
告诉用户是否可以通过“配置事件”页面配置事件。
Power Focus HC (3.9)
Software
简介
在本部分,您可以找到有关产品的基本信息以及主题中使用的格式约定。
概述
智能拉伸系统是一种可追踪和引导的螺栓拉伸解决方案,其包含三个主要部件。智能拉伸装置 (STT) 有集成的电子元件和传感器,可向操作员提供即时反馈。手动控制器 (PFHC) 是系统的大脑,控制以下过程:使用集成条形码读取器进行扫描、操作电源组以及收集数据。整个系统在闭环中工作,所有命令均由手动控制器发出。电源组配有我们的重型电机和高性能电子元件。
特性
数据采集
压力、扭矩和角度传感器
工具上的 LED
集成电子设备
工具和电源包识别
数字循环计数器
直观的人机界面
优点
整个过程完全可追溯
减少了处理时间
即时反馈每个步骤
外围设备最少化
工艺精度
规则
为了增强用户的了解,本文档中使用了某些格式约定。所使用的格式约定列出如下。
元素 | 符号 | 说明 | 输出 |
|---|---|---|---|
一般重点 | 在程序工作区中。 | 使某些文本元素脱颖而出,或突出显示。 | 文字为粗体 |
图形用户界面 (GUI) 项目 | 选择功能按钮。 | 对在图形用户界面 (GUI) 屏幕上找到的项目的任何引用(例如:命令按钮、图标名称和字段名称)。 | 文字为粗体 |
图形用户界面 (GUI) 路径 > | 通常,在图形用户界面 (GUI) 的顶部。 | 导航辅助工具,可在图形用户界面 (GUI) 中跟踪位置。 | 例如:控制器 > 程序 > 编辑 |
用户输入 | 输入程序的说明。 | 用户输入的任何文本 | 文字为粗体 |
文件名 | 输入导出的文件名。 | 文件被导出或导入系统中 | 文字为粗斜体 |
变量和参数名称 | 输入导出的名称。 | 变量和参数名称(非值)。 | 文字为斜体 |
变量和参数值 | 输入导出的值。 | 变量和参数值。 | 文字为粗体大写 |
系统输出 | Client.Domain.Models.ExportImportConfiguration | 系统输出的任何文本。 | 文字为等宽字体 |
外部链接 | 指向具有与文档或主题内容相关的信息的外部站点的链接。这些可能包括:
| 可选文本到外部站点 | |
内部文档链接 |
如果可用,这些链接将显示在文本下方。 | 可选文本到内部内容 |
一般数据保护条例(GDPR)
本产品提供了处理个人身份信息的可能性,例如系统用户名、角色和 IP 地址。这种处理能力的目的可能是通过可追溯性和适当的访问管理来加强质量控制。
如果您决定处理个人数据,您需要了解并遵守相关的个人数据保护规则,包括 EU GDPR 以及任何其他适用的指令和法规。对于您对本产品的任何使用,阿特拉斯·科普柯不承担任何责任。
责任和警告
责任
在工作环境下,许多情况可能影响拧紧流程,为此须对结果进行验证。在此,我们要求用户遵守相关标准和/或法规,在出现可能影响拧紧结果的情况后,检查安装的扭矩和旋转方向。此类情况的示例包括但不限于:
工具系统初始安装
更改部件批次、螺栓、螺钉批次、工具、软件、配置或环境
更改通风或电气连接
更改管路人体工程学特性、流程、质量程序或操作法
更换操作员
任何影响拧紧流程结果的其他变更
检查应:
确保未因发生的影响情况改变接头状况。
在设备初始安装、维护或修理后实施。
至少在每次换班后检查一次或以合适的频率进行检查。
警告
关于用户指南
用户手册介绍了如何设置和配置 PFHC。
它适用于任何操作或保养 PFHC 的人。
修订历史
发行编号 | 修订日期 | 修订说明 |
|---|---|---|
item | item | none |
3.9 | 01/2023 | 新增内容: 已更新内容: |
3.8 | 09/2022 | Power Focus HC 用户指南的第一版官方发布版本。 |
相关信息
前提条件
任何希望详细了解 PFHC 的人均可通过阅读本用户指南获益。
要完全了解用户指南中介绍的技术知识,我们建议:
了解拧紧技巧
通过操作之前版本的 Power Focus 获得经验
系统概述
软件结构
菜单概览
可在外部计算机上访问的 Web GUI 具有多个菜单,可用于执行以下操作:
配置拉伸和硬件附件
执行工具维护
管理软件
查看报告
控制器 GUI 显示在手动控制器的显示屏上,是用于系统操作和监控的用户界面。
Web GUI
拉伸选项卡

拉伸选项卡列出手动控制器上存储用于单独拉伸的拉伸程序。
有关拉伸配置的说明,请参阅拉伸选项卡。
相关信息
配置选项卡

配置列表在配置选项卡中提供。常见的配置与所连接的拉伸器和液压泵的类型无关。
相关信息
拉伸器控制器选项卡
控制器选项卡列出软硬件组件。
列出了手动控制器中存储和使用的软件版本,并可以对其进行更新。
此外,还支持手动控制器设置的导入或导出。
相关信息
报告选项卡
报告选项卡列出拉伸结果和事件。
相关信息
设置选项卡
设置选项卡可用于设定手动控制器的特定设置,如日期和时间、PIN 码、事件和无线网络等。
相关信息
帮助选项卡
帮助选项卡包含关于手动控制器的有用帮助部分。
相关信息
控制器图形用户界面
任务选项卡

任务选项卡列出手动控制器上存储用于单独拉伸的拉伸程序。有关拉伸配置的说明,请参阅 Web GUI 中的拉伸选项卡。
相关信息
报告选项卡

报告选项卡将列出拉伸结果,还可以生成报告并保存在 U 盘。
相关信息
控制器信息选项卡

控制器信息选项卡列出手动控制器装置数据,比如序列号、IP 地址和软件版本。
相关信息
设置选项卡

在设置选项卡可以设定日期和时间以及清除结果。
相关信息
连接的设备选项卡

连接的设备选项卡显示连接到手动控制器的拉伸器和泵的连接状态。
它列出了所连接的拉伸器和泵的装置数据,如序列号和软件版本。它还显示当前拉伸器拉杆计数。
相关信息
操作和处理
Web GUI
GUI 按钮和图标
按钮 | 名称 | 说明 |
|---|---|---|
 | 添加 | 添加一个附加项。 |
 | 移除 | 移除一个项目。 |
| 省略号 | 编辑项目。 |
 | 返回 | 返回之前的视图。 |
  | 向上滚动 向下滚动 | 在相对于屏幕过长的列表中进行移动。 |
  | 最大化 最小化 | 通过参数最大或最小化某区域。 |
  | 返回(到列表中的)(开始处) (在列表中)返回 | 在列表的页面中向后移动。 |
  | 前进(到列表中的)(末尾处) 前进(在列表中) | 在列表的页面中向前移动。 |
 | 关闭 | 点击以关闭窗口。 |
 | 注意 | 表示参数配置错误的标记。 |
 | 警告 | 关于受伤风险的警告标志。 |
 | 验证程序 | 点击检查程序是否有效。 |
 | 下载手册 | 点击下载手册。 |
 | 返回主页 | 进入主菜单屏幕。 |
 | 转至结果 | 进入实时结果屏幕。 |
控制器图形用户界面
GUI 按钮和图标
手动控制器键盘上的按钮与上下文相关。活动的按钮由控制器 GUI 上的图标表示。这些图标显示键盘按钮的当前功能。例如,在主视图上,处于激活状态的按钮用以下图标表示,见下方图片:
上一个(左)
下一个(右)
上移
下移
回车
使用键盘上的左、右、上、下按钮可进行导航。要进入菜单或确认选择,请使用中间的回车按钮。
有关控制器 GUI 上的所有图标的信息,请参见下表。
指向并点击图片以查看更多信息:
1 | 上一页 |
2 | 下一页 |
3 | 上移 |
4 | 下移 |
5 | 回车(选择) |
6 | Wi-Fi 和 ToolsNet 连接状态 |
按钮 | 名称 | 说明 |
|---|---|---|
 | 返回 | 返回上一个视图 |
 | 向前 | 继续 |
 | 上移 下移 | 在列表中上移或下移。 |
 | 回车 | 确认选定的选项。 |
  | 更多 | 附加信息或操作。 |
 | 下一页 | 前往下一个视图。 |
 | 上一页 | 前往上一个视图。 |
 | Wi-Fi 连接状态 | 连接到 Wi-Fi |
 | Wi-Fi 连接状态 | 未连接到 Wi-Fi |
 | ToolsNet 连接状态 | 连接到 ToolsNet |
 | ToolsNet 连接状态 | 未连接到 ToolsNet |
LED 状态指示灯
拉伸过程中,将在手动控制器 GUI 上模拟拉伸器上的 LED 矩阵。有关 LED 状态指示灯的更多信息,请参阅产品说明 STT 拉伸器。
快速入门指南
为了更好地了解系统,本部分提供了快速指南,涵盖使用 Smart Tensioning System 和 Power Focus 软件所需的基本步骤。
本节并未解释系统的各项功能,但重点介绍了最常用的基本功能。
要启动系统,必须先将泵和拉伸器连接到手动控制器,然后才能使用电源开关打开液压泵的电源。
将拉伸器竖直旋入螺栓顶部。移动“咔哒”扳手,确保拉伸器内的套筒啮合在螺母上。听听有没有“咔哒”声。观察当扳手对螺母施加一定的力时,拉伸器是否旋转。
当手动控制器上的任务图标处于激活状态时,使用手动控制器上的键盘按钮运行手动模式。
将目标压力设置为低压,例如 500 巴,然后按下增压按钮。
如果电机正在运行,而压力却没有增加,最常见的问题是电机反向运行。关闭系统的电源,将电源连接器的相位反过来,然后再试。
当系统增压时,移动“咔哒”扳手可以看到角度和扭矩读数更新。
如需了解有关智能拉伸系统的系统启动的详细信息,请参阅智能拉伸系统工作指南。
安装和升级
在本部分,您可以找到有助于产品初始安装或从一个版本升级到另一个版本的信息。
Web 浏览器要求
为了获得最佳性能,请使用具有良好 JavaScript 性能的 Web 浏览器,并启用浏览器缓存。
可通过以下 Web 浏览器运行软件:
Google Chrome 70 或更高版本
Microsoft Edge 79 或更高版本
Firefox 63 或更高版本
配置
在本部分,您可以找到有关如何创建、修改和验证产品设置的详细信息。
连接 PFHC 配置 GUI
为了获得最佳性能,请使用具有良好 JavaScript 性能的 Web 浏览器,并启用浏览器缓存。
打开手动控制器 USB 连接端口的盖子。
将 PC 连接到手动控制器上的 USB-C 连接器。为确保 PC 给手动控制器提供足够的电力,请使用 USB-3.0 端口。
要进入配置 GUI,请在您的浏览器中输入以下地址:http://169.254.1.1/config.html。
更多信息请见 Web 浏览器要求一节。
相关信息
Web GUI
实时结果
单击左下角可见的结果图标打开实时结果视图。
视图中显示了状态、扭矩和角度。
单击实时结果视图右上角的连接图标以打开协议状态视图。
使用拉伸选项卡
本节介绍了多步骤拉伸策略以及如何创建拉伸程序。
在主视图上,前往拉伸选项卡,然后选择多步骤程序库。
多步骤配置用户界面
配置多步骤程序的用户界面包含以下主区:
在属性选项卡下方的左侧窗格中,可看到包含程序名称的多步骤拉伸程序的常规设置。
在左侧窗格中,程序选项卡有一个包含步骤的下拉菜单。
要创建多步骤程序,点击步骤,然后从列表中拖动相应的步骤图标 - 拉伸或拉伸服务到拉伸区。在程序的开始和结束之间放置所选的步骤图标。
手动拉伸程序由手动控制器自动创建,并可根据需要进行编辑。
用户界面的主区由拉伸区组成。该区包括拉伸程序中的所有步骤。
默认手动程序
在多步骤程序库中,选择默认手动程序。默认手动程序是自动创建的。手动程序可与所有尺寸和类型的拉伸器工具一起运行。
手动程序包含三个用于控制手动模式行为的设置。手动程序的名称可在常规设置 > 属性中编辑。
常规设置
常规设置包含“名称”字段。
选择一个程序,前往属性选项卡,通过在自由文本字符串字段中输入名称来编辑常规设置。
所选程序名称显示在任务选项卡中不同作业类型下列出的程序中的控制器 GUI 中。
手动模式参数
在默认手动程序中,点击拉伸区中的手动拉伸图标以编辑下列参数:
名称
默认手动液压 (bar)
最大系统液压 (bar)
参数 | 默认 | 说明 | 注释 |
|---|---|---|---|
名称 | 手动模式步骤 | 步骤字符串名称 | 未使用,因为手动模式不会生成任何结果。 |
默认手动液压 (bar) | 1000 | 当系统启动后第一次运行手动模式时,用于填充手动模式设定压力窗口。 | 默认手动压力确保操作员不只是重复使用早期手动模式运行的压力。将默认压力设为一个适合您的应用的值。一旦使用手动模式,系统将假定这是适合当前操作的压力。最后使用的压力将用作手动模式压力,直到系统断电。始终可以在控制器 GUI 中更改目标压力。 |
最大系统液压 | 1980 | 使用此配置时允许的最高压力目标。 | 系统正在使用其所连接的装置的最低最大压力。如果任何连接的装置有一个较低的最大压力,则增压将在该压力水平处停止。 |
拉伸程序
在主视图上,选择拉伸选项卡。多步骤程序库将被自动选择。
要添加一个拉伸程序,点击程序列表上方的 + 图标以打开程序选项卡,然后点击步骤。
如有任何可用的拉伸程序,选择该程序进行编辑。
在拉伸区拖放拉伸步骤。
步骤仅可放在程序的开始和结束点之间。
右下角的删除拧紧程序和复制拧紧程序用于删除和复制程序。
拉伸系统每个配置仅使用一个步骤。
需要通过点击图形用户界面右下角的“应用”按钮来主动应用对任何部分中的拧紧程序所做的更改。或者,可以通过点击同一位置中的“撤消”按钮来撤消更改。
当离开已经进行更改的部分(通过使用“后退”、“主页”或“结果”按钮)时,将弹出一个警告窗口,在这里可以应用或撤消更改。如果不应用或撤消更改,用户将无法继续。
功能 | 说明 | |
|---|---|---|
开始和结束点 |  | 多步骤程序的开始和结束点。所有步骤必须放在这两个点之间。 |
显示步骤属性 |  | 点击步骤以显示属性。 |
关闭步骤属性 |  | 点击拧紧区的任意处以关闭属性菜单。 |
删除步骤 |  | 点击步骤属性然后点击菜单底部的删除。 |
步骤错误 |  | 当验证错误出现在步骤中时,该步骤将被标记。注意,当步骤属性打开时,导致错误的参数也将被标记。点击红色标记以了解有关错误的详细信息。 |
禁止位置 |  | 如果不认可某一步骤的特定位置,则占位符图标将不会显示。 |
相关信息
拉伸参数
Under Program tab, click on the Tensioning item to open it and edit the parameters. 日志设置如下表所示。 See also Diagram of the tensioning process in the section Tensioning process.
参数 | 默认值 | 单位 | 说明 | 注释 | |
|---|---|---|---|---|---|
a All default values are tailored for an M36 bolt running with min angle 40 degrees and no max angle. b The rotation detection parameters define an expected play in the wrench-socket-gear box chain. The experience is that this can vary a lot depending on, mainly bolt geometry – even when the tool is attached to the same bolt but the socket aligns to different sides of the nut. c The rotation detection parameters define an expected play in the wrench-socket-gear box chain. The experience is that this can vary a lot depending on, mainly bolt geometry – even when the tool is attached to the same bolt but the socket aligns to different sides of the nut. | |||||
名称 |
| User name of the step configuration, written in the xml report file and reported in the step Results. | |||
螺栓尺寸 | M36 a | mm | The size of the bolt for the intended configuration. The bolt size is compared to the connected tool and if it does not match, an invalid configuration event is emitted. | The controller GUI filters out the configurations that fit the connected tools. Configurations made for other tool sizes are not displayed in the list under Tasks > Assembly or Tasks > Batch Assembly. | |
Tensioner type | Flange bolt | Tensioner type must match the connected tensioner. The string is compared to the string that identifies the type of tensioner which is programmed in the tensioner during its production. The string is case sensitive when compared to the string in the tensioner. | The controller GUI filters out the configurations that fit the connected tools. Configurations made for other tensioner types are not displayed in the list under Tasks > Assembly or Tasks > Batch Assembly. | ||
Min nut rotation angle | 40 | 度 | The minimum nut rotation angle for an OK tensioning. | The field can be left empty if the tensioning process does not depend on minimum tightening angle. | |
Max nut rotation angle | 度 | The maximum nut rotation angle for an OK tensioning. | The field can be left empty if the tensioning process does not depend on the maximum tightening angle. | ||
Angle approval | Approve last angle | Controls the behavior of the angle measurement when re-tensioning after NOK result. Choices are:
| For configurations that require max angle, it is recommended to use only the last angle. For configurations that require min angle, use angle summarization in order to consider the sum of all attempts for OK/NOK results. For configurations that define an angle range, consider which behavior applies for the job the that the configuration is tailored for. | ||
Use clamping force estimation | 开启 | Controls which clamping force estimation is used for the result. On -> Clamping force estimation is used: tensioning force – Estimated Initial mean settlement Off -> clamping force is calculated according to Load Transfer Factor equation: tensioning force / (1.01 + (bolt diameter / clamping length)) | The Atlas Copco (AC) Load Transfer Factor (LTF) equation utilized in the STS is for use on ‘Flange’ connected joints only. Do NOT use on foundation style joints. | ||
Clamping length | mm | The height of the flange, i.e. the distance between the nuts on each side of the flange. Active when: Use clamping force estimation is ’Off’. | Visible if Use clamping force estimation is ’Off’. | ||
Estimated initial mean settlement | 99 | kN | An estimation of the average force loss when releasing the pressure. Active when: Use clamping force estimation is ’On’. | Visible if Use clamping force estimation is ’On’. It is used in the xml report generation. The value depends on the tensioner size and the type of the flange. | |
Estimated initial max settlement | 155 | kN | An estimation of the maximum force loss when releasing the pressure. Active when: Use clamping force estimation is ’On’. | Visible if Use clamping force estimation is ’On’. It is used in the xml report generation. The value depends on the tensioner size and the type of the flange. | |
Min required average clamping force | 510 | kN | The minimum average clamping force for all bolts on the flange used in flange summary section in the xml report. Active when: Use clamping force estimation is ’On’. | Visible if Use clamping force estimation is ’On’. It is used in the xml report generation. The value depends on the tensioner size and the type of the flange. | |
Batch job report type | 常规 | Controls the flange summary generation in the xml reports:
| Taylored for Vestas xml report requirements: First round, Second round, User General for Service jobs. | ||
Angle sensor reset force | 100 | kN | The force at which the angle measurement reference for 0 degrees is set. | The expected angles are calculated depending on the force increase from the angle sensor reset force to Min bolt tensioning pressure. This evaluates to different pressures depending on the tensioner size, see the table in the section Pressures for Different Tensioner Sizes. The larger the tensioner is, the higher the angle reset force must be set, due to issues with control of low pressures in installation check step. This is necessary in order to avoid overshooting of Installation check hydraulic pressure higher than pressure equivalent of angle sensor reset force. | |
Min bolt tensioning pressure | 1900 | Bar | The min pressure for an OK tensioning result. | The pressure control in the system will set a target value higher than the Min bolt tensioning pressure to avoid pressure drop ending in a NOK result. See the picture in the section Hydraulic Pressure Target Window. | |
Max system hydraulic pressure | 1980 | Bar | The highest pressure the pressure control in the hand controller allows for this configuration. | The actual max pressure is the lowest of the max pressures in the pump and tensioner and the Max system hydraulic pressure of the configuration. | |
Min bolt tensioning force | 698 | kN | Force equivalent of the Min bolt tensioning pressure parameter. | Value manually calculated from bolt pressure. This value is written in the xml report files, but it is not used by the hand controller's software. | |
安装检查清单 | 20 | Nm | The required torque for an acknowledged installation check. | ||
Installation check torque duration | 1.0 | S | The required time the Installation check torque must be applied for an acknowledged installation check. | ||
最终拧紧目标扭矩 | 100 | Nm | The required torque for an acknowledged tightening of the nut. | ||
拧紧扭矩结果 | 1.0 | S | The required time the Tightening target torque must be applied for an acknowledged tightening of the nut. | ||
Tightening unexpected clockwise rotation detection angle | 5 | 度 | The maximum allowed change of the nut rotation angle in clockwise direction when the process is waiting for pressure release. | To avoid the risk of nut rotation while the system waits for pressure release, activate automatic pressure release (see section Tool Configuration). b | |
Tightening unexpected counter clockwise rotation detection angle | 5 | 度 | The maximum allowed change of the nut rotation angle in counter clockwise direction when the process is waiting for pressure release. | To avoid the risk of nut rotation while the system waits for pressure release, activate automatic pressure release (see section Tool Configuration). c | |
Installation check hydraulic pressure | 20 | Bar | The pressure set point for installation check. | The installation check pressure fixes the tensioner to the flange during the installation check. The installation check pressure, including overshoot, must not exceed the pressure equivalent of Angle reset force. | |
Hydraulic pressure set point factor | 1.025 | The actual set point for the pressure regulation is calculated as follows: Min bolt tensioning pressure times Hydraulic pressure set point factor. See the picture in the section Hydraulic Pressure Target Window. | When pressing and holding the pressurization button, the system is pressurized, the pressure will be held inside a pressure window above Min bolt tensioning pressure. | ||
相关信息
此部分内容
拉伸过程
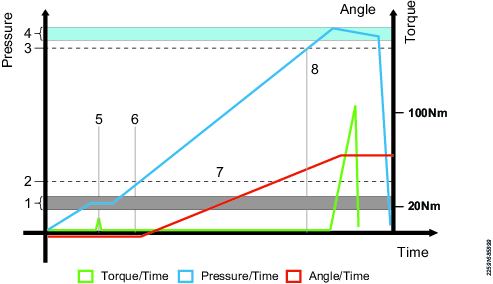
1 | 安装检查液压压力 |
2 | 角度复位力 |
3 | 最小螺栓拉伸压力 |
4 | 压力目标窗口。 按住增压按钮,系统会将压力保持在该窗口内 |
5 | 安装检查。将机械装置设置在已知位置。螺母不旋转。棘轮和齿轮箱中的间隙在拧紧方向上是固定的。 |
6 | 对角度参考点进行采样。拧紧角度测量从该点开始。 |
7 | 压力逐步增大,螺母旋转正常,但无需施加任何高扭矩。让液压装置完成工作。 |
8 | 达到最小螺栓压力。最后固定螺母。 |
如果安装检查压力结束时高于与角度复位力相对应的压力,则拉伸过程不能设置其角度参考点 (6)。
因此,根据拉伸器尺寸,可能必须调整参数角度复位力,以便为安装检查压力超调提供一定的余量。实际安装检查压力取决于,例如,机油类型或机油温度。请参阅“不同尺寸拉伸器的压力”一节中的表格。
相关信息
不同尺寸拉伸器的压力
不同尺寸拉伸器的角度复位力 100kN 和计算的等效压力如表 1 所示。
拉伸器 | 角度复位力 (kN) | 角度复位压力 (bar) |
|---|---|---|
M36 | 100 | 272 |
M42 | 100 | 198 |
M48 | 100 | 151 |
M56 | 100 | 109 |
M64 | 100 | 83 |
M72 | 100 | 64 |
不同拉伸器的角度复位力设置以及安装检查压力的余量如表 2 所示。
拉伸器 | 角度复位力 (kN) | 角度复位压力 (bar) |
|---|---|---|
M36 | 100 | 272 |
M42 | 100 | 198 |
M48 | 150 | 226 |
M56 | 200 | 219 |
M64 | 200 | 166 |
M72 | 250 | 161 |
液压目标窗口
下图说明了系统如何在按住增压按钮的同时保持压力目标窗口内的压力。
另见“拉伸过程”一节中的拉伸过程图。
指向并点击图片以查看更多信息:
1 | 最小螺栓拉伸压力 (y) |
2 | 液压目标 (x) |
3 | 液压滞后水平 (x-y)/3 |
计算
液压目标 (x) = 最小螺栓拉伸压力 (y) × 液压目标系数 (k)
液压滞后水平 = 液压目标 (x) 和最小螺栓拉伸压力 (y) 之间距离的 1/3。
在这个水平上开始增压,以保持其高于最低水平。
相关信息
螺栓服务参数
参数 | 默认值 | 单位 | 说明 | 注释 | |
|---|---|---|---|---|---|
a All default values are tailored for an M36 bolt running with min angle 40 degrees and no max angle. b The rotation detection parameters define an expected play in the wrench-socket-gear box chain. The experience is that this can vary a lot depending on, mainly bolt geometry – even when the tool is attached to the same bolt but the socket aligns to different sides of the nut. c The rotation detection parameters define an expected play in the wrench-socket-gear box chain. The experience is that this can vary a lot depending on, mainly bolt geometry – even when the tool is attached to the same bolt but the socket aligns to different sides of the nut. | |||||
|
名称 | User name of the step configuration, written in the xml report file and reported in the step Results. | ||||
螺栓尺寸 | M36 a | mm | The size of the bolt for the configuration intended for it. The bolt size is compared to the connected tool and if it does not match, an invalid configuration event is emitted. | The controller GUI filters out the configurations that fit the connected tools. Configurations made for other tool sizes are not displayed in the list under Tasks > Bolt Service or Tasks > Batch Bolt Service. | |
Tensioner type | Flange bolt | Tensioner type must match the connected tensioner. The string is compared to the string that identifies the type of tensioner which is programmed in the tensioner during its production. The string is case sensitive when compared to the string in the tensioner. | The controller GUI filters out the configurations that fit the connected tools. Configurations made for other tensioner types are not displayed in the list under Tasks > Bolt Service or Tasks > Batch Bolt Service. | ||
Max delta nut rotation | 13 | 度 | The max total allowed rotation of the nut for the bolt service process, i.e. the maximum nut rotation in tightening direction compared to the starting point. | See also section Bolt Service Process. | |
Min delta nut rotation | 0 | 度 | The minimum actual nut rotation that is allowed for the bolt service process. | Min delta nut rotation and max delta nut rotation create a range of accepted result of the bolt process, e.g. 0.13 - the nut needs to return to its original position (Min delta nut rotation = 0) but must not rotate more than 13 degrees in the tightening direction Max delta nut rotation = 13). A value < 0 for Min delta nut rotation allows that the nut does not return completely to the original position. | |
Use clamping force estimation | 开启 | Controls which clamping force estimation is used for the result. On -> Clamping force estimation is used: tensioning force – Estimated Initial mean settlement Off -> clamping force is calculated according to Load Transfer Factor equation: tensioning force / (1.01 + (bolt diameter / clamping length)) | The Atlas Copco (AC) Load Transfer Factor (LTF) equation utilized in the STS is for use on ‘Flange’ connected joints only. Do NOT use on foundation style joints. | ||
Clamping length | mm | The height of the flange, i.e. the distance between the nuts on each side of the flange. | |||
Estimated initial mean settlement | 99 | kN | An estimation of the mean force loss when releasing the pressure. Active when: Use clamping force estimation is ’On’. | Visible if Use clamping force estimation is ’On’. It is used in the xml report generation. The value depends on the tensioner size and the type of the flange. | |
Estimated initial max settlement | 155 | kN | An estimation of the maximum force loss when releasing the pressure. Active when: Use clamping force estimation is ’On’. | Visible if Use clamping force estimation is ’On’. It is used in the xml report generation. The value depends on the tensioner size and the type of the flange. | |
Min required average clamping force | 510 | kN | The minimum average clamping force for all bolts on the flange used in flange summary section in the xml report. | It is used in the xml report generation. The value depends on the tensioner size and the type of the flange. | |
Batch job report type | 常规 | Controls the flange summary generation in the xml reports:
| |||
Nut loosening attempt count torque | 75 | Nm | The torque limit for a loosening attempt. If the number of attempts passes Nut loosening number of attempts, the bolt service process prompts the user to tighten the bolt again because it was not possible to loosen it. | ||
Nut loosening number of attempts | 3 | The number of attempts with torque higher than Nut loosening attempt count torque before prompting the user to tighten the nut again since it was not possible to loosen it. | |||
Nut loosening min loosening angle | 10 | 度 | The required loosening angle for an acknowledged bolt service operation. | ||
Angle sensor reset force | 100 | kN | The force at which the angle measurement reference for 0 degrees is set. | The expected angles are calculated depending on the force increase from the angle sensor reset force to Min bolt tensioning pressure. This evaluates to different pressures depending on the tensioner size, see the table in the section Pressures for Different Tensioner Sizes. The larger the tensioner is, the higher the angle reset force must be set, due to issues with control of low pressures in installation check step. This is necessary in order to avoid overshooting of Installation check hydraulic pressure higher than pressure equivalent of angle sensor reset force. | |
Min bolt tensioning pressure | 1900 | Bar | The min pressure for an OK tensioning result. | The pressure control in the system will set a target higher than the Min bolt tensioning pressure to avoid pressure drop ending in a NOK result. See picture in the chapter Hydraulic Pressure Target Window. | |
Max system hydraulic pressure | 1980 | Bar | The highest pressure the pressure control in the hand controller allows for this configuration. | The actual max pressure is the lowest of the max pressures in the pump and tensioner and the Max system hydraulic pressure of the configuration. | |
Min bolt tensioning force | 698 | kN | Force equivalent of the Min bolt tensioning pressure parameter. | Value manually calculated from bolt pressure. This value is written in the xml report files, but it is not used by the hand controller's software. | |
安装检查清单 | 20 | Nm | The required torque for an acknowledged installation check. | ||
Installation check torque duration | 1.0 | S | The required time the Installation check torque that must be applied for an acknowledged installation check. | ||
最终拧紧目标扭矩 | 100 | Nm | The required torque for an acknowledged tightening of the nut. | ||
拧紧扭矩结果 | 1.0 | S | The required torque for an acknowledged tightening of the nut. | ||
Tightening unexpected clockwise rotation detection angle | 5 | 度 | The maximum allowed change of the nut rotation angle in clockwise direction when the process is waiting for pressure release. | To avoid the risk of nut rotation while the system waits for pressure release, activate automatic pressure release (see section Tool Configuration). b | |
Tightening unexpected counter clockwise rotation detection angle | 5 | 度 | The maximum allowed change of the nut rotation angle in counter clockwise direction when the process is waiting for pressure release. | To avoid the risk of nut rotation while the system waits for pressure release, activate automatic pressure release (see section Tool Configuration). c | |
Installation check hydraulic pressure | 20 | Bar | The pressure set point for installation check. | The installation check pressure fixes the tensioner to the flange during the installation check. The installation check pressure, including overshoot, must not exceed the pressure equivalent of Angle sensor reset force. | |
Hydraulic pressure set point factor | 1.025 | 1.025 | The actual set point for the pressure regulation is calculated as follows: Min bolt tensioning pressure timesHydraulic pressure set point factor. See the picture in the section Hydraulic Pressure Target Window. | When pressing and holding the pressurization button, the system is pressurized, the pressure will be held inside a pressure window above Min bolt tensioning pressure. | |
此部分内容
螺栓服务流程
为保证拧松和拧紧角度的结果,请遵循螺栓维修流程:
将工具放在螺栓上。
增压至安装检查液压。
针对螺栓服务进行安装检查:
沿拧紧方向施加 >20 Nm 的扭矩。手动控制器采用拧紧方向的角度参考点。
沿拧松方向施加 >20 Nm 的扭矩。手动控制器采用拧松方向的角度参考点。
手动控制器存储机械间隙的角度。
在保持扳手和齿轮箱处于拧松位置的同时,按住增压按钮,直至压力达到最小螺栓拉伸压力 (bar)。
将螺母拧松至大于或等于螺栓服务参数螺母拧松最小拧松角度。
控制器 UI 将拧松角度显示为拧松角度参考点的负测量值。
将螺栓拧紧至参数拧紧目标扭矩。记录拧紧角度。
拧松和拧紧角度是指螺母的实际旋转角度。手动控制器补偿机械间隙。当螺母开始旋转时,控制器 GUI 将开始更新角度,即忽略机械间隙。因此,显示的角度将反映螺母的移动,当角度测量值为 0 时,螺母将回到原始位置。
拧紧方向上的螺母旋转变化量不得高于参数最大螺母旋转变化量,默认值为 13 度。实际上,这意味着螺母旋转角度不得大于原始位置 13 度以上。
释放压力并保存结果。必须满足以下条件才能获得 OK 结果:
记录的拧松角度大于或等于螺母拧松最小拧松角度。
记录的拧紧后角度变化量必须在最小螺母旋转变化量和最大螺母旋转变化量之间的范围内。
最小螺母旋转变化量等于“螺栓服务流程”图片中的 D。
指向并点击图片以查看更多信息:
1 | 扳手移至拧紧对准位置 |
2 | 从此处开始螺母旋转 |
3 | 拧紧到原始位置 |
A | 拧松角度 |
B | 固定点拧松 |
C | 播放 |
D | 固定点拧紧 |
E | 拧松后允许的拧紧范围介于最小和最大螺母旋转变化量参数之间 |
F | 最大螺母旋转 |
使用配置选项卡
该工具的配置在配置菜单中进行。
此部分内容
工具配置
在主视图中,前往配置 > 工具配置,配置系统中可用的功能。
在名称字段输入名称。
点击编辑按钮编辑配置。请参阅下方表格。
要创建具有不同设置的其他配置,请点击页面顶部的加号图标。
例如,创建一个配置,使自动压力释放 = 开启,或者将泵电机超时配置为不同的时间。要选择要使用的配置,请转到主视图,拉伸器控制器 > 工具。
参数 | 默认值 | 单位 | 说明 | 注释 |
|---|---|---|---|---|
泵电机超时 | 30 | 秒 | 泵电机冷却定时器,也控制液压油回流阀。当定时器到期且液压回流阀关闭时,泵电机停止。 当压力释放时,液压油回流阀打开,电机运行 6 秒钟。然后泵电机超时开始,当超时结束时,阀门关闭,电机停止。 | 当系统在温暖条件下使用时,如果电机停止,液压油可能过热。 对于较大的拉伸器,将液压油输送回泵的油箱可能需要至少 6 秒钟以上。 |
自动压力释放 | 关闭 | 当自动压力释放开启时,在根据设置拧紧螺母时,压力自动释放 - 拉伸完成。 | 施加所需扭矩和所需时间后,当扭矩放松时,压力释放。请参阅“拉伸过程”一节中的拉伸过程图。 此参数的建议设置为开启,原因如下:
|
相关信息
使用拉伸器控制器选项卡
虚拟站
虚拟站点是手动控制器的软件抽象概念。手动控制器有一个带有一个连接的虚拟站点的集成控制器。可以根据需要将各种配置分配给虚拟站点。
工具
工具信息显示来自拉伸器的数据。
型号:套筒尺寸和拉伸器类型。兼容配置必须使螺栓尺寸和拉伸器类型字段与“型号”下的字符串(区分大小写)一致,以便与连接的拉伸器兼容。如果配置没有显示在 HCGUI -> 任务 -> 装配螺栓服务下,原因可能与这两个属性有关。
齿轮比:拉伸器中齿轮箱的传动比。
序列号:拉伸器的序列号。
最大扭矩:不会损坏扭矩传感器的最高扭矩。
软件版本。
产品编号:拉伸器的货号。
智能应用模块
智能应用模块 (IAM) 是手动控制器中的非易失性存储。存储模块包括所有工具程序、配置和结果。
给手动控制器命名
转到主菜单中的拉伸器控制器选项卡,然后选择 IAM。
应用一个字符串字段名称到手动控制器。
该名称将在 Web GUI 和手动控制器 GUI 上使用。
软件版本
可以同时在工具中安装两个软件版本。当升级多个手动控制器用于同步激活时,可安装第二个版本作为准备。
更改软件版本不会转移工具配置或拉伸程序。
软件激活
手动控制器可存储两个安装的软件版本。通过使用软件激活,可以选择要使用的软件版本。
激活软件版本
转到主菜单中的拉伸器控制器,然后在左侧窗格中选择软件。
在软件激活窗口中选择当前或已存储的。
该手动控制器将自动重启,以使激活生效。
更新软件版本
如果要安装的软件包与手动控制器硬件不兼容,软件更新将被取消。将显示一条警告消息,指出导致取消的硬件部分。
有关当前工具硬件的信息,请转到拉伸器控制器 > 硬件。
转到拉伸器控制器菜单,然后在左侧窗格中选择软件。
转到软件更新字段,然后选择浏览。
浏览并选择包含适用软件的 zip 文件,然后按照说明完成安装。
硬件
硬件选项卡包含控制器信息,如型号名称和序列号。
可以在重启控制器窗口中对手动控制器进行热重启。点击重启按钮。
导出和导入配置
导出和导入功能用于导出事件和拉伸结果以供外部程序分析,并允许在工具之间传输拉伸程序和工具配置。
导出功能用于:
导出拉伸结果和事件用于进一步处理。
导出日志文件,以用作 Atlas Copco 服务工程师的调试援助。
导出可用于将设置复制到另一个工具的工具配置。
导出配置
转到主菜单中的拉伸器控制器。在左侧窗格中选择导出/导入。
从工具中选择要导出的内容:
所有信息
设置和配置
系统日志和信息
结果

当导出参数以便在其他控制器中导入时,选择设置和配置。
选择设置和配置时,不会将包含结果或事件的文件导出到存档中。使用此设置,导出所需的时间更少。
选择导出。系统将显示一条选择保存或检索导出文件位置的提示信息。
导入配置
转到主菜单中的拉伸器控制器。在左侧窗格中选择导出/导入。
选择导入。在使用导入功能时,拉伸程序的所有设置和配置都将被导入文件的设置替换。但是,不会导入网络、PIN 以及结果和事件的设置。
在对话框中选择继续以开始导入。
导出的信息和文件格式
导出的文件是包含以下文件的压缩文件存档:
所有信息
PFExport_<datetime>_Results.csv
PFExport_<datetime>_Events.csv
ExportInfo.txt
settings/settings.zip
atlas_tool_i.zip
atlas_sys_i.zip
atlas_subsystems_info.zip
atlas_plc.zip
jsonConfigurations.zip
设置和配置
ExportInfo.txt
settings/settings.zip
jsonConfigurations.zip
文件 | 说明 |
|---|---|
PFExport__<Tool name>_<Time stamp>_Events.csv | 以分号分隔的文件,其中包含以下信息:
|
PFExport__<Tool name>_<Time stamp>_Results.csv | 以分号分隔的文件,其中包含以下信息:
|
ExportInfo.txt | 有关工具设置和工具软件的信息。 |
settings/settings.zip | 一个包含所有拧紧程序和批次设置、配件配置和工具设置的二进制文件,例如:语言、扭矩单位、日期和时间,以及结果视图。 |
atlas_tool_i.zip | 工具日志(用于调试) |
atlas_sys_i.zip | 来自 IT 应用的日志文件 |
atlas_subsystems_info.zip | 有关子系统软件的信息 |
atlas_plc.zip | PLC 配置 |
jsonConfigurations.zip | 多步骤拧紧和拧松程序 |
导出"系统日志和信息"
通过此导出,维修技术人员可以与 Atlas Copco 维修技术人员共享系统日志及其信息,以利于故障检修。
系统日志和信息的导出不包括来自所连接工具的日志。
系统日志和信息导出中包含的所有数据都存储在文件 PFExport_<IAM name>_<datetime>.tar.gz 中,其包括以下文件和目录:
atlas_sys_i.zip - 来自 IT 应用程序的日志文件
atlas_protocol_log.zip – 来自外部协议适配器的日志文件
ExportInfo.txt - 包含有关 IAM 和控制器的信息的文本文档
licenseInformation.zip – 许可证信息和系统功能
atlas_systeminformation.zip – 向 Atlas Copco 研发部门提供有关当前系统运行状况和设置的信息
如何导出"系统日志和信息"
转到主菜单中的拉伸器控制器,然后在左侧窗格中选择导出/导入。
在导出窗口中,打开下拉菜单,然后选择系统日志和信息。
在导出窗口中,选择导出。
在导出过程结束时,将出现一个导出弹出窗口,确认导出已完成。
PFExport_<IAM name>_<datetime>.tar.gz 文件被自动下载。
使用报告选项卡
查看结果
本节介绍如何访问手动控制器上的拉伸结果以及如何读取不同结果视图中给出的信息。
执行拉伸时,结果被存储在手动控制器中。也可使用导出功能,将结果发送至诸如 ToolsNet 之类的外部系统或导出供分析。有关使用 ToolsNet 进行统计分析、结果筛选和拉伸分析的更多信息,请参阅 ToolsNet 8 用户指南。
存储的结果
每个任务显示为一个结果。单次拉伸的结果可以表格形式(含关键参数)显示。
此部分内容
存储的结果视图
手动控制器会存储所执行的每次拧紧或拧松的结果。
查看存储的结果
转到主菜单中的报告,然后在左侧窗格中选择结果。
选择查看所有结果。结果列表将显示关于以下内容的信息:
日期:执行拉伸的日期和时间。
拧紧程序:拧紧程序列显示多步骤拉伸程序名称。
力:拉伸期间测得的力。
压力:拉伸期间测得的压力。
结果:扭矩/角度结果。
限值:OK 结果的扭矩范围、角度范围和压力范围。在 NOK 结果中,超出范围限值以红色文字高亮显示。
标有红柱的结果状态为 NOK。
查看事件
事件用于通知用户,系统中某些状态发生变化或出现某些状态。它们分为三种类型:信息、警告和错误,需要采取不同的措施。
每个事件都有一个默认设置,规定其是否应该确认 (Ack)、记录 (Log) 或显示 (Disp)。这些设置可以在事件下的设置菜单中进行配置。
查看存储的事件
转到主菜单中的报告,然后在左侧窗格中选择事件。
选择查看所有事件。
在列表中选择一个事件以打开事件对话框。
事件对话框
事件对话框包含有关发生的事件的信息,描述发生了什么,何时何地。

位置 | 说明 |
|---|---|
1 | Heading(标题) - 描述事件发生在系统的哪个部分。 |
2 | Event name(事件名称) - 对事件进行的简短描述。 |
3 | Code(代码) - 具有唯一性的四位数字编号,用于区分事件。 |
4 | Module(模块) - 描述事件发生在系统的哪个部分。 |
5 | Type(类型) - 信息、警告或错误。 |
6 | Time(时间) - 事件发生的日期和时间。 |
事件代码
事件的不同类型用于通知用户,系统中某些状态发生变化或出现某些状态。每个事件都需要一个不同的操作。
上述的部分过程只能由 Atlas Copco 服务人员执行。
有关特定事件代码的详细信息,请使用以下筛选器或在搜索框中输入事件代码搜索条件。
Log / Display / Ack / Conf | |||||||
|---|---|---|---|---|---|---|---|
none | item | none | none | none | column | list | list |
1000 | 信息 | 控制器已启动 | 控制器已启动。 | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC PFHC | 控制器和工具 | ||
1001 | 警告 | 控制器序列号已更新 | 如果 IT 板盒序列号(控制器序列号)不同于 AUX 板盒序列号,会在启动时生成。AUX 板盒在现场视为不可替代。控制器在更新序列号时将会重启。 | 更换 IT 板或盒。 | 日志 Conf | Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器和工具 |
1010 | 信息 | 工具已连接 | 工具已连接。 | 日志 显示 Conf | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC PFHC | 控制器和工具 | |
1011 | 信息 | 工具已断开 | 工具已断开。 | 日志 显示 Conf | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC PFHC | 控制器和工具 | |
1012 | 信息 | 工具拒绝了控制器连接 | 如果工具进入跳过区域,则可能发生此事件。 | 核实是否有另一个控制器连接到该工具。 确保工具设置正确。 | 日志 显示 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 控制器和工具 |
2000 | 警告 | 电池电量低 | 更换电池。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2001 | 警告 | 电池电量用完 | 更换电池。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2002 | 警告 | 工具电池健康状态低 | 检测到工具电池存在健康问题。 | 更换电池。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2004 | 警告 | 工具为非首选类型 | 工具已被具有不同最大扭矩的工具替换。 | 更改工具。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2006 | 警告 | 工具备用电池健康状态低 | 工具中的备用电池性能太差。 | 应更换备用电池。 | 日志 显示 确认 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2007 | 警告 | 工具备用电池丢失 | 工具备用电池缺失。 | 插入电池 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2008 | 警告 | 工具备用电池错误 | 检测到工具备用电池错误。 | 更换电池。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2009 | 警告 | 备用电池电压低 | 控制器备份电池电量几乎耗尽 | 更换电池。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2010 | 错误 | 工具软件版本不匹配 | 工具和控制器软件版本不兼容。 | 请对工具进行维修 - 更新工具软件。 | 日志 显示 确认 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 |
2012 | 警告 | 工具通信干扰 | 工具和控制器之间的通信中断。 | 重新定位天线布置。 | Conf | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC PFHC | 工具 |
2013 | 警告 | 方向选择环位置错误 | 工具方向开关位于故障位。 | 如果频繁出现 - 请对工具进行维修。 | 日志 显示 Conf | Flex Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2014 | 警告 | 工具过热 | 工具过热。 | 让工具冷却。 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 |
2015 | 错误 | 工具温度传感器错误 | 仅限 SRB、TBP 和 IxB 工具。 | 维修该工具。 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 |
2016 | 警告 | 工具脉冲装置过热 | 脉冲装置过热。工具未锁定,但是只要工具脉冲装置温度超过阈值,工具启动时就会显示警告。 | 让工具冷却。 | 日志 显示 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2019 | 警告 | 工具无法启动电机 | 工具电机故障。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2020 | 警告 | 工具需要电机调谐 | 工具需要电机调谐。 | 执行电机调谐。 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 |
2021 | 警告 | 电机调谐失败 | 电机调谐失败。 | 完成电机调谐或请对工具进行维修。 | 日志 | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 |
2022 | 信息 | 电机调谐完成 | 电机调谐完成。 | 日志 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 | |
2023 | 警告 | 工具需要执行开口端调整 | 工具需要开口端调整。 | 执行开口端调整。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2024 | 警告 | 开口端调整失败 | 开口端调整失败。 | 尝试再执行一次开口端调整。如果还是失败,请对工具进行维修。 | 日志 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2025 | 信息 | 开口端调整成功 | 开口端调整成功。 | 日志 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2026 | 警告 | 开口端定位失败 | 开口端定位失败。 | 再次按下工具触发器,等待定位完成。如果还是失败,请对工具进行维修。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2027 | 警告 | 由于工具温度高,使用受到限制 | 已达到温度极限。拧紧已被禁止,以减少由于过热而导致工具关闭的风险。 | 等待直到工具温度降低。 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 |
2030 | 错误 | 工具内存错误:更改工具 | 工具存储器损坏。 | 维修该工具。 | 日志 显示 确认 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 |
2031 | 错误 | 工具配件内存损坏 | 工具配件内存损坏。 | 维修工具配件。 | 日志 显示 确认 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 |
2040 | 错误 | 系统检查失败 | 日志 显示 确认 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 | ||
2041 | 错误 | 扭矩传感器错误 | 校准错误或工具报告传感器错误时会生成该错误。 | 维修该工具。 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 |
2042 | 错误 | 角度传感器错误 | 维修该工具。 | 日志 显示 确认 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 | |
2043 | 错误 | 工具接地故障报错 | 维修该工具。 | 日志 显示 确认 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 | |
2044 | 信息 | 工具保养间隔已到期 | 表示需要对工具进行保养。超过设定的拧紧数时触发。 | 执行工具维修。 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 |
2045 | 警告 | 工具校准数据无效 | 如果校准数据验证失败。 | 维修该工具。 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 |
2046 | 信息 | 工具:下次校准日期已到期 | 表示需要校准工具。在设置中启用校准警报并且当前时间大于下次校准日期时,会触发校准工具。 | 维修该工具。 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 |
2048 | 信息 | 工具校准值通过 QA 设备更新 | 使用 QA 设备执行校准时,工具校准会得到更新。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2050 | 错误 | 工具参数文件不受支持 | 所需的工具参数缺失。 | 更新工具参数。 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 |
2060 | 信息 | 意外触发行为 | 用于防止连接了配件的工具启动。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 | |
2071 | 错误 | 工具内存损坏 | 工具描述符已损坏。 | 维修该工具。 | 日志 显示 Conf | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 |
2072 | 信息 | 连接了未知设备 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 | ||
2073 | 警告 | 工具触发器监管失效 | HW 通道故障。工具触发器的硬件和软件不匹配。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2074 | 警告 | 工具标识电路板故障 | 工具标识电路板故障。 | 维修该工具。 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 |
2075 | 警告 | 工具风扇电压故障 | 工具风扇电压故障。 | 维修该工具。 | 日志 显示 Conf | Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 |
2076 | 警告 | 工具配件总线电压故障 | 工具配件总线电压故障。 | 维修该工具。 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 |
2077 | 警告 | 工具触发器传感器错误 | 工具触发器传感器错误。 | 维修该工具。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 |
2078 | 信息 | 工具拧紧程序已更新 | 工具因拧紧程序更新而锁定。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2079 | 错误 | 工具线缆不受支持 | 工具线缆已损坏。线缆中的芯片没有响应或损坏。 | 切换线缆。 | 日志 显示 Conf | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 工具 |
2080 | 错误 | 工具电池故障 | 直流电压太高或太低。电池故障。 | 联系 Atlas Copco 服务代表并将电池送回 Atlas Copco(不得重复使用!)。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2081 | 错误 | 达到工具电流限值 | 达到电流限值且驱动装置会被禁用。 | 维修该工具。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2082 | 错误 | 工具电流测量值有误差 | 电流测量值有误差。无法测得可靠的电流结果。 | 维修该工具。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2083 | 错误 | 工具内部错误 | 各种内部硬件错误。 | 维修该工具。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2084 | 错误 | 工具内部软件错误 | 各种内部软件错误。 | 维修该工具。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2085 | 错误 | 工具 RBU 错误 | 工具软件检测到 RBU 错误。 | 检查当前是否安装了 RBU。如果错误仍然存在,请对工具进行维修。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2086 | 错误 | 工具失速 | 工具电机失速。 | 维修该工具。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2087 | 警告 | 工具电机电流高 | 工具电机电流超过限值,工具被锁定。工具将进入故障保护模式。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2088 | 警告 | 工具电池电流高 | 工具电池电流过高。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2089 | 警告 | 工具驱动电压低 | 工具驱动电压低于监控的电压下限值。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2090 | 警告 | 工具驱动电压高 | 工具驱动电压高于监控的电压上限。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2091 | 警告 | 工具主板错误 | 工具主板内部错误。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2092 | 警告 | 工具电源模块错误 | 工具电源模块内部错误。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 | |
2093 | 警告 | 脉冲单元油位低 | 所连接脉冲工具的油位低。 | 维修该工具。 | 日志 显示 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2094 | 警告 | 脉冲单元油位空 | 所连接脉冲工具的油位低于所需的工作油位。 | 维修该工具。 | 日志 显示 确认 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2095 | 警告 | 工具电池通信丢失 | 工具丢失与电池的通信。 | 确保电池正确紧贴。否则请更换电池。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2096 | 错误 | 工具电池软件版本不匹配 | 工具电池软件与工具软件不兼容。 | 更新软件。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2100 | 信息 | STwrench SmartHEAD 已移除 | STwrench smartHEAD 已移除。 | 重新连接 smartHEAD 并重启扳手。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 工具 |
2101 | 警告 | 锁定时扳手拧紧 | 当工具状态锁定在控制器中时,执行扳手拧紧操作。 | 等待直到控制器中的工具状态解锁。 | 日志 显示 Conf | Power Focus 6000 Power Focus 8 | 工具 |
2120 | 警告 | 无法启动:工具没有主动扭矩传感器 | 日志 显示 | Flex | 工具 | ||
2121 | 警告 | 连接的工具禁用传感器 | 日志 显示 | Flex | 工具 | ||
2122 | 警告 | 无法启动:工具缺少所需的扭矩传感器 | 日志 显示 | Flex IXB | 工具 | ||
2123 | 警告 | 无法启动:工具缺少所需的角度传感器 | 日志 显示 | Flex | 工具 | ||
2124 | 错误 | 主传感器上的扭矩传感器错误 | 表示带有双传感器的工具的主扭矩传感器出现错误。 | 日志 显示 | Flex | 工具 | |
2125 | 错误 | 次级传感器上的扭矩传感器错误 | 表示带有双传感器的工具的次级扭矩传感器出现错误。 | 日志 显示 | Flex | 工具 | |
2126 | 错误 | 主传感器上的工具扭矩传感器校准错误 | 日志 显示 | Flex | 工具 | ||
2127 | 错误 | 工具扭矩传感器校准错误 | 日志 显示 | Flex StepSync | 工具 | ||
2128 | 错误 | 工具扭矩传感器:主变送器分流试验失败 | 日志 显示 | Flex | 工具 | ||
2129 | 错误 | 工具扭矩传感器:分流测试失败 | 日志 显示 | Flex StepSync | 工具 | ||
2130 | 错误 | 工具扭矩传感器:主传感器零点偏移补偿失败 | 日志 显示 | Flex | 工具 | ||
2131 | 错误 | 工具扭矩传感器:零点偏移补偿失败 | 日志 显示 | Flex StepSync | 工具 | ||
2132 | 错误 | 主传感器上的工具扭矩传感器硬件错误 | 日志 显示 | Flex | 工具 | ||
2133 | 错误 | 工具扭矩传感器硬件错误 | 日志 显示 | Flex StepSync | 工具 | ||
2134 | 错误 | 工具扭矩传感器错误:主传感器上的 A/D 转换器溢出 | 日志 显示 | Flex | 工具 | ||
2135 | 错误 | 工具扭矩传感器错误:A/D 转换器溢出 | 日志 显示 | Flex StepSync | 工具 | ||
2136 | 错误 | 次级传感器上的工具扭矩传感器校准错误 | 日志 显示 | Flex | 工具 | ||
2137 | 错误 | 工具扭矩传感器错误:次级传感器的分流测试失败 | 日志 显示 | Flex | 工具 | ||
2138 | 错误 | 工具扭矩传感器错误:次级传感器零点偏移补偿失败 | 日志 显示 | Flex | 工具 | ||
2139 | 错误 | 次级传感器上的工具扭矩传感器硬件错误 | 日志 显示 | Flex | 工具 | ||
2140 | 错误 | 工具扭矩传感器错误:次级传感器上的 A/D 转换器溢出 | 日志 显示 | Flex | 工具 | ||
2202 | 错误 | 发生工具 HMI 过电流 | 检测到工具 HMI 过电流。 | 维修该工具。更换工具 HMI。 | 日志 显示 确认 Conf | IXB | 工具 |
2203 | 错误 | 发生工具前灯过电流 | 检测到工具前灯过电流 | 维修该工具。更换工具前灯。 | 日志 显示 确认 Conf | IXB | 工具 |
2204 | 错误 | 发生附件总线过电流 | 检测到附件总线过电流。 | 维修该工具。更换附件总线。 | 日志 显示 确认 Conf | IXB | 工具 |
2207 | 错误 | 发生振动器过电流 | 检测到振动器过电流。 | 维修该工具。更换振动器。 | 日志 显示 确认 Conf | IXB | 工具 |
2208 | 警告 | 系统 CPU 温度高 | 系统 CPU 温度高。 | 等待直到工具温度降低。 | 日志 显示 Conf | IXB | 工具 |
2209 | 错误 | 系统 CPU 临界温度 | 系统 CPU 临界温度。 | 等待直到工具温度降低。 | 日志 显示 Conf | IXB | 工具 |
2210 | 错误 | 不支持的电源:不允许拧紧 | 工具连接的电池电压太低。 | 为工具安装电压更高的电池。 | 日志 显示 确认 Conf | IXB | 工具 |
2500 | 错误 | 拉伸器拉杆最大数量 | 必须更换拉伸器拉杆。系统被锁定,无法使用。只能释放压力。 | 将拉伸器送到维修部门更换拉杆。 | 日志 显示 确认 | PFHC | 工具 |
2501 | 错误 | 泵电机保护警报 | 泵电机保护装置已使电机停止工作。系统必须停止。如果系统处于压力之下,需要手动操作来释放压力。 | 关闭系统。如果处于压力下,需以机械方式释放压力并将泵送去维修。 | 日志 显示 确认 | PFHC | 工具 |
2502 | 错误 | 泵电机油位低警报 | 泵电机油位低,导致电机停止工作。如果系统处于压力之下,需要手动操作来释放压力。 | 关闭系统。如果处于压力下,需以机械方式释放压力并加油。 | 日志 显示 确认 | PFHC | 工具 |
2503 | 错误 | 泵电机油温高警报 | 泵电机油温高。 | 关闭系统并等待机油冷却。 | 日志 显示 确认 | PFHC | 工具 |
2504 | 错误 | 拉伸器压力传感器警报 | 拉伸器的压力传感器电子元件故障。无法读取压力,也无法向系统报告压力。 | 关闭系统。如果处于压力下,需以机械方式释放压力并将拉伸器送去维修。 | 日志 显示 确认 | PFHC | 工具 |
2505 | 错误 | 泵压力传感器警报 | 泵的压力传感器电子元件故障。无法读取压力,也无法向系统报告压力。 | 关闭系统。如果处于压力下,需以机械方式释放压力并将泵送去维修。 | 日志 显示 确认 | PFHC | 工具 |
2506 | 错误 | 检测到意外的顺时针旋转 | 在完成拉伸后等待压力释放时,螺母顺时针旋转。结果无效。 | 释放压力,再次拉伸螺母。 | 日志 显示 Conf | PFHC | 工具 |
2507 | 错误 | 检测到意外的逆时针旋转 | 在完成拉伸后等待压力释放时,螺母逆时针旋转。结果无效。 | 释放压力,再次拉伸螺母。 | 日志 显示 Conf | PFHC | 工具 |
2508 | 错误 | 泵或拉伸器压力传感器故障 | 泵和拉伸器中的压力传感器读数差异太大。增压停止。 | 液压系统或压力传感器的校准有问题。重启系统并重试。如果问题再次出现,请联系您当地的 Atlas Copco 销售代表。 | 日志 显示 确认 | PFHC | 工具 |
2509 | 错误 | 拉伸器压力传感器故障或液压软管故障 | 拉伸器的压力传感器显示没有压力,但泵的传感器却读到压力增加。增压停止。 | 液压系统或压力传感器的校准有问题。重启系统并重试。如果问题再次出现,请联系您当地的 Atlas Copco 销售代表。 | 日志 显示 确认 | PFHC | 工具 |
2510 | 错误 | 设置自定义 ID 失败 | 设置自定义 ID 失败。 | 重启系统并检查连接的设备。如果设备的自定义 ID 有误,请重新进行设置。 | 日志 显示 确认 | PFHC | 工具 |
2511 | 信息 | 自定义 ID 已设置 | 设置自定义 ID 成功。 | 日志 显示 确认 | PFHC | 工具 | |
2512 | 警告 | 条形码字符串格式错误,已忽略 | 扫描的字符串无法解析为塔式数据条形码。 | 扫描正确的塔式数据二维码或扫描塔式章节 ID。 | 日志 显示 确认 | PFHC | 工具 |
2513 | 错误 | 未检测到泵压力 | 系统正在尝试增压,但泵中没有压力增加。可能的原因是三相连接器中的相序不正确。 | 关闭系统的电源,将电源连接器的相位反过来。 | 日志 显示 确认 | PFHC | 工具 |
2514 | 警告 | 拉伸器超出允许扭矩警报 | 对“咔哒”扳手施加的扭矩过大。这会导致损坏扭矩传感器。 | 释放扭矩。 | 日志 | PFHC | 工具 |
2515 | 警告 | 拉伸器超出允许压力警报 | 拉伸器中的压力过高。 | 让压力降低或释放压力。检查液压参数。 | 日志 | PFHC | 工具 |
2516 | 警告 | 意外的泵或拉伸器固件 | 检测到意外的泵或拉伸器固件版本,重启系统。如果问题仍然存在,系统可能会运行,但请仔细观察任何意外行为。 | 电源循环系统 | 日志 显示 确认 | PFHC | 工具 |
2517 | 错误 | 不兼容的泵或拉伸器固件版本,重启系统。系统无法运行。 | 不兼容的泵或拉伸器固件版本,重启系统。系统无法运行。 | 重启系统,如果问题仍然存在,请更换故障单元。检查已连接的设备以查看哪个设备未连接。 | 日志 显示 确认 | PFHC | 工具 |
3000 | 错误 | 控制器内部软件错误 | 控制器软件错误。 | 联系服务人员。 | 日志 显示 确认 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 控制器、驱动器和 StepSync |
3001 | 错误 | 控制器时钟电池电量耗尽 | 内部电池接近使用寿命极限。 | 更换电池。 | 日志 显示 确认 Conf | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync |
3010 | 警告 | 系统过热 | 控制器过热。 | 降温。 | 日志 显示 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 控制器、驱动器和 StepSync |
3011 | 警告 | 驱动器过热的控制器硬件 | 降温。 | 日志 显示 Conf | Flex | 控制器、驱动器和 StepSync | |
3013 | 警告 | 由于控制器温度高,使用受到限制 | 已达到温度极限。禁止拧紧以减少由于过热而导致控制器关闭的风险。 | 等待直到控制器温度降低。 | 日志 显示 Conf | Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync |
3020 | 警告 | 控制器硬件故障 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync | ||
3021 | 警告 | 系统电压问题 | 直流电压太高或太低。 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync | |
3022 | 警告 | 控制器电压问题:交流输入电压过高 | 直流电压太高或太低。 | 调节输入电压。 | 日志 显示 | Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync |
3023 | 警告 | 控制器电压问题:交流输入电压过低 | 直流电压太高或太低。 | 调节输入电压。 | 日志 显示 | Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync |
3024 | 警告 | 驱动器电压问题:交流输入电压过高 | 直流电压太高或太低。 | 调节输入电压。 | 日志 显示 | Flex | 控制器、驱动器和 StepSync |
3025 | 警告 | 驱动器电压问题:交流输入电压过低 | 直流电压太高或太低。 | 调节输入电压。 | 日志 显示 | Flex | 控制器、驱动器和 StepSync |
3030 | 错误 | IP 地址与网络上的另一个节点冲突 | 设置的 IP 地址已经被同一网络上的其他设备占用。 | 更改其中一个设备的 IP 地址。 | 日志 显示 Conf | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC PFHC | 控制器、驱动器和 StepSync |
3031 | 信息 | 网线断开 | 工厂端的载体已丢失(电缆断开连接)。 | 检查线缆连接。 | 日志 显示 Conf | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync |
3032 | 信息 | 配对已启动 | 工具配对已启动。 | 日志 显示 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 控制器、驱动器和 StepSync | |
3033 | 信息 | 配对成功 | 工具配对成功。 | 日志 显示 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 控制器、驱动器和 StepSync | |
3034 | 信息 | 配对不成功:找不到工具 | 扫描射频点时未发现任何可与控制器配对的工具。 | 将工具设为配对模式并重试。 | 日志 显示 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 控制器、驱动器和 StepSync |
3035 | 错误 | 配对不成功:找到一个以上工具 | 扫描射频点时,控制器找到的工具多于一个 | 控制器开始配对模式时,应确保只有一个工具处于配对模式下。 | 日志 显示 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 控制器、驱动器和 StepSync |
3036 | 错误 | 配对不成功:通信错误 | 配对过程中,发生控制器连接中断、意外的应答或超时问题。 | 再次尝试执行配对。如果还是失败,请对工具进行维修。 | 日志 显示 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 控制器、驱动器和 StepSync |
3037 | 信息 | 配对不成功:工具插槽已满 | 清除一个工具插槽。 | 日志 显示 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 控制器、驱动器和 StepSync | |
3040 | 警告 | 紧急停机 | 因紧急停机,驱动装置被禁用。 | 重置紧急停机。 | 日志 显示 Conf | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync |
3050 | 信息 | 系统时钟已更新 | 系统时钟已更新。 | 日志 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC PFHC | 控制器、驱动器和 StepSync | |
3051 | 错误 | 系统时钟错误 | 实时时钟 (RTC) 硬件的时间读数错误。 | 更换 RTC 的电池。 | 日志 显示 确认 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC PFHC | 控制器、驱动器和 StepSync |
3052 | 警告 | 远程启动配置错误 | HW 与 SW 的远程启动配置不匹配。 | 核实 HW 指拨开关是否与选定启动来源相匹配。 | 日志 显示 Conf | Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync |
3053 | 信息 | 驱动器已连接 | StepSync 驱动器已连接。 | 日志 显示 | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync | |
3054 | 信息 | 驱动器已断开连接 | StepSync 驱动器已断开连接。 | 日志 显示 | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync | |
3055 | 警告 | 模式配置错误 | 当选定的模式错误配置时生成。例如,使用相同的螺栓编号或相同的通道配置两个螺栓,不完整的模式配置。 | 查看 ToolsTalk 2,了解模式配置错误。 | 日志 显示 | Flex StepSync | 控制器、驱动器和 StepSync |
3056 | 警告 | 无法启动:缺少工具或驱动器 | 当已使用的通道缺失驱动器或工具时生成。 | 核实 HMI 上的通道菜单。连接丢失的驱动或工具。 | 日志 显示 | Flex StepSync | 控制器、驱动器和 StepSync |
3057 | 信息 | 无法启动:通道已在使用中 | 当所需的通道被分配给另一个虚拟站点时生成。 | 日志 显示 | Flex | 控制器、驱动器和 StepSync | |
3058 | 信息 | 未选择模式 | 选择模式。 | 日志 显示 | Flex StepSync | 控制器、驱动器和 StepSync | |
3059 | 警告 | 连接 Atlas Copco 许可证管理器失败 | 表明控制器未能连接到本地许可证管理器来获得许可证。 | 验证本地网络。如果再次失败,请对控制器进行维修。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync |
3061 | 警告 | 无法启动:启用信号低 | 日志 显示 | Flex StepSync | 控制器、驱动器和 StepSync | ||
3062 | 警告 | 无法启动:停止信号高 | 日志 显示 | Flex StepSync | 控制器、驱动器和 StepSync | ||
3063 | 警告 | 无法启动:禁用所有通道 | 所有通道均已设置为禁止状态,因此无法开始拧紧。 | 至少设置一个通道不被禁止。 | 日志 显示 | Flex StepSync | 控制器、驱动器和 StepSync |
3064 | 警告 | 托架编号错误 | FlexCarrier 的十六进制开关被设为 0。 | 将开关切换到非 0 值。 | 日志 显示 | Flex | 控制器、驱动器和 StepSync |
3065 | 警告 | 托架急停配置插头类型错误或丢失 | 托架缺少其急停配置插头,或插头类型不正确。 | 插入正确类型的插头。 | 日志 显示 | Flex | 控制器、驱动器和 StepSync |
3066 | 警告 | 载波电压入口:无三相交流电 | 日志 显示 | Flex | 控制器、驱动器和 StepSync | ||
3067 | 警告 | 载波电压入口:缺少一个交流相 | 日志 显示 | Flex | 控制器、驱动器和 StepSync | ||
3068 | 警告 | 托架:内部 24 VDC 电源装置中断 | 日志 显示 | Flex | 控制器、驱动器和 StepSync | ||
3069 | 警告 | 托架 24 V 电压输出端口因过电流禁用 | 重置系统。 | 日志 显示 | Flex | 控制器、驱动器和 StepSync | |
3070 | 警告 | 托架,PF6 FlexControl 电缆输出端硬件故障 | 重置系统。 | 日志 显示 | Flex | 控制器、驱动器和 StepSync | |
3071 | 警告 | 托架,PF6 FlexControl 电缆输入端硬件故障 | 重置系统。 | 日志 显示 | Flex | 控制器、驱动器和 StepSync | |
3072 | 警告 | 紧急停止 24 VDC 电源因短路故障 | 日志 显示 | Flex | 控制器、驱动器和 StepSync | ||
3073 | 警告 | 无法启动:系统已紧急停止 | 在分配多个转轴时,由于紧急停止,preStartCheckFailed 会调用此事件。 | 重置紧急停机。 | 日志 显示 | Flex StepSync | 控制器、驱动器和 StepSync |
3074 | 警告 | 托架过热 | 日志 显示 | Flex | 控制器、驱动器和 StepSync | ||
3075 | 警告 | 托架温度正常 | 日志 显示 | Flex | 控制器、驱动器和 StepSync | ||
3076 | 警告 | 托架:内部 24 VDC 电源过载 | 内部 PSU 的电流输出过高。 | 断开由 PSU 供电的其他托架。使用 24VDC 断开所有外部设备。 | 日志 显示 | Flex | 控制器、驱动器和 StepSync |
3077 | 警告 | 托架:内部 24 VDC 电源过电压 | 内部 PSU 的电压输出过高。 | 更换托架。 | 日志 显示 | Flex | 控制器、驱动器和 StepSync |
3078 | 警告 | 托架:内部 24 VDC 电源欠电压 | 内部 PSU 的电压输出过低。 | 更换托架。 | 日志 显示 | Flex | 控制器、驱动器和 StepSync |
3079 | 警告 | 托架外部电源:24 VDC 过电压 | 备用输入电压超过 27 VDC。 | 调节备用输入电压。 | 日志 显示 | Flex | 控制器、驱动器和 StepSync |
3080 | 警告 | 托架外部电源:24 VDC 欠电压 | 备用输入电压低于 19 VDC。 | 调节备用输入电压。 | 日志 显示 | Flex | 控制器、驱动器和 StepSync |
3081 | 警告 | 载波电压入口:三相交流过电压 | 输入电压过高。 | 输入电压较低:必须为 400 VAC 或 480 VAC。 | 日志 显示 | Flex | 控制器、驱动器和 StepSync |
3082 | 警告 | 载波电压入口:三相交流欠电压 | 输入电压过低。 | 输入电压较高:必须为 400 VAC 或 480 VAC。 | 日志 显示 | Flex | 控制器、驱动器和 StepSync |
3083 | 错误 | Anybus/Profisafe 模块固件 | 日志 显示 | Flex Power Focus 6000 Power Focus 8 StepSync | 控制器、驱动器和 StepSync | ||
3084 | 错误 | Soft PLC 运行时间错误 | eCLR 以不受控的方式终止。 | 日志 显示 Conf | Flex Power Focus 6000 Power Focus 8 StepSync | 控制器、驱动器和 StepSync | |
3085 | 警告 | 托架:风扇模块故障 | 日志 显示 | Flex | 控制器、驱动器和 StepSync | ||
3086 | 警告 | 托架:风扇模块部分故障 | 日志 显示 | Flex | 控制器、驱动器和 StepSync | ||
3087 | 警告 | 托架:左风扇模块故障 | 日志 显示 | Flex | 控制器、驱动器和 StepSync | ||
3088 | 警告 | 托架:左风扇模块部分故障 | 日志 显示 | Flex | 控制器、驱动器和 StepSync | ||
3089 | 警告 | 托架:右风扇模块故障 | 日志 显示 | Flex | 控制器、驱动器和 StepSync | ||
3090 | 警告 | 托架:右风扇模块部分故障 | 日志 显示 | Flex | 控制器、驱动器和 StepSync | ||
3096 | 警告 | 蜂窝信号强度低 | 蜂窝连接的 RSSI 值低于定义的阈值 -98dBm。 | 将工具移近蜂窝天线以获得更强的连接并避免数据丢失。 | Conf | IXB | 控制器、驱动器和 StepSync |
3097 | 警告 | 蜂窝连接丢失 | 系统丢失了与蜂窝网络的连接。 |
| 日志 显示 Conf | IXB | 控制器、驱动器和 StepSync |
3100 | 警告 | 模式配置不存在 | 日志 显示 | Flex StepSync | 控制器、驱动器和 StepSync | ||
3150 | 错误 | 软件 IAM 不兼容性 | IAM 与控制器上安装的软件不兼容。 | 更换 IAM。 | 日志 显示 确认 | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync |
3160 | 错误 | 无法激活新安装的软件 | 激活期间出现问题。当新安装的软件启动时,会发生回退到以前的工作软件的情况。当新软件启动失败三次且仅在软件安装过程中时,就会发生这种错误。 | 进行导出,并联系 Atlas Copco 以获得更多帮助。记下您要安装的软件版本以及正在运行的软件版本。 | 日志 显示 确认 | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync |
3161 | 错误 | 在非预期的软件分区上启动 | 控制器已在不活动的软件侧启动,而非在预期的软件侧启动。 | 记下软件信息(在控制器的主屏幕,选择控制器 > 软件)。尝试重新启动控制器,并确保再次启动时在正确的软件上运行。如果错误仍然存在,请进行导出并联系 Atlas Copco。 | 日志 显示 确认 | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync |
3500 | 错误 | 通用许可证管理器错误 | 在使用的功能管理系统中检测到不一致。 | 请联系 Atlas Copco 代表。 | 日志 显示 确认 | IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync |
3501 | 错误 | 许可证管理器同步错误 | 日志 显示 确认 | IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync | ||
3502 | 信息 | 许可证管理器同步已完成 | IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync | |||
3503 | 警告 | 许可证管理器:正在使用的另一个来源 | 许可证被其他来源使用。 | 核实许可证分配。 | 日志 显示 | IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync |
3504 | 警告 | 需要重启许可证管理器 | 重启许可证管理器。 | 日志 显示 | IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync | |
3505 | 信息 | USB 许可证同步已开始 | 日志 | Power Focus 6000 Power Focus 8 Power Focus XC | 控制器、驱动器和 StepSync | ||
3506 | 错误 | USB 许可证同步错误 | 日志 | Power Focus 6000 Power Focus 8 Power Focus XC | 控制器、驱动器和 StepSync | ||
3507 | 信息 | USB 许可证同步已完成 | 日志 | Power Focus 6000 Power Focus 8 | 控制器、驱动器和 StepSync | ||
3508 | 信息 | 您的一个或多个许可证即将过期。请确保您已配置许可证服务器。 | 更新许可证。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync | |
3511 | 警告 | 您的一个许可证具有不同的许可证定义 | 在要使用的许可证中检测到不一致。 | 请联系 Atlas Copco 代表。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync |
3550 | 警告 | 许可证丢失 | 安装正确的许可证。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync | |
3551 | 警告 | 许可禁用的无线通信 | 从虚拟站点取消分配单机许可证。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 控制器、驱动器和 StepSync | |
4010 | 信息 | 工具被数字输入锁定 | 通过数字输入信号锁定工具。 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 拧紧过程 | |
4011 | 信息 | 工具被 Open Protocol 锁定 | 工具被 Open Protocol 锁定。 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 拧紧过程 | |
4012 | 信息 | 工具被现场总线锁定 | 工具被现场总线锁定。 | 日志 显示 Conf | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 拧紧过程 | |
4013 | 信息 | 工具被套筒选择器锁定 | 套筒选择器与虚拟站点断开连接时工具被锁定。 | 通过主机解锁将工具解锁。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 |
4014 | 信息 | 工具被 Soft PLC 锁定 | Soft PLC 信号锁定了工具。 | 通过主机解锁将工具解锁。 | 日志 显示 Conf | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 拧紧过程 |
4015 | 信息 | 拧松被禁用 | 在拧紧程序中禁用拧松。 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 拧紧过程 | |
4016 | 信息 | 拧紧已禁用 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 拧紧过程 | ||
4017 | 信息 | 拧松未配置 | 所选的拧紧程序未配置拧松 | 选择不同的拧紧程序。 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 拧紧过程 |
4020 | 信息 | NOK 拧紧过多 | 超过了批次中的最大持续 NOK 拧紧 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 拧紧过程 | |
4025 | 信息 | 未选择拧紧程序 | 未选择拧紧程序。 | 选择拧紧程序或批次序列。 | 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 |
4030 | 信息 | 批次序列中止 | 批次序列已中止。 | 日志 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC PFHC | 拧紧过程 | |
4031 | 信息 | 完成批次序列所需的最大时间 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 拧紧过程 | ||
4032 | 信息 | 完成首次拧紧所需的最大时间 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 拧紧过程 | ||
4035 | 信息 | 被线路控制锁定 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | ||
4040 | 信息 | 被备用标识符锁定 | 工具被备用标识符锁定。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4050 | 无效的套筒配置 | 拧紧程序分配给多个套筒。 | 拧紧程序分配给多个套筒。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4060 | 信息 | 工具在批次完成时锁定 | 当批次序列完成时借助标记工具锁定批次时,本事件会在用户按下触发器时生成。 | 在完成时采用信号解锁工具解锁。 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 拧紧过程 |
4070 | 信息 | 过程进入手动模式 | 表明已为虚拟站点启用手动模式。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4071 | 信息 | 过程进入自动模式 | 表明已为虚拟站点启用自动模式。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4072 | 信息 | 测试螺栓 | Conf | Flex StepSync | 拧紧过程 | ||
4073 | 信息 | 工具零位已更新 | 表示使用信号设置工具零位。 | Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 拧紧过程 | |
4100 | 警告 | 识别符不被接受:无效的字符串长度 | 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 拧紧过程 | ||
4101 | 警告 | 字符串选择失败:多个匹配项 | 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 拧紧过程 | ||
4102 | 警告 | 字符串选择失败:找不到匹配项 | 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 拧紧过程 | ||
4103 | 警告 | 识别符不被接受:已经收到相同的字符串 | 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 拧紧过程 | ||
4104 | 警告 | 识别符不被接受:找不到匹配项 | 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 拧紧过程 | ||
4500 | 信息 | 结果 - 驱动故障 | 检测到内部驱动故障或驱动丢失。 | Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4501 | 信息 | 结果 - 重复拧紧 | 在重复拧紧检测功能开启时试图拧紧已拧紧的螺栓。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4502 | 信息 | 结果 - 软启动扭矩较低 | 软启动扭矩低于最小水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4503 | 信息 | 结果 - 软启动扭矩较高 | 软启动扭矩超过最大水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4504 | 信息 | 结果 - 自攻扭矩较高 | 自攻扭矩超过最大水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4505 | 信息 | 结果 - 自攻扭矩较低 | 自攻扭矩低于最小限值。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4506 | 信息 | 结果 - 安全扭矩较低 | 自动计算扭矩值,确保正确安装扭矩传感器。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4507 | 信息 | 结果 - 旋入扭矩较高 | 旋入扭矩超过最大水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4508 | 信息 | 结果 - 旋入角度较高 | 旋入角度超过最大水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4509 | 信息 | 结果 - 旋入时间较高 | 旋入时间超过最大限值。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4510 | 信息 | 结果 - 旋入时间较低 | 旋入时间低于最小限值。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4511 | 信息 | 结果 - 旋入扭矩较低 | 旋入扭矩低于最小水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4512 | 信息 | 结果 - 旋入角度较低 | 旋入角度低于最小水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4513 | 信息 | 结果 - 最终扭矩较高 | 最终步骤扭矩超过最大水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4514 | 信息 | 结果 - 最终角度较高 | 最终步骤角度超过最大水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4515 | 信息 | 结果 - 最终扭矩较低 | 最终步骤扭矩低于最小水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4516 | 信息 | 结果 - 最终角度较低 | 最终步骤角度低于最小水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4517 | 信息 | 结果 - 拧紧超时 | 超过拧紧时间限值。一般拧紧策略的最大拧紧时间为 30 秒。多步骤的最大拧紧时间取决于步骤的最大时间限制。故障代码取决于拧紧阶段。 | 重新拧紧。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 |
4518 | 信息 | 结果 - 触发器丢失 | 达到目标前工具触发器已松开。 对于一般拧紧策略,拧紧阶段完成之前不允许释放触发器。 对于多步骤,达到具体步骤的目标之前丢失触发器将显示故障。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4519 | 信息 | 早期扭矩丢失 | 套筒从螺母上滑脱。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4520 | 信息 | 结果 - 在最终步骤前达到目标 | 在拧紧程序的最终步骤前达到目标扭矩。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4521 | 信息 | 结果 - 后视图扭矩较低 | 后视图扭矩低于最小水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4522 | 信息 | 结果 - 后视图扭矩较高 | 后视图扭矩超过最大水平。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4523 | 信息 | 结果 - 未达到后视图扭矩间隔 | 未达到后视图扭矩间隔。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4524 | 信息 | 结果 - 未达到扭矩补偿间隔 | 在未达到旋入端前的扭矩补偿间隔角度。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4525 | 信息 | 结果:工具移动超出限值 | 拧紧详情状态不正常。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4526 | 信息 | 结果 - 安全电流监测传感器不匹配 | 电流监测错误。 | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | ||
4527 | 信息 | 结果:工具移动超出限值 | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |||
4538 | 信息 | 结果 - 最终监管扭矩较低 | 未达到最终监管扭矩。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4543 | 信息 | 结果 - 贴合监控高 | 仅限扳手。监控器检测到超出贴合数值。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4545 | 信息 | 结果 - 无剩余扭矩 | 仅限扳手。残余扭矩低于阈值。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4546 | 信息 | 结果 - 过速 | 仅限扳手。扳手陀螺仪因速度太高无法测量角度。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4547 | 信息 | 结果 - 有效拧松 | 仅限扳手。扳手检测到意外拧松。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4548 | 信息 | 结果 - 终值低于目标值 | 最终扭矩低于拧紧程序中设定的目标扭矩。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4549 | 信息 | TurboTight 时间超出限制 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | ||
4550 | 信息 | 结果 - 旋入脉冲较高 | 超出最大旋入脉冲数量。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4551 | 信息 | 结果 - 旋入脉冲较低 | 旋入在达到最小旋入脉冲数量数量之前已完成。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4552 | 信息 | 结果 - 最终脉冲较高 | 超出最大脉冲数量。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4553 | 信息 | 结果 - 最终脉冲较低 | 拧紧在达到最小脉冲数量数量之前已完成。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4554 | 信息 | 切断电流高 | 切断时的电流超出电流上限。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4555 | 信息 | 切断电流低 | 测得的切断电流低于电流下限。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4556 | 信息 | 未分类的多步骤错误 | 多步骤配置出错,通常与工具验证有关。 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | |
4557 | 信息 | 结果过载 | Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 拧紧过程 | ||
4600 | 警告 | 数据删除 (Data Drop) 或数据保持 (Data Hold) 与批次拧紧结合使用。信号无效 | 数据删除 (Data Drop) 和数据保持 (Data Hold) 仅支持工作任务,不带批次控制。如果必须使用该信号,请选择另一个工作任务。 | Flex StepSync | 拧紧过程 | ||
4601 | 信息 | 数据保持 (Data Hold) 激活:信号低即发送拧紧结果 | Flex StepSync | 拧紧过程 | |||
4602 | 信息 | 数据删除 (Data Drop) 激活:丢弃拧紧结果。 | Flex StepSync | 拧紧过程 | |||
5010 | 警告 | 无效的拧紧程序参数值 | 所选拧紧程序中的参数无效。 | 检查所选拧紧程序的配置,查找并更改参数值。 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC PFHC | 程序配置 |
5011 | 警告 | 无法在工具中准备程序存储 | 无法读取 STB 工具中的当前程序存储大小,也无法准备程序存储以将更新或新选择的拧紧程序下载到 STB 工具。 |
| 日志 显示 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 程序配置 |
5020 | 信息 | 主触发器并非活动的启动来源 | 当配置为只通过下压式开关启动且用户按压主触发器时生成。直到用户按压下压式开关时生成。 | 按压下压式开关以启动工具。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 程序配置 |
5030 | 信息 | 拧紧程序复杂性超出工具负荷 | 所选的拧紧程序对使用的 STB 工具来说太过复杂。工具将被锁定。 | 降低拧紧程序的复杂性,或者选择其他程序。 | 日志 显示 Conf | Power Focus 6000 Power Focus 8 Power Focus XC | 程序配置 |
6010 | 信息 | 附件已连接 | 附件已连接至控制器。 | 日志 显示 确认 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 配件 | |
6020 | 信息 | 附件已断开 | 附件已从控制器断开。 | 日志 显示 确认 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 配件 | |
6021 | 警告 | 现场总线脱机 | 现场总线无通信。 | 日志 显示 确认 Conf | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 配件 | |
6030 | 警告 | 附件地址冲突 | 两个或更多附件使用相同的地址连接。 | 更改附件的地址。 | 日志 显示 确认 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 配件 |
6040 | 警告 | 附件通信错误 | 附件出现间歇的通信错误。 | 校验线缆和连接器。 | 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 配件 |
6041 | 警告 | 现场总线错误 | 现场总线出现通信错误。 |
| 日志 显示 确认 Conf | Flex Power Focus 6000 Power Focus 8 StepSync | 配件 |
6042 | 警告 | 现场总线模块不匹配 | 安装的现场总线模块与配置的模块不匹配。 | 更改配置以使其与安装的模块匹配,或以正确的模块替换安装的模块。 | 日志 显示 确认 Conf | Flex Power Focus 6000 Power Focus 8 StepSync | 配件 |
6043 | 警告 | 现场总线输出缓冲区溢出 | 用于现场总线通信的输出缓冲区已满,缓冲区发生溢出。已丢弃一个或多个信号更新。 | 停止现场总线通信和现场总线诊断(如果使用)以恢复缓冲区。 如果此事件频繁发生,请检查您的现场总线通信设置,包括 PLC 程序:与您的更新间隔相比,太频繁的更新可能导致这种情况。 | 日志 显示 确认 Conf | Flex Power Focus 6000 Power Focus 8 StepSync | 配件 |
6044 | 警告 | 现场总线提供商 ID 不匹配 | 不支持安装的现场总线模块。 | 连接支持的 Atlas Copco 现场总线模块。 | 日志 显示 确认 | Power Focus 8 | 配件 |
6050 | 信息 | 所选套筒错误 | 没有选择任何套筒或选择了错误的套筒时生成。 | 日志 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 配件 | |
6090 | 警告 | 无法识别扫码枪 | 未找到唯一序列号时。 | 配置条形码阅读器设备。 | 日志 显示 确认 Conf | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC PFHC | 配件 |
7010 | 信息 | 要显示的消息文本 | 显示消息的通用事件。 | 显示 确认 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC PFHC | 消息 | |
8200 | 信息 | 打开串行端口失败 | 无法打开要使用的串行端口。 | 检查串行端口连接。 | 显示 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 其他 |
8300 | 警告 | 开放协议客户端通信超时 | 与开放协议客户端的通信已超时。在预期时间内未发送保持活动状态的消息或命令。 |
| 日志 显示 Conf | Flex IXB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | 其他 |
8214 | 错误 | EHMI 软件版本不匹配 | EHMI 软件版本与控制器的兼容性不匹配。 | 更新 EHMI 的软件版本。 | 日志 显示 确认 Conf | IXB Power Focus 6000 Power Focus 8 Power Focus XC | 其他 |
Conf - 事件代码列表
Available for - 事件代码列表
事件代码可用的产品列表。
Groups - 事件代码列表
事件代码所属的组。
Event Description
对事件及其发生原因的简短描述。
Procedure - 事件代码列表
如果适用,步骤中会包含关于如何清除事件的说明。
Log - 事件代码列表
告知用户该事件是否要保存在事件日志中。此列表中的值为默认值。
display - 事件代码列表
告知用户该事件是否要显示在屏幕上。此列表中的值为默认值。
Ack - 事件代码列表
告知用户该事件是否必须确认才能继续。此列表中的值为默认值。
事件代码
唯一事件编号。
Type of events - 事件代码列表
事件类型:信息、警告和错误。
事件名称
事件的描述性名称。
使用设置选项卡
网络配置
可以将工具设置为使用 IPv4 协议从局域网 (LAN) 上的 Web 浏览器进行无线访问。
有一个选项可以将该工具用作客户端或其他设备的访问点。
准备工作
打开手动控制器 USB 连接端口的盖子。
将 PC 连接到手动控制器上的 USB-C 连接器。为确保 PC 给手动控制器提供足够的电力,请使用 USB-3.0 端口。
要进入配置 GUI,请在您的浏览器中输入以下地址:164.254.1.1/config.html。
更多信息请见 Web 浏览器要求一节。
相关信息
配置通道
转到主菜单中的设置,然后在左侧窗格中选择网络。
在通道字段中,选择频率(2.4 Ghz 或 5 GHz),并选择编辑。
选择启用或禁用通道。
配置无线客户端
转到主菜单中的设置,然后在左侧窗格中选择网络。
在无线客户端字段中,选择编辑。
将启用设置为开启。
根据配置将 DHCP 设置为开启或关闭。如果设置为关闭,请填写本地系统管理员提供的所需信息:
IP 地址
子网掩码
网关
输入网络名称 (SSID)。
在安全性字段中,选择模式,然后从列表中选择一种安全性模式。如果选择 WPA2 Personal,请输入安全密钥。
输入安全性参数,并导入证书文件和密钥(如果适用)。
根据需要编辑可选设置。
选择应用。
工具将建立与网络的无线连接,并通过工具的蓝色连接 LED 指示灯发出稳定的光来指示。
要通过无线方式访问用户界面,请在 Web 浏览器中键入 IP 地址。
将工具配置为无线接入点
如果先前已经在无线客户端模式下配置了多个通道,启用无线 AP 模式将更新通道列表,使其仅包含适用于无线 AP 模式的当前/默认通道。
转到主菜单中的设置,然后在左侧窗格中选择网络。
在无线 AP 字段中,选择编辑。
将启用设置为开启。
输入本地系统管理员提供的必需信息:
IP 地址
子网掩码
网关
要分配 IP 地址,请将 DHCP 服务器设置为开启,然后输入 IP 范围开始和 IP 范围停止。
输入网络名称 (SSID)。
在安全性字段中,选择模式,然后从列表中选择一种安全性模式。如果选择 WPA2 Personal,请输入安全密钥。
选择应用。
服务器连接
可以将手动控制器设置为与运行以下 Atlas Copco 软件产品的服务器通信:
ToolsNet - 用于处理结果报告。
配置 ToolsNet 连接
转到主菜单中的设置,然后在左侧窗格中选择服务器连接。
在 ToolsNet 字段中,设置以下参数:
区域
说明
开/关
启用/禁用与 ToolsNet 服务器的通讯
服务器端口
ToolsNet 服务器端口
服务器主机
ToolsNet 服务器 IP 地址
选择应用。
要查看 ToolsNet 连接状态,请转至报告 > 结果,并选择  按钮。在出现的对话框中,选择服务器连接选项卡。
按钮。在出现的对话框中,选择服务器连接选项卡。
有关如何配置 ToolsNet 的信息,请参阅 ToolsNet 8 用户指南。
配置远程日志记录连接
要将控制器连接至远程日志记录服务器,需在控制器上配置并激活远程日志记录设置。
在主视图上,前往设置选项卡,并在左窗格上选择服务器连接。
在远程日志记录窗口中,配置以下参数:
字段 | 说明 |
|---|---|
开/关 | 启用/禁用与远程日志记录服务器的通信 |
TCP/UDP | 选择 TCP 或 UDP 协议 |
服务器主机 | 远程日志记录服务器 IP 地址 |
服务器端口 | 远程日志记录服务器端口 |
配置日志级别
配置存储在远程日志记录服务器上的日志:
在主视图上,前往设置选项卡,并在左窗格上选择服务器连接。
在 远程日志记录 窗口中,选择配置。
在配置设施窗口选中适用的复选框。
类别
系统日志分类
错误
警报、严重、紧急、错误
警告
警告
信息
信息、通知
要将选择恢复到以前的配置,请选择撤消。
选择应用。
首选项
日期和时间
必须设置日期和时间,以便活动和结果显示时带有正确的时间戳。通过以下三种可用来源中的一种检索时间:
手动 - 手动设置日期、时间和时区。
NTP - 日期和时间从用户界面中定义的 NTP(网络时间协议)服务器中检索。
ToolsNet - 从 ToolsNet 服务器检索日期和时间。
NTP 和 ToolsNet 时间源需要功能正常的网络连接。
设置日期和时间
转到主菜单中的设置,然后在左侧窗格中选择首选项。
在日期和时间字段中,设置以下参数:
参数
说明
源
获取时间的起始源。
NTP Server 1
NTP 服务器的 IP 地址为工具提供日期和时间。
服务器 1 状态
OK/否状态
NTP Server 2
NTP 服务器的 IP 地址为工具提供日期和时间。
服务器 2 状态
OK/否状态
日期
如果将来源设为手动,则需手动输入日期。
时间
如果将来源设为手动,则需手动输入时间。
时间区
时间区既可为本地时区,也可为 UTC 等标准时区(协调世界时)
选择应用。
设置语言
用户界面可以是以下 12 种语言:
简体中文
捷克语
德语
西班牙语
法语
韩语
意大利语
日语
葡萄牙语
俄语
瑞典语
中文
更改语言
转到主菜单中的设置,然后在左侧窗格中选择偏好。
在语言字段中,选择当前使用的语言,然后从列表中选择一种语言。
语言更改立即生效。
设置扭矩单位
执行拧紧后以及在结果列表中存储后,扭矩结果将以选定的单位显示。
单位 | 说明 |
|---|---|
cNm | 百分之一牛顿米 |
dNm | 十分之一牛顿米 |
Nm | 牛顿米 |
kNm | 千牛顿米 |
in·lbf | 英寸-磅力 |
ft·lbf | 英尺-磅力 |
in·ozf | 英寸-盎司力 |
ft·ozf | 英尺-盎司力 |
gf·cm | 克力-厘米 |
kgf·cm | 千克力-厘米 |
kgf·m | 千克力-米 |
压力单位
设置压力单位
转到主菜单中的设置,然后在左侧窗格中选择首选项。
在压力单位字段,从列表中选择单位 Bar 或 Pa。
配置 PIN 设置
使用 PIN 码可防止未授权使用 Web GUI 或意外改动。
如果启用,则在从 Web GUI 进行配置更改时需要输入 PIN 码。
此部分内容
配置 PIN
Web GUI 可能有一个或多个不同的 PIN 配置。用户可以决定是否同时激活一个或多个 PIN 配置。
每种 PIN 配置都有一个 PIN 代码、一个用户名、一个用于启用或禁用用户/PIN 的开关以及用户可以访问的可用配置列表。
启用 PIN 并且屏幕锁定后,图形用户界面右上角会出现一个上锁的挂锁图标。在没有输入任何 PIN 代码的情况下,用户只能访问和更改选定的配置,以及以只读访问方式浏览未选定的配置。未选定的配置显示为灰色或禁用。
屏幕锁定在闲置一定时间后会自动打开,可由用户配置。
不活动时间的最小值为 20 秒,最大值为 600 秒。不活动时间是可配置的,并且适用于所有 PIN 配置。
系统启动后,无论当前的不活动时间如何,如果打开 PIN 都会锁定控制器。
用户和配置的 PIN 也适用于服务端口 (169.254.1.1)。
要在服务端口上启用 PIN 保护,在 PIN 窗口中,将对服务端口使用 PIN 设置为开启。
每个控制器最多可以配置 10 个用户。
每个配置的 PIN 码必须唯一。需要具有至少一种配置才能启用控制器上的 PIN 功能。
PIN 可从 Web GUI 进行配置。
添加新用户
在主页视图上,选择设置选项卡。然后,在左侧选择 PIN。
在 PIN 窗口中,选择配置。
选择图形用户界面右上角的 + 图标。
PIN 用户窗口显示新用户。如果 Web GUI 中没有存储用户,则新用户是列表中的第一个,也是唯一的一个;如果 Web GUI 中存储了现有用户,则新用户排在列表的最后。选择新用户。
出现用户窗口。
输入新用户的名称和 PIN,然后确认 PIN。所有用户名必须是唯一的。
姓名文本框长度可为 1 到 32 个字符。PIN 码的长度必须为 4 位(数字 1 到 9)。
输入 PIN 框和确认 PIN 框需要匹配才能应用更改。默认情况下,两个文本框中均会显示点,但它们只是占位符,需要用实际的 PIN 码替换。选择权限。显示可用配置的列表。
选中用户可以访问并进行更改的必要配置左侧的复选框。
选中必要的配置后,选择确定。
出现用户窗口。全选将同时选中所有可用配置。
选中全不选将清除复选框并撤消选择。用户只能访问和更改在权限窗口中选中的配置,并且可以以只读访问方式浏览未选中的配置。对于未选中的配置,不允许进行任何更改。
在用户窗口中,选择应用。
启用用户
在主页视图上,选择设置选项卡。然后,在左侧选择 PIN。
在 PIN 窗口中,选择配置。
在 PIN 用户窗口中,选中用户名左侧的复选框以启用。
也可以通过点击用户名并将用户窗口中的启用开关设置为开启来启用 PIN。
激活 PIN 配置
在主页视图上,选择设置选项卡。然后,在左侧选择 PIN。
在 PIN 窗口中,选择配置。
在 PIN 激活窗口中,将 PIN 代码开关设为开启。
只有启用至少一个用户/PIN 后,才可以激活 PIN。如果未启用用户/PIN 码,将出现警告 弹出窗口。
输入不活动超时(以秒为单位),它定义了屏幕自动锁定之后的时间段。
“不活动超时”的默认值为 120 秒:这是全局设置,不能针对每个用户进行设置。
解锁 Web GUI。
在主页视图上,选择 GUI 右上角的挂锁图标。一个带有数字键盘的弹出窗口将出现。
输入配置的 PIN 码,然后选择确定。
启用 PIN 并且屏幕解锁后,GUI 右上角会出现一个打开的挂锁图标。通过选择打开挂锁图标,可以再次手动锁定 Web GUI。
禁用用户
在主页视图上,选择设置选项卡。然后,在左侧选择 PIN。
在 PIN 窗口中,选择配置。
在 PIN 用户中,取消选中用户名左侧的复选框以禁用。
也可以通过点击用户名并将用户窗口中的已启用开关设置为关闭来禁用 PIN。
删除用户
在主页视图上,选择设置选项卡。然后,在左侧选择 PIN。
在 PIN 窗口中,选择配置。
在 PIN 用户窗口中,选中要删除的用户名右侧的删除图标。
如果用户被移除,则 PIN 也会被删除。无法通过已删除的 PIN 访问任何配置。
事件设置配置
控制器中可用的事件可以配置为下列一种或若干种状态:
已确认
已登录
已显示
扩展日志记录配置
PFHC 自动创建日志并存储它们。这些日志可以配置为包括使用日志组的扩展日志记录。
此部分内容
配置日志组
日志组的默认设置为“关闭”。将日志组的设置切换为开启:
在主视图上,前往设置选项卡,并在左窗格上选择扩展日志记录。
在日志组窗口,将组设置为开启。
重置日志组
可以将所有日志组重置为其默认设置。
在主视图上,前往设置选项卡,并在左窗格上选择扩展日志记录。
在重置日志组窗口中,选择重置。
此时会出现一个弹出窗口,询问是否要重置所有日志组。选择是。
持久日志组
日志组在每次重启时都会重置为其默认设置。要防止重设,可使用持久性日志组。
在主视图上,前往设置选项卡,并在左窗格上选择扩展日志记录。
在重启后保持选择窗口中,将持久设置开启。
重置
出厂设置控制器
可以将控制器还原为原始出厂设置。
在重置控制器时将删除所有设置、事件、配置和历史数据。仅在完全确定必要时,才进行出厂重置。
执行控制器出厂重置
在主页视图上,选择设置选项卡。然后,在左侧选择重置。
在出厂重置控制器窗口中,选择重置。
将出现一个弹出窗口,提醒将删除所有数据。然后,选择是。
控制器将重启,以启用新设置。
清除结果
可以删除存储在控制器上的结果和事件。
删除结果和事件
在主页视图上,选择设置选项卡。然后,在左侧选择重置。
在清除结果窗口中,选择清除。
将出现一个弹出窗口,提醒将删除所有结果和事件。然后,选择是。
关闭控制器并等待 30 秒,然后再次开启系统。
使用帮助选项卡
本节提供在 Web GUI 中工作时所需的帮助。Power Focus HC 用户手册内置在该选项卡中。章节在左侧面板中。
操作
在本节中,您可以找到有关如何操作产品的分步信息。
控制器图形用户界面
系统启动
手动控制器上的任务菜单在启动期间灰显,这意味着它在系统启动完成之前不可用。
在系统启动期间,会发生以下情况:
泵和拉伸器启动,并与手动控制器建立通信。
如果泵或拉伸器的固件版本不兼容手动控制器的软件版本,则固件版本将更新为兼容版本。可以在拉伸器的 LED 上观察到此过程,在固件兼容性检查和可能的更新过程中,LED 为蓝色。当拉伸器状态 LED 停止闪烁并稳定为白光时,拉伸器与手动控制器建立连接。
如果泵或拉伸器的固件不符合手动控制器的预期,则会触发事件 2516“检测到意外的泵或拉伸器固件版本,请重启系统。如果问题仍然存在,系统可能会运行,但请仔细观察任何意外事件。”如果报告的任何固件在手动控制器的不兼容固件版本列表中,手动控制器将发出事件 2617“不兼容的泵或拉伸器固件版本,请重启系统。系统无法运行。”如果固件不兼容,手动控制器将不会激活主页->任务。在这两种情况下,应重启系统,并让更新失败的单元重新启动。
手动控制器名称可在 IAM 中更换,见智能应用模块一节。
连接状态
无线连接状态和 ToolsNet 连接状态的图标显示连接状态的实时更新。如果在设置 -> 网络中进行了配置,则手动控制器将连接 Wifi。
当连接到无线且 HC 与 Wifi 网络有活动的连接时,Wifi 连接图标将显示,没有对角线。
当手动控制器配置为连接到 ToolsNet 时,图标的状态反映连接的状态。对角线表示没有与 ToolsNet 的开放连接。
相关信息
主屏幕
当所有三个组件均完成了启动过程并且系统开始通信时,任务菜单可用。
警告和提醒
当系统出现与泵或拉伸器状态相关的警告或信息消息时,连接的设备图标将高亮显示,并带有蓝色框,消息数量也会显示。当进入连接的设备选项卡时,信息或警告图标会向用户显示可用的其他信息。某些状态还以警告标语显示在主屏幕中。
换油提醒
当下次换油时间少于四周,或电机运行时间已达到最后 50 小时时,将显示换油提醒。
在下次换油日期前的最后 28 天以及电机运行时间的最后 50 小时内,将显示信息图标。
当换油日期已过,或电机运行时间达到限值时,信息图标将变为警告。
使用任务选项卡
当泵和拉伸器都连接到手动控制器时,任务菜单可用。
只有具有有效配置的任务才会显示在手持控制器 GUI 上。
例如,如果没有用于装配的配置,则装配或批量装配均不可用。
手动模式一直是可用的。
例如,为了培训或测试目的,允许为一个螺栓运行一次装配和螺栓服务。
手动控制器可执行以下任务:
装配:单次运行拉伸配置步骤。
批量装配:批量运行拉伸配置步骤。操作员必须在开始此作业之前输入其他信息。
手动模式:允许手动控制拉伸过程。此过程可由任何拉伸器运行。
螺栓服务:单次运行螺栓服务配置。
批量螺栓服务:批量运行拉伸服务配置。操作员必须在开始此作业之前输入其他信息。
使用手动模式解除拉伸或拧松螺栓。建议采用适用的拧松方式。有关解除拉伸的更多信息,请参阅“解除螺母拉伸”一节。
相关信息
拉伸操作简化 GUI
有两个手动控制器 GUI 屏幕用于拉伸操作,一个完整的 GUI 和一个简化的 GUI。
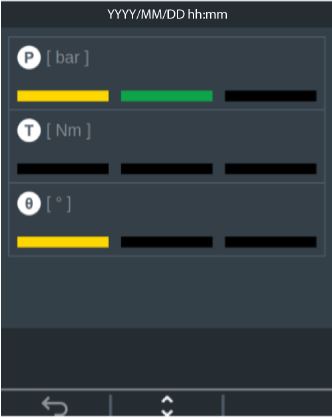
完整的 GUI 显示压力、扭矩、角度和施加在法兰上的力的测量值。
简化的 GUI 是一个更简洁的操作员 GUI,类似于拉伸器上的 LED,因此手动控制器上的 LED 显示的状态与拉伸器上的 LED 相同。
使用手动控制器上的向上、向下按钮可在这两个 GUI 屏幕之间切换。

装配
在装配选项卡中,有一个与所连接的拉伸器兼容的预配置拉伸程序列表。如果没有可用的兼容程序,屏幕底部将显示以下消息:无兼容的程序。
在主视图中,前往任务 > 装配。
使用向上和向下按钮浏览列表,选择要运行的程序,然后按中间的回车按钮确认选择。
列表中显示的名称来自常规设置 > 属性选项卡下的名称字段。
当屏幕上出现消息将工具放在螺栓上时,将拉伸器竖直旋入至螺栓顶部。
确保套筒对准螺母。
按下键盘上的前进按钮启动拉伸操作。
相关信息
此部分内容
拉伸操作
拉伸操作包括以下阶段:
安装检查
增压阶段
螺母拧紧
可以在拉伸操作过程中随时中止。
当系统等待用户采取行动时,几秒钟后会出现一个帮助文本,一旦检测到预期操作,即会消失。
安装检查
安装检查的目的是为角度测量创建一个参考点。
按下增压按钮,防止拉伸器在安装检查过程中旋转。
压力可能不足,尤其是在长时间停机后的第一次运行时。这时可以再次按下增压按钮。
压力可能过大 - 系统提示用户释放压力并重试。
角度重置力参数可能会导致发生超调,请参阅拉伸参数一节。
顺时针旋转螺母,以达到安装检查扭矩参数中设置的扭矩水平(默认值为 20 Nm)。使扭矩至少保持安装检查扭矩持续时间(默认值 1 秒)。
所有 3 个 LED 灯都变成绿色。
释放“咔哒”扳手上的力。
增压阶段
按住增压按钮。
当拉伸器上角度那一排的 LED 灯和手动控制器上的相应灯亮起时,在螺栓伸长后旋入螺母。
在达到目标压力之前,请勿对螺母施加任何扭矩。压力将起作用。
螺母拧紧
按住增压按钮,保持系统压力高于最小螺栓拉伸压力参数。
压力将缓慢下降,系统将在低于最低压力之前增压。
拧紧螺母至拧紧目标扭矩并保持扭矩拧紧扭矩持续时间秒。
满足这个条件时,所有 LED 灯都会亮起。
释放扭矩。
如果自动压力释放参数被设为开启,则当扭矩释放至 10 Nm 以下时,系统将释放压力。
如果自动压力释放参数被设为关闭,则使用卸压按钮释放压力。
当压力释放时,OK 或 NOK 结果显示在手动控制器上。在这两种情况下,详细视图将显示记录的压力/力角度和扭矩读数。
中止
通常可以中止正在进行的任务,但在此之前必须释放系统压力。
按下卸压按钮释放压力。
按返回按钮退出拉伸操作。
在批量作业期间中止拉伸操作时,用户将获得两个选择:
取消螺栓:如果螺栓编号不正确。手动控制器 GUI 返回屏幕将工具放在螺栓上。
中止批量操作:需要暂停或停止拉伸作业时。
当运行装配作业时,手动控制器 GUI 返回任务菜单。
批量装配
设定批量,以使用相同的拉伸配置来执行指定次数的连续拉伸。
在主视图中,前往任务 > 批量装配。
使用向上和向下按钮浏览列表,选择要运行的程序,然后按中间的回车按钮确认选择。
列表中显示的名称来自常规设置 > 属性选项卡下的名称字段。
根据需要,从两个选项中选择一个:塔式章节 ID 或塔式数据。
扫描法兰标识符。
扫描或手动输入塔式章节 ID,作为特定法兰的参考。生成结果报告需要此标识符,因为它被用于对属于特定法兰的结果进行分组。有关如何在手动控制器上使用键盘按钮的更多信息,请参阅 GUI 按钮和图标一节。
扫描或手动输入塔式数据二维码(如果可用)。该字符串是一个以分号分隔的列表,其中包括塔式章节 ID 和添加到结果中的一些其他数据。手动控制器会验证该字符串的格式,如果不被认可,将生成错误消息。
扫描结果中包含的可选作业元数据:
扫描操作员数据
扫描操作员公司
螺栓数据
法兰位置
操作员 ID
操作员数据
操作员公司
按下前进按钮继续。
输入法兰上的螺栓总数,即使是打算在螺栓的一个子集上进行操作。
使用向上和向下按钮输入一个数字,然后按回车键确认。按下一步按钮,然后使用向上和向下按钮输入下一个数字,按回车确认选择。
有关如何在手动控制器上使用键盘按钮的更多信息,请参阅 GUI 按钮和图标一节。
正确输入法兰上的螺栓总数后,按前进按钮进入摘要屏幕。
摘要屏幕显示要运行的程序名称和螺栓数量。
按前进按钮开始第一次拉伸。
当恢复先前启动的批量作业时,每次拉伸的结果在将工具放在螺栓上屏幕显示为绿色 (OK) 或红色 (NOK)。
如果螺栓数量不正确,可通过使用更多按钮编辑它。
用户有责任确保螺栓数量正确。
按下前进按钮开始拉伸操作,请参阅“拉伸操作”一节。
手动模式
在手动模式中,除了控制压力目标外,系统不监控任何过程,也不记录任何结果。
为了能够手动监控该过程,控制器 GUI 显示有关压力、扭矩和角度的信息。
系统启动后首次运行手动模式时,操作员必须通过输入要使用的目标压力来设置目标压力。只要系统通电,后续手动模式运行将记住最新使用的压力目标。
设置目标压力屏幕显示拉伸手动模式配置参数默认手动液压。
目标压力受到以下最低值的限制:
泵的最大压力
拉伸器的最大压力
最大系统液压 - 手动模式配置参数
手动模式操作
在主视图中,前往任务 > 手动模式。
设置目标压力。
当出现将工具放在螺栓上时,可通过按更多按钮更改目标压力。
按前进按钮启动手动模式。
按下增压按钮进行增压。
当达到目标压力或松开增压按钮时,增压停止。
施加在扳手上的扭矩显示为白色条形格和数字。
记录的角度以数字呈现。
当扭矩开始下降时,峰值扭矩显示为黑色,而当前扭矩显示为白色条形格。峰值测量以数字形式呈现。
使用更多按钮执行以下操作:
设置新的压力目标 - 在弹出窗口中选择设置目标压力。
清除记录的峰值扭矩和角度。
逆时针方向移动扳手记录为负的扭矩和角度。
要退出手动模式,请使用返回按钮。
只有当系统释放压力时,才能退出手动模式。
控制器 GUI 返回任务菜单。
相关信息
此部分内容
解除拉伸螺母
将拉伸器从法兰的接触面向后转动 3 mm。
在手动控制器上选择手动模式,然后设置最初拉伸螺栓的压力,并在逆时针方向以正向力握住“咔哒”扳手的同时开始施加压力。
当施加的载荷达到断开点时,“咔哒”扳手可以自由移动,打开螺母。转动“咔哒”扳手,达到有限窗口循环的 6-7 倍。
释放压力并检查螺栓是否松动。


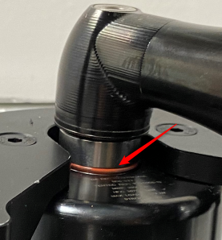
对张紧器加压时,拉拔器杆上的最大行程指示灯应不可见。如果可见,停止并调整螺栓上拉拔器杆的位置,以便在达到所需压力之前不会到达最大位置。否则,如果重复进行,可能会对张紧器的内部部件造成物理损坏。
螺栓服务
螺栓服务过程将核实螺母和螺栓是否处于良好状态。螺母被拧松至螺母拧松最小拧松角度(默认值 10 度),然后再次拧紧。
拧紧方向的角度和扭矩将显示为正值,而拧松方向的角度和扭矩显示为负值。
在主视图中,前往任务 > 螺栓服务。
使用向上和向下按钮浏览列表,选择要运行的程序,然后按中间的回车按钮确认选择。
列表中显示的名称来自常规设置 > 属性选项卡下的名称字段。
当屏幕上出现消息将工具放在螺栓上时,将拉伸器竖直旋入至螺栓顶部。
确保套筒对准螺母。
按下键盘上的前进按钮启动螺栓服务操作。
相关信息
此部分内容
螺栓服务操作
螺栓服务操作包括以下阶段:
安装检查
增压阶段
螺母拧松
螺母拧紧
可以在螺栓服务操作期间随时中止。
当系统等待用户采取行动时,几秒钟后会出现一个帮助文本,一旦检测到预期操作,即会消失。
螺母旋转变化量为螺母旋转的总和:拧松旋转 + 拧紧旋转。例如,如果拧松旋转角度为 −13 度,拧紧旋转角度为 15 度,则螺母总旋转角度为 2 度。 (−13 +15=2)
安装检查
安装检查的目的是为角度测量创建一个参考点。
按下增压按钮,防止拉伸器在安装检查过程中旋转。
压力可能不足,尤其是在长时间停机后的第一次运行时。这时可以再次按下增压按钮。
压力可能过大 - 系统提示用户释放压力并重试。
角度重置力参数可能会导致发生超调,请参阅拉伸参数一节。
顺时针旋转螺母,以达到安装检查扭矩参数中设置的扭矩水平(默认值为 20 Nm)。使扭矩至少保持安装检查扭矩持续时间(默认值 1 秒)。
所有 3 个 LED 灯都变成绿色。
释放“咔哒”扳手上的力。
逆时针旋转螺母,以达到安装检查扭矩参数中设置的扭矩水平(默认值为 20 Nm)。使扭矩至少保持安装检查扭矩持续时间(默认值 1 秒)。
所有 3 个 LED 灯都变成绿色。
释放“咔哒”扳手上的力。
增压阶段
按住增压按钮。
在达到目标压力之前,请勿尝试旋转螺母,因为螺母是用很大的力固定在法兰上的。
螺母拧松
按住增压按钮,保持系统压力高于最小螺栓拉伸压力参数。
压力将缓慢下降,系统将在低于最低压力之前增压。
将螺母拧松至螺母拧松最小拧松角度。
如果螺母因腐蚀等原因卡住,系统将允许螺母拧松次数达到尝试次数(默认值为 3),然后提示用户再次拧紧螺母。这将产生一个 NOK 结果。
尝试是指施加的扭矩高于螺母拧松尝试计数扭矩。
满足这个条件时,角度那一排的所有 LED 灯都会亮起。
如果拧松角度大于螺母拧松最小拧松角度且螺母的总移动量处于最小螺母旋转变化量和最大螺母旋转变化量之间的范围内,则结果为 OK。
螺母拧紧
拧紧螺母至拧紧目标扭矩并保持扭矩拧紧扭矩持续时间秒。
满足这个条件时,所有 LED 灯都会亮起。
释放“咔哒”扳手上的力。
如果自动压力释放参数被设为开启,则当扭矩释放至 10 Nm 以下时,系统将释放压力。
如果自动压力释放参数被设为关闭,则使用卸压按钮释放压力。
当压力释放时,OK 或 NOK 结果显示在手动控制器上。在这两种情况下,详细视图将显示记录的压力/力角度和扭矩读数。
如果拧松角度大于螺母拧松最小拧松角度和螺母移动总量在最小螺母旋转变化量和最大螺母旋转变化量的范围内,则结果为 OK。
中止
通常可以中止正在进行的任务,但在此之前必须释放系统压力。
按下卸压按钮释放压力。
按返回按钮退出螺栓服务操作。
在批量作业期间中止螺栓服务操作时,用户将获得两个选择:
取消螺栓:如果螺栓编号不正确。手动控制器 GUI 返回屏幕将工具放在螺栓上。
中止批量操作:需要暂停或停止拉伸作业时。
当运行螺栓服务作业时,手动控制器 GUI 返回任务菜单。
批量螺栓服务
在主视图中,前往任务 > 批量螺栓服务。
使用向上和向下按钮浏览列表,选择要运行的程序,然后按中间的回车按钮确认选择。
列表中显示的名称来自常规设置 > 属性选项卡下的名称字段。
根据需要,从两个选项中选择一个:塔式章节 ID 或塔式数据。
扫描法兰标识符。
扫描或手动输入塔式章节 ID,作为特定法兰的参考。生成结果报告需要此标识符,因为它被用于对属于特定法兰的结果进行分组。
有关如何在手动控制器上使用键盘按钮的更多信息,请参阅 GUI 按钮和图标一节。
扫描或手动输入塔式数据二维码(如果可用)。该字符串是一个以分号分隔的列表,其中包括塔式章节 ID 和添加到结果中的一些其他数据。手动控制器会验证该字符串的格式,如果不被认可,将生成错误消息。
扫描结果中包含的可选作业元数据:
扫描操作员数据
扫描操作员公司
螺栓数据
法兰位置
操作员 ID
操作员数据
操作员公司
按下前进按钮继续。
输入法兰上的螺栓总数,即使是打算在螺栓的一个子集上进行操作。
有关如何在手动控制器上使用键盘按钮的更多信息,请参阅 GUI 按钮和图标一节。
按前进按钮进入摘要屏幕。
摘要屏幕显示要运行的程序名称和螺栓数量。
按前进按钮开始螺栓服务操作。
当恢复先前启动的批量作业时,则每次螺栓服务的结果在将工具放在螺栓上屏幕上显示为绿色 (OK) 或红色 (NOK)。
如果螺栓数量不正确,可通过使用更多按钮编辑它。
用户有责任确保螺栓数量正确。
按前进按钮开始螺栓服务操作,请参阅“螺栓服务”下的“螺栓服务操作”一节。
使用报告选项卡
生成报告
报告生成到与手动控制器上的 USB-A 连接器连接的 U 盘。
在主视图上,选择报告选项卡,然后按回车按钮选择生成报告。
要定义生成报告的日期范围,可使用手动控制器上的键盘按钮编辑开始日期和结束日期。如果这些字段留空,报告将包含手动控制器中的所有结果。
按前进按钮,然后按回车按钮选择开始生成或按返回按钮中止。
此时将出现警告文字确保在开始生成报告之前已连接 U 盘。
当生成的报告出现在屏幕上,按下一步按钮。
移除 U 盘。
结果
批量服务作业的结果可在报告选项卡中查看。对于所有批量作业,可以按塔式章节 ID 查看存储的结果。
法兰的完整结果显示为一个圆。
绿色区段表示 OK 结果。
红色区段表示 NOK 结果。
活动的区段为白色。
缺失的结果为灰色。
在报告选项卡中,选择结果。
要定义结果的日期范围,可使用手动控制器上的键盘按钮编辑开始日期和结束日期。如果这些字段留空,可以查看手动控制器中的所有结果。
按键盘上的上、下按钮可浏览结果。
按回车按钮选择要查看的结果。
此时将显示选定结果的圆形视图。每个区段表示批量作业中的一个螺栓。
要浏览螺栓结果,可使用键盘上的向上和向下按钮移动到下一个或上一个结果。
可以使用更多按钮导航到特定螺栓编号,然后输入螺栓编号,按前进按钮。
点击下一步按钮查看选定螺栓的详情。
使用控制器信息选项卡
控制器信息菜单显示以下信息:
手动控制器装置数据 - 序列号
货号
网址
软件版本
软件构建日期
使用设置选项卡
在主视图上,选择设置选项卡执行以下操作:
设置时间
设置日期
清除结果
语言
设置时间
使用向上和向下按钮以 24 小时时间格式设置时间,然后按下一步按钮。
有关如何在手动控制器上使用键盘按钮的更多信息,请参阅 GUI 按钮和图标一节。
当分钟字段处于活动状态时,用前进按钮确认时间。
如要中止,可在小时字段处于活动状态时按返回按钮。
设置日期
使用向上和向下按钮以 yyyy/mm/dd 格式设置日期,然后按下一步按钮。
有关如何在手动控制器上使用键盘按钮的更多信息,请参阅 GUI 按钮和图标一节。
当日期字段处于活动状态时,用前进按钮确认日期。
如要中止,可在年份字段处于活动状态时按返回按钮。
清除结果
要清除手动控制器中存储的所有结果,请执行以下操作:
前往设置选项卡,然后选择清除结果。
按回车按钮进行确认,然后选择弹出窗口中的是或否中止。
为避免出现问题,建议在完成批量作业和导出后定期清除结果。手动控制器中的磁盘空间不是无限的。
语言
要更改语言设置:
前往设置选项卡,然后选择语言。按下回车按钮以确认。
语言菜单始终位于主页 -> 设置下的列表中的最后一个,以便在手动控制器使用操作员不懂的语言时能够快速导航到语言菜单。
在列表中选择所需的语言。按下回车按钮以确认。
相关信息
使用连接的设备
在主视图上,选择连接的设备选项卡查看已连接装置的数据。
主屏幕还显示关于以下内容的信息:
固件版本
拉伸器尺寸
拉杆计数
拉杆增压的最大次数
泵
在主视图上,前往连接的设备选项卡。
选择泵,然后按回车按钮查看以下信息:
泵详细信息
泵自定义标识符
换油 - 剩余运行时间
按回车按钮可查看更多详情。
泵详细信息
选择泵详细信息查看所连接的装置的相关信息,例如货号、序列号、硬件版本以及下列信息:
泵电机运行时间统计电机已经运行的秒数。
泵增压器开启时间统计增压器已经运行的秒数。
泵油增压计数统计自上次记录的换油以来超过最大值 75%(=>1400 巴)的增压次数。
泵自定义标识符
客户可以利用泵自定义标识符字段借助任意 ID 来识别设备。自定义 ID 存储在泵中,在系统启动时由手动控制器读取。
要编辑自定义 ID,可以按回车按钮选择泵自定义标识符。
按更多按钮扫描或手动输入新的自定义 ID。
在弹出窗口中选择扫描或手动输入以输入新的自定义 ID。
手动输入:
在弹出窗口中选择保存并退出,或选择重置和退出取消该步骤。
此时将发出一个显示成功(自定义 ID 已设置出现)的事件。
自定义标识符中的字符必须是值 <128 的 ASCII 字符,请参阅 ASCII 表。
在下次启动系统之前,新的自定义 ID 将无效。
换油 - 剩余运行时间
当机油和过滤器更换完成后,通过选择泵 -> 换油 - 剩余运行时间 -> 机油和过滤器已更换 -> 是确认更换。
下一次换油日期将设置为一年后,泵电机的运行时间将清零。
新日期将传输到泵并存储,机油和过滤器的下次更换日期将跟随泵一起,并显示在连接到泵的任何手动控制器中。
拉伸器
在主视图上,前往连接的设备选项卡。
选择拉伸器,然后按回车按钮查看以下信息:
拉伸器
拉杆
力传感器
活塞
拉伸器自定义标识符
按回车按钮可查看更多详情。
当列表比屏幕长时,使用向上和向下按钮查看整个列表。
拉伸器
套筒尺寸
最大压力
货号
名称 - 此字段在生产中设置
版本
序列号
GUID
拉杆
拉杆是一个内部磨损部件,需要定期更换。
实际拉杆计数显示拉杆增压次数,其大于最大压力的 70 % (1400 bar)。
最大拉杆计数显示允许的最大增压,其大于最大压力的 70% (1400 bar)。
剩余拉杆计数
货号
序列号
装配日期
制造日期
力传感器
最大压力
实际力传感器计数显示增压数量,其大于最大值的 75 % (=> 1400 bars)。
货号
序列号
装配日期
制造日期
活塞
活塞区域
货号
序列号
装配日期
制造日期
拉伸器自定义标识符
客户可以利用拉伸器自定义标识符字段借助任意 ID 来识别设备。自定义 ID 存储在拉伸器中,在系统启动时由手动控制器读取。
要编辑自定义 ID,可以按回车按钮选择拉伸器自定义标识符。
按更多按钮扫描或手动输入新的自定义 ID。
在弹出窗口中选择扫描或手动输入以输入新的自定义 ID。
手动输入:
在弹出窗口中选择保存并退出,或选择重置和退出取消该步骤。
发出一个事件,显示成功(自定义 ID 已设置出现)或失败。
自定义标识符中的字符必须是值 <128 的 ASCII 字符,请参阅 ASCII 表。
在下次启动系统之前,新的自定义 ID 将无效。
此部分内容
栏杆最大警告
当拉杆计数器接近拉杆最大值时,警告消息剩余拉杆计数会出现在连接的设备选项卡中,该消息也会在开始拉伸作业时出现。
当剩余拉伸作业数量为 500 时,警告消息剩余拉杆计数:500 出现。当该数字接近 0 时,警告消息会继续更频繁地出现。当剩余拉伸作业数为 0 时,不允许再拉伸。更换拉伸器,继续作业。
在控制器 GUI 上,选择连接的设备,然后选择拉伸器,再点击拉杆查看以下信息:
实际拉杆计数
最大拉杆计数
剩余拉杆计数
货号
序列号
故障排除和保养
本节提供了对问题进行故障排除的帮助,并包含有助于您维护和维修产品的信息。
故障检修和警报
下表描述了不同的情况、问题和警报,以及相应的可能原因和解决方案。警报将显示一个提示信号,并在手动控制器上显示代码,以便采取纠正措施。
警报 | 可能原因 | 解决办法 |
|---|---|---|
泵电机油温高警报 | 泵内油温高于允许温度有很多原因: 连续工作 | 让泵停止工作,以便其冷却几分钟。 |
油质 | 查看污染情况。 更换机油。 | |
外部温度 | 换成适当等级的机油。 | |
泵电机油位低警报 | 当泵内的油位低于最低油位时,系统停止。 | 往泵中加满油,以便继续工作。 |
系统泄漏。 | 检查系统中是否有泄漏,然后进行维修或更换。 | |
泵电机保护警报 | 电机内部电流过大或功率异常。为确保与电机相连的电子元件和电气部件的安全,触发此警报。 | 打开泵前部的小窗。将黑色旋钮重新旋到 I 位置,恢复对电机的供电。如果错误重复出现,请检查主电源。 |
工具通信干扰 | 过电流时间过长是最常见的情况。为确保电气外壳内的电子元件和电气部件的安全,触发此警报。 | 打开泵前部的小窗。重新启动断路器以恢复工作。如果断路器在返工后几秒钟内继续跳闸,请停止工作并采取纠正措施。
|
电气短路。 | ||
电气接地故障。 | ||
未检测到泵压力 | 电机故障 三相连接器中的相序不正确。 | 关闭系统的电源,将电源连接器的相位反过来。 |
警告 | 可能原因 | 解决办法 |
|---|---|---|
更换机油 | 需要更换机油。 将显示一条信息消息:
将显示一条警告消息:
| 更换机油。确认机油已更换,参见换油 - 剩余运行时间,泵。 |
超出允许扭矩 | 拧紧力过高。 | 放松扳手上的力。 |
超出允许压力 | 压力过高会导致机器损坏。 | 降低压力。 |
问题 | 可能原因 | 解决办法 |
|---|---|---|
拉伸后,拉伸器卡在螺栓上 | 电池螺母扳手电量不足。 | 用充好电的电池更换螺母扳手的电池。 |
墙壁和拉伸器之间没有间隙。 | 检查拉伸器背面的墙壁间隙。如果没有间隙,请使用手动模式解除螺栓拉伸。 | |
孔的对准、润滑和螺栓螺纹。 | 还应检查孔的对准、润滑和螺栓螺纹。如有任何疑问,请更换螺栓然后重试。 | |
拉伸器没有旋入到螺栓上 | 螺栓螺纹损坏。 | 更换螺栓。 |
螺栓螺纹未润滑。 | 润滑螺栓螺纹。 | |
拉伸器螺纹内有碎屑。 | 用钢丝刷清除螺纹上的碎屑。 | |
螺栓伸出量超过最大限值。 | 通过拧松螺栓调节伸出量,使其不超过最大限值。 | |
泵内压力未超过 200 bar | 泵泄漏。 | 检查泵或系统的液压管路是否有泄漏。检查油位。如果油位过低,应加满机油。 如果问题仍然存在,请将泵送去维护或修理。 |
机油等级不合适。 | 确保使用正确等级的机油。 | |
难以从泵上断开液压管路耦合器 | 软管上的油嘴磨损。 | 一旦软管和拉伸器上的油嘴变得粘糊且难以拧开,应立即更换。 |
参考
在本节中,您可以找到其他有用的信息。
术语和定义
术语 | 同义词 | 定义 | 注意 |
|---|---|---|---|
批次 | 使用同一个拉伸程序和套筒进行多次拉伸 | ||
控制器 GUI | 图形用户界面 | 用于操作系统的手动控制器用户界面 | |
事件 | 来自手动控制器或所连接设备的状态信号 | ||
最终角度 | 拉伸过程结束时测得的实际角度值 | ||
最终扭矩 | 拉伸过程结束时测得的实际扭矩值 | ||
最终压力 | 拉伸过程结束时测得的实际压力值 | ||
图形用户界面 | 图形用户界面 | 图形用户界面由交互式图形元素组成,如显示器上的窗口、图标和符号 | |
IAM | 智能应用模块 | 包含生产数据的手动控制器模块 | |
拉伸程序 | 参数集 | 用于监控单次拉伸动作并存储拉伸结果的参数和值的配置 | 目标可通过压力、扭矩或角度来表示。 |
目标 | 预期拉伸结果 | 目标可通过扭矩或角度来表示。 | |
目标角度 | 拉伸过程结束时的预期角度值(从参考点测得) | ||
目标扭矩 | 拉伸过程结束时的预期扭矩值 | ||
网页 GUI | 用于通过远程计算器的 Web 浏览器访问控制器的用户界面 | ||
虚拟站点 | 虚拟控制器 | 物理控制器软件摘要 | 控制器只能是一个拉伸系统的一部分。 |
第三方许可证
第三方许可证列表
Power Focus 控制器包含第三方组件,其许可证要求我们发布许可语言和/或版权声明的副本。根据这些要求,在此提供许可证的副本。点击下方任意许可证,即可显示许可证文本的副本。
Software | Version | Licenses |
|---|---|---|
acl | 2.2.52 | |
alsa-lib | 1.1.2 | |
alsa-state | 0.2.0 | |
alsa-tools | 1.1.0 | |
alsa-utils | 1.1.2 | |
anybus | 1.1 |
|
atftp | 0.7.1 + gitAUTOINC + be3291a18c | |
attr | 2.4.47 | |
barebox | 2018.06.0 | |
base-files | 3.0.14 | |
base-files-px2-base | 1.0 | |
base-passwd | 3.5.29 | |
bash | 4.3.30 | |
bash-completion | 2.4 | |
bluez5 | 5.41 | |
boost | 1.61.0 | |
busybox-px2base | 1.24.1 | |
bzip2 | 1.0.6 | |
ca-certificates | 20160104 | |
cppunit | 1.13.1 | |
cryptodev-linux | 1.8 | |
curl | 7.50.1 | |
db | 3.0.35 | |
dbus | 1.10.10 | |
dhcp | 4.3.4 | |
dosfstools | 4.0 | |
dt-utils | 2017.03.0 | |
e2fsprogs | 1.43 | |
ecryptfs-tools | 1.0 | |
elfutils | 0.166 | |
eudev | 3.2.2 | |
expat | 2.2.0 | |
fbset | 2.1 | |
fb-test | 1.1.0 | |
fcgi | 2.4.0 | |
finit | 3.1 | |
firmware-imx | 5.4 |
|
flac | 1.3.1 | |
flatbuffers | 1.9.0 | |
fruit | 3.4.0 + gitAUTOINC + ece0f7218c | |
fuse | 2.9.4 | |
gcc-runtime | 6.2.0 | |
gdb | 8.0.1 | |
gdbm | 1.12 | |
glib-2.0 | 2.48.2 | |
glibc | 2.24 | |
gmp | 6.1.1 | |
gnutls | 3.5.3 | |
grep | 2.25 | |
gstreamer1.0 | 1.8.3 | |
gstreamer1.0-plugins-base | 1.8.3 | |
hostpad | 2.6 | |
htop | 1.0.3 | |
icu | 57.1 | |
init-ifupdown | 1.0 | |
initscripts | 1.0 | |
iproute2 | 4.7.0 | |
iptables | 1.6.0 | |
ipwatchd | 1.2 | |
iw | 4.7 | |
json-spirit | 4.08 | |
keyutils | 1.5.9 | |
kmod | 23 + gitAUTOINC + 65a885df5f | |
kmsfbwrap-px2base | 12.0 | |
libarchive | 3.2.2 | |
libbsd | 0.8.3 |
|
libcap | 2.25 | |
libdrm | 2.4.70 | |
libestr | 0.1.10 | |
libevent | 2.0.22 | |
libfastjson | 0.99.4 | |
libffi | 3.2.1 | |
libgcc | 6.2.0 | |
libgcrypt | 1.7.3 | |
libgpg-error | 1.24 | |
libidn | 1.33 | |
libite | 2.0.2 | |
libjpeg-turbo | 1.5.0 | |
liblogging | 1.0.5 | |
libnet | 1.2-rc3 | |
libnfsidmap | 0.25 | |
libnl | 3.2.28 | |
libogg | 1.3.2 | |
libpcap | 1.8.1 | |
libpcre | 8.39 | |
libpng | 1.6.24 | |
librcf | 2.2.0.0 | |
libsamplerate0 | 0.1.8 | |
libsndfile1 | 1.0.27 | |
libtinyxml | 2.6.2 | |
libtirpc | 1.0.1 | |
libuev | 2.2.0 | |
libusb1 | 1.0.20 | |
libvorbis | 1.3.5 | |
libxml2 | 2.9.4 | |
libxslt | 1.1.29 | |
lighttpd | 1.4.51 | |
linux-atlas | 4.14 | |
linux-libc-headers | 4.14.13 | |
logrotate | 3.9.1 | |
lua | 5.1.5 | |
luabind | git | |
lzo | 2.09 | |
lzop | 1.03 | |
memlog | 2.0 | |
mesa | 12.0.1 | |
mg | 20161005 |
|
minizip | 1.2.8 | |
mmc-utils | 0.1 | |
mtd-utils | 1.5.2 | |
nano | 2.2.5 | |
ncurses | 6.0 + 20160625 | |
netbase | 5.3 | |
netcat-openbsd | 1.105 | |
nettle | 3.2 | |
nfs-utils | 2.1.1 | |
ntp | 4.2.8p8 | |
openssh | 7.6p1 | |
openssl | 1.0.2n | |
opkg | 0.3.3 | |
opkg-arch-config | 1.0 | |
opkg-utils | 0.3.2 + gitAUTOINC + 3ffece9bf1 | |
orc | 0.4.25 | |
os-release | 1.0 | |
packagegroup-atlas-qt5 | 1.0 | |
packagegroup-atlas-sxb | 1.0 | |
packagegroup-base | 1.0 | |
packagegroup-core-boot | 1.0 | |
packagegroup-core-eclipse-debug | 1.0 | |
packagegroup-core-nfs | 1.0 | |
packagegroup-core-ssh-openssh | 1.0 | |
packagegroup-px2it | 1.0 | |
parted | 3.2 | |
perl | 5.22.1 | |
pm-utils | 1.4.1 | |
poco | 1.9.0 | |
pointercal | 0.0 | |
popt | 1.16 | |
procps | 3.3.12 | |
protobuf | 2.6.1 + gitAUTOINC + bba83652e1 | |
python | 2.7.12 | |
qtbase | 5.7.1 + gitAUTOINC + a55f36211e | |
qtdeclarative | 5.7.1 + gitAUTOINC + 2a992040e2 | |
qtlocation | 5.7.1 + gitAUTOINC + de5be121d8 | |
qtsensors | 5.7.1 + gitAUTOINC + 5a57beaaa5 | |
qtwebkit | 5.7.1 + gitAUTOINC + 76e2732f01 | |
qtwebsockets | 5.7.1 + gitAUTOINC + 60cede232a | |
qtxmlpatterns | 5.7.1 + gitAUTOINC + 89dbcc4f80 | |
rauc | 0.4 | |
readline | 6.3 | |
rpcbind | 0.2.3 | |
rsync | 3.1.2 | |
rsyslog | 8.22.0 | |
run-postinsts | 1.0 | |
shadow | 4.2.1 | |
shadow-security | 4.2.1 | |
sqlite3 | 3.14.1 |
|
squashfs-tools | 5.7.1 + gitrAUTOINC + 9c1db6d13a |
|
st-load | 1.0 |
|
stm32flash | git | |
strace | 4.13 | |
sysfsutils | 2.1.0 | |
sysvinit-bootlogd | 2.88dsf | |
tcf-agent | 1.4.0 + gitAUTOINC + 2dddd5f440 | |
tcpdump | 4.7.4 | |
tcp-wrappers | 7.6 | |
tslib | 1.1 | |
tzdata | 2016i |
|
u-boot-atlas | 2017.09 | |
u-boot-fw-utils | 2017.09 | |
unzip | 6.0 | |
usbutils | 008 | |
util-linux | 2.28.1 | |
wireless-tools | 30.pre9 | |
wpa-supplicant | 2.5 | |
xerces-c | 2.7.0 | |
xz | 5.2.2 |
|
yaml-cpp | 0.6.2 | |
zip | 3.0 | |
zlib | 1.2.8 |