EP8PTX38 SR42-AT
Nutrunner
제품 정보
일반 정보
안전 신호 용어
안전 신호 용어인 위험, 경고, 주의, 및 참고에는 다음과 같은 의미가 있습니다.
위험 | 위험은 위험한 상황을 나타내며 이러한 상황을 피하지 않으면 사망 또는 중상으로 이어집니다. |
경고 | 경고는 위험한 상황을 나타내며 이러한 상황을 피하지 않으면 사망 또는 중상으로 이어질 가능성이 있습니다. |
주의 | 안전 경보 기호와 함께 사용되는 주의는 위험한 상황을 나타내며 이러한 상황을 피하지 않으면 중경상으로 이어질 가능성이 있습니다. |
참고 | 참고는 신체 상해와 관련이 없는 실제적인 문제를 해결하는 데 사용됩니다. |
보증
제품 보증은 Atlas Copco의 물류 센터에서 발송한 후 12 + 1개월 후에 만료됩니다.
정상적인 부품의 마모는 보증 범위에 포함되지 않습니다.
일상적인 마모에 의한 손상이 있는 경우 해당 기간의 일반적인 표준 공구 유지보수를 수행하는 동안(시간, 작동 시간 또는 다른 방법으로 표시됨) 부품 변경 또는 기타 조정/점검이 필요합니다.
제품 보증은 공구와 구성 부품의 정확한 사용, 유지 보수 및 수리에 따라 결정됩니다.
보증 기간 동안 부적합한 유지 보수 Atlas Copco 또는 공인 서비스 협력 업체 외에서 정비를 수행한 결과로 발생한 부품 손상은 보증이 적용되지 않습니다.
공구 부품이 손상되거나 파괴되지 않도록 하려면, 권장된 유지 보수 일정에 따라 공구를 정비하고 정확한 지침을 준수해 주세요.
보증 수리는 Atlas Copco 정비소 또는 인증 서비스 협력업체에서만 수행됩니다.
Atlas Copco는 자체 ToolCover를 통해 연장된 보증과 최첨단의 예방 정비를 제공합니다. 추가 정보는 가까운 서비스 대리점에 문의해 주세요.
전기 모터의 경우:
전기 모터가 열리지 않았을 경우에만 보증이 적용됩니다.
웹사이트
제품, 부속품, 예비 부품 및 게시된 사안에 관한 정보는 Atlas Copco 웹 사이트에서 찾을 수 있습니다.
다음 자료 및 웹 사이트를 참조해 주세요. www.atlascopco.com.
ServAid
ServAid는 지속적으로 업데이트되며 다음과 같은 기술 정보가 포함된 포털입니다.
규정 및 안전 정보
기술 자료
설치, 작동 및 서비스 지침
예비 부품 목록
부속품
축적 도면
다음 자료 및 웹 사이트를 참조해 주세요. https://servaid.atlascopco.com.
추가 정보는 가까운 Atlas Copco 서비스 대리점에 문의하십시오.
안전 보건 자료 MSDS/SDS
Atlas Copco가 판매하는 화학 제품에 대한 설명은 안전 데이터 시트에 나와 있습니다.
자세한 정보는 Atlas Copco 웹사이트 www.atlascopco.com/sds를 방문해주십시오.
의 특별 주의 사항
파워 소켓이 올바로 조여졌는지 확인하십시오.
스퀘어 드라이브 리테이너 또는 소켓이 마모된 경우 교체합니다.
불필요한 공회전을 하지 마십시오.
서스펜션 요크를 사용할 때, 양호한 상태에 있고 제대로 조여졌는지 확인하십시오.
PTFE
원산지 국가
원산지 국가에 대한 정보는 제품 라벨의 해당 정보를 참조해주십시오.
축적 도면
치수 도면은 치수 도면 아카이브 또는 ServAid에서 찾을 수 있습니다.
다음 자료 및 웹 사이트를 참조해 주세요. https://webbox.atlascopco.com/webbox/dimdrw 또는 https://servaid.atlascopco.com.
개요
자동트림 밸브 개요
이 공구에는 하드 및 소프트 조인트가 혼합된 조인트에 공구의 최적 성능을 제공하는 자동트림 밸브가 장착되어 있습니다. (유사한 특성을 가진 조인트를 조이는 작업에 공구를 사용하는 경우 트림 밸브를 사용할 수 있습니다.)
자동트림 밸브는 대부분의 작업에 적합하도록 출고 시 사전 설정되어 있습니다. 이 기능은 런다운 중에 속도를 줄입니다. 1-2회 펄스 후 나머지 조임 과정 중 자동으로 최대 속도/출력으로 전환됩니다. 자동트림 밸브가 올바르게 작동하는지 정기적으로 점검해 주세요. 비-스위칭(제한된 작동에서 개방 작동으로)은 조인트가 과도하게 조여질 위험이 있는 긴 체결 시간을 초래합니다. 열기 위치로 너무 빨리 전환하면(즉, 공구가 자유롭게 작동 중일 때) 펄스가 너무 적어서 불규칙한 종료가 발생할 수 있습니다.
자동트림 밸브는 런다운 중 속도가 줄어듭니다. 조인트에서 1-2회 펄스 후 아래 그림에 나타난 대로 나머지 조임 과정 중 자동으로 최대 속도/전력으로 전환됩니다.
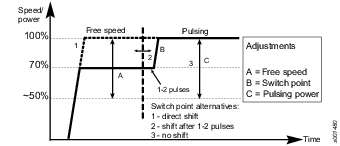
가능 조정:
자유 속도(대략 최대 속도 중 70%로 공장 설정). 자유 속도 조정를 참조하십시오.
표준, 비보고(RE) 응용 프로그램을 위한 저감 전력에서 최대 전력으로의 전환 지점(1-2 펄스로 공장 설정) 자동 트림 밸브의 전환 지점 조정하기를 참조하십시오.
펄싱 중 전력(최대 전력으로 공장 설정). 펄스 출력 조정를 참조하십시오.
대부분의 경우 출고 시 설정은 최상의 성능을 제공합니다.
제품의 기술 데이터
기술 제품 데이터는 ServAid 또는 Atlas Copco 웹사이트에서 찾을 수 있습니다.
다음 자료 및 웹 사이트를 참조해 주세요. https://servaid.atlascopco.com 또는 www.atlascopco.com.
설치
설치 요구사항
에어 품질
최적의 성능과 최대 제품 수명을 위해, 최대 이슬점(+10°C (50°F))의 압축 공기를 사용할 것을 권장합니다. 또한 Atlas Copco 동결 유형 제습 장치를 설치하는 것이 좋습니다.
별도의 대기 필터를 사용하여, 30마이크론 이상의 고체 입자와 90% 이상의 액체물을 제거합니다. 가능한 제품에 가깝게 필터를 설치하고 압력 저하를 방지하려면 다른 대기 준비 기기에 앞서 설치합니다.
충격 공구는 공구에 적합한 윤활기를 사용해야 합니다. 일반 윤활기는 오일을 너무 많이 추가하기 때문에 모터에 오일이 너무 많아져서 공구 성능을 저하합니다.
공구를 연결하기 전에 호스와 연결 장치가 깨끗하고 먼지가 없는지 확인하십시오.
윤활 제품 및 무윤활 제품 모두 윤활기에서 공급되는 소량의 오일로 혜택을 받게 됩니다.
에어 윤활 안내
권장 공기 윤활 장치:
Atlas Copco Optimizer(1리터) 9090 0000 04
Q8 Chopin 46
Q8 Chopin 32
쉘 에어 공구 오일 S2 A 320
Mobil SHC Cibus 32
압축 에어 연결부
정확한 기압과 호스 크기는, https://servaid.atlascopco.com 또는 www.atlascopco.com의 기술 제품 데이터를 참조하십시오.
공구를 연결하기 전에 호스와 연결 장치가 깨끗하고 먼지가 없는지 확인하십시오.
공기 압력 조절
조절기를 라인에서 예상되는 최저 압력으로 조정해 주세요.
에어 압력을 조정하면 다음과 같은 결과가 발생하게 됩니다:
에어 압력을 낮추면 공구의 속도는 더 느려지지만 공구의 정확도는 더 높아집니다.
에어 압력을 높이면 공구의 속도는 더 빨라지지만 공구의 정확도는 더 낮아집니다.
에어라인의 압력이 5 bar 미만인 경우 EP L 시리즈의 공구(저압 설치용으로 설계)를 추천합니다.
설치 지침
권장 호스 크기
모든 커넥터, 어댑터 및 커플링이 공구의 권장 호스 크기에 따른 권장 최소 내경을 초과하는지 확인합니다. 표에 나와 있는 예를 참조하십시오. 특정 공구에 대한 권장 호스의 크기는 https://servaid.atlascopco.com의 "기술 사양"에서 확인할 수 있습니다.

권장되는 호스 크기 | 모든 커플링 및 어댑터에 대한 |
|---|---|
8 mm | 7 mm |
10 mm | 7 mm |
13 mm | 9.4 mm |
플렉시블 호스 설치
공구 진동을 방지하려면 공구와 퀵 커플링 사이에 최소 길이가 300mm(12")인 압축 공기용 플렉시블 호스를 사용해 주세요.
작동
인체공학적 지침
본 일반 인체공학적 지침 목록을 읽고 귀하의 작업장을 고려하여, 자세, 구성품 배치 또는 작업 환경의 개선 대상 영역을 식별할 수 있는지 확인하십시오.
휴식을 자주 취하고 작업 자세를 자주 바꾸십시오.
작업 영역을 본인의 필요 및 작업에 맞게 조정하십시오.
정적인 동작을 피하려면 부품이나 공구가 어디에 위치해야 하는지 파악하여 편리한 동선으로 조정하십시오.
테이블 및 의자와 같이 작업에 적절한 작업장 장비를 사용하십시오.
어깨 높이보다 높은 작업 자세 또는 조립 작업 중에 정적인 상태를 유지해야 하는 자세는 피하십시오.
어깨보다 높은 위치에서 작업할 때, 부하물의 중량을 줄여 움직임이 없는 근육에 가해지는 부하를 줄이십시오. 또한 부하물을 몸 가까이 잡는 것으로도 움직임이 없는 근육에 가해지는 부하를 줄일 수 있습니다.
휴식을 자주 취하십시오.
팔이나 손목을 지나치게 뻗는 자세는 피해야 하며, 특히 어느 정도의 힘을 필요로 하는 작업을 수행하는 경우에는 절대 삼가십시오.
작업 수행 중에 눈과 머리의 움직임을 최소화하여 시야를 편리하게 조정하십시오.
작업을 수행할 때 적절한 조명을 사용하십시오.
소음이 발생하는 환경에서는 귀 보호 장비를 사용하십시오.
먼지가 많은 환경에서는 분진 추출 시스템 또는 입 보호 마스크를 착용하십시오.
작동 지침
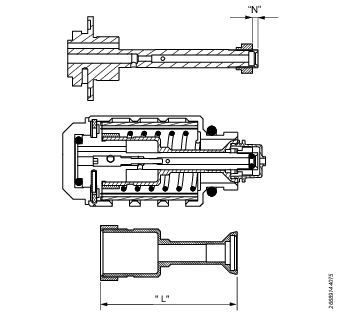
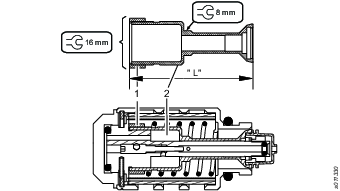
다양한 공구 크기의 L 및 N의 길이
자동 트림 밸브 | "L"의 길이 (mm) | "N"의 길이 (mm) |
|---|---|---|
4250 1878 43 | 39.2 +/-0.1 | 1.5 |
4250 1878 90 | 39.2 +/-0.1 | 1.5 |
4250 1878 91 | 39.7 +/-0.1 | 1.0 |
4250 1878 92 | 40.2 +/-0.1 | 0.5 |
4250 1878 93 | 40.7 +/-0.1 | 0 |
4250 1878 94 | 40.3 +/-0.1 | 0 |
4250 1878 95 | 40.5 +/-0.1 | 0 |
4250 1878 97 | 39.2 +/-0.1 | 1.5 |
4250 1878 98 | 39.7 +/-0.1 | 1.0 |
4250 2675 91 | 40.5 +/-0.1 | 0 |
4250 2675 92 | 40.3 +/-0.1 | 0 |
4250 1878 50 | 38.7 +/-0.1 | 2.0 |
4250 1878 51 | 38.7 +/-0.1 | 2.0 |
공구 성능 최적화
익스텐션을 펄스 공구와 함께 사용하는 것은 권장하지 않습니다. 익스텐션은 진동을 유발하며 그로 인해 공구 마모, 더 긴 조임 시간, 정확도 감소 및 최대 토크 도달 불량을 일으킬 수 있습니다. 접근성 제약으로 인해 익스텐션이 필요한 경우 익스텐션은 가능한 한 짧아야 합니다. 가이드 소켓 또는 익스텐션이 권장됩니다.
권장 펄스 수
펄스 공구는 5~20 펄스 내로 목표 토크(차단 포함)에 도달해야 합니다. 분석기로 목표 토크에 도달하는 펄스 수를 측정해 주세요. 조임 시간은 공구가 올바르게 설정되었는지 알아내기 위한 가이드로도 사용할 수 있습니다.
최대 30Nm의 공구에 대하여 ≤ 1초
최대 80Nm의 공구에 대하여 ≈ 1초
최대 150Nm의 공구에 대하여 ≈ 2초
최대 450Nm의 공구에 대하여 ≈ 5초
최대 850Nm의 공구에 대하여 ≤ 10초
목표 토크가 5회 미만의 펄스(= 짧은 조임 시간)내로 달성되면 토크 분산도가 증가하여 특히 하드 조인트에 대한 토크를 조정하기 어려워집니다.
목표 토크가 20회 초과의 펄스(= 너무 긴 조임 시간)후에 달성되면 마모가 증가하고 오일을 더 자주 채우고 정비를 더 자주 해야 합니다. 조임 시간이 너무 길고, 생산율이 높으면 오일이 과도하게 과열될 수 있습니다. 그런 경우에 출력이 감소하여 조임 시간이 길어지고 차단이 없어지는 경우도 있습니다.
목표 토크가 5펄스 미만 내에 달성되면 다음 방식으로 조정할 수 있습니다.
공기압 낮춤
자동트림 또는 트림 밸브로 속도를 감소합니다.
상기가 불가능하거나 만족스러운 결과를 주지 않을 경우 더 작은 공구를 사용하는 것이 더 나을 수 있습니다.
목표 토크가 20 펄스를 초과하여 달성되면 이는 다음 방식으로 수정될 수 있습니다.
표준 EP 공구의 경우 동적 공기압을 6~7바로 높이거나 저압 EP L-공구의 경우 최대 5바로 높입니다.
자동트림 또는 트림 밸브를 조정해서 출력/속도를 최대로 높입니다.
상기가 불가능하거나 만족스러운 결과를 주지 않을 경우 더 큰 공구를 사용하는 것이 더 나을 수 있습니다.
공기 압력을 변경할 때 목표 토크를 다시 측정하고 필요한 경우 조정해 주세요.
자동 트림 밸브 속도 점검
주의: 모든 소켓이 단단히 연결되어 있는지 반드시 확인해 주세요. 공구가 감속된 상태로 작동해야 합니다.
역회전 손잡이를 역방향으로 설정합니다.
트리거를 누르고 공중에서 공구를 시동하면서(A) 계속 트리거를 누르고 있으세요.
역방향 노브를 정방향(B)으로 빠르게 누릅니다.
자동 트림 밸브는 감속 상태에서 최대 속도로 전환되어야 합니다.공구가 1단계(A)에서 전속력으로 작동하거나 3단계(B)에서 감소된 속도로 작동하는 경우, 자동 트림 밸브를 조정하거나 서비스를 의뢰하십시오. 자세한 내용은 자동 트림 밸브의 전환 지점 조정하기를 참조해 주세요.


자동 트림 밸브의 펄싱 출력 조정하기
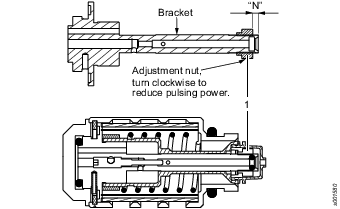
자동 트림 밸브는 출고 시 최대 펄스 출력으로 설정됩니다. 즉 N의 길이는 표에 따라 설정됩니다. 자세한 내용은 다양한 공구 크기의 L 및 N의 길이를 참조해 주세요.
하드 또는 미디엄 하드 조인트의 정확도를 향상시키기 위해(차단 전 더 많은 펄스) 전력을 줄입니다. 전력은 너트 (1)을 시계 방향으로 회전하여 줄입니다(N의 길이 증가).
자동 트림 밸브(AT)로 조임 토크 설정하기
자동 트림 밸브의 공장 출고 시 설정은 일반적으로 올바른 성능을 제공합니다. 자동 트림 밸브가 있는 실제 조인트의 조임 토크를 설정하려면 다음을 수행하십시오.
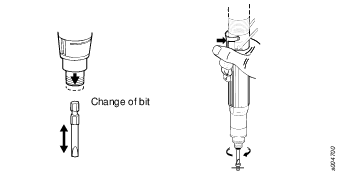
공구 전면에서 슬롯형 커버 플러그를 탈거합니다.
구멍에 조정 나사가 보일 때까지 펄스부를 돌려주세요.
일자 드라이버를 사용하여 고정 나사를 돌려 조임 토크를 설정합니다.
실제 조인트에서 조임 토크를 제어합니다.
조임토크가 NOK인 경우 자동 트림 밸브의 속도를 조정합니다. 자세한 내용은 자동 트림 밸브의 감소된 속도 조정하기를 참조해 주세요.
조임 토크가 OK이면 조임 시간을 제어하고 펄스 수를 측정하여 목표 토크에 도달할 수 있습니다.
조임 시간이 NOK이면 공구 성능 최적화를 참조해 주세요.
조임 토크와 시간이 정상이면 공구가 작동할 준비가 된 것입니다.
사이트 글라스를 사용하여 AT 밸브 기능 점검하기
자동트림 밸브의 동작을 보다 a 잘 이해하기 위해서는 사이트 글라스가 권장됩니다. ServAid에서 이 공구에 적합한 사이트 글라스를 찾아보세요.
튜브 어댑터를 사용하여 자동 트림 밸브와 공구 사이에 사이트 글라스를 조립해 주세요.
공중에서 공구를 실행할 때 밸브가 닫혀있는지 확인해 주세요.
공구를 조인트에서 작동하면 밸브가 시작될 때 닫힌 위치에서 열린 위치로 변하는 지 꼭 확인해 주세요.
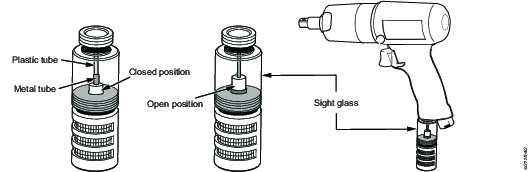
만일 위 2단계 또는 3단계의 동작이 올바르지 않으면 밸브를 조정하거나 서비스를 받아야 합니다. 자세한 내용은 자동 트림 밸브의 전환 지점 조정하기을 참조하십시오.
자동 트림 밸브의 감소된 속도 조정하기
자동 트림 밸브는 출고 시 대략 최대 속도의 70%로 설정됩니다. 자동 트림 밸브의 속도를 줄이려면 L의 길이를 줄여주세요. 속도를 높이려면 L의 길이를 늘려주세요.
지지링(1)을 돌려 L의 길이를 조정합니다.
낮은 토크 레벨에서 매우 단단한 조인트(<30°)는 속도를 추가로 줄여야 할 수 있습니다. 공구가 소프트 조인트에만 사용될 경우, 추가를 거의 줄이지 않아도 됩니다.
출고 시 설정된 L의 길이는 공구 크기에 따라 다릅니다. 자세한 내용은 다양한 공구 크기의 L 및 N의 길이를 참조해 주세요.
자동 트림 밸브의 전환 지점 조정하기
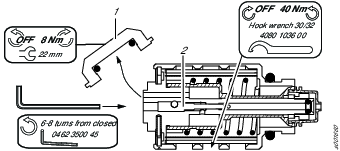
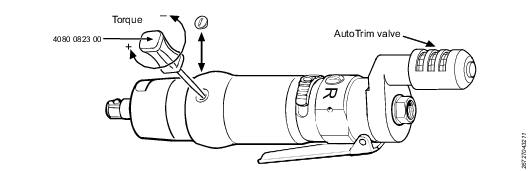
후크 렌치로 밸브 케이싱을 잡고 22mm 렌치로 커버(1)를 제거합니다.
밸브(2)를 1.5 mm Allen 키로 조정합니다. 잠금(+) 위치에서 정상 작동까지 니들 밸브는 공구 크기에 따라 6~8회전(-) 사이에 열립니다.
외장 커버(1)를 제자리에 다시 놓고 조입니다.
자동 트림 밸브 속도를 제어합니다.
밸브가 잠겨있을 경우, 자동 트림 밸브는 펄싱이 시작할 때 열린 위치로 전환됩니다. 밸브가 너무 열려있을 경우, 자동 트림은 최고속도 및 최고 출력으로 직접 열립니다.
시계방향(+) 회전/역회전으로 전환 지점(니들 밸브 잠그기)이 지연됩니다.
공구가 보고 응용 프로그램(RE)에 사용될 경우, 니들 밸브는 더 열려서(-) 신호 호스에서 공기 용적을 보상합니다.
조임 토크의 설정
권장 최대 토크를 초과하는 더 높은 토크로 기계를 사용하면 기계가 오작동하고 더 빨리 마모될 수도 있습니다.
항상 실제 조인트의 조임 토크를 제어하세요.
공구 전면에서 슬롯형 커버 플러그를 탈거합니다.
구멍에 조정 나사가 보일 때까지 펄스부를 돌려주세요.
저토크 조정에서 시작하여 원하는 토크 레벨에 도달할 때까지 증가시킵니다.
작동 지침
서비스
유지보수 지침
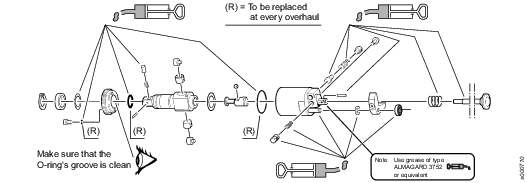
자동트림 밸브 조립하기
모든 부품이 청결한지 확인합니다. O링은 가볍게 그리스 처리해야 합니다. 밸브와 브래킷은 가볍게 경유 처리해야 합니다. 밸브가 브래킷에서 쉽게 움직이는지 확인합니다. 스로틀 밸브를 조정할 때는 완전히 닫힌 위치(시계 방향)에서 시작하고 6~8바퀴 정도 돌려 엽니다. 필요하면 확인하고 다시 조정합니다.
L과 N의 길이가 자동 트림 밸브의 주문 번호의 규격과 맞는지 확인하고 조정해 주세요. (2008의 경우, 주문 번호는 자동 트림 외장에 새겨져 있습니다). 자세한 내용은 자동 트림 밸브의 감소된 속도 조정하기 및 자동 트림 밸브의 펄싱 출력 조정하기를 참조하십시오.
해당 EP 공구의 밸브 기능을 테스트합니다. 막힘, 출력 감소 및 기능 오작동을 방지하기 위해 필터를 정기적으로 교체해 주세요.
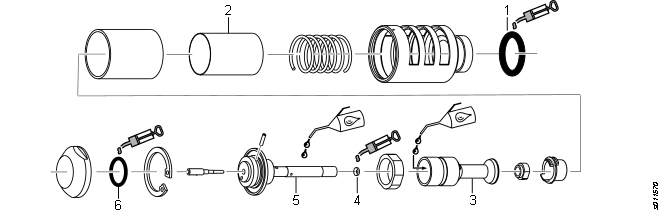
참조 번호 | 설명 | 비고 |
|---|---|---|
1 | O링 | 가볍게 그리스 처리 |
2 | 필터 | 정기적으로 교체 |
3 | 밸브 | 가볍게 오일 처리. 밸브가 브래킷에서 쉽게 움직여야 합니다. |
4 | O링 | 가볍게 그리스 처리 |
5 | 브래킷 | 가볍게 오일 처리. 밸브가 브래킷에서 쉽게 움직여야 합니다. |
6 | O링 | 가볍게 그리스 처리 |
정비 공구
Atlas Copco 서비스 공구는 부품 손상의 위험을 줄이면서 빠르고 쉽게 조립 및 분해되도록 고안되었습니다.
서비스를 시행한 후 공구를 조립할 때 다음을 위해 부품을 올바르게 조이는 것이 중요합니다.
공구 성능의 최적화
작동 중에 부품이 느슨해질 위험의 최소화
정비 공구와 조임 데이터에 대한 정보는 ServAid의 예비부품 목록에 나와있습니다.
예방 유지보수
일년에 한 번 또는 최대 250,000회의 조임 이후 예방적 유지보수를 실시할 것을 권장합니다. 전체 분해 수리에는 다음이 포함됩니다:
흡입구 어댑터의 펄스부, 에어 모터, 소음기 및 스트레이너, 트리거 및 역회전 밸브를 청소합니다.
마모되거나 손상된 부품 및 필터는 교체하십시오.
전체 분해 검사 시에만 펄스부의 O-링을 교체하십시오.
윤활 지침
녹방지 및 청소
압축 에어 속의 물은 녹을 야기할 수 있습니다. 녹을 방지하기위해, 건조장치를 설치할 것을 강력히 권장합니다.
물과 입자가 풍향계와 밸브의 고착을 야기할 수 있습니다. 압력 저하를 방지하기 위해 에어 필터를 제품 가까이에 설치해서 이를 방지할 수 있습니다.
더 긴 정지를 하기 전에, 항상 공기 흡입구에 몇 방울의 공기 모터 오일을 발라서 공구를 보호하십시오. 공구를 5–10초간 작동하고 공기 배출구에 있는 모든 오일을 헝겊에 흡수시키십시오.
그리스 가이드 ErgoPulse
브랜드 | 일반용 베어링 | 모터 샤프트 | 에어 윤활 |
|---|---|---|---|
BP | Energrease LS-EP2 |
| Energol E46 |
Castrol | Spheerol EP L2 |
|
|
Esso | Beacon EP2 |
| Arox EP46 |
Q8 | Rembrandt EP2 |
| Chopin 46 |
Mobil | Mobilegrease XHP 222 |
| Almo oil 525 |
Shell | Alvania EP2 |
| Tonna R32 |
Texaco | Multifak EP2 |
| Aries 32 |
Molycote |
| BR2 Plus |
|
윤활 지침
브랜드 | 일반용, 베어링 및 기어 |
|---|---|
BP | Energrease LS-EP2 |
Castrol | Optileb GR UF 1 |
Esso | Beacon EP2 |
Q8 | Rembrandt EP2 |
Mobil | Mobilegrease XHP 222 NLGI2 |
Klüber Lub. | Klübersynth UH 1 14-151 |
Texaco | Multifak EP2 |
Molykote | BR2 Plus |
Shell | Gadus S2 |
브랜드 | 펄스부 육각 |
|---|---|
Klüber Lub. | Microlube GL 261 |
펄스 장치에 오일 채우기
펄스 장치에 오일을 채우는 방법은 사용 가능한 장비에 따라 다양합니다.
ST 분석기와 트랜스듀서 사용. 방법 1의 지침을 따릅니다.
이 방법이 가장 빠릅니다. 이 방법으로 최적화된 공구 성능과 가장 긴 충전 간격을 제공받을 수 있습니다.ST 분석기와 트랜스듀서 사용하지 않음. 방법 2의 지침을 따릅니다.
이 방법은 방법 1을 사용하는 것처럼 빠르고 정확하지 않습니다.
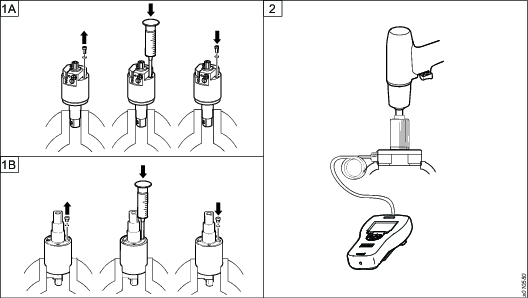
방법 1 (ST 분석기와 트랜스듀서 사용)
펄스부를 바이스에 배치하세요. 펄스부의 전면(A) 또는 후면(B)에 위치한 오일 플러그를 분리해 주세요. 소량의 오일을 펄스부에 추가하세요.
공구를 조립하고 펄스 주파수를 측정합니다.
진동 장치의 진동 횟수가 지정 범위에 있을 경우 오일량이 알맞은 것입니다.
진동 장치의 진동 횟수가 너무 낮을 경우 오일을 약간 배출하고 진동 횟수를 다시 측정하세요.
진동 장치의 진동 횟수가 너무 높을 경우 오일을 약간 배출하고 진동 횟수를 다시 측정하세요.
모델
최소 자유 속도 (r.p.m)
진동 횟수 (Hz)
최대 토크 (최소) (NM)
EP 8 PTX SR42
5700
20 - 23
44
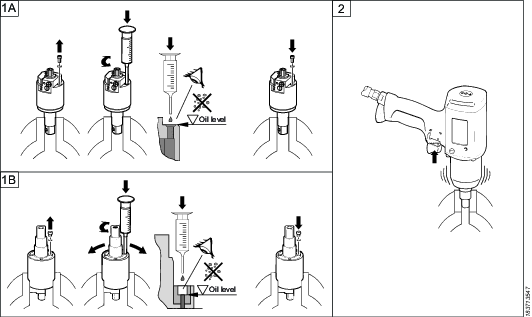
방법 2 (ST 분석기와 트랜스듀서 사용하지 않음)
펄스부를 바이스에 배치하세요. 펄스부의 전면(A) 또는 후면(B)에 위치한 오일 플러그를 분리해 주세요. 진동 장치에 오일을 100% 주입하세요. 오일 플러그를 조립해 주세요.
공구를 조립하고 3-5초 동안 역회전시킵니다.
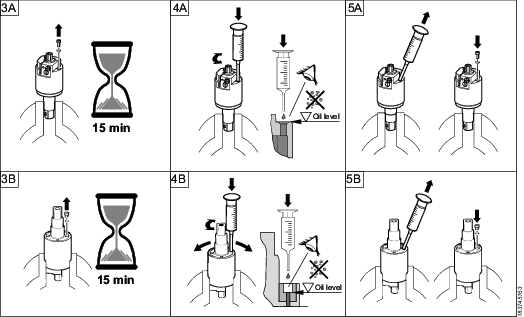
펄스부를 바이스에 배치하세요. 오일 플러그를 제거합니다. 기포가 모두 사라지고(약 15분) 온도가 20도로 내려갈 때까지 기다려주세요.
진동 장치에 오일을 100% 주입하세요.
1 ml 시린지를 사용하여 표에 따라 지정량 만큼 펄스 장치의 오일을 배출해 주세요. 오일 플러그를 조립해 주세요.
100%에서 배출할
오일량
펄스부의
대략적인 오일량
0.50 ± 0.05 ml
5 ml
토크를 확인하고 작동을 중지합니다. 이에 대한 절차는 테스트/측정을 참조하십시오.
모든 것이 정상일 경우 오일량이 알맞은 것입니다.
모든 것이 비정상일 경우 1단계부터 반복합니다.
펄스부의 검사와 윤활
펄스 장치를 위한 권장 오일
펄스 장치에 권장되는 오일은 Atlas Copco 펄스 장치 오일(Pulse Unit Oil) 입니다.
Atlas Copco 펄스 장치 오일 1병과 필요한 실린지 또는 실린지는 키트로 주문 가능합니다. 주문 번호는 서비스 키트를 참조하십시오.
펄스 부에 오일 보충하기
최적의 장비 성능을 위해 펄스부에 오일을 올바르게 충전해야 합니다. 펄스 부에서 오일이 미세하게 누유될 수 있으므로 정기적으로 정밀 검사 주기 내에 장치에 오일을 주입해야할 수 있습니다. 이 절차의 빈도는 애플리케이션 유형, 사이클 수, 조임 시간 등에 따라 변동됩니다. 펄스부에 오일을 올바르게 주입하면 서비스 주기를 연장할 수 있습니다.
펄스부에 오일이 너무 많으면 펄스 주파수가 낮아지고 조임 속도가 느려집니다.
펄스 부에 오일이 너무 적으면 펄스 주파수가 높아져 조임 토크가 감소될 위험이 있습니다. 특히, 장비를 보관 후 첫 번째 조임 시 기계가 폭주할 수 있습니다.
Atlas Copco 펄스부 생분해성 오일을 사용해 주세요.
오일이 너무 적은 상태에서 기계를 작동하면 진동 장치가 손상될 수 있습니다.
오일을 보충한 뒤 조임 토크를 점검해 주세요.
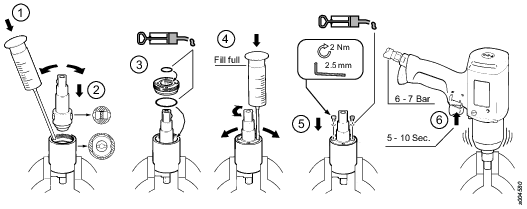
단계
펄스부를 분해한 후 그림에 표시된 1~3번 단계에 따라 펄스부에 오일을 보충해 주세요. 4번 단계에 따라 바이스에 기계를 10초 동안 작동해 주세요. 나머지 단계를 완료해 주세요. 최고의 성능을 경험하시려면 Atlas Copco 펄스부 생분해성 오일을 사용해 주세요.
Atlas Copco 펄스부 생분해성 오일 1병과 필수 실린지 또는 그외 실린지는 키트로 주문 가능합니다. 주문 번호는 서비스 키트를 참조하십시오.
오일 레벨 낮음
펄스부에서 낮은 오일 레벨을 탐지하는 방법:
더 긴 조임 시간
특히 공구가 한동안 사용되지 않은 경우의 매우 높은 펄스 주파수.
낮은 토크 또는 비정상 토크 변화(분산 증가).
공구가 정지하지 않음
펄스 주파수를 측정하려면 정적 토크 트랜스듀서 또는 토크 테스트 장비에 연결된 인라인 트랜스듀서를 사용하여 측정해 주세요, 자세한 내용은 테스트/측정 섹션을 참조하십시오.
분해/조립 지침
나사산이 있는 연결부의 조임
분해도에 나타난 조임 토크는 https://servaid.atlascopco.com에서 예비 부품 섹션 참조) 올바른 클램핑력을 제공하고 부품이 느슨해지는 것을 방지합니다. 체결력을 초과하지 않는 것이 중요하며, 이 부분은 서비스 시 손상 없이 열 수 있어야 합니다. 일정 시간의 작동 후, 그리고 특수 상황에서 용도 및 사용에 따라 부품이 어느 정도 풀릴 수 있습니다. 그러면 조임 토크는 10~20%만큼 증가할 수 있고, 낮거나 또는 중간 수준의 스레드 고정액을 적용할 수 있습니다.
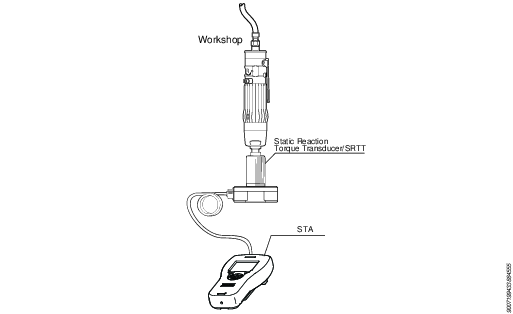
고정 트랜스듀서를 사용하여 정적 측정하기
장비 및 성능 측정
장비:
타코미터(회전 속도계)
ST분석기
SRTT 트랜드듀서 (트랜스듀서를 강하게 고정하십시오.)
타코미터로 정방향 공회전 속도를 테스트합니다.
AutoTrim 버전의 경우 감소되지 않은 속도가 측정되는지 확인해 주세요.(자세한 내용은 서비스 지침의 문제해결 일정 장에서 기능 제어 - Autotrim 섹션을 참조해 주세요.)
AutoTrim 기능을 테스트합니다.
최대 토크 및 펄스 주파수 테스트
ST분석기의 필터 주파수를 850 Hz로 설정합니다.
역방향의 토크 및 펄스 주파수를 측정하십시오. 약 1초의 조임 시간을 사용하십시오.
차단 메커니즘 검사
정방향으로 공구를 작동하십시오. 차단 메커니즘이 제대로 작동하면 공구가 차단됩니다.
테스트 조건
펄스부 온도: 약 20°C.
공기 압력: 6,3 bar (90psi) 동적
호스 크기: 8 mm 호스 길이: 3 m
유지보수 후 공구는 다음 값을 달성해야 합니다.
모델 | 자유 속도(r.p.m) | 진동 횟수 (Hz) | 최대 토크 (최소) (NM) |
|---|---|---|---|
EP 8 PTX SR42 | 5700 | 20 - 23 | 44 |
정확한 펄스 주파수는 에어 모터와 펄스부 상태가 양호함을 나타냅니다. 펄스 주파수가 너무 높은 경우 - 오일을 주입해 주세요. 펄스 주파수가 너무 낮으면 - 오일 레벨을 낮춰주세요.
동적 측정
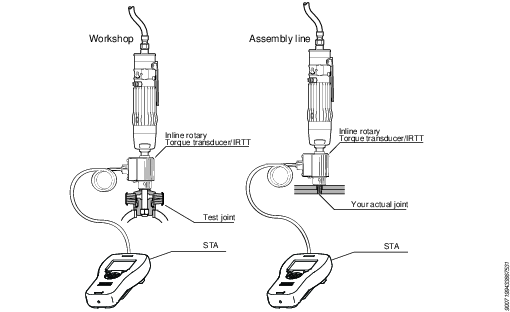
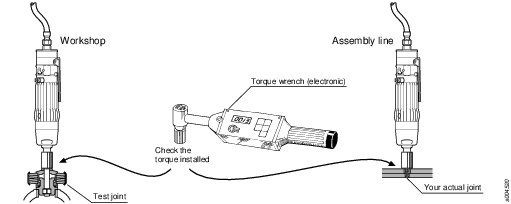
항상 실제 조인트에 대한 설정을 확인하셔야 합니다.
항상 토크 렌치(전자식)로 정적 점검을 하여 실제 조인트에 대한 동적 측정을 확인해 주세요.
테스트 방법 - 정적 또는 동적
ErgoPulse 기계에는 정적 토크 측정이 권장됩니다.
전자식 인라인 토크 변환기를 이용한 동적 토크 측정을 사용할 경우 항상 토크 렌치(전자식)를 이용한 정적 점검을 통해서 측정 결과를 검증하십시오.
자세한 내용은 Atlas Copco의 "펄스 공구 포켓 가이드"를 참조하십시오. 주문 번호. 9833 1225 01.
정적 측정(권장)
재활용
환경 규제
제품이 목적에 도움이 되려면, 올바르게 재활용되어야 합니다. 제품을 분해해서 지역 규정에 따라 구성품을 재활용하십시오.
배터리는 국가의 배터리 회수 기관에서 처리해야 합니다.
재활용 지침
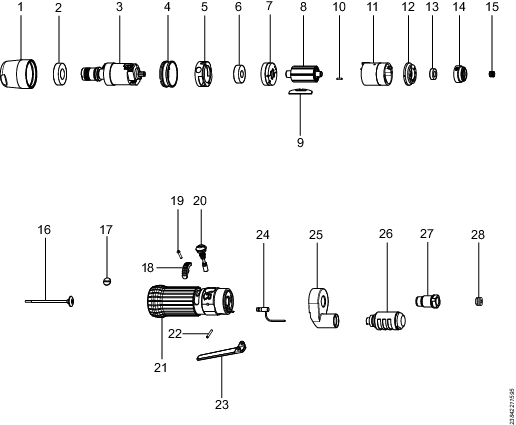
위치 | 부품 | 재활용 |
|---|---|---|
1 | 펄스부 외장 | 금속, 알루미늄 |
2 | 볼 베어링 | 금속, 강철 |
3 | 펄스부 | 금속, 강철 |
4 | 나사 링 | 금속, 강철 |
5 | 슬리브 | 금속, 강철 |
6 | 볼 베어링 | 금속, 강철 |
7 | 엔드 플레이트 | 금속, 알루미늄 |
8 | 원통 | 금속, 알루미늄 |
9 | 로터 | 금속, 강철 |
10 | 베인(Vanes) | POM |
11 | 플러그 | POM |
12 | 엔드 플레이트 | 금속, 알루미늄 |
13 | 볼 베어링 | 금속, 강철 |
14 | 역전 밸브 | 플라스틱, 기타, PES |
15 | 스프링 | 금속, 강철 |
16 | 차단 밸브 | 금속, 강철, 플라시틱 |
17 | 플러그 | 금속, 강철 |
18 | 역전 노브 | 플라스틱, 기타, PA66 |
19 | 태핑 나사 | 금속, 강철 |
20 | 밸브 | 금속, 강철 |
21 | 모터 하우징 | 금속, 알루미늄 |
22 | 나선형 핀 | 금속, 강철 |
23 | 레버 | 금속, 강철 |
24 | 시그널 튜브 | 금속, 강철 |
25 | 배기 외장 | 금속, 알루미늄 |
26 | 소음기 | 금속, 강철 |
27 | 어댑터 | 금속, 강철 |
28 | 제한 와셔 | 금속, 강철 |