EP6PTX18 SR42-AT
Nutrunner
Información de producto
Información general
Palabras de las señales de seguridad
Las palabras de las señales de seguridad Peligro, Advertencia, Precaución y Aviso tienen los siguientes significados:
PELIGRO | PELIGRO indica una situación de riesgo cuyo resultado, en caso de no evitarse, será la muerte o lesiones personales de gravedad. |
ADVERTENCIA | ADVERTENCIA indica una situación de riesgo cuyo resultado, en caso de no evitarse, podría ser la muerte o lesiones personales de gravedad. |
PRECAUCIÓN | PRECAUCIÓN, utilizada con el símbolo de alerta de seguridad, indica una situación de riesgo cuyo resultado, si no se evita, podrían ser lesiones menores o leves. |
AVISO | AVISO se utiliza para indicar prácticas que no están relacionadas con lesiones personales. |
Garantía
La garantía del producto finalizará en 12+1 meses tras la entrega por parte del centro de distribución de Atlas Copco.
El desgaste y deterioro normales de las piezas no están cubiertos por la garantía.
El desgaste normal es aquel que requiere la sustitución de una pieza u otro ajuste/revisión durante el mantenimiento estándar de la herramienta para ese periodo (expresado en tiempo, horas de funcionamiento o de forma similar).
La garantía del producto se basa en un uso, mantenimiento y reparación adecuados de la herramienta y sus componentes.
El daño que sufran las piezas a consecuencia de un mantenimiento inadecuado o realizado por técnicos que no sean Atlas Copco o sus Socios de servicio certificados durante el periodo de garantía no está cubierto por la garantía.
Para evitar los daños o la destrucción de las piezas de la herramienta, someta la herramienta a las operaciones de servicio que establece el plan recomendado de mantenimiento y siga las instrucciones adecuadas.
Las reparaciones de garantía solo se realizan en los talleres de Atlas Copco o por sus Socios de servicio certificados.
Atlas Copco ofrece una garantía ampliada y un mantenimiento preventivo de vanguardia a través de sus contratos ToolCover. Para obtener más información, póngase en contacto con su representante de Servicio local.
Para los motores eléctricos:
La garantía solo se aplicará si el motor eléctrico no se ha abierto.
Sitio de Internet
Puede encontrar información relacionada con nuestros productos, accesorios, piezas de repuesto y material impreso en el sitio web Atlas Copco.
Visite: www.atlascopco.com.
ServAid
ServAid es un portal que se actualiza continuamente y contiene información técnica, como:
Información sobre regulaciones y seguridad
Datos técnicos
Instrucciones de instalación, operación y servicio
Listas de repuestos
Accesorios
Planos de dimensiones
Visite: https://servaid.atlascopco.com.
Para obtener más información, póngase en contacto con su representante de Servicio local Atlas Copco.
Hojas de datos de seguridad de MSDS/SDS
Las fichas de datos de seguridad describen los productos químicos vendidos por Atlas Copco.
Consulte el sitio web de Atlas Copco para más información www.atlascopco.com/sds.
Precauciones especiales
Compruebe que la boca motorizada está correctamente apretada.
Susituya el fiador del portaherramientas de mango cuadrado o el zócalo si está desgastado.
Evitar la marcha en vacío innecesaria.
Al utilizar un gancho de suspensión, asegúrese que está en buenas condiciones y debidamente asegurado.
PTFE
País de origen
Para el país de origen, consulte la información en la etiqueta del producto.
Planos de dimensiones
Puede encontrar planos de dimensiones en el archivo de planos de dimensiones o en ServAid.
Visite: https://webbox.atlascopco.com/webbox/dimdrw o https://servaid.atlascopco.com.
Descripción general
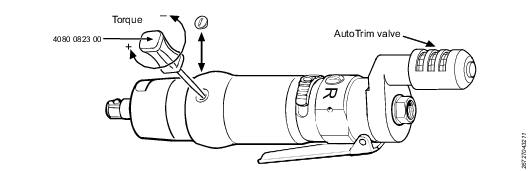
Descripción general de la válvula AutoTrim
Esta herramienta está equipada con una válvula AutoTrim, que le otorga un rendimiento máximo tanto para juntas duras como suaves. (Se puede utilizar AutoTrim para aplicaciones en que la herramienta se utilice para apretar juntas con características similares.)
La válvula AutoTrim se preconfigura en fábrica para adecuarse a la mayoría de las aplicaciones. Ofrece una velocidad reducida durante la aproximación. Tras 1 o 2 impulsos cambia automáticamente a velocidad/potencia total durante el resto del apriete. Compruebe periódicamente el funcionamiento correcto de la válvula AutoTrim. En el caso de no cambiar (de funcionamiento restringido a abierto), esto causará un tiempo de apriete mayor con el riesgo de sobreapriete de la junta. Un cambio prematuro a una posición abierta (es decir, cuando la herramienta funciona libre) puede causar una desconexión errática causada por número demasiado bajo de impulsos.
La válvula AutoTrim proporciona una velocidad reducida durante la aproximación. Tras 1 o 2 impulsos en una junta cambia automáticamente a velocidad/potencia total durante el resto del apriete, como muestra la ilustración.
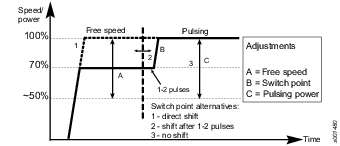
Posibles ajustes
Velocidad en vacío (establecida de fábrica a aproximadamente el 70 % de la velocidad máxima). Consulte Ajustar la velocidad en vacío.
Punto de cambio de potencia reducida a potencia máxima (establecida de fábrica en 1 o 2 impulsos) de serie, sin aplicaciones de generación de informes (RE). Consulte Ajustar el punto de conmutación en la válvula AutoTrim.
Potencia durante la generación de impulsos (establecida de fábrica a potencia máxima). Consulte Ajustar la potencia de impulso.
En la mayoría de los casos los ajustes de fábrica proporcionan el mejor resultado.
Datos técnicos de producto
Puede encontrar los datos técnicos del producto en ServAid o en el sitio web Atlas Copco.
Visite: https://servaid.atlascopco.com o www.atlascopco.com.
Instalación
Requisitos para la instalación
Calidad del aire
Para un rendimiento óptimo y una vida útil máxima, recomendamos usar aire comprimido con un punto de rocío máximo de +10°C (-5,00℃). También recomendamos instalar un secador frigorífico de Atlas Copco.
Utilice un filtro de aire independiente que elimina las partículas sólidas superiores a 30 micras y más del 90% del agua líquida. Instale el filtro lo más cerca posible del producto y antes de cualquier otra unidad de preparación del aire para evitar las caídas de presión.
Para las herramientas de impulso/impacto, asegurar que los lubricantes están ajustados para estas herramientas. Los lubricantes normales añadirán demasiado aceite y, por lo tanto, reducirán el rendimiento de las herramientas si hay demasiado aceite en el motor.
Asegúrese de que la manguera y los acoplamientos estén limpios y sin polvo antes de conectar la herramienta.
Tanto los productos lubricados como aquellos sin lubricación se beneficiarán de una pequeña cantidad de aceite suministrada con un lubricador.
Guía de lubricación de aire
Lubricadores de aire recomendados:
Atlas Copco Optimizer (1 litro) 9090 0000 04
Q8 Chopin 46
Q8 Chopin 32
Shell Air Tool Oil S2 A 320
Mobil SHC Cibus 32
Conexión del aire comprimido
Para conocer la presión neumática adecuada y el tamaño de la manguera, consulte los Datos técnicos del producto en https://servaid.atlascopco.comwww.atlascopco.com.
Asegúrese de que la manguera y los acoplamientos estén limpios y sin polvo antes de conectar la herramienta.
Regulación de la presión de aire
Asegúrese de ajustar el regulador a la presión más baja esperada en la línea.
Ajustar la presión de aire tendrá las siguientes consecuencias:
Disminuir la presión de aire resultará en una herramienta más lenta pero más precisa.
Incrementar la presión de aire resultará en una herramienta más rápida pero menos precisa.
Si la presión de la línea de aire se encuentra por debajo de cinco bares, recomendamos una herramienta de la serie EP L (diseñadas para instalaciones de baja presión).
Instrucciones de instalación
Tamaños recomendados de la manguera
Asegúrese de que todas las conexiones, adaptadores y acoplamientos superen el diámetro interno mínimo recomendado correspondiente al tamaño recomendado de la manguera de la herramienta. Consulte los ejemplos en esta tabla. El tamaño recomendado de la manguera de una herramienta específica se encuentra en «Especificaciones técnicas» en https://servaid.atlascopco.com

Tamaño recomendado de la manguera | Diámetro interior mínimo para |
|---|---|
8 mm | 7 mm |
10 mm | 7 mm |
13 mm | 9,4 mm |
Instalación de manguera flexible
Para evitar vibraciones de la herramienta, utilice una manguera flexible para aire comprimido con una longitud mínima de 300 mm (12") entre la herramienta y el acoplamiento rápido.
Funcionamiento
Directrices sobre ergonomía
Piense en su estación de trabajo mientras lee esta lista de directrices ergonómicas generales y compruebe si encuentra áreas de mejora en la postura, el emplazamiento de los componentes o el entorno de trabajo.
Realice descansos frecuentes y cambie la posición de trabajo con regularidad.
Adapte la zona de trabajo a sus necesidades y a la tarea a realizar.
Realice los ajustes para tener un alcance cómodo determinando donde colocar las piezas o herramientas para evitar el movimiento estático.
Utilice equipamiento para la estación de trabajo, como mesas y sillas, adecuado para la tarea.
Evite posiciones de trabajo por encima de la altura del hombro o con sujeciones estáticas durante las operaciones de montaje.
Cuando trabaje por encima del nivel de sus hombros, reduzca la carga sobre los músculos estáticos reduciendo el peso de la carga. También puede reducir la carga sobre los músculos estáticos sujetando la carga cerca del cuerpo.
Asegúrese de realizar descansos frecuentes.
Evite posturas extremas de brazos y muñecas, en particular para operaciones que requieran un grado de fuerza.
Realice ajustes para disponer de un campo de visión cómodo con el que minimizar el movimiento de los ojos y la cabeza durante la tarea.
Utilice la iluminación adecuada para la tarea.
Utilice equipos de protección auditiva en entornos ruidosos.
Utilice sistemas de extracción de polvo o mascarillas de protección en entornos polvorientos.
Instrucciones de funcionamiento
Longitud de «L» y «N» para diferentes tamaños de herramienta
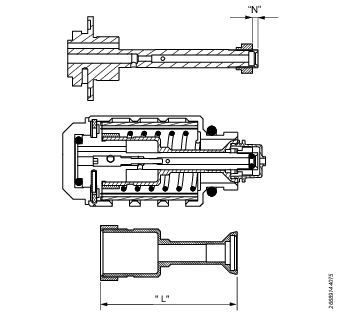
Válvula AutoTrim | Longitud de «L» (mm) | Longitud de «N» (mm) |
|---|---|---|
4250 1878 43 | 39,2 +/-0,1 | 1,5 |
4250 1878 90 | 39,2 +/-0,1 | 1,5 |
4250 1878 91 | 39,7 +/-0,1 | 1,0 |
4250 1878 92 | 40,2 +/-0,1 | 0,5 |
4250 1878 93 | 40,7 +/-0,1 | 0 |
4250 1878 94 | 40,3 +/-0,1 | 0 |
4250 1878 95 | 40,5 +/-0,1 | 0 |
4250 1878 97 | 39,2 +/-0,1 | 1,5 |
4250 1878 98 | 39,7 +/-0,1 | 1,0 |
4250 2675 91 | 40,5 +/-0,1 | 0 |
4250 2675 92 | 40,3 +/-0,1 | 0 |
4250 1878 50 | 38,7 +/-0,1 | 2,0 |
4250 1878 51 | 38,7 +/-0,1 | 2,0 |
Optimizar el rendimiento de la herramienta
No se recomienda utilizar extensiones con herramientas de impulso. Las extensiones pueden provocar vibraciones que, a su vez, pueden causar desgaste en la herramienta, mayores tiempos de apriete, precisión limitada y dificultad para llegar al par máximo. Si es necesaria una extensión debido a restricciones de accesibilidad, esta deberá ser lo más corta posible. Se recomiendan encarecidamente extensiones o bocas guiadas.
Número de impulsos recomendado
La herramienta de impulsos debe alcanzar el par objetivo, con desconexión, con 5 a 20 impulsos. Mida el número de impulsos hasta alcanzar el par objetivo con un analizador. El tiempo de apriete puede utilizarse también como guía para saber si la herramienta se configura correctamente:
≤ 1 segundo para herramientas de hasta 30 Nm
≈ 1 segundo para herramientas de hasta 80 Nm
≈ 2 segundos para herramientas de hasta 150 Nm
≈ 5 segundos para herramientas de hasta 450 Nm
≤ 10 segundo para herramientas de hasta 850 Nm
Si el par objetivo se alcanza con menos de 5 pulsos (= tiempo de apriete corto), la dispersión del par se incrementará y puede resultar difícil ajustarlo al nivel adecuado, especialmente con juntas duras.
Si el par de objetivo se alcanza con más de 20 pulsos (= tiempo de apriete demasiado largo), el desgaste aumentará y se necesitará un llenado de aceite y mantenimiento más frecuentes. Un tiempo de apriete demasiado largo, en combinación con un ritmo de producción alto, puede resultar también en un calentamiento excesivo del aceite. En ese caso la potencia se reducirá con un tiempo de apriete más largo y, a veces, sin desconexión.
Si se alcanza el par objetivo con menos de 5 pulsos, realice los siguientes ajustes:
Reducir la presión de aire.
Reducir la velocidad de la válvula AutoTrim o Trim.
Si lo anterior no fuera posible o no ofreciera los resultados deseados, puede ser recomendable utilizar una herramienta más pequeña.
Si se alcanza el par objetivo con más de 20 pulsos, realice los siguientes ajustes:
Aumentar la presión de aire dinámica hasta 6 o 7 bares para herramientas EP estándar o hasta 5 bares para herramientas EP-L de baja presión.
Ajustar la válvula AutoTrim o Trim para conseguir la máxima velocidad/potencia.
Si lo anterior no fuera posible o no ofreciera los resultados deseados, puede ser recomendable utilizar una herramienta más grande.
Cuando cambie la presión del aire, vuelva a medir el par objetivo y ajuste si fuera necesario.
Ajustar la potencia de impulso en la válvula AutoTrim
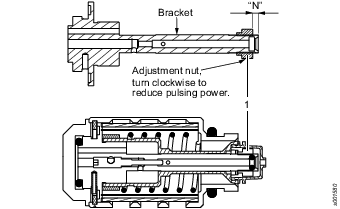
La válvula AutoTrim se configura en fábrica para máxima potencia de impulso, es decir la longitud de N se configura de acuerdo con la tabla, consulte Longitud de «L» y «N» para diferentes tamaños de herramienta.
Para mejorar la precisión (más impulsos antes de apagar) para juntas duras o semiduras reduzca la potencia. La potencia se reduce girando la tuerca (1) en sentido de las agujas del reloj (longitud de N aumentada).
Comprobar la velocidad de la válvula AutoTrim
Asegúrese de que todas las bocas estén fijadas firmemente. La herramienta debería funcionar a velocidad reducida.
Configure el botón de inversión en la marcha inversa.
Apriete el gatillo y manténgalo apretado mientras pone en marcha la herramienta en el aire (A).
Rápidamente apriete el botón de inversión a la marcha normal (B).
La válvula AutoTrim cambiará de velocidad reducida a máxima velocidad.Si la herramienta funciona a máxima velocidad en la etapa 1 (A) o funciona a velocidad reducida en la etapa 3 (B), ajuste o realice el servicio de la válvula AutoTrim, consulte Ajustar el punto de conmutación en la válvula AutoTrim


Ajustar la velocidad reducida en la válvula AutoTrim
La válvula AutoTrim viene ajustada de fábrica a aprox. el 70 % de la velocidad máxima. Para reducir la velocidad, reduzca la longitud de L. Para incrementar la velocidad, incremente la longitud de L.
Gire el anillo de apoyo (1) para ajustar la longitud de L.
Para juntas muy duras (<30°) a niveles de par bajos, será necesaria una reducción de velocidad adicional. Cuando la herramienta se utilice solo en juntas blandas, la reducción de velocidad será inferior o no será necesaria.
Longitud configurada en fábrica de L depende del tamaño de la herramienta, consulte Longitud de «L» y «N» para diferentes tamaños de herramienta.
Ajustar el par de apriete con la válvula AutoTrim (AT)
El ajuste de fábrica de la válvula AutoTrim suele ofrecer el rendimiento correcto. Para configurar el par de apriete de la junta actual con la válvula AutoTrim, realice lo siguiente:
Retire el tapón de la tapa ranurada en la parte delantera de la herramienta.
Gire la unidad de impulso hasta que vea el tornillo de ajuste en el orificio.
Utilice un destornillador plano y gire el tornillo de ajuste hasta el par de apriete.
Compruebe el par de apriete en su junta actual.
Si el par de apriete es No OK, ajuste la velocidad en la válvula AutoTrim, consulte Ajustar la velocidad reducida en la válvula AutoTrim.
Si el par de apriete es OK, compruebe el tiempo de apriete, mida el número de impulsos hasta alcanzar el par objetivo.
Si el tiempo de apriete es No OK, consulte Optimizar el rendimiento de la herramienta
Si el par y el tiempo de apriete son OK, la herramienta está lista para operación.
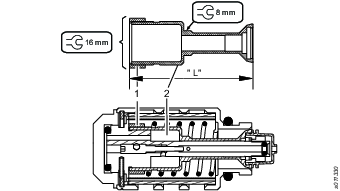
Ajustar el punto de conmutación en la válvula AutoTrim
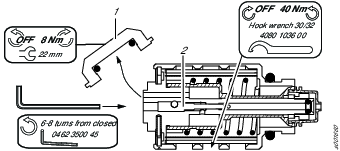
Sujete la caja de la válvula con una llave de gancho y retire la tapa (1) con una llave de 22 mm.
Ajuste la válvula (2) con una llave Allen de 1,5 mm. Desde la posición (+) cerrada a la posición de funcionamiento normal la válvula de aguja se abre entre 6 y 8 vueltas (-) dependiendo del tamaño de la herramienta.
Vuelva a colocar la tapa (1) en su posición y fíjela.
Compruebe la velocidad de la válvula AutoTrim.
Si la válvula está demasiado cerrada, la válvula AutoTrim no cambiará a la posición abierta cuando se inicie la generación de impulsos. Si la válvula está demasiado cerrada, la válvula AutoTrim se abrirá directamente a velocidad y potencia máximas.
La rotación en sentido de las agujas del reloj (+) retarda el punto de cambio (cierra la válvula de aguja) y viceversa.
Si la herramienta se utiliza para aplicaciones de generación de informes (RE) la válvula de aguja tiene que volver a abrirse (-) para compensar el volumen de aire en la manguera de señal.
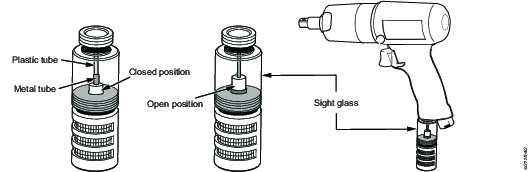
Comprobar el funcionamiento de la válvula AT con mirilla
Para una mejor comprensión del comportamiento de la válvula AutoTrim, recomendamos una mirilla. Encuentre una mirilla adecuada para la herramienta en ServAid.
Monte la mirilla con el adaptador de tubo entre la válvula AutoTrim y la herramienta.
Asegúrese de que la válvula permanece cerrada al poner en marcha la herramienta en el aire.
Aplique la herramienta en una junta y asegúrese de que la válvula cambia de posición cerrada a abierta cuando empieza la generación de impulsos.
Si el comportamiento en la etapa 2 o 3 no es correcto, la válvula requiere ajuste o servicio, consulte Ajustar el punto de conmutación en la válvula AutoTrim.
Instrucciones de funcionamiento
Ajustar el par de apriete
Utilizar la herramienta por encima del par máximo recomendado podría resultar en un funcionamiento incorrecto y un desgaste prematuro.
Compruebe siempre el par de apriete en su junta actual.
Retire el tapón de la tapa ranurada en la parte delantera de la herramienta.
Gire la unidad de impulso hasta que vea el tornillo de ajuste en el orificio.
Comience con un par bajo y auméntelo hasta alcanzar el nivel de par deseado.
Servicio
Instrucciones de mantenimiento
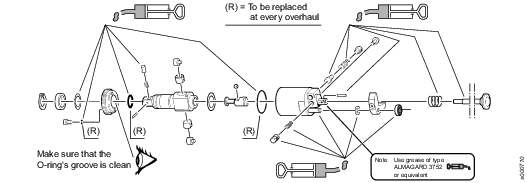
Servicio de la válvula AutoTrim
Asegúrese de que todas las partes estén limpias. Las juntas tóricas deben estar ligeramente engrasadas. La válvula y el soporte deben lubricarse ligeramente con aceite ligero. Asegúrese de que la válvula se mueve sin problemas sobre el soporte. Al ajustar la válvula de estrangulación, empiece desde una posición completamente cerrada (sentido horario) y abra entre 6 y 8 vueltas. Compruebe y vuelva a ajustar si fuera necesario.
Compruebe y ajuste las longitudes de L y N correspondientes al número para pedidos de la válvula AutoTrim (desde 2008 el número para pedidos está grabado en la caja AutoTrim). Consulte Ajustar la velocidad reducida en la válvula AutoTrim y Ajustar la potencia de impulso en la válvula AutoTrim.
Compruebe el funcionamiento de la válvula en la herramienta EP correspondiente. Cambie el filtro regularmente para evitar obstrucciones, potencia reducida y funcionamiento incorrecto.
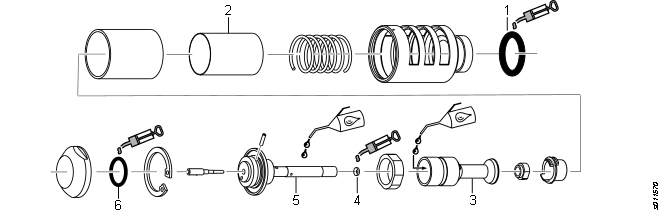
N.º de ref. | Descripción | Nota |
|---|---|---|
1 | Junta tórica | Ligeramente engrasada |
2 | Filtro | Cambiar regularmente |
3 | Válvula | Ligeramente lubricada. La válvula debe deslizarse fácilmente en el soporte. |
4 | Junta tórica | Ligeramente engrasada |
5 | Soporte | Ligeramente lubricada. La válvula debe deslizarse fácilmente en el soporte. |
6 | Junta tórica | Ligeramente engrasada |
Herramientas de servicio
Las herramientas de servicio Atlas Copco están diseñadas para realizar montajes y desmontajes de forma rápida y sencilla con menos riesgo de dañar piezas en el proceso.
En el momento de montar la herramienta tras el servicio es importante apretar correctamente las piezas para:
Optimizar el rendimiento de la herramienta
Minimizar el riesgo de piezas aflojadas durante el funcionamiento.
Puede encontrar información sobre las herramientas de servicio y los datos de apriete en la lista de piezas de recambio en ServAid.
Mantenimiento preventivo
Se recomienda realizar un mantenimiento preventivo anualmente o tras un máximo de 250 000 aprietes. Una revisión completa incluye:
Limpiar las siguientes piezas: unidad de impulsos, motor de aire, silenciador y filtro del adaptador de admisión, gatillo y válvula de inversión.
Cambie las piezas gastadas o dañadas y el filtro.
Sustituya las juntas tóricas únicamente durante la revisión completa.
Instrucciones de lubricación
Protección contra el óxido y limpieza
Si entra agua en el aire comprimido puede provocar oxidación. Para evitar que se produzca, recomendamos instalar un secador de aire.
El agua y las partículas pueden provocar atascos en álabes y válvulas. Esto se puede evitar con un filtro de aire situado cerca del producto para evitar las caídas de presión.
Cuando no vaya a utilizar la herramienta durante mucho tiempo, protéjala añadiendo unas gotas de aceite para motor de aire en la admisión de aire. Haga funcionar la herramienta entre 5 y 10 segundos y use un paño para limpiar cualquier exceso de aceite en la salida de aire.
Guía de engrase ErgoPulse
Marca | Objetivo general Cojinetes | Motor eje | Lubricación del aire |
|---|---|---|---|
BP | Energrease LS-EP2 |
| Energol E46 |
Castrol | Spheerol EP L2 |
|
|
Esso | Beacon EP2 |
| Arox EP46 |
Q8 | Rembrandt EP2 |
| Chopin 46 |
Mobil | Mobilegrease XHP 222 |
| Almo oil 525 |
Shell | Alvania EP2 |
| Tonna R32 |
Texaco | Multifak EP2 |
| Aries 32 |
Molycote |
| BR2 Plus |
|
Guía de lubricación
Marca | Uso general, cojinetes y engranajes |
|---|---|
BP | Energrease LS-EP2 |
Castrol | Optileb GR UF 1 |
Esso | Beacon EP2 |
Q8 | Rembrandt EP2 |
Mobil | Mobilegrease XHP 222 NLGI2 |
Klüber Lub. | Klübersynth UH 1 14-151 |
Texaco | Multifak EP2 |
Molykote | BR2 Plus |
Shell | Gadus S2 |
Marca | Hexágono de la unidad de impulsos |
|---|---|
Klüber Lub. | Microlube GL 261 |
Rellenar con aceite la unidad de impulsos
Existen diferentes métodos para llenar con aceite la unidad de impulsos, dependiendo del equipo disponible:
Con un analizador ST y un transductor. Siga las instrucciones en Método 1.
Este método es el más rápido. Ofrecerá un rendimiento de la herramienta optimizado y resulta en los intervalos de llenado más largos.Sin un analizador ST y un transductor. Siga las instrucciones en Método 2.
Este método no es tan rápido y preciso como el Método 1.
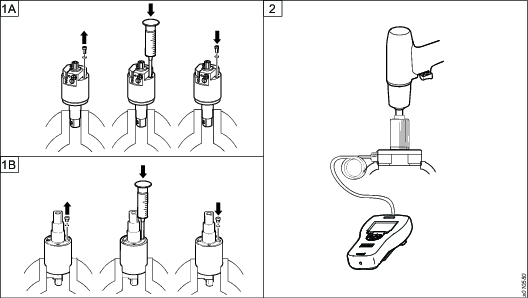
Método 1 (con un ST y un transductor):
Coloque la unidad de impulso en una mordaza. Retire el tapón de aceite situado en la parte delantera (A) o trasera (B) de la unidad de impulso. Añada una pequeña cantidad de aceite a la unidad de impulso.
Monte la herramienta y mida la frecuencia de impulsos.
Si la frecuencia de la unidad de impulso se encuentra en el rango especificado, la cantidad de aceite es correcta.
Si la frecuencia de la unidad impulso es demasiado baja, reduzca un poco el aceite y vuelva a medir la frecuencia de impulso.
Si la frecuencia de impulso es demasiado alta, aumente un poco el aceite y vuelva a medir la frecuencia de impulso.
Modelo
Velocidad en vacío mínima (r.p.m.)
Frecuencia de impulsos (Hz)
Par máximo (mínimo) (Nm)
EP 6 PTX SR42
6800
23-26
24
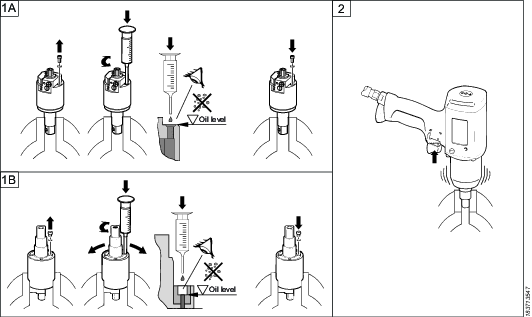
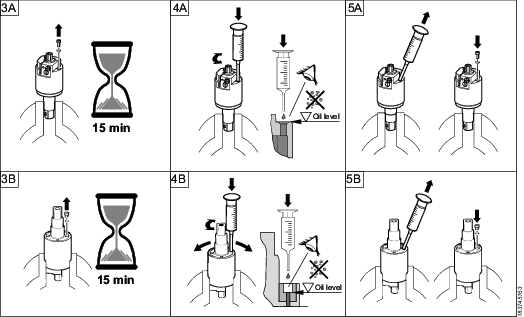
Método 2 (sin analizador ST y transductor)
Coloque la unidad de impulso en una mordaza. Retire el tapón de aceite situado en la parte delantera (A) o trasera (B) de la unidad de impulso. Llene la unidad de impulso hasta el 100 % de su capacidad. Coloque el tapón del aceite.
Monte la herramienta y hágala funcionar en marcha inversa entre 3 y 5 segundos.
Coloque la unidad de impulso en una mordaza. Quite el tapón del aceite. Espere a que desaparezcan las burbujas de aire (aproximadamente 15 minutos) y a que la temperatura descienda hasta 20 grados.
Llene la unidad de impulso hasta el 100 % de su capacidad.
Reduzca el aceite en la unidad de impulso con un volumen especificado de acuerdo con la tabla mediante una jeringa de 1 ml. Coloque el tapón del aceite.
Volumen de aceite
que se debe reducir desde el 100 %
Volumen de aceite aprox.
en la unidad de impulso
0.40 ± 0.05 ml
5 ml
Par de comprobación y función de desconexión, para procedimiento consulte Pruebas/medición.
Si todo es correcto la cantidad de aceite es la adecuada.
Si hubiera algo incorrecto repita desde el paso uno.
Inspección y lubricación de la unidad de impulso
Aceite recomendado para la unidad de impulsos
El aceite recomendado para la unidad de impulsos es el aceite para la unidad de impulsos de Atlas Copco.
Puede solicitarse un kit compuesto por una botella de aceite para unidad de impulso Atlas Copco y la jeringa o jeringas necesarias. Consulte los Kits de servicio para conocer los números de pedido.
Llenado de la unidad de impulsos con aceite
Para un rendimiento óptimo de la máquina, la unidad de impulsos debe llenarse correctamente con aceite. Debido a una posible microfuga de aceite en la unidad de impulsos, podría ser necesario rellenar la unidad entre los intervalos de revisión regulares. La frecuencia de este procedimiento depende del tipo de aplicación, número de ciclos, tiempo de apriete, etc. Un relleno preciso de la unidad de impulsos ofrece intervalos de servicio largos.
Demasiado aceite en la unidad de impulsos significa baja frecuencia de impulsos y aprietes lentos.
Demasiado poco aceite en la unidad de impulsos implica alta frecuencia de impulsos y una reducción del par de apriete. Especialmente en los primeros aprietes después de una pausa, la máquina acelerarse repentinamente.
Utilice Pulse Unit Oil Bio de Atlas Copco
Si la máquina se utiliza con demasiado poco aceite, pueden provocarse daños a la unidad de impulsos.
Compruebe el par de apriete después de rellenar.
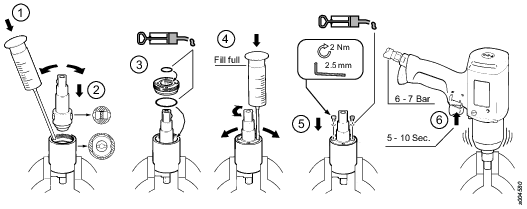
Pasos
Llene la unidad de impulsos con aceite de acuerdo con los pasos n.º 1 a 3 indicados en la imagen una vez desmontada la unidad de impulsos. Ponga en marcha la máquina en una mordaza durante 10 segundos de acuerdo con el paso n.º 4. Complete el resto de los pasos. Para un mejor rendimiento utilice Pulse Unit Oil Bio de Atlas Copco.
Puede solicitarse un kit compuesto por una botella de Pulse Unit Oil Bio de Atlas Copco y la jeringa o jeringas necesarias. Consulte los Kits de servicio para conocer los números de pedido.
Nivel de aceite bajo
Cómo detectar un nivel de aceite bajo en la unidad de impulso:
Tiempo de apriete mayor
Frecuencia de pulsos muy alta, especialmente si la herramienta ha estado un tiempo sin usarse.
Par bajo o cambios anormales en el par (dispersión mayor).
Sin desconexión.
Para medir la frecuencia de impulsos, utilice un transductor de par estático o un transductor en línea conectado a equipos de prueba de par, consulte el apartado Pruebas/mediciones.
Instrucciones de montaje/desmontaje
Apriete de las conexiones roscadas
El par de apriete indicado en las vistas desglosadas (Consulte la sección Repuestos en https://servaid.atlascopco.com) facilitará la fuerza de sujeción adecuada e impedirá que las juntas roscadas se aflojen. Es importante no exceder la fuerza de sujeción. Estas piezas deben poder abrirse sin resultar dañadas en el servicio. Después de un tiempo de funcionamiento y en circunstancias especiales, dependiendo de la aplicación y el uso, las piezas pueden aflojarse. El par de apriete puede entonces incrementarse un 10-20% y puede aplicarse algún tipo líquido de bloqueo de rosca bajo o mediano.
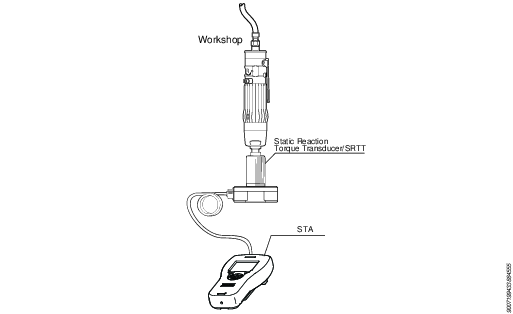
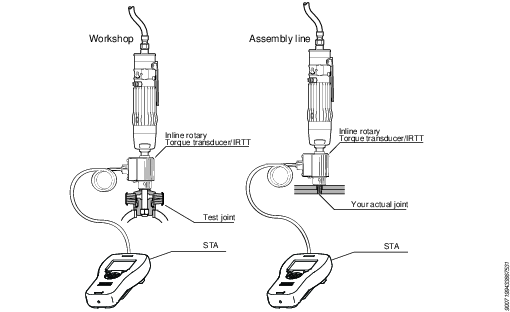
Medición estática con transductores fijos
Probar el equipo y el rendimiento
Equipo:
Tacómetro.
STanalyser.
Transductor SRTT (fije firmemente el transductor).
Compruebe la velocidad en vacío en dirección de avance con el tacómetro.
Para las versiones AutoTrim asegúrese de medir la velocidad sin reducir (consulte el apartado Control de función - AutoTrim en el capítulo de programación de la resolución de problemas de las instrucciones de servicio para más información).
Realice una prueba de la función de AutoTrim.
Realice una prueba del par máximo y de la frecuencia de impulsos.
Establezca la frecuencia del filtro en Stanalyser en 850 Hz.
Mida el par y la frecuencia de impulsos en el sentido inverso. Utilice un tiempo de apriete de aproximadamente 1 segundo.
Compruebe el mecanismo de desconexión.
Ejecute la herramienta en sentido de avance. Si el mecanismo de desconexión funciona correctamente la herramienta se apaga.
Condiciones de la prueba
Temperatura de unidad de impulso: aprox. 20° C.
Presión de aire: 6,3 bares (90 psi) dinámica
Diámetro de manguera: 8 mm Longitud de manguera: 3 m
La herramienta debe alcanzar los siguientes valores tras el mantenimiento:
Modelo | Velocidad en vacío (r.p.m.) | Frecuencia de impulsos (Hz) | Par máx. (mínimo) (Nm) |
|---|---|---|---|
EP 6 PTX SR42 | 6800 | 23-26 | 24 |
Una frecuencia de pulsos correcta indica que el motor de aire y la unidad de impulso están en buen estado. Si la frecuencia de impulsos es demasiado alta, añada más aceite. Si la frecuencia de impulsos es demasiado baja, reduzca el nivel de aceite.
Medición estática (recomendada)
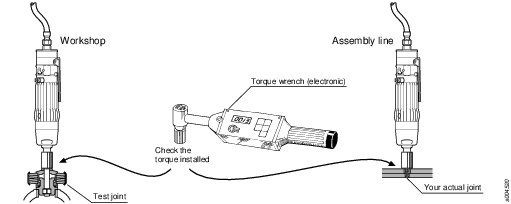
Método de prueba: estático o dinámico
Para las máquinas ErgoPulse se recomienda la medición estática del par.
Si se usa la medición estática del par empleando un transductor de par en línea, verificar siempre el método de medición con un control estático empleando una llave dinamométrica (electrónica).
Para más información, consulte «Guías de bolsillo de Atlas Copco para herramientas de impulso». N.º para pedidos 9833 1225 01.
Medición dinámica
Compruebe siempre la configuración en la junta en cuestión.
Compruebe siempre la medición dinámica en la junta en cuestión mediante una comprobación estática con una llave dinamométrica (electrónica).
Reciclaje
Normativas medioambientales
Cuando un producto ha sido utilizado debe reciclarse adecuadamente. Desmonte el producto y recicle los componentes de acuerdo con la legislación local.
Las baterías deberán depositarse en su organización de recuperación de baterías nacional.
Instrucciones de reciclaje
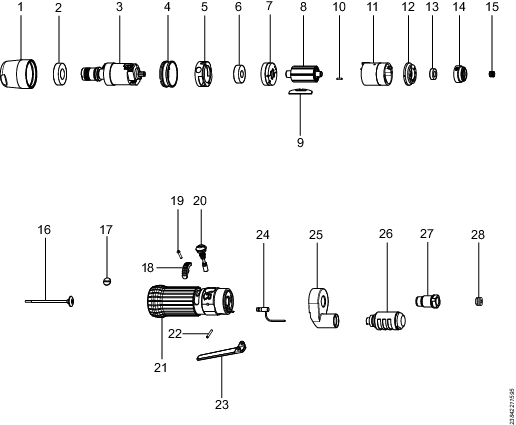
Pos. | Pieza | Reciclar como |
|---|---|---|
1 | Carcasa de unidad de impulso | Metal, aluminio |
2 | Cojinete de bolas | Metal, acero |
3 | Unidad de impulso | Metal, acero |
4 | Anillo enroscable | Metal, acero |
5 | Manguito | Metal, acero |
6 | Cojinete de bolas | Metal, acero |
7 | Placa de extremo | Hierro fundido |
8 | Cilindro | Hierro fundido |
9 | Rotor | Metal, acero |
10 | Aletas | POM |
11 | Tapones | POM |
12 | Placa de extremo | Hierro fundido |
13 | Cojinete de bolas | Metal, acero |
14 | Válvula de inversión | Plásticos, Otros, PES |
15 | Muelle | Metal, acero |
16 | Válvula de cierre | Metal, acero y plásticos |
17 | Enchufe | Metal, acero |
18 | Botón de inversión | Plásticos, Otros, PA66 |
19 | Tornillo roscante | Metal, acero |
20 | Válvula | Metal, acero |
21 | Alojamiento del motor | Metal, aluminio |
22 | Pasador en espiral | Metal, acero |
23 | Palanca | Metal, acero |
24 | Tubo de señal | Metal, acero |
25 | Caja de escape | Metal, aluminio |
26 | Silenciador | Metal, acero |
27 | Adaptador | Metal, acero |
28 | Arandela de restricción | Metal, acero |