EP8XS HRX10
Nutrunner
产品信息
一般信息
安全警示语
危险、警告、小心和注意等安全警示语的意思如下:
危险 | 危险表示一种危险的情况,如果不能避免,将会导致死亡或严重伤害。 |
警告 | 警告表示一种危险的情况,如果不能避免,可能导致死亡或严重伤害。 |
小心 | 小心与安全警告标志一起使用,表示一种危险的情况,如果不能避免,可能会导致轻微或中等程度的伤害。 |
注意 | 注意用于指示与个人伤害无关的操作。 |
质保
产品保修期将在 Atlas Copco 配送中心发货后的 12+1 个月后到期。
保修不包括部件正常的磨损和断裂。
“正常磨损和断裂部件”是指在工具常规维护期内,需要更换、进行其他调整/大修的部件(以时间、运行时数或其他形式表示)。
产品保修以工具及组件的正常使用、维护和修理为前提。
本保修不适用于在保修有效期内因维护保养不当或由 Atlas Copco 及其授权维修服务合作伙伴之外的他方进行维修保养而造成的损坏部件。
要避免工具零配件损坏或断裂,请按建议的维护周期保养工具并严格遵守说明操作。
保修类修理仅在 Atlas Copco 维修间或由获得授权的维修服务合作伙伴处理。
Atlas Copco 通过 ToolCover 合约提供延保及最佳的预防维护服务。有关详情,请联系您当地的服务代表。有关详情,请联系您当地的服务代表。
电动马达:
保修仅适用于未打开过的电动马达。
网站
有关我们的产品、配件、备件和已发布事项的信息,请访问 Atlas Copco 网站。
请访问:www.atlascopco.com.
ServAid
ServAid 是一个持续更新的门户网站,含有技术信息,例如:
法规和安全信息
技术数据
安装、操作和维修说明
备件列表
附件
尺寸图
请访问:https://servaid.atlascopco.com.
如需进一步的技术信息,请联系您当地的 Atlas Copco代表。
安全数据表 MSDS/SDS
安全数据表描述了 Atlas Copco销售的化学产品。
有关更多信息,请访问 Atlas Copco网站 www.atlascopco.com/sds。
特殊预防措施
检查动力套筒是否正确紧固。
如果出现磨损,则更换方形传动套或套筒。
避免不必要的空转。
如要使用悬吊台,确认悬吊台处于良好状态并已正确紧固。
警告
原产地
对于原产地,请参见产品标签上的信息。
尺寸图
尺寸图可以在尺寸图存档或 ServAid 上找到。
请访问:http://webbox.atlascopco.com/webbox/dimdrw或 https://servaid.atlascopco.com。
概览
产品技术数据
产品技术数据可以在 ServAid 或 Atlas Copco网站上找到。
安装
安装要求
空气质量
要获得最佳性能和最长的产品使用寿命,我们建议使用最大露点为 +10°C (50°F) 的压缩空气。我们还建议安装 Atlas Copco 制冷型空气干燥器。
使用单独的空气过滤器,可以滤掉 30 微米以上的固体颗粒和 90% 以上的液态水。尽量靠近产品安装过滤器并在任何其他空气处理装置之前安装,以防压力下降。
对于脉冲/冲击工具,确保使用专门针对这些工具调节过的润滑器。常规润滑器加的油太多,会因为马达中的油过多而降低工具性能。
在连接至工具前,确保软管和连接器清洁且无灰尘。
经过润滑和无需润滑的产品均可从润滑器提供的少量润滑油获益。
空气润滑导管
建议的空气润滑器:
Atlas Copco Optimizer(1 升)9090 0000 04
Q8 Chopin 46
壳牌气动工具润滑油 S2 A 320
压缩空气连接
要获得正确的气压和软管尺寸,请参见 https://servaid.atlascopco.com或 www.atlascopco.com 上的技术产品数据。
在连接至工具前,确保软管和连接器清洁且无灰尘。
气压调节
确保把压力调节器调整到不低于气路中最低的期望气压值。
气压的调整将会带来以下影响:
降低气压会使工具转速变慢,但精度提高
升高气压会使工具转速变快,但精度下降
如果气路当中的气压低于 5 bar,我们推荐使用 EP L 系列的工具(它是专门为低气压条件而设计的)。
安装说明
安装振动工具
建议在振动工具和快换接头之间插入至少长 300 mm (12") 的挠性软管用于通入压缩空气。
初始扭矩设置
为了尽量减少对实际接头造成损坏的风险,我们建议将测试接头上的扭矩设定为稍微低于应用所需的扭矩。确保在测试接头上使用的设备(比如延长件、套筒和气压等)与将在实际接头上使用的相同。
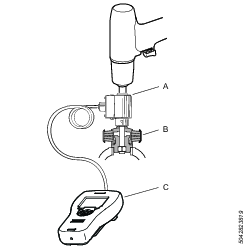
A | 扭矩传感器 IRTT |
B | 测试接头 |
C | ST 分析仪 |
务必验证实际接头上的扭矩设置。
操作
人体工学指导准则
通读此一般人体工学原则列表时考虑您的工作台,查看是否能够找出在姿势、组件放置或工作环境方面可以改进的地方。
请频繁地间歇并更换作业位置。
调整工作区域,以适合您的需求和作业任务。
根据部件或工具应处位置调整出可及的方便位置,避免静态运功。
使用工作台设备,例如适合工作任务的桌椅。
避免作业位置高于肩部水平线或在装配操作期间静态持握工具。
在肩部水平以上作业时,通过降低载荷的重量减轻静态肌肉的负荷。也可以通过将载荷靠近身体减轻静态肌肉的负荷。
确保频繁间歇。
避免肩部或腕部使用极端姿势,尤其对于需要使用一定力量的操作。
处理工作任务时将眼部和头部的移动幅度降到最小,以调整出方便的视野区域。
处理工作任务时使用适当的照明。
在噪音环境中使用耳部防护设备。
在灰尘过多的环境下,请使用吸尘装置或佩戴口罩。
操作说明
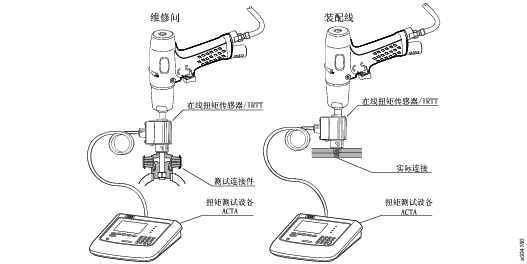
扭矩检查 - 实际接头上的残余扭矩测量
确保在拧紧过程中使用的设备(比如延长件、套筒和气压等)与将在实际拧紧应用时使用的相同。
对实际接头执行扭矩检查时,建议使用具有残余扭矩测量*设置的 ST 扳手。
* 使被施加扭矩的紧固件(包括其头部)的螺纹相对于配合螺纹移动所需的扭矩。
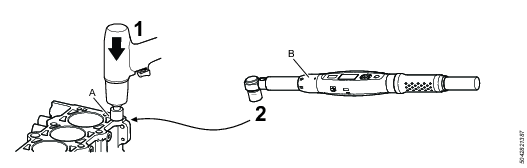
A | 实际接头 |
B |
|
执行拧紧操作。
用扭矩扳手在监控下测量结果。
优化工具性能
推荐脉冲数量
一款恰好适合您的应用的脉冲工具应在 5-20 个脉冲内达到目标扭矩(有断气)。使工具达到目标扭矩所用的脉冲数可通过分析仪测得。拧紧时间也可用作指南,以了解工具是否适合您的应用:
≤ 1 秒,工具达到 30 Nm
≈ 1 秒,工具达到 80 Nm
≈ 2 秒,工具达到 150 Nm
≈ 5 秒,工具达到 450 Nm
≤ 10 秒,工具达到 850 Nm
如果不足 5 个脉冲(= 拧紧时间很短)就达到目标扭矩,那么扭矩误差将会增大,可能很难调整到正确的水平,尤其是在硬连接件上。
如果超过 20 个脉冲(= 拧紧时间过长)才达到目标扭矩,磨损将增大,将需要更频繁的加油和维修保养。太长的拧紧时间加上高生产速率,还可能会导致油过热。那样,功率将会降低,需要更长的拧紧时间,有时还会发生不断气的情况。
如果目标扭矩在不到 5 个脉冲内达到,可通过以下方法解决:
降低气压。
通过 AutoTrim 或 Trim 阀降低速度。
如果无法实施上述措施或者这些措施仍然无法获得想要的效果,那么更好的办法是换一把更小的工具。
如果超过 20 个脉冲才达到目标扭矩,可通过以下方法解决:
增加动态气压,如果是标准 EP 工具,将气压升高至 6-7 bar;如果是低压 EP L 工具,则将气压升高至 5 bar。
调整 AutoTrim 或 Trim 阀以提供最大功率/转速。
如果无法实施上述措施或者这些措施仍然无法获得想要的效果,那么更好的办法是换一把更大的工具。
改变气压时,应当重新测量目标扭矩,必要时进行调整。
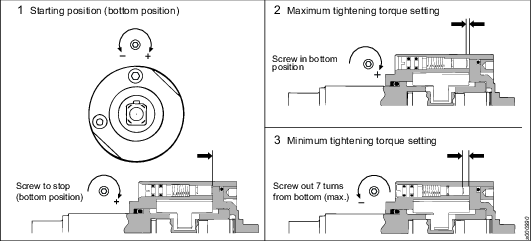
扭矩设定
可将调节螺钉拧进线盒的小孔中。如有必要,可转动输出轴。
调整之后,不要忘记装配线盒小孔的螺钉塞栓。
建议您从最小扭矩设定开始 - 此时,调节螺钉已经从底部拧出了大约六次。不要再拧了。
如果工具使用超过推荐的最大扭矩值,会造成功能异常和磨损加快。务必检查实际连接件上的设置。
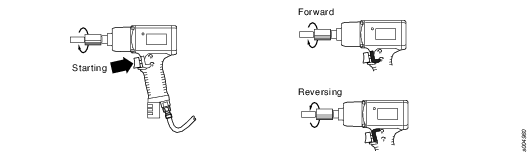
反向旋钮的位置
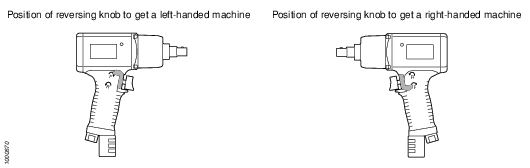
操作说明
维修
维护说明
维修工具
Atlas Copco维修工具的设计主要是为了快速便捷的拆装,同时减少拆装过程中损坏零部件的风险。
在维修后组装工具时,将各部件拧紧正确拧紧至关重要:
优化工具的性能。
减小工具在工作中零部件松动的风险。
您可以在 ServAid 上的备件列表找到维修工具和拧紧数据的信息。
预防性维护
预防性维护建议每年一次或最多 250,000 次拧紧后进行。一次完整的检修包括:
清洁脉冲单元,更换磨损或损坏的零部件。
清洁气动马达,更换磨损或损坏的零部件。
清洁消音器和进气口适配器的滤网,更换过滤器及磨损或损坏的零部件。
清洁扳机和换向阀并更换磨损或损坏的零部件。
除非在每年一次给工具作常规维修或者是在工具的拧紧次数达到250,000时,否则不必更换脉冲单元中的O型圈。
润滑说明
防锈及清洁
压缩空气中的水分可能导致生锈。要防止生锈,我们强烈建议安装空气干燥器。
水和微粒可能会使叶片和阀门卡滞。在产品附近安装空气滤清器可以有效防止上述现象,达到避免压降的目的。
在长时间未使用时,务必向进气口加注几滴润滑油以保护工具。运转工具持续 5–10 秒并用布吸收出风口处的润滑油。
润滑指南
品牌 | 轴承和齿轮 - 一般用途 |
|---|---|
BP | Energrease LS-EP2 |
Castrol | Optileb GR UF 1 |
Esso | Beacon EP2 |
Q8 | Rembrandt EP2 |
Mobil | Mobilegrease XHP 222 NLGI2 |
Klüber Lub. | Klübersynth UH 1 14-151 |
Texaco | Multifak EP2 |
Molykote | BR2 Plus |
Shell | Gadus S2 |
品牌 | 六角脉冲装置 |
|---|---|
Klüber Lub. | Microlube GL 261 |
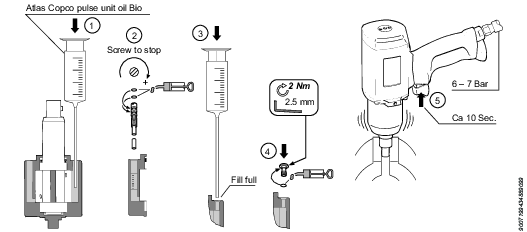
给脉冲装置添加液压油
由于脉冲单元可能有微小泄漏,因此在定期保养间隔之间可能就需要重新注油。该程序的频率取决于应用类型、循环次数、拧紧时间等。拧紧扭矩下降和脉冲频率增加是油量不足的一个迹象。
拆卸脉冲装置后,按照下面第 1-3 项操作加油。按照下面第 5 项操作在虎钳中运行机器 10 秒钟。然后按照第 6-11 项操作继续。为获得最佳性能,请使用 Atlas Copco 脉冲装置油 Bio。加油套件由 Atlas Copco 脉冲装置机油 Bio 150 ml 和一个注射器(1 ml)组成。订购号:4081 0121 90。也可以使用其他同类型的液压油。
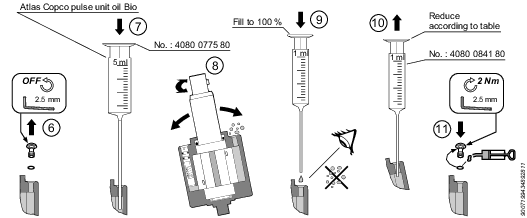
重新加注脉冲装置
将脉冲装置置于正常室温下。
重新加注前:最后一次运行后至少 30 分钟,让油中的气泡逐渐消失。在根据第 10 步操作减少油量之前,检查确保油中没有气泡,并且脉冲装置完全加满油 (100%)。
正确的油量:加至 100%,然后根据表中的值减少。重新加注后,根据测试方法检查拧紧扭矩和脉冲频率。 |
油量 从 100% 逐渐降低 | 脉冲装置中的 大概油量 |
|---|---|
0.45 ± 0.05 ml | 7.5 ml |
拆装说明
叶片电机使用说明
拆除
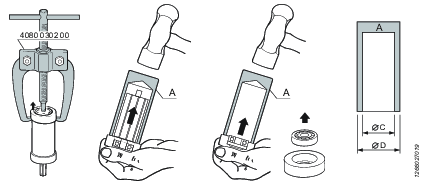
维修工具也包含在成套基本维修工具中。有关更多信息,请参阅订购号 9835 5485 00
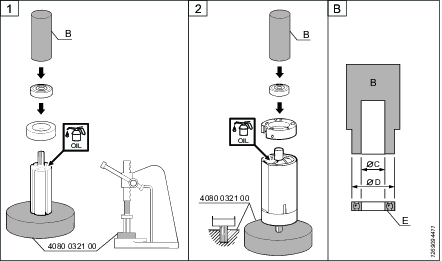
拆卸工具芯轴 A
订购号 | 直径 D | 直径 C |
|---|---|---|
4080 0182 01 | 7 | 3.5 |
4080 0182 02 | 8 | 4.5 |
4080 0182 03 | 9 | 5.5 |
4080 0182 04 | 10 | 6.5 |
4080 0182 05 | 13 | 8.5 |
4080 0182 06 | 16 | 10.5 |
4080 0182 07 | 19 | 12.5 |
4080 0182 08 | 22 | 15.5 |
4080 0182 09 | 24 | 17.5 |
4080 0182 10 | 26 | 20.5 |
4080 0182 11 | 30 | 25.5 |
4080 0182 12 | 35 | 30.5 |
4080 0182 13 | 40 | 35.5 |
4080 0182 14 | 47 | 40.5 |
检查电机部件
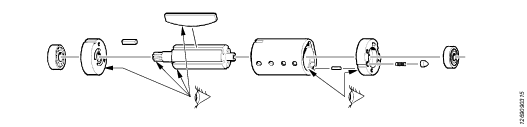
组装 - 按照 Bäckströms 方法
维修工具也包含在成套基本维修工具中。有关更多信息,请参阅订购号 9835 5485 00
拆卸工具芯轴 B
订购号 | 直径 D | 直径 C |
|---|---|---|
4080 0567 04 | 12.5 | 5.2 |
4080 0567 11 | 14.5 | 6.5 |
4080 0567 01 | 15.5 | 5.2 |
4080 0567 05 | 18.5 | 6.2 |
4080 0567 02 | 18.5 | 8.2 |
4080 0567 06 | 21.5 | 7.5 |
4080 0567 03 | 21.5 | 8.2 |
4080 0567 07 | 25.5 | 10.5 |
4080 0567 08 | 27.5 | 12.5 |
4080 0567 09 | 31.5 | 15.5 |
4080 0567 10 | 34.5 | 18.5 |
螺纹连接拧紧
分解图中显示的拧紧扭矩(参见 https://servaid.atlascopco.com “备件”部分)将给出正确的夹紧力并防止部件松动。不超出夹紧力非常重要,维修保养时,这些部件必须能够在不被损坏的情况下打开。部件在使用一段时间后以及在特殊情况下可能会有所松动,具体取决于应用和使用情况。拧紧扭矩可增大 10-20%,并且可以应用某些低或中等强度的螺纹锁固胶。
测试/测量
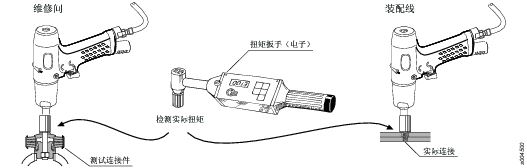
务必在实际接头上验证设置。
务必使用扭矩扳手(电子)进行静态测量,以验证实际接头上的动态测量值。
扭矩检查 - 实际接头上的残余扭矩测量
确保在拧紧过程中使用的设备(比如延长件、套筒和气压等)与将在实际拧紧应用时使用的相同。
对实际接头执行扭矩检查时,建议使用具有残余扭矩测量*设置的 ST 扳手。
* 使被施加扭矩的紧固件(包括其头部)的螺纹相对于配合螺纹移动所需的扭矩。
A | 实际接头 |
B |
|
执行拧紧操作。
用扭矩扳手在监控下测量结果。