료되면 추적이 중지됩니다.
TAG 검사
TAG 검사 기능은 공구의 TAG 검사를 활성화합니다. Power Focus 6000과 STwench 모두에서 TAG 검사를 활성화하면 프로그램과 함께 제공된 TAG가 STwench smartHEAD에 삽입된 TAG와 같지 않으면 공구가 잠깁니다.
TAG 번호는 작업 과제에 따라 다르게 지정됩니다.
일반 조임 전략의 경우, TAG 번호는 조임 프로그램에 지정되어 있습니다.
다단계 조임 전략의 경우, TAG 번호는 소스/배치 시퀀스 메뉴에서 선택한 항목에 따라 달라집니다.
소스 조임을 실행하는 경우 (소스 > 조임 > 소스 조임 > 선택기 모드 - 확인), TAG 번호는 소켓 상자에 지정됩니다.
배치 시퀀스를 실행하는 경우,(배치 시퀀스 > 시퀀스 라이브러리 > 시퀀스 > 배치 구성 - 편집), TAG 번호는 식별자 번호입니다.
소스 배치를 실행하는 경우,(소스 > 배치 시퀀스 > 소스 배치), TAG 번호는 위의 섹션에 따라 배치 시퀀스에 지정됩니다.
배치 시퀀스 및 소스 배치의 경우, 배치 시퀀스에서 자유 순서를 아니오로 설정해 주세요.
TAG 검사는 STwrench에만 사용할 수 있습니다.
TAG 검사 옵션 | 설명 |
|---|---|
꺼짐 | TAG를 삽입해도 공구가 잠기지 않습니다. |
켜짐 | TAG 번호가 조임 전략 구성에 지정된 TAG 번호와 일치하지 않는한 공구는 잠깁니다. |
TAG 선택
TAG 선택 기능은 STwench smartHEAD에 삽입된 TAG의 TAG 번호에 해당하는 번호로 구성된 TAG를 갖는 조임 프로그램/배치 또는 배치 시퀀스의 선택하는 데 사용됩니다.
TAG 선택은 STwrench에만 사용할 수 있습니다.
TAG 선택 옵션 | 설명 |
|---|---|
꺼짐 | STwench는 컨트롤러에게 조임 프로그램/배치 또는 배치 시퀀스를 선택하라는 신호를 보내지 않습니다. |
켜짐 | 배치 시퀀스/소스 조임/소스 배치에 구성된 TAG 번호에 따라 조임 프로그램/배치 또는 배치 시퀀스를 선택해 주세요. |
부속품 버스의 구성
공구 부속품은 부속품 버스를 통해 공구에 연결됩니다.공구 부속품은 컨트롤러의 각 공구 구성을 위해 별도로 구성됩니다.
유형 | 설명 |
|---|---|
ST 선택기 | 구성에 따라 작업 또는 프로그램을 선택하는 데 사용되는 작은 디스플레이 및 버튼. |
TLS 태그 | 출력 신호를 작업자에게 제공하기 위해 사용되는 공구 위치 시스템 태그. |
EHMI | 구성에 따라 작업 또는 프로그램을 선택하는 데 사용되는 작은 디스플레이 및 버튼. |
ST 선택기
ST 선택기는 공구 부속품입니다. 공구에 설치되고 공구 부속품 버스에 연결됩니다. 작은 디스플레이, 두 개의 입력 버튼 및 출력 LED가 있습니다.
디스플레이
디스플레이는 한 번에 한 정보를 보여주며 4개의 다른 페이지가 있어 모든 페이지마다 다른 사전 설정 항목을 나타내도록 구성할 수 있습니다.
매개변수 | 설명 |
|---|---|
1페이지 | 목록에서 나타낼 메시지를 선택하세요:
|
2페이지 | |
3페이지 | |
4페이지 |
전환 시간
매개변수 | 설명 |
|---|---|
전환 시간 | 다음 메시지가 표시되기 전에 하나의 메시지를 표시하는 시간을 선택합니다. |
버튼
두 개의 버튼은 표시되는 정보에 따라 조치를 취하고 나열된 항목을 이동하는 데 사용할 수 있도록 구성할 수 있습니다.
매개변수 | 설명 |
|---|---|
좌측 버튼 | 단축기 메뉴에서 하나의 작업을 선택합니다. |
오른쪽 버튼 | 단축기 메뉴에서 하나의 작업을 선택합니다. |
상태 LED
상태 LED를 활성화하거나 비활성화할 수 있습니다.
매개변수 | 설명 |
|---|---|
결과 LED 표시 | 원하는 켜짐 또는 꺼짐 라디오 버튼을 선택합니다. |
추가 LED 표시 | 원하는 켜짐 또는 꺼짐 라디오 버튼을 선택합니다. |
결과 LED는 빨간색, 녹색 및 노란색이고, 주된 공구 LED와 동일한 정보를 표시합니다.
두 개의 추가 LED는 배치 OK 및 배치 시퀀스 OK를 표시할 수 있습니다. 이러한 두 개의 LED는 다음 조임 시 꺼집니다.
TLS 태그
공구 위치 시스템(TLS) 태그는 공구 부속품입니다. TLS 태그는 공구에 설치되어 있고 공구 부속품 버스에 연결됩니다. TLS 태그는 Ubisense 포지셔닝 시스템의 일부이고 컨트롤러에 독립적으로 처리됩니다. 포지셔닝에 더해, TLS 태그를 사용하여 작업자에게 정보를 제공할 수 있습니다. 선택된 출력 신호는 다른 LED 조명 조합을 생성할 수 있습니다.
최대 10개의 다른 출력 신호를 우선순위에 따라 매핑할 수 있습니다.
|
매개변수 |
설명 |
|---|---|
|
신호 |
단축키 메뉴에서 LED 등을 작동시키는 신호를 선택합니다. 이벤트 유형의 신호의 경우, 신호 지속 시간을 선택합니다. |
|
색상 |
LED 색상을 선택합니다. |
|
우선순위 |
10개의 우선순위 레벨은 한 개(1)가 최고 우선순위 레벨인 사운드에 대해 사용할 수 있습니다. 기본 우선순위 레벨은 5입니다. |
두 개의 동시 신호의 경우 우선순위가 가장 높은 신호가 이깁니다. 동일한 우선순위에 있는 두 개의 신호가 LED를 작동시키면 먼저 도착하는 신호가 이깁니다.
출력 신호는 이벤트 유형 또는 상태 유형일 수 있습니다.
상태가 활성화되어 있는 동안 상태 신호가 활성화됩니다.
이벤트 신호는 구성 가능한 시간 동안 활성화됩니다.
EHMI
EHMI는 공구 부속품입니다. 공구에 설치되고 공구 부속품 버스에 연결됩니다. 그래픽 디스플레이, 세 개의 기능 버튼 및 선택 가능한 스캐너가 있습니다. 디스플레이는 조임 프로그램, 배치 시퀀스를 선택하고 조임 결과를 볼 수 있는 가능성이 있는 컨트롤러 GUI의 부분집합입니다. 컨트롤러와의 상호작용은 기능 버튼을 이용합니다.
EHMI 구성에서, 기능 버튼을 켜짐 또는 꺼짐으로 결정할 수 있습니다.
매개변수 | 설명 |
|---|---|
활성화 기능 버튼 | 켜짐 = 버튼에는 볼 수 있는 메뉴 내에서 설정을 구성하는 전체 기능이 있습니다. 꺼짐 = 기능 버튼은 EHMI의 필요한 대화상자를 확인하는 데만 사용할 수 있습니다. |
이중 트랜스듀서 구성
FlexSystem 및 동기화된 조임 작업에 사용할 수 있습니다.
이중 트랜스듀서 | 설명 |
|---|---|
필요한 이중 토크 | 연결된 공구는 조임을 실행하려면 반드시 이중 토크 변환기 (비활성화되지 않음)를 갖추어야 합니다. |
필요한 이중 각도 | 연결된 공구가 조임을 실행하려면, 이중 각도 변환기(비활성화되어 있지 않음)를 반드시 갖추어야 합니다. |
추적시 보조 토크 | 보조 토크 변환기의 값이, 추적할 때 포함되어있는 경우의 토크입니다. |
추적시 보조 각도 | 보조 각도 변환기의 값이 추적에 포함되는 경우의 각도입니다. |
이중 토크 제한 사용 | 이중 토크 변환기 제한이 활성화된 경우에 해당됩니다. |
최대 토크 차이 | 이중 토크 차이 제한에 대한 한계 값입니다. |
이중 각도 제한 사용 | 이중 각도 변환기 제한이 활성화된 경우에 해당됩니다. |
최대 각도 차이 | 이중 각도 차이 제한에 대한 한계 값입니다. |
오픈 엔드 구성
오픈 엔드 공구를 사용하기 전에 공구 헤드와 공구 본체가 올바르게 조립되고 구성되었는지 확인해 주세요. 그렇지 않으면 공구가 잘못된 방향으로 구동될 수 있으며 오픈 엔드 헤드의 기계적 정지 장치가 손상될 수 있습니다.
오픈 엔드 공구로 조임 작업을 수행할 경우, 오픈 엔드 구성을 통해 오픈 엔드 공구를 다시 개방 위치로 전환할 수 있습니다.
HMI(인간-기계 인터페이스: Human Machine Interface)를 통해 개방형 전략 및 설정을 구성해 주세요.
오픈 엔드 구성은 유선 공구, IXB 공구, 및 STB 공구에만 적용됩니다.
오픈 엔드 구성은 Flex 및 동기화된 조임에는 적용되지 않습니다.
오픈 엔드 구성
설정 | 설명 |
|---|---|
자동 위치 지정 | 오픈 엔드 공구로 조임 작업을 수행할 경우, 자동으로 오픈 엔드 공구를 다시 개방 위치로 전환할 수 있습니다. 전환 키를 사용하여 자동 위치 지정을 켜짐 또는 꺼짐으로 전환할 수 있습니다:
자동 위치 지정은 다중 단계 조임 프로그램에만 적용됩니다. 자동 위치 지정은 케이블 공구 및 IXB 공구에만 적용됩니다. |
위치 지정 전략 | 조임 후 오픈 엔드 공구가 다시 열림 위치로 돌아오도록 하려면 위치 지정 전략을 선택해 주세요.
회전형 전면 부품이 있는 오픈 엔드 공구에 대해 역방향 기반 및 정방향 빠른 시작을 사용하는 것이 권장합니다. 역방향 토크 기반 및 정방향 빠른 시작 전략은 유선 공구 및 IXB 공구에만 적용할 수 있습니다. |
위치 지정 속도 | 위치 지정 속도는 공구가 열림 위치로 얼마나 빨리 도달해야 하는지 정의합니다. 작업자는 5% ~ 100% 범위의 위치 지정 속도 값을 입력할 수 있습니다. |
디지털 신호
입력 신호
입력 신호는 예를 들어 공구 부속품 또는 QIF 부속품이든지 부속품의 버튼 또는 스위치를 사용하거나 신호를 I/O 입력 플러그에 연결함으로써 수행되는 시스템 명령입니다.
공구 잠금 입력 신호는 각 가상 스테이션용 부속품 하나 이상에 대해 구성되어서는 안됩니다.
출력 신호
출력 신호는 시스템의 상태 또는 이벤트입니다. 부속품 또는 QIF 부속품에 연결될 수 있습니다.
수동 모드 트리거
수동 모드는 스위치나 외부 시스템에 의해 활성화될 수 있습니다. 예를 들어(아래 나타남), 작업자 패널에 있는 버튼을 구성해 수동 모드를 활성화할 수 있습니다.
구성 메뉴으로 이동한 뒤 왼쪽 탐색줄에 있는 작업자 패널을 선택해 주세요.
작업자 패널에 대한 구성이 없을 경우, 작업 공간 상단 우측에 있는 + 아이콘을 클릭해 주세요. 그렇지 않을 경우 다음 단계로 진행해 주세요.
변경하고 싶은 구성에서 편집을 클릭하세요.
작업자 패널 구성 창에서, [A,B,C,D,E,F,G,I] 위치를 클릭하여 구성하세요.
위치 구성 창에서 구성 목록을 클릭하세요. 목록에서 1방향 키 스위치를 클릭하세요.
회전 신호 목록을 클릭하세요. 목록에서 수동 모드를 선택해 주세요. (화살표 버튼을 사용해 필요할 경우 목록 탐색)
위치 구성 창을 닫아주세요.
사용자가 수동 모드에 진입하거나 종료에 대한 알림을 설정하려면, 이벤트 4070 및 4071을 각각 구성해야 합니다.
관련 정보
선택기 구성
디지털 입력 정보
연결된 디지털 입력에 대한 정보는 소스 메뉴의 조임 다음 디지털 입력을 눌러서 찾을 수 있습니다.
소켓 셀렉터 구성
소켓 선택기는 사용자를 예를 들어 배치 시퀀스로 안내하는 데 사용할 수 있는 LED가 포함된 소켓 트레이입니다. 둘 이상의 조임 프로그램을 사용할 때 선택기를 편리하게 사용할 수 있습니다. 소켓을 들어올리면 해당 조임 프로그램이 선택됩니다. 여러 개의 소켓 선택기를 각 가상 스테이션에 연결할 수 있습니다.
연결된 소켓 선택기에 대한 정보는 소스 메뉴의 조임 다음 소켓 선택기를 눌러서 찾을 수 있습니다.
소켓 선택기 구성하기
구성에서 소켓 선택기로 이동한 뒤, 우측 상단에 있는 +를 클릭해 새 구성을 생성합니다.
구성에 이름을 입력합니다.
편집을 클릭합니다.
올바른 수의 소켓 슬롯에 맞는 추가 또는 제거를 클릭한 뒤 활성화해야 하는 모든 슬롯을 선택합니다(파란색으로 표시됨).
가상 스테이션에 소켓 선택기 연결하기
가상 스테이션 메뉴에서, 사용할 가상 스테이션으로 이동한 다음 부속품으로 이동해서 부속품 선택을 누릅니다.
부속품에서 부속품 선택을 클릭한 뒤, 소켓 선택기 탭으로 이동하십시오.
구성 열(왼쪽)에서 소켓 선택기와 함께 사용하고 싶은 구성을 선택하십시오(소켓 선택기 구성하기 참조).
연결된 부속품 열(오른쪽)에서 사용하려는 소켓 선택기를 선택합니다.
I/O 버스를 통해 소켓 선택기 설정
소켓 선택기를 컨트롤러 I/O 버스에 연결합니다.
가상 스테이션 > 부속품 > 부속품 선택 > 소켓 선택기에서 연결된 부속품 열(오른쪽)에 선택기가 나타나는지 확인합니다.
이더넷 케이블/무선으로 선택기 6 설정
선택기 6 주요 개요
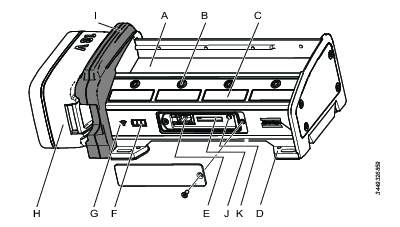
A | 소켓 또는 비트용 홀더 |
B | 위치에 맞는 표시기 LED |
C | 스티커 영역 |
D | 각 모서리에 있는 장착 구멍 |
E | 서비스 포트 |
F | 배터리 상태 LED (무선 버전으로만 이용 가능) |
G | WLAN 상태 LED(일부 선택기에서만 이용 가능) |
H | 배터리(무선 버전으로만 이용 가능) |
I | 이동성 모듈 (무선 버전으로만 이용 가능) |
선택기 6 연결 개요
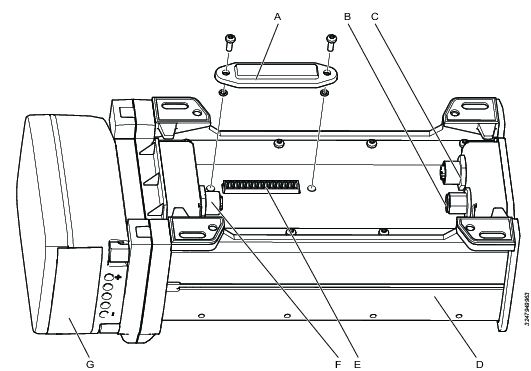
A | 커넥터 커버 |
B | 외부 DC 전원 입력, Kycon(DC DIN) 커넥터 |
C | 이더넷 입력, 업스트림 연결; M12 D-코딩 암 커넥터 |
D | 셀렉터 후면 |
E | 디지털 입력 및 출력 커넥터 |
F | 이더넷 출력, 다운스트림 연결; M12 D-코딩 암 커넥터 |
G | 배터리 |
선택기 6 서비스 포트 개요
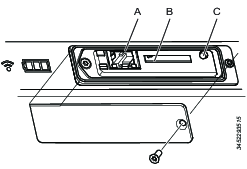
A | RJ45 서비스 포트 |
B | RBU 슬롯 |
C | 기능 버튼 |
일반 설정
컨트롤러에서 설정 > 네트워크로 이동한 뒤, 출고 시 이더넷 포트에서 IP 주소를 확인하세요. (무선 연결을 통해 설정할 때만 필요함)
선택기에서 서비스 포트 커버를 열어주세요. 커버는 2 mm 알렌 나사로 고정되어 있습니다.
서비스 인터페이스에서 PC와 RJ-45 커넥터 사이를 이더넷 케이블로 연결해 주세요.
선택기가 PoE 또는 외부 전원 공급 장치나 배터리로 전원이 공급되게 해 주세요.
PC에서 웹 브라우저 창을 엽니다.
웹 주소 169.251.1.1을 입력하고 Enter 키를 누르세요. 선택기의 웹 서버가 반응하고 선택기 웹 인터페이스를 표시합니다.
왼쪽 탐색 영역에서 설정
 을 선택하세요. (기본 선택) 설정 작업 영역에는 구성 메뉴가 표시되며 5개의 설정으로 구분됩니다. 기본 설정, 서비스 포트, 이더넷 인, WLAN 및 POWER FOCUS 6000이라는 다섯 가지 설정으로 나누어집니다.
을 선택하세요. (기본 선택) 설정 작업 영역에는 구성 메뉴가 표시되며 5개의 설정으로 구분됩니다. 기본 설정, 서비스 포트, 이더넷 인, WLAN 및 POWER FOCUS 6000이라는 다섯 가지 설정으로 나누어집니다.이더넷 입력 섹션에서, 원하는 LED 제어 소스에 대한 외부 모드 켜짐 또는 꺼짐을 선택하세요.
다음 설정 단계는 소켓 선택기가 컨트롤러에 연결되는 방법에 따라 달라집니다. (이더넷 케이블로 직접 컨트롤러에 연결(기본), 이더넷 케이블로 출고 시 네트워크에 연결 또는 무선으로 출고 시 네트워크에 연결) 설정은 아래 지침을 참조해 주세요.
소켓 선택기 설정 - 컨트롤러에 유선 연결된 이더넷(기본)
장치 연결용 및 데이지 체인 컨트롤러용 이더넷 포트(RJ45)는 신규 PF6 모델에서만 이용 가능합니다. 이더넷 케이블을 통해 선택기 6을 기존의 컨트롤러 모델에 연결하려면 이더넷 케이블을 컨트롤러 COM PORT에 연결할 때 어댑터 케이블을 사용해야 합니다.
이더넷 입력 섹션에서 드롭다운과 연결된 PF6000(기본)를 선택해 주세요.
작업 공간 우측 상단에 있는 저장 버튼을 클릭해 주세요.
이더넷 케이블을 서비스 포트에서 제거해 주세요.
서비스 포트의 뚜껑을 닫고 알렌 나사로 고정해 주세요.
소켓 선택기는 연결된 부속품 목록에 표시됩니다(가상 스테이션 > 부속품 > 부속품 선택 > 소켓 선택기)
선택기 설정 - 출고 시 네트워크에 유선 연결됨
이더넷 입력 섹션에서 드롭다운과 연결된 출고 시 네트워크를 선택해 주세요.
동적 또는 정적 IP 주소 구성에 대한 DHCP 켜짐 또는 꺼짐을 선택해 주세요. IP 주소 필드에서 정적 IP 주소가 필요한 경우, 소켓 선택기용 IP 주소를 입력하십시오.
PF6000 섹션에서, 선택기 연결 예정 컨트롤러용 컨트롤러 IP 주소(위 참조)를 입력하세요.
작업 공간 우측 상단에 있는 저장 버튼을 클릭해 주세요.
이더넷 케이블을 서비스 포트에서 제거해 주세요.
서비스 포트의 뚜껑을 닫고 알렌 나사로 고정해 주세요.
소켓 선택기는 연결된 부속품 목록에 표시됩니다(가상 스테이션 > 부속품 > 부속품 선택 > 소켓 선택기)
소켓 선택기 설정 - 공장 네트워크로 무선 연결됨
이더넷 입력 섹션에서 드롭다운과 연결된 출고 시 네트워크를 선택해 주세요.
WLAN 섹션에서 다음 매개변수를 입력해 주세요.
활성화: 무선 버튼을 예로 설정
SSID: 소켓 선택기용 SSID 이름을 입력
비밀번호:연결할 무선 네트워크의 암호를 입력
암호화 유형: 무선 네트워크에 맞는 암호화 유형을 선택함. (WPA-PSK 또는 WPA2-PSK, EAP-TLS)
PF6000 섹션에서, 선택기 연결 예정 컨트롤러용 컨트롤러 IP 주소(위 참조)를 입력하세요.
작업 공간 우측 상단에 있는 저장 버튼을 클릭해 주세요.
이더넷 케이블을 서비스 포트에서 제거해 주세요.
서비스 포트의 뚜껑을 닫고 알렌 나사로 고정해 주세요.
소켓 선택기는 연결된 부속품 목록에 표시됩니다(가상 스테이션 > 부속품 > 부속품 선택 > 소켓 선택기)
일반 가상 스테이션
일반 가상 스테이션에 여러 특정 결과 보고 및 조임 설정이 저장될 수 있습니다. 여러 필터가 생성되어 특정 결과를 필터링할 수 있습니다. 조임 설정에서 공구 잠금 해제 동작과 같은 특성을 설정할 수 있습니다. 이러한 구성은 가상 스테이션으로 지정될 수 있습니다.
구성 추가 및 편집
구성 메뉴에서, 일반 가상 스테이션 탭을 선택하고, 오른쪽 상단에 있는 + 아이콘을 선택합니다.
새 구성에 이름을 입력하고 편집을 선택합니다.
보고 창에 대한 결과 필터에서, 결과에 포함하고 싶은 매개변수를 켜짐으로 스위치를 설정해 주세요. 기본적으로, 모든 매개변수는 켜짐으로 설정됩니다.
결과 필터를 켜면 각 결과가 전송되지 않지만, 해당 결과는 컨트롤러에 계속 표시됩니다.
다음 매개변수는 보고서용 결과 필터 섹션에서 설정할 수 있습니다.
풀기
배치 증가
배치 감소
배치 재설정
바이패스 조임 프로그램
시퀀스 중단
시작되지 않은 시퀀스를 중단합니다.
배치 시퀀스 재설정
조임 설정 창에 나열되어 있는 매개 변수의 값을 설정해 주세요. 기본적으로, 모든 매개변수는 꺼짐으로 설정됩니다.
다음 매개변수는 조임 설정 섹션에서 설정할 수 있습니다.
풀기 시 NOK 조임 후 공구 잠금이 설정되어 있는지 확인해 주세요.
풀기 비활성화 - 프로세스가 풀기를 허용하지 않는 볼트는 작업자가 풀지 않아야 합니다.
조임 비활성화 - 프로세스가 조임을 허용하지 않는 볼트는 작업자가 조이지 않아야 합니다.
설정 | 설명 |
|---|---|
꺼짐 | 비활성화된 공구는 풀기 상태에 관계없이 비활성 상태로 유지됩니다. |
OK 시 | OK 풀기가 수행된 후 비활성화된 공구는 잠금이 해제됩니다. |
항상 | 풀기 상태에 관계없이, 풀기가 수행되는 즉시 비활성화된 공구는 잠금이 해제됩니다. |
풀기 설정 비활성화
실수로 볼트를 풀지 않도록 하려면 풀기 비활성화 기능을 사용해 주세요. 풀기 비활성화 설정은 4가지가 있습니다.
설정 | 설명 |
|---|---|
꺼짐 | 풀기는 항상 활성화되어 있습니다. 항상 볼트를 풀 수 있습니다. |
OK 조임 시 | OK 조임 후 풀기가 비활성화됩니다. 올바르게 조여진 볼트를 푸는 것은 불가능합니다. |
NOK 조임 시 | NOK 조임 후 풀기가 비활성화됩니다. 올바르지 않게 조여진 볼트를 푸는 것은 불가능합니다. |
항상 | 풀기는 항상 비활성화됩니다. 항상 볼트를 풀 수 없습니다. |
이러한 설정은 작업을 실행하는 동안 유효합니다. 풀기는 설정 및 마지막 조임 상태에 따라 활성화 및 비활성화됩니다. 새 작업의 경우 풀기 비활성화 시작 상태는 다음과 같이 설정됩니다.
설정 | 설명 |
|---|---|
꺼짐 | 풀기 활성화됨 볼트를 풀 수 있습니다. |
OK 조임 시 | 풀기 비활성화됨 볼트를 풀 수 없습니다. |
NOK 조임 시 | 풀기 비활성화됨 볼트를 풀 수 없습니다. |
매번 조임 후 | 풀기 비활성화됨 볼트를 풀 수 없습니다. |
시작 상태는 새 작업이 가상 스테이션에 할당되거나 작업이 다시 시작될 때마다 적용됩니다. 시작 상태는 다음과 같이 작업 유형에 따라 다를 수 있습니다.
설정 | 새 작업의 시작 상태 |
|---|---|
꺼짐 | 풀기 활성화됨 볼트를 풀 수 있습니다. |
OK 조임 시 | 풀기 비활성화됨 볼트를 풀 수 없습니다. |
NOK 조임 시 | 풀기 비활성화됨 볼트를 풀 수 없습니다. |
항상 | 풀기 비활성화됨 볼트를 풀 수 없습니다. |
시작 상태는 새 작업이 가상 스테이션에 할당되거나 작업이 다시 시작될 때마다 적용됩니다. 시작 상태는 다음과 같이 작업 유형에 따라 다를 수 있습니다.
조임 프로그램 및 동기화 모드
풀기 활성화 및 비활성화는 풀기 비활성화 설정에 따라 마지막 조임 상태로 설정됩니다.
배치 시퀀스
배치 시퀀스(Batch Sequence) 처리 중에 풀기 활성화 또는 비활성화는 풀기 비활성화 설정에 따라 마지막 조임 상태로 설정됩니다. 이는 배치 시퀀스 내에서 배치가 다음 배치 항목으로 이동하는 경우에도 적용됩니다. 배치 시퀀스가 다시 시작되면 새 작업의 시작 상태에 따라 풀기가 활성화되거나 비활성화됩니다.
소스 배치
잠금을 활성화하고 비활성화하는 방법은 배치 시퀀스에서 설명한 절차와 동일합니다. 만약 지속적인 소스 배치(source batch)가 시작되거나 새로운 것이 선택된다면 새로운 작업을 위한 시작 상태에 따라 풀기가 활성화되거나 비활성화됩니다.
소스 조임 (배치 제어 없음)
배치 작업 중에 활성화 및 비활성화는 마지막 조임 상태에 따라 설정됩니다. 다른 프로그램을 선택하면 새 작업의 시작 상태에 따라 활성화 및 비활성화가 설정됩니다. 프로그램, 공구 또는 소켓이 변경되면 새 작업의 시작 상태에 따라 활성화 및 비활성화가 설정됩니다.
멀티스핀들 조임
풀림 활성화 및 비활성화는 항상 마지막 조임 상태를 따릅니다. 이는 새 동기화 모드에도 적용됩니다.
조임 설정 비활성화
작업자가 실수로 조임 작업을 수행하지 않도록 조임 비활성화 기능이 있습니다. 조임 비활성화 설정은 4가지가 있습니다.
설정 | 설명 |
|---|---|
꺼짐 | 조임은 항상 활성화되어 있습니다. 항상 볼트를 조일 수 있습니다. |
OK 조임 시 | OK 조임 후 조임이 비활성화됩니다. 올바르게 조여진 볼트를 풀 수 없습니다. |
NOK 조임 시 | NOK 조임 후 조임이 비활성화됩니다. 올바르지 않게 조여진 볼트를 풀 수 없습니다. |
항상 | 조임은 항상 비활성화되어 있습니다. 볼트를 조일 수 없습니다. |
이러한 설정은 작업을 실행하는 동안 유효합니다. 조임은 설정 및 마지막 조임 상태에 따라 활성화 및 비활성화됩니다. 새 작업의 경우 조임 비활성화 시작 상태는 다음과 같이 설정됩니다.
설정 | 새 작업의 시작 상태 |
|---|---|
꺼짐 | 조임 활성화됨 |
OK 조임 시 | 조임 활성화됨 |
NOK 조임 시 | 조임 활성화됨 |
항상 | 조임 비활성화됨 |
시작 상태는 새 작업이 가상 스테이션에 할당되거나 작업이 다시 시작될 때마다 적용됩니다. 시작 상태는 풀기 설정 비활성화 섹션에 기록된 작업 유형에 따라 다를 수 있습니다.
풀기 후 비활성화된 공구의 잠금 해제 허용
공구가 연결된 가상 스테이션에 할당된 일반 가상 스테이셔션의 구성에서 풀기 시 공구 잠금 해제를 켜기 또는 항상.
위의 설정을 사용하려면 다음 조건이 충족되어야 합니다.
풀기 비활성화 매개변수가 반드시 꺼짐 또는 항상으로 설정되어야 합니다.
풀기 비활성화 매개변수는 조임 비활성화 값과 동일한 값으로 설정할 수 없습니다.
사용된 조임 프로그램의 풀기는 반드시 활성화되어 있어야 합니다.
비활성화 상태 때문에 공구가 조임 또는 풀기에 대하여 잠기면 다음 입력 신호로 잠금 해제할 수 있음:
풀기 시 공구 잠금이 항상으로 설정된 경우 입력 신호로 비활성화된 공구를 잠금 해제할 수 없습니다.
구성을 가상 스테이션에 지정
각 가상 스테이션은 자체 구성이 있을 수 있으며 여러 가상 스테이션이 동일한 구성을 공유할 수 있습니다. 가상 스테이션에 구성을 할당해야 활성화됩니다.
가상 스테이션 메뉴로 이동하고 구성을 지정하고 싶은 가상 스테이션을 선택해 주세요.
일반에서 첫 번째 설정이 기본적으로 선택됩니다. 구성 이름을 선택합니다.
팝업 창의 목록에서 구성을 선택해 주세요. 팝업 창은 선택 시 닫힙니다.
구성 실시간 결과 표시 설정
실시간 결과 표시 설정 창을 통해 사용자는 PrT 보정 값이 포함되지 않은 최종 토크를 표시할 수 있으며, 실시간 결과에 Prt 보정값을 표시할 수 있습니다.
실시간 결과 표시 설정 창 구성
홈 보기에서, 구성 탭을 선택합니다. 그런 다음, 왼쪽에서, 일반 가상 스테이션을 선택합니다.
원하는 구성 창에서 편집을 선택합니다.
구성 편집 화면이 나타납니다.실시간 결과 표시 설정 창에서, 원했던 결과에 따라 관련 스위치를 켜짐 또는 꺼짐으로 설정합니다.
프리베일링 토크 보정 값 스위치가 켜짐으로 설정된 경우 실시간 결과 창은 프리베일링 토크 보정 값을 표시합니다.
프리베일링 토크 보정 값으로 최종 토크 표시 스위치가 켜짐으로 설정된 경우 컨트롤러의 실시간 결과 창에 프리베일링 토크 보정 값이 포함된 최종 토크가 표시됩니다.
실시간 결과 표시 설정 창을 켜짐 또는 꺼짐으로 설정해도 다음과 같은 경우가 아니면 영향이 없습니다:
다중 단계 프로그램에서는 보상 스위치가 켜짐으로 설정된 프리베일링 토크 단계 모니터가 포함된 조임 단계가 있습니다.
실시간 결과 표시 설정
실시간 결과 표시 설정 창에는 다양한 구성 옵션이 있습니다.
프리베일링토크 보정 값 표시: 켜짐 프리베일링 토크 보정 값을 사용하여 최종 토크 표시: 켜짐 | 프리베일링토크 보정 값 표시: 켜짐 프리베일링 토크 보정 값을 사용하여 최종 토크 표시: 꺼짐 | 프리베일링토크 보정 값 표시: 꺼짐 프리베일링 토크 보정 값을 사용하여 최종 토크 표시: 켜짐 | 프리베일링토크 보정 값 표시: 꺼짐 프리베일링 토크 보정 값을 사용하여 최종 토크 표시: 꺼짐 |
|---|---|---|---|
자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요. | 자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요. | 자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요. | 자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요. |
이 섹션에서
프리베일링 토크 보정 값을 사용하여 최종 토크 표시: 켜짐/프리베일링토크 보정 값 표시: 켜짐
프리베일링 토크 보정 값을 사용하여 최종 토크 표시: 켜짐
실시간 결과 창에는 프리베일링 토크 보정 값이 포함된 최종 토크가 표시됩니다
EHMI 및 ST 선택기가 켜져있고 구성된 경우 프리베일링 토크 보정 값이 포함된 최종 토크가 표시됩니다.
실시간 결과에 프리베일링 토크 보정 값 표시: 켜짐
실시간 결과 창에는 관련 보정 아이콘( )과 함께 프리베일링 토크 보정 값이 표시됩니다.
)과 함께 프리베일링 토크 보정 값이 표시됩니다.
보정 값이 여러 개인 경우, 사용 가능한 마지막 단계에 적용된 보정 값이 표시됩니다.
프리베일링 토크 보정 값을 사용하여 최종 토크 표시 및 프리베일링 토크 보정 값 표시 스위치를 구성하는 경우 다음 사항에 영향을 주지 않습니다:
ToolsNet 및 ToolsTalk로 전송되는 최종 토크 값: 프리베일링 토크 보정 값이 포함된 최종 토크 값은 항상 ToolsNet 및 ToolsTalk로 전송됩니다.
최종 토크 값은 결과 기록과 함께 표시됩니다.
실시간 및 결과 기록을 기반으로 한 추적.
오픈 프로토콜 메시지의 값.
신호.
프로토콜 어댑터.
관련 정보
프리베일링 토크 보정 값을 사용하여 최종 토크 표시: 꺼짐/프리베일링토크 보정 값 표시: 켜짐
프리베일링 토크 보정 값을 사용하여 최종 토크 표시: 꺼짐
실시간 결과 창에는 프리베일링 토크 보정 값이 포함되지 않은 최종 토크가 표시됩니다. 최종 토크에는 프리베일링 토크 보정 값이 포함되어 있지 않으므로 이탤릭체로 표시됩니다.
프리베일링토크 보정 값 표시: 켜짐
실시간 결과 창에는 관련 보정 아이콘()과 함께 프리베일링 토크 보정 값이 표시됩니다.
보정 값이 여러 개인 경우, 사용 가능한 마지막 단계에 적용된 보정 값이 표시됩니다.
프리베일링 토크 보정 값을 사용하여 최종 토크 표시 및 프리베일링 토크 보정 값 표시 스위치를 구성하는 경우 다음 사항에 영향을 주지 않습니다:
ToolsNet 및 ToolsTalk로 전송되는 최종 토크 값: 프리베일링 토크 보정 값이 포함된 최종 토크 값은 항상 ToolsNet 및 ToolsTalk로 전송됩니다.
최종 토크 값은 결과 기록과 함께 표시됩니다.
실시간 및 결과 기록을 기반으로 한 추적.
오픈 프로토콜 메시지의 값.
신호.
프로토콜 어댑터.
관련 정보
프리베일링 토크 보정 값을 사용하여 최종 토크 표시: 꺼짐/프리베일링토크 보정 값 표시: 꺼짐
프리베일링 토크 보정 값을 사용하여 최종 토크 표시: 꺼짐
실시간 결과 창에는 프리베일링 토크 보정 값이 포함되지 않은 최종 토크가 표시됩니다. 최종 토크에는 프리베일링 토크 보정 값이 포함되어 있지 않으므로 이탤릭체로 표시됩니다.
프리베일링토크 보정 값 표시: 꺼짐
실시간 결과 창에는 관련 보정 아이콘()과 함께 프리베일링 토크 보정 값이 표시되지 않습니다.
프리베일링 토크 보정 값을 사용하여 최종 토크 표시 및 프리베일링 토크 보정 값 표시 스위치를 구성하는 경우 다음 사항에 영향을 주지 않습니다:
ToolsNet 및 ToolsTalk로 전송되는 최종 토크 값: 프리베일링 토크 보정 값이 포함된 최종 토크 값은 항상 ToolsNet 및 ToolsTalk로 전송됩니다.
최종 토크 값은 결과 기록과 함께 표시됩니다.
실시간 및 결과 기록을 기반으로 한 추적.
오픈 프로토콜 메시지의 값.
신호.
프로토콜 어댑터.
관련 정보
프리베일링 토크 보정 값을 사용하여 최종 토크 표시: 켜짐/프리베일링토크 보정 값 표시: 꺼짐
프리베일링 토크 보정 값을 사용하여 최종 토크 표시: 켜짐
실시간 결과 창에는 프리베일링 토크 보정 값이 포함된 최종 토크가 표시됩니다
EHMI 및 ST 선택기가 켜져있고 구성된 경우 프리베일링 토크 보정 값이 포함된 최종 토크가 표시됩니다.
프리베일링토크 보정 값 표시: 꺼짐
실시간 결과 창에는 관련 보정 아이콘()과 함께 프리베일링 토크 보정 값이 표시되지 않습니다.
프리베일링 토크 보정 값을 사용하여 최종 토크 표시 및 프리베일링 토크 보정 값 표시 스위치를 구성하는 경우 다음 사항에 영향을 주지 않습니다:
ToolsNet 및 ToolsTalk로 전송되는 최종 토크 값: 프리베일링 토크 보정 값이 포함된 최종 토크 값은 항상 ToolsNet 및 ToolsTalk로 전송됩니다.
최종 토크 값은 결과 기록과 함께 표시됩니다.
실시간 및 결과 기록을 기반으로 한 추적.
오픈 프로토콜 메시지의 값.
신호.
프로토콜 어댑터.
관련 정보
최종 토크 및 추적의 저장 구성하기
프리베일링토크 보정 값으로 저장 스위치가 기본값 설정에 의해 켜짐으로 설정된 경우 이는 최종 토크 및 추적이 프리베일링토크 보정 값과 함께 저장됨을 의미합니다.
실시간 결과 표시 설정 창의 프리베일링토크 보정값을 사용하여 최종 토크 표시는 실시간 결과에 표시할 내용을 결정합니다.
프리베일링토크 보정 설정으로 스토어 변경하기
홈 보기에서,구성을 선택합니다.
아래로 스크롤하여 왼쪽 창에서 일반 가상 스테이션을 선택합니다.
구성 창에서 구성을 선택한 후 편집을 선택합니다. 구성 편집 창이 나타납니다.
아래로 스크롤하여 최종 토크 및 추적 저장에서 프리베일링토크 보정 값으로 저장을 원하는 위치로 설정합니다.
QIF 부속품 구성
총 15개의 QIF 부속품을 하나의 컨트롤러에 연결할 수 있습니다. 각 컨트롤러에 여러 개의 스캐너를 추가할 수 있습니다.
컨트롤러에 연결된 모든 QIF 부속품은 동일한 가상 스테이션에 연결할 수 있습니다. 각 유형의 부속품 및 여러 소켓 선택기 중 하나입니다.
QIF 부속품의 기능은 다양한 입력 및 출력 신호에 연결할 수 있습니다.
QIF 부속품을 가상 스테이션에 연결하기
QIF 부속품을 가상 스테이션에 연결하려면:
QIF 부속품을 가상 스테이션에 연결하려면:
구성 메뉴에서 부속품을 구성하세요.
부속품을 컨트롤러 I/O 버스에 연결하세요.
가상 스테이션 메뉴에서, 가상 스테이션을 선택한 다음 부속품에서 부속품 선택을 누르세요.
적절한 부속품 탭에서, 연결할 부속품과 구성 모두 눌러주세요.
연결된 부속품이 모든 연결부에 나타납니다.
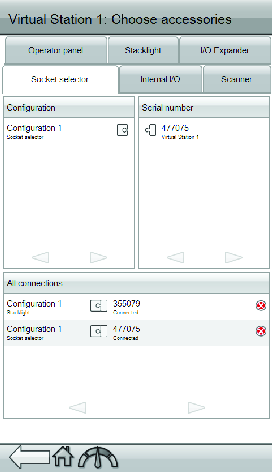
가상 스테이션에서 QIF 부속품 분리하기
가상 스테이션에서 QIF 부속품 또는 스캐너를 분리하려면:
가상 스테이션 메뉴에서, 가상 스테이션을 선택한 다음 부속품에서 부속품 선택을 누르세요.
모든 연결부에서 우측에 있는 분리 아이콘을 눌러 연결을 해제해 주세요.

스캐너 구성
이 메뉴에서 스캐너 구성을 추가할 수 있습니다. 스캐너를, 스캔한 문자열을 컨트롤러가 처리하도록 구성하거나 시스템으로 전달하도록 구성할 수 있습니다. 스캔된 문자열이 전달되면, 컨트롤러는 해당 문자열을 기반으로 작업을 선택하지 않고, 출력 신호를 통해 바로 그 문자열을 외부 장치로 전달합니다.
스캐너 추가 및 패스스루 사용
구성 > 스케너로 이동한 다음, 오른쪽 상단에 있는 플러스 기호를 클릭해 주세요.
스캐너 구성에 이름을 입력해 주세요.
패스스루를 사용하려면, 편집을 클릭하고, 패스 스루모드를 켜짐으로 설정해 주세요.
이 섹션에서
스캐너 구성
스캐너는 적절한 배치 시퀀스를 선택하기 위해 정보를 포함한 바코드 문자열 또는 QR 코드를 읽는 데 사용됩니다.
스캐너는 소스 탭에서 구성됩니다.
스캐너는 사용자가 지정한 문자를 읽고 함께 입력하여 문자열을 구성합니다. 그 뒤, 해당 문자열을 사용자가 컨트롤러에서 지정한 사전 정의된 문자열과 일치시키고, 일치하면 사전 정의된 문자열과 연결된 배치 시퀀스가 선택됩니다.
최대 1,024자의 바코드 문자열을 읽을 수 있고 ASCII 표의 위치 32-126에 해당하는 문자를 포함할 수 있습니다. 바코드가 1,024자가 넘는 문자열을 포함할 경우, 문자열의 위치 1025부터 이후의 나머지 부분은 무시됩니다.
스캐너 구성
스캐너 자체적으로 US 키보드를 사용해 설정해야 합니다. 스캐너는 캐리지 리턴 문자를 내보내 바코드 문자열을 종료합니다.
유효한 스캐너
Power Focus 6000 LV 컨트롤러와 함께 사용하도록 확인된 스캐너 목록의 경우, 가까운 Atlas Copco 영업 사원에 문의하십시오.
컨트롤러 탭 작업
Power Focus 6000 LV에 대한 시스템 관리 작업은 컨트롤러 메뉴에서 처리됩니다. 메뉴는 컨트롤러 GUI, 웹 GUI, 또는 Tools Talk 2 GUI를 통해 액세스할 수 있습니다.
IAM (Intelligent Application Module: 지능형 어플리케이션 모듈)
지능형 애플리케이션 모듈(IAM)은 컨트롤러에 위치한 비휘발성 기억 장치입니다. 기억 장치 모듈에는 모든 컨트롤러 프로그램, 구성 및 결과가 포함됩니다. 또한 특정 모듈에는 추가로 로드된 기능 항목이 포함될 수 있습니다.
사용 가능한 IAM 및 기능의 전체 목록은 Atlas Copco 영업 담당자에게 문의합니다.
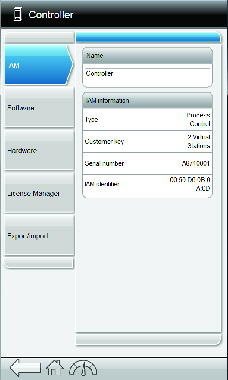
소프트웨어
POWER FOCUS 6000에서 사용할 수 있는 두 버전의 소프트웨어 버전 번호는 소프트웨어 탭 아래에 기록되어 있습니다.
여러 컨트롤러의 업그레이드를 수행할 때 컨트롤러 소프트웨어의 두 번째 버전을 설치하면 유용합니다. 업그레이드된 소프트웨어로 전환하여 생산할 준비가 되면 제어기 GUI에서 부분적으로 또는 GUI 또는 Tools Talk를 활용해 원격 컴퓨터에서 새로운 소프트웨어 버전이 활성화됩니다.
새로운 소프트웨어는 소프트웨어를 포함한 USB 플래시 드라이브를 컨트롤러의 USB 포트로 연결하거나 웹 GUI를 사용하여 설치할 수 있습니다.
소프트웨어 업데이트 옵션은 PC에서 컨트롤러 GUI로 액세스할 때에만 볼 수 있습니다. 유효 소프트웨어 버전의 대용량 저장 장치를 USB 포트에 삽입했을 때, 소프트웨어 업데이트에 대한 안내가 표시됩니다.
소프트웨어 업데이트 파일은 압축 해제하면 안 되며 USB 플래시 드라이브의 루트 디렉터리에 있는 폴더명 PFImages에 저장해야 합니다.
소프트웨어 업그레이드 중 예기치 않은 오류가 발생하면 데이터가 손실될 수 있습니다.
소프트웨어 버전을 업그레이드하기 전에 “모든 컨트롤러 정보”를 내보내기하여 컨트롤러 구성 백업을 수행하시는 것을 권장합니다.
관련 정보
이 섹션에서
USB를 통해 컨트롤러 소프트웨어 업데이트하기
USB 플래시 드라이브를 컨트롤러에 연결하면 설치 마법사가 자동으로 시작됩니다.
USB 플래시 드라이브에서 여러 개의 소프트웨어 버전을 사용할 수 있는 경우, 다른 소프트웨어 업그레이드 파일이 있는 목록이 표시됩니다.
소프트웨어 업그레이드 파일을 선택하여 지침에 따라 설치를 완료하세요.
USB 플래시 드라이브에는 사용 가능한 파티션이 있어야 하고 Linux에 맞게 포맷되어야 합니다. 예를 들어, 가능한 형식은 FAT 또는 NTFS입니다.
관련 정보
웹 GUI를 통해 컨트롤러 소프트웨어 업데이트하기
컨트롤러 메뉴에서소프트웨어로 이동한 다음 소프트웨어 활성화를 선택하세요. 그런 다음, 검색을 선택하세요.
소프트웨어와 압축 파일을 탐색하여 선택하고 지침에 따라 설치를 완료하세요.
관련 정보
컨트롤러에 저장된 소프트웨어를 활성화하기
컨트롤러는 2가지의 소프트웨어 버전을 설치하여 보관할 수 있습니다. 소프트웨어 활성화를 사용하여 어떤 소프트웨어 버전을 사용할지 선택할 수 있습니다. 소프트웨어 활성화는 컨트롤러 GUI에서 부분적으로 또는 웹 GUI에서 원격으로 수행할 수 있습니다.
활성화 프로세스를 진행하려면 컨트롤러를 다시 시작해야 합니다.
컨트롤러 메뉴에서 소프트웨어로 이동하세요.
소프트웨어 활성화 스위치를 밀어서 저장하고 지침에 따라주세요.
다운그레이드 컨트롤러 Bluetooth 모듈 소프트웨어
컨트롤러 Bluetooth 모듈 소프트웨어를 다운그레이드할 수 있습니다.
컨트롤러 사용자 인터페이스에서 하드웨어 탭을 선택합니다.
Bluetooth 모듈 섹션에서 버전 번호 오른쪽에 있는 아이콘을 선택합니다.
항목 선택 보기가 나타납니다.
다운 그레이드할 Bluetooth 모듈 소프트웨어 버전을 선택합니다.
경고 보기가 나타납니다.
예를 선택하여 Bluetooth 모듈 소프트웨어를 다운그레이드할 수 있습니다.
하드웨어
하드웨어 탭에는 모델 명칭 및 일련 번호, 상태, 터치 스크린 교정 및 컨트롤러의 다양한 전자 공학 보드에 대한 정보 등 컨트롤러 정보가 포함되어 있습니다.
이 섹션에서
상태
상태 보기에는 배터리 상태 및 컨트롤러 온도에 대한 정보가 포함되어 있습니다.
배터리 상태
컨트롤러 > 하드웨어 > 상태
컨트롤러의 전면 패널에 안쪽에 위치한 POWER FOCUS 6000는 내부 시계와 같은 일부 시스템 요소의 예비 전력으로서의 역할을 수행합니다. 배터리 상태는 컨트롤러를 재시작할 때는 물론 하루에 한 번 업데이트됩니다. 배터리가 완전히 고갈되기 직전이 되면 경고(3011)가 표시됩니다. 경고가 나타나는 즉시 배터리를 교체해야 합니다.
컨트롤러 온도
컨트롤러 > 하드웨어 > 상태
컨트롤러 온도는 POWER FOCUS 6000에 의해 연속적으로 모니터링됩니다. 지원되는 온도 단위는 섭씨온도(°C) 및 화씨온도(°F)이고, 섭씨가 기본단위입니다. 컨트롤러를 재시작할 필요 없이 두 단위 간에 전환할 수 있습니다. 컨트롤러 온도가 최대 온도를 초과하면, 구동 단계가 비활성화되고 경보(3010)가 표시됩니다. 컨트롤러 온도가 온도 한계 아래로 떨어지면 구동 단계가 다시 한 번 활성화됩니다.
디스플레이에서 또는 웹 GUI를 통해, 사용자는 측정을 한 때의 타임스탬프와 함께 측정된 최신 컨트롤러 온도에 액세스할 수 있습니다.
내보내기/가져오기
내보내기/가져오기 탭은 사용자가 다음 작업 중 하나를 수행할 수 있도록 지원합니다. 내보내기, 가져 오기 및 자동 백업
내보내기 창은 사용자가 컨트롤러 구성, 설정, 결과 및 이벤트를 내보낼 수 있도록 지원합니다. 또한 공구 로그를 내보낼 수 있으며 공구 로그를 Atlas Copco 서비스 담당자와 공유하여 공구 문제를 해결할 수 있습니다.
가져오기 창은 사용자가 컨트롤러 구성 및 설정을 가져올 수 있도록 지원합니다.
한 번에 하나의 활성 내보내기 또는 가져 오기만 가능합니다. 진행중인 내보내기/가져오기가 있으면 새 내보내기 /가져오기를 시작하려는 모든 시도는 거부됩니다.
자동 백업 창은 사용자가 백업 파일을 자동으로 생성하도록 지원합니다.
다음 장치 중 하나를 통해 데이터를 내보내거나 가져올 수 있습니다.
USB 플래시 드라이브는(Linux에서 작동하도록 포맷되고 파티션이 있어야 함). 예를 들어, 가능한 형식은 FAT 또는 NTFS입니다.
웹 GUI
ToolsTalk 2
내보내기/가져오기 프로세스 중에는 진행률 표시줄이 사용자에게 내보내기/가져오기 작업이 진행 중임을 알려드립니다. 내보내기/가져오기를 수행하는 시간은 결과, 이벤트 및 로그 파일의 수에 따라 다릅니다.
컨트롤러 간 내보내기 및 가져오기
컨트롤러에는 다른 기능을 가질 수 있는 다양한 IAM 유형이 존재할 수 있습니다.
컨트롤러는 현재 유형의 IAM 모듈에 적용할 수 있는 모든 구성을 내보낼 수 있습니다.
컨트롤러는 다른 유형의 IAM 모듈에서 내보낸 파일을 가져올 수 없습니다. 이는 ToolsTalk 2를 사용할 때도 적용될 수 있습니다.
이 섹션에서
“모든 컨트롤러 정보”를 내보냅니다.
추가 프로세스를 위해 컨트롤러 구성, 설정, 결과 및 이벤트를 내보낼 수 있습니다. 내보내기의 일부는 케이블 공구와 연결된 무선 공구 모두에서 수행됩니다.
내보내기에 포함된 모든 데이터는 “PFExport_ <IAM name> _ <datetime (표시되는 가장 낮은 시간 값은 초)>. tar.gz” 파일에 저장되며 해당 파일에는 다음 파일 및 디렉토리가 포함됩니다.
"PFExport_<datetime>_Results.csv" – 사용 가능한 모든 결과
결과는 CSV 형식의 텍스트 파일로 내보내기됩니다. 가장 최근에 수행된 결과는 CSV 파일의 첫 번째 결과입니다.
조임 및 풀기에 대한 다음 결과 정보를 내보낼 수 있습니다.
결과 정보 | Power Focus 6000 - 조임 프로그램 | Power Focus 6000 - 다중 단계 프로그램 | 동기화 조임 |
|---|---|---|---|
식별 번호 | - | - | X |
조임 유형 | X | X | X |
가상 스테이션 이름 | X | X | X |
VIN (식별자 문자열) | X | X | X |
선택된 식별자 번호 | X | X | X |
날짜 및 시간 | X | X | X |
고유한 공구 식별자 | X | X | - |
배치 시퀀스 이름 | X | X | - |
배치 시퀀스 카운터 | X | X | - |
배치 카운트 | X | X | - |
볼트 이름 | - | - | X |
전체 상태 | - | - | X |
전체 상태 정보 | - | - | X |
상태 | X | X | X |
상태 정보 | X | X | X |
모드 이름 | - | - | X |
조임 프로그램/다중 단계 이름 | X | X | X |
정지 중 오류 | - | X | X |
오류 | - | X | X |
실패 단계 | - | X | X |
채널 | - | - | X |
목표 토크 (Nm) | X | X | - |
최종 토크 (Nm) | X | X | X |
목표 각도 (deg) | X | X | - |
최종 각도 시작 (Nm) | X | X | X |
최종 각도 (deg) | X | X | X |
런다운 각도 (deg) | X | - | - |
잔류 토크 상관 인자 | X | X | - |
경과 시간 (초) | - | X | X |
각도 하한 값 [deg] | X | X | X |
각도 상한 값 [deg] | X | X | X |
토크 하한 값 [Nm] | X | X | X |
토크 상한 값 [Nm] | X | X | X |
펄스 수 | X | - | - |
중단 시 전류 값 (A) | X | X | X |
TrueAngle 보상 각도 값 (deg) | X | X | - |
런다운 완료 시간 (ms) | X | - | - |
최종 토크 시간 (ms) | X | - | - |
목표 텍스트 | X | X | - |
단계 데이터 | - | X | X |
셀프탭 토크 | X | X | X |
프리베일링 토크 (Prevailing Torque) | X | X | X |
런다운 각도 트리거 | X | X | X |
필드 구분 기호 및 숫자 형식은 언어 설정에 따라 다릅니다.
언어 | 날짜/시간 | 필드 구분 기호 | 숫자 형식 |
|---|---|---|---|
영어(en_US) | MM/dd/yyyy hh:mm:ss | , | 123.456 |
체코어 (cs) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
독일어(de_DE) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
스페인어(es_ES) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
프랑스어(fr_FR) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
한국어(ko_KR) | yyyy-MM-dd hh:mm:ss | , | 123.456 |
이탈리아어(it_IT) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
일본어(ja_JP) | yyyy/MM/dd hh:mm:ss | , | 123.456 |
포르투갈어(pt_BR) | Dd/MM/yyyy hh:mm:ss | ; | 123,456 |
러시아어(ru_RU) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
스웨덴어(sv_SE) | yyyy-MM-dd hh:mm:ss | ; | 123,456 |
중국어(zh_CN) | yyyy/MM/dd hh:mm:ss | , | 123.456 |
PF6000-StepSync의 경우, 사용 가능한 모든 결과는 “PFExport_ <datetime> _Results.csv.zip” 파일에 있습니다.
"PFExport_<datetime>_Events.csv" - 사용 가능한 모든 이벤트
다음 이벤트 정보는 CSV 형식의 텍스트 파일로 내보내기됩니다:
심각도
날짜
시간
코드
설명
이벤트를 트리거한 가상 스테이션 (PF6000-헨드헬드에 대해서만 내보냄)
캐리어 (PF6000-동기화된 조임에 대해서만 내보냄)
채널 (PF6000-동기화된 조임에 대해서만 내보냄)
“/settings” - 설정 및 구성 (가져오기로 사용)
필드버스에서 내보낸 설정 및 구성의 경우:
일반 필드버스 구성 (IP 주소 포함)
필드버스 구성
필드버스 매핑 (ProcessDataFrame에 대한 가상 스테이션 매핑)
"jsonConfigurations.zip" - 다중 단계 조임 및 풀기 프로그램은 .json 파일로 내보내기됩니다. (MID2500과 함께 사용됨)
"atlas_sys_d.zip" - 드라이브 애플리케이션의 로그 파일
"atlas_sys_d.zip" - IT 애플리케이션의 로그 파일
"atlas_protocol_log.zip" – 외부 프로토콜 어댑터의 로그 파일
“ExportInfo.txt” - IAM 및 컨트롤러에 대한 정보가 포함된 텍스트 문서
"atlas_plc.zip" - PLC 구성
“licenseInformation.zip” – 라이센스 정보 및 시스템 기능
“모든 컨트롤러 정보”를 내보내는 방법
홈 보기에서, 조임 탭을 선택합니다. 그런 다음 왼쪽에서, 내보내기/가져오기 탭을 선택합니다.
내보내기 창에서, 드롭다운 메뉴를 열고 모든 컨트롤러 정보를 선택합니다.
내보내기 창에서, 내보내기를 선택합니다.
내보내기 프로세스가 끝나면, 내보내기 팝업 창이 내보내기가 완료되었음을 확인해 드립니다.
PF/IXBExport_<IAM name>_<datetime>.tar.gz 파일이 자동으로 다운로드됩니다.
“설정 및 구성” 내보내기
컨트롤러 구성 및 설정만 내보내기할 수 있습니다.
내보내기한 데이터는 IAM 이름과 내보내기한 날짜 및 시간으로 식별되는 압축 파일에 저장됩니다.
압축 파일의 데이터에는 컨트롤러의 모든 구성 및 설정이 포함되어 있으므로 내보내기 파일을 가져올 수 있으며 동일한 버전 또는 최신 릴리스 버전으로 다른 컨트롤러를 설정할 수 있습니다.
내보내기한 데이터에는 IAM 및 컨트롤러에 대한 정보와 MID2500 솔루션과 함께 사용할 미리 포맷 된 다단계 조임 프로그램 및 풀기 프로그램이 포함됩니다.
“설정 및 구성”을 내보내는 방법
홈 보기에서, 조임 탭을 선택하세요. 그런 다음 왼쪽에서, 내보내기/가져오기 탭을 선택하세요.
내보내기 창에서, 드롭다운 메뉴를 열고 설정 및 구성 을 선택하세요.
내보내기 창에서, 내보내기를 선택하세요.
내보내기 프로세스가 끝나면, 내보내기 팝업 창이 내보내기가 완료되었음을 확인해 드립니다.
PFExport_<IAM name>_<datetime>.tar.gz 파일이 자동으로 로드됩니다.
“연결된 공구의 로그” 내보내기
서비스 기술자는 공구 로그 내보내기를 통해 공구 로그 데이터를 Atlas Copco 서비스 담당자와 공유하여 공구 문제를 해결할 수 있습니다.
다음 공구에서 공구 로그를 내보낼 수 있습니다. STB, SRB, TBP/TBP-S 및 QST-M.
공구 로그를 내보내려면 공구를 컨트롤러에 연결해야 합니다. 공구를 가상 스테이션에 할당할 필요는 없습니다.
공구 로그 내보내기에 포함된 모든 데이터는 “PFExport_ <IAM name> _ <datetime>.tar.gz” 파일에 저장되며 해당 파일에는 다음 파일 및 디렉토리가 포함됩니다.
"atlas_tool_i.zip" – 사용 가능한 모든 결과
각 연결된 공구에 대해 개별 파일이 생성됩니다. 공구 로그 파일의 파일 형식은 “tool-<tool type>-<tool serial number>.log”입니다.
“ExportInfo.txt” - 컨트롤러 및 연결된 공구에 대한 정보가 포함된 텍스트 문서
“연결된 공구의 로그”를 내보내는 방법
홈 보기에서, 조임 탭을 선택하세요. 그런 다음 왼쪽에서, 내보내기/가져오기 탭을 선택하세요.
내보내기 창에서, 드롭다운 메뉴를 열고 연결된 공구의 로그를 선택하세요.
내보내기 창에서, 내보내기를 선택하세요.
내보내기 프로세스가 끝나면, 내보내기 팝업 창이 내보내기가 완료되었음을 확인해 드립니다.
PFExport_<IAM name>_<datetime>.tar.gz 파일이 자동으로 로드됩니다.
“결과” 내보내기
컨트롤러에서 조임 결과만 내보낼 수 있습니다.
“결과”를 내보내는 방법
홈 보기에서, 조임 탭을 선택하세요. 그런 다음 왼쪽에서, 내보내기/가져오기 탭을 선택하세요.
내보내기 창에서, 드롭다운 메뉴를 열고 결과를 선택하세요.
내보내기 창에서, 내보내기를 선택하세요.
내보내기 프로세스가 끝나면, 내보내기 팝업 창이 내보내기가 완료되었음을 확인해 드립니다.
다중 스핀들 시스템(고정)의 경우 자동으로 다운로드되는 내보낸 파일은 .zip 형식이거나 .csv 형식입니다.
"시스템 로그 및 정보" 내보내기
시스템 로그 및 정보를 내보내면 서비스 기술자가 시스템 로그 및 시스템 정보를 Atlas Copco 서비스 기술자와 공유할 수 있습니다.
시스템 로그 및 정보를 내보내면 컨트롤러와 같은 시스템 문제를 보다 쉽게 해결할 수 있습니다.
시스템 로그 및 정보 내보내기를 실행할 때, 연결된 도구의 로그는 포함되지 않습니다.
연결된 도구에서 로그를 내보내야 하는 경우 필요한 내보내기 방법을 선택해 주세요.
시스템 로그 및 정보 내보내기에 포함된 모든 데이터는 PF/IXBExport_<IAM name>_<datetime>.tar.gz 파일에 저장되며 해당 파일에는 다음 파일 및 디렉토리가 포함됩니다.
atlas_sys_d.zip - 드라이브 애플리케이션의 로그 파일
atlas_sys_d.zip - IT 애플리케이션의 로그 파일
atlas_protocol_log.zip – 외부 프로토콜 어댑터의 로그 파일
ExportInfo.txt - IAM 및 컨트롤러에 대한 정보가 포함된 텍스트 문서
“licenseInformation.zip” – 라이센스 정보 및 시스템 기능
atlas_systeminformation.zip – Atlas Copco R&D에 대한 최신 시스템 상태 및 설정 정보
atlas_workflow_log.zip – 외부 프로토콜 어댑터의 워크플로우에 대한 로그 파일
"시스템 로그 및 정보"를 내보내는 방법
홈 보기에서, 조임 탭을 선택하세요. 그런 다음 왼쪽에서, 내보내기/가져오기 탭을 선택하세요.
내보내기 창에서, 드롭다운 메뉴를 열고 시스템 로그 및 정보를 선택하세요.
내보내기 창에서, 내보내기를 선택하세요.
내보내기 프로세스가 끝나면, 내보내기 팝업 창이 내보내기가 완료되었음을 확인해 드립니다.
PF/IXBExport_<IAM name>_<datetime>.tar.gz 파일이 자동으로 다운로드됩니다.
관련 정보
컨트롤러 구성 및 설정 가져오기
사용자가 컨트롤러 구성 및 설정을 가져오면, 기존 구성 및 설정은 가져온 컨트롤러 구성 및 설정으로 대체됩니다.
다음 구성은 가져오기 또는 선택 취소 되지 않습니다.
컨트롤러 네트워크 설정은 가져오기 되지 않습니다.
결과 및 이벤트는 가져오기 되지 않습니다.
라이센스 할당은 가져오기 되지 않습니다.
가상 스테이션에 할당된 작업은 선택이 취소됩니다.
"jsonConfigurations.zip" (다단계 조임 및 풀기 프로그램)은 가져오기 되지 않습니다
“licenseInformation.zip” – (라이센스 정보 및 시스템 기능)은 가져오기 되지 않습니다.
컨트롤러 구성 및 설정을 가져오는 방법
홈 보기에서, 조임 탭을 선택하세요. 그런 다음 왼쪽에서, 내보내기/가져오기 탭을 선택하세요.
가져오기 창에서, 구성을 선택하세요.
정보 팝업 창은 조임 프로그램, 배치, 부속품 및 컨트롤러의 모든 설정이 가져온 파일의 설정으로 대체될 것임을 확인해 드립니다.
하지만, 네트워크, PIN, 결과 및 이벤트의 설정은 가져오기 되지 않습니다.계속을 선택하세요.
가져오기 팝업 창에서, 파일 선택을 선택하세요. 그런 다음 컨트롤러에서 가져올 파일을 선택하세요.
가져오기 프로세스가 끝나면 컨트롤러는 자동으로 다시 시작됩니다.
가져오기 프로세스가 시작되기 전에 중단되거나 파일이 사라지면, 사용자는 알림을 받으며 컨트롤러를 다시 시작해야 합니다 (유효한 상태인지 확인하기 위해)
가져오기 프로세스가 중단되었지만, 파일이 손상되지 않은 상태로 존재하는 경우, 가져오기를 완료할 수 있습니다.
자동 백업
자동 백업 창에서 sFTP 내보내기를 활성화 또는 비활성화할 수 있습니다.
sFTP 내보내기 활성화 스위치의 기본값은 “꺼짐”입니다.
sFTP 내보내기 스위치를 켜면, 마지막 구성 변경 10분 후에 내보내기 파일이 생성됩니다.
시스템 시작 시 sFTP 내보내기 활성화 스위치가 “켜짐”으로 설정되어 있는 경우, 내보내기 파일은 2~3분 안에 자동으로 생성됩니다. 내보내기 파일은 시스템이 종료되기 전에 수행된 변경 사항을 반영하기 위해 2~3 분 내에 생성됩니다.
새 백업 파일이 생성되기 전 기존 백업 파일은 삭제됩니다.
내보낸 파일의 데이터는 컨트롤러의 모든 구성과 설정을 포함합니다.
sFTP 사용자는 시스템의 다음 디렉토리에서 저장된 내보낸 파일을 검색할 수 있습니다. /Export/<export file name>.
sFTP를 지원하는 시스템이 필요합니다.
sFTP 사용자는 파일을 검색할 때 비밀번호를 사용할 필요가 없습니다.
sFTP 사용자의 사용자 이름은 다음과 같습니다.
사용자이름 | autoexport |
동기화 조임
적은 반응 조임 전략 및 컨트롤러 전반의 기능과 같은 컨트롤러 기능들은 기능 관리 시스템(FMS)을 통해 배포된 라이선스가 필요합니다. 특정 라이선스 없이 기능의 구성이 가능하지만, 이러한 기능들을 할당하고 사용하려면 올바른 라이선스를 컨트롤러에 설치해야 합니다. 라이선스에 대한 자세한 내용은 라이선스(FMS)를 참조하십시오.
동기화 조임은 TalsTalk2를 통해서만 구성할 수 있습니다.
동기화된 조임으로 여러 대의 Power Focus 6000 컨트롤러를 연결하고 동기화된 조임을 실행할 수 있습니다. 구성의 첫 번째 컨트롤러는 Sync 참조라고 하며 모든 조임 및 데이터 보고를 처리합니다. 최대 5대의 추가 Power Focus 6000 컨트롤러 Power Focus 6000 데이지 체인 케이블(동기화 조임 설정(하드웨어) 참조)을 통해 Sync 참조에 연결되며, 이제 이러한 것들을 Sync 멤버라고 부릅니다. Sync 멤버의 유일한 기능은 공구를 핸들링하는 것입니다.
Sync 참조
Sync 참조 컨트롤러는 시스템의 브레인에 해당됩니다. 이 컨트롤러는 조임 설정과 모든 데이터 보고를 취급합니다. 또한 전체 시스템의 구성과 ToolsTalk 및 ToolsNet에 대한 연결도 처리합니다. 모든 부속품과 필드버스는 동기화 참조에 직접 연결됩니다.
Sync 멤버
Sync 멤버 컨트롤러는 별도의 기능 없이 드라이브로서 작동합니다. IT 부품은 실행되고 있지 않으며 외부 부속품 또는 프로토콜을 Sync 멤버에 연결할 수 없습니다. 각 Sync 멤버는 할당된 채널 번호를 갖습니다. (2-64) 채널 번호는 ToolsTalk 2의 하드웨어 레이아웃 구성 내에서 공구와 드라이브를 식별하고 Sync 모드의 조임에 포함될 것을 선택하고 결과 보고를 수행하는 작업에 사용됩니다. 또한 채널 번호는 오류 이벤트를 통한 고장 부품의 식별에 사용됩니다.
조임
다중 단계 조임 프로그램만 실행할 수 있습니다. 각 공구 간 조임을 동기화하기 위해, 동기화 포인트가 사용됩니다. 이러한 포인트에서 공구들은 조임 프로그램의 다음 단계를 계속하기 전에 서로를 기다립니다. 조임 프로그램은 최대 25 단계까지 포함할 수 있습니다. (동기화 포인트 제외) 수리중 또는 종료된 경로는 허용되지 않습니다. 조임 프로그램의 할당은 Tools Talk2를 통해서만 가능합니다. 컨트롤러는 조임 프로그램을 할당할 수 있는 어떤 기능도 제공하지 않습니다.
라이선스
Synchronized tightening is an FMS feature. Sync 참조만 라이센스가 필요하며 모든 Power Focus 6000 컨트롤러를 추가 라이센스 없이도 Sync 멤버로 변경할 수 있습니다. Sync 참조 라이센스는 애드온 FMS 컨트롤러 기능입니다.
Sync 참조 라이센스가 제거되면 동기화 조임 모드에서 조임을 수행할 수 없습니다. 라이선스 서버에 대한 연결이 끊긴 경우, 라이센스는 48시간 동안 작동이 계속됩니다. 컨트롤러는 매 시간 유효한 Sync 참조 라이센스를 점검합니다.
관련 정보
이 섹션에서
동기화 조임을 위한 사용자 인터페이스
동기화 조임을 위한 사용자 인터페이스는 일반적인 POWER FOCUS 6000 인터페이스의 단순화된 버전입니다. 다양한 인터페이스 요소에 대한 자세한 설명은, 해당 내용을 전적으로 다루는 본 메뉴얼의 장 및 섹션을 참조해 주세요. 사용자 인터페이스는 Sync 참조에서만 엑세스할 수 있다는 점에 유의해 주세요.
다양한 메뉴 항목의 모든 기능을 동기화 조임 인터페이스에서 사용할 수 있는 것은 아닙니다. 다음 기능은 인터페이스에서 엑세스하고 편집할 수 있습니다.
공구: 모든 정보를 사용할 수 있습니다.
가상 스테이션: 새로운 가상 스테이션 생성, 작업 할당(조임 프로그램) 및 다른 곳에 공구 할당을 제외한 모든 기능에 액세스할 수 있습니다.
구성: 모든 기능을 사용할 수 있습니다.
컨트롤러: 모든 기능을 사용할 수 있습니다. Sync 참조 및 Sync 맴버에 연결된 공구에 대한 정보를 제공하는 Channels로 불리우는 추가 섹션이 있다는 점에 유의해 주세요.
보고: 이벤트 (모든 이벤트 보기).
설정: 다음 기능을 사용할 수 없습니다.
조임
무선
이벤트
진단: 동기화 조임/Flex 전용 메뉴
라이선스 할당: 모든 기능을 사용할 수 있습니다.
동기화 조임 구성하기
하드웨어 설정을 수행하기 전에 Sync 참조와 모든 Sync 멤버의 구성을 완료해야 합니다.
Sync 참조 구성
컨트롤러 메뉴를 선택한 다음, 동기화 조임 탭을 선택합니다.
동기화 조임 섹션에서 동기화 안함을 선택합니다.
동기화 조임 모드 창이 나타납니다.
Sync 참조를 선택합니다.
동기화 조임 모드 창이 닫힙니다.
적용을 선택합니다.
컨트롤러가 재부팅되고 일반 Power Focus 6000 GUI의 단순화된 버전인 동기화 조임 구성으로 부팅됩니다.
동기화 조임 활성화하기
동기화 조임을 작동하려면, 동기화 참조에서 활성화해야 합니다. 동기화 조임을 활성화하는 2가지 방법:
I/O 신호 Enable Operation(10055)을 High로 설정하거나 또는
Sync 참조에서, 구성으로 이동, 그 다음 일반 가상 스테이션 탭으로 이동하고 해당 구성에 대한 편집을 클릭합니다. 그 다음, 고정 스테이션 필드에서, 자동 사용 을 항상으로 설정합니다.
동기화 조임이 활성화되어 있지 않은 경우, 런타임시 사용자에게 "시작할 수 없습니다. 사용 신호가 약합니다"라는 오류 메시지가 표시됩니다.
Sync 멤버 구성
컨트롤러 메뉴를 선택한 다음, 동기화 조임 탭을 선택합니다.
동기화 조임 섹션에서 동기화 안함을 선택합니다.
동기화 조임 모드 창이 나타납니다.
Sync 멤버를 선택합니다.
동기화 조임 모드 창이 닫힙니다.
채널 필드에서, 채널 번호를 선택하여 Sync 멤버의 채널 번호를 설정합니다. 그 다음, Sync 멤버에 적합한 채널을 선택합니다.
동일한 설정에서 Sync 멤버의 채널 번호는 고유한 숫자이어야 합니다.
적용을 선택합니다.
컨트롤러는 재부팅되며 Sync 멤버의 채널 번호만 표시하는 Sync 멤버 구성으로 부팅됩니다.
일반 Power Focus 6000 모드로 다시 전환 (동기화 조임 종료)
PF6 FlexSystem 메뉴를 선택한 후, StepSync 탭을 선택합니다.
동기화 조임 섹션에서, Sync 참조를 선택합니다.
동기화 조임 모드 창이 나타납니다.
동기화 안함을 선택합니다.
동기화 조임 모드 창이 닫힙니다.
적용을 선택합니다.
컨트롤러가 재부팅되고 일반 구성으로 부팅됩니다.
동기화 조임 설정하기 (하드웨어)
설정 충돌이 발생하지 않도록 하드웨어 설정이 완료되기 전에 소프트웨어 구성을 완료해야 한다는 점에 유의해 주세요.
동기화 조임 기능을 통해 여러 POWER FOCUS 6000을 연결하여 동기화된 조임을 실행할 수 있습니다.
각 컨트롤러가 올바르게 구성되었는지 확인해 주세요. (자세한 내용은, 동기화 조임 구성 참조)
Power Focus 6000 데이지 체인 케이블을 사용하여, Sync 참조 Com 포트 B를 첫 번째 Sync 멤버의 Com 포트 A에 연결합니다.
다른 PF6000 데이지 체인 케이블을 사용하여 첫 번째 Sync 멤버의 Com 포트 B를 두 번째 Sync 멤버의 Com 포트 A에 연결합니다. 이후의 모든 컨트롤러에 대해 동일한 작업을 수행해 주세요.
동기화 조임 시스템을 최대 5개의 Sync 멤버로 구성할 수 있습니다.
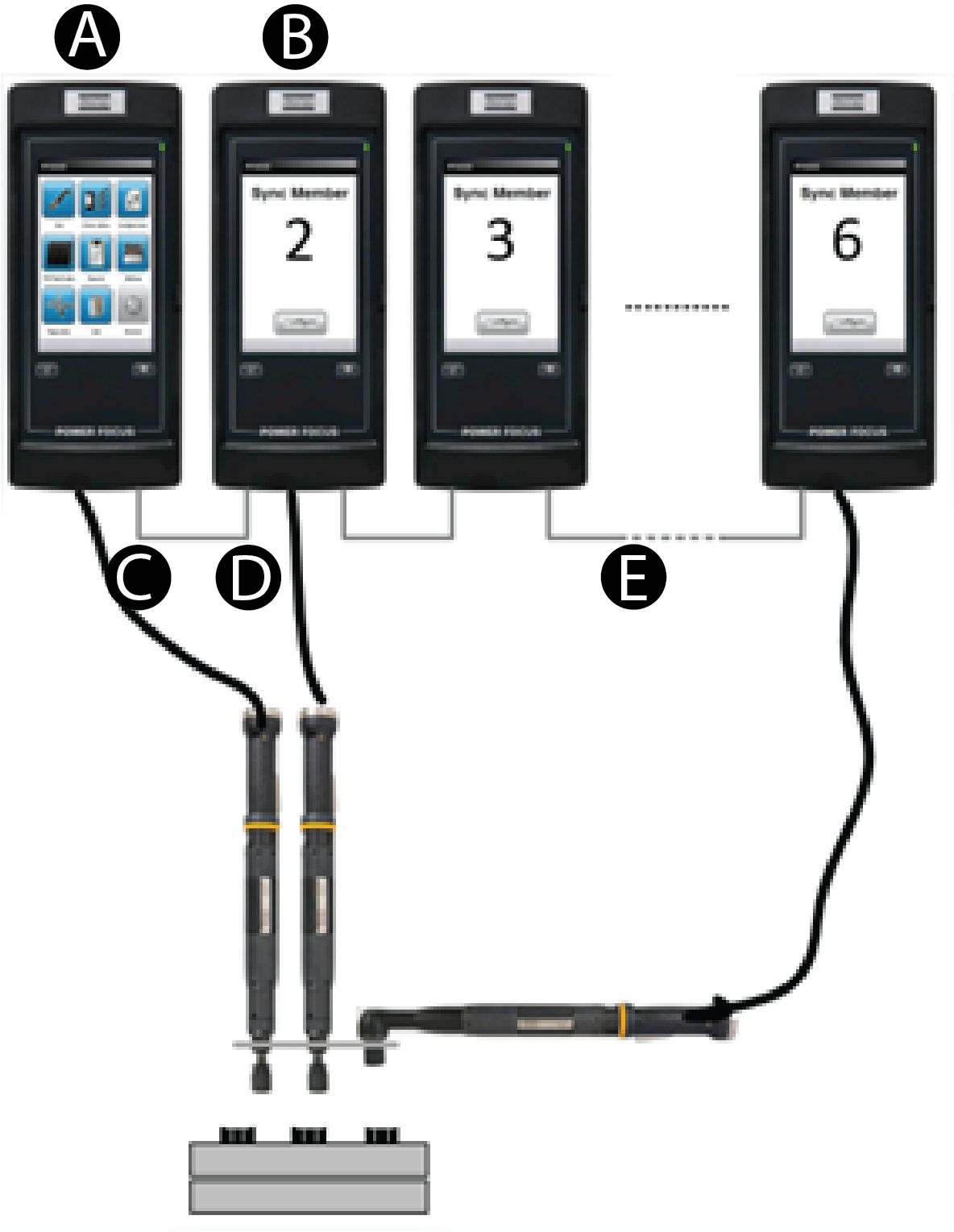
A | Sync 참조 | D | Com 포트 A에 연결됨 |
B | Sync 멤버 | E | Power Focus 6000 데이지 체인 케이블 |
C | Com 포트 B에 연결됨 |
관련 정보
동기화 조임
동기화된 조임을 위해 다중 단계 조임 프로그램만 사용할 수 있습니다. 동기화 지점은 설정에서 공구를 동기화하는 용도로 사용됩니다. 이러한 포인트들에서 공구들은 다중 단계 조임 프로그램의 다음 단계를 계속하기 전에 서로를 기다립니다.
ToolsTalk2의 다른 공구에만 조임 프로그램 프로그램을 할당할 수 있습니다.
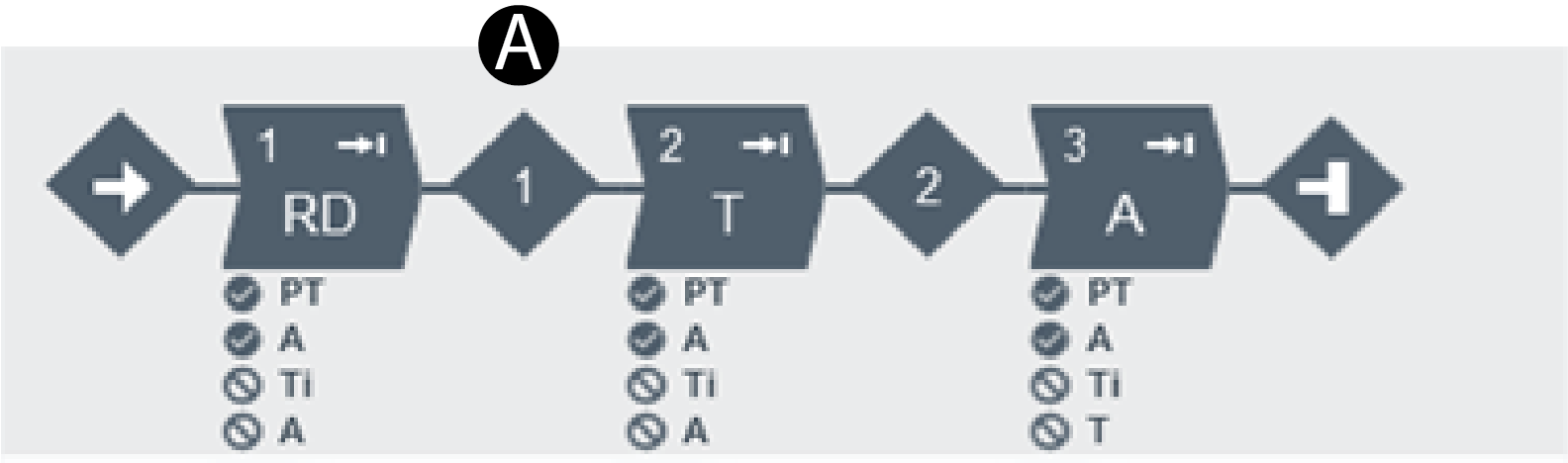
A | 동기화 포인트 |
조임 프로그램은 최대 25 단계로 구성할 수 있습니다. (동기화 지점 제외)
사용 가능한 단계
각도까지 조임
토크까지 조임
토크 + 각도까지 조임
DynaTork까지 조임
대기
소켓 해제
토크 또는 각도까지 조임
각도까지 풀기
토크까지 풀기
런다운
항복점 M2까지 조임
항복점까지 조임
토크 및 각도까지 조임
토크까지 스레드 컷팅
체결
사용 가능한 모니터
각도
피크 토크
차단 토크
토크 속도 및 편차
각도 창에서의 토크
포스트 보기 토크 높음
포스트 보기 토크 낮음
항복점에서의 각도
프리베일링 토크 (Prevailing Torque)
차단 전류
포스트 스레드 컷 각도
포스트 스레드 컷 최대 토크
스틱 슬립 감지
시간
사용 가능 단계 제한
최대 토크
최대 각도
교차 스레드
취소 토크
토크 경사도
각도 보기에서의 토크
토크 대 전류 편차
관리 거부
꺼짐으로 설정하는 경우:
실패 시 동작 | 설명 |
모두 끝내기 |
|
계속 OK |
|
켜짐으로 설정하는 경우:
매개변수 | 설명 |
|---|---|
실패 단계의 최대 수 | 전체적 조임을 실행하는 동안 실패할 수있는 여러 단계의 최대 수를 지정합니다. 같은 단계를 한 번 이상 실패되는 것은 문제가되지 않으며, 여전히 하나의 실패 단계로서 계산됩니다. |
초과할 경우의 작업 | 최대 실패 단계 수가 초과된 경우의 조치를 지정합니다. |
수리 중 NOK인 경우의 작업 | 수리가 진행되는 동안 새 오류(NOK)가 감지된 경우 작업을 지정합니다. |
동기화 조임 결과 보기
동기화 조임에서 모든 공구에 대한 결과는 Sync 참조의 컨트롤러 GUI와 해당 웹 GUI에 표시됩니다. Sync 멤버의 GUI는 어떤 결과도 나타내지 않습니다.
3가지 다른 결과 보기가 있습니다. 첫 번째는 전체 조임(OK 또는 NOK)의 전체 상태와 OK 및 NOK 볼트의 총 수에 대한 개요를 표시합니다. 두 번째는 각 볼트의 상태를 개별적으로 나타내며, 각 볼트의 토크 및 각도 값도 표시합니다.
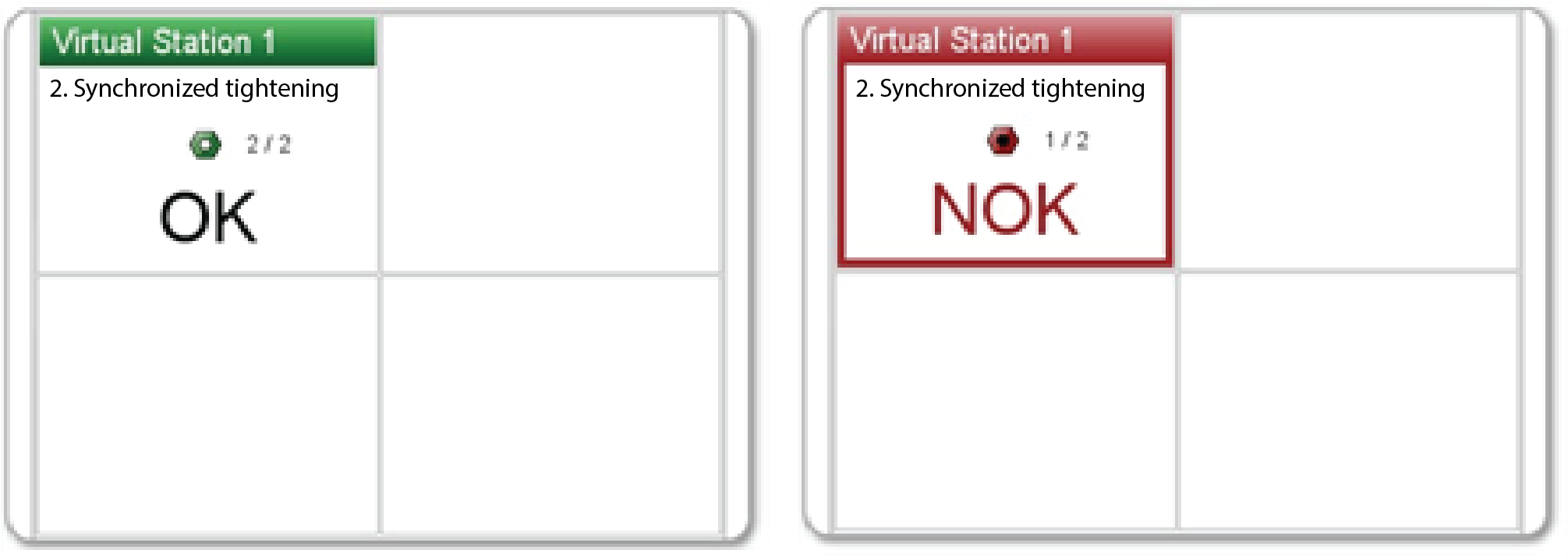
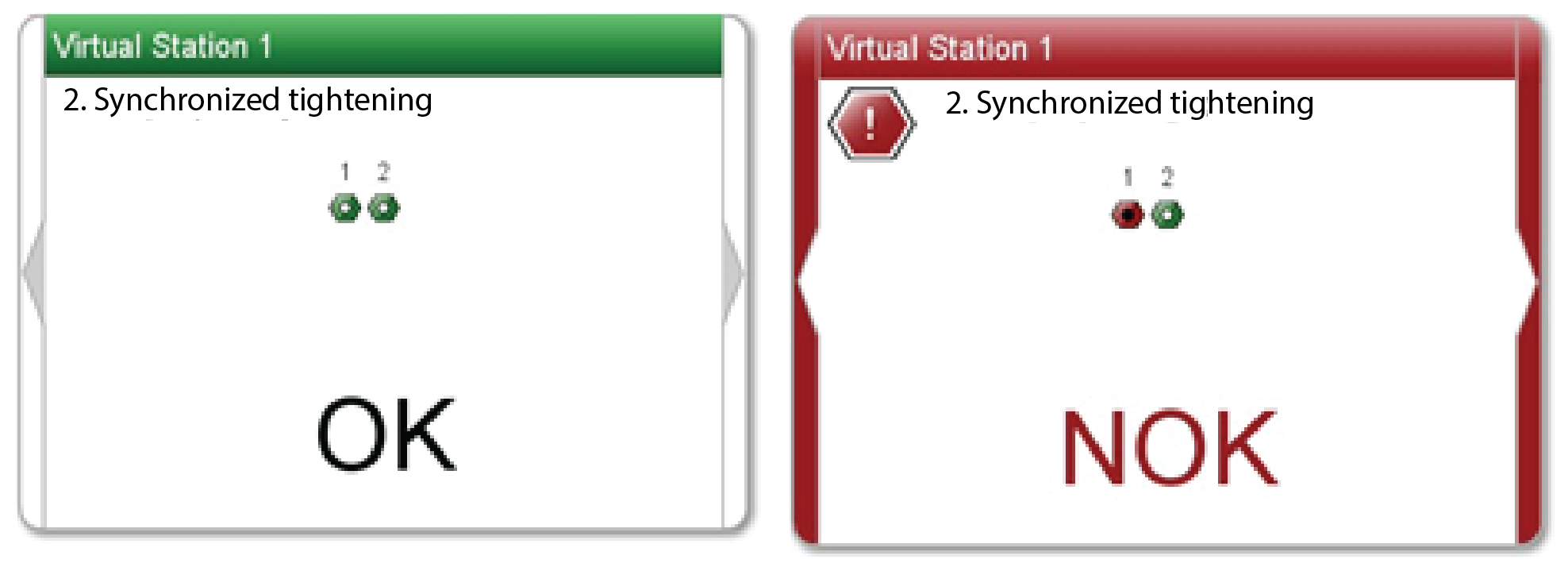
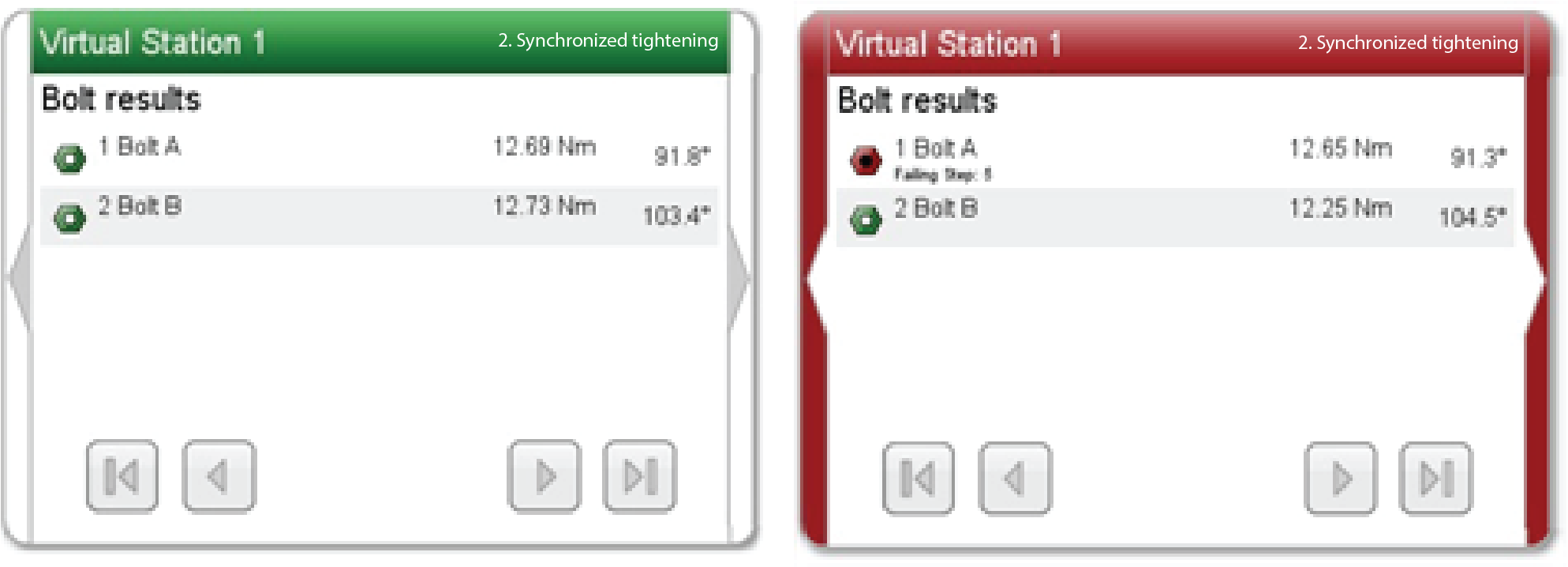
동기화 조임 신호
동기화 조임 시스템은 아래표에 나열된 것과 동일한 I/O 신호를 지원합니다. 이러한 설정은 필드 버스 구성과 부속품 구성에서 매핑할 수 있습니다. 일부는 Open Protocol을 통해서도 제공됩니다.
입력 신호
채널 명령 - 10054
채널 명령은 개별 공구를 금지하고 해당 공구가 다음 조임에 포함되는 것을 방지하는 입력 신호입니다. 동기화 모드 구성에서 구성된 조임 프로그램 또는 볼트 번호를 교체할 수도 있습니다. 최대 64개의 채널이 지원됩니다.
SoftPLC의 이름: CHANNEL_COMMAND
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | uint32 배열 | 1 | 64 |
채널 명령 -10054 신호에는 하위 신호가 포함되어 있습니다. (자세한 정보는 다음을 참조해 주세요. "입력 신호: 하위 신호").
장치
단계 계속 - 10128
단계 계속은 조임 단계 대기를 중비하는 입력 신호입니다.
조임이 대기 유형으로 구성된 조건 신호를 가진 대기 조임 단계에 도달하면 단계 계속 신호의 상승 에지로 인해 시스템(하나 이상의 스핀들)이 해제됩니다.
자세한 정보는, 다음을 참조하세요. 하위 신호 채널 명령 - 10054: 단계 계속.
SoftPLC의 이름: CONTINUE_STEP
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
데이터 드롭 (Data Drop) - 10125
조임이 끝날 때 DATADROP을 참으로 설정하면 DATADROP 신호는 조임 결과를 드롭합니다. 결과는 지속적으로 저장되지 않으며 ToolsNet 또는 프로토콜 어댑터와 같은 장치 또는 클라이언트로 전송되지도 않습니다.
SoftPLC의 이름: DATADROP
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
데이터 홀드(Data Hold) - 10124
조임이 끝날 때 DATAHOLD 신호가 참으로 설정되면 결과 데이터 전송이 중지됩니다.
SoftPLC의 이름: DATAHOLD
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 참
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 참
테스트 볼트 비활성화 - 10057
SoftPLC의 이름: DISABLE_TESTBOLT
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
작동 활성화 - 10055
SoftPLC의 이름: ENABLE_OPERATION
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
PF에 대한 필드버스 비동기식 데이터 - 10077
SoftPLC의 이름:
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | uint8 배열 | 16 | 2048 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
사이클 상태 재설정 - 10056
SoftPLC의 이름: RESET_CYCLE_STATUS
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
시스템 오류 재설정 - 10062
SoftPLC의 이름: RESET_SYSTEM_ERROR
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
영점 위치 설정 - 10135
휴대용 공구의 경우, 영점 위치 설정 입력 신호를 통해 공구의 현재 위치를 홈 위치로 유지합니다. 조임 작업 중에 신호가 전송되면 자동으로 무시됩니다.
고정식 공구의 경우, 영점 위치 설정 입력 신호를 통해 공구의 현재 위치를 홈 위치로 유지합니다. 이 신호는 가상 스테이션에 관계없이 시스템의 모든 공구에 영향을 줍니다. 고정식 공구가 진행 중인 조임 작업에 사용 중인 경우 이 신호는 조용히 무시됩니다.
SoftPLC의 이름: IN_EXTERNAL_SET_ZERO_POSITION
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
풀기, 펄스 시작 - 10072
SoftPLC의 이름: SELECT_PREVIOUS_ID_NUMBER
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
공구, 펄스 시작 - 10113
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
정지 (펄스) - 10129
이 신호가 생성되는 경우, 모든 진행 중인 조임 또는 풀기가 정지됩니다. 10024 또는 10072와의 조합으로 사용됩니다.
SoftPLC의 이름: EXTERNAL_STOP_PULSE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
정지 (상태) - 10133
이 신호가 설정된 경우, 모든 진행 중인 조임 또는 풀기가 정지됩니다. 높음으로 설정된 경우 모든 시작 시도도 차단됩니다. 10024 또는 10072와의 조합으로 사용됩니다.
SoftPLC의 이름: IN_EXTERNAL_STOP_STATE
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
출력 신호
볼트 조임 상태 - 79
볼트 조임 상태는 동기화된 조임에서 개별 볼트의 상태를 식별하는 출력 신호입니다. 100개의 볼트가 지원됩니다.
볼트 조임 상태 신호는 실행 중인 조임 및 마지막 조임 결과와 관련된 정보를 표시합니다.
SoftPLC의 이름: BOLT_TIGHTENING_STATUS
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | uint32 배열 | 32 | 32 |
FordResultStatus | 상태 | 4 | 4 | |
CompactErrorStatus | 상태 | 4 | 4 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
볼트 조임 상태 - 79 신호에는 하위 신호가 포함되어 있습니다. (자세한 정보는 다음을 참조해 주세요. "출력 신호: 하위 신호").
장치
채널 하드웨어 상태 - 81
채널 하드웨어 상태는 개별 채널의 하드웨어 상태를 식별하는 출력 신호입니다. 64개의 채널이 지원됩니다.
채널 하드웨어 상태 신호는 하드웨어 상태 및 잠재적 오류에 대한 정보를 표시합니다.
SoftPLC의 이름: CHANNEL_HARDWARE_STATUS
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | uint32 배열 | 1 | 64 |
채널 하드웨어 상태 - 81 신호에는 하위 신호가 포함되어 있습니다. (자세한 정보는 다음을 참조해 주세요. "출력 신호: 하위 신호").
장치
채널 조임 상태 - 80
채널 조임 상태는 동기화된 조임의 개별 채널 상태를 식별하는 출력 신호입니다. 64개의 채널이 지원됩니다.
채널 상태 신호는 실행 중인 조임 및 마지막 조임 결과와 관련된 정보를 표시합니다.
SoftPLC의 이름: CHANNEL_TIGHTENING_STATUS
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | uint32 배열 | 1 | 64 |
FordResultStatus | 상태 | 4 | 4 | |
CompactErrorStatus | 상태 | 4 | 4 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
채널 조임 상태 - 80 신호에는 하위 신호가 포함되어 있습니다. (자세한 정보는 다음을 참조해 주세요. "출력 신호: 하위 신호").
장치
풀기 확인 - 206
선택한 풀기 작업이 시작될 수 있는지 여부를 나타냅니다. 즉, 풀기 동기화 모드 또는 풀기 프로그램이 존재하고 선택된 것을 나타내는 것입니다.
SoftPLC의 이름: CONFIRM_LOOSENING
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
사이클 완료 - 77
SoftPLC의 이름: CYCLE_COMPLETE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
사이클 비상 정지됨 - 202
마지막 조임 또는 풀기 작업이 비상 정지로 중단되었음을 나타냅니다.
SoftPLC의 이름: CYCLE_EMERGENCY_STOPPED
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
사이클 NOK -76
SoftPLC의 이름: CYCLE_NOK
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
사이클 OK - 75
SoftPLC의 이름: CYCLE_OK
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
사이클 시작 준비 - 82
SoftPLC의 이름: CYCLE_READY_TO_START
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
사이클 실행 - 78
SoftPLC의 이름: CYCLE_RUNNING
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
데이터 드롭 (Data Drop) 활성- 199
이 신호는 DATADROP 기능이 활성화될 때마다 높게 설정됩니다. DATADROP 신호가 설정되고 DATADROP을 지원하는 작업이 선택된 경우에 활성화됩니다.
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
데이터 홀드(Data Hold) 활성- 198
이 신호는 DATAHOLD 기능이 활성화될 때마다 높게 설정됩니다. DATA HOLD 신호가 설정되고 DATA HOLD를 지원하는 작업이 선택된 경우에 활성화됩니다.
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
PF의 필드버스 비동기식 데이터 - 107
SoftPLC의 이름:
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | uint8 배열 | 48 | 2048 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
마지막 사이클 결과 없음 - 200
이 신호는 조임이 자유 실행으로 간주되는 경우 조임이 수행된 후 설정되어야 합니다.
SoftPLC의 이름: LAST_CYCLE_NO_RESULT
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
시스템 오류 없음 - 83
SoftPLC의 이름: NO_SYSTEM_ERROR
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
시스템 경고 없음 - 102
SoftPLC의 이름: NO_SYSTEM_WARNING
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
선택한 모드 Id - 72
SoftPLC의 이름: SELECTED_MODE_ID
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 정수 | 1 | 32 |
TreatZeroAsOne | 상태 | 정수 | 1 | 32 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
동기화 모드 유효 - 207
선택한 동기화 모드가 유효한지 여부를 나타냅니다. 즉 동기화 모드가 존재하고 올바르게 구성되었음을 나타냅니다.
SoftPLC의 이름: SYNC_MODE_VALID
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
테스트 볼트 활성화됨 - 91
SoftPLC의 이름: SELECTED_MODE_ID
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
영점 위치의 공구 - 210
영점 위치의 공구 출력 신호는 핸드헬드 공구에만 사용할 수 있습니다.
영점 위치의 공구 출력 신호는 공구가 홈 위치(예시:정방향 또는 역방향의 마지막 위치)에 있는지 여부를 정의합니다.
신호는 실시간으로 업데이트되지 않으므로 어떤 이유로든 공구가 위치를 벗어나 이동하면 신호가 작동하지 않습니다.
SoftPLC의 이름: TOOLS_IN_ZERO_POSITION
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
ToolsNet 연결 해제 - 133
ToolsNet과 컨트롤러 간의 활성화된 연결이 중단되었는지 또는 예상대로 작동하는지의 여부를 나타냅니다.
SoftPLC의 이름: TOOLSNET_CONNECTION_LOST
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
ToolsNet 연결 끊김 - 208
ToolsTalk와 컨트롤러 간의 활성화된 연결이 중단되었는지 또는 예상대로 작동하는지의 여부를 나타냅니다.
SoftPLC의 이름: TOOLSTALK_CONNECTION_LOST
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
총 잔여 시퀀스 카운터 - 205
배치 시퀀스(batch sequence)로 완료해야 할 남은 조임 횟수입니다.
SoftPLC의 이름: TOTAL_REMAINING_SEQ_COUNT
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 16 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 참
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
총 시퀀스 카운터 - 204
배치 시퀀스(batch sequence)로 완료된 조임 횟수입니다.
SoftPLC의 이름: TOTAL_SEQ_COUNTER
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 16 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 참
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
총 시퀀스 사이즈 - 203
배치 시퀀스(batch sequence)로 완료해야 할 총 조임 횟수입니다.
SoftPLC의 이름: TOTAL_SEQ_SIZE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 16 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
I/O 확장기: 거짓
작업자 패널: 거짓
ST 선택기: 참
스택라이트: 거짓
공구 기능: 거짓
TLS 태그: 거짓
계속 대기 중- 201
계속 대기 중은 출력 신호로 조임이 대기 유형으로 구성된 조건 신호를 사용하여 대기 조임 단계에 도달했음을 의미합니다.
시스템(하나 이상의 스핀들)은 다음 신호를 기다리는 동안 조임을 일시 중지합니다. 신호 단계 계속 - 10128(시스템 릴리스용) 또는 하위 신호 채널 명령 - 10054: 단계 계속 (개별 스핀들 릴리스용)
자세한 정보는, 다음을 참조하세요. 하위 신호 볼트 조임 상태 - 79: 계속 대기 중 및 채널 조임 상태 - 80: 계속 대기 중.
SoftPLC의 이름: WAITING_FOR_CONTINUE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
입력 신호: 하위 신호
관련 하위 신호 검사에 필요한 입력 신호를 선택합니다:
이 섹션에서
채널 명령 - 10054: 하위 신호
단계 계속
대기 유형으로 구성된 조건 신호를 가진 대기 조임 단계에 있을 때, 단계 계속 하위 신호를 통해, 공구를 개별적으로 제어하고 조임을 계속할 수 있습니다.
자세한 정보는, 단계 계속 - 10128 입력 신호를 참조하세요.
SoftPLC의 이름: CHANNEL_COMMAND_CONTINUE_STEP
값 유형 | 시작 비트 | 길이 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
부울 (Boolean) | 3 | 1 | 1 | 1 |
강제 볼트 ID
SoftPLC의 이름: CHANNEL_COMMAND_FORCE_BOLT_ID
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
정수 | 1 | 8 |
강제 Pset
SoftPLC의 이름: CHANNEL_COMMAND_FORCE_PSET
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
정수 | 1 | 8 |
결과 없음 방지
SoftPLC의 이름: CHANNEL_COMMAND_NO_RESULT
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
금지 NOK 결과
SoftPLC의 이름: CHANNEL_COMMAND_NOK_RESULT
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
금지 OK 결과
SoftPLC의 이름: CHANNEL_COMMAND_OK_RESULT
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
영점 위치 설정
SoftPLC의 이름: CHANNEL_COMMAND_SET_ZERO_POSITION
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 (Boolean) | 1 | 1 |
출력 신호 하위 신호
관련 하위 신호 검사에 필요한 출력 신호를 선택합니다:
볼트 조임 상태 - 79: 하위 신호
모든 신호
SoftPLC의 이름: CYCLE_STATUS_ALL
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
정수 | 1 | 32 |
사이클 실행
SoftPLC의 이름: 갑 유형
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
선택된 모드에서
SoftPLC의 이름: CYCLE_STATUS_IN_SELECTED_MODE
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
금지됨
SoftPLC의 이름: CYCLE_STATUS_INHIBITED
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 사이클 각도 높음
SoftPLC의 이름: CYCLE_STATUS_LAST_CYCLE_ANGLE_HIGH
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 사이클 각도 낮음
SoftPLC의 이름: CYCLE_STATUS_LAST_CYCLE_ANGLE_LOW
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 사이클 하드웨어 오류
SoftPLC의 이름: CYCLE_STATUS_LAST_CYCLE_HW_ERROR
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 사이클 금지됨
SoftPLC의 이름: CYCLE_STATUS_LAST_CYCLE_INHIBITED
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 사이클 NOK
SoftPLC의 이름: CYCLE_STATUS_LAST_CYCLE_NOK
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 사이클 포함되지 않음
SoftPLC의 이름: CYCLE_STATUS_LAST_CYCLE_NOT_INCLUDED
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 사이클 OK
SoftPLC의 이름: CYCLE_STATUS_LAST_CYCLE_OK
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 사이클이 다른 것에 의해 종료됨
SoftPLC의 이름: CYCLE_STATUS_LAST_CYCLE_TERMINATED_BY_OTHER
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 사이클 시간 초과
SoftPLC의 이름: CYCLE_STATUS_LAST_CYCLE_TIMEOUT
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 사이클 토크 높음
SoftPLC의 이름: CYCLE_STATUS_LAST_CYCLE_TORQUE_HIGH
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 사이클 토크 낮음
SoftPLC의 이름: CYCLE_STATUS_LAST_CYCLE_TORQUE_LOW
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 풀기 NOK
SoftPLC의 이름: CYCLE_STATUS_LAST_LOOSENING_NOK
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 풀기 OK
SoftPLC의 이름: CYCLE_STATUS_LAST_LOOSENING_OK
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 조임 NOK
SoftPLC의 이름: CYCLE_STATUS_LAST_TIGHTENING_NOK
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 조임 OK
SoftPLC의 이름: CYCLE_STATUS_LAST_TIGHTENING_OK
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
풀기 실행 중
SoftPLC의 이름: CYCLE_STATUS_RUNNING_LOOSENING
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
수리 실행
SoftPLC의 이름: CYCLE_STATUS_REPAIR
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
실행 종료
SoftPLC의 이름: CYCLE_STATUS_TERMINATE
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
조임 실행 중
SoftPLC의 이름: CYCLE_STATUS_RUNNING_TIGHTENING
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
공구 Led 거울 녹색
SoftPLC의 이름: CYCLE_STATUS_TOOL_LED_MIRROR_GREEN
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
공구 Led 거울 적색
SoftPLC의 이름: CYCLE_STATUS_TOOL_LED_MIRROR_RED
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
공구 Led 거울 황색
SoftPLC의 이름: CYCLE_STATUS_TOOL_LED_MIRROR_YELLOW
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
계속 대기 중
대기 유형으로 구성된 조건 신호를 가진 대기 조임 단계에 있을 때, 계속 대기 중 하위 신호를 통해, 각 개별 볼트는 관련 상태가 입력이 계속되도록 대기하고 있는지 여부를 표시합니다.
자세한 정보는, 계속 대기 중 - 201 출력 신호를 참조해 주세요.
SoftPLC의 이름: CYCLE_STATUS_WAITING_FOR_CONTINUE
값 유형 | 시작 비트 | 길이 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
부울 (Boolean) | 7 | 1 | 1 | 1 |
채널 조임 상태 - 80 하위 신호
모든 신호
SoftPLC의 이름: CYCLE_STATUS_ALL
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
정수 | 1 | 32 |
사이클 실행
SoftPLC의 이름: 갑 유형
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
선택된 모드에서
SoftPLC의 이름: CYCLE_STATUS_IN_SELECTED_MODE
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
금지됨
SoftPLC의 이름: CYCLE_STATUS_INHIBITED
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 사이클 각도 높음
SoftPLC의 이름: CYCLE_STATUS_LAST_CYCLE_ANGLE_HIGH
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 사이클 각도 낮음
SoftPLC의 이름: CYCLE_STATUS_LAST_CYCLE_ANGLE_LOW
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 사이클 하드웨어 오류
SoftPLC의 이름: CYCLE_STATUS_LAST_CYCLE_HW_ERROR
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 사이클 금지됨
SoftPLC의 이름: CYCLE_STATUS_LAST_CYCLE_INHIBITED
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 사이클 NOK
SoftPLC의 이름: CYCLE_STATUS_LAST_CYCLE_NOK
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 사이클 포함되지 않음
SoftPLC의 이름: CYCLE_STATUS_LAST_CYCLE_NOT_INCLUDED
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 사이클 OK
SoftPLC의 이름: CYCLE_STATUS_LAST_CYCLE_OK
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 사이클이 다른 것에 의해 종료됨
SoftPLC의 이름: CYCLE_STATUS_LAST_CYCLE_TERMINATED_BY_OTHER
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 사이클 시간 초과
SoftPLC의 이름: CYCLE_STATUS_LAST_CYCLE_TIMEOUT
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 사이클 토크 높음
SoftPLC의 이름: CYCLE_STATUS_LAST_CYCLE_TORQUE_HIGH
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 사이클 토크 낮음
SoftPLC의 이름: CYCLE_STATUS_LAST_CYCLE_TORQUE_LOW
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 풀기 NOK
SoftPLC의 이름: CYCLE_STATUS_LAST_LOOSENING_NOK
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 풀기 OK
SoftPLC의 이름: CYCLE_STATUS_LAST_LOOSENING_OK
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 조임 NOK
SoftPLC의 이름: CYCLE_STATUS_LAST_TIGHTENING_NOK
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
최종 조임 OK
SoftPLC의 이름: CYCLE_STATUS_LAST_TIGHTENING_OK
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
풀기 실행 중
SoftPLC의 이름: CYCLE_STATUS_RUNNING_LOOSENING
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
수리 실행
SoftPLC의 이름: CYCLE_STATUS_REPAIR
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
실행 종료
SoftPLC의 이름: CYCLE_STATUS_TERMINATE
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
조임 실행 중
SoftPLC의 이름: CYCLE_STATUS_RUNNING_TIGHTENING
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
공구 Led 거울 녹색
SoftPLC의 이름: CYCLE_STATUS_TOOL_LED_MIRROR_GREEN
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
공구 Led 거울 적색
SoftPLC의 이름: CYCLE_STATUS_TOOL_LED_MIRROR_RED
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
공구 Led 거울 황색
SoftPLC의 이름: CYCLE_STATUS_TOOL_LED_MIRROR_YELLOW
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
계속 대기 중
대기 유형으로 구성된 조건 신호를 가진 대기 조임 단계에 있을 때, 계속 대기 중 하위 신호를 통해, 각 개별 볼트는 관련 상태가 입력이 계속되도록 대기하고 있는지 여부를 표시합니다.
자세한 정보는, 계속 대기 중 - 201 출력 신호를 참조해 주세요.
SoftPLC의 이름: CYCLE_STATUS_WAITING_FOR_CONTINUE
값 유형 | 시작 비트 | 길이 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
부울 (Boolean) | 7 | 1 | 1 | 1 |
채널 하드웨어 상태 - 81 하위 신호
모든 신호
SoftPLC의 이름: CYCLE_STATUS_ALL
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
정수 | 1 | 32 |
드라이브 하드웨어 오류
이 하위 신호는 드라이브 하드웨어 오류가 감지될 때마다 설정됩니다. 다음 중 하나를 나타낼 수 있습니다드라이브 온도 높음, 드라이브 전압 오류, 또는 드라이브 연결 끊김.
SoftPLC의 이름: CHANNEL_HW_STATUS_DRIVE_ANY_HARDWARE_ERROR
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 (Boolean) | 1 | 1 |
드라이브 연결 끊김
SoftPLC의 이름: CHANNEL_HW_STATUS_DRIVE_DISCONNECTED
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
구동 온도 높음
SoftPLC의 이름: CHANNEL_HW_STATUS_DRIVE_TEMP_HIGH
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
구동 전압 오류
SoftPLC의 이름: CHANNEL_HW_STATUS_DRIVE_VOLTAGE_ERROR
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
비상 정지 활성화
SoftPLC의 이름: CHANNEL_HW_STATUS_EMERGENCY_STOP_ACTIVE
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
일반 하드웨어 오류
SoftPLC의 이름: CHANNEL_HW_STATUS_GENERAL_ERROR
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
모터 조정 필요
SoftPLC의 이름: CHANNEL_HW_STATUS_MOTORTUNE_NEEDED
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
공구 하드웨어 오류
이 하위 신호는 공구 하드웨어 오류가 감지될 때마다 설정됩니다. 다음 중 하나를 나타낼 수 있습니다: 공구 온도 높음, 모터 미세 조정 필요, 잘못된 공구 케이블, 공구 연결 끊김,토크 트랜스듀서 오류 또는 공구 하드웨어 오류.
SoftPLC의 이름: CHANNEL_HW_STATUS_TOOL_ANY_HARDWARE_ERROR
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 (Boolean) | 1 | 1 |
공구 케이블 무효
SoftPLC의 이름: CHANNEL_HW_STATUS_TOOL_CABLE_INVALID
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
공구 연결 해제됨
SoftPLC의 이름: CHANNEL_HW_STATUS_TOOL_DISCONNECTED
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
공구 하드웨어 오류
이 하위 신호는 상태 매개변수 모음에 대해 설정되며 다음 중 하나를 나타낼 수 있습니다: ToolGround, ToolIndicatorBoard, ToolFanVoltage, ToolAccessoryBusVoltage, ToolParameterFile 또는 ToolTrigger
SoftPLC의 이름: CHANNEL_HW_STATUS_TOOL_HARDWARE_ERROR
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 (Boolean) | 1 | 1 |
공구 온도 높음
SoftPLC의 이름: CHANNEL_HW_STATUS_TOOL_TEMP_HIGH
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
토크 트랜스듀서 오류
SoftPLC의 이름: CHANNEL_HW_STATUS_TORQUE_TRANSDUCER_ERROR
값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|
부울 | 1 | 1 |
동기화 조임용 공구 상자
컨트롤러
컨트롤러에는 다음과 같은 두 가지 유형의 신호가 있습니다:
PF6000/PF8 Sync 참조
PF6000/PF8 Sync 멤버
최대 63개의 Sync 멤버 컨트롤러를 하드웨어 레이아웃 구성에 추가 할 수 있습니다. Sync 참조 컨트롤러가 항상 첫 번째이며, 그 다음 Sync 멤버 컨트롤러 및 공구를 추가해야 합니다.
공구 상자
공구 상자에는 두 개의 컨트롤러 유형과 지원되는 모든 유효한 공구가 들어 있습니다. 특정 공구 유형을 필터링할 수 있는 드롭다운 목록이 있습니다.
아래표에 나와있는 지원되는 공구만, 공구 상자에서 하드웨어 레이아웃 구성에 추가할 수 있습니다. StepSync 컨트롤러에 연결된 지원되지 않는 공구는 지원되지 않는 공구 아이콘과 함께 하드웨어 레이아웃 구성에 표시됩니다. 이러한 공구는 ToolsTalk 2에서 StepSync 구성 내에서 현재 위치에 표시되며 이 위치는 하드웨어 레이아웃 구성 작업 영역에서 변경할 수 없습니다. 지원되지 않는 공구가 작업 영역에서 삭제되면 사용자는 레이아웃 구성 설정을 계속하기 전에 컨트롤러에 푸시 기능을 사용하여 공구를 추가할 수 있습니다.
공구는 아직 공구가 연결되어 있지 않은 컨트롤러에만 추가할 수 있습니다.
공구 제품군 | 지원 모델 |
Tensor STR | ETV, ETD, ETP |
Tensor ST | ETV, ETD, ETP |
Tensor SL | ETV, ETD, ETP, ETF |
Tensor SR | ETV, ETD, ETP |
QST | 모두 (듀얼 변환기 제외 - CTT, CTA, CTTA) |
Synchronized Tightening CAN Accessories
Power Focus 6000 StepSync 시스템은 다음 CAN 부속품을 지원합니다.
내부 I/O
I/O 확장기
작업자 패널
스택 라이트
표시등 상자
이러한 부속품은 Sync 참조에만 연결할 수 있습니다. 어떠한 부속품도 Sync 멤버에 연결할 수 없습니다.
설정 탭 작업
제품 필수 튜토리얼
https://www.youtube.com/watch?v=-nkc9mmzoBo
이 섹션에서
네트워크 구성
POWER FOCUS 6000은 Atlas Copco 소프트웨어 ToolsTalk 또는 Local Area Network(LAN)의 웹 브라우저에서 액세스할 수 있도록 설정할 수 있습니다. 또한 연결된 PC에서 직접 액세스할 수도 있습니다. Power Focus XC은 IPv4 프로토콜을 사용합니다.
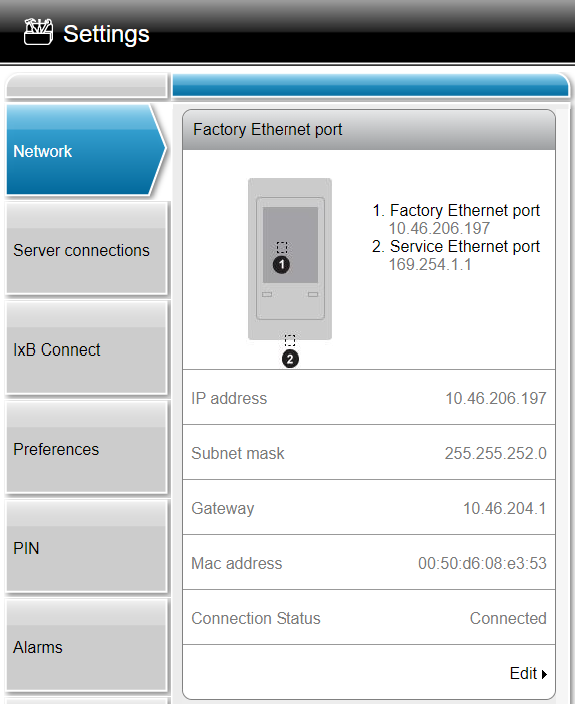
이더넷 설정에 액세스하여 변경하려면, 편집을 클릭합니다.
출고 시 기본 이더넷 포트만 구성할 수 있습니다. 서비스 이더넷 포트는 지정된 IP 주소, 169.254.1.1로 설정되며, 로컬 네트워크에 연결해서는 안 됩니다.
LAN에서 컨트롤러에 액세스하기
설정 메뉴를 선택하고, 편집을 클릭하여 팩토리 이더넷 포트 창에 액세스할 수 있습니다. 여기서 이더넷 설정을 변경할 수 있습니다.
네트워크 케이블을 출고 시 기본 이더넷 포트로 연결한 다음 필요한 정보를 수동으로 명시하거나 가능한 경우 DHCP 서버에서 제공하는 정보를 사용하여 진행됩니다. 필요한 정보는:
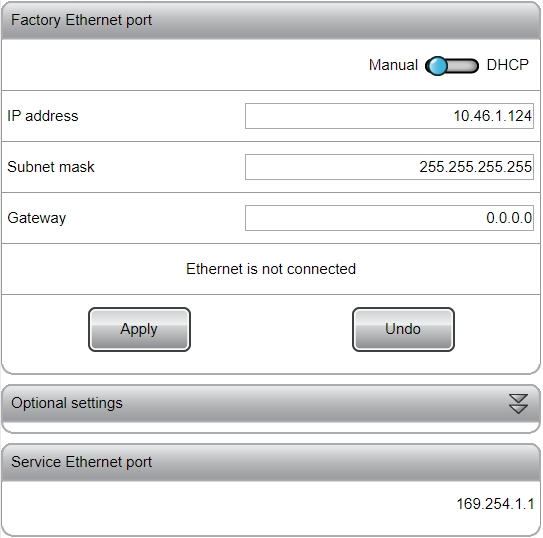
IP address (IP 주소)
서브넷 마스크
Gateway (게이트웨이)
해당 정보는 로컬 시스템 관리자가 제공합니다.
수동 옵션을 사용할 때 DNS 서버 사용에 사용할 수 있는 설정 옵션이 있습니다.
웹 GUI를 통해 컨트롤러에 액세스하기
다이렉트 이더넷 케이블(RJ45)로 PC를 서비스 이더넷 포트에 연결합니다. 웹 브라우저에서 IP 주소로 컨트롤러에 액세스합니다.
방화벽 구성
컨트롤러는 방화벽을 사용하도록 설정할 수 있습니다. 방화벽은 신뢰할 수 있는 호스트 원칙을 기반으로 활성화된 포트 또는 화이트 리스트에 있는 주소를 통해 들어오는 연결만 허용합니다.
방화벽은 기본값 설정에 의해 비활성화되어 있습니다.
방화벽은 공장 이더넷 포트를 통해 들어오는 연결에만 적용됩니다.
방화벽 활성화 및 구성
홈 보기에서 설정을 선택합니다.
왼쪽 패널에서 네트워크를 선택합니다.
오른쪽 패널에서 방화벽으로 스크롤합니다.
편집을 선택하고 방화벽을 켜짐으로 설정합니다. 포트 필터링 (계층 4 방화벽)과 사전 정의된 서비스가 기본값 설정에 의해 활성화됩니다.
서비스를 설정/해제로 설정하거나 수동으로 주소를 입력하여 다른 방화벽 계층에 대한 설정을 구성합니다.
포트 필터링 (계층 4 방화벽): 방화벽을 통해 연결 가능한 서비스를 열고 지정할 수 있습니다.
IP 필터링 (계층 3 방화벽): 네트워크에서 모든 서비스에 액세스할 수 있는 신뢰할 수 있는 호스트를 IP로 지정할 수 있습니다.
MAC 필터링 (계층 2 방화벽): MAC로 신뢰할 수 있는 호스트 지정할 수 있습니다.
어떤 방화벽 계층도 활성화되지 않은 경우, 모든 수신 연결이 허용됩니다.
포트 필터링 (계층 4 방화벽)
포트 필터링 (계층 4 방화벽)이 켜짐으로 설정된 경우 벙화벽은 대상 포트를 기준으로 패킷을 필터링합니다. 열린 포트로 전송된 패킷은 즉시 수신됩니다. 일치하지 않는 패킷도 결국 거부되기 전에 다른 방화벽 유형(IP 필터링 및 MAC 필터링)에 의해 처리됩니다.
포트 필터링 (계층 4 방화벽)을 꺼짐으로 설정하면 포트 필터링이 비활성화되고 다른 모든 옵션은 숨겨집니다.
사전 정의된 서비스에는 자체 활성 스위치가 있습니다.
웹 서비스용 열린 포트 (TCP 80, TCP 8080)
SSH 및 SFTP용 열린 포트 (TCP 22)
무선 공구용 열린 포트 (UDP 6677, TCP 6678)
부속품용 열린 포트 (TCP 25000)
추가 TCP 포트
추가 UDP 포트
미리 정의된 서비스 | 설명 |
|---|---|
IXB 연결을 위한 열린 포트(기본값 62000, 구성 가능) | IxB 연결에 필요한 포트이며 공구를 공장 네트워크를 통해 컨트롤러에 연결합니다. IxB 연결을 사용하려면 구성된 "기본 포트" + 1개의 포트/연결된 공구가 필요합니다. 공구 3개 => 62000 - 62003. |
웹 서비스용 열린 포트 (TCP 80, TCP 8080) | 웹 서비스에 필요한 포트로 공장 네트워크를 통해 컨트롤러에 액세스할 수 있습니다. 웹용 열린 포트 (TCP 80, TCP 8080)를 꺼짐으로 설정하면 웹 HMI와의 연결 해제 위험 경고가 트리거됩니다. |
SSH 및 SFTP용 열린 포트 (TCP 22) | 공장 이더넷 포트의 SSH 및 SFTP 기능에 필요한 포트입니다. |
무선 공구용 열린 포트 (UDP 6677, TCP 6678) | 무선 공구를 공장 네트워크를 통해 컨트롤러에 연결할 때 필요한 포트 |
부속품용 열린 포트 (TCP 25000) | 부속품이 공장 네트워크를 통해 컨트롤러와 통신할 때 필요한 포트 이 포토는 소켓 선택기 6에 적용됩니다. |
추가 TCP 포트 열기 | 포트를 열 때 수락되는 것은 쉼표로 구분된 포트와 대시(-)를 사용하는 포트 범위입니다. 예: 1,2,3,4-10을 입력하면 1~10 사이의 모든 포트가 열립니다. 유효하지 않은 포트 입력은 즉시 팝업 경고를 트리거합니다. 적용 버튼을 선택하면 포트가 자동으로 정렬됩니다. |
추가 UDP 포트 열기 |
오픈 프로토콜 를 사용하려면 추가 TCP 포트 열기 입력란에 반드시 포트 번호를 수동으로 입력해야 합니다. 예: 4545,4546,4547 (Virtual Station > Virtual Station 1 > Protocols > Open Protocol > Server Port)에서 구성된 포트에 따라 다름)
NTP 서버를 사용하는 경우 123 포트를 추가 UDP 포트 열기 입력란에 반드시 수동으로 입력해야 합니다.
콤마로 구분하여 여러 포트를 추가할 수 있습니다. 대시를 사용하여 포트 범위를 추가할 수 있습니다.
IP 필터링 (계층 3 방화벽)
IP 필터링 (계층 3 방화벽)에서 신뢰할 수 있는 호스트 또는 네트워크를 지정하려면, IP 화이트 리스트 입력란에 해당 IP 주소를 입력해 주세요. 입력란에 엑세스하려면 스위치를 켜짐으로 설정해 주세요. 허용되는 입력은 IP 테이블 형식(즉, 호스트 IP 주소 또는 네트워크 IP 주소)의 IP 주소 목록 또는 네트워크 주소 목록입니다. 네트워크 마스크는 마스크 길이(예: /24) 또는 네트워크 IP 주소(예: /255.255.255.0)로 입력할 수 있습니다. 화이트 리스트에 있는 IP 주소로부터 수신되는 패킷은 즉시 허용됩니다. 다른 패킷은 다른 방화벽 계층(포트 필터링 및 MAC 필터링)에 의해 차단됩니다.
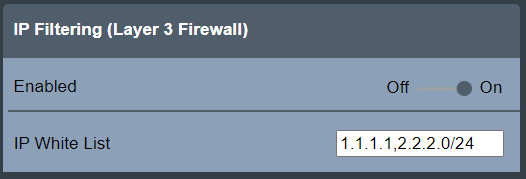
보안 문제로 인해 호스트 이름 또는 네트워크 이름은 허용되지 않습니다.
참고: NATing(네트워크 주소 변환: Network Address Translation)과 같은 프로세스는 소스 IP 주소를 변경할 수도 있습니다. 소스 IP 주소를 기반으로 호스트를 화이트 리스트에 추가해야하는 경우 로컬 네트워크 관리자에게 문의해 주세요.
MAC 필터링 (계층 2 방화벽)
MAC 필터링 (계층 2 방화벽)을 사용하면 MAC 화이트 리스트 입력란에 MAC 주소를 입력하여 신뢰할 수 있는 호스트 또는 네트워크를 지정할 수 있습니다. 입력란에 엑세스하려면 스위치를 켜짐으로 설정해 주세요. 허용되는 입력은 콤마로 구분된 MAC 주소 목록입니다. 화이트 리스트에 있는 MAC 주소로부터 수신되는 패킷은 즉시 허용됩니다. 다른 패킷은 다른 방화벽 계층(포트 필터링 및 IP 필터링)에 의해 차단됩니다.
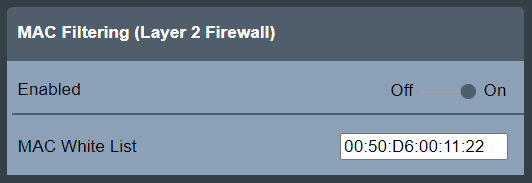
유효하지 않은 포트는 즉시 팝업 경고를 트리거합니다.
참고: 라우팅은 소스 MAC 주소를 변경할 수 있습니다. 소스 MAC 주소를 기반으로 호스트를 화이트 리스트에 추가해야하는 경우 로컬 네트워크 관리자에게 문의해 주세요.
패킷 카운터
각 방화벽 계층에 대한 방화벽 통계를 표시하려면, 설정 > 네트워크 > 방화벽 > 패킷 카운터를 선택해 주세요.
업데이트 섹션에는 다음 버튼이 있습니다.
새로 고침: 표시된 패킷 카운터를 새로 고칠 때 사용됩니다.
리셋: 파킷 카운터를 0으로 리셋할 때 사용됩니다.
두 버튼 모두 작업을 수행한 후 자동으로 원래 위치로 리셋하는 스위치를 갖추고 있습니다.
수락된 패킷 카운터 섹션에는 각 방화벽 유형 및 거부된 패킷에 대한 카운터가 표시됩니다.
포트 필터링: 포트 필터링 방화벽 유형이 허용하는 패킷의 패킷 카운터를 표시합니다.
IP 필터링: IP 필터링 방화벽 유형이 허용하는 패킷의 패킷 카운터를 표시합니다.
MAC 필터링: MAC 필터링 방화벽 유형이 허용하는 패킷의 패킷 카운터를 표시합니다.
거부된 패킷: 거부된 패킷의 패킷 카운터를 표시합니다.
포트, IP 및 MAC 필터링 규칙이 허용하여 계산되는 패킷에는 연결을 설정하는 초기 패킷만 포함됩니다.
거부된 패킷은 모두 계산되고 표시됩니다.
방화벽 상태
일반 방화벽 기능 및 해당 방화벽 계층의 상태는 설정 > 네트워크 바로 아래의 방화벽 기본보기에 표시됩니다.
상태 | 설명 |
|---|---|
OK | 방화벽이 활성화되고 방화벽 구성이 적용됩니다. |
꺼짐 | 방화벽이 비활성화되고 방화벽 구성이 적용되지 않습니다. |
구성 오류 | 방화벽이 활성화되었지만 내부 오류로 인해 방화벽 구성이 적용되지 않았습니다. 안전상의 이유로 모든 연결이 허용됨을 의미하는 실패-개방 정책이 적용됩니다. |
일반 방화벽 상태가 OK이면 각 방화벽 계층의 상태(활성화됨 / 비활성화됨)도 표시됩니다.
프로토콜 구성
POWER FOCUS 6000은 두 개의 Atlas Copco 소프트웨어 ToolsTalk와 ToolsNet은 물론 Atlas Copco 라이센스 관리자를 실행하는 서버와 통신하도록 설정할 수 있습니다. ToolsTalk는 하나 또는 여러 개의 컨트롤러의 구성에 사용됩니다. ToolsNet은 결과 보고의 처리에 사용됩니다.

ToolsTalk 연결 구성하기
컨트롤러를 ToolsTalk에 연결하려면, 컨트롤러에서 ToolsTalk 프로토콜 설정을 구성하고 활성화해야 합니다.
홈 보기에서, 설정 탭을 선택하세요. 그런 다음, 서버 연결을 선택하세요.
ToolsTalk 창에서, 다음 매개변수를 선택하세요.
필드
설명
켜짐/꺼짐
ToolsTalk 서버와의 통신 활성화/비활성화
서버 포트
ToolsTalk 서버 포트
서버 호스트
ToolsTalk 서버 IP 주소
적용을 선택하세요.
ToolsTalk 연결 상태를 보려면, 결과 아이콘을 선택하고 실시간 결과 보기로 이동하세요. 그런 다음,  버튼을 선택하세요. 대화 상자가 표시되면 서버 연결 탭을 선택하세요.
버튼을 선택하세요. 대화 상자가 표시되면 서버 연결 탭을 선택하세요.
ToolsTalk 구성 방법에 대한 자세한 내용은 ToolsTalk 2 사용자 안내서를 참조해 주세요.
관련 정보
ToolsNet 연결 구성하기
조임 결과 수집을 위해 컨트롤러를 ToolsNet 에 연결하려면, 컨트롤러에서 ToolsNet 프로토콜 설정을 구성하고 활성화해야 합니다.
홈 보기에서, 설정 탭을 선택하세요. 그런 다음, 서버 연결을 선택하세요.
ToolsNet 창에서, 다음 매개변수를 선택하세요:
필드
설명
켜짐/꺼짐
ToolsNet 서버와의 통신 활성화/비활성화
서버 포트
ToolsNet 서버 포트
서버 호스트
ToolsNet 서버 IP 주소
적용을 선택하세요.
ToolsNet 연결 상태를 보려면, 결과 아이콘을 선택하고 실시간 결과 보기로 이동하세요. 그런 다음, 버튼을 선택하세요. 대화 상자가 표시되면 서버 연결 탭을 선택하세요.
ToolsTalk 구성 방법에 대한 자세한 내용은 ToolsTalk 8 사용자 안내서를 참조해 주세요.
관련 정보
라이센스 관리자 구성하기
Atlas Copco 라이센스 관리자는 컨트롤러에 연결되어 있으며 프로토콜 설정은 설정 메뉴에 있는 서버 연결 탭의 컨트롤러에서 활성화할 수 있습니다.
필드 | 설명 |
|---|---|
On/Off | Atlas Copco 라이센스 관리자와의 통신 활성화/비활성화 |
서버 호스트 | Atlas Copco 라이센스 관리자 서버 IP 주소 |
서버 포트 | Atlas Copco 라이센스 관리자 서버 포트 |
원격 로깅 연결 구성
컨트롤러를 원격 로깅 서버에 연결하려면 컨트롤러에서 원격 로깅 설정을 구성하고 활성화해야 합니다.
홈 보기에서 설정 탭으로 이동하고, 왼쪽 창에서 서버 연결을 선택하세요.
원격 로깅 창에서, 다음 매개변수를 구성해 주세요.
필드 | 설명 |
|---|---|
켜짐/꺼짐 | 원격 로깅 서버와의 통신 활성화/비활성화 |
TCP/UDP | TCP 또는 UDP 프로토콜 |
서버 호스트 | 원격 로깅 서버 IP 주소 |
서버 포트 | 원격 로깅 서버 포트 |
로그 레벨 구성
원격 로깅 서버에 저장된 로그를 구성하려면 다음을 수행해 주세요.
홈 보기에서 설정 탭으로 이동하고, 왼쪽 창에서 서버 연결을 선택하세요.
원격 로깅 창에서, 구성을 선택하세요.
설비 구성 창에서 해당 확인란을 선택하세요.
범주
SysLog 분류
오류
경고, 위험, 긴급, 오류
경고
경고
정보
정보, 알림
선택 항목을 이전 구성으로 복원하려면 실행 취소를 선택하세요.
적용을 선택하세요.
IxB 연결의 구성
홈 보기에서, 설정 탭으로 이동하고 IxB 연결을 선택합니다.
IXB 공구에 대한 통신 포트를 설정하거나 기본 포트 값 62000을 사용해 주세요.
기본 설정 구성
기본 설정에는 날짜 및 시간, 언어, 토크 단위와 시작 화면 등의 일반 설정이 포함됩니다.
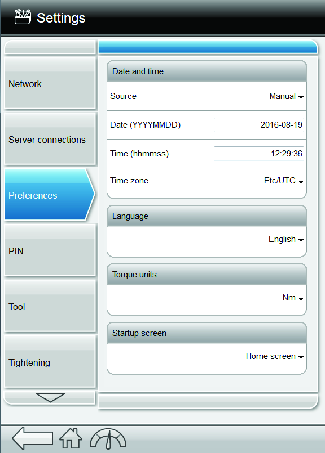
날짜 및 시간 설정
이벤트와 결과가 발생한 정확한 시간 스탬프를 얻기 위해 날짜와 시간을 설정해야 합니다.

시간은 다음과 같은 세 개의 사용 가능한 소스 중 하나에서 검색됩니다.
사용자 설명서
NTP
ToolsNet
소스가 수동으로 설정되면, 날짜, 시간 및 표준시간대가 수동으로 설정됩니다.
소스가 NTP로 설정되면, 날짜 및 시간이 GUI에서 지정된 NTP 서버로부터 검색됩니다.
소스가 ToolsNet으로 설정되면, 날짜 및 시간이 ToolsNet 서버로부터 검색됩니다.
필드 | 설명 |
|---|---|
소스 | 시간을 검색하는 소스. |
Date (날짜) | 소스가 수동으로 설정되면 날짜가 수동으로 입력됩니다. |
시간 | 소스가 수동으로 설정되면 시간이 수동으로 입력됩니다. |
표준시간대 | 표준시간대, UTC (협조 세계시)와 같은 위치 또는 표준 시간대 |
NTP 서버 | 컨트롤러에 날짜 및 시간을 제공하는 NTP 서버의 IP 주소. |
컨트롤러의 표시 언어 구성
컨트롤러 GUI는 12개 언어로 번역됩니다. GUI의 언어를 변경하려면:
현재 사용 중인 언어 이름 옆의 화살표를 누르거나 클릭해 주세요.
목록에서 언어를 선택하세요.
즉시 언어가 변경됩니다.
언어 | 컨트롤러에서 표시되는 구성 |
|---|---|
영어 | 영어 |
체코어 | Čeština |
독일어 | Deutsch |
스페인어 | Español |
프랑스어 | Français |
한국어 | 한국어 |
이탈리아어 | Italiano |
일본어 | 日本語 |
포르투갈어 | Português |
러시아어 | Русский |
스웨덴어 | Svenska |
중국어 | 中文 |
토크 단위 표시 구성
토크 값 및 결과에 사용할 단위를 선택하세요. 토크 결과는 조임이 수행된 후 결과 목록에 저장된 후 선택된 단위로 표시됩니다.
컨트롤러 GUI에서 사용되는 토크 단위를 변경하려면:
현재 사용 중인 단위 이름 옆의 화살표를 누르거나 클릭해 주세요.
목록에서 단위를 선택해 주세요.
즉시 토크 단위가 변경됩니다.
단위 | 설명 |
|---|---|
cNm | 센티뉴턴 미터 |
dNm | 데시뉴턴 미터 |
Nm | 뉴턴 미터 |
kNm | 킬로뉴턴 미터 |
in·lbf | 인치파운드 포스 |
ft·lbf | 풋파운드 포스 |
in·ozf | 인치 온스 포스 |
ft·ozf | 풋 온스 포스 |
gf·cm | 그램포스 센티미터 |
kgf·cm | 킬로그램포스 센티미터 |
kgf·m | 킬로그램포스 미터 |
시작 화면 구성
컨트롤러 시작 시 기본 화면이 홈 화면입니다. 시작 화면을 결과 화면으로 변경할 수 있습니다.
설정에서 시작 화면을 변경하려면 컨트롤러를 다시 시작하거나 웹 GUI를 리프레시해야 합니다.
PIN 설정의 구성
PIN 코드를 사용하여 인가되지 않은 컨트롤러의 사용 또는 사고로 인한 변경을 예방할 수 있습니다.
이 설정이 활성화된 경우, 컨트롤러-GUI 또는 Web-GUI에서 컨트롤러에 액세스할 때 PIN 코드가 필요합니다.
이 섹션에서
PIN 구성하기
컨트롤러에 하나 이상의 다른 PIN 구성을 보유할 수 있습니다. 사용자는 하나 이상의 PIN 구성을 동시에 활성화할지 여부를 결정할 수 있습니다.
각 PIN 구성에는 PIN 코드, 사용자 이름, 사용자/PIN을 활성화 또는 비활성화하기 위한 스위치 및 사용자가 액세스할 수 있는 사용 가능한 구성 목록이 있습니다.
PIN이 활성화되고 화면이 잠겨 있으면 잠긴 자물쇠 아이콘이 GUI의 오른쪽 상단 모서리에 표시됩니다. 사용자는 PIN 코드를 입력하지 않고서도 선택한 구성에만 액세스하여 변경할 수 있으며 읽기 전용 액세스로만 선택되지 않은 구성을 찾아볼 수 있습니다. 선택하지 않은 구성은 회색으로 표시되거나 비활성화 됩니다.
일정 시간 동안 사용하지 않으면, 사용자가 구성할 수 있는 화면 잠금이 자동으로 켜집니다.
비활동 시간의 최소값은 20초이고 최대 값은 600초입니다. 비활동 시간은 구성 가능하며 모든 PIN 구성에 적용됩니다.
시스템을 시작한 후, 현재 비활동 시간에 관계없이 PIN이 켜져있으면, 컨트롤러가 잠깁니다.
구성된 사용자와 PIN은 서비스 포트(169.254.1.1)에 적용됩니다.
서비스 포트에서 PIN 보호를 활성화하려면, PIN 창에서, 서비스 포트에 PIN 사용을 켜짐으로 설정해 주세요.
각 컨트롤러는 최대 10명의 사용자를 구성할 수 있습니다.
각 구성의 PIN은 고유해야 합니다. 컨트롤러에서 PIN 기능을 사용하려면 하나 이상의 구성이 필요합니다.
PIN은 내장 컨트롤러 GUI, 웹 기반 컨트롤러 GUI 또는 Tools Talk 2에서 구성할 수 있습니다.
새 사용자 추가
홈 보기에서, 설정 탭을 선택하세요. 그런 다음, 왼쪽에서 PIN을 선택하세요.
PIN 창에서, 구성을 선택하세요.
GUI의 오른쪽 상단에있는 플러스 아이콘을 선택하여 외부 공구를 생성하세요.
PIN-사용자 창에 새 사용자가 표시됩니다. 컨트롤러에 저장된 사용자가 없으면, 새 사용자가 목록에서 첫 번째 사용자이자 유일한 사용자입니다. 컨트롤러에 저장된 기존 사용자가 있는 경우, 새 사용자가 목록의 마지막에 해당됩니다.새 사용자를 선택하세요.
사용자 창이 나타납니다.
사용자의 이름과 PIN을 입력한 다음, PIN을 다시 한번 확인해 주세요.모든 사용자 이름은 고유한 이름이어야 합니다. (동일한 이름은 허용되지 않음)
이름 텍스트 상자의 길이는 1~32 자입니다.PIN 코드의 길이는 4자리여야 합니다. (숫자 1~ 9)
변경 사항을 적용하려면 PIN 입력란 및 PIN 재확인란에 입력한 숫자가 일치해야 합니다. 기본적으로 점은 모든 텍스트 상자에 표시되지만, 자리 표시자일 뿐이며 실제 PIN 코드로 변경해야 합니다.권한을 선택하세요. 사용 가능한 구성 목록이 표시됩니다.
사용자가 액세스하고 변경할 수 있는 필수 구성의 왼쪽에 있는 확인란을 선택하세요.
필요한 구성을 선택한 후 확인을 선택하세요.
사용자 창이 나타납니다.모두 선택은 사용 가능한 모든 구성을 동시에 선택합니다.
모두 선택 취소를 선택하연 확인란의 체크 표시가 지워지고 선택이 취소됩니다.사용자는 권한 창에서 선택한 구성에만 액세스하여 변경할 수 있으며 읽기 전용 액세스로 선택되지 않은 구성을 찾아볼 수 있습니다. 선택하지 않은 구성의 경우, 변경이 허용되지 않습니다.
사용자 창에서, 적용을 선택하세요.
사용자 활성화
홈 보기에서, 설정 탭을 선택하세요. 그런 다음, 왼쪽에서 PIN을 선택하세요.
PIN 창에서, 구성을 선택하세요.
PIN-사용자 창에서 활성화하고 싶은 사용자 이름의 왼쪽에 있는 확인란을 선택하세요.
PIN은 사용자 이름을 클릭하고 사용자 창 - 활성화 스위치를 켜짐으로 설정하여 활성화할 수도 있습니다.
PIN 구성 활성화
홈 보기에서, 설정 탭을 선택하세요. 그런 다음, 왼쪽에서 PIN을 선택하세요.
PIN 창에서, 구성을 선택하세요.
PIN-활성화 창에서 PIN 코드 스위치를 켜짐으로 설정해 주세요.
사용자/PIN 중 최소 하나가 사용될 때 활성화될 수 있습니다. 사용자/PIN을 사용하지 않을 경우, 경고 창이 뜹니다.
화면이 자동으로 잠기게 되는 슬롯 시간을 정의하는 비활동 타임아웃(초단위)을 입력하세요
비활동 타임아웃의 기본값은 120 초: 전역 설정이며, 사용자 각 사용자마다 지정할 수 없습니다.
컨트롤러 GUI 또는 웹 GUI 잠금 해제
홈 보기에서, GUI의 오른쪽 상단 모서리에 있는 자물쇠 아이콘을 선택해 주세요. 숫자 키패드가 있는 팝업 창이 나타납니다.
구성한 PIN 코드를 입력하고 확인을 선택하세요.
PIN이 활성화되고 화면 잠금이 해제되면 GUI 오른쪽 상단에 열린 자물쇠 아이콘이 나타납니다. 열린 자물쇠 아이콘을 선택하여, 컨트롤러 GUI 또는 웹 GUI를 수동으로 다시 잠글 수 있습니다.
사용자 비활성화
홈 보기에서, 설정 탭을 선택하세요. 그런 다음, 왼쪽에서 PIN을 선택하세요.
PIN 창에서, 구성을 선택하세요.
PIN-사용자 창에서 비활성화하고 싶은 사용자 이름의 왼쪽에 있는 확인란의 체크 표시를 지워주세요.
PIN은 사용자 이름을 클릭하고 사용자 창 - 활성화 스위치를 꺼짐으로 설정하여 비활성화할 수도 있습니다.
사용자 삭제
홈 보기에서, 설정 탭을 선택하세요. 그런 다음, 왼쪽에서 PIN을 선택하세요.
PIN 창에서, 구성을 선택하세요.
PIN-사용자 창에서, 삭제할 사용자 이름의 오른쪽에 있는 삭제 아이콘을 선택하세요.
사용자가 제거되면 PIN도 삭제됩니다. 삭제된 PIN을 사용하여 구성에 액세스 할 수 없습니다.
공구 알람의 구성
알람을 컨트롤러에 연결된 공구의 유지보수 또는 교정을 수행할 시기를 제어하는 용도로 설정하세요.
공구 서비스 간격 및 기타 정보는 공구 메뉴의 공구 보기에서 찾으실 수 있습니다.
필드 | 설명 |
|---|---|
서비스 표시자 알람 | 공구 서비스 간격에 도달하면 알람을 활성화합니다. |
알람 후 공구 잠금 | 서비스 간격에 도달하면 공구를 잠급니다. |
교정 알람 | 컨트롤러에 연결된 모든 공구에 대해 공구 교정 알람을 활성화합니다. |
무선 설정 구성
컨트롤러에서 무선 설정은 WLAN과 Bluetooth의 사용을 활성화합니다.
설정 메뉴에서, 무선 탭을 선택하세요.
공구에 따라(WLAN 장착 공구는 IRC-W가 표시되어 있고 Bluetooth 장착 공구는 IRC-B로 표시되어 있음) 활성화를 켜짐으로 설정하세요.
"짧은 범위/거리"는 전송 속도가 더 빠르지만 컨트롤러와의 거리에 더 민감할 수 있으며 "긴 범위/거리"는 전송 속도는 더 느리지만 거리 및 교란에 대한 저항력이 더 강합니다.
IxB 연결 모드: 켜짐에서 꺼짐으로 전환하면 이전에 페어링된 모든 공구의 페어링이 해제되며 공구를 사용하기 전에 다시 페어링해야 합니다.
꺼짐: 사용자는 STB 및 IXB 연결 공구와 같은 이전 Bluetooth 공구를 Bluetooth를 통해 동시에 연결할 수 있습니다. 켜짐: 사용자는 Bluetooth를 통해서만 IXB 연결 공구를 연결할 수 있습니다.
BCP/BCV-RE 공구 구성
BCV 및 BCP 공구를 컨트롤러에 연결하는 과정은 다른 유형의 공구와 약간 다릅니다.
홈 보기에서, 설정 탭을 탭하세요. 그런 다음 BCP/BCV-RE 연결을 선택하세요.
우측 상단의 플러스 (+) 아이콘을 클릭하여 새로운 BCP/BCV-RE 연결 구성을 추가해 주세요.
구성을 켜고 이름 필드에 이름을 입력하세요.
연결하려는 공구의 서버 포트와 서버 호스트를 각각의 필드에 입력하세요. 공구의 로더 소프트웨어에서 이 두 가지를 찾을 수 있습니다.
이제 공구가 컨트롤러에 제대로 연결되어 있을 것입니다.. 공구를 조임 프로그램과 함께 사용하려면 해당 공구를 가상 스테이션에 할당해 주세요.
이벤트 설정 구성
다음과 같이 두 개 중 하나 또는 여러 개로 컨트롤러에서 사용할 수 있는 이벤트를 구성할 수 있습니다.
승인됨
로그됨
표시됨
필드버스 구성
필드버스 섹션은 사용 중인 필드버스 유형에 대한 정보로 구성되어 있습니다. 이 부분은 하드웨어 의존이고 읽기 전용입니다. 사용 중인 필드버스에 대한 일반 설정이 있는 구성 섹션은 편집할 수 있습니다.
필드버스 매핑 및 가상 스테이션으로의 필드버스 맵 할당은 ToolsTalk로 수행됩니다. 자세한 정보는 ToolsTalk 구성 매뉴얼을 참조해 주세요.
이 섹션에서
일반 필드버스 구성을 만들기
새로운 필드버스 모듈이 컨트롤러에 설치되면, 일반 필드버스 구성 설정을 Tools Talk 2를 사용할 필요 없이 GUI를 통해 직접 설정할 수 있습니다.
필드버스 프레임과 관련된 구성 및 필드버스 구성을 가상 스테이션에 연결하려면, ToolsTalk 2가 여전히 필요합니다.
설정 메뉴로 이동한 다음, 필드버스를 선택하세요.
Config 만들기 버튼을 선택하세요.
필드버스 모듈이 설치되지 않은 경우, 이 버튼이 보이지 않게 됩니다.
다음 매개변수를 구성해 주세요.
네트워크로 설정: 꺼짐/켜짐
핸드 셰이크 결과 읽기: 꺼짐/켜짐
필드버스 오프라인 시 공구 잠금: 꺼짐/켜짐
선택한 작업에 동기화: 꺼짐/켜짐
꺼짐 - 가상 스테이션에서 실행된 작업 변경 사항은 무시됩니다.
예 - 가상 스테이션에서 실행한 작업 변경 사항은 필드버스 모듈과 동기화됩니다.
설치된 모듈 유형에 따라 필드 버스 통신 관련 설정을 입력해 주세요.
IP Address (IP 주소)
서브넷 마스크
Gateway (게이트웨이)
새로운 구성이 생성되었습니다.
컨트롤러에 필드버스 구성이 이미 존재하는 경우,새 구성을 생성하기 전에 이 구성을 반드시 제거해야 합니다. 구성이 제거되면,제거 버튼 대신에 Config 생성 버튼을 볼 수 있습니다.
결과 구성
사용자는 결과 메뉴를 이용하여 결과 목록에 표시된 결과의 라벨 이름을 구성할 수 있습니다.
결과 상태 이름 변경
설정에서 결과로 이동하고, 맞춤 설정 세부 상태를 클릭해 주세요.
변경하고 싶은 상태 이름을 찾아주세요.
오른쪽에 있는 새 상태명에서 해당 필드에 새 이름을 작성해 주세요.
확장 로깅의 구성
POWER FOCUS 6000은 자동으로 로그를 생성하고 저장합니다. 이러한 로그는 로그 그룹을 사용하여 확장된 로깅을 포함하도록 구성될 수 있습니다.
이 섹션에서
로그 그룹 구성
로그 그룹의 기본값 설정은 꺼짐입니다. 로그 그룹의 설정을 켜짐으로 변경하는 방법
홈 보기에서 설정 탭으로 이동하고, 왼쪽 창에서 확장 로깅을 선택하세요.
로그 그룹 창에서, 그룹을 설정으로 설정하세요.
로그 그룹 재설정
모든 로그 그룹을 기본 설정으로 재설정할 수 있습니다.
홈 보기에서 설정 탭으로 이동하고, 왼쪽 창에서 확장 로깅을 선택하세요.
로그 그룹 재설정(리셋) 창에서, 리셋을 선택하세요.
모든 로그 그룹을 재설정할지 묻는 팝업 창이 나타납니다. 예를 선택하세요.
영구 로그 그룹
로그 그룹은 재부팅할 떄마다 기본 설정으로 재설정됩니다. 재설정을 방지하려면 영구 로그 그룹을 사용해야 합니다.
홈 보기에서 설정 탭으로 이동하고, 왼쪽 창에서 확장 로깅을 선택하세요.
재시작 후 선택 항목 유지 창에서, 영구를 켜짐으로 설정하세요.
리셋
공장 초기화 컨트롤러
컨트롤러를 원래 공장에서 출고할 때의 설정 상태로 되돌릴 수 있습니다.
컨트롤러가 재설정되면 모든 설정, 이벤트, 구성 및 기록 데이터가 삭제됩니다. 이것이 필요하다고 완전히 확신하는 경우에만 공장 초기화를 수행해 주세요.
컨트롤러 공장 초기화 수행
홈 보기에서, 설정 탭을 선택하세요. 그런 다음, 왼쪽에서 리셋을 선택하세요.
컨트롤러 공장 초기화 창에서, 리셋을 선택하세요.
모든 데이터가 삭제될 것임을 경고하는 팝업 창이 나타납니다. 그 후, 예를 선택하세요.
컨트롤러는 새 설정을 활성화하기 위해 다시 시작됩니다.
결과 삭제
컨트롤러에 저장된 결과 및 이벤트를 삭제할 수 있습니다.
결과 및 이벤트 삭제하기
홈 보기에서, 설정 탭을 선택하세요. 그런 다음, 왼쪽에서 리셋을 선택하세요.
결과 삭제 창에서, 삭제를 선택하세요.
모든 결과 및 이벤트가 삭제될 것임을 알리는 경고 팝업 창이 나타납니다. 그 후, 예를 선택하세요.
컨트롤러를 끄고 시스템을 다시 켜기 전에 30초 정도 기다려주세요.
작동
이 섹션에서는, 제품을 작동하는 방법에 대한 단계별 정보를 찾을 수 있습니다.
연격 시동 및 응급 정지
원격 시동 구성
조임은 단일 및 다중 컨트롤러 구성 양쪽의 액세서리에서 원격으로 시작할 수 있습니다. 원격 시동 스위치는 컨트롤러의 전면 액세스 도어 뒤에 위치한 커넥터 패널 위에 있습니다.
원격 시동을 사용할 때마다 안전상의 이유로 비상 정지 솔루션을 활성화해야 합니다. 비상 정지에 대한 자세한 정보는 제품 지침에서 POWER FOCUS 6000의 비상 정지(EM Stop)를 참조해 주세요.
몇 가지 종류의 안전 핸들(트리거 시작 버튼 또는 안전 레버 등)로 공구를 사용할 때, 원격 시작은 스위치를 Off로 설정해서 비활성화해야 합니다. 공구 내에서 안전 기능을 중단시키지 않도록 하기 위해 이를 수행합니다.
관련 정보
응급 정지
전원 공급 분리 장치는 작업자가 언제든 즉시 이용할 수 있으며, EN 60204-1:2006, 5.3.2 a), b), c) 또는 d)에 설명된 유형일 때 응급 정지로 사용할 수 있습니다. 전원 공급 분리 장치는 이러한 용도로 사용될 경우 황색 배경에 적색을 띠어야 합니다. (EN 60204-1:2006, 10.7.5 참조)
Power Focus 6000 LV은 EN ISO 13849-1 범주 3 PL d에 따라 중복 분리가 가능한 응급 정지 기능이 구축되도록 인프라를 제공하고 있습니다. 원격 시동 기능을 사용할 때 응급 정지 기능을 사용해야 합니다.
응급 정지 기능은 공급 분리 장치(EM 정지 버튼 등)와 함께 사용될 수 있습니다. 응급 정지 버튼이 활성화되면 컨트롤러로 가는 공급 전압을 중단시킵니다.
시스템 진단은 컨트롤러 시작 시 자동으로 실행됩니다. 이는 응급 정지한 후 그리고 정상 시동 시에 수행됩니다.
응급 정지 기능은 단일 응급 정지 체인에 연결된 단일 컨트롤러 또는 최대 10개의 컨트롤러와 함께 사용됩니다. 다중 컨트롤러 구성에서 응급 정지 신호는 I/O 버스 인터페이스를 사용하여 첫 번째 컨트롤러부터 모든 상호 연결 컨트롤러까지 분산됩니다. 체인의 마지막 컨트롤러가 피드백 신호를 보내 모든 컨트롤러가 응급 정지 신호를 받았음을 표시합니다. 이벤트 응급 정지가 표시됩니다.
응급 정지의 경우, 커넥터 패널의 응급 정지 터미널을 통해 24V DC의 출력을 내보냅니다.
이 섹션에서
케이블 배선
응급 정지 버튼 케이블
단일/다중 컨트롤러 | 크기 | 최대 길이 |
|---|---|---|
단일 | 0.7 mm2 케이블 | 400 미터 |
다중 | 1.5 mm2 케이블 | 50 미터 |
I/O 케이블
비상 정지 신호를 분산하는 I/O 케이블을 갖춘 다중 컨트롤러를 연결할 경우, 다음 표에 따라 최대 길이를 준수해 주세요.
AWG 22 케이블 | 총 최대 길이 |
|---|---|
4개의 컨트롤러 | 200 미터 |
5개의 컨트롤러 | 140 미터 |
6개의 컨트롤러 | 100 미터 |
8개의 컨트롤러 | 70미터 |
10개의 컨트롤러 | 50 미터 |
응급 정지용 PIN 구성
Power Focus는 전면 액세스 도어 뒤에 위치한 커넥터 패널 위에 외부 EM 정지 인터페이스와 I/O 버스가 있습니다.
PIN 구성은 컨트롤러 솔루션이 단일 또는 다중인지 여부에 따라 다릅니다. 또한, 단일 컨트롤러의 경우 PIN 구성은 컨트롤러에 EM 정지 버튼이 장착되었는지 여부에 따라 다릅니다.
다음 섹션에서는 컨트롤러 패널에서 사용 가능한 PIN과 EM 정지 버튼을 연결하기 위한 다른 PIN 사용에 대해 설명드리겠습니다.
응급 정지 버튼이 있는 단일 컨트롤러
커넥터: Phoenix, 6핀 헤더 3.5mm 피치
EM 정지 버튼 장착 시 다음 핀을 사용해 주세요. | ||
|---|---|---|
핀 | 사용 |
|
1 | 사용 금지 | 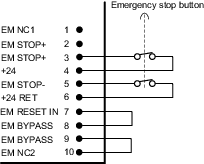 |
2 | 사용 금지 | |
3 | 핀 3과 핀 4 사이에 비상 버튼을 장착합니다 | |
4 | 핀 3 참조 | |
5 | 핀 5과 핀 6 사이에 비상 버튼을 장착합니다 | |
6 | 핀 5 참조 | |
7 | 핀 7와 핀 8 사이의 점퍼를 연결합니다 | |
8 | 핀 7 참조 | |
9 | 핀 9와 핀 10 사이의 점퍼를 연결합니다 | |
10 | 핀 9 참조 | |
응급 정지 버튼이 없는 단일 컨트롤러
커넥터: Phoenix, 6핀 헤더 3.5mm 피치
다음 핀 구성을 사용해 주세요. | ||
|---|---|---|
핀 | 사용 |
|
1 | 사용 금지 | 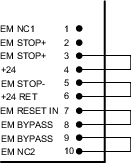 |
2 | 사용 금지 | |
3 | 핀 3와 핀 4 사이의 점퍼를 연결합니다 | |
4 | 핀 3 참조 | |
5 | 핀 5와 핀 6 사이의 점퍼를 연결합니다 | |
6 | 핀 5 참조 | |
7 | 핀 7와 핀 8 사이의 점퍼를 연결합니다 | |
8 | 핀 7 참조 | |
9 | 핀 9와 핀 10 사이의 점퍼를 연결합니다 | |
10 | 핀 9 참조 | |
응급 정지 버튼이 있는 다중 컨트롤러
PIN 구성은 EM 정지 체인 내의 컨트롤러 위치에 따라 다릅니다.
응급 정지 버튼이 연결된 첫 번째 컨트롤러
EM 정지 버튼 커넥터: Phoenix, 6핀 헤더 3.5mm 피치
EM 정지 IO 케이블 커넥터: Molex Micro-Fit, 5핀
다음 핀 구성을 사용해 주세요. | ||
|---|---|---|
핀 | 사용 |
|
1 | 사용 금지 | 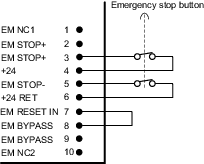 |
2 | 사용 금지 | |
3 | 핀 3과 핀 4 사이에 비상 버튼을 장착합니다 | |
4 | 핀 3 참조 | |
5 | 핀 5과 핀 6 사이에 비상 버튼을 장착합니다 | |
6 | 핀 5 참조 | |
7 | 핀 7와 핀 8 사이의 점퍼를 연결합니다 | |
8 | 핀 7 참조 | |
9 | 사용 금지 | |
10 | 사용 금지 | |
첫 번째부터 마지막 컨트롤러 사이의 컨트롤러
EM 정지 IO 케이블 커넥터: Molex Micro-Fit, 5핀
플러그를 제거하거나 다음 핀 구성을 사용해 주세요.
핀 | 사용 |
|
|---|---|---|
1 | 사용 금지 |  |
2 | 사용 금지 | |
3 | 사용 금지 | |
4 | 사용 금지 | |
5 | 사용 금지 | |
6 | 사용 금지 | |
7 | 사용 금지 | |
8 | 사용 금지 | |
9 | 사용 금지 | |
10 | 사용 금지 |
마지막 컨트롤러
EM 정지 IO 케이블 커넥터: Molex Micro-Fit, 5핀
다음 핀 구성을 사용해 주세요. | ||
|---|---|---|
핀 | 사용 |
|
1 | 사용 금지 |  |
2 | 사용 금지 | |
3 | 사용 금지 | |
4 | 사용 금지 | |
5 | 사용 금지 | |
6 | 사용 금지 | |
7 | 사용 금지 | |
8 | 사용 금지 | |
9 | 핀 9와 핀 10 사이의 점퍼를 연결합니다 | |
10 | 핀 9 참조 | |
디지털 입력/출력 커넥터
Power Focus 6000 LV은 Power Focus 4000 시스템과 같은 하드웨어 부속품(Stacklight, 작업자 패널 등)을 사용합니다. 그러나 디지털 입력 및 출력 커넥터는 다르게 구성되며 다른 플러그를 사용합니다. Power Focus 4000에서 Power Focus 6000 LV으로 올바르게 플러그를 재배선하려면 다음 섹션의 커넥터 관련 설명을 이용하십시오.
이 섹션에서
디지털 출력 커넥터
POWER FOCUS 6000에는 전면 액세스 도어 뒤에 4개의 구성 가능 내부 디지털 출력(DIG OUT)이 있는 커넥터가 있습니다.
Power Focus 6000 / Power Focus 8용 디지털 출력 커넥터
핀 | 릴레이 | 기능 |
|
|---|---|---|---|
1 |
| 정상 닫힘 | 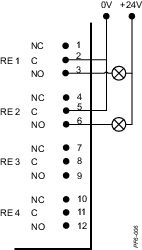 |
2 | 릴레이 1 | 공통 | |
3 | 정상 열림 | ||
4 |
| 정상 닫힘 | |
5 | 릴레이 2 | 공통 | |
6 | 정상 열림 | ||
7 |
| 정상 닫힘 | |
8 | 릴레이 3 | 공통 | |
9 | 정상 열림 | ||
10 |
| 정상 닫힘 | |
11 | 릴레이 4 | 공통 | |
12 | 정상 열림 | ||
|
|
|
Power Focus 4000용 디지털 출력 커넥터
핀 | 릴레이 | 기능 |
|
|---|---|---|---|
12 |
| 정상 닫힘 | 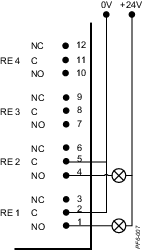 |
11 | 릴레이 4 | 공통 | |
10 | 정상 열림 | ||
9 |
| 정상 닫힘 | |
8 | 릴레이 3 | 공통 | |
7 | 정상 열림 | ||
6 |
| 정상 닫힘 | |
5 | 릴레이 2 | 공통 | |
4 | 정상 열림 | ||
3 |
| 정상 닫힘 | |
2 | 릴레이 1 | 공통 | |
1 | 정상 열림 | ||
|
|
|
디지털 입력 커넥터
POWER FOCUS 6000에는 전면 액세스 도어 뒤에 4개의 구성 가능 내부 디지털 입력(DIG IN)이 있는 커넥터가 있습니다.
Power Focus 6000 / Power Focus 8용 디지털 입력 커넥터
핀 | 기능 |
|
|---|---|---|
13 | 24V | 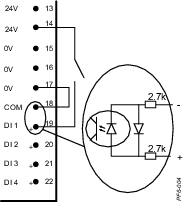 |
14 | 24V | |
15 | 0V | |
16 | 0V | |
17 | 0V | |
18 | 디지털 입력 - | |
19 | 디지털 입력 1 + | |
20 | 디지털 입력 2 + | |
21 | 디지털 입력 3 + | |
22 | 디지털 입력 4 + |
Power Focus 4000용 디지털 입력 커넥터
핀 | 기능 |
|
|---|---|---|
22 | GND(+24VDC 절연됨) | 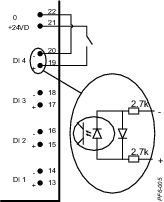 |
21 | +24VDC 절연됨 | |
20 | 디지털 입력 4 - | |
19 | 디지털 입력 4 + | |
18 | 디지털 입력 3 - | |
17 | 디지털 입력 3 + | |
16 | 디지털 입력 2 - | |
15 | 디지털 입력 2 + | |
14 | 디지털 입력 1 - | |
13 | 디지털 입력 1 + |
보고서 및 통계
이 섹션에서는 사용 가능한 보고서 및 통계에 대해 학습할 수 있습니다.
보고서 탭 작업
결과
이 섹션에서는 POWER FOCUS 6000 컨트롤러의 조임 결과에 액세스하는 방법과 다른 결과 보기에 제공된 정보를 읽는 방법에 대해 설명되어 있습니다. 또한 보고서 메뉴의 결과에 사용할 수 있는 각 조임 및 기존의 결과 보기 후에 사용할 수 있는 실시간 결과 보기에 대해서도 모두 설명되어 있습니다.
조임이 수행되면, 결과가 컨트롤러에 저장하세요. 또한 결과는 ToolsNet 등의 외부 시스템으로 전송하거나 내보내기 기능을 사용해 분석을 위해 내보낼 수도 있습니다.
관련 정보
실시간 결과
실시간 결과 팝업 창은 하부의 네 개 창뿐만 아니라 상부에 있는 컨트롤러의 다른 가상 스테이션에서의 결과를 보여줍니다. 이에 대한 이유는 동시에 표시되는 동일한 가상 스테이션에 대해 두 가지의 다른 결과 보기를 선택할 수 있다는 것입니다.
결과 창을 선택하여 결과 창의 측면에 있는 화살표를 클릭해서 다른 결과 보기를 통해 이동할 수 있는 창을 열어주세요.
결과 보기 - 숫자
첫 번째 창은 결과를 숫자로 표시합니다.
자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요.
A | 가상 스테이션 이름 |
B | 배치 시퀀스 이름 |
C | 배치 시퀀스
|
D | 배치로 조임
|
E | 결과 상태 NOK 조임은 실패한 조임에 대해 상세한 상태를 제공합니다. |
F | 목표 토크/각도 |
G | 조임 프로그램 이름 |
H | 순서로 완료된 배치 수 |
J | 배치에서 완료된 조임 수 |
K | 조임 결과 |
결과 보기 - 높음-낮음 결과
그래픽은 결과가 높은지, 낮은지 또는 설정된 제한 내에 있는지를 보여줍니다.
자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요.
A | 그래픽 디스플레이는 조임 프로그램에 대해 주어진 한계에 관해 조임 결과가 너무 높은지 또는 너무 낮은지를 표시합니다. 토크 값. |
B | 결과 상태 |
C | 각도 값 |
조임이 NOK일 경우, 상세한 이유가 제공됩니다.
결과 보기 - 광범위한 결과
광범위한 결과 보기는 몇 가지 추가 조임 결과를 표시합니다.
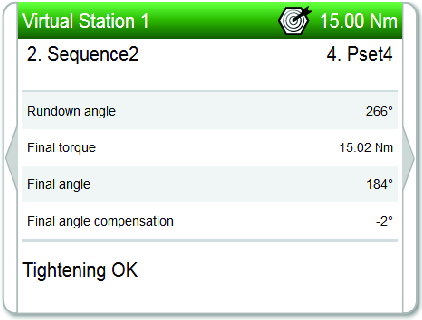
두 번째 보기는 항상 식별자(VIN)를 표시합니다. 첫 번째 화면이 이미 매개변수로 가득 찬 경우, 남은 매개변수는 두 번째 화면에 표시됩니다.
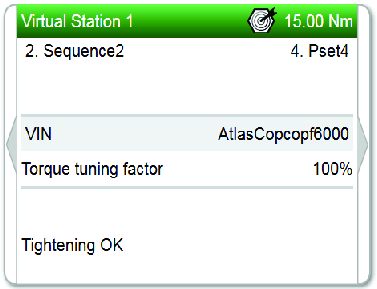
결과 보기 - 식별자 문자열
이 결과 보기는 다수의 바코드 스캔에 포함된 식별자 문자열을 표시합니다.
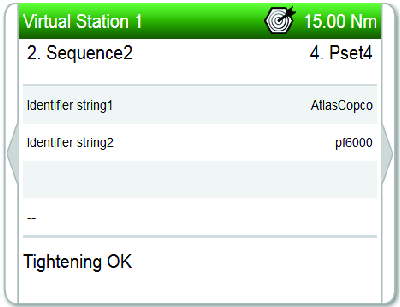
결과 보기 - 추적
추적 결과 보기를 사용하면, 조임 프로그램 조정을 위해 조임이 어떻게 동작하는지 더 잘알 수 있습니다. 조임 전략에 따라, 추적은 다른 조임 매개변수를 표시합니다.
추적 결과는 두 개의 다른 그래프, 즉 토크/시간 및 토크/각도로 사용할 수 있습니다.
결과 보기 - 결과 보고자
목록에는 결과 보고자의 값이 표시됩니다. 프로그램 모니터/제한에 대해 정의된 결과 보고자가 있는 경우 해당 모니터/제한의 값이 보고됩니다. 프로그램 모니터/제한에 대해 정의된 결과 보고자가 없는 경우, 주 경로에서 가장 최근에 실행된 결과 보고자의 값이 보고됩니다.
동일한 유형의 여러 보고자가 프로그램에 정의된 경우, 평가 순서는 다음과 같습니다.
프로그램 모니터/프로그램 제한에 대한 결과 보고자.
주 경로에서 마지막으로 실행된 단계의 모니터/제한에 대한 결과 보고자.
해당 결과 보고자에 의해 설정된 다단계 결과의 최상위 레벨의 값:
결과 보고자 최종 각도에 의해 설정된 최종 각도
결과 보고자 최종 토크에 의해 설정된 최종 토크
결과 보고자 전류에 의해 설정된 전류
이 섹션에서
프로토콜 상태 보기
홈 보기에서, 결과 아이콘을 선택하고 실시간 결과 보기로 이동하세요.
오른쪽 상단에서
버튼을 선택하세요. 프로토콜 상태 대화 상자가 나타납니다.대화 상자의 탭에는 다음 정보가 표시됩니다:
탭
설명
오픈 프로토콜
오픈 프로토콜 연결 상태를 표시합니다: OK / NOK
서버 연결
ToolsTalk 및 ToolsNet 서버에 대한 연결 상태를 표시합니다. OK / NOK
구성 설정 활성화 / 비활성화를 변경하려면, 설정 > 서버 연결로 이동하여 구성할 서버를 선택해 주세요.
런처 상태
다양한 시스템 어댑터의 런처 상태를 표시합니다: OK / NOK
닫기를 선택해 주세요.
저장된 결과
컨트롤러는 수행된 모든 조임 또는 풀기에 대한 결과를 저장합니다.
저장된 결과 표시
홈 보기에서, 보고서 탭을 선택하세요. 왼쪽에, 결과가 자동으로 선택됩니다.
결과창에서,모든 결과 보기를 선택하세요.
결과 목록이 다음 정보와 함께 표시됩니다.날짜: 조임이 수행된 날짜 및 시간.
가상 스테이션: 조임이 수행된 가상 스테이션
조임 프로그램: 조임 프로그램 열에는 다단계 조임 프로그램 이름 또는 배치 시퀀스 이름에 이어서 배치 시퀀스 내에 조임 프로그램 이름이 표시됩니다.
결과: 토크/각도 결과.
한계: 한계 열은 사용자가 단계 모니터 또는 단계 제한 또는 프로그램 모니터 또는 프로그램 제한을 설정한 경우에만 값이 표시됩니다.
단계 모니터, 단계 제한, 프로그램 모니터 및 프로그램 제한은 최종 토크 및 최종 각도에 적용됩니다.
세부사항: 조임/풀기 결과 세부 사항
추적 확인란: 추적 확인란을 선택하면 해당 결과가 동기화 추적 결과 보기에 표시됩니다.
한계 열에서 최소/최대 값은 빨간색으로 표시될 수 있습니다.
이 경우 빨간색 값은 다음 중 하나가 발생했음을 의미합니다.
측정 값이 다단계 프로그램에서 설정한 최소값보다 낮습니다.
측정 값이 조임 프로그램에서 설정한 최대값보다 높습니다.
결과 추적 표시 및 읽기
홈 보기에서, 보고서 탭을 선택하세요. 왼쪽에, 결과가 자동으로 선택됩니다.
결과창에서,모든 결과 보기를 선택하세요.
결과 창이 다음 정보와 함께 표시됩니다.필요한 결과를 선택해 주세요.
조임 추적은 추적 결과 보기 창에 표시됩니다.
추적 결과 보기 창에는 조임 수명 주기가 단계 별로 표시됩니다.
조임이 NOK인 경우, 추적 결과 보기 창에 어떤 단계 모니터 또는 단계 제한이 NOK 결과를 유발했는지 표시됩니다.
추적 그래프에서, 단계 레벨에서 NOK 조임을 유발한 단계 모니터 또는 단계 제한은 빨간색으로 표시됩니다.

추적 그래프의 오른쪽 상단 모서리에서 왼쪽 화살표/오른쪽 화살표를 선택하여 필요한 추적 그래프를 표시할 수 있습니다.
다음 추적 그래프를 사용할 수 있습니다:
토크 / 시간
토크 / 각도
각도 / 시간
속도 / 시간
속도 / 각도
경사도/시간 (조임 프로그램이 경사도 추적을 생성하도록 구성된 경우)
경사도/각도 (조임 프로그램이 경사도 추적을 생성하도록 구성된 경우)
전류 / 시간
전류 / 각도
단계 선은 추적 그래프에 있습니다.
추적 그래프에서는 확대/축소, 추적 이동이 가능하며 특정 지점의 x-축 및 y-축 값을 읽을 수 있습니다.
추적 그래프의 왼쪽 하단에서 “+”를 선택하여 확대하고 “-”를 선택하여 축소하거나 “사각형 아이콘”을 선택하여 확대/축소 수준을 다시 기본 보기로 재설정할 수 있습니다.
추적 결과 보기 창 하단에서 필요한 단계를 선택하여, 세부 단계 정보가 있는 팝업창을 열 수 있습니다.
이 섹션에서
동기화된 추적 보기
소프트웨어 버전 3.5 이전의 추적 동기화는 지원되지 않습니다.
추적 동기화 및 비교하기
홈 보기에서, 보고서 탭을 선택하세요. 왼쪽에, 결과가 자동으로 선택됩니다.
결과창에서,모든 결과 보기를 선택하세요.
해당 결과의
 아이콘을 마킹하여 비교할 추적을 선택하세요. 선택한 추적 아이콘은 파란색으로 변경됩니다.
아이콘을 마킹하여 비교할 추적을 선택하세요. 선택한 추적 아이콘은 파란색으로 변경됩니다.최대 10개의 추적을 선택할 수 있습니다.
아이콘이 없는 결과에는 동기화가 지원되지 않습니다.오른쪽 상단 모서리에 있는
 아이콘을 선택하여추적 동기화 보기를 열어주세요.
아이콘을 선택하여추적 동기화 보기를 열어주세요.  아이콘을 선택하면 선택한 모든 결과 추적의 선택 표시가 취소됩니다.
아이콘을 선택하면 선택한 모든 결과 추적의 선택 표시가 취소됩니다.추적 동기화 결과 보기의 드롭 다운 목록에서 선호하는 동기화 방법을 선택하세요.
오른쪽 상단 모서리에 있는 화살표로 추적 유형을 선택할 수 있습니다.
추적 동기화 결과 보기는 다음과 같이 표시됩니다.
자세한 내용을 보려면 이미지의 항목 위로 마우스 포인터를 가리키고 클릭해 주세요.
위치 | 설명 |
|---|---|
1 | 방법을 선택하면 추적을 동기화하고 현재 동기화 방법이 표시됩니다. |
2 | 사용 가능한 추적 유형 사이를 전환할 수 있습니다. 다음 추적 그래프를 사용할 수 있습니다:
|
3 | 추적 섹션을 더 자세히 조사하기 위한 줌(확대/축소) 방법을 사용할 수 있습니다. “+”를 선택하여 확대하고 “-”를 선택하여 축소하거나 “사각형 아이콘”을 선택하여 확대/축소 수준을 다시 기본 보기로 재설정할 수 있습니다. 마우스 오른쪽 버튼을 누른 상태에서 섹션 위로 마우스를 이동한 다음 마우스 오른쪽 버튼을 놓아 특정 섹션으로 확대할 수도 있습니다. 그려진 사각형 내부의 영역은 표시할 영역을 정의합니다. |
4 | 각 결과는 조임이 수행된 시간을 보여주는 하나의 탭으로 제시됩니다. 각 탭의 왼쪽에 있는 아이콘은 조임 결과를 반영합니다.
아이콘을 클릭하면 추적에 대한 다음 디스플레이 설정 사이에서 전환됩니다.
|
5 | 기본 결과 추적을 변경합니다. 기본 결과 추적은 참조로서 사용되며 x-축의 값을 정의합니다. 하나의 추적만 기본 결과로서 설정할 수 있습니다. 처음 선택한 추적(가장 왼쪽 탭)은 기본적으로 참조로서 사용됩니다. |
6 | 현재 선택된 결과의 조임 세부 사항입니다. |
동기화 방법
동기화 방법은 특정 값으로 추적을 동기화하는 다양한 전략입니다
예를 들면, 피크 토크(각 추적에 도달한 가장 높은 토크)로 추적을 동기화할 수 있습니다. 이렇게 하면 각 곡선이 x-축에서 정확히 동일한 위치에서 피크 토크 값을 가질 때까지 모든 추적은 x-축을 따라가며 이동합니다.
모든 후속 결과에는 다음 방법 중 하나에 따라 x-축에 오프셋이 부여됩니다.
동기화 방법 | 설명 |
|---|---|
없음 | 기본값 선택한 추적은 동기화되지 않습니다. |
피크 / 토크 | 모든 추적은 피크 값을 향해 동기화됩니다. 즉, 피크 값이 기본 결과의 피크 값과 x-축에서 동일한 위치에 있도록 x-축을 따라 이동됩니다. |
사용자 지정 / 토크 |
동기화 방법 사용자 지정을 선택했지만, 추적들 중 어떤 것도 구성된 값을 갖고 있지 않은 경우, 사용자 지정 값 필드에 느낌표가 표시됩니다. |
결과에 동기화 방법과 일치하는 추적 값이 포함되지 않은 경우, 동기화를 진행할 수 없으며 해당 추적 결과는 표시되지 않습니다. 대신 결과는 느낌표로 표시됩니다.
동기화할 수 있는 추적이 없으면 “동기화할 수 없음” 오류가 표시됩니다.
이벤트
이벤트에 제공된 정보 읽기
이벤트에는 몇 개의 시스템 정보는 물론 발생한 이벤트를 설명하는 정보가 포함되어 있으며, 무엇이, 어디에서 언제 발생했는지를 설명할 때 도움이 됩니다.
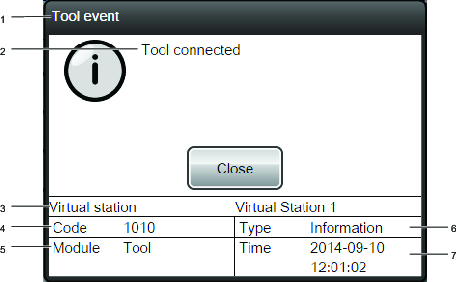
1 | 제목 - 시스템의 어떤 부분이 이벤트와 관련되어 있는지 설명합니다. |
2 | 이벤트 이름 - 이벤트에 대한 짧은 설명 텍스트. |
3 | 가상 스테이션 - 이벤트가 컨트롤러의 가상 스테이션과 관련되어 있는 경우, 가상 스테이션 이름이 표시됩니다. |
4 | 코드 - 이벤트를 식별하는 고유한 네 자리 숫자. |
5 | 모듈 - 시스템의 어떤 부분이 이벤트와 관련되어 있는지 설명합니다. |
6 | 유형 - 정보, 경고 또는 오류. |
7 | 시간 - 이벤트가 발생한 시점의 날짜 및 시간 |
이벤트 유형
이벤트는 세 범주, 즉 정보, 경고 또는 오류로 구분됩니다.
이벤트 정보
정보 이벤트는 사용자 또는 시스템에 의해 수행된 조치에서 발생한 주목할 만한 이벤트를 표시합니다. 정보 이벤트는 특정한 사용자 조치를 요구하지 않습니다.
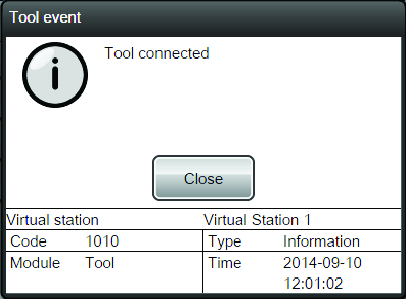
이벤트 경고
경고 이벤트는 시스템 성능에 영향을 미치거나 부상을 초래할 수 있는 잠재적으로 심각한 상태를 표시합니다.
이벤트 오류
이벤트 오류 신호는 사용자로 하여금 계속하기 위해 설정 또는 구성을 변경하도록 하는 심각한 상태(서비스 고장 등)를 표시합니다.
이벤트의 구성
각 이벤트에는 승인(Ack), 로그(Log) 또는 표시(Disp) 여부에 대한 기본 설정이 있습니다. 이러한 설정은 설정 메뉴의 이벤트에서 구성할 수 있습니다.
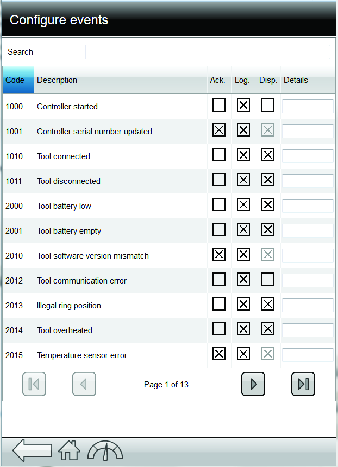
일부 옵션은 변경할 수 없고 회색으로 표시됩니다.
이벤트 코드
다양한 유형의 이벤트는 시스템에서 특정한 상태 변경 또는 발생에 대해 사용자에게 알리는 데 사용됩니다. 각 이벤트에는 다른 작업이 필요합니다.
설명된 일부 절차는 Atlas Copco 서비스 담당자만 수행할 수 있습니다.
특정 이벤트 코드에 대한 자세한 내용을 보려면 아래 필터를 사용하시거나 검색 상자에 이벤트 코드 검색 기준을 입력해 주세요.
로그 / 디스플레이 / 승인 / 구성 | |||||||
|---|---|---|---|---|---|---|---|
none | item | none | none | none | column | list | list |
1000 | 정보 | 컨트롤러 시작됨 | 컨트롤러가 시작됩니다. | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC PFHC | 컨트롤러 및 공구 | ||
1001 | 경고 | 컨트롤러 일련 번호 업데이트됨 | IT-보드 박스 일련 번호가 AUX 보드 박스 일련 번호와 다른 경우 시작 시 생성됩니다. AUX-보드는 필드에서 교체할 수 없는 것으로 간주됩니다. 일련 번호가 업데이트되면 컨트롤러가 재부팅됩니다. | IT-보드 또는 상자를 교체합니다. | 로그 구성 | Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러 및 공구 |
1010 | 정보 | 공구 연결됨 | 공구가 연결되었습니다. | 로그 디스플레이 구성 | Flex Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC PFHC | 컨트롤러 및 공구 | |
1011 | 정보 | 공구 연결 해제됨 | 공구가 분리되었습니다. | 로그 디스플레이 구성 | Flex Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC PFHC | 컨트롤러 및 공구 | |
1012 | 정보 | 공구가 컨트롤러 연결을 거부했습니다. | 이 이벤트는 공구가 건너 뛰기 영역에 연결되는 경우 발생할 수 있습니다. | 다른 컨트롤러가 공구에 연결되어 있는지 확인해 주세요. 공구 설정이 정확하게 설정되었는지 확인해 주세요. | 로그 디스플레이 구성 | Power Focus 6000 Power Focus 8 Power Focus XC | 컨트롤러 및 공구 |
2000 | 경고 | 배터리 부족 | 배터리를 교체해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 | |
2001 | 경고 | 배터리 없음 | 배터리를 교체해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 | |
2002 | 경고 | 공구 배터리 상태 낮음 | 공구 배터리 상태 문제가 감지되었습니다. | 배터리를 교체해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2004 | 경고 | 공구가 선호 유형이 아님 | 공구가 다른 공구 최대 토크를 가진 공구로 대체되었습니다. | 공구 변경 | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2006 | 경고 | 공구 백업 배터리 상태 낮음 | 공구 백업 배터리 성능이 너무 낮습니다. | 백업 배터리를 교체해야 합니다. | 로그 디스플레이 승인 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2007 | 경고 | 공구 백업 배터리 누락 | 공구 백업 배터리 누락 | 배터리 삽입 | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2008 | 경고 | 공구 백업 배터리 오류 | 공구 백업 배터리 오류가 감지되었습니다. | 배터리를 교체해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2009 | 경고 | 백업 배터리 전압 낮음 | 컨트롤러 백업 배터리가 거의 비어 있습니다. | 배터리를 교체해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2010 | 오류 | 공구 소프트웨어 버전 불일치 | 공구와 컨트롤러 소프트웨어 버전이 호환되지 않습니다. | 서비스 공구- 공구 소프트웨어 업데이트. | 로그 디스플레이 승인 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 |
2012 | 경고 | 공구 통신 장애 | 공구와 컨트롤러 간 통신이 중단되었습니다. | 안테나의 위치를 재지정해 주세요. | 구성 | Flex Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC PFHC | 공구 |
2013 | 경고 | 잘못된 링 위치 | 잘못된 위치에서의 공구 방향을 전환해 주세요. | 자주 발생할 경우, 서비스 센터에 공구 수리를 의뢰해 주세요. | 로그 디스플레이 구성 | Flex Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2014 | 경고 | 공구 과열 | 공구가 과열되었습니다. | 공구가 식을 때까지 기다려 주세요. | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 |
2015 | 오류 | 공구 온도 센서 오류 | SRB, TBP 및 IxB 공구만 해당 | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 |
2016 | 경고 | 공구 펄스 장치 과열됨 | 펄스 장치가 과열되었습니다. 공구는 잠겨 있지 않지만, 펄스부가 임계 값을 초과하여 공구가 시작될 때마다 경고가 표시됩니다. | 공구가 식을 때까지 기다려 주세요. | 로그 디스플레이 구성 | Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2019 | 경고 | 공구가 모터를 시동하지 못함 | 공구 모터 고장입니다. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 | |
2020 | 경고 | 공구의 모터 튜닝 필요 | 공구 모터를 세부 조정해야 합니다. | 모터 세부 조정을 수행합니다. | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 |
2021 | 경고 | 모터 세부 조정 실패 | 모터 세부 조정 실패입니다. | 모터 세부 조정을 완료하거나 공구를 점검해 주세요. | 로그 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 |
2022 | 정보 | 모터 세부 조정 완료됨 | 모터 세부 조정이 완료되었습니다. | 로그 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 | |
2023 | 경고 | 공구 오픈 엔드 세부 조정 필요 | 공구에 오픈 엔드 세부 조정이 필요합니다. | 오픈 엔드 세부 조정을 수행해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2024 | 경고 | 오픈 엔드 세부조정 실패 | 오픈 엔드 세부조정이 실패했습니다. | 한 번 더 오픈 엔드 세부조정을 수행해 주세요. 다시 실패한 경우, 서비스 센터에 공구 수리를 의뢰해 주세요. | 로그 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2025 | 정보 | 오픈 엔드 세부조정 성공 | 오픈 엔드 세부조정이 성공했습니다. | 로그 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 | |
2026 | 경고 | 오픈 엔드 포지셔닝 실패 | 오픈 엔드 포지셔닝이 실패했습니다. | 공구 트리거를 다시 누르고 포지셔닝이 완료될 때까지 기다려 주세요. 다시 실패한 경우, 서비스 센터에 공구 수리를 의뢰해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2027 | 경고 | 높은 공구 온도로 인해 사용이 제한됨 | 온도 한계 값에 도달하였습니다. 과열로 인한 공구 정지의 위험을 줄이기 위해 조임이 금지되었습니다. | 공구 온도가 낮아질 때까지 기다려 주세요. | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 |
2030 | 오류 | 공구 메모리 오류: 공구 변경 | 공구 메모리가 손상되었습니다. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 승인 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 |
2031 | 오류 | 공구 부속품 메모리 손상 | 공구 부속품 메모리가 손상되었습니다. | 공구 부속품을 점검해 주세요. | 로그 디스플레이 승인 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 |
2040 | 오류 | 시스템 점검 실패 | 로그 디스플레이 승인 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 | ||
2041 | 오류 | 토크 트랜스듀서 오류 | 교정 오류에 있거나 공구가 트랜스듀서 오류를 보고하는 경우 생성됩니다. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 |
2042 | 오류 | 각도 트랜스듀서 오류 | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 승인 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 | |
2043 | 오류 | 공구 접지 결함 오류 | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 승인 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 | |
2044 | 정보 | 공구 서비스 간격 만료됨 | 공구 점검이 필요함을 나타냅니다. 설정된 조임 횟수가 초과되면 트리거됩니다. | 서비스 센터에 공구 점검을 요청해 주세요. | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 |
2045 | 경고 | 유효하지 않은 공구 교정 데이터 | 교정 데이터가 유효하지 않은 경우. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 |
2046 | 정보 | 공구: 다음 교정 날짜가 만료됨 | 공구 교정이 필요함을 나타냅니다. 교정 경보가 설정에서 활성화되고 현재 시간이 다음 교정 날짜보다 앞선 경우 트리거됩니다. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 |
2048 | 정보 | QA 장치로 업데이트된 공구 교정 값 | QA 장치를 사용한 교정을 수행할 때 공구 보정이 업데이트됨 | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 | |
2050 | 오류 | 공구 매개변수 파일 지원 안됨 | 필요한 공구 매개변수가 누락되었습니다. | 공구 매개변수를 업데이트해 주세요. | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 |
2060 | 정보 | 예기치 않은 트리거 동작 | 부속품이 연결된 경우 공구의 시작을 방지하는 데 사용됩니다. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 | |
2071 | 오류 | 공구 메모리 손상 | 공구 기술어가 손상되었습니다. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 구성 | Flex Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 |
2072 | 정보 | 알 수 없는 장치가 연결됨 | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 | ||
2073 | 경고 | 공구 트리거 감독 실패 | HW 채널 실패. 공구 트리거의 하드웨어 및 소프트웨어 간 불일치 | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 | |
2074 | 경고 | 공구 표시기 보드 고장 | 공구 표시기 보드 고장. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 |
2075 | 경고 | 공구 팬 전압 오류 | 공구 팬 전압 오류. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 구성 | Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 |
2076 | 경고 | 공구 부속품 버스 전압 오류 | 공구 부속품 버스 전압 오류. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 |
2077 | 경고 | 공구 트리거 센서 오류 | 공구 트리거 센서 오류. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 |
2078 | 정보 | 공구 조임 프로그램 업데이트됨 | 조임 프로그램 업데이트로 인해 공구 잠김. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 | |
2079 | 오류 | 공구 케이블 지원 안됨 | 공구 케이블이 손상되었습니다. 케이블의 칩이 반응하지 않거나 손상되었습니다. | 케이블을 교체해 주세요. | 로그 디스플레이 구성 | Flex Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 공구 |
2080 | 오류 | 공구 배터리 고장 | DC 전압이 너무 높거나 너무 낮습니다. 배터리 고장입니다. | Atlas Copco 서비스 담당자에 문의하여 배터리를 Atlas Copco에 발송해 주세요. (재사용 금지) | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2081 | 오류 | 공구 전류 한계값 도달 | 전류 한계값에 도달해서 드라이브를 사용할 수 없습니다. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2082 | 오류 | 공구 전류 측정 오류 | 전류 측정 오류. 신뢰할 수 있는 결과로 전류를 측정할 수 없습니다. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2083 | 오류 | 공구 내부 오류 | 다양한 내부 하드웨어 오류. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2084 | 오류 | 공구 내부 소프트웨어 오류 | 다양한 내부 소프트웨어 오류입니다. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2085 | 오류 | 공구 RBU 오류 | 공구 소프트웨어에서 RBU 오류가 감지되었습니다. | RBU가 정확하게 설치되는지 확인합니다. 여전히 오류가 있는 경우, 서비스 센터에 공구 수리를 의뢰해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2086 | 오류 | 공구 정지 | 공구 모터가 정지되고 있습니다. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2087 | 경고 | 공구 모터 전류 높음 | 공구 모터 전류 한계가 초과되고 공구가 잠겼습니다. 공구는 페일세이프 모드가 됩니다. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 | |
2088 | 경고 | 공구 배터리 전류 높음 | 공구 배터리 전류가 너무 높습니다. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 | |
2089 | 경고 | 공구 드라이브 전압 낮음 | 공구 구동 전압이 모니터링된 전압의 하한 값보다 낮습니다. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 | |
2090 | 경고 | 공구 드라이브 전압 높음 | 공구 구동 전압이 모니터링된 전압의 상한 값보다 높습니다. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 | |
2091 | 경고 | 공구 메인 보드 오류 | 공구 메인 보드의 내부 오류입니다. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 | |
2092 | 경고 | 공구 전원 모듈 오류 | 공구 전원 모듈 내부 오류입니다. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 | |
2093 | 경고 | 펄스 장치 오일 레벨 낮음 | 연결된 펄스 공구의 오일 레벨이 낮습니다. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 구성 | Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2094 | 경고 | 펄스 장치 오일 레벨 비어 있음 | 연결된 펄스 공구의 오일 레벨이 필수 작동 레벨보다 낮습니다. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 승인 구성 | Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2095 | 경고 | 공구 배터리 통신 끊김 | 공구와 배터리와의 통신이 끊겼습니다. | 배터리가 올바르게 장착되어 있는지 확인해 주세요. 그렇지 않으면 배터리를 교체해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2096 | 오류 | 공구 배터리 소프트웨어 버전 불일치 | 공구 배터리 소프트웨어가 공구 소프트웨어와 호환되지 않습니다. | 소프트웨어를 업데이트해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2100 | 정보 | ST렌치 smartHead가 제거됨 | ST렌치 smartHEAD가 제거되었습니다. | smartHead를 다시 연결하고 렌치를 다시 시작해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 공구 |
2101 | 경고 | 잠길 때 렌치 조임 | 공구 상태가 컨트롤러에서 잠길 때 렌치 조임이 수행되었습니다. | 컨트롤러의 공구 상태가 잠금 해제될 때까지 기다려 주세요. | 로그 디스플레이 구성 | Power Focus 6000 Power Focus 8 | 공구 |
2120 | 경고 | 시작할 수 없음: 공구에 활성 토크 트랜스듀서가 없음 | 로그 디스플레이 | Flex | 공구 | ||
2121 | 경고 | 연결된 공구에 트랜스듀서 사용 비활성화 | 로그 디스플레이 | Flex | 공구 | ||
2122 | 경고 | 시작할 수 없음: 공구에 필요한 토크 트랜스듀서가 없음 | Change to a tool with dual torque transducers or update the setting "Require dual torque" in Tool Configuration. | 로그 디스플레이 | Flex IxB | 공구 | |
2123 | 경고 | 시작할 수 없음: 공구에 필요한 각도 트랜스듀서가 없음 | Change to a tool with dual torque transducers or update the setting "Require dual torque" in Tool Configuration. | 로그 디스플레이 | Flex | 공구 | |
2124 | 오류 | 주 트랜스듀서의 토크 트랜스듀서 오류 | 듀얼 트랜스듀서가 있는 공구의 주 토크 트랜스듀서에 오류가 있음을 나타냅니다. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 | Flex | 공구 |
2125 | 오류 | 보조 트랜스듀서의 토크 트랜스듀서 오류 | 듀얼 트랜스듀서가 있는 공구의 보조 토크 트랜스듀서에 오류가 있음을 나타냅니다. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 | Flex | 공구 |
2126 | 오류 | 주 트랜스듀서에서 공구 토크 트랜스듀서 교정 오류 | 듀얼 트랜스듀서가 있는 공구의 주 토크 트랜스듀서에 오류가 있음을 나타냅니다. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 | Flex | 공구 |
2127 | 오류 | 공구 토크 트랜스듀서 교정 오류 | There is an error on the torque transducer. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 | Flex 동기화 조임 | 공구 |
2128 | 오류 | 공구 토크 트랜스듀서: 주 트랜스듀서에서 션트 테스트 실패 | 듀얼 트랜스듀서가 있는 공구의 주 토크 트랜스듀서에 오류가 있음을 나타냅니다. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 | Flex | 공구 |
2129 | 오류 | 공구 토크 트랜스듀서: 션트 시험 실패함 | There is an error on the torque transducer. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 | Flex 동기화 조임 | 공구 |
2130 | 오류 | 공구 토크 트랜스듀서: 주 트랜스듀서에서 제로 오프셋 보정 실패 | 듀얼 트랜스듀서가 있는 공구의 주 토크 트랜스듀서에 오류가 있음을 나타냅니다. | Ensure the tightening is started with zero torque on the tool. 공구 수리를 의뢰해 주세요. | 로그 디스플레이 | Flex | 공구 |
2131 | 오류 | 공구 토크 트랜스듀서: 제로 오프셋 보정 실패 | There is an error on the torque transducer. | Ensure the tightening is started with zero torque on the tool. 공구 수리를 의뢰해 주세요. | 로그 디스플레이 | Flex 동기화 조임 | 공구 |
2132 | 오류 | 주 트랜스듀서에서 공구 토크 트랜스듀서 하드웨어 오류 | 듀얼 트랜스듀서가 있는 공구의 주 토크 트랜스듀서에 오류가 있음을 나타냅니다. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 | Flex | 공구 |
2133 | 오류 | 공구 토크 트랜스듀서 하드웨어 오류 | 토크 트랜스듀서에 오류가 있습니다. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 | Flex 동기화 조임 | 공구 |
2134 | 오류 | 공구 토크 트랜스듀서 오류: 주 트랜스 듀서의 A/D 컨버터에서 오버플로 | 듀얼 트랜스듀서가 있는 공구의 주 토크 트랜스듀서에 오류가 있음을 나타냅니다. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 | Flex | 공구 |
2135 | 오류 | 공구 토크 트랜스듀서 오류: A/D 컨버터에서 오버플로 | 토크 트랜스듀서에 오류가 있습니다. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 | Flex 동기화 조임 | 공구 |
2136 | 오류 | 보조 트랜스듀서에서 공구 토크 트랜스듀서 교정 오류 | 듀얼 트랜스듀서가 있는 공구의 보조 토크 트랜스듀서에 오류가 있음을 나타냅니다. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 | Flex | 공구 |
2137 | 오류 | 공구 토크 트랜스듀서 오류: 보조 트랜스듀서에서 션트 테스트 실패 | 듀얼 트랜스듀서가 있는 공구의 보조 토크 트랜스듀서에 오류가 있음을 나타냅니다. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 | Flex | 공구 |
2138 | 오류 | 공구 토크 트랜스듀서 오류: 보조 트랜스듀서에서 제로 오프셋 보정 실패 | 듀얼 트랜스듀서가 있는 공구의 보조 토크 트랜스듀서에 오류가 있음을 나타냅니다. | 공구에 0의 토크로 조임이 시작되는 확인해 주세요. 공구 수리를 의뢰해 주세요. | 로그 디스플레이 | Flex | 공구 |
2139 | 오류 | 보조 트랜스듀서에서 공구 토크 트랜스듀서 하드웨어 오류 | 듀얼 트랜스듀서가 있는 공구의 보조 토크 트랜스듀서에 오류가 있음을 나타냅니다. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 | Flex | 공구 |
2140 | 오류 | 공구 토크 트랜스듀서 오류: 보조 트랜스 듀서의 A/D 컨버터에서 오버플로 | 듀얼 트랜스듀서가 있는 공구의 보조 토크 트랜스듀서에 오류가 있음을 나타냅니다. | 공구 수리를 의뢰해 주세요. | 로그 디스플레이 | Flex | 공구 |
2202 | 오류 | 공구 HMI에 과전류가 발생했습니다. | 공구 HMI에서 과전류가 감지되었습니다. | 공구 수리를 의뢰해 주세요. 공구 HMI를 교체해 주세요. | 로그 디스플레이 승인 구성 | IxB | 공구 |
2203 | 오류 | 공구 전면 등에 과전류가 발생했습니다. | 공구 전면 등에서 과전류가 감지되었습니다 | 공구 수리를 의뢰해 주세요. 전면 등을 교체해 주세요. | 로그 디스플레이 승인 구성 | IxB | 공구 |
2204 | 오류 | 부속품 버스에 과전류가 발생했습니다. | 부속품 버스에서 과전류가 감지되었습니다. | 공구 수리를 의뢰해 주세요. 부속품 버스를 교체해 주세요. | 로그 디스플레이 승인 구성 | IxB | 공구 |
2207 | 오류 | 진동기에 과전류가 발생했습니다. | 진동기에서 과전류가 감지되었습니다. | 공구 수리를 의뢰해 주세요. 진동기를 교체해 주세요. | 로그 디스플레이 승인 구성 | IxB | 공구 |
2208 | 경고 | 시스템 CPU 온도가 높습니다. | 시스템 CPU 온도가 높습니다. | 공구 온도가 낮아질 때까지 기다려 주세요. | 로그 디스플레이 구성 | IxB | 공구 |
2209 | 오류 | 시스템 CPU 온도가 너무 높아서 위험합니다. | 시스템 CPU 온도가 너무 높아서 위험합니다. | 공구 온도가 낮아질 때까지 기다려 주세요. | 로그 디스플레이 구성 | IxB | 공구 |
2210 | 오류 | 지원되지 않는 전원: 조임은 허용되지 않습니다. | 공구에 장착된 배터리의 전압이 너무 낮습니다. | 높은 전압의 배터를 공구해 장착하십시오. | 로그 디스플레이 승인 구성 | IxB | 공구 |
2217 | 정보 | 백업 배터리로 시스템 작동 | 백업 배터리로 시스템이 작동됩니다. | 로그 | IxB | 공구 | |
2218 | 정보 | 배터리 연결됨 | 배터리가 연결되었거나 컨트롤러/공구가 시작되었습니다. | 로그 | IxB | 공구 | |
2219 | 정보 | 전원: 알 수 없음 | 알 수 없는 전원이 연결되었거나 알 수 없는 전원으로 컨트롤러/공구가 시작되었습니다. | 로그 | IxB | 공구 | |
2221 | 경고 | 배터리 과열 | 배터리 온도가 너무 높습니다. | 배터리를 교체하고 과열된 배터리를 식혀주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 | 공구 |
2222 | 경고 | 높은 배터리 온도로 인해 사용이 제한됨 | 배터리 온도가 너무 높습니다. | 배터리를 교체하고 과열된 배터리를 식혀주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 | 공구 |
2500 | 오류 | 텐셔너 풀러 바 최대 수 | 텐셔너 풀러 바를 교체해야 합니다. 사용을 위해 시스템이 잠겨 있습니다. 압력만 해제할 수 있습니다. | 풀러 바 교체를 위해 텐셔너를 서비스 센터에 보냅니다. | 로그 디스플레이 승인 | PFHC | 공구 |
2501 | 오류 | 펌프 모터 보호 알람 | 펌프 모터 보호로 인해 모터가 정지되었습니다. 시스템을 반드시 중지해야 합니다. 시스템에 압력이 가해진 경우, 수동으로 조치하여 압력을 방출해야 합니다. | 시스템의 전원을 꺼 주세요. 압력이 남아있다면 기계적으로 압력을 해제하고 펌프를 서비스 센터에 보내주세요. | 로그 디스플레이 승인 | PFHC | 공구 |
2502 | 오류 | 펌프 모터 오일 레벨 낮음 알람 | 펌프 모터 오일 레벨이 낮아 모터가 정지되었습니다. 시스템에 압력이 가해진 경우, 수동으로 조치하여 압력을 방출해야 합니다. | 시스템의 전원을 꺼 주세요. 압력이 남아있다면 기계적으로 압력을 해제하고 오일을 보충합니다. | 로그 디스플레이 승인 | PFHC | 공구 |
2503 | 오류 | 펌프 모터 오일 온도 높음 알람 | 펌프 모터 오일 온도가 높습니다. | 시스템의 전원을 끄고 오일이 식을 때까지 기다려주세요. | 로그 디스플레이 승인 | PFHC | 공구 |
2504 | 오류 | 텐셔너 압력 센서 알람 | 텐셔너의 압력 센서 전자 장치 고장 어떠한 압력도 읽을 수 없고 시스템에 보고할 수도 없습니다. | 시스템의 전원을 꺼 주세요. 압력이 남아있다면 기계적으로 압력을 해제하고 텐셔너를 서비스 센터에 보내주세요. | 로그 디스플레이 승인 | PFHC | 공구 |
2505 | 오류 | 펌프 압력 센서 알람 | 펌프의 압력 센서 전자 장치 고장 어떠한 압력도 읽을 수 없고 시스템에 보고할 수도 없습니다. | 시스템의 전원을 꺼 주세요. 압력이 남아있다면 기계적으로 압력을 해제하고 펌프를 서비스 센터에 보내주세요. | 로그 디스플레이 승인 | PFHC | 공구 |
2506 | 오류 | 예기치 않은 시계 방향 회전이 감지되었습니다. | 텐셔닝 작업 완료 후 압력 해제를 기다리는 동안 시계 방향으로 너트가 회전되었습니다. 결과는 무효화됩니다. | 압력을 해제하고 너트를 다시 조여야 합니다. | 로그 디스플레이 구성 | PFHC | 공구 |
2507 | 오류 | 예기치 않은 시계 반대 방향 회전이 감지되었습니다. | 텐셔닝 작업 완료 후 압력 해제를 기다리는 동안 시계 반대 방향으로 너트가 회전되었습니다. 결과는 무효화됩니다. | 압력을 해제하고 너트를 다시 조여야 합니다. | 로그 디스플레이 구성 | PFHC | 공구 |
2508 | 오류 | 펌프 또는 텐셔너의 압력 센서 고장 | 펌프와 텐셔너의 압력 센서 판독값 간 차이가 너무 큽니다. 가압이 중단됩니다. | 유압장치 또는 압력 센서의 교정 작업에 문제가 있습니다. 시스템을 다시 시작하고 재시도 하십시오. 문제가 반복되면 현지 아트라스 콥코 영업 담당자에게 문의해 주세요. | 로그 디스플레이 승인 | PFHC | 공구 |
2509 | 오류 | 텐셔너 압력 센서 고장 또는 유압 호스 고장 | 텐셔너의 압력 센서가 압력이 없음을 나타내지만 펌프 센서가 압력의 증가를 판독합니다. 가압이 중단됩니다. | 유압장치 또는 압력 센서의 교정 작업에 문제가 있습니다. 시스템을 다시 시작하고 재시도 하십시오. 문제가 반복되면 현지 아트라스 콥코 영업 담당자에게 문의해 주세요. | 로그 디스플레이 승인 | PFHC | 공구 |
2510 | 오류 | 사용자 지정 ID 설정 실패 | 사용자 지정 ID 설정에 실패하였습니다. | 시스템을 다시 시작하고 연결된 장치를 확인합니다. 장치의 사용자 지정 ID가 잘못된 경우 설정을 다시 실행합니다. | 로그 디스플레이 승인 | PFHC | 공구 |
2511 | 정보 | 사용자 지정 ID 설정됨 | 사용자 지정 ID 설정에 성공하였습니다. | 로그 디스플레이 승인 | PFHC | 공구 | |
2512 | 경고 | 잘못된 바코드 문자열, 무시됨 | 스캔한 문자열을 타워 데이터 바코드로 구문 분석할 수 없습니다. | 적절한 타워 데이터 QR 데이터를 스캔하거나 타워 섹션 ID를 스캔하십시오. | 로그 디스플레이 승인 | PFHC | 공구 |
2513 | 오류 | 펌프 압력이 감지되지 않습니다. | 시스템이 가압을 시도하지만 펌프에 압력 증가가 등록되지 않았습니다. 3상 커넥터의 위상 순서가 잘못되었을 수 있습니다. | 시스템의 전원을 끄고 전원 커넥트의 위상을 역으로 변경합니다. | 로그 디스플레이 승인 | PFHC | 공구 |
2514 | 경고 | 텐셔너 과토크 알람 | 클릭 렌치에 너무 높은 토크가 적용되었습니다. 이로 인해 토크 센서가 손상될 수 있습니다. | 토크를 완화해 주세요. | 로그 | PFHC | 공구 |
2515 | 경고 | 텐셔너 과압 알람 | 텐셔너의 압력이 너무 높습니다. | 압력을 낮추거나 해제하십시오. 유압 매개변수를 확인하십시오. | 로그 | PFHC | 공구 |
2516 | 경고 | 예기치 않은 펌프 또는 텐셔너 펌웨어 | 예기치 않은 펌프 또는 펌웨어 버전이 감지되었습니다. 시스템을 다시 시작하십시오. 문제가 지속되면 시스템을 실행할 수 있지만 예기치 않은 동작을 주의 깊게 관찰하십시오. | 전력 순환 시스템 | 로그 디스플레이 승인 | PFHC | 공구 |
2517 | 오류 | 호환되지 않는 펌프 또는 펌웨어 버전입니다. 시스템을 다시 시작하십시오. 시스템을 작동할 수 없습니다. | 호환되지 않는 펌프 또는 펌웨어 버전입니다. 시스템을 다시 시작하십시오. 시스템을 작동할 수 없습니다. | 시스템을 다시 시작하십시오. 그래도 문제가 있는 장치를 교체하는 데 도움이 되지 않으면 시스템을 다시 시작하십시오. 연결된 장치를 확인하여 연결되지 않은 장치가 어떤 장치인지 확인하십시오. | 로그 디스플레이 승인 | PFHC | 공구 |
3000 | 오류 | 컨트롤러 내부 소프트웨어 오류 | 컨트롤러의 소프트웨어 오류. | 서비스 센터에 문의해 주세요. | 로그 디스플레이 승인 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 |
3001 | 오류 | 컨트롤러 시계 배터리 없음 | 내부 배터리의 수명에 거의 끝났습니다. | 배터리를 교체해 주세요. | 로그 디스플레이 승인 구성 | Flex Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 |
3010 | 경고 | 시스템 과열 | 컨트롤러가 과열되었습니다. | 과열된 열을 식혀주세요. | 로그 디스플레이 구성 | Power Focus 6000 Power Focus 8 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 |
3011 | 경고 | 컨트롤러 하드웨어가 드라이브에 의해 과열됨 | 과열된 열을 식혀주세요. | 로그 디스플레이 구성 | Flex | 컨트롤러, 드라이브 및 동기화 조임 | |
3013 | 경고 | 높은 컨트롤러 온도로 인해 사용이 제한됨 | 온도 한계 값에 도달하였습니다. 과열로 인한 컨트롤러 정지의 위험을 줄이기 위해 조임이 금지되었습니다. | 컨트롤러의 온도가 낮아질 때까지 기다려 주세요. | 로그 디스플레이 구성 | Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 |
3020 | 경고 | 시스템 하드웨어 고장 | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 | ||
3021 | 경고 | 시스템 전압 문제 | DC 전압이 너무 높거나 너무 낮습니다. | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 | |
3022 | 경고 | 컨트롤러 전압 문제: AC 입력 전압이 너무 높음 | DC 전압이 너무 높거나 너무 낮습니다. | 입력 전압을 교정합니다. | 로그 디스플레이 | Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 |
3023 | 경고 | 컨트롤러 전압 문제: AC 입력 전압이 너무 낮음 | DC 전압이 너무 높거나 너무 낮습니다. | 입력 전압을 교정합니다. | 로그 디스플레이 | Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 |
3024 | 경고 | 드라이브 전압 문제: AC 입력 전압이 너무 높음 | DC 전압이 너무 높거나 너무 낮습니다. | 입력 전압을 교정합니다. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 |
3025 | 경고 | 드라이브 전압 문제: AC 입력 전압이 너무 낮음 | DC 전압이 너무 높거나 너무 낮습니다. | 입력 전압을 교정합니다. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 |
3029 | 정보 | 클라이언트의 네트워크 연결이 끊어졌습니다. | 공구가 네트워크 범위를 벗어났거나 다른 원인으로 인해 네트워크 연결이 끊어졌습니다. | 로밍 임계값을 확인하여 문제를 해결하고 선택한 채널 번호를 24 미만으로 줄여 로밍이 활성화되었는지 확인하십시오. | 로그 디스플레이 구성 승인 | IxB | 공구 |
3030 | 오류 | IP 주소가 네트워크의 다른 노드와 충돌함 | 설정한 IP 주소가 동일한 네트워크의 다른 장치에서 사용 중입니다. | 장치 중 하나에서 IP 주소를 변경해 주세요. | 로그 디스플레이 구성 | Flex Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC PFHC | 컨트롤러, 드라이브 및 동기화 조임 |
3031 | 정보 | 네트워크 케이블 연결 안됨 | 출고 시 포트 전달이 손실되었습니다. (케이블 연결이 해제됨) | 케이블 연결을 점검해 주세요. | 로그 디스플레이 구성 | Flex Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 |
3032 | 정보 | 페어링 시작 | 공구 페어링이 시작되었습니다. | 로그 디스플레이 구성 | Power Focus 6000 Power Focus 8 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 | |
3033 | 정보 | 페어링 성공 | 공구 페어링이 성공했습니다. | 로그 디스플레이 구성 | Power Focus 6000 Power Focus 8 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 | |
3034 | 정보 | 페어링 실패: 발견된 공구 없음 | 컨트롤러가 무선 피어 스캔 시 페어링할 공구를 찾지 못했습니다. | 공구를 페어링 모드로 설정하고 다시 시도해 주세요. | 로그 디스플레이 구성 | Power Focus 6000 Power Focus 8 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 |
3035 | 오류 | 페어링 실패: 두 개 이상의 공구 발견 | 컨트롤러가 무선 피어 스캔 시 하나 이상의 공구를 발견했습니다. | 컨트롤러에서 페어링 모드를 시작할 때 페어링 모드에 하나의 공구만 있는지 확인해 주세요. | 로그 디스플레이 구성 | Power Focus 6000 Power Focus 8 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 |
3036 | 오류 | 페어링 실패: 통신 오류 | 페어링 프로세스 동안 컨트롤러에서 연결 중단, 예기치 않은 응답 또는 타임아웃이 발생했습니다. | 한 번 더 페어링을 수행해 주세요. 다시 실패한 경우, 서비스 센터에 공구 수리를 의뢰해 주세요. | 로그 디스플레이 구성 | Power Focus 6000 Power Focus 8 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 |
3037 | 정보 | 페어링 실패: 공구 슬롯 가득 참 | 하나의 공구 슬롯을 비우세요. | 로그 디스플레이 구성 | Power Focus 6000 Power Focus 8 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 | |
3040 | 경고 | 응급 정지 장치 | 비상 정지로 인해 드라이브를 사용할 수 없습니다. | 비상 정지를 재설정합니다. | 로그 디스플레이 구성 | Flex Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 |
3050 | 정보 | 시스템 클럭 업데이트 | 시스템 클럭이 업데이트되었습니다. | 로그 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC PFHC | 컨트롤러, 드라이브 및 동기화 조임 | |
3051 | 오류 | 시스템 클럭 오류 | 하드웨어 실시간 클럭(RTC)에서 잘못된 시간이 판독되었습니다. | RTC 배터리를 교체해 주세요. | 로그 디스플레이 승인 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC PFHC | 컨트롤러, 드라이브 및 동기화 조임 |
3052 | 경고 | 원격 시작 구성 오류 | HW와 SW 원격 시작 구성 간에 불일치합니다. | HW 딥 스위치가 선택된 시작 소스와 일치하는지 확인해 주세요. | 로그 디스플레이 구성 | Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 |
3053 | 정보 | 드라이브 연결됨 | 동기화된 조임 드라이브가 연결되었습니다. | 로그 디스플레이 | Flex Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 | |
3054 | 정보 | 드라이브 연결 끊김 | 동기화된 | 로그 디스플레이 | Flex Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 | |
3055 | 경고 | 모드 구성 오류 | 선택된 모드가 잘못 구성되었을 때 생성됩니다. 예: 동일한 볼트 번호 또는 동일한 채널로 2개의 볼트를 구성, 불완전한 모드 구성. | 모드 구성 오류에 대해 ToolsTalk2를 점검해 주세요. | 로그 디스플레이 | Flex 동기화 조임 | 컨트롤러, 드라이브 및 동기화 조임 |
3056 | 경고 | 시작할 수 없음: 공구 또는 드라이브 누락 | 사용된 채널에 드라이브나 공구가 없는 경우 생성됩니다. | HMI에서 채널 메뉴를 확인해 주세요. 연결에 드라이브 또는 공구가 누락되었습니다. | 로그 디스플레이 | Flex 동기화 조임 | 컨트롤러, 드라이브 및 동기화 조임 |
3057 | 정보 | 시작할 수 없음: 채널이 이미 사용 중임 | 필요한 채널이 다른 가상 스테이션에 할당되었을 때 생성됩니다. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 | |
3058 | 정보 | 선택된 모드 없음 | 모드를 선택합니다. | 로그 디스플레이 | Flex 동기화 조임 | 컨트롤러, 드라이브 및 동기화 조임 | |
3059 | 경고 | Atlas Copco 라이센스 관리자에 연결 실패 | 컨트롤러가 라이센스를 얻기 위해 로컬 라이센스 관리자에 연결하지 못했음을 나타냅니다. | 로컬 네트워크를 점검해 주세요. 다시 실패한 경우, 컨트롤러를 점검해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 |
3061 | 경고 | 시작할 수 없음: 사용 가능 신호 낮음 | 조임 작업을 시작하기 전에 "작업 활성화" 신호가 높음으로 설정되어 있는지 확인하십시오. | 로그 디스플레이 | Flex 동기화 조임 | 컨트롤러, 드라이브 및 동기화 조임 | |
3062 | 경고 | 시작할 수 없음: 정지 신호 높음 | 조임 작업을 시작하기 전에 "작업 활성화" 신호가 낮음으로 설정되어 있는지 확인하십시오. | 로그 디스플레이 | Flex 동기화 조임 | 컨트롤러, 드라이브 및 동기화 조임 | |
3063 | 경고 | 시작할 수 없음: 모든 채널 금지됨 | 모든 채널이 금지되어 있으므로 조임을 시작할 수 없습니다. | 하나 이상의 채널을 설정하여 금지되지 않도록 해 주세요. | 로그 디스플레이 | Flex 동기화 조임 | 컨트롤러, 드라이브 및 동기화 조임 |
3064 | 경고 | 케리어 번호 오류 | FlexCarrier hex 스위치가 0으로 설정됩니다. | 해당 스위치를 0이 아닌 값으로 설정해 주세요. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 |
3065 | 경고 | 캐리어 E-Stop 구성 플러그 유형이 잘못되었거나 누락됨 | 캐리어에 E-stop 구성 플러그가 없거나 플러그 유형이 잘못되었습니다. | 올바른 플러그 유형을 입력해 주세요. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 |
3066 | 경고 | 회로 전압 입력: 3상 AC 없음 | 전기 회로에 입력되는 3상 전력이 허용 한계 내에 있고 제대로 작동하는지 확인하십시오. 3상 케이블이 양호한 상태이고 올바르게 연결되었는지 확인하십시오. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 | |
3067 | 경고 | 회로 전압 입력: 하나의 AC 위상 누락 | 전기 회로에 입력되는 3상 전력이 허용 한계 내에 있고 제대로 작동하는지 확인하십시오. 3상 케이블이 양호한 상태이고 올바르게 연결되었는지 확인하십시오. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 | |
3068 | 경고 | 캐리어: 내부 24 VDC 전원 공급 장치 고장 | 전기 흐름에 대한 수리 서비스를 받으십시오. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 | |
3069 | 경고 | 과전류로 인해 캐리어 24 전압 출력-포트가 비활성화됨 | 시스템을 리셋합니다. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 | |
3070 | 경고 | 캐리어, PF6 FlexControl 출력 케이블에서 하드웨어 오류 | 시스템을 리셋합니다. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 | |
3071 | 경고 | 캐리어, PF6 FlexControl 입력 케이블에서 하드웨어 오류 | 시스템을 리셋합니다. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 | |
3072 | 경고 | 단락으로 인해 비상 정지 24 VDC 정전 | 전기 흐름에 대한 수리 서비스를 받으십시오. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 | |
3073 | 경고 | 시작할 수 없음: 시스템이 비상 정지됨 | 여러 스핀들을 할당할 때, 이 이벤트는 E-Stop 때문에 preStartCheckFailed에 의해 호출됩니다. | 비상 정지를 재설정합니다. | 로그 디스플레이 | Flex 동기화 조임 | 컨트롤러, 드라이브 및 동기화 조임 |
3074 | 경고 | 캐리어 과열됨 | 과열된 열을 식혀주세요. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 | |
3075 | 경고 | 캐리어 온도 OK | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 | ||
3076 | 경고 | 캐리어: 내부 24 VDC 전력 공급, 장치 | 내부 PSU의 전류 출력이 너무 높습니다. | 이 PSU에서 전원이 공급되는 다른 캐리어를 분리합니다. 24VDC를 사용하여 모든 외부 장비를 분리합니다. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 |
3077 | 경고 | 캐리어: 캐리어, 내부 24 VDC 전원 공급 과전압 | 내부 PSU의 전압 출력이 너무 높습니다. | 캐리어를 교체해 주세요. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 |
3078 | 경고 | 캐리어: 캐리어, 내부 24 VDC 전원 공급 저전압 | 내부 PSU의 전압 출력이 너무 낮습니다. | 캐리어를 교체해 주세요. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 |
3079 | 경고 | 캐리어에 연결된 외부 전원 공급 장치 24 VDC 과전압 | 백업 입력 전압이 27VDC 이상입니다. | 백업 입력 전압을 조정해 주세요. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 |
3080 | 경고 | 캐리어에 연결된 외부 전원 공급 장치 24 VDC 저전압 | 백업 입력 전압이 19 VDC 미만입니다. | 백업 입력 전압을 조정해 주세요. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 |
3081 | 경고 | 회로 전압 입력: 3-상 AC 과전압 | 입력 전압이 너무 높습니다. | 입력 전압을 낮춰주세요. 입력 전압은 400 VAC 또는 480 VAC 여야 합니다. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 |
3082 | 경고 | 회로 전압 입력: 3-상 AC 저전압 | 입력 전압이 너무 낮습니다. | 입력 전압을 높여주세요. 입력 전압은 400 VAC 또는 480 VAC 여야 합니다. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 |
3083 | 오류 | 잘못된 Anybus/Profisafe 모듈 펌웨어 | Anybus 모듈의 펌웨어를 최신 버전으로 업데이트하십시오. | 로그 디스플레이 | Flex Power Focus 6000 Power Focus 8 동기화 조임 | 컨트롤러, 드라이브 및 동기화 조임 | |
3084 | 오류 | 소프트 PLC 런타임 오류 | eCLR가 제어되지 않은 방법으로 종료되었습니다. | 로그 디스플레이 구성 | Flex Power Focus 6000 Power Focus 8 동기화 조임 | 컨트롤러, 드라이브 및 동기화 조임 | |
3085 | 경고 | 캐리어: 팬 모듈 고장 | 팬 모듈을 교체하십시오. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 | |
3086 | 경고 | 캐리어: 팬 모듈 부분 고장 | 팬 모듈을 교체하십시오. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 | |
3087 | 경고 | 캐리어: 왼쪽 팬 모듈 고장 | 팬 모듈을 교체하십시오. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 | |
3088 | 경고 | 캐리어: 왼쪽 팬 모듈 부분 고장 | 팬 모듈을 교체하십시오. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 | |
3089 | 경고 | 캐리어: 오른쪽 팬 모듈 고장 | 팬 모듈을 교체하십시오. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 | |
3090 | 경고 | 캐리어: 오른쪽 팬 모듈 부분 고장 | 팬 모듈을 교체하십시오. | 로그 디스플레이 | Flex | 컨트롤러, 드라이브 및 동기화 조임 | |
3096 | 경고 | 셀룰러 신호 강도가 낮습니다. | 셀룰러 연결의 RSSI 값이 정의된 임계값 -98dBM 미만입니다. | 데이터 손실을 방지하고 강력한 연결을 위해 공구를 셀룰러 안테나로 가까이 이동해 주세요. | 구성 | IxB | 컨트롤러, 드라이브 및 동기화 조임 |
3097 | 경고 | 셀룰런 연결 끊김 | 셀룰러 네트워크와 시스템의 연결이 끊겼습니다. |
| 로그 디스플레이 구성 | IxB | 컨트롤러, 드라이브 및 동기화 조임 |
3100 | 경고 | 모드 구성이 존재하지 않음 | 조임 작업을 시작하기 전에 기존 동기화 모드를 선택하십시오. | 로그 디스플레이 | Flex 동기화 조임 | 컨트롤러, 드라이브 및 동기화 조임 | |
3150 | 오류 | 소프트웨어 IAM 비 호환성 | IAM이 컨트롤러에 설치된 소프트웨어와 호환되지 않습니다. | IAM을 교체해 주세요. | 로그 디스플레이 승인 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 |
3160 | 오류 | 새롭게 설치된 소프트웨어 활성화 실패 | 활성화 도중 동안 문제가 발생했습니다. 새롭게 설치된 소프트웨어가 시작되면 이전에 작동한 소프트웨어로 대체됩니다. 이러한 오류는 새 소프트웨어 시작이 3번 실패했을 때 발생하며, 소프트웨어 설치 중에만 발생합니다. | 내보내기를 한 후 추가 지원을 위해 Atlas Copco에 문의해 주세요. 설치하려는 소프트웨어 버전과 작동 중인 소프트웨어 버전을 기록해 주세요. | 로그 디스플레이 승인 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 |
3161 | 오류 | 예기치 않은 소프트웨어 파티션에서 시작됨 | 컨트롤러가 예상된 소프트웨어 쪽이 아닌 비활성 소프트웨어 쪽에서 시작되었습니다. | 소프트웨어 정보를 기록해 주세요. (컨트롤러의 홈 스크린에서 컨트롤러 > 소프트웨어를 차례대로 선택) 컨트롤러를 다시 시작하고 다시 시작할 때 해당 컨트롤러가 올바른 소프트웨어에서 실행되는지 확인해 주세요. 오류가 지속되면 내보내기를 수행하고 Atlas Copco에 문의해 주세요. | 로그 디스플레이 승인 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 |
3500 | 오류 | 일반 라이센스 관리자 오류 | 사용된 기능 관리 시스템에서 불일치가 감지되었습니다. | Atlas Copco 담당자에게 문의해 주세요. | 로그 디스플레이 승인 | IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 |
3501 | 오류 | 라이센스 관리자 동기화 오류 | 라이선스 서버와 동기화가 실패하였습니다. | Atlas Copco 서비스 담당자에게 문의하십시오. | 로그 디스플레이 승인 | IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 |
3502 | 정보 | 라이센스 관리자 동기화 완료 | 라이선스 서버와 동기화가 완료되었습니다. | IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 | ||
3503 | 경고 | 라이센스 관리자: 다른 소스가 사용 중 | 다른 소스가 라이센스를 사용 중입니다. | 라이센스 양도를 확인해 주세요. | 로그 디스플레이 | IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 |
3504 | 경고 | 라이센스 관리자 다시 시작 필요 | 라이센스 관리자를 다시 시작해 주세요. | 로그 디스플레이 | IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 | |
3505 | 정보 | USB 라이센스 동기화 시작됨 | USB 라이선스 동글의 라이선스 이동이 시작되었습니다. | 로그 | Power Focus 6000 Power Focus 8 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 | |
3506 | 오류 | USB 라이센스 동기화 오류 | USB 라이선스 동글의 라이선스 이동이 실패하였습니다. | Atlas Copco 서비스 담당자에게 문의하십시오. | 로그 | Power Focus 6000 Power Focus 8 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 |
3507 | 정보 | USB 라이센스 동기화 완료 | USB 라이선스 동글의 라이선스 이동이 완료되었습니다. | 로그 | Power Focus 6000 Power Focus 8 | 컨트롤러, 드라이브 및 동기화 조임 | |
3508 | 정보 | 하나 이상의 라이센스가 곧 만료됩니다. 라이센스 서버 구성을 완료하였는지 확인해 주세요. | 라이센스를 업데이트해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 | |
3511 | 경고 | 라이센스 중 하나의 라이센스 정의가 다릅니다. | 사용할 라이센스에서 불일치가 발견되었습니다. | Atlas Copco 담당자에게 문의해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 |
3550 | 경고 | 라이센스를 찾을 수 없음 | 올바른 라이센스를 설치해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 | |
3551 | 경고 | 라이센스에 의해 비활성화된 무선 통신 | 가상 스테이션에서 독립형 라이센스 할당을 취소해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 컨트롤러, 드라이브 및 동기화 조임 | |
4010 | 정보 | 디지털 입력에 의해 공구 잠김 | 디지털 입력 신호에 의해 공구가 잠겼습니다. | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 조임 프로세스 | |
4011 | 정보 | Open Protocol로 공구 잠김 | 공구가 Open Protocol에 의해 잠겼습니다. | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 조임 프로세스 | |
4012 | 정보 | 필드버스에 의해 공구 잠김 | 공구가 필드버스로 인해 잠겼습니다. | 로그 디스플레이 구성 | Flex Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 조임 프로세스 | |
4013 | 정보 | 소켓 선택기에 의해 공구 잠김 | 소켓 선택기가 가상 스테이션에서 분리될 때 공구가 잠겼습니다. | 마스터 잠금 해제로 잠금을 해제해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 |
4014 | 정보 | 공구가 소프트 PLC에 의해 잠김 | 소프트 PLC 신호가 공구를 잠궜습니다. | 마스터 잠금 해제로 잠금을 해제해 주세요. | 로그 디스플레이 구성 | Flex Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 조임 프로세스 |
4015 | 정보 | 풀기 비활성화됨 | 조임 프로그램에서 풀기가 비활성화되었습니다 | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 조임 프로세스 | |
4016 | 정보 | 조임 비활성화됨 | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 조임 프로세스 | ||
4017 | 정보 | 풀기를 구성하지 않음 | 선택한 조임 프로그램에서 풀기가 구성되지 않았음 | 다른 조임 프로그램을 선택해 주세요. | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 조임 프로세스 |
4020 | 정보 | NOK 조임이 너무 많음 | 배치에서 최대 연속 NOK 조임이 초과됨 | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 조임 프로세스 | |
4025 | 정보 | 선택한 조임 프로그램이 없음 | 선택한 조임 프로그램이 없습니다. | 조임 프로그램 또는 배치 시퀀스를 선택해 주세요. | 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 |
4030 | 정보 | 배치 시퀀스 중단됨 | 배치 시퀀스가 중단되었습니다. | 로그 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC PFHC | 조임 프로세스 | |
4031 | 정보 | 배치 시퀀스를 완료할 최대 시간에 도달했습니다. | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 조임 프로세스 | ||
4032 | 정보 | 첫 번째 조임을 완료할 최대 시간에 도달했습니다. | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 조임 프로세스 | ||
4035 | 정보 | 라인 제어에 의해 잠김 | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | ||
4040 | 정보 | 대체 식별자에 의해 잠김 | 공구가 대체 식별자에 의해 잠겼습니다. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4050 | 유효하지 않은 소켓 구성 | 조임 프로그램이 여러 소켓에 할당되었습니다. | 조임 프로그램이 여러 소켓에 할당되었습니다. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4060 | 정보 | 배치 완료 시 공구 잠김 | 중요 표시가 있는 배치를 실행할 때 공구는 배치 시퀀스 완료 시 잠기고 이 이벤트는 사용자가 트리거를 누르면 생성됩니다. | 완료 시 공구 잠금 해제 신호와 함께 잠금이 해제됩니다. | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 조임 프로세스 |
4070 | 정보 | 수동 모드 전환 처리 | 수동 모드가 가상 스테이션에서 활성화되었음을 나타냅니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4071 | 정보 | 자동 모드 전환 처리 | 자동 모드가 가상 스테이션에서 활성화되었음을 나타냅니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4072 | 정보 | 볼트 테스트 | 구성 | Flex 동기화 조임 | 조임 프로세스 | ||
4073 | 정보 | 공구 영점 위치가 업데이트됨 | 신호를 사용하여 공구의 영점 위치가 설정되었음을 나타냅니다. | 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 조임 프로세스 | |
4100 | 경고 | 식별자가 수락되지 않음: 잘못된 문자열 길이 | 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 조임 프로세스 | ||
4101 | 경고 | 문자열 선택 실패: 여러 항목 일치 | 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 조임 프로세스 | ||
4102 | 경고 | 문자열 선택 실패: 일치하는 항목 없음 | 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 조임 프로세스 | ||
4103 | 경고 | 식별자가 수락되지 않음: 동일한 문자열이 이미 수신됨 | 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 조임 프로세스 | ||
4104 | 경고 | 식별자가 수락되지 않음: 일치하는 항목 없음 | 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 조임 프로세스 | ||
4500 | 정보 | 결과 드라이브 오류 | 내부 드라이버 오류 또는 드라이버 손실이 감지되었습니다. | 구성 | Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4501 | 정보 | 결과 리히트 | 리히트 감지가 켜져 있을 때 이미 조여진 볼트를 조이려는 시도입니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4502 | 정보 | 결과 소프트 스타트 토크 낮음 | 최소 수준 미만의 소프트 스타트 토크입니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4503 | 정보 | 결과 소프트 스타트 토크 높음 | 소프트 스타트 토크가 최대 수준을 초과했습니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4504 | 정보 | 결과 셀프탭 토크 높음 | 셀프-탭 토크가 최대 레벨을 초과했습니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4505 | 정보 | 결과 셀프탭 토크 낮음 | 셀프탭 토크가 하한 미만입니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4506 | 정보 | 결과 안전 토크 낮음 | 토크 센서가 정확하게 장착되었는지 확인하기 위해 자동으로 계산된 토크 값입니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4507 | 정보 | 결과 런다운 토크 높음 | 런다운 토크가 최대 레벨을 초과했습니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4508 | 정보 | 결과 런다운 각도 높음 | 런다운 각도가 최대 레벨을 초과했습니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4509 | 정보 | 결과 런다운 시간 높음 | 런다운 시간이 최대 한계를 초과했습니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4510 | 정보 | 결과 런다운 시간 낮음 | 런다운 시간이 최소 한계 미만입니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4511 | 정보 | 런다운 토크 결과 낮음 | 런다운 토크가 최소 레벨 미만입니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4512 | 정보 | 런다운 각도 결과 낮음 | 런다운 각도가 최소 레벨 미만입니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4513 | 정보 | 최종 토크 결과 높음 | 최종 단계 토크가 최대 레벨을 초과했습니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4514 | 정보 | 최종 각도 결과 높음 | 최종 단계 각도가 최대 레벨을 초과했습니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4515 | 정보 | 최종 토크 결과 낮음 | 최종 단계 토크가 최소 레벨 미만입니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4516 | 정보 | 최종 각도 결과 낮음 | 최종 단계 각도가 최소 레벨 미만입니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4517 | 정보 | 결과 조임 시간 제한 초과 | 조임 시간 제한이 초과되었습니다. 일반 조임 전략의 최대 조임 시간이 30초입니다. 다중 단계 최대 조임 시간은 단계 제한 최대 시간 제한에 따라 달라집니다. 오류 코드는 조임 단계에 따라 달라집니다. | 조임 다시 실행. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 |
4518 | 정보 | 결과 트리거 손실 | 공구 트리거가 목표에 도달하기 전에 해제되었습니다. 일반 조임 전략의 경우, 조임 단계가 완료되기 전에 트리거를 해제할 수 없습니다. 다중 단계의 경우, 특정 단계에서 목표에 도달하기 전에 트리거가 손실될 때 오류가 표시됩니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4519 | 정보 | 조기 토크 손실 | 소켓이 너트를 풀었습니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4520 | 정보 | 결과 최종 단계 전에 목표에 도달함 | 조임 프로그램에서 최종 단계 전에 목표 토크에 도달했습니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4521 | 정보 | 결과 포스트 보기 토크 낮음 | 포스트 보기 토크가 최소 레벨 미만입니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4522 | 정보 | 결과 포스트 보기 토크 높음 | 포스트 보기 토크가 최대 레벨을 초과했습니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4523 | 정보 | 결과 포스트 보기 토크 간격 도달하지 않음 | 포스트 보기 토크 간격이 도달되지 않았습니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4524 | 정보 | 결과 토크 보상 간격에 도달하지 않음 | 런다운 종료에 미도달하기 전의 토크 보상 간격 각도. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4525 | 정보 | 결과 공구 이동 초과됨 | (NOK 조임 세부 상태에서) | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4526 | 정보 | 결과 SafetyCurrMon 센서 불일치 | 전류 모니터링 오류. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | ||
4527 | 정보 | 결과 공구 이동 초과됨 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |||
4538 | 정보 | 결과 최종 관리 토크 낮음 | 최종 관리 토크에 도달하지 않았습니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4543 | 정보 | 결과 스너그 모니터 높음 | 렌치만. 모니터에서 스너그 값 초과를 감지했습니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4545 | 정보 | 결과 잔류 토크 없음 | 렌치만. 잔류 토크가 임계 값 미만이었습니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4546 | 정보 | 결과 과속 | 렌치만. 렌치 자이로가 빠른 속도로 인해 각도를 측정하는 데 실패했습니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4547 | 정보 | 결과 효과적인 풀기 | 렌치만. 렌치가 예기치 않은 풀기를 발견했습니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4548 | 정보 | 결과 목표보다 적은 최종 | 최종 토크가 조임 프로그램에서 설정된 목표 토크 미만입니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4549 | 정보 | TurboTight 시간 제한 초과 | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | ||
4550 | 정보 | 런다운 펄스 결과 높음 | 런다운 펄스 최대 수를 초과했습니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4551 | 정보 | 런다운 펄스 결과 낮음 | 런다운 펄스의 최소 수에 도달하기 전에 런다운이 완료되었습니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4552 | 정보 | 최종 펄스 결과 높음 | 펄스의 최대 수를 초과했습니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4553 | 정보 | 최종 펄스 결과 낮음 | 펄스의 최소 수에 도달하기 전에 조임이 완료되었습니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4554 | 정보 | 중단 시 전류 높음 | 중단 시 전류가 전류 제한 최고값을 초과하였습니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4555 | 정보 | 중단 시 전류 낮음 | 측정된 차단 전류가 전류 제한값 이하입니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4556 | 정보 | 범주화되지 않은 다중 단계 오류 | 다중 단계 구성의 오류로서 공구 검증과 함께 발생하는 경우가 자주 있습니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4557 | 정보 | 결과 과부하 | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | ||
4559 | 정보 | 결과 중지됨 | 이 이벤트는 외부 정지 신호 또는 잠금 신호가 진행 중인 조임 작업을 중단할 때 트리거됩니다. 이 이벤트는 트리거 손실과 외부 정지를 구분하기 위해 도입됩니다. | 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 조임 프로세스 | |
4600 | 경고 | 배치(batch) 조임과 함께 사용되는 데이터 드롭 또는 데이터 홀드 이러한 신호는 영향을 미치지 않습니다. | 데이터 드롭 및 데이터 홀드는 배치(batch) 제어 없이 작업에 대해서만 지원됩니다. 신호를 사용해야 하는 경우 다른 작업을 선택합니다. | Flex 동기화 조임 | 조임 프로세스 | ||
4601 | 정보 | 데이터 홀드 활성화: 신호가 낮아지면 조임 결과가 전송됩니다. | Flex 동기화 조임 | 조임 프로세스 | |||
4602 | 정보 | 데이터 드롭 활성화: 조임 결과는 폐기됩니다. | Flex 동기화 조임 | 조임 프로세스 | |||
5010 | 경고 | 유효하지 않은 조임 프로그램 매개변수 값 | 선택된 조임 프로그램의 매개변수가 유효하지 않습니다. | 선택된 조임 프로그램의 구성을 확인하여 매개변수 값을 찾아서 변경해 주세요. | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC PFHC | 프로그램 구성 |
5011 | 경고 | 공구에서 프로그램 저장 공간을 준비할 수 없습니다. | STB 공구에서 현재 프로그램 저장 공간의 크기를 읽을 수 없거나, 업데이트 하였거나 새로 선택한 조임 프로그램을 STB 공구로 다운로드할 수 있는 프로그램 저장 공간을 준비할 수 없습니다. |
| 로그 디스플레이 구성 | Power Focus 6000 Power Focus 8 Power Focus XC | 프로그램 구성 |
5020 | 정보 | 기본 트리거는 활성 시작 소스가 아님 | 푸시 시동만으로 구성되고 사용자가 가본 트리거를 누르면 생성됩니다. 사용자가 푸시 시동을 누를 때까지 생성됩니다. | 푸시 시동을 눌러 공구를 시작해 주세요. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 프로그램 구성 |
5030 | 정보 | 조임 프로그램의 복잡성이 공구의 용량을 초과함 | 선택한 조임 프로그램이 사용된 STB 공구에 비해 너무 복잡합니다. 공구가 잠깁니다. | 조임 프로그램의 복잡성을 줄이거나 다른 프로그램을 선택해 주세요. | 로그 디스플레이 구성 | Power Focus 6000 Power Focus 8 Power Focus XC | 프로그램 구성 |
6010 | 정보 | 부속품 연결됨 | 부속품이 컨트롤러에 연결되었습니다. | 로그 디스플레이 승인 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 부속품 | |
6020 | 정보 | 부속품 연결 해제됨 | 부속품이 컨트롤러에서 분리되었습니다. | 로그 디스플레이 승인 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 부속품 | |
6021 | 경고 | 필드버스 오프라인 | 필드버스와의 통신이 없습니다. | 로그 디스플레이 승인 구성 | Flex Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 부속품 | |
6030 | 경고 | 부속품 주소 충돌 | 2개 이상의 부속품이 동일한 주소로 연결되었습니다. | 부속품의 주소를 변경해 주세요. | 로그 디스플레이 승인 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 부속품 |
6040 | 경고 | 부속품 통신 오류 | 부속품과 함께 간헐적인 통신 오류. | 케이블과 커넥터를 확인해 주세요. | 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 부속품 |
6041 | 경고 | 필드버스 오류 | 필드버스와의 통신 오류입니다. |
| 로그 디스플레이 승인 구성 | Flex Power Focus 6000 Power Focus 8 동기화 조임 | 부속품 |
6042 | 경고 | 필드버스 모듈 불일치 | 설치된 필드 버스 모듈이 구성된 모듈과 일치하지 않습니다. | 설치된 모듈과 일치하도록 구성을 변경하거나 설치된 모듈을 올바른 모듈로 교체해 주세요. | 로그 디스플레이 승인 구성 | Flex Power Focus 6000 Power Focus 8 동기화 조임 | 부속품 |
6043 | 경고 | 필드버스 출력 버퍼 오버플로 | 필드버스 통신에 사용된 출력 버퍼가 소진되어 버퍼 오버플로가 발생했습니다. 하나 이상의 신호 업데이트가 삭제되었습니다. | 필드버스 통신 및 필드버스 진단(사용된 경우)을 중지하여 버퍼를 복구해 주세요. 이 이벤트가 자주 발생하면 PLC 프로그램을 포함하여 필드버스 통신 설정을 확인해 주세요. 사용자의 업데이트 간격에 비해 너무 자주 업데이트하면 이러한 시나리오를 유발할 수 있습니다. | 로그 디스플레이 승인 구성 | Flex Power Focus 6000 Power Focus 8 동기화 조임 | 부속품 |
6044 | 경고 | 필드버스 공급자 ID 불일치 | 설치된 필드버스 모듈은 지원되지 않습니다. | 지원되는 Atlas Copco 필드버스 모듈을 연결해 주세요. | 로그 디스플레이 승인 | Power Focus 8 | 부속품 |
6050 | 정보 | 잘못된 소켓 선택 | 소켓을 선택하지 않거나 잘못된 소켓을 선택하면 생성됩니다. | 로그 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 부속품 | |
6090 | 경고 | 바코드 스캐너를 식별할 수 없음 | 고유한 일련 번호가 발견되지 않는 경우 | 바코드 리더 장치를 구성해 주세요. | 로그 디스플레이 승인 구성 | Flex Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC PFHC | 부속품 |
7010 | 정보 | 표시할 메시지 텍스트 | 메시지 표시용 일반 이벤트입니다. | 디스플레이 승인 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC PFHC | 메시지 | |
8200 | 정보 | 직렬 포트 열기에 실패하였습니다. | 사용할 직렬 포트를 열 수 없습니다. | 직렬 포트 연결 상태를 확인해 주세요. | 디스플레이 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 기타 |
8300 | 경고 | 오픈 프로토콜 클라이언트 통신 시간이 초과되었습니다. | 오픈 프로토콜 클라이언트와의 통신 시간이 초과되었습니다. 예상 시간 내에 연결 유지 메시지 또는 명령이 전송되지 않았습니다. |
| 로그 디스플레이 구성 | Flex IxB Power Focus 6000 Power Focus 8 동기화 조임 Power Focus XC | 기타 |
8214 | 오류 | EHMI 소프트웨어 버전 불일치 | EHMI 소프트웨어 버전이 컨트롤러와 호환되지 않습니다. | EHMI의 장치의 소프트웨어 버전을 업데이트해 주세요. | 로그 디스플레이 승인 구성 | IxB Power Focus 6000 Power Focus 8 Power Focus XC | 기타 |
구성 - 이벤트코드 목록
사용 가능한 이벤트 코드 목록
이벤트 코드를 사용할 수 있는 제품 목록입니다.
그룹 - 이벤트코드 목록
이벤트 코드가 속한 그룹입니다.
이벤트 설명
이벤트와 발생 이유에 대한 짧은 설명입니다.
절차 - 이벤트코드 목록
해당될 경우, 절차에는 이벤트를 삭제하는 방법에 대한 지침이 포함되어 있습니다.
로그 - 이벤트코드 목록
사용자에게 이벤트를 이벤트 로그에 저장할지 여부를 알려줍니다. 이 목록이 값은 기본 값입니다.
디스플레이 - 이벤트코드 목록
사용자에게 이벤트를 화면에 표시할지 여부를 알려줍니다. 이 목록이 값은 기본 값입니다.
승인 - 이벤트코드 목록
사용자에게 진행하기 전에 이벤트를 승인해야 하는지 여부를 알려줍니다. 이 목록이 값은 기본 값입니다.
이벤트 코드
고유한 이벤트 번호입니다.
이벤트의 유형 - 이벤트 코드 목록
이벤트의 유형: 정보, 경고 및 오류
이벤트 이름
이벤트를 설명하는 이름입니다.
NOK (불량) 결과 목록
오류 메시지 | 설명 | GUI 위치 |
|---|---|---|
드라이브 오류 | 내부 드라이버 오류 또는 드라이버 손실이 감지되었습니다. | 해당 사항 없음 |
리히트 | 이미 조여진 볼트를 조이려는 시도입니다. | 조임 매개변수(편집) > 리히트 감지 |
최대 이상의 소프트 시동 토크 | 소프트 스타트 토크가 최대 수준을 초과했습니다. | 조임 매개변수 (편집) > (단계 1) 소프트 스타트 > 최대 토크 |
최대 이상의 셀프탭 토크 | 셀프탭 토크가 최대 레벨을 초과했습니다. | 조임 매개변수 (편집) > (단계 2) 셀프탭 > 최대 토크 |
최소 미만의 셀프탭 토크 | 셀프탭 토크가 최소 한계 미만입니다. | 조임 매개변수 (편집) > (단계 2) 셀프탭 > 최소 토크 |
안전 토크 한계 낮음 | 토크 센서가 정확하게 장착되었는지 확인하기 위해 자동으로 계산된 토크 값입니다. | 해당 사항 없음 |
최대 이상의 런다운 토크 | 런다운 토크가 최대 레벨을 초과했습니다. | 조임 매개변수 (편집) > (단계 2) 런다운 토크 한계 > 최대 토크 |
최대 이상의 런다운 각도 | 런다운 각도가 최대 레벨을 초과했습니다. | 조임 매개변수 (편집) > (단계 2) 런다운 각도 한계 > 최대 각도 |
최대 시간 제한을 초과한 런다운 | 런다운 시간이 최대 한계를 초과했습니다. | 조임 매개변수 (편집) > (2단계) 런다운 각도 한계 > 최대 시간 |
최소 시간 제한 이하의 런다운 | 런다운 시간이 최소 한계 미만입니다. | 조임 매개변수 (편집) > (2단계) 런다운 각도 한계 > 최소 시간 |
최소 미만의 런다운 토크 | 런다운 토크가 최소 레벨 미만입니다. | 조임 매개변수 (편집) > (단계 2) 런다운 토크 한계 > 최소 토크 |
최소 미만의 런다운 각도 | 런다운 각도가 최소 레벨 미만입니다. | 조임 매개변수 (편집) > (2단계) 런다운 각도 한계 > 최소 각도 |
최대 이상의 최종 단계 토크 | 최종 단계 토크가 최대 레벨을 초과했습니다. | 조임 매개변수 (편집) > (3단계) 최종 단계 > 토크 한계 수동 > 최대 토크 |
최대 이상의 최종 단계 각도 | 최종 단계 각도가 최대 레벨을 초과했습니다. | 조임 매개변수 (편집) > (3단계) 최종 단계 > 각도 최대 |
최소 미만의 최종 단계 토크 | 최종 단계 토크가 최소 레벨 미만입니다. | 조임 매개변수 (편집) > (3단계) 최종 단계 > 토크 한계 수동 > 최소 토크 |
최소 미만의 최종 단계 각도 | 최종 단계 각도가 최소 레벨 미만입니다. | 조임 매개변수 (편집) > (3단계) 최종 단계 > 각도 최대 |
조임 종료 | 조임 시간 제한이 초과되었습니다. | [다단] 조임 파라미터 (편집)> 단계 종속 [기타 조임 프로그램]: 고정된 매개변수가 30초로 설정되 |
트리거 손실 | 공구 트리거가 목표에 도달하기 전에 해제되었습니다. | [다중 단계]: 단계 목표에 도달하기 전에 트리거 해제에 도달했음 [기타 조임 프로그램]: 조임 단계 완료 전에 트리거 해제 |
슬립 오프 | 소켓이 너트를 풀었습니다. | 조임 매개변수 (편집) > (3단계) 조임 매개변수 > 슬립오프 검출 시간 |
최종 단계 전에 목표에 도달함 | 조임 프로그램에서 최종 단계 전에 목표 토크에 도달했습니다. | 목표 토크 |
최소 미만의 포스트 보기 토크 | 포스트 보기 토크가 최소 레벨 미만입니다. | 조임 매개변수 (편집) > (2단계) 포스트 보기 토크 > 최소 토크 |
최대 이상의 포스트 보기 토크 | 포스트 보기 토크가 최대 레벨을 초과했습니다. | 조임 매개변수 (편집) > (2단계) 포스트 보기 토크 > 최대 토크 |
포스트 보기 토크 간격 도달하지 않음 | 포스트 보기 토크 간격이 도달되지 않았습니다. | 조임 매개변수 (편집) > (2단계) 포스트 보기 토크 > 최소 토크 길이 |
토크 보정 간격에 도달하지 않았음 | 런다운 종료에 미도달하기 전의 토크 보상 간격 각도. | 조임 매개변수 (편집) > (3단계) 토크 보상 > 토크 보상점 |
공구 이동 초과됨 | 공구가 설정한 각도 한계 이상으로 이동했습니다. | 조임 매개변수(편집) > (1단계) TrueAngle 보상(켜짐); 공구 이동 한계 > 양/음 |
현재 모니터링 오류 | 전류 모니터링 오류. | 조임 매개변수 (편집) > (1단계) 전류 모니터링 (켜짐) |
최대 시간 제한을 초과한 최종 단계 | [TurboTight] 조임 매개변수 (편집) > (3단계) 최종 단계 > 최대 시간 | |
최소 시간 제한 미만의 최종 단계 | [TurboTight] 조임 매개변수 (편집) > (3단계) 최종 단계 > 최소 시간 | |
TurboTight 시간 제한 초과 | TurboTight 시간 제한을 초과했습니다. | [TurboTight] 조임 매개변수 (편집) > (3단계) 최종 단계 > 최대 시간 |
모니터 높게 맞음 | 렌치만. 모니터에서 스너그 값 초과를 감지했습니다. | 조임 매개변수 (편집)> 런다운 스테이지 (2 단계) 런다운 완료> 런다운 완료 토크 |
잔류 토크 없음 | 렌치만. 잔류 토크가 임계 값 미만이었습니다. | [TurboTight] + [TensorPulse] 조임 매개변수 (편집)> (단계 3) > 조임 매개변수 > 잔류 토크 상관 계수 |
과속 | 렌치만. 렌치 자이로가 빠른 속도로 인해 각도를 측정하는 데 실패했습니다. | 해당 사항 없음 |
정지됨 | 목표에 도달하기 전에 외부에서 정지되었습니다. | [다중 단계]: 조임 단계에 도달하기 전에 외부에서 중지됨 |
SPC(Statistical Process Control) - 통계적 프로세스 제어
내장된 SPC 기능의 목적은 표준 SPC 규정에 따라 조립 프로세스의 안정성과 성능을 작업자가 판단할 수 있도록 작업자 또는 품질 관리 직원에게 데이터를 제공하는 것입니다.
컨트롤러 내에서 SPC 기능을 구성함으로써 외부 소프트웨어를 사용하지 않아도 컨트롤러에서 직접 작업을 단순화하고 수행할 수 있습니다. 차트는 컨트롤러에서 생성됩니다.
컨트롤러 내의 프로그램 모니터를 SPC 변수로서 사용할 수 있으므로, 컨트롤러가 제어하는 변수만 컨트롤러 시스템의 성능을 표시하도록 지정해야 합니다. 다른 변수는 주로 다른 프로세스의 결과를 표시합니다. 예를 들면, 토크 값이 조인트에 적용되면, 최종 토크 값의 SPC 및 관련 결과(예: Cp 및 Cpk)는 해당 조인트에서 공구 및 컨트롤러의 성능을 보여줍니다.
통계 계산은 컨트롤러에 저장된 기존 데이터를 기반으로 이루어집니다.
통계 계산은 특정 가상 스테이션에 대해 선택되고 사용되는 조임 프로그램에 기반하여 가상 스테이션 수준에서 수행됩니다.
SPC 매개변수 구성
홈 보기에서, 보고서 탭을 선택하세요. 그런 다음, 왼쪽에서 통계를 선택하세요.
SPC 구성 창에서 다음 매개 변수를 입력하면 컨트롤러에 저장된 결과가 수집됩니다.
하위 그룹의 수: 통계 계산의 기준이 되는 하위 그룹의 수를 입력하세요.
결과 수 (하위 그룹 수 × 빈도)는 2 ~ 500까지입니다.하위 그룹 크기: SPC 차트에서 각 지점 (하위 그룹의 테스트 평균값)을 정의하는 데 필요한 테스트(샘플) 수를 입력하세요.
하위 그룹 크기의 범위는 2 ~ 25 입니다.빈도: 새 하위 그룹 수집을 시작하는 빈도를 입력하세요.
빈도는 하위 그룹 크기보다 크거나 같아야합니다.예를 들어 빈도가 8이고 하위 그룹 크기가 5이면 처음 5개의 데이터(결과)가 해당 하위 그룹에 사용됩니다. 빈도 = 8 이므로, 다음 하위 그룹은 8번째 데이터부터 데이터(결과)를 고려하기 시작합니다.
SPC 변수 구성
홈 보기에서, 보고서 탭을 선택하세요. 그런 다음, 왼쪽에서 통계를 선택하세요.
GUI의 오른쪽 상단에있는 플러스 아이콘을 선택하여 외부 공구를 생성하세요.
SPC 변수 창에는 새 변수가 표시됩니다.이름 입력란에, 변수의 이름을 입력하세요.
변수 이름은 SPC 변수의 창의 제목입니다.조임 프로그램 을 선택하세요.
조임 프로그램 창이 나타나며 컨트롤러에 저장되었던 통계 계산에 사용할 수 있는 모든 다단계 프로그램이 표시됩니다.
새 변수의 다단계 조임 프로그램을 선택하세요.조임 프로그램은 반드시 다단계 프로그램이어야 합니다.
가상 스테이션을 선택하세요.
가상 스테이션 창이 나타납니다.
결과가 생성될 가상 스테이션을 선택하세요.통계는 다음과 같은 라이센스 유형이 할당된 가상 스테이션에서 생성된 결과를 기반으로 작성됩니다:
프로세스 제어
모니터를 선택하세요.
모니터 창이 나타납니다.
SPC 계산의 기반이 되는 다음 프로그램 모니터 중 하나를 선택하세요:단계 모니터 피크 토크
단계 모니터 각도
최종 토크
최종 각도
프로그램 모니터 토크
프로그램 모니터 각도
사용자가 단계 모니터 피크 토크 또는 단계 모니터 각도를 선택하는 경우 단계 번호 입력란에 값을 읽어올 조임 프로그램의 필요한 단계 수를 입력하세요.
사용자가 결과 리포터를 사용하는 경우, 다음 모니터 값에 영향을 줄 수 있습니다. 최종 토크 및 최종 각도.
한계 수정을 선택하세요.
변수 구성 창이 나타납니다.
결과의 계산 및 분석을 위해, 각 관심 값에 대해 다음 한계를 설정해 주세요.
공차 한계 창에서 다음 한계를 설정해 주세요. (프로세스 성능 Cp 및 Cpk의 계산에 사용됨):
공차 상한(UTL:Upper Tolerance Limit): 제품 속성의 허용 가능한 최고 값을 정의하는 사용자 지정 수량입니다.
공차 하한(LTL:Lower Tolerance Limit): 제품 속성의 허용 가능한 최저 값을 정의하는 사용자 지정 수량입니다.
제어 한계 창에서,자동 계산 스위치를 활성화 또는 비활성화해 주세요.
자동 계산 스위치가 예로 설정된 경우, 제어 한계는 자동으로 계산됩니다.
자동 계산 스위치가 아니오로 설정된 경우 다음 한계를 설정하세요:
평균 - 제어 상한: 프로세스 평균 위로 수평 파선으로 나타나는 통계적으로 결정된 측정입니다.
평균 - 제어 하한: 프로세스 평균 아래로 수평 파선으로 나타나는 통계적으로 결정된 값입니다.
범위 - 제어 상한: 프로세스 평균 위로 수평 파선으로 나타나는 통계적으로 결정된 측정입니다.
범위 - 제어 상한: 프로세스 평균 아래로 수평 파선으로 나타나는 통계적으로 결정된 값입니다.
시그마 - 제어 상한: 프로세스 평균 위에 수평 파선으로 나타나는 통계적으로 결정된 측정입니다.
시그마 - 제어 하한: 프로세스 평균 아래에 수평 파선으로 나타나는 통계적으로 결정된 값입니다.
성능 창에서, 다음 한계를 설정하세요:
Cp: Cp 인덱스는 프로세스 성능을 제공합니다: 이는 프로세스가 공차 폭으로 퍼지는 횟수입니다. (공차 상한 - 공차 하한). CP 값이 높을 수록, 더 나은 프로세스입니다.
Cpk: Cpk 인덱스는 위치에 대해 수정된 프로세스 성능을 제공합니다. 프로세스 설정이 공차 범위의 중간과 관련하여 중심에서 크게 벗어난 경우 높은 Cp 색인을 갖는 것은 유용하지 않습니다. 높은 Cpk 색인은 공차 폭과 관련하여 작은 분포도를 가진 양호한 프로세스가 있고 해당 폭 내에서 중앙에 제대로 위치한 것을 의미합니다. (공차 상한 - 공차 하한). Cpk가 Cp와 동일한 경우, 공차 범위의 중간에서 정확히 생산되도록 프로세스가 설정됩니다.
관련 정보
계산 통계
홈 보기에서, 보고서 탭을 선택하세요. 그런 다음, 왼쪽에서 통계를 선택하세요.
SPC 구성 창에서 컨트롤러에 저장된 결과를 수집하는 매개변수를 입력하세요. (하위 그룹의 수, 하위 그룹 크기, 및 빈도)
GUI의 오른쪽 상단에있는 플러스 아이콘을 선택하여 외부 공구를 생성하세요.
SPC 변수 창에는 새 변수가 표시됩니다.
새 SPC 변수 구성SPC 변수 창에서, 구성을 선택하세요.
데이터는 SPC 구성 창 및 SPC 변수 창에 설정된 기준에 따라 컨트롤러에 저장된 결과 기록에서 수집됩니다. 관심 값은 SPC 구성 창에 설정된 크기의 하위 그룹안에서 수집됩니다. 컨트롤러에서 수집된 조임 결과는 통계 계산에 사용됩니다.
결과가 컨트롤러에 아직 저장되어 있지 않으면 삭제 된 조임 프로그램 또는 가상 스테이션의 결과에 대한 통계를 계산할 수 없습니다.
한 번에 한 명의 사용자만 통계를 계산할 수 있습니다.
통계 공식
하위 그룹의 데이터는 다음과 같이 계산됩니다:
평균:
범위(Range) = R = max (Xi) - min (Xi), 여기서 i=1...n
하위 그룹의 표준 편차:
표준 편차의 전체 합계:
여기서 N= 총 관찰 수.
계산에 사용할 지정된 수의 하위 그룹이 수집되면, SPC 함수가 계산을 시작하여 통계적 안정성을 결정합니다.
계산은 다음 단계를 통해 수행됩니다: (m= 하위 그룹의 수)
평균값의 평균 계산:
범위의 평균 계산:
표준 편차의 평균 계산:
시그마에 대한 프로세스 성능 Cp 및 Cpk 계산:
여기서:
 는 관찰된 특성 값의 전체 산술 평균입니다.
는 관찰된 특성 값의 전체 산술 평균입니다.UTL은 공차 상한 값입니다.
LTL은 공차 하한 값입니다.
시그마 추정치는 하위 그룹 내의 평균 제곱 표준 편차입니다.
범위에 대한 프로세스 성능 Cp 및 Cpk 계산:
정규 분포의 경우 su = sl = 3.
SPC 구성 창에서, 자동 계산 스위치가 예로 설정된 경우 제어 한계에 대한 계산:
X-bar R (평균)

X-bar R (범위)
X-bar S (평균)
X-bar S (시그마)
A2, A3, D3, D4, B3, 및 B4는 상수입니다. (자세한 내용은 “SPC 상수 계산” 문단 참조)
SPC 상수 계산
하위 그룹 크기 | 표준 편차 추정을 위한 나눗수 | 제어 한계의 인자 | |||||
|---|---|---|---|---|---|---|---|
Xbar R | Xbar S | ||||||
A2 | D3 | D4 | A3 | B3 | B4 | ||
n | d2 | ||||||
2 | 1.128 | 1.880 | - | 3.267 | 2.659 | - | 3.267 |
3 | 1.693 | 1.023 | - | 2.574 | 1.954 | - | 2.568 |
4 | 2.059 | 0.729 | - | 2.282 | 1.628 | - | 2.266 |
5 | 2.326 | 0.577 | - | 2.114 | 1.427 | - | 2.089 |
6 | 2.534 | 0.483 | - | 2.004 | 1.287 | 0.030 | 1.970 |
7 | 2.704 | 0.419 | 0.076 | 1.924 | 1.182 | 0.118 | 1.882 |
8 | 2.847 | 0.373 | 0.136 | 1.864 | 1.099 | 0.185 | 1.815 |
9 | 2.970 | 0.337 | 0.184 | 1.816 | 1.032 | 0.239 | 1.761 |
10 | 3.078 | 0.308 | 0.223 | 1.777 | 0.975 | 0.284 | 1.716 |
11 | 3.173 | 0.285 | 0.256 | 1.744 | 0.927 | 0.321 | 1.679 |
12 | 3.258 | 0.266 | 0.283 | 1.717 | 0.886 | 0.354 | 1.646 |
13 | 3.336 | 0.249 | 0.307 | 1.693 | 0.850 | 0.382 | 1.618 |
14 | 3.407 | 0.235 | 0.328 | 1.672 | 0.817 | 0.406 | 1.594 |
15 | 3.472 | 0.223 | 0.347 | 1.653 | 0.789 | 0.428 | 1.572 |
16 | 3.532 | 0.212 | 0.363 | 1.637 | 0.763 | 0.448 | 1.552 |
17 | 3.588 | 0.203 | 0.378 | 1.622 | 0.739 | 0.466 | 1.534 |
18 | 3.640 | 0.194 | 0.391 | 1.608 | 0.718 | 0.482 | 1.518 |
19 | 3.689 | 0.187 | 0.403 | 1.597 | 0.698 | 0.497 | 1.503 |
20 | 3.735 | 0.180 | 0.415 | 1.585 | 0.680 | 0.510 | 1.490 |
21 | 3.778 | 0.173 | 0.425 | 1.575 | 0.663 | 0.523 | 1.477 |
22 | 3.819 | 0.167 | 0.434 | 1.566 | 0.647 | 0.534 | 1.466 |
23 | 3.858 | 0.162 | 0.443 | 1.557 | 0.633 | 0.545 | 1.455 |
24 | 3.895 | 0.157 | 0.451 | 1.548 | 0.619 | 0.555 | 1.445 |
25 | 3.931 | 0.153 | 0.459 | 1.541 | 0.606 | 0.565 | 1.435 |
관련 정보
동계 결과 보기
홈 보기에서, 보고서 탭을 선택하세요. 그런 다음, 왼쪽에서 통계를 선택하세요.
SPC 구성 창에서, 다음 매개변수를 입력하세요: 하위 그룹의 수, 하위 그룹 크기, 및 빈도.
GUI의 오른쪽 상단에있는 플러스 아이콘을 선택하여 외부 공구를 생성하세요.
SPC 변수 창에는 새 변수가 표시됩니다.
새 SPC 변수 구성SPC 변수 창에서, 구성을 선택하세요.
통계 결과를 표시하려면, SPC 변수 창에서, 보기 상자를 선택하세요.
보기 상자에는 통계 결과가 산출된 날짜와 시간이 표시됩니다.
통계 결과는 히스토그램, XBar-R 차트, 및 XBar-S 차트를 통해 표시됩니다.필터링된 결과에 대한 모든 계산이 완료되면, Web HMI 및 ToolsTalk 2로 전송됩니다.
통계 결과는 임시 인터넷 파일 폴더(컨트롤러에 저장되지 않음)에 로컬로 저장됩니다.통계 결과는 Web HMI에서만 표시될 수 있습니다.
히스토그램
히스토그램은 일련의 직사각형이며, 각 직사각형의 폭은 클래스 내의 값 범위에 비례하고 높이는 클래스에 속한 샘플 수에 비례합니다. 가우스 곡선은 직사각형의 추세를 따릅니다. 히스토그램은 모든 프로세스에 포함된 변동치를 나타냅니다.
히스토그램은 표에서 쉽게 식별할 수 없는 추세를 강조하고 명료화하므로 유용합니다.
XBar-R 차트
XBar-R 관리도에는 각 하위 그룹의 평균값(XBar)과 범위(R)가 모두 표시됩니다. 이 차트는 불연속 값 또는 연속 값을 사용하는 가장 일반적인 유형의 관리도입니다. 차트의 XBar 부분은 프로세스 평균 값의 변화를 보여주고 R 부분은 프로세스 분산의 변화를 보여줍니다.
이 차트는 프로세스의 평균값과 분산의 변화를 동시에 보여주기 때문에 특히 유용하며 프로세스의 이상을 확인하는 작업에 매우 효과적입니다.
XBar-S 차트
XBar-S 관리도에는 각 하위 그룹의 평균값(XBar) 차트 및 표준 편차(S)가 모두 표시됩니다.
XBar-S 차트는 R(범위:Range)가 S(표준 편차:Standard deviation)로 대체된다는 점을 제외하면 XBar-R 차트와 같습니다.
계산된 통계 값
Web HMI에서 계산 된 통계 값은 히스토그램, XBar-R 차트, 및 XBar-S 차트 아래의 정보란에 표시됩니다.
계산된 값은 읽는 차트에 따라 다릅니다.
계산된 통계 값은 다음과 같습니다:
최소 = 수집된 모든 샘플 값의 최소값
최대 = 수집된 모든 샘플 값의 최대값
평균 =
평균+3시그마 =
+ 3*표준편차평균-3시그마 =
- 3*표준편차Cp (XBar-R 차트에서 값은 범위 기반이며, XBar-S 차트에서 값은 시그마 기반입니다.)
Cpk XBar-R 차트에서 값은 범위 기반이며, XBar-S 차트에서 값은 시그마 기반입니다.)
중앙선 = 범위 부분
 , 및 시그마 부분
, 및 시그마 부분  에 위치
에 위치목표 값 (해당되는 경우 모니터의 목표 값)
표준 편차 = 총 전체 표준 편차 = 표준 편차
문제 해결 및 서비스
이 섹션에서는 문제 발생시 문제 해결에 도움이 되며 제품을 유지 보수하고 서비스하는 작업에 도움이 되는 정보를 제공해 드립니다.
문제 해결: WLAN 및 Bluetooth
문제 | 가능한 원인 | 해결책 |
|---|---|---|
페어링 실패 (WLAN) | 도구가 다시 시작되었으며 컨트롤러와의 연결이 끊어졌습니다 | 공구와 컨트롤러 페어링 |
페어링 실패 (WLAN) | 동시에 다른 공구가 페어링됨 | 모든 다른 공구가 페어링 모드에서 빠져 나왔는지 확인 필요 |
페어링 실패 (WLAN) | 공구가 범위 밖에 있음 | 공구를 컨트롤러에 가까이 옮기고 컨트롤러와 그 사이에 장애물이 있지 않은지 확인 필요 |
페어링 실패 (Bluetooth) | 동시에 다른 공구가 페어링됨 | 모든 다른 공구가 페어링 모드에서 빠져 나왔는지 확인 필요 |
페어링 실패 (Bluetooth) | 공구가 범위 밖에 있음 | 공구를 컨트롤러에 가까이 옮기고 컨트롤러와 그 사이에 장애물이 있지 않은지 확인 필요 |
페어링 실패 (Bluetooth) | 다른 공구의 간섭 | Bluetooth 모듈은 민감하므로, 컨트롤러에서 다른 Bluetooth 장치를 더 멀리 두거나 가능한 스위치를 꺼야함 |
페어링 실패 (Bluetooth) | 슬롯 여섯 개가 전부 찼으며, 공구 여섯 개 전부가 가상 스테이션에 할당됨 | (공구 필드의, 가상 스테이션 메뉴 ) 가상 스테이션에서 기존의 페어링된 공구 중 하나를 제거해야 함 |
공구 목록에서 공구가 사라짐 (Bluetooth) | 추가 공구를 페어링 할 때, 기존의 공구가 (공구 메뉴에서) 연결된 공구 목록에서 사라짐 | 이 목록에서 다시 표시할 공구 트리거를 누르십시오. |
공구 목록에서 공구가 사라짐 (Bluetooth) | 이 공구는 무선 커버리지 밖에 있을 때 공구 목록에서 사라질 수 있음 | 무선 커버리지 범위 내에 있는지 확인하고 목록에 다시 나타나도록 공구 트리거를 누름 |
참조
이 섹션에서는 기타 유용한 정보를 찾을 수 있습니다.
용어 및 정의
용어 | 동의어 | 정의 | 참고 |
|---|---|---|---|
배치 | 동일한 조임 프로그램 및 소켓을 사용하여 다중 조임 | ||
배치 시퀀스 | 시퀀스 | 다른 조임 프로그램 및 소켓 구성을 사용하여 다중 조임 | |
컨트롤러 GUI | 컨트롤러 버튼 또는 터치스크린에서의 사용자 인터페이스 | ||
이벤트 | 컨트롤러 및 공구 상태 신호 | ||
최종 각도 | 조임 사이클 끝에서 실제 측정된 각도 값 | ||
최종 토크 | 조임 사이클 끝에서 실제 측정된 토크 값 | ||
GUI |
| 디스플레이에서 창, 아이콘 및 기호 등 상호작용 그래프 요소로 구성된 사용자 인터페이스 |
|
HMI | 인간 기계 인터페이스 | 공구 또는 컨트롤러로 가는 사용자 인터페이스 | HMI는 컴퓨터 웹 기반 인터페이스 또는 컨트롤러 터치스크린이 될 수 있습니다. |
IAM | IAM (Intelligent Application Module: 지능형 어플리케이션 모듈) | 프로그램, 구성 매개변수 및 조임 결과를 포함하여 컨트롤러에서 제거 가능한 모듈 | |
라인 구조 | ToolsTalk에서 컨트롤러를 구조, 폴더 또는 하위 폴더로 분류 및 모으기 | 라인 구조는 대규모 컨트롤러의 가시성을 구조화된 방식으로 개선시키는 방법입니다. | |
포스트 보기 토크 | 런다운이 완료되기 전에 토크 최대 및 최소 값을 모니터링하고 감지하는 기능 | 포스트 보기 토크의 한 가지 목적은 자동 잠금 너트의 사용입니다. | |
조임 프로그램 | 매개변수 설정 | 단일 조임 조치를 제어하고 모니터링하며 조임 결과를 저장하는 매개변수 및 값의 구성 | |
푸시 | ToolsTalk에 저장된 데이터를 컨트롤러 메모리로 전송 | ||
QIF | 품질 통합 고정 | 산업용 조립 시스템에서 조임의 고품질과 추적성을 보장하기 위해 너트 러너, 컨트롤러 및 프로세스 모니터링 공구를 완전히 통합한 라인 | QIF는 Atlas Copco에서 개발되었고 많은 조인트가 매우 중요한 모터 차량 산업 및 기타 조립 환경에서 주로 사용되고 있습니다. 또한 QIF 개념에는 프로세스 모니터링과 문서 기록이 포함되어 있습니다. |
QIF 부속품 | QIF에서 사용되는 작업자 통신 및 안내를 위한 부속품 | 시스템과 작업자 간 통신에 사용되는 부속품 제품. 예: 스캐너, 작업자 패널, stacklight 및 소켓 선택기. 통신은 조립 프로세스에서 개선된 품질과 추적성을 제공합니다. | |
단축 단계 | 조임 전략 | 최초 단계를 주어진 속도 및 토크로 결합한 다음 최종 단계에서 속도를 줄임으로써 조인트의 예하중 분산을 줄이는 데 사용하는 조임 전략입니다. | |
리히트 감지 | 이미 조인 조인트에 대해 재조임 감지 | ||
회전 | 공구 헤드를 회전하는 조임 전략. | 회전은 주로 시험 또는 설명용으로 사용됩니다. | |
런다운 완료 | 런다운 단계 종료, 나사 헤드가 표면에 닿고 조임 단계 시작 | ||
런다운 단계 | 볼트 헤드가 표면에 닿을 때까지 볼트가 스레드에 들어가는 단계 | ||
스너그 | 나사 또는 볼트가 표면에 손가락으로 단단히 죄여져 있음 | ||
소켓 선택기 | QIF 부속품, 램프가 있는 소켓 트레이로 구성되어 있어서 작업자를 정확한 소켓으로 안내하는 데 사용할 수 있음 | ||
소프트 스타트 | 지정된 회전 각도 동안에는 저속에서 조임 시작 | 이 기능은 제어가 잘 되는 방식으로 볼트가 스레드에 쉽게 끼워지도록 하고 트리거를 눌렀을 때 원치 않는 인체공학적인 공구 움직임을 예방할 수 있습니다. | |
Stacklight | 램프, 버튼, 스위치 및 버저와 같은 디지털 신호를 통해 작업자와 컨트롤러 간 통신을 처리하는 QIF 부속품 | ||
목표 | 조임의 원하는 결과 | 목표는 토크 또는 각도에 표시되었습니다. | |
목표 각도 | 조임 사이클 끝에서의 원하는 각도 값, 참조 지점에서 측정됨 | ||
목표 토크 | 조임 사이클 끝에서 원하는 토크 값 | ||
3단계 | 조임 전략 | 초기 단계를 주어진 속도 및 토크로 조인트의 예하중 분산 및 완화 효과를 줄이고, 감속된 상태에서 최종 조임 전에 짧은 풀기 단계가 뒤따르는 조임 전략입니다. | |
조임 단계 | 조임이 원하는 목표 토크 또는 목표 각도에 도달할 때까지 볼트 머리가 표면에 도달하기 시작하는 단계 | ||
조임 전략 | 조임 프로세스를 지속적으로 제어하고 모니터링하는 알고리즘 | 사용자는 조인트 및 프로그램 특정 매개변수에 최적화된 전략을 선택할 수 있습니다. | |
터보 조임 | 조임 전략 | 빠르고 인체 공학적인 조임을 수행하기 위한 공구의 최대 속도에 기반한 조임 전략. 전략에는 설정할 목표 토크 값만 필요합니다. | |
2단계 | 조임 전략 | 초기 단계를 주어진 속도 및 토크로 조인트의 예하중 분산 및 완화 효과를 줄이고, 감속된 상태에서 최종 조임 전에 단기 정지가 뒤따르는 조임 전략입니다. | |
웹 GUI | 원격 컴퓨터에서 웹 브라우저 창을 통해 컨트롤러 가는 사용자 인터페이스 | ||
가상 스테이션 | 가상 컨트롤러 | 다수의 컨트롤러와 같이 동작하는 물리적인 컨트롤러에 대한 소프트웨어 개념 | 컨트롤러에는 연결된 한 개의 케이블 공구만 있을 수 있지만, 여러 개의 무선 공구가 있습니다. 각 공구는 자체의 가상 스테이션에 연결됩니다. |
가상 스테이션 유형 | 라이센스는 컨트롤러 기능 번들을 포함합니다. | 이 라이센스는 가상 스테이션의 실행에 필요합니다. | |
가상 스테이션 기능 | 개별 기능용 라이센스 | 가상 스테이션 유형 라이센스의 보완에 사용할 수 있습니다. | |
컨트롤러 기능 | Soft PLC 및 동기화 조임과 같은 컨트롤러 전반의 기능에 대한 라이선스 | 전체 컨트롤러에 할당되며 모든 가상 스테이션에서 사용할 수 있습니다. |
입력 신호
시퀀스 중단 - 10012
배치 시퀀스 중단 요청이 수신되면, 배치 시퀀스 기능은 진행 중인 조임 결과를 얻은 후에만 배치 시퀀스를 중단합니다.
ABORT_BATCH_SEQUENCE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
시퀀스 중단 및 결과 지우기 - 10127
“시퀀스 중단 및 결과 지우기” 신호가 설정되면, 진행중인 시퀀스가 중단되고 "결과 삭제"와 관련된 신호가 없어집니다.
SoftPLC의 이름: ABORT_SEQ_AND_CLEAR_RES
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
이벤트 승인 - 10004
이벤트의 승인.
SoftPLC의 이름: ACKNOWLEDGE_EVENT
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
공구 스캐너 활성화 - 10075
공구 스캐너를 외부 소스를 통해 활성화합니다.
SoftPLC의 이름: ACTIVATE_TOOL_SCANNER
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
배치 감소 - 10002
배치 카운터를 하나씩 점차 줄입니다.
SoftPLC의 이름: BATCH_DECREMENT
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
배치 증가 - 10001
배치 카운터를 하나씩 점차 늘립니다.
SoftPLC의 이름: BATCH_INCREMENT
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
바이패스 식별자 - 10123
소스 배치 문자열에서, 문자열 수신 시퀀스의 식별자 문자열을 우회하는 용도로 사용됩니다.
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
바이패스 조임 프로그램 - 10008
실행 중인 배치 시퀀스에서 다음 조임 프로그램을 건너뜁니다.
SoftPLC의 이름: BYPASS_PSET
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
필드버스 비활성화 - 10049
필드버스를 비활성화합니다.
SoftPLC의 이름: DISABLE_FIELDBUS
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
공구 비활성화 - 30000
신호가 "TRUE"으로 설정되면 공구가 즉시 정지되고 잠깁니다.
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
공구 스캐너 비활성화 - 10119
신호가 설정될 때 공구 트리거로 스캔하는 경우 공구 스캐너를 비활성화합니다. 스캔 버튼을 사용하여 스캔할 수 있지만 이 경우 스캔 문자열은 무시됩니다.
SoftPLC의 이름: DISABLE_TOOL_SCANNER
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
동적 배치 크기 - 10074
SoftPLC의 이름: DYNAMIC_BATCH_SIZE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 16 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
외부 OK - 10063
SoftPLC의 이름: EXTERNAL_OK
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
필드버스 풀기 잠금 - 20021
연결되어 있는 지원되는 부속품에서 신호가 설정된 경우, 풀기 시작 시 가상 스테이션이 잠깁니다.
드라이브 정지 설정으로 인해 필드 버스 풀기 잠금이 True로 설정되면 진행 중인 풀림이 즉시 중단됩니다.
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
필드버스 조임 잠금 - 20020
연결되어 있는 지원되는 부속품에서 신호가 설정된 경우 조임을 시작할 때 가상 스테이션이 잠깁니다.
드라이브 정지 설정으로 인해 필드 버스 조임 잠금이 True로 설정되면 진행 중인 조임이 즉시 중단됩니다.
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
읽기 결과 큐 내보내기 - 30005
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
동적 배치 크기의 ID - 10073
SoftPLC의 이름: DYNAMIC_BATCH_SIZE_TPID
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 정수 | 1 | 16 |
TreatZeroAsOne | 상태 | 정수 | 1 | 16 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
풀기 잠금 - 20003
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
조임 잠금 - 20002
디지털 입력으로 조이기 위해 공구가 잠김.
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
공구 잠금 활성화 높음 - 20004
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
낮은 신호 활성 공구 잠금 - 20061
이 신호가 낮을 때 공구를 잠그십시오.
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
수동 모드 - 10061
가상 스테이션을 수동 모드로 설정할 때 사용됩니다.
신호가 True(높음)이면 신호 101 - 수동 모드는 "높음"입니다.
신호가 False(낮음)이면 신호 101 - 수동 모드는 "낮음"입니다.
SoftPLC의 이름: SET_MANUAL_MODE
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
관련 정보
장치
마스터 잠금 해제 - 10005
마스터 잠금 해제는 다음 기능과 신호를 잠금 해제하는 입력 신호입니다.
기능:
OK 조임에서 풀기 비활성화
NOK 조임에서 풀기 비활성화
조임 비활성화
최대 연속 NOK
시퀀스 완료 시 공구 잠김
신호
20001 - 보류 중인 이벤트 승인 잠금
20002 - 조임 잠금
20003 - 풀기 잠금
20004 - 공구 잠금 활성화 높음
20013 - 조임 작업(WorkTask) 잠금
20014 - 풀기 작업(WorkTask) 잠금
20015 - 배치 완료 잠금
20018 - 오픈 프로토콜 잠금
20020 - 필드버스 잠금 조임
20021 - 필드버스 잠금 풀기
20022 - OK 조임시 풀기 비활성화
20023 - NOK 조임이 너무 많으면 잠금
20033 - 라인 제어 잠금
20034 - 대체 식별자에 의해 잠김
SoftPLC의 이름: MASTER_UNLOCK
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
펄스 중단 - 10030
이 신호가 생성되는 경우, 모든 진행 중인 조임 또는 풀기가 정지됩니다. 10024 또는 10072와의 조합으로 사용됩니다.
SoftPLC의 이름: TIGHTENING_STOP_PULSE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
결과 핸드셰이크 Ack (확인 응답 문자) 읽기 - 30004
컨트롤러를 후면 신호 결과 핸드 셰이크 Ack에 사용 가능하도록 필드버스 장치에서 결과 핸드 셰이크 읽기 기능을 활성화해 주세요.
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
모든 식별자 재설정 - 10115
문자열 수신 시퀀스에서 수신된 모든 문자열 식별자를 소스 배치 문자열에서 한 번에 재설정하는 용도로 사용됩니다. 다른 작업에서는 VIN 번호를 삭제합니다.
SoftPLC의 이름: RESET_ALL_IDENTIFIERS
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
배치 재설정 - 10003
배치 카운터를 0으로 재설정합니다. OK 배치 없음(nxOK). 배치 OK가 활성화되면, 비활성화됩니다.
SoftPLC의 이름: RESET_BATCH
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
배치 시퀀스 재설정 - 10053
배치 시퀀스를 재설정합니다. 완료 시 공구 잠금 장치로 잠긴 공구를 풉니다.
SoftPLC의 이름: RESET_BATCH_SEQUENCE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
쌍안정 릴레이 재설정 - 10022
쌍안정 릴레이 출력을 재설정합니다.
SoftPLC의 이름: RESET_BISTABLE_RELAY
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
최신 식별자 재설정 - 10114
문자열 수신 시퀀스에서 수신된 최신 문자열 식별자를 소스 배치 문자열에서 재설정하는 용도로 사용됩니다. 다른 작업에서는 VIN 번호를 삭제합니다.
SoftPLC의 이름: RESET_LATEST_IDENTIFIER
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
릴레이 재설정 - 10120
모든 신호를 재설정합니다.
SoftPLC의 이름: RESET_RELAYS
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 참
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 참
시퀀스 상태 재설정 - 10118
배치 시퀀스 완료/OK/NOK 및 시퀀스 중단 신호를 재설정합니다.
SoftPLC의 이름: RESET_SEQUENCE_STATUS
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
너무 많은 NOK 재설정 - 10013
너무 많은 NOK 재설정을 받은 후 배치를 재설정합니다.
SoftPLC의 이름: RESET_TOO_MANY_NOK
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
입력 선택 - 10020
시퀀스 내에서 소스 조임/배치를 포함한 조임 프로그램을 선택합니다.
SoftPLC의 이름: SELECT_INPUT_VALUE
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 정수 | 1 | 16 |
TreatZeroAsOne | 상태 | 정수 | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 참
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
입력 및 동적 배치 크기 선택 - 30007
소스 조임 작업에서 "외부 배치 제어"를 실행하면서 특정 "식별자 번호"에 대한 배치 크기를 설정하는 용도로 사용됩니다.
배치 크기는 1~250까지 설정할 수 있습니다.
배치 크기가 0으로 설정되면, 무한 배치로 취급됩니다. 배치가 일단 설정되면, 사용자는 배치를 크기가 없는 상태로 설정을 해제할 수 없습니다.
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 정수 | 16 | 16 |
TreatZeroAsOne | 상태 | 정수 | 16 | 16 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
입력 비트 0 선택 - 10016
SoftPLC의 이름: SEL_INPUT_BIT_0
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
입력 비트 1 선택 - 10017
SoftPLC의 이름: SEL_INPUT_BIT_1
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
입력 비트 2 선택 - 10018
SoftPLC의 이름: SEL_INPUT_BIT_2
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
입력 비트 3 선택 - 10019
SoftPLC의 이름: SEL_INPUT_BIT_3
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
입력 비트 4 선택 - 10066
SoftPLC의 이름: SEL_INPUT_BIT_4
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
입력 비트 5 선택 - 10067
SoftPLC의 이름: SEL_INPUT_BIT_5
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
입력 비트 6 선택 - 10068
SoftPLC의 이름: SEL_INPUT_BIT_6
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
입력 비트 7 선택 - 10069
SoftPLC의 이름: SEL_INPUT_BIT_7
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
입력 비트 8 선택 - 10070
SoftPLC의 이름: SEL_INPUT_BIT_8
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
입력 비트 9 선택 - 10071
SoftPLC의 이름: SEL_INPUT_BIT_9
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
풀기 선택 - 10029
풀기를 기본 작동 모드로 선택하고 공구 시작 - 10028 신호와 결합하여 사용됩니다.
SoftPLC의 이름: SELECT_LOOSENING
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
관련 정보
장치
다음 식별자 번호 선택 - 10116
가상 스테이션의 작업이 다음과 같이 구성된 경우 다음 식별자 번호 선택 신호를 사용할 수 있습니다.
배치 시퀀스
소스 조임
소스 배치
번호 식별자 메소드
번호 식별자 메소드
ST 선택기 구성 기능인 다음 선택 및 이전 선택은 입력 신호인 다음 식별자 번호 선택 및 이전 식별자 번호 선택을 활성화합니다.
가상 스테이션 작업으로 선택된 배치 시퀀스
자유 순서 스위치가 활성화된 경우, 다음 식별자 번호 선택 신호는 선택한 시퀀스 내에서 다른 배치를 선택할 수 있습니다.
배치를 선택하기 전에, 반드시 식별자 번호를 배치에 할당해야 합니다. 배치에 식별자 번호를 할당하지 않은 경우, 자유 순서 스위치가 활성화되어 있더라도, "다음 식별자 번호 선택" 신호는 선택을 할 수 없습니다.
이 신호는 구성된 식별자 번호를 가진 배치들 사이에서 루핑하게 됩니다.
식별자 번호가 "없음"인 경우, 식별자 번호가 구성된 모든 배치가 완료된 후에만 선택할 수 있습니다.
루핑이 가능하지만, 0은 건너뜁니다. 배치가 완료되면, 더 이상 선택할 수 없습니다.
예를 들어, 식별자 번호 1,2,4,5가 할당된 배치의 경우, 신호는 루핑됩니다. 배치가 완료될 때까지 1,2,4,5,1,2,4...로 계속 루핑됩니다.
가상 스테이션 작업으로 선택된 소스 조임
신호는 소스 조임 작업에 지정된 조임 프로그램 목록에서 다음 식별자 번호를 선택합니다.
선택은 현재 선택된 식별자 번호에서 다음 더 큰 식별자 번호까지 실행됩니다.
가장 큰 식별자 번호가 선택되면, 이 신호는 0을 선택합니다. 0 이후에는, 신호는 다음의 더 큰 식별자 번호를 선택합니다.
식별자 번호로 0을 선택하면, 공구가 잠깁니다.
식별자 번호가 소스 조임 목록에 추가되었지만, 조임 프로그램이 할당되지 않은 경우, 소스 조임 목록을 루핑하는 동안 식별자 번호는 생략됩니다.
조임 프로그램이 식별자 번호에 할당된 후 조임 프로그램 목록에서 제거된 경우에도, 해당 식별자 번호를 선택할 수 있습니다. 이러한 경우, 특정 조임 프로그램이 없기 때문에 공구가 잠깁니다.
선택기 모드 스위치가 확인으로 설정되면 소켓 선택기를 할당하고 구성해야 합니다. 모든 조임 프로그램을 선택할 수 있지만, 실행하기 전에 소켓 선택기에서 적절한 소켓을 들어올려야 합니다.
가상 스테이션 작업으로 선택된 소스 조임
소스 > 배치 시퀀스 > 소스 배치에서 식별자 메소드가 번호로 설정되면, "다음 식별자 번호 선택 신호"는 소스 배치 작업에 표시되는 시퀀스 목록에서 시퀀스를 선택합니다.
0을 루핑하는 것이 가능합니다. "다음 식별자 번호 선택 신호"는 시퀀스에 할당된 식별자 번호 만 선택합니다.
예를 들어, 식별자 번호 1,2,4 및 8과 함께 사용 가능한 4개의 시퀀스가 있는 경우, "다음 식별자 번호 선택 신호"는 1,2,4,8,0,1,2...를 반복하여 선택합니다.
정의되지 않은 식별자 번호는 선택되지 않습니다.
소스 > 배치 시퀀스 > 소스 배치에서, 식별자 메소드가 문자열로 설정된 경우, 외부 소스(스캐너 또는 오픈 프로토콜 등)를 통해 시퀀스를 선택해야 합니다. "다음 식별자 번호 선택 신호"는 선택된 시퀀스 내에서 배치를 선택할 수 있습니다.
SoftPLC의 이름: SELECT_NEXT_ID_NUMBER
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
이전 식별자 번호 선택 - 10117
가상 스테이션의 작업이 다음과 같이 구성된 경우 "이전 식별자 번호 선택 신호"를 사용할 수 있습니다.
배치 시퀀스
소스 조임
소스 배치
번호 식별자 메소드
번호 식별자 메소드
ST 선택기 구성 기능인 다음 선택 및 이전 선택은 입력 신호인 다음 식별자 번호 선택 및 이전 식별자 번호 선택을 활성화합니다.
가상 스테이션 작업으로 선택된 배치 시퀀스
자유 순서 스위치가 활성화된 경우, "이전 식별자 번호 선택 신호"는 선택한 시퀀스 내에서 다른 배치를 선택할 수 있습니다.
배치를 선택하기 전에, 반드시 식별자 번호를 배치에 할당해야 합니다. 배치에 식별자 번호를 할당하지 않은 경우, 자유 순서 스위치가 활성화되어 있더라도, "이전 식별자 번호 선택" 신호는 식별자 번호를 선택 할 수 없습니다.
이 신호는 구성된 식별자 번호를 가진 배치들 사이에서 루핑하게 됩니다.
식별자 번호가 "없음"인 경우, 식별자 번호가 구성된 모든 배치가 완료된 후에만 선택할 수 있습니다.
루핑이 가능하지만, 0은 건너뜁니다. 배치가 완료되면, 더 이상 선택할 수 없습니다.
예를 들어, 식별자 번호 1,2,4,5가 할당된 배치의 경우, 신호는 루핑됩니다. 배치가 완료될 때까지 5,4,2,1,5,4,2...로 계속 루핑됩니다.
가상 스테이션 작업으로 선택된 소스 조임
신호는 소스 조임 작업에 지정된 조임 프로그램 목록에서 이전 식별자 번호를 선택합니다.
선택은 현재 선택된 식별자 번호에서 이전의 더 작은 식별자 번호까지 실행됩니다.
가장 작은 식별자 번호가 선택되면, 이 신호는 0을 선택합니다. 0 이후에는, 신호는 다음의 더 작은 식별자 번호를 선택합니다.
식별자 번호로 0을 선택하면, 공구가 잠깁니다.
조임 프로그램이 식별자 번호에 할당된 후 조임 프로그램 목록에서 제거된 경우에도, 해당 식별자 번호를 선택할 수 있습니다. 이러한 경우, 특정 조임 프로그램이 없기 때문에 공구가 잠깁니다.
선택기 모드 스위치가 확인으로 설정되면 소켓 선택기를 할당하고 구성해야 합니다. 모든 조임 프로그램을 선택할 수 있지만, 실행하기 전에 소켓 선택기에서 적절한 소켓을 들어올려야 합니다.
가상 스테이션 작업으로 선택된 소스 조임
소스 > 배치 시퀀스 > 소스 배치에서 식별자 메소드가 번호로 설정되면, "이전 식별자 번호 선택 신호"는 소스 배치 작업에 표시되는 시퀀스 목록에서 시퀀스를 선택합니다.
0을 루핑하는 것이 가능합니다. "이전 식별자 번호 선택 신호"는 시퀀스에 할당된 식별자 번호 만 선택합니다.
예를 들어, 식별자 번호 1,2,4 및 8과 함께 사용 가능한 4개의 시퀀스가 있는 경우, "이전 식별자 번호 선택 신호"는 8,4,2,1,0,8,4...를 반복하여 선택합니다.
정의되지 않은 식별자 번호는 선택되지 않습니다.
소스 > 배치 시퀀스 > 소스 배치에서, 식별자 메소드가 문자열로 설정된 경우, 외부 소스(스캐너 또는 오픈 프로토콜 등)를 통해 시퀀스를 선택해야 합니다. "이전 식별자 번호 선택 신호"는 선택된 시퀀스 내에서 배치를 선택할 수 있습니다.
SoftPLC의 이름: SELECT_PREVIOUS_ID_NUMBER
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
쌍안정 릴레이 재설정 - 10021
쌍안정 릴레이 출력을 설정합니다.
SoftPLC의 이름: SET_BISTABLE_RELAY
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
시계 반대 방향 - 10132
시계 반대 방향 설정은 SR21/SL 공구를 시계 반대 방향으로 강제 설정하는 입력 신호입니다.
컨트롤러에 연결한 후 신호가 "높음"으로 설정된 경우에만, SR21/SL 공구가 시계 반대 방향으로 강제 설정됩니다.
SR21/SL 공구가 컨트롤러에 연결되기 전에 신호가 "높음"으로 설정되었더라도 이 작업은 필수적입니다.
공구가 시계 방향으로 작동하면 이 신호가 공구의 방향을 시계 반대 방향으로 전환합니다
공구가 시계 반대 방향으로 작동하는 경우, 방향이 변경되지 않습니다.
시계 반대 방향 설정은 다음 작동에 대한 시계 방향/시계 반대 방향 전환 입력 신호를 무시합니다.
신호가 "낮음"으로 설정된 경우 공구의 작동 방향을 시계 방향으로 전환합니다.
도구를 시계 반대 방향으로 설정하면 공구의 주황색 방향 LED가 켜집니다.
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
영점 위치 설정 - 10135
휴대용 공구의 경우, 영점 위치 설정 입력 신호를 통해 공구의 현재 위치를 홈 위치로 유지합니다. 조임 작업 중에 신호가 전송되면 자동으로 무시됩니다.
고정식 공구의 경우, 영점 위치 설정 입력 신호를 통해 공구의 현재 위치를 홈 위치로 유지합니다. 이 신호는 가상 스테이션에 관계없이 시스템의 모든 공구에 영향을 줍니다. 고정식 공구가 진행 중인 조임 작업에 사용 중인 경우 이 신호는 조용히 무시됩니다.
SoftPLC의 이름: IN_EXTERNAL_SET_ZERO_POSITION
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
소켓 선택기 외부 녹색등 - 10046
소켓 선택기가 외부 모드에 있을 때 녹색 표시등을 제어합니다. (여러 물리적 장치가 논리 소켓에 매핑되는 방법은 소켓 선택기 자원 구성에 의해 정의됨)
Byte0 - 논리적 소켓 1~4
Byte1 - 논리적 소켓 5~8
Byte2 - 논리적 소켓 9~12
Byte3 - 논리적 소켓 13~16
Byte4 - 논리적 소켓 17~20
Byte5 - 논리적 소켓 21~24
Byte6 - 논리적 소켓 25~28
Byte7 - 논리적 소켓 29~32
소켓 당 2 bits, 00=off, 01=flash, 10=solid
SoftPLC의 이름: SOCKET_SEL_EXT_GREEN_LIGHT
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | uint64 | 1 | 64 |
SocketLedControlTwoDevices | 상태 | uint64 | 1 | 64 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
소켓 선택기 외부 빨간색등 - 10047
소켓 선택기가 외부 모드에 있을 때 빨간색 표시등을 제어합니다. (여러 물리적 장치가 논리 소켓에 매핑되는 방법은 소켓 선택기 자원 구성에 의해 정의됨)
Byte0 - 논리적 소켓 1~4
Byte1 - 논리적 소켓 5~8
Byte2 - 논리적 소켓 9~12
Byte3 - 논리적 소켓 13~16
Byte4 - 논리적 소켓 17~20
Byte5 - 논리적 소켓 21~24
Byte6 - 논리적 소켓 25~28
Byte7 - 논리적 소켓 29~32
소켓 당 2 bits, 00=off, 01=flash, 10=solid
SoftPLC의 이름: SOCKET_SEL_EXT_RED_LIGHT
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | uint64 | 1 | 64 |
SocketLedControlTwoDevices | 상태 | uint64 | 1 | 64 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
풀기 시작 - 10011
활성 신호가 풀기를 시작합니다. 디지털 입력이 비활성화되면 풀기를 중지해야 합니다.
SoftPLC의 이름: START_LOOSENING
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
조임 시작 - 10010
활성 신호가 조임을 시작합니다. 입력이 비활성화되면 조임을 중지해야 합니다.
SoftPLC의 이름: START_TIGHTENING
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
조임 펄스 시작 - 10024
조임이 신호에 따라 시작합니다. 조임이 끝날 때까지, 또는 조임 프로그램에서 30초 타임아웃이 발생할 때까지 실행합니다.
SoftPLC의 이름: TIGHTENING_START_PULSE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
공구 시작 - 10028
활성 신호가 공구를 시동을 겁니다. (기본 작동 모드는 조임입니다) 신호가 비활성화되자마자 공구가 중지되어야 합니다. 풀기 선택 - 10029 신호와 함께 사용됩니다.
SoftPLC의 이름: START_DRIVE_CONTINIOUS
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
정지 (펄스) - 10129
이 신호가 생성되는 경우, 모든 진행 중인 조임 또는 풀기가 정지됩니다. 10024 또는 10072와의 조합으로 사용됩니다.
SoftPLC의 이름: EXTERNAL_STOP_PULSE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
To SoftPLC - 10065
SoftPLC의 이름: TO_PLC
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | uint8 배열 | 1 | 1 |
장치
시계 방향/시계 반대 방향 전환 - 10130
시계 방향/시계 반대 방향 전환은 SR21/SL 공구의 방향을 전환하는 입력 신호입니다.
I공구가 시계 방향으로 작동하면 이 신호가 공구의 방향을 시계 반대 방향으로 전환합니다.
공구가 시계 반대 방향으로 작동하면 이 신호가 공구의 방향을 시계 방향으로 전환합니다
시계 방향/반대 방향 전환은 다음 작동에 대한 시계 방향/시계 반대 방향 전환 입력 신호를 무시합니다.
공구가 시계 반대 방향으로 전환되면 공구의 주황색 방향 LED 표시등이 켜집니다.
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
다음 작동에 대한 시계 방향/시계 반대 방향 전환 - 10131
다음 작동에 대한 시계 방향/시계 반대 방향 전환은 다음 조임/풀기 작동에 대한 SR21/SL 공구의 방향을 전환하는 입력 신호입니다.
I공구가 시계 방향으로 작동하면 이 신호가 공구의 방향을 시계 반대 방향으로 전환합니다.
공구가 시계 반대 방향으로 작동하면 이 신호가 공구의 방향을 시계 방향으로 전환합니다
다음 조임/풀기가 완료되면 신호가 전송되기 전의 방향으로 공구가 다시 전환됩니다.
다음 조임/풀기 작업을 위해 공구를 시계 반대 방향으로 전환하면 공구의 주황색 방향 LED가 깜박입니다.
다음 작동에 대한 시계 방향/시계 반대 방향 전환 신호는 한 번만 트리거할 수 있습니다.
신호가 도구 방향을 전환할 때, 이 신호의 모든 다른 업데이트는 무시됩니다.
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
완료 시 공구 잠금 해제 - 10051
"완료 시 공구 잠금 장치"로 잠긴 공구를 풉니다
SoftPLC의 이름: UNLOCK_TOOL_ON_COMPLETE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
비활성화 상태의 공구 잠금 해제 - 10059
SoftPLC의 이름: UNLOCK_TOOL_ON_DISABLE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
출력 신호
활성 식별자 문자열 - 186
식별자 문자열이 작업-관리에 의해 수신되고 수락된 경우 설정됩니다. 시퀀스 또는 조임 프로그램도 실행 중이어야 합니다.
소스 배치 문자열이 실행 중인 경우, 모든 스캔을 수신하고 시퀀스가 선택되었을 때 설정됩니다. 이 경우 저장된 위치로 구성된 연결된 문자열이 포함됩니다.
다른 작업 관리에는 "VIN"번호가 포함됩니다.
SoftPLC의 이름: ACTIVE_IDENTIFIER_STRING
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 문자열 | 8 | 800 |
IdentifierU32Hnw | 상태 | 문자열 | 8 | 800 |
IdentifierU32 | 상태 | 문자열 | 8 | 800 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
활성 식별자 문자열 1 - 188
소스 배치-문자열에서 첫 번째로 구성된 문자열에 해당하는 신호입니다.
스캔 시퀀스가 완료되고 시퀀스가 선택되면 활성 식별자 문자열 1 신호가 전송되므로, 식별자 부분이 활성화됩니다.
문자열은 저장된 위치로 필터링됩니다.
소스 배치 문자열을 실행할 때만 전송됩니다.
SoftPLC의 이름: ACTIVE_ID_STRING_1
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 문자열 | 8 | 800 |
IdentifierU32Hnw | 상태 | 문자열 | 8 | 800 |
IdentifierU32 | 상태 | 문자열 | 8 | 800 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
활성 식별자 문자열 2 - 189
소스 배치-문자열에서 두 번째로 구성된 문자열에 해당하는 신호입니다.
스캔 시퀀스가 완료되고 시퀀스가 선택되면 활성 식별자 문자열 2 신호가 전송되므로, 식별자 부분이 활성화됩니다.
문자열은 저장된 위치로 필터링됩니다.
소스 배치 문자열을 실행할 때만 전송됩니다.
SoftPLC의 이름: ACTIVE_ID_STRING_2
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 문자열 | 8 | 800 |
IdentifierU32Hnw | 상태 | 문자열 | 8 | 800 |
IdentifierU32 | 상태 | 문자열 | 8 | 800 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
활성 식별자 문자열 3 - 190
소스 배치-문자열에서 세 번째로 구성된 문자열에 해당하는 신호입니다.
스캔 시퀀스가 완료되고 시퀀스가 선택되면 활성 식별자 문자열 3 신호가 전송되므로, 식별자 부분이 활성화됩니다.
문자열은 저장된 위치로 필터링됩니다.
소스 배치 문자열을 실행할 때만 전송됩니다.
SoftPLC의 이름: ACTIVE_ID_STRING_3
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 문자열 | 8 | 800 |
IdentifierU32Hnw | 상태 | 문자열 | 8 | 800 |
IdentifierU32 | 상태 | 문자열 | 8 | 800 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
활성 식별자 문자열 4 - 191
소스 배치-문자열에서 네 번째로 구성된 문자열에 해당하는 신호입니다.
스캔 시퀀스가 완료되고 시퀀스가 선택되면 활성 식별자 문자열 4 신호가 전송되므로, 식별자 부분이 활성화됩니다.
문자열은 저장된 위치로 필터링됩니다.
소스 배치 문자열을 실행할 때만 전송됩니다.
SoftPLC의 이름: ACTIVE_ID_STRING_4
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 문자열 | 8 | 800 |
IdentifierU32Hnw | 상태 | 문자열 | 8 | 800 |
IdentifierU32 | 상태 | 문자열 | 8 | 800 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
배치 완료 - 30
배치 완료는 배치가 완료될 때 트리거되는 출력 신호입니다.
배치 결과 상태(OK 또는 NOK)는 배치 왼료 신호에 영향을 주지 않습니다.
SoftPLC의 이름: BATCH_COMPLETED
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
배치 완료 NOK - 37
NOK 상태로 배치가 완료됨.
SoftPLC의 이름: BATCH_COMPLETED_NOK
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
배치 완료 OK - 36
OK 상태로 배치가 완료됨.
SoftPLC의 이름: BATCH_COMPLETED_OK
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
배치 카운트 - 31
배치 카운트는 배치의 현재 조임 횟수를 보여주는 출력 신호입니다.
SoftPLC의 이름: BATCH_COUNT
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 8 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 참
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
배치 실행 중 - 32
배치 시퀀스의 배치가 실행 중임을 나타냅니다.
SoftPLC의 이름: BATCH_RUNNING
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
배치 시퀀스 완료 NOK - 46
NOK 상태로 배치 시퀀스가 완료됨.
SoftPLC의 이름: BATCH_SEQUENCE_NOK
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
배치 시퀀스 완료 OK - 45
OK 상태로 배치 시퀀스가 완료됨.
SoftPLC의 이름: BATCH_SEQUENCE_OK
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
배치 시퀀스 실행됨 - 48
배치 시퀀스 완료 OK 및 배치 시퀀스 완료 NOK 모두의 사례에서 시퀀스가 실행되었음을 나타냅니다.
SoftPLC의 이름: BATCH_SEQUENCE_COMPLETED
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 이벤트 | 부울 (Boolean) | 1 | 1 |
인버트 | 이벤트 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
배치 시퀀스 실행 중 - 47
배치 시퀀스가 실행 중인지의 여부를 나타냅니다.
SoftPLC의 이름: BATCHSEQUENCE_RUNNING
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
쌍안정 릴레이 - 40
쌍안정 릴레이는 "쌍안정 릴레이 설정" 및 "쌍안정 릴레이 재설정" 입력에 의해 제어되는 신호입니다.
"쌍안정 릴레이 설정" 입력을 수신한 후, 쌍안정 릴레이 신호는 True로 설정됩니다.
"쌍안정 릴레이 재설정" 입력을 수신한 후, 쌍안정 릴레이 신호는 False로 설정됩니다.
"쌍안정 릴레이 설정" 또는 "쌍안정 릴레이 재설정"이 낮아지면 쌍안정 릴레이는 자체 상태를 유지합니다.
"쌍안정 릴레이 설정" 또는 "쌍안정 릴레이 재설정"이 높아지면 쌍안정 릴레이의 상태가 변경됩니다.
컨트롤러를 다시 시작한 후 쌍안정 릴레이는 기본값 False로 설정됩니다.
SoftPLC의 이름: BISTABLE_RELAY
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
교정 알람 - 138
공구 유지 보수 구성의 교정 알람입니다. 공구를 교정할 시기를 상기해 드리는 알림을 제공합니다.
SoftPLC의 이름: CALIBRATION_ALARM
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
구성 버전 - 88
SoftPLC의 이름: CONFIGURATION_VERSION
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 32 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
풀기 확인 - 206
선택한 풀기 작업이 시작될 수 있는지 여부를 나타냅니다. 즉, 풀기 동기화 모드 또는 풀기 프로그램이 존재하고 선택된 것을 나타내는 것입니다.
SoftPLC의 이름: CONFIRM_LOOSENING
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
컨트롤러 켜짐 - 42
IO 교환 시작 시 True로 설정합니다.
SoftPLC의 이름: IO_ON
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
현재 실행 중인 배치 - 180
현재 실행 중인 배치는 현재 실행 중인 배치의 색인을 순서대로 표시하는 출력 신호입니다.
사용자가 소켓 선택기를 사용하는 경우 소캣을 선택하지 않거나 두 개 이상의 잘못된 소캣을 선택하면 “0”이 나타납니다.
사용자가 배치 모드를 사용하고 배치가 실행 중인 경우 소스 조임 구성에 대해 “1” 이 나타납니다.
SoftPLC의 이름: CURRENT_RUNNING_BATCH_IX
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 8 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 참
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
방향 스위치 CCW - 13
공구의 방향 스위치가 반시계 방향으로 틀어져 있습니다.
SoftPLC의 이름: DIRECTION_SWITCH_CCW
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
방향 스위치 CW - 12
공구의 방향 스위치가 시계 방향으로 틀어져 있습니다.
SoftPLC의 이름: DIRECTION_SWITCH_CW
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
비상 정지 - 20036
SoftPLC의 이름: EMERGENCY_STOP
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
이벤트 코드 - 30001
이벤트가 트리거 될 때 이벤트를 전달합니다. 2 사이클 시간 동안 순간적으로 작동됩니다.
SoftPLC의 이름: EVENT_CODE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 16 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
이벤트 코드 심각도 - 30003
이벤트 코드 심각도는 트리거된 이벤트에 오류 또는 경고에 대한 심각도를 갖고 있을 때 활성화되는 출력 신호입니다.
SoftPLC의 이름: EVENT_CODE_SEVERITY
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
이벤트 발생 - 161
이벤트가 트리거 되었음을 나타냅니다. 이벤트에 ACK가 필요한 경우, 부속품에서만 트리거됩니다.
SoftPLC의 이름: EVENT_PRESENT
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스 연결 해제 - 96
SoftPLC의 이름: FIELDBUS_DISCONNECTED
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
최종 각도 - 8
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부동 (Float) | 0 | 0 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 참
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
최종 각도 - 31003
조임 사이클 끝에서 실제 측정된 각도 값입니다.
SoftPLC의 이름: FINAL_ANGLE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 16 | 16 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
최종 각도 상태 - 31006
이 신호는 다음과 같은 최종 토크의 상태를 표시합니다:
적합 - 측정된 각도가 조임 프로그램에 구성된 한계 내에 있는 경우.
높음 - 측정된 각도가 조임 프로그램에 구성된 상한보다 큰 경우.
낮음 - 측정된 각도가 조임 프로그램에 구성된 하한보다 낮은 경우.
최종 각도 상태 신호의 값은 필드 버스 신호의 구성에 따라 다르게 표시됩니다.
사용자가 신호 변환기를 선택하면 신호에 다음 값 중 하나가 표시됩니다.
O - 최종 각도 상태 적합.
H - 최종 각도 상태 높음.
L - 최종 각도 상태 낮음.
적용된 필터가 없는 경우 신호에 다음 값 중 하나가 표시됩니다.
1 - 최종 각도 상태 적합.
2 - 최종 각도 상태 높음.
3 - 최종 각도 상태 낮음.
SoftPLC의 이름: FINAL_ANGLE_STATUS
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 정수 | 2 | 8 |
StatusAsChar | 상태 | 정수 | 2 | 8 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
최종 측정 전류 - 31017
최종 각도 및 최종 토크의 측정 단계에서의 전류. 결과를 사용 가능할 때 전송됩니다.
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 이벤트 | 정수 | 32 | 32 |
FixedPointToDecimal | 이벤트 | 정수 | 32 | 32 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
최종 목표 속도 - 31020
조임 프로그램의 마지막 단계의 목표 속도
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 정수 | 16 | 16 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
최종 목표 토크 - 31015
수행된 조임에 대한 조임 프로그램의 목표 토크를 가져옵니다. 값은 조임 결과 프로그램에서 복사되고 조임 후에 출력됩니다.
다단계 프로그램은 단계 카테고리 "최종"으로서 정의된 조임 프로그램의 마지막 조임 단계에서 목표 토크를 검색합니다.
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 이벤트 | 정수 | 32 | 32 |
FixedPointToDecimal | 이벤트 | 정수 | 32 | 32 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
최종 토크 - 5
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부동 (Float) | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 참
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
최종 토크 - 31002
조임 사이클 끝에서 실제 측정된 토크 값
SoftPLC의 이름: FINAL_TORQUE
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 정수 | 32 | 32 |
FixedPointToDecimal | 상태 | 정수 | 32 | 32 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
최종 토크 상태 - 31009
이 신호는 다음과 같은 최종 토크의 상태를 표시합니다:
적합 - 측정된 토크가 조임 프로그램에 구성된 한계 내에 있는 경우.
높음 - 측정된 토크가 조임 프로그램에 구성된 상한보다 큰 경우.
낮음 - 측정된 토크가 조임 프로그램에 구성된 하한보다 낮은 경우.
최종 토크 상태 신호의 값은 필드 버스 신호의 구성에 따라 다르게 표시됩니다.
사용자가 신호 변환기를 선택하면 신호에 다음 값 중 하나가 표시됩니다.
O - 최종 토크 상태 적합
H - 최종 토크 상태 높음
L - 최종 토크 상태 낮음
적용된 필터가 없는 경우 신호에 다음 값 중 하나가 표시됩니다.
1 - 최종 토크 상태 적합
2 - 최종 토크 상태 높음
3 - 최종 토크 상태 낮음
SoftPLC의 이름: FINAL_TORQUE_STATUS
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 정수 | 2 | 8 |
StatusAsChar | 상태 | 정수 | 2 | 8 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
최종 목표 토크 - 31019
조임을 완료한 후 첫 번째 목표 토크를 검색합니다.
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 이벤트 | 정수 | 32 | 32 |
FixedPointToDecimal | 이벤트 | 정수 | 32 | 32 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
From SoftPLC - 10064
PLC에서 부속품으로 데이터를 전송하기 위해 할당된 바이트
SoftPLC의 이름: FROM_PLC
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | uint8 배열 | 8 | 8 |
장치
높은 각도 - 10
각도 결과가 너무 높습니다.
SoftPLC의 이름: HIGH_ANGLE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
높은 토크 - 7
토크 결과가 최대 토크 한계보다 높습니다.
SoftPLC의 이름: HIGH_TORQUE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
식별자 수신됨 -100
SoftPLC의 이름: IDENTIFIER_RECEIVED
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
마지막으로 수신한 문자열 - 187
작업-관리에서 식별자를 수신하였을 때 직접 설정합니다.
소스 배치 문자열의 경우, 스캔 프로세스에서 스캔할 때마다 설정되므로, 길이가 일치하지 않아도 스캔할 때마다 변경되어 전송됩니다.
문자열 세트는 문자열에서 "저장된 위치" 만이 아니라 raw format으로 존재합니다.
다른 작업-관리의 경우, 이 신호는 활성 식별자 문자열 신호와 동일합니다.
SoftPLC의 이름: LAST_RECEIVED_ID_STRING
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 문자열 | 8 | 800 |
IdentifierU32Hnw | 상태 | 문자열 | 8 | 800 |
IdentifierU32 | 상태 | 문자열 | 8 | 800 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
관련 정보
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
라이센스 서버 연결 해제 - 134
Atlas Copco 라이센스 서버 연결이 끊어졌거나 동기화에 실패했음을 나타냅니다. 라이센스 관리자 동기화가 성공적으로 완료되면 신호가 삭제됩니다.
SoftPLC의 이름: LICENSE_SERVER_CONN_LOST
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
풀기 비활성화 - 184
풀기 비활성화는 다음 신호 중 하나에 의해 풀기가 외부적으로 잠길 때 활성화되는 출력 신호입니다.
20003 - 풀기 잠금
20004 - 공구 잠금 활성화 높음
20033 - 라인 제어 잠금
20018 - 오픈 프로토콜 잠금
20021 - 필드버스 잠금 풀기
20041 - Soft PLC 잠금 풀기
20061 - 공구 잠금 활성화 낮음
SoftPLC의 이름: LOOSENING_DISABLED
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
풀기 활성화 - 185
풀기 활성화는 다음 신호 중 하나에 의해 풀기가 외부적으로 잠기지 않을때 활성화되는 출력 신호입니다.
20003 - 풀기 잠금
20004 - 공구 잠금 활성화 높음
20033 - 라인 제어 잠금
20018 - 오픈 프로토콜 잠금
20021 - 필드버스 잠금 풀기
20041 - Soft PLC 잠금 풀기
20061 - 공구 잠금 활성화 낮음
SoftPLC의 이름: LOOSENING_ENABLED
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
풀기가 잠겨 있음 - 28
풀기가 비활성화되었습니다.
SoftPLC의 이름: LOOSENING_IS_LOCKED
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
풀기 NOK - 74
NOK 풀기가 발생함.
SoftPLC의 이름: LOOSENING_NOK
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
풀기 OK - 70
OK 풀기가 발생함.
SoftPLC의 이름: LOOSENING_OK
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
낮은 각도 - 9
각도 결과는 최소 각도 한계보다 낮습니다.
SoftPLC의 이름: LOW_ANGLE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
낮은 토크 - 6
토크 결과는 최소 토크 한계보다 낮습니다.
SoftPLC의 이름: LOW_TORQUE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
수동 모드 - 101
지원되고 구성된 부속품에 있는 수동 모드의 가상 스테이션 상태를 나타냅니다.
SoftPLC의 이름: MANUAL_MODE
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
최대 연속 NOK에 도달함 - 35
최대 간섭성 NOK 조임 카운터에 도달했음을 나타냅니다.
SoftPLC의 이름: MAX_COHERENT_NOK_REACHED
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
오픈 위치에 있는 오픈 엔드 - 89
오픈 엔드 공구가 열림 위치에 있습니다.
SoftPLC의 이름: OPEN_END_IN_OPEN_POSITION
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
오픈 프로토콜 연결 해제 - 95
가상 스테이션에서 오픈 프로토콜이 "꺼짐"으로 설정된 경우 "오픈 프로토콜 연결 해제" 신호가 False로 설정됩니다.
가상 스테이션에서 오픈 프로토콜이 "켜짐"으로 설정된 경우 "오픈 프로토콜 연결 해제" 신호가 True로 설정됩니다.
하나 이상의 클라이언트(여러 오픈 프로토콜 클라이언트를 동일한 가상 스테이션에 연결할 수 있음)가 연결되면 "오픈 프로토콜 연결 해제"신호가 False로 설정됩니다.
SoftPLC의 이름: OPEN_PROTOCOL_DISCONNECTED
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
패스스루 식별자 - 104
스캔된 문자열을 스캐너에서 외부 장치로 전송하기 위한 출력 신호
SoftPLC의 이름: BARCODE_ID_PASSTHROUGH
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 문자열 | 8 | 800 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
프로그램 종료 - 168
이 신호는 조임 사이클이 완료될 때의 토크 레벨을 나타냅니다. 토크가 이 레벨 아래로 떨어지면 타이머(프로그램 종료 시간 타임 아웃)가 시작됩니다. 토크가 프로그램 종료 토크 레벨 아래로 떨어지고 프로그램 종료 시간 타임 아웃에 도달할 때까지 유지되면 조임이 완료됩니다.
SoftPLC의 이름: PROGRAM_END
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
프로그램 시작 - 132
조임 사이클의 시작 레벨을 정의합니다.
SoftPLC의 이름: PROGRAM_START
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
펄스 공구 알람 오일 레벨 비어있음 - 167
공구 유지 보수에 구성된 오일 레벨 관리는 펄스 공구의 오일을 보충할 시기를 사용자에게 알리는 메커니즘을 제공합니다. 트리거를 누를 때 사용자에게 신호는 전달되지 않습니다.
공구를 분리하면 신호가 삭제됩니다. 다음에 공구를 연결할 때 조건이 우선 순위를 갖으면 공구에서 다시 전송됩니다.
SoftPLC의 이름: TOOL_OIL_LEVEL_EMPTY
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
PVT 보상 값 - 31029
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 이벤트 | 정수 | 32 | 32 |
FixedPointToDecimal | 이벤트 | 정수 | 32 | 32 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
읽기 결과 큐 내보냈음 - 30006
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
시작 준비 - 29
공구가 가상 스테이션에 연결된 경우, 활성화된 조임 잠금 장치가 없고, 비상 정지가 활성화되지 않은 상태에서, 유효한 조임 프로그램이 선택되면 이 신호는 조임을 시작할 준비가 되었음을 나타냅니다.
SoftPLC의 이름: READY_TO_START
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
수신된 식별자 1 - 192
소스 배치-문자열에서 첫 번째로 구성된 문자열에 해당하는 신호입니다.
활성 식별자 문자열 1 신호는 문자열이 수신되는 즉시 시스템이 문자열/식별자를 수신하는 순서로 전송됩니다. 강제 순서 스캔으로 실행될 경우, 구성된 순서로 처리되지만, 자유 순서 스캔을 실행할 경우에는, 1이 첫 번째 구성된 문자열이 아니라 첫 번째 수신된 문자열로 전송될 수 있습니다.
문자열은 수신된 Raw 문자열이며 "저장된 위치"가 적용되지 않습니다.
소스 배치 문자열을 실행할 때만 전송됩니다.
SoftPLC의 이름: RECEIVED_IDENTIFIER_1
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 문자열 | 8 | 800 |
IdentifierU32Hnw | 상태 | 문자열 | 8 | 800 |
IdentifierU32 | 상태 | 문자열 | 8 | 800 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
수신된 식별자 2 - 193
소스 배치-문자열에서 두 번째로 구성된 문자열에 해당하는 신호입니다.
활성 식별자 문자열 2 신호는 문자열이 수신되는 즉시 시스템이 문자열/식별자를 수신하는 순서로 전송됩니다. 강제 순서 스캔으로 실행될 경우, 구성된 순서로 처리되지만, 자유 순서 스캔을 실행할 경우에는, 2가 두 번째 구성된 문자열이 아니라 두 번째 수신된 문자열로 전송될 수 있습니다.
문자열은 수신된 Raw 문자열이며 "저장된 위치"가 적용되지 않습니다.
소스 배치 문자열을 실행할 때만 전송됩니다.
SoftPLC의 이름: RECEIVED_IDENTIFIER_2
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 문자열 | 8 | 800 |
IdentifierU32Hnw | 상태 | 문자열 | 8 | 800 |
IdentifierU32 | 상태 | 문자열 | 8 | 800 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
수신된 식별자 3 - 194
소스 배치-문자열에서 세 번째로 구성된 문자열에 해당하는 신호입니다.
활성 식별자 문자열 3 신호는 문자열이 수신되는 즉시 시스템이 문자열/식별자를 수신하는 순서로 전송됩니다. 강제 순서 스캔으로 실행될 경우, 구성된 순서로 처리되지만, 자유 순서 스캔을 실행할 경우에는, 3이 세 번째 구성된 문자열이 아니라 세 번째 수신된 문자열로 전송될 수 있습니다.
문자열은 수신된 Raw 문자열이며 "저장된 위치"가 적용되지 않습니다.
소스 배치 문자열을 실행할 때만 전송됩니다.
SoftPLC의 이름: RECEIVED_IDENTIFIER_3
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 문자열 | 8 | 800 |
IdentifierU32Hnw | 상태 | 문자열 | 8 | 800 |
IdentifierU32 | 상태 | 문자열 | 8 | 800 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
수신된 식별자 4 - 195
소스 배치-문자열에서 네 번째로 구성된 문자열에 해당하는 신호입니다.
활성 식별자 문자열 4 신호는 문자열이 수신되는 즉시 시스템이 문자열/식별자를 수신하는 순서로 전송됩니다. 강제 순서 스캔으로 실행될 경우, 구성된 순서로 처리되지만, 자유 순서 스캔을 실행할 경우에는, 4가 네 번째 구성된 문자열이 아니라 네 번째 수신된 문자열로 전송될 수 있습니다.
문자열은 수신된 Raw 문자열이며 "저장된 위치"가 적용되지 않습니다.
소스 배치 문자열을 실행할 때만 전송됩니다.
SoftPLC의 이름: RECEIVED_IDENTIFIER_4
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 문자열 | 8 | 800 |
IdentifierU32Hnw | 상태 | 문자열 | 8 | 800 |
IdentifierU32 | 상태 | 문자열 | 8 | 800 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
리히트 31014
SoftPLC의 이름: FIELDBUS_TIGHTENING_REHIT
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
남은 배치 - 33
배치에서 남은 조임. 디스플레이에서만 볼 수 있습니다.
SoftPLC의 이름: REMAINING_BATCH
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 8 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 참
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
런다운 각도 - 31038
런다운 각도의 값입니다.
SoftPLC의 이름: RUNDOWN_ANGLE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 정수 | 16 | 16 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
런다운 각도 높음 - 165
프로그램 레벨의 런다운 각도가 설정된 값 보다 높으면 이 신호가 활성화됩니다.
SoftPLC의 이름: RUNDOWN_ANGLE_HIGH
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
런다운 각도 낮음 - 166
프로그램 레벨의 런다운 각도가 설정된 값 보다 낮으면 이 신호가 활성화됩니다.
SoftPLC의 이름: RUNDOWN_ANGLE_LOW
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
선택된 식별자 번호 - 213
선택한 식별자 변호가 없을 경우 선택된 조임 프로그램의 식별자 번호는 0입니다.
SoftPLC의 이름: SELECTED_IDENTIFIER_NUMBER
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 정수 | 1 | 16 |
TreatZeroAsOne | 상태 | 정수 | 1 | 16 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다. 변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 참
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
선택한 시퀀스 비트 0 - 139
선택한 시퀀스를 보여주는 비트 패턴입니다.
SoftPLC의 이름: SELECTED_SEQUENCE_BIT_0
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 참
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 참
선택한 시퀀스 비트 1 - 140
선택한 시퀀스를 보여주는 비트 패턴입니다.
SoftPLC의 이름: SELECTED_SEQUENCE_BIT_1
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 참
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 참
선택한 시퀀스 비트 2 - 141
선택한 시퀀스를 보여주는 비트 패턴입니다.
SoftPLC의 이름: SELECTED_SEQUENCE_BIT_2
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 참
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 참
선택한 시퀀스 비트 3 - 142
선택한 시퀀스를 보여주는 비트 패턴입니다.
SoftPLC의 이름: SELECTED_SEQUENCE_BIT_3
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 참
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 참
선택한 시퀀스 비트 4 - 143
선택한 시퀀스를 보여주는 비트 패턴입니다.
SoftPLC의 이름: SELECTED_SEQUENCE_BIT_4
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 참
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 참
선택한 시퀀스 비트 5 - 144
선택한 시퀀스를 보여주는 비트 패턴입니다.
SoftPLC의 이름: SELECTED_SEQUENCE_BIT_5
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 참
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 참
선택한 시퀀스 비트 6 - 145
선택한 시퀀스를 보여주는 비트 패턴입니다.
SoftPLC의 이름: SELECTED_SEQUENCE_BIT_6
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 참
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 참
선택한 시퀀스 비트 7 - 146
선택한 시퀀스를 보여주는 비트 패턴입니다.
SoftPLC의 이름: SELECTED_SEQUENCE_BIT_7
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 참
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 참
선택한 시퀀스 비트 8 - 147
선택한 시퀀스를 보여주는 비트 패턴입니다.
SoftPLC의 이름: SELECTED_SEQUENCE_BIT_8
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 참
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 참
선택한 시퀀스 비트 9 - 163
선택한 시퀀스를 보여주는 비트 패턴입니다.
SoftPLC의 이름: SELECTED_SEQUENCE_BIT_9
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 참
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 참
선택한 시퀀스 id - 84
선택한 배치 순서의 색인을 표시합니다.
SoftPLC의 이름: SELECTED_BATCH_SEQUENCE_ID
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 정수 | 1 | 16 |
TreatZeroAsOne | 상태 | 정수 | 1 | 16 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 참
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
선택한 조임 프로그램 - 69
선택한 조임 프로그램의 실제 id, 선택한 조임 프로그램이 없을 경우 0입니다.
SoftPLC의 이름: SELECTED_PSET_ID
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 정수 | 1 | 16 |
TreatZeroAsOne | 상태 | 정수 | 1 | 16 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 참
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
선택한 조임 프로그램 Bit 0 - 148
선택한 시퀀스를 보여주는 비트 패턴입니다.
SoftPLC의 이름: SELECTED_PROGRAM_BIT_0
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 참
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 참
선택한 조임 프로그램 Bit 1 - 149
선택한 시퀀스를 보여주는 비트 패턴입니다.
SoftPLC의 이름: SELECTED_PROGRAM_BIT_1
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 참
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 참
선택한 조임 프로그램 Bit 2 - 150
선택한 시퀀스를 보여주는 비트 패턴입니다.
SoftPLC의 이름: SELECTED_PROGRAM_BIT_2
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 참
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 참
선택한 조임 프로그램 Bit 3 - 151
선택한 시퀀스를 보여주는 비트 패턴입니다.
SoftPLC의 이름: SELECTED_PROGRAM_BIT_3
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 참
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 참
선택한 조임 프로그램 Bit 4 - 152
선택한 시퀀스를 보여주는 비트 패턴입니다.
SoftPLC의 이름: SELECTED_PROGRAM_BIT_4
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 참
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 참
선택한 조임 프로그램 Bit 5 - 153
선택한 시퀀스를 보여주는 비트 패턴입니다.
SoftPLC의 이름: SELECTED_PROGRAM_BIT_5
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 참
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 참
선택한 조임 프로그램 Bit 6 - 154
선택한 시퀀스를 보여주는 비트 패턴입니다.
SoftPLC의 이름: SELECTED_PROGRAM_BIT_6
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 참
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 참
선택한 조임 프로그램 Bit 7 - 155
선택한 시퀀스를 보여주는 비트 패턴입니다.
SoftPLC의 이름: SELECTED_PROGRAM_BIT_7
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 참
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 참
선택한 조임 프로그램 Bit 8 - 156
선택한 시퀀스를 보여주는 비트 패턴입니다.
SoftPLC의 이름: SELECTED_PROGRAM_BIT_8
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 참
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 참
선택한 조임 프로그램 Bit 9 - 157
선택한 시퀀스를 보여주는 비트 패턴입니다.
SoftPLC의 이름: SELECTED_PROGRAM_BIT_9
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 참
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 참
시퀀스 중단 - 160
시퀀스가 중단되었는지의 여부를 나타내는 출력 신호
SoftPLC의 이름: SEQUENCE_ABORTED
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
서비스 표시자 알람 - 137
공구 유지 보수에 구성된 서비스 알람은 공구를 서비스 할 시기를 사용자에게 알리는 메커니즘을 제공합니다.
SoftPLC의 이름: SERVICE_INDICATOR_ALARM
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
시퀀스 크기 - 181
현재 실행 중인 시퀀스의 크기를 표시합니다. 시퀀스가 로드될 때만 설정되고 시퀀스가 완료되면 재설정되지 않습니다.
SoftPLC의 이름: SIZE_OF_RUNNING_SEQUENCE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 8 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 참
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
소켓 선택기 분리로 인해 잠김 - 20039
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
소프트웨어 주 버전 - 86
SoftPLC의 이름: SOFTWARE_MAJOR_VERSION
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 32 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
소프트웨어 부 버전 - 87
SoftPLC의 이름: SOFTWARE_MINOR_VERSION
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 32 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
소프트웨어 배포 버전 - 85
실행 중인 소프트웨어의 버전
SoftPLC의 이름: SOFTWARE_RELEASE_VERSION
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 32 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
최종 각도 시작 - 31016
가능한 경우 최종 각도 시작 토크 값이 표시됩니다. 결과를 사용 가능할 때 전송됩니다.
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 정수 | 32 | 32 |
FixedPointToDecimal | 상태 | 정수 | 32 | 32 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
스테이션 준비됨 - 71
가상 스테이션의 준비 상태를 나타냅니다.
SoftPLC의 이름: STATION_READY
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
목표 토크 - 30100
수행된 조임의 목표 토크를 표시하는 신호.
마지막 단계의 단계 범주를 최종으로 설정합니다. ST 선택기는 마지막 단계에 토크 목표가 있는 경우에만 목표 토크를 표시합니다.
SoftPLC의 이름: STSELECTOR_TARGET_TORQUE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 정수 | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 참
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
목표/최종 토크 - 30101
목표/최종 토크를 번갈아 표시하는 신호입니다.
선택한 조임 프로그램이 업데이트되거나 새 조임 프로그램이 선택된 경우 목표/최종 토크는 목표 토크와 최종 토크 사이입니다.
마지막 단계의 단계 범주를 최종으로 설정합니다. ST 선택기는 마지막 단계에 토크 목표가 있는 경우에만 목표 토크를 표시합니다.
SoftPLC의 이름: STSELECTOR_TARGET_FINAL_TORQUE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 정수 | 1 | 1 |
장치
필드버스: 거짓
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 참
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
나사산 시계반대방향 - 26
선택된 조임 프로그램에서 나사산 방향이 반시계 방향임을 나타냅니다.
SoftPLC의 이름: THREAD_DIRECTION_CCW
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
조임 날짜 - 31030
YYYY:MM:DD 포맷의 조임 날짜입니다.
SoftPLC의 이름: TIGHTENING_DATE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 문자열 | 80 | 80 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
조임 일(날짜) - 31032
조임이 수행된 일(날짜)을 나타냅니다.
SoftPLC의 이름: TIGHTENING_DATE_DAY
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 정수 | 8 | 16 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
조임 월 - 31033
조임이 수행된 월을 나타냅니다.
SoftPLC의 이름: TIGHTENING_DATE_MONTH
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 정수 | 8 | 16 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
조임 연도 - 31034
조임이 수행된 연도를 나타냅니다.
SoftPLC의 이름: TIGHTENING_DATE_YEAR
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 정수 | 16 | 16 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
조임 비활성화 - 182
조임 비활성화는 다음 신호 중 하나에 의해 조임이 외부적으로 잠길 때 활성화되는 출력 신호입니다.
20002 - 조임 잠금
20004 - 공구 잠금 활성화 높음
20033 - 라인 제어 잠금
20018 - 오픈 프로토콜 잠금
20020 - 필드버스 잠금 조임
20040 - Soft PLC 잠금 조임
20061 - 공구 잠금 활성화 낮음
SoftPLC의 이름: TIGHTENING_DISABLED
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
조임 완료 - 31010
SoftPLC의 이름: TIGHTENING_DONE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
조임 활성화 - 183
조임 활성화는 다음 신호 중 하나에 의해 조임이 외부적으로 비활성화되지 않을 때 활성화되는 출력 신호입니다.
20002 - 조임 잠금
20004 - 공구 잠금 활성화 높음
20033 - 라인 제어 잠금
20018 - 오픈 프로토콜 잠금
20020 - 필드버스 잠금 조임
20040 - Soft PLC 잠금 조임
20061 - 공구 잠금 활성화 낮음
SoftPLC의 이름: TIGHTENING_ENABLED
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
조임이 잠겨 있음 - 27
조임이 비활성화됩니다. 모든 조임을 수행할 수 없습니다.
SoftPLC의 이름: TIGHTENING_IS_LOCKED
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
조임 NOK - 4
최소한 하나의 조임 결과가 지정된 한계 밖에 있음을 나타냅니다.
SoftPLC의 이름: TIGHTENING_NOK
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
조임 OK - 3
조임 결과가 지정된 한계 내에 있음을 나타냅니다.
SoftPLC의 이름: TIGHTENING_OK
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
조임 프로그램 최대 각도 - 31004
SoftPLC의 이름: MAX_ANGLE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 16 | 16 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
조임 프로그램 최대 토크 - 31007
SoftPLC의 이름: MAX_TORQUE
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 정수 | 32 | 32 |
FixedPointToDecimal | 상태 | 정수 | 32 | 32 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
조임 프로그램 최대 각도 - 31005
SoftPLC의 이름: MIN_ANGLE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 16 | 16 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
조임 프로그램 최소 토크 - 31008
SoftPLC의 이름: MIN_TORQUE
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 정수 | 32 | 32 |
FixedPointToDecimal | 상태 | 정수 | 32 | 32 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
조임 시간 - 31031
조임 시간 형식: hh:mm:ss
SoftPLC의 이름: TIGHTENING_TIME
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 문자열 | 64 | 64 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
조임 시간 초과 - 135
실행 시간이 최대 허용 시간을 초과한 이유 때문에 NOK 조임이 발생했는지의 여부를 나타냅니다.
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
조임 시각 시간 - 31035
조임이 수행되었을 때의 시간 단위를 나타냅니다.
SoftPLC의 이름: TIGHTENING_TIME_HOUR
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 정수 | 8 | 16 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
조임 시간 부족 - 136
실행 시간이 최소 허용 시간 보다 부족하기 때문에 NOK 조임이 발생했는지의 여부를 나타냅니다.
조임 시간 부족 신호는 조임 프로그램에만 작동합니다.
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
조임 시간 분 - 31037
조임이 수행되었을 때의 분 단위를 나타냅니다.
SoftPLC의 이름: TIGHTENING_TIME_MINUTES
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 정수 | 8 | 16 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
조임 시간 초 - 31036
조임이 수행되었을 때의 초 단위를 나타냅니다.
SoftPLC의 이름: TIGHTENING_TIME_SEC
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 정수 | 8 | 16 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
공구 배터리가 부족 - 90
SoftPLC의 이름: TOOL_BATTERY_LOW
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
공구 연결됨 - 73
공구가 가상 스테이션에 연결되었거나 연결되지 않은 경우 활성화됩니다.
SoftPLC의 이름: TOOL_CONNECTED
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
공구 비활성화 - 158
조임 비활성화는 다음 신호 중 하나에 의해 공구가 외부적으로 비활성화될 때 활성화되는 출력 신호입니다.
20002 - 조임 잠금
20003 - 풀기 잠금
20004 - 공구 잠금 활성화 높음
20033 - 라인 제어 잠금
20018 - 오픈 프로토콜 잠금
20020 - 필드버스 잠금 조임
20021 - 필드버스 잠금 풀기
20040 - Soft PLC 잠금 조임
20041 - Soft PLC 잠금 풀기
20061 - 공구 잠금 활성화 낮음
SoftPLC의 이름: TOOL_DISABLED
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
공구 활성화 - 159
공구 활성화는 다음 신호 중 하나에 의해 공구가 외부적으로 비활성화되지 않을 때 활성화되는 출력 신호입니다.
20002 - 조임 잠금
20003 - 풀기 잠금
20004 - 공구 잠금 활성화 높음
20033 - 라인 제어 잠금
20018 - 오픈 프로토콜 잠금
20020 - 필드버스 잠금 조임
20021 - 필드버스 잠금 풀기
20040 - Soft PLC 잠금 조임
20041 - Soft PLC 잠금 풀기
20061 - 공구 잠금 활성화 낮음
SoftPLC의 이름: TOOL_ENABLED
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
공구 기능 버튼 누름 - 179
기능 버튼 상태를 추적하는 출력 신호입니다. 기능 버튼을 누를 때 신호가 설정되며 기능 버튼에서 손을 떼면 신호가 삭제됩니다. 배터리 공구에는 사용할 필요가 없습니다.
SoftPLC의 이름: FUNCTION_BUTTON_PRESSED
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
공구 상태 OK - 103
공구 오류가 없으면 공구 상태 OK가 "높음"이며, 다음 공구 중 하나라도 오류가 설정되어 있으면 공구 상태 OK가 "낮음"으로 표시됩니다.
공구 과열
공구의 모터 튜닝 필요
오픈엔드의 세부 조정이 실행되지 않음
공구 매개변수 파일 지원 안됨
공구 배터리 비어 있음
공구 트리거 감독 실패
공구 케이블 지원 안됨
공구 메모리 오류
공구 메모리 손상
공구 서비스 간격 만료됨
공구 소프트웨어 버전 불일치
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
공구 LED 미러 그린 - 98
부속품의 공구 녹색 LED 상태를 나타내는 신호입니다.
공구 LED 거울 녹색 신호는 공구 녹색 LED가 켜짐/깜박이면 “참”으로 설정됩니다.
공구 LED 거울 녹색 신호는 공구 녹색 LED가 켜짐/깜박이면 “거짓”으로 설정됩니다.
SoftPLC의 이름: TOOL_RESULT_LED_GREEN
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
공구 LED 거울 빨간색 - 97
부속품의 공구 빨간색 LED 상태를 나타내는 신호입니다.
공구 LED 거울 빨간색 신호는 공구 빨간색 LED가 켜짐/깜박이면 “참”으로 설정됩니다.
공구 LED 거울 빨간색 신호는 공구 빨간색 LED가 켜짐/깜박이면 “거짓”으로 설정됩니다.
SoftPLC의 이름: TOOL_RESULT_LED_RED
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
공구 LED 거울 노란색 - 99
부속품의 공구 노란색 LED 상태를 나타내는 신호입니다.
공구 LED 거울 노란색 신호는 공구 노란색 LED가 켜짐/깜박이면 “참”으로 설정됩니다.
공구 LED 거울 노란색 신호는 공구 노란색 LED가 켜짐/깜박이면 “거짓”으로 설정됩니다.
SoftPLC의 이름: TOOL_RESULT_LED_YELLOW
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
공구 풀기 - 22
공구를 풀고 있음을 나타냅니다.
SoftPLC의 이름: TOOL_LOOSENING
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
공구 시계반대방향 회전 - 25
공구 회전 방향은 왼손잡이용 나사산의 경우 시계반대방향입니다.
SoftPLC의 이름: TOOL_ROTATION_CCW
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
공구 시계방향 회전 - 24
공구 회전 방향은 오른손잡이용 나사산의 경우 시계방향입니다.
SoftPLC의 이름: TOOL_ROTATION_CW
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
공구 구동 중 - 23
공구가 회전 중(시계방향[CW] 또는 시계반대방향[CCW])임을 나타냅니다.
SoftPLC의 이름: TOOL_RUNNING
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
공구 일련 번호 숫자 - 31021
일련 번호의 정수 부분.
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 32 | 32 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
공구 태그 식별자 - 94
SoftPLC의 이름: TOOLTAG_IDENTIFIER
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 문자열 | 8 | 800 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
공구 조임 - 21
공구를 조이고 있음을 나타냅니다.
SoftPLC의 이름: TOOL_TIGHTENING
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
영점 위치의 공구 - 210
영점 위치의 공구 출력 신호는 핸드헬드 공구에만 사용할 수 있습니다.
영점 위치의 공구 출력 신호는 공구가 홈 위치(예시:정방향 또는 역방향의 마지막 위치)에 있는지 여부를 정의합니다.
신호는 실시간으로 업데이트되지 않으므로 어떤 이유로든 공구가 위치를 벗어나 이동하면 신호가 작동하지 않습니다.
SoftPLC의 이름: TOOLS_IN_ZERO_POSITION
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
ToolsNet 연결 해제 - 133
ToolsNet과 컨트롤러 간의 활성화된 연결이 중단되었는지 또는 예상대로 작동하는지의 여부를 나타냅니다.
SoftPLC의 이름: TOOLSNET_CONNECTION_LOST
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
ToolsNet 연결 끊김 - 208
ToolsTalk와 컨트롤러 간의 활성화된 연결이 중단되었는지 또는 예상대로 작동하는지의 여부를 나타냅니다.
SoftPLC의 이름: TOOLSTALK_CONNECTION_LOST
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
총 조임 수 - 31018
전체 수명동안 공구가 수행한 총 조임 횟수입니다.
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 정수 | 8 | 32 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
총 잔여 시퀀스 카운터 - 205
배치 시퀀스(batch sequence)로 완료해야 할 남은 조임 횟수입니다.
SoftPLC의 이름: TOTAL_REMAINING_SEQ_COUNT
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 16 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 참
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
총 시퀀스 카운터 - 204
배치 시퀀스(batch sequence)로 완료된 조임 횟수입니다.
SoftPLC의 이름: TOTAL_SEQ_COUNTER
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 16 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 참
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
총 시퀀스 사이즈 - 203
배치 시퀀스(batch sequence)로 완료해야 할 총 조임 횟수입니다.
SoftPLC의 이름: TOTAL_SEQ_SIZE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 16 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
I/O 확장기: 거짓
작업자 패널: 거짓
ST 선택기: 참
스택라이트: 거짓
공구 기능: 거짓
TLS 태그: 거짓
트리거 누름 - 11
공구 트리거를 눌렀음을 나타냅니다.
SoftPLC의 이름: TRIGGER_PRESSED
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
가상 스테이션 이름 - 105
가상 스테이션 이름을 제공합니다.
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 문자열 | 8 | 800 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
입력/출력 신호
결과 삭제 - 39
다음 조임에 설정된 다른 신호의 상태를 삭제합니다.
SoftPLC의 이름: CLEAR_RESULTS
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
개방형 프로토콜 명령어 비활성화 - 10060
오픈 프로토콜을 통해 가상 스테이션으로 명령을 보내는 기능을 비활성화합니다.
SoftPLC의 이름: DISABLE_OPEN_PRTCOL_CMDS
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
외부 식별자 - 10045
외부 식별자로서 전송된 문자열은 결과에 VIN 번호가 포함됩니다. 작업 선택을 위해 필드버스에서 전달할 최대 2개의 식별자를 제공할 수 있습니다.
SoftPLC의 이름: EXTERNAL_IDENTIFIER
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 문자열 | 8 | 800 |
IdentifierU32Hnw | 상태 | 문자열 | 8 | 800 |
IdentifierU32 | 상태 | 문자열 | 8 | 800 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
외부 모니터링 1-10035
외부 모니터링 1은 컨트롤러의 특정 기능에 연결되지 않은 입력/출력 신호이며 고객의 특정 요구에 따라 사용될 수 있습니다.
SoftPLC의 이름: EXTERNAL_MONITORED_1
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
외부 모니터링 2 - 10036
외부 모니터링 2은 컨트롤러의 특정 기능에 연결되지 않은 입력/출력 신호이며 고객의 특정 요구에 따라 사용될 수 있습니다.
SoftPLC의 이름: EXTERNAL_MONITORED_2
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
외부 모니터링 3 - 10037
외부 모니터링 3은 컨트롤러의 특정 기능에 연결되지 않은 입력/출력 신호이며 고객의 특정 요구에 따라 사용될 수 있습니다.
SoftPLC의 이름: EXTERNAL_MONITORED_3
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
외부 모니터링 4 - 10038
외부 모니터링 4은 컨트롤러의 특정 기능에 연결되지 않은 입력/출력 신호이며 고객의 특정 요구에 따라 사용될 수 있습니다.
SoftPLC의 이름: EXTERNAL_MONITORED_4
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
외부 모니터링 5 - 10039
외부 모니터링 5은 컨트롤러의 특정 기능에 연결되지 않은 입력/출력 신호이며 고객의 특정 요구에 따라 사용될 수 있습니다.
SoftPLC의 이름: EXTERNAL_MONITORED_5
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
외부 모니터링 6 - 10040
외부 모니터링 6은 컨트롤러의 특정 기능에 연결되지 않은 입력/출력 신호이며 고객의 특정 요구에 따라 사용될 수 있습니다.
SoftPLC의 이름: EXTERNAL_MONITORED_6
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
외부 모니터링 7 - 10041
외부 모니터링 7은 컨트롤러의 특정 기능에 연결되지 않은 입력/출력 신호이며 고객의 특정 요구에 따라 사용될 수 있습니다.
SoftPLC의 이름: EXTERNAL_MONITORED_7
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
외부 모니터링 8 - 10042
외부 모니터링 8은 컨트롤러의 특정 기능에 연결되지 않은 입력/출력 신호이며 고객의 특정 요구에 따라 사용될 수 있습니다.
SoftPLC의 이름: EXTERNAL_MONITORED_8
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | 부울 (Boolean) | 1 | 1 |
인버트 | 상태 | 부울 (Boolean) | 1 | 1 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스 활성화 유지 - 30002
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 8 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
공구 녹색 LED 점멸 (외부 프로토콜) - 10058
SoftPLC의 이름: FLASH_TOOL_GREEN_LED
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
Generic I/O 1 - 50
오픈 프로토콜에 사용되는 입력/출력 1
SoftPLC의 이름: GENERIC_IO_1
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 8 |
장치
Generic I/O 2 - 51
오픈 프로토콜에 사용되는 입력/출력 2
SoftPLC의 이름: GENERIC_IO_2
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 8 |
장치
Generic I/O 3 - 52
오픈 프로토콜에 사용되는 입력/출력 3
SoftPLC의 이름: GENERIC_IO_3
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 8 |
장치
Generic I/O 4 - 53
오픈 프로토콜에 사용되는 입력/출력 4
SoftPLC의 이름: GENERIC_IO_4
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 8 |
장치
Generic I/O 5 - 54
오픈 프로토콜에 사용되는 입력/출력 5
SoftPLC의 이름: GENERIC_IO_5
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 8 |
장치
Generic I/O 6 - 55
오픈 프로토콜에 사용되는 입력/출력 6
SoftPLC의 이름: GENERIC_IO_6
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 8 |
장치
Generic I/O 7 - 56
오픈 프로토콜에 사용되는 입력/출력 7
SoftPLC의 이름: GENERIC_IO_7
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 8 |
장치
Generic I/O 8 - 57
오픈 프로토콜에 사용되는 입력/출력 8
SoftPLC의 이름: GENERIC_IO_8
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 8 |
장치
Generic I/O 9 - 58
오픈 프로토콜에 사용되는 입력/출력 9
SoftPLC의 이름: GENERIC_IO_9
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 8 |
장치
Generic I/O 10 - 59
오픈 프로토콜에 사용되는 입력/출력 10
SoftPLC의 이름: GENERIC_IO_10
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 8 |
장치
일반 상승 에지 1 - 169
일반 입력/출력 신호
SoftPLC의 이름: GENERIC_RISING_EDGE_1
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
일반 상승 에지 2 - 170
일반 입력/출력 신호
SoftPLC의 이름: GENERIC_RISING_EDGE_2
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
일반 상승 에지 3 - 171
일반 입력/출력 신호
SoftPLC의 이름: GENERIC_RISING_EDGE_3
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
일반 상승 에지 4 - 172
일반 입력/출력 신호
SoftPLC의 이름: GENERIC_RISING_EDGE_4
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
일반 상승 에지 5 - 173
일반 입력/출력 신호
SoftPLC의 이름: GENERIC_RISING_EDGE_5
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
일반 상승 에지 6 - 174
일반 입력/출력 신호
SoftPLC의 이름: GENERIC_RISING_EDGE_6
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
일반 상승 에지 7 - 175
일반 입력/출력 신호
SoftPLC의 이름: GENERIC_RISING_EDGE_7
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
일반 상승 에지 8 - 176
일반 입력/출력 신호
SoftPLC의 이름: GENERIC_RISING_EDGE_8
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
일반 상승 에지 9 - 177
일반 입력/출력 신호
SoftPLC의 이름: GENERIC_RISING_EDGE_9
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
일반 상승 에지 10 - 178
일반 입력/출력 신호
SoftPLC의 이름: GENERIC_RISING_EDGE_10
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
이벤트 | 부울 (Boolean) | 1 | 1 |
장치
소켓 들어올림 - 10014
고유한 소켓이 소켓 셀렉터(정수 =소켓 ID)에서 들어올려지면 생성되고, 들어올려진 소켓이 없을 경우(정수 = 0) 또는 한 개 이상 들어 올려진 경우(정수=0).
SoftPLC의 이름: SOCKET_LIFTED
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 정수 | 1 | 32 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
처리되지 않은 상태로 소켓 들어올림 - 10043
들어 올려진 소켓 알림을 위해 특정 프로토콜에서 PF400으로 호환성을 거꾸로 지원하기 위해 추가됨. (들어 올린 소켓 10013과 대조적) 정수는 모든 들린 소켓의 경우 비트 패턴입니다(점멸 또는 얼마나 많이 들어 올려졌는지 상관없이).
SoftPLC의 이름: SOCKET_LIFTED_RAW
변환기 | 신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|---|
표준 | 상태 | uint64 | 1 | 32 |
SocketSelectorTwoDevices | 상태 | uint64 | 1 | 32 |
신호 중복을 피하기 위해, 값 변환기를 정의할 수 있습니다.
변환기는 동일한 신호의 둘 이상의 표현을 지원하는 용도로 사용됩니다. (예: 각도/토크 상태는 비트 단위 또는 상태 문자로 표시될 수 있음)
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
제조 장소에서의 공구 - 93
SoftPLC의 이름: TOOL_IN_PRODUCT_SPACE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
작업장에서의 공구 - 92
SoftPLC의 이름: TOOL_IN_WORK_SPACE
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 부울 (Boolean) | 1 | 1 |
장치
사용자 ID 10050
SoftPLC의 이름: USER_ID
신호 유형 | 값 유형 | 최소 크기 [bit] | 최대 크기 [bit] |
|---|---|---|---|
상태 | 문자열 | 8 | 800 |
장치
필드버스: 참
표시등 상자 거짓
내부 I/O: 거짓
작업자 패널: 거짓
공구 기능: 거짓
ST 선택기: 거짓
스택라이트: 거짓
TLS 태그: 거짓
I/O 확장기: 거짓
제 3자 라이센스
타사 라이센스 목록
Power Focus 컨트롤러에는 타사 구성 요소가 통합되어 있습니다. 타사 구성 요소의 라이센스에는 언어 사용권 및/또는 저작권 고지 사본을 게시할 것을 요구하는 조항이 있습니다. 이러한 요구 사항에 따라 라이센스 사본을 준비하였습니다. 아래 라이센스 중 하나를 클릭하여 라이센스 문서의 사본을 확인할 수 있습니다.
Software | Version | Licenses |
|---|---|---|
acl | 2.2.52 | |
alsa-lib | 1.1.2 | |
alsa-state | 0.2.0 | |
alsa-tools | 1.1.0 | |
alsa-utils | 1.1.2 | |
anybus | 1.1 |
|
atftp | 0.7.1 + gitAUTOINC + be3291a18c | |
attr | 2.4.47 | |
barebox | 2018.06.0 | |
base-files | 3.0.14 | |
base-files-px2-base | 1.0 | |
base-passwd | 3.5.29 | |
bash | 4.3.30 | |
bash-completion | 2.4 | |
bluez5 | 5.41 | |
boost | 1.61.0 | |
busybox-px2base | 1.24.1 | |
bzip2 | 1.0.6 | |
ca-certificates | 20160104 | |
cppunit | 1.13.1 | |
cryptodev-linux | 1.8 | |
curl | 7.50.1 | |
db | 3.0.35 | |
dbus | 1.10.10 | |
dhcp | 4.3.4 | |
dosfstools | 4.0 | |
dt-utils | 2017.03.0 | |
e2fsprogs | 1.43 | |
ecryptfs-tools | 1.0 | |
elfutils | 0.166 | |
eudev | 3.2.2 | |
expat | 2.2.0 | |
fbset | 2.1 | |
fb-test | 1.1.0 | |
fcgi | 2.4.0 | |
finit | 3.1 | |
firmware-imx | 5.4 |
|
flac | 1.3.1 | |
flatbuffers | 1.9.0 | |
fruit | 3.4.0 + gitAUTOINC + ece0f7218c | |
fuse | 2.9.4 | |
gcc-runtime | 6.2.0 | |
gdb | 8.0.1 | |
gdbm | 1.12 | |
glib-2.0 | 2.48.2 | |
glibc | 2.24 | |
gmp | 6.1.1 | |
gnutls | 3.5.3 | |
grep | 2.25 | |
gstreamer1.0 | 1.8.3 | |
gstreamer1.0-plugins-base | 1.8.3 | |
hostpad | 2.6 | |
htop | 1.0.3 | |
icu | 57.1 | |
init-ifupdown | 1.0 | |
initscripts | 1.0 | |
iproute2 | 4.7.0 | |
iptables | 1.6.0 | |
ipwatchd | 1.2 | |
iw | 4.7 | |
json-spirit | 4.08 | |
keyutils | 1.5.9 | |
kmod | 23 + gitAUTOINC + 65a885df5f | |
kmsfbwrap-px2base | 12.0 | |
libarchive | 3.2.2 | |
libbsd | 0.8.3 |
|
libcap | 2.25 | |
libdrm | 2.4.70 | |
libestr | 0.1.10 | |
libevent | 2.0.22 | |
libfastjson | 0.99.4 | |
libffi | 3.2.1 | |
libgcc | 6.2.0 | |
libgcrypt | 1.7.3 | |
libgpg-error | 1.24 | |
libidn | 1.33 | |
libite | 2.0.2 | |
libjpeg-turbo | 1.5.0 | |
liblogging | 1.0.5 | |
libnet | 1.2-rc3 | |
libnfsidmap | 0.25 | |
libnl | 3.2.28 | |
libogg | 1.3.2 | |
libpcap | 1.8.1 | |
libpcre | 8.39 | |
libpng | 1.6.24 | |
librcf | 2.2.0.0 | |
libsamplerate0 | 0.1.8 | |
libsndfile1 | 1.0.27 | |
libtinyxml | 2.6.2 | |
libtirpc | 1.0.1 | |
libuev | 2.2.0 | |
libusb1 | 1.0.20 | |
libvorbis | 1.3.5 | |
libxml2 | 2.9.4 | |
libxslt | 1.1.29 | |
lighttpd | 1.4.51 | |
linux-atlas | 4.14 | |
linux-libc-headers | 4.14.13 | |
logrotate | 3.9.1 | |
lua | 5.1.5 | |
luabind | git | |
lzo | 2.09 | |
lzop | 1.03 | |
memlog | 2.0 | |
mesa | 12.0.1 | |
mg | 20161005 |
|
minizip | 1.2.8 | |
mmc-utils | 0.1 | |
mtd-utils | 1.5.2 | |
nano | 2.2.5 | |
ncurses | 6.0 + 20160625 | |
netbase | 5.3 | |
netcat-openbsd | 1.105 | |
nettle | 3.2 | |
nfs-utils | 2.1.1 | |
ntp | 4.2.8p8 | |
openssh | 7.6p1 | |
openssl | 1.0.2n | |
opkg | 0.3.3 | |
opkg-arch-config | 1.0 | |
opkg-utils | 0.3.2 + gitAUTOINC + 3ffece9bf1 | |
orc | 0.4.25 | |
os-release | 1.0 | |
packagegroup-atlas-qt5 | 1.0 | |
packagegroup-atlas-sxb | 1.0 | |
packagegroup-base | 1.0 | |
packagegroup-core-boot | 1.0 | |
packagegroup-core-eclipse-debug | 1.0 | |
packagegroup-core-nfs | 1.0 | |
packagegroup-core-ssh-openssh | 1.0 | |
packagegroup-px2it | 1.0 | |
parted | 3.2 | |
perl | 5.22.1 | |
pm-utils | 1.4.1 | |
poco | 1.9.0 | |
pointercal | 0.0 | |
popt | 1.16 | |
procps | 3.3.12 | |
protobuf | 2.6.1 + gitAUTOINC + bba83652e1 | |
python | 2.7.12 | |
qtbase | 5.7.1 + gitAUTOINC + a55f36211e | |
qtdeclarative | 5.7.1 + gitAUTOINC + 2a992040e2 | |
qtlocation | 5.7.1 + gitAUTOINC + de5be121d8 | |
qtsensors | 5.7.1 + gitAUTOINC + 5a57beaaa5 | |
qtwebkit | 5.7.1 + gitAUTOINC + 76e2732f01 | |
qtwebsockets | 5.7.1 + gitAUTOINC + 60cede232a | |
qtxmlpatterns | 5.7.1 + gitAUTOINC + 89dbcc4f80 | |
rauc | 0.4 | |
readline | 6.3 | |
rpcbind | 0.2.3 | |
rsync | 3.1.2 | |
rsyslog | 8.22.0 | |
run-postinsts | 1.0 | |
shadow | 4.2.1 | |
shadow-security | 4.2.1 | |
sqlite3 | 3.14.1 |
|
squashfs-tools | 5.7.1 + gitrAUTOINC + 9c1db6d13a |
|
st-load | 1.0 |
|
stm32flash | git | |
strace | 4.13 | |
sysfsutils | 2.1.0 | |
sysvinit-bootlogd | 2.88dsf | |
tcf-agent | 1.4.0 + gitAUTOINC + 2dddd5f440 | |
tcpdump | 4.7.4 | |
tcp-wrappers | 7.6 | |
tslib | 1.1 | |
tzdata | 2016i |
|
u-boot-atlas | 2017.09 | |
u-boot-fw-utils | 2017.09 | |
unzip | 6.0 | |
usbutils | 008 | |
util-linux | 2.28.1 | |
wireless-tools | 30.pre9 | |
wpa-supplicant | 2.5 | |
xerces-c | 2.7.0 | |
xz | 5.2.2 |
|
yaml-cpp | 0.6.2 | |
zip | 3.0 | |
zlib | 1.2.8 |