Screw dispenser
Screw dispenser
Información de producto
Información general
Palabras de las señales de seguridad
Las palabras de las señales de seguridad Peligro, Advertencia, Precaución y Aviso tienen los siguientes significados:
PELIGRO | PELIGRO indica una situación de riesgo cuyo resultado, en caso de no evitarse, será la muerte o lesiones personales de gravedad. |
ADVERTENCIA | ADVERTENCIA indica una situación de riesgo cuyo resultado, en caso de no evitarse, podría ser la muerte o lesiones personales de gravedad. |
PRECAUCIÓN | PRECAUCIÓN, utilizada con el símbolo de alerta de seguridad, indica una situación de riesgo cuyo resultado, si no se evita, podrían ser lesiones menores o leves. |
AVISO | AVISO se utiliza para indicar prácticas que no están relacionadas con lesiones personales. |
Garantía
La garantía del producto finalizará 12+1 meses tras la entrega por parte del centro de distribución de Atlas Copco.
El desgaste y deterioro normales de las piezas no están cubiertos por la garantía.
El desgaste normal es aquel que requiere la sustitución de una pieza u otro ajuste/revisión durante el mantenimiento estándar de la herramienta para ese periodo (expresado en tiempo, horas de funcionamiento o de forma similar).
La garantía del producto se basa en un uso, mantenimiento y reparación adecuados de la herramienta y sus componentes.
El daño que sufran las piezas a consecuencia de un mantenimiento inadecuado o realizado por técnicos que no sean Atlas Copco o sus Socios de servicio certificados durante el periodo de garantía no está cubierto por la garantía.
Para evitar los daños o la destrucción de las piezas de la herramienta, someta la herramienta a las operaciones de servicio que establece el plan recomendado de mantenimiento y siga las instrucciones adecuadas.
Las reparaciones de garantía solo se realizan en los talleres de Atlas Copco o por sus Socios de servicio certificados.
Atlas Copco ofrece una garantía ampliada y un mantenimiento preventivo de vanguardia a través de sus contratos ToolCover. Para obtener más información, póngase en contacto con su representante de Servicio local.
Sitio de Internet
Puede encontrar información relacionada con nuestros productos, accesorios, piezas de repuesto y material impreso en el sitio web Atlas Copco.
Visite: www.atlascopco.com.
ServAid
ServAid es un portal que se actualiza continuamente y contiene información técnica, como:
Información sobre regulaciones y seguridad
Datos técnicos
Instrucciones de instalación, operación y servicio
Listas de repuestos
Accesorios
Planos de dimensiones
Visite: https://servaid.atlascopco.com.
Para obtener más información, póngase en contacto con su representante de Servicio local Atlas Copco.
País de origen
Para el país de origen, consulte la información en la etiqueta del producto.
Planos de dimensiones
Puede encontrar planos de dimensiones en el archivo de planos de dimensiones o en ServAid.
Visite: http://webbox.atlascopco.com/webbox/dimdrw o https://servaid.atlascopco.com.
Descripción general
Funciones y piezas principales
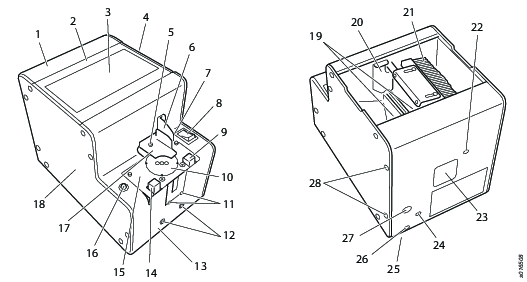
1 | Cubierta trasera | 19 | Bloque de recogida izquierdo y derecho (movimiento hacia arriba y hacia abajo) |
2 | Cubierta superior | 20 | Placa de paso |
3 | Cámara de recogida | 21 | Escobilla |
4 | Cubierta derecha | 22 | Mando del temporizador |
5 | Tornillo de fijación del carril | 23 | Carril |
6 | Placa de montaje de la placa de sujeción | 24 | Tornillo de fijación de la placa de ajuste de la vibración |
7 | Tornillo de montaje de la placa de sujeción | 25 | Tornillo de ajuste de la vibración (debajo de la máquina) |
8 | Interruptor de alimentación | 26 | Apertura de la línea de señal |
9 | Sensor receptor de luz | 27 | Jack de CC |
10 | Dispositivo de salida | 28 | Tornillos de fijación de la cubierta trasera (2-izquierda, 2-derecha) |
11 | Tornillo de montaje del soporte del sensor | ||
12 | Tornillo de instalación del soporte del dispositivo de salida | ||
13 | Cubierta delantera | ||
14 | Sensor emisor de luz | ||
15 | Guía del dispositivo de salida para el robot |
|
|
16 | Indicador del sensor de tornillos |
|
|
17 | Placa de sujeción |
|
|
18 | Cubierta derecha |
|
|
Especificaciones del tornillo
Modelo del alimentador de tornillos | Especificaciones de la cabeza del tornillo | Forma de la cabeza del tornillo | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
Tamaño del tornillo | Diámetro de la cabeza del tornillo (mm) | Grosor de la cabeza del tornillo (mm) | Longitud del eje del tornillo | Tornillo de precisión | -----------Cabeza plana--------- | Fijadora | Segmentada | Plana* | Cabeza hexagonal | |||
Sems | Doble sems | Cabeza de arandela | ||||||||||
SDS-SR10 | M1.0 | 1.8 - 4.5 | 0.35 - 1 | 1.6 - 10 | O | - | - | - | - | - | O | - |
SDS-SR12 | M1.2 | 1.8 - 4.5 | 0.35 - 1 | 1.9 - 10 | ||||||||
SDS-SR14 | M1.4 | 2.0 - 4.5 | 0.35 - 1 | 2.2 - 10 | ||||||||
SDS-SR17 | M1.7 | 2.5 - 4.5 | 0.35 - 1 | 2.7 - 10 | ||||||||
SDS-SR20 | M2.0 | 3.0 - 6.0 | 0.35 - 4.5 | 3.2 - 20 | - | O | O | O | O | O | O | O |
SDS-SR23 | M2.3 | 3.3 - 6.0 | 0.35 - 4.5 | 3.7 - 20 | ||||||||
SDS-SR26 | M2.6 | 3.6 - 6.0 | 0.35 - 4.5 | 4.2 - 20 | ||||||||
SDS-SR30 | M3.0 | 4.0 - 6.0 | 0.35 - 4.5 | 4.8 - 20 | ||||||||
*Por favor, consulte a su distribuidor para cabeza plana.
Compruebe si el diámetro del eje de los tornillos cargados corresponde con la anchura de la ranura del carril anterior.
Para cambiar el diámetro nominal de los tornillos cargados, sustituya el kit del carril. Consulte la lista de accesorios.
Datos técnicos de producto
Puede encontrar los datos técnicos del producto en ServAid o en el sitio web Atlas Copco.
Visite: https://servaid.atlascopco.com o www.atlascopco.com.
Instalación
Instrucciones de instalación
General
Conecte el alimentador de tornillos a la corriente eléctrica utilizando la fuente de alimentación suministrada.
Conecte la línea de señal de salida externa, según se necesite.
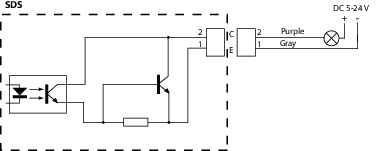
Máxima CC: 100 mA
Tensión aplicada externamente 5 - 24 V
Longitud máx. del cable: 3 m
OFF cuando no hay tornillo presente
ON cuando hay tornillo presente
Antes de la entrega, cada una de las secciones de la máquina se comprueba y ajusta con tornillos de cabeza plana que concuerdan con los diámetros nominales del modelo solicitado.
La mayoría de los tornillos pueden ser utilizables en el estado de ajuste inicial sin embrago, si la altura o la forma de la cabeza del tornillo es diferente o si se considera que el funcionamiento es anómalo, deberán reajustarse las secciones. En este caso, realice las comprobaciones y los ajustes siguiendo los procedimientos incluidos en el apartado Mantenimiento.
Funcionamiento
Directrices sobre ergonomía
Piense en su estación de trabajo mientras lee esta lista de directrices ergonómicas generales para identificar áreas de mejora en la postura, el emplazamiento de los componentes o el entorno de trabajo.
Realice descansos frecuentes y cambie la posición de trabajo con regularidad.
Adapte la zona de la estación de trabajo a sus necesidades y a la tarea.
Realice los ajustes para tener un alcance cómodo determinando dónde colocar las piezas y herramientas para evitar la carga estática.
Utilice equipamiento para la estación de trabajo, como mesas y sillas, adecuado para la tarea.
Evite posiciones de trabajo por encima de la altura del hombro o con sujeciones estáticas durante las operaciones de montaje.
Cuando trabaje por encima de la altura del hombro, reduzca la carga sobre los músculos estáticos reduciendo el peso de la herramienta mediante la utilización de, por ejemplo, brazos de reacción, carretes de manguera o equilibradores de carga. También puede reducir la carga en los músculos estáticos sujetando la herramienta cerca del cuerpo.
Descanse con frecuencia
Evite posturas extremas de brazos y muñecas, en particular durante operaciones que requieran un grado de fuerza.
Realice los ajustes necesarios para obtener un campo de visión adecuado que requiere un movimiento mínimo de los ojos y de la cabeza.
Utilice una iluminación adecuada para la tarea.
Seleccione la herramienta adecuada para la tarea.
Utilice equipo de protección auditiva en entornos ruidosos.
Utilice herramientas y consumibles insertados de alta calidad para minimizar la exposición a excesivos niveles de vibración.
Minimice la exposición a fuerzas de reacción.
Durante el corte:
Una rueda de corte puede bloquearse si está doblada o no está correctamente guiada. Utilice la brida correcta para la rueda de corte y evite doblar la rueda de corte durante la operación.
Durante el taladro:
El taladro puede calarse si la broca se rompe. Utilice mangos de soporte si el par máximo es demasiado elevado. La norma de seguridad ISO11148 apartado 3 recomienda el uso de un dispositivo para la absorción de un par de reacción superior a 10 Nm para herramientas con empuñadura de pistola y de 4 Nm para herramientas de caja recta.
Durante el uso de destornilladores o aprietatuercas de accionamiento directo:
Las fuerzas de reacción dependen de los ajustes de la herramienta y de las características de la unión. La fuerza y la postura determinan la cantidad de fuerza de reacción que puede tolerar un operario. Adapte el ajuste del par a la fuerza y la postura del operario y utilice un brazo o una barra de reacción si el par es demasiado elevado.
Utilice un sistema de extracción de polvo o lleve puesta una máscara protectora para la boca en entornos polvorientos.
Instrucciones de funcionamiento
Carga de tornillos
La figura indica la cantidad máxima de tornillos que debe cargarse.
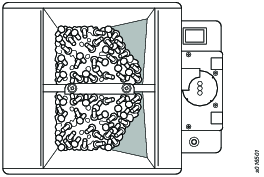
Encienda la alimentación y vuelva a apagarla cuando el bloque de recogida se encuentre en su posición de límite inferior.
Cargue tornillos hasta 2 o 3 mm por debajo de la superficie del carril.
En este momento, compruebe que los tornillos no se cargan hasta cubrir la parte superior de la placa inclinada.
Encendido
Conecte la alimentación.
Compruebe que:
El indicador de alimentación se enciende.
El carril comienza a vibrar y el dispositivo de salida empieza a girar.
El bloque de recogida comienza a moverse hacia arriba y hacia abajo.
Los tornillos se desplazan a lo largo del carril hacia el dispositivo giratorio de salida, el cual selecciona un tornillo cada vez.
El dispositivo de salida gira y deposita el tornillo seleccionado en el lugar de extracción.
En este momento, el testigo del sensor de tornillos se enciende y la operación se detiene, esperando a la extracción del tornillo.
Servicio
Prevención de descargas electrostáticas
Los componentes del interior del producto y el controlador son sensibles a las descargas electrostáticas. Para evitar posibles averías, asegúrese de realizar el servicio y el mantenimiento en un entorno de trabajo aprobado con respecto a descargas electrostáticas. La siguiente figura muestra un ejemplo de una estación de servicio adecuada.

Instrucciones de mantenimiento
Limpie el carril de tornillos.
Si la ranura del carril está sucia puede afectar a la velocidad de transporte de los tornillos.
-
Limpie el carril con un paño suave y limpio bañado en alcohol.
Si la limpieza es difícil, siga este procedimiento:
Apague la fuente de alimentación.
Extraiga todos los tornillos de la cámara.
Desmonte el carril de la máquina y limpie la ranura del carril con un paño suave y limpio bañado en alcohol.
Si el carril está dañado o no puede limpiarse, sustitúyalo.
Compruebe y ajuste la placa de paso
Compruebe que la placa de paso está ajustada a una altura que permita que los tornillos cargados pasen justo en los límites del espacio libre.
Si la placa de paso está demasiado baja, los tornillos no podrán pasar.
Si la placa de paso está demasiado baja, obstaculizará el transporte suave de los tornillos.
Si es necesario realizar ajustes, afloje el tornillo de montaje de la placa de paso y ajuste la altura.
Después de realizar el ajuste, efectúe una comprobación de funcionamiento.
Compruebe y ajuste la placa de sujeción
Compruebe que el espacio libre entre los tornillos de la ranura del carril y la placa de sujeción es de alrededor de 0 ~ 1 mm.
Si no hay espacio libre algún tornillo quedará atrapado.
Si el espacio libre es demasiado grande se producirá un atasco o un apilamiento de tornillos.
Si es necesario realizar ajustes, afloje el tornillo de montaje de la placa de sujeción y mueva la placa hacia arriba o hacia abajo.
Después de realizar el ajuste, compruebe el funcionamiento de la máquina.
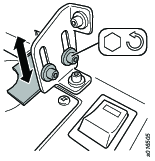
Compruebe y ajuste la vibración del carril
La velocidad de transporte de los tornillos difiere dependiendo del tipo de tornillo.
Compruebe la velocidad de transporte de los tornillos. Si la vibración del carril dificulta el suave transporte de los tornillos, necesita ajustarse.
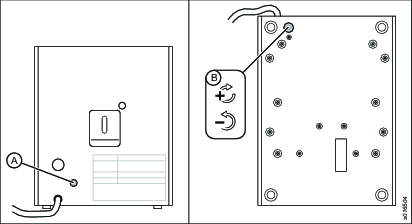
Afloje el tornillo anti-vibración (A) situado en la parte trasera de la máquina
Gire el tornillo de ajuste de la vibración (B) situado en la parte inferior de la máquina para ajustar la vibración.
Cuando se gira el tornillo (B) hacia la derecha, visto desde la parte inferior de la máquina, la vibración aumenta
Cuando se gira el tornillo (B) hacia la izquierda, la vibración disminuye
Después del ajuste, no olvide apretar el tornillo anti-vibración (A).
Compruebe el funcionamiento.
Compruebe y ajuste el temporizador
La velocidad de transporte de los tornillos difiere dependiendo del tipo de tornillo. Esta máquina utiliza un temporizador para hacer que la descarga de tornillos sea suave.
Para tornillos con una velocidad de transporte baja, establezca un mayor tiempo.
Para tornillos con una velocidad de transporte alta, establezca un menor tiempo.
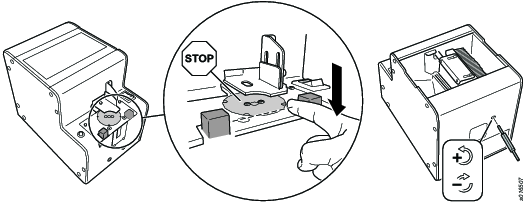
Compruebe el funcionamiento interceptando el eje óptico del sensor.
Realice un ajuste con el mando del temporizador situado en la parte trasera del cuerpo de la máquina.
Cuando el mando del temporizador se gira hacia la derecha, visto desde el lado trasero, el tiempo se acorta.
Cuando se gira el mando hacia la izquierda, el tiempo se alarga
Compruebe este ajuste, utilizando un destornillador, en el límite de giro admisible sin utilizar una fuerza excesiva.
Compruebe el funcionamiento con tornillos cargados en la cámara de recogida y el temporizador correctamente ajustado.
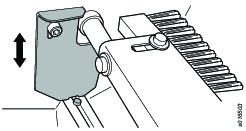
Compruebe y ajuste la escobilla
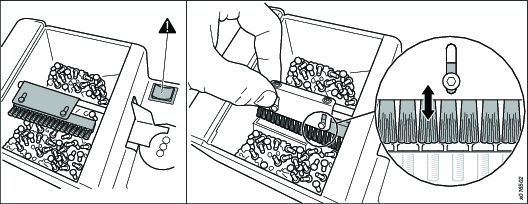
Cargue los tornillos en la cámara de recogida y encienda y apague la alimentación de forma que los tornillos se alineen en la ranura del carril
Encienda la alimentación y vuelva a apagarla cuando la escobilla esté en posición horizontal con los tornillos orientados hacia arriba.
Compruebe que las cabezas de los tornillos, en la ranura del carril, están ligeramente en contacto con las cerdas de la escobilla. Si la altura de la escobilla es demasiado alta o demasiado baja, afectará de forma negativa a la alineación y el transporte de los tornillos.
Si es necesario realizar cualquier ajuste, afloje el tornillo de ajuste de la altura de la escobilla para ajustar la altura.
Si la parte de plástico, de la parte delantera de la escobilla, entra en contacto con la placa de paso, afloje el tornillo de montaje del conjunto de la escobilla y realice el ajuste hacia atrás o hacia delante.
Accione la máquina para comprobar que el funcionamiento de la escobilla es normal.
Compruebe y ajuste la posición del carril

Afloje el tornillo de fijación del carril y regule el carril hacia delante o hacia atrás.
Después del ajuste, no olvide apretar el tornillo de fijación del carril.
Si ha ajustado la posición del carril es posible que necesita volver a ajustar su vibración.
Instrucciones de reparación
Sustituya el carril
Si hay suciedad o defectos en la ranura del carril que impidan un funcionamiento suave, recomendamos al usuario que limpie o sustituya el carril. Utilice la placa de paso, el carril y el dispositivo de salida que correspondan con el diámetro de los tornillos cargados.
Afloje los tornillos de fijación del carril.
Extraiga el conjunto del carril de la parte trasera de la máquina.
Introduzca el nuevo carril desde la parte trasera de la máquina.
Apriete el carril con los tornillos de fijación.
Ajuste el carril siguiendo el procedimiento descrito en la sección de instalación.
Sustituya la escobilla.
Si la escobilla está demasiado gastada para barrer los tornillos del carril, sustitúyala. Opcionalmente hay disponible una escobilla con cerdas más rígidas que las de la escobilla estándar. Considere su conveniencia cuando la situación lo requiera.
Encienda la alimentación y vuelva a apagarla cuando la escobilla esté en posición horizontal con los tornillos orientados hacia arriba.
Extraiga los dos tornillos que sujetan la escobilla.
Monte la nueva escobilla en el soporte con los dos tornillos.
Ajuste la escobilla siguiendo el procedimiento descrito en la sección de instalación.
Sustituya la placa de paso
Utilice la placa de paso, el carril y el dispositivo de salida que correspondan con el diámetro de los tornillos cargados.
Extraiga los tornillos de fijación de la placa de paso.
Desmonte la placa de paso.
Introduzca la nueva placa de paso. Utilice las semi-prensas de ambos lados de la placa de paso como guías.
Apriete la placa de paso con los tornillos de fijación.
Ajuste el carril siguiendo el procedimiento descrito en la sección de instalación.
Comprobación de funcionamiento
Después de comprobar y ajustar cada componente, realice una comprobación de funcionamiento con tornillos cargados.
Si encuentra cualquier anomalía, repita los ajustes de nuevo, además de los ajustes de posición delantera/trasera y de vibración del carril.
Después de realizar la comprobación de funcionamiento, vuelva a colocar el cableado en su estado original.
Solución de problemas
Resolución de problemas
Problema | Causa | Medidas correctivas |
|---|---|---|
La máquina no funciona aunque el interruptor de alimentación está encendido. | No hay suministro de alimentación. | Compruebe la conexión del suministro de alimentación del adaptador de CA. |
La máquina no ha descargado tornillos en la sección de descarga desde hace un tiempo determinado. | Extraiga el tornillo del lugar de extracción. Ajuste el mando de ajuste del temporizador. | |
Se han cargado demasiados tornillos en la cámara de recogida. | Reduzca la cantidad de tornillos contenidos en la cámara de recogida hasta un nivel de carga adecuado. | |
Un objeto extraño (por ejemplo: un tornillo) entró en el cuerpo principal. | Extraiga el objeto extraño. | |
El adaptador de CA está averiado. | Consulte nuestra sección de servicio. | |
Los tornillos no fluyen. | Se han cargado tornillos con un diámetro mayor que el tamaño del carril especificado o se han mezclado tornillos de distintos tamaños. | Utilice tornillos con el diámetro nominal especificado. Extraiga los tornillos con diámetros nominales distintos. |
La cámara de recogida contiene una cantidad insuficiente de tornillos. | Añada la cantidad adecuada de tornillos a la cámara de recogida. | |
La escobilla no puede barrer los tornillos en posición anómala en la placa de paso. | Ajuste la escobilla. Ajuste la placa de paso. Si se carga una cantidad de tornillos adecuada en la cámara de recogida, el estado mejorará. Utilice la escobilla opcional (cerdas más rígidas). | |
El eje de la rosca del tornillo ha entrado en la placa de paso. | Quite el tornillo anómalo. Compruebe y ajuste la placa de paso. | |
Un tornillo se ha detenido en una posición anómala mientras se desplazaba con el carril. | Quite el tornillo que está en posición anómala. Tenga cuidado de no dañar la ranura del carril. Mueva hacia arriba el conjunto de la placa de soporte para extraer el tornillo. Vuelva a ajustar la posición de la placa de sujeción. | |
El carril no vibra. (por ejemplo, un tornillo está obstruyendo el espacio libre). | Extraiga el tornillo que obstruye el espacio libre. Compruebe el ajuste de vibración. Si ningún tornillo obstruye el espacio libre, consulte nuestra sección de servicio. | |
Ha caído un tornillo en la ranura del carril. | Se han cargado tornillos con un diámetro menor que el tamaño de carril especificado. | Utilice tornillos con el diámetro y la longitud nominales. |
Se han cargado tornillos cuya longitud total es más corta que la ranura del carril. | No hay disponible ninguna medida correctora. Consulte nuestra sección de servicio. | |
El flujo del carril de tornillos es incorrecto. | El espacio libre entre la placa de sujeción y la cabeza del tornillo cargado es demasiado bajo. | Ajuste la placa de sujeción. |
Se han cargado tornillos con arandelas elásticas con un incremento menor que el tamaño nominal especificado. | Ajuste la vibración. Si, después de seguir las instrucciones anteriores, la máquina sigue sin funcionar correctamente, consulte nuestra sección de servicio. | |
El carril está manchado de aceite o polvo. | Limpie el carril. | |
El carril no vibra. (Hay un tornillo atrapado en el espacio libre) | Extraiga los tornillos atrapado en el espacio libre. Si no hay ningún tornillo atrapado, consulte nuestra sección de servicio. Compruebe que el nivel de vibración está ajustado correctamente. | |
El motor está desgastado. | Sustituya el motor. | |
Los tornillos tienden a pasar por la placa de paso en una posición anómala. El eje de la rosca del tornillo tiende a entrar en la placa de paso. | La placa de paso no está ajustada correctamente. | Ajuste la placa de paso. |
Hay demasiados tornillos en la cámara de recogida. | Reduzca la cantidad de tornillos hasta un nivel adecuado. | |
No salen tornillos por el lugar de extracción. | Los tornillos se detienen mientras aún están en el carril. | Ajuste la posición de la placa de sujeción. |
Los tornillos no se transfieren suavemente del carril al dispositivo de salida. | Ajuste la distancia entre el extremo del carril y el dispositivo de salida o ajuste la altura de éste. | |
La máquina se detiene repentinamente. | Se ha activado el circuito de protección contra sobrecarga. | Apague la máquina y vuelva a encenderla. Elimine la causa de la sobrecarga. |
Hay demasiados tornillos en la cámara de recogida. | Quite tornillos hasta llegar a un nivel adecuado. Cuando la máquina se detenga, incluso si hay un nivel correcto de tornillos, consulte nuestra sección de servicio. | |
Hay un tornillo atrapado en el espacio libre. | Extraiga el tornillo atrapado. | |
Un tornillo, en el lugar de extracción, no ha podido extraerse durante un tiempo determinado. | Retire el tornillo. | |
La operación de recogida no detiene los tornillos que pasan en el lugar de extracción. | El mando del temporizador no está ajustado correctamente. | Vuelva a ajustar el mando del temporizador. |
La operación de salida no detiene los tornillos que pasan en el lugar de extracción. | El sensor no detecta un tornillo. | Vuelva a ajustar la tensión del sensor. |
Ha caído un tornillo en la máquina. | Mueva el tornillo para que caiga por el orificio de la parte inferior de la máquina. | |
Ha aumentado el ruido de la máquina. | No hay grasa suficiente. | Aplique grasa a la sección de transporte. Grasa recomendada: BR2 Plus, Dow Corning Asia Co. Ltd. |
Reciclaje
Normativas medioambientales
Cuando un producto ha sido utilizado debe reciclarse adecuadamente. Desmonte el producto y recicle los componentes de acuerdo con la legislación local.
Las baterías deberán depositarse en su organización de recuperación de baterías nacional.