EP7PTX31 SR10-AT
Nutrunner
Informacje o produkcie
Informacje ogólne
Słowa sygnalizujące zagrożenia
Zwroty ważne ze względu na bezpieczeństwo to Niebezpieczeństwo, Ostrzeżenie, Przestroga i Uwaga. Mają one następujące znaczenia:
NIEBEZPIECZEŃSTWO | NIEBEZPIECZEŃSTWO opisuje niebezpieczną sytuację, która powoduje śmierć lub poważne uszkodzenia ciała. |
OSTRZEŻENIE | OSTRZEŻENIE opisuje niebezpieczną sytuację, która może powodować śmierć lub poważne uszkodzenia ciała. |
OSTRZEŻENIE | PRZESTROGA jest stosowana wraz z symbolem ostrzeżenia o zagrożeniu i oznacza niebezpieczną sytuację, która może spowodować drobne lub umiarkowane obrażenia, jeśli nie zostaną podjęte odpowiednie środki. |
UWAGA | UWAGA służy do opisywania praktyk nie związanych z zagrożeniem obrażeniami osób. |
Gwarancja
Gwarancja na produkt wygaśnie po 12+1 miesiącach od wysyłki z centrum dystrybucji Atlas Copco.
Gwarancją nie jest objęte normalne zużycie eksploatacyjne części.
Normalnym zużyciem eksploatacyjnym jest zużycie wymagające wymiany części lub innych regulacji/przeglądów podczas standardowej obsługi konserwacyjnej narzędzi, przeprowadzanej po upływie określonego okresu (wyrażonego upływem czasu, godzinami pracy lub w inny sposób).
Gwarancja udzielana na produkt jest uzależniona od prawidłowego użytkowania, konserwacji i napraw narzędzia oraz jego części składowych.
Uszkodzenia części powstałe w okresie gwarancyjnym w wyniku konserwacji wykonywanej nieprawidłowo lub konserwacji wykonywanej przez strony trzecie, inne niż firmaAtlas Copco lub jej autoryzowani partnerzy serwisowi, nie są objęte gwarancją.
Aby uniknąć uszkodzenia lub zniszczenia części narzędzia, obsługę serwisową narzędzia należy przeprowadzać zgodnie z zalecanymi harmonogramami konserwacji i przestrzegać właściwych instrukcji.
Naprawy gwarancyjne są wykonywane wyłącznie w warsztatach firmy Atlas Copco lub przez autoryzowanych partnerów serwisowych.
Firma Atlas Copco oferuje wydłużoną gwarancję i najdoskonalszą konserwację prewencyjną za pośrednictwem umów serwisowych ToolCover. W celu uzyskania dodatkowych informacji należy skontaktować się z lokalnym przedstawicielem serwisowym.
Dotyczy silników elektrycznych:
Gwarancja będzie obowiązywać tylko w przypadku, gdy obudowa silnika elektrycznego nie została otwarta.
Strona internetowa
Informacje o naszych produktach, akcesoriach, częściach zamiennych i publikacjach można odnaleźć na stronie Atlas Copco.
Zapraszamy do odwiedzenia: www.atlascopco.com.
ServAid
ServAid jest stale aktualizowanym portalem zawierającym informacje techniczne takie jak:
Informacje prawne i dotyczące bezpieczeństwa
Dane techniczne
Instrukcje instalacji, obsługi i serwisowania
Listy części zamiennych
Akcesoria
Rysunki wymiarowe
Zapraszamy do odwiedzenia: https://servaid.atlascopco.com.
W celu uzyskania dodatkowych informacji należy skontaktować się z lokalnym przedstawicielem Atlas Copco.
Karty charakterystyki substancji niebezpiecznych MSDS/SDS
Karty charakterystyki produktu zawierają opis produktów chemicznych sprzedawanych przez Atlas Copco.
Więcej informacji zamieszczono na stronie Atlas Copco www.atlascopco.com/sds.
Specjalne środki ostrożności
Sprawdzić, czy nasadka przemysłowa jest prawidłowo zamocowana.
Wymienić zużyty uchwyt lub gniazdo kwadratowej końcówki napędowej.
Unikać niepotrzebnej pracy na biegu jałowym.
W przypadku używania jarzma podtrzymującego sprawdzić, czy jarzmo jest w dobrym stanie i jest prawidłowo zamocowane.
Ostrzeżenie
Kraj pochodzenia
Informacje o kraju pochodzenia znajdują się na etykiecie produktu.
Rysunki wymiarowe
Rysunki wymiarowe można znaleźć w archiwum rysunków wymiarowych lub w aplikacji ServAid.
Zapraszamy do odwiedzenia: http://webbox.atlascopco.com/webbox/dimdrw lub https://servaid.atlascopco.com.
Informacje ogólne
Przegląd zaworu AutoTrim
Narzędzie jest wyposażone w zawór AutoTrim, które zapewnia optymalną skuteczność na mieszanych złączach twardych i miękkich. (W przypadku zastosowań, w których narzędzie jest używane do dokręcania złączy o podobnych cechach, można używać zaworu Trim.)
Zawór AutoTrim jest fabrycznie wstępnie ustawiany, aby pasować do większości zastosowań. Zapewnia to zmniejszoną prędkość podczas redukcji. Po 1-2 impulsach automatycznie przełącza się na pełną prędkość/moc do końca dokręcania. Regularnie sprawdzać prawidłowe działanie zaworu AutoTrim. Brak przełączania (z trybu ograniczonego do otwartego) spowoduje wydłużenie czasu dokręcania i ryzyko nadmiernego dokręcenia złącza. Przedwczesne przejście do pozycji otwartej (np. gdy narzędzie pracuje swobodnie) może spowodować nieregularne wyłączanie z powodu zbyt małej liczby impulsów.
Zawór AutoTrim zapewnia zmniejszoną prędkość podczas redukcji. Po 1-2 impulsach na złączu automatycznie przełącza się na pełną prędkość/moc do końca dokręcania, jak pokazano na poniższej ilustracji.

Możliwe regulacje:
Prędkość obrotowa bez obciążenia (ustawiona fabrycznie na ok. 70% pełnej prędkości). Patrz Dostosowywanie prędkości obrotowej bez obciążenia
Punk przełączania z mocy zredukowanej na pełną (ustawienie fabryczne na 1-2 impulsy), do standardowych, nie raportujących (RE) zastosowań. Patrz Dostosowywanie punktu przełączania
Moc podczas impulsowania (ustawienie fabryczne na pełną moc). Patrz Regulacja mocy impulsu
Najczęściej ustawienia fabryczne pozwalają uzyskać najlepszą wydajność.
Dane techniczne produktu
Dane techniczne produktu można znaleźć w aplikacji ServAid lub na stronie Atlas Copco.
Zapraszamy do odwiedzenia: https://servaid.atlascopco.com lub www.atlascopco.com.
Instalacja
Wymagania instalacyjne
Jakość powietrza
W celu zapewnienia optymalnej wydajności i maksymalnej trwałości eksploatacyjnej produktu zaleca się używanie sprężonego powietrza o maksymalnej temperaturze punktu rosy +10°C (50°F). Zalecamy również zamontowanie chłodniczego osuszacza powietrza firmy Atlas Copco.
Używać osobnego filtru powietrza, który usuwa cząstki stałe większe niż 30 mikrometrów oraz ponad 90% wody. Zainstaluj filtr jak najbliżej urządzenia i przed innymi urządzeniami do przygotowania powietrza, aby uniknąć spadku ciśnienia.
Pamiętaj, aby do narzędzi udarowych używać smarownic przeznaczonych do tych narzędzi. Zwykłe smarownice spowodują użycie zbyt dużej ilości smaru, a przez to obniżenie wydajności narzędzia na skutek zbyt dużej ilości smaru w silniku.
Przed podłączeniem narzędzia upewnić się, że wąż i złączki są czyste i pozbawione pyłu.
Zarówno w przypadku smarowanych, jak i niesmarowanych produktów niewielka ilość oleju podanego ze smarownicy wpłynie korzystnie na ich działanie.
Przewodnik po smarowaniu narzędzi pneumatycznych
Zalecane smarownice powietrzne:
Optymalizator Atlas Copco (1 litr) 9090 0000 04
Q8 Chopin 46
Olej do narzędzi pneumatycznych Shell Air Tool Oil S2 A 320
Złącze sprężonego powietrza
Informacje dotyczące prawidłowego ciśnienia powietrza i średnicy węża – patrz „Dane techniczne” na stronie https://servaid.atlascopco.com lub www.atlascopco.com.
Przed podłączeniem narzędzia upewnij się, że wąż i złączki są czyste i pozbawione pyłu.
Regulacja ciśnienia powietrza
Zapewnienie ustawienia regulatora na najniższe oczekiwane ciśnienie na linii.
Dopasowanie ciśnienia powietrza będzie miało następujące konsekwencje:
Zmniejszenie ciśnienia powietrza będzie skutkowało wolniejszym, ale bardziej dokładnym narzędziem.
Zwiększenie ciśnienia powietrza będzie skutkowało szybszym, ale mniej dokładnym narzędziem.
Jeżeli ciśnienie w przewodzie powietrznym jest niższe niż 5 barów, zalecane jest użycie narzędzia z serii EP L (przeznaczonego do instalacji niskociśnieniowych).
Instrukcja instalacji
Montaż narzędzi drgających
Zaleca się pozostawienie węża pneumatycznego o długości minimum 300 mm (12 cali) między drgającym narzędziem a szybkozłączem.
Obsługa
Wytyczne ergonomiczne
Podczas czytania zamieszczonej poniżej listy ogólnych wytycznych dotyczących ergonomii miejsca pracy należy zastanowić się nad swoim stanowiskiem pracy i postarać się określić obszary umożliwiające wprowadzenie ulepszeń dotyczących pozycji operatora, rozmieszczenia podzespołów lub środowiska roboczego.
Należy robić częste przerwy i często zmieniać pozycje robocze.
Dostosuj obszar roboczy do swoich potrzeby i wykonywanego zadania.
Uwzględnić wygodne rozmieszczenie części lub narzędzi w zasięgu ręki, aby uniknąć obciążenia statycznego.
Używać wyposażenia stanowiska pracy, takiego jak stoły i krzesła, dostosowanego do wykonywanego zadania.
Unikać pozycji roboczych powyżej poziomu ramion lub pozycji wymagających statycznego trzymania podczas czynności montażowych.
W przypadku wykonywania pracy powyżej poziomu ramion zmniejsz statyczne obciążenie mięśni przez zmniejszenie masy ładunku. Możesz również zmniejszyć statyczne obciążenie mięśni, trzymając ładunek blisko ciała.
Należy pamiętać o robieniu częstych przerw.
Unikać przyjmowania ekstremalnych pozycji ręki lub nadgarstka, szczególnie w przypadku wykonywania operacji wymagających stosowania siły.
Uwzględnić dogodne pole widzenia, ograniczając do minimum ruchy oczu i głowy podczas wykonywania wyznaczonego zadania.
Stosować oświetlenie odpowiednie do wykonywanego zadania.
W środowisku o wysokim natężeniu hałasu należy stosować środki ochrony słuchu.
W środowiskach o dużym zapyleniu należy stosować układ odpylający lub maskę przeciwpyłową.
Instrukcja obsługi
Długość L i N w zależności od modelu
Zawór AutoTrim | Długość L (mm) | Długość N (mm) |
|---|---|---|
4250 1878 43 | 39,2 +/-0,1 | 1.5 |
4250 1878 90 | 39,2 +/-0,1 | 1.5 |
4250 1878 91 | 39,7 +/-0,1 | 1.0 |
4250 1878 92 | 40,2 +/-0,1 | 0.5 |
4250 1878 93 | 40,7 +/-0,1 | 0 |
4250 1878 94 | 40,3 +/-0,1 | 0 |
4250 1878 95 | 40,5 +/-0,1 | 0 |
4250 1878 97 | 39,2 +/-0,1 | 1.5 |
4250 1878 98 | 39,7 +/-0,1 | 1.0 |
4250 2675 91 | 40,5 +/-0,1 | 0 |
4250 2675 92 | 40,3 +/-0,1 | 0 |
4250 1878 50 | 38,7 +/-0,1 | 2.0 |
4250 1878 51 | 38,7 +/-0,1 | 2.0 |
Optymalizacja wydajności narzędzia
Zalecana liczba impulsów
Narzędzie impulsowe odpowiednie do określonego zastosowania powinno osiągać docelowy moment obrotowy (z odcięciem) w ciągu 520 impulsów. Liczbę impulsów wymaganych, by narzędzie osiągnęło docelowy moment obrotowy, można zmierzyć przy użyciu analizatora. Czasu dokręcania można również użyć do określenia, czy narzędzie jest odpowiednie do danego zastosowania:
≤ 1 sekunda w przypadku narzędzi do 30 Nm
≈ 1 sekunda w przypadku narzędzi do 80 Nm
≈ 2 sekund w przypadku narzędzi do 150 Nm
≈ 5 sekund w przypadku narzędzi do 450 Nm
≤ 10 sekund w przypadku narzędzi do 850 Nm
Jeśli docelowy moment obrotowy jest osiągany przy użyciu mniejszej liczby impulsów niż 5 (= krótki czas dokręcania), rozproszenie momentu obrotowego wzrośnie, a regulacja do odpowiedniego poziomu może być trudna, szczególnie na połączeniach sztywnych.
Jeśli docelowy moment obrotowy jest osiągany przy użyciu większej liczby impulsów niż 20 (= za długi czas dokręcania), zużycie wzrośnie i konieczne będzie częstsze uzupełnianie oleju i prace serwisowe. Zbyt długi czas dokręcania w połączeniu z dużą wydajnością może również spowodować nadmierne nagrzanie oleju. W takim przypadku moc zmniejszy się, czas dokręcania wydłuży, a czasem nie będzie działało odcinanie.
Jeśli docelowy moment obrotowy jest osiągany przy użyciu liczby impulsów mniejszej niż 5, można rozwiązać ten problem przez:
Zmniejszenie ciśnienia powietrza.
Zmniejszenie prędkości przy użyciu zaworu AutoTrim lub Trim.
Jeśli nie można zastosować powyższych rozwiązań lub nie przynoszą one pożądanych rezultatów, lepszym wyborem może okazać się mniejsze narzędzie.
Jeśli docelowy moment obrotowy jest osiągany przy użyciu liczby impulsów większej niż 20, można rozwiązać ten problem przez:
Zwiększenie dynamicznego ciśnienia powietrza do 6-7 barów w przypadku standardowych narzędzi EP lub do 5 barów w przypadku niskociśnieniowych narzędzi do cięcia kątowego EP.
Wyregulowanie zaworu AutoTrim lub Trim w celu zapewnienia maksymalnej mocy/prędkości.
Jeśli nie można zastosować powyższych rozwiązań lub nie przynoszą one pożądanych rezultatów, lepszym wyborem może okazać się większe narzędzie.
W przypadku zmiany ciśnienia powietrza docelowy moment obrotowy należy zmierzyć ponownie i, jeśli okaże się to konieczne, wyregulować.
Dostosowywanie punktu przełączania

Zdjąć osłonę (1) kluczem 22 mm, jednocześnie trzymając obudowę zaworu kluczem hakowym.
Wyregulować zawór (2) kluczem imbusowym 1,5 mm, dostarczonym z zaworem AutoTrim. Od pozycji całkowicie zamkniętej (+) do normalnej pracy zawór iglicowy jest otwarty od 6 do 8 obrotów (-) w zależności od rozmiaru narzędzia.
Ponownie umieścić osłonę (1).
Wykonać kontrolę działania.
Jeśli zawór będzie zbyt zamknięty, zawór AutoTrim nie nie przestawi się na pozycję otwartą podczas rozpoczęcia impulsowania. Jeśli zawór jest zbyt mocno otwarty, AutoTrim bezpośrednio otworzy się do pełnej prędkości i mocy.
Obrót w kierunku zgodnym z ruchem wskazówek zegara (+) opóźnia punkt przełączenia (zamyka zawór iglicowy) i odwrotnie.
Jeśli narzędzie jest wykorzystywane do zastosowań raportujących (RE), zawór iglicowy musi być bardziej otwarty (-), aby kompensować objętość powietrza w wężu sygnałowym.
Regulacja mocy impulsu
Zawór AutoTrim jest fabrycznie ustawiony na pełną moc impulsową, to znaczy, że długość N jest ustawiona zgodnie z tabelą.
W celu poprawy dokładności (więcej impulsów przed wyłączeniem) na twardych lub średnich złączach należy zredukować moc. Moc jest zmniejszona poprzez obrócenie nakrętki (1) zgodnie z ruchem wskazówek zegara (zwiększona długość N).

Regulacja momentu obrotowego dokręcania w przypadku korzystania z funkcji zaworu AutoTrim (AT)

Sterowanie funkcją za pomocą zmiany prędkości
Upewnić się, że gniazdo jest bezpiecznie zamocowane. Narzędzie powinno działać na zredukowanej prędkości.
Uruchomić narzędzie w powietrzu (A).
Gdy pokrętło zmiany kierunku obrotów znajduje się w położeniu odwrotnym, pociągnąć za spust i (gdy spust jest nadal wciśnięty) szybko pociągnąć pokrętło zmiany kierunku obrotów do przodu. (B) Zawór AutoTrim powinien przełączyć się ze zredukowanej prędkości na pełną. Jeśli narzędzie działa z pełną prędkością przy (A) lub nadal pozostaje na zredukowanej prędkości przy (B), należy wyregulować zawór AutoTrim lub poddać serwisowaniu, patrz Dostosowywanie punktu przełączania.


Dostosowywanie prędkości obrotowej bez obciążenia
Zawór AutoTrim jest fabrycznie ustawiony na ok. 70% pełnej prędkości. Aby zredukować prędkość obrotową bez obciążenia, zmniejszyć długość L. Aby zwiększyć prędkość obrotową bez obciążenia, zwiększyć długość L.
Wyregulować długość L poprzez obrócenie pierścienia wspomagającego (1).

Przy bardzo twardych złączach (<30°) przy niskich poziomach poziom momentu obrotowego konieczne mogą być dalsze redukcje prędkości. Jeśli narzędzie jest używane tylko na miękkich złączach, wymagana jest mniejsza redukcja prędkości lub nie jest ona w ogóle potrzebna.
Fabrycznie ustawiona długość L zależy od rozmiaru narzędzia, patrz tabela.
Instrukcja obsługi

Ustawianie momentu dokręcania
Śruba regulacyjna (śruba szczelinowa) to jedyna śruba, którą początkowo należy regulować. Zacznij od wyregulowania małego momentu obrotowego i stopniowo zwiększaj ustawienie, aż otrzymasz odpowiedni poziom momentu obrotowego. Zobacz szczegółowe ilustracje przedstawiające regulację momentu obrotowego dokręcania w przypadku korzystania odpowiednio z funkcji AutoTrim i Trim.
Korzystanie z narzędzia przy wyższym momencie obrotowym niż maksymalny zalecany moment obrotowy może spowodować nieprawidłowe funkcjonowanie i szybsze zużycie.
Zawsze sprawdzaj ustawienie dla danego połączenia.
Serwis
Instrukcja konserwacji
Serwisowanie zaworu AutoTrim
Upewnić się, że części są czyste. O-ringi powinny być lekko nasmarowane. Zawór i wspornik powinien być lekko naoliwiony lekkim olejem. Upewnić się, że zawór łatwo porusza się na wsporniku. Podczas regulacji zaworu dławiącego rozpocząć od w pełni zamkniętej pozycji (zgodnie z ruchem wskazówek zegara) i otwartą między 6-8 obrotami. Sprawdzić i wyregulować ponownie, jeśli to konieczne.
Sprawdzić i wyregulować długości L i N odpowiadające numerom zamówienia zaworu AutoTrim (od 2008 r. numer zamówienia jest wygrawerowany na obudowie AutoTrim). Patrz Dostosowywanie prędkości obrotowej bez obciążenia i Regulacja mocy impulsu.
Sprawdzić działanie zaworu odpowiednim narzędziem EP. Regularnie wymieniać filtr, aby zapobiec zatkaniu, zmniejszonej mocy i nieprawidłowemu działaniu.
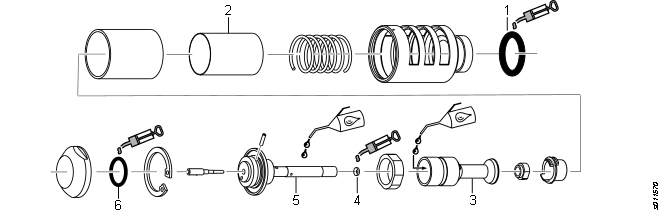
Nr ref. | Opis | Uwagi |
|---|---|---|
1 | O-ring | Lekko nasmarowany |
2 | Filtr | Wymieniać regularnie |
3 | Zawór | Lekko naoliwiony. Zawór powinien delikatnie przesuwać się na wsporniku. |
4 | O-ring | Lekko nasmarowany |
5 | Wspornik | Lekko naoliwiony. Zawór powinien delikatnie przesuwać się na wsporniku. |
6 | O-ring | Lekko nasmarowany |
Narzędzia do obsługi serwisowej
Narzędzia do obsługi serwisowej Atlas Copco zostały tak zaprojektowane, aby umożliwiały szybki i łatwy montaż oraz demontaż, a także obniżały ryzyko uszkodzenia części podczas tych procesów.
Podczas montażu narzędzia po zakończeniu obsługi serwisowej ważne jest dokręcenie elementów, aby:
Zoptymalizować wydajność narzędzia.
Zminimalizować ryzyko poluzowania się części podczas eksploatacji.
Informacje na temat narzędzi do obsługi serwisowej i dane dotyczące dokręcania można znaleźć w wykazie części zamiennych.
Konserwacja zapobiegawcza
Zaleca się wykonywać konserwację zapobiegawczą raz do roku lub po maks. 250 000 dokręceń. Kompletny przegląd obejmuje:
Wyczyszczenie modułu pulsacyjnego i wymianę zużytych lub uszkodzonych części.
Wyczyszczenie silnika pneumatycznego i wymianę zużytych lub uszkodzonych części.
Wyczyszczenie tłumika hałasu i filtra na adapterze wlotowym, zmianę filtra i wymianę zużytych lub uszkodzonych części.
Wyczyszczenie spustu i zaworu zmiany kierunku obrotów oraz wymianę zużytych lub uszkodzonych części.
Jeśli zachodzi taka potrzeba, o-ringi w jednostce pulsacyjnej najlepiej wymieniać podczas regularnych przeglądów prowadzonych raz w roku lub po maksymalnie 250 000 dokręceniach.
Instrukcja smarowania
Zabezpieczenie przed rdzą i czyszczenie
Woda w sprężonym powietrzu może powodować powstawanie rdzy. Aby zapobiec powstawaniu rdzy, stanowczo zalecamy zainstalowanie osuszacza powietrza.
Woda i cząstki stałe mogą powodować blokowanie się łopatek i zaworów. Można temu zapobiec przez zainstalowanie filtra powietrza w pobliżu produktu, aby uniknąć spadku ciśnienia.
Przed dłuższymi przestojami należy zawsze zabezpieczyć narzędzie, wlewając kilka kropli oleju do wlotu powietrza. Uruchomić narzędzie na 5–10 sekund, po czym zebrać ściereczką nadmiar oleju na wylocie powietrza.
Instrukcje dot. smarów ErgoPulse
Marka | Zastosowanie ogólne Łożyska | Wał silnika | Smarowanie powietrza |
|---|---|---|---|
BP | Energrease LS-EP2 |
| Energol E46 |
Castrol | Spheerol EP L2 |
|
|
Esso | Beacon EP2 |
| Arox EP46 |
Q8 | Rembrandt EP2 |
| Chopin 46 |
Mobil | Mobilegrease XHP 222 |
| Almo oil 525 |
Shell | Alvania EP2 |
| Tonna R32 |
Texaco | Multifak EP2 |
| Aries 32 |
Molycote |
| BR2 Plus |
|
Poradnik smarowania
Marka | Ogólnego przeznaczenia, do łożysk i przekładni |
|---|---|
BP | Energrease LS-EP2 |
Castrol | OBEEn UF 1 |
Esso | Beacon EP2 |
Q8 | Rembrandt EP2 |
Mobil | Mobilegrease XHP 222 NLG 2 |
Klüber Lub. | Klübersynth UH 1 14-151 |
Texaco | Multifak EP2 |
Molykote | BR2 Plus |
Kontrola i smarowanie jednostki pulsacyjnej

Zalecany olej dla modułu pulsacyjnego
Zalecany olej dla modułu pulsacyjny to olej modułu pulsacyjnego Atlas Copco.
Butelkę oleju do modułu pulsacyjnego Atlas Copco oraz wymaganą strzykawkę lub strzykawki można zamawiać w formie zestawów. Numery zamówieniowe można znaleźć w punkcie Zestawy serwisowe.
Uzupełnianie oleju w jednostce pulsacyjnej
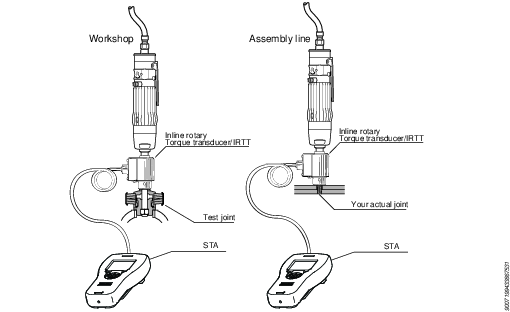
Istnieją różne metody napełniania modułu pulsacyjnego olejem, w zależności od dostępnego wyposażenia.
Używanie analizatora ST i przetwornika. Postępować zgodnie z poleceniami Metoda 1.
Ta metoda jest najszybsza. Zapewni to zoptymalizowaną moc narzędzia i będzie skutkować dłuższymi interwałami napełniania.Bez analizatora ST i przetwornika. Postępować zgodnie z poleceniami Metoda 2.
Ta metoda nie jest tak szybka i dokładna jak metoda 1.
Metoda 1 (z użyciem analizatora ST i przetwornika)
Ustawić jednostkę impulsową w imadle. Zdjąć korek oleju znajdujący się z przodu (A) lub z tyłu (B) jednostki pulsacyjnej. Dodać niewielką ilość oleju do jednostki impulsowej.
Zamontować narzędzie i zmierzyć częstotliwość impulsów.
Jeżeli częstotliwość impulsów jednostki impulsowej mieści się w podanym zakresie, ilość oleju jest prawidłowa.
Jeżeli częstotliwość impulsów jednostki impulsowej jest zbyt niska, należy zmniejszyć ilość oleju i ponownie zmierzyć częstotliwość impulsów.
Jeżeli częstotliwość impulsów jednostki impulsowej jest zbyt wysoka, należy zwiększyć ilość oleju i ponownie zmierzyć częstotliwość impulsów.

Model
Minimalna prędkość bez obciążenia (obr./min.)
Częstotliwość impulsów (Hz)
Maksymalny moment obrotowy (minimum) (Nm)
EP 7 PTX SR10
4300
20 - 23
42
Metoda 2 (bez analizatora ST i przetwornika)
Ustawić jednostkę impulsową w imadle. Zdjąć korek oleju znajdujący się z przodu (A) lub z tyłu (B) jednostki pulsacyjnej. Napełnić jednostkę impulsową w 100%. Zakręcić korek oleju.
Zmontować narzędzie i uruchomić je w kierunku wstecznym przez 3-5 sekund.
Ustawić jednostkę impulsową w imadle. Wykręcić korek oleju. Poczekać, aż wszystkie pęcherzyki powietrza znikną (ok. 15 minut) i temperatura spadnie do 20 stopni.
Napełnić jednostkę impulsową w 100%.
Zmniejszyć ilość oleju w jednostce impulsowej o określoną objętość zgodnie z tabelą za pomocą strzykawki o pojemności 1 ml. Zakręcić korek oleju.
Objętość oleju, która ma zostać
redukowana z 100%
Przybliżona objętość oleju
w jednostce pulsacyjnej
0.60 ± 0.05 ml
5 ml
Sprawdzić moment obrotowy i funkcję wyłączania, patrz Kontrola/Pomiary.
Jeżeli wszystko jest w porządku, ilość oleju jest prawidłowa.
Jeżeli nie wszystko jest w porządku, powtórzyć czynności od punktu pierwszego.


Uzupełnianie oleju w jednostce impulsowej
W celu uzyskania optymalnej wydajności, jednostka impulsowa musi być prawidłowo uzupełniona olejem. Z powodu możliwości mikrowycieku oleju z jednostki pulsacyjnej, konieczne może być uzupełnienie oleju w jednostce między regularnymi naprawami. Częstotliwość tej procedury zależy od rodzaju zastosowania, liczby cykli, czasu dokręcania itp. Dokładne uzupełnianie oleju w jednostce impulsowej zapewnia długą pracę bez konieczności serwisowania.
Zbyt duża ilość oleju w jednostce impulsowej zmniejsza częstotliwość impulsów i wydłuża czas dokręcania.
Zbyt mała ilość oleju w jednostce impulsowej zwiększa częstotliwość impulsów i powoduje ryzyko zmniejszenia momentu dokręcania. Urządzenie może pracować na szczególnie dużych obrotach przy pierwszych operacjach dokręcania po przerwie.
Należy użyć oleju do modułu impulsowego Atlas Copco.
Uruchamianie urządzenia ze zbyt niskim poziomem oleju może doprowadzić do jego uszkodzenia.
Po uzupełnieniu oleju należy sprawdzić moment dokręcania.
Etapy
Po demontażu jednostki pulsacyjnej uzupełnić w niej olej, wykonując czynności z punktów od 1 do 3 zgodnie z rysunkiem. Uruchomić maszynę w imadle na 10 sekund, wykonując czynność z punktu 4. Wykonać pozostałe czynności. Aby uzyskać najlepszą wydajność, należy stosować olej do modułu pulsacyjnego firmy Atlas Copco.
Butelkę oleju do modułu pulsacyjnego Atlas Copco oraz wymaganą strzykawkę lub strzykawki można zamawiać w formie zestawów. Numery zamówieniowe można znaleźć w punkcie Zestawy serwisowe.

Niski poziom oleju
Jak wykryć niski poziom oleju w module pulsacyjnym:
Dłuższy czas dokręcania
Bardzo wysoka częstotliwość impulsów, szczególnie jeśli narzędzie nie było używane przez pewien czas.
Niski moment obrotowy lub nietypowe zmiany momentu obrotowego (większe rozproszenie).
Brak odcięcia
Aby zmierzyć częstotliwość impulsów, użyj statycznego przetwornika momentu obrotowego lub przetwornika liniowego połączonego ze sprzętem do testowania momentu obrotowego. Zobacz część „Testy i pomiary”.
Instrukcja demontażu/montażu
Dokręcanie połączeń gwintowanych
Moment dokręcania wskazany na rysunkach złożeniowych (patrz dział Części zamienne w https://servaid.atlascopco.com) zapewni odpowiednią siłę zaciskową i zapobiegnie poluzowaniu części. Ważne jest, by nie przekroczyć siły zaciskowej, części te muszą otwierać się bez uszkodzenia w trakcie eksploatacji. Po pewnym czasie działania i w określonych warunkach, w zależności od zastosowania i użytkowania, części mogę się jednak trochę poluzować. Wtedy można zwiększyć moment obrotowy dokręcania o 10–20% i zastosować jakiś płyn do blokowania gwintów w mniejszym lub średnim stopniu.
Pomiar dynamiczny
Zawsze zweryfikować ustawienie dla danego połączenia.
Pomiar dynamiczny należy zawsze zweryfikować na konkretnym połączeniu poprzez statyczną kontrolę za pomocą klucza dynamometrycznego (elektronicznego).
Pomiary statyczne z przetwornikami stałymi
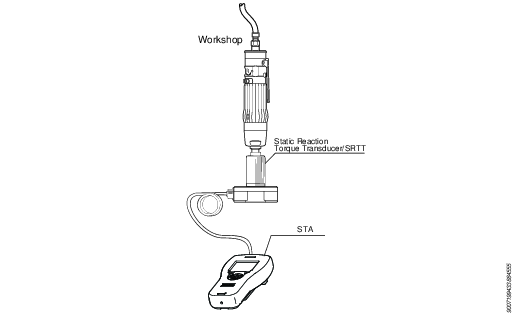
Sprzęt testowy i wydajność
Sprzęt:
Obrotomierz.
Analizator STanalyser.
Przetwornik SRTT (mocno zamocować).
Przetestować prędkość obrotową bez obciążenia do przodu za pomocą tachometru.
W przypadku wersji AutoTrim należy upewnić się, że mierzona jest niezredukowana prędkość obrotowa (szczegółowe informacje znajdują się w instrukcji serwisowej w rozdziale Harmonogram rozwiązywanie problemów, w części Kontrola działania — AutoTrim).
Sprawdzić funkcję AutoTrim.
Przetestować maksymalny moment obrotowy i częstotliwość impulsów.
Ustaw częstotliwość filtra w analizatorze STanalyser na 850 Hz.
Zmierzyć moment obrotowy i częstotliwość impulsów w kierunku przeciwnym. Stosować czas dokręcania o długości około 1 sekundy.
Sprawdzanie mechanizmu odcinania
Uruchomić narzędzie w kierunku do przodu. Jeśli mechanizm odcinający działa prawidłowo, narzędzie wyłącza się.
Warunki przeprowadzania testu
Temperatura modułu pulsacyjnego: około 20°C.
Ciśnienie powietrza: 6,3 bara (90 psi), dynamiczne
Średnica przewodu: 8 mm Długość węża 3 m
Po konserwacji narzędzie powinno osiągać następujące wartości:
Model | Prędkość bez obciążenia (obr./min) | Częstotliwość impulsów (Hz) | Maksymalny moment obrotowy (minimum) (Nm) |
|---|---|---|---|
EP 7 PTX SR10 | 4300 | 20 - 23 | 42 |
Prawidłowa częstotliwość pulsacyjna wskazuje, że silnik pneumatyczny oraz moduł pulsacyjny są w dobrym stanie. Jeśli częstotliwość impulsów jest zbyt wysoka — należy dodać olej. Jeśli częstotliwość impulsów jest zbyt niska — należy zmniejszyć poziom oleju.
Metoda testowa - statyczna lub dynamiczna
Do maszyn ErgoPulse zalecamy statyczny pomiar momentu dokręcania.
W razie wykonania dynamicznego pomiaru momentu dokręcania narzędzia z elektronicznym przetwornikiem momentu zawsze należy zweryfikować wynik pomiaru za pomocą pomiaru statycznego z użyciem klucza dynamometrycznego (elektronicznego).
Więcej informacji, patrz Atlas Copco „Kieszonkowy przewodnik po narzędziach impulsowych”. Numer zamówienia 9833 1225 01.
Pomiar statyczny (zalecany)

Recykling
Przepisy ochrony środowiska
Po zakończeniu okresu eksploatacji produkt musi zostać poddany właściwemu recyklingowi. Produkt należy zdemontować, zaś jego elementy poddać recyklingowi zgodnie z lokalnymi przepisami.
Akumulatory należy przekazać krajowej organizacji odzysku zużytych baterii i akumulatorów.
Instrukcja recyklingu
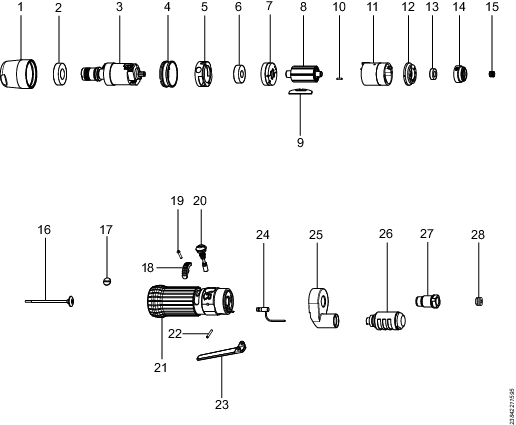
Poz. | Część | Utylizować jako |
|---|---|---|
1 | Obudowa modułu impulsowego | Metal, aluminium |
2 | Łożysko kulkowe | Metal, stal |
3 | Moduł impulsowy | Metal, stal |
4 | Pierścień gwintowany | Metal, stal |
5 | Tuleja | Metal, stal |
6 | Łożysko kulkowe | Metal, stal |
7 | Płyta końcowa | Metal, aluminium |
8 | Cylinder | Metal, aluminium |
9 | Wirnik | Metal, stal |
10 | Łopatki | POM |
11 | Zaślepki | POM |
12 | Płyta końcowa | Metal, aluminium |
13 | Łożysko kulkowe | Metal, stal |
14 | Zawór zmiany kierunku obrotów | Tworzywa sztuczne, inne, PES |
15 | Sprężyna | Metal, stal |
16 | Zawór odcinający | Metal, stal, tworzywa sztuczne |
17 | Zaślepka | Metal, stal |
18 | Pokrętło zmiany kierunku obrotów | Tworzywa sztuczne, inne, PA66 |
19 | Wkręt samogwintujący | Metal, stal |
20 | Zawór | Metal, stal |
21 | Obudowa silnika | Metal, aluminium |
22 | Kołek rozprężny | Metal, stal |
23 | Dźwignia | Metal, stal |
24 | Rurka sygnalizacyjna | Metal, stal |
25 | Obudowa wylotu | Metal, aluminium |
26 | Tłumik | Metal, stal |
27 | Adapter | Metal, stal |
28 | Podkładka ograniczająca | Metal, stal |