製品情報
一般情報
安全信号用語
安全信号用語の「危険」、「警告」、「注意」、「通知」には次のような意味があります:
危険 | 「危険」は、回避しなければ、死亡または重傷を負うことになる危険な状況を示します。 |
警告 | 「警告」は、回避しなければ、死亡または重傷を負う可能性のある危険な状況を示します。 |
注意 | 「注意」は安全警戒記号とともに用いられ、回避しなければ、軽傷または中程度の傷害を負う可能性のある危険な状況を示します。 |
通知 | 「通知」はケガに関係しない手順に対して用います。 |
保証
製品保証は、製品を最初に使用してから 12 か月で有効期限が切れますが、いかなる場合でも納品後、最長 13 か月で有効期限が切れます。
部品の通常の磨耗や傷は保証に含まれません。
通常の摩耗および裂傷は、その期間に典型的な標準的な工具のメンテナンス(時間、稼働時間などで表される)中に部品交換またはその他の調整/オーバーホールが必要なものです。
製品保証は、ツールとその構成部品の正しい使用、メンテナンスおよび修理に依存しています。
不適切なメンテナンス、または、保証期間中に Atlas Copco以外の人またはその認証サービスパートナーによって実施されたメンテナンスの結果発生した部品の損傷は保証対象となりません。
ツール部品の損傷や破壊を防ぐために、推奨されるメンテナンススケジュールに従ってツールの整備を行い、適切な手順に従ってください。
保証による修理は、必ず Atlas Copcoワークショップで、または認定サービスパートナーが実施してください。
その Atlas Copco契約により、延長保証と最新式の予防保守を提供します。ToolCover詳細については、お近くのサービス担当者にお問い合わせください。
電動モータの場合 :
電動モータが開かれていない場合のみ保証が適用されます。
ServAid
ServAidは以下のような技術情報を含むポータルで、継続的に更新されます:
規制及び安全に関する情報
技術データ
設置、運転およびサービスに関する注意事項
予備部品のリスト
アクセサリ
寸法図面
次をご覧ください:https://servaid.atlascopco.com.
詳細な技術情報については、最寄のAtlas Copco代理店までお問い合わせください。
ウェブサイト
当社の製品、付属品、スペアパーツおよび公表事項に関する情報は、Atlas CopcoのWebサイトにてご覧いただけます。
次をご覧ください:www.atlascopco.com.
安全データシート MSDS/SDS
安全性データシートは、Atlas Copcoが販売する化学製品について説明しています。
詳細についてはAtlas Copcoのウェブサイト www.atlascopco.com/sdsをご覧ください。
生産国
生産国については製品ラベルの情報をご参照ください。
寸法図面
寸法図は、寸法図アーカイブまたはServAidのいずれかにあります。
次をご覧ください:http://webbox.atlascopco.com/webbox/dimdrwあるいは https://servaid.atlascopco.com。
概要
アプリケーション
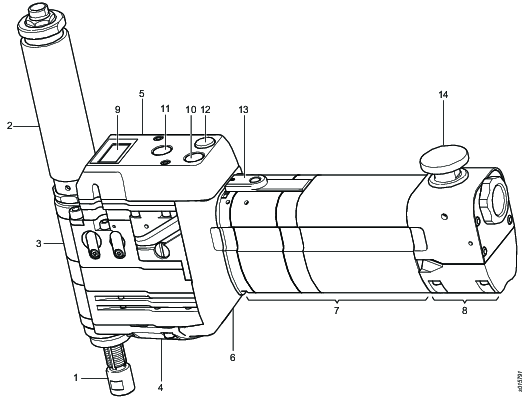
この高品質で扱いやすい空気圧式 Positive Feed Drill (PFD) は、様々な金属および複合材料に穴をあけるために使用できます。
メインコンポーネントと機能
Pos | コンポーネント | 機能 |
|---|---|---|
1 | スピンドル | ドリルの主要回転部分です。 |
2 | スピンドルガード | オペレータを回転スピンドルから保護します。ドリルビットに冷却剤を提供します。 |
3 | ヘッド | モータからスピンドルに回転トルクやフィードを転送します。 |
4 | フィードカセット | スピンドルのフィード速度を定義します。回転当たりインチ(IPR)または回転当たりミリメートル(mm /回転)で測定します。 |
5 | エア論理 | ドリルを操作します。 |
6 | 割歯車 | 回転速度を定義します。毎分回転数(RPM)で測定します。 |
7 | モータハウジング | スピンドルにパワーと回転を供給します。PRM の範囲を定義します。 |
8 | モータバルブ | タービンモータに気流を供給します。 |
9 | カウンタ | ドリル穴数をカウントします(オプション)。 |
10 | 開始ボタン | モータを起動し、ドリルフィード・回転機構をアクティブにします。モータは、ボタンが解除された後も回転し続けます。スピンドルが所定のドリル深さに達すると、自動的に開始位置に戻り、モータのスイッチがオフになります。 |
11 | 後退ボタン | ドリルサイクル中の任意の時点でスピンドルを開始位置に戻します。モータは、引き込み後に自動的にオフになります。 |
12 | 解除ボタン | 同心円状コレットまたはインデクサ(空気駆動前部)を解除します。前部が設置されている場合にのみ適用されます。 |
13 | 一時停止ボタン | 一時的にドリルを停止します。開始ボタンを押した後にもドリルサイクルは続きます。ドリルとドリル深さを設定する際にも一時停止ボタンを使用します。 |
14 | 緊急停止ボタン | モータへのエア供給をオフにして、ドリルサイクル中の任意の時点でスピンドルを停止します。一度押すと、緊急停止ボタンが所定位置でロックされます。手動で緊急停止ボタンをリセットする前に、エア供給からドリルを外します。エア供給にドリルを接続し、ドリルを再起動します。 |
技術製品データ
技術的な製品データは、ServAidまたはAtlas Copcoのウェブサイトにあります。
次をご覧ください:https://servaid.atlascopco.comあるいは www.atlascopco.com。
アクセサリ
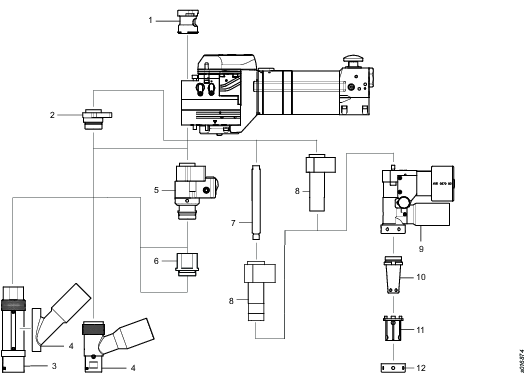
アクセサリー概要
Pos | コンポーネント |
|---|---|
1 | チップレット |
2 | アダプタ |
3 | フロント部分 |
4 | 真空 |
5 | インデクサー |
6 | 延長装置 |
7 | ガイド |
8 | ガイドブッシング |
9 | 同心円状コレット脚 |
10 | マンドレル |
11 | コレット |
12 | ロックナット |
アクセサリーの詳細については、ServAidをご覧ください。
速度
スプリットギヤは、ドリルのモータハウジングに対して 2 つの異なる位置に設定できます。下図に示すように、スプリットギアを 180 度回転させることで、速度を変更できます。詳細については、「速度の変更」の項を参照してください。

スプリットギアハウジングのマークは比率を示します。ドリルのモータハウジングに最も近いスプリットギヤハウジングにあるマークは、実際の比率を示します。以下の図を参照してください。

モータハウジング、スプリットギアおよびヘッドの組み合わせによって、ドリルスピンドルの速度が決まります。目的の RPM を得るには、以下のテーブルのモータハウジング、スプリットギアおよびヘッドの利用可能な組み合わせから選択してください。
モータ ハウジング | 割歯車 | ヘッド | |
|---|---|---|---|
RPM | オーダー番号 | オーダー番号 | オーダー番号 |
220 | 4141 0888 90 | 4141 0432 94 | 4141 0401 92 |
350 | 4141 0452 93 | 4141 0432 94 | 4141 0401 92 |
430 | 4141 0452 93 | 4141 0432 95 | 4141 0401 92 |
520 | 4141 0452 93 | 4141 0432 91 | 4141 0401 92 |
700 | 4141 0452 93 | 4141 0432 92 | 4141 0401 92 |
930 | 4141 0452 93 | 4141 0432 93 | 4141 0401 92 |
1200 | 4141 0452 93 | 4141 0432 93 | 4141 0401 92 |
1600 | 4141 0452 93 | 4141 0432 92 | 4141 0401 92 |
2200 | 4141 0452 93 | 4141 0432 91 | 4141 0401 92 |
2600 | 4141 0452 93 | 4141 0432 95 | 4141 0401 92 |
3200 | 4141 0452 93 | 4141 0432 94 | 4141 0401 92 |
4200 | 4141 0452 94 | 4141 0432 92 | 4141 0401 93 |
5500 | 4141 0452 94 | 4141 0432 93 | 4141 0401 93 |
7300 | 4141 0452 94 | 4141 0432 93 | 4141 0401 93 |
開始位置とドリル深さ
ストップリングを使用すると、次のパラメータを定義することができます。
ドリルビットの開始位置
ドリル深さ

Pos | 部品 | 機能 |
|---|---|---|
1 | 開始位置リング | ドリルの開始位置を定義します。これにより、表面までのあらかじめ定義した安全距離でドリルビットを迅速に位置決めできます。開始位置を調整できます。 |
2 | 開始位置 | ドリルの開始位置をコントロールします。開始位置リングがホーム位置でディスクスプリングに達すると、モータのスイッチがオフになります。注記: 開始位置リングを使用しない場合、スピンドルの最下部がホーム位置でディスクスプリングに達したときにモータのスイッチがオフになります。 |
3 | 深さリング | ドリル深さを定義します。 |
4 | 深さ位置 | ドリル深さをコントロールします。深さリングが停止面に達すると、スピンドルが開始位置まで後退します。モータは後退後に自動的にオフになります。 |
ドリル深さを計算します。

以下の式に従って、目的のストロークDに対する深さリングとドリルヘッド間の距離(図の寸法L)が計算できます。
L(mm)= D(mm)+ 24.95 mm
L(インチ)= D(インチ)+ 0.98インチ
カウンタ
概要

Pos | 部品 | 機能 |
|---|---|---|
A | ディスプレイ | 値と設定を表示します。 |
B | 左スイッチ(SW-L) | 値設定または設定を行います。ディスプレイに情報を表示するとともに、値または設定を変更するボタンSW-Rでも使用します。 |
C | 赤/黄色LED | アラームを表示します。 |
D | 右磁気スイッチ(SW-R) | 値または設定を変更します。磁石でアクティブにして、ボタンSW-Lとともに使用します。 |
E | 緑色LED | アラームを表示します。 |
バッテリ
バッテリーCR2450Nを使用してください。
ユーザーモード
ボタンSW-Lを押すと、次の情報が表示されます。情報を切り換えるには、以前の情報を表示しながらボタンを押します。
コード | 情報 |
|---|---|
CNTツール | ドリルビットによるドリルの穴数。これは、設定値からカウントダウンされます。 |
CNT SERV | PFDによるドリルの穴数。これは、設定値からカウントダウンされます。 |
DRL DLAY | カウンタがドリル穴として検出する前にドリルが移動する秒数。急速な前進機能があればPFDを遅らせ、そうでない場合、カウンタは、急速な前進の動きをドリル穴としてカウントします。 |
CNT GLOB | PFDによる合計ドリル穴数。カウントアップ。 |
CNT TIME | PFDによるドリル時間数。 |
VAL TOOL MX | ドリルビットによる最大ドリル穴数のプログラム値。この値からCNT TOOLがカウントダウンします。 |
VAL SERV MX | メンテナンス前のADUによる最大ドリル穴数のプログラム値。この値からCNT SERVがカウントダウンします。 |
ALM TOOL | アラーム値、ツールに対してプログラムされた数値の6%。ドリルビットを変更する時間であることをカウンタがアラームで通知する値。 |
ALM SERV | アラーム値、ADUメンテナンスに対してプログラムされた数値の6%。ADUを変更する時間であることをカウンタがアラームで通知する値。 |
BATTERY VOLTAGE | 残っているバッテリーのパーセンテージ。最小 1.9 V。 |
設定と値の変更
カウンタの設定と値を変更するには、ボタンSW-LとSW-Rの両方を使用します。
設定モードを入力するには、ボタンSW-Lを押すと同時にボタンSW-R上で磁石を保持します。その後、ボタンSW-Lを使用し、変更できる値を調べて数字を変更します。ボタンSW-Rは、[OK]と[次へ]ボタンとして使用します(数秒以内に行う必要があります)。これは、ディスプレイの下部でも表示されます。
値を変更するために使用するコード | 変更中 |
|---|---|
RST TOOL | カウンタCNT TOOLをリセットしてアラームをクリアします。 |
RST SERV | カウンタCNT SERVをリセットしてアラームをクリアします。 |
PRG TOOL | CNT TOOLに対するプログラム値VAL TOOL MX。 |
PRG SERV | CNT SERVに対するプログラム値VAL TOOL MX。 |
PRG DLY | プログラムDRL DLAY。 |
REPL BAT | バッテリ交換の前にカウンタを保護します。 |

アラーム
次のアラームが、カウンタのLEDに赤色/黄色および緑色で表示できます。
緑色LED | 黄色LED | 赤色 | アラームの意味 |
|---|---|---|---|
点滅 | ドリル動作が検出されました。 | ||
点滅 | 点滅 | ドリル動作時のALM TOOLまたはALM SERVで6%未満に関する警告。 | |
点滅 | ALM TOOLまたはALM SERVで6%未満に関する警告。 | ||
点滅 | 点滅 | ドリル動作中にCNT TOOLまたはCNT SERVの制限値を超えました。 | |
点滅 | CNT TOOLまたはCNT SERVの制限値を超えました。 | ||
点滅 | 点滅 | 点滅 | ドリル動作中にバッテリ残量が低下しました。 |
点滅 | 点滅 | バッテリ残量低下。 | |
高速点滅 | 交換用バッテリが必要です。 |
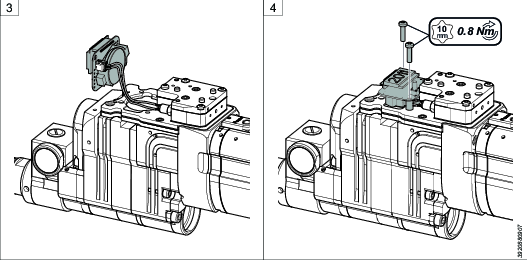
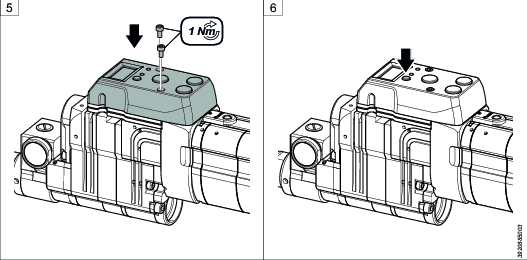
カウンタの設置
必要なツール
トルクスキー
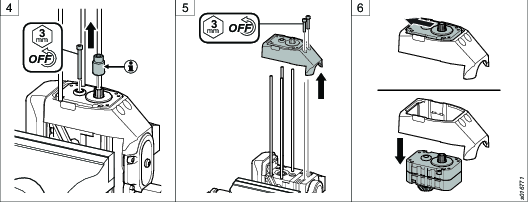
六角レンチを使って、エアロジックカバーを固定するネジを取り外します。
カバーを取り外してください。
ケーブルをカウンタ背面の接点につなぎます。
カウンタとエアロジック間の距離を置きます。カウンタを設置し、トルクスキーを使ってネジで締め付けます。

ケーブルが破損していないことを確認してください。
エアロジックカバーを元通り被せ、六角レンチを使って、ネジでカバーを締め付けます。
カウンタの使用を開始するには、ボタンSW-Lを押します。

フィード速度
通常、フィードカセットによって2つの異なるフィード速度を定義することができます。下図に示すように、フィードカセットを180度回転させることで、フィード速度を変更できます。ドリルのフィード速度は、スピンドル速度とバランスをとらなければなりません。目的のフィード速度を得るには、以下のテーブルのフィード速度の利用可能な組み合わせから選択します。


|
フィードカセット | ||
|---|---|---|
|
IPR |
mm /回転 |
オーダー番号 |
|
0.0007 |
0.017 |
4141 0428 95 |
|
0.0011 |
0.028 |
4141 0428 91 |
|
0.0015 |
0.038 |
4141 0428 96 |
|
0.0021 |
0.054 |
4141 0428 97 |
|
0.0028 |
0.071 |
4141 0428 93 |
|
0.0037 |
0.093 |
4141 0428 94 |
|
0.0045 |
0.115 |
4141 0428 93 |
|
0.0052 |
0.13 |
4141 0428 97 |
|
0.0059 |
0.15 |
4141 0428 96 |
|
0.0064 |
0.16 |
4141 0428 91 |
|
0.0068 |
0.17 |
4141 0428 95 |
サービスの概要
サービスの推奨事項
予防メンテナンスを定期的に行うことをお勧めします。予防メンテナンスに関する詳細情報を参照してください。製品が正常に動作しない場合は、供用を停止して点検してください。
予防メンテナンスについての詳細な情報がない場合は、これらの一般的なガイドラインに従ってください。
適切な部品を正確に清掃します
不良部品や磨耗した部品を交換します
メンテナンス間隔
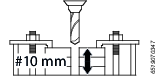
1サイクルは 10 mm の標準スタックで計算されています。
高頻度使用 | 中頻度使用 | 低頻度使用 | |||||
|---|---|---|---|---|---|---|---|
サイクル | 合計ドリル長(メートル) | アクション | スペアパーツ | 使用キット、 | 使用キット、 | 使用キット、 | |
a ドリルの厚さから独立 | |||||||
10,000 | 100 | 交換 | ベベルギア | 4141 0410 91 | |||
20,000 | 200 | 交換 | チップレット | 4141 0713 9X | |||
ラチェットa | 4141 0713 9X | ||||||
25,000 | 250 | 交換 | ラチェットa | 4141 0713 9X | 4141 0713 9X | ||
50,000 | 500 | 交換 | ベベルギア | 4141 0410 91 | |||
スラストベアリング | 4141 0509 91 | ||||||
チップレット | 4141 0713 9X | ||||||
ピストン | 4081 0496 90 | 4081 0496 90 | 4081 0496 90 | ||||
再グリース | プラネタリシャフト | グリース(タイプ A) | グリース(タイプ A) | 該当せず | |||
過負荷クラッチa | グリース(タイプ A) | グリース(タイプ A) | グリース(タイプ A) | ||||
100,000 | 1000 | 交換 | ベベルギア | 4141 0410 91 | |||
スラストベアリング | 4141 0509 91 | 4141 0509 91 | |||||
チップレット | 4141 0713 9X | ||||||
プラネタリシャフト | 4141 0444 90 | ||||||
過負荷クラッチa | 4141 0498 92 | 4141 0498 92 | 4141 0498 92 | ||||
200,000 | 2000 | 交換 | プラネタリシャフト | 4141 0444 90 | |||
ドリル作業では、カッティング ツールの形状、材質の特性、潤滑が異なることによって、推定値と異なる効果(トルク、スラスト)になることがあります。そのため、同じ操作でも異なるカテゴリになる場合があります。
高頻度使用 | 中頻度使用 | 低頻度使用 | |
|---|---|---|---|
回転速度とドリル効果 | 速度 350~1200 rpm
| 速度 1600~3200 rpm | 速度 3200~7300 rpm |
操作の例 |
|
|
|
取り付け
設置要件
エアの品質
エアの質が悪いと、ツールが破損し、その性能が低下することがあります
最高のパフォーマンスと製品寿命を最大にするために、最大露点-5°C(23°F)の圧縮空気の利用を推奨します。また、アトラスコプコ製の冷却タイプエアドライヤを設置することを推奨します。
別のエアフィルタとして、30ミクロンより大きな固体粒子と90%を超える液体の水を除去するものを使用してください。圧力低下を防止するために、ツールにできるだけ近く、他のエア調整ユニットの前にフィルタを設置します。
注油のないツールは、環境の観点から、より良い選択となります。
オイルフリーエアのツールを使用することを推奨いたします。万一潤滑エアが必要な場合は、アトラスコプコ製のオイルフォッグ ルブリケーター(DIM)を使用されることを強く推奨します。これは最大毎分滴下数 を 20 (1 滴 = 15 mm3) に設定する必要があります。ショートサイクルのツールには、シングルポイント ルブリケーター タイプのアトラスコプコ製 Dosol も使用できます。Dosolの設定については、総合カタログのエアラインアクセサリの項を参照してください。
製品の寿命を最大限に延長するため、オイルを含んだエアでツールが作動した後はオイルフリーのエアに再び切り替えないことが推奨されます。
空気潤滑ガイド
ブランド | 空気潤滑 |
|---|---|
アトラスコプコ | オプティマイザ(1 リットル)9090 0000 04 |
Q8 | Chopin 46 |
Shell | Shell Air Tool Oil S2 A 320 |
圧縮空気接続
正しいエア圧とホースサイズについては、https://servaid.atlascopco.comの技術データまたはwww.atlascopco.comを参照してください。
ツールに接続する前に、ホースとカップリングがクリーンであり、ほこりがないことを確認します。
設置の手順
ドリルの取り付け
必要なツール
-
万力
-
開口型スパナ
-
六角レンチ
-
エア論理ユニットを下向きに、ドリルハンドルを右に向けて、ゴム製パッドでドリルを万力に固定します。
-
該当する場合は、スピンドルに開始位置リングを取り付け、所定位置に移動します。六角レンチを使用して、開始位置リングを締め付けます。
-
スピンドルソケットにスピンドルを上から取り付けます。開口型スパナを使用してスピンドルをフィードするには、スピンドルを反時計回りに回します。
-
スピンドルにドリルビットを置きます。スピンドルソケットとドリルビットベースに開口型スパナを置いて回転を防ぎます。接続部を締め付けます。フロント部分をドリルビット上に置きます。フロント部分を回します。反時計回りに回して、コネクタに固定します。
-
ドリルを緩め、裏返します。万力にドリルを固定します。
-
スピンドルに深さリングを取り付け、所定位置に移動します。2つの開口型スパナを使用して、深さリングを締め付けます。
-
スピンドル上にスピンドルガードを置きます。開口型スパナを使用して、スピンドルガードを固定します。
-
エアーホースのニップルをモータバルブの側面のコネクタに取り付けます。ニップルにエアホースを接続します。非常停止ボタンの機能テストを行います。
-
スタートボタンを押します。
-
非常停止ボタンを押すと所定位置にロックされるようにしてください。モータへの空気供給がオフになり、スピンドルが停止します。
-
エアホースを外します。
-
非常停止ボタンを引くとリセットされます。
-


スピンドルの交換
必要なツール
-
万力
-
開口型スパナ
-
六角レンチ
-
スピンドルガードを上向きに、ドリルハンドルを右に向けて、ゴム製パッドでドリルを万力に固定します。開口型スパナを使用して、スピンドルガードを取り外します。
-
開口型スパナを2つ使用して、スピンドルから深さリングを取り外します。
-
ドリルを緩め、裏返します。万力にドリルを固定します。
-
開口型スパナを使用して、フロント部分とドリルビットを取り外します。
-
開口型スパナを使用して、スピンドルを時計回りに回して取り外します。
-
該当する場合は、六角レンチを使用して、開始位置リングを取り外します。
-
「ドリルの取り付け」セクションのステップ2~8を実行します。


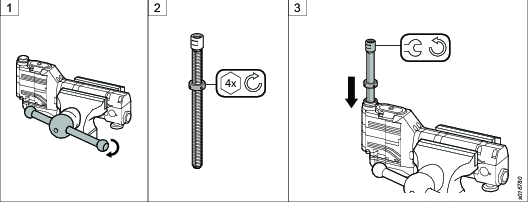
インデックスストップナットの取り付け
インデックスストップナットにより、本製品は、一回の操作で高精度に穴を穿孔して皿穴加工するのに適しています。
必要なツール
-
万力
-
開口型スパナ
-
ゴム製パッドでドリルを万力に固定します。
-
スピンドルからスピンドルガードを取り外します。
-
開口型スパナを使用して、スピンドルから深さリングを取り外します。
-
インデックスストップナットを手でスピンドルに取り付けます。
ナットの内側に金属ラグが4つあることに注意してください。これらのラグは、ナットを取り付ける際にスピンドル上の対応する4本の溝で動きやすくする必要があります。

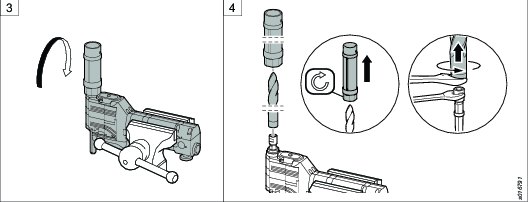
チップレットの取り付け
必要なツール
-
万力
-
開口型スパナ
-
六角レンチ
-
スピンドルガードを上向きに、ドリルハンドルを右に向けて、ゴム製パッドでドリルを万力に固定します。開口型スパナを使用して、スピンドルガードを取り外します。
-
開口型スパナを2つ使用して、スピンドルから深さリングを取り外します。
-
六角レンチを使って、ラチェット前部のカバーを取り外します。ラチェットのネジを固定し、ラチェットを引き出します。
-
六角レンチを使って、ドリルからスラストベアリングを取り外します。
-
スラストベアリングをチップレットと交換します。六角レンチを使って、チップレットを締め付けます。
-
ラチェットを元の位置に戻します。ラチェットの前にカバーを被せ、ネジでカバーを締め付けます。
-
「ドリルの取り付け」セクションのステップ6~8を実行します。


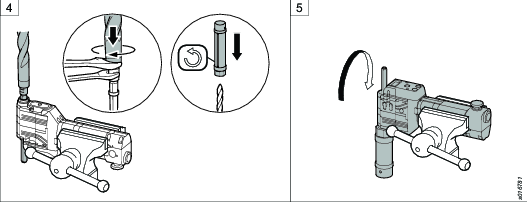
インデックスストップナットの位置を較正
必要なツール
-
万力
-
開口型スパナ
-
インデックスストップナットを大まかな位置に配置し、穴のドリルテストを行ってより正確な位置を決定します。
テスト穴を開ける前に必ず上部ナットを締め付けます。
-
ナットの下部を回して、所定位置への最終的な調整を行います。
最終調整を行う際に、上部ナットを手で軽く締め付けます。0.02 mmの各調整については、下部ナットを回す際に「クリック」が感じられます。
-
位置が正ければ、上部ロックナットを締め付けます。

インデクサーの取り付け
必要なツール
-
六角レンチ
以下のコンポーネントがドリルから取り外されていることを確認してください。
-
スピンドルカバー
-
フロント部分
-
ドリルビット
-
六角レンチを使ってコネクタを取り外します。
-
コネクタをインデクサーと交換し、所定位置に置きます。六角レンチでインデックスを締め付けます。
取り付け完了後、上記コンポーネントを元に戻します。

同心円状コレットの取り付け
必要なツール
-
万力
-
開口型スパナ
-
フックレンチ
-
六角レンチ
-
スピンドルガードを上向きに、ドリルハンドルを右に向けて、ゴム製パッドでドリルを万力に固定します。開口型スパナを使用して、スピンドルガードを取り外します。
-
開口型スパナを2つ使用して、スピンドルから深さリングを取り外します。
-
コネクタを固定するネジを取り外します。
-
該当する場合は、コネクタとフロント部分を取り外します。
ディスクスプリングを緩めないでください。
-
開口型スパナを使用してスピンドルをフィードアウトするには、スピンドルを時計回りに回します。
-
古いスピンドルを同心円状コレットのスピンドルと交換します。開口型スパナを使用してスピンドルをフィードするには、スピンドルを反時計回りに回します。
-
スピンドル上にドリルガイドを置きます。開口型スパナを使用して、ドリルガイドを締め付けます。
-
ドリルガイドにドリルビットを置きます。開口型スパナを使用して、ドリルビットを締め付けます。
-
ドリルガイド上にガイドブッシングを置きます。六角レンチを使って、ネジで締め付けます。
ディスクスプリングが正しい位置になっていることを確認します。
-
スピンドルに深さリングを取り付け、所定位置に移動します。2つの開口型スパナを使用して、深さリングを締め付けます。
-
ドリルを緩め、裏返します。万力にドリルを固定します。
-
フックレンチを使って、同心円状コレットからキャップナットを取り外します。ガイドブッシング上に同心円状コレットを置きます。六角レンチを使用して、ガイドブッシングに同心円状コレットを締め付けます。
-
マンドレルをドリルビット上に置きます。ソケットを使用して、同心円状コレットに締め付けます。
-
マンドレル上にコレットを置きます。コレットが正しい位置に配置されていれば、コレット上のフランジがマンドレル上のスロットに収まるため、回転を防ぐことができます。
同心円状コレットにキャップナットを取り付けます。フックレンチを使って締め付けます。



スイベルフロント部分の組立
必要なツール
オープニングプライヤー
開口型スパナ
フックレンチ
通常のインデクサーを使用する部品:
ロッキングワッシャをフロントパートから取り外します。
真空アタッチメントをフロントパートにスライドさせます。
ロッキングワッシャをフロントパートの溝に戻して取り付けます。

HDインデクサーを使用する部品:
真空アタッチメントをフロントパートにスライドさせます。
延長部をネジ接続を通じてフロントパートに取り付けます。

HD インデクサーキットの組立
必要なツール
開口型スパナ
インデクサー取り付け用ツールキット
ブロックにインデクサーハウジングを配置します。
スレッドを下に向けて、インデクサーハウジングにナットを入れます。インデクサー取り付けツールでナットを締め付けます。
波形ワッシャーとシャフトを取り付けます。スプラインを下方向にしてインデクサーハウジングに入れ込みます。
ナットが底部に向けて容易に下に移動するように、インデクサーハウジング上のボタンを押してください。開口スパナを使ってシャフトのフロントナットをインデクサーハウジングに締め付けます。

操作
人間工学に基づくガイドライン
この一般的な人間工学に基づいたガイドラインのリストを読み、姿勢、コンポーネントの配置、作業環境において改善できるエリアを特定できるかどうかを確認して、自分のワークステーションについて考えてみましょう。
頻繁に休憩をとり作業姿勢を変更すること。
作業エリアをニーズや作業タスクに適応させます。
静的動作を避けるために部品やツールがどこに配置されるべきかを決定することにより、適度な到達範囲を調整すること。
テーブルや椅子などの作業タスクに適切なワークステーション設備を使用すること。
組立操作中に肩より高い位置または静止保存状態での作業を避けること。
肩より高いところで作業する場合、負荷の重量を減らして静的筋肉への負荷を低減します。また、負荷を身体の近くに保持することで静的筋肉への負荷を軽減することができます。
頻繁に休憩をとること。
とりわけ、ある程度の力を要する作業において、腕または手首の無理のある姿勢を避けること。
作業タスク中の眼球および頭の運動を最小限に抑えることにより、適度な視野を調節すること。
作業タスクに適切な照明を使用すること。
ノイズ環境では防音保護設備を使用すること。
埃の多い環境では、集塵システムや口保護マスクを使用すること。
構成手順
コンポーネントの交換

Pos | コンポーネント |
|---|---|
1 | ヘッド |
2 | フィードカセット |
3 | エア論理 |
4 | 割歯車 |
5 | モータ ハウジング |
6 | モータバルブ |
速度の変更
必要なツール
-
万力
-
六角レンチ
-
ドリルハンドルを上向きに、エア論理ユニットを左に向けて、ゴム製パッドでドリルを万力に固定します。
-
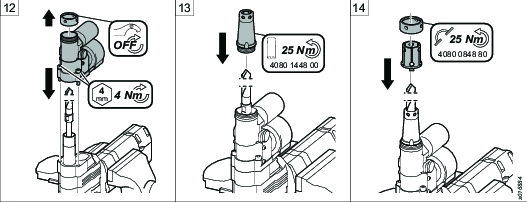
六角レンチを使って、モータバルブを取り外します。
-
モータハウジングを持ち上げて取り外します。
モータがハウジングから外れて落ちないようにしてください。
-
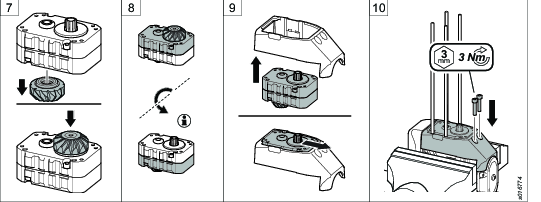
六角キーを使ってギヤホイールを緩めます。
高速ドリルの場合のみ:スプライン接続を取り外します。
-
六角レンチを使って、スプリットギヤ内部とともにカバーを取り外します。
-
スプリットギヤをゆっくりと前に押して、カバーから取り外します。
-
スプリットギヤの反対側のシャフトに対してベベルギヤの位置を変更します。
-
スプリットギヤを適切な位置まで回します。
モータハウジングに最も近いマークが実際の速度を示します。
-
スプリットギヤをカバーに戻します。
-
スプリットギヤにカバーを元通り被せ、六角レンチを使って、ネジでカバーを締め付けます。
-
六角キーを使って、ネジでギヤホイールを締め付けます。ネジを簡単に取り付けることができない場合は、スピンドルを回してスプラインを整列させます。
高速ドリルの場合のみ:スプライン接続を元の位置に戻します。
-
モータハウジングを元の位置に戻します。
-
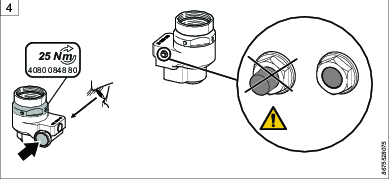
モータバルブを元の位置に戻し、六角レンチを使って、ネジで締め付けます。


-
スタートボタンを押します。
-
非常停止ボタンを押すと所定位置にロックされるようにしてください。モータへの空気供給がオフになり、スピンドルが停止します。
-
エアホースを外します。
-
非常停止ボタンを引くとリセットされます。
-
エアホースを再度つなぎます。
フィード速度の変更
フィードカセットを180度回転させると、カセットのフィード速度を変更できます。別のフィード速度が必要な場合、概要セクションのテーブルフィード速度から適切なカセットを選択します。
古いカセットを取り外します。
新しいカセットを所定位置に入れます。カセットを固定する前に、スピンドルに最も近いカセット端部のマークを読み取り、カセットの向きが正しいことを確認してください。
ドリルを操作する前に非常停止ボタンの機能テストを行います。
スタートボタンを押します。
非常停止ボタンを押すと所定位置にロックされるようにしてください。モータへの空気供給がオフになり、スピンドルが停止します。
エアホースを外します。
非常停止ボタンを引くとリセットされます。
エアホースを再度つなぎます。
操作手順
ドリルを操作する前に

ドリルを操作する前に、以下の条件が適用されます。
ドリルに接続したエアホース
治具でロックされているフロント部分
スタートボタンを押します。
非常停止ボタンを押すと所定位置にロックされるようにしてください。モータへの空気供給がオフになり、スピンドルが停止します。
エアホースを外します。
非常停止ボタンを引くとリセットされます。
エアホースを再度つなぎます。
冶具で用具をロックします。
所定位置でロックするためにボタン(AまたはB)を解除し、用具の位置を調節します。
所定位置でロックするためにボタンを解除します。
指示器でロックピンがナットの表面と同じ高さにあることを確認します。
用具が所定位置でロックされているのを確認するために用具を端から端へ揺さぶります。



アンロッキングおよびロッキングインデクサー
インデクサーのロックを解除するには、ボタン(A)または解除ボタン(B)を押し続けてインデクサシャフトを回転させます。

インデクサーをロックするには、「カチッ」という音が聞こえるか、安全ボタンが戻るまでインデクサシャフトを回転させます。

空気圧なしで同心円状コレットを解除
-
ネジを取り出します。
-
解除ツールを所定位置に置き、固定します。
-
同心円状コレットが外れるまでノブを時計回りに回します。
-
治具からドリルを取り外します。
-
解除ツールを取り外し、ネジを取り付けます。


ドリルの操作
ドリルを開始するには... | スタートボタンを押します。 |
ドリルを停止し、開始位置にスピンドルを後退させるには... | 後退ボタンを押します。 |
緊急の場合にモータをオフにするには... | 緊急停止ボタンを押します。 |
緊急停止をリセットし、通常の操作を復元するには... | エアホースを外します。非常停止ボタンを引き、エアーホースを再接続してエア論理をリセットします。 |
サービス
メンテナンスに関する注意事項
サービスの推奨事項
予防メンテナンスを定期的に行うことをお勧めします。予防メンテナンスに関する詳細情報を参照してください。製品が正常に動作しない場合は、供用を停止して点検してください。
予防メンテナンスについての詳細な情報がない場合は、これらの一般的なガイドラインに従ってください。
適切な部品を正確に清掃します
不良部品や磨耗した部品を交換します
予防メンテナンス
メンテナンス推奨事項
日常のメンテナンス:非常停止ボタンのテスト
以下のテーブルにあるメンテナンスの推奨事項は、アルミニウム、チタンおよびCFRPに穴をあけるためのものです。
各キットの内容については、スペアパーツリストを参照してください。
メンテナンス間隔
1サイクルは 10 mm の標準スタックで計算されています。
高頻度使用 | 中頻度使用 | 低頻度使用 | |||||
|---|---|---|---|---|---|---|---|
サイクル | 合計ドリル長(メートル) | アクション | スペアパーツ | 使用キット、 | 使用キット、 | 使用キット、 | |
a ドリルの厚さから独立 | |||||||
10,000 | 100 | 交換 | ベベルギア | 4141 0410 91 | |||
20,000 | 200 | 交換 | チップレット | 4141 0713 9X | |||
ラチェットa | 4141 0713 9X | ||||||
25,000 | 250 | 交換 | ラチェットa | 4141 0713 9X | 4141 0713 9X | ||
50,000 | 500 | 交換 | ベベルギア | 4141 0410 91 | |||
スラストベアリング | 4141 0509 91 | ||||||
チップレット | 4141 0713 9X | ||||||
ピストン | 4081 0496 90 | 4081 0496 90 | 4081 0496 90 | ||||
再グリース | プラネタリシャフト | グリース(タイプ A) | グリース(タイプ A) | 該当せず | |||
過負荷クラッチa | グリース(タイプ A) | グリース(タイプ A) | グリース(タイプ A) | ||||
100,000 | 1000 | 交換 | ベベルギア | 4141 0410 91 | |||
スラストベアリング | 4141 0509 91 | 4141 0509 91 | |||||
チップレット | 4141 0713 9X | ||||||
プラネタリシャフト | 4141 0444 90 | ||||||
過負荷クラッチa | 4141 0498 92 | 4141 0498 92 | 4141 0498 92 | ||||
200,000 | 2000 | 交換 | プラネタリシャフト | 4141 0444 90 | |||
ドリル作業では、カッティング ツールの形状、材質の特性、潤滑が異なることによって、推定値と異なる効果(トルク、スラスト)になることがあります。そのため、同じ操作でも異なるカテゴリになる場合があります。
高頻度使用 | 中頻度使用 | 低頻度使用 | |
|---|---|---|---|
回転速度とドリル効果 | 速度 350~1200 rpm
| 速度 1600~3200 rpm | 速度 3200~7300 rpm |
操作の例 |
|
|
|
潤滑手順
防錆と清掃
圧縮エア中に水があると錆が発生する可能性があります。錆を防止するために、エアドライヤを設置することを強くお勧めします。
水と粒子があると、ベーンとバルブの膠着の原因になります。圧力低下を避けるために、製品近くにエアフィルタを設置することで、これを防止することができます。
潤滑ガイド
有効な潤滑油:
|
潤滑油 |
説明 |
|---|---|
|
A |
Klübersynth PEG 46-121(発注番号4081 0487 90)。 |
|
B |
Rehnus LKR 03(発注番号4081 0487 91)。 |
Oリングに塗油してから、潤滑油AまたはB(薄層)を使って組み立ててください。それ以外の場合は、各モジュールのテーブルで指定されています。
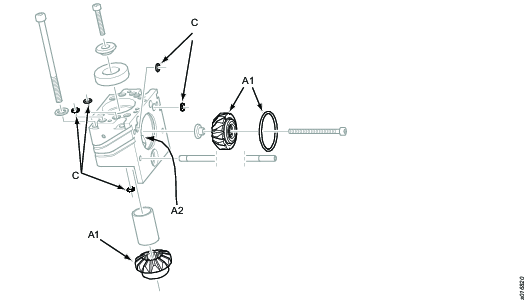
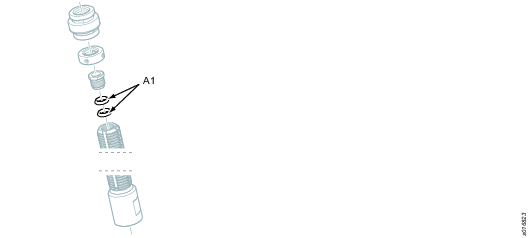
モータバルブ
潤滑剤の合計量:約2 ml。

Pos | 説明 |
|---|---|
A1 | 潤滑剤AまたはBを薄く塗布します。 |
C | 潤滑剤を塗布しないでください。 |
モータ ハウジング
潤滑剤の合計量:約12 ml。

Pos | 説明 |
|---|---|
A1 | 潤滑剤AまたはBを薄く塗布します。 |
A2 | 隙間を覆うのに潤滑剤Aを3 ml塗布します。 |
A3 | 潤滑油Aを薄く塗布すること |
A4 | ニードルベアリング間に潤滑剤Aを充填します。 |
B4 | 潤滑剤B 7 mlでギャップを充填します。 |
C | 潤滑剤を塗布しないでください。 |
ハウジング、概要

|
Pos |
説明 |
|---|---|
|
1 |
ハウジングベベルギヤ、潤滑の詳細については、ハウジングベベルギヤを参照してください。 |
|
2 |
ハウジング上部、潤滑の詳細については、ハウジング上部を参照してください。 |
|
3 |
ハウジング下部、潤滑の詳細については、ハウジング下部を参照してください。 |
ハウジングベベルギヤ
潤滑油の合計量:約9 ml。
Pos | 説明 |
|---|---|
A1 | 潤滑剤AまたはBを薄く塗布します。 |
A2 | 潤滑剤A 6 mlでギャップを充填します。 |
C | 潤滑剤を塗布しないでください。 |
ハウジング、下部
潤滑剤の合計量:約5 ml。

Pos | 説明 |
|---|---|
A1 | 潤滑剤AまたはBを薄く塗布します。 |
A2 | 潤滑剤A 3 mlでギャップを充填します。 |
A3 | 潤滑油Aを薄く塗布すること |
A4 | ニードルベアリング間に潤滑剤Aを充填します。 |
C | 潤滑剤を塗布しないでください。 |
割歯車
潤滑剤Bの合計量:約10 ml。

Pos | 説明 |
|---|---|
A1 | 潤滑剤AまたはBを薄く塗布します。 |
A4 | ニードルベアリング間に潤滑剤Aを充填します。 |
B2 | 潤滑剤Bで完全にギャップを充填します。 |
フィードカセット
潤滑剤Aの合計量:約3 ml。

Pos | 説明 |
|---|---|
A2 | すべての歯車の隙間に潤滑油Aが満たされているか確認します。 |
C | 潤滑剤を塗布しないでください。 |
ハウジング、上部
潤滑剤の合計量:約6 ml。

Pos | 説明 |
|---|---|
A1 | 潤滑剤AまたはBを薄く塗布します。 |
A2 | 潤滑剤A 3 mlでギャップを充填します。 |
A3 | 潤滑油Aを薄く塗布すること |
A4 | ニードルベアリング間に潤滑剤Aを充填します。 |
C | 潤滑剤を塗布しないでください。 |
スピンドル
潤滑剤Aの合計量:約0.5 ml。
Pos | 説明 |
|---|---|
A1 | 潤滑油Aを薄く塗布すること |
サービス後のテスト
-
スタートボタンを押します。
以下について確認します。
-
モータが作動しています。
-
スピンドルが前方にフィードしています。
-
異常なノイズは発生していません。
-
-
非常ボタンを押します。
以下について確認します。
-
モータへのエアの供給がすぐにオフになります。
-
非常ボタンは閉位置で停止します。
-
-
エアホースをツールから外します。非常ボタンを解除してエアホースをツールに接続します。開始ボタンを押し、ツールが始動したことを確認します。
-
後退ボタンを押します。
以下について確認します。
-
スピンドルが逆方向に後退します(回転したままです)。
-
スピンドルがホーム位置に達した後に、モータは即座に(最大0.2秒で)オフになります。
-
スピンドルは、回転が停止する直前に短い距離を前方に移動します(低速かつ小フィードで確認することは困難な可能性がある)。
-
-
開始ボタンを再度押して、スピンドルをドリル完了位置まで移動させます。
以下について確認します。
-
スピンドルが即座に逆方向への後退を開始します(回転したままです)。
-
スピンドルがホーム位置に戻り、モータがオフになります。
-
-
解除ボタンを押し、押したままにして、適切なブッシングにコレットを入れ、解除ボタンを離します。
以下について確認します。
-
コレットがブッシングでロックされます。
-
-
開始ボタンを押し、次に解除ボタンを押したままにします。
以下について確認します。
-
ツールはまだ所定位置でロックされています。
-
-
後退ボタンを押し、ツールがホーム位置で停止するのを待ち、解除ボタンを押したままにします。
以下について確認します。
-
ブッシングからコレットを取り外します。
-
サービス後のテストはこれで完了です。
トラブルシューティング
トラブルシューティングの概要
下のテーブルは、一般的な問題、考えられる理由、必要なアクションを記述します。
供給圧力を確認して、いずれかのトラブルシューティングを開始します。基準値:5~7バール。
問題 | 考えられる理由 | アクション |
|---|---|---|
エアーホースが接続されると、ツールは即座に起動します。 | モータバルブ故障/開位置で固着。
| モータバルブを交換します。 |
エア論理ユニット故障。 | エア論理ユニットを交換します。 | |
|
|
|
モータが作動していますが、スピンドルが回転していません。 | モータハウジングのスプリットギア、遊星歯車、ベベルギヤまたはギヤ故障。 | 準備: モータバルブとモータをヘッドから取り外します。ギヤの入力軸をスピンします。 |
|
| スピンドルが回転し、ギヤがスムーズに作動する場合: 1)モータハウジング内のギヤがOKであることを確認します。 2)ハウジングからモータを取り外し、外向けギヤがOKであることを確認します。 3)低速ユニット:一次ギヤがOKであれば、遊星歯車がOKであることを確認します。 4)高速ユニット:スプラインアダプタおよびギヤ/スプラインがOKであることを確認します。 |
|
| スピンドルが回転せず、ギヤがハッキングして収束している場合: 1)スプリットギヤを取り外します。 2)1軸を回転させ、他の軸に対して保持します。
スプリットギヤの状態がOKである場合: 3)ベベルギヤハウジングからベベルギヤを取り外します。 4)ベベルギヤ条件がOKであることを確認します。 |
|
| べベルギヤがOKであれば、ヘッドのギヤホイールが破損しています。 |
|
|
|
スピンドルが回転しますが、前方にフィードされません。 | エア論理ユニット故障。 | スピンドルのクリックノイズがある場合: スピンドルがおそらくホーム位置で固着していますが、そうでない場合、フィードギヤがOKであることを確認します。 スピンドルを取り外します(スピンドルの交換のセクションを参照)。 テストを実施します。スピンドルが再度固着した場合、整備が必要です。 そのスピンドルが回転することをテストします。 |
| フィードギヤの問題。 | クラッチ解除モーメントが正しいことを確認します(指示については、アトラスコプコ担当者にお問い合わせください)。 |
| エア論理ユニット故障。 | エア論理ユニットを交換します。 |
|
|
|
ドリルサイクルが完了する前にスピンドルが停止するかフィードバックします。 | ドリルビット故障: | ドリルビットを交換します。 |
| 過負荷クラッチでクラッチ解除モーメントが低すぎます。 | クラッチ解除モーメントが正しいことを確認します(指示については、アトラスコプコ担当者にお問い合わせください)。 |
| ドリル力が高すぎます。 ドリルサイズが大きすぎます。 | 仕様に従ってrpm/フィード/ドリルサイズを確認します。 |
|
|
|
モータが終端位置の前で停止します。 | 上部ハウジングのバルブピンでエア漏れ。 | バルブピンを交換します。 |
| Oリングが欠落しているか不良。 | 上部ハウジング内のすべてのOリングがOKであることを確認します。必要に応じて交換します。 |
| 上部ハウジングのモータバルブ故障。 | モータバルブを交換します。 |
|
|
|
ドリル完了時にスピンドルがフィードバックしません。 | バルブピン不良。 | バルブピンを交換します。 |
| バルブピンブロック。 | バルブピンにグリースや汚れがなく、ブロックされていないことを確認します。 |
| エア論理ユニット故障。 | エア論理ユニットを交換します。 |
| ロッカーバルブ故障。 | ロッカーバルブを交換します。 |
|
|
|
後退ボタンが有効になったときにスピンドルがフィードバックしません。 | エア論理ユニット故障。 | エア論理ユニットを交換します。 |
|
|
|
開始ボタンが有効になったときにツールが起動しません。 | 供給圧力が低すぎます。 | 供給圧力が正しいことを確認します(技術データのセクションを参照)。 |
| 非常停止有効。 | 非常停止ボタンを引くとリセットされます。 |
| 上部ハウジングのバルブピンでエア漏れ。 | エアの漏れがないことを確認します。 |
| モータバルブ故障。 | モータバルブを交換します。 |
| エア論理ユニット故障。 | エア論理ユニットを交換します。 |
| Oリングの不良または喪失により、ジョイントでエア漏れ。 | Oリング条件がOKであることを確認します。 |
| モータバルブブロック。 | バルブが自由に動くことを確認します。 |
| ロッカーバルブ故障。 | ロッカーバルブを交換します。 |
|
|
|
開始ボタンが有効になったときのツールの起動が遅すぎます。 | モータバルブのOリングが潤滑されていません。 | 指示については、潤滑のセクションを参照してください。 |
|
|
|
モータが起動しますが、開始ボタンが離されるとすぐに停止します。 | 過負荷クラッチが開放位置で固着している。 | 過負荷クラッチが正常に機能していることを確認します。 |
| バルブピンでエア漏れ。 | 過負荷クラッチを交換します。 |
| エア論理ユニット故障。 | エア論理ユニットを交換します。 |
|
|
|
モータがホーム位置で停止しないか、停止前に「不必要に長時間」作動します。 | ロッカーバルブ故障。
| ロッカーバルブを交換します。 |
| バルブピン不良。 | 上部ハウジングのバルブピンを交換します。 |
| モータバルブの閉じるのが遅すぎます。 | モータバルブを交換します。 |
| バルブピンの停止。 | 上部ハウジングのバルブピンが自由に動き、ブロックされていないことを確認します。 |
|
|
|
スピンドル速度が不適切。基準値:定格速度の+/-10%。 | モータ故障。 | モータを交換します。 |
| スプリットギヤ逆転。 | スプリットギア仕様が正しく、正しい面が上を向いていることを確認します。 |
| スプリットギア間違い。 | 正しいスプリットギアが選択されていることを確認します。 |
|
|
|
開始ボタンが押下されたときにツールが起動して前方にフィードしますが、開始ボタンが離されると後退します。 | 過負荷クラッチバルブピンでエア漏れ。 | すべてのOリングが良好な状態であることを確認します。 過負荷クラッチを交換します。 |
|
|
|
開始ボタンを離すと、ツールが起動しますが後退します。 | 過負荷クラッチでエア漏れ。 | 過負荷クラッチを交換します。 |
リサイクル
環境規制
製品がその目的を果たし終えると、適切にリサイクルする必要があります。製品を分解し、地元の法規に基づいて構成部品をリサイクルします。
バッテリーについては、ご自分の国のバッテリー回収機関に処置を委ねること。
PFD1100RA のリサイクル情報 (船内ポンプなし)

Pos | 部品 | 注意 | リサイクル |
|---|---|---|---|
1 | スピンドルガード | リサイクル前に透明PCプラスチックを取り外します | 金属、アルミニウム |
2 | エア論理カバー | 金属、アルミニウム | |
3 | モータ | 金属、アルミニウム | |
4 | モータバルブ | 金属、アルミニウム | |
5 | カウンタ | 電子 | |
6 | スピンドル | 金属、スチール | |
7 | ヘッド | 金属、アルミニウム | |
8 | 割歯車 | 金属、スチール | |
9 | カバー | 金属、アルミニウム | |
10 | モータ ハウジング | 金属、アルミニウム |