Screw dispenser
Screw dispenser
产品信息
一般信息
安全警示语
危险、警告、小心和注意等安全警示语的意思如下:
危险 | 危险表示一种危险的情况,如果不能避免,将会导致死亡或严重伤害。 |
警告 | 警告表示一种危险的情况,如果不能避免,可能导致死亡或严重伤害。 |
小心 | 小心与安全警告标志一起使用,表示一种危险的情况,如果不能避免,可能会导致轻微或中等程度的伤害。 |
注意 | 注意用于指示与个人伤害无关的操作。 |
保修
产品保修期将在 Atlas Copco 配送中心发货后的 12+1 个月后到期。
保修不包括部件正常的磨损和断裂。
“正常磨损和断裂部件”是指在工具常规维护期内,需要更换、进行其他调整/大修的部件(以时间、运行时数或其他形式表示)。
产品保修以工具及组件的正常使用、维护和修理为前提。
本保修不适用于在保修有效期内因维护保养不当或由 Atlas Copco 及其授权维修服务合作伙伴之外的他方进行维修保养而造成的损坏部件。
要避免工具零配件损坏或断裂,请按建议的维护周期保养工具并严格遵守说明操作。
保修类修理仅在 Atlas Copco 维修间或由获得授权的维修服务合作伙伴处理。
Atlas Copco 通过 ToolCover 合约提供延保及最佳的预防维护服务。有关详情,请联系您当地的服务代表。有关详情,请联系您当地的服务代表。
网站
有关我们的产品、配件、备件和已发布事项的信息,请访问 Atlas Copco 网站。
请访问:www.atlascopco.com.
ServAid
ServAid 是一个持续更新的门户网站,含有技术信息,例如:
法规和安全信息
技术数据
安装、操作和维修说明
备件列表
附件
尺寸图
请访问:https://servaid.atlascopco.com.
如需进一步的技术信息,请联系您当地的 Atlas Copco代表。
原产地
对于原产地,请参见产品标签上的信息。
尺寸图
尺寸图可以在尺寸图存档或 ServAid 上找到。
请访问:http://webbox.atlascopco.com/webbox/dimdrw或 https://servaid.atlascopco.com。
概览
主要部件和功能
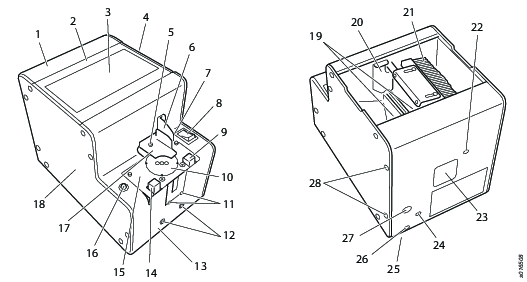
1 | 后盖板 | 19 | 铲块左和右(上下移动) |
2 | 上盖板 | 20 | 通过板 |
3 | 铲取舱室 | 21 | 刷子 |
4 | 右侧盖板 | 22 | 定时器旋钮 |
5 | 轨道固定螺钉 | 23 | 轨槽 |
6 | 托板连接板 | 24 | 振动调节板固定螺钉 |
7 | 托板安装螺钉 | 25 | 振动调节螺钉(机器底部) |
8 | 电源开关 | 26 | 信号线开口 |
9 | 收光传感器 | 27 | 电源插座 |
10 | 放钉器 | 28 | 后盖板固定螺钉(左 2,右 2) |
11 | 传感器支架安装螺钉 | ||
12 | 放钉器支架安装螺钉 | ||
13 | 前盖板 | ||
14 | 发光传感器 | ||
15 | 机器人的放钉器引导装置 |
|
|
16 | 螺钉传感器指示灯 |
|
|
17 | 托板 |
|
|
18 | 右侧盖板 |
|
|
螺钉规格
送钉机型号 | 螺钉头规格 | 螺钉头形状 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
螺钉尺寸 | 螺钉头直径(毫米) | 螺钉头厚度(毫米) | 螺钉轴长度 | 精密螺钉 | -----------平头--------- | 绑定 | 机架 | 平头* | 内六角头 | |||
螺钉组 | 双螺钉组 | 垫圈头 | ||||||||||
SDS-SR10 | M1.0 | 1.8 - 4.5 | 0.35 - 1 | 1.6 - 10 | O | - | - | - | - | - | O | - |
SDS-SR12 | M1.2 | 1.8 - 4.5 | 0.35 - 1 | 1.9 - 10 | ||||||||
SDS-SR14 | M1.4 | 2.0 - 4.5 | 0.35 - 1 | 2.2 - 10 | ||||||||
SDS-SR17 | M1.7 | 2.5 - 4.5 | 0.35 - 1 | 2.7 - 10 | ||||||||
SDS-SR20 | M2.0 | 3.0 - 6.0 | 0.35 - 4.5 | 3.2 - 20 | - | O | O | O | O | O | O | O |
SDS-SR23 | M2.3 | 3.3 - 6.0 | 0.35 - 4.5 | 3.7 - 20 | ||||||||
SDS-SR26 | M2.6 | 3.6 - 6.0 | 0.35 - 4.5 | 4.2 - 20 | ||||||||
SDS-SR30 | M3.0 | 4.0 - 6.0 | 0.35 - 4.5 | 4.8 - 20 | ||||||||
*有关平头,请咨询您的经销商。
检查加载螺钉的轴直径是否与上述轨道槽的宽度相对应。
要更改加载螺钉的公称直径,请更换轨道套件。请参见附件列表。
产品技术数据
产品技术数据可以在 ServAid 或 Atlas Copco网站上找到。
安装
安装说明
概览
使用提供的电源装置,将螺钉送料机连接至电源。
根据要求,连接外部输出信号线。
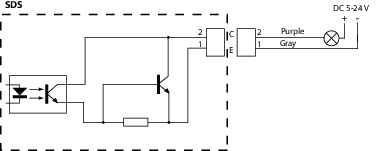
最大直流电流:100 mA
外部供电电压 5 - 24 V
最大线缆长度:3 m
交货之前,应利用符合订购型号的标定直径平头螺钉,检查并调整机器的各个部位。
在初始调节状态下,绝大多数螺钉可能都可用;但是,如果螺钉头的高度或形状不同,或如果操作被视为异常,则必须重新调整各个部位。如果出现这种情况,请根据维护 部分进行检查和调整。
操作
人体工学指导准则
通读此一般人体工学指导准则列表时考虑您的工作台,找出在姿势、组件放置或工作环境方面可以改进的地方。
请频繁地间歇并更换作业位置。
根据需求和工作任务调整工作台区域。
通过确定需要放置零件和工具的位置调整出方便的范围,避免静态运功。
使用工作台设备,例如适合工作任务的桌椅。
避免作业位置高于肩部水平线或在装配操作期间静态持握工具。
在肩部水平线以上位置作业时,通过减轻工具重量来减少静态的肩部肌肉负担,例如使用扭矩臂、软管卷盘或重量平衡器。您也可以通过在近身位置持握工具来减轻静态的肩部肌肉负担。
经常休息。
避免肩部或腕部使用极端姿势,尤其在需要使用一定力量的操作过程中。
调整出方便的视野,使眼睛和头部的运动最少。
处理工作任务时使用适当的照明。
处理工作任务时选择适当的工具。
在嘈杂的环境中,请使用护耳设备。
使用高质量插入式工具和消耗品以最大限度减少暴露于过度振动的情况。
尽量减少在反作用力情况下的暴露。
切割时:
如果切割轮弯曲或者未正确予以引导,则切割轮可能会卡住。针对切割轮使用正确的法兰,并在操作过程中避免弯曲切割轮。
钻孔时:
当钻头打穿时,钻孔机可能会停转。如果停转扭矩高,请使用支撑手柄。安全标准 ISO11148 第 3 部分建议,对于枪柄式工具使用可吸收 10 Nm 以上反作用扭矩的设备,对于直柄式工具,使用可吸收 4 Nm 以上反作用扭矩的设备。
使用直接驱动螺丝刀或扳手时:
反作用力取决于工具的设置和连接件的特性。力量和姿势决定了操作员可以承受的反作用力大小。调整扭矩设置,以适合操作人员的力量和姿势,如果扭矩过高,则使用扭矩臂或反作用杆。
在多尘环境中,请使用除尘系统或戴口罩。
操作说明
装载螺钉
此图指示了可装载的最大螺钉数量。
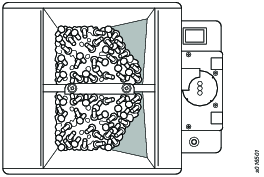
铲块位于其下限位置时,打开然后关闭电源开关。
装载螺钉,最高可至轨道表面之下 2 至 3 mm 处。
此时,应检查装载的螺钉是否并未盖住斜板的上部。
通电
打开电源开关。
检查:
电源开关指示灯是否亮起。
轨道是否开始振动且放钉器是否开始旋转。
铲块是否开始上下移动。
螺钉是否沿轨道向旋转放钉器移动,放钉器是否一次选择一颗螺钉。
放钉器是否旋转并将所选的螺钉放到抽取位置。
此时,螺钉传感器指示灯会亮起,且运行停止,等待螺钉被抽出。
维修
预防静电
产品和控制器内部的零部件对静电敏感。为了避免影响正常使用,确保在防静电的工作环境下对工具进行维护和保养。下图为相关的维修工作台示例。

维护说明
清洁螺钉轨道
脏污的轨道槽可能会影响螺钉传送的速度。
-
用浸泡了酒精的湿软布清洁轨道。
如果清洁很困难,请根据以下步骤进行操作:
关闭电源。
移出舱室中的所有螺钉。
将轨道从机器上拆下,并用浸泡了酒精的湿软布清洁轨道槽。
如果轨道受损或无法清洁,请更换轨道。
检查并调整通过板
检查通过板的高度是否已调整到允许加载的螺钉恰好以极限间隙通过的程度。
如果通过板太低,螺钉就无法通过。
如果通过板太高,就会阻碍螺钉的顺畅传送。
如果需要进行调整,请拧松通过板安装螺钉并调节其高度。
调整后,请执行运行检查。
检查并调整托板
检查轨道槽和托板中螺钉之间的间隙是否为约 0 ~ 1 mm。
如果没有间隙,螺钉可能会被卡住。
如果间隙太大,螺钉可能会堆起或跳出。
如需进行任何调整,请拧松托板安装螺钉并将该板向上或向下移动。
调节后,检查机器是否能正常运行。
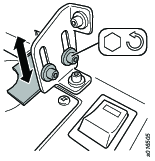
检查并调节轨道振动
根据螺钉型号的不同,螺钉传送速度也不同。
检查螺钉传送速度。如果轨道振动阻碍了螺钉的顺畅传送,则需对其进行调整。
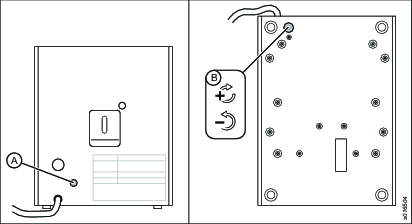
拧松机器背面的防振螺钉 (A)。
旋转机器底部的振动调节螺钉,调节振动程度 (B)。
螺钉顺时针旋转时(从机器底部往上看),振动程度会提升
螺钉逆时针旋转时,振动程度会减低
调整后,确保拧紧防振螺钉 (A)。
执行运行检查。
检查和调整定时器
根据螺钉型号的不同,螺钉传送速度也不同。本机器使用定时器,以便于螺钉顺畅卸载
对于低传送速度的螺钉,请设置较长的时间
对于高传送速度的螺钉,请设置较短的时间
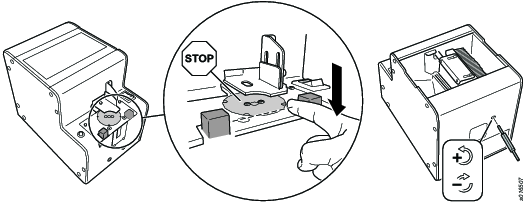
通过拦截传感器的光轴,检查运行情况。
使用机体后部的定时器旋钮进行调整。
顺时针旋转定时器旋钮时(从后侧往前看),时间会减短。
逆时针旋转定时器旋钮时,时间会延长
使用螺丝刀在允许的旋转范围内,检查此调整的状况,切勿用力过大。
使用铲取舱室中装载的螺钉和适当的定时器设置,执行运行检查。
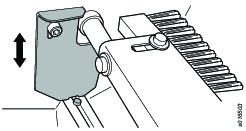
检查并调整刷子
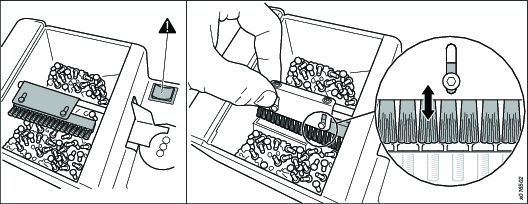
将螺钉装载到铲取舱室中,打开然后关闭电源开关,使螺钉对准轨道槽
当刷子位于水平位置,且螺钉朝上时,请打开然后关闭电源开关。
检查轨道槽中的螺钉头,是否轻微接触刷毛。如果刷子高度太高或太低,会对螺钉的对齐和传送造成不利影响。
如果需要进行任何调整,请拧松刷子高度调节螺钉以调节刷子的高度。
如果刷子前端的塑料部分接触通过板,请拧松刷子组件的安装螺钉并进行向后或向前调节
运行机器,检查刷子的运行是否正常。
检查和调整轨道位置

拧松轨道固定螺钉并向前或向后调节轨道。
调整后,确保拧紧轨道固定螺钉。
如果已经调整了轨道位置,则轨道振动可能也需要重新调整。
修理说明
更换轨道
如果轨道槽中有任何会影响顺畅运行的脏污或损伤,我们建议用户清洁或更换轨道。使用与装载的螺钉直径相对应的通过板、轨道和放钉器。
拧松轨道固定螺钉。
将轨道组件从机器的后部拉出。
将新轨道从机器的后部插入。
使用固定螺钉固定轨道。
更换刷子
如果刷子磨损过度将螺钉扫落轨道,请将其更换。除标准刷子外,还可提供选配的硬毛刷子。这是因为在某些状况下,使用硬毛刷子更方便。
当刷子位于水平位置,且螺钉朝上时,请打开然后关闭电源开关。
移除固定刷子的两个螺钉。
用这两个螺钉将新的刷子安装到支架上。
更换通过板
使用与装载的螺钉直径相对应的通过板、轨道和放钉器。
卸除通过板固定螺钉。
卸下通过板。
插入新通过板。使用通过板两端的半幅按压点作为引导。
使用固定螺钉固定通过板。
运行检查
检查和调整每个组件后,使用装载的螺钉执行运行检查。
如果发现任何异常,除轨道振动和前/后位置调整之外,请多重复一次调整过程。
完成运行检查后,将接线布置调回原样。
疑难解答
故障排除
故障 | 原因 | 纠正措施 |
|---|---|---|
电源开关打开之后,机器不运行。 | 未供电。 | 检查交流电源适配器的电源连接。 |
一段时间后,机器仍然未从卸载部位卸载螺钉。 | 取出抽取位置的螺钉。 调节定时器设置旋钮。 | |
铲取舱室中装载的螺钉过多。 | 将铲取舱室中的螺钉数量减少到适当的装载水平。 | |
主机体中有异物(例如:螺钉)侵入。 | 移除异物。 | |
交流适配器故障。 | 咨询我们的服务部门。 | |
螺钉未落下。 | 加载的螺钉直径比指定的轨道尺寸更大,具有不同直径的螺钉混在了一起。 | 使用指定的标定直径螺钉。 去除非标定直径的螺钉。 |
铲取舱室中的螺钉数量不足。 | 向铲取舱室中添加适当数量的螺钉。 | |
通过板中位置异常的螺钉,无法利用刷子扫除。 | 调整刷子。 调整通过板。 如果向铲取舱室中添加适当数量的螺钉,此情形可能会得到改善。 使用选配的刷子(硬毛)。 | |
螺钉的螺纹轴进入通过板。 | 去除异常螺钉。 检查并调整通过板。 | |
螺钉沿轨道移动时,停止在了异常位置。 | 去除异常位置的螺钉。注意切勿损伤轨道槽。 向上移动托板,以去除螺钉。重新调整托板的位置。 | |
轨道不振动。(例如,螺钉卡住了间隙。) | 去除卡住间隙的螺钉。 检查振动调节情况。如果没有螺钉卡住间隙,请咨询我们的服务部门。 | |
螺钉掉入轨道槽中。 | 装载了直径小于指定轨道尺寸的螺钉。 | 使用标定直径和长度的螺钉。 |
装载了总长度小于轨道槽的螺钉。 | 没有可用的纠正措施。 咨询我们的服务部门。 | |
螺钉轨道上的流程错误。 | 托板和装载的螺钉头之间的间隙太小。 | 调整托板。 |
装载了所带弹簧垫圈比指定标定尺寸小一号的螺钉。 | 调整振动。 如果遵循以上说明操作后,机器仍然无法正常工作,请咨询我们的服务部门。 | |
轨道上有油污或污物。 | 清洁轨道。 | |
轨道不振动。(螺钉卡在了间隙中) | 去除间隙中卡住的螺钉。如果间隙中没有卡住的螺钉,请咨询我们的服务部门。 检查是否调整到了适当的振动等级。 | |
电机磨损。 | 更换电机。 | |
螺钉具有以异常位置穿过通过板的倾向。 螺钉的螺纹轴倾向于穿过通过板。 | 通过板未调整适当。 | 调整通过板。 |
铲取舱室中的螺钉过多。 | 将螺钉数量减少到适当的水平。 | |
抽取位置没有螺钉送达。 | 螺钉被挡住,停留在轨道中。 | 调整托板的位置。 |
螺钉无法顺畅地从轨道传送到放钉器。 | 调节轨道末端与放钉器之间的距离,或调节放钉器的高度。 | |
机器突然停止运行。 | 过载保护电路激活。 | 关闭机器,然后再开启。 消除过载的原因。 |
铲取舱室中的螺钉过多。 | 将螺钉数量减少到适当的水平。 假如螺钉数量适当,机器仍然停机,请咨询我们的服务部门。 | |
螺钉卡在了间隙中。 | 去除卡住的螺钉。 | |
经过一段时间后,抽取位置的螺钉仍然无法抽出。 | 去除螺钉。 | |
虽然螺钉已经位于抽取位置,铲取运行却未停止。 | 定时器旋钮未调整适当。 | 重新调整定时器旋钮。 |
虽然螺钉已经位于抽取位置,放钉器运行却未停止。 | 传感器未检测到螺钉。 | 重新调整传感器电压。 |
螺钉已掉入机器中。 | 摇晃螺钉,使其下落通过机器底部的孔。 | |
机器的噪音升高。 | 润滑不足。 | 为传输部位涂覆润滑脂。 建议的润滑孩子:BR2 Plus,Dow Corning Asia Co. Ltd. |