Teilt dem Benutzer mit, ob das Ereignis über die Seite „Ereigniskonfiguration“ konfiguriert werden kann.
Power Focus 6000 (3.9)
Software
Einleitung
In diesem Abschnitt finden Sie grundlegende Informationen zum Produkt sowie die in den Themen angewandten Formatierungskonventionen.
Allgemeine Beschreibung
Der Power Focus 6000 von Atlas Copco bringt Produktivität, Ergonomie, Qualität und Konnektivität auf ein völlig neues Niveau. Und das alles bei gleichzeitiger Minimierung der Umweltbelastung. Der Power Focus 6000 verbindet eine breite Palette von Atlas Copco Montagewerkzeugen und bietet Ihnen so an Ihrem Arbeitsplatz eine einzige Montagelösung. Mit Virtual Stations erhält jedes Tool seinen eigenen virtuellen Controller, der einfach von übergeordneten Systemen angesprochen werden kann. Die perfekte Option für Ihre intelligent vernetzte Montage.
Eigenschaften
Verbindet eine Vielzahl von Werkzeugtypen
Virtuelle Stationen – bis zu 6 Werkzeuge mit einem Steuergerät verbinden
Web HMI – einfache Fernverbindung
Ergebnisse, Prozessinformationen und Programmierung auf 7"-Touchscreen
Dedizierter Werksnetzwerkanschluss, Feldbus-Steckplatz, DIO und Open Protocol
IAM-Modul, das die gesamte Steuerungssoftware enthält
On-Demand-Funktionalität über das Functionality-Management-System
Kabelstecker geschützt hinter abschließbarer Frontblende
Vorteile
Erhöhte Flexibilität bei der Neuausrichtung von Montagelinien einschließlich der Integration neuer Werkzeuge
Optimierte Kommunikation zu übergeordneten Schnittstellen
Einfache Installation mit weniger Kabeln, Hardwarekomponenten und Netzwerkausfällen
Modernste Konnektivität über WiFi und Bluetooth
Reduzierte Lagerhaltungskosten
Konventionen
Zur Verbesserung des Benutzerverständnisses werden in diesem Dokument bestimmte Formatierungen verwendet. Die verwendeten Formatierungen sind nachfolgend aufgeführt.
Element | Schreibweise | Beschreibung | Ausgabe |
|---|---|---|---|
Allgemeine Hervorhebung | Im Arbeitsbereich Programm. | Zur Hervorhebung oder Markierung von bestimmten Textelementen | Text in Fettschrift |
Elemente der grafischen Benutzeroberfläche (GUI) | Wählen Sie die Schaltfläche Funktion aus. | Alle Verweise zu Elementen auf dem GUI-Bildschirm (z.B. Befehlsschaltflächen, Symbolnamen und Feldnamen). | Text in Fettschrift |
Grafische Benutzeroberfläche (GUI) Pfad > | Im Allgemeinen oben auf der GUI. | Navigationshilfe, mit der Sie den Überblick über Ihre Position innerhalb der GUI behalten können. | Zum Beispiel: Steuerung > Programm > Bearbeiten |
Benutzereingabe | Geben Sie eine Beschreibung für das Programm ein. | Beliebige Texteingabe durch den Benutzer. | Text in Fettschrift |
Dateinamen | Geben Sie einen Dateinamen für den Export ein. | Dateien, die entweder aus dem System exportiert oder in das System importiert werden. | Text in Fettschrift Kursiv |
Namen von Variablen und Parametern | Geben Sie einen Namen für den Export ein. | Namen von Variablen und Parametern (keine Werte). | Text in Kursivschrift |
Werte von Variablen und Parametern | Geben Sie einen WERT für den Export ein. | Werte von Variablen und Parametern. | Text in GROSSBUCHSTABEN |
Systemausgabe | Client.Domain.Models.ExportImportConfiguration | Jede Textausgabe durch das System. | Text in Monospace |
Externe Links | Links zu externen Seiten, die mit dem Dokument oder dem Themeninhalt verbundene Informationen enthalten. Dies können sein:
| Auswählbarer Text in externen Seiten | |
Interne Dokumentenverknüpfungen |
Diese Links werden, wenn sie verfügbar sind, unter dem Text angezeigt. | Auswählbarer Text in internen Inhalten |
Datenschutz-Grundverordnung (DSGVO)
Dieses Produkt bietet die Möglichkeit, personenbezogene Informationen wie den Systembenutzernamen, die Rolle und die IP-Adresse zu verarbeiten. Der Zweck dieser Verarbeitungsfähigkeit könnte darin bestehen, die Qualitätskontrolle durch Rückverfolgbarkeit und geeignetes Zugriffsmanagement zu verbessern.
Wenn Sie sich dazu entschließen, personenbezogene Daten zu verarbeiten, müssen Sie die einschlägigen Datenschutzbestimmungen kennen und einhalten, einschließlich der DSGVO sowie anderer in der EU anwendbarer Gesetze, Richtlinien und Vorschriften. Atlas Copo kann in keiner Weise für die Verwendung des Produkts durch Sie haftbar gemacht werden.
Verpflichtungen und Warnungen
Haftung
Viele Ereignisse in der Arbeitsumgebung können sich auf die Verschraubung auswirken und bedürfen einer Validierung der Ergebnisse. In Übereinstimmung mit den geltenden Standards und/oder Vorschriften sind das installierte Drehmoment und die Drehrichtung nach einem Ereignis zu überprüfen, das sich auf die Verschraubung auswirken kann. Zu solchen Ereignissen zählen unter anderem:
Erstinstallation des Werkzeugsystems
Änderung von Chargen, Bolzen, Schrauben, Werkzeugen, Software, Konfiguration oder Umgebung
Änderung von Druckluft- oder Elektroanschlüssen
Änderung von Linienergonomie, Prozessen, Qualitätsverfahren und -praktiken
Bedienerwechsel
Andere Änderungen, die sich auf das Ergebnis der Verschraubung auswirken
Die Prüfung muss:
Sicherstellen, dass die gemeinsamen Bedingungen sich nicht aufgrund von Ereignissen geändert haben.
Nach der Erstinstallation, Wartung oder Reparatur der Anlage erfolgen.
Mindestens einmal pro Schicht oder in einem anderen geeigneten Intervall erfolgen.
Warnungen
Über das Benutzerhandbuch
In diesem Benutzerhandbuch wird die Einrichtung und Konfiguration der POWER FOCUS 6000 beschrieben.
Es richtet sich an alle, die die POWER FOCUS 6000 bedienen oder warten.
Die verfügbaren Video-Tutorials finden Sie, wenn Sie im Suchfenster in der oberen Menüleiste den Suchbegriff Produktgrundlagen-Tutorials eingeben.
In jedem Produktgrundlagen-Tutorial wird die Ausführung einer bestimmten Aufgabe mit einem Atlas Copco-Produkt vorgestellt. Diese Tutorials sind so konzipiert, dass die Benutzer sie auf ihren eigenen Geräten ansehen und verfolgen können. Die Produktgrundlagen-Tutorials sind online verfügbar, damit von Benutzern bei Bedarf jederzeit abgerufen werden können. Sie vermitteln grundlegende Kenntnisse, die für die Arbeit mit Atlas Copco-Produkten erforderlich sind.
Revisionsverlauf
Versionsnummer | Revisionsdatum | Revisionsbeschreibung |
|---|---|---|
item | item | none |
3,9 | 01/2023 | NEUER Inhalt:
AKTUALISIERTER Inhalt:
GELÖSCHTER Inhalt:
|
3,8 | 06/2022 | NEUER Inhalt:
AKTUALISIERTER Inhalt:
|
3,7 | 01/2022 | NEUER Inhalt:
AKTUALISIERTER Inhalt:
|
3,6 | 06/2021 | AKTUALISIERTER Inhalt:
GELÖSCHTER Inhalt:
|
3,5 | 12/2020 | Hinzugefügte oder aktualisierte Absätze:
|
3,4 | 04/2020 | Hinzugefügte oder aktualisierte Absätze:
|
3,3 | Hinzugefügte oder aktualisierte Absätze:
| |
3.1.X | Hinzugefügte oder aktualisierte Abschnitte:
| |
3,1 | Hinzugefügte oder aktualisierte Abschnitte:
| |
3,0 | Hinzugefügte oder aktualisierte Abschnitte:
| |
2,8 | Hinzugefügte oder aktualisierte Abschnitte:
| |
2,7 | Hinzugefügte oder aktualisierte Abschnitte:
| |
2,6 | Hinzugefügte oder aktualisierte Abschnitte
| |
2,5 | Hinzugefügte oder aktualisierte Abschnitte:
| |
2,4 | Hinzugefügte oder aktualisierte Abschnitte:
| |
2,3 | Hinzugefügte oder aktualisierte Abschnitte:
| |
2,1 | Hinzugefügte oder aktualisierte Abschnitte:
| |
2,0 | Hinzugefügte oder aktualisierte Abschnitte:
| |
1,6 | Erste offizielle Version des Konfigurationshandbuchs für Power Focus 6000. |
Voraussetzungen
Jeder, der mehr über POWER FOCUS 6000 erfahren möchte, kann von diesem Benutzerhandbuch Nutzen ziehen.
Um ein vollständiges Verständnis sämtlicher in diesem Benutzerhandbuch beschriebenen technischen Aspekte sicherzustellen, empfehlen wir Folgendes:
Kenntnisse über Verschraubungsverfahren
Erfahrung im Umgang mit vorherigen Power Focus Versionen
Systemüberblick
Softwarestruktur
Menü-Übersicht
Der Controller verfügt über mehrere Menüs, in denen Sie das Anziehen und das Hardware-Zubehör konfigurieren, die Werkzeugwartung durchführen, Software verwalten und Berichte ansehen können.
In diesem Abschnitt
Registerkarte Verschraubung

In der Registerkarte Verschraubung sind die in der Steuerung gespeicherten Verschraubungsprogramme aufgelistet, die für eine individuelle Verschraubung verfügbar sind.
Verschraubungskonfigurationen werden in der Registerkarte Verschraubung beschrieben.
Relevante Informationen
Registerkarte Gruppensequenz

In der Registerkarte Gruppensequenz werden die in der Steuerung gespeicherten Gruppensequenzen aufgelistet.
Eine Gruppensequenz besteht aus einem oder mehreren sich wiederholenden Verschraubungsprogrammen in verschiedenen Kombinationen. Gruppensequenzen werden in der Registerkarte Gruppensequenz erstellt und konfiguriert.
Relevante Informationen
Registerkarte Quellen

In der Registerkarte Quellen sind alle verfügbaren Optionen aufgeführt, um die Auswahl eines Verschraubungsprogramms (z.B. ein Verschraubungsprogramm oder eine Gruppensequenz – über einen Digitaleingang von verschiedenen Hardwarekomponenten) zu steuern. Scannerkonfigurationen werden in der Registerkarte Quellen beschrieben.
Relevante Informationen
Registerkarte Werkzeug

Die Registerkarte Werkzeug enthält Informationen über die mit dem Controller verbundenen Werkzeuge.
In diesem Menü werden auch drahtlose Werkzeuge mit der Steuerung verbunden.
Das Werkzeugreferenzprodukt, das Wartungsdatum für das Werkzeug und die Kalibrierung sind nur einige der Daten, die in der Registerkarte Werkzeug verfügbar sind.
Relevante Informationen
Registerkarte Virtuelle Station

In der Registerkarte Virtuelle Station werden die virtuellen Stationen konfiguriert.
Die Virtuelle Station ist eine Softwareabstraktion eines Steuerungssystems.
In der Registerkarte Virtuelle Station werden die verschiedenen Ressourcen, Zubehörteile, Werkzeuge und Aufgaben einer virtuellen Station zugewiesen.
Relevante Informationen
Registerkarte Steuerung

In der Registerkarte Steuerung werden Hardware- und Softwarekomponenten aufgelistet.
Die in der Steuerung gespeicherten und verwendeten Softwareversionen werden aufgelistet und können aktualisiert werden.
Hier ist Zugang auf den Lizenzmanager für zusätzliche Funktionen möglich. Sie können die Einstellungen auch für die bzw. aus der Steuerung importieren bzw. exportieren.
Relevante Informationen
Registerkarte Konfigurationen

In der Registerkarte Konfigurationen wird eine Liste mit Zubehörkonfigurationen angezeigt.
Zubehör, wie beispielsweise Werkzeug-Zubehör, der E/A-Expander, der interne E/A, die Lichtsäule, das Bedienpult und die Stecknuss-Selektoren, kann konfiguriert werden.
Digitale E/A-Signale können Tasten, Lampen, Schaltern und Steckern zugeordnet werden.
Relevante Informationen
Registerkarte Berichte

In der Registerkarte Berichte werden die Verschraubungsergebnisse und Ereignisse aufgeführt.
Relevante Informationen
Registerkarte Einstellungen

In der Registerkarte Einstellungen können steuerungsspezifische Einstellungen – wie zum Beispiel Sprache, PIN-Code, Drahtlosnetzwerk, verwendeter Feldbus usw. – festgelegt werden.
Relevante Informationen
Registerkarte Lizenzzuordnung

Die Registerkarte Lizenzzuordnung dient der Zuordnung von Lizenzen und Lizenzfunktionen zu virtuellen Stationen.
Registerkarte Hilfe
In der Registerkarte Hilfe finden Sie nützliche Angaben zur Steuerung.
Wenn ein Computer an die Steuerung angeschlossen ist, können Sie PDF-Dateien in mehreren Sprachen herunterladen.
Schnellstartanleitung
Um einen besseren Überblick über das System bereitzustellen, werden hier die verschiedenen Schritte kurz erklärt, die zur Verwendung des Systems erforderlich sind.
Dieser Abschnitt befasst sich nicht mit jeder einzelnen Funktion des Systems, sondern konzentriert sich lediglich auf die grundlegendsten Funktionen.
Entscheiden Sie sich, welches Werkzeug verwendet werden soll. Je nach Werkszeug stehen verschiedene Schraubstrategien zur Verfügung.
Der Hauptzweck des Werkzeugs besteht darin, eine Verschraubung auszuführen. Hierzu wird ein Verschraubungsprogramm festgelegt, das alle relevanten Parameter einer Verschraubung enthält, wie beispielsweise Sollwinkel und Sollmoment.
Einer Gruppensequenz können ein oder mehrere Verschraubungsprogramme hinzugefügt werden. Die Sequenz wird als eine Reihe von Verschraubungsprogrammen ausgeführt. Eine Gruppensequenz kann zum Beispiel eine bestimmte Anzahl von Verschraubungen eines Verschraubungsprogramms oder eine Folge verschiedener Verschraubungsprogramme sein.
Erstellen Sie eine virtuelle Station und weisen Sie ihr ein Werkzeug zu. Die virtuelle Station fungiert als eine Schnittstelle zwischen Steuerung und Werkzeug und ermöglicht den Anschluss mehrerer Werkzeuge an eine einzelne physische Steuerung. Eine virtuelle Station wird auch dann benötigt, wenn nur ein Werkzeug an die Steuerung angeschlossen ist.
Weisen Sie der virtuellen Station eine Aufgabe zu. Bei der Aufgabe kann es sich entweder um ein Verschraubungsprogramm, eine Gruppensequenz oder um einen spezifizierten Digitaleingang (beispielsweise eines Barcode-Lesegeräts) handeln. Das Werkzeug, das der Station zugewiesen wurde, kann nun die vorgesehene Aufgabe ausführen.
Hardwarestruktur
Betrieb und Umgang
Das POWER FOCUS 6000 wird über das Frontpanel der Steuerung eingerichtet und konfiguriert. Zugang auf die Steuerungsschnittstelle ist außerdem an einem angeschlossenen PC über eine Web-GUI durch Zugriff auf die IP-Adresse der Steuerung möglich.
Relevante Informationen
In diesem Abschnitt
Vorderseite
Die Vorderseite umfasst einen Berührungsbildschirm und Sondertasten.

1 | Display_Ein Farbdisplay mit Touchscreen, das Konfigurationsansichten und Ergebnisse anzeigt. |
2 | Sondertasten_Sonderfunktionstasten |
In diesem Abschnitt
Schaltflächen an der Vorderseite
Diese Schaltflächen stehen als anklickbare Symbole in der Web-GUI zur Verfügung.
Schaltfläche | Bezeichnung | Beschreibung |
|---|---|---|
 | Start | Gehen Sie zur Startseite. |
 | Ergebnis | Die Live-Ergebnis-Ansicht wird eingeblendet. |
Touchscreen-Schaltflächen
Schaltfläche | Bezeichnung | Beschreibung |
|---|---|---|
 | Hinzufügen | Hinzufügung eines weiteren Elements. |
 | Zurück | Zurück zur vorherigen Ansicht. |
  | Bildlauf nach oben / Bildlauf nach unten | Den Inhalt einer Liste, die über die Bildschirmlänge hinaus geht, verschieben |
  | Maximieren / Minimieren | Einen Abschnitt mit Parametern maximieren bzw. minimieren |
 | Zurück (in einer Liste) | Zurück (und vorwärts) zwischen den Seiten einer Liste |
 | Schließen | Zum Schließen des Fensters drücken |
 | Hinweis | Symbol, das darauf hinweist, dass ein Parameter falsch konfiguriert wurde. |
 | Start | Gehen Sie zur Startseite. Steht nur in der Web-GUI zur Verfügung. |
 | Zu Ergebnis | Gehen Sie zur Ansicht „Live-Ergebnisse“. Steht nur in der Web-GUI zur Verfügung. |
Navigation
Zur Navigation in der Steuerungs-GUI drücken Sie entweder auf einen Menüpunkt oder bewegen Sie einen Finger (ziehen Sie diesen) über das Display, um durch einzelne Menüeinträge zu blättern.
Zur Auswahl der Optionen drücken Sie auf die gewünschte Option.
Zur Dateneingabe in ein Textfeld drücken Sie auf das entsprechende Textfeld. Damit wird eine Tastatur im Display angezeigt.

Web-GUI
Die Web-GUI ist dem Steuerungsdisplay sehr ähnlich. Sie ermöglicht, dass die Steuerung über einen angeschlossenen Computer mithilfe eines Webbrowsers konfiguriert und programmiert werden kann.
Benutzer können die Steuerung gleichzeitig von der Steuerungs- und der Weboberfläche aus programmieren.
Relevante Informationen
Lizenzen Einführung
Lizenzen für Controller-Funktionen werden durch das Functional Management System (FMS) gemanagt. Dies ermöglicht es den Kunden, mittels eines dynamischen Lizenzierungssystems Controller-Funktionen auf Ihre spezifischen Bedürfnisse zuzuschneiden.
Lizenzen können entweder für einzelne Funktionen oder für eine Gruppe von Funktionen erworben und auf mehreren virtuellen Stationen verwendet werden. Werden Sie nicht länger benötigt, können die Lizenzen in den Pool zurückgegeben werden. Lizenzen können durch das Atlas Copco License Portal (ACLP) erworben werden. Lizenzen können vom ACLP heruntergeladen und durch ToolsTalk gemanagt/verteilt werden oder können auf einem USB-Laufwerk, das in den Controller eingeführt wird, gespeichert werden.
Beachten Sie, dass das Erstellen und Managen von Kundenkonten im ACLP in dieser Dokumentation nicht behandelt wird. Weitere Auskünfte erteilt Ihr örtlicher Atlas Copco Vertreter.
Lizenzen Überblick
Die Konfiguration von Funktionen, die Lizenzen unterliegen, kann auch ohne installierte Lizenz erfolgen. Wie zum Beispiel die Konfiguration von Verschraubungsprogrammen und die Konfiguration von Multistep-Programmen. Die Zuweisung dieser Funktionen zu einem Werkzeug oder einer virtuellen Station ist ebenso möglich. Die Ausführung einer Funktion ohne gültige Lizenz erfordert jedoch die Installation der entsprechenden Lizenz.
Die Durchsetzung der Lizenz erfolgt in zwei Phasen: Zuweisung und Laufzeit (Startknopf gedrückt). Wird eine Funktion, für die keine Lizenz installiert ist, einer virtuellen Station zugewiesen, erscheint ein rotes Ausrufezeichen bei der Ansicht der virtuellen Station in ToolsTalk 2. Die Controller-Oberfläche zeigt auch ein Warndreieck im Werkzeug- oder Aufgabenabschnitt an (je nachdem, was fehlt) Wird eine Funktion gestartet, für die keine Lizenz installiert ist (z. B. Startknopf gedrückt), wird dem Benutzer ein Ereignis angezeigt, um ihn zu informieren, welche Lizenz fehlt. Es ist nicht möglich, ohne Installation der korrekten Lizenz fortzufahren.
Das Ausführen einer unlizenzierten Funktion wird in den meisten Fällen zum Blockieren des Werkzeugs führen.
Viele Merkmale und Funktionen des Controllers benötigen eine Lizenz, um sie einer virtuellen Station zuweisen und von ihr verwendet werden zu können. Es gibt vier Lizenzarten:
Virtueller Stationstyp
Eine feste Auswahl an Funktionen, die in einem einzigen Paket gebündelt sind. Der virtuelle Stationstyp legt u. a. fest, welche Werkzeuge ausgeführt werden können, wie viele Programme und Sequenzen verwendet werden können, welche Verschraubungsstrategien zur Verfügung stehen und welche Berichtstypen erstellt werden können. Die in jedem virtuellen Stationstyp enthaltenen Funktionen sind Funktionen, die oftmals gemeinsam genutzt werden oder bei denen innere Abhängigkeiten bestehen, die das Vorhandensein anderer Funktionen in dem Paket erfordern. Virtuelle Stationstypen werden einer virtuellen Station in ihrer Gesamtheit zugewiesen. Die virtuelle Station kann dann alle in dem virtuellen Stationstypen enthaltenen Funktionen nutzen. Um Verschraubungen ausführen zu können, muss eine virtuelle Station einem virtuellen Stationstypen zugewiesen werden. In Abhängigkeit vom Lizenztyp, werden mehrere Verschraubungsoptionen aktiviert oder gesperrt.
Synchronisierungsfunktionstyp
Funktioniert auf die gleiche Weise, wie im virtuellen Stationstyp beschrieben, wird jedoch für fest verbaute Systeme eingesetzt.
Virtuelle Stationsfunktion
Einzelne Funktionen, die die virtuellen Stationstypen ergänzen können. Viele Funktionen können als Einzellizenz erworben werden.
Controllerfunktion
Im gesamten Controller vorhandene Funktionen. Dies sind Funktionen wie Soft-SPS und Step Sync, die einem Controller zugewiesen werden und die nach erfolgter Zuweisung von allen virtuellen Stationen auf diesem Controller verwendet werden können.
Lizenzquellen
Lizenzen, die auf einem Controller verwendet werden, können aus mehreren verschiedenen Quellen bezogen werden. Die Anzahl der simultan verfügbaren Quellen ist auf 10 begrenzt (entweder 10 FMS Portable Quellen oder ein Lizenz-Server (TT2) neben 9 FMS Portable Quellen). Wenn Sie Lizenzen aus einer Quelle hinzufügen möchten, nachdem die Quellengrenze (10) erreicht ist, müssen alle Lizenzen aus einer Quelle aus dem Controller entfernt werden, um Platz für Lizenzen aus der anderen Quelle zu schaffen.
Quellenübersicht
Der Quellenübersicht-Tab (Lizenzzuordnung > Quellenübersicht) gibt dem Benutzer einen Überblick über die auf dem Controller installierten Lizenzen und deren Herkunft. Hier können maximal 10 verschiedene Quellen angezeigt werden, die jeweils mit FMS P (für FMS Portable oder Dongle) oder Lizenz-Server (TT2) bezeichnet werden.
Durch Anklicken einer beliebigen Lizenzquelle werden detaillierte Informationen zur Lizenzquelle dieser Quelle angezeigt. Es werden der Name und Typ der Quelle sowie die Anzahl und der Typ der Lizenzen in jeder Kategorie (Virtueller Stationstype, virtuelle Stationsfunktion und Controllerfunktion) aufgeführt.
Unterstützte Werkzeuge
Von einer Virtuellen Station unterstützte Tools können je nach Typ der Virtuellen Station auf dem Controller variieren.
Unterstützte Werkzeuge | Batch-Steuerung | Verbindungssteuerung | Stations-Steuerung | Kritische Steuerung | Prozesssteuerung |
|---|---|---|---|---|---|
BCP / BCV | X | - | - | - | - |
TensorSB | - | X | X | - | - |
TensorSL | - | - | X | X | X |
TBP | - | - | X | X | X |
TensorST | - | - | X | X | X |
TensorSTR | - | - | X | X | X |
SRB | - | - | X | X | X |
TensorSTB | - | - | X | X | X |
STWrench | - | - | X | X | X |
TensorES | - | X | X | - | - |
TensorSR | - | - | X | X | X |
QST (Einbauspindel) | - | - | X | X | X |
TBPS | - | X | X | - | - |
MWR-S (Mechatronisches Wrench-Signal) | - | - | - | - | - |
MWR-T (Mechatronisches Wrench-Drehmoment) | X | X | X | X | - |
MWR-TA (Mechatronischer Wrench-Drehmomentwinkel) | - | - | X | X | X |
Externes Werkzeug | X | X | X | X | X |
Installation und Upgrade
In diesem Abschnitt finden Sie Informationen zur Unterstützung der Erstinstallation des Produkts sowie zu Versionsaktualisierungen.
Lizenzinstallation
Installation von Lizenzen auf dem Controller
Beachten Sie, dass die Lizenzquellen auf 1 Lizenz-Server (TT2) und 9 FMS Portables (Dongles) gleichzeitig beschränkt sind. Lizenzen werden entweder über den Server (ToolsTalk 2) oder über FMS Portable installiert. Wenn das Limit der Lizenzquellen erreicht ist, müssen alle Lizenzen einer Quelle aus dem Controller entfernt werden, damit Lizenzen aus einer anderen Quelle hinzugefügt werden können.
Vor der Installation von Lizenzen über den Server (ToolsTalk 2) muss die Uhrzeit der Steuerung mit der Uhrzeit des Servers synchronisiert werden.
Installation vom Server
Die Verteilung von Server-basierten Lizenzen erfolgt über ToolsTalk 2. Hinweise zur Installation von Lizenzen entnehmen Sie bitte dem ToolsTalk 2-Benutzerhandbuch.
Zur Installation von Lizenzen unter Verwendung von ToolsTalk 2 muss der richtige Lizenzserver konfiguriert werden:
Das Menü Einstellungen wählen und die Registerkarte Serververbindungen auswählen.
Setzen Sie im Feld Atlas Copco Lizenzmanager den Schalter auf Ein.
Tragen Sie die korrekte Server Host-IP-Adresse (normalerweise dieselbe IP-Adresse wie für ToolsTalk 2) und den korrekten Server-Port ein.
Wählen Sie Übernehmen.
Installation vom FBS Portable (USB)
Das Funktions-Managementsystem (FMS - Functionality Management System) verwendet ein spezielles FMS-Portable-Gerät, um die gewünschte Funktionalität an einen bzw. von einem Controller zu übertragen. Der USB-Speicherstick enthält einen Universal-Speicherbereich sowie einen gesicherten Speicherbereich, der nur über den Lizenzmanager eines Controllers zugänglich ist. Die erworbenen Funktionsmodule werden von Atlas Copco in den Universal-Speicherbereich heruntergeladen. Wenn ein FMS Portable zum ersten Mal in einen Controller mit Lizenzmanager eingeführt wird, wird die Datei erkannt und dekodiert, und die Funktionsmodule werden in den gesicherten Speicherbereich übertragen, der nur über den Lizenzmanager zugänglich ist.
Verfügen Sie über einen USB-Speicherstick mit installierten Lizenzen, führen Sie die folgenden Schritte aus, um diese auf dem Controller zu installieren.
Führen Sie den USB-Speicherstick in den USB-Port des Controllers ein
Das USB-Lizenzverwaltungsfenster wird angezeigt. Die Spalte Pool zeigt die Gesamtanzahl der auf dem Controller installierten Lizenzen aus allen Quellen an. Die Spalte Verfügbar auf FMS P zeigt die auf diesem Dongle verfügbaren Lizenzen an, während die Spalte Von diesem FMS P die Anzahl der Lizenzen anzeigt, die von diesem speziellen FMS P auf diesen Controller übertragen wurden.
Wählen Sie den nach links zeigenden Pfeil neben der Lizenz aus, die Sie auf der Steuerung installieren wollen.
Die Anzahl in der Spalte Verfügbar auf FMS P nimmt um 1 ab während die Anzahl in der Spalte Von diesem FMS P um 1 steigt.
Dem Benutzer werden Ereignisse sowohl für den Beginn als auch das Ende der Lizenzübertragung auf dem Controller angezeigt.
Lizenz-Synchronisierung
Bestehende Lizenzen werden alle zwei Stunden mit dem Lizenzserver abgeglichen. Wenn innerhalb von 14 Tagen keine Antwort vom Lizenzserver eingeht, werden die betroffenen Lizenzen widerrufen. Der Benutzer wird auch benachrichtigt, wenn die Lizenzen bald ablaufen. Wenn eine Lizenz innerhalb der nächsten 7 Tagen abläuft, wird dem Benutzer alle zwei Stunden eine Warnung angezeigt. Wenn Lizenzen nicht verlängert werden, laufen sie ab und die betroffenen Funktionen stehen nicht länger zur Verfügung.
Relevante Informationen
Entfernen von Lizenzen von der Steuerung
Es wird eine Möglichkeit zum Entfernen von über FMS Portable installierten Lizenzen beschrieben. Eine Anleitung zum Entfernen von auf dem Server installierten Lizenzen finden Sie im ToolsTalk 2-Benutzerhandbuch.
Entfernen von per FMS Portable installierten Lizenzen
Stellen Sie sicher, dass der FMS Portable in den USB-Port des Controllers eingeführt ist.
[Falls das USB Lizenz-Manager-Fenster nicht angezeigt wird] Wählen Sie das Menü Lizenzzuordnung.
Wählen Sie USB-Symbol oben rechts im Fenster.
Das Fenster des USB-Lizenz-Managers erscheint.
Wählen Sie den nach rechts zeigenden Pfeil neben der Lizenz, die Sie von der Steuerung entfernen wollen.

Lizenzen, die virtuellen Stationen zugeordnet sind, können von dem Controller entfernt werden. Die virtuelle Station wird dadurch jedoch unbrauchbar.
Relevante Informationen
Konfiguration
In diesem Abschnitt finden Sie ausführliche Informationen zum Erstellen, Ändern und Überprüfen von Produkteinstellungen.
Arbeiten mit der Registerkarte Verschraubung
Änderungen an den Verschraubungsprogrammen in einem der Abschnitte müssen aktiv übernommen werden, indem die Schaltfläche „Anwenden“ rechts unten in der Benutzeroberfläche angeklickt wird. Alternativ können Änderungen rückgängig gemacht werden, indem Sie auf die Schaltfläche „Rückgängig“ an der gleichen Stelle klicken.
Wenn der Abschnitt, in dem Änderungen vorgenommen wurden, verlassen wird (mit der Schaltfläche Zurück, Startseite oder Ergebnis), wird dem Benutzer ein Warnfenster angezeigt, in dem die Änderungen auch übernommen oder rückgängig gemacht werden können. Der Benutzer kann nicht fortfahren, ohne die Änderungen zu übernehmen oder rückgängig zu machen.
Controller-Funktionen wie beispielsweise die Verschraubungsstrategien mit niedrigen Reaktionskräften, und den gesamten Controller betreffende Funktionen, erfordern Lizenzen, die durch das FMS (Functionality Management System) verteilt werden. Während die Konfiguration von Funktionen ohne spezielle Lizenzen möglich ist, ist für die Zuweisung und Nutzung dieser Funktionen die Installation der korrekten Lizenz auf dem Controller erforderlich. Nähere Informationen dazu entnehmen Sie bitte dem Abschnitt Lizenzen (FMS).
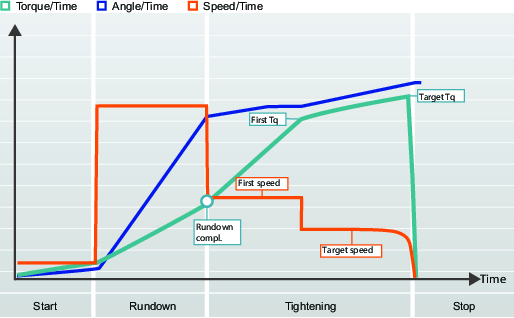
Für die POWER FOCUS 6000 Verschraubungsprogramme müssen die Parameter so eingestellt werden, dass ein Verschraubungsvorgang ausgeführt wird. Die Auswahl einer Strategie und entweder des Solldrehmoments oder des Sollwinkels ist obligatorisch. Andere Einstellungen sind optional, wie beispielsweise Soft Start, Selbstschneiden und Drehmomentausgleich. Es ist möglich, das Anziehen schrittweise zu überprüfen, indem Grenzwerte hinzugefügt werden, innerhalb derer das Drehmoment oder der Winkel, um den sich die Schraube dreht, liegen müssen.
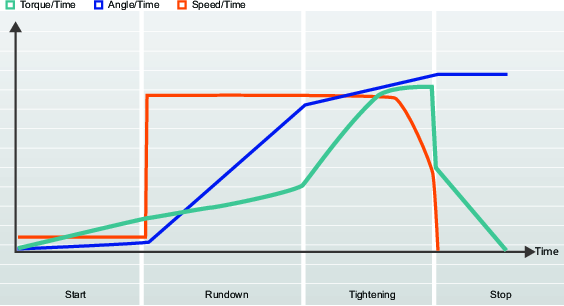
Der Verschraubungsvorgang ist in vier Stufen unterteilt: Start, Einschrauben, Anziehen und Stopp.
In diesem Abschnitt
Verschraubungsprogramme
Durch die Auswahl des Verschraubungsprogramms kann die Methode zur Anwendung der Klemmkraft (oder Vorspannung) auf die Verbindungsstelle ausgewählt werden. Verschiedene Verbindungsstellen erfordern verschiedene Strategien für die Anwendung der gewünschten Klemmkraft und die Minimierung der unerwünschten Betriebseffekte.
Die TurboTight-Strategie aktiviert die Möglichkeit, die manuelle Programmierung oder Quick prog zu verwenden. Weitere Informationen finden Sie im Absatz TurboTight.
Die Strategien Quick-Schritt, Zwei Schritte und Drei Schritte ermöglichen die Auswahl, ob mit einem Solldrehmoment- oder einen Sollwinkelwert angezogen werden soll.
Die Strategie Externes Ergebnis wird verwendet, wenn IO-Verschraubungen über ein externes digitales Signal angegeben werden. Weitere Informationen finden Sie im Absatz Externes Ergebnis.
Bei allen Verschraubungsprogrammen ist als Mindestanforderung die Einstellung des Sollmoment- oder Sollwinkel-Werts erforderlich.
Parameter | Beschreibung | Standardwert |
|---|---|---|
Strategie | Verfügbare Verschraubungsprogramme TurboTight: Als Standardeinstellung wird kein zusätzliches Anzugsverhalten verwendet. Nur Sollwerte werden verwendet. Quickstep: Damit wird eine zusätzliche Schraubstufe zur Reduzierung einer Streuung der Vorspannung hinzugefügt. Zweistufig: Hinzufügen einer Unterbrechung zwischen erster und letzter Schraubstufe, um Kurzzeitentspannungseffekten weiter entgegenzuwirken. Dreistufig: Zieht mit einem definierten ersten Drehmomentwert an, lockert dann die Schraube und zieht sie sofort danach mit ihrem Solldrehmoment oder Sollwinkel an. Drehmomentschlüssel – Produktion: Anzugsstrategie zur Verwendung mit einem ST-Schlüssel. Drehmomentschlüssel – Qualität: Die verwendete Strategie, um für die mit einem ST-Schlüssel durchgeführten Anzüge zu überprüfen. Drehen: Dreht die Spindel mit einer spezifizierten Drehzahl und einem festgelegten Winkel. Externes Ergebnis: Gibt ein vorher festgelegtes Schraubergebnis anstatt einen gemessenen Drehmoment-/Winkelwert an. Multistep: Eine aus mehreren konfigurierbaren Stufen bestehende Schraubstrategie, die Beschränkungen und Überwachungsfunktionen umfasst. | TurboTight |
Sollwerttyp | Definiert den Sollwerttyp in der letzten Stufe. Solldrehmoment: Das Anziehen peilt beim Ausführen des finalen Schritts den spezifischen Zielwert an. Sollwinkel: Das Anziehen peilt beim Ausführen des finalen Schritts den spezifischen Zielwert an. |
|
Solldrehmoment | Definiert das Solldrehmoment beim Anziehen im finalen Schritt. |
|
Sollwinkel | Definiert den Sollwinkel beim Anziehen im finalen Schritt. |
|
Solldrehzahl | Zur Einstellung der für die Endstufe zu verwendenden Werkzeugdrehzahl entweder manuell oder unter Verwendung der Standarddrehzahl. Auto: Nutzt einen Wert, der basierend auf der max. Werkzeuggeschwindigkeit berechnet wird. Manuell: Manuelle Spezifizierung der Werkzeugdrehzahl. | Auto |
<Manual> | Werkzeuggeschwindigkeit während des Anziehens oder während des finalen Schritts. |
|
Relevante Informationen
In diesem Abschnitt
TurboTight
TurboTight ist die voreingestellte Schraubstrategie und darauf ausgerichtet, eine sehr schnelle und ergonomische Verschraubung basierend auf der maximalen Werkzeugdrehzahl (Einstellung Max. Werkzeugdrehzahl) vorzunehmen. Diese Strategie umfasst zwei Optionen:
Quick prog, bei dieser Strategie muss zur Ausführung der Verschraubung nur das Sollmoment eingestellt werden.
Manuell, erlaubt dem Benutzer, mehrere Anzugsparameter zu konfigurieren.
Stellen Sie zur bestmöglichen Vermeidung von einem unerwarteten Rucken am Ende der Verschraubung bei Verwendung der TurboTight-Verschraubungsstrategie sicher, dass die Zeitüberwachung aktiviert ist.
Stellen Sie zur bestmöglichen Vermeidung von einem unerwarteten Rucken am Ende der Verschraubung bei Verwendung der TurboTight-Verschraubungsstrategie sicher, dass das maximale Zeitlimit aktiviert ist.
Das maximale Zeitlimit ist standardmäßig aktiviert, Sie müssen aber die zugehörigen Werte einrichten. Setzen Sie den Winkel-Grenzwert im Verschraubungsschritt auf Von Einschraubphase beendet.
Stellen Sie die maximale Zeit auf den niedrigstmöglichen Wert ein, bei dem die normale Verschraubung nicht gestoppt wird. Stellen Sie das Drehmoment bei abgeschlossenem Einschrauben in der Einschraubphase so ein, dass es ausgelöst wird, wenn das Drehmoment anzusteigen beginnt.
Je nach Verbindungseigenschaften, also wenn es sich z. B. um eine sehr steife oder sehr weiche Verbindung handelt, kann ggf. die Verwendung einer anderen Schraubstrategie erforderlich sein.
TurboTight ist nicht für Joint Control verfügbar.
Feineinstellung der TurboTight-Strategie
Die TurboTight-Verschraubungsstrategie zeigt auf das Solldrehmoment. Dabei kann das Ergebnis unter oder über dem Sollwert liegen. Der wichtigste Parameter der TurboTight-Verschraubungsstrategie ist die Drehzahl. Die maximale Drehzahl kann für die meisten Verschraubungen beibehalten werden. Sollten aber alle/einige Verschraubungen überdreht werden, reduzieren Sie die Drehzahl in kleinen Schritten. Drehmoment bei abgeschlossenem Einschrauben wird nicht für die Steuerung der Verschraubung, sondern nur zur Berechnung der Grenzwerte und Ergebnisse verwendet.
QuickStep
Quickstep ist eine Verschraubungsstrategie, die dazu dient, eine Vorspannungsstreuung der Verbindung zu reduzieren, indem eine anfängliche Stufe mit vorgegebenem Drehmoment- und Drehzahlwert hinzugefügt und anschließend die Solldrehzahl in der Endstufe herabgesetzt wird.
Parameter | Beschreibung | Standardwert |
|---|---|---|
Erstes Drehmoment | Sollmoment für die erste Stufe. |
|
Erstes Drehmoment | Während der ersten Stufe verwendetes Drehmoment. | 80 % des Sollmoments |
Drehzahl 1. Stufe | Solldrehzahl für die erste Stufe. |
|
Drehzahl 1. Stufe | Werkzeugdrehzahl während der ersten Stufe. | 50% der max. Werkzeugdrehzahl |
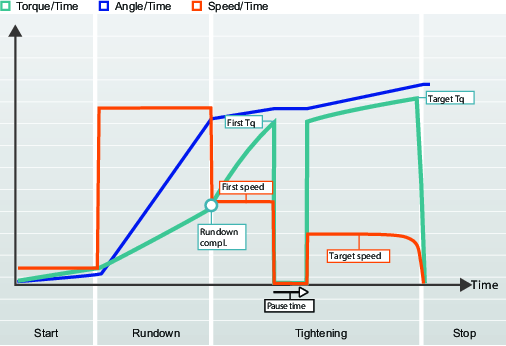
Zweistufig
Die Strategie Zweistufig ist in vielerlei Hinsicht mit der Quickstep-Strategie identisch, außer dass eine kleine Zeitverzögerung zwischen der ersten und letzten Stufe hinzugefügt wird, um den Kurzzeitentspannungseffekten in der Verbindung weiter entgegenzuwirken.
Parameter | Beschreibung | Standardwert |
|---|---|---|
Erstes Drehmoment | Während der ersten Stufe verwendetes Drehmoment. | 80 % des Sollmoments |
Drehzahl 1. Stufe | Solldrehzahl für die erste Stufe. |
|
Pausenzeit | Zeit zwischen erster und zweiter Stufe. | 50 ms |
Feineinstellung der Zweistufen-Strategie
Beim Erreichen des Umschaltpunktes wird das Werkzeug für gewisse Zeit sofort angehalten, bevor es anschließend mit der Endstufe fortfährt. Der erste Drehmomentwert und die Pausenzeit sollten so ausgewählt werden, dass bei Handwerkzeugen eine verbesserte Ergonomie erreicht wird.
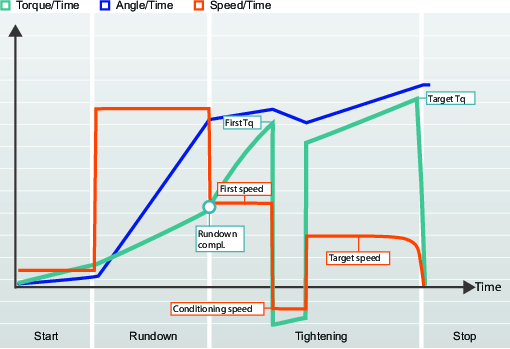
Dreistufig
Bei der dreistufigen Strategie wird zwischen der ersten und letzten Stufe eine Lösestufe hinzugefügt, um den auf die Einbettung zurückzuführenden Kurzzeitentspannungseffekten entgegen zu wirken und eine Streuung der Vorspannung zu reduzieren. Dies wird manchmal zur Konditionierung der Verbindung verwendet und kann beispielsweise bei Verbindungen mit mehreren angrenzenden Flächen nützlich sein, wobei bei neuen Teilen aufgrund einer Glättung der Oberflächen und somit einer geringeren Einbettung größere Auswirkungen als bei wiederverwendeten Teilen erzielt werden.
Eine Konditionierung der Verbindung erfolgt durch ein Anziehen in der ersten Stufe auf ein bestimmtes Drehmoment, Erstes Drehmoment, und ein anschließendes Aufheben der Last, indem die Mutter mit einem spezifizierten Konditionierungswinkel gedreht und anschließend auf ihr Sollmoment oder ihren Sollwinkel festgezogen wird.
Das Sollmoment kann niedriger als das Drehmoment sein, das während der ersten Stufe nach dem Einschrauben erreicht wurde. Damit das Sollmoment niedriger als das erste Drehmoment ist, stellen Sie das Sollmoment (Schraubparameter > Anzugsstufe > Letzte Stufe > Sollmoment) auf einen Wert ein, der unter dem Wert für das erste Drehmoment liegt (Schraubparameter > Anzugsstufe > Erste Stufe > Erstes Drehmoment).
Wenn der Winkel bei einem Verschraubungsprogramm als ein Sollwert verwendet wird, wird der Sollwinkel von der Position am Ende der Lösestufe (Konditionierung) gemessen.
Verhalten von „Drehmoment messen bei“ und „Winkel messen bis“
Die bei der Ergebnisauswertung für „Drehmoment messen bei“ und „Winkel messen bis“ gemessenen Werte für Max. Drehmomentwert und Wert bei Spitzendrehmoment stellen die während der gesamten Verschraubung gemessenen Höchstwerte dar. Wenn das Sollmoment niedriger als das erste Drehmoment eingestellt wird, bedeutet dies, dass der Wert bei der Ergebnisauswertung höher als der Endwert sein wird. Zur Anzeige des Endwerts einer Verschraubung sollten sowohl „Drehmoment messen bei“ als auch „Winkel messen bis“ auf den Wert bei Abschaltung eingestellt werden.
Parameter | Beschreibung | Standardwert |
|---|---|---|
Erstes Drehmoment | Während der ersten Stufe verwendetes Drehmoment. | 80 % des Sollmoments |
Drehzahl 1. Stufe | Werkzeugdrehzahl während der ersten Stufe. | 50% der max. Werkzeugdrehzahl |
Konditionierungsdrehzahl | Werkzeugdrehzahl während der Konditionierungsstufe. | 50% der max. Werkzeugdrehzahl |
Konditionierungswinkel | Drehwinkel der Stecknuss während der Konditionierungsstufe. | 180° |
Feineinstellung der Dreistufen-Strategie
Wenn der Umschaltpunkt erreicht wird und die Konditionierungsstufe beginnt, wird das Werkzeug sofort angehalten und läuft rückwärts, bevor es anschließend mit der Endstufe fortfährt. Diese Konditionierungsstufe muss unter Umständen feineingestellt werden, um bei Handwerkzeugen eine verbesserte Ergonomie bereitzustellen.
ST-Wrench
Der STwrench wird an einen Controller mit Drahtlosverbindung angeschlossen und über die graphische Benutzerschnittstelle des Controllers oder die webbasierte Benutzerschnittstelle konfiguriert.
Die Konfiguration des STwrench erfolgt im Menü „Anziehen“ unter Verwendung des gleichen Verfahrens wie bei den anderen Anzugsstrategien.
Der STwrench verfügt über eine Rapid Backup Unit (RBU). Die RBU definiert die Funktion des Schraubenschlüssels und speichert die Verschraubungsprogramme. Der Controller unterstützt derzeit nur die RBU vom Typ Produktion.
Das Endmontagewerkzeug (Buchse) des STwrench verfügt über ein RFID TAG mit einer programmierbaren Nummer. Anhand dieser Nummer erkennt der Schraubenschlüssel das Werkzeug und die verwendbaren Programme. Außerdem speichert das RFID TAG die Drehmoment- und Winkel-Korrekturkoeffizienten.
Der STwrench verfügt über mehrere Programme, die sowohl zum Anziehen in der Produktion als auch zur Qualitätskontrolle verwendet werden.
Der STwrench unterstützt nur Verschraubungsprogramme, die vom Werkzeug unterstützt werden (Schlüsselproduktion und Schlüsselqualität).
Weiterführende Informationen zum STWrench entnehmen Sie bitte dem STWrench-Benutzerhandbuch (Drucksache Nummer 9836 4134 01).
In diesem Abschnitt
STwrench Startstufen-Parameter
Die in den Tabellen aufgeführten Parameter sind nur verfügbar, wenn eine der STwrench-Strategien verwendet werden. Es gibt verschiedene Strategie-Kombinationen. Einige der Parameter sind nur für bestimmte Strategien verfügbar und daher bei anderen Strategien nicht sichtbar.
Parameterregeln werden automatisch überprüft. Wenn eine Verletzung auftritt, wird der Fehlerindikator  neben den falschen Parametern angezeigt. Wählen Sie die Fehleranzeige aus, um weitere Informationen über den Fehler aufzurufen.
neben den falschen Parametern angezeigt. Wählen Sie die Fehleranzeige aus, um weitere Informationen über den Fehler aufzurufen.
Ein Wechsel zwischen den Strategien kann dazu führen, dass eine Fehleranzeige erscheint. Dies ist der Hinweis darauf, dass die ausgewählte Kombination ungültig ist und korrigiert werden muss.
Weiterführende Informationen zum STWrench entnehmen Sie bitte dem STWrench-Benutzerhandbuch (Drucksache Nummer 9836 4134 01).
Parametername | Bedingung | Beschreibung | Standardwert |
|---|---|---|---|
Kennzeichen-Nummer | Ein: nach Aktivierung des Schalters TAG-Prüfung (Konfigurationen > Werkzeugkonfiguration > TAG-Prüfung > Ein) ist zum Ausführen des Verschraubungsprogramms eine korrekte TAG-Nummer erforderlich. Aus: Die Kennzeichen-Nummer wird nicht überprüft. | Aus | |
Kennzeichen-Nummer erforderlich | Kennzeichen-Nummer = EIN | Die für dieses Anzugsprogramm erforderliche Kennzeichen-Nummer. | 1 |
Rehit-Erkennung | Die Parameter-Optionen: Komplett oder Aus . | Aus | |
Drehmoment-Korrekturkoeffizient | In bestimmten Fällen sind ggf. Erweiterungen erforderlich, die zur Anwendung passen. In diesem Fall muss die Schraubenschlüsselmessung kompensiert werden, damit ein korrekter Wert erscheint. Weiterführende Informationen zur Berechnung des Korrekturkoeffizienten entnehmen Sie bitte dem STWrench-Benutzerhandbuch (Drucksache Nummer 9836 4134 01). Der Parameter wird im RFID-TAG des Endmontagewerkzeugs gespeichert. | 1,0 | |
Winkelkorrektur | In bestimmten Fällen sind ggf. Erweiterungen erforderlich, die zur Anwendung passen. In diesem Fall muss die Schraubenschlüsselmessung kompensiert werden, damit ein korrekter Wert erscheint. Informationen zur Berechnung des Korrekturkoeffizienten finden Sie in der Gebrauchsanweisung zu STwrench. Der Parameter wird im RFID-TAG des Endmontagewerkzeugs gespeichert. | 0° |
STwrench Einschraubstufen-Parameter
Die in den Tabellen aufgeführten Parameter sind nur verfügbar, wenn eine der STwrench-Strategien verwendet werden. Es gibt verschiedene Strategie-Kombinationen. Einige der Parameter sind nur für bestimmte Strategien verfügbar und daher bei anderen Strategien nicht sichtbar.
Parameterregeln werden automatisch überprüft. Wenn eine Verletzung auftritt, wird der Fehlerindikator neben den falschen Parametern angezeigt. Wählen Sie die Fehleranzeige aus, um weitere Informationen über den Fehler aufzurufen.
Ein Wechsel zwischen den Strategien kann dazu führen, dass eine Fehleranzeige erscheint. Dies ist der Hinweis darauf, dass die ausgewählte Kombination ungültig ist und korrigiert werden muss.
Weiterführende Informationen zum STWrench entnehmen Sie bitte dem STWrench-Benutzerhandbuch (Drucksache Nummer 9836 4134 01).
Einschraubstufe beendet ist in der STwrench Dokumentation als Zyklusstart definiert, d. h. wenn die Anzugsstufe beginnt.
Parametername | Beschreibung | Standardwert |
|---|---|---|
Drehmoment beim abgeschlossenen Eindrehen | Definition des Eindrehungs-Abschlusspunkts | Richtet sich nach der Smarthead Mindestlast (in der Regel 5% des Nenn-Drehmoments) in Nm |
Ratschenzeit | 5000 ms |
STwrench Anzugsstufen-Parameter
Die in den Tabellen aufgeführten Parameter sind nur verfügbar, wenn eine der STwrench-Strategien verwendet werden. Es gibt verschiedene Strategie-Kombinationen. Einige der Parameter sind nur für bestimmte Strategien verfügbar und daher bei anderen Strategien nicht sichtbar.
Parameterregeln werden automatisch überprüft. Wenn eine Verletzung auftritt, wird der Fehlerindikator neben den falschen Parametern angezeigt. Wählen Sie die Fehleranzeige aus, um weitere Informationen über den Fehler aufzurufen.
Ein Wechsel zwischen den Strategien kann dazu führen, dass eine Fehleranzeige erscheint. Dies ist der Hinweis darauf, dass die ausgewählte Kombination ungültig ist und korrigiert werden muss.
Weiterführende Informationen zum STWrench entnehmen Sie bitte dem STWrench-Benutzerhandbuch (Drucksache Nummer 9836 4134 01).
Parametername | Bedingung | Beschreibung | Standardwert |
|---|---|---|---|
Sollwert | Wählen Sie aus dem Dropdown-Menü den Sollwert aus. Drehmoment, Winkel, Drehmoment oder Winkel | Drehmoment | |
Solldrehmoment |
| Definiert das Sollmoment für die Anzugsstufe. | 0 Nm |
Sollwinkel | Soll = Winkel | Definiert den Sollwinkel für die Anzugsstufe. | 360° |
Moment-Grenzwerte | Ziel = Soll | Die Auswahl erfolgt durch einen Schalter. Position Automatisch oder Manuell. |
|
Moment untere Toleranz | Drehmomentbegrenzer = Manuell | Drehmoment für das untere Limit | 0 Nm |
Moment obere Toleranz | Drehmomentbegrenzer = Manuell | Drehmoment für das obere Limit | 0 Nm |
Winkel-Grenzwerte | Soll = Winkel | Auswahl aus einem Drop-Down-Menü. Die Parameter-Optionen: Automatisch oder Manuell. Winkelwerte für Max. und Min. können ausgewählt werden | |
Winkel-Grenzwerte | Ziel = Soll | Auswahl aus einem Drop-Down-Menü. Die Parameter-Optionen: Aus: Keine Überwachung der Winkelgrenzen. Von Einschraubstufe beendet: Das Überwachungsfenster wird ab Erreichen von Drehmoment für Einschraubstufe beendet aktiviert. Ab Drehmoment: Das Überwachungsfenster wird ab Erreichen des angegebenen Drehmomentwertes aktiviert. | |
Finales Winkelüberwachungsdrehmoment |
| Drehmomentwert, von dem die Winkel-Limits überwacht werden. | 18,75 Nm |
Einschraubwinkel min. | Winkellimits = ein oder manuell | Unteres Winkelwert-Limit | 324° |
Einschraubwinkel max. | Winkellimits = ein oder manuell | Oberes Winkelwert-Limit | 396° |
Winkelsuchlimit | Winkellimits = manuell | ||
Drehmoment messen bei |
| Auswahl aus einem Drop-Down-Menü. Die Parameter-Optionen: Max. Drehmomentwert Wert bei Spitzenwinkel |
|
NIO final unter Soll |
| Die Auswahl erfolgt durch einen Schalter. Position EIN oder AUS. | Aus |
Änderung Schraublimit |
| 50 Nm |
Parametername | Bedingung | Beschreibung | Standardwert |
|---|---|---|---|
Drehmoment-Kompensationspunkt | Drehmoment-Kompensation = Ein | 0° | |
PCT-Abstand | Drehmoment-Kompensation = Ein | 360° | |
PVT-Intervall | Drehmoment-Kompensation = Ein | 180° | |
Verzögerungsüberwachung | Drehmoment-Kompensation = Ein | 0° | |
Moment untere Toleranz | Drehmoment-Kompensation = Ein | Drehmoment für das untere Limit | 1 Nm |
Moment obere Toleranz | Drehmoment-Kompensation = Ein | Drehmoment für das obere Limit | 20 Nm |
Ausgleichswert | Drehmoment-Kompensation = Ein | Auswahl aus einem Drop-Down-Menü. Die Parameter-Optionen: Mittleres Drehmoment Spitzenmoment |
STwrench Lösen
Die in den Tabellen aufgeführten Parameter sind nur verfügbar, wenn eine der STwrench-Strategien verwendet werden. Es gibt verschiedene Strategie-Kombinationen. Einige der Parameter sind nur für bestimmte Strategien verfügbar und daher bei anderen Strategien nicht sichtbar.
Parameterregeln werden automatisch überprüft. Wenn eine Verletzung auftritt, wird der Fehlerindikator neben den falschen Parametern angezeigt. Wählen Sie die Fehleranzeige aus, um weitere Informationen über den Fehler aufzurufen.
Ein Wechsel zwischen den Strategien kann dazu führen, dass eine Fehleranzeige erscheint. Dies ist der Hinweis darauf, dass die ausgewählte Kombination ungültig ist und korrigiert werden muss.
Weiterführende Informationen zum STWrench entnehmen Sie bitte dem STWrench-Benutzerhandbuch (Drucksache Nummer 9836 4134 01).
Parametername | Bedingung | Beschreibung | Standardwert |
|---|---|---|---|
Lösen-Grenze | Wenn dieser Parameter auf einen Wert größer als 0 eingestellt ist, prüft Power Focus, ob bei der Verschraubung ein negatives Drehmoment angelegt wird, das diesen Wert überschreitet. Ist dies der Fall, wird der Gesamtstatus der Verschraubung als Nicht OK markiert. Diese Funktion wird gestartet, wenn der Schlüssel den Zyklusstart erreicht (vor Beginn der Verschraubung ist ein Lösen zulässig und produziert keine Ergebnisse). Diese Funktion wird verwendet, um ein unerwünschtes Lösen am Ende einer Verschraubung zu erkennen (wenn z.B. der Schlüssel von der Verbindung abgezogen wird). | 0 Nm |
STwrench Stoppstufen-Parameter
Die in den Tabellen aufgeführten Parameter sind nur verfügbar, wenn eine der STwrench-Strategien verwendet werden. Es gibt verschiedene Strategie-Kombinationen. Einige der Parameter sind nur für bestimmte Strategien verfügbar und daher bei anderen Strategien nicht sichtbar.
Parameterregeln werden automatisch überprüft. Wenn eine Verletzung auftritt, wird der Fehlerindikator neben den falschen Parametern angezeigt. Wählen Sie die Fehleranzeige aus, um weitere Informationen über den Fehler aufzurufen.
Ein Wechsel zwischen den Strategien kann dazu führen, dass eine Fehleranzeige erscheint. Dies ist der Hinweis darauf, dass die ausgewählte Kombination ungültig ist und korrigiert werden muss.
Weiterführende Informationen zum STWrench entnehmen Sie bitte dem STWrench-Benutzerhandbuch (Drucksache Nummer 9836 4134 01).
Parametername | Bedingung | Beschreibung | Standardwert |
|---|---|---|---|
Endzykluszeit | Wird angewendet, wenn das Drehmoment unter den Zyklusstart fällt und den dritten Prozentwert erreicht, der auf den STwrench-LEDs eingestellt ist. | 100 ms |
Impulswerkzeugstrategien
Diese Strategie kann ausgewählt werden, wenn das Verschraubungsprogramm von der Softwareversion der Steuerung unterstützt wird. Impulsschrauber können im Vergleich zu Werkzeugen mit normaler Drehung ein höheres Drehmoment erreichen.
In diesem Abschnitt
Impulsverschraubungsprogramm
Start
Während der Startstufe wird das Werkzeug in einem Drehzahlmodus ohne Impuls gedreht.
Parametername | Beschreibung |
|---|---|
Softstart | Ermöglicht die Einstellung von Drehzahl, Winkel und maximalem Drehmoment des Werkzeugs, um das Aufsetzen der Schraube auf das Gewinde zu erleichtern. Die Auswahl erfolgt über Optionsfelder. Aus: Softstart ist ausgeschaltet. Ein: Softstart ist eingeschaltet. |
Geschwindigkeit | Bestimmt die während des Softstarts verwendete Drehzahl. |
Zeit | Legt die Dauer des Softstarts fest. |
Winkel | Bestimmt den Sollwinkel der Spindel, um die Schraube in das Gewinde zu bringen. |
Moment obere Toleranz | Bestimmt die während des Softstarts verwendete obere Drehmomentgrenze. Wenn der für max. Drehzahl eingestellte Wert überschritten wird, wird die Verschraubung als n.i.O. betrachtet. |
Rehit-Erkennung | Frühzeitig: Stoppt sofort die Verschraubung, wenn eine bereits fest gezogene Schraube (oder ein Bolzen) entdeckt wird. Die Verschraubung wird als NIO angesehen. Dies erfordert, dass der Softstart aktiviert ist. Vollständig: Auch wenn eine schon angezogene Schraube erkannt wird, wird die Verschraubung erst dann beendet, nachdem alle Schraubstufen abgeschlossen wurden. Die Verschraubung wird als NIO angesehen. Für eine Zweitversuchserkennung, wenn der Softstart nicht aktiviert ist, müssen Sie die Option Rehit-Erkennungsfunktion Vollständig auswählen. Bei einer vollständigen Rehit-Erkennung wird der Schraubvorgang erst beendet, wenn alle Schraubstufen durchlaufen wurden. Die Verschraubung wird als ein Zweitversuch (Rehit) angesehen, wenn die Drehzahl nicht die Hälfte der Einschraubdrehzahl erreicht. Dann wird ein Zweitversuchsfehler angezeigt. Aus: Es wird keine Zweitversuchserkennung ausgeführt. Kombi-Softstart = Aus und Rehit = Früh nicht zugelassen. |
Positiv | Mit dem TrueAngle-Ausgleich kann die Werkzeugdrehung festgestellt und ein Winkelausgleich innerhalb der festgelegten Grenzen vorgenommen werden. |
Negativ | Mit dem TrueAngle-Ausgleich kann die Werkzeugdrehung festgestellt und ein Winkelausgleich innerhalb der festgelegten Grenzen vorgenommen werden. |
Befestigungs-Tuning verwenden | Die Aufsatzeinstellung wird über Optionsfelder ausgewählt. |
Getriebeübersetzung | Drehzahl der Stecknuss = Werkzeugdrehzahl / Übersetzungsverhältnis |
Effizienz-Tuning | Ein Wert von 0,9 entspricht beispielsweise einem Effizienzverlust von 10 %. |
Eindrehen
Während der Einschraubphase kann das Werkzeug im Drehzahlmodus mit konstanter Motordrehzahl oder im Impulsmodus laufen. Die Auswahl erfolgt abhängig vom vorliegenden Drehmoment und den in der Konfiguration festgelegten Drehmomentgrenzen.
Parametername | Beschreibung |
|---|---|
Hohe Einschraubdrehzahl | Um Zeit zu sparen, kann die Einschraubstufe mit hoher Drehzahl ausgeführt werden, ohne dass es dabei zu einem Nachlauf kommt. Hierzu wird das Werkzeug für eine spezifische Winkellänge mit höherer Drehzahl laufen gelassen. Wenn der entsprechende Winkel erreicht wird, wird die Drehzahl auf den mit dem Parameter Einschraubdrehzahl spezifizierten Wert reduziert. Steht nur für SRB-Werkzeuge zur Verfügung. Länge: Standardeinstellung 3600°, max. 99999° Geschwindigkeit: Die max. Werkzeugdrehzahl muss über der Einschraubdrehzahl (U/Min) liegen. |
Einschraubdrehzahl | Für die Einschraubdrehzahl kann entweder Max. oder Manuell eingestellt werden. Wenn die Einschraubdrehzahl auf Manuell eingestellt ist, geben Sie die Werkzeugdrehzahl in U/Min ein. |
Winkel-Toleranzen Einschraubstufe | Aus: „Einschraub-Winkelgrenzwerte“ ist ausgeschaltet. Ab Start: „Einschraub-Winkelgrenzwerte“ ist eingeschaltet. Das System beginnt mit der Überwachung des Verschraubungswinkels, sobald der Startknopf am Werkzeug gedrückt wird, und meldet jegliche Überschreitungen der Winkelgrenzwerte. Ab Drehmoment: „Einschraub-Winkelgrenzwerte“ ist eingeschaltet. Das System beginnt mit der Überwachung des Verschraubungswinkels ab dem festgelegten Drehmomentwert und meldet jegliche Überschreitungen der Winkelgrenzwerte. |
Winkelüberwachungsdrehmoment beim Eindrehen | Drehmomentwert, ab dem Einschraub-Winkelgrenzwerte festgelegt sind. |
Einschraubwinkel min. | Winkelwert für untere Drehwinkelgrenze ab Startpunkt. |
Einschraubwinkel max. | Winkelwert für obere Drehwinkelgrenze ab Startpunkt. |
Min-Zeit | Mindestzeit für diesen Schritt. |
Max-Zeit | Maximalzeit für diesen Schritt. |
Grenzwerte Einschraubpulse | Auswahl über ein Kontextmenü: Aus: Die Funktion Grenzwerte für Einschraubimpulse ist deaktiviert. Ab Start: Die Funktion Grenzwerte für Einschraubimpulse ist Ein. Das System beginnt mit der Überwachung der Impulse, sobald der Startschalter am Werkzeug gedrückt wird. Alle Überschreitungen der Impulsgrenzwerte werden gemeldet. Ab Drehmoment: Die Funktion Grenzwerte für Einschraubimpulse ist Ein. Das System beginnt mit der Überwachung der Impulse ab dem vorgegebenen Drehmomentwert. Alle Überschreitungen der Impulsgrenzwerte werden gemeldet. |
Pulsüberwachungsdrehmoment beim Eindrehen | Drehmomentwert, ab dem eine Überwachung der Grenzwerte Einschraubpulse beginnt. Die Einstellung für diesen Wert muss über dem Wert für Kontinuierliches maximales Drehmoment liegen. |
Pulse min | Mindestzahl von Impulsen zum Erreichen des Werts für Drehmoment Einschraubphase beendet. |
Pulse max | Höchstzahl von Impulsen zum Erreichen des Werts für Drehmoment Einschraubphase beendet. |
Drehmoment beim abgeschlossenen Eindrehen | Bestimmt den Drehmomentwert für erreichten Fügepunkt und abgeschlossene Einschraubphase. Das Programm setzt die Verschraubung fort und startet den Impulsmodus, wenn dies nicht schon während der Einschraubphase der Fall war. |
Festziehen
Parametername | Beschreibung |
|---|---|
Sollmoment | Finales Sollmoment für die Verschraubung. |
Pulsenergie | Die Pulsenergie, die im Aktionsimpuls bereitgestellt wird, angegeben als Prozentwert der maximalen Energie, die das Werkzeug bei jedem Impuls bereitstellen kann. |
Tuning-Faktor Reaktionskraft | Die vom Werkzeug gelieferte Energie – als Prozentwert angegeben. Der Tuning-Faktor Reaktionskraft basiert auf der Aktionsenergie und sorgt für ein komfortables Ansprechverhalten. |
Korrelationsfaktor Restmoment | Der Korrelationsfaktor Restmoment ist mit einer Kalibrierung vergleichbar und ist eine Anpassung zwischen dem dynamischen Drehmoment, das im Elektrowerkzeug gemessen wird, und dem von einem Steuerungswerkzeug gemessenen Restmoment. |
Moment-Grenzwerte | Die Auswahl der Grenzwerte kann Automatisch oder Manuell erfolgen.. |
Moment untere Toleranz | Mindestdrehmoment für die Stufe |
Moment obere Toleranz | Höchstdrehmoment für die Stufe |
Winkel-Grenzwerte | Aus: Winkelgrenzwerte ist ausgeschaltet. Von Einschraubphase beendet: Winkelgrenzwerte ist auf Ein gestellt. Das System beginnt mit der Überwachung des Schraubwinkels, sobald der Zustand Einschraubphase beendet erreicht wird. Alle Überschreitungen von Winkelgrenzwerten werden gemeldet. Ab Drehmoment: Einschraub-Winkelgrenzwerte ist Ein. Das System beginnt mit der Überwachung des Verschraubungswinkels ab dem festgelegten Drehmomentwert und meldet jegliche Überschreitungen der Winkelgrenzwerte. |
Winkelüberwachungsdrehmoment beim Eindrehen | Drehmomentwert, ab dem eine Überwachung der Einschraub-Winkelgrenzwerte beginnt. |
Einschraubwinkel min. | Winkelwert für untere Drehwinkelgrenze ab Startpunkt. |
Einschraubwinkel max. | Winkelwert für obere Drehwinkelgrenze ab Startpunkt. |
Min-Zeit | Mindestzeit für diesen Schritt. |
Max-Zeit | Maximalzeit für diesen Schritt. |
Pulsbegrenzungen | Aus: Keine Überwachung von Pulsbegrenzungen. Von Einschraubstufe beendet: Die Überwachung beginnt beim Erreichen des Werts für Drehmoment Einschraubphase beendet. Ab Drehmoment: Die Überwachung beginnt beim Erreichen des spezifischen Drehmomentwerts. |
Finales Pulsüberwachungsdrehmoment | Drehmomentwert, ab dem die Pulsbegrenzungen überwacht werden. |
Pulse min | Mindestzahl von Impulsen zum Erreichen des finalen Sollwerts |
Pulse max | Höchstzahl von Impulsen zum Erreichen des finalen Sollwerts |
Erkennungszeit vorzeitiger Drehmomentverlust | Beim Wechsel von der Einschraubstufe zur Anzugsstufe wird ein konstanter Anstieg des Drehmoments angenommen. Eine abrutschende Stecknuss oder ein abgebrochener Schraubenkopf können das Drehmoment reduzieren. Dies kann im Überwachungsfenster angezeigt werden. |
Impulsverschraubung unter Verwendung von Elektrowerkzeugen mit Direktantrieb
Das nachstehende Prinzip gilt für Elektrowerkzeuge mit Direktantrieb. wie beispielsweise die Atlas Copco SRB-Werkzeugserie.
Bei der Impulsverschraubung wird der Strom im Motor gepulst. Dieses Verfahren umfasst zwei wesentliche Merkmale:
Einen Aktionsstrom, der ein positives Drehmoment in Schraubrichtung hinzufügt
Einen Reaktionsstrom, der durch Anlegen eines Umkehrdrehmoments eine Reaktion mit erhöhtem Bedienkomfort erzeugt
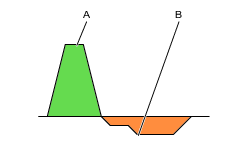
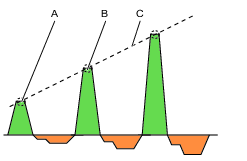
A | Aktionsimpuls zum Anlegen einer Anziehkraft |
B | Reaktionsimpuls für erhöhten Bedienkomfort |
In der Abbildung wird das allgemeine Prinzip einer Stromimpuls-Schraubstrategie veranschaulicht. Je nach Werkzeugtyp und dem Schraubalgorithmus sieht die Kurve anders aus.
Wie in der Abbildung dargestellt, besteht die Impulsperiode aus zwei Phasen – einem Aktionsstrom und einem Reaktionsstrom. Jeder Aktionsimpuls fügt der Verschraubung mehr Drehmoment hinzu, bis das finale Sollmoment erreicht wurde. Jeder Reaktionsimpuls erzeugt eine Gegenkraft, die den Bedienkomfort erhöht.
Bei der Energiehöhe der Aktionsphase und der Reaktionsphase handelt es sich um konfigurierbare Parameter. Die Kombination dieser beiden Parameter sorgt für einen effizienten Verschraubungsvorgang bei gleichzeitigem Bedienkomfort.
Verschraubung mit dem TensorPulse-Programm
Das nachstehende Prinzip gilt für Elektrowerkzeuge mit Direktantrieb wie beispielsweise die Atlas Copco SRB-Werkzeugserie.
Nach jeder Impulsperiode wird das an der Schraube angelegte Drehmoment erhöht. Nach mehreren Impulsen wird das finale Sollmoment erreicht.
A | Maximale positive Energie im Impuls N |
B | Maximale positive Energie im Impuls N+1 |
C | Anstieg der Energie (Drehmoment) |
Bei der Energiehöhe der Aktionsphase und der Reaktionsphase handelt es sich um vom Benutzer konfigurierbare Parameter. Die Kombination dieser beiden Parameter sorgt für einen effizienten Verschraubungsvorgang bei gleichzeitigem Bedienkomfort. Die während der beiden Phasen vorliegende Energiehöhe kann als Prozentwert der maximalen Energie, die während jeder Periode geliefert werden kann, festgelegt werden:
Pulsenergie; die Energiehöhe, die für jeden positiven Impuls als Prozentwert der maximalen Energie, die während der Impulsperiode geliefert werden kann, verwendet wird. Dieser Wert liegt zwischen 10 und 100 %.
Retentionsfaktor Reaktionskraft; die Energiehöhe, die für jeden Reaktionsimpuls als Prozentwert der maximalen Energie, die während der Impulsperiode geliefert werden kann, verwendet wird. Dieser Wert liegt zwischen 0 und 75%.
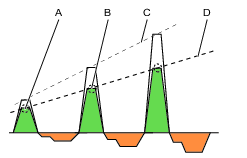
A | Reduzierte positive Energie im Impuls N |
B | Reduzierte positive Energie im Impuls N+1 |
C | Resultierende Kurve für den Drehmomentaufbau unter Verwendung der maximalen Pulsenergie. |
D | Resultierende Kurve für den Drehmomentaufbau unter Verwendung der reduzierten Pulsenergie. |
Bei einer kleinen Pulsenergie (reduzierten Energie) ist mehr Impuls bis zum Erreichen des Sollmoments erforderlich, da das Drehmoment in kleinen Schritten erhöht wird. Durch kleinere Schritte wird eine höhere Genauigkeit zum Abschluss der Verschraubung bei erreichtem Sollwert erhalten. Kleinere Impulse führen zu einer geringeren Werkzeugbewegung und zu einem höheren Bedienkomfort.
Bei korrekter Einstellung wird der Retentionsfaktor Reaktionskraft den gewünschten Bedienkomfort sicherstellen. Wenn der Faktor zu hoch eingestellt ist, wird der Bediener eine Drehung des Werkzeugs im Uhrzeigersinn wahrnehmen. Wenn der Faktor zu niedrig eingestellt ist, wird der Bediener eine Drehung des Werkzeugs gegen den Uhrzeigersinn wahrnehmen.
Bei einer idealen Konfiguration erzeugt die Reaktionsenergie keine Lösekraft. Wenn die Anzahl der Impulse zum Erreichen des Sollmoments ansteigt, ist der Wert zu hoch eingestellt, und bei jedem Impuls wird eine geringe Lösekraft angelegt.
Die Werte für Pulsenergie und Retentionsfaktor Reaktionskraft müssen optimal eingestellt werden, um eine optimale Werkzeugleistung und höchsten Bedienkomfort sicherzustellen.
Verschraubungsprogramm mit Impuls-Einzelschritten
Eindrehen
Parametername | Bedingung | Beschreibung | Standardwert |
|---|---|---|---|
Einschraubdrehzahl | Die Auswahl erfolgt über Optionsfelder. Für die Einschraubdrehzahl kann entweder Max. oder Manuell ausgewählt werden. | Max | |
Einschraubdrehzahl | Einschraubdrehzahl = manuell | Legt die Drehzahl des Werkzeugs während der Einschraubphase fest. | |
Zeitlimits für Einschraubphase | Auswahl über ein Kontextmenü: Aus: Zeitlimits für Einschraubphase ist ausgeschaltet. Ab Start: Zeitlimits für Einschraubphase ist Ein. Das System beginnt mit der Überwachung der Zeit, sobald der Startknopf am Werkzeug gedrückt wird. Alle Überschreitungen der Zeitlimits werden gemeldet. Ab Drehmoment: Zeitlimits für Einschraubphase ist Ein. Das System beginnt mit der Überwachung der Zeit ab dem vorgegebenen Drehmomentwert. Alle Überschreitungen der Zeitlimits werden gemeldet. | Aus | |
Zeitüberwachungsdrehmoment beim Eindrehen | Zeitlimits für Einschraubphase = ab Drehmoment | Drehmomentwert, ab dem eine Überwachung der Zeitlimits für Einschraubphase beginnt. | |
Min-Zeit | Zeitlimits für Einschraubphase = Ein | Die für die Einschraubphase zugelassene Mindestdauer | 10 ms |
Max-Zeit | Zeitlimits für Einschraubphase = Ein | Die für die Einschraubphase zugelassene Höchstdauer | 5000ms |
Grenzwerte Einschraubpulse | Auswahl über ein Kontextmenü: Aus: Grenzwerte Einschraubpulse ist deaktiviert. Ab Start: Die Funktion Grenzwerte für Einschraubimpulse ist Ein. Das System beginnt mit der Überwachung der Impulse, sobald der Startschalter am Werkzeug gedrückt wird. Alle Überschreitungen der Impulsgrenzwerte werden gemeldet. Ab Drehmoment: Die Funktion Grenzwerte für Einschraubimpulse ist Ein. Das System beginnt mit der Überwachung der Impulse ab dem vorgegebenen Drehmomentwert. Alle Überschreitungen der Impulsgrenzwerte werden gemeldet. | Aus | |
Pulsüberwachungsdrehmoment beim Eindrehen | Grenzwerte Einschraubpulse = ab Drehmoment | Drehmomentwert, ab dem eine Überwachung der Grenzwerte Einschraubpulse beginnt. | 2,5Nm |
Pulse min | Grenzwerte Einschraubpulse = Ein | Mindestzahl von Impulsen zum Erreichen des Sollwerts | 2 |
Pulse max | Grenzwerte Einschraubpulse = Ein | Höchstzahl von Impulsen zum Erreichen des Sollwerts | 50 |
Drehmoment beim abgeschlossenen Eindrehen |
| Bestimmt den Drehmomentwert für erreichten Fügepunkt und abgeschlossene Einschraubphase. | 5Nm |
Verschraubung
Parametername | Bedingung | Beschreibung | Standardwert |
|---|---|---|---|
Sollmoment | Finales Sollmoment für die Verschraubung. | ||
Pulsenergie | Die Pulsenergie, die im Aktionsimpuls bereitgestellt wird – als Prozentwert der maximalen Energie, die das Werkzeug bei jedem Impuls bereitstellen kann, angegeben. | ||
Korrelationsfaktor Restmoment | Der Korrelationsfaktor Restmoment ist mit einer Kalibrierung vergleichbar und ist eine Anpassung zwischen dem dynamischen Drehmoment, das im Elektrowerkzeug gemessen wird, und dem von einem Steuerungswerkzeug gemessenen Restmoment. | 100% | |
Moment-Grenzwerte | Die Auswahl erfolgt über Optionsfelder. Die Auswahl der Grenzwerte kann Automatisch oder Manuell erfolgen. | ||
Moment untere Toleranz | Drehmomentbegrenzer = manuell | Mindestdrehmoment für die Stufe | |
Moment obere Toleranz | Drehmomentbegrenzer = manuell | Höchstdrehmoment für die Stufe | |
Zeitbegrenzungen | Auswahl über ein Kontextmenü: Aus: Zeitbegrenzungen ist ausgeschaltet. Von Einschraubstufe beendet: Zeitbegrenzungen ist auf Ein gestellt. Das System beginnt mit der Zeitüberwachung, sobald der Zustand Einschraubstufe beendet erreicht wird. Alle Überschreitungen der Zeitbegrenzungen werden gemeldet. Ab Drehmoment: Zeitbegrenzungen ist auf Ein gestellt. Das System beginnt mit der Überwachung der Zeit ab dem vorgegebenen Drehmomentwert. Alle Überschreitungen der Zeitlimits werden gemeldet. | Aus | |
Zeitüberwachungsdrehmoment | Zeitbegrenzungen = ab Drehmoment | Drehmomentwert, ab dem eine Überwachung der Zeitbegrenzungen beginnt. | |
Min-Zeit | Zeitbegrenzungen = Ein | Die für die Verschraubung zugelassene Mindestdauer | 10 ms |
Max-Zeit | Zeitbegrenzungen = Ein | Die für die Verschraubung zugelassene Höchstdauer | 1000ms |
Pulsbegrenzungen | Auswahl über ein Kontextmenü: Aus: Keine Überwachung von Pulsbegrenzungen. Von Einschraubstufe beendet: Die Überwachung beginnt beim Erreichen des Werts für Drehmoment Einschraubphase beendet. Alle Überschreitungen der für die Pulszahl festgelegten Grenze werden gemeldet. Ab Drehmoment: Die Überwachung beginnt beim Erreichen des spezifischen Drehmomentwerts. Alle Überschreitungen der für die Pulszahl festgelegten Grenze werden gemeldet. | Aus | |
Finales Pulsüberwachungsdrehmoment | Pulsbegrenzungen = ab Drehmoment | Drehmomentwert, ab dem die Pulsbegrenzungen überwacht werden. | |
Pulse min | Pulsbegrenzungen = ein | Mindestzahl von Impulsen zum Erreichen des finalen Sollwerts | 2 |
Pulse max | Pulsbegrenzungen = ein | Höchstzahl von Impulsen zum Erreichen des finalen Sollwerts | 50 |
Erkennungszeit vorzeitiger Drehmomentverlust | Beim Wechsel von der Einschraubstufe zur Anzugsstufe wird ein konstanter Anstieg des Drehmoments angenommen. Eine abrutschende Stecknuss oder ein abgebrochener Schraubenkopf können das Drehmoment reduzieren. Dies kann im Überwachungsfenster angezeigt werden. | 200 ms |
Drehen
Bei der Strategie Drehen handelt es sich hauptsächlich um eine Strategie für Test- und Demozwecke. Wenn das Werkzeug frei drehen kann, dreht es die Stecknuss im spezifizierten Winkel, wobei ein möglichst niedriges Drehmoment verwendet wird.
Parameter | Beschreibung | Standardwert |
|---|---|---|
Solldrehzahl | Solldrehzahl für die Strategie Drehen. |
|
<Target speed> | Manuelle Werkzeugdrehzahl während der Strategie Drehen. | 16,5 % der max. Werkzeugdrehzahl |
Sollwinkel | Spindel-Drehwinkel. | 360° |
Externes Ergebnis
„Externes Ergebnis“ ist eine Strategie, bei der ein externes digitales Signal angibt, dass eine Verschraubung IO ist (also nicht durch gemessene Drehmoment- oder Winkelwerte).
Beim Versand des Signals zeigt die Ergebnisansicht den Wert des Zielparameters, der im Verschraubungsprogramm bereitgestellt wird (angegebener Drehmomentwert, Winkelwert oder Textfolge). Diese (Drehmoment- und Winkel-)Werte stellen nicht die tatsächlich gemessenen Werte dar, sondern sind nur eingefügter Text.
Parameter | Beschreibung | Standardwert |
|---|---|---|
Drehmoment <Sollmoment> | Numerischer Wert für den erwünschten angezeigten Sollmomentwert | 0,00 |
Winkel <Sollwinkel> | Numerischer Wert für den erwünschten angezeigten Sollwinkelwert | 360° |
Text | Alphanumerische Zeichenfolge für den gewünschten Anzeigetext. |
|
In diesem Abschnitt
Ausführen der Externes Ergebnis-Verschraubungsstrategie mit angeschlossenem Werkzeug
Wählen Sie im Startbildschirm die Registerkarte Verschraubung. Erstellen Sie dann ein Verschraubungsprogramm mit der Strategie Externes Ergebnis.
Kehren Sie zum Startbildschirm zurück und wählen Sie die Registerkarte Virtuelle Station.
Im Fenster Lizenzen erfordert die Funktion Externes Ergebnis-Verschraubungsstrategie mit angeschlossenem Werkzeug eine Lizenz, die einer Virtuellen Station zugewiesen ist und von dieser genutzt wird.
Wählen Sie im Fenster Werkzeug das entsprechende Werkzeug aus. Rufen sie dann die Werkzeugkonfiguration auf.
Wählen Sie im Fenster Aufgabe das Verschraubungsprogramm mit der Strategie Externes Ergebnis aus.
Senden Sie das Signal EXTERNAL_OK an die Virtuelle Station.
Wählen Sie die Schaltfläche Zum Ergebnis, um die Ergebnisse anzuzeigen.
Die Ergebnisse werden von der Werkzeugkonfiguration für das an die Virtuelle Station angeschlossene Werkzeug übertragen.
Relevante Informationen
Ausführen der Externes Ergebnis-Verschraubungsstrategie ohne angeschlossenes Werkzeug
Wählen Sie im Startbildschirm die Registerkarte Verschraubung. Erstellen Sie dann ein Verschraubungsprogramm mit der Strategie Externes Ergebnis.
Kehren Sie zum Startbildschirm zurück und wählen Sie die Registerkarte Einstellungen. Wählen Sie dann Externes Werkzeug aus.
Wählen Sie das Plus-Symbol oben rechts im Bildschirm aus, um ein externes Werkzeug anzulegen.
Sie können bis zu 10 externe Werkzeugkonfigurationen einrichten.
Geben Sie im Fenster Externes Werkzeug das Modell, die Seriennummer und die Beschreibung für das externe Werkzeug ein.
Das Textfeld Seriennummer ist ein Pflichtfeld.
Die Seriennummer, beispielsweise die Seriennummer des Herstellers, kann als Kennung für das entsprechende Werkzeug verwendet werden. Die maximal zulässige Anzahl von Zeichen im Textfeld Seriennummer beträgt 32.Setzen Sie den Schalter oben rechts im Fenster Externes Werkzeug auf Ein. Kehren Sie dann zum Startbildschirm zurück und wählen Sie die Registerkarte Werkzeug. Das neu hinzugefügte externe Werkzeug wird in der Liste der verfügbaren Werkzeuge angezeigt.
Kehren Sie zum Startbildschirm zurück und wählen Sie die Registerkarte Virtuelle Station.
Im Fenster Lizenzen erfordert die Funktion Externes Ergebnis-Verschraubungsstrategie ohne angeschlossenes Werkzeug eine Lizenz, die einer Virtuellen Station zugewiesen ist und von dieser genutzt wird.
Wählen Sie im Fenster Werkzeug das entsprechende externe Werkzeug aus. Rufen sie dann die Werkzeugkonfiguration auf.
Wählen Sie im Fenster Aufgabe das Verschraubungsprogramm mit der Strategie Externes Ergebnis aus.
Senden Sie das Signal EXTERNAL_OK an die Virtuelle Station.
Wählen Sie die Schaltfläche Zum Ergebnis, um die Ergebnisse (Seriennummern) anzuzeigen.
Die Seriennummern werden von der Externes Werkzeug-Konfiguration für das an die Virtuelle Station angeschlossene Werkzeug übertragen.
Relevante Informationen
Validierung von Verschraubungsprogramm und Fehlermeldungen
Das Verschraubungsprogramm wird automatisch mit den Parameterregeln und Werkzeugeigenschaften validiert, sobald neue Werte eingegeben oder Änderungen vorgenommen werden. Werden bei der Validierung Fehler erkannt, werden sie mit einer Fehlerbeschreibung gemeldet.
In diesem Abschnitt
Validierungsfehler-Protokollierung
Wenn bei der Validierung ein Fehler festgestellt wird, wird dieser mit einem Symbol neben dem/den Parameter(n), der/die den Fehler verursachte(n), angezeigt. Wenn Sie auf das Symbol drücken, wird eine kurze Beschreibung des Fehlers angezeigt.
Beispiel (Siehe Abbildung):
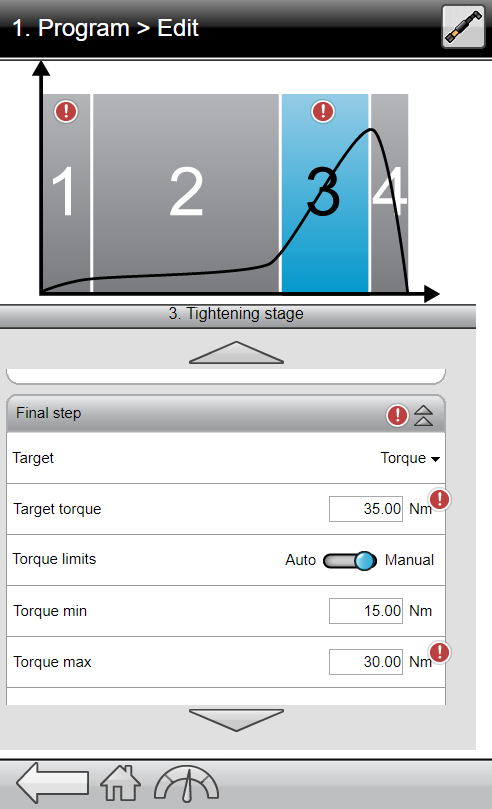
Das Sollmoment ist auf 25 Nm eingestellt und die Enddrehmoment-Grenzwerte sind wie folgt festgelegt: Moment untere Toleranz 23,75 Nm und Moment obere Toleranz 24,5 Nm (dieser Wert wird vom Popup-Fenster in der Abbildung verdeckt).
Wenn Sie auf das Validierungsfehler-Symbol neben dem Parameter Moment obere Toleranz drücken, wird eine kurze Beschreibung des Fehlers bereitgestellt, bei der darauf hingewiesen wird, dass das Sollmoment größer als der Wert für Moment obere Toleranz ist (Moment obere Toleranz <= Sollmoment).
Zur Behebung dieses Fehlers müssen Sie den Wert für Moment obere Toleranz so einstellen, dass dieser über dem Sollmoment liegt. Das Fehlersymbol wird anschließend ausgeblendet.
Validierung eines Werkzeugs mit einem Verschraubungsprogramm
Wählen Sie im Verschraubungsmenü die Verschraubungsprogramm-Bibliothek oder die Multistep-Programm-Bibliothek aus. Wählen Sie bei Bedarf ein spezifisches Programm aus der Liste aus. Bitte beachten: Eine Validierung kann sowohl für die gesamte Programmliste als auch für einzelne Programme ausgeführt werden.
Wählen Sie das Werkzeugsymbol
 in der oberen rechten Ecke.
in der oberen rechten Ecke.Wählen Sie im Popupfenster das zur Validierung des Verschraubungsprogramms zu verwendende Werkzeug aus und klicken Sie auf Validieren.
Wenn ein Verschraubungsprogramm mit dem ausgewählten Werkzeug nicht kompatibel ist, wird dies durch einen roten Kreis und ein Ausrufezeichen angegeben.
Kompatibilitätstabelle Verschraubungsprogramm-Werkzeug
Die Verfügbarkeit von Verschraubungsstrategien hängt von den auf dem Controller installierten Lizenzen ab.
Schraubstrategien | ES | ST | STR | SR | SB+ | ETT | SL (Niederspannung) | QST | STB | SRB 2,0 ETP-SRB31-20 | SRB 2,1 ETP-SRB31-25 | SRB-HA | TBP / TBP-S | STW | Externes Werkzeug |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Zweistufig | X | X | X | X | X | X | X | X | X | X | - | X | - | - | - |
Quickstep | X | X | X | X | X | X | X | X | X | X | X | X | - | - | - |
Dreistufig | X | X | X | X | X | X | X | X | X | X | - | X | - | - | - |
Turbo Tight | X | - | X | X* | - | X | - | - | - | X | X | - | - | - | - |
Drehen | X | X | X | X | X | X | X | X | X | X | - | X | - | - | - |
Externes Ergebnis | X | X | X | X | X | X | X | X | X | X | X | X | X | - | X |
Tensorimpuls | - | - | - | - | - | - | - | - | - | X | X | - | - | - | - |
Impuls - Einzelschritt | - | - | - | - | - | - | - | - | - | - | - | - | X | - | - |
Drehmomentschlüssel – Produktion | - | - | - | - | - | - | - | - | - | - | - | - | - | X | - |
Drehmomentschlüssel – Qualität | - | - | - | - | - | - | - | - | - | - | - | - | - | X | - |
* Nur für SR31 verfügbar
Festzieheigenschaften | ES | ST | STR | SR | SB+ | ETT | SL (Niederspannung) | QST | STB | SRB 2,0 ETP-SRB31-20 | SRB 2,1 ETP-SRB31-25 | TBP / TBP-S | STW | Externes Werkzeug |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Istwinkel | - | - | X | - | - | X | - | - | - | - | - | - | - | - |
Multistep-Programme
Controller-Funktionen wie beispielsweise die Verschraubungsstrategien mit niedrigen Reaktionskräften, und den gesamten Controller betreffende Funktionen, erfordern Lizenzen, die durch das FMS (Functionality Management System) verteilt werden. Während die Konfiguration von Funktionen ohne spezielle Lizenzen möglich ist, ist für die Zuweisung und Nutzung dieser Funktionen die Installation der korrekten Lizenz auf dem Controller erforderlich. Nähere Informationen dazu entnehmen Sie bitte dem Abschnitt Lizenzen (FMS).
Bei der Multistep-Verschraubung handelt es sich um eine in mehreren Stufen ausgeführte Verschraubung. Die Anzahl und Art der Stufen hängen von der jeweils auszuführenden Verschraubung ab. Ein Multistep-Verschraubungsprogramm ist hoch konfigurierbar und umfasst unter anderem auch Überwachungsfunktionen und Beschränkungen.
Die Multistep-Verschraubungsstrategie ist für STB-Werkzeuge nicht implementiert.
Produktgrundlagen-Tutorials
https://www.youtube.com/watch?v=x1PbTNkwzuE
In diesem Abschnitt
Multistep-Grafikschnittstelle
Während Multistep-Verschraubungsprogramme über den Controller-Bildschirm ausgewählt werden können, können Bearbeitungs-Programme nur in der Web-Benutzeroberfläche ausgeführt werden.
Die Schnittstelle für Multistep-Programme kann in drei Hauptbereiche aufgeteilt werden.
Oben befindet sich ein Dropdown-Menü, welches die Eigenschaften des Multistep-Verschraubungsprogramms enthält. Hier können allgemeine Eigenschaften wie der Programmname, allgemeine Programmüberwachung und Validierung festgelegt werden.
Rechts befinden sich drei Registerkarten, welche die Stufen, Überwachungen und Beschränkungen enthalten, welche zur Erstellung eines Multistep-Programms verwendet werden können. Um eines der Elemente zu verwenden, klicken Sie auf die jeweilige Registerkarte und ziehen Sie das Element aus der Liste in den Verschraubungsbereich. Legen Sie das Element – je nach seiner Funktion – zwischen dem Start und dem Ende eines Programms (für Stufen) oder über einer Stufe (für Überwachungen und Beschränkungen) ab.
Der Hauptbereich der Schnittstelle besteht aus dem Verschraubungsbereich. Dies ist der Bereich, der alle Stufen des Verschraubungsprogramms beinhaltet.
In der linken unteren Ecke des Bildschirms befinden sich die Zoomtasten (+ und -) sowie die Löschtaste. Verwenden Sie die Zoomtasten, um im Verschraubungsbereich hinein oder hinaus zu zoomen.
Verschraubungsschritte
Die Verfügbarkeit von Verschraubungsschritten,Überwachungen und Einschränkungen hängt von der spezifischen, auf dem Controller installierten Lizenz ab.
Allgemeine Parameter
Die folgenden Stufenparameter sind bei vielen Stufentypen gleich. Die Parameter werden im Fenster Stufeneigenschaften festgelegt, dass bei der Auswahl einer Stufe im Verschraubungsprogramm erscheint.
Parameter | Beschreibung |
|---|---|
Bezeichnung | Name der Stufe. |
Drehrichtung | Jede Verschraubungsstufe kann entweder vorwärts (zum Verschrauben) oder rückwärts (zum Lösen der Schraube) ausgeführt werden. Die Pfeile geben die Richtung an. Viele Verschraubungsstufen sind fest auf eine Vorwärtsrichtung eingestellt, z. B. Verschrauben bis Winkel oder Verschrauben bis Drehmoment. Für Stufen wie Lösen bis Winkel oder Lösen bis Drehmoment ist die Richtung automatisch auf rückwärts eingestellt. Die Einstellung rückwärts ist für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration nicht zulässig. Damit eine Verschraubung ausgeführt werden darf, muss die Verschraubungsrichtung des Verschraubungsprogramms die gleiche sein wie die Verschraubungsrichtung des Offenmaul-Werkzeugs. Es ist möglich, einem Verschraubungsprogramm für ein Offenmaul-Werkzeug ein Löseprogramm hinzuzufügen, ist der Richtungsschalter jedoch auf die Ausführung des Löseprogramms eingestellt, so wird das Werkzeug gesperrt. |
Stufenkategorie | Für jede Stufe kann eine Stufenkategorie ausgewählt werden. Durch die Auswahl einer Stufenkategorie werden die NIO-Verschraubungen in der Ergebnisansicht des Ereignisses mit dem jeweiligen Detailstatus und den entsprechenden Informationen zum Mehrstufenfehler aufgeführt. Erfolgt keine Auswahl wird der Detailstatus auf „Nicht kategorisierter Mehrstufenfehler“ eingestellt. Der zugehörige Detailstatus kann angepasst werden. |
Winkelfenster | Eine Verbindung wird als hart angesehen, wenn die Schraube bis zu ihrem vollständigen Drehmoment angezogen wird und sich um 30° (oder weniger) dreht, nachdem sie bis zu ihrem Fügepunkt angezogen wurde. Eine weiche Verbindung dreht 720° oder mehr, nachdem die Schraube bis zu Ihrem Fügepunkt angezogen wurde. Der Härteparameter definiert das Winkelfenster für die Gradientenberechnung. Je härter die Verbindung ist, desto kleiner ist das Winkelfenster. |
Drehzahlrampe / Beschleunigung (nur bei Tools Talk 2 verfügbar) | Bei den meisten Stufen kann angegeben werden, wie die Beschleunigung auf die Solldrehzahl erreicht werden soll. Drei unterschiedliche Einstellungen sind möglich: hart, weich und manuell. Die definierte Beschleunigung wird angewendet, wenn eine Stufe gestartet wird. Unabhängig davon, ob das Werkzeug zu Beginn der Stufe bereits mit einer Drehzahl läuft, wird die Drehzahlrampe genutzt, um auf die Solldrehzahl der Stufe zu beschleunigen. Dies ist selbst dann der Fall, wenn die Drehzahl zu Beginn der Stufe niedriger oder höher als die Zieldrehzahl ist. |
Modus Drehzahlrampe – Hart und Weich |
|
Modus Drehzahlrampe – Manuell |
|
Speed Shifts verwenden | Innerhalb einer Stufe können 1 - 5 Winkelauslöser oder Drehmomentauslöser, bei denen die Drehzahl umschaltet, festgelegt werden. Innerhalb einer Stufe basieren alle Speed-Shift-Auslöser auf der gleichen Einstellung, d. h. entweder Drehmoment oder Winkel. Diese können innerhalb einer Stufe nicht gemischt werden. Die Drehmomentauslöser und Winkelauslöser müssen kleiner als das Schrittziel sein, abhängig vom Schritt- und Auslösertyp. Der Drehmomentauslöser und die Drehmomentgeschwindigkeit bestätigen auch das maximale Drehmoment und die maximale Drehzahl des Werkzeugs. Ein Warn- oder Fehlerindikator tritt auf, wenn die Einstellungen des Speed Shifts entweder die Maximalwerte des Werkzeugs oder die Maximalwerte der Stufe überschreiten. Die Drehmomentauslöser und Winkelauslöser müssen kleiner als das Schrittziel sein, abhängig vom Schritt- und Auslösertyp. Der Drehmomentauslöser und die Drehmomentgeschwindigkeit bestätigen auch das maximale Drehmoment und die maximale Drehzahl des Werkzeugs. Ein Warn- oder Fehlerindikator tritt auf, wenn die Einstellungen des Speed Shifts entweder die Maximalwerte des Werkzeugs oder die Maximalwerte der Stufe überschreiten. Es ist möglich, die Einstellungen auf das Werkzeug zu übertragen, wenn ein Verschraubungsprogramm eine Warnung aufweist, jedoch nicht, wenn ein Verschraubungsprogramm eine Fehleranzeige (Fehler) hat. Die Speed Shifts können im Konfigurationsfeld eingetragen werden. Speed Shift hinzufügen: Wählen Sie im Dialogfeld einer Stufe, welche Speed Shifts beinhalten darf, Speed Shift hinzufügen aus. Wählen Sie dann einen Winkelbereich oder Drehmomentbereich aus.
|
Bremsentyp | Das Abbremsverhalten eines mehrstufigen Verschraubungsprogramms kann an zwei möglichen Stellen im Programm gesteuert werden: In einem Schritt vor der Umkehr der Verschraubungsrichtung und/oder im letzten Schritt des Verschraubungsprogramms. An anderen Stellen im mehrstufigen Verschraubungsprogramm sind die Abbremsparameter in den allgemeinen Einstellungen des Schritts nicht vorhanden. Das Abbremsen kann entweder auf Ergo-Stopp oder Trägheit eingestellt werden. Trägheit hält das Werkzeug komplett an, während Ergo-Stopp zu einem ergonomischeren Abbremsen des Verschraubvorgangs führt. Trägheit verfügt über keine weiteren Parameter. Ergo-Stopp-Parameter:
|
Die folgenden Verschraubungsschritte werden für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration nicht unterstützt.
A - Verschrauben bis Winkel / Lösen bis Winkel
TrR - Lösen bis Auslöserfreigabe
T – Verschrauben bis Drehmoment / Lösen bis Drehmoment
E - Greifen
SR – Nuss freigeben
DT - Verschrauben bis DynaTork
TP - TensorPulse
Verlaufseinstellungen
Wenn die Kurvenkonfiguration auf Programmebene aktiviert ist, kann die Kurvenauflösung auf Schrittebene konfiguriert werden. Die Einstellung für Kurveneinstellung legt fest, wie das Sampling für jeden einzelnen Schritt ausgeführt werden soll.
Parameter | Beschreibung |
|---|---|
Kurveneinstellung |
|
Sampling-Zeit | Wählen Sie die Sampling-Zeit aus der Dropdown-Liste aus (0,25 - 1000 ms) |
Sampling-Winkel | Wählen Sie den Sampling-Winkel aus der Dropdown-Liste aus (0,25 - 20 Grad) |
Die Sampling-Raten dieser Kurve bleiben nicht bei allen Schritten gleich, die Sampling-Rate hängt stattdessen von der Konfiguration jedes Schritts ab. Das bedeutet, dass die Kurve in eine Kurve für jeden Schritt unterteilt wird.
Die maximale Anzahl von Stichproben in einer Kurve beträgt 4096.
Erzeugt eine Verschraubung mehr als 4096 Werte, findet ein Down-Sampling statt. Hierbei wird jede zweite Kurven-Stichprobe der gesamten Verschraubung entfernt und die Aufzeichnung mit halber Auflösung fortgesetzt. Dieser Vorgang wird jedes Mal wiederholt, wenn die Stichprobengrenze von 4096 erreicht wird.
Wurden insgesamt mehr als 2048 aufgezeichnet, so ergibt sich aus diesem Vorgang eine Kurve mit zwischen 2048 und 4096 Stichproben.
Wird der Grenzwert von 4096 Stichproben erreicht, werden die konfigurierten Sampling-Zeiten der Kurve nicht mehr befolgt. Stattdessen werden die Sampling-Zeiten verdoppelt, vervierfacht, etc., je nachdem, wie oft das Down-Sampling ausgeführt wurde. Da das Down-Sampling für alle Schritte ausgeführt wird, bleibt das Verhältnis zwischen den Schritten das gleiche. Wurde ein Schritt im Vergleich zu einem anderen Schritt mit doppelter Sampling-Zeit konfiguriert, so gilt dies auch weiterhin für die finale Kurve, egal wie oft ein Down-Sampling durchgeführt wurde.
Werden mehr als 4096 Stichproben aufgezeichnet, so werden die konfigurierten Sampling-Zeiten der Kurve nicht mehr befolgt. Stattdessen werden die Sampling-Zeiten verdoppelt, vervierfacht, etc., je nachdem, wie oft das Down-Sampling ausgeführt wurde. Da das Down-Sampling für alle Schritte ausgeführt wird, bleibt das Verhältnis zwischen den Schritten das gleiche. Wurde ein Schritt im Vergleich zu einem anderen Schritt mit doppelter Sampling-Zeit konfiguriert, so gilt dies auch weiterhin für die finale Kurve, egal wie oft ein Down-Sampling durchgeführt wurde.
Kurvenkanal | Hinweis |
|---|---|
Drehmoment | Verfügbar für alle mit einem Drehmomentgeber ausgestatteten Werkzeuge |
Winkel | Verfügbar für alle Werkzeuge |
Zweites Drehmoment | Nur verfügbar für Werkzeuge mit zwei Drehmomentgebern |
Zweiter Winkel | Nur verfügbar für Werkzeuge mit zwei Winkelgebern |
Aktuell | Verfügbar für alle Werkzeuge |
Gradient | Verfügbar, wenn eine Stufe / Einschränkung / Überwachung die Gradientenwerte erzeugt |
Power Focus 6000 / Power Focus 8 | Power Focus 6000 StepSync / Power Focus 8 StepSync | Flex | IxB |
|---|---|---|---|
ST | ST | QST | IxB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IxB | |||
Power Focus Connect |
A – Verschrauben bis Winkel / Lösen bis Winkel
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
A – Verschrauben bis Winkel
Diese Stufe betreibt das Werkzeug, bis der Sollwinkel erreicht ist. Der Sollwinkel wird ab dem Start der Stufe gemessen.
A – Lösen bis Winkel
Diese Stufe betreibt das Werkzeug mit der Drehzahl n rückwärts, bis der Sollwinkel erreicht ist. Der Sollwinkel wird ab dem Start der Stufe gemessen.
Dieser Schritt wird für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration nicht unterstützt.
Parameter
Parameter | Beschreibung |
|---|---|
Sollwinkel | Der Sollwinkel. Muss > 0 sein. |
Drehzahl | Standardeinstellung: 60 rpm |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Bremse (Gilt nur für Power Focus 6000 StepSync, Power Focus 8 StepSync und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Sollwinkel |
Microvideo
C - Kupplung
Werkzeuge |
|---|
BCV BCP |
Diese Stufe betreibt das Werkzeug mit der eingestellten Drehzahl in Vorwärtsrichtung, bis die Kupplung losgelassen wird. Nachdem das Werkzeug die Freigabe der Kupplung gemeldet hat, wird der Schritt mit dem Status IO abgeschlossen.
Einem Verschraubungsprogramm, das die Kupplungsstufe verwendet, kann keine andere Stufe zugewiesen werden.
Dieser Schritt gilt nur für die Kupplungswerkzeuge BCV-RE und BCP-RE.
Parameter | Beschreibung |
|---|---|
Drehzahlsteuerung | Eine oder zwei Drehzahlen |
Enddrehzahl | Legt die Enddrehzahl des Programms fest [rpm] |
Drehzahlrampe | Schalter, mit dem die Drehzahlrampe ausgewählt werden kann [Hart, Weich] |
Rehit | Setzt die Rehit-Erkennung auf Ein oder Aus |
Rehit-Drehwinkel | Legt den Rehit-Drehwinkel fest [°] |
CL - Lösen der Kupplung
Werkzeuge |
|---|
BCV BCP |
Diese Stufe betreibt das Werkzeug mit der eingestellten Drehzahl in umgekehrter Drehrichtung, bis der Startknopf losgelassen wird.
Ein Löseprogramm, das die Kupplungsstufe verwendet, kann keiner anderen Stufe zugewiesen werden.
Dieser Schritt gilt nur für die Kupplungswerkzeuge BCV-RE und BCP-RE.
Parameter | Beschreibung |
|---|---|
Endwert | Legt die Drehzahl des Programms fest [rpm] |
DI – Lauf bis Digitaleingang
Werkzeuge |
|---|
ES STR SL ST SR QST |
Diese Stufe lässt das Werkzeug in der vom Parameter Richtung definierten Richtung laufen, bis der über den Digitaleingang vorgegebene Eingang entsprechend dem Wert der Stoppbedingung auf High oder Low gesetzt wird.
Parameter | Beschreibung |
|---|---|
Richtung | Vorwärts oder Rückwärts |
Digitaler Eingang | An der Steuerung kann einer der folgenden lokalen Digitaleingänge ausgewählt werden:
|
Bremse (Gilt nur für Power Focus 6000 StepSync, Power Focus 8 StepSync und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Stoppbedingung |
|
Drehzahl (rpm) | Standardeinstellung: 60 rpm |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Verfügbar, wenn Drehzahlrampentyp auf Manuell gesetzt ist. Standardeinstellung: 500 rpm/s |
Microvideo
DT – Verschrauben bis DynaTork
Werkzeuge |
|---|
ES STR SL ST SR QST STB |
Dieser Schritt wird für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration nicht unterstützt.
Diese Stufe lässt das Werkzeug mit der Drehzahl n vorwärts laufen, bis das Solldrehmoment erreicht ist. Das Werkzeug hält anschließend die Stromstärke für die Dauer der DynaTork-Zeit konstant auf dem DynaTork-Prozentsatz des Solldrehmoments.
Zur Vermeidung einer Überhitzung des Werkzeugs wird dringend empfohlen, DynaTork niemals mit mehr als 40 % des maximalen Drehmoments des Werkzeugs zu betreiben.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Drehmomentwert. Muss > 0 sein. |
Zeit DynaTork | Die Zeit, in der DynaTork aktiv ist. |
Prozent DynaTork | Der Prozentsatz des Sollmoments. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Drehzahl (rpm) | Standardeinstellung: 60 rpm |
Bremse (Gilt nur für Power Focus 6000 StepSync, Power Focus 8 StepSync und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Solldrehmoment |
B | Das Drehmomentniveau wird über die DynaTork-Zeit gehalten |
C | Prozentsatz von Ts |
D | Prozentsatz von Ts |
E | Das Drehmomentniveau wird über die DynaTork-Zeit gehalten |
F | Zeit DynaTork |
Microvideo
E - Greifen
Werkzeuge |
|---|
ES STR SL ST SR QST IXB |
Dieser Schritt wird für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration nicht unterstützt.
Diese Stufe betreibt das Werkzeug in beide Richtungen, bis die Schraube in der Buchse greift. Die Stufe läuft, bis das Solldrehmoment oder der Sollwinkel erreicht ist. Voraussetzung ist, dass Weiter bei keinem Eingriff auf Ja eingestellt ist. Wenn der Sollwinkel in einer beliebigen Richtung erreicht wird, wird die Richtung umgekehrt. Begrenzen Sie die Suchdurchläufe, indem Sie Maximale Eingreifversuche festlegen. Wenn das Sollmoment in einer beliebigen Richtung erreicht ist, wird die Stufe mit dem Status IO beendet.
Microvideo
Ext – Externes Ergebnis
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB BCP BCV Externes Werkzeug |
„Externes Ergebnis“ ist eine Strategie, bei der ein externes digitales Signal angibt, dass eine Verschraubung IO ist (also nicht durch gemessene Drehmoment- oder Winkelwerte). Dieses externe Signal kann beliebig bereitgestellt werden, solange es sich um ein digitales Signal für die Steuerung handelt (z. B. durch den E/A-Bus).
Beim Verschicken des Signals zeigt die Ergebnisansicht (protokollierte Daten) den Wert des Zielparameters, der im Verschraubungsprogramm bereitgestellt wird (angegebener Drehmomentwert, Winkelwert oder Textfolge). Diese (Drehmoment- und Winkel-)Werte stellen nicht die tatsächlich gemessenen Werte dar, sondern sind nur eingefügter Text.
Parameter | Beschreibung |
|---|---|
Drehmoment <Solldrehmoment> | Numerischer Wert für den gewünschten, anzuzeigenden Solldrehmomentwert. Ein Signal könnte z. B. von einem Knickschlüssel stammen, der den <Solldrehmoment> anzeigt. |
Winkel <Sollwinkel> | Numerischer Wert für den gewünschten, anzuzeigenden Sollwinkelwert. Ein Signal könnte z. B. von einem Knickschlüssel stammen, der den <Sollwinkel> anzeigt. |
Text | Alphanumerische Zeichenfolge für den gewünschten Anzeigetext. Zum Beispiel: „Öl wurde gewechselt.“ |
MWR - Mechatronikschlüssel
Werkzeuge |
|---|
MWR |
Der Mechatronikschlüssel ist eine spezielle Stufe, die nur gemeinsam mit dem Mechatronikschlüssel (MWR) verwendet werden kann.
Diese Stufe kann nicht in Kombination mit anderen Stufen verwendet werden. Bei dieser Stufe können keine Einschränkungen festgelegt werden. Die Stufe verfügt standardmäßig über drei Überwachungen: Spitzendrehmoment, Winkel und Klick.
Parameter | Beschreibung |
|---|---|
Lösen-Grenze | Numerischer Wert für negatives Drehmoment (z. B. Drehmoment für die Löserichtung), bei dem das Verschraubungsergebnis als NIO Gekennzeichnet wird (falsche Verschraubungsrichtung (Lösen)); in Nm. |
Werkzeuggröße | Numerischer Wert für die spezifische Länge des auf dem MWR-TA montierten Endmontagewerkzeugs in mm. |
Werkzeugbiegung | Numerischer Wert für das auf dem MWR-TA montierten Endmontagewerkzeugs in °/Nm. |
Zweitversuch (Rehit), Winkelfenster | Numerischer Wert für den Winkel, um festzustellen, ob die Schraube zum Zeitpunkt des Erreichens des Drehmoments bereits verschraubt war; in °. |
Max. Winkelgeschwindigkeit | Numerischer Wert für die max. Geschwindigkeit, mit der die Schraube verschraubt werden kann, in °/s. |
RD – Einschrauben
Werkzeuge |
|---|
ES STR SL ST SR QST IXB |
Die Einschraubstufe ist der Teil des Verschraubens vom Eindringen der Schraube in das Gewinde bis kurz vor dem Berühren der Schraube der darunterliegenden Oberfläche. Sie dauert bis zum Erreichen des Fügepunkts an. Das während des Einschraubens erforderliche Drehmoment trägt nicht zur Klemmkraft bei.
Diese Stufe lässt das Werkzeug mit der Drehzahl in Vorwärtsrichtung laufen. Abhängig von Einschraubtyp, Drehmoment oder Fügepunkt verhält sich die Stufe wie folgt:
Einschraubtyp: Bis Drehmoment: Die Stufe stoppt, sobald das eingestellte Sollmoment gefunden wird.
Einschraubtyp: Bis Fügepunkt: Die Berechnung des Fügepunkt-Gradienten beginnt mit der festgelegten Drehmomentauslöser Tt. Ist kein Drehmomentauslöser eingestellt, startet die Berechnung des Gradienten zum Beginn der Stufe.
Die Steigungsberechnung erfolgt zwischen zwei Winkelpunkten Ad Grad voneinander und wird wie folgt berechnet: (Tn – Tn-1) / (An – An-1), sobald zwei Steigungen nacheinander größer als TSLOPE sind, gilt der Fügepunkt als gefunden.
Parameter | Beschreibung |
|---|---|
Einschraubtyp | Bis Drehmoment oder Bis Fügepunkt. |
Solldrehmoment | Standardeinstellung: „Nicht festgelegt“. Muss > 0 sein. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Startdrehmoment | Wenn Einschraubtyp auf Bis Fügepunkt gesetzt ist, wird das Feld Startdrehmoment angezeigt. Standardeinstellung: „Nicht festgelegt“. Muss > 0 sein. |
Delta-Winkel | Wenn Einschraubtyp auf Bis Fügepunkt gesetzt ist, wird das Feld Delta-Winkel angezeigt. Standardeinstellung: "0". Muss > 0 sein. |
Drehmomentverhältnis | Wenn Einschraubtyp auf Bis Fügepunkt gesetzt ist, wird das Feld Drehmomentverhältnis angezeigt. Standardeinstellung: "0". Muss > 0 sein. |
Bremse (Gilt nur für Power Focus 6000 StepSync, Power Focus 8 StepSync und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Kopfauflagepunkt |
B | Winkel Delta |
C | Drehmomentsteigung |
D | Sollmoment |
E | Drehmomentauslöser |
SR – Nuss freigeben
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Dieser Schritt wird für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration nicht unterstützt.
Diese Stufe lässt das Werkzeug mit der Drehzahl n rückwärts laufen, bis der Sollwinkel erreicht ist. Der Sollwinkel wird ab dem Start der Stufe gemessen.
Diese Stufe darf nur als letzte Stufe bei der Verschraubung für ein mehrstufiges Verschraubungsprogramm genutzt werden. Es ist jedoch möglich, nach diesem Schritt einen Sync-Punkt hinzuzufügen.
Parameter | Beschreibung |
|---|---|
Sollwinkel | Der Sollwinkel. Standardeinstellung: 3 Grad, muss > 0 sein |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Drehzahl | Standardeinstellung: 60 rpm |
SZP - Nullposition setzen
Werkzeuge |
|---|
ES STR SL ST SR QST |
Der Schritt „Nullposition setzen“ sendet an das Werkzeug das Signal, diese Position als Nullposition festzulegen. Diese Position wiederholt sich alle 360 Grad.
Mit den Schritten „Lösen bis Nullposition“ oder „Verschrauben bis Nullposition“ kann das Werkzeug an diese Nullposition zurückgefahren werden.
Dieser Schritt hat keine Parameter.
Die Nullposition ist eine bestimmte Position, die entweder mit einem Schritt „Nullposition setzen“ oder mit dem Signal „Nullposition setzen“ gespeichert wird. Diese Position wiederholt sich alle 360 Grad.
T – Verschrauben bis Drehmoment / Lösen bis Drehmoment
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
T -– Verschrauben bis Drehmoment
Diese Stufe lässt das Werkzeug mit der programmierten Drehzahl in Vorwärtsrichtung laufen, bis das Solldrehmoment erreicht ist.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Drehmomentwert. Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Bremse (Gilt nur für Power Focus 6000 StepSync, Power Focus 8 StepSync und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Microvideo
T – Lösen bis Drehmoment
Dieser Schritt wird für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration nicht unterstützt.
In diesem Schritt wird das Werkzeug mit der Geschwindigkeit in Rückwärtsrichtung gefahren. Damit die Stufe aktiv ist, muss das Drehmoment zunächst 110 % des Solldrehmoments überschreiten. Das Solldrehmoment sollte auf einen positiven Wert eingestellt werden. Nach Erreichen des Solldrehmoments läuft die Stufe so lange, bis das Drehmoment unter das Solldrehmoment fällt.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Drehmomentwert. Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Bremse (Gilt nur für Power Focus 6000 StepSync, Power Focus 8 StepSync und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Solldrehmoment |
T&A – Verschrauben bis Drehmoment und Winkel
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Verschraubungsstufe betreibt das Werkzeug mit der eingestellten Drehzahl in Vorwärtsrichtung, bis sowohl Solldrehmoment als auch der Sollwinkel erreicht werden.
Die Drehmomentmessung startet zum Beginn der Stufe.
Wenn der Drehmomentauslöser NICHT festgelegt wurde, wird die Winkelmessung zum Beginn der Stufe gestartet.
Wenn der Drehmomentauslöser festgelegt wurde, wird die Winkelmessung gestartet, wenn der Drehmomentauslöser erreicht wird.
Die Stufen endet, wenn:
Gemessenes Drehmoment >= Solldrehmoment (Ts)
UND
(Gemessener Winkel - Am Drehmomentauslöser gemessener Winkel) >= Sollwinkel (As).
Parameter | Beschreibung |
|---|---|
Solldrehmoment (Ts) | Standardwert: 0. |
Sollwinkel (As) | Standardwert: 0. |
Drehmomentauslöser (Tt) | Standardwert: NICHT festgelegt. Muss > 0 und < Solldrehmoment (Ts) sein. |
Drehzahl (n) | Standardeinstellung: 60 rpm |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. |
Bremse (Gilt nur für Power Focus 6000 StepSync, Power Focus 8 StepSync und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Solldrehmoment |
B | Sollwinkel |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Solldrehmoment |
B | Drehmomentauslöser |
C | Sollwinkel |
T|A – Verschrauben bis Drehmoment oder Winkel
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Verschraubungsstufe betreibt das Werkzeug mit der eingestellten Drehzahl in Vorwärtsrichtung, bis entweder das Sollmoment oder der Sollwinkel erreicht ist.
Die Drehmomentmessung startet zum Beginn der Stufe.
Wenn der Drehmomentauslöser NICHT festgelegt wurde, wird die Winkelmessung zum Beginn der Stufe gestartet.
Wenn der Drehmomentauslöser festgelegt wurde, wird die Winkelmessung gestartet, wenn der Drehmomentauslöser erreicht wird.
Die Stufen endet, wenn:
Gemessenes Drehmoment >= Solldrehmoment (Ts)
ODER
(Gemessener Winkel - Am Drehmomentauslöser gemessener Winkel) >= Sollwinkel (As).
Parameter | Beschreibung |
|---|---|
Solldrehmoment (Ts) | Standardwert: 0. |
Sollwinkel (As) | Standardwert: 0. |
Drehmomentauslöser (Tt) | Standardwert: NICHT festgelegt. Muss > 0 und < Solldrehmoment (Ts) sein. |
Drehzahl (n) | Standardeinstellung: 60 rpm |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. |
Bremse (Gilt nur für Power Focus 6000 StepSync, Power Focus 8 StepSync und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Solldrehmoment |
B | Sollwinkel |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Solldrehmoment |
B | Drehmomentauslöser |
C | Sollwinkel |
T+A – Verschrauben bis Drehmoment plus Winkel
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Stufe betreibt das Werkzeug, bis das Sollmoment erreicht ist. Ab diesem Punkt läuft es weiter, bis ein zusätzlicher Sollwinkel erreicht ist.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Drehmomentwert. Muss > 0 sein. |
Sollwinkel | Der Sollwinkel. Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Drehzahl | Standardeinstellung: 60 rpm |
Bremse (Gilt nur für Power Focus 6000 StepSync, Power Focus 8 StepSync und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Solldrehmoment |
B | Sollwinkel |
TC - Drehmomentkalibrierung
Werkzeuge |
|---|
QST |
Diese Stufe wird nur für Dual-Umwandler-Werkzeuge unterstützt.
Die Stufe Drehmomentkalibrierung betreibt das Werkzeug mit der eingestellten Drehzahl in Vorwärtsrichtung, bis das Sollmoment erreicht ist.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Muss > 0 sein. |
Drehzahl | Muss > 0 sein. Standardeinstellung: 60 rpm |
Messwertgeber | Primär oder Sekundär. Standardeinstellung: Primär. Auf Sekundär setzen, um den vorderen Messwertgeber zu kalibrieren. |
Adaptive Bremse (Gilt nur für Power Focus 6000 StepSync, Power Focus 8 StepSync und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
ThCT – Gewindeschneiden bis Drehmoment
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Mit der Funktion Gewindeschneiden bis Drehmoment wird eine Verschraubung ermöglicht, bei der das Einschraubdrehmoment größer als das Drehmoment für Einschraubphase beendet sein muss, wie beispielsweise bei der Verschraubung dünner Metallschichten unter Verwendung von gewindeschneidenden (oder selbstschneidenden) Schrauben. Das Werkzeug läuft vorwärts, bis der Gewindeschnittwinkel (Aw) erreicht ist. Das Gewindeschnittwinkelfenster wird ab dem Moment gemessen, ab dem das Drehmoment das Gewindeschnitt-Auslösedrehmoment (Tt) zum ersten Mal überschreitet. Wenn der Gewindeschnittwinkel erreicht ist, wird die Stufe fortgesetzt, bis das Solldrehmoment (Tt) erreicht ist.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Muss > 0 sein. |
Gewindeschneiden, Winkelfenster | Standardeinstellung: 0. Muss > 0 sein. |
Startdrehmoment | Die Winkelmessung beginnt bei diesem Auslöser. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Bremse (Gilt nur für Power Focus 6000 StepSync, Power Focus 8 StepSync und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Solldrehmoment |
B | Drehmomentauslöser |
C | Gewindeschneiden, Winkelfenster |
TP - TensorPulse
Werkzeuge |
|---|
STR |
Vor Verwendung der Verschraubungsstufe TensorPulse muss auf dem Controller der folgende Lizenztyp installiert sein:
Strategien mit niedrigen Reaktionskräften
TensorPulse ist nur für die folgenden Werkzeuge verfügbar: ETV-STR61-100-13, ETV-STR61-70-13, ETV-STR61-50-10.
Dieser Schritt wird für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration nicht unterstützt.
Dieser Schritt erzeugt Verschraubungsimpulse in Vorwärtsrichtung, bis das Sollmoment erreicht ist.
Für die Verschraubungsstufe TensorPulse ist der entsprechende PulseDrive-Aufsatz/Adapter erforderlich.
Wenn die Verschraubungsstufe TensorPulse ohne PulseDrive-Aufsatz/Adapter ausgeführt wird, werden alle Verschraubungen im Status NOK abgeschlossen. Bei einem fehlenden PulseDrive-Aufsatz/-Adapter wird der Schrittfehler „PulseDrive-Aufsatz/-Adapter nicht erkannt“ angezeigt.
Parameter | Beschreibung |
|---|---|
Sollmoment - Ts | Das Sollmoment muss zwischen 0 und dem Höchstdrehmoment des Werkzeugs liegen. |
Pulsenergie Pe | Die Pulsenergie dient der Regelung der Energie-/Stromhöhe bei jedem Impuls. Die Pulsenergie muss zwischen 10% und 100% liegen. |
Reaktionskraft-Abstimmungsfaktor | Mit dem Reaktionskraft-Abstimmungsfaktor wird die Reaktionskraft beim Ausführen der Verschraubungsstufe TensorPulse gesteuert. Die Reaktionskraft ist die Kraft, die das Werkzeug nach jedem Impuls in die entgegengesetzte Richtung dreht. Der Reaktionskraft-Abstimmungsfaktor muss zwischen 0 und 100% liegen. |
In der Verfolgung bedeutet die Winkelumkehr, dass sich das Werkzeug im Impulsbetrieb rückwärts dreht, der Schraubenkopf aber dreht sich, bedingt durch den PulseDrive-Aufsatz/Adapter, nicht zwangsläufig rückwärts.
TrR – Lösen bis Auslöserfreigabe
Werkzeuge |
|---|
ES STR SL ST SR STB IXB |
Dieser Schritt wird für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration nicht unterstützt.
Diese Stufe lässt das Werkzeug rückwärts laufen, bis der Startknopf losgelassen wird (lösen). Es kann nur als letzter Schritt in einem Programm verwendet werden.
Auf STB-Werkzeugen ist dieser Schritt nur in Löseprogrammen verfügbar.
Parameter | Beschreibung |
|---|---|
Drehzahl | Numerischer Wert für die Rotationsgeschwindigkeit, in rpm. |
Drehzahlrampentyp | Liste der Optionen, aus denen die Rampengeschwindigkeit ausgewählt werden kann [Hart, Weich, Manuell] |
TTTR – Anziehen bis Loslassen des Startknopfs
Werkzeuge |
|---|
ES STR SL ST SR STB IXB |
Diese Stufe läuft, bis der Startknopf losgelassen wird. Sie kann nur als letzter Schritt in einem Verschraubungsprogramm eingefügt werden.
Parameter | Beschreibung |
|---|---|
Drehzahl | Numerischer Wert für die Rotationsgeschwindigkeit, in rpm. |
Drehzahlrampentyp | Liste der Optionen, aus denen die Rampengeschwindigkeit ausgewählt werden kann [Hart, Weich, Manuell] |
W – Warten
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
In dieser Stufe wartet das Werkzeug, bis die Wartetyp-Bedingung erfüllt ist. Das Werkzeug rotiert während des Wartens nicht, es kann jedoch eine Haltebedingung festgelegt werden.
Parameter | Beschreibung |
|---|---|
Wartetyp |
|
Wartezeit | Anzahl von Sekunden, welche das Werkzeug stillsteht - gilt nur, wenn Zeit als Wartetyp ausgewählt ist. |
Haltebedingung |
|
WP - Drehmomentschlüssel Produktion
Werkzeuge |
|---|
ST-Wrench |
Strategie für die Qualitätsprüfung einer Verschraubung, die mit dem STWrench vorgenommen wurde.
Parameter | Beschreibung |
|---|---|
Steuerstrategie | Der Schritttyp Drehmomentschlüssel - Produktion kann mit den folgenden Steuerstrategien konfiguriert werden.
|
Je nach ausgewählter Steuerstrategie wird eine Kombination einiger der unten aufgeführten Parameter angezeigt.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Definiert das Solldrehmoment für die Anzugsstufe. |
Drehmoment messen bei | Gibt an, wo das Drehmoment gemessen wird. Die Optionen sind Spitzendrehmoment oder Spitzenwinkel.
|
Winkelsuchlimit | Dies ist ein Versatzwert, mit dem der Drehmomentergebniswert für eine Verschraubung festgelegt wird. Dieser Parameter ist nur verfügbar, wenn Drehmoment messen bei auf Spitzenwinkel gesetzt ist. |
Ratschenzeit | Numerischer Wert für die Ratschenzeit. Der Standardwert ist 5000 ms. Der Bediener kann nun das Drehmoment kurz verringern und während der Verschraubung wieder aufladen. Wenn die Ratschenzeit überschritten wird, wird das Ergebnis der Verschraubung als NIO markiert und als Grund „Verschraubungszeit abgelaufen“ angegeben. |
Endzykluszeit | Numerischer Wert in ms zur Angabe der Endzykluszeit. Wird angewendet, wenn das Drehmoment den Wert für „Einschrauben beendet” unterschreitet. |
Drehmoment-Korrekturkoeffizient | Mit diesem Parameter wird der Drehmomentwert korrigiert, wenn am Schlüssel eine Verlängerung oder ein Drehmomentverstärker angebracht ist. Der Standardwert ist 1. |
Winkelkorrektur | Mit diesem Parameter wird der Winkelwert korrigiert, wenn am Schlüssel eine Verlängerung oder ein Drehmomentverstärker angebracht ist. Der Standardwert ist 0. |
Sollwinkel | Definiert den Sollwinkel für die Anzugsstufe. |
Rehit-Erkennung | Ein oder Aus. Mit der Zweitversuchserkennung kann basierend auf der Grenzwerteinstellung des Winkels bestimmt werden, wann eine Verschraubung ein Zweitversuch ist. Die Option Winkelgrenze für Zweitversuch ist verfügbar, wenn Zweitversuchserkennung auf Ein gesetzt ist. |
Linearer Steigungskoeffizient | Der lineare Steigungskoeffizient gibt die Steifigkeit der Verbindung im linearen Teil der Kurve als Drehmoment- / Winkelsteigung in der Maßeinheit Nm/Grad an. |
Ausgleichswert | Die Optionen sind Mittleres Drehmoment oder Spitzendrehmoment. Dieser Ausgleichswert gibt an, wie die PVT berechnet wird. Mittleres Drehmoment - die PVT basiert auf einem Durchschnitt, der mit den folgenden Variablen berechnet wird:
Spitzendrehmoment - die PVT basiert auf dem Spitzenwert, der vor der Erkennung des Fügepunkts gemessen wurde. |
Verzögerungsüberwachung | Die PVT-Berechnung beginnt nicht vor Ablauf dieses Zeitfensters, beginnend beim Start der Verschraubung. |
PVT-Intervall | Legt fest, für wieviel Grad das PVT-Fenster berechnet werden soll, beginnend beim PVT-Abstandspunkt. |
PVT-Abstand | Legt fest, wieviel Grad vor dem Fügepunkt das System das PVT-Fenster starten soll. |
Min. Klemmdrehmoment | Sicherungsmoment - Untergrenze. |
Max. Klemmdrehmoment | Sicherungsmoment - Obergrenze. |
Microvideo
WQ Drehmomentschlüssel - Qualität
Werkzeuge |
|---|
ST-Wrench |
Strategie für die Qualitätsprüfung einer Verschraubung, die mit dem STWrench vorgenommen wurde.
Parameter | Beschreibung |
|---|---|
Steuerstrategie | Die Strategie Drehmomentschlüssel - Qualität kann mit den folgenden Steuerstrategien konfiguriert werden.
|
Je nach ausgewählter Steuerstrategie wird eine Kombination einiger der unten aufgeführten Parameter angezeigt.
Parameter | Beschreibung |
|---|---|
Ratschenzeit | Numerischer Wert für die Ratschenzeit. Der Standardwert ist 5000 ms. Der Bediener kann nun das Drehmoment kurz verringern und während der Verschraubung wieder aufladen. Wenn die Ratschenzeit überschritten wird, wird das Ergebnis der Verschraubung als NIO markiert und als Grund „Verschraubungszeit abgelaufen“ angegeben. |
Drehmoment-Korrekturkoeffizient | Mit diesem Parameter wird der Drehmomentwert korrigiert, wenn am Schlüssel eine Verlängerung oder ein Drehmomentverstärker angebracht ist. Der Standardwert ist 1. |
Winkelkorrektur | Mit diesem Parameter wird der Winkelwert korrigiert, wenn am Schlüssel eine Verlängerung oder ein Drehmomentverstärker angebracht ist. Der Standardwert ist 0. |
Sollwinkel | Definiert den Sollwinkel für die Anzugsstufe. |
Rehit-Erkennung | Ein oder Aus. Mit der Zweitversuchserkennung kann basierend auf der Grenzwerteinstellung des Winkels bestimmt werden, wann eine Verschraubung ein Zweitversuch ist. Die Option Winkelgrenze für Zweitversuch ist verfügbar, wenn Zweitversuchserkennung auf Ein gesetzt ist. |
Linearer Steigungskoeffizient | Der lineare Steigungskoeffizient gibt die Steifigkeit der Verbindung im linearen Teil der Kurve als Drehmoment- / Winkelsteigung in der Maßeinheit Nm/Grad an. |
Y – Verschrauben bis Streckgrenze
Werkzeuge |
|---|
ES STR SL ST SR QST IXB |
Diese Strategie betreibt das Werkzeug mit der Drehzahl in Vorwärtsrichtung, bis die Streckgrenze erkannt wird. Die Streckgrenze wird ermittelt, indem der Drehmomentgradient von dem Punkt an überwacht wird, ab dem das Drehmoment das Startdrehmoment überschreitet. Die Berechnung basiert auf den Messungen des Drehmoments und Winkelabstandes. Der Winkelabstandsparameter wird gemäß der angegebenen Härte der Verbindung eingestellt.
Stellen Sie das Gradientwinkelfenster ein (für harte Verbindungen, für weiche Verbindungen oder für eine manuelle Einstellung des Winkelfensters). Bei der Auswahl von Manuell muss das Winkelfenster eingestellt werden. Eine Verbindung wird als hart angesehen, wenn die Schraube bis zu ihrem vollständigen Drehmoment angezogen wird und sich um 30° oder weniger dreht, nachdem sie bis zu ihrem Fügepunkt angezogen wurde. Eine weiche Verbindung dreht 720° oder mehr, nachdem die Schraube bis zu Ihrem Fügepunkt angezogen wurde. Der Härteparameter definiert das Winkelfenster für die Gradientenberechnung. Je härter die Verbindung ist, desto kleiner ist das Winkelfenster.
Parameter | Beschreibung |
|---|---|
Gradient, Winkelfenster | Gibt das Winkelfenster an:
|
Winkelfenster | Verfügbar, wenn Gradient-Winkelfenster auf Manuell eingestellt ist. Muss > 0 und <= 100 sein. |
Startdrehmoment | Die Winkelmessung beginnt bei diesem Auslöser. Muss >= 0 und < Max. Werkzeugdrehmoment sein. |
Dämpfung | Häufigkeit, mit der der Gradient berechnet wird. Muss > 0 und < 100 und < Winkelfenster sein. |
Prozent Streckgrenze | Muss >=20 % sein. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehmomentfiltertyp | Die Art des Filters:
|
Grenzfrequenz | Muss angegeben werden, wenn der Drehmomentfiltertyp auf Tiefpass gesetzt ist:
|
Anzahl Stichproben | Muss angegeben werden, wenn der Drehmomentfiltertyp auf Gleitender Durchschnitt gesetzt ist:
|
Bremse (Gilt nur für Power Focus 6000 StepSync, Power Focus 8 StepSync und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Spitze Gradient |
B | Streckgrenze |
C | Abschaltpunkt |
D | Winkelabstand |
E | Drehmomentauslöser |
YM2 –Verschrauben bis Steckgrenze: Methode 2:
Werkzeuge |
|---|
QST |
Diese Stufe betreibt das Werkzeug mit der eingestellten Drehzahl in Vorwärtsrichtung, bis die Streckgrenze erkannt wird.
Die Suche der Streckgrenze beginnt, wenn das Drehmoment Tt erreicht hat. Es wird der Durchschnittswert des Drehmoments über Af Grad berechnet. Dieser Vorgang wird N rs mal wiederholt.
Mittels linearer Regression wird eine Bezugskurve über N rs Punkte berechnet. Danach werden kontinuierlich neue Durchschnittswerte über A f Grad berechnet.
Die aktuelle Kurve wird mittels linearer Regression über die letzten N s Durchschnittspunkte berechnet. Die Streckgrenze ist erreicht, wenn die aktuelle Kurve unter Py % der Referenzkurve liegt.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Muss > 0 sein. |
Filterwinkel | Standardeinstellung: 1. Muss > 0 sein. |
Anzahl der Stichproben | Standardeinstellung: 6. Muss >= 4 sein. |
Anzahl der Stichproben, Referenz | Standardeinstellung: 6. Muss >= 4 sein. |
Prozent Streckgrenze | Standardeinstellung: 90% Muss >20% sein. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Bremse (Gilt nur für Power Focus 6000 StepSync, Power Focus 8 StepSync und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Drehmomentauslöser |
B | Anzahl Stichproben, ref |
C | Ist-Kurve |
D | Anzahl der Stichproben |
E | Referenzkurve |
F | Filterwinkel |
ZP - Lösen bis Nullposition
Werkzeuge |
|---|
ES STR SL ST SR QST |
Dieser Schritt lässt das Werkzeug mit der Drehzahl (N) rückwärts laufen, bis die Nullposition erreicht ist. Wenn der Gesamtdrehwinkel zum Erreichen der Nullposition kleiner als der Mindestwinkel (Am Grad) ist, wird die Drehung für weitere 360 Grad fortgesetzt.
Die Nullposition ist eine bestimmte Position, die entweder mit einem Schritt „Nullposition setzen“ oder mit dem Signal „Nullposition setzen“ gespeichert wird. Diese Position wiederholt sich alle 360 Grad.
Parameter
Parameter | Beschreibung |
|---|---|
Mindestwinkel | Mindestwinkel (Am) [°] |
Drehzahl | Drehzahl (N) [U/min]. Der Standardwert beträgt 60 U/min. |
ZP - Verschrauben bis Nullposition
Werkzeuge |
|---|
ES STR SL ST SR QST |
Dieser Schritt lässt das Werkzeug mit der Drehzahl (N) vorwärts laufen, bis die Nullposition erreicht ist. Wenn der Gesamtdrehwinkel zum Erreichen der Nullposition kleiner als der Mindestwinkel (Am Grad) ist, wird die Drehung für weitere 360 Grad fortgesetzt.
Die Nullposition ist eine bestimmte Position, die entweder mit einem Schritt „Nullposition setzen“ oder mit dem Signal „Nullposition setzen“ gespeichert wird. Diese Position wiederholt sich alle 360 Grad.
Parameter
Parameter | Beschreibung |
|---|---|
Mindestwinkel | Mindestwinkel (Am) [°] |
Drehzahl | Drehzahl (N) [U/min]. Der Standardwert beträgt 60 U/min |
Stufenüberwachungen
Die Verfügbarkeit von Verschraubungsschritten,Überwachungen und Einschränkungen hängt von der spezifischen, auf dem Controller installierten Lizenz ab.
Die Stufenüberwachungen dienen der Überprüfung, ob die Verschraubung gemäß der Spezifikation erfolgt ist, z. B. Winkelgrenzen und Drehmoment. Jede Stufe enthält obligatorische und fakultative Stufenüberwachungen. Die obligatorischen Überwachungen sind verfügbar, wenn eine neue Stufe in das mehrstufige Programm gezogen wird. Die fakultativen Überwachungen sind flexibel und können nach Bedarf im mehrstufigen Programm platziert werden. Für jede Stufe können jeweils bis zu acht Überwachungen gelten.
Die folgenden Überwachungen werden automatisch jeder Stufe hinzugefügt, die dem mehrstufigen Verschraubungsprogramm hinzugefügt wird.
Stufenüberwachung | Geltende Stufen |
|---|---|
Winkel | Alle |
Spitzenmoment | Alle |
Power Focus 6000 / Power Focus 8 | Power Focus 6000 StepSync / Power Focus 8 StepSync | Flex | IxB |
|---|---|---|---|
ST | ST | QST | IxB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IxB | |||
Power Focus Connect |
A - Winkel
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB MWR-TA |
Diese Stufenüberwachung misst den Maximalwinkel, welcher während der Überwachung erreicht wird und überprüft, dass der Wert zwischen dem Oberen Grenzwert und Unteren Grenzwert liegt.
Die Winkelmessung beginnt zu Beginn der Überwachung oder, falls eingestellt, sobald das Drehmoment das Startdrehmoment zum ersten Mal während der Überwachung überschreitet.
Parameter | Beschreibung | Standardwert |
|---|---|---|
Stoppbedingung | Legt fest, wo die Winkelmessung beendet wird:
| Abschaltung |
Startdrehmoment | Die Winkelmessung beginnt bei diesem Auslöser. Minimaler Grenzwert: muss >= 0 sein Maximaler Grenzwert: muss < Max. Werkzeugdrehmoment sein | Nicht ausgewählt |
Unterer Grenzwert | Niedrigster akzeptabler Winkel. Minimaler Grenzwert: muss >= 0 sein Maximaler Grenzwert: muss < 9 999 999 und < Oberer Grenzwert sein | Nicht ausgewählt |
Oberer Grenzwert | Höchster akzeptabler Winkel. Minimaler Grenzwert: Muss > 0 und > Unterer Grenzwert sein Maximaler Grenzwert: muss < 9 999 999 sein | Nicht ausgewählt |
Ergebniswerte
Gemessener Winkel: Der durch die Überwachung gemessene Winkel.
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Abschaltpunkt | D | Winkel-Obergrenze |
B | Drehmomentauslöser | E | Gemessener Drehwinkel |
C | Winkel-Untergrenze | F | Schritt |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Spitzenmoment | E | Winkel-Obergrenze |
B | Abschaltpunkt | F | Gemessener Drehwinkel |
C | Drehmomentauslöser | G | Schritt |
D | Winkel-Untergrenze |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Abschaltpunkt | D | Winkel-Obergrenze |
B | Drehmomentauslöser | E | Gemessener Drehwinkel |
C | Winkel-Untergrenze | F | Schritt |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Abschaltpunkt | D | Gemessener Drehwinkel |
B | Winkel-Untergrenze | E | Stufe n-1 |
C | Winkel-Obergrenze | F | Stufe n |
C - Strom
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Überwachung misst den Ist-Strom zu jedem Zeitpunkt, nachdem das Drehmoment den Drehmomentauslöser überschreitet. Das Ergebnis ist der erste Spitzen- oder Niedrigwert, der bei der Überwachung zum NOK geführt hat. Im Fall von OK wird der zuletzt gemessene Stromwert angezeigt. Wenn der Drehmomentauslöser während der Überwachung zu keiner Zeit erreicht wird, endet diese mit dem NOK-Status und ohne Messwert.
Parameter | Beschreibung |
|---|---|
Drehmomentauslöser | Muss >= 0 und < Max. Werkzeugdrehmoment sein. |
Unterer Grenzwert | Niedrigster akzeptable Stromwert. |
Oberer Grenzwert | Höchster akzeptable Stromwert. |
CI - Klick
Werkzeuge |
|---|
MWR-T MWR-TA |
Diese Schrittüberwachung ist für IxB-Werkzeuge nicht verfügbar.
Überwachung zur Aktivierung von Knickschlüssel- und Klickwinkelergebnissen. Diese Überwachung hat keine Einstellungen und kann nur mit dem MWR-Schritt verwendet werden.
LD - Erkennung gelöster Verschraubungen
Werkzeuge |
|---|
ST-Wrench |
Diese Schrittüberwachung ist nur für STwrench-Werkzeuge verfügbar.
Dieser Monitor kann zur Überprüfung von Drehmoment und Richtung verwendet werden, um festzustellen, ob bei der Schrittstrategie Drehmomentschlüssel – Produktion für einen STwrench ein Lösen versucht wird. Wenn das in entgegengesetzter Richtung zur konfigurierten Verschraubungsrichtung des Programms angelegte Drehmoment über dem als Lösen-Grenze gesetzten Wert liegt, wird das Ergebnis als NOK ausgegeben.
MT - Mittleres Drehmoment
Werkzeuge |
|---|
ES STR SL ST SR QST IXB |
Diese Überwachung misst das durchschnittliche Drehmoment und überprüft, ob der berechnete Wert innerhalb der Grenzwerte liegt.
Parameter | Beschreibung |
|---|---|
Typ | Legt die Startbedingung fest:
|
Drehmomentauslöser | Verfügbar, wenn Typ auf Startdrehmoment, Winkelauslöser oder Winkelfenster festgelegt ist. Muss >= 0 und < Max. Werkzeugdrehmoment sein. |
Winkelauslöser | Verfügbar, wenn Typ auf Winkelauslöser oder Winkelfenster festgelegt ist. Muss > 0 sein. |
Winkelfenster | Verfügbar, wenn Typ auf Winkelfenster festgelegt ist. Muss > 0 sein.
|
Zeitintervall | Verfügbar, wenn Typ auf Zeitintervall festgelegt ist. Muss > 0 sein. |
Unterer Grenzwert | Niedrigstes akzeptables Drehmoment. |
Oberer Grenzwert | Höchstes akzeptables Drehmoment. |
Pulszahl
Werkzeuge |
|---|
STR |
Diese Schrittüberwachung ist nur für folgende Werkzeuge verfügbar:
ETV-STR61-100-13
ETV-STR61-70-13
ETV-STR61-50-10
Vor Verwendung der Schrittüberwachung Pulszahl muss die Lizenz Strategien mit niedrigen Reaktionskräften auf der Steuerung installiert sein.
Diese Überwachung misst die Anzahl der Impulse und bestätigt, ob diese zwischen der Unter- und der Obergrenze für die Pulszahl liegt.
Wenn die Drehmoment-Triggerschwelle festgelegt ist, beginnt die Prüfung, sobald das gemessenes Drehmoment über der Drehmoment-Triggerschwelle liegt.
Verwenden Sie bei Ausführung eines Verschraubungsschritts mit der Schrittüberwachung Pulszahl den erforderlichen PulseDrive-Aufsatz/-Adapter.
Wenn der Verschraubungsschritt ohne den erforderlichen PulseDrive-Aufsatz/-Adapter ausgeführt wird, sind alle Verschraubungen NIO. Bei einem fehlenden PulseDrive-Aufsatz/-Adapter wird der Schrittfehler „PulseDrive-Aufsatz/-Adapter nicht erkannt“ angezeigt.
Parameter | Beschreibung |
|---|---|
Obergrenze Pulszahl- n+ | Die Pulszahlgrenzen werden verwendet, um zu bestimmen, ob die gemessene Anzahl der Impulse IO oder NIO ist.
Die Obergrenze für die Pulszahl muss zwischen 1 und 9999999 liegen. Sie muss mindestens so hoch wie die Untergrenze für die Pulszahl sein. |
Untergrenze Pulszahl- n+ | Die Pulszahlgrenzen werden verwendet, um zu bestimmen, ob die gemessene Anzahl der Impulse IO oder NIO ist.
Die Untergrenze für die Pulszahl muss zwischen 1 und 9999999 liegen. Sie darf höchstens so hoch wie die Obergrenze für die Pulszahl sein. |
Drehmomentauslöser - Tt | Der Drehmomentauslöser muss zwischen 0 und dem Höchstdrehmoment des Werkzeugs liegen. |
PrT – Vorherrschendes Drehmoment
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Die Überwachung berechnet den vorherrschenden Drehmomentwert in der Fensterlänge und überprüft, ob er innerhalb der Drehmomentgrenzwerte liegt. Das Winkelfenster beginnt ab dem Abschaltpunkt rückwärts mit dem Winkelwert, der für den Startwinkelfestgelegt wurde. Dabei werden die Winkel abgedeckt, die für die Winkelfensterlänge in Rückwärtsrichtung festgelegt wurden. Wenn der Startwinkel nicht festgelegt wird, beginnt das Winkelfenster am Abschaltpunkt. Der berechnete Wert des vorherrschenden Drehmoments ist der Mittelwert oder Spitzenwert des Drehmoments (abhängig von dem vom Benutzer eingestellten Parameter) während der Fensterlänge. Der berechnete Wert wird als Ergebnisdatensatz Gemessenes vorherrschendes Drehmoment gespeichert. Wenn der Drehmomentausgleich auf Ein gestellt ist, wird das gemessene, vorherrschende Drehmoment von allen Drehmoment-Ergebniswerten der darauffolgenden Stufen abgezogen. Zuvor berechnete, vorherrschende Drehmomentausgleichswerte werden nicht länger von den Drehmomentwerten abgezogen. Wenn der Drehmomentausgleich auf Nein, eingestellt ist, erfolgt kein Abzug in den darauffolgenden Schritten.
Wenn der Gesamtwinkel der Überwachung kleiner als der Startwinkel plus der Fensterlänge ist, meldet die Überwachung NIO.
Das vorherrschende Drehmoment kann als Mittelwert der Messwerte oder bei Spitzenmoment gemessen werden. Um zwischen diesen beiden Modi zu wählen, stellen Sie den Parameter Wert verwenden entweder auf Mittleres Drehmoment (für Durchschnittswerte) oder Spitzenmoment (für Spitzenwert) ein.
Parameter | Beschreibung |
|---|---|
Drehmomentausgleich | Ein oder Aus. |
Startwinkel | Muss > 0 sein |
Fensterlänge | Muss >= 0 sein |
Unterer Grenzwert | Muss > 0 sein |
Oberer Grenzwert | Muss >= 0 sein |
Wert verwenden | Mittleres Drehmoment (für Durchschnittswerte) oder Spitzendrehmoment (für Spitzenwert). |
PT - Spitzenmoment
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB MWR-TA MWR-T |
Diese Stufe überwacht die Messungen des Maximalmoments, das während der Überwachung erreicht wird (einschließlich möglicher Überschreitungen) und überprüft, dass der Wert zwischen dem Oberen Grenzwert und Unteren Grenzwert liegt.
Parameter | Beschreibung |
|---|---|
Unterer Grenzwert | Niedrigstes akzeptables Drehmoment. |
Oberer Grenzwert | Höchstes akzeptables Drehmoment. |
PTCA - Vorgewindeschnittwinkel
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Stufenüberwachung misst den Maximalwinkel, welcher während der Überwachung erreicht wird und überprüft, dass der Wert zwischen dem Oberen Grenzwert und Unteren Grenzwert liegt.
Das Startdrehmoment wird ignoriert, bis das Ende des Gewindeschnittwinkelfensters erreicht ist. Sobald das gemessene Drehmoment über dem Startdrehmoment liegt, beginnt die Winkelmessung.
Parameter | Beschreibung | Standardwert |
|---|---|---|
Stoppbedingung | Legt fest, wo die Winkelmessung beendet wird:
| Abschaltung |
Startdrehmoment | Die Winkelmessung beginnt bei diesem Auslöser. Minimaler Grenzwert: muss >= 0 sein Maximaler Grenzwert: muss < Max. Werkzeugdrehmoment sein | 0 |
Unterer Grenzwert | Niedrigster akzeptabler Winkel. Minimaler Grenzwert: muss >= 0 sein Maximaler Grenzwert: muss < 9 999 999 und < Oberer Grenzwert sein | Nicht ausgewählt |
Oberer Grenzwert | Höchster akzeptabler Winkel. Minimaler Grenzwert: Muss > 0 und > Unterer Grenzwert sein Maximaler Grenzwert: muss < 9 999 999 sein | Nicht ausgewählt |
Gewindeschneiden, Auslösedrehmoment | Minimaler Grenzwert: muss >= 0 sein Maximaler Grenzwert: muss < Max. Werkzeugdrehmoment sein | Nicht ausgewählt |
Gewindeschneiden, Winkelfenster | Minimaler Grenzwert: muss >= 0 sein Maximaler Grenzwert: muss < 9 999 999 sein | 0 |
Ergebniswerte
Gemessener Winkel: Der durch die Überwachung gemessene Winkel.
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Abschaltpunkt | E | Winkel-Untergrenze |
B | Drehmomentauslöser | F | Winkel-Obergrenze |
C | Drehmomentauslöser Gewindeschneiden | G | Gemessener Drehwinkel |
D | Gewindeschneiden, Winkelfenster |
PTCPT - Spitzenmoment Vorgewindeschnitt
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Misst das maximale Drehmoment, das während der Überwachung erreicht wird (einschließlich Überschreitungen), und prüft, dass es innerhalb der Drehmomentgrenzwerte liegt. Alle Drehmomentwerte werden ignoriert, bis das Ende des Gewindeschnittwinkelfensters erreicht ist.
Parameter | Beschreibung |
|---|---|
Gewindeschneiden, Auslösedrehmoment | Muss >= 0 sein |
Gewindeschneiden, Winkelfenster | Muss > 0 sein |
Unterer Grenzwert | Muss >= 0 sein |
Oberer Grenzwert | Muss > 0 sein Muss > Unterer Grenzwert sein |
PVTH - Drehmoment nach Anzeige hoch
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Überwachung prüft, dass alle Drehmomentwerte in der Winkelfensterlänge unterhalb der Obergrenze liegen.
Das Winkelfenster beginnt ab dem Abschaltpunkt rückwärts mit dem Winkelwert, der für den Startwinkelfestgelegt wurde. Dabei werden die Winkel abgedeckt, die für die Winkelfensterlänge in Rückwärtsrichtung festgelegt wurden. Wenn der Startwinkel nicht festgelegt wird, beginnt das Winkelfenster am Abschaltpunkt. Die bei der Überwachung verwendeten Drehmomentwerte basieren auf dem mittleren Drehmomentwert, der durch die Probenanzahl berechnet wird. Wenn der Gesamtwinkel der Überwachung kleiner als der Startwinkel plus der Winkelfensterlänge ist, meldet die Überwachung NIO.
Parameter | Beschreibung |
|---|---|
Startwinkel | Muss >= 0 sein |
Fensterlänge | Muss > 0 sein |
Anzahl der Stichproben | Mindestwert =1 |
Oberer Grenzwert | Höchstes akzeptables Drehmoment. |
PVTL - Drehmoment nach Anzeige niedrig
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Entspricht der Überwachung Drehmoment nach Anzeige hoch, wobei diese Überwachung prüft, ob alle Drehmomentwerte in der Winkelfensterlänge über der Untergrenze liegen.
Parameter | Beschreibung |
|---|---|
Startwinkel | Muss >= 0 sein |
Fensterlänge | Muss > 0 sein |
Anzahl der Stichproben | Mindestwert =1 |
Unterer Grenzwert | Niedrigstes akzeptables Drehmoment. |
SOC - Abschaltstrom
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Der Abschaltmoment ist der Punkt, an dem die Stufe ihr Ziel erreicht. Der Strom wird am Abschaltpunkt gemessen und es wird überprüft, ob dieser Wert zwischen dem Oberen Grenzwert und Unteren Grenzwert liegt.
Parameter | Beschreibung |
|---|---|
Unterer Grenzwert | Niedrigster akzeptable Stromwert. |
Oberer Grenzwert | Höchster akzeptable Stromwert. |
SOT - Abschaltmoment
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Der Abschaltmoment ist der Punkt, an dem die Stufe ihr Ziel erreicht. Das Drehmoment wird am Abschaltpunkt gemessen und es wird überprüft, ob dieser Wert zwischen dem Oberen Grenzwert und Unteren Grenzwert liegt.
Parameter | Beschreibung |
|---|---|
Unterer Grenzwert | Niedrigstes akzeptables Drehmoment. |
Oberer Grenzwert | Höchstes akzeptables Drehmoment. |
SSD – Ratter-Erkennung
Werkzeuge |
|---|
ES STR SL ST SR QST IXB |
Diese Überwachung erkennt und meldet Ratter-Effekte während einer Stufe. Die Erkennung erfolgt, indem gezählt wird, wie oft das Drehmoment über der Triggerschwelle lag. Wenn die Anzahl größer als die Maximale Anzahl der Schwankungen ist, wird der Ratter-Fehler gemeldet. Die Überwachung wird in zwei Modi ausgeführt: Dynamisch oder Fest. Der Unterschied zwischen den Modi ist die Art und Weise, wie die Triggerschwelle berechnet wird.
Dynamisches Drehmoment: Die Triggerschwelle wird dynamisch als Prozentsatz des Spitzendrehmoments des aktuellen maximalen Drehmoments berechnet, das während der Überwachung erreicht wurde. Die Überwachung wird gestartet, sobald das Drehmoment den Startdrehmoment überschreitet.
Festes Drehmoment: Die Triggerschwelle ist das vom Benutzer angegebene Startdrehmoment. In diesem Modus wird der Prozentsatz nicht benötigt.
Wenn das Drehmoment niemals das Auslösedrehmoment erreicht, wird die Überwachung nicht gestartet. Dies führt zu einem NIO-Status.
Parameter | Beschreibung |
|---|---|
Typ | Gibt an, welche Art Haft-Gleit-Erkennung überwacht wird. Standardeinstellung: Dynamisches Drehmoment. |
Prozent Spitzendrehmoment | Standardeinstellung: 80%, Muss >= 10 und < 100 sein. |
Startdrehmoment | Standardeinstellung: 5, Muss >= 0 und < Max. Werkzeugdrehmoment sein. |
Maximale Oszillationszahl | Standardeinstellung: 5, Muss >= 3 und < 20 sein. |
TAW – Drehmoment im Winkelfenster
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Überwachung prüft, dass alle Drehmomentwerte im Winkelfenster innerhalb der Drehmomentgrenzwerte liegen.
Parameter | Beschreibung |
|---|---|
Startdrehmoment | Muss >= 0 sein |
Startwinkel | Muss > 0 sein |
Fensterlänge | Muss <= 0 sein |
Unterer Grenzwert | Muss >= 0 sein |
Oberer Grenzwert | Muss > 0 sein Muss > Unterer Grenzwert sein |
NIO wenn Fenster passiert wird | Wenn auf Ja gesetzt, ist der Status der Überwachung NIO, wenn das Ende des Winkelfensters nicht erreicht wird. |
TC - Drehmomentkalibrierung
Werkzeuge |
|---|
QST |
Diese Schrittüberwachung ist nur für Werkzeuge mit doppeltem Messwertgeber verfügbar.
Die Überwachung Drehmomentkalibrierung prüft, ob das maximal erreichte Drehmoment innerhalb der Drehmoment-Grenzwerte liegt.
Parameter | Beschreibung |
|---|---|
Messwertgebertyp | Primär oder Sekundär Für den vorderen Messwertgeber des Werkzeugs auf Sekundär setzen. |
Unterer Grenzwert | Muss >= 0 sein |
Oberer Grenzwert | Muss > 0 sein Muss > Unterer Grenzwert sein |
TG – Drehmomentgradient
Werkzeuge |
|---|
ES STR SL ST SR QST IXB |
Diese Überwachung überprüft, ob der Gradient innerhalb der Grenzwerte liegt.
Parameter | Beschreibung |
|---|---|
Gradient, Winkelfenster | Gibt das Winkelfenster an:
|
Winkelfenster | Verfügbar, wenn Gradient-Winkelfenster auf Manuell eingestellt ist. Muss > 0 und <= 100 sein. |
Endpunktüberprüfung | Wenn auf Ja gesetzt, wird nur der am Abschaltpunkt der Stufe gemessene Gradient anhand der Grenzwerte überprüft. |
Startdrehmoment | Die Winkelmessung beginnt bei diesem Auslöser. Muss > 0 und < Max. Werkzeugdrehmoment sein. |
Dämpfung | Häufigkeit, mit der der Gradient berechnet wird. Muss > 0 und < 100 und < Winkelfenster sein. |
Unterer Grenzwert | Niedrigster akzeptabler Drehmomentgradient. Muss >= -100 sein. |
Oberer Grenzwert | Höchster akzeptabler Drehmomentgradient. Muss > -100 und > Untergrenze sein. |
Drehmomentfiltertyp | Die Art des Filters:
|
Grenzfrequenz | Muss angegeben werden, wenn der Drehmomentfiltertyp auf Tiefpass gesetzt ist:
|
Anzahl Stichproben | Muss angegeben werden, wenn der Drehmomentfiltertyp auf Gleitender Durchschnitt gesetzt ist:
|
Winkel-Offset | Verfügbar, wenn Endpunktüberprüfung auf Nein gesetzt ist. Gibt die Gradzahl an, nach der die Berechnung des Gradienten beginnt, nachdem das Startdrehmoment zum ersten Mal überschritten wurde. |
Ti - Zeit
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Überwachung misst die während der Überwachung vergangene Zeit und prüft, dass der Wert innerhalb der Zeitgrenzwerte liegt. Die Zeitmessung beginnt zu Beginn der Überwachung oder, wenn das Startdrehmoment angegeben ist, an einem Punkt, wo das Drehmoment den Startdrehmoment zum ersten Mal während der Überwachung überschreitet.
Parameter | Beschreibung |
|---|---|
Startdrehmoment | Muss >= 0 und < Max. Werkzeugdrehmoment sein. |
Unterer Grenzwert | Muss >= 0 sein |
Oberer Grenzwert | Muss > 0 sein Muss > Unterer Grenzwert sein |
TRD - Drehmomentanstieg und Abweichung
Werkzeuge |
|---|
ES STR SL ST SR QST IXB |
Diese Stufenüberwachung misst und prüft den Drehmomentanstieg, d. h. das Verhältnis von Drehmoment zu Winkel. Der berechnete Drehmomentanstieg ist in Ordnung, wenn er zwischen dem Oberen Grenzwert und Unteren Grenzwert der Drehmomentanstiegsgrenzen liegt.
Parameter | Beschreibung |
|---|---|
Startdrehmoment | Drehmoment am Winkel-Startpunkt. |
Startpunkt, Winkel | Die Drehmomentmessung beginnt, sobald der Startpunkt-Winkel des Startdrehmoments gemessen wurde. |
Endpunkt, Winkel | Winkelpunkt am Stopppunkt der Drehmomentmessung |
Endpunkt, Drehmoment | Drehmoment am Stopppunkt der Drehmomentmessung |
Unterer Grenzwert | Niedrigstes akzeptables Drehmoment. |
Oberer Grenzwert | Höchstes akzeptables Drehmoment. |
Grenze | Muss > 0 sein |
YA - Winkel ab Steckgrenze
Werkzeuge |
|---|
ES STR SL ST SR QST IXB |
Dies Überwachung misst den ab der Streckgrenze erreichten Spitzenwinkel und prüft, dass der Spitzenwinkel innerhalb der Grenzwerte liegt.
Parameter | Beschreibung |
|---|---|
Gradient, Winkelfenster | Gibt das Winkelfenster an:
|
Winkelfenster | Verfügbar, wenn Gradient-Winkelfenster auf Manuell eingestellt ist. Muss > 0 und <= 100 sein. |
Prozent Streckgrenze | Muss >=20 % sein. |
Startdrehmoment | Die Winkelmessung beginnt bei diesem Auslöser. Muss > 0 und < Max. Werkzeugdrehmoment sein. |
Dämpfung | Häufigkeit, mit der der Gradient berechnet wird. Muss > 0 und < 100 und < Winkelfenster sein. |
Unterer Grenzwert | Niedrigster akzeptabler Winkel. Muss >= 0 sein |
Oberer Grenzwert | Höchster akzeptabler Winkel. Muss > 0 sein |
Drehmomentfiltertyp | Die Art des Filters:
|
Grenzfrequenz | Muss angegeben werden, wenn der Drehmomentfiltertyp auf Tiefpass gesetzt ist:
|
Anzahl Stichproben | Muss angegeben werden, wenn der Drehmomentfiltertyp auf Gleitender Durchschnitt gesetzt ist:
|
Stufeneinschränkungen
Die Verfügbarkeit von Verschraubungsschritten,Überwachungen und Einschränkungen hängt von der spezifischen, auf dem Controller installierten Lizenz ab.
Zur Sicherstellung, dass die Verschraubung stoppt, wenn etwas Unerwartetes eintritt, können dem mehrstufigen Verschraubungsprogramm Schrittenschränkungen hinzugefügt werden. Diese Einschränkungen könnten beispielsweise prüfen, dass kein maximales Drehmoment erreicht wird oder dass kein Teil der mehrstufigen Verschraubung zu lange dauert. Jede Stufe enthält seine eigenen obligatorischen und fakultativen Einschränkungen. Die obligatorischen Einschränkungen sind verfügbar, wenn eine neue Stufe in das mehrstufige Programm gezogen wird. Für alle Stufen können jeweils bis zu vier Einschränkungen gelten.
Bei den Steuerungen Power Focus 6000 StepSync und Power Focus 8 StepSync können im Verschraubungsprogramm Synchronisierungspunkte verwendet werden. Wenn eine für eine Einschränkung festgelegte Bedingung erfüllt ist, wird das Werkzeug sofort gestoppt und das Programm springt zum nächsten Synchronisierungspunkt (nur gültig für Power Focus 6000 StepSync, Power Focus 8 StepSync und Flex) oder zum Programmende. Bei Steuerungen ohne StepSync wird das Werkzeug sofort gestoppt und das Programm springt zum Ende.
Nur für Flex:
Wählen Sie für jede Einschränkung Reparabel = Ja aus, um einen Neuversuch zu erlauben, wenn die Verschraubung stoppt.
Die folgenden Einschränkungen werden automatisch jeder Stufe hinzugefügt, die dem mehrstufigen Verschraubungsprogramm hinzugefügt wird.
Stufeneinschränkung | Geltende Stufen |
|---|---|
Höchstzeit | Alle außer Externes Ergebnis und MWR |
Maximales Drehmoment |
|
Höchstwinkel |
|
Power Focus 6000 / Power Focus 8 | Power Focus 6000 StepSync / Power Focus 8 StepSync | Flex | IxB |
|---|---|---|---|
ST | ST | QST | IxB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IxB | |||
Power Focus Connect |
A - Maximaler Winkel
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Einschränkung misst den Winkel. Wenn der gemessene Winkel den maximalen Grenzwert erreicht, stoppt das Werkzeug sofort. Der Winkel wird ab Beginn der Einschränkung oder, falls angegeben, ab dem Punkt gemessen, an dem das Drehmoment das Startdrehmoment zum ersten Mal während der Einschränkung überschreitet.
Parameter | Beschreibung |
|---|---|
Startdrehmoment | Bei Angabe ist dies das Startmoment, ab dem die Winkelmessung beginnt. |
Maximaler Grenzwert | Wenn dieser Grenzwert erreicht ist, stoppt das Werkzeug sofort. |
C - Strom
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Schritteinschränkung wird von Power Focus XC nicht unterstützt.
Die Einschränkung prüft den Ist-Strom, bei dem das Drehmoment den Drehmomentauslöser überschreitet. Wenn der Ist-Strom die Grenzwerte überschreitet, wird das Werkzeug sofort gestoppt und das Verschraubungsprogramm springt zum nächsten Synchronisierungspunkt oder zum Programmende. Das Ergebnis ist der erste Spitzen- oder Niedrigwert, der bei der Überwachung zum NOK geführt hat. Im Fall von OK wird der zuletzt gemessene Stromwert angezeigt. Wenn der Drehmomentauslöser während der Einschränkung zu keiner Zeit erreicht wird, endet diese mit dem OK-Status.
Parameter | Beschreibung |
|---|---|
Drehmomentauslöser | Muss >= 0 und < Max. Werkzeugdrehmoment sein. |
Unterer Grenzwert | Niedrigster akzeptable Stromwert. |
Oberer Grenzwert | Höchster akzeptable Stromwert. |
CTh - Gewindeausriss
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Einschränkung überprüft den Winkel ab dem Punkt, an dem das Drehmoment das Startdrehmoment (T1) überschreitet, bis zu dem Punkt, an dem das Drehmoment das Enddrehmoment (T2) überschreitet. Wenn der ab dem Startdrehmoment (T1) gemessene Winkel größer als der obere Grenzwert (Amax) ist, wird das Werkzeug sofort gestoppt.
Wenn das Drehmoment das Enddrehmoment (T2) überschreitet, wird der gemessene Winkel mit dem unteren Grenzwert (Amin) verglichen. Wenn der Winkel kleiner als dieser Grenzwert ist, stoppt das Werkzeug sofort.
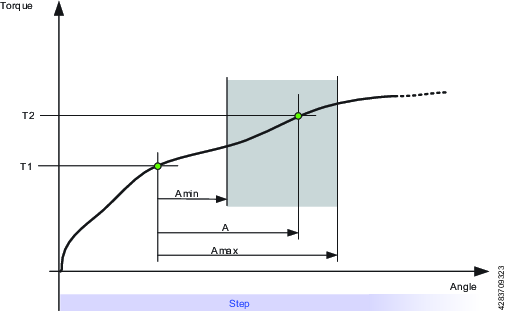
Parameter | Beschreibung | In Abbildung |
|---|---|---|
Startdrehmoment | Muss <= 0 sein. | T1 |
Enddrehmoment | Muss <= 0 sein. | T2 |
Minimaler Grenzwert | Der untere Winkelgrenzwert | Amin |
Maximaler Grenzwert | Der obere Winkelgrenzwert | Amax |
PCH - Pulszahl hoch
Werkzeuge |
|---|
STR |
Diese Einschränkung ist nur für folgende Werkzeuge verfügbar:
ETV-STR61-100-13
ETV-STR61-70-13
ETV-STR61-50-10
Vor Verwendung der Einschränkung Pulszahl muss die Lizenz Strategien mit niedrigen Reaktionskräften auf der Steuerung installiert sein.
Diese Einschränkung beschränkt die Anzahl der Impulse und stellt sicher, dass diese unter der festgelegten Obergrenze für die Pulszahl liegt.
Wenn die gemessene Anzahl der Impulse über der Obergrenze für die Pulszahl liegt, wird das Werkzeug sofort gestoppt und das Programm springt zum nächsten Synchronisierungspunkt oder zum Programmende.
Wenn die Drehmoment-Triggerschwelle festgelegt ist, beginnt die Prüfung, sobald das gemessenes Drehmoment über der Drehmoment-Triggerschwelle liegt.
Verwenden Sie bei Ausführung eines Verschraubungsschritts mit der Schritteinschränkung Pulszahl hoch den erforderlichen PulseDrive-Aufsatz/-Adapter.
Wenn der Verschraubungsschritt ohne den erforderlichen PulseDrive-Aufsatz/-Adapter ausgeführt wird, sind alle Verschraubungen NIO. Bei einem fehlenden PulseDrive-Aufsatz/-Adapter wird der Schrittfehler „PulseDrive-Aufsatz/-Adapter nicht erkannt“ angezeigt.
Parameter | Beschreibung |
|---|---|
Obergrenze Pulszahl- n+ | Die Obergrenze für die Pulszahl muss zwischen 1 und 9999999 liegen. |
Drehmomentauslöser - Tt | Der Drehmomentauslöser muss zwischen 0 und dem Höchstdrehmoment des Werkzeugs liegen. |
Rh - Rehit
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Einschränkung überprüft das Drehmoment. Wenn das gemessene Drehmoment das Erkennungsdrehmoment übersteigt, wird das Werkzeug sofort gestoppt und das Programm springt zum nächsten Synchronisierungspunkt (für Power Focus 6000 StepSync und Power Focus 8 StepSync) oder zum Programmende.
Die Stufe Rehit kann nur zur ersten Stufe eines mehrstufigen Verschraubungsprogramms hinzugefügt werden. Sobald die Rehit-Einschränkung zur ersten Stufe hinzugefügt wurde, kann die Stufe zu keiner anderen Position innerhalb des Verschraubungsprogramms verschoben werden. Die Rehit-Einschränkung muss aus der ersten Stufe gelöscht werden, um diese an eine andere Position innerhalb des Verschraubungsprogramms verschieben zu können.
Parameter | Beschreibung |
|---|---|
Erkennungsmoment | Wenn das gemessene Drehmoment das Erkennungsdrehmoment übersteigt, wird das Werkzeug sofort gestoppt und das Programm springt zum nächsten Synchronisierungspunkt (für Power Focus 6000 StepSync und Power Focus 8 StepSync) oder zum Programmende. Muss größer als Null sein. |
Winkelfenster | Das Winkelfenster wird ab dem Start der Stufe gemessen. Ist kein Winkelfenster festgelegt, so bleibt die Einschränkung für die gesamte Stufe aktiv. |
RT – Rückgängiges Drehmoment
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Einschränkung überprüft das Drehmoment. Wenn das gemessene Drehmoment unter die Bedingung der Einschränkung fällt, wird das Werkzeug sofort gestoppt und das Programm springt zum nächsten Synchronisierungspunkt (für Power Focus 6000 StepSync und Power Focus 8 StepSync) oder zum Programmende.
Drehmomentsteuerungsverfahren
Die einschränkende Bedingung ist das gemessene Drehmoment. Damit die Einschränkung aktiv ist, muss das Drehmoment zunächst 110 % des Grenzwertes für rückgängiges Drehmoment überschreiten.Winkelsteuerungverfahren
Diese Einschränkung prüft, ob das maximale Drehmoment während der Einschränkung erreicht wird. Damit die Einschränkung aktiv ist, muss das Drehmoment zunächst das Startdrehmoment überschreiten.
Parameter | Beschreibung |
|---|---|
Grenzwert rückgängiges Drehmoment | Standardeinstellung: 10 Nm. Muss > 0 sein. |
Parameter | Beschreibung |
|---|---|
Startdrehmoment | Muss > 0 sein. |
Prozent Spitzendrehmoment | Standardeinstellung: 95. Muss >= 50 sein. |
Zeit für rückgängiges Drehmoment | Standardeinstellung: 20. Muss >= 5 und <= 500 sein. |
Rückgängiger Drehmomentwinkel | Muss > 0 sein. |
Kabelwerkzeuge haben die Option, eine Drehmomentaufhebung für den Winkel zu wählen. Diese Einschränkung wird von zwei Parametern gesteuert: Prozentsatz Spitzendrehmoment und Zeit für rückgängiges Drehmoment. Der Prozentsatz legt die Abweichung vom letzten Spitzendrehmoment nach unten fest, und die Zeit für rückgängiges Drehmoment legt die Dauer (zwischen 5 und 500 ms) dieser Abweichung fest. Nur wenn beide Bedingungen (gleich oder kleiner als der angegebene Prozentsatz für die eingestellte Dauer) erfüllt sind, wird das Programm unterbrochen und springt zum Ende.
T – Maximales Drehmoment
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Einschränkung überprüft das Drehmoment. Wenn das gemessene Drehmoment den maximalen Grenzwert überschreitet, stoppt das Werkzeug sofort.
Parameter | Beschreibung |
|---|---|
Maximaler Grenzwert | Wenn das Drehmoment den festgelegten Grenzwert erreicht, stoppt das Werkzeug sofort. |
TAW – Drehmoment im Winkelfenster
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Einschränkung prüft, ob das gemessene Drehmoment in der Winkelfensterlänge innerhalb der Drehmomentgrenzwerte liegt. Wenn das gemessene Drehmoment außerhalb der Grenzwerte liegt, wird das Werkzeug sofort gestoppt und das Programm springt zum Ende. Die Winkelfensterlänge beginnt am Startwinkel ab dem Punkt, wo das Drehmoment das erste Mal das Auslösedrehmoment überschritten hat. Wenn das Auslösedrehmoment nicht eingestellt ist, beginnt der Startwinkel zu Beginn der Einschränkung.
Wenn das Ende der Winkelfensterlänge nicht erreicht wird, lautet der Status der Einschränkung NIO.
Parameter | Beschreibung |
|---|---|
Startdrehmoment | Muss >= 0 sein |
Startwinkel | Muss >= 0 sein |
Fensterlänge | Muss >0 sein |
Minimaler Grenzwert | Muss >= 0 sein |
Maximaler Grenzwert | Muss <= Minimaler Grenzwert sein |
TCD – Drehmoment/Strom-Abweichung
Werkzeuge |
|---|
ES STR SL ST SR QST IXB |
Diese Einschränkung prüft, ob alle Strommessungen, die in den entsprechenden Drehmomentwert umgewandelt wurden, höchstens mit maximaler Abweichung vom tatsächlich mit dem Drehmomentgeber gemessenen Drehmoment entfernt sind. Die Einschränkung beginnt, wenn das Drehmoment das Auslösedrehmoment zum ersten Mal während der Stufe erreicht, und ist aktiv, bis die Stufe ihr Ziel erreicht.
Wird das Startdrehmoment nicht erreicht, wird die Überwachung mit IO gemeldet.
Parameter | Beschreibung |
|---|---|
Startdrehmoment | Muss >= 0 sein |
Maximale Abweichung | Standardeinstellung: 1, Muss > 0 sein |
TG – Drehmomentgradient
Werkzeuge |
|---|
ES STR SL ST SR QST IXB |
Diese Einschränkung prüft den Gradienten. Wenn dieser außerhalb der Grenzwerte liegt, wird das Werkzeug sofort gestoppt und das Programm springt zum Ende.
Parameter | Beschreibung |
|---|---|
Gradient, Winkelfenster | Gibt das Winkelfenster an:
|
Winkelfenster | Verfügbar, wenn Gradient-Winkelfenster auf Manuell eingestellt ist. Muss > 0 und <= 100 sein. |
Startdrehmoment | Muss > 0 und < Max. Werkzeugdrehmoment sein. |
Dämpfung | Häufigkeit, mit der der Gradient berechnet wird. Muss > 0 und < 100 und < Winkelfenster sein. |
Minimaler Grenzwert | Muss >= -100 sein. |
Maximaler Grenzwert | Muss > -100 und > Untergrenze sein. |
Drehmomentfiltertyp | Die Art des Filters:
|
Grenzfrequenz | Muss angegeben werden, wenn der Drehmomentfiltertyp auf Tiefpass gesetzt ist:
|
Anzahl Stichproben | Muss angegeben werden, wenn der Drehmomentfiltertyp auf Gleitender Durchschnitt gesetzt ist:
|
Ti - Höchstzeit
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Einschränkung überprüft die Zeit. Wenn der maximale Grenzwert erreicht ist, wird das Werkzeug sofort angehalten.
Parameter | Beschreibung |
|---|---|
Maximaler Grenzwert | Wenn diese Zeit abgelaufen ist, stoppt das Werkzeug sofort. |
Ergebnisberichte
Über Ergebnisberichte können bestimmte Werte eines ausgewählten Erzeugers aus dem Ergebnis extrahiert werden. Die Ergebnisberichte gehören zu einem Schritt, müssen aber an die Überwachung/Einschränkung gebunden werden, von der sie die Werte auslesen sollen. Es können nur Überwachungen oder Einschränkungen ausgewählt werden, die sich im gleichen Schritt wie der Ergebnisbericht befinden. Ein Ergebnisbericht wird einem Schritt über Drag&Drop hinzugefügt (so wie Überwachungen und Einschränkungen). Jeder Ergebnisbericht kann einen bestimmten Ergebniswert melden (z.B. Einschraubwinkel, Enddrehmoment, Sicherungsmoment).
Ergebnisberichte können gebunden werden an:
Programmüberwachungen
Stufenüberwachungen
Schritteinschränkungen
Jeder Ergebnisbericht definiert einen Endwerttyp:
Finaler Winkel
Enddrehmoment
Sicherungsmoment
Selbstschneidemoment
Aktuell
Einschraubwinkel
Anzahl Impulse
Allgemeine Parameter
Parameter | Beschreibung |
|---|---|
Erzeuger | Gibt an, welche Überwachung/Einschränkung den Wert erzeugen soll. |
Wert | Gibt an, welcher Wert vom ausgewählten Erzeuger angezeigt werden soll. |
Einschränkungen:
Ein Ergebnisbericht kann nur einer Überwachung/Einschränkung hinzugefügt werden, die zu einem Schritt im Hauptpfad oder zu einer Programmüberwachung/Programmeinschränkung gehört.
In einem Schritt können mehrere Ergebnisberichte vorhanden sein, wenn sie unterschiedlichen Typs sind.
Beispielsweise kann es einen Ergebnisbericht vom Typ Endwinkel in jedem Schritt und für Programmüberwachung Winkel geben.
Bei Überwachungen/Einschränkungen mit mehr als einem Ergebniswert können mehrere Ergebnisberichte hinzugefügt werden, wenn sie unterschiedlichen Typs sind.
In einem Schritt oder einer Programmüberwachung/Programmeinschränkung können nicht mehrere Ergebnisberichte desselben Typs vorhanden sein.
Für jeden möglichen Endwerttyp wird nur ein Ergebnis gemeldet.
Regeln:
Die interne Nummer eines Ergebniselements muss mit der des entsprechenden Ergebnisberichts übereinstimmen.
Die interne Nummer eines Überwachungs-/Einschränkungsergebnisses muss mit der internen Nummer der Überwachung/Einschränkung in der Konfiguration übereinstimmen.
Die Schrittergebnisse müssen in der Reihenfolge der Ausführung sortiert werden. Der zuerst ausgeführte Schritt muss der ersten sein.
Mögliche Werte, die von einem Ergebnisbericht gemeldet werden können (falls in Überwachung/Einschränkung/Schritt vorhanden):
Die Messwerte der Überwachung/Einschränkung (als Gleitkomma- oder Ganzzahl)
Die Ober- und Untergrenzen der Überwachung/Einschränkung
Status
Drehmomentauslöser und Winkelauslöser
Solldrehmoment und Sollwinkel (Lesen aus Schritt)
Mögliche Statuswerte:
Niedrig
i.O.
Hoch
Sonstiges
Nicht Gesetzt
Die Sollwerte gehören zu keiner Schrittüberwachung, daher werden die Sollwerte aus dem Schritt entnommen, zu dem die Überwachung gehört.
Hinzufügen eines mehrstufigen Programms
Wählen Sie im Startbildschirm die Registerkarte Verschraubung. Wählen Sie dann links Multistep-Programmbibliothek.
Wählen Sie das Plus-Symbol in der oberen rechten Ecke der Benutzeroberfläche aus. Wählen Sie dann den Programmtyp (Verschrauben oder Lösen) aus.
Ziehen Sie die Verschraubungsschritte, Überwachungen und Einschränkungen per Drag-&-Drop in den Verschraubungsbereich.
Schritte können nur zwischen Start- und Endpunkt des Programms platziert werden, während Überwachungen und Einschränkungen nur auf Schritten platziert werden können.
Funktion
Beschreibung
Start- und Endpunkte

Start- und Endpunkte des Multistep-Programms. Alle Stufen müssen zwischen diesen beiden Punkten platziert werden.
Eine Stufe hinzufügen

Ziehen Sie eine Stufe aus der Liste und legen Sie sie an der gewünschten Position zwischen den Start- und Endpunkten ab.
Eine Stufe verschieben

Klicken und halten Sie eine Stufe und bewegen Sie sie zur gewünschten Position
Anzeigen der Stufeneigenschaften

Klicken Sie auf die Stufe, damit die Eigenschaften angezeigt werden
Schließen der Stufeneigenschaften

Klicken Sie auf einen beliebigen Punkt im Verschraubungsbereich, um das Einstellungsmenü zu schließen
Einen Schritt löschen

Öffnen Sie die Stufeneigenschaften und klicken Sie am Ende des Menüs auf Löschen
Eine Beschränkung/Überwachung hinzufügen

Ziehen Sie eine Beschränkung/Überwachung aus der Liste und setzen Sie sie auf der gewünschten Stufe ab.
Eine Beschränkung/Überwachung verschieben

Klicken und halten Sie das Symbol (Haken für Überwachung, Stoppschild für Beschränkung) und ziehen Sie es per Drag and Drop auf eine geeignete Stufe
Anzeigen der Eigenschaften der Beschränkung/Überwachung

Klicken Sie auf das Symbol für Beschränkung/Überwachung, damit das Eigenschaftenmenü angezeigt wird
Schließen der Eigenschaften der Beschränkung/Überwachung

Klicken Sie auf einen beliebigen Punkt im Verschraubungsbereich, um das Einstellungsmenü zu schließen
Eine Beschränkung/Überwachung löschen

Öffnen Sie die Eigenschaften der Beschränkung/Überwachung und klicken Sie am Ende des Menüs auf Löschen
Stufenfehler

Wenn es bei einer Stufe zu einem Validierungsfehler kommt, wird diese Stufe gekennzeichnet. Beachten Sie, dass der Parameter, der den Fehler verursacht, bei geöffneten Stufeneigenschaften ebenfalls gekennzeichnet wird.
Überwachungs-/Beschränkungsfehler

Wenn es bei einer Überwachung oder Beschränkung zu einem Validierungsfehler kommt, wird diese Überwachung oder Beschränkung gekennzeichnet. Beachten Sie, dass der Parameter, der den Fehler verursacht, bei geöffneten Eigenschaften der Beschränkung/Überwachung ebenfalls gekennzeichnet wird.
Verbotene Platzierung

Wenn eine bestimmte Platzierung (einer Stufe, Überwachung oder Beschränkung) nicht zulässig ist, wird das Platzhaltersymbol nicht angezeigt.
Löschen eines mehrstufigen Programms
Klicken Sie im Menü Verschraubung auf Multistep-Programmbibliothek.
Klicken Sie in der Liste auf das Multistep-Verschraubungsprogramm, welches Sie löschen möchten.
Klicken Sie in der Liste selbst unten links auf Löschen.
Klicken Sie im Dialogfenster auf Ja, um Ihre Auswahl zu bestätigen.
Einstellungen für ein Multistep-Programm
Allgemeine Einstellungen
Parameter | Beschreibung |
|---|---|
Bezeichnung | Ein benutzerdefinierter Name für das mehrstufige Programm |
Drehrichtung | Drehrichtung der Gewinde, entweder im oder gegen den Uhrzeigersinn. |
Löseprogramm | Gibt an, ob ein Löseprogramm verfügbar ist. Wählen Sie aus der Liste der im Controller verfügbaren Löseprogramme aus. |
Typ | Typ des Programm, entweder Anziehen oder Lösen. |
Programmstart | Gibt das Drehmoment für die Generierung eines Ergebnisses an. Bleibt das Feld leer, wird das Ergebnis jedes Mal generiert, wenn das Werkzeug gestartet wird. Andernfalls wird das Ergebnis nur vom eingestellten Drehmomentpegel generiert. |
Max Drehmoment programmieren | Gibt den Drehmomentwert an, der ein mehrstufiges Verschraubungsprogramm stoppt. |
Programmendeszeit abgelaufen | Gibt den Zeitwert (in Sekunden) an, der eine mehrstufige Verschraubung stoppt. |
TrueAngle-Ausgleich | Schaltet den True-Angle-Ausgleich ein oder aus (standardmäßig aus). |
NOK bei Auslöser verloren | Die Einstellung „NOK bei Auslöser verloren“ bestimmt, ob beim letzten Schritt der Startknopf am Werkzeug vor Erreichen des vorgesehenen Zustands losgelassenen werden darf.
|
Befestigungs-Tuning
Parameter | Beschreibung |
|---|---|
Befestigungs-Tuning verwenden | Auswählen, ob Befestigungs-Tuning ein- oder ausgeschaltet sein soll. |
Getriebeübersetzung | Der Wert für die Getriebeübersetzung muss zwischen 0,5 und 4,0 liegen. |
Effizienz-Tuning | Der Wert für das Effizienz-Tuning muss zwischen 0,5 und 1,0 liegen. |
Programmüberwachung
Parameter | Beschreibung |
|---|---|
Aktiviert | Schaltet die Winkelüberwachung für das gesamte Programm Ein oder Aus. Wenn Aktiv in Stufen und Startdrehmoment leer gelassen werden, startet die Winkelüberwachung beim Programmstart. |
Aktiv in Stufen | Legt einen Bereich von Schritten fest, in dem diese Überwachung gültig ist:
|
Typ | Typ der Winkelüberwachung. Wählen Sie zwischen:
|
Startdrehmoment | Legt den Wert des Auslösedrehmoments für die Winkelüberwachung fest. Bei STB-Werkzeugen wird Startdrehmoment nur in der Verschraubungsrichtung aktiviert, wenn ein Verschraubungsprogramm ausgeführt wird; und nur in Löserichtung beim Ausführen eines Löseprogramms. |
Unterer Grenzwert | Legt den unteren Grenzwert für die Winkelüberwachung (Programm) fest. |
Oberer Grenzwert | Legt den oberen Grenzwert für die Winkelüberwachung (Programm) fest. |
Parameter | Beschreibung |
|---|---|
Aktiviert | Schaltet die Drehmomentüberwachung für das gesamte Programm Ein oder Aus. Wenn Aktiv in Stufen frei bleibt, beginnt die Drehmomentüberwachung beim Programmstart. |
Aktiv in Stufen | Legt einen Bereich von Schritten fest, in dem diese Überwachung gültig ist:
|
Typ | Typ der Drehmomentüberwachung:
|
Unterer Grenzwert | Legt den unteren Grenzwert für die Drehmomentüberwachung (Programm) fest. |
Oberer Grenzwert | Legt den oberen Grenzwert für die Drehmomentüberwachung (Programm) fest. |
Parameter | Beschreibung |
|---|---|
Aktiviert | Schaltet die Zeitüberwachung für das gesamte Programm Ein oder Aus. Diese Überwachung prüft, ob die Zeit innerhalb der festgelegten Grenzwerte liegt. |
Aktiv in Stufen | Legt einen Bereich von Schritten fest, in dem diese Überwachung gültig ist:
|
Startdrehmoment | Legt den Wert des Auslösedrehmoments fest, bei dem diese Überwachung starten soll. |
Unterer Grenzwert | Legt den unteren Grenzwert für die Zeitüberwachung (Programm) fest. |
Oberer Grenzwert | Legt den oberen Grenzwert für die Zeitüberwachung (Programm) fest. |
Programmeinschränkungen
Parameter | Beschreibung |
|---|---|
Maximale Zeitspanne | Wert in Sekunden. Diese Einschränkung prüft die Gesamtdauer der Verschraubung. Wird der Wert Zeit hoch überschritten, wird das Werkzeug sofort gestoppt. Die Zeit wird ab dem Start des Programms gemessen. |
Oberer Drehmomentgrenzwert | Diese Einschränkung prüft das Drehmoment. Überschreitet das gemessene Drehmoment den Wert Drehmoment hoch, wird das Werkzeug sofort gestoppt. |
Parameter | Beschreibung |
|---|---|
Aktiviert | Schaltet die Winkelbeschränkung für das gesamte Programm Ein oder Aus. Diese Einschränkung prüft, ob der Winkel innerhalb der festgelegten Winkelgrenzwerte liegt. |
Aktiv in Stufen | Legt einen Bereich von Schritten fest, in dem diese Einschränkung gültig ist:
|
Startdrehmoment | Legt den Wert des Auslösedrehmoments fest, bei dem diese Einschränkung starten soll. |
Oberer Grenzwert | Legt den oberen Grenzwert für die Winkelbeschränkung (Programm) fest. |
Parameter | Beschreibung |
|---|---|
Aktiviert | Schaltet die Zeiteinschränkung für das gesamte Programm Ein oder Aus. Diese Einschränkung prüft, ob die Zeit innerhalb der festgelegten Zeitgrenzwerte liegt. |
Aktiv in Stufen | Legt einen Bereich von Schritten fest, in dem diese Einschränkung gültig ist:
|
Startdrehmoment | Legt den Wert des Auslösedrehmoments fest, bei dem diese Einschränkung starten soll. |
Oberer Grenzwert | Legt den oberen Grenzwert für die Zeiteinschränkung (Programm) fest. |
Berichte
Hier können Sie auswählen, welche Werte (aus der Überwachung / Einschränkung) als Endwerte angezeigt werden sollen. Wählen Sie Hinzufügen, um einen Ergebnisbericht auszuwählen, der mit einem Programmüberwachungs- / Einschränkungswert verknüpft werden soll.
Parameter | Beschreibung |
|---|---|
Reporter | Wählen Sie einen Ergebnisbericht aus. |
Erzeuger | Wählen Sie aus, welche Überwachung / Einschränkung den Wert erzeugen soll. |
Wert | Wählen Sie aus, welcher Wert vom ausgewählten Erzeuger angezeigt werden soll. |
Kurvenkonfiguration
Die Kurvenkonfiguration kann auf Programmebene oder für jeden Schritt erfolgen. Die Standardkonfiguration wird auf Programmebene festgelegt und kann bei Bedarf in jedem Schritt außer Kraft gesetzt werden.
Hier ermöglicht das Aktivieren dieser Funktion die Konfiguration auf Programmebene.
Parameter | Beschreibung |
|---|---|
Aktiviert |
|
Sampling-Typ |
|
Sampling-Zeit | Wählen Sie die Sampling-Zeit aus der Dropdown-Liste aus (0,25 - 1000 ms) |
Sampling-Winkel | Wählen Sie den Sampling-Winkel aus der Dropdown-Liste aus (0,25 - 20 Grad) |
Validierung
Parameter | Beschreibung |
|---|---|
Abgleich mit den Werkzeugwerten | Verwenden Sie Ein, wenn das Werkzeug bekannt ist, und stellen Sie Max. Drehmoment und Max. Drehzahl ein. Verwenden Sie Aus, wenn das Werkzeug unbekannt ist. |
Werkzeug | Dropdownmenü zur Auswahl des Werkzeugs für den Abgleich. |
Max. Drehmoment | Das maximale Drehmoment des abzugleichenden Werkzeugs |
Max. Drehzahl | Die maximale Drehzahl des abzugleichenden Werkzeugs |
Relevante Informationen
STB-Werkzeuge und Multistep
Da STB-Werkzeuge drahtlos sind, können einige mehrstufige Funktionen und Verhaltensweisen abweichen. Neben den hier aufgeführten allgemeinen Einschränkungen, enthalten Beschreibungen von Mehrschritt-Funktionen bei Bedarf zusätzliche Informationen zu STB-Werkzeugen.
Programmvalidierung
Alle Verschraubungsprogramme werden auf Kompatibilität mit STB-Werkzeugen überprüft, bevor das Programm in das Werkzeug heruntergeladen wird. Wenn das gewählte Verschraubungsprogramm nicht mit dem Werkzeug kompatibel ist, wird das Werkzeug gesperrt. Wenn dieser Fehler auftritt, wird das Ereignis 5030 "Konfigurationskomplexität überschritten" ausgelöst.
Um das Werkzeug zu entsperren, reduzieren Sie die Komplexität des Verschraubungsprogramms oder wählen Sie ein anderes Verschraubungsprogramm.
Stufenkonfigurationsphasen
Für die Schraub-Programme des Controllers müssen Parameter festgelegt werden, damit die Programme ausführbar werden. Die Auswahl einer Strategie und entweder des Solldrehmoments oder des Sollwinkels ist obligatorisch. Andere Einstellungen können wahlweise vorgenommen werden. Es ist auch möglich, den Schraubvorgang während des Montageprozesses durch die Definition von Grenzwerten für das Drehmoment oder die Winkelrotation zu überwachen, die eingehalten werden müssen.
Der Verschraubungsvorgang ist in vier Phasen unterteilt: Start, Einschrauben, Anziehen und Stopp.
Die Abbildung macht deutlich, wie Schraubvorgänge erläutert werden. Die Kurven geben an, wie sich die Geschwindigkeit, das Moment und der Winkel im zeitlichen Verlauf ändern. Alle Schraubstrategien werden auf diese Weise dargestellt. Parameter, Überwachungsgrößen und Grenzwerte werden in ausführlichen Abbildungen ebenfalls dargestellt.
Die Definition einer Aufgabe beginnt mit dem Zeitpunkt, an dem ein Auslöser gedrückt wird, und endet mit dem Erreichen des Verschraubungsziels oder mit einem Fehler.
Eine Kombination aus Verschraubungsstrategie und bestimmten Parametereinstellungen bildet ein Verschraubungsprogramm.
Vom Benutzer können viele verschiedene Verschraubungsprogramme erstellt werden, von denen eines zum Zeitpunkt der Ausführung ausgewählt wird.
In diesem Abschnitt
Startphase
Mit der optionalen Startstufe wird die Verschraubung gestartet, eine Stecknuss- und Gewindeauffindung ermöglicht und die Option zur Erkennung von Rehits bereitgestellt.
In diesem Abschnitt
Richtung
Die Richtung definiert die Anziehrichtung der Spindel als im Uhrzeigersinn (CW) oder gegen den Uhrzeigersinn (CCW). Die Rotation der Spindel verläuft immer in diese Richtung, außer beim Lockern und während des Aufbereitungsschritts der Strategie in Drei Schritten.
|
Parameter |
Beschreibung |
Standardwert |
|---|---|---|
|
Drehrichtung |
Legt die Verschraubungsrichtung der Spindel fest. |
Im Uhrzeigersinn |
Softstart
Während des Soft Start kann die Geschwindigkeit, das maximale Drehmoment und der Rotationswinkel eingestellt werden, um der Schraube beim Eindringen in das Gewinde zu helfen und um zu verhindern, dass das Werkzeug aus der Position gebracht wird, wenn der Werkzeugauslöser gedrückt wird.
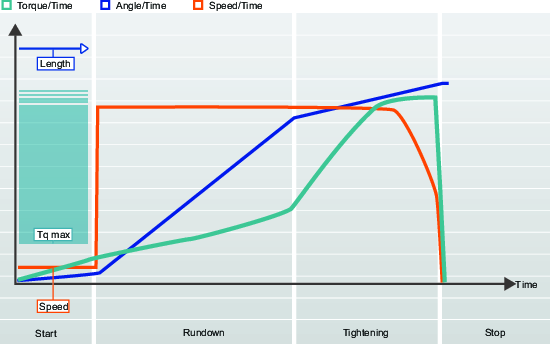
Parametername | Beschreibung | Standardwert |
|---|---|---|
Softstart | Aktiviert die Einstellung der Geschwindigkeit, des Winkels und des maximalen Drehmoments des Werkzeugs, um das Eindringen der Schraube in das Gewinde zu erleichtern. Aus: Softstart ist ausgeschaltet. Am: Softstart ist eingeschaltet. | Ein |
Drehzahl | Bestimmt die während des Softstarts verwendete Drehzahl. | 35 U/min |
Winkel | Definiert den Winkel, in dem die Spindel gedreht wird, damit die Schraube in das Gewinde eindringen kann. | 90° |
Moment obere Toleranz | Bestimmt die während des Softstarts verwendete obere Drehmomentgrenze. Wenn der Wert für Moment obere Toleranz überschritten wird, wird die Verschraubung abgebrochen und eine Fehlermeldung eingeblendet. Die Verschraubung wird als NOK gewertet. | 1,25 Nm |
Rehit-Erkennung
Wenn die Wiederholungserkennung aktiv ist, kann eine Schraube erkannt werden, die bereits angezogen wurde.
Parameter | Beschreibung | Standardwert |
|---|---|---|
Rehit-Erkennung | Erkennt die Versuche, die zum Anziehen einer bereits angezogenen Schraube unternommen wurden.
| Frühzeitig |
Stromüberwachung
Die aktuelle Überwachung bietet einen zusätzlichen Schutz für die Überwachung des Anziehdrehmoments und stellt eine Ergänzung zum Drehmomentsensor im Werkzeug dar.
Beim finalen Sollmoment wird der Rotorstrom gemessen und in einen Drehmomentwert umgewandelt. Wenn das berechnete Drehmoment innerhalb von 10 % des gemessenen Drehmoments liegt, gilt die Verschraubung als IO.
Parameter | Beschreibung | Vorgegeben |
|---|---|---|
Stromüberwachung | Schalter mit Ein-/Aus-Position.
| Aus |
Die aktuelle Überwachung ist für Turbo Tight-, Rotations-, Impuls- und STwrench-Strategien nicht implementiert.
TrueAngle-Ausgleich
Einige Werkzeuge sind mit einem Kreisel ausgestattet und messen während des Anziehens die Werkzeugrotation. Wenn das Werkzeug während der Verschraubung gedreht wird, könnte die Winkelmessung fehlerhaft sein. Dies führt zu einem fehlerhaften Anziehen, wenn die Winkelreferenzen einbezogen werden. Bei Abweichungen innerhalb der spezifizierten Grenzwerte kann der Controller diese Rotationen ausgleichen und korrekt anziehen.
Wenn die Werkzeugbewegung außerhalb der spezifizierten Grenzwerte liegt, wird das Anziehen abgebrochen und der Ergebnisstatus NOK gemeldet. Zusätzliche Informationen melden Werkzeugbewegung überschritten.
Parameter | Beschreibung | Vorgegeben |
|---|---|---|
TrueAngle-Ausgleich | Verfügbar für alle Anziehstrategien außer Rotieren. Werkzeuge mit Engraumvorsatz als Anbauteil unterstützen den Parameter TrueAngle-Ausgleich nicht. | Ein |
Grenzwerte für Werkzeugbewegung - Negativ | Nur sichtbar, wenn Ausgleich für wahren Winkel = Ein. Definiert die maximale Negativrotation des Werkzeugs. Wenn der Wert überschritten wird, wird der Schraubvorgang eingestellt und ein Fehler gemeldet. Angegeben wird der Wert als Winkelzahl.
| 30 |
Grenzwerte für Werkzeugbewegung - Positiv | Nur sichtbar, wenn Ausgleich für wahren Winkel = Ein. Definiert die maximale Positivrotation des Werkzeugs. Wenn der Wert überschritten wird, wird der Schraubvorgang eingestellt und ein Fehler gemeldet. Angegeben wird der Wert als Winkelzahl.
| 30 |
Nur Werkzeuge mit Gyroskop sind in der Lage, die Werkzeugbewegung zu messen.
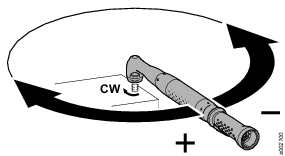
Einschraubphase
Der Teil des Anziehens wurde erreicht, der vom Eindringen der Schraube in das Gewinde bis kurz vor dem Berühren der Schraube der darunter liegenden Oberfläche und zum Erreichen eines guten Sitzes andauert. Das während des Einschraubens erforderliche Drehmoment trägt nicht zur Klemmkraft bei.
Parameter | Beschreibung | Standardwert |
|---|---|---|
Einschraubdrehzahl | Bestimmt die während der Einschraubstufe verwendete Drehzahl. | Max. Werkzeugdrehzahl |
In diesem Abschnitt
Selftap
Die Stufe Selbstschneiden ermöglicht das Anziehen dort, wo das Drehmoment zum Einschrauben größer ist als das Drehmoment für Einschraubstufe beendet, z. B. beim Anziehen von dünnen Metallschichten mithilfe von Gewinde schneidenden (oder selbstschneidenden) Schrauben. Das Fenster „Selbstschneiden“ öffnet sich, wenn der Drehmomentwert elftapTorqueMin/2 erreicht hat. Das Drehmoment muss während der Winkelanzeige größer sein als SelftapTorqueMin, jedoch nicht größer als SelftapTorqueMax.
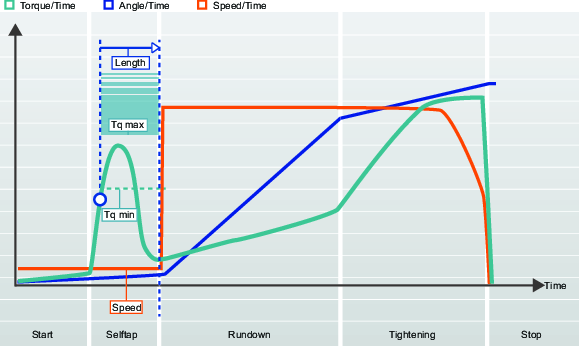
Parameter | Beschreibung | Standardwert |
|---|---|---|
Selftap | Aktiviert die Selftap-Stufe. | Aus |
Geschwindigkeit | Bestimmt die Geschwindigkeit während der Selftap-Funktion. | Softstart-Drehzahl oder 5 % der Max. Werkzeugdrehzahl |
Länge | Bestimmt den Winkel, mit dem die Stecknuss während der Selftap-Funktion gedreht wird. Wird ab dem Ende der Startstufe gemessen. | 360° |
Moment untere Toleranz | Drehmomentwert für untere Selftap-Grenze. | 0 Nm |
Moment obere Toleranz | Drehmomentwert für obere Selftap-Grenze. | Max. Werkzeugdrehmoment |
Moment-Toleranzen Einschraubstufe
Die Reibung zwischen Mutter und Verbindung kann variieren. Dadurch kann auch das Drehmoment variieren, das zum Einschrauben einer Mutter in ein Gewinde notwendig ist, bevor der Eingriff in die Kontaktfläche der Schraubverbindung erfolgt. Die möglichen Auswirkungen hierfür können zum Beispiel Bohrungsinterferenz, Reibmoment oder eine variierende Schmierung sein.
Eine Überwachung des Einschraubdrehmoments kann zum Beispiel nützlich sein, wenn eine Sicherungsmutter eingeschraubt wird, deren Gewinde zur besseren Vibrationsbeständigkeit einen Kunststoffeinsatz aufweist. Das macht ein als Vorspannkraft bezeichnetes höheres Drehmoment erforderlich, um die Gegenkräfte zu überwinden.
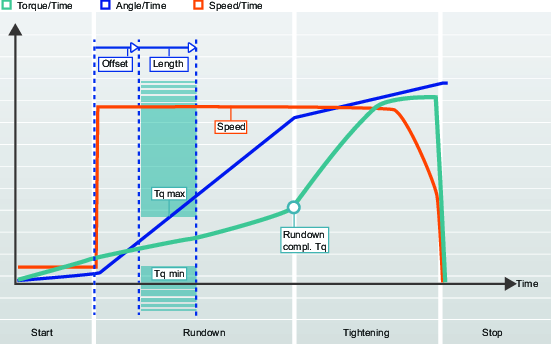
Parameter | Beschreibung | Standardwert |
|---|---|---|
Moment-Toleranzen Einschraubstufe | Damit werden die Moment-Toleranzen Einschraubphase auf Ein oder Aus eingestellt. Aus: Keine Grenzwerteinstellung. Am: Drehmomentgrenzwerte und Winkelintervall sind eingestellt. | Aus |
Offset | Winkel-Offset vor Beginn des Winkelintervalls. | 0° |
Länge | Winkel, der den Einschraubdrehmoment-Grenzbereich bestimmt. | 360° |
Moment untere Toleranz | Untere Grenze Einschraubdrehmoment. | 0 Nm |
Moment obere Toleranz | Obere Grenze Einschraubdrehmoment. | 19% des Sollmoments |
Winkel-Toleranzen Einschraubstufe
Dank der Überwachung des Rotationswinkels während des Eindrehens können Fehler wie fehlende Unterlegscheiben oder Schrauben mit falscher Gewindegröße oder -länge erkannt werden. So würden beispielsweise zu lange Gewinde einen größeren Drehwinkel erfordern, damit die Schraube den Fügepunkt erreicht.
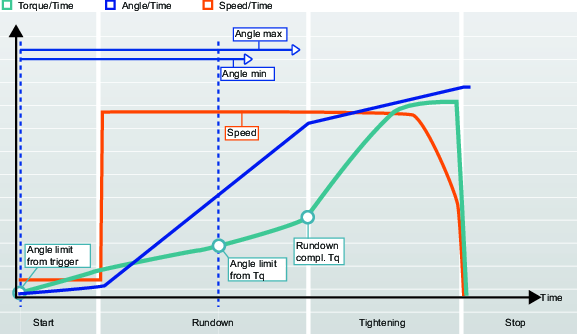
Parameter | Beschreibung | Standardwert |
|---|---|---|
Winkel-Toleranzen Einschraubstufe | Aktiviert Winkel-Toleranzen für die Einschraubphase. Die Winkel-Toleranzen werden im Verhältnis dazu eingestellt, wann der Startknopf am Werkzeug gedrückt oder ein spezifisches Drehmoment erreicht wird. Winkel-Toleranzen werden während der Selftap-Funktion (wenn diese aktiviert ist) nicht geprüft. Aus: Keine Grenzwerteinstellung. Vom Auslöser:Das System beginnt mit der Überwachung des Anziehwinkels, sobald der Werkzeugauslöser gedrückt wurde und meldet, dass die Winkelgrenzwerte nicht eingehalten wurden. Ab Drehmoment: Das System beginnt mit der Überwachung des Anziehwinkels von einem spezifizierten <From torque> Wert aus und erstattet Bericht, wenn gegen die Winkelgrenzen verstoßen wird. | Aus |
<From torque> | Drehmomentwert, von dem Winkel-Toleranzen für die Einschraubphase eingestellt werden. | 10 % des Sollmoments |
Einschraubwinkel min. | Winkelwert für untere Drehwinkelgrenze ab Startpunkt. | 100° |
Einschraubwinkel max. | Winkelwert für obere Drehwinkelgrenze ab Startpunkt. | 1000° |
Min-Zeit | Mindestzeit (in Millisekunden) für die Stufe. Gemessen ab dem Beginn der Stufe. | 10 ms |
Max-Zeit | Höchstzeit (in Millisekunden) für die Stufe. Gemessen ab dem Beginn der Stufe. | 5000 ms |
Drehmoment nach Anzeige
Manche Verbindungen weisen vor dem Zeitpunkt für Einschraubphase beendet ein Spitzendrehmoment auf. Die Funktion Drehmoment nach Anzeige ermöglicht eine Überwachung von Drehmomentwerten in zwei vorgegebenen Winkelintervallen. Die Intervallstarts werden als ein Winkel vor Einschraubphase beendet definiert, und das Drehmoment wird anschließend für ein spezifiziertes Winkelintervall überwacht.
Die Funktion Drehmoment nach Anzeige ist daher ähnlich wie die Funktion Moment-Toleranzen Einschraubstufe, außer dass die oberen und unteren Grenzwerte unabhängig voneinander festgelegt werden und außerdem eine unterschiedliche Länge aufweisen können, um somit das Ergebnis der Einschraubstufe besser kontrollieren zu können.
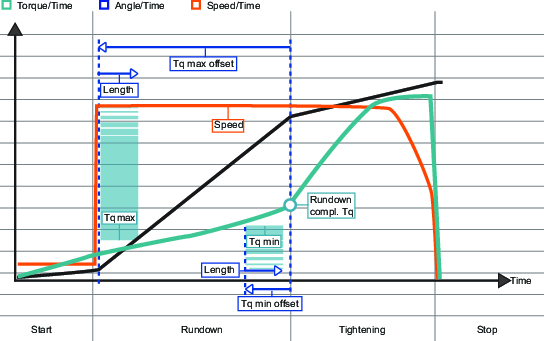
Parameter | Beschreibung | Standardwert |
|---|---|---|
Drehmoment nach Anzeige | Die Funktion Drehmoment nach Anzeige ermöglicht eine Überwachung von Drehmomentwerten in zwei vorgegebenen Winkelintervallen. | Aus |
Moment untere Toleranz | Drehmomentwert für untere Drehmomentgrenze nach Anzeige. |
|
Offset Moment untere Toleranz | Winkel-Offset vor Beginn des Intervalls Moment untere Toleranz nach Anzeige. | 720° |
Länge Moment untere Toleranz | Winkellänge, die den Bereich Moment untere Toleranz nach Anzeige bestimmt. | 90° |
Moment obere Toleranz | Drehmomentwert für obere Drehmomentgrenze nach Anzeige. |
|
Offset Moment obere Toleranz | Winkel-Offset vor Beginn des Intervalls Moment obere Toleranz nach Anzeige. | 360° |
Länge Moment obere Toleranz | Winkellänge, die den Bereich Moment obere Toleranz nach Anzeige bestimmt. | 90° |
Einschraubphase beendet
Der Wert bei beendeter Einschraubstufe legt fest, ob die Schraube eng anliegt oder nicht. Er beendet die Einschraubstufe, sodass in die Anzugsstufe übergegangen werden kann.
Parameter | Beschreibung | Standardwert |
|---|---|---|
Einschraubphase beendet | Gibt die Kontrolle nach erreichtem Fügepunkt vor. Bei Drehmoment: Gibt den Drehmomentwert für die beendete Einschraubstufe vor. | Bei Drehmoment |
<At torque> | Bestimmt den Drehmomentwert für erreichten Fügepunkt und beendete Einschraubstufe. Der Wert bei beendeter Einschraubstufe muss bei mehrstufigen Strategien kleiner als das erste Drehmoment bzw. bei der TurboTight Strategie kleiner als das Sollmoment sein. |
|
Stoppphase
Die Stopp-Phase beendet die Verschraubung, damit die Stecknuss gelöst werden kann.
Softstopp
Mit Softstopp wird die Verschraubung auf ergonomischere Weise abgeschlossen.
Stoppen Sie Werkzeuge nicht innerhalb eines Zeitintervalls von 50–300 ms, da dies zu einem für den Benutzer unangenehmen Stopp führen würde.
Parameter | Beschreibung | Standardwert |
|---|---|---|
Softstopp | Zum Ein- oder Ausschalten des Softstopps.
| Aus |
Lösen einer Schraube
Durch die Einstellung der Löseparameter können Sie das Löseverhalten für ein spezifisches Verschraubungsprogramm steuern. Legen Sie die Losdrehgeschwindigkeit und das Losdrehmoment fest, um sicherzustellen, dass die Schraube ohne Beschädigung des Gewindes wie gewünscht gelöst wird, ganz gleich, welches Werkzeug eingesetzt wird.
Ein Lösevorgang wird als IO gewertet, wenn das Anlaufdrehmoment erreicht ist. Die Schraube wird zu dem Zeitpunkt wahrscheinlich aber noch nicht vollständig angedreht sein. Jedoch sollte die Schraube nun mit einem niedrigen Drehmoment gedreht und die Geschwindigkeit erhöht werden können. Der Bediener muss die Schraube weiter lösen, bis dieser Vorgang als abgeschlossen gewertet wird.
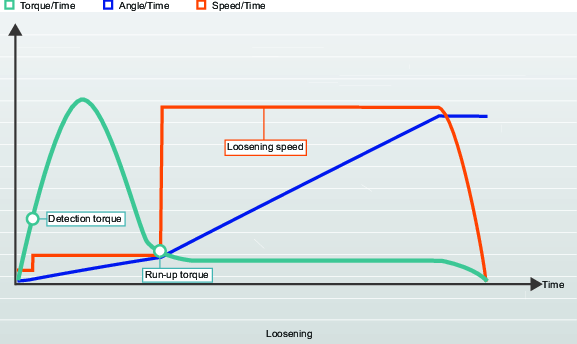
Parametername | Beschreibung | Standardwert |
|---|---|---|
Erkennungsmoment | Das zur Ausführung eines Lösevorgangs und zum Erhalt eines Löseergebnisses erforderliche Mindestdrehmoment. | 7 % Max. Werkzeugdrehmoment |
Anlaufmoment | Wenn das Drehmoment unter das Anlaufmoment fällt, wird der Lösevorgang als IO betrachtet. Hinweis! Je nach Abweichungen der Schraubenlänge kann das System vielleicht nicht bestimmen, wann die Schraube vollständig angelaufen ist. Dies muss der Bediener entscheiden. | 3,5 % Max. Werkzeugdrehmoment |
Lösedrehzahl | Die Lösedrehzahl wird erreicht, wenn das Anlaufmoment erreicht wurde. | Max. Werkzeugdrehzahl |
Phasenparameter
Sollmoment-Grenzwerte
Durch Einstellung von Sollmoment-Grenzwerten kann eine Verschraubung als unbrauchbar erachtet werden, wenn das Drehmoment nicht innerhalb der spezifizierten Momentgrenzwerte liegt. Ein zu hohes Drehmoment kann die Schraube verformen, wenn der Streckpunkt überschritten wurde. Sie kann sogar brechen oder zum Abbeizen der Gewinde führen. Ein zu niedriges Drehmoment kann dazu führen, dass die Klemmkraft nicht ausreicht, um den Kräften, für die die Verbindung vorgesehen ist, standzuhalten.
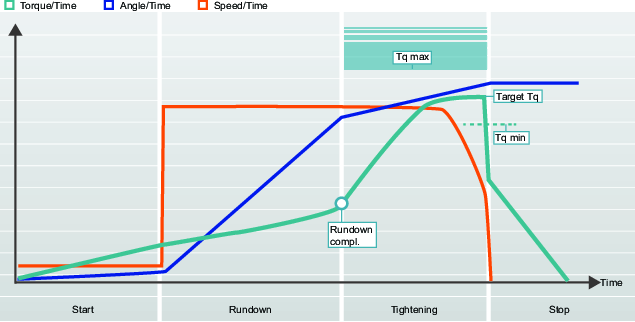
Parameter | Beschreibung | Standardwert |
|---|---|---|
Moment-Grenzwerte | Die Verschraubung wird als NIO betrachtet, wenn das Drehmomentergebnis außerhalb des durch die Werte für Moment untere Toleranz und Moment obere Toleranz festgelegten zulässigen Bereichs liegt. Auto: Moment-Grenzwerte werden automatisch auf die für Moment untere Toleranz und Moment obere Toleranz spezifizierten Standardwerte eingestellt. Manuell: Ermöglicht eine manuelle Einstellung der Drehmoment-Grenzwerte. | Auto |
Moment untere Toleranz | Drehmomentwert für untere Momentgrenze. Kann eingegeben werden, wenn Manuell ausgewählt wurde. | 95% des Sollmoments |
Moment obere Toleranz | Drehmomentwert für obere Momentgrenze. Kann eingegeben werden, wenn Manuell ausgewählt wurde. | 120 % des Sollmoments |
Der Parameter Drehmoment messen bei kann unterschiedliche Werte haben. Standardmäßig wird das Drehmoment bei der Drehmomentspitze gemessen. Die möglichen Werte des Parameters sind in der nachstehenden Tabelle aufgeführt.
Bezeichnung | Beschreibung |
|---|---|
Max. Drehmomentwert | Misst den während der Verschraubung auftretenden höchsten Drehmomentwert. |
Wert bei Spitzenwinkel | Misst den Drehmomentwert beim höchsten Winkelwert. |
Wert bei Abschaltung | Misst den letzten Drehmomentwert vor Beginn der Unterbrechungsstufe. |
Sollwinkel-Grenzwerte
Durch Einstellung der Sollwinkel-Grenzwerte kann überwacht werden, ob eine Mutter während der Verschraubung mit dem gewünschten Winkel gedreht wird.
Parameter | Beschreibung | Standardwert |
|---|---|---|
Winkel-Grenzwerte | Wählen Sie den Bereich der Verschraubung in Grad aus, in dem der Winkel überwacht werden soll.
| Aus |
<From torque> | Drehmomentwert, von dem Winkelgrenzwerte eingestellt werden. |
|
<From torque> | Drehmomentwert, von dem Winkelgrenzwerte eingestellt werden. | 75% des Sollmoments |
Einschraubwinkel min. | Winkelwert für untere Winkelgrenze | 90° |
Einschraubwinkel max. | Winkelwert für obere Winkelgrenze | 720° |
Min-Zeit | Mindestzeit (in Millisekunden) für die Stufe. Gemessen ab dem Beginn der Stufe. | 10 ms Für TurboTight: 0 ms |
Max-Zeit | Höchstzeit (in Millisekunden) für die Stufe. Gemessen ab dem Beginn der Stufe. | 1000 ms Für TurboTight: 40 ms |
Position 1-4 gelten, wenn der Sollwert ein Drehmoment ist. Position 5-6 gelten, wenn der Sollwert ein Winkel ist.
Der Parameter Winkel messen bei kann verschiedene Werte aufweisen. Er steht nur zur Verfügung, wenn die Winkelüberwachung für das verwendete Verschraubungsprogramm aktiviert ist. Standardmäßig wird der Winkel beim max. Winkel-Wert gemessen. Die möglichen Werte des Parameters sind in der nachstehenden Tabelle aufgeführt.
Bezeichnung | Beschreibung |
|---|---|
Wert bei Spitzenmoment | Misst den Winkel beim höchsten Drehmomentwert. |
Max. Winkel-Wert | Misst den höchsten Winkelwert während der Verschraubung. |
Wert bei Abschaltung | Misst den letzten Winkelwert vor Beginn der Unterbrechungsstufe. |
Drehmomentausgleich
Durch Verwendung der Momentkompensation lässt sich die tatsächliche an die Verbindung angelegte Klemmkraft besser bestimmen und die Streuung bezüglich der angelegten Klemmkraft reduzieren.
Der Drehmomentausgleichspunkt wird eingestellt, indem sich auf einen spezifizierten Winkel aus dem abgeschlossenen Eindrehen bezogen wird und ein Wert für das während des Eindrehens verwendete Drehmoment berechnet wird. Dieses wird dann für die Erstellung der Vorspannung in der Schraube ausgeglichen, indem das im Drehmomentausgleichspunkt berechnete Drehmomentwert zum Solldrehmoment addiert wird.
Parameter | Beschreibung | Standardwert |
|---|---|---|
Drehmomentausgleich | Ermöglicht die Justierung des Sollmoments für das während der Einschraubstufe verwendete Drehmoment. Aus: Es wird keine Kompensation ausgeführt. Am: Der Drehmoment-Kompensationspunkt wird manuell eingestellt. | Aus |
Korrelationsfaktor Restmoment
Der Korrelationsfaktor Restmoment ist mit einer Kalibrierung vergleichbar und ist eine Anpassung zwischen dem dynamischen Drehmoment, das im Elektrowerkzeug gemessen wird, und dem von einem Steuerungswerkzeug gemessenen Restmoment.
Der Korrelationsfaktor Restmoment steht für alle Werkzeuge zur Verfügung, die die TurboTight-Strategie und die TensorPulse-Schraubstrategie verwenden. Er ist außerdem für die akkubetriebenen Impulsschrauber verfügbar, die von dem Controller unterstützt werden.
Bei Verwendung eines Werts für Korrelationsfaktor Restmoment, der von 100 abweicht, ist das ausgewiesene Enddrehmoment nicht mehr das dynamische Drehmoment, das vom Werkzeug-Messwertgeber gemessen wurde.
Die dynamische Drehmomentmessung verwendet einen internen Drehmomentwandler, der das Drehmoment kontinuierlich misst. Wenn das Soll-Drehmoment erreicht ist, stoppt das Werkzeug, und das Ergebnis wird analysiert und in einem Bericht ausgewiesen. Der Zustand der Verbindung, die Werkzeuggeschwindigkeit, die Zahnräder und Buchsen wirken sich auf das endgültige Drehmoment im Wandler aus.
Das Rest-Drehmoment wird nach Abschluss der Anzugsequenz gemessen. Es handelt sich dabei um das Drehmoment, das zum Neustart des Anziehverfahrens in einer höheren Ebene erforderlich ist. Das Rest-Drehmoment legt die Klemmkraft in der Verbindung fest.
Die Messung eines dynamischen Drehmoments hat eine hohe Wiederholbarkeit; sie variiert jedoch je nach Werkzeugtyp und -geschwindigkeit. | Ein kalibrierter Hand-Drehmomentschlüssel liefert bei der Messung des Rest-Drehmoments eine höhere Genauigkeit; die auf die Entspannung der Verbindung, den Drehmoment-Verfall oder die Technik des Bedieners zurückzuführenden Abweichungen sind jedoch höher. |
Der Korrelationsfaktor Restmoment ist ein Ausgleich zwischen dem dynamischen Drehmoment und dem Restmoment. Der Faktor sollte durch Tests ermittelt werden. Das ausgewählte Verschraubungsprogramm wird einige Male wiederholt, und das dynamische Drehmoment wird aufgezeichnet. Die Verschraubungen werden auch manuell gemessen, um das Restmoment zu ermitteln.

Zur Berechnung des Korrelationsfaktors Restmoment wird ein Restmoment durch ein dynamisches Drehmoment dividiert. Der Korrelationsfaktor Restmoment wird in Prozent angegeben und beträgt standardmäßig 100 %. Das bedeutet, dass der ausgewiesene Wert des dynamischen Drehmoments nicht modifiziert wurde.
Parameter | Funktion |
|---|---|
Sollmoment | Das Werkzeug-Solldrehmoment, das mit Hilfe der TurboTight-Strategie zum Anziehen festgelegt wurde. |
Dynamisches Enddrehmoment | Das ausgewiesene Enddrehmoment infolge des durchgeführten Anziehverfahrens. |
Dynamisches Drehmoment | Das dynamische Drehmoment, gemessen von einem Referenzwandler. |
Restdrehmoment | Das gewünschte Restdrehmoment, dass die gewünschte Klemmkraft gewährleistet. |
Korrelationsfaktor Restmoment | Der Kompensationsfaktor zwischen Rest-Drehmoment und dynamischem Drehmoment |
Ein Beispiel dafür, wie Torque Tuning verwendet werden kann:
Die TurboTight-Strategie wird ausgewählt. Die Verbindung wird auf 12 Nm angezogen, um die gewünschte Klemmkraft zu erreichen. Die folgende Einstellung wird vorgenommen:
Beispiel-Einstellungen | Wert | Funktion |
|---|---|---|
Sollmoment | 12 Nm | Das im Controller programmierte, gewünschte Soll-Drehmoment |
Korrelationsfaktor Restmoment | 100 | Der Kompensationsfaktor zwischen Rest-Drehmoment und dynamischem Drehmoment |
Es werden mehrere Anziehvorgänge durchgeführt. Nach jedem Anziehen wird die Verbindung mit einem kalibrierten Drehmomentschlüssel überprüft. Nach Berechnung des Durchschnitts wird folgendes Ergebnis gefunden:
Anfangsparameter und Ergebnisse | Wert | Funktion |
|---|---|---|
Sollmoment | 12 Nm | Das im Controller programmierte Soll-Drehmoment. |
Enddrehmoment | 12 Nm | Das ausgewiesene Enddrehmoment infolge des durchgeführten Anziehverfahrens. |
Dynamisches Drehmoment | 12 Nm | Das nicht ausgeglichene gemessene Drehmoment vom Werkzeugwandler. |
Restdrehmoment | 10 Nm | Das mit einem kalibrierten Drehmomentschlüssel oder anderem Prüfwerkzeug gemessene Rest-Drehmoment. |
Korrelationsfaktor Restmoment | 100 % | Der Kompensationsfaktor zwischen Rest-Drehmoment und dynamischem Drehmoment |
Die Überprüfung hat ergeben, dass das Restmoment zu niedrig ist, um die gewünschte Klemmkraft zu erzeugen. Der Korrelationsfaktor Restmoment wird mit 0,83, d. h. 83 % ermittelt. Es erfolgt eine Einstellung des Tuning-Faktors und das folgende Ergebnis wird erzielt.
Endparameter und Ergebnisse | Wert | Funktion |
|---|---|---|
Sollmoment | 12 Nm | Das im Controller programmierte Soll-Drehmoment. |
Enddrehmoment | 12 Nm | Das ausgewiesene Enddrehmoment infolge des durchgeführten Anziehverfahrens. |
Dynamisches Drehmoment | 14,5 Nm | Das nicht ausgeglichene gemessene Drehmoment vom Werkzeugwandler. |
Restdrehmoment | 12 Nm | Das gewünschte Restdrehmoment, dass die gewünschte Klemmkraft gewährleistet. |
Korrelationsfaktor Restmoment | 83 % | Der Kompensationsfaktor zwischen Rest-Drehmoment und dynamischem Drehmoment. |
Dies zeigt, dass etwas stärker als der Sollwert angezogen werden muss, um Unterschiede auszugleichen und das gewünschte Drehmoment in der Verbindung zu erreichen.
Es ist wichtig, dass die Korrelation mit dem gleichen Werkzeugtyp und der Parameterkonfiguration erfolgt, die in der Produktion verwendet werden.
Startknopf losgelassen
Im Fenster Ergebnisauswertung des Verschraubungsprogramms legt der Schalter NIO bei losgelassenem Startknopf fest, ob der Startknopf vor Erreichen des Zielzustands losgelassen werden darf. Für diese Einstellung kann Ein oder Aus ausgewählt werden. Nachfolgend werden die beiden Zustände beschrieben.
Schaltereinstellung | Beschreibung |
|---|---|
Ein | Wenn der Startknopf vor dem Erreichen des vorgesehenen Zustands losgelassen wird, führt dies zu einer NIO-Verschraubung. |
Aus | Wenn der Startknopf vor dem Erreichen des vorgesehenen Zustands losgelassen wird, führt dies zu einer IO-Verschraubung, wenn alle anderen Bedingungen erfüllt wurden. |
In der Standardeinstellung wird ein vorzeitiges Loslassen des Startknopfs nicht zugelassen.
Verfügbarkeit
„NIO bei losgelassenem Startknopf“ ist bei den folgenden Verschraubungsstrategien verfügbar: Drehen, Quickstep, Zweistufig, Dreistufig und Impuls - Einzelschritt.
Für die Verschraubungsstrategien Drehen, Quickstep, Zweistufig und Dreistufig ist die Einstellung Startknopf losgelassen nur verfügbar, wenn das Ziel des Programms auf Winkel (nicht Drehmoment) eingestellt ist.
Konfiguration für Verschraubungsprogramme – Allgemeine Parameter
Änderungen an den Verschraubungsprogrammen in einem der Abschnitte müssen aktiv übernommen werden, indem die Schaltfläche „Anwenden“ rechts unten in der Benutzeroberfläche angeklickt wird. Alternativ können Änderungen rückgängig gemacht werden, indem Sie auf die Schaltfläche „Rückgängig“ an der gleichen Stelle klicken.
Wenn der Abschnitt, in dem Änderungen vorgenommen wurden, verlassen wird (mit der Schaltfläche Zurück, Startseite oder Ergebnis), wird dem Benutzer ein Warnfenster angezeigt, in dem die Änderungen auch übernommen oder rückgängig gemacht werden können. Der Benutzer kann nicht fortfahren, ohne die Änderungen zu übernehmen oder rückgängig zu machen.
Die allgemeinen Verschraubungsprogrammeinstellungen werden dazu verwendet, die Verschraubungsprogramme einzurichten und zu verwalten, indem diese benannt werden, um allgemeine Verschraubungseinstellungen wie die Auswahl von Schraubstrategien, manuelle oder Schnellprogrammiermodi und das Einstellen des Verschraubungsprogramm-Sollwerts vorzunehmen.
Weitere Informationen zu den Verschraubungsparametern finden Sie unter Startphase, Einschraubphase, Verschraubungsstrategien und Stopphase.
Weitere Informationen zu den Löseparametern finden Sie unter Lösen einer Schraube.
Relevante Informationen
In diesem Abschnitt
Bezeichnung
Verwenden Sie das Feld Name, um dem Verschraubungsprogramm einen Namen zu geben. Dieser Name wird mit den Verschraubungsergebnissen gespeichert und an ToolsNet gesendet (sofern zutreffend). Der Name kann aus maximal 32 Zeichen bestehen.
Strategie
Mit Strategie wird die mit dem Verschraubungsprogramm zu verwendende Schraubstrategie bestimmt.
Weitere Informationen zu den verfügbaren Strategien und den relevanten Parametern finden Sie unter „Verschraubungsstrategien“.
Relevante Informationen
Sollwert
Mit der Quickstep-, Zweistufen- und Dreistufenstrategie ist eine Verschraubungsauswahl basierend auf entweder einem Sollmoment- oder einem Sollwinkelwert möglich. Bei Aktivierung von TurboTight steht nur die Sollmoment-Option zur Verfügung.
Zeitüberwachung (verstrichene Zeit)
Die Zeitüberwachung steht für alle Schraubstrategien außer Drehen zur Verfügung. Die Zeitüberwachung kann aktiviert werden, wenn Winkelgrenzwerte aktiviert sind. Die Zeitüberwachung steht für die Einschraubstufe und für den letzten Schritt der Anzugsstufe zur Verfügung.
Stellen Sie zur bestmöglichen Vermeidung von einem unerwarteten Rucken am Ende der Verschraubung bei Verwendung der TurboTight-Verschraubungsstrategie sicher, dass die Zeitüberwachung aktiviert ist.
Da die Bearbeitung des Verlaufs eine gewisse Zeit in Anspruch nimmt, liegt zwischen der verstrichenen Programmzeit und der verstrichenen Stufenzeit immer ein geringer Unterschied vor. Dies ist insbesondere bei Programmen bemerkbar, die nur eine Stufe umfassen.
Bei Verwendung eines STB-Werkzeugs kann keine Zeitüberwachung verwendet werden, wenn alle Überwachungsoptionen eingeschaltet sind.
Befestigungs-Tuning
Befestigungs-Tuning ermöglicht einen Ausgleich für vorne am Werkzeug befestigte Anbaugeräte. Der Ausgleich kann für jedes Verschraubungsprogramm vorgenommen werden.
Der Bediener kann ein Anbaugerät beim Betrieb wechseln und anschließend ein Verschraubungsprogramm auswählen, das sich speziell für das Anbaugerät eignet.
Das Befestigungs-Tuning steht für alle herkömmlichen Strategien außer für STwrench-Werkzeuge zur Verfügung.
Stellen Sie unter Verschraubungsprogrammeinstellungen die Option Befestigungs-Tuning aktiviert auf Ja.
Klicken Sie auf Schraubparameter > Bearbeiten.
Klicken Sie auf den Startschritt.
Stellen Sie unter Befestigungs-Tuning die Option Befestigungs-Tuning verwenden auf Ja ein.
Stellen Sie die erforderlichen Parameter für Übersetzungsverhältnis und Effizienz-Tuning ein (siehe Tabelle unten).
|
Befestigungs-Tuning |
Beschreibung |
Vorgegeben |
|---|---|---|
|
Übersetzungsverhältnis Befestigung |
Das Übersetzungsverhältnis Befestigung wird zum Ausgleich des Winkels benötigt. Mindestens: 0,5 Maximal: 3,6 Drehzahl der Stecknuss = Werkzeugdrehzahl / Übersetzungsverhältnis |
1,0 |
|
Effizienz-Tuning |
Übersetzungsverhältnis Befestigung und Effizienz-Tuning werden zum Ausgleich des Drehmoments benötigt. Mindestens: 0,5 Maximal: 1,0 Ein Wert von 0,9 entspricht beispielsweise einem Effizienzverlust von 10 %. |
1,0 |
Arbeiten mit der Registerkarte Stapelprogrammsequenz
Controller-Funktionen wie beispielsweise die Verschraubungsstrategien mit niedrigen Reaktionskräften, und den gesamten Controller betreffende Funktionen, erfordern Lizenzen, die durch das FMS (Functionality Management System) verteilt werden. Während die Konfiguration von Funktionen ohne spezielle Lizenzen möglich ist, ist für die Zuweisung und Nutzung dieser Funktionen die Installation der korrekten Lizenz auf dem Controller erforderlich. Nähere Informationen dazu entnehmen Sie bitte dem Abschnitt Lizenzen (FMS).
Gruppensequenzen werden zur Ausführung einer spezifizierten Anzahl von Verschraubungen in einer spezifischen Reihenfolge verwendet. Jeder Gruppensequenz wird ein Name zugewiesen.
In diesem Abschnitt
Gruppensequenz-Einstellungen
Eine Chargensequenz kann aus bis zu 99 Chargen bestehen, die über eine Chargengröße von bis zu 250 Anziehvorgängen verfügen. Die Chargen in einer Chargensequenz werden in der aufgeführten Reihenfolge durchgeführt. Es kann auch ein Buchsenwahlschalter verwendet werden, um die Reihenfolge der Chargen zu bestimmen.
Parametername | Beschreibung | Standardwert |
|---|---|---|
Werkzeugverriegelung bei abgeschl. Gruppensequenz | Eine Gruppensequenz ist abgeschlossen, wenn der Gruppensequenzzähler der Gruppensequenzgröße entspricht. Am: Das Werkzeug wird verriegelt, und ein Verschraubungsprogramm oder eine Gruppensequenz muss ausgewählt werden, um mit den Verschraubungen fortzufahren. Aus: Nach Abschluss kann die Gruppensequenz wiederholt werden. | Ein |
Freie Reihenfolge | Nein: Die konfigurierten Gruppen werden in der aufgeführten Reihenfolge ausgeführt, sofern sie zur Ausführung von Verschraubungen konfiguriert wurden. Bei einer Stecknuss-Spezifizierung fordert das System die jeweilige Stecknuss an, wenn die Gruppe ausgeführt werden soll. Ja: Die konfigurierten Gruppen können in einer beliebigen Reihenfolge ausgeführt werden. Der Bediener muss im System angeben, welche Charge mithilfe eines Stecknussselektors ausgewählt werden muss. Eine Gruppe wird als abgeschlossen betrachtet, wenn alle Verbindungen abgeschlossen wurden. | Nein |
Zähler erhöhen bei NIO | Damit wird ermöglicht, dass der Gruppenzählungswert erhöht wird, obwohl die Verschraubung als NIO gemeldet wird. Damit die Funktion Max. aufeinanderfolgende NIO (für die maximale Anzahl von Verschraubungen einer einzelnen Schraube) verwendet werden kann, muss Erhöhung bei NIO auf Nein eingestellt werden. Wenn dieser Parameter auf Ja eingestellt wird, kann die Sequenz mit der nächsten Verschraubung fortgesetzt werden. | Nein |
Max. aufeinanderfolgende NIO | Bei der Einstellung Max. aufeinanderfolgende NIO handelt es sich um eine spezifizierte maximal zulässige Anzahl von aufeinanderfolgenden NIO-Verschraubungen in einer Gruppe. Bei Erreichen des Werts für Max. aufeinanderfolgende NIO wird Zu viele NIO-Verschraubungen (4020) angezeigt. | 0 |
Abnahme bei Lockerung | Verringert den Zähler innerhalb der gerade aktiven Charge. Eine durchgeführte Gruppenzählung kann nicht verringert werden. Nie: Die Einstellung ist aus. Der Zähler wird nicht verringert, wenn Lösen in der aktiven Gruppe vorgenommen wird. Immer: Der Stapelprogrammzähler wird bei einer Lockerung vermindert. Wenn letzte Verschraubung OK war: Der Stapelprogrammzähler wird bei einer Lockerung vermindert. | Nie |
Timer für Sequenzabbruch | Am: Die ausgewählte Gruppensequenz kann innerhalb eines spezifizierten Zeitlimits abgebrochen werden. Aus: Die ausgewählte Stapelprogrammsequenz kann nicht abgebrochen werden. | Aus |
Abbruchzeit (10–600) | Die Zeitdauer in Sekunden, während der die ausgewählte Gruppensequenz abgebrochen werden kann. | 10 |
Gruppenkonfiguration
Es wird eine Gruppe eingerichtet, um eine spezifizierte Anzahl an nachfolgenden Verschraubungen mit demselben Verschraubungsprogramm durchzuführen. Gruppen müssen über ein spezifiziertes Verschraubungsprogramm und eine spezifizierte Gruppengröße verfügen, um ausgeführt werden zu können.
Parameter | Beschreibung |
|---|---|
Verschraubungsprogramm | Das für die Gruppe zu verwendende Verschraubungsprogramm |
Gruppengröße | Anzahl der von der Gruppe ausgeführten Verschraubungen. Eine Gruppe kann maximal 250 Verschraubungen umfassen. Bei der Gruppengröße 0 kann die Gruppe eine unbegrenzte Anzahl von Verschraubungen umfassen. |
Bezeichner-Nummer | Bei Verwendung eines Aufsatz-Selektors wird diese Steckposition zur Aktivierung der Gruppe verwendet. |
Arbeiten mit der Registerkarte Quellen
Controller-Funktionen wie beispielsweise die Verschraubungsstrategien mit niedrigen Reaktionskräften, und den gesamten Controller betreffende Funktionen, erfordern Lizenzen, die durch das FMS (Functionality Management System) verteilt werden. Während die Konfiguration von Funktionen ohne spezielle Lizenzen möglich ist, ist für die Zuweisung und Nutzung dieser Funktionen die Installation der korrekten Lizenz auf dem Controller erforderlich. Nähere Informationen dazu entnehmen Sie bitte dem Abschnitt Lizenzen (FMS).
Externe Signale, die als Aufgaben für Verschraubungen verwendet werden, werden im Menü Quellen konfiguriert. Die Quellen sind Zubehörteile oder Ähnliches, die an eine virtuelle Station angeschlossen sind. Es existieren zwei verschiedene Quellenaufgaben:
Quellenaufgabe Anziehen
Quellenaufgabe Charge
Signalquellen für Schraubvorgänge wird verwendet, um ein einzelnes Verschraubungsprogramm auszuwählen.
Signalquellen-Stapelprogramm wird verwendet, um eine Stapelprogrammsequenz oder eine Reihe von Verschraubungsprogrammen auszuwählen.
Weitere Informationen zur Auswahl von Aufgaben finden Sie unter Zuweisen einer Aufgabe zu einer Virtuellen Station.
In diesem Abschnitt
Quellenverschraubung
Das Verschraubungsmenü zeigt eine Liste mit quellenbasieren Verschraubungskonfigurationen an. Mit einer virtuellen Station können separate Listen verbunden werden. Dies erfolgt durch Aufrufen der entsprechenden virtuellen Station und Auswahl von Aufgabe, Aufgabe ändern. Hier kann eine Quelle als Aufgabe ausgewählt werden. Bei quellenbasierten Verschraubungen wird ein spezifisches Verschraubungsprogramm mit einer Kennnummer verbunden. Wenn die Kennnummer an die Steuerung gesendet wird (entweder über ein externes digitales Signal oder bei Verwendung eines Stecknuss-Selektors durch Anheben der entsprechenden Stecknuss im Selektor), wird das verbundene Programm so lange wiederholt ausgeführt, bis ein anderes Signal gesendet (oder die Stecknuss aufgenommen) wird. Es findet keine Gruppenzählung statt.
Für die quellenbasierten Verschraubungslisten kann entweder der Modus Steuerung oder Bestätigung ausgewählt werden.
Bei der Einstellung auf Steuerung wird ein Verschraubungsprogramm über eine externe Quelle ausgewählt, indem eine Kennnummer angefordert wird. Bei einem Stecknuss-Selektor ist die Kennnummer mit einer entsprechenden Stecknuss im Stecknuss-Selektor verbunden, und die Verschraubungsprogrammauswahl erfolgt durch Herausheben der Stecknuss.
Im Modus Bestätigung kann der Stecknuss-Selektor nicht als Steuerquelle verwendet werden. In diesem Modus sind Kennnummern sowohl mit einem Verschraubungsprogramm als auch mit einer spezifischen Stecknuss verbunden (in einer zusätzlichen Spalte in der Liste angegeben). Bei der (über ein externes Signal erfolgenden) Anforderung einer Kennnummer wird die entsprechende Stecknuss im Stecknuss-Selektor angefordert, und das Verschraubungsprogramm wird beim Herausheben der Stecknuss aktiviert (andere Stecknüsse sind deaktiviert). Wenn keine Stecknuss spezifiziert (d. h. in der Stecknuss-Spalte 0 eingestellt) ist, wird das Verschraubungsprogramm direkt aktiviert und der Stecknuss-Status ignoriert.
Produktgrundlagen-Tutorials
https://www.youtube.com/watch?v=vVAaKtp3O5k
In diesem Abschnitt
Eine quellenbasierte Verschraubung erstellen
Änderungen an den Verschraubungsprogrammen in einem der Abschnitte müssen aktiv übernommen werden, indem die Schaltfläche „Anwenden“ rechts unten in der Benutzeroberfläche angeklickt wird. Alternativ können Änderungen rückgängig gemacht werden, indem Sie auf die Schaltfläche „Rückgängig“ an der gleichen Stelle klicken.
Wenn der Abschnitt, in dem Änderungen vorgenommen wurden, verlassen wird (mit der Schaltfläche Zurück, Startseite oder Ergebnis), wird dem Benutzer ein Warnfenster angezeigt, in dem die Änderungen auch übernommen oder rückgängig gemacht werden können. Der Benutzer kann nicht fortfahren, ohne die Änderungen zu übernehmen oder rückgängig zu machen.
Rufen Sie das Menü Quellen auf und wählen Sie anschließend im Bereich links Verschraubung aus.
Klicken Sie oben rechts auf das Plus-Symbol.
Weisen Sie der quellenbasierten Verschraubung einen Namen zu und wählen Sie den korrekten Selektor-Modus (Steuerung oder Bestätigung – je nachdem, was erforderlich ist) aus.
Standardmäßig steht bei der Erstellung einer neuen quellenbasierten Verschraubung nur eine bearbeitbare Kennnummer zur Verfügung. Klicken Sie unten auf dem Bildschirm auf das Plus-Symbol, um weitere hinzuzufügen.
Weisen Sie jedem Element eine Kennnummer zu.
Bei der Verwendung eines Stecknuss-Selektors werden die Kennnummern den Positionen im Stecknuss-Selektor entsprechen. Kennnummer 1 entspricht also der Stecknuss-Nummer 1 im Stecknuss-Selektor.
Wählen Sie ein Verschraubungsprogramm zur Verbindung mit den einzelnen Kennnummern aus, indem Sie auf Programm klicken und Ihre Auswahl aus der Liste mit Verschraubungsprogrammen treffen.
Quellen - Max. aufeinanderfolgende NIO
Die maximale aufeinanderfolgende NIO kann für jede Quellenanziehung oder nach einem einzelnen Programm, das in der Quellenanziehung enthalten ist, eingestellt werden.
Einstellung der Max. aufeinanderfolgendem NIO pro Quellenanziehung
Stellen Sie Max. aufeinanderfolgendes NIO pro Programm auf Nein
Stellen Sie den Wert im Feld Max. aufeinanderfolgende NIO ein.
Einstellung der Max. aufeinanderfolgende NIO pro Programm
Stellen Sie Max. aufeinanderfolgendes NIO pro Programm auf Ja
Stellen Sie für jedes Programm im Abschnitt Konfiguration Barcode-Selektor den Wert in der Spalte Max NIO ein.
Relevante Informationen
Quellchargensequenz
Die Quellchargenkonfiguration ist im Menü „Quellen“ in der Option Charge zu finden.
Durch die entsprechende Konfiguration des Controllers kann eine Chargensequenz ausgewählt werden, die auf einer Bezeichner-Nummer oder einer Bezeichner-Zeichenfolge basiert.
Eingang | Beschreibung |
|---|---|
Bezeichner-Nummer | Bei der Nummer muss es sich um eine positive Ganzzahl handeln, die von einem Zubehörgerät oder einer externen Steuerungseinheit stammt. |
Bezeichner-Zeichenfolge | Die Zeichenfolge muss aus ASCII-Zeichen bestehen und kann von einem Scanner oder von einer externen Steuerungseinheit stammen. |
Aufsatz-Selektor | Die Verwendung von einem oder mehreren Stecknuss-Selektoren. |
Produktgrundlagen-Tutorials
https://www.youtube.com/watch?v=-dTjDz6ravw
In diesem Abschnitt
Eine quellenbasierte Gruppe erstellen
Rufen Sie das Menü Quellen auf und wählen Sie anschließend im Bereich links Gruppensequenz aus.
Klicken Sie oben rechts auf das Plus-Symbol.
Weisen Sie der quellenbasierten Gruppe einen Namen zu.
Stellen Sie Bei neuem Bezeichner abbrechen auf Ja ein, wenn der vorherige Scanvorgang beim Scannen einer neuen Bezeichner-Zeichenfolge abgebrochen werden soll.
Wählen Sie die Bezeichner-Methode aus (Zeichenfolge für Text oder Nummer für numerische Zeichenfolgen).
Setzen Sie Freie Reihenfolge auf Ein, wenn die Zeichenketten in beliebiger Reihenfolge gescannt werden sollen.
Identifikations-Zeichenketten können aus bis zu 4 verschiedenen Zeichenketten bestehen. Wenn die freie Reihenfolge auf "Nein" gesetzt ist, müssen die Zeichenketten in einer bestimmten Reihenfolge gescannt werden, damit das System die Zeichenkette erkennt.
Fügen Sie bei Bedarf eine Identifikator-Zeichenfolge hinzu, indem Sie im Abschnitt Identifikator-Zeichenfolge-Konfiguration auf das Plus-Symbol klicken.
Klicken Sie auf Name für die Identifikator-Zeichenfolge, deren Eigenschaften Sie ändern möchten (Popup-Fenster). Die folgenden Eigenschaften können pro Zeichenfolge angegeben werden:
Name - Name der Zeichenkette
Länge - Länge der Zeichenkette. Weitere Informationen zur Verknüpfung von Zeichenfolgen finden Sie unter Bezeichner-Zeichenfolgen kombinieren.
Signifikante Stellen dienen dazu festzulegen, welche Zeichen in der Barcode-Zeichenfolge gelesen werden sollen, wenn die Zeichenfolge zur Übereinstimmung mit Ihrer voreingestellten Zeichenfolge zusammengesetzt wird. Die Anzahl an wichtigen Positionen muss mit der Anzahl an Zeichen in den vordefinierten Strings übereinstimmen.
Gespeicherte Positionen - geben an, welche Teile der einzelnen in den quellenbasierten Gruppen verwendeten Zeichenfolgen gespeichert werden und wie diese im Protokoll dargestellt werden. Geben Sie in diesem Feld die Positionen in der Zeichenfolge an, die gespeichert werden sollen. Positionen können nur Teile der gesamten Zeichenfolge darstellen. Wenn das Feld leer gelassen wird, wird die komplette (verknüpfte) Zeichenfolge gespeichert. In der nachstehenden Tabelle werden einige Beispiele für gespeicherte Positionskombinationen aufgeführt.
Gespeicherte Positionswerte sind durch Komma getrennt (keine Leerstellen), und Bereiche werden mithilfe eines Bindestrichs angegeben.
Bezeichner-Zeichenfolge
Positionen
Zeichenfolge 1: 1234567
1-7
Zeichenfolge 2: abcdef
8-13
Zeichenfolge 3: GHIJKL
14-19
Zeichenfolge 4: 890
20-22
Beispiele für gespeicherte Positionen Gespeicherte Positionen
Gespeicherte Ergebnisse
(leer)
1234567abcdefGHIJKL890
1-3,9,11,15,20-22
123bdH890
8-12,1-7,19,20-21 wird automatisch geändert in: 1-12,19-21
1234567abcdeL89
Das ID-Feld im Zeichenfolge-Eigenschaftenfenster kann nicht geändert werden, sondern kann nur zum Navigieren zwischen den verschiedenen Zeichenfolgen verwendet werden.
Ein Fehler kann auftreten, wenn Freie Reihenfolge auf Ein gestellt ist und die Längen der verschiedenen Zeichenfolgen dupliziert werden. Die gescannte Sequenz aktiviert dann kein Verschraubungsprogramm. Um diesen Fehler zu beheben, setzen Sie Freie Reihenfolge auf Ein oder passen Sie die Länge der Zeichenfolge an.
Klicken Sie auf Bearbeiten.
Geben Sie im Fenster Bearbeiten an, welche Zeichenfolgen (in der Spalte Zeichenfolge enthält) mit welcher Gruppensequenz (in der Spalte Aktiviert) verbunden werden sollen. Klicken Sie auf das Plus-Symbol unten, um weitere Zeichenfolgen hinzuzufügen.
Platzhalter können verwendet werden, wenn Sie "Zeichenfolge enthält" eingeben. Die Platzhalter können an jeder Position in der Zeichenfolge verwendet werden. Bei einem mehrdeutigen Matching-Ergebnis wird keine Gruppensequenz aktiviert.
Der Platzhalter ist ein . (Zeitraum)
Relevante Informationen
Konfigurieren Signifikanter Stellen zum Lesen in Barcode-Zeichenfolgen
Die Positionen im Barcodestring sind einer Zahl zwischen 1 und 1024 zugeordnet. Die erste Position des Strings ist 1 und die letzte ist 1024.
Beschreibung | Signifikante Stellen | Gültige Konfiguration | Mit der voreingestellten Zeichenfolge zu übereinstimmende Barcode-Zeichenfolge |
|---|---|---|---|
Signifikante Stellen in der Reihenfolge | 1,2,3,7,8 | OK | ABCGH |
Signifikante Stellen in optionaler Reihenfolge | 7,1,2,3,8 | OK | GABCH |
Zahlenbereich | 1-3,7-8 | OK | ABCGH |
Kombination von Bezeichner-Zeichenfolgen
Der Identifikator-Text, der für die Zuordnung verwendet wird, ist eine Kombination aus bis zu vier Zeichenfolgen eines Fabrikmanagementsystems oder es handelt sich um bis zu vier Scanner-Eingänge, die in einer Zeichenfolge kombiniert werden müssen.
Mit den Schaltflächen Hinzufügen und Löschen legen Sie fest, wie viele Zeichenfolgen kombiniert werden. Folgende Parameter sind verfügbar:
Parameter | Beschreibung |
|---|---|
Kontrollkästchen | Wählen Sie einen Eintrag aus, wenn er gelöscht werden soll. |
Bezeichnung | Für die Zeichenfolge muss ein Name vergeben werden. |
Länge | Die Länge der einzugebenden Zeichenfolge muss bekannt sein. Dies ist wichtig, um den korrekten Identifikator-Text zu kombinieren. |
Signifikante Stellen | Die kommagetrennten Positionen oder Bereiche (durch Bindestrich getrennt) in der kombinierten Zeichenfolge, die zur Zuordnung verwendet werden. |
Gespeicherte Positionen | Die kommagetrennten Positionen oder Bereich in den Zeichenfolgen, die im Ergebnis gespeichert werden. |
Wenn mehr als ein Identifikator-Text verwendet werden muss, wenden Sie das folgende Verfahren an:
Legen Sie durch Betätigen der Schaltfläche Hinzufügen einen neuen Eintrag in der Tabelle an.
Vergeben Sie einen Namen für die Zeichenfolge.
Geben Sie die Länge der Zeichenfolge ein.
Wiederholen Sie die Schritte 1–3 für jede weitere hinzuzufügende Zeichenfolge. Es können bis zu vier Zeichenfolgen kombiniert werden.
Die Start-Ende-Parameter in den einzelnen Zeilen definieren die jeweiligen Zeichenfolgen-Positionen im kombinierten Text-Identifikator, der im nächsten Schritt des Zuordnungsverfahren verwendet wird.
Im ersten Teil des Aufgaben-Auswahlverfahrens unter Verwendung eines Identifikator-Textes als Eingang wird festgelegt, welche Positionen der Zeichenfolge aktiviert werden sollen.
Definieren Sie durch Eingabe der signifikanten Stellen, welche Positionen im Identifikator-Text zur Zuordnung verwendet werden. Die Positionen müssen mit einem Komma getrennt werden.
Arbeiten mit der Registerkarte Werkzeug
Im Menü Werkzeug (Tool) werden nur dann Informationen angezeigt, wenn ein Werkzeug an die Steuerung angeschlossen ist.
In diesem Abschnitt
Werkzeuginformationen
Das Fenster Werkzeuginformation enthält Informationen, die dazu verwendet werden, um Servicepersonal zur Hilfe und Unterstützung genaue Angaben zum an die Steuerung angeschlossenen Werkzeug bereitzustellen oder um Bedienern Angaben zum an die Steuerung angeschlossenen Werkzeug zu liefern.
Informationen | Beschreibung |
|---|---|
Modell | Werkzeugmodell-Bezeichnung. |
Max. Drehmoment | Das maximale Drehmoment, das das Werkzeug zum Anziehen verwenden kann. |
Min. Drehzahl | Die minimale Rotationsgeschwindigkeit des Werkzeugs. |
Max. Drehzahl | Die maximale Rotationsgeschwindigkeit des Werkzeugs. |
Min. Enddrehzahl | Die minimale Rotations-Endgeschwindigkeit des Werkzeugs (nur für BCP/BCV-RE Werkzeuge). |
Max. Enddrehzahl | Die maximale Rotations-Endgeschwindigkeit des Werkzeugs (nur für BCP/BCV-RE Werkzeuge). |
Getriebeübersetzung | Das Verhältnis der Winkelgeschwindigkeit des Antriebsritzels zur Winkelgeschwindigkeit des Betriebsratssitzung. |
Seriennummer | Die Seriennummer des Werkzeugs kann erforderlich sein, wenn die korrekte Version der Produktanleitung benötigt wird, um die richtigen Ersatzteile oder Wartungsanweisungen zu erhalten. |
Softwareversion | Softwareversion des Werkzeugs. |
Produktnummer | Produkt- oder Bestellnummer des Werkzeugs. |
Werkzeugtag-Informationen
Die Werkzeugtag-Informationen sind nur verfügbar, wenn es sich um ein Werkzeug vom Typ STwrench handelt.
Informationen | Beschreibung |
|---|---|
Kennzeichnungs-ID | Die programmierbare RFID-TAG-Identifikationsnummer, die im Endmontagewerkzeug (Steckaufsatz) programmiert wurde. |
Drehmoment-Korrekturkoeffizient | In bestimmten Fällen sind ggf. Erweiterungen erforderlich, die zur Anwendung passen. In diesem Fall muss die Schraubenschlüsselmessung kompensiert werden, damit ein korrekter Wert erscheint. Informationen zur Berechnung des Korrekturkoeffizienten finden Sie in der neuesten Version des STwrench-Benutzerhandbuchs (Drucksache Nummer 9836 4134 01). Der Parameter wird im RFID-TAG des Endmontagewerkzeugs gespeichert. |
Winkel-Korrekturkoeffizient | In bestimmten Fällen sind ggf. Erweiterungen erforderlich, die zur Anwendung passen. In diesem Fall muss die Schraubenschlüsselmessung kompensiert werden, damit ein korrekter Wert erscheint. Informationen zur Berechnung des Korrekturkoeffizienten finden Sie in der neuesten Version des STwrench-Benutzerhandbuchs (Drucksache Nummer 9836 4134 01). Der Parameter wird im RFID-TAG des Endmontagewerkzeugs gespeichert. |
Nenndrehmoment | Der smartHEAD des STWrench enthält den Drehmomentgeber und definiert das Nenndrehmoment des Schlüssels. Weitere Informationen finden Sie in der neuesten Version des STwrench-Benutzerhandbuchs (Drucksache Nummer 9836 4134 01). |
Werkzeuganschluss
Im Werkzeuganschlussbereich wird angezeigt, an welche virtuelle Station das Werkzeug angeschlossen ist.
Relevante Informationen
Werkzeugzustand
Die Integritätsansicht enthält Angaben zur Werkzeugtemperatur.
Werkzeugtemperatur
TDas POWER FOCUS 6000 System nimmt eine fortwährende Überwachung der Werkzeugtemperaturen (sowohl Werkzeuge mit Kabel als auch akkubetriebene Werkzeuge) vor. Bei den unterstützten Temperatureinheiten handelt es sich um Grad Celsius (°C) und Grad Fahrenheit (°F), wobei Grad Celsius der Standardeinheit entspricht. Sie können ohne Neustart der Steuerung zwischen den beiden Einheiten wechseln. Wenn die Temperatur des Werkzeugmotors oder der Werkzeugelektronik die Höchsttemperatur überschreitet, wird das Werkzeug verriegelt und eine Warnung (2014) angezeigt. Das Werkzeug wird freigegeben, sobald die Werkzeugtemperatur wieder unter die Temperaturgrenze fällt.
Für den STWrench steht keine Temperaturüberwachung zur Verfügung.
Überwachung der Werkzeugtemperatur
Benutzer können über das Display oder die Web-GUI aktuelle Werkzeugelektronik- und Werkzeugmotor-Temperaturen zusammen mit dem Zeitstempel für die Uhrzeit, zu der die Messung erfolgte, abrufen.
Wählen Sie im Startbildschirm die Registerkarte Werkzeug.
Sowohl Werkzeugelektronik- als auch Werkzeugmotor-Temperatur werden unter „Integrität“ aufgeführt.
Bei Impulsschraubern wird auch die Temperatur der Impulseinheit des Werkzeugs aufgeführt.Klicken Sie auf einen Eintrag, um eine Liste mit Höchsttemperaturen und zugehörige Zeitstempel abzurufen.
Werkzeugwartung
Das Werkzeug speichert eine Wartungsintervallzahl und zählt, wie viele Verschraubungen ausgeführt werden können, bevor eine Werkzeugwartung oder -instandsetzung erforderlich ist.
Einstellen des Wartungsalarms
Tippen Sie im Startbildschirm auf die Registerkarte Einstellungen und wählen Sie dann Werkzeug.
Stellen Sie den Wartungsanzeigealarm auf Ein.
Kehren Sie zum Startbildschirm zurück, wählen Sie die Registerkarte Werkzeug und wählen Sie dann das Werkzeug aus, für das der Alarm eingestellt werden soll.
Geben Sie im Feld Wartungsintervall einen Wert ein.
Die Anzahl der Wartungsintervalle kann nur als Vielfaches von 10.000 eingestellt werden. Andere Zahlen, die kein Vielfaches von 10.000 sind, werden auf das nächste Vielfache von 10.000 abgerundet.
Für Arbeiten mit Impulsschraubern sind beide Wartungsintervalle – Anzahl der Verschraubungen und Anzahl der Impulse – eingestellt. Das zuerst erreichte Intervall löst den Alarm aus.
Feld | Beschreibung |
|---|---|
Letzter Service | Datum und Uhrzeit der zuletzt durchgeführten Wartung. Das Datum der letzten Wartung wird von der Reparaturwerkstatt eingestellt. Das Letzte Wartungsdatum ist auf das aktuelle Datum und den aktuellen Zeitpunkt des Drückens der Taste Wartungszähler zurücksetzen eingestellt. |
Gesamtanzahl an Anziehvorgängen bei der Wartung | Die Gesamtanzahl an Anziehvorgängen, die vom Werkzeug seit seiner ersten Verwendung durchgeführt wurden. Dieser Wert ist bei der Wartung verfügbar und bleibt bis zur nächsten Wartung gleich. |
Restliche Verschraubungen | Gesamtzahl der übrigen Verschraubungen bis zum Erreichen des Wartungsintervalls. |
Wartungsintervall | Die Anzahl der Verschraubungen, die vor der nächsten Wartung durchgeführt werden sollen. Es kann als Vielfaches von 10.000 eingestellt werden. |
Summe der Impulse bei Wartung | [nur Impulsschrauber] Die Gesamtzahl von Impulsen, die vom Werkzeug seit seiner ersten Verwendung durchgeführt wurden. Dieser Wert ist bei der Wartung verfügbar und bleibt bis zur nächsten Wartung gleich. |
Verbleibende Impulse | [Nur Impulswerkzeuge] Gesamtzahl der übrigen Impulse bis zum Erreichen des Wartungsintervalls. |
Wartungsintervall | [nur Impulsschrauber] Anzahl der Impulse, die vor der nächsten Wartung durchgeführt werden sollen. Es kann als Vielfaches von 10.000 eingestellt werden. |
Wartungszähler rückstellen | Setzt den Zähler für die Verbleibenden Anziehvorgänge zurück und stellt das Letzte Wartungsdatum auf das aktuelle Datum ein. |
Wartungsdaten zurücksetzen | [nur Impulsschrauber] Zurücksetzung des Zählers für Verbleibende Verschraubungen und Zurücksetzen des Ölstatus sowie Einstellung von Letztes Wartungsdatum auf das gegenwärtige Datum. |
Werkzeugkalibrierung
Mit der Werkzeugkalibrierung kann gesteuert werden, wie gut ein Werkzeug sich auf einen Referenzgeber bezieht.
Der im Werkzeugspeicher abgelegte Kalibrierwert wird dazu verwendet, den vom Drehmomentgeber des Werkzeugs bereitgestellten Drehmomentwert so einzustellen, dass der korrekte Drehmomentwert an der Steuerung angezeigt wird. Der Controller zeigt das Datum an, an dem das Werkzeug zuletzt kalibriert wurde.
Feld | Beschreibung |
|---|---|
Letzte Kalibrierung | Datum und Uhrzeit der zuletzt durchgeführten Kalibrierung |
Kalibrierwert | Für die Kalibrierung verwendeter Drehmomentwert |
Nächstes Kalibrierdatum | Datum, an dem dieses Werkzeug wieder kalibriert werden muss |
In diesem Abschnitt
Vorbereitung der Kalibrierung
Stellen Sie sicher, dass Werkzeug und Steuerung zur Ausführung von Verschraubungen eingestellt sind.
Richten Sie das Werkzeug mit einem Drehmoment-Referenzgeber, wie beispielsweise dem STa6000, STpad oder JSB Bench ein.
Einrichtungsanweisungen können Sie der Bedienungsanleitung für den jeweiligen Drehmoment-Referenzgeber entnehmen.
Wählen Sie ein Verschraubungsprogramm mit einem Sollmoment aus, das normalerweise bei einer mit Ihrem Werkzeug ausgeführten Verschraubung verwendet wird.
Ein Tutorial zur Einrichtung und Aktivierung eines geeigneten Verschraubungsprogramms finden Sie unter „Grundlegende Verschraubungseinrichtung“.
Werkzeug kalibrieren
Der für das Werkzeug zu verwendende Kalibrierwert wird über die aus der Steuerung und dem Drehmoment-Referenzgeber gelesenen Drehmomentwerte unter Verwendung der folgenden Gleichung berechnet:
Neuer Kalibrierwert = Alter Kalibrierwert × Mittelwert (Referenzwerte / Power Focus-Werte)
Wählen Sie im Startbildschirm die Registerkarte Werkzeug und wählen Sie dann das Werkzeug aus, dass kalibriert werden soll. Rufen Sie dann Kalibrierung auf.
Notieren Sie den alten, im Textfeld Kalibrierwert angegebenen Kalibrierwert.
Führen Sie mindestens drei Verschraubungen aus und verwenden Sie die von der Steuerung und dem Referenzgeber (ACTA oder Ähnliches) abgelesenen Drehmomentwerte, um die mittleren Drehmomentwerte zu ermitteln.
Berechnen Sie den neuen Kalibrierwert unter Verwendung der Gleichung Neuer Kalibrierwert.
Legen Sie den neuen Kalibrierwert im Werkzeugspeicher ab. Geben Sie dazu den berechneten Wert im Textfeld Kalibrierwert (Calibration value) ein und Drücken Sie anschließend auf Anwenden (Apply).
Nach Abschluss der Kalibrierung, führen Sie eine Verschraubung durch, um die neuen Werte auf Richtigkeit zu prüfen.
Kalibrieren eines Werkzeugs mit dem STa6000 oder STpad
STa6000/STpad verbinden
Der STa6000/STpad kann auf zwei Arten an den Controller angeschlossen werden:
Anschluss des STa6000
Anschluss | Anmerkungen |
|---|---|
COM-Anschluss | Schließen Sie den Atlas Copco USB to Serial-Adapter an den USB-Anschluss des Controllers mit dem seriellen ACTA-Kabel an. Schließen Sie den STa6000 mit einem USB-Kabel an den seriellen Adapter an. |
Ethernet-Anschluss | Verbinden Sie das Ethernet-Kabel des STa6000 mit dem Factory-Ethernet-Port des Controllers oder dem Werksnetzwerk. |
Anschluss des STpad
Anschluss | Anmerkungen |
|---|---|
COM-Anschluss | Schließen Sie das STpad des COM-Ports des Controllers mit dem seriellen ACTA-Kabel an. |
Ethernet-Anschluss | Verbinden Sie das Ethernet-Kabel des STa6000 mit dem Factory-Ethernet-Port des Controllers oder dem Werksnetzwerk. |
Durchführung einer QA-Kalibrierung über ein STa6000 oder STpad
Stellen Sie sicher, dass das Werkzeug angeschlossen und einer virtuellen Station auf der Steuerung zugeordnet ist.
Einzelne Spannprogramme können nicht zur Kalibrierung verwendet werden. Stellen Sie sicher, dass ein Batch-Programm ausgewählt ist.
Wählen Sie im Startbildschirm die Registerkarte Werkzeug. Wählen Sie dann QA-Kalibrierung aus und setzen Sie QA-Kalibrierung auf Ein.
Wählen Sie die virtuelle Station, mit der das zu kalibrierende Werkzeug verbunden ist, und wählen Sie den zu verwendenden Verbindungstyp (TCP oder COM-Port).
Beachten Sie, dass der Standard-Port für die Kommunikation 4561 ist.
Verbinden Sie den STa6000/STpad mit dem Controller und wählen Sie die richtige virtuelle Station.
Starten Sie die Kalibrierung vom STa6000/STpad aus.
Das STa6000/STpad fragt Controller-Informationen ab, einschließlich Werkzeuginformationen und Anzugsprogramm.
Führen Sie das Festziehen aus. Wenn das Kalibriergerät eine Verschraubung erkennt, fordert es das Verschraubungsergebnis von der Steuerung an.
Wiederholen Sie den oben genannten Schritt bis alle Verschraubvorgänge der Charge ausgeführt wurden.
Nach Fertigstellung erstellt das STa6000/STpad einen Bericht und berechnet einen neuen Kalibrierwert für das Werkzeug.
Wählen Sie Speichern im STa6000, um den neuen Kalibrierwert an den Controller zu senden, der ihn dann in das Werkzeug schreibt.
Wird während der Kalibrierung das Verschraubungsprogramm geändert oder die Sequenz/Gruppe aktualisiert, wird die Kalibrierung abgebrochen.
Die für die Kalibrierung verwendete Losgröße ist unbegrenzt. Der STa6000 kann jedoch nur zwei Ziffern als Losgröße anzeigen. Der Zähler auf dem Sta6000 zeigt daher 00 für 100 an.
Nach Abschluss der Kalibrierung, führen Sie eine Verschraubung durch, um die neuen Werte auf Richtigkeit zu prüfen.
Werkzeugdiagnose
Zur Diagnose eines Werkzeugs oder eines Winkel- oder Drehmomentsensors kann das Sensor-Tracking im Menü Werkzeug gestartet werden. Für Sensor-Tracking-Sitzungen gilt ein Timeout von 20 Minuten. Fünf Minuten vor dem Timeout wird eine Warnung angezeigt, woraufhin die Sitzung verlängert oder beendet werden kann.
Das Sensor-Tracking steht nur für kabelgebundene Werkzeuge zur Verfügung.
Für jede Steuerung kann jeweils nur eine Sensor-Tracking-Sitzung zur selben Zeit gestartet werden.
Werkzeugwinkel | Wie weit sich das Werkzeug seit dem Beginn der Sensor-Tracking-Sitzung oder seit dem letzten Reset gedreht hat. |
Drehmoment | Anzeige: Der momentane Wert des Drehmoments. |
Drehzahl | Anzeige: Der momentane Wert der Drehzahl. |
Starten einer Sensor-Tracking-Sitzung
Wählen Sie im START-Fenster Werkzeug aus.
Wählen Sie unter Diagnose Kabelwerkzeug und Sensor-Tracking aus.
Aktivieren Sie Sensor-Tracking starten.
Es werden Werkzeugwinkel, Drehmoment und Drehzahl angezeigt.
Nullposition
Diese Konfiguration lässt das System für jede Verschraubung oder Sequenz immer zur ursprünglichen Startposition zurückkehren. Die Nullposition wird sowohl für Handwerkzeuge als auch fest verbaute Werkzeuge jeweils separat festgelegt. Die Nullposition legt die aktuelle Position des Werkzeugs fest. Die Nullposition kann nicht während einer laufenden Verschraubung oder Sequenz festgelegt werden.
Festlegen einer Nullposition:
Wählen Sie auf der Startseite Werkzeug aus.
Wählen Sie im Menü rechts Kabelwerkzeug und anschließend Nullposition aus.
Wählen Sie FESTLEGEN aus. Die aktuelle Position des Werkzeugs wird als Nullposition festgelegt.
Werkzeug-Motortuning
Durch ein Motortuning wird das Motorsteuergerät des Werkzeugs justiert, um eine Leistungsoptimierung und Verlustminimierung zu erzielen.
Bei Kabelwerkzeugen sollte ein Motortuning an jeder spezifischen Kombination aus Steuerung und Werkzeug ausgeführt werden. STB-Werkzeuge können an eine andere Steuerung angeschlossen werden, ohne dass ein neues Motortuning ausgeführt werden muss.
Stellen Sie vor Ausführung des Motortunings sicher, dass das Werkzeug an eine virtuelle Station angeschlossen und die Steuerung zur Ausführung von Verschraubungen eingerichtet ist.
Das Motortuning dauert ca. 1 Minute, wobei die Spindel vor dem Abschluss sowohl im als auch gegen den Uhrzeigersinn gedreht wird.
Für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration: Entfernen Sie die offene Verlängerung vom Werkzeug, bevor Sie das Motortuning durchführen.
Durchführen des Werkzeug-Motortunings
Wählen Sie im Startbildschirm die Registerkarte Werkzeug. Wählen Sie dann das Werkzeug, für das ein Motortuning ausgeführt werden soll, und rufen Sie anschließend Motortuning auf.
Wählen Sie Ausführen aus und betätigen Sie anschließend den Startknopf am Werkzeug.
Wählen Sie OK, um das Motortuning zu starten.
Folgen Sie den auf dem Bildschirm eingeblendeten Anweisungen und drücken Sie weiterhin den Startknopf am Werkzeug, bis das Motortuning abgeschlossen wurde.
Bei erfolgreich abgeschlossenem Motortuning wird ein IO-Ereignis angezeigt.
Bei nicht erfolgreich abgeschlossenem Motortuning, oder wenn der am Werkzeug befindliche Startknopf vor dem Abschluss des Motortunings losgelassen wurde, wird ein NIO-Ereignis angezeigt.
Konfiguration der vorderen Anbaugruppe
Konfigurieren Sie das Werkzeug für die Verwendung der korrekten vorderen Anbaugruppe.
Wechseln Sie im Hauptmenü zu Werkzeug und wählen Sie Kabelwerkzeug > Konfiguration der vorderen Anbaugruppe aus.
Wählen Sie den Typ der vorderen Anbaugruppe aus.
Wenn Offenmaul ausgewählt ist, können folgende Parameter eingestellt werden.
Vergewissern Sie sich vor der Verwendung eines Offenmaul-Werkzeugs, dass Werkzeugkopf und Werkzeugkörper korrekt montiert und konfiguriert wurden. Andernfalls kann das Werkzeug in die falsche Richtung drehen und der mechanische Anschlag am Offenmaulkopf beschädigt werden.
Einstellungen
Beschreibung
Motordrehrichtung umkehren
Verfügbar für Offenmaul und geschlossene Ausführung
Aus: Vorgegeben
Ein
Verschraubungsrichtung
UZS: Vorgegeben
Verschraubungsrichtung wird auf im Uhrzeigersinn festgelegt.
Gegen UZS
Verschraubungsrichtung wird auf gegen den Uhrzeigersinn festgelegt.
Positionierungsgrenze
Manuell
Legen Sie die Drehmoment-Positionierungsgrenze fest.
Auto: Vorgegeben
Die Drehmoment-Positionierungsgrenze wird automatisch auf 2 % des maximalen Drehmoments, jedoch mindestens 2 Nm eingestellt.
Wählen Sie Übernehmen aus, um die Konfiguration einzurichten. Das Werkzeug wird neu gestartet.
Offenmaul-Tuning ausführen
Die Offenmaul-Tuning-Funktion ist für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration verfügbar. Die Funktion berechnet die tatsächliche Getriebeübersetzung der Kombination aus Werkzeug und Verlängerung und speichert diese im Werkzeug. Das Tuning nimmt etwa zwei Minuten in Anspruch.
Wenn das Offenmaul-Tuning abgeschlossen ist, muss das Werkzeug mit installierter Offenmaul-Verlängerung kalibriert werden.
Wählen Sie Ausführen aus und betätigen Sie anschließend den Startknopf am Werkzeug.
Folgen Sie den auf dem Bildschirm eingeblendeten Anweisungen und halten Sie den Startknopf am Werkzeug weiter gedrückt, bis das Offenmaul-Tuning abgeschlossen wurde.
Bei erfolgreich abgeschlossenem Offenmaul-Tuning wird ein IO-Ereignis angezeigt.
Bei nicht erfolgreich abgeschlossenem Offenmaul-Tuning oder wenn der Startknopf am Werkzeug vor dem Abschluss des Offenmaul-Tunings losgelassen wurde, wird ein NIO-Ereignis angezeigt.
WLAN und Bluetooth für drahtlose Werkzeuge
Der Power POWER FOCUS 6000 Controller verfügt über eingebaute WLAN- und Bluetooth-Radiomodule für die Verbindung eines drahtlosen Werkzeugs mit einem Controller über ein Kopplungsverfahren. Wenn die Kopplung durchgeführt wurde, wird das Werkzeug automatisch mit dem Controller verbunden, sobald das Werkzeug sich in der Reichweite des Controllers befindet. Ein mit einem Controller gekoppeltes Werkzeug kann nur mit einem spezifischen Controller verbunden werden, auch wenn ein anderer Controller so eingerichtet ist, dass er denselben Radiokanal verwendet.
Das WLAN-Radiomodul im Controller kann sich mit bis zu drei Werkzeugen gleichzeitig verbinden, das Bluetooth-Modul erlaubt sechs simultane Verbindungen.
In diesem Abschnitt
Kopplungsmodus für STB-Werkzeug und STWrench
Aufrufen des Kopplungsmodus am STB-Werkzeug
Trennen Sie den (aufgeladenen) Akku vom Werkzeug.
Den Akku wieder anschließen und dabei den Werkzeug-Startknopf drücken.
Wenn die Werkzeug-LEDs erloschen sind, lassen Sie den Startknopf los.
Wenn die Werkzeug-LEDs wieder aufleuchten, drücken Sie den Startknopf.
Wenn die Werkzeug-LEDs wieder erloschen sind, lassen Sie den Startknopf los. Beide LEDs fangen (nach ca. 10 Sekunden) an zu blinken.
Das Werkzeug befindet sich nun im Pairing-Modus. Die LEDs blinken während des Kopplungsmodus.
Starten Sie das Power Focus Pairing-Verfahren erst, nachdem beide LEDs am Werkzeug blinken. Das Pairing-Verfahren muss innerhalb von 30 Sekunden gestartet werden, da ansonsten die für das Werkzeug festgelegte Zeitbegrenzung ablaufen könnte.
Wenn das Werkzeug in den Pairing-Modus geschaltet wird, drücken Sie auf den Verbindungstyp, um das Pairing-Verfahren zu starten.
Aufrufen des Kopplungsmodus am STWrench
Den STwrench einschalten.
Drücken Sie während der automatischen Zell- und Gyroskopanpassung die Tasten UP (OBEN), RIGHT (RECHTS) und BARCODE (STRICHCODE) auf der STWrench-Tastatur in der angegebenen Reihenfolge.
Am Ende der Nullstellung befindet sich der Schlüssel im Kopplungsmodus.
Wenn das Werkzeug in den Pairing-Modus geschaltet wird, drücken Sie auf den Verbindungstyp, um das Pairing-Verfahren zu starten.
Bluetooth-Anforderungen
Um Bluetooth mit dem POWER FOCUS 6000, zu verwenden, müssen die folgenden Anforderungen erfüllt sein:
POWER FOCUS 6000 Software 2.6 oder höher
Ein drahtloses Werkzeug, das mit einem Bluetooth-Modul ausgestattet ist
Werkzeug-Software Boot-Version 9.1.6 oder höher
Werkzeug-Software App-Version 3.6.1 oder höher
Einschränkungen für Drahtloswerkzeuge
Wann alle WLAN- (3) oder Bluetooth-Plätze (6) belegt sind, werden die bestehenden gekoppelten Werkzeuge durch die zusätzlich mit dem Controller gekoppelten kabellosen Werkzeuge ersetzt. Für das Ersetzen gelten einige Regeln.
Bei WLAN wird ein beliebiges der zuvor gekoppelten Werkzeuge ersetzt.
Bei Bluetooth werden zuerst Werkzeuge ersetzt, die offline sind, danach diejenigen, die online sind. Werkzeuge, welche mit einer virtuellen Station verbunden sind, werden nie ersetzt. Wenn ein zusätzliches mit Bluetooth ausgestattetes Werkzeug mit einem Controller gekoppelt wird, bei dem bereits sechs drahtlose Bluetooth-Werkzeuge mit virtuellen Stationen verbunden sind, stellen Sie sicher, dass Sie eines der gekoppelten Werkzeuge von einer der virtuellen Stationen entfernen, bevor Sie das zusätzliche Werkzeug koppeln. Das von der virtuellen Station getrennte Werkzeug wird dann durch das neue Werkzeug ersetzt.
Kopplung eines drahtlosen Werkzeugs mit einer Steuerung
Die Kopplung eines Mechatronikschlüssels mit einem Controller erfolgt auf andere Weise als bei anderen Drahtloswerkzeugen und erfordert den Anschluss eines MWRKits an den Controller. Nähere Informationen dazu entnehmen Sie bitte den Produktanweisungen des Werkzeugs.
Vor Beginn des Kopplungsverfahren:
Vergewissern Sie sich, dass WLAN oder Bluetooth im Controller aktiviert ist (je nachdem, welches drahtlose Werkzeug Sie verbinden möchten).
Achten Sie darauf, dass Kopplungsplätze vorhanden sind (3 für WLAN und 6 für Bluetooth)
Prüfen Sie, welche Funkfrequenz verwendet werden muss
Prüfen Sie, wie das Werkzeug in den Kopplungsmodus geschaltet wird. Anweisungen hierzu können Sie dem STB-Benutzerhandbuch (9836 3043 01) entnehmen, oder befolgen Sie die nachfolgenden Anweisungen
Schaffen Sie wenn möglich eine klare Sichtlinie zwischen dem Werkzeug und dem Controller
Stellen Sie sicher, dass keine anderen Werkzeuge gleichzeitig mit dem Controller gekoppelt werden
Aktivieren Sie das interne WLAN, indem Sie auf Einstellungen > WLAN gehen. Schieben Sie den Schalter Aktiviert auf Ein
Wenn der Aktivierungsschalter für das WLAN auf Aus steht, kann keine Kopplung zwischen Werkzeug und Controller stattfinden. Werkzeuge, die bereits mit dem internen WLAN verbunden sind, werden getrennt, wenn der Aktiviert Schalter auf Aus gestellt wird.
Stellen Sie den Funkkanal ein, der mit dem drahtlosen Werkzeug verwendet werden soll: Tippen Sie im Startbildschirm auf die Registerkarte Einstellungen und wählen Sie WLAN.
Drücken Sie im Funkkanal-Fenster auf die Kanalliste und wählen Sie den entsprechenden Kanal aus.
Bei einem Kanalwechsel werden alle drahtlosen Werkzeuge, die mit dem Controller gekoppelt wurden, permanent getrennt.
Rufen Sie den Startbildschirm auf und tippen Sie auf die Registerkarte Werkzeuge. Tippen Sie auf das Kopplungssymbol in der oberen rechten Ecke.

Schalten Sie das Werkzeug in den Kopplungsmodus. Siehe „So schalten Sie ein drahtloses Werkzeug in den Kopplungsmodus“.
Klicken Sie im Dialogfeld Kopplungauf Ausführen, um das Kopplungsverfahren zu starten.
Das Kopplungsverfahren wird mit einem der folgenden Ergebnisse beendet:
Kopplung erfolgreich – Das Werkzeug wurde unter Verwendung des ausgewählten Kanals mit dem Controller gekoppelt.
Kopplung nicht erfolgreich – Dies könnte einen der folgenden Gründe haben:
Während des Kopplungsverfahrens wurde kein Werkzeug gefunden. Stellen Sie sicher, dass das Werkzeug sich in Reichweite und im Kopplungsmodus befindet. Klicken Sie anschließend auf Schließen und versuchen Sie es erneut.
Während des Kopplungsverfahrens wurde mehr als ein Werkzeug gefunden. Stellen Sie sicher, dass sich kein anderes Werkzeug im Kopplungsmodus befindet. Klicken Sie anschließend auf Schließen und versuchen Sie es erneut.
Kopplung wird bereits ausgeführt. Stellen Sie sicher, dass keine andere Person am Controller ein Kopplungsverfahren ausführt. Klicken Sie anschließend auf Schließen und versuchen Sie es erneut.
Kopplung fehlgeschlagen. Klicken Sie auf Schließen und versuchen Sie es erneut.
Ein IRC-W Infrastruktur-Werkzeug ist ein Werkzeug, das eine Verbindung zum Controller über die werksinterne Drahtlos-Infrastruktur herstellt. Die Werkzeugkonfigurationen ADHOC oder Infrastrukturmodus werden in ToolsTalk Service 2 festgelegt. Ein als IRC-W Infrastruktur-Werkzeug konfiguriertes Werkzeug kann, über das intergrierte Netzwerk des Controllers, auch als ADHOC-Werkzeug verbunden werden. Bei einem Neustart wird dieses Werkzeug allerdings auf ein IRC-W Infrastruktur-Werkzeug zurückgesetzt.
Arbeiten mit der Registerkarte Virtuelle Station
Eine Konfiguration der virtuellen Stationen erfolgt über das Menü Virtuelle Station (Virtual Station).
Eine virtuelle Station ist eine Softwareabstraktion einer physikalischen Station und kann zur Verwendung eines spezifischen Werkzeugs und ferngesteuerten Ausführung von verschiedenen mit dem Werkzeug durchgeführten Aufgaben eingerichtet werden.
Im Power POWER FOCUS 6000, ist es möglich, eine Anzahl an virtuellen Stationen pro Controller einzurichten. Jede virtuelle Station kann mit einem Werkzeug und einem oder mehreren Zubehörteilen verbunden werden.
Durch die Verwendung von virtuellen Stationen kann der Bediener mit derselben Steuerung mehrere Werkzeuge bedienen und verschiedene Aufgaben ausführen. Es ist möglich, ein Kabelwerkzeug und mehrere STB-Werkzeuge gleichzeitig mit der Steuerung zu verbinden.
Bei der Konfiguration verschiedener Werkzeuge müssen Sie sicherstellen, dass das unter Startquelle (Start source) ausgewählte Startsignal dem ausgewählten Werkzeug entspricht und die ausgewählte Aufgabe am jeweiligen Werkzeug ausgeführt werden kann.
Bevor ein Anzugsverfahren beginnen kann, muss im Menü „Virtuelle Stationen“ eine Aufgabe ausgewählt werden. Bei einer Aufgabe wird unter drei Kategorien unterschieden:
Verschraubungsprogramm
Gruppensequenz
Quellen
Die Auswahl kann manuell vom Bediener oder von externen Signalen durchgeführt werden.
Produktgrundlagen-Tutorials
https://www.youtube.com/watch?v=Ay0zO5fGSD8
In diesem Abschnitt
- Erstellen einer Virtuellen Station
- Zuweisen von Lizenzen zu einer virtuellen Station
- Lizenzzuweisung zu einer virtuellen Station aufheben
- Anschluss eines Werkzeugs an eine virtuelle Station
- Konfiguration des Fensters Aufgaben einer Virtuellen Station
- Bereich Protokollkonfiguration in einer Virtuellen Station
- Bereich Konfiguration von Aufgaben in einer Virtuellen Station
- Bereich Feldbus-Konfiguration in einer Virtuellen Station
Erstellen einer Virtuellen Station
Controller-Funktionen wie beispielsweise die Verschraubungsstrategien mit niedrigen Reaktionskräften, und den gesamten Controller betreffende Funktionen, erfordern Lizenzen, die durch das FMS (Functionality Management System) verteilt werden. Während die Konfiguration von Funktionen ohne spezielle Lizenzen möglich ist, ist für die Zuweisung und Nutzung dieser Funktionen die Installation der korrekten Lizenz auf dem Controller erforderlich. Nähere Informationen dazu entnehmen Sie bitte dem Abschnitt Lizenzen (FMS).
So erstellen Sie eine virtuelle Station:
Auf das Pluszeichen tippen.
Den Namen und andere Parameter bearbeiten.
So entfernen Sie eine virtuelle Station: Auf Löschen am unteren Ende der Parameterliste tippen.
Die Liste der erstellten virtuellen Stationen wird in der Reihenfolge der Erstellung angezeigt.
Wenn bei der Zuordnung eines Werkzeugs keine Werkzeugkonfiguration verfügbar ist, wird automatisch eine neue Werkzeugkonfiguration erstellt und der virtuellen Station zugeordnet.
Bei dieser automatisch erstellten Werkzeugkonfiguration ist die Startquelle auf Nur auslösen und Kurven auf Aus eingestellt. Bei STB-Werkzeugen ist die Startanforderung auf Aus gesetzt.
Zuweisen von Lizenzen zu einer virtuellen Station
Damit eine Virtuelle Station funktioniert, muss ihr eine Lizenz Virtueller Stationstyp zugewiesen werden.
Wählen Sie das Menü Virtuelle Station und wählen Sie die virtuelle Station, der die Lizenz zugewiesen werden soll.
Im Abschnitt „Lizenzen“, wählen Sie den Pfeil im Feld Virtueller Stationstyp
Das Fenster Lizenztyp ändern wird angezeigt.
Wählen Sie den virtuellen Stationstyp aus, den Sie der virtuellen Station zuweisen möchten.
[Wenn zusätzliche virtuelle Stationsfunktionen zugewiesen werden sollen] Wählen Sie Bearbeiten im Feld Funktionen aus.
Das Fenster Funktionen auswählen wird angezeigt.
Markieren Sie alle Funktionen, die Sie der virtuellen Station zuweisen möchten und wählen Sie dann OK.
Lizenzzuweisung zu einer virtuellen Station aufheben
Wählen Sie das Menü Virtuelle Station, und wählen Sie die virtuelle Station, bei der die Zuweisung der Lizenz aufgehoben werden soll.
Im Abschnitt Lizenzen wählen Sie den Namen der Lizenz im Feld Virtueller Stationstyp.
Das Fenster Lizenztyp ändern wird angezeigt.
Wählen Sie den Namen des virtuellen Stationstyps aus, dessen Zuweisung Sie aufheben möchten.
Lizenztyp ändern schließt sich und im Feld Virtueller Stationstyp erscheint Kein. Alle Funktionen werden ebenfalls aus dem Controller entfernt.
Wenn eine virtuelle Station gelöscht wird, werden die dieser virtuellen Station zugeordneten Lizenzen automatisch wieder in den Pool zurückgeführt.
Anschluss eines Werkzeugs an eine virtuelle Station
Eine virtuelle Station darf mit nur einem Werkzeug verbunden werden. Nur eines der mit einer Steuerung verbundenen Werkzeuge darf ein kabelgebundenes Werkzeug sein. An hinzugefügte virtuelle Stationen können kabellose Werkzeuge angeschlossen sein, die mit der Steuerung gekoppelt sind.
Jede virtuelle Station benötigt neben dem Werkzeug eine Werkzeugkonfiguration. Die Werkzeugkonfigurationen erfolgen über das Menü Konfigurationen.
Rufen Sie das Menü Virtuelle Station (Virtual station) auf und drücken Sie auf die virtuelle Station, mit der das Werkzeug verbunden werden soll.
Drücken Sie im Werkzeugbereich auf Werkzeug wählen (Choose tool), um die Liste mit verfügbaren Werkzeugen anzuzeigen.
Sollte ein Werkzeug schon ausgewählt sein, drücken Sie auf Werkzeug wechseln, um eine Liste mit Werkzeugen, auf die gewechselt werden kann, zu öffnen.
Drücken Sie in der Liste verfügbarer Werkzeuge auf das Werkzeug, das mit der virtuellen Station verbunden werden soll.
Nicht verfügbare Werkzeuge sind ausgegraut. Damit ein solches Werkzeug angeschlossen werden kann, muss es zuerst von der entsprechenden virtuellen Station getrennt werden.
Beim Anschluss eines neuen Werkzeugs wird eine Werkzeugkonfiguration beigefügt. Wenn mehr als eine Konfiguration zur Verfügung steht, wird eine Liste der Werkzeugkonfigurationen angezeigt.
So ersetzen Sie die Werkzeugkonfiguration für die virtuelle Station:
Auf den Pfeil neben dem Namen der aktuellen Konfiguration klicken.
Eine andere Konfiguration aus der Liste wählen.
Es ist nicht möglich, eine Konfiguration zu deaktivieren, es kann nur eine andere verfügbare Konfiguration gewählt werden.
Relevante Informationen
Konfiguration des Fensters Aufgaben einer Virtuellen Station
Eine ausgewählte Aufgabe kann entweder ein Verschraubungsprogramm oder eine Gruppensequenz ausführen oder eine Aufgabe durch Verwendung einer im Menü Quellen konfigurierten Quelle freigeben.
Die Aufgabe lässt sich von der Steuerung überwachen, und das Ergebnis der Aufgabe kann zusammen mit jeglichen Ereignissen, die möglicherweise während des Verfahrens auftraten, angezeigt werden.
In diesem Abschnitt
Konfiguration des manuellen Modus in einer virtuellen Station
Der manuelle Modus für virtuelle Stationen dient dem Durchführen von Aufgaben, während das Werkzeug verriegelt ist. Wenn das Werkzeug aus einem bestimmten Grund verriegelt ist (z. B. weil das Werkzeug außerhalb seines TLS-Bereichs liegt), könnte es dennoch notwendig sein, bestimmte Aufgaben mit dem Werkzeug zu erledigen, z. B. Notfallarbeiten. Durch das Konfigurieren des manuellen Modus für die virtuelle Station können Benutzer bestimmen, welche Signale beim Wechsel in den manuellen Modus gesendet werden (Eingangssignale), welche Aufgabe im manuellen Modus ausgeführt wird (sekundäre Aufgabe) und welche Signale beim Verlassen des manuellen Modus (Ausgangssignale) gesendet werden.
Da die gewünschten Szenarien je nach Benutzer variieren können (d. h. welche Signale beim Eingang und Ausgang gesendet werden sollen und welche Aufgabe durchzuführen ist), ist der manuelle Modus für jede virtuelle Station vollständig konfigurierbar.
Die Konfiguration besteht aus drei Elementen: Eingangssignale, Ausgangssignale und die sekundäre Aufgabe. (Beachten Sie, dass mit der primären Aufgabe die (automatische) Aufgabe gemeint ist, die der virtuellen Station unter Aufgabe zugewiesen wird.)
Rufen Sie das Menü Virtuelle Station auf und klicken Sie auf die virtuelle Station, die konfiguriert werden soll. Klicken Sie anschließend unter Aufgabe auf Manuellen Modus einstellen.
Legen Sie im Konfigurationsfenster für den manuellen Modus die sekundäre Aufgabe fest. Damit wird bestimmt, welche Aufgabe im manuellen Modus ausgeführt werden soll.
Wenn keine sekundäre Aufgabe festgelegt wird, wird während des manuellen Modus die primäre Aufgabe verwendet.
Für die sekundäre Aufgabe können alle Aufgabentypen (Verschraubung, Stapelprogrammsequenz, Signalquelle) wie für die primäre Aufgabe eingestellt werden.
Stellen Sie die zu sendenden Übergangssignale ein, indem Sie auf das Plus-Symbol unten im Bereich Übergang klicken. Angaben zu den Parametern für Übergangssignale siehe unten.
Stellen Sie die zu sendenden Verlassen-Signale ein, indem Sie auf das Plus-Symbol unten im Bereich Verlassen klicken. Angaben zu den Parametern für Verlassen-Signale siehe unten.
Es können maximal 99 Übergangs- und Verlassen-Signale eingestellt werden.
In diesem Abschnitt
Übergangs- und Verlassen-Signale
Die Parameter für ein- und ausgehende Signale sind die gleichen.
Es gibt zwei Signalarten: Boolesch und Ganzzahl/Zeichenfolge Für Boolesche Signale wird ein Ein/Aus-(True/False-)Schalter verwendet. Für Ganzzahl-/Zeichenfolgensignale wird ein Textfeld verwendet, in dem das (E/A-)Signal oder die Zeichenfolge angegeben werden kann.
Signal | Typ | Standardwert |
|---|---|---|
Sequenz abbrechen | Boolesche Instanz | Aus |
Ereignisse bestätigen | Boolesche Instanz | Aus |
Werkzeugscanner aktivieren | Boolesche Instanz | Aus |
Ergebnisse löschen | Boolesche Instanz | Aus |
Fieldbus deaktivieren | Boolesche Instanz | Aus |
Befehle Open-Protokoll deaktivieren | Boolesche Instanz | Aus |
Werkzeugscanner deaktivieren | Boolesche Instanz | Aus |
Dynamische Gruppengröße | Integer | 0 |
Externer Identifikator | Integer | 0 |
Extern überwacht [1-8] | Boolesche Instanz | Aus |
Grüne Werkzeug-LED programmieren (externes Protokoll) | Boolesche Instanz | Aus |
E/A generisch [1-10] | Integer | 0 |
ID für die dynamische Gruppengröße | Integer | 0 |
Stapelprogramm zurücksetzen | Boolesche Instanz | Aus |
Stapelprogrammsequenz zurücksetzen | Boolesche Instanz | Aus |
Bistabiles Relais zurücksetzen | Boolesche Instanz | Aus |
Zu viele NIO zurückgesetzt | Boolesche Instanz | Aus |
Eingang auswählen | Integer | 0 |
Bistabiles Relais setzen | Boolesche Instanz | Aus |
Werkzeug nach Abschluss entriegeln | Boolesche Instanz | Aus |
Werkzeug bei Deaktivieren entriegeln | Boolesche Instanz | Aus |
Bereich Protokollkonfiguration in einer Virtuellen Station
In der Registerkarte Protokolle im Menü Virtuelle Stationen finden Sie abhängig von der aktuell gültigen Lizenz eine Liste der verfügbaren Kommunikationsprotokolle. Das Open Protocol ist für alle Lizenzen verfügbar.
Um auf die Funktionen über das Open Protocol zugreifen zu können, muss für jede virtuelle Station eine einzigartige Schnittstelle definiert werden.
Setzen Sie den Schalter Open Protocol auf Ein.
Geben Sie die Server-Port-Nummer ein.
Geben Sie den SPS-Index-Wert zwischen 1 und 6 ein.
Der SPS-Index legt fest, an welche Stelle im gemeinsamen genutzten Speicher die Open-Protocol-Befehle geschrieben werden sollen. Der Standardwert ist 1, es sind aber Werte zwischen 1 und 6 möglich
Die durchzuführende Maßnahme bei einem Kommunikationsausfall zum Client wählen.
Die Einstellung „Trennen“ steuert die durchzuführende Maßnahme bei einem Verbindungsfehler.
Keine - Das Verschraubungsprogramm wird normal fortgesetzt.
Werkzeug sperren - Das Werkzeug wird nach Abschluss der aktuellen Verschraubung normal gesperrt.
Aufgabenauswahl aufheben – Die Verschraubung wird nach Abschluss der momentan ausgeführten Aufgabe abgebrochen. Eine Ausnahme sind reine Verschraubungsprogramme oder Gruppensequenzen, bei denen die Aufgabe nach Abschluss entfernt wird.
Werkzeug immer sperren - Das Werkzeug wird nach Abschluss der aktuellen Verschraubung gesperrt, ungeachtet des Ergebnisses.
Legacy-Zähler verwenden
Die alte Zählereinstellung zählt alle Schraubvorgänge in einer Sequenz und gibt eine Zahl an nachgeschaltete Systeme aus. Um diese Einstellung zu aktivieren, stellen Sie Legacy-Zähler verwenden auf Ja.
MID2500 Löseprogramm
Diese Einstellung ermöglicht die Auswahl eines MID2500-Löseprogramms aus der Liste.
Wenn Sie fertig sind, wählen Sie Übernehmen.
Da der Standardwert für den SoftSPS-Index immer 1 ist und nicht geprüft wird, ob dieser verwendet wird, besteht die Möglichkeit, dass Sie das System so konfiguriert haben, dass derselbe Index beim Hinzufügen von virtuellen Stationen mehrmals konfiguriert wird. In diesem Fall kann die SoftSPS nicht feststellen, von welcher virtuellen Station der eingehende MID stammt.
Bereich Konfiguration von Aufgaben in einer Virtuellen Station
Angaben dazu, wie Sie QIF-Zubehör an eine virtuelle Station anschließen bzw. von dieser trennen, finden Sie unter QIF-Zubehör an eine virtuelle Station anschließen und QIF-Zubehör von einer virtuellen Station trennen.
Angaben zur Fehlerbehebung mithilfe der I/O-Diagnose für Zubehör finden Sie unter Digitalsignaldiagnose.
Relevante Informationen
In diesem Abschnitt
Digitalsignaldiagnose
Beim Einsatz und der Fehlerbehebung einer Steuerung ist ein Diagnosewerkzeug äußerst hilfreich. Es steht in der Registerkarte „Info“ im Menü Virtuelle Station für eine Gerätekonfiguration oder für eine Feldbus-Belegung zur Verfügung.
Der Controller kann im normalen Modus oder im Diagnosemodus bedient werden. Im normalen Modus arbeiten die digitalen Eingangs- und Ausgangssignale normal und werden zwischen der internen Controllerlogik hindurch zu einem externen Zubehör oder einem Stecker geleitet.
Der Diagnosemodus wird in den Überwachungsmodus und den erzwungenen Modus unterteilt. Im Überwachungsmodus arbeiten die Signale normal, bieten aber eine direkte Überwachung des Signalverhaltens. Im gezwungenen Modus ist die Verbindung zwischen der internen Logik des Controllers und dem externen Zubehör offen und die Eingangs- und Ausgangssignale können in den gewünschten Zustand gezwungen werden.
Eine Diagnose der Digitalsignale kann jeweils für ein Gerät oder einen Feldbus durchgeführt werden.
Diagnosekonfiguration
Auf die Diagnose für ein spezifisches Zubehörteil oder einen Feldbus kann über die Info-Option in der Ansicht „Virtuelle Station“ für das Zubehör oder den Feldbus zugegriffen werden.
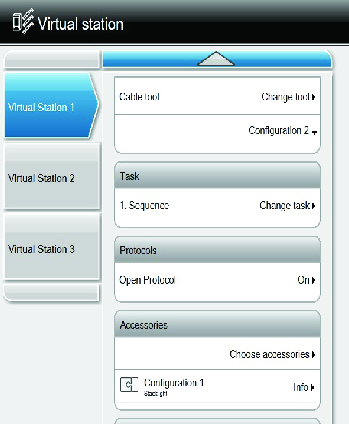
Drücken Sie auf Info und auf dem nächsten Bildschirm dann auf Diagnose.
Aktivieren Sie den Überwachungsmodus oder den Zwangsmodus mithilfe des Schalters.
Die Status der Eingangs- und Ausgangssignale sind unter den entsprechenden Reitern verfügbar.
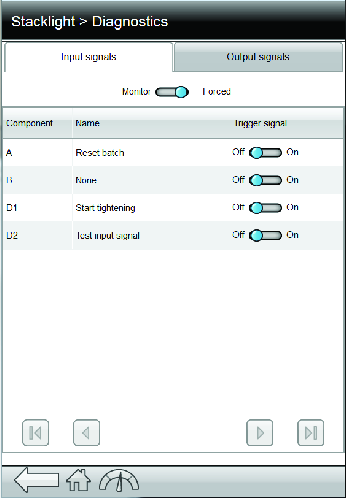
Auf die Diagnose kann jeweils nur von einem einzigen Bediener bzw. einer einzigen Funktion aus zugegriffen werden. Wenn die Diagnose bereits in Verwendung ist, wird eine Informationsnachricht auf dem Bildschirm angezeigt.
Normalbetrieb
Im normalen Betriebsmodus werden die externen Eingangssignale an die interne Steuerungslogik und die Ausgangssignale der Steuerung an den externen Sollwert weitergegeben, ohne dass das Diagnosemodul eingreifen muss.
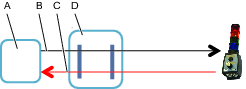
A | Interner Zustand und logische Funktionen des Controllers |
B | Pfad des digitalen Ausgangssignals |
C | Pfad des digitalen Eingangssignals |
D | Diagnosemodul |
Überwachung der Digitalsignale
Im Diagnosemodus können alle Signale, die an die und von der internen Logik der Steuerung weitergeleitet werden, überwacht werden. Eine Signalabhörung ist mit dem Diagnosemodul verbunden und die Signalzustände werden auf der Web-GUI oder der Steuerungs-GUI angezeigt.
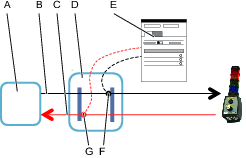
A | Interner Zustand und logische Funktionen des Controllers |
B | Pfad des digitalen Ausgangssignals |
C | Pfad des digitalen Eingangssignals |
D | Diagnosemodul |
E | Benutzerschnittstelle |
F | Ausgangssignalabhörung |
G | Eingangssignalabhörung |
Digitalsignale in einen gewünschten Zustand zwingen
Im Diagnosemodus können sämtliche Signale, die an die und von der internen Logik der Steuerung weitergeleitet werden, in einen gewünschten Zustand gezwungen werden. Die Signalleitungen werden im Diagnosemodul geöffnet. Von der Benutzeroberfläche aus können Eingangs- sowie Ausgangssignale in beständige Zustände gezwungen werden. Die Benutzeroberfläche ist entweder die Web-GUI oder die Steuerungs-GUI.
Während die Signale erzwungen werden, befindet sich der Controller im Normalzustand. Wenn der Diagnosemodus und der Zwangsmodus verlassen werden, werden sämtliche Signale auf den aktuellen Betriebszustand des Controllers gesetzt. Dies kann zu einer Zustandsänderung der digitalen Ausgänge führen, was ungewünschte Aktionen zur Folge haben kann.
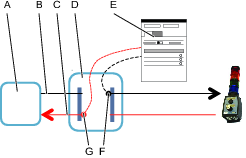
A | Interner Zustand und logische Funktionen des Controllers |
B | Pfad des digitalen Ausgangssignals |
C | Pfad des digitalen Eingangssignals |
D | Diagnosemodul |
E | Benutzerschnittstelle |
F | Eintrittsstelle des erzwungenen Ausgangssignals |
G | Eintrittsstelle des erzwungenen Eingangssignals |
Bereich Feldbus-Konfiguration in einer Virtuellen Station
Der Feldbus-Eintrag in der GUI zeigt die der Steuerung zugewiesene Feldbus-Belegung an.
Zur Analysierung der Feldbuskonfiguration klicken Sie im Diagnosefeld für die Feldbus-Belegung auf „Ausführen“. Mehr zum Diagnosewerkzeug finden Sie im Abschnitt „Virtuelle Station – Zubehör“ dieses Kapitels.
Zur Konfiguration von Feldbus-Mappings ist ToolsTalk 2 erforderlich.

Arbeiten mit der Registerkarte Konfigurationen
Produktgrundlagen-Tutorials
https://www.youtube.com/watch?v=PY1WGo3YYIw
In diesem Abschnitt
Werkzeugkonfiguration
Im Menü Konfigurationen > Werkzeugkonfiguration können die verfügbaren Zubehörfunktionen des Werkzeugs konfiguriert werden.
Je nach Werkzeugtyp stehen verschiedene Funktionen zur Verfügung.
Konfigurieren der Zubehörfunktionen des Werkzeugs
Wählen Sie Nach Werkzeugtyp filtern. Wählen Sie dann das gewünschte Werkzeug aus.
Wählen Sie Bearbeiten, um die gewünschten Funktionen zu konfigurieren.
Eine Konfiguration, die einer virtuellen Station zugewiesen wurde, kann nicht gelöscht werden.
Konfigurieren Sie Werkzeug-LEDs, Funktionstaste, Summer und Richtungsschalter (falls verfügbar) durch Auswahl des entsprechenden Feldes.
Jedes Feld zeigt eine Nummer, die der Nummer der jeweiligen Funktion entspricht (z.B. 1 für die Werkzeug-LEDs, 2 für die Funktionstaste, 3 für den Summer und 4 für den Richtungsschalter).Konfigurieren Sie Allgemeine Einstellungen, Startbedingung und Zubehörbus (falls verfügbar) entsprechend den Vorgeben des Kunden.
Allgemeine Einstellungen
Die allgemeinen Einstellungen für das Werkzeug können im Bereich Allgemeine Einstellungen vorgenommen werden.
Parameter | Beschreibung | Standardwert |
|---|---|---|
Inaktivitätszeitlimit | Legt fest, ob das Werkzeug nach einer eingestellten Zeit der Inaktivität abgeschaltet wird. | Ein |
<Inaktivitätszeitlimit> | Wenn Inaktivitätszeitlimit auf Ein gesetzt ist, wird hier die Anzahl der Minuten vor dem Abschalten festgelegt. | 120 min |
Vorne positionierte LED | Legt das Verhalten der Front-LED fest (über dem Werkzeug-Drücker). Nur für Drahtloswerkzeuge verfügbar. | Ein |
Dauer nach Auslösen des Drückers | Legt fest, wie lange die Front-LED nach dem Loslassen des Werkzeugstartknopfs leuchtet (in Sekunden). Bei Kabelwerkzeugen leuchtet die vordere LED für 10 Sekunden, nachdem der Werkzeugdrücker gedrückt wurde. | 0 Sekunden |
Kurve | Aktiviert die grafische Darstellung der Verschraubung. Bei mehrstufigen Programmen ist der Trace immer von Drücker gedrückt. Wählen Sie bei Drahtloswerkzeugen Startknopf gedrückt oder Einschrauben beendet als Quelle für die Kurve aus. | Aus |
Überprüfung des TAG | Aktiviert die TAG-Überprüfung am Werkzeug. Das Werkzeug wird gesperrt, wenn das mit dem Programm gelieferte TAG nicht mit dem im smartHEAD des STWrench eingefügten TAG identisch ist. Die TAG-Überprüfung ist nur für STWrench verfügbar, oder wenn bei der Überprüfung der Werkzeugkonfiguration kein Werkzeug ausgewählt ist. | Aus |
TAG-Auswahl | Wird zur Auswahl eines Verschraubungsprogramms/einer Gruppe oder einer Gruppensequenz verwendet, wenn Gruppensequenz/Quellenverschraubung/Quellengruppe eingestellt ist. Die TAG-Auswahl ist nur für STWrench verfügbar, oder wenn bei der Überprüfung der Werkzeugkonfiguration kein Werkzeug ausgewählt ist. | Aus |
Relevante Informationen
In diesem Abschnitt
Konfiguration der Werkzeug-LEDs
Die verschiedenen LED-Anzeigen am Werkzeug sind so konfiguriert, dass sie von einem der verfügbaren Ausgangssignale gesteuert werden.
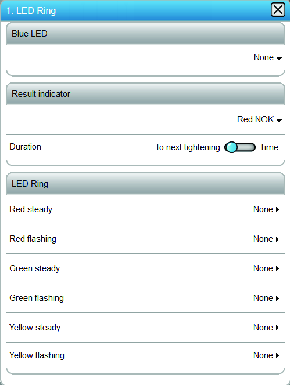
Blaue LED
Die blaue LED leuchtet für eine einstellbare Zeitspanne auf oder ist so konfiguriert, dass sie bis zum nächsten Schraubvorgang leuchtet. Sie wird bei Erhalt des bei der Konfiguration ausgewählten Signals eingeschaltet.
Ergebnisanzeige
Die Ergebnisanzeige bestimmt, wie und für lange die LEDs bei entsprechenden Verschraubungsergebnissen eingeschaltet werden sollen. Über ein Kontextmenü wird ein vorkonfiguriertes Muster ausgewählt. Dieses Muster kann eine Kombination von Verschraubungsergebnissen sein.
Signal | Beschreibung |
|---|---|
Aus | Nach der Verschraubung werden unabhängig vom Ergebnis keine LEDs aktiviert. |
Grün | Bei Auswahl einer Ergebnisanzeige stellt ein grünes Licht das Standardsignal bei einer korrekt abgeschlossenen (IO-)Verschraubung dar. |
Rot:hoch:gelb:niedrig | Wenn eine Verschraubung nicht korrekt abgeschlossen wurde (NIO-Verschraubung), weist eine rote LED darauf hin, dass der Endwert zu hoch ist und eine gelbe LED, dass der Wert zu niedrig ist. Rot und Gelb können gleichzeitig leuchten (z.B. bei zu hohem Drehmoment und zu kleinem Winkel). |
Rot:hoch(Priorität):gelb:niedrig | Wenn eine Verschraubung nicht korrekt abgeschlossen wurde (NIO-Verschraubung), weist eine rote LED darauf hin, dass der Endwert zu hoch ist und eine gelbe LED, dass der Wert zu niedrig ist. Rot und Gelb können nicht gleichzeitig leuchten. Nur rot leuchtet bei gleichzeitig hohen und niedrigen Werten auf. |
Rot:NIO:gelb:niedrig | Eine rote LED weist darauf hin, dass die Verschraubung nicht korrekt abgeschlossen wurde (NIO-Verschraubung). Eine zusätzliche gelbe LED zeigt an, wenn der Wert zu niedrig ist. |
Rot:NIO | Eine rote LED weist darauf hin, dass die Verschraubung nicht korrekt abgeschlossen wurde (NIO-Verschraubung). Es werden keine weiteren LEDs eingeschaltet. |
LED-Ring
Mit dem LED-Ring wird das Verhalten der LEDs zwischen den Verschraubungen festgelegt. Der LED-Ring besteht aus drei Kreisen mit LED-Leuchten: einem Kreis mit roten LEDs, einem Kreis mit gelben LEDs und einem Kreis mit grünen LEDs. Jeder Kreis kann anhaltend leuchten oder blicken. Dadurch sind insgesamt sechs verschiedene Signale möglich, die mit dem LED-Ring verbunden werden können.
Eine LED wird nur dann eingeschaltet, wenn nicht gerade eine Verschraubung ausgeführt wird und wenn das Steuerausgangssignal aktiviert ist.
Eine LED wird ausgeschaltet, wenn die maximale Zeit überschritten wird. Dies gilt nur, wenn der Signaltyp ein Ereignis ist.
Eine LED wird ausgeschaltet, wenn die nächste Verschraubung gestartet wird.
Eine LED wird ausgeschaltet, wenn das steuernde Ausgangssignal deaktiviert wird. Dies gilt nur, wenn der Signaltyp ein Zustand ist.
Konfiguration der Funktionstaste
Mit der Funktionstaste am Werkzeug werden bis zu sechs der verfügbaren Eingangssignale gesteuert. Die drei möglichen Zustände der Taste werden mit den zwei möglichen Zuständen des Richtungsschalters kombiniert.
Zustände der Funktionstaste | Zustände des Richtungsschalters |
|---|---|
Einmal betätigen | Im Uhrzeigersinn |
Einmal betätigen | Gegen UZS |
Zweimal betätigen | Im Uhrzeigersinn |
Zweimal betätigen | Gegen UZS |
Gedrückt gehalten | Im Uhrzeigersinn |
Gedrückt gehalten | Gegen UZS |
Zwei konfigurierbare Parameter steuern die Dauer der Betätigung.
Parameter | Beschreibung | Standardwert |
|---|---|---|
Betätigungserkennungs-Intervall | Bei einmal betätigen: Die maximale Dauer der Betätigung (in Millisekunden) zwischen Betätigung der Taste und Loslassen der Taste. | 300 ms |
Intervall nächste Betätigung | Bei zweimal betätigen: Die maximale Dauer (in Millisekunden) zwischen Loslassen der Taste nach der ersten Betätigung und erneuter Betätigung. | 300 ms |
Konfiguration des Summers
Für die Konfiguration des Summers wird ein Ton mit einem Signal aus einer Liste von verfügbaren Signalen zugeordnet.
Der Ton besteht aus einer Reihe von in der Tabelle beschriebenen Parametern. Ein Signal mit einem Ton kann zwischen 1 und 10 priorisiert werden, wobei 1 die höchste Priorität und 10 die niedrigste ist. Standardmäßig haben ein Signal und ein Ton die Priorität 5. Signalen können bis zu 20 Töne zugeordnet werden.
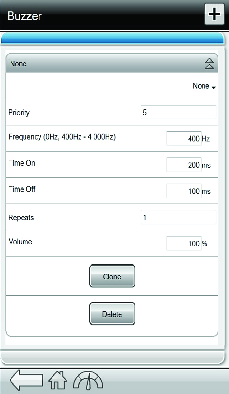
Parameter | Beschreibung |
|---|---|
Frequenz | Genaue Frequenz in Hz. |
Ein-Zeit | Dauer (in ms), während der der Summer einen Ton ausgibt. |
Aus-Zeit | Dauer (in ms), während der der Summer nicht ertönt. |
Wiederholung | Gibt an, wie oft der Summer die Ein/Aus-Sequenz wiederholt. |
Lautstärke | Lautstärke des Summers in Prozent der maximalen Lautstärke. |
Konfiguration des Richtungsschalters
Der Richtungsschalter am Werkzeug kann so konfiguriert werden, dass bestimmte Eingangssignals ausgelöst werden, wenn schnell (mit einer Dauer von 500 ms) von im Uhrzeigersinn (CW) auf gegen den Uhrzeigersinn (CCW) und zurück oder umgekehrt geschaltet wird.
Systeme in Fernstart
Wenn das System Fernstart nutzt und der Benutzer ein Signal auslösen möchte, das einem Richtungsschalter in der Werkzeugkonfiguration zugewiesen ist, dann muss das jeweilige Signal zugewiesen und das Signal 10029 - Auswahl Lösen mit einer erforderlichen Dauer von 500 ms, um es auszulösen, verwendet werden. Damit dies funktioniert, ist ein zusätzlicher Konfigurationsschritt in ToolsTalk erforderlich. Unter Hardwarekonfiguration in Tools Talk muss eine Konfiguration für das Werkzeug festgelegt werden; dazu muss man auf das Werkzeugsymbol klicken.
Konfiguration der Startbedingung
Die Startbedingungen für ein Werkzeug, wie z.B. Startanforderung, Startquelle, Kurven und Kennzeichnungsbedingungen für STWrench werden hier konfiguriert. Die Funktionen sind in den jeweiligen Abschnitten beschrieben.
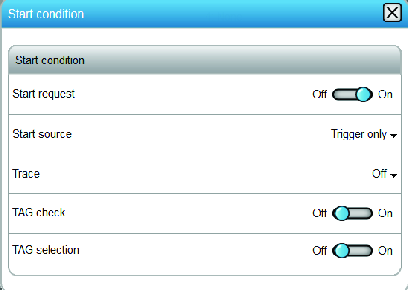
In diesem Abschnitt
Startanforderung
Die Startanforderung dient dem Erfordernis einer beständigen Verbindung zwischen dem Werkzeug und der Steuerung für ein STB-Werkzeug. Damit wird sichergestellt, dass das Werkzeug beim Anziehen stets auf dem neuesten Stand der Verschraubungsprogramm- oder Gruppeneinstellungen sowie anderen Einstellungen der Steuerung ist.
Wenn die Startanforderung auf Ein gesetzt ist, wird das Werkzeug arretiert, wenn die Verbindung zur Steuerung unterbrochen wird. Wenn das Werkzeug während einer Verschraubung oder einer Stapelprogrammsequenz die Verbindung zur Steuerung verliert, beendet es somit die laufende Verschraubung und hält an. Das Werkzeug wird dann arretiert, bis die Verbindung wiederhergestellt wurde.
Parameter | Beschreibung | Standardwert |
|---|---|---|
Startanforderung | Das Werkzeug wird gesperrt, wenn die Verbindung mit der Steuerung unterbrochen wurde. Ein: Das Werkzeug ist für Anziehvorgänge gesperrt, wenn es die Verbindung zum Controller verliert. Aus: Das Werkzeug kann weiterhin Verschraubungen ausführen, obwohl die Verbindung mit der Steuerung getrennt wurde. | Ein |
Startquelle
Verwenden Sie die Werkzeugstartquelle, um festzulegen, wie das Werkzeug gestartet werden soll. Die Standardeinstellung ist Nur Startschalter.
Startquelle ist nur für bestimmte Werkzeugtypen verfügbar.
Startquelle | Beschreibung |
|---|---|
Nur Startknopf | Drücken Sie den Startknopf am Werkzeug, um den Verschraubungsvorgang zu starten. |
Startknopf ODER Schubstart | Drücken Sie den Startknopf am Werkzeug oder drücken Sie das Werkzeug gegen die Verbindung, um den Verschraubungsvorgang zu starten. |
Startknopf UND Schubstart | Drücken Sie den Startknopf am Werkzeug und drücken Sie das Werkzeug gegen die Verbindung, um den Verschraubungsvorgang zu starten. |
Nur Schubstart | Drücken Sie das Werkzeug gegen die Verbindung, um den Verschraubungsvorgang zu starten. |
Digitaler Eingang | Benutzen Sie einen Digitaleingang, der Signale verwendet, um den Verschraubungsstart auszulösen. |
Sicherheitsauslöser | Zwei Auslöser (Drücker- und Schubstarter) werden innerhalb von 500 ms aktiviert, um die Verschraubung zu starten. |
Kurvenkonfiguration
Kurven stellen Benutzern eine grafische Darstellung der Verschraubung bereit. Ein Kurvenstart ist entweder ab Drücken des Startschalters oder nach beendeter Einschraubstufe möglich.
Parameter | Beschreibung | Standardwert |
|---|---|---|
Kurve | Ermöglicht eine grafische Darstellung der Ergebnisse. Aus: Es wird keine Kurve erstellt. Startknopf betätigt: Die Kurve wird ab Drücken des Startknopfs erstellt. Einschraubphase beendet: Die Kurve wird erstellt, sobald die Einschraubphase beendet ist. | Aus |
Die maximale Anzahl von Trace-Punkten ist 2000 (200 für STB-Werkzeugen). Wenn die maximale Anzahl von Trace-Punkten überschritten wird, wird jedes zweite Ergebnis gelöscht (die Abtastrate wird effektiv halbiert). Das Tracing wird so lange fortgesetzt, wie die Verschraubung aktiv ist, und jedes Mal, wenn die maximale Anzahl von Trace-Punkten erreicht ist, wird die Hälfte der Trace-Punkte gelöscht, damit das Tracing fortgesetzt werden kann. Das Tracing wird beendet, wenn die letzte Phase des Verschraubens beendet ist.
Überprüfung des TAG
Die Funktion Überprüfung des TAG aktiviert die TAG-Überprüfung am Werkzeug. Wenn die TAG-Überprüfung sowohl an der Power Focus 6000 als auch am STWrench aktiviert ist, wird das Werkzeug gesperrt, wenn das mit dem Programm gelieferte TAG nicht mit dem im smartHEAD des STWrench eingefügten TAG identisch ist.
Die TAG-Nummer wird je nach Arbeitsaufgabe unterschiedlich angegeben.
Bei Generischen Verschraubungsstrategien wird die TAG-Nummer im Verschraubungsprogramm angegeben.
Bei der Multistep-Verschraubungsstrategie ist die TAG-Nummer von der Auswahl im Menü Quellen/Gruppensequenz abhängig.
Wenn eine Quellenverschraubung durchgeführt wird (Quellen > Verschraubung > Quellenverschraubung > Auswahlmodus - Bestätigen), wird die TAG-Nummer im Feld Sockel angegeben.
Bei einer Gruppensequenz (Gruppensequenz > Sequenzbibliothek > Gruppenkonfiguration - Bearbeiten) ist die TAG-Nummer gleich der Nummer des Bezeichners.
Wenn eine Quellengruppe ausgeführt wird (Quellen > Gruppensequenz > Quellengruppe), wird die TAG-Nummer wie oben beschrieben in der Gruppensequenz angegeben.
Im Fall von Gruppensequenz und Quellengruppe setzen Sie Freie Reihenfolge - in der Gruppensequenz - auf Nein.
Die TAG-Überprüfung ist nur für STWrench verfügbar.
TAG-Prüfoptionen | Beschreibung |
|---|---|
Aus | Das Werkzeug wird nicht gesperrt, unabhängig vom eingefügten TAG. |
Ein | Das Werkzeug ist gesperrt, solange die TAG-Nummer nicht mit der in der Verschraubungsstrategie-Konfiguration angegebenen TAG-Nummer identisch ist. |
TAG-Auswahl
Die Funktion TAG-Auswahl dient zur Auswahl eines Verschraubungsprogramms/einer Gruppe oder Gruppensequenz, für die eine TAG-Nummer konfiguriert ist, die der TAG-Nummer des im smartHEAD des STWrench eingefügten TAG entspricht.
Die TAG-Auswahl ist nur für STWrench verfügbar.
TAG-Auswahloptionen | Beschreibung |
|---|---|
Aus | Der STWrench signalisiert der Steuerung nicht, dass das Verschraubungsprogramm/die Gruppe oder Gruppensequenz ausgewählt werden soll. |
Ein | Auswahl des Verschraubungsprogramms/der Gruppe oder Gruppensequenz anhand der in der Gruppensequenz/Quellenverschraubung/Quellengruppe ausgewählten TAG-Nummer. |
Konfiguration des Zubehörbus
Werkzeugzubehör wird über den Zubehörbus an das Werkzeug angeschlossen. Das Werkzeugzubehör wird für jede Werkzeugkonfiguration in der Steuerung getrennt konfiguriert.
Typ | Beschreibung |
|---|---|
ST-Selektor | Ein kleines Display und Tasten, die je nach Konfiguration zur Auswahl von Aufgaben oder Programmen verwendet werden. |
TLS-Tag | Tag für das Werkzeugortungssystem, das zur Bereitstellung von Ausgangssignalen an den Bediener verwendet wird. |
EEHMI | Ein kleines Display und Tasten, die je nach Konfiguration zur Auswahl von Aufgaben oder Programmen verwendet werden. |
In diesem Abschnitt
ST Selektor
Der ST-Selektor ist ein Werkzeugzubehör. Er wird am Werkzeug installiert und an den Werkzeugzubehörbus angeschlossen. Er umfasst ein kleines Display, zwei Eingabetasten und Ausgangs-LEDs.
Display
Die Anzeige gibt jeweils eine Information an und umfasst vier verschiedene Seiten, die so konfiguriert werden können, dass auf jeder Seite verschiedene voreingestellte Elemente angezeigt werden.
Parameter | Beschreibung |
|---|---|
Seite 1 | Wählen Sie die anzuzeigende Meldung aus der Liste aus:
|
Seite 2 | |
Seite 3 | |
Seite 4 |
Umschaltzeit
Parameter | Beschreibung |
|---|---|
Umschaltzeit | Wählen Sie aus, wie lange eine Meldung angezeigt werden soll, bevor die nächste Meldung erscheint. |
Tasten
Die beiden Tasten können für eine bestimmte Reaktion auf die angezeigten Informationen konfiguriert und zum Durchblättern der Listenelemente verwendet werden.
Parameter | Beschreibung |
|---|---|
Linke Taste | Wählen Sie eine Aktion aus dem Kontextmenü aus. |
Rechte Taste | Wählen Sie eine Aktion aus dem Kontextmenü aus. |
Status-LEDs
Die Status-LEDs können aktiviert oder deaktiviert werden.
Parameter | Beschreibung |
|---|---|
LED zeige Ergebnis | Wählen Sie das gewünschte Optionsfeld „Ein“ oder „Aus“ aus. |
LED zeige Extra | Wählen Sie das gewünschte Optionsfeld „Ein“ oder „Aus“ aus. |
Die Ergebnis-LEDs sind rot, grün und gelb und zeigen dieselben Informationen wie die Hauptwerkzeug-LEDs an.
Die beiden zusätzlichen LEDs können Gruppe IO und Stapelprogrammsequenz IO anzeigen. Diese beiden LEDs werden bei der nächsten Verschraubung ausgeschaltet.
TLS-Tag
Das Tag Tool Location System (TLS) ist ein Werkzeugzubehör. Das TLS-Tag wird am Werkzeug installiert und an den Werkzeugzubehörbus angeschlossen. Es stellt ein Bestandteil des Ubisense-Ortungssystems dar und wird unabhängig von der Steuerung gehandhabt. Außer zur Ortung kann das TLS-Tag auch dazu verwendet werden, dem Bediener Informationen bereitzustellen. Ausgewählte Ausgangssignale können verschiedene LED-Kombinationen erzeugen.
Bis zu 10 verschiedene Ausgangssignale können einer Lichtpriorität zugeordnet werden.
|
Parameter |
Beschreibung |
|---|---|
|
Signal |
Wählen Sie aus dem Kontextmenü ein Signal zur Auslösung der LED aus. Wählen Sie für ein Signal des Typs Ereignis die Dauer des Signals aus. |
|
Farbe |
Wählen Sie eine Farbe für die LED aus. |
|
Priorität |
Für die akustischen Signale stehen 10 verschiedene Prioritätsstufen zur Verfügung. 1 ist dabei die höchste Priorität. Die standardmäßige Prioritätsstufe ist 5. |
Bei zwei gleichzeitigen Signalen hat das Signal mit der höheren Priorität Vorrang. Wenn zwei Signale mit derselben Priorität vorliegen, wird die LED durch das Signal ausgelöst, das zuerst ankommt.
Ein Ausgangssignal kann vom Typ Ereignis oder vom Typ Zustand sein.
Ein Zustandssignal ist aktiv, so lange der jeweilige Zustand aktiv ist.
Ein Ereignissignal ist während einer konfigurierbaren Zeitdauer aktiv.
EEHMI
Bei der EHMI handelt es sich um Werkzeugzubehör. Sie wird am Werkzeug installiert und an den Werkzeugzubehörbus angeschlossen. Sie umfasst eine grafische Anzeige, drei Funktionstasten und optional auch einen Scanner. Das Display ist ein Modul der Steuerungs-GUI und ermöglicht die Auswahl von Verschraubungsprogrammen und Gruppensequenzen sowie die Anzeige von Verschraubungsergebnissen. Eine Interaktion mit der Steuerung erfolgt über Funktionstasten.
In der EHMI-Konfiguration kann festgelegt werden, ob die Funktionstasten aktiviert oder deaktiviert sind.
Parameter | Beschreibung |
|---|---|
Funktionstasten aktivieren | Ein = Die Tasten verfügen über den vollen Funktionsumfang zur Konfiguration von Einstellungen innerhalb der sichtbaren Menüs. Aus = Die Funktionstasten können nur zur Bestätigung eines erforderlichen Dialogs in der EHMI verwendet werden. |
Konfiguration des doppelten Messwertgebers
Verfügbar für FlexSystem und StepSync.
Dual-Umwandler | Beschreibung |
|---|---|
Erforderliches duales Drehmoment | Wenn das angeschlossene Werkzeug über Dual-Drehmomentgeber (nicht deaktiviert) verfügen muss, um eine Verschraubung durchzuführen. |
Erforderlicher doppelter Winkel | Wenn das angeschlossene Werkzeug über Dual-Winkelgeber (nicht deaktiviert) verfügen muss, um eine Verschraubung durchzuführen. |
Sekundäres Drehmoment in Kurve | Wenn die Werte vom sekundären Drehmomentgeber in der Kurve enthalten sind. |
Sekundärer Winkel in Kurve | Wenn die Werte vom sekundären Winkelgeber in der Kurve enthalten sind. |
Doppelte Drehmomentbeschränkung aktivieren | Wenn die doppelte Beschränkung des Drehmomentwandlers aktiv ist. |
Maximale Drehmomentdifferenz | Der Grenzwert für die doppelte Drehmomentdifferenzbeschränkung. |
Doppelte Winkelbeschränkung aktivieren | Wenn die doppelte Beschränkung des Winkelwandlers aktiv ist. |
Maximale Winkeldifferenz | Der Grenzwert für die doppelte Winkeldifferenzbeschränkung. |
Konfiguration des Offenmauls
Vergewissern Sie sich vor der Verwendung eines Offenmaul-Werkzeugs, dass Werkzeugkopf und Werkzeugkörper korrekt montiert und konfiguriert wurden. Andernfalls kann sich das Werkzeug in die falsche Richtung bewegen und der mechanische Anschlag am Offenmaulkopf beschädigt werden.
Nachdem eine Verschraubung mit einem Offenmaul-Werkzeug ausgeführt wurde, kann das Offenmaul-Werkzeug mittels der Offenmaul-Konfiguration wieder in die Öffnungsposition zurückgebracht werden.
Konfigurieren Sie die Offenmaul-Strategien und -Einstellungen über die MMS (Mensch-Maschine-Schnittstelle).
Die Offenmaul-Konfiguration steht nur für Kabelwerkzeuge, IXB-Werkzeuge und STB-Werkzeuge zur Verfügung.
Die Offenmaul-Konfiguration ist für Flex und StepSync nicht verfügbar.
Offenmaul-Konfiguration
Einstellungen | Beschreibung |
|---|---|
Automatische Positionierung | Nachdem eine Verschraubung mit einem Offenmaul-Werkzeug ausgeführt wurde, kann das Offenmaul-Werkzeug automatisch wieder in die Öffnungsposition zurückgebracht werden. Die Automatische Positionierung lässt sich mittels eines Wahlschalters auf Ein oder Aus schalten:
Die Automatische Positionierung steht nur für mehrstufige Verschraubungsprogramme zur Verfügung. Die Automatische Positionierung steht nur für Kabelwerkzeuge und IXB-Werkzeuge zur Verfügung. |
Positionierungsstrategie | Wählen Sie die Positionierungsstrategie aus, um das Offenmaul-Werkzeug nach der Verschraubung in die Öffnungsposition zurückzuführen.
Wir empfehlen die Verwendung der Strategien Basierend auf Umkehrdrehmoment und Schnellstart vorwärts für Offenmaul-Werkzeuge mit schwenkbarem Gegenhalter. Die Strategien Basierend auf Umkehrdrehmoment und Schnellstart vorwärts stehen nur für Kabelwerkzeuge und IXB-Werkzeuge zur Verfügung. |
Positioniergeschwindigkeit | Positioniergeschwindigkeit legt fest, wie schnell das Werkzeug sich zur Öffnungsposition bewegen soll. Der Bediener kann einen Wert für die Positioniergeschwindigkeit von 5 % bis 100 % eingeben. |
Digitalsignale
Eingangssignale
Eingangssignale sind Systembefehle, die durch Verwendung von z. B. Tastern oder Schaltern Zubehör einschalten, entweder ein Werkzeugzubehör oder ein QIF-Zubehör, oder die durch Anschluss des Signals an einen E/A-Stecker ausgeführt werden.
Das Arretierwerkzeug für das Eingangssignal muss für mehr als ein Zubehörteil für jede virtuelle Station konfiguriert werden.
Ausgangssignale
Ausgangssignale sind Zustände oder Ereignisse des Systems. Sie können entweder mit einem Werkzeugzubehör oder einem QIF-Zubehör verknüpft werden.
Auslösen des manuellen Modus
Der manuelle Modus kann durch einen Schalter oder ein externes System aktiviert werden. So kann beispielsweise eine Taste oder ein Bedienfeld zur Aktivierung des manuellen Modus konfiguriert werden (siehe unten).
Rufen Sie das Menü Konfigurationen auf und wählen Sie im Bereich links Bedienfeld aus.
Wenn noch kein Bedienfeld konfiguriert wurde, klicken Sie auf das Plus-Symbol oben rechts. Ansonsten fahren Sie mit dem nächsten Schritt fort.
Klicken Sie bei der Konfiguration, die geändert werden soll, auf Bearbeiten.
Klicken Sie im Konfigurationsfenster für das Bedienfeld auf die zu konfigurierende Position [A,B,C,D,E,F,G,I].
Klicken Sie im Positionskonfigurationsfenster auf die Komponentenliste. Klicken Sie in der Liste auf Einfacher Schlüsselschalter.
Klicken Sie auf die Richtungssignalliste. Wählen Sie in der Liste den manuellen Modus aus (verwenden Sie ggf. die Pfeiltasten, um durch die Liste zu navigieren).
Schließen Sie das Positionskonfigurationsfenster.
Wenn der Benutzer benachrichtigt werden muss, dass der manuelle Modus aktiviert oder deaktiviert wurde, müssen die Ereignisse 4070 bzw. 4071 konfiguriert werden.
Relevante Informationen
Selektorkonfiguration
Digitaleingangsinformation
Informationen zu den angeschlossenen Digitaleingängen können durch Drücken auf Verschraubung (Tightening) und Digitaleingänge (Digital inputs) im Menü Quellen (Sources) angezeigt werden.
Konfiguration des Aufsatz-Selektors
Beim Stecknuss-Selektor handelt es sich um ein Stecknussmagazin mit LEDs, das verwendet werden kann, um den Benutzer beispielsweise durch eine Gruppensequenz zu leiten. Wenn mehr als ein Verschraubungsprogramm verwendet wird, ist die Verwendung eines Selektors hilfreich. Beim Ansteuern einer Stecknuss wird das entsprechende Verschraubungsprogramm ausgewählt. An die einzelnen virtuellen Stationen können mehrere Stecknuss-Selektoren angeschlossen werden.
Informationen zu den angeschlossenen Aufsatz-Selektoren können durch Drücken auf Verschraubung (Tightening) und Aufsatz-Selektor (Socket selector) im Menü Quellen (Sources) angezeigt werden.
In diesem Abschnitt
Aufsatz-Selektor konfigurieren
Rufen Sie Konfigurationen und anschließend Stecknuss-Selektor auf und klicken Sie dann auf das Plus-Symbol oben rechts, um eine neue Konfiguration zu erstellen.
Weisen Sie der Konfiguration einen Namen zu.
Klicken Sie auf Bearbeiten
Klicken Sie auf Hinzufügen oder Entfernen, um die korrekte Anzahl von Stecknusspositionen zu erhalten. Wählen Sie anschließend alle Positionen aus, die aktiv sein müssen (blau angezeigt).
Anschluss eines Aufsatz-Selektors an eine virtuelle Station
Rufen Sie im Menü Virtuelle Station (Virtual station) die zu verwendende virtuelle Station auf. Wählen Sie anschließend Zubehör (Accessories) und drücken Sie auf Zubehör wählen (Choose accessories).
Klicken Sie unter Zubehör auf Zubehör wählen und navigieren Sie anschließend zur Registerkarte Stecknuss-Selektor.
Wählen Sie in der (linken) Spalte Konfiguration eine Konfiguration aus, die Sie mit dem Stecknuss-Selektor verwenden möchten (siehe Aufsatz-Selektor konfigurieren).
Wählen Sie in der (rechten) Spalte Verbundenes Zubehör den zu verwendenden Stecknuss-Selektor aus.
Einen Stecknuss-Selektor über den E/A-Bus einrichten
Schließen Sie den Stecknuss-Selektor an den E/A-Bus der Steuerung an.
Prüfen Sie unter Virtuelle Station > Zubehör > Zubehör wählen > Stecknuss-Selektor, dass der Selektor in der (rechten) Spalte Verbundenes Zubehör angegeben wird.
Einen Selektor 6 über Ethernet-Kabel/Drahtlosverbindung einrichten
Hauptübersicht – Selektor 6
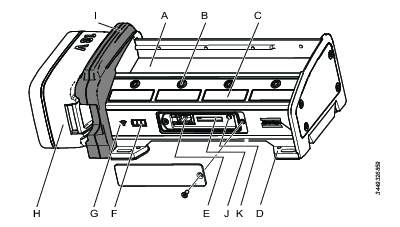
A | Halter für Stecknuss oder Einsatz |
B | Anzeige-LEDs für die Position |
C | Aufkleber-Bereich |
D | Aufnahmebohrungen in jeder Ecke |
E | Dienstanschluss |
F | Akkustatus-LED (nur bei kabellosen Ausführungen verfügbar) |
G | WLAN-Status-LED (bei bestimmten Selektoren verfügbar) |
H | Akku (nur bei kabellosen Versionen verfügbar) |
I | Mobilitätsmodul (nur bei kabellosen Versionen verfügbar) |
Anschlussübersicht – Selektor 6
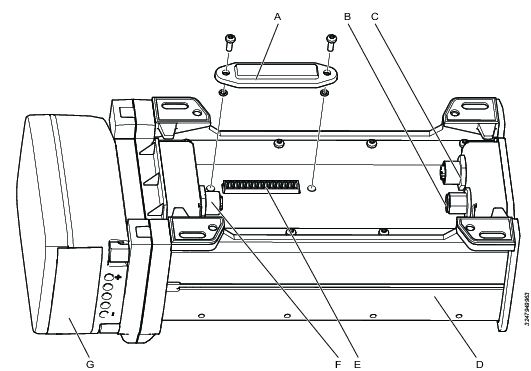
A | Steckerdeckel |
B | Externer Gleichstromeingang; Kycon (DC DIN) Steckverbinder |
C | Ethernet-Eingang, vorgeschalteter Anschluss; M12 D-codierter Buchsensteckverbinder |
D | Rückseite des Selektors |
E | Anschluss für Digitaleingänge und -ausgänge |
F | Ethernet-Ausgang, nachgeschalteter Anschluss; M12 D-codierter Buchsensteckverbinder |
G | Akku |
Dienstport-Übersicht – Selektor 6
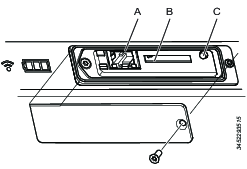
A | RJ45 Dienstport |
B | RBU-Steckplatz |
C | Funktionstaste |
Allgemeine Einrichtung
Rufen Sie an der Steuerung Einstellungen > Netzwerk auf und prüfen Sie die IP-Adresse unter Werks-Ethernet-Anschluss (nur bei der Einrichtung über eine Drahtlosverbindung erforderlich).
Öffnen Sie die Abdeckung für den Dienstanschluss am Selektor. Die Abdeckung ist mit einer 2-mm-Inbusschraube gesichert.
Schließen Sie zwischen einem PC und dem RJ-45 Steckverbinder in der Dienstschnittstelle ein Ethernet-Kabel an.
Stellen Sie sicher, dass der Selektor mit Strom versorgt wird – entweder über PoE, eine externe Stromversorgung oder über ein Akku.
Öffnen Sie ein Webbrowser-Fenster am PC.
Geben Sie die Webadresse 169.251.1.1 ein und drücken Sie die Eingabetaste. Der Webserver im Selektor wird daraufhin reagieren und die Webschnittstelle des Selektors anzeigen.
Wählen Sie Einstellungen
 im linken Navigationsbereich aus (standardmäßig aktiviert). Der Bereich Einstellungen zeigt die Konfigurationsmenüs an und ist in fünf Abschnitte unterteilt: Grundeinstellungen, Dienstport, Ethernet-Eingang, WLAN und POWER FOCUS 6000.
im linken Navigationsbereich aus (standardmäßig aktiviert). Der Bereich Einstellungen zeigt die Konfigurationsmenüs an und ist in fünf Abschnitte unterteilt: Grundeinstellungen, Dienstport, Ethernet-Eingang, WLAN und POWER FOCUS 6000.Wählen Sie im Bereich Ethernet-Eingang für die gewünschte LED-Steuerquelle Externer Modus Ein oder Aus aus.
Die nächsten Einrichtungsschritte hängen davon ab, wie der Stecknuss-Selektor mit der Steuerung verbunden wird (über Ethernet-Kabel direkt mit der Steuerung (Standardeinstellung), Ethernet-Kabel zu Werksnetzwerk oder Drahtlosverbindung zu Werksnetzwerk). Siehe Anweisungen unten.
Stecknuss-Selektor einrichten – Ethernet-Kabel zu Steuerung (Standardeinstellung)
Ethernet-Anschlüsse (RJ45) zum Anschluss von Geräten und zum Hintereinanderschalten von Steuerungen stehen nur bei neueren PF6 Modellen zur Verfügung. Zum über ein Ethernet-Kabel erfolgenden Anschluss des Selektors 6 an ältere Steuerungsmodelle sollte ein Adapterkabel verwendet werden, mit dem das Ethernet-Kabel mit dem COM-Anschluss der Steuerung verbunden wird.
Wählen Sie im Bereich Ethernet-Eingang PF6000 (Standardeinstellung) aus der Dropdownliste „Verbunden mit“ aus.
Klicken Sie oben rechts auf die Schaltfläche Speichern.
Ziehen Sie das Ethernet-Kabel vom Dienstport ab.
Schließen Sie den Dienstport mit der Abdeckung und sichern Sie die Abdeckung mit der Inbusschraube.
Der Stecknuss-Selektor wird in der Liste Verbundenes Zubehör aufgeführt (Virtuelle Station > Zubehör > Zubehör wählen > Stecknuss-Selektor).
Selektor einrichten – Kabelverbindung zu Werksnetzwerk
Wählen Sie im Bereich Ethernet-Eingang Werksnetzwerk aus der Dropdownliste „Verbunden mit“ aus.
Wählen Sie DHCP Ein oder Aus, um eine dynamische bzw. statische IP-Adresskonfiguration vorzunehmen. Wenn eine statische IP-Adresse erforderlich ist, geben Sie im IP-Adressfeld die IP-Adresse für den Stecknuss-Selektor ein.
Geben Sie im Bereich PF6000 die IP-Adresse der Steuerung (siehe oben) ein, an die der Selektor angeschlossen sein wird.
Klicken Sie oben rechts auf die Schaltfläche Speichern.
Ziehen Sie das Ethernet-Kabel vom Dienstport ab.
Schließen Sie den Dienstport mit der Abdeckung und sichern Sie die Abdeckung mit der Inbusschraube.
Der Stecknuss-Selektor wird in der Liste Verbundenes Zubehör aufgeführt (Virtuelle Station > Zubehör > Zubehör wählen > Stecknuss-Selektor).
Stecknuss-Selektor einrichten – Drahtlosverbindung zu Werksnetzwerk
Wählen Sie im Bereich Ethernet-Eingang Werksnetzwerk aus der Dropdownliste „Verbunden mit“ aus.
Geben Sie im WLAN-Bereich die folgenden Parameter ein:
Aktivieren: Stellen Sie das Optionsfeld auf JA ein.
SSID: Geben Sie die SSID-Bezeichnung für den Stecknuss-Selektor ein.
Password: Geben Sie das Passwort für das Drahtlosnetzwerk ein, mit dem eine Verbindung hergestellt werden soll.
Verschlüsselungstyp: Wählen Sie die korrekte Verschlüsselungsart für das Drahtlosnetzwerk aus (WPA-PSK oder WPA2-PSK, EAP-TLS)
Geben Sie im Bereich PF6000 die IP-Adresse der Steuerung (siehe oben) ein, an die der Selektor angeschlossen sein wird.
Klicken Sie oben rechts auf die Schaltfläche Speichern.
Ziehen Sie das Ethernet-Kabel vom Dienstport ab.
Schließen Sie den Dienstport mit der Abdeckung und sichern Sie die Abdeckung mit der Inbusschraube.
Der Stecknuss-Selektor wird in der Liste Verbundenes Zubehör aufgeführt (Virtuelle Station > Zubehör > Zubehör wählen > Stecknuss-Selektor).
Allgemeine virtuelle Station
Unter Allgemeine virtuelle Station können verschiedene spezifische Ergebnisberichts- und Verschraubungseinstellungen gespeichert werden. Es können verschiedene Filter erstellt werden, um spezifische Ergebnisse herauszufiltern. In den Verschraubungseinstellungen können Eigenschaften wie das Entriegelungsverhalten des Werkzeugs eingestellt werden. Diese Konfigurationen können dann virtuellen Stationen zugewiesen werden.
Eine Konfiguration hinzufügen und bearbeiten
Klicken Sie im Menü Konfigurationen auf die Registerkarte Allgemeine virtuelle Station und anschließend auf das Plus-Symbol in der oberen, rechten Ecke.
Weisen Sie der neuen Konfiguration einen Namen zu und klicken Sie auf Bearbeiten.
Stellen Sie im Fenster Ergebnisfilter für Berichte den Schalter für Parameter, die Sie in den Ergebnissen mit einschließen möchten, auf Ein. Standardmäßig sind alle Parameter auf Ein gestellt.
Die Aktivierung eines Ergebnisfilters verhindert, dass das entsprechende Ergebnis übermittelt wird, aber das Ergebnis wird dennoch am Controller angezeigt.
Die folgenden Parameter können im Abschnitt Ergebnisfilter für Berichte eingestellt werden:
Lösen
Zählung um eins erhöhen
Zählung um eins runter
Stapelprogramm zurücksetzen
Verschraubungsprogramm umgehen
Sequenz abbrechen
Nicht gestartete Sequenz abbrechen
Stapelprogrammsequenz zurücksetzen
Geben Sie im Fenster Verschraubungseinstellungen einen Wert für die aufgeführten Parameter ein. Standardmäßig sind alle Parameter auf Aus gestellt.
Die folgenden Parameter können im Bereich Verschraubungseinstellungen eingestellt werden:
Werkzeug beim Lösen entriegeln - sorgt dafür, dass das Werkzeug nach einer NIO-Verschraubung verriegelt ist.
Lösen deaktivieren - verhindert, dass ein Bediener eine Schraube lösen kann, die entsprechend der Prozesse nicht gelöst werden darf.
Verschraubung deaktivieren - verhindert, dass ein Bediener eine Schraube verschrauben kann, die entsprechend der Prozesse nicht verschraubt werden darf.
Werkzeug beim Lösen entriegeln | Beschreibung |
|---|---|
Aus | Ein deaktiviertes Werkzeug bleibt unabhängig vom Lösestatus deaktiviert. |
Ein IO | Ein deaktiviertes Werkzeug wird entsperrt, nachdem ein Lösen IO durchgeführt wurde. |
Immer | Ein deaktiviertes Werkzeug wird entsperrt, sobald ein Lösen durchgeführt wurde, unabhängig vom Lösestatus. |
Lösen deaktivieren | Beschreibung |
|---|---|
Aus | „Lösen deaktivieren“ ist ausgeschaltet. Es ist immer möglich, eine Schraube zu lösen. |
Anziehen Ein IO | Lösen für eine IO-Verschraubung deaktivieren. Ein Bediener kann keine Schraube lösen, der „Verschraubung IO“ zugeordnet wurde. |
Anziehen Ein NIO | Lösen für eine NIO-Verschraubung deaktivieren. Ein Bediener kann keine Schraube lösen, der „Verschraubung NIO“ zugeordnet wurde. |
Immer | „Lösen deaktivieren“ ist immer eingeschaltet. Ein Bediener kann niemals eine Schraube lösen. |
Verschraubung deaktivieren | Beschreibung |
|---|---|
Aus | „Verschraubung deaktivieren“ ist ausgeschaltet. Ein Bediener kann immer eine Schraube festziehen. |
Anziehen Ein IO | Verschraubung nach einer IO-Verschraubung deaktivieren. Ein Bediener kann keine andere Schraube anziehen, wenn die aktuelle Verschraubung mit IO abgeschlossen wurde. |
Anziehen Ein NIO | Verschraubung nach einer NIO-Verschraubung deaktivieren. Ein Bediener kann keine andere Schraube anziehen, wenn die aktuelle Verschraubung mit NIO abgeschlossen wurde. |
Nach jeder Verschraubung | Nach jeder Verschraubung wird Verschraubung deaktivieren aktiviert. Ein Bediener kann keine andere Schraube anziehen, solange die aktuelle Verschraubung nicht abgeschlossen wurde. |
Einem deaktivierten Werkzeug erlauben, sich nach dem Lösen zu entriegeln.
Stellen Sie in der Konfiguration der allgemeinen virtuellen Station, die der virtuellen Station, mit der das Werkzeug verbunden ist, zugewiesen ist, Werkzeug nach Lösen entriegeln auf Ein IO oder Immer.
Um die Einstellung oben zu ermöglichen, müssen die folgenden Bedingungen erfüllt sein:
Der Parameter Lösen deaktivieren kann nicht auf Aus oder Immer gesetzt werden
Der Parameter Lösen deaktivieren kann nicht auf den gleichen Wert wie der Wert Verschraubung deaktivieren eingestellt werden.
Bei dem verwendeten Verschraubungsprogramm muss das Lösen aktiviert sein.
Wenn das Werkzeug aufgrund eines Deaktivierungszustands für die Verschraubung oder das Lösen gesperrt ist, kann es durch eines der folgenden Eingangssignale entsperrt werden:
Das Entriegeln eines deaktivierten Werkzeugs über die festgelegten Eingangssignale ist nicht möglich, wenn Werkzeug nach Lösen sperren auf Immer gesetzt ist.
Eine Konfiguration einer virtuellen Station zuweisen
Jeder virtuellen Station kann eine eigene Konfiguration zugewiesen werden, oder mehrere virtuelle Stationen können auch dieselbe Konfiguration verwenden. Damit eine Konfiguration wirksam wird, muss diese einer virtuellen Station zugewiesen werden.
Rufen Sie das Menü Virtuelle Station auf und wählen Sie die virtuelle Station auf, der die jeweilige Konfiguration zugewiesen werden soll.
Unter Allgemein wird standardmäßig für die Allgemeine virtuelle Station die erste Konfiguration ausgewählt. Klicken Sie auf die Konfigurationsbezeichnung.
Wählen Sie im Popupfenster die gewünschte Konfiguration aus der Liste aus. Das Popupfenster wird nach der Auswahl geschlossen.
In diesem Abschnitt
Konfiguration der Einstellungen für die Ergebnisdarstellung
In dem Fenster Einstellungen für Ergebnisdarstellung kann der Benutzer auswählen, ob das Enddrehmoment mit oder ohne den PrT-Kompensationswert und ob der PrT-Kompensationswert in den Live-Ergebnissen angezeigt werden soll.
Fenster Konfiguration der Ergebnisdarstellung
Wählen Sie im Startbildschirm die Registerkarte Konfigurationen. Wählen Sie dann links Allgemeine virtuelle Station.
Wählen Sie bei der entsprechenden Konfiguration die Option Bearbeiten aus.
Es wird das Fenster Konfiguration bearbeiten angezeigt.Stellen Sie im Fenster Einstellungen für Ergebnisdarstellung je nach gewünschten Ergebnissen die entsprechenden Schalter auf EIN oder AUS.
Wenn der Schalter PrT-Kompensationswert bei Live-Ergebnis anzeigen auf EIN gestellt ist, dann wird im Fenster Live-Ergebnisse der Wert PrT-Kompensation angezeigt.
Wenn der Schalter Enddrehmoment mit PrT-Kompensation anzeigen auf EIN gestellt ist, dann wird im Fenster Live-Ergebnisse das Enddrehmoment mit der PrT-Kompensation angezeigt.
Das Einstellen der Schalter im Fenster Einstellungen für Ergebnisdarstellung auf entweder EIN oder AUS hat keine Auswirkung, außer:
Das Mehrschrittprogramm verfügt über einen Verschraubungsschritt mit Schrittüberwachung für das Vorherrschende Drehmoment, bei der der Schalter Kompensation auf EIN gesetzt ist.
Einstellungen für Ergebnisdarstellung
Nachfolgend sind die verschiedenen Konfigurationsoptionen im Fenster Einstellungen für Ergebnisdarstellung aufgeführt.
PrT-Kompensationswert bei Live-Ergebnis anzeigen: EIN Enddrehmoment mit PrT-Kompensation anzeigen: EIN | PrT-Kompensationswert bei Live-Ergebnis anzeigen: EIN Enddrehmoment mit PrT-Kompensation anzeigen: AUS | PrT-Kompensationswert bei Live-Ergebnis anzeigen: AUS Enddrehmoment mit PrT-Kompensation anzeigen: EIN | PrT-Kompensationswert bei Live-Ergebnis anzeigen: AUS Enddrehmoment mit PrT-Kompensation anzeigen: AUS |
|---|---|---|---|
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen: | Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen: | Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen: | Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen: |
In diesem Abschnitt
- Enddrehmoment mit PrT-Kompensation anzeigen: EIN / PrT-Kompensationswert bei Live-Ergebnis anzeigen: EIN
- Enddrehmoment mit PrT-Kompensation anzeigen: AUS / PrT-Kompensationswert bei Live-Ergebnis anzeigen: EIN
- Enddrehmoment mit PrT-Kompensation anzeigen: AUS / PrT-Kompensationswert bei Live-Ergebnis anzeigen: AUS
- Enddrehmoment mit PrT-Kompensation anzeigen: EIN / PrT-Kompensationswert bei Live-Ergebnis anzeigen: AUS
Enddrehmoment mit PrT-Kompensation anzeigen: EIN / PrT-Kompensationswert bei Live-Ergebnis anzeigen: EIN
Enddrehmoment mit PrT-Kompensation anzeigen: EIN
Im Live-Ergebnis-Fenster wird das Enddrehmoment mit dem PrT-Kompensationswert angezeigt.
Wenn die eHMI und der ST-Selektor aktiviert und konfiguriert sind, zeigen sie das Enddrehmoment mit dem PrT-Kompensationswert an.
PrT-Kompensationswert bei Live-Ergebnis anzeigen: EIN
Im Live-Ergebnis-Fenster wird der Prt-Kompensationswert mit dem entsprechenden Kompensationssymbol ( ) angezeigt.
) angezeigt.
Wenn es mehrere Kompensationswerte gibt, dann wird der auf den letzten verfügbaren Schritt angewendete Kompensationswert angezeigt.
Die Konfiguration der Schalter Enddrehmoment mit PrT-Kompensation anzeigen und PrT-Kompensationswert bei Live-Ergebnis anzeigen hat keine Auswirkung auf:
Die an ToolsNet und ToolsTalk übermittelten Enddrehmomentwerte: Die Enddrehmomentwerte mit PrT-Kompensation werden immer an ToolsNet und ToolsTalk übermittelt.
Den in den Verlaufsergebnissen angezeigten Enddrehmomentwert.
Die Kurven basierend auf Live- und Verlaufsergebnissen.
Die Werte in Open-Protocol-Meldungen.
Die Signale.
Die Protokolladapter.
Relevante Informationen
Enddrehmoment mit PrT-Kompensation anzeigen: AUS / PrT-Kompensationswert bei Live-Ergebnis anzeigen: EIN
Enddrehmoment mit PrT-Kompensation anzeigen: AUS
Im Live-Ergebnis-Fenster wird das Enddrehmoment ohne den PrT-Kompensationswert angezeigt. Da das Enddrehmoment nicht den PrT-Kompensationswert beinhaltet, wird es kursiv dargestellt.
PrT-Kompensationswert bei Live-Ergebnis anzeigen: EIN
Im Live-Ergebnis-Fenster wird der Prt-Kompensationswert mit dem entsprechenden Kompensationssymbol () angezeigt.
Wenn es mehrere Kompensationswerte gibt, dann wird der auf den letzten verfügbaren Schritt angewendete Kompensationswert angezeigt.
Die Konfiguration der Schalter Enddrehmoment mit PrT-Kompensation anzeigen und PrT-Kompensationswert bei Live-Ergebnis anzeigen hat keine Auswirkung auf:
Die an ToolsNet und ToolsTalk übermittelten Enddrehmomentwerte: Die Enddrehmomentwerte mit PrT-Kompensation werden immer an ToolsNet und ToolsTalk übermittelt.
Den in den Verlaufsergebnissen angezeigten Enddrehmomentwert.
Die Kurven basierend auf Live- und Verlaufsergebnissen.
Die Werte in Open-Protocol-Meldungen.
Die Signale.
Die Protokolladapter.
Relevante Informationen
Enddrehmoment mit PrT-Kompensation anzeigen: AUS / PrT-Kompensationswert bei Live-Ergebnis anzeigen: AUS
Enddrehmoment mit PrT-Kompensation anzeigen: AUS
Im Live-Ergebnis-Fenster wird das Enddrehmoment ohne den PrT-Kompensationswert angezeigt. Da das Enddrehmoment nicht den PrT-Kompensationswert beinhaltet, wird es kursiv dargestellt.
PrT-Kompensationswert bei Live-Ergebnis anzeigen: AUS
Im Live-Ergebnis-Fenster wird nicht der Prt-Kompensationswert und das entsprechende Kompensationssymbol () angezeigt.
Die Konfiguration der Schalter Enddrehmoment mit PrT-Kompensation anzeigen und PrT-Kompensationswert bei Live-Ergebnis anzeigen hat keine Auswirkung auf:
Die an ToolsNet und ToolsTalk übermittelten Enddrehmomentwerte: Die Enddrehmomentwerte mit PrT-Kompensation werden immer an ToolsNet und ToolsTalk übermittelt.
Den in den Verlaufsergebnissen angezeigten Enddrehmomentwert.
Die Kurven basierend auf Live- und Verlaufsergebnissen.
Die Werte in Open-Protocol-Meldungen.
Die Signale.
Die Protokolladapter.
Relevante Informationen
Enddrehmoment mit PrT-Kompensation anzeigen: EIN / PrT-Kompensationswert bei Live-Ergebnis anzeigen: AUS
Enddrehmoment mit PrT-Kompensation anzeigen: EIN
Im Live-Ergebnis-Fenster wird das Enddrehmoment mit dem PrT-Kompensationswert angezeigt.
Wenn die eHMI und der ST-Selektor aktiviert und konfiguriert sind, zeigen sie das Enddrehmoment mit dem PrT-Kompensationswert.
PrT-Kompensationswert bei Live-Ergebnis anzeigen: AUS
Im Live-Ergebnis-Fenster wird nicht der Prt-Kompensationswert und das entsprechende Kompensationssymbol () angezeigt.
Die Konfiguration der Schalter Enddrehmoment mit PrT-Kompensation anzeigen und PrT-Kompensationswert bei Live-Ergebnis anzeigen hat keine Auswirkung auf:
Die an ToolsNet und ToolsTalk übermittelten Enddrehmomentwerte: Die Enddrehmomentwerte mit PrT-Kompensation werden immer an ToolsNet und ToolsTalk übermittelt.
Den in den Verlaufsergebnissen angezeigten Enddrehmomentwert.
Die Kurven basierend auf Live- und Verlaufsergebnissen.
Die Werte in Open-Protocol-Meldungen.
Die Signale.
Die Protokolladapter.
Relevante Informationen
QIF-Zubehör konfigurieren
Es können insgesamt 15 QIF-Zubehörteile mit einem Controller verbunden werden. Es ist möglich, verschiedene Scanner zu jedem Controller hinzuzufügen.
Das gesamte QIF-Zubehör, das an den Controller angeschlossen ist, kann mit der gleichen virtuellen Station angeschlossen werden. Jeweils ein Zubehörtyp und Steckschlüssel-Mehrfachauswahl.
Die zum QIF-Zubehör gehörenden Funktionen können mit verschiedenen Ein- und Ausgangssignalen verbunden werden.
In diesem Abschnitt
QIF-Zubehör an eine virtuelle Station anschließen
Anschluss von QIF-Zubehör an eine virtuelle Station:
Anschluss von QIF-Zubehör an eine virtuelle Station:
Nehmen Sie eine Konfiguration des Zubehörs im Menü Konfigurationen vor.
Schließen Sie das Zubehör an den E/A-Bus der Steuerung an.
Wählen Sie im Menü Virtuelle Station (Virtual station) die virtuelle Station aus und drücken Sie anschließend unter Zubehör (Accessories) auf Zubehör wählen (Choose accessories).
Drücken Sie in der entsprechenden Registerkarte für das Zubehör auf das Zubehör und die Konfiguration, um eine Verbindung zwischen diesen herzustellen.
Angeschlossenes Zubehör wird unter Alle Anschlüsse (All connections) angezeigt.
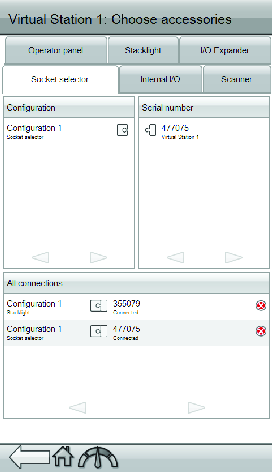
QIF-Zubehör von einer virtuellen Station trennen
So trennen Sie ein QIF-Zubehör oder einen Scanner von einer virtuellen Station:
Wählen Sie im Menü Virtuelle Station (Virtual station) die virtuelle Station aus und drücken Sie anschließend unter Zubehör (Accessories) auf Zubehör wählen (Choose accessories).
Drücken Sie unter Alle Anschlüsse (All connections) rechts auf das Symbol Trennen, um den Anschluss zu trennen.

Konfiguration des Scanners
In diesem Menü können Scanner-Konfigurationen hinzugefügt werden. Scanner können so konfiguriert werden, dass sie entweder von der Steuerung gescannte Stränge verarbeiten lassen oder an ein externes System weitergeleitet werden. Wenn der gescannte Strang durchlaufen wird, wählt der Controller keine Aufgabe anhand des Strangs aus, sondern gibt den Strang über ein Ausgangssignal an ein externes Gerät weiter.
Hinzufügen eines Scanners und Freischalten des Durchlaufs
Rufen Sie Konfigurationen > Scanner auf und wählen Sie das Plus-Zeichen oben rechts.
Weisen Sie der Scannerkonfiguration einen Namen zu.
Um den Durchlauf zu aktivieren, wählen Sie Bearbeiten und stellen Sie den Durchlaufmodus auf Ein.
Relevante Informationen
In diesem Abschnitt
Scannerkonfiguration
Ein Scanner wird zum Lesen einer Barcode-Zeichenfolge oder eines QR-Codes mit Informationen zur Auswahl der angemessenen Gruppensequenz verwendet.
Eine Scannerkonfiguration erfolgt über die Registerkarte Quellen (Sources).
Der Scanner liest die von Ihnen spezifizierten Zeichen und verbindet sie zu einem Textstring. Dieser Textstring wird mit den von Ihnen in der Steuerung schon spezifizierten Zeichenfolgen übereingestimmt. Bei einer Übereinstimmung wird die mit Ihrer voreingestellten Zeichenfolge verbundene Gruppensequenz ausgewählt.
Es können Barcode-Zeichenfolgen mit einer Länge von bis zu 1024 Zeichen gelesen werden. Die Zeichenfolgen können Zeichen in den Positionen 32-126 der ASCII-Tabelle enthalten. Wenn der Barcode eine Zeichenfolge enthält, die länger als 1024 Zeichen ist, wird der übrige Teil der Zeichenfolge ab Position 1025 und weiter verworfen.
In diesem Abschnitt
Scanner konfigurieren
Der Scanner selbst muss mit einer US-Tastatur eingerichtet werden, und vom Scanner wird ein Zeilenumschaltzeichen zum Abschluss der Barcode-Zeichenfolge ausgegeben.
Gültige Scanner
Wenden Sie sich für eine Liste mit für die Verwendung mit dem POWER FOCUS 6000 Controller zugelassenen Scannern an den lokalen Handelsvertreter von Atlas Copco.
Arbeiten mit der Registerkarte Steuerung
Die für die POWER FOCUS 6000 Steuerung auszuführenden Systemverwaltungsaufgaben werden über Controller das Menü Zugriff auf das Menü erfolgt über die Steuerungs-GUI, die Web-GUI oder über die Tools Talk 2 GUI.
In diesem Abschnitt
Intelligentes Applikationsmodul
Das Intelligente Applikations-Modul (IAM) ist ein nichtflüchtiger Speicher in der Steuerung. Das Speichermodul enthält alle Steuerungsprogramme, Konfigurationen und Ergebnisse. Bestimmte Module können auch weitere geladene Funktionsmodule enthalten.
Eine ausführliche Liste mit allen verfügbaren IAMs und deren Funktionsumfang erhalten Sie bei einer Atlas Copco-Vertriebsstelle.
Software
Die Versionsnummer der beiden in derPOWER FOCUS 6000-Steuerung verfügbaren Softwareversionen ist unter der Registerkarte „Software“ angegeben.
Die Installation einer zweiten Steuerungssoftwareversion kann bei der Ausführung von Upgrades an mehreren Steuerungen nützlich sein. Bei Bereitschaft zum Umschalten auf die hochgerüstete Software erfolgt die Aktivierung der neuen Softwareversion entweder lokal an der Grafikschnittstelle der Steuerung, über einen Ferncomputer mit der grafischen Webschnittstelle oder über Tools Talk.
Eine neue Softwareversion kann über einen USB-Stick, der die Software enthält und in den USB-Anschluss der Steuerung gesteckt wird, oder über Verwendung der grafischen Webschnittstelle installiert werden.
Die Software-Update-Option wird nur eingeblendet, wenn Sie die Grafikschnittstelle der Steuerung über einen PC abrufen. Wenn ein Massenspeichergerät mit einer gültigen Softwareversion am USB-Anschluss angeschlossen wird, wird eine Aufforderung zur Aktualisierung der Software eingeblendet.
Die Software-Update-Datei darf nicht entpackt werden und muss in einem Order mit der Bezeichnung PFImages im Hauptverzeichnis des USB-Sticks gespeichert werden.
Ein unerwarteter Fehler während des Softwareupgrades kann zu Datenverlust führen.
Vor dem Upgrade von Softwareversionen sollte eine Sicherungskopie der Steuerungskonfiguration erstellt werden; dies erfolgt durch „Alle Steuerungsinformationen“ exportieren.
Relevante Informationen
In diesem Abschnitt
Steuerungssoftware-Update über USB
Schließen Sie das USB-Laufwerk an die Steuerung an: der Installationsassistent startet automatisch.
Wenn auf dem USB-Stick mehrere Softwareversionen erhältlich sind, wird eine Liste mit den verschiedenen Software-Upgradedateien angezeigt.
Wählen Sie die zu installierende Software-Upgradedatei aus und folgen Sie den Anweisungen, um die Installation abzuschließen.
Der USB-Flashspeicher muss eine Partition zur Verfügung haben und kompatible für Linux formatiert sein. Mögliche Formate sind beispielsweise FAT oder NTFS.
Führen Sie bei allen Sync-Mitglied-Controllern einen manuellen Neustart durch, nachdem ein Upgrade auf eine neue Softwareversion oder ein Downgrade von einer neuen Softwareversion erfolgt ist.
Relevante Informationen
Update der Steuerungssoftware über die grafische Webschnittstelle
Wählen Sie im Menü Steuerung Software und anschließend Software-Update aus. Wählen Sie dann Durchsuchen.
Suchen Sie nach der zip-Datei mit der Software und wählen Sie diese aus. Folgenden Sie den Anweisungen, um die Installation abzuschließen.
Führen Sie bei allen Sync-Mitglied-Controllern einen manuellen Neustart durch, nachdem ein Upgrade auf eine neue Softwareversion oder ein Downgrade von einer neuen Softwareversion erfolgt ist.
Relevante Informationen
Aktivieren der Software in der Steuerung
Die Steuerung kann zwei installierte Softwareversionen speichern. Über die Software-Aktivierungsfunktion ist es möglich, die zu verwendende Softwareversion auszuwählen. Die Software-Aktivierung kann entweder lokal über die Grafikschnittstelle der Steuerung oder entfernt über die grafische Webschnittstelle erfolgen.
Das Aktivierungsverfahren erfordert einen Neustart der Steuerung.
Wählen Sie im Menü Steuerung (Controller) Software aus.
Betätigen Sie den Schalter Software-Aktivierung, und folgen Sie den Anweisungen.
Hardware
Die Registerkarte Hardware enthält Steuerungsinformationen, wie beispielsweise Modellbezeichnung und Seriennummer, Systemintegrität und Berührungsbildschirmkalibrierung sowie auch Informationen über verschiedene in die Steuerung integrierte elektronische Baugruppen.
In diesem Abschnitt
Integrität
Die Integritätsansicht enthält Angaben zum Akkustatus und der Steuerungstemperatur.
Akkustatus
Steuerung > Hardware > Integrität
Der im Frontpanel der Steuerung untergebrachte POWER FOCUS 6000 Akku dient als Reserveversorgung für bestimmte Systemelemente, wie beispielsweise den Taktgeber. Der Status des Akkus wird einmal pro Tag und bei einem Neustart der Steuerung aktualisiert. Wenn der Akku fast vollständig entladen ist, wird eine Warnung (3011) angezeigt. Der Akku sollte bei einer solchen Warnmeldung möglichst bald ausgetauscht werden.
Steuerungstemperatur
Steuerung > Hardware > Integrität
Das POWER FOCUS 6000 System überwacht fortwährend die Steuerungstemperatur. Bei den unterstützten Temperatureinheiten handelt es sich um Grad Celsius (°C) und Grad Fahrenheit (°F), wobei Grad Celsius der Standardeinheit entspricht. Sie können ohne Neustart der Steuerung zwischen den beiden Einheiten wechseln. Wenn die Steuerungstemperatur die Höchsttemperatur überschreitet, wird die Antriebsstufe deaktiviert und eine Warnung (3010) eingeblendet. Die Antriebsstufe wird wieder aktiviert, sobald die Steuerungstemperatur unter die Temperaturgrenze fällt.
Benutzer können über das Display oder die Web-GUI die aktuelle gemessene Steuerungstemperatur zusammen mit dem Zeitstempel für die Uhrzeit, zu der die Messung erfolgte, abrufen.
Export/Import
Unter der Registerkarte Export/Import kann der Benutzer eine der folgenden Aktionen ausführen: Export, Import und Automatisches Backup.
Im Fenster Export kann der Benutzer Steuerungskonfigurationen, Steuerungseinstellungen, Steuerungsergebnisse und Steuerungsereignisse exportieren. Darüber hinaus können Werkzeugprotokolle exportiert werden; diese können an den Kundendienst von Atlas Copco übermittelt werden, um Probleme mit dem/n Werkzeug(en) zu beheben.
Im Fenster Import kann der Benutzer Steuerungskonfigurationen und Steuerungseinstellungen importieren.
Es kann jeweils nur ein Export oder Import ausgeführt werden. Wenn bei einem laufenden Export/Import ein Versuch erfolgt, einen neuen Export/Import zu starten, dann wird dieser abgewiesen.
Im Fenster Automatisches Backup kann der Benutzer das automatische Erzeugen einer Backup-Datei konfigurieren.
Daten können über eins der folgenden Geräte exportiert/importiert werden:
USB-Flashspeicher (formatiert und mit einer mit Linux kompatiblen Partition: Mögliche Formate sind beispielsweise FAT oder NTFS)
Web-GUI
ToolsTalk 2
Während des Export/Import-Vorgangs informiert eine Fortschrittsleiste den Benutzer, dass ein Export/Import läuft. Die Zeit, die ein Export/Import in Anspruch nimmt, hängt von der Anzahl der Ergebnisse, Ereignisse und Protokolldateien ab.
Export/Import zwischen Steuerungen
Steuerungen können verschiedene IAM-Typen mit unterschiedlicher Funktionalität aufweisen.
Ein Controller kann all die Konfigurationen, die für den aktuellen Typ des IAM-Moduls gelten, exportieren.
Ein Controller kann keine Datei importieren, die von einem anderen Typ eines IAM-Moduls exportiert wurde. Dies trifft auch bei der Verwendung von ToolsTalk 2 zu.
Relevante Informationen
In diesem Abschnitt
Export „Alle Steuerungsinformationen“
Steuerungskonfigurationen, Steuerungseinstellungen, Steuerungsergebnisse und Steuerungsereignisse können für eine weitere Verarbeitung exportiert werden. Teil des Exports erfolgt sowohl von Kabelwerkzeugen als auch von angeschlossenen kabellosen Werkzeugen.
Alle im Export eingeschlossenen Daten werden in einer Datei „PFExport_<IAM Name>_<DatumZeit (der niedrigste für die Zeit angezeigte Wert ist Sekunden)>.tar.gz“ gespeichert; diese umfasst die folgenden Dateien und Verzeichnisse:
"PFExport_<DatumZeit>_Ergebnisse.csv" – Alle verfügbaren Ergebnisse
Die Ergebnisse werden in eine Textdatei im CSV-Format exportiert. Das zuletzt erzielte Ergebnis steht in der CSV-Datei an erster Stelle.
Es können die folgenden Ergebnisinformationen für Verschraubungs- und Lösungsvorgänge exportiert werden:
Ergebnisinformation | Power Focus 6000 – Verschraubungsprogramme | Power Focus 6000 – Mehrschrittprogramme | StepSync |
|---|---|---|---|
Identitätsnummer | - | - | X |
Verschraubungsart | X | X | X |
Name der virtuellen Station | X | X | X |
VIN (Bezeichner-Zeichenfolge) | X | X | X |
Datum und Uhrzeit | X | X | X |
Eindeutige Werkzeugkennung | X | X | - |
Name der Gruppensequenz | X | X | - |
Gruppensequenzzähler | X | X | - |
Gruppenzähler | X | X | - |
Schraubenbezeichnung | - | - | X |
Gesamtstatus | - | - | X |
Gesamtstatusinfo | - | - | X |
Status | X | X | X |
Statusinfo | X | X | X |
Modusname | - | - | X |
Verschraubungsprogramm/Mehrschritt-Name | X | X | X |
Anhaltefehler | - | X | X |
Fehler | - | X | X |
Ausfall-Schraubstufe | - | X | X |
Kanal | - | - | X |
Solldrehmoment. (Nm) | X | X | - |
Enddrehmoment (Nm) | X | X | X |
Sollwinkel (Grad) | X | X | - |
Start Endwinkel (Nm) | X | X | X |
Endwinkel (Grad) | X | X | X |
Einschraubwinkel (Grad) | X | - | - |
Korrelationsfaktor Restmoment | X | X | - |
Verstrichene Zeit (s) | - | X | X |
Winkel-Untergrenze (Grad) | X | X | X |
Winkel-Obergrenze (Grad) | X | X | X |
Drehmoment-Untergrenze (Nm) | X | X | X |
Drehmoment-Obergrenze (Nm) | X | X | X |
Anzahl Impulse | X | - | - |
Strom bei Abschaltung (A) | X | X | X |
TrueAngle-Ausgleich (Grad) | X | X | - |
Einschraubzeit abgeschlossen (ms) | X | - | - |
Zeit für Enddrehmoment (ms) | X | - | - |
Zieltext | X | X | - |
Stufendaten | - | X | X |
Selbstschneide-Drehmoment | X | X | X |
Sicherungsmoment | X | X | X |
Einschraubwinkel Auslöser | X | X | X |
Der Feldbegrenzer und das Zahlenformat hängen von den Spracheinstellungen ab:
Sprache | Datum/Uhrzeit | Feld-Trennsymbol | Zahlenformat |
|---|---|---|---|
Englisch (en_US) | MM/dd/yyyy hh:mm:ss | , | 123.456 |
Tschechisch (cs) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
Deutsch (de_DE) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
Spanisch (es_ES) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
Französisch (fr_FR) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
Koreanisch (ko_KR) | yyyy-MM-dd hh:mm:ss | , | 123.456 |
Italienisch (it_IT) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
Japanisch (ja_JP) | yyyy/MM/dd hh:mm:ss | , | 123.456 |
Portugiesisch (pt_BR) | Dd/MM/yyyy hh:mm:ss | ; | 123,456 |
Russisch (ru_RU) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
Schwedisch (sv_SE) | yyyy-MM-dd hh:mm:ss | ; | 123,456 |
Chinesisch (zh_CN) | yyyy/MM/dd hh:mm:ss | , | 123.456 |
Bei der PF6000-StepSync befinden sich alle verfügbaren Ergebnisse in der Datei mit der Bezeichnung „PFExport_<DatumZeit>_Ergebnisse.csv.zip”.
„PFExport_<DatumZeit>_Ereignisse.csv“ – Alle verfügbaren Ereignisse
Die folgenden Ereignisinformationen werden in eine Textdatei im CSV-Format exportiert.
Schweregrad
Datum
Zeit
Code
Beschreibung
Virtuelle Station, die das Ereignis ausgelöst hat (wird nur für PF6000-Handgerät exportiert)
Träger (wird nur für PF6000-StepSync exportiert)
Kanal (wird nur für PF6000-StepSync exportiert)
„/Einstellungen“ - Einstellungen und Konfigurationen (durch Import verwendet)
Für exportierte Feldbuseinstellungen und Feldbuskonfigurationen:
Allgemeine Feldbuskonfiguration (einschließlich IP-Adresse)
Feldbuskonfiguration
Feldbuszuordnung (Zuordnung der virtuellen Station zu Prozessdaten-Frame)
„jsonConfigurations.zip“ - Mehrstufige Verschraubungs- und Löseprogramme werden als .json-Dateien exportiert (zur Verwendung mit MID2500)
„atlas_sys_d.zip“ - Protokolldateien von Antriebsanwendung
„atlas_sys_i.zip" - Protokolldateien von IT-Anwendung
„atlas_protocol_log.zip“ - Protokolldateien von externen Protokoll-Adaptern
„ExportInfo.txt“ - Textdokument mit Informationen über das IAM und die Steuerung
„atlas_plc.zip“ - SPS-Konfiguration
„licenseInformation.zip“ - Lizenzinformationen und Systemfunktionalitäten
So werden „Alle Steuerungsinformationen“ exportiert
Wählen Sie im Startbildschirm die Registerkarte Steuerung. Wählen Sie dann auf der linken Seite die Registerkarte Export/Import.
Öffnen Sie im Fenster Export das Dropdown-Menü und wählen Sie Alle Steuerungsinformationen.
Wählen Sie im Export-Fenster Export aus.
Am Ende des Exportvorgangs bestätigt ein Popup-Fenster, dass der Export abgeschlossen ist.
Es wird automatisch eine Datei PF/IXBExport_<IAM Name>_<DatumZeit>.tar.gz heruntergeladen.
Export „Einstellungen und Konfigurationen“
Es können auch nur Steuerungskonfigurationen und Steuerungseinstellungen exportiert werden.
Die exportierten Daten werden in einer komprimierten Datei gespeichert, die mit dem IAM-Namen und dem Datum und der Uhrzeit des Exports bezeichnet ist.
Die Daten in der Datei umfassen alle Konfigurationen und Einstellungen der Steuerung, sodass die Exportdatei importiert werden und eine andere Steuerung mit der gleichen oder einer neueren Programmversion konfiguriert werden kann.
Die exportierten Daten umfassen Informationen über das IAM und die Steuerung und ebenso vorformatierte mehrstufige Verschraubungs- und Löseprogramme, die mit der MID2500-Lösung verwendet werden können.
So werden „Einstellungen und Konfigurationen“ exportiert
Wählen Sie im Startbildschirm die Registerkarte Steuerung. Wählen Sie dann auf der linken Seite die Registerkarte Export/Import.
Öffnen Sie im Fenster Export das Dropdown-Menü und wählen Sie Einstellungen und Konfigurationen.
Wählen Sie im Export-Fenster Export aus.
Am Ende des Exportvorgangs bestätigt ein Popup-Fenster, dass der Export abgeschlossen ist.
Es wird automatisch eine Datei PFExport_<IAM Name>_<DatumZeit>.tar.gz heruntergeladen.
Export „Protokolle von angeschlossenen Werkzeugen“
Der Export von Werkzeugprotokollen ermöglicht es Servicetechnikern, die Werkzeugprotokolldaten an den Kundendienst von Atlas Copco zu übermitteln, um Probleme mit dem/n Werkzeug(en) zu beheben.
Von folgenden Werkzeugen können Werkzeugprotokolle exportiert werden: STB, SRB und TBP/TBP-S.
Für den Export von Werkzeugprotokollen muss das Werkzeug an der Steuerung angeschlossen sein. Es ist nicht notwendig, dass das Werkzeug einer virtuellen Station zugewiesen ist.
Alle im Werkzeugprotokollexport eingeschlossenen Daten werden in einer Datei „PFExport_<IAM Name>_<DatumZeit>.tar.gz“ gespeichert; diese umfasst die folgenden Dateien und Verzeichnisse:
„atlas_tool_i.zip“ - Alle verfügbaren Ergebnisse
Für jedes angeschlossene Werkzeug wird eine separate Datei erstellt. Das Dateiformat für Werkzeugprotokolldateien ist „Werkzeug-<Werkzeugtyp>-<Werkzeug-Seriennummer>.log“.
„ExportInfo.txt“ - Textdokument mit Informationen über das IAM, die Steuerung und die angeschlossenen Werkzeuge
So werden „Protokolle von angeschlossenen Werkzeugen“ exportiert
Wählen Sie im Startbildschirm die Registerkarte Steuerung. Wählen Sie dann auf der linken Seite die Registerkarte Export/Import.
Öffnen Sie im Fenster Export das Dropdown-Menü und wählen Sie Protokolle von angeschlossenen Werkzeugen.
Wählen Sie im Export-Fenster Export aus.
Am Ende des Exportvorgangs bestätigt ein Popup-Fenster, dass der Export abgeschlossen ist.
Es wird automatisch eine Datei PFExport_<IAM Name>_<DatumZeit>.tar.gz heruntergeladen.
Export „Ergebnisse“
Es können auch nur Verschraubungsergebnisse von der Steuerung exportiert werden.
So werden „Ergebnisse“ exportiert
Wählen Sie im Startbildschirm die Registerkarte Steuerung. Wählen Sie dann auf der linken Seite die Registerkarte Export/Import.
Öffnen Sie im Fenster Export das Dropdown-Menü und wählen Sie Ergebnisse.
Wählen Sie im Export-Fenster Export aus.
Am Ende des Exportvorgangs bestätigt ein Popup-Fenster, dass der Export abgeschlossen ist.
Bei einem Mehrspindelsystem (fest montiert) ist die exportierte, automatisch heruntergeladene Datei im .zip-Format, ansonsten ist diese im .csv.Format.
Export von „Systemprotokollen und Informationen“
Mittels Export von Systemprotokollen und Informationen kann ein Servicetechniker die Protokolle und Informationen des Systems an andere Atlas Copco-Servicetechniker weiterleiten.
Dies erleichtert die Problemlösung am System - beispielsweise bei Fehlfunktionen der Controller.
Beim Export von Systemprotokollen und Informationen werden keine Daten der angeschlossenen Werkzeuge exportiert.
Wenn Sie Daten der angeschlossenen Werkzeuge exportieren wollen, müssen Sie die entsprechende Exportmethode auswählen.
Alle im Export von Systemprotokollen und Informationen enthaltenen Daten werden in einer Datei PF/IXBExport_<IAM name>_<datetime>.tar.gz mit den folgenden Dateien und Verzeichnissen gespeichert:
atlas_sys_d.zip - Protokolldateien der Antriebsanwendung
atlas_sys_i.zip - Protokolldateien der IT-Anwendung
atlas_protocol_log.zip - Protokolldateien von externen Protokoll-Adaptern
ExportInfo.txt - Textdokument mit Informationen über das IAM und den Controller
licenseInformation.zip - Lizenzinformationen und Systemfunktionen
atlas_systeminformation.zip - Informationen für Atlas Copco R&D zum aktuellen Systemzustand und Setup
atlas_workflow_log.zip - Protokolldateien für den Arbeitsablauf von externen Protokolladaptern
So verwenden Sie die Funktion „Export von Systemprotokollen und Informationen“
Wählen Sie im Startbildschirm die Registerkarte Steuerung. Wählen Sie dann auf der linken Seite die Registerkarte Export/Import.
Öffnen Sie im Fenster Export das Dropdown-Menü und wählen Sie Systemprotokolle und Informationen.
Wählen Sie im Export-Fenster Export aus.
Am Ende des Exportvorgangs bestätigt ein Popup-Fenster, dass der Export abgeschlossen ist.
Es wird automatisch eine Datei PF/IXBExport_<IAM Name>_<DatumZeit>.tar.gz heruntergeladen.
Relevante Informationen
Import „Steuerungskonfigurationen und Steuerungseinstellungen“
Beim Import von Steuerungskonfigurationen und Steuerungseinstellungen werden vorhandene Konfigurationen und Einstellungen durch die importierten Konfigurationen und Einstellungen ersetzt.
Die folgenden Konfigurationen werden nicht importiert oder abgewählt:
Netzwerkeinstellungen der Steuerung werden nicht importiert
Ergebnisse und Ereignisse werden nicht importiert
Lizenzzuordnung wird nicht importiert
Zugewiesene Aufgaben in virtueller/n Station(en) werden abgewählt
„jsonConfigurations.zip“ (Mehrstufige Verschraubungs- und Löseprogramme) wird nicht importiert
„licenseInformation.zip“ (Lizenzinformationen und Systemfunktionalitäten) wird nicht importiert
So werden „Steuerungskonfigurationen und Steuerungseinstellungen“ importiert
Wählen Sie im Startbildschirm die Registerkarte Steuerung. Wählen Sie dann auf der linken Seite die Registerkarte Export/Import.
Wählen Sie im Import-Fenster Import aus.
Ein Popup-Fenster Information bestätigt, dass alle Einstellungen für Verschraubungsprogramm, Gruppe, Zubehör und Steuerung durch die Einstellungen der importierten Datei ersetzt werden.
Einstellungen für Netzwerk, PIN, Ergebnisse und Ereignisse werden jedoch nicht importiert.Wählen Sie Fortfahren.
Wählen Sie im Popup-Fenster Import die Option Datei auswählen. Wählen Sie dann die in die Steuerung zu importierende Datei aus.
Am Ende des Importvorgangs wird die Steuerung automatisch neu gestartet.
Wenn der Importvorgang unterbrochen wird, bevor er begonnen hat, oder die Datei verschwindet, dann wird der Benutzer darüber informiert und die Steuerung muss neu gestartet werden (um sicherzustellen, dass sie sich in einem zulässigen Zustand befindet).
Wenn der Importvorgang unterbrochen wird, aber die Datei vorhanden und nicht fehlerhaft ist, dann kann der Import abgeschlossen werden.
Automatisches Backup
Das Fenster Automatisches Backup erlaubt die Aktivierung oder Deaktivierung des sFTP-Exports.
Standardmäßig ist der Schalter sFTP-Export aktivieren auf AUS gestellt.
Wird der Schalter sFTP-Export aktivieren auf EIN gestellt, so wird 10 Minuten nach der letzten Konfigurationsänderung eine Exportdatei erstellt.
Ist der Schalter sFTP-Export aktivieren beim Systemstart auf EIN gestellt, so wird automatisch innerhalb von 2-3 Minuten eine Exportdatei erstellt. Die Exportdatei wird innerhalb von 2-3 Minuten erstellt, um Veränderungen zu berücksichtigen, die möglicherweise vor dem Herunterfahren des Systems durchgeführt wurden.
Die alte Backup-Datei wird gelöscht, bevor die neue Backup-Datei zur Verfügung steht.
Die Daten in der exportierten Datei enthalten alle Konfigurationen und Einstellungen der Steuerung.
sFTP-Benutzer finden die exportierte Datei im folgenden Ordner des Systems: /Export/<export file name>.
Es wird ein sFTP benötigt, welches das System unterstützt.
Für den Abruf der Datei benötigen sFTP-Benutzer kein Passwort.
Der Benutzername für sFTP-Benutzer lautet wie folgt:
Benutzername | autoexport |
StepSync
Controller-Funktionen wie beispielsweise die Verschraubungsstrategien mit niedrigen Reaktionskräften, und den gesamten Controller betreffende Funktionen, erfordern Lizenzen, die durch das FMS (Functionality Management System) verteilt werden. Während die Konfiguration von Funktionen ohne spezielle Lizenzen möglich ist, ist für die Zuweisung und Nutzung dieser Funktionen die Installation der korrekten Lizenz auf dem Controller erforderlich. Nähere Informationen dazu entnehmen Sie bitte dem Abschnitt Lizenzen (FMS).
Zur Konfiguration von StepSync ist ToolsTalk 2 erforderlich.
Mit der StepSync-Funktion ist es möglich, mehrere Power Focus 6000-Steuerungen zu verbinden und synchronisierte Verschraubungen vorzunehmen. Der erste Controller in der Konfiguration wird als Sync-Referenz bezeichnet und ist für alle Verschraubvorgänge und Datenberichte zuständig. Bis zu 5 zusätzliche Power Focus 6000-Steuerungen werden über ein Power Focus 6000 Daisy-Chain-Kabel (siehe Einrichtung von StepSync Hardware) mit der Sync-Referenz verbunden und werden als Sync-Mitglieder bezeichnet. Ihre einzige Aufgabe besteht in der Handhabung der Werkzeuge.
Sync-Referenz
Der Sync-Referenz Controller ist das Gehirn des Systems. Er ist für die Verschraubungseinstellungen und alle Datenmeldungen zuständig. Er sorgt auch für die Konfiguration des kompletten Sytems und die Verbindungn zu ToolsTalk und ToolsNet. Das gesamte Zubehör oder alle Feldbusse sind direkt mit Sync-Referenz verbunden.
Sync-Mitglied
Der Sync-Mitglied Controller fungiert als Laufwerk ohne weitere Funktionalität. Der IT-Teil läuft nicht und es ist nicht möglich, externes Zubehör oder Protokolle mit einem Sync-Mitglied zu verbinden. Jedem Sync-Mitglied ist eine Kanalnummer (von 2 bis 64) zugewiesen. Die Kanalnummer dient der Identifizierung von Werkzeug und Laufwerk innerhalb der Hardware-Layout-Konfiguration in ToolsTalk 2 sowie zur Auswahl derjenigen, die in den Verschraubvorgang im Synchronisierungsmodus einbezogen werden sollen und wird auch für den den Ergebnisbericht verwendet. Sie wird auch für Fehlerereignisse verwendet, um das fehlerhafte Teil zu identifizieren.
Verschraubungen
Es ist möglich, Multistep-Verschraubungsprogramme auszuführen. Um die Verschraubungen zwischen den einzelnen Werkzeugen zu synchronisieren, werden Synchronisierungspunkte verwendet. An diesen Punkten warten die Werkzeuge aufeinander, bevor sie den nächsten Schritt in dem Verschraubungsprogramm ausführen. Ein Verschraubungsprogramm kann bis zu 25 Stufen enthalten (ohne Synchronisierungspunkte). Es sind keine Reparatur- oder Abbruchpfade zulässig. Beachten Sie, dass die Zuweisung von Verschraubungsprogrammen nur durch Tools Talk 2 erfolgen kann. Der Controller bietet keine Möglichkeit, Verschraubungsprogramme zuzuweisen.
Lizenzierung
Die StepSync-Funktion ist eine FMS-Funktion. Nur die Sync-Referenz benötigt eine Lizenz, wodurch ermöglicht wird, dass jede Power Focus 6000-Steuerung ohne zusätzliche Lizenzen zu einem Sync-Mitglied werden kann. Die Sync-Referenz-Lizenz ist eine zusätzliche Funktion des FMS Controllers.
Wird die Sync-Referenz-Lizenz entfernt, können keine Verschraubungsvorgänge mehr im StepSync-Modus ausgeführt werden. Wird die Verbindung zum Lizenzserver unterbrochen, bleibt die Lizenz für weitere 48 aktiv. Der Controller prüft stündlich das Vorhandensein einer gültigen Sync-Referenz-Lizenz.
Relevante Informationen
In diesem Abschnitt
StepSync-Benutzerschnittstelle
Die StepSync-Benutzerschnittstelle ist eine vereinfachte Version der POWER FOCUS 6000-Schnittstelle. Nähere Erläuterungen zu den verschiedenen Elementen der Schnittstelle finden Sie in den jeweiligen Kapiteln und Abschnitten in diesem Handbuch. Beachten Sie, dass Zugang zu der Benutzerschnittstelle nur über Sync-Referenz möglich ist.
In der StepSync-Benutzerschnittstelle sind nicht alle Funktionen der verschiedenen Menüelemente verfügbar. Auf die folgenden Funktionen kann in der Schnittstelle zugegriffen werden und sie sind dort bearbeitbar:
Werkzeug: alle Informationen verfügbar.
Virtuelle Station: alle Funktionen verfügbar, außer Erstellung neuer virtueller Stationen, Zuweisung von Aufgaben (Verschraubungsprogramm, und Zuweisung von Werkzeugen usw.
Konfigurationen: alle Funktionen verfügbar.
StepSync (Controller): alle Funktionen verfügbar. Beachten Sie, dass es hier einen separaten Abschnitt namens „Kanäle“ gibt, wo Informationen zu den mit dem Sync-Referenz und den Sync-Mitgliedern verbundenen Werkzeugen gegeben werden.
Berichte Ereignisse (alle Ereignisse anzeigen).
Einstellungen: Die folgenden Funktionen sind nicht verfügbar:
Verschraubung
Drahtlos
Ereignisse
Diagnose: menüspezifisch für StepSync/Flex.
Lizenzzuordnung: alle Funktionen verfügbar.
Konfiguration von StepSync
Die Konfiguration der Sync-Referenz und aller Sync-Mitglieder muss vor der Einrichtung der Hardware abgeschlossen sein.
Konfiguration der Sync-Referenz
Gehen Sie in das Menü des Controllers und wählen dann die Registerkarte StepSync.
Wählen Sie im Abschnitt StepSync Keine Sync
Das Fenster Step Sync-Modus wird angezeigt.
Wählen Sie Sync-Referenz
Das Fenster Step Sync-Modus wird geschlossen.
Wählen Sie Übernehmen.
Der Controller bootet dann erneut und bootet in die StepSync-Konfiguration, die eine vereinfachte Version der normalen Power Focus 6000-Benutzeroberfläche ist.
StepSync aktivieren
Damit StepSync funktioniert, muss es in der Sync-Referenz aktiviert werden. Es gibt zwei Möglichkeiten, StepSync zu aktivieren:
Das E/A-Signal „Aktion aktivieren“ (10055) auf Hoch zu stellen oder
Gehen Sie in der Sync-Referenz zu Konfigurationen, dann zu der Registerkarte Allgemeine virtuelle Station und klicken Sie bei der betreffenden Konfiguration auf Bearbeiten. Stellen Sie dann im Feld Feste Stationen den Menüpunkt Auto-Aktivierung auf Immer.
Wurde StepSync nicht aktiviert, wird dem Benutzer zum Einschaltzeitpunkt eine Fehlermeldung mit dem Wortlaut „Starten nicht möglich, Aktivierungssignal niedrig angezeigt.“
Konfiguration des Sync-Mitglieds
Gehen Sie in das Menü des Controllers und wählen dann die Registerkarte StepSync.
Wählen Sie im Abschnitt StepSync Keine Sync
Das Fenster Step Sync-Modus wird angezeigt.
Wählen Sie Sync-Mitglied
Das Fenster Step Sync-Modus wird geschlossen.
Stellen Sie im Feld Kanal die Kanalnummer für das Sync-Mitglied durch Auswahl der Kanalnummer ein. Wählen Sie dann den passenden Kanal für das Sync-Mitglied.
Die Kanalnummern der Sync-Mitglieder innerhalb des gleichen Setups müssen eindeutig sein.
Wählen Sie Übernehmen.
Der Controller bootet dann erneut und bootet in die StepSync-Konfiguration, die nur die Kanalnummer des Sync-Mitglieds anzeigt.
Zurückwechseln auf den regulären Power Focus 6000-Modus (StepSync verlassen)
Wählen Sie das Menü PF6 FlexSystem, und wählen Sie dann die Registerkarte StepSync.
Wählen Sie im Abschnitt StepSync Sync-Referenz
Das Fenster Step Sync-Modus wird angezeigt.
Wählen Sie Keine Sync
Das Fenster Step Sync-Modus wird geschlossen.
Wählen Sie Übernehmen.
Der Controller bootet dann erneut und bootet in die reguläre Konfiguration.
Einrichtung von StepSync (Hardware)
Beachten Sie, dass die Software-Konfiguration vor Abschluss der Hardware-Einrichtung abgeschlossen sein muss, um mögliche Konflikte bei der Einrichtung zu vermeiden.
Die StepSync-Funktion ermöglicht die Anbindung mehrerer POWER FOCUS 6000, so dass synchronisierte Verschraubungen ausgeführt werden können.
Prüfen Sie nach, dass jeder Controller korrekt konfiguriert wurde (weitere Informationen finden Sie unter StepSync-Konfiguration).
Schließen Sie unter Verwendung eines Power Focus 6000 Daisy-Chain-Kabels den Kommunikationsport B der Sync-Referenz an den Kommunikationsport A des ersten Sync-Mitglieds an.
Verbinden Sie mit einem weiteren PF6000 Daisy-Chain-Kabel den Com Port B des Sync-Mitglieds mit dem Com Port A des zweiten Sync-Mitglieds. Verfahren Sie ebenso für alle weiteren Controller.
Ein StepSync-System kann mit maximal 5 Sync-Mitgliedern konfiguriert werden.
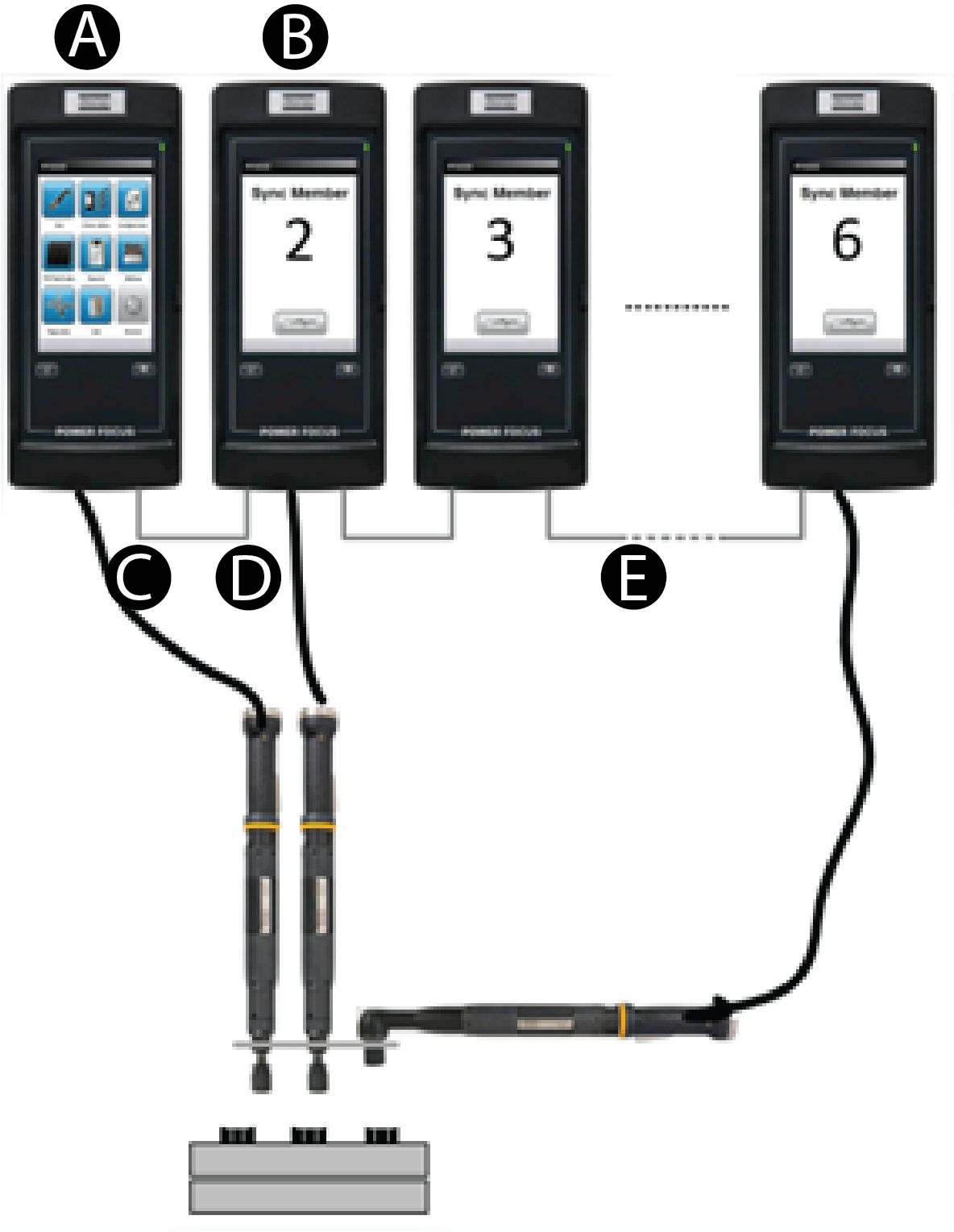
A | Sync-Referenz | D | An COM Port A angeschlossen |
B | Sync-Mitglied | E | Power Focus 6000 Daisy-Chain-Kabel |
C | An COM Port B angeschlossen |
Relevante Informationen
StepSync Verschraubungen
Die einzigen Programme, die zusammen mit StepSync verwendet werden können, sind Multistep Verschraubungsprogramme. Zur Synchronisation zwischen den Werkzeugen innerhalb des Setups werden Synchronisierungspunkte verwendet. An diesen Punkten warten die Werkzeuge aufeinander, bevor sie den nächsten Schritt in dem Multistep-Verschraubungsprogramm ausführen. Beachten Sie, dass die Zuweisung von Verschraubungsprogrammen auf verschiedene Werkzeuge nur in ToolsTalk 2 erfolgen kann.
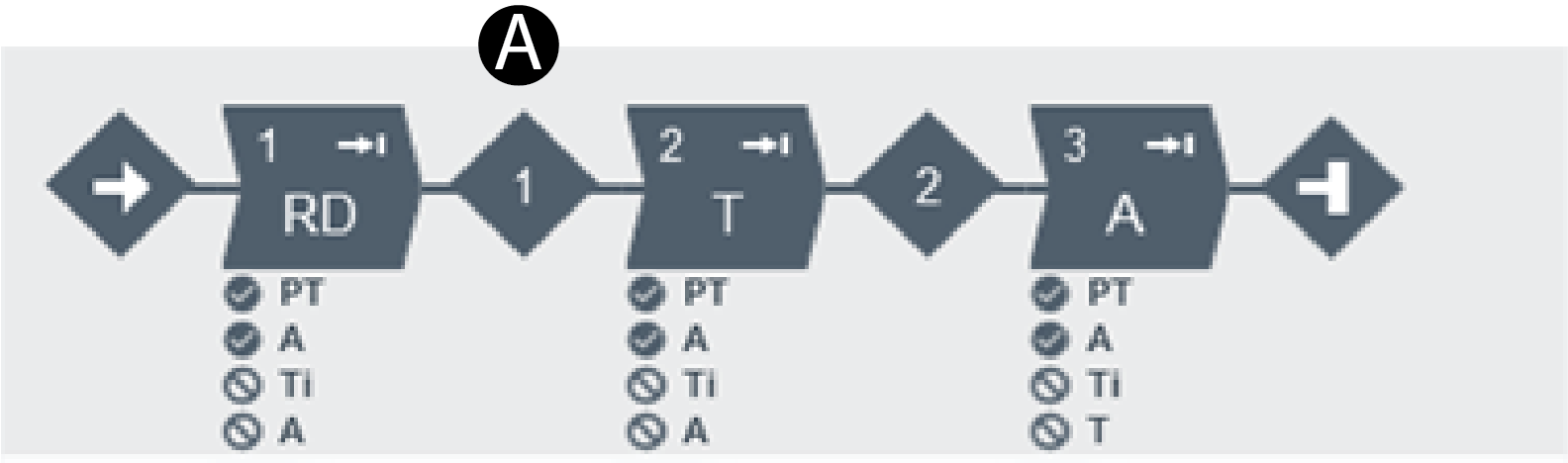
A | Synchronisierungspunkt |
Ein Verschraubungsprogramm kann maximal 25 Stufen beinhalten (ohne Synchronisierungspunkt).
Verfügbare Stufen
Verschrauben bis Winkel
Verschrauben bis Drehmoment
Anziehen bis Drehmoment plus Winkel
Verschrauben bis DynaTork
Warten
Stecknuss-Freigabe
Anziehen bis Drehmoment oder Winkel
Lösen bis Winkel
Lösen bis Drehmoment
Eindrehen
Verschrauben bis Steckgrenze M2
Verschrauben bis Steckgrenze
Anziehen auf Drehmoment oder Winkel
Gewindeschneiden bis Drehmoment
Eingriff
Verfügbare Überwachungen
Winkel
Spitzenmoment
Abschalt-Drehmoment
Drehmomentverhältnis und Abweichung
Drehmoment im Winkelfenster
Drehmoment nach Anzeige hoch
Drehmoment nach Anzeige niedrig
Winkel von Streckgrenze
Sicherungsmoment
Abschaltstrom
Winkel nach Gewindeschneiden
Spitzendrehmoment nach Gewindeschneiden
Haft-Gleit-Erkennung
Zeit
Verfügbare Stufeneinschränkungen
Maximales Drehmoment
Höchstwinkel
Gewindeausriss
Aufhebendes Drehmoment
Drehmomentgradient
Drehmoment in Winkelansicht
Abweichung Drehmoment versus Strom
Reparaturmanagement
Wenn auf Aus gesetzt:
Maßnahme bei Fehler | Beschreibung |
Alle beenden |
|
Weiter OK |
|
Wenn auf Ein gesetzt:
Parameter | Beschreibung |
|---|---|
Max. Anzahl fehlgeschlagener Stufen | Gibt die maximale Anzahl einzelner Stufen an, welche während einer Verschraubung fehlerhaft sein dürfen. Dabei ist es egal, ob die gleiche Stufe mehr als ein Mal fehlschlägt, sie zählt trotzdem nur als eine fehlgeschlagene Stufe. |
Aktivität bei Überschreiten | Legt die Aktivität fest, wenn Maximale Anzahl fehlgeschlagener Stufen überschritten wird. |
Aktivität bei NIO während Reparatur | Legt die Aktivität fest, wenn ein neuer Fehler (NIO) während der laufenden Reparatur erkannt wird. |
StepSync-Ergebnisse
Die Ergebnisse für alle Werkzeuge in der StepSync-Verschraubung werden in der Benutzeroberfläche der Sync-Referenz sowie in der entsprechenden Web-Oberfläche angezeigt. Die Oberfläche auf den Sync-Mitgliedern zeigt keine Ergebnisse.
Es gibt drei unterschiedliche Ergebnisansichten. Die erste zeigt eine Übersicht über den Gesamtstatus für die gesamte Verschraubung (OK oder NIO) und die Gesamtzahl aller OK oder NIO-Bolzen. Die zweite zeigt den Status für jeden Bolzen separat und die dritte zeigt die Drehmoment- und Winkelwerte für jeden Bolzen.
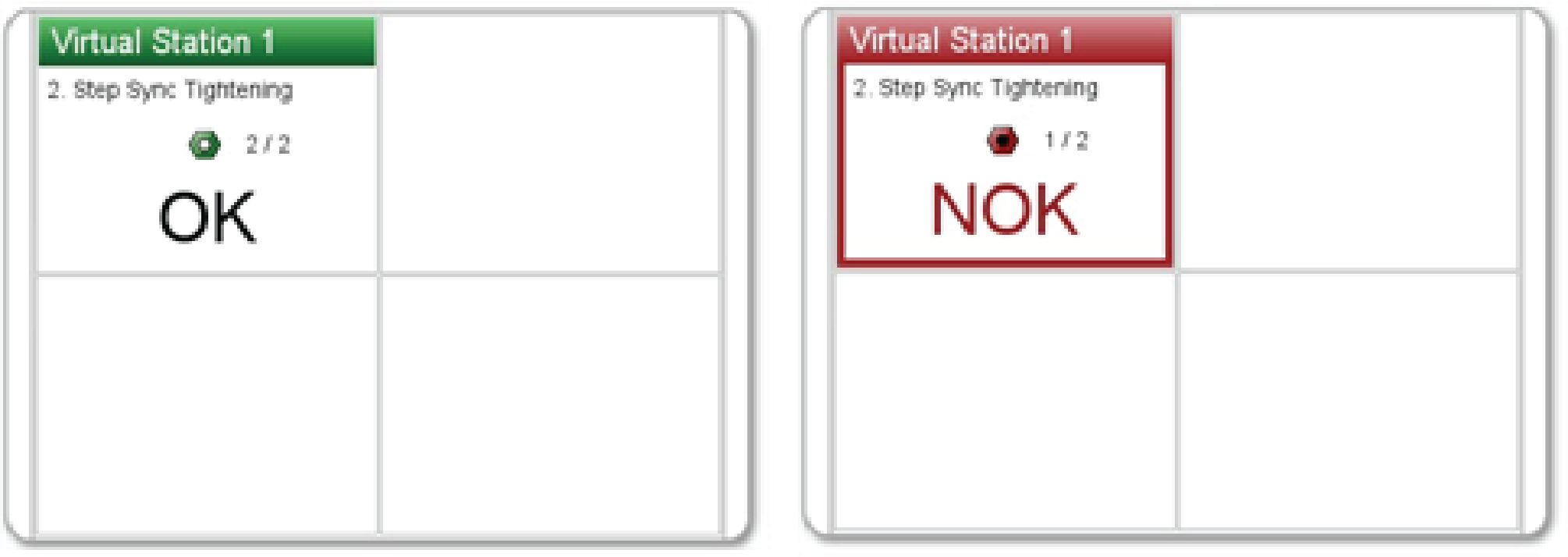
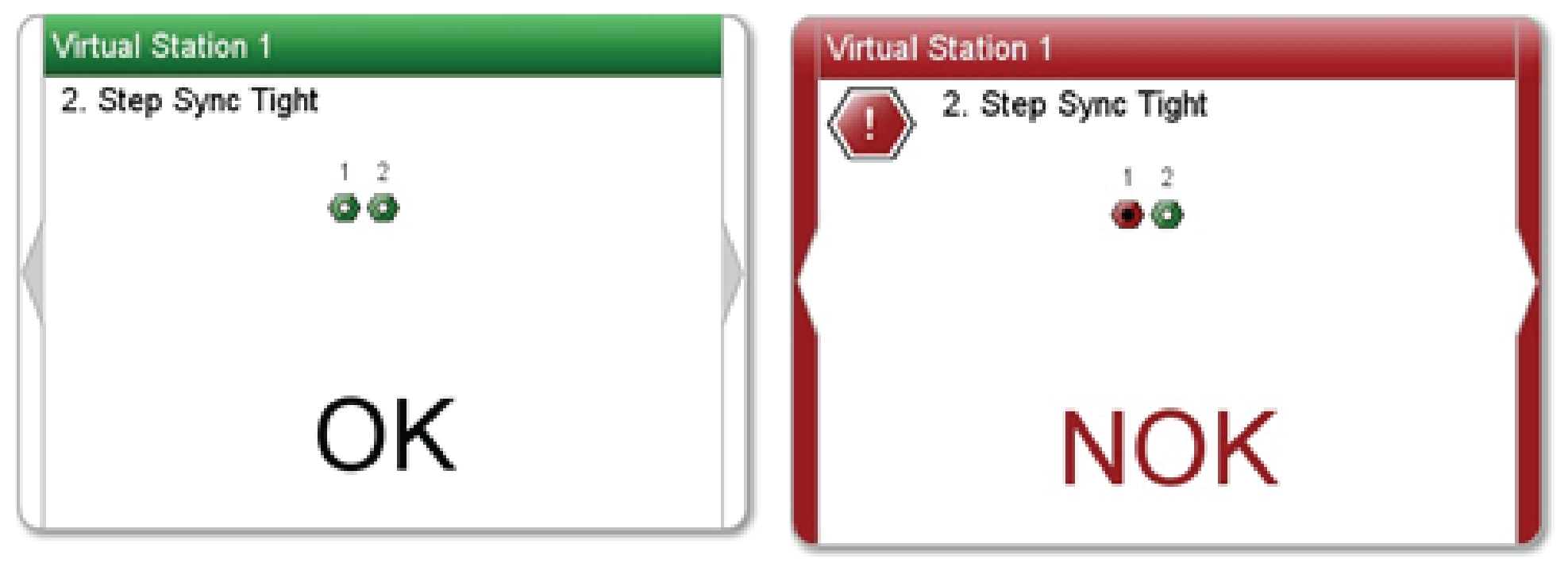
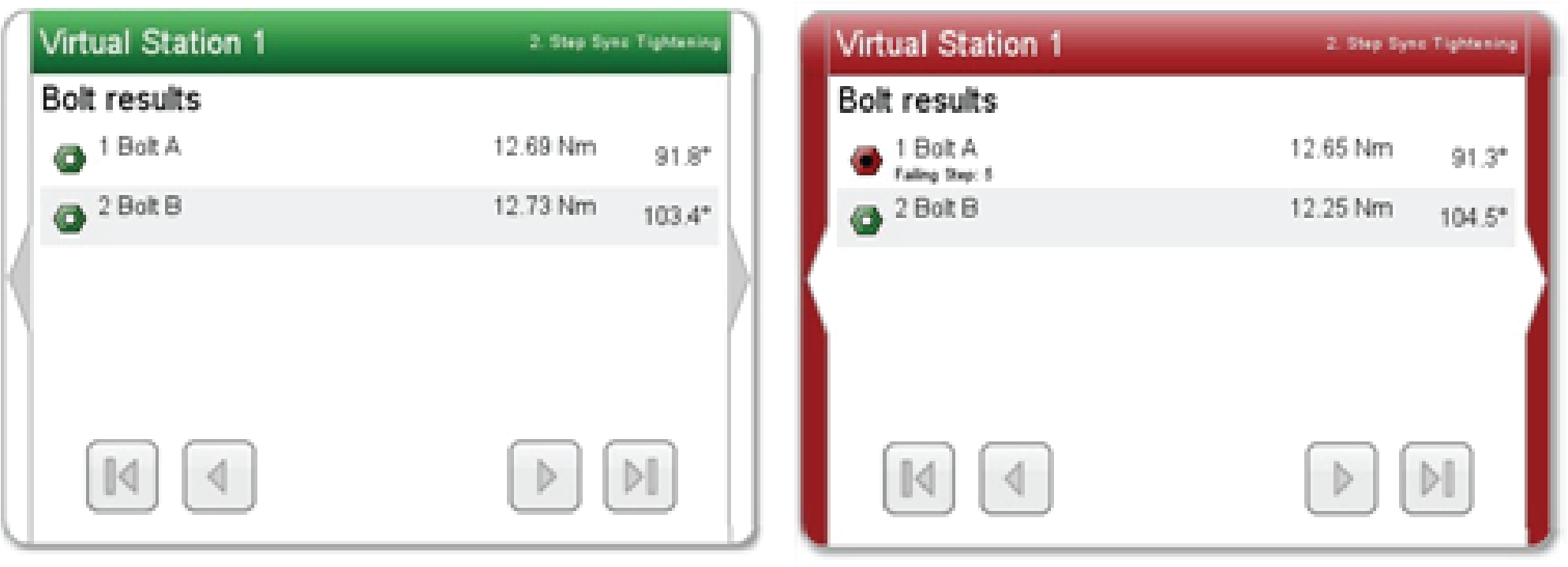
StepSync-Signale
Das StepSync-System unterstützt die gleichen E/A-Signale wie unten in den Tabellen dargestellt. Diese können in Feldbuskonfiguration und Zubehörkofiguration gemappt werden. Einige sind auch durch Open Protocol verfügbar.
In diesem Abschnitt
Eingangssignale
Kanalbefehl - 10054
Der Kanalbefehl ist ein Eingangssignal, das einzelne Werkzeuge sperrt und verhindert, dass diese Werkzeuge in der nächsten Verschraubung genutzt werden. Zudem kann das in der Konfiguration des Synchronisierungsmodus festgelegte Verschraubungsprogramm oder die Schraubennummer ersetzt werden. Es werden bis zu 64 Kanäle unterstützt.
Name in SoftSPS: CHANNEL_COMMAND
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | uint32 array | 1 | 64 |
Das Signal Kanalbefehl -10054 enthält Sub-Signale (weitere Informationen finden Sie unter „Eingangssignale: Sub-Signale“).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Stufe fortsetzen - 10128
Stufe fortsetzen ist ein Eingangssignal, das die Verschraubungsstufe Warten beendet.
Wenn die Verschraubung eine Warten-Verschraubungsstufe mit der Bedingung Signal konfiguriert als Wartetyp erreicht hat, so führt eine steigende Flanke des Signals Stufe fortsetzen zur Freigabe des Systems (eine oder mehrere Spindeln).
Weitere Informationen finden Sie beim Sub-Signal Kanalbefehl - 10054: Stufe fortsetzen.
Name in SoftSPS: CONTINUE_STEP
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Data Drop - 10125
Wenn DATADROP am Ende einer Verschraubung auf „true“ gesetzt wird, dann verwirft das DATADROP-Signal das Ergebnis der Verschraubung. Das Ergebnis wird weder dauerhaft gespeichert noch an ein Gerät oder Clients wie ToolsNet oder Protokoll-Adapter übermittelt.
Name in SoftSPS: DATADROP
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Data Hold - 10124
Wenn das Signal DATAHOLD am Ende einer Verschraubung auf „true“ gesetzt wird, wird die Übertragung der Ergebnisdaten gestoppt.
Name in SoftSPS: DATAHOLD
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Schraube testen deaktivieren - 10057
Name in SoftSPS: DISABLE_TESTBOLT
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Aktion aktivieren - 10055
Name in SoftSPS: ENABLE_OPERATION
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Feldbus AsyncData an PF - 10077
Name in SoftSPS:
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | uint8 array | 16 | 2048 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Zyklusstatus zurücksetzen - 10056
Name in SoftSPS: RESET_CYCLE_STATUS
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Fehler beim Zurücksetzen des Systems - 10062
Name in SoftSPS: RESET_SYSTEM_ERROR
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Nullposition setzen - 10135
Bei Handwerkzeugen speichert das Eingangssignal Nullposition setzen die aktuelle Position der Werkzeuge als Nullposition. Das Signal wird stillschweigend ignoriert, wenn es während einer laufenden Verschraubung gesendet wird.
Bei stationären Werkzeugen speichert das Eingangssignal Nullposition setzen die aktuelle Position der Werkzeuge als Nullposition. Das Signal ist für alle Werkzeuge im System gültig, unabhängig von der virtuellen Station. Das Signal wird stillschweigend ignoriert, wenn stationäre Werkzeuge beim Signaleingang eine Verschraubung ausführen.
Name in SoftSPS: IN_EXTERNAL_SET_ZERO_POSITION
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Start Lösen, Impuls- 10072
Name in SoftSPS: SELECT_PREVIOUS_ID_NUMBER
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Start Werkzeuge, Impuls- 10113
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Stopp (Impuls) - 10129
Wenn das Signal erzeugt wird, wird die laufende Verschraubung oder Lösung angehalten. Wird in Verbindung mit 10024 oder 10072 verwendet.
Name in SoftSPS: EXTERNAL_STOP_PULSE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Stopp (Zustand) - 10133
Wenn das Signal gesetzt wird, wird die laufende Verschraubung oder das Lösen angehalten. Solange es auf „hoch“ eingestellt ist, werden zudem alle weiteren Startversuche blockiert. Wird in Verbindung mit 10024 oder 10072 verwendet.
Name in SoftSPS: IN_EXTERNAL_STOP_STATE
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgangssignale
Verschraubungstatus - 79
Verschraubungsstatus ist ein Ausgangssignal, das den Status einzelner Schrauben innerhalb einer synchronisierten Verschraubung angibt. 100 Schrauben werden unterstützt.
Das Signal Verschraubungsstatus zeigt Informationen zur laufenden Verschraubung sowie zum Ergebnis der letzten Verschraubung an.
Name in SoftSPS: BOLT_TIGHTENING_STATUS
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | uint32 array | 32 | 32 |
FordResultStatus | Status | 4 | 4 | |
CompactErrorStatus | Status | 4 | 4 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Das Signal Verschraubungsstatus - 79 enthält Sub-Signale (weitere Informationen finden Sie unter „Ausgangssignale: Sub-Signale“).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Kanalhardwarestatus - 81
Kanalhardwarestatus ist ein Ausgangssignal, das den Hardwarestatus für einzelne Kanäle anzeigt. 64 Kanäle werden unterstützt.
Das Signal Kanalhardwarestatus zeigt Informationen zum Hardwarestatus und möglichen Fehlern an.
Name in SoftSPS: CHANNEL_HARDWARE_STATUS
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | uint32 array | 1 | 64 |
Das Signal Kanalhardwarestatus - 81 enthält Sub-Signale (weitere Informationen finden Sie unter „Ausgangssignale: Sub-Signale“).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Kanalverschraubungsstatus - 80
Kanalverschraubungsstatus ist ein Ausgangssignal, das den Status einzelner Kanäle innerhalb einer synchronisierten Verschraubung angibt. 64 Kanäle werden unterstützt.
Das Signal Kanalverschraubungsstatus zeigt Informationen zur laufenden Verschraubung sowie zum Ergebnis der letzten Verschraubung an.
Name in SoftSPS: CHANNEL_TIGHTENING_STATUS
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | uint32 array | 1 | 64 |
FordResultStatus | Status | 4 | 4 | |
CompactErrorStatus | Status | 4 | 4 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Das Signal Kanalverschraubungsstatus - 80 enthält Sub-Signale (weitere Informationen finden Sie unter „Ausgangssignale: Sub-Signale“).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Lösen bestätigen - 206
Zeigt an, ob das Lösen ausgewählt und startbereit ist. D.h., ob ein Löse-Synchronisierungsmodus oder Löseprogramm existiert und ausgewählt wurde.
Name in SoftSPS: CONFIRM_LOOSENING
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Zyklus abgeschlossen - 77
Name in SoftSPS: CYCLE_COMPLETE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Notstopp des Zyklus - 202
Zeigt an, dass die letzte Verschraubung oder das letzte Lösen durch einen Not-Stopp unterbrochen wurde.
Name in SoftSPS: CYCLE_EMERGENCY_STOPPED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Zyklus NOK - 76
Name in SoftSPS: CYCLE_NOK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Zyklus OK - 75
Name in SoftSPS: CYCLE_OK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Zyklus startbereit - 82
Name in SoftSPS: CYCLE_READY_TO_START
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Zyklus Läuft - 78
Name in SoftSPS: CYCLE_RUNNING
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Data Drop Active - 199
Dieses Signal wird auf „High“ gesetzt, wenn die DATADROP-Funktion aktiv ist. Wenn das DATADROP-Eingangssignal gesetzt und eine Arbeitsaufgabe, die DATADROP unterstützt, ausgewählt ist.
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Data Hold Active - 198
Dieses Signal wird auf „High“ gesetzt, wenn die DATAHOLD-Funktion aktiv ist. Wenn das DATAHOLD-Signal gesetzt und eine Arbeitsaufgabe, die DATAHOLD unterstützt, ausgewählt ist.
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Feldbus AsyncData von PF - 107
Name in SoftSPS:
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | uint8 array | 48 | 2048 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Kein Ergebnis letzter Zyklus - 200
Dieses Signal wird nach Abschluss einer Verschraubung gesetzt, wenn die Verschraubung als freilaufend betrachtet wird.
Name in SoftSPS: LAST_CYCLE_NO_RESULT
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Kein Systemfehler - 83
Name in SoftSPS: NO_SYSTEM_ERROR
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Keine Systemwarnung - 102
Name in SoftSPS: NO_SYSTEM_WARNING
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Ausgewählte Modus-ID - 72
Name in SoftSPS: SELECTED_MODE_ID
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Integer | 1 | 32 |
Null als Eins behandeln | Status | Integer | 1 | 32 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Synchronisierungsmodus gültig - 207
Zeigt an, ob der ausgewählte Synchronisierungsmodus gültig ist oder nicht. Das heißt, ob er existiert und korrekt konfiguriert wurde.
Name in SoftSPS: SYNC_MODE_VALID
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Schraubentest aktiviert - 91
Name in SoftSPS: SELECTED_MODE_ID
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Werkzeuge in Nullposition - 210
Das Ausgangssignal Werkzeuge in Nullposition ist nur für Handwerkzeuge verfügbar.
Das Ausgangssignal Werkzeuge in Nullposition definiert, ob sich das Werkzeug in der Ausgangsposition befindet - zum Beispiel am Ende eines Positionsschritts Vorwärts oder Rückwärts.
Das Signal wird nicht in Echtzeit aktualisiert, wenn also das Werkzeug aus irgendeinem Grund aus der Position bewegt wird, funktioniert das Signal nicht.
Name in SoftSPS: TOOLS_IN_ZERO_POSITION
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Verbindung zu ToolsNet verloren - 133
Zeigt an, ob die aktivierte Verbindung zwischen ToolsNet und der Steuerung unterbrochen wurde oder erwartungsgemäß funktioniert.
Name in SoftSPS: TOOLSNET_CONNECTION_LOST
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Verbindung zu ToolsTalk verloren - 208
Zeigt an, ob die aktivierte Verbindung zwischen ToolsTalk und der Steuerung unterbrochen wurde oder erwartungsgemäß funktioniert.
Name in SoftSPS: TOOLSTALK_CONNECTION_LOST
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Verbleibende Summe Sequenzzähler - 205
Die Menge der verbleibenden Verschraubungen innerhalb einer Gruppensequenz, welche noch durchgeführt werden müssen.
Name in SoftSPS: TOTAL_REMAINING_SEQ_COUNT
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Summe Sequenzzähler - 204
Die Anzahl der in einer Gruppensequenz ausgeführten Verschraubungen.
Name in SoftSPS: TOTAL_SEQ_COUNTER
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Summe Sequenzgröße - 203
Die Gesamtzahl von Verschraubungen, die innerhalb einer Gruppensequenz durchgeführt werden müssen.
Name in SoftSPS: TOTAL_SEQ_SIZE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
E/A-Erweiterung: FALSE
Bedienpult: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
Werkzeugfunktionen: FALSE
TLS-Tag: FALSE
Warten auf Fortsetzen - 201
Warten auf Fortsetzen ist ein Ausgangssignal, das angibt, dass eine Verschraubung eine Warten-Verschraubungsstufe mit der Bedingung Signal konfiguriert als Wartetyp erreicht hat.
Das System (eine oder mehrere Spindeln) pausiert die auf das Signal Stufe fortsetzen - 10128 (für Systemfreigabe) oder das Sub-Signal Kanalbefehl - 10054: Stufe fortsetzen (für die Freigabe einzelner Spindeln) wartende Verschraubung.
Weitere Informationen finden Sie bei den Sub-Signalen Verschraubungsstatus - 79: Warten auf Fortsetzen und Kanalverschraubungsstatus - 80: Warten auf Fortsetzen.
Name in SoftSPS: WAITING_FOR_CONTINUE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Eingangssignale: Sub-Signale
Wählen Sie das gewünschte Eingangssignal aus, um die zugehörigen Sub-Signale zu betrachten:
In diesem Abschnitt
Kanalbefehl - 10054: Sub-Signale
Stufe fortsetzen
Innerhalb einer Warten-Verschraubungsstufe mit der Bedingung Signal konfiguriert als Wartetyp können durch das Sub-Signal Stufe fortsetzen Werkzeuge einzeln gesteuert und die Verschraubung fortgesetzt werden.
Weitere Informationen finden Sie beim Eingangssignal Stufe fortsetzen - 10128.
Name in SoftSPS: CHANNEL_COMMAND_CONTINUE_STEP
Werttyp | Start-Bit | Länge | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Boolesche Instanz | 3 | 1 | 1 | 1 |
Schrauben-ID erzwingen
Name in SoftSPS: CHANNEL_COMMAND_FORCE_BOLT_ID
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Integer | 1 | 8 |
Pset erzwingen
Name in SoftSPS: CHANNEL_COMMAND_FORCE_PSET
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Integer | 1 | 8 |
Kein Ergebnis sperren
Name in SoftSPS: CHANNEL_COMMAND_NO_RESULT
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
NIO-Ergebnis sperren
Name in SoftSPS: CHANNEL_COMMAND_NOK_RESULT
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
IO-Ergebnis sperren
Name in SoftSPS: CHANNEL_COMMAND_OK_RESULT
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Nullposition setzen
Name in SoftSPS: CHANNEL_COMMAND_SET_ZERO_POSITION
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Ausgangssignale: Sub-Signale
Wählen Sie das gewünschte Ausgangssignal aus, um die zugehörigen Sub-Signale zu betrachten:
In diesem Abschnitt
Verschraubungsstatus - 79: Sub-Signale
Alle Signale
Name in SoftSPS: CYCLE_STATUS_ALL
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Integer | 1 | 32 |
Zyklus läuft
Name in SoftSPS: CYCLE_STATUS_RUNNING
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Im ausgewählten Modus
Name in SoftSPS: CYCLE_STATUS_IN_SELECTED_MODE
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Gesperrt
Name in SoftSPS: CYCLE_STATUS_INHIBITED
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Winkel bei letztem Zyklus zu hoch
Name in SoftSPS: CYCLE_STATUS_LAST_CYCLE_ANGLE_HIGH
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Winkel bei letztem Zyklus zu niedrig
Name in SoftSPS: CYCLE_STATUS_LAST_CYCLE_ANGLE_LOW
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Hardwarefehler letzter Zyklus
Name in SoftSPS: CYCLE_STATUS_LAST_CYCLE_HW_ERROR
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Letzter Zyklus gesperrt
Name in SoftSPS: CYCLE_STATUS_LAST_CYCLE_INHIBITED
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Letzter Zyklus NIO
Name in SoftSPS: CYCLE_STATUS_LAST_CYCLE_NOK
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Letzter Zyklus nicht enthalten
Name in SoftSPS: CYCLE_STATUS_LAST_CYCLE_NOT_INCLUDED
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Letzter Zyklus IO
Name in SoftSPS: CYCLE_STATUS_LAST_CYCLE_OK
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Letzter Zyklus von anderem abgeschlossen
Name in SoftSPS: CYCLE_STATUS_LAST_CYCLE_TERMINATED_BY_OTHER
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Letzter Zyklus Timeout
Name in SoftSPS: CYCLE_STATUS_LAST_CYCLE_TIMEOUT
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Drehmoment bei letztem Zyklus zu hoch
Name in SoftSPS: CYCLE_STATUS_LAST_CYCLE_TORQUE_HIGH
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Drehmoment bei letztem Zyklus zu niedrig
Name in SoftSPS: CYCLE_STATUS_LAST_CYCLE_TORQUE_LOW
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Letztes Lösen NIO
Name in SoftSPS: CYCLE_STATUS_LAST_LOOSENING_NOK
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Letztes Lösen IO
Name in SoftSPS: CYCLE_STATUS_LAST_LOOSENING_OK
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Letzte Verschraubung NIO
Name in SoftSPS: CYCLE_STATUS_LAST_TIGHTENING_NOK
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Letzte Verschraubung IO
Name in SoftSPS: CYCLE_STATUS_LAST_TIGHTENING_OK
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Lösebetrieb
Name in SoftSPS: CYCLE_STATUS_RUNNING_LOOSENING
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Reparaturbetrieb
Name in SoftSPS: CYCLE_STATUS_REPAIR
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Beendigungsbetrieb
Name in SoftSPS: CYCLE_STATUS_TERMINATE
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Verschraubungsbetrieb
Name in SoftSPS: CYCLE_STATUS_RUNNING_TIGHTENING
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Werkzeug-LED Spiegel grün
Name in SoftSPS: CYCLE_STATUS_TOOL_LED_MIRROR_GREEN
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Werkzeug-LED Spiegel rot
Name in SoftSPS: CYCLE_STATUS_TOOL_LED_MIRROR_RED
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Werkzeug-LED Spiegel gelb
Name in SoftSPS: CYCLE_STATUS_TOOL_LED_MIRROR_YELLOW
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Warten auf Fortsetzen
Innerhalb einer Warten-Verschraubungsstufe mit der Bedingung Signal konfiguriert als Wartetyp zeigt über das Sub-Signal Warten auf Fortsetzen jede einzelne Schraube an, ob der zugehörige Status zum Fortsetzen auf einen Eingang wartet.
Weitere Informationen finden Sie beim Ausgangssignal Warten auf Fortsetzen - 201.
Name in SoftSPS: CYCLE_STATUS_WAITING_FOR_CONTINUE
Werttyp | Start-Bit | Länge | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Boolesche Instanz | 7 | 1 | 1 | 1 |
Kanalverschraubungsstatus - 80: Sub-Signale
Alle Signale
Name in SoftSPS: CYCLE_STATUS_ALL
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Integer | 1 | 32 |
Zyklus läuft
Name in SoftSPS: CYCLE_STATUS_RUNNING
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Im ausgewählten Modus
Name in SoftSPS: CYCLE_STATUS_IN_SELECTED_MODE
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Gesperrt
Name in SoftSPS: CYCLE_STATUS_INHIBITED
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Winkel bei letztem Zyklus zu hoch
Name in SoftSPS: CYCLE_STATUS_LAST_CYCLE_ANGLE_HIGH
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Winkel bei letztem Zyklus zu niedrig
Name in SoftSPS: CYCLE_STATUS_LAST_CYCLE_ANGLE_LOW
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Hardwarefehler letzter Zyklus
Name in SoftSPS: CYCLE_STATUS_LAST_CYCLE_HW_ERROR
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Letzter Zyklus gesperrt
Name in SoftSPS: CYCLE_STATUS_LAST_CYCLE_INHIBITED
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Letzter Zyklus NIO
Name in SoftSPS: CYCLE_STATUS_LAST_CYCLE_NOK
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Letzter Zyklus nicht enthalten
Name in SoftSPS: CYCLE_STATUS_LAST_CYCLE_NOT_INCLUDED
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Letzter Zyklus IO
Name in SoftSPS: CYCLE_STATUS_LAST_CYCLE_OK
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Letzter Zyklus von anderem abgeschlossen
Name in SoftSPS: CYCLE_STATUS_LAST_CYCLE_TERMINATED_BY_OTHER
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Letzter Zyklus Timeout
Name in SoftSPS: CYCLE_STATUS_LAST_CYCLE_TIMEOUT
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Drehmoment bei letztem Zyklus zu hoch
Name in SoftSPS: CYCLE_STATUS_LAST_CYCLE_TORQUE_HIGH
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Drehmoment bei letztem Zyklus zu niedrig
Name in SoftSPS: CYCLE_STATUS_LAST_CYCLE_TORQUE_LOW
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Letztes Lösen NIO
Name in SoftSPS: CYCLE_STATUS_LAST_LOOSENING_NOK
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Letztes Lösen IO
Name in SoftSPS: CYCLE_STATUS_LAST_LOOSENING_OK
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Letzte Verschraubung NIO
Name in SoftSPS: CYCLE_STATUS_LAST_TIGHTENING_NOK
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Letzte Verschraubung IO
Name in SoftSPS: CYCLE_STATUS_LAST_TIGHTENING_OK
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Lösebetrieb
Name in SoftSPS: CYCLE_STATUS_RUNNING_LOOSENING
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Reparaturbetrieb
Name in SoftSPS: CYCLE_STATUS_REPAIR
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Beendigungsbetrieb
Name in SoftSPS: CYCLE_STATUS_TERMINATE
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Verschraubungsbetrieb
Name in SoftSPS: CYCLE_STATUS_RUNNING_TIGHTENING
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Werkzeug-LED Spiegel grün
Name in SoftSPS: CYCLE_STATUS_TOOL_LED_MIRROR_GREEN
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Werkzeug-LED Spiegel rot
Name in SoftSPS: CYCLE_STATUS_TOOL_LED_MIRROR_RED
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Werkzeug-LED Spiegel gelb
Name in SoftSPS: CYCLE_STATUS_TOOL_LED_MIRROR_YELLOW
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Warten auf Fortsetzen
Innerhalb einer Warten-Verschraubungsstufe mit der Bedingung Signal konfiguriert als Wartetyp zeigt über das Sub-Signal Warten auf Fortsetzen jeder einzelne Kanal an, ob der zugehörige Status zum Fortsetzen auf einen Eingang wartet.
Weitere Informationen finden Sie beim Ausgangssignal Warten auf Fortsetzen - 201.
Name in SoftSPS: CYCLE_STATUS_WAITING_FOR_CONTINUE
Werttyp | Start-Bit | Länge | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Boolesche Instanz | 7 | 1 | 1 | 1 |
Kanalhardwarestatus - 81: Sub-Signale
Alle Signale
Name in SoftSPS: CYCLE_STATUS_ALL
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Integer | 1 | 32 |
Antrieb beliebiger Hardwarefehler
Dieses Sub-Signal wird gesetzt, wenn ein Antriebs-Hardwarefehler erkannt wird. Dies kann Antriebstemperatur zu hoch, Fehler Antriebsspannung oder Antrieb getrennt sein.
Name in SoftSPS: CHANNEL_HW_STATUS_DRIVE_ANY_HARDWARE_ERROR
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Laufwerk getrennt
Name in SoftSPS: CHANNEL_HW_STATUS_DRIVE_DISCONNECTED
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Antriebstemperatur zu hoch
Name in SoftSPS: CHANNEL_HW_STATUS_DRIVE_TEMP_HIGH
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Fehler Antriebsspannung
Name in SoftSPS: CHANNEL_HW_STATUS_DRIVE_VOLTAGE_ERROR
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Notaus aktiv
Name in SoftSPS: CHANNEL_HW_STATUS_EMERGENCY_STOP_ACTIVE
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Allgemeiner Hardware-Fehler
Name in SoftSPS: CHANNEL_HW_STATUS_GENERAL_ERROR
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Motortuning erforderlich
Name in SoftSPS: CHANNEL_HW_STATUS_MOTORTUNE_NEEDED
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Werkzeug beliebiger Hardwarefehler
Dieses Sub-Signal wird gesetzt, wenn ein Werkzeug-Hardwarefehler erkannt wird. Dies kann Werkzeugtemperatur hoch, Motortuning erforderlich, Werkzeugkabel ungültig, Werkzeug nicht angeschlossen, Fehler des Drehmomentgebers oder Werkzeug-Hardwarefehler sein.
Name in SoftSPS: CHANNEL_HW_STATUS_TOOL_ANY_HARDWARE_ERROR
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Werkzeugkabel ungültig
Name in SoftSPS: CHANNEL_HW_STATUS_TOOL_CABLE_INVALID
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Werkzeug nicht angeschlossen
Name in SoftSPS: CHANNEL_HW_STATUS_TOOL_DISCONNECTED
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Werkzeug-Hardwarefehler
Dieses Sub-Signal wird für eine Reihe von Zustandsparametern gesetzt und kann Folgendes melden: ToolGround, ToolIndicatorBoard, ToolFanVoltage, ToolAccessoryBusVoltage, ToolParameterFile oder ToolTriggerS.
Name in SoftSPS: CHANNEL_HW_STATUS_TOOL_HARDWARE_ERROR
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Werkzeugtemperatur zu hoch
Name in SoftSPS: CHANNEL_HW_STATUS_TOOL_TEMP_HIGH
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Fehler des Drehmomentgebers
Name in SoftSPS: CHANNEL_HW_STATUS_TORQUE_TRANSDUCER_ERROR
Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|
Boolesche Instanz | 1 | 1 |
Toolbox für StepSync
Steuerungen
Es gibt zwei Steuerungsarten:
PF6000/PF8-Sync-Referenz
PF6000/PF8-Sync-Mitglied
Zu einer Hardware-Layoutkonfiguration können maximal 63 Sync-Mitglieder hinzugefügt werden. Dabei ist die Sync-Referenz-Steuerung stets die erste, die Sync-Mitglieder-Steuerungen und die Werkzeuge werden danach hinzugefügt.
Toolbox
In der Toolbox befinden sich die beiden Steuerungsarten und die unterstützten Werkzeuge. Über eine Dropdown-Liste können Sie nach speziellen Werkzeugarten filtern.
Nur die unterstützten Werkzeuge, die in der folgenden Tabelle aufgeführt sind, können über die Toolbox zur Hardware-Layout-Konfiguration hinzugefügt werden. Nicht unterstützte Werkzeuge, die an eine StepSync-Steuerung angeschlossen sind, werden in der Hardware-Layout-Konfiguration mit dem Symbol Nicht unterstütztes Werkzeug angezeigt. Diese Werkzeuge werden in ToolsTalk 2 an ihrer aktuellen Position in der StepSync-Konfiguration angezeigt. Diese Position kann im Arbeitsbereich Hardware-Layout-Konfiguration nicht geändert werden. Wenn das nicht unterstützte Werkzeug aus diesem Arbeitsbereich gelöscht wird, kann die Konfiguration an die Steuerung gesendet werden, um das Werkzeug hinzuzufügen, bevor die Einrichtung der Hardware-Layout-Konfiguration fortgesetzt wird.
Die Werkzeuge können nur zu einer Steuerung hinzugefügt werden, mit der noch kein Werkzeug verbunden ist.
Werkzeugfamilie | Unterstützte Werkzeuge |
Tensor STR | ETV, ETD, ETP |
Tensor ST | ETV, ETD, ETP |
Tensor SL | ETV, ETD, ETP, ETF |
Tensor SR | ETV, ETD, ETP |
QST | Alle (außer Doppel-Messwertgeber - CTT, CTA, CTTA, CTTA) |
StepSync CAN-Zubehör
Das folgende CAN-Zubehör wird durch das Power Focus 6000 StepSync-System unterstützt:
Interne E/A
E/A-Erweiterung
Bedienpult
Stapelleuchte
Indicator Box
Dieses Zubehör kann nur an Sync-Referenz angeschlossen werden. An Sync-Mitglieder kann kein Zubehör angeschlossen werden.
Arbeiten mit der Registerkarte Einstellungen
Produktgrundlagen-Tutorials
https://www.youtube.com/watch?v=-nkc9mmzoBo
In diesem Abschnitt
- Konfiguration des Netzwerks
- Konfiguration des Protokolls
- Konfiguration von IxB Connect
- Konfiguration der Voreinstellungen
- Konfiguration der PIN-Einstellungen
- Konfiguration der Werkzeugalarme
- Konfiguration der Drahtlos-Einstellungen
- Konfiguration von BCP/BCV-RE-Werkzeugen
- Konfiguration der Ereigniseinstellungen
- Konfiguration des Feldbus
- Konfiguration der Ergebnisse
- Konfiguration der erweiterten Protokollierung
- Zurücksetzen
Konfiguration des Netzwerks
Zugriff auf POWER FOCUS 6000 erfolgt entweder über die Atlas Copco Software ToolsTalk oder über einen Webbrowser im Ortsnetz (LAN). Außerdem ist ein Zugriff direkt über einen angeschlossenen PC möglich. Das System verwendet das IPv4-Protokoll.
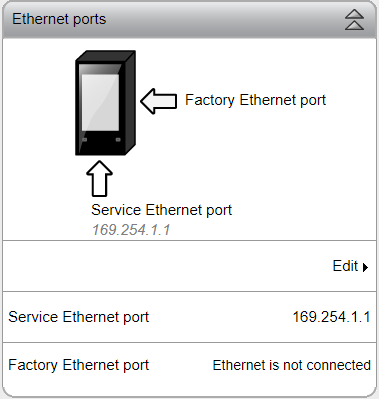
Um auf die Ethernet-Einstellungen zugreifen und diese ändern zu können, wählen Sie Bearbeiten.
Nur der werksseitige Ethernet-Anschluss lässt sich konfigurieren. Der Service Ethernet-Port hat eine designierte IP-Adresse 169.254.1.1, die nicht mit dem Netzwerk verbunden werden darf.
In diesem Abschnitt
Zugriff auf die Steuerung über LAN
Wählen Sie das Menü Einstellungen und klicken Sie auf Bearbeiten, um auf das Fenster des Ports für das werksseitige Ethernet-Netzwerk zugreifen zu können. Dort können Sie die Ethernet-Einstellungen ändern.
Schließen Sie das Netzwerkkabel an den werksseitigen Ethernet-Anschluss an und geben Sie entweder manuell die erforderlichen Informationen ein oder verwenden Sie die vom DHCP-Server bereitgestellten Informationen (falls verfügbar). Erforderliche Angaben sind:
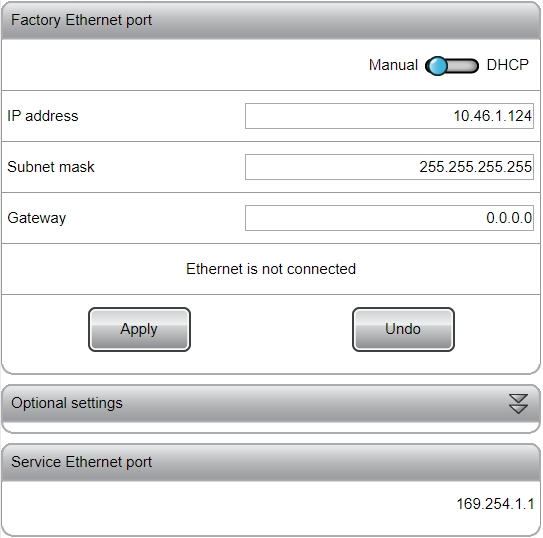
IP-Adresse
Subnetzmaske
Gateway
Diese Informationen werden vom örtlichen Systemadministrator bereitgestellt.
Bei Verwendung der manuellen Option stehen optionale Einstellungen für die Verwendung der DNS-Server zur Verfügung.
Zugriff auf die Steuerung über eine Web-GUI
Verbinden Sie den PC mit einem direkten Ethernet-Kabel (RJ45) mit dem Service Ethernet-Port. Rufen Sie die Steuerung mithilfe der IP-Adresse über einen Webbrowser auf.
Konfiguration der Firewall
Die Steuerung kann für die Verwendung einer Firewall konfiguriert werden. Die Firewall basiert auf dem Prinzip von vertrauenswürdigen Hosts und lässt nur eingehende Verbindungen über aktivierte Ports oder zugelassene Adressen zu.
Standardmäßig ist die Firewall deaktiviert.
Die Firewall findet nur bei eingehenden Verbindungen am werkseitigen Ethernet-Anschluss Anwendung.
Aktivierung und Konfiguration der Firewall
Wählen Sie auf der Startseite Einstellungen aus.
Wählen Sie im linken Fenster Netzwerk aus.
Scrollen Sie im rechten Fenster bis zu Firewall herunter.
Wählen Sie Bearbeiten aus und stellen Sie die Firewall auf Ein. Die Port-Filterung (Layer-4-Firewall) und alle ihre vordefinierten Filter sind standardmäßig aktiviert.
Konfigurieren Sie die Einstellungen für die verschiedenen Firewall-Schichten, indem Sie die Dienste auf Ein/Aus setzen oder manuell Adressen eingeben.
Port-Filterung (Layer-4-Firewall): Zum Öffnen und Festlegen von durch die Firewall erreichbaren Diensten.
IP-Filterung (Layer-3-Firewall): Zum Festlegen eines vertrauenswürdigen Hosts nach IP-Adresse im Netzwerk, der auf alle Dienste zugreifen kann.
MAC-Filterung (Layer-2-Firewall): Zum Festlegen eines vertrauenswürdigen Hosts nach MAC-Adresse.
Wenn keine Firewall-Schicht aktiviert ist, werden alle eingehenden Verbindungen zugelassen.
Port-Filterung (Layer-4-Firewall)
Wenn die Port-Filterung (Layer-4-Firewall) auf EIN gesetzt ist, filtert die Firewall Pakete auf Grundlage des Zielports. An einen offenen Port gesendete Pakete werden sofort akzeptiert. Nicht passende Pakete werden ebenso durch die anderen Firewall-Typen, also IP-Filterung und MAC-Filterung, verarbeitet, bevor sie angenommen oder abgewiesen werden.
Wenn die Port-Filterung (Layer-4-Firewall) auf AUS gesetzt ist, ist die Port-Filterung deaktiviert und alle anderen Optionen werden ausgeblendet.
Vordefinierte Dienste haben ihre eigenen Aktivierungsschalter:
Ports für Web öffnen (TCP 80, TCP 8080)
Ports für SSH und SFTP öffnen (TCP 22)
Ports für Drahtloswerkzeuge öffnen (UDP 6677, TCP 6678)
Ports für Zubehör öffnen (TCP 25000)
Zusätzliche TCP-Ports
Zusätzliche UDP-Ports
Vordefinierte Dienste | Beschreibung |
|---|---|
Offene Ports für IxB Connect (standardmäßig 62000, konfigurierbar) | Für die Verbindung von IxB Connect-Werkzeugen mit der Steuerung über das Fabriknetz benötigter Port. IxB Connect erfordert einen konfigurierten „Basis-Port“ + 1 Port pro angeschlossenem Werkzeug. 3 Werkzeuge => 62000 - 62003. |
Ports für Web öffnen (TCP 80, TCP 8080) | Erforderliche Ports für Webdienste, sodass über das Fabriknetzwerk auf die Steuerung zugegriffen werden kann. Wenn die Einstellung Ports für Web öffnen (TCP 80, TCP 8080) auf Aus geschaltet wird, dann wird eine Warnmeldung erzeugt, die darauf hinweist, dass die Verbindung mit der Web-HMI verloren gehen kann. |
Ports für SSH und SFTP öffnen (TCP 22) | Erforderlicher Port für SSH- und SFTP-Funktionalität am werkseitigen Ethernet-Anschluss. |
Ports für Drahtloswerkzeuge öffnen (UDP 6677, TCP 6678) | Erforderliche Ports, damit sich Drahtloswerkzeuge über das Fabriknetzwerk mit der Steuerung verbinden können. |
Ports für Zubehör öffnen (TCP 25000) | Erforderliche Ports, damit Zubehör über das Fabriknetzwerk mit der Steuerung kommunizieren kann. Dies gilt für Stecknuss-Selektor 6. |
Zusätzliche TCP-Ports öffnen | Es sind durch Komma getrennte Ports und Port-Bereiche mit einem Bindestrich (-) zulässig. Beispiel: Bei der Eingabe von 1,2,3,4-10 werden alle Ports zwischen 1 und 10 geöffnet. Bei ungültigen Port-Eingaben wird unmittelbar eine Popup-Warnmeldung angezeigt. Ports werden nach Auswahl der Schaltfläche Übernehmen automatisch sortiert. |
Zusätzliche UDP-Ports öffnen |
Fügen Sie zur Verwendung von Open Protocol die Portnummern manuell im Eingabefeld Zusätzliche TCP-Ports öffnen hinzu. Zum Beispiel: 4545,4546,4547 (abhängig von den unter Virtuelle Station > Virtuelle Station 1 > Protokolle > Open Protocol > Server-Port konfigurierten Ports).
Fügen Sie zur Verwendung eines NTP-Servers den Port 123 manuell im Eingabefeld Zusätzliche UDP-Ports öffnen hinzu.
Es können mehrere Ports eingetragen werden, indem diese durch ein Komma getrennt werden. Port-Bereiche können mit einem Bindestrich hinzugefügt werden.
IP-Filterung (Firewall Schicht 3)
Um vertrauenswürdige Hosts oder Netzwerke für die IP-Filterung (Layer-3-Firewall) festzulegen, tragen Sie deren IP-Adressen in das Eingabefeld IP-Whitelist ein. Um auf das Eingabefeld zuzugreifen, stellen Sie den Schalter auf Ein. Zulässige Einträge sind Listen von IP- oder Netzwerkadressen als IP-Tabellen, d. h. Host-IP-Adressen oder Netzwerk-IP-Adressen. Die Netzwerkmaske kann als Maskenlänge (z. B. /24) oder als Netzwerk-IP-Adresse (z. B. /255.255.255.0) eingegeben werden. Pakete von einer zugelassenen IP-Adresse werden unmittelbar zugelassen. Andere Pakete werden durch die anderen Firewall-Schichten (Port-Filterung und MAC-Filterung) gefiltert.
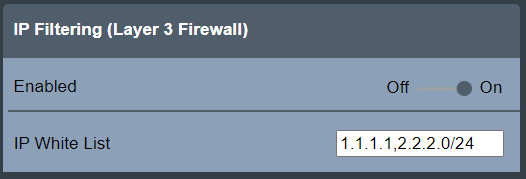
Aufgrund von Sicherheitsaspekten ist die Eingabe von Hostnamen oder Netzwerknamen unzulässig.
Beachten Sie, dass Prozesse wie NAT (Netzwerkadressenübersetzungs) die Quell-IP-Adressen ändern könnten. Wenden Sie sich an Ihren lokalen Netzwerkadministrator, wenn ein Host basierend auf der Quell-IP-Adresse zugelassen werden soll.
MAC-Filterung (Firewall Schicht 2)
Die MAC-Filterung (Firewall Schicht 2) ermöglicht es, vertrauenswürdige Hosts oder Netzwerke durch Eingabe ihrer MAC-Adressen in das Eingabefeld MAC-Zulassungsliste festzulegen. Um auf das Eingabefeld zuzugreifen, stellen Sie den Schalter auf Ein. Zulässige Einträge sind durch Komma getrennte Listen von MAC-Adressen. Pakete von einer zugelassenen MAC-Adresse werden unmittelbar zugelassen. Andere Pakete werden durch die anderen Firewall-Schichten (Port-Filterung und IP-Filterung) gefiltert.
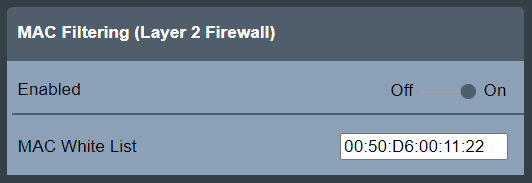
Bei ungültigen Eingaben wird unmittelbar eine Popup-Warnmeldung angezeigt.
Beachten Sie, dass Routing die Quell-MAC-Adressen ändern könnte. Wenden Sie sich an Ihren lokalen Netzwerkadministrator, wenn ein Host basierend auf der Quell-MAC-Adresse zugelassen werden soll.
Paketzähler
Um die Firewall-Statistiken für jede Firewall-Schicht anzuzeigen, wählen Sie Einstellungen > Netzwerk > Firewall - Paketzähler.
Der Bereich Update enthält folgende Schaltflächen:
Aktualisieren: aktualisiert die angezeigten Paketzähler.
Zurücksetzen: setzt die Paketzähler auf Null zurück.
Beide Schaltflächen verfügen über einen Schalter, der sich nach dem Ausführen der Aktion automatisch in seine ursprüngliche Stellung zurücksetzt.
Der Bereich Zähler - Akzeptierte Paketezeigt die Zähler für jeden Firewall-Typ und für abgewiesene Pakete.
Port-Filterung: zeigt den Paketzähler für Pakete, die durch den Firewall-Typ Port-Filterung akzeptiert wurden.
IP-Filterung: zeigt den Paketzähler für Pakete, die durch den Firewall-Typ IP-Filterung akzeptiert wurden.
MAC-Filterung: zeigt den Paketzähler für Pakete, die durch den Firewall-Typ MAC-Filterung akzeptiert wurden.
Abgewiesen: zeigt den Paketzähler für abgewiesene Pakete.
Die durch die Port-, IP- und MAC-Filterungsregeln akzeptierten und folglich gezählten Pakete beinhalten nur die anfänglichen Pakete, die eine Verbindung herstellen.
Die abgewiesenen Pakete werden alle gezählt und angezeigt.
Firewall-Status
Der Status der allgemeinen Firewall-Funktion und deren Firewall-Schichten wird in der Firewall-Hauptansicht direkt unter Einstellungen > Netzwerk angezeigt.
Status | Beschreibung |
|---|---|
i.O. | Die Firewall ist aktiviert und die Firewall-Konfiguration wird angewendet. |
Deaktiviert | Die Firewall ist deaktiviert und die Firewall-Konfiguration wird nicht angewendet. |
Konfigurationsfehler | Die Firewall ist aktiviert, aber die Firewall-Konfiguration wird aufgrund eines internen Fehlers nicht angewendet. Aus Sicherheitsgründen wird die „Bei Fehler offen“-Regel angewandt, d. h. alle Verbindungen werden durch die Firewall durchgelassen. |
Wenn der Status der allgemeinen Firewall OK ist, dann wird der Status (Aktiviert / Deaktiviert) für die jeweiligen Firewall-Schichten ebenfalls angezeigt.
Konfiguration des Protokolls
Zugriff auf POWER FOCUS 6000 erfolgt entweder über die Atlas Copco Software ToolsTalk oder über einen Webbrowser im Ortsnetz (LAN). ToolsTalk wird zur Konfiguration einer oder mehrerer Steuerungen verwendet, und ToolsNet zur Ergebnisprotokollierung.

In diesem Abschnitt
Konfiguration der ToolsTalk-Verbindung
Um eine Steuerung mit ToolsTalk zu verbinden, müssen Sie die ToolsTalk Protokolleinstellungen in der Steuerung konfigurieren und aktivieren.
Wählen Sie im Startbildschirm die Registerkarte Einstellungen. Wählen Sie dann links Serververbindungen.
Legen Sie im Fenster ToolsTalk die folgenden Parameter fest:
Feld
Beschreibung
Ein/Aus
Aktivierung/Deaktivierung des Datenaustauschs mit dem ToolsTalk Server
Server-Port
ToolsTalk Server-Port
Server-Host
IP-Adresse ToolsTalk Server
Wählen Sie Übernehmen.
Anzeigen des ToolsTalk-Verbindungsstatus: Wählen Sie das Symbol Ergebnisse und öffnen Sie die Ansicht Live-Ergebnisse. Wählen Sie dann die Schaltfläche  . Wählen Sie im angezeigten Dialogfeld die Registerkarte Serververbindungen.
. Wählen Sie im angezeigten Dialogfeld die Registerkarte Serververbindungen.
Weitere Informationen zur Konfiguration von ToolsTalk finden Sie im ToolsTalk 2-Benutzerhandbuch.
Relevante Informationen
Konfiguration der ToolsNet-Verbindung
Um eine Steuerung mit ToolsNet zu verbinden und Verschraubungsergebnisse zu erfassen, müssen Sie die ToolsNet-Protokolleinstellungen an der Steuerung konfigurieren und aktivieren.
Wählen Sie im Startbildschirm die Registerkarte Einstellungen. Wählen Sie dann links Serververbindungen.
Legen Sie im Fenster ToolsNet die folgenden Parameter fest:
Feld
Beschreibung
Ein/Aus
Aktivierung/Deaktivierung des Datenaustauschs mit dem ToolsNet Server
Server-Port
ToolsNet Server-Port
Server-Host
IP-Adresse ToolsNet Server
Wählen Sie Übernehmen.
Anzeigen des ToolsNet-Verbindungsstatus: Wählen Sie das Symbol Ergebnisse und öffnen Sie die Ansicht Live-Ergebnisse. Wählen Sie dann die Schaltfläche . Wählen Sie im angezeigten Dialogfeld die Registerkarte Serververbindungen.
Weitere Informationen zur Konfiguration von ToolsNet finden Sie im ToolsNet 8-Benutzerhandbuch.
Relevante Informationen
Konfiguration eines Lizenzmanagers
Die Verbindung des Atlas Copco Lizenzmanagers mit einer Steuerung und die Aktivierung von Protokolleinstellungen an der Steuerung erfolgen über die Registerkarte Serververbindungen im Menü Einstellungen.
Feld | Beschreibung |
|---|---|
Ein/Aus | Aktivierung/Deaktivierung der Kommunikation mit dem Atlas Copco Lizenzmanager |
Server-Host | Server-IP-Adresse des Atlas Copco Lizenzmanagers |
Server-Port | Serverport des Atlas Copco Lizenzmanagers |
Konfigurieren der Remote-Protokollierungsverbindung
Um eine Steuerung mit einem Remote-Protokollierungsserver zu verbinden, müssen Sie die Remote-Protokollierungseinstellungen in der Steuerung konfigurieren und aktivieren.
Rufen Sie in der Startansicht die Registerkarte Einstellungen auf und wählen Sie auf der linken Seite Serververbindungen aus.
Konfigurieren Sie im Fenster Remote-Protokollierung die folgenden Parameter:
Feld | Beschreibung |
|---|---|
Ein/Aus | Aktivierung/Deaktivierung des Datenaustauschs mit dem Remote-Protokollierungsserver |
TCP/UDP | Auswahl des TCP- oder UDP-Protokolls |
Server-Host | IP-Adresse des Remote-Protokollierungsservers |
Server-Port | Port des Remote-Protokollierungsservers |
Konfiguration von Protokollebenen
Die auf dem Remote-Protokollierungsserver gespeicherten Protokolle werden folgendermaßen konfiguriert:
Rufen Sie in der Startansicht die Registerkarte Einstellungen auf und wählen Sie auf der linken Seite Serververbindungen aus.
Wählen Sie im Remote-Protokollierung-Fenster Konfigurieren aus.
Wählen Sie im Fenster Funktionen konfigurieren die entsprechenden Kontrollkästchen aus.
Kategorie
SysLog-Klassifizierung
Fehler
Warnung, Kritisch, Notfall, Fehler
Warnung
Warnung
Info
Informativ, Hinweis
Um die Auswahl auf die vorherige Konfiguration zurückzusetzen, wählen Sie RÜCKGÄNGIG.
Wählen Sie Übernehmen.
Konfiguration von IxB Connect
Rufen Sie auf der Startseite die Registerkarte Einstellungen auf und wählen Sie IxB Connect aus.
Richten Sie einen Kommunikations-Port für das IxB-Werkzeug ein oder verwenden Sie die Standard-Portnummer 62000.
Konfiguration der Voreinstellungen
Der Menüpunkt Benutzervorgaben enthält allgemeine Einstellungen wie Datum und Uhrzeit, Sprache, Drehmomenteinheit und Startbildschirm.
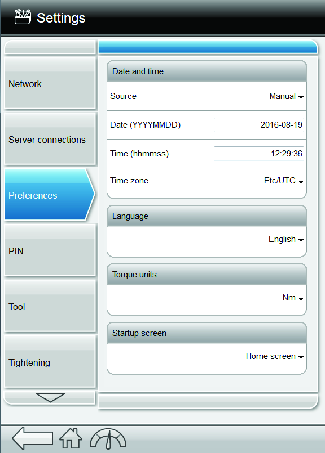
In diesem Abschnitt
Konfiguration von Datum und Uhrzeit
Datum und Uhrzeit müssen eingestellt werden, damit für Ereignisse und Ergebnisse der korrekte Zeitstempel verwendet wird.

Die Zeit wird von einer der drei verfügbaren Quellen eingelesen:
Manuell
NTP
ToolsNet
Wenn als Quelle Manuell eingestellt ist, werden Datum, Uhrzeit und Zeitzone manuell eingestellt.
Wenn als Quelle NTP eingestellt ist, werden Datum und Uhrzeit von dem in der graphischen Benutzerschnittstelle definierten NTP-Server eingelesen.
Wenn als Quelle ToolsNet eingestellt ist, werden Datum und Uhrzeit vom ToolsNet-Server eingelesen.
Feld | Beschreibung |
|---|---|
Quelle | Quelle zum Abrufen der Uhrzeit. |
Datum | Das Datum wird manuell eingegeben, wenn die Quelle auf „manuell“ eingestellt ist. |
Zeit | Die Uhrzeit wird manuell eingegeben, wenn die Quelle auf „manuell“ eingestellt ist. |
Zeitzone | Die Zeitzone – entweder der Standort oder eine Standardzeitzone wie beispielsweise UTC (koordinierte Weltzeit) |
NTP-Server | IP-Adresse eines NTP-Servers, der Datum und Uhrzeit für die Steuerung bereitstellt. |
Konfiguration der angezeigten Steuerungssprache
Die Steuerungs-GUI wurde in zwölf Sprachen übersetzt. So ändern Sie die für die GUI verwendete Sprache:
Tippen oder klicken Sie auf den Pfeil neben der gegenwärtig verwendeten Sprache.
Wählen Sie eine Sprache aus der Liste aus.
Die Sprachänderung wird sofort wirksam.
Sprache | Die in der Steuerung angezeigte Sprache |
|---|---|
Englisch | Englisch |
Tschechisch | Čeština |
Deutsch | Deutsch |
Spanisch | Español |
Französisch | Français |
Koreanisch | 한국어 |
Italienisch | Italiano |
Japanisch | 日本語 |
Portugiesisch | Português |
Russisch | Русский |
Schwedisch | Svenska |
Chinesisch | 中文 |
Konfiguration der angezeigten Drehmomenteinheit
Wählen Sie die für Drehmomentwerte und Ergebnisse zu verwendende Einheit aus. Drehmomentergebnisse werden in der ausgewählten Einheit sowohl nach Ausführung einer Verschraubung als auch bei der Speicherung in der Ergebnisliste angezeigt.
So ändern Sie die in der Steuerungs-GUI verwendete Drehmomenteinheit:
Tippen oder klicken Sie auf den Pfeil neben der gegenwärtig verwendeten Einheit.
Wählen Sie eine Einheit aus der Liste aus.
Eine Änderung der Drehmomenteinheit wird sofort umgesetzt.
Einheit | Beschreibung |
|---|---|
cNm | Zentinewtonmeter |
dNm | Dezinewtonmeter |
Nm | Newtonmeter |
kNm | Kilonewtonmeter |
in·lbf | Pfundkraft-Zoll |
ft·lbf | Pfundkraft-Fuß |
in·ozf | Unzekraft-Zoll |
ft·ozf | Unzekraft-Fuß |
gf·cm | Grammkraft-Zentimeter |
kgf·cm | Kilogrammkraft-Zentimeter |
kgf·m | Kilogrammkraft-Meter |
Konfiguration des Startbildschirms
Beim Starten der Steuerung wird als Standardbildschirm die Einstiegsseite eingeblendet. Als Startbildschirm kann auch der Ergebnisbildschirm ausgewählt werden.
Zur Übernahme der geänderten Startbildschirm-Einstellungen muss die Steuerung neu gestartet oder die Web-GUI aktualisiert werden.
Konfiguration der PIN-Einstellungen
Der PIN-Code verhindert einen nicht autorisierten Gebrauch der Steuerung oder versehentliche Änderungen.
Wenn aktiviert, ist für den Zugriff auf die Steuerung über die Steuerungs-GUI oder die Web-GUI ein PIN-Code erforderlich.
In diesem Abschnitt
PIN-Konfiguration
In der Steuerung können einer oder mehrere verschiedene PIN-Codes konfiguriert werden. Sie als Nutzer können entscheiden, ob keine, eine oder mehrere PIN-Konfigurationen gleichzeitig aktiviert werden sollen.
Jede PIN-Konfiguration besteht aus einem PIN-Code, einem Benutzernamen, einem Schalter zum Aktivieren oder Deaktivieren des Benutzers/der PIN und einer Liste von verfügbaren Konfigurationen, auf die der Benutzer zugreifen kann.
Wenn die PIN aktiviert und der Bildschirm gesperrt ist, wird in der oberen rechten Ecke der Benutzeroberfläche das Symbol eines geschlossenen Schlosses angezeigt. Der Benutzer kann ohne Eingabe des PIN-Codes nur auf die ausgewählte(n) Konfiguration(en) zugreifen und diese ändern, die nicht ausgewählten Konfigurationen kann er lediglich im schreibgeschützten Modus anzeigen. Die nicht ausgewählten Konfigurationen sind ausgegraut oder deaktiviert.
Die Bildschirmsperre wird nach einer vom Benutzer konfigurierbaren Inaktivitätszeit automatisch aktiviert.
Der Einstellwert für die Inaktivitätszeit liegt zwischen 20 und 600 Sekunden. Die Inaktivitätszeit ist konfigurierbar und gilt für alle PIN-Konfigurationen.
Wenn die PIN aktiviert ist, wird die Steuerung, unabhängig von der eingestellten Inaktivitätszeit, bei einem Systemstart gesperrt.
Die konfigurierten Benutzer und PIN gelten auch für den Wartungsanschluss (169.254.1.1).
Aktivieren des PIN-Schutzes am Wartungsanschluss: Setzen Sie im Fenster PIN die Option PIN für Wartungsanschluss verwenden auf Ein.
In jeder Steuerung können bis zu 10 Benutzer konfiguriert werden.
Die PIN jeder Konfiguration muss eindeutig sein. Zum Aktivieren der PIN-Funktionen in der Steuerung ist mindestens eine Konfiguration erforderlich.
Die PIN kann über die integrierte GUI der Steuerung, über eine Web-GUI oder über Tools Talk 2 konfiguriert werden.
Hinzufügen neuer Benutzer
Wählen Sie im Startbildschirm die Registerkarte Einstellungen. Wählen Sie dann links PIN.
Wählen Sie im PIN-Fenster Konfigurieren aus.
Wählen Sie das Plus-Symbol in der oberen rechten Ecke der Benutzeroberfläche aus.
Das Fenster PIN-Benutzer zeigt den neuen Benutzer. Wenn keine Benutzer in der Steuerung gespeichert sind, dann ist der neue Benutzer der erste und einzige Benutzer in der Liste; wenn in der Steuerung bereits andere Benutzer gespeichert sind, dann ist der neue Benutzer der letzte Benutzer in der Liste.Wählen Sie den neuen Benutzer aus.
Daraufhin wird das Fenster Benutzer eingeblendet.
Geben Sie den Namen und die PIN des neuen Benutzers ein und bestätigen Sie die PIN.Der Benutzername muss eindeutig sein.
Der Text im Textfeld Name muss 1 bis 32 Zeichen lang sein.Der PIN-Code muss 4 Stellen lang sein (Zahlen 1 bis 9).
Das Feld PIN eingeben und das Feld PIN bestätigen müssen übereinstimmen, damit die Änderungen übernommen werden. Standardmäßig werden in beiden Textfeldern Punkte angezeigt. Hierbei handelt es sich jedoch lediglich um Platzhalter, die durch die tatsächlichen PIN-Codes ersetzt werden müssen.Wählen Sie Berechtigungen aus. Die Liste der verfügbaren Konfigurationen wird angezeigt.
Wählen Sie das Kontrollkästchen links der gewünschten Konfiguration(en) aus, auf welche der Benutzer Zugriff erhält und an der/denen er Änderungen vornehmen kann.
Wählen Sie nach der Auswahl der gewünschten Konfiguration(en) OK aus.
Daraufhin wird das Fenster Benutzer eingeblendet.Alle auswählen wählt alle verfügbaren Konfigurationen gleichzeitig aus.
Wählen SieAlle abwählen, um die Kontrollkästchen zu deaktivieren und die Optionen abzuwählen.Der Benutzer kann nur auf die im Fenster Berechtigungen ausgewählte(n) Konfiguration(en) zugreifen und diese verändern. Die nicht ausgewählten Konfigurationen können nur im schreibgeschützten Modus angesehen werden. Für nicht ausgewählte Konfigurationen können keine Änderungen vorgenommen werden.
Wählen Sie im Benutzer-Fenster Übernehmen aus.
Aktivieren von Benutzern
Wählen Sie im Startbildschirm die Registerkarte Einstellungen. Wählen Sie dann links PIN.
Wählen Sie im PIN-Fenster Konfigurieren aus.
Markieren Sie im Fenster PIN-Benutzer das Kontrollkästchen links neben dem Benutzernamen, der aktiviert werden soll.
Die PIN kann auch aktiviert werden, indem Sie auf den Benutzernamen klicken und den Schalter Aktiviert auf Ein setzen (im Fenster Benutzer).
Aktivieren der PIN-Konfiguration
Wählen Sie im Startbildschirm die Registerkarte Einstellungen. Wählen Sie dann links PIN.
Wählen Sie im PIN-Fenster Konfigurieren aus.
Setzen Sie im Fenster PIN-Aktivierung den Schalter PIN-Code auf Ein.
Die PIN kann nur aktiviert werden, wenn mindestens ein Benutzer/eine PIN freigegeben ist. Wenn kein Benutzer/keine PIN freigegeben ist, wird eine Warnung angezeigt.
Geben Sie das Inaktivitätszeitlimit (in Sekunden) ein, nach dem der Bildschirm automatisch gesperrt werden soll.
Der Standardwert für das Inaktivitätszeitlimit beträgt 120 Sekunden. Dies ist eine globale Einstellung, die nicht für jeden Benutzer einzeln festgelegt werden kann.
Entsperren der Steuerungs-GUI oder der Web-GUI
Wählen Sie im Startbildschirm das Schloss-Symbol oben rechts aus. Ein Popup-Fenster mit einem Ziffernblock wird angezeigt.
Geben Sie den konfigurierten PIN-Code ein und wählen Sie OK.
Wenn die PIN aktiviert ist und der Bildschirm entsperrt wurde, wird in der oberen rechten Ecke der Benutzeroberfläche ein offenes Schloss-Symbol angezeigt. Die Steuerungs-GUI oder Web-GUI kann durch Auswahl des offenen Schloss-Symbols erneut manuell gesperrt werden.
Deaktivieren von Benutzern
Wählen Sie im Startbildschirm die Registerkarte Einstellungen. Wählen Sie dann links PIN.
Wählen Sie im PIN-Fenster Konfigurieren aus.
Deaktivieren Sie im Fenster PIN-Benutzer das Kontrollkästchen links neben dem Benutzernamen, der deaktiviert werden soll.
Die PIN kann auch deaktiviert werden, indem Sie auf den Benutzernamen klicken und den Schalter Aktiviert auf Aus setzen (im Fenster Benutzer).
Löschen von Benutzern
Wählen Sie im Startbildschirm die Registerkarte Einstellungen. Wählen Sie dann links PIN.
Wählen Sie im PIN-Fenster Konfigurieren aus.
Wählen Sie im Fenster PIN-Benutzer das Symbol Löschen rechts neben dem Benutzernamen, der gelöscht werden soll.
Wenn der Benutzer entfernt wird, wird ebenso die PIN gelöscht. Über die gelöschte PIN kann dann auf keinerlei Konfigurationen zugegriffen werden.
Konfiguration der Werkzeugalarme
Alarme sind eingestellt, um zu kontrollieren, wann die mit dem Controller verbundenen Werkzeuge gewartet oder kalibriert werden müssen.
Das Werkzeugwartungsintervall und andere Informationen finden Sie im Menü Werkzeug in der Werkzeugansicht.
Feld | Beschreibung |
|---|---|
Wartungsindikator-Alarm | Aktiviert einen Alarm für den Zeitpunkt, an dem das Wartungsintervall für das Werkzeug erreicht wird. |
Werkzeugsperrung nach Alarm | Das Werkzeug wird beim Erreichen des Wartungsintervalls gesperrt. |
Kalibrieralarm | Aktiviert den Werkzeugkalibrierungsalarm für alle mit dem Controller verbundenen Werkzeuge. |
Konfiguration der Drahtlos-Einstellungen
Die Drahtlos-Einstellungen im Controller aktivieren die Verwendung von WLAN und Bluetooth.
Wählen Sie im Menü Einstellungen die Registerkarte Drahtlos.
Setzen Sie Aktiviert auf ein, abhängig von Ihrem Werkzeug (mit WLAN ausgestattete Werkzeuge sind mit IRC-W gekennzeichnet, mit Bluetooth ausgestattete Werkzeuge dagegen mit IRC-B).
Konfiguration von BCP/BCV-RE-Werkzeugen
Das Verbindungsverfahren für BCV- und BCP-Werkzeuge unterscheidet sich geringfügig von dem anderer Werkzeugtypen.
Wählen Sie im Startbildschirm die Registerkarte Einstellungen. Wählen Sie dann BCP/BCV-RE Verbindungen.
Klicken Sie auf das Plus (+)-Symbol oben rechts, um eine neue BCP/BCV-RE-Verbindungskonfiguration hinzuzufügen.
Schalten Sie die Konfiguration ein und geben Sie einen Namen im Namensfeld ein.
Geben Sie den Server-Port und den Server-Host des Tools, das Sie verbinden möchten, in die entsprechenden Felder ein. Diese beiden Informationen finden Sie in der Loader-Software des Werkzeugs.
Das Werkzeug sollte jetzt mit dem Controller verbunden sein. Weisen Sie das Werkzeug einer virtuellen Station zu, um es mit einem Verschraubungsprogramm verwenden zu können.
Konfiguration der Ereigniseinstellungen
Es ist möglich, die im Controller verfügbaren Aktionen als folgende Eigenschaften zu konfigurieren:
Bestätigt
Aufgezeichnet
Angezeigt
Konfiguration des Feldbus
Der Abschnitt Feldbus besteht aus Informationen über den verwendeten Feldbustyp. Dieser Teil hängt von der Hardware ab und kann nur gelesen werden. Der Abschnitt Konfiguration mit den allgemeinen Einstellungen für den verwendeten Feldbus kann bearbeitet werden.
Die Feldbusabbildung und die Zuweisung der Feldbusabbildungen zu den virtuellen Stationen wird mithilfe von ToolsTalk ausgeführt. Weitere Informationen finden Sie im Konfigurationshandbuch für ToolsTalk.
In diesem Abschnitt
Erstellen einer allgemeinen Feldbuskonfiguration
Wenn ein neues Feldbus-Modul im Controller installiert wird, können die allgemeinen Feldbuskonfigurationseinstellungen direkt über die GUI vorgenommen werden, ohne dass ToolsTalk 2 verwendet werden muss.
Für Konfigurationen, die sich auf den Feldbusrahmen beziehen und eine Feldbuskonfiguration mit einer virtuellen Station verbinden, wird ToolsTalk 2 weiterhin benötigt.
Gehen Sie zum Menü Einstellungen und klicken Sie auf Feldbus.
Wählen Sie die Create Config-Schaltfläche.
Wenn kein Feldbus-Modul installiert ist, ist diese Schaltfläche nicht sichtbar.
Die folgenden Parameter konfigurieren:
Durch Netzwerk eingestellt: EIN/AUS
Handshake für Lesen der Ergebnisse: EIN/AUS
Werkzeug verriegeln, wenn Feldbus offline: EIN/AUS
Sync auf Aufgabe ausgewählt: EIN/AUS
AUS - In der virtuellen Station vorgenommene Aufgabenänderungen werden ignoriert.
JA - In der virtuellen Station vorgenommene Auftragsänderungen werden mit dem Feldbus-Modul synchronisiert.
Je nach installiertem Modultyp geben Sie die Feldbus-kommunikationsspezifischen Einstellungen ein:
IP-Adresse
Subnetzmaske
Gateway
Eine neue Konfiguration wird erstellt.
Wenn auf dem Controller bereits eine Feldbus-Konfiguration vorhanden ist, muss diese vor der Erstellung einer neuen Konfiguration entfernt werden. Wenn die Konfiguration entfernt wurde, gibt es anstelle der Schaltfläche Entfernen eine Schaltfläche Create Config.
Konfiguration der Ergebnisse
Im Menü Ergebnisse können die Bezeichnungsnamen für die in der Ergebnisliste aufgeführten Ergebnisse konfiguriert werden.
Ergebnisstatusbezeichnungen ändern
Wählen Sie Einstellungen und anschließend Ergebnisse und klicken Sie dann auf Benutzerdefinierter detaillierter Status.
Machen Sie die Statusbezeichnung, die Sie ändern möchten, ausfindig.
Geben Sie im entsprechenden Feld unter Neue Statusbezeichnung rechts die neue Bezeichnung ein.
Konfiguration der erweiterten Protokollierung
Die POWER FOCUS 6000 erstellt automatisch Protokolle und speichert diese. Diese Protokolle können so konfiguriert werden, dass sie eine erweiterte Protokollierung mit Protokollgruppen umfassen.
In diesem Abschnitt
Konfigurieren der Protokollgruppen
Die Standardeinstellung für eine Protokollgruppe ist ‚Aus‘. Die Einstellung einer Protokollgruppe wird folgendermaßen zu ‚Ein‘ geändert:
Rufen Sie in der Startansicht die Registerkarte Einstellungen auf und wählen Sie auf der linken Seite Erweiterte Protokollierung aus.
Setzen Sie im Fenster Protokollgruppen die Gruppe auf EIN.
Zurücksetzen der Protokollgruppen
Alle Protokollgruppen können auf ihre Standardeinstellungen zurückgesetzt werden.
Rufen Sie in der Startansicht die Registerkarte Einstellungen auf und wählen Sie auf der linken Seite Erweiterte Protokollierung aus.
Wählen Sie im Fenster Protokollgruppen zurücksetzen die Option Zurücksetzen.
Es wird ein Pop-up-Fenster angezeigt, in dem Sie gefragt werden, ob Sie alle Protokollgruppen zurücksetzen möchten. Wählen Sie YES.
Dauerhafte Protokollgruppen
Die Protokollgruppen werden bei jedem Neustart auf ihre Standardeinstellungen zurückgesetzt. Verwenden Sie dauerhafte Protokollgruppen, um das Zurücksetzen zu verhindern.
Rufen Sie in der Startansicht die Registerkarte Einstellungen auf und wählen Sie auf der linken Seite Erweiterte Protokollierung aus.
Setzen Sie im Fenster Auswahl nach Neustart beibehalten die Option Dauerhaft auf EIN.
Zurücksetzen
Zurücksetzung der Steuerung auf Werkseinstellungen
Die Steuerung kann auf ihre ursprünglichen Werkseinstellungen zurückgesetzt werden.
Alle Einstellungen, Ereignisse, Konfigurationen und Verlaufsdaten werden beim Zurücksetzen der Steuerung gelöscht. Nehmen Sie nur dann eine Zurücksetzung auf die Werkseinstellungen vor, wenn Sie vollkommen sicher sind, dass dies erforderlich ist.
Zurücksetzen auf die Werkseinstellungen
Wählen Sie im Startbildschirm die Registerkarte Einstellungen. Wählen Sie dann links Zurücksetzen.
Wählen Sie im Fenster Steuerung auf Werkseinstellungen zurücksetzen die Option Zurücksetzen.
Es wird ein Popup-Fenster angezeigt, das davor warnt, dass alle Daten gelöscht werden. Wählen Sie dann Ja.
Die Steuerung wird neu gestartet, um die neuen Einstellungen zu aktivieren.
Ergebnisse löschen
Es ist möglich, auf der Steuerung gespeicherte Ergebnisse und Ereignisse zu löschen.
Löschen von Ergebnissen und Ereignissen
Wählen Sie im Startbildschirm die Registerkarte Einstellungen. Wählen Sie dann links Zurücksetzen.
Wählen Sie im Fenster Ergebnisse löschen die Option Löschen.
Es wird ein Popup-Fenster angezeigt, das davor warnt, dass alle Ergebnisse und Ereignisse gelöscht werden. Wählen Sie dann Ja.
Schalten Sie die Steuerung aus und warten Sie 30 Sekunden lang, bevor Sie sie wieder einschalten.
Bedienung
In diesem Abschnitt finden Sie Schritt-für-Schritt-Anleitungen zur Bedienung des Produkts.
Fernstart und Notaus
Fernstartkonfiguration
Ein Anzugsverfahren kann sowohl in Einzel- als auch Mehrfachcontroller-Konfigurationen von einem Zubehörsystem ortsfern gestartet werden. Der Schalter zur Aktivierung des entfernten Starts befindet sich auf dem Anschlussfeld hinter der vorderen Zugangstür des Controllers.
Aus Sicherheitsgründen muss bei Verwendung des Fernstarts immer eine Not-Aus-Lösung eingerichtet sein. Weitere Informationen zum Not-Aus finden Sie unter Not-Aus (Nothalt) in der Produktanleitung für das POWER FOCUS 6000.
Bei Verwendung eines Werkzeugs mit Sicherheitsgriff (wie beispielsweise einem Sicherheitsauslöser oder Sicherheitsstarter) muss der Fernstart deaktiviert werden, indem der Schalter auf Aus gestellt wird. Damit soll sichergestellt werden, dass die Sicherheitseinrichtung im Werkzeug nicht umgangen werden kann.
Relevante Informationen
Not-Aus
Die zum Trennen der Stromversorgung verwendete Vorrichtung kann als Not-Aus dienen, wenn sie für den Bediener leicht zugänglich ist und von der Art her EN 60204-1:2006, 5.3.2 a), b), c) oder d) entspricht. Bei einer für einen solchen Zweck vorgesehenen Verwendung muss die zum Trennen der Stromversorgung verwendete Vorrichtung rot sein und einen gelben Hintergrund haben. (Siehe EN 60204-1:2006, 10.7.5.)
Der POWER FOCUS 6000 bietet eine Infrastruktur zur Einrichtung einer Not-Aus-Funktion mit redundanter Unterbrechungsfunktion gemäß EN ISO 13849-1 Kategorie 3 PL d. Die Not-Aus-Funktion muss bei einem Fernstart verwendet werden.
Die Not-Aus-Funktion kann mit einer Vorrichtung zum Trennen der Stromversorgung (wie z. B. einem Not-Aus-Schalter) verwendet werden. Wenn der Not-Aus-Schalter aktiviert ist, unterbricht er die Spannungsversorgung der Steuerung.
Beim Start des Controllers wird automatisch eine Diagnose des Systems durchgeführt. Diese findet nach einem Notaus und beim normalen Start statt.
Die Not-Aus-Funktion wird entweder mit einer oder mit bis zu 10 Steuerungen in einer Notauskette verwendet. Bei der Konfiguration von mehreren Steuereinheiten wird das Not-Aus-Signal über eine E/A-Busschnittstelle von der ersten an alle zwischengeschalteten Steuerungen übertragen. Die letzte Steuerung in der Kette gibt ein Feedback-Signal zurück, um anzuzeigen, dass alle Steuerungen das Not-Aus-Signal erhalten haben. Das Ereignis Not-Aus wird angezeigt.
Für das Not-Aus ist ein 24-V-DC-Ausgang über die Not-Aus-Schnittstelle auf dem Anschlussfeld verfügbar.
In diesem Abschnitt
Verkabelung
Kabel des Notaus-Schalters
Einzelsteuerung/mehrere Steuerungen | Abmessungen | Maximale Länge |
|---|---|---|
Einzelgerät | Kabel: 0,7 mm2 | 400 Meter |
Mehrere | Kabel: 1,5 mm2 | 50 Meter |
E/A-Kabel
Für den Anschluss von mehreren Steuerungen mit E/A-Kabeln, die das Not-Aus-Signal übertragen, ist die maximale Länge entsprechend der folgenden Tabelle zu beachten:
AWG 22-Kabel | Maximale Gesamtlänge |
|---|---|
4 Steuerungen | 200 Meter |
5 Steuerungen | 140 Meter |
6 Steuerungen | 100 Meter |
8 Steuerungen | 70 Meter |
10 Steuerungen | 50 Meter |
Stiftkonfigurationen für den Not-Aus
Der Power Focus verfügt über eine externe Notaus-Schnittstelle und einen I/O-Bus auf dem Anschlussfeld hinter der vorderen Zugangstür.
Die PIN-Konfiguration unterscheidet sich je nachdem, ob es sich um eine Lösung mit einem oder mehreren Controllern handelt. Außerdem unterscheidet sich die PIN-Konfiguration weiterhin für einen einzelnen Controller je nachdem, ob der Controller mit einem Notaustaster ausgestattet ist oder nicht.
Die folgenden Abschnitte beschreiben die verfügbaren PINs auf dem Anschlussfeld und die Verwendung der verschiedenen PINs zum Verbinden eines Notaustasters.
In diesem Abschnitt
Einzelne Steuerung mit Notaus-Schalter
Anschluss: Phoenix, 6-polige Leisten, Abstand 3,5 mm
Verwenden Sie die folgenden PINs, um einen Notaustaster anzubringen: | ||
|---|---|---|
Pin | Verwendung |
|
1 | Nicht verwenden | 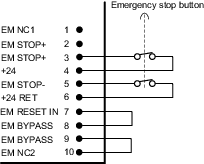 |
2 | Nicht verwenden | |
3 | Bringen Sie einen Notaustaster zwischen Pin 3 und Pin 4 an. | |
4 | Siehe Pin 3. | |
5 | Bringen Sie einen Notaustaster zwischen Pin 5 und Pin 6 an. | |
6 | Siehe Pin 5. | |
7 | Bringen Sie eine Brücke zwischen Pin 7 und Pin 8 an. | |
8 | Siehe Pin 7. | |
9 | Bringen Sie eine Brücke zwischen Pin 9 und Pin 10 an. | |
10 | Siehe Pin 9. | |
Einzelne Steuerung ohne Notaus-Schalter
Anschluss: Phoenix, 6-polige Leisten, Abstand 3,5 mm
Es gilt folgende PIN-Konfiguration: | ||
|---|---|---|
Pin | Verwendung |
|
1 | Nicht verwenden | 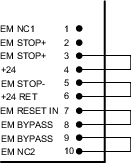 |
2 | Nicht verwenden | |
3 | Bringen Sie eine Brücke zwischen Pin 3 und Pin 4 an. | |
4 | Siehe Pin 3. | |
5 | Bringen Sie eine Brücke zwischen Pin 5 und Pin 6 an. | |
6 | Siehe Pin 5. | |
7 | Bringen Sie eine Brücke zwischen Pin 7 und Pin 8 an. | |
8 | Siehe Pin 7. | |
9 | Bringen Sie eine Brücke zwischen Pin 9 und Pin 10 an. | |
10 | Siehe Pin 9. | |
Mehrere Steuerungen mit Notaus-Schalter
Die PIN-Konfiguration variiert je nach Position der Steuerung innerhalb des Not-Aus-Kreises.
In diesem Abschnitt
Erste Steuerung mit angeschlossenem Notaus-Schalter
Anschluss für Notaus-Schalter: Phoenix, 6-polige Leisten, Abstand 3,5 mm
E/A-Kabelanschluss für den Not-Aus-Schalter: Molex Micro-Fit, 5-polig
Es gilt folgende Pin-Konfiguration: | ||
|---|---|---|
Pin | Verwendung |
|
1 | Nicht verwenden | 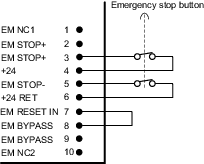 |
2 | Nicht verwenden | |
3 | Bringen Sie einen Notaustaster zwischen Pin 3 und Pin 4 an. | |
4 | Siehe Pin 3. | |
5 | Bringen Sie einen Notaustaster zwischen Pin 5 und Pin 6 an. | |
6 | Siehe Pin 5. | |
7 | Bringen Sie eine Brücke zwischen Pin 7 und Pin 8 an. | |
8 | Siehe Pin 7. | |
9 | Nicht verwenden | |
10 | Nicht verwenden | |
Steuerungen zwischen der ersten und der letzten
E/A-Kabelanschluss für den Not-Aus-Schalter: Molex Micro-Fit, 5-polig
Stecker entfernen oder folgende Pin-Konfiguration verwenden:
Pin | Verwendung |
|
|---|---|---|
1 | Nicht verwenden | 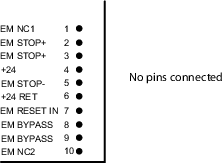 |
2 | Nicht verwenden | |
3 | Nicht verwenden | |
4 | Nicht verwenden | |
5 | Nicht verwenden | |
6 | Nicht verwenden | |
7 | Nicht verwenden | |
8 | Nicht verwenden | |
9 | Nicht verwenden | |
10 | Nicht verwenden |
Letzte Steuerung
E/A-Kabelanschluss für den Not-Aus-Schalter: Molex Micro-Fit, 5-polig
Es gilt folgende Pin-Konfiguration: | ||
|---|---|---|
Pin | Verwendung |
|
1 | Nicht verwenden | 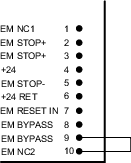 |
2 | Nicht verwenden | |
3 | Nicht verwenden | |
4 | Nicht verwenden | |
5 | Nicht verwenden | |
6 | Nicht verwenden | |
7 | Nicht verwenden | |
8 | Nicht verwenden | |
9 | Bringen Sie eine Brücke zwischen Pin 9 und Pin 10 an. | |
10 | Siehe Pin 9. | |
DIG EIN/AUS-Steckverbinder
Das POWER FOCUS 6000 verwendet dieselben Zubehörgeräte (Lichtsäule, Bedienkonsole usw.) wie das Power Focus 4000 System. Die Digital-Eingangs- und Ausgangsanschlüsse werden jedoch anders konfiguriert und erfordern einen anderen Stecker. Folgen Sie den Anschlussbeschreibungen in den folgenden Abschnitten, um eine korrekte Neuverdrahtung des Steckers von Power Focus 4000 auf POWER FOCUS 6000.
In diesem Abschnitt
Steckverbinder, Digitalausgang
Die POWER FOCUS 6000 umfasst einen Anschluss mit vier konfigurierbaren internen Digitalausgängen (DIG OUT), die sich hinter der Frontklappe befinden.
In diesem Abschnitt
Steckverbinder, Digitalausgang für Power Focus 6000 / Power Focus 8
Pin | Relais | Funktion |
|
|---|---|---|---|
1 |
| Öffner | 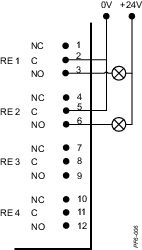 |
2 | Relais 1 | Allgemein | |
3 | Schließer | ||
4 |
| Öffner | |
5 | Relais 2 | Allgemein | |
6 | Schließer | ||
7 |
| Öffner | |
8 | Relais 3 | Allgemein | |
9 | Schließer | ||
10 |
| Öffner | |
11 | Relais 4 | Allgemein | |
12 | Schließer | ||
|
|
|
Steckverbinder, Digitalausgang für Power Focus 4000
Pin | Relais | Funktion |
|
|---|---|---|---|
12 |
| Öffner | 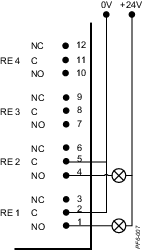 |
11 | Relais 4 | Allgemein | |
10 | Schließer | ||
9 |
| Öffner | |
8 | Relais 3 | Allgemein | |
7 | Schließer | ||
6 |
| Öffner | |
5 | Relais 2 | Allgemein | |
4 | Schließer | ||
3 |
| Öffner | |
2 | Relais 1 | Allgemein | |
1 | Schließer | ||
|
|
|
Steckverbinder, Digitaleingang
Die POWER FOCUS 6000 umfasst einen Anschluss mit vier konfigurierbaren internen Digitaleingängen (DIG IN), die sich hinter der Frontklappe befinden.
In diesem Abschnitt
Steckverbinder, Digitaleingang für Power Focus 6000 / Power Focus 8
Pin | Funktion |
|
|---|---|---|
13 | 24V | 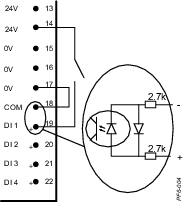 |
14 | 24V | |
15 | 0V | |
16 | 0V | |
17 | 0V | |
18 | Digitaleingang - | |
19 | Digitaleingang 1 + | |
20 | Digitaleingang 2 + | |
21 | Digitaleingang 3 + | |
22 | Digitaleingang 4 + |
Steckverbinder, Digitaleingang für Power Focus 4000
Pin | Funktion |
|
|---|---|---|
22 | Masse (+24V GS isoliert) | 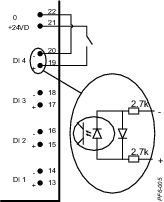 |
21 | +24V GS isoliert | |
20 | Digitaleingang 4 - | |
19 | Digitaleingang 4 + | |
18 | Digitaleingang 3 - | |
17 | Digitaleingang 3 + | |
16 | Digitaleingang 2 - | |
15 | Digitaleingang 2 + | |
14 | Digitaleingang 1 - | |
13 | Digitaleingang 1 + |
Berichte und Statistiken
In diesem Abschnitt werden die verfügbaren Berichte und Statistiken erläutert.
Arbeiten mit der Registerkarte Berichte
Ergebnisse
In diesem Abschnitt wird beschrieben, wie Schraubergebnisse an der POWER FOCUS 6000 Steuerung angezeigt und in den verschiedenen Ergebnisansichten bereitgestellte Informationen gelesen werden. Der Abschnitt befasst sich sowohl mit der nach jeder Verschraubung verfügbaren Ansicht der Live-Ergebnisse als auch mit den unter Ergebnisse (Results) im Menü Berichte (Reports) aufgezeichneten Ergebnissen.
Bei Ausführung einer Verschraubung werden die jeweiligen Ergebnisse in der Steuerung gespeichert. Ergebnisse können auch an ein externes System, wie beispielsweise ToolsNet, gesendet oder mittels der Export-Funktion zur Analyse exportiert werden.
Relevante Informationen
In diesem Abschnitt
Live-Ergebnisse
Im Popup-Fenster Live-Ergebnisse werden die von den verschiedenen virtuellen Stationen an der Steuerung erhaltenen Ergebnisse sowohl in den oberen als auch in den unteren vier Feldern angezeigt. Grund hierfür ist, dass Sie für dieselbe virtuelle Station gleichzeitig zwei verschiedene Ergebnisansichten auswählen können.
Wählen Sie einen Ergebnisbereich, um ein Fenster zu öffnen, in dem Sie sich mithilfe der Pfeile an der Seite des Ergebnisfensters durch die verschiedenen Ergebnisansichten klicken können.
Ergebnisansicht - Zahlen
Im ersten Fenster wird das Ergebnis in Zahlen angezeigt.
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Name der virtuellen Station |
B | Name der Gruppensequenz |
C | Gruppen in der Sequenz
|
D | Zur Gruppe gehörende Verschraubungen
|
E | Ergebnisstatus Bei einer NIO-Verschraubung werden detaillierte Statusangaben zur nicht erfolgreichen Verschraubung bereitgestellt. |
F | Sollmoment/-winkel |
G | Name des Verschraubungsprogramms |
H | Anzahl der abgeschlossenen Gruppen in der Sequenz |
J | Anzahl der ausgeführten Verschraubungen in einer Gruppe |
K | Verschraubungsergebnis |
Ergebnisansicht - Hoch/Niedrig-Ergebnis
In der Grafik wird angezeigt, ob das Ergebnis hoch oder niedrig ist oder innerhalb der festgelegten Grenzwerte liegt.
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | In der Grafik wird angezeigt, ob das Verschraubungsergebnis in Bezug auf die für das jeweilige Verschraubungsprogramm geltenden Grenzwerte zu hoch oder zu niedrig ist. Drehmomentwert. |
B | Ergebnisstatus |
C | Winkelwert |
Bei einer NIO-Verschraubung werden detaillierte Angaben zum Grund hierfür bereitgestellt.
Ergebnisansicht - Umfangreiche Ergebnisse
In der umfangreichen Ergebnisansicht werden bestimmte weitere Schraubergebnisse angezeigt.
Die zweite Ansicht zeigt immer die Bezeichner (VIN). Wenn die erste Ansicht bereits mit Parametern gefüllt ist, erscheinen die übrigen Parameter in der zweiten Ansicht.
Ergebnisansicht - Bezeichner Strings
Die Ergebnisansicht zeigt die Bezeichner-Zeichenfolgen, die in einem mehrfachen Barcode-Scan enthalten sind.
Ergebnisansicht - Kurve
Über die Kurven-Ergebnisansicht können genauere Angaben zum Verhalten der Verschraubung erhalten werden, um angemessene Justierungen am Verschraubungsprogramm vorzunehmen. Je nach Schraubstrategie werden von der Kurve unterschiedliche Schraubparameter angezeigt.
Das Kurvenergebnis ist als zwei verschiedene Graphen verfügbar: Drehmoment/Zeit und Drehmoment/Winkel.
Ergebnisansicht - Ergebnisbericht
In dieser Liste werden die Werte aus den Ergebnisberichten angezeigt. Wenn für eine Programmüberwachung / Programmeinschränkung ein Ergebnisbericht definiert ist, wird der Wert von dieser Überwachung / Einschränkung gemeldet. Wenn für eine Programmüberwachung/Programmeinschränkung kein Ergebnisbericht definiert ist, wird der Wert des letzten ausgeführten Ergebnisberichts im Hauptpfad gemeldet.
Auswertungsreihenfolge, wenn mehrere Berichte des gleichen Typs in einem Programm definiert sind:
Ergebnisbericht für Programmüberwachung/Programmeinschränkung.
Ergebnisbericht für Überwachung/Einschränkung des letzten ausgeführten Schritts im Hauptpfad.
Werte auf der höchsten Ebene des Multistep-Ergebnisses, vom jeweiligen Ergebnisbericht festgelegt:
Endwinkel festgelegt durch Berichts-Endwinkel
Enddrehmoment festgelegt durch Berichts-Enddrehmoment
Strom festgelegt durch Berichts-Strom
In diesem Abschnitt
Anzeige des Protokollstatus
Wählen Sie im Startbildschirm das Symbol Ergebnisse und öffnen Sie die Ansicht Live-Ergebnisse.
Wählen Sie in der oberen rechten Ecke die Schaltfläche
. Es wird das Dialogfeld Protokollstatus angezeigt.Die Reiter im Dialogfeld zeigen die folgenden Informationen:
Reiter
Beschreibung
Open Protocol
Zeigt den Status der Open-Protocol-Verbindung: IO / NIO
Serververbindungen
Zeigt den Status der Verbindungen mit den ToolsTalk- und ToolsNet-Servern: IO / NIO
Um die Konfigurationseinstellung Aktiviert / Deaktiviert zu ändern, gehen Sie zu Einstellungen > Serververbindungen und wählen Sie den zu konfigurierenden Server aus.
Startprogramm-Status
Zeigt den Startprogramm-Status der verschiedenen Systemadapter: IO / NIO
Wählen Sie Schließen.
Relevante Informationen
Gespeicherte Ergebnisse
In der Steuerung wird das Ergebnis für jeden ausgeführten Verschraubungs- oder Lösevorgang gespeichert.
Anzeige von gespeicherten Ergebnissen
Wählen Sie im Startbildschirm die Registerkarte Berichte. Auf der linken Seite wird automatisch Ergebnisse ausgewählt.
Wählen Sie im Fenster Ergebnisse die Option Alle Ergebnisse anzeigen aus.
Die Ergebnisliste zeigt folgende Informationen:Datum: Datum und Uhrzeit der ausgeführten Verschraubung.
Virtuelle Station: Virtuelle Station, mit der die Verschraubung ausgeführt wurde.
Verschraubungsprogramm: Die Spalte Verschraubungsprogramm zeigt den Namen des mehrstufigen Verschraubungsprogramms an oder den Namen der Gruppensequenz, gefolgt vom Namen des Verschraubungsprogramms innerhalb der Gruppensequenz.
Ergebnis: Drehmoment- / Winkel-Ergebnis.
Grenzwerte: Die Spalte Grenzwerte zeigt nur Werte, wenn der Benutzer Schrittüberwachungen oder Schritteinschränkungen bzw. Programmüberwachungen oder Programmeinschränkungen festlegt.
Stufenüberwachungen, Stufeneinschränkungen, Programmüberwachungen und Programmeinschränkungen gelten für Enddrehmoment und Endwinkel.
Details: Details zu Verschraubungs- / Löseergebnissen.
Kontrollkästchen „Verlauf“: Durch Auswahl eines Kontrollkästchens „Verlauf“ wird das entsprechende Ergebnis in der Ergebnisansicht für die Kurvensynchronisation angezeigt.
In der Spalte Grenzwerte kann der Mindest-/Höchstwert rot sein.
Der rote Wert bedeutet in diesem Fall, dass eins der folgenden Szenarien aufgetreten ist:
Der Messwert liegt unter dem im Mehrschrittprogramm festgelegten Mindestwert.
Der Messwert liegt über dem im Verschraubungsprogramm festgelegten Höchstwert.
Anzeigen und Lesen von Ergebniskurven
Wählen Sie im Startbildschirm die Registerkarte Berichte. Auf der linken Seite wird automatisch Ergebnisse ausgewählt.
Wählen Sie im Fenster Ergebnisse die Option Alle Ergebnisse anzeigen aus.
Die Ergebnisliste wird im Fenster Ergebnisse angezeigt.Wählen Sie das benötige Ergebnis aus.
Die Festziehkurve wird im Fenster Kurvenergebnisansicht angezeigt.
Das Fenster Kurvenergebnisansicht stellt den Verlauf der Verschraubung Schritt für Schritt dar.
Ist die Verschraubung NIO, so zeigt das Fenster Kurvenergebnisansicht an, durch welche Schrittüberwachung oder Schritteinschränkung dies ausgelöst wurde.
Im Kurvendiagramm wird die Schrittüberwachung oder Schritteinschränkung, die die NIO-Verschraubung auf Stufenebene ausgelöst hat, rot dargestellt.

Wählen Sie in der oberen rechten Ecke des Kurvendiagramms den nach links / rechts zeigenden Pfeil aus, um das gewünschte Kurvendiagramm anzuzeigen.
Die folgenden Kurvendiagramme sind verfügbar:
Drehmoment / Zeit
Drehmoment / Winkel
Winkel / Zeit
Geschwindigkeit / Zeit
Drehzahl / Winkel
Gradient / Zeit (wenn das Verschraubungsprogramm so konfiguriert ist, dass es eine Gradientenkurve erzeugt)
Gradient / Winkel (wenn das Verschraubungsprogramm so konfiguriert ist, dass es eine Gradientenkurve erzeugt)
Strom / Zeit
Strom / Winkel
Im Kurvendiagramm befinden sich Schrittlinien.
Im Kurvendiagramm kann heran-/herausgezoomt, die Kurve bewegt und die X-Achsen- und Y-Achsen-Werte an bestimmten Punkten abgelesen werden.
Wählen Sie in der unteren linken Ecke des Kurvendiagramms „+“ zum Heranzoomen und „-“ zum Herauszoomen oder das „Rechteckige Symbol“ aus, um die Zoomstufe auf die Standardansicht zurückzusetzen.
Wählen Sie im unteren Teil des Fensters Kurvenergebnisansicht den gewünschten Schritt aus, um ein Popup-Fenster mit den detaillierten Schrittinformationen zu öffnen.
In diesem Abschnitt
Anzeige von synchronisierten Kurven
Das Synchronisieren von Kurven älter als Softwareversion 3.5 wird nicht unterstützt.
Synchronisieren und Vergleichen von Kurven
Wählen Sie im Startbildschirm die Registerkarte Berichte. Auf der linken Seite wird automatisch Ergebnisse ausgewählt.
Wählen Sie im Fenster Ergebnisse die Option Alle Ergebnisse anzeigen aus.
Wählen Sie die zu vergleichenden Kurven aus, indem Sie das Symbol
 der entsprechenden Ergebnisse markieren. Ein ausgewähltes Kurvensymbol wird blau.
der entsprechenden Ergebnisse markieren. Ein ausgewähltes Kurvensymbol wird blau.Es können bis zu 10 Kurven ausgewählt werden.
Bei Ergebnissen ohne das Symbol
wird die Synchronisierung nicht unterstützt.Wählen Sie das Symbol
 in der oberen rechten Ecke, um die Kurvensynchronisationsansicht zu öffnen. Bei Auswahl des Symbols
in der oberen rechten Ecke, um die Kurvensynchronisationsansicht zu öffnen. Bei Auswahl des Symbols  werden alle Ergebniskurven abgewählt.
werden alle Ergebniskurven abgewählt.Wählen Sie in der Ergebnisansicht für die Kurvensynchronisation die gewünschte Vorgehensweise zur Synchronisierung aus der Dropdown-Liste aus.
Wählen Sie mit den Pfeilen in der oberen rechten Ecke die Kurventypen aus.
Nachfolgend ist die Ergebnisansicht für die Kurvensynchronisation dargestellt:
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
Position | Beschreibung |
|---|---|
1 | Hier wird die Vorgehensweise zur Synchronisierung von Kurven ausgewählt und die aktuelle Vorgehensweise angezeigt. |
2 | Zwischen verfügbaren Kurventypen umschalten. Die folgenden Kurvendiagramme sind verfügbar:
|
3 | Zoommethoden, um die Abschnitte der Kurven detaillierter zu betrachten. Wählen Sie „+“ zum Heranzoomen und „-“ zum Herauszoomen oder das „Rechteckige Symbol“ aus, um die Zoomstufe auf die Standardansicht zurückzusetzen. Ebenso können Sie in einen bestimmten Abschnitt zoomen; halten Sie dazu die rechte Maustaste gedrückt, ziehen Sie die Maus über einen Abschnitt, und lassen Sie die rechte Maustaste los. Der Bereich innerhalb des gezogenen Rechtecks definiert den anzuzeigenden Bereich. |
4 | Jedes Ergebnis wird durch einen Reiter repräsentiert, dieser zeigt den Zeitpunkt, zu dem die Verschraubung durchgeführt wurde. Ein Symbol links beim jeweiligen Reiter spiegelt das Ergebnis der Verschraubung wider:
Durch Klicken auf das Symbol können Sie zwischen den folgenden Anzeigeeinstellungen für dessen Kurve umschalten:
|
5 | Primäre Ergebniskurve ändern. Die primäre Ergebniskurve dient als Referenz und definiert die Werte der X-Achse. Es kann nur eine Kurve als primäre Ergebniskurve festgelegt werden. Die zuerst ausgewählte Kurve (der Reiter ganz links) wird standardmäßig als Referenz herangezogen. |
6 | Verschraubungsdetails des aktuell ausgewählten Ergebnisses. |
Vorgehensweisen zur Synchronisierung
Vorgehensweisen zur Synchronisierung sind verschiedene Strategien, um Kurven anhand eines bestimmten Werts zu synchronisieren.
Kurven können beispielsweise anhand des Spitzendrehmoments (höchstes bei der jeweiligen Kurve erreichtes Drehmoment) synchronisiert werden. Dadurch werden alle Kurven entlang der X-Achse so verschoben, dass der Spitzendrehmomentwert jeder Kurve an genau der gleichen Position auf der X-Achse liegt.
Alle folgenden Ergebnisse erhalten einen Versatz entlang der X-Achse entsprechend einer der folgenden Vorgehensweisen:
Vorgehensweise zur Synchronisierung | Beschreibung |
|---|---|
Keine | Standardwert. Ausgewählte Kurven werden nicht synchronisiert. |
Spitze / Drehmoment | Alle Kurven werden anhand des Spitzenwerts synchronisiert, d. h. entlang der X-Achse verschoben, sodass die Spitzenwerte an der gleichen Position auf der X-Achse liegen wie der Spitzenwert des primären Ergebnisses. |
Benutzerdefiniert / Drehmoment |
Wenn die Vorgehensweise zur Synchronisierung Benutzerdefiniert ausgewählt ist und keine der Kurven den konfigurierten Wert enthält, wird im Feld für den benutzerdefinierten Wert ein Ausrufezeichen angezeigt. |
Wenn ein Ergebnis keinen Kurvenwert enthält, der der Vorgehensweise zur Synchronisierung entspricht, dann kann es nicht synchronisiert werden und dessen Kurve wird nicht angezeigt. Stattdessen wird ein Ausrufezeichen angezeigt.
Wenn keine der Kurven synchronisiert werden kann, wird die Fehlermeldung „Synchronisieren nicht möglich“ angezeigt.
Ereignisse
Ereignisinformationen lesen
Ein Ereignis enthält Informationen, die das aufgetretene Ereignis beschreiben, sowie bestimmte Systeminformationen, die angeben, was wo und wann geschah.
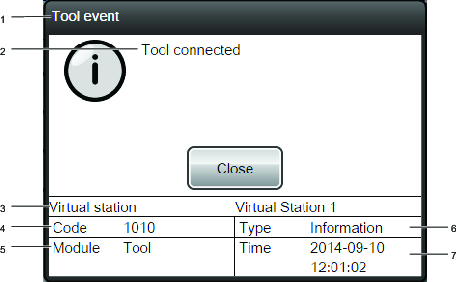
1 | Kopfzeile – Beschreibt, in welchem Systembereich das Ereignis auftrat. |
2 | Ereignisname – Eine kurze Beschreibung des Ereignisses. |
3 | Virtuelle Station – Wenn das Ereignis sich auf eine virtuelle Station an der Steuerung bezieht, wird der Name der entsprechenden virtuellen Station angezeigt. |
4 | Code – Eine spezifische vierstellige Zahl, mit der das Ereignis identifiziert wird. |
5 | Modul – Beschreibt, in welchem Systembereich das Ereignis auftrat. |
6 | Typ – Information, Warnung oder Fehler. |
7 | Zeit – Datum und Uhrzeit des Ereignisses. |
Ereignisarten
Ereignisse sind in drei Arten unterteilt: Informationen, Warnungen und Fehler.
In diesem Abschnitt
Ereignis: Information
Informationsereignisse weisen auf nennenswerte Ereignisse hin, die aufgrund von vom Benutzer oder vom System ausgeführten Aktionen auftraten. Bei Informationsereignissen müssen vom Benutzer keine spezifischen Maßnahmen ausgeführt werden.
Ereignis: Warnung
Warnereignisse weisen auf einen möglicherweise ernsthaften Zustand hin, der die Systemleistung beeinträchtigen oder zu Verletzungen führen könnte.
Ereignis: Fehler
Fehlerereignisse weisen auf einen ernsthaften Zustand hin, wie beispielsweise einen fehlgeschlagenen Service, bei dem vom Benutzer zur Fortsetzung des Betriebs fast immer Einstellungs- oder Konfigurationsjustierungen vorgenommen werden müssen.
Konfiguration von Ereignissen
Jedes Ereignis umfasst eine Standardeinstellung, mit der bestimmt wird, ob es bestätigt (Ack), aufgezeichnet (Log) oder angezeigt (Disp) werden soll. Diese Einstellungen können unter Ereignisse im Menü Einstellungen konfiguriert werden.
Bestimmte Optionen können nicht geändert werden und sind ausgegraut.
Ereigniscodes
Es werden verschiedene Arten von Ereignissen genutzt, um den Bediener über bestimmte Zustandsänderungen oder Vorkommnisse im System zu benachrichtigen. Jedes Ereignis erfordert eine andere Aktion.
Es ist zu beachten, dass bestimmte Vorgänge nur von Servicemitarbeitern von Atlas Copco ausgeführt werden dürfen.
Verwenden Sie für weitere Informationen zu bestimmten Ereigniscodes die nachfolgenden Filter oder geben Sie die Suchkriterien für den Ereigniscode in das Suchfeld ein.
Suche
Protokoll / Anzeige / Bestätigung / Konfiguration | |||||||
|---|---|---|---|---|---|---|---|
none | item | none | none | none | column | list | list |
1000 | Info | Steuerung gestartet | Die Steuerung wird gestartet. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC PFHC | Steuerung und Werkzeug | ||
1001 | Warnung | Controller-Seriennummer aktualisiert | Sie wird beim Hochfahren generiert, wenn die Seriennummer der IT-Platinenbox (Controller-Seriennummer) von der Seriennummer der AUX-Platinenbox abweicht. Die AUX-Platine lässt sich nicht vor Ort austauschen. Der Controller wird neu gestartet, wenn die Seriennummer aktualisiert wird. | IT-Platine oder Box austauschen. | Protokoll Konfiguration | Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung und Werkzeug |
1010 | Info | Werkzeug angeschlossen | Ein Werkzeug wird angeschlossen. | Protokoll Display Konfiguration | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC PFHC | Steuerung und Werkzeug | |
1011 | Info | Werkzeug nicht angeschlossen | Ein Werkzeug wird vom Anschluss getrennt. | Protokoll Display Konfiguration | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC PFHC | Steuerung und Werkzeug | |
1012 | Info | Werkzeug hat die Verbindung zum Controller abgelehnt | Dieses Ereignis kann auftreten, wenn sich das Werkzeug in einer Skip-Zone befindet. | Überprüfen Sie, ob ein anderer Controller mit dem Werkzeug verbunden ist. Stellen Sie sicher, dass die Werkzeugeinstellungen korrekt eingerichtet wurden. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC | Steuerung und Werkzeug |
2000 | Warnung | Akkuspannung niedrig | Den Akku austauschen. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug | |
2001 | Warnung | Akku leer | Den Akku austauschen. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug | |
2002 | Warnung | Werkzeug-Akkuzustand niedrig | Werkzeug-Akkuhaltbarkeitsproblem wurde erkannt. | Den Akku austauschen. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2004 | Warnung | Werkzeug ist keine bevorzugte Art | Das Werkzeug wurde durch ein Werkzeug mit einem anderen maximalen Werkzeugdrehmoment ersetzt. | Werkzeug wechseln. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2006 | Warnung | Zustand des Werkzeugzusatzakkus niedrig | Die Backup-Batterie im Werkzeug zeigt schlechte Leistungsdaten. | Die Backup-Batterie muss ausgetauscht werden. | Protokoll Display Bestät. Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2007 | Warnung | Werkzeugzusatzakku fehlt | Der Werkzeugzusatzakku fehlt. | Akku einlegen | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2008 | Warnung | Fehler des Werkzeugzusatzakkus | Fehler am Werkzeugzusatzakku erkannt. | Den Akku austauschen. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2009 | Warnung | Zusatzakkuspannung niedrig | Der Reserveakku der Steuerung ist fast leer. | Den Akku austauschen. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2010 | Fehler | Falsche Werkzeugsoftware-Version | Die Softwareversionen des Werkzeugs und der Steuerung sind nicht kompatibel. | Werkzeug warten - Werkzeugsoftware aktualisieren. | Protokoll Display Bestät. Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug |
2012 | Warnung | Störung Werkzeugkommunikation | Die Kommunikation zwischen Werkzeug und Steuerung wurde unterbrochen. | Antenne neu positionieren. | Konfiguration | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC PFHC | Werkzeug |
2013 | Warnung | Ungültige Umschaltringposition | Der Richtungsschalter am Werkzeug befindet sich in einer falschen Stellung. | Bei häufigem Auftreten - Werkzeug warten. | Protokoll Display Konfiguration | Flex Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2014 | Warnung | Werkzeug überhitzt | Werkzeug überhitzt. | Werkzeug abkühlen lassen. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug |
2015 | Fehler | Fehler Werkzeugtemperatursensor | Nur für SRB-, TBP- und IxB-Werkzeuge. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug |
2016 | Warnung | Impulseinheit des Werkzeugs überhitzt | Impulseinheit überhitzt. Werkzeug ist nicht gesperrt, aber die Warnung wird immer dann angezeigt, wenn das Werkzeug gestartet wird, solange die Pulseinheitstemperatur über dem Schwellenwert liegt. | Werkzeug abkühlen lassen. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2019 | Warnung | Werkzeug konnte Motor nicht starten | Fehler Werkzeugmotor | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug | |
2020 | Warnung | Motortuning des Werkzeugs erforderlich | Motortuning des Werkzeugs erforderlich. | Führen Sie ein Motortuning durch. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug |
2021 | Warnung | Motortuning fehlgeschlagen | Motortuning fehlgeschlagen. | Motortuning vollständig ausführen oder das Werkzeug warten. | Protokoll | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug |
2022 | Info | Motortuning vollständig ausgeführt | Motortuning vollständig ausgeführt. | Protokoll Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug | |
2023 | Warnung | Offenmaul-Tuning des Werkzeugs erforderlich | Offenmaul-Tuning des Werkzeugs erforderlich. | Offenmaul-Tuning ausführen. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2024 | Warnung | Offenmaul-Tuning fehlgeschlagen | Offenmaul-Tuning fehlgeschlagen. | Versuchen Sie noch einmal, ein Offenmaul-Tuning auszuführen. Bei erneutem Fehler das Werkzeug warten. | Protokoll Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2025 | Info | Offenmaul-Tuning erfolgreich | Offenmaul Tuning erfolgreich. | Protokoll Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug | |
2026 | Warnung | Offenmaul-Positionierung fehlgeschlagen | Offenmaul-Positionierung fehlgeschlagen. | Den Werkzugstartknopf erneut drücken und warten, bis die Positionierung abgeschlossen ist. Bei erneutem Fehler das Werkzeug warten. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2027 | Warnung | Nutzung aufgrund hoher Werkzeugtemperatur eingeschränkt | Der Temperaturgrenzwert wurde erreicht. Die Verschraubung wurde gesperrt, um die Gefahr eines Herunterfahrens des Werkzeugs aufgrund von Überhitzung zu verringern. | Warten Sie, bis das Werkzeug abgekühlt ist. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug |
2030 | Fehler | Fehler des Werkzeugspeichers: Werkzeug wechseln | Werkzeugspeicher-Fehler. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Bestät. Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug |
2031 | Fehler | Werkzeugzubehörspeicher fehlerhaft | Werkzeugzubehörspeicher fehlerhaft. | Eine Werkzeugzubehörwartung durchführen. | Protokoll Display Bestät. Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug |
2040 | Fehler | Systemprüfung fehlgeschlagen | Protokoll Display Bestät. Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug | ||
2041 | Fehler | Fehler des Drehmomentgebers | Wird entweder bei einem Kalibrierfehler oder wenn das Werkzeug einen Messwertgeberfehler meldet, erzeugt. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug |
2042 | Fehler | Fehler des Winkelgebers | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Bestät. Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug | |
2043 | Fehler | Werkzeugerdungsfehler | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Bestät. Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug | |
2044 | Info | Werkzeugwartungsintervall abgelaufen | Gibt an, dass das Werkzeug gewartet werden muss. Wird ausgelöst, wenn die festgelegte Anzahl von Verschraubungen überschritten wurde. | Das Werkzeug warten. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug |
2045 | Warnung | Werkzeugkalibrierdaten ungültig | Wenn die Validierung der Kalibrierdaten fehlschlägt. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug |
2046 | Info | Werkzeug: Nächstes Kalibrierdatum wurde überschritten | Gibt an, dass das Werkzeug kalibriert werden muss. Wird ausgelöst, wenn der Kalibrierungsalarm in den Einstellungen aktiviert ist und die gegenwärtige Zeit über dem nächstem Kalibrierdatum liegt. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug |
2048 | Info | Wert für Werkzeugkalibrierung durch QS-Gerät aktualisiert | Eine Aktualisierung der Werkzeugkalibrierung erfolgte, als eine Kalibrierung mit einem QS-Gerät durchgeführt wurde. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug | |
2050 | Fehler | Werkzeug-Parameterdatei wird nicht unterstützt | Erforderliche Werkzeugparameter fehlen. | Werkzeugparameter aktualisieren. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug |
2060 | Info | Unerwartetes Startknopfverhalten | Wird zur Verhinderung eines Starts des Werkzeugs bei Anschluss eines Zubehörs verwendet. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug | |
2071 | Fehler | Werkzeugspeicher fehlerhaft | Werkzeugbeschreiber ist fehlerhaft. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug |
2072 | Info | Unbekanntes Gerät verbunden | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug | ||
2073 | Warnung | Startknopf-Überwachungsfehler | HW-Kanal-Fehler. Hardware und Software des Werkzeugstartknopfs passen nicht zusammen. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug | |
2074 | Warnung | Fehler der Werkzeug-Anzeigeplatine | Fehler, Werkzeug-Anzeigeplatine. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug |
2075 | Warnung | Werkzeuglüfter-Spannungsfehler | Werkzeuglüfter-Spannungsfehler. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug |
2076 | Warnung | Busspannungsfehler des Werkzeugzubehörs | Busspannungsfehler, Werkzeugzubehör. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug |
2077 | Warnung | Werkzeugstartknopf-Sensorfehler | Startknopf-Sensorfehler. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug |
2078 | Info | Verschraubungsprogramm des Werkzeugs aktualisiert | Werkzeug aufgrund von Verschraubungsprogramm-Aktualisierung gesperrt. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug | |
2079 | Fehler | Werkzeugkabel nicht unterstützt | Werkzeugkabel ist fehlerhaft. Der im Kabel befindliche Chip reagiert nicht oder ist beschädigt. | Kabel austauschen. | Protokoll Display Konfiguration | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Werkzeug |
2080 | Fehler | Fehler Werkzeugakku | Gleichspannung zu hoch oder zu niedrig. Akkufehler. | Wenden Sie sich an einen Atlas Copco-Kundendienstvertreter und schicken Sie den Akku an Atlas Copco zurück (verwenden Sie ihn nicht wieder!). | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2081 | Fehler | Werkzeug-Stromgrenze erreicht | Der Stromgrenzwert wurde erreicht und der Antrieb ist abgeschaltet. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2082 | Fehler | Werkzeug-Strommessfehler | Strommessfehler. Bei der Strommessung kann kein zuverlässiges Ergebnis erhalten werden. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2083 | Fehler | Interner Werkzeugfehler | Diverse interne Hardwarefehler. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2084 | Fehler | Interner Werkzeug-Softwarefehler | Diverse interne Softwarefehler. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2085 | Fehler | Werkzeug-RBU-Fehler | Von der Werkzeugsoftware wurde ein RBU-Fehler festgestellt. | Überprüfen Sie, dass die RBU ordnungsgemäß installiert ist. Wenn der Fehler weiterhin vorhanden ist, das Werkzeug warten. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2086 | Fehler | Werkzeugstillstand | Werkzeugmotor bleibt stehen. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2087 | Warnung | Werkzeugmotor-Strom zu hoch | Der Stromgrenzwert des Werkzeugmotors wurde überschritten und das Werkzeug ist gesperrt. Das Werkzeug wechselt in den Modus Ausfallsicher. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug | |
2088 | Warnung | Werkzeugakku-Strom zu hoch | Der Strom des Werkzeugakkus ist zu hoch. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug | |
2089 | Warnung | Werkzeugantriebsspannung zu niedrig | Die Werkzeug-Antriebsspannung liegt unter dem überwachten unteren Spannungsgrenzwert. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug | |
2090 | Warnung | Werkzeugantriebsspannung zu hoch | Die Werkzeug-Antriebsspannung liegt über dem überwachten oberen Spannungsgrenzwert. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug | |
2091 | Warnung | Fehler der Werkzeug-Hauptplatine | Interner Fehler der Werkzeug-Hauptplatine. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug | |
2092 | Warnung | Fehler des Werkzeug-Stromversorgungsmoduls | Interner Fehler des Werkzeug-Stromversorgungsmoduls. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug | |
2093 | Warnung | Ölstand der Impulseinheit niedrig | Der Ölstand des angeschlossenen Impulsschraubers ist niedrig. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2094 | Warnung | Ölstand der Impulseinheit leer | Der Ölstand des angeschlossenen Impulsschraubers liegt unter dem für den Betrieb erforderlichen Pegel. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Bestät. Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2095 | Warnung | Kommunikation mit Werkzeugakku ausgefallen | Kommunikation zwischen Werkzeug und Akku wurde unterbrochen. | Stellen Sie sicher, dass der Akku richtig eingelegt ist. Andernfalls Akku wechseln. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2096 | Fehler | Falsche Version der Werkzeugakku-Software | Software des Werkzeugakkus ist nicht mit der Werkzeugsoftware kompatibel. | Software aktualisieren. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2100 | Info | STwrench smartHEAD entfernt | STwrench smartHEAD wurde entfernt. | smartHead wieder anschließen und den Schlüssel neu starten. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Werkzeug |
2101 | Warnung | Schlüssel-Verschraubung wenn gesperrt | Eine Schraubenschlüssel-Verschraubung wurde durchgeführt, als der Werkzeugstatus im Controller auf gesperrt gesetzt war. | Warten Sie, bis der Werkzeugstatus im Controller entsperrt ist. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 | Werkzeug |
2120 | Warnung | Kann nicht gestartet werden: Werkzeug verfügt über keinen aktiven Momentgeber | Protokoll Display | Flex | Werkzeug | ||
2121 | Warnung | Geber sind für angeschlossenes Werkzeug deaktiviert | Protokoll Display | Flex | Werkzeug | ||
2122 | Warnung | Kann nicht gestartet werden: Werkzeug verfügt nicht über den erforderlichen Momentgeber | Protokoll Display | Flex IxB | Werkzeug | ||
2123 | Warnung | Kann nicht gestartet werden: Werkzeug verfügt nicht über den erforderlichen Winkelgeber | Protokoll Display | Flex | Werkzeug | ||
2124 | Fehler | Momentgeber-Fehler am Hauptwandler | Zeigt an, dass bei einem Werkzeug mit zwei Gebern ein Fehler am primären Momentgeber vorliegt. | Protokoll Display | Flex | Werkzeug | |
2125 | Fehler | Momentgeber-Fehler am sekundären Wandler | Zeigt an, dass bei einem Werkzeug mit zwei Gebern ein Fehler am sekundären Momentgeber vorliegt. | Protokoll Display | Flex | Werkzeug | |
2126 | Fehler | Werkzeug-Momentgeber, Kalibrierungsfehler im Hauptwandler | Protokoll Display | Flex | Werkzeug | ||
2127 | Fehler | Werkzeug-Momentgeber, Kalibrierungsfehler | Protokoll Display | Flex StepSync | Werkzeug | ||
2128 | Fehler | Werkzeug-Momentgeber: Shunt-Test für Hauptwandler fehlgeschlagen | Protokoll Display | Flex | Werkzeug | ||
2129 | Fehler | Werkzeug-Momentgeber: Shunt-Test fehlgeschlagen | Protokoll Display | Flex StepSync | Werkzeug | ||
2130 | Fehler | Werkzeug-Momentgeber: Nullpunktabgleich-Kompensierung am Hauptwandler fehlgeschlagen | Protokoll Display | Flex | Werkzeug | ||
2131 | Fehler | Werkzeug-Momentgeber: Nullpunktabgleich-Kompensierung fehlgeschlagen | Protokoll Display | Flex StepSync | Werkzeug | ||
2132 | Fehler | Werkzeug-Momentgeber, Gerätefehler im Hauptwandler | Protokoll Display | Flex | Werkzeug | ||
2133 | Fehler | Werkzeug-Momentgeber, Gerätefehler | Protokoll Display | Flex StepSync | Werkzeug | ||
2134 | Fehler | Fehler des Werkzeug-Momentgebers: Überlauf in A/D-Wandler des Hauptwandlers | Protokoll Display | Flex | Werkzeug | ||
2135 | Fehler | Fehler des Werkzeug-Momentgebers: Überlauf in A/D-Wandler | Protokoll Display | Flex StepSync | Werkzeug | ||
2136 | Fehler | Werkzeug-Momentgeber, Kalibrierungsfehler im Sekundärwandler | Protokoll Display | Flex | Werkzeug | ||
2137 | Fehler | Fehler des Werkzeug-Momentgebers: Shunt-Test für Sekundärwandler fehlgeschlagen | Protokoll Display | Flex | Werkzeug | ||
2138 | Fehler | Fehler des Werkzeug-Momentgebers: Nullpunktabgleich-Kompensierung am Sekundärwandler fehlgeschlagen | Protokoll Display | Flex | Werkzeug | ||
2139 | Fehler | Werkzeug-Momentgeber, Gerätefehler im Sekundärwandler | Protokoll Display | Flex | Werkzeug | ||
2140 | Fehler | Fehler des Werkzeug-Momentgebers: Überlauf in A/D-Wandler des Sekundärwandlers | Protokoll Display | Flex | Werkzeug | ||
2202 | Fehler | Überstrom an der Werkzeug-MMS aufgetreten | An der Werkzeug-MMS wurde ein Überstrom erkannt. | Führen Sie eine Werkzeugwartung durch. Werkzeug-MMS austauschen. | Protokoll Display Bestät. Konfiguration | IxB | Werkzeug |
2203 | Fehler | Überstrom an der Frontleuchte aufgetreten | An der Frontleuchte wurde ein Überstrom erkannt. | Führen Sie eine Werkzeugwartung durch. Die Frontleuchte austauschen. | Protokoll Display Bestät. Konfiguration | IxB | Werkzeug |
2204 | Fehler | Überstrom am Zubehörbus aufgetreten | Am Zubehörbus wurde ein Überstrom erkannt. | Führen Sie eine Werkzeugwartung durch. Den Zubehörbus austauschen. | Protokoll Display Bestät. Konfiguration | IxB | Werkzeug |
2207 | Fehler | Überstrom am Vibrationsgerät aufgetreten | Am Vibrationsgerät wurde ein Überstrom erkannt. | Führen Sie eine Werkzeugwartung durch. Das Vibrationsgerät austauschen. | Protokoll Display Bestät. Konfiguration | IxB | Werkzeug |
2208 | Warnung | Temperatur der System-CPU hoch | Temperatur der System-CPU hoch. | Warten Sie, bis das Werkzeug abgekühlt ist. | Protokoll Display Konfiguration | IxB | Werkzeug |
2209 | Fehler | Temperatur der System-CPU kritisch | Temperatur der System-CPU kritisch. | Warten Sie, bis das Werkzeug abgekühlt ist. | Protokoll Display Konfiguration | IxB | Werkzeug |
2210 | Fehler | Nicht unterstützte Stromquelle: Verschraubung nicht zulässig | Akku mit zu geringer Spannung am Werkzeug angebracht. | Bringen Sie einen Akku mit höherer Spannung am Werkzeug an. | Protokoll Display Bestät. Konfiguration | IxB | Werkzeug |
2500 | Fehler | Max. Anzahl Spanner-Zugstange | Spanner-Zugstange muss ausgetauscht werden. Das System ist für die Nutzung gesperrt. Es kann nur Druck abgelassen werden. | Senden Sie den Spanner zum Austausch der Zugstange an das Serviceunternehmen. | Protokoll Display Bestät. | PFHC | Werkzeug |
2501 | Fehler | Alarm Pumpenmotorschutz | Der Pumpenmotorschutz hat den Motor angehalten. Das System muss angehalten werden. Falls das System unter Druck steht, muss der Druck manuell abgelassen werden. | Schalten Sie das System ab. Falls dieses unter Druck steht, lassen Sie den Druck manuell ab und senden Sie die Pumpe zur Wartung ein. | Protokoll Display Bestät. | PFHC | Werkzeug |
2502 | Fehler | Alarm niedriger Ölstand Pumpenmotor | Der Ölstand des Pumpenmotors ist niedrig, daher wurde der Motor abgeschaltet. Falls das System unter Druck steht, muss der Druck manuell abgelassen werden. | Schalten Sie das System ab. Falls dieses unter Druck steht, lassen Sie den Druck manuell ab und füllen Sie Öl nach. | Protokoll Display Bestät. | PFHC | Werkzeug |
2503 | Fehler | Alarm Pumpenmotor-Öltemperatur hoch | Die Öltemperatur des Pumpenmotors ist hoch. | Schalten Sie das System ab und warten Sie, bis das Öl abgekühlt ist. | Protokoll Display Bestät. | PFHC | Werkzeug |
2504 | Fehler | Alarm Spanner-Drucksensor | Fehler der Drucksensorelektronik des Spanners. Es kann kein Druck abgelesen oder an das System gemeldet werden. | Schalten Sie das System ab. Falls dieses unter Druck steht, lassen Sie den Druck manuell ab und senden Sie den Spanner zur Wartung ein. | Protokoll Display Bestät. | PFHC | Werkzeug |
2505 | Fehler | Alarm Pumpen-Drucksensor | Fehler der Drucksensorelektronik der Pumpe. Es kann kein Druck abgelesen oder an das System gemeldet werden. | Schalten Sie das System ab. Falls dieses unter Druck steht, lassen Sie den Druck manuell ab und senden Sie die Pumpe zur Wartung ein. | Protokoll Display Bestät. | PFHC | Werkzeug |
2506 | Fehler | Unerwartete Rotation im Uhrzeigersinn erkannt | Rotation der Mutter im Uhrzeigersinn während nach einem abgeschlossenen Spannvorgang auf den Druckablass gewartet wurde. Das Ergebnis wird ungültig. | Lassen Sie den Druck ab und spannen Sie die Mutter erneut. | Protokoll Display Konfiguration | PFHC | Werkzeug |
2507 | Fehler | Unerwartete Rotation gegen den Uhrzeigersinn erkannt | Rotation der Mutter gegen den Uhrzeigersinn während nach einem abgeschlossenen Spannvorgang auf den Druckablass gewartet wurde. Das Ergebnis wird ungültig. | Lassen Sie den Druck ab und spannen Sie die Mutter erneut. | Protokoll Display Konfiguration | PFHC | Werkzeug |
2508 | Fehler | Fehler des Pumpen- oder Spanner-Drucksensors | Zu große Differenz zwischen den Messwerten des Drucksensors in der Pumpe und dem Spanner. Die Druckbeaufschlagung wird angehalten. | Problem der Hydraulik oder mit der Kalibrierung der Drucksensoren. Starten Sie das System neu und versuchen Sie es erneut. Falls das Problem weiterhin besteht, wenden Sie sich an Ihren örtlichen Vertriebsmitarbeiter von Atlas Copco. | Protokoll Display Bestät. | PFHC | Werkzeug |
2509 | Fehler | Ausfall des Spanner-Drucksensors oder des Hydraulikschlauchs | Der Drucksensor des Spanners zeigt keinen Druck an, der Pumpensensor jedoch einen Druckanstieg. Die Druckbeaufschlagung wird angehalten. | Problem der Hydraulik oder mit der Kalibrierung der Drucksensoren. Starten Sie das System neu und versuchen Sie es erneut. Falls das Problem weiterhin besteht, wenden Sie sich an Ihren örtlichen Vertriebsmitarbeiter von Atlas Copco. | Protokoll Display Bestät. | PFHC | Werkzeug |
2510 | Fehler | Festlegen der benutzerdefinierten ID fehlgeschlagen | Das Festlegen der benutzerdefinierten ID ist fehlgeschlagen. | Starten Sie das System neu und überprüfen Sie die angeschlossenen Geräte. Wenn die benutzerdefinierte ID für das Gerät falsch ist, nehmen Sie die Einstellung erneut vor. | Protokoll Display Bestät. | PFHC | Werkzeug |
2511 | Info | Benutzerdefinierte ID wurde festgelegt | Das Festlegen der benutzerdefinierten ID war erfolgreich. | Protokoll Display Bestät. | PFHC | Werkzeug | |
2512 | Warnung | Falsch formatierter Barcode-String, ignoriert | Der gescannte String konnte nicht als Turmdaten-Barcode geparst werden. | Scannen Sie einen korrekten Turmdaten-QR-Code oder eine Turmbereichs-ID. | Protokoll Display Bestät. | PFHC | Werkzeug |
2513 | Fehler | Kein Pumpendruck erkannt | Das System versucht, Druck aufzubauen, es wird jedoch kein Druckanstieg an der Pumpe erkannt. Mögliche Ursache ist eine falsche Phasenfolge am dreiphasigen Stecker. | Schalten Sie das System ab und kehren Sie die Phasen des Stromanschlusses um. | Protokoll Display Bestät. | PFHC | Werkzeug |
2514 | Warnung | Alarm Spanner-Überdrehmoment | Am Knickschlüssel liegt ein zu hohes Drehmoment an. Dies kann zu Schäden am Drehmomentwandler führen. | Senken Sie das Drehmoment. | Protokoll | PFHC | Werkzeug |
2515 | Warnung | Alarm Spanner-Überdruck | Der Druck am Spanner ist zu hoch. | Senken Sie den Druck oder lassen Sie diesen ab. Überprüfen Sie die Hydraulikdruckparameter. | Protokoll | PFHC | Werkzeug |
2516 | Warnung | Unerwartete Pumpen- oder Spanner-Firmware | Unerwartete Pumpen- oder Spanner-Firmwareversion erkannt, System neu starten. Falls das Problem weiterhin besteht, kann das System eventuell trotzdem betrieben werden, achten Sie jedoch sorgfältig auf unerwartetes Verhalten. | Netzschalter des Systems aus- und einschalten | Protokoll Display Bestät. | PFHC | Werkzeug |
2517 | Fehler | Inkompatible Pumpen- oder Spanner-Firmwareversion, System neu starten. Das System kann nicht betrieben werden. | Inkompatible Pumpen- oder Spanner-Firmwareversion, System neu starten. Das System kann nicht betrieben werden. | Starten Sie das System neu, falls dies nicht hilft, tauschen Sie das fehlerhafte Gerät aus. Überprüfen Sie die angeschlossenen Geräte, um herauszufinden, welches sich nicht verbunden hat. | Protokoll Display Bestät. | PFHC | Werkzeug |
3000 | Fehler | Interner Software-Fehler der Steuerung | Softwarefehler in der Steuerung. | Den Kundendienst kontaktieren. | Protokoll Display Bestät. Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Steuerung, Antrieb und StepSync |
3001 | Fehler | Akku der Controller-Uhr leer | Interne Batterie nähert sich dem Ende ihrer Lebensdauer. | Den Akku austauschen. | Protokoll Display Bestät. Konfiguration | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync |
3010 | Warnung | System überhitzt | Die Steuerung wurde überhitzt. | Abkühlen lassen. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC | Steuerung, Antrieb und StepSync |
3011 | Warnung | Laufwerk hat zur Überhitzung der Controller-Hardware geführt | Abkühlen lassen. | Protokoll Display Konfiguration | Flex | Steuerung, Antrieb und StepSync | |
3013 | Warnung | Nutzung aufgrund hoher Controller-Temperatur eingeschränkt | Der Temperaturgrenzwert wurde erreicht. Die Verschraubung wurde gesperrt, um die Gefahr eines Herunterfahrens des Controllers aufgrund von Überhitzung zu verringern. | Warten Sie, bis der Controller abgekühlt ist. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync |
3020 | Warnung | Hardwarefehler der Steuerung | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync | ||
3021 | Warnung | Systemspannungsproblem | Gleichspannung zu hoch oder zu niedrig. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync | |
3022 | Warnung | Steuerungsspannungsproblem Wechselstromeingangsspannung zu hoch | Gleichspannung zu hoch oder zu niedrig. | Eingangsspannung korrigieren | Protokoll Display | Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync |
3023 | Warnung | Steuerungsspannungsproblem Wechselstromeingangsspannung zu niedrig | Gleichspannung zu hoch oder zu niedrig. | Eingangsspannung korrigieren | Protokoll Display | Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync |
3024 | Warnung | Antriebsspannungsproblem: Wechselstromeingangsspannung zu hoch | Gleichspannung zu hoch oder zu niedrig. | Eingangsspannung korrigieren | Protokoll Display | Flex | Steuerung, Antrieb und StepSync |
3025 | Warnung | Antriebsspannungsproblem: Wechselstromeingangsspannung zu niedrig | Gleichspannung zu hoch oder zu niedrig. | Eingangsspannung korrigieren | Protokoll Display | Flex | Steuerung, Antrieb und StepSync |
3030 | Fehler | IP-Adressenkonflikt mit einem anderen Knoten im Netzwerk | Die eingestellte IP-Adresse wird von einem anderen Gerät im selben Netzwerk verwendet. | Die IP-Adresse an einem der Geräte ändern. | Protokoll Display Konfiguration | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC PFHC | Steuerung, Antrieb und StepSync |
3031 | Info | Netzwerkkabel wurde entfernt | Der Träger der firmeneigenen Schnittstelle ist verloren gegangen (Kabel nicht angeschlossen). | Den Kabelanschluss prüfen. | Protokoll Display Konfiguration | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync |
3032 | Info | Pairing wurde gestartet | Werkzeugkopplung gestartet. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC | Steuerung, Antrieb und StepSync | |
3033 | Info | Pairing erfolgreich | Werkzeugkopplung erfolgreich. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC | Steuerung, Antrieb und StepSync | |
3034 | Info | Pairing fehlgeschlagen: Kein Werkzeug gefunden | Von der Steuerung wurde bei der Suche nach Geräten für das Funk-Pairing kein Werkzeug für das Pairing-Verfahren gefunden. | Das Werkzeug in den Pairing-Modus schalten und erneut versuchen. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC | Steuerung, Antrieb und StepSync |
3035 | Fehler | Pairing fehlgeschlagen: Es wurde mehr als ein Werkzeug gefunden | Von der Steuerung wurde bei der Suche nach Geräten für das Funk-Pairing mehr als ein Werkzeug gefunden. | Wenn der Pairing-Modus an der Steuerung gestartet wird sicherstellen, dass nur ein Werkzeug sich im Pairing-Modus befindet. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC | Steuerung, Antrieb und StepSync |
3036 | Fehler | Pairing fehlgeschlagen: Kommunikationsfehler | Während des Pairing-Verfahrens trat bei der Steuerung ein Verbindungsabbruch, eine unerwartete Antwort oder eine Zeitabschaltung auf. | Versuchen Sie noch einmal, ein Pairing-Verfahren auszuführen. Bei erneutem Fehler das Werkzeug warten. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC | Steuerung, Antrieb und StepSync |
3037 | Info | Pairing fehlgeschlagen: Werkzeugplatz ist voll | Einen Werkzeugplatz freimachen. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC | Steuerung, Antrieb und StepSync | |
3040 | Warnung | Not-Aus | Antrieb aufgrund eines Notstopps deaktiviert. | Not-Aus rückstellen. | Protokoll Display Konfiguration | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync |
3050 | Info | Systemuhr aktualisiert | Systemuhr wurde aktualisiert. | Protokoll Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC PFHC | Steuerung, Antrieb und StepSync | |
3051 | Fehler | Systemuhr-Fehler | Von der Echtzeituhr (RTC) der Hardware wurde die falsche Zeit abgelesen. | Den RTC-Akku austauschen. | Protokoll Display Bestät. Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC PFHC | Steuerung, Antrieb und StepSync |
3052 | Warnung | Fernstartkonfigurationsfehler | HW und SW für die Fernstartkonfiguration passen nicht zusammen. | Sicherstellen, dass der HW-DIP-Schalter zur ausgewählten Startquelle passt. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync |
3053 | Info | Laufwerk verbunden | StepSync-Laufwerk wurde verbunden. | Protokoll Display | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync | |
3054 | Info | Laufwerk getrennt | StepSync-Laufwerk getrennt. | Protokoll Display | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync | |
3055 | Warnung | Fehler bei Moduskonfiguration | Wird erzeugt, wenn der ausgewählte Modus falsch konfiguriert wird. Beispielsweise Konfiguration von zwei Bolzen mit der gleichen Bolzennummer oder dem gleichen Kanal, unvollständige Moduskonfiguration. | Überprüfen Sie ToolsTalk 2 auf Fehler bei der Moduskonfiguration. | Protokoll Display | Flex StepSync | Steuerung, Antrieb und StepSync |
3056 | Warnung | Kann nicht gestartet werden: Werkzeug oder Laufwerk fehlt | Wird erzeugt, wenn einem verwendeten Kanal ein Laufwerk oder Werkzeug fehlt. | Überprüfen Sie das Kanalmenü auf der MMS. Verbinden Sie das fehlende Laufwerk oder Werkzeug. | Protokoll Display | Flex StepSync | Steuerung, Antrieb und StepSync |
3057 | Info | Kann nicht gestartet werden: Der Kanal wird bereits verwendet | Erzeugt, wenn ein benötigter Kanal einer anderen virtuellen Station zugewiesen wurde. | Protokoll Display | Flex | Steuerung, Antrieb und StepSync | |
3058 | Info | Kein Modus ausgewählt | Modus auswählen. | Protokoll Display | Flex StepSync | Steuerung, Antrieb und StepSync | |
3059 | Warnung | Verbindung mit Lizenzmanager von Atlas Copco fehlgeschlagen | Zeigt an, dass der Controller keine Verbindung mit dem lokalen Lizenzmanager zum Erhalt von Lizenzen aufbauen konnte. | Lokales Netzwerk prüfen Wenn die Verbindung erneut fehlschlägt, warten Sie den Controller. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync |
3061 | Warnung | Kann nicht gestartet werden: Freigabesignal ist niedrig | Protokoll Display | Flex StepSync | Steuerung, Antrieb und StepSync | ||
3062 | Warnung | Kann nicht gestartet werden: Stoppsignal ist hoch | Protokoll Display | Flex StepSync | Steuerung, Antrieb und StepSync | ||
3063 | Warnung | Kann nicht gestartet werden: Alle Kanäle gesperrt | Alle Kanäle wurden auf gesperrt gesetzt, daher kann keine Verschraubung gestartet werden. | Mindestens ein Kanal muss auf nicht gesperrt gesetzt sein. | Protokoll Display | Flex StepSync | Steuerung, Antrieb und StepSync |
3064 | Warnung | Fehlerhafte Trägernummer | Der Hex-Schalter eines FlexCarriers wurde auf Null gesetzt. | Setzen Sie den Schalter auf einen von Null verschiedenen Wert. | Protokoll Display | Flex | Steuerung, Antrieb und StepSync |
3065 | Warnung | Notaus-Konfigurationsstecker des Trägers vom falschen Typ oder fehlt | Der Notaus-Konfigurationsstecker eines Trägers fehlt oder der Stecker ist vom falschen Typ. | Setzen Sie einen Stecker des korrekten Typs ein. | Protokoll Display | Flex | Steuerung, Antrieb und StepSync |
3066 | Warnung | Trägerspannung Einlass Kein 3-phasiger Wechselstrom | Protokoll Display | Flex | Steuerung, Antrieb und StepSync | ||
3067 | Warnung | Trägerspannung Einlass Eine Wechselstromphase fehlt | Protokoll Display | Flex | Steuerung, Antrieb und StepSync | ||
3068 | Warnung | Träger: Interne 24-VDC-Stromversorgungseinheit defekt | Protokoll Display | Flex | Steuerung, Antrieb und StepSync | ||
3069 | Warnung | Träger 24-V-Ausgangsanschluss wegen Überstrom deaktiviert | Führen Sie einen System-Reset durch. | Protokoll Display | Flex | Steuerung, Antrieb und StepSync | |
3070 | Warnung | Träger, Hardware-Fehler PF6 FlexControl-Kabel OUT | Führen Sie einen System-Reset durch. | Protokoll Display | Flex | Steuerung, Antrieb und StepSync | |
3071 | Warnung | Träger, Hardware-Fehler PF6 FlexControl-Kabel IN | Führen Sie einen System-Reset durch. | Protokoll Display | Flex | Steuerung, Antrieb und StepSync | |
3072 | Warnung | Not-Halt Fehler 24-VDC-Stromversorgung durch Kurzschluss | Protokoll Display | Flex | Steuerung, Antrieb und StepSync | ||
3073 | Warnung | Kann nicht gestartet werden: Notstopp für System wurde ausgelöst | Dieses Ereignis wird beim Zuweisen von mehreren Spindeln durch „preStartCheckFailed“ aufgrund eines Notaus ausgelöst. | Setzen Sie den Notaus zurück. | Protokoll Display | Flex StepSync | Steuerung, Antrieb und StepSync |
3074 | Warnung | Träger überhitzt | Protokoll Display | Flex | Steuerung, Antrieb und StepSync | ||
3075 | Warnung | Trägertemperatur IO | Protokoll Display | Flex | Steuerung, Antrieb und StepSync | ||
3076 | Warnung | Träger: Überlast der internen 24-VDC-Stromversorgung | Der Stromausgang vom internen Netzteil ist zu hoch. | Trennen Sie andere Träger, die vom Netzteil mit Strom versorgt werden. Trennen Sie alle externen Geräte, die die 24-VDC-Stromversorgung nutzen. | Protokoll Display | Flex | Steuerung, Antrieb und StepSync |
3077 | Warnung | Träger: Interne 24-VDC-Stromversorgung Überspannung | Der Spannungsausgang vom internen Netzteil ist zu hoch. | Tauschen Sie den Träger aus. | Protokoll Display | Flex | Steuerung, Antrieb und StepSync |
3078 | Warnung | Träger: Interne 24-VDC-Stromversorgung Unterspannung | Der Spannungsausgang vom internen Netzteil ist zu niedrig. | Tauschen Sie den Träger aus. | Protokoll Display | Flex | Steuerung, Antrieb und StepSync |
3079 | Warnung | Externe Versorgung für Träger: 24-VDC-Überspannung | Die Sicherungs-Eingangsspannung ist größer als 27 VDC. | Passen Sie die Sicherungs-Eingangsspannung an. | Protokoll Display | Flex | Steuerung, Antrieb und StepSync |
3080 | Warnung | Externe Versorgung für Träger: 24-VDC-Unterspannung | Die Sicherungs-Eingangsspannung ist kleiner als 19 VDC. | Passen Sie die Sicherungs-Eingangsspannung an. | Protokoll Display | Flex | Steuerung, Antrieb und StepSync |
3081 | Warnung | Trägerspannung Einlass 3-Phasen-Wechselstrom-Überspannung | Die Eingangsspannung ist zu hoch. | Senken Sie die Eingangsspannung auf 400 VAC oder 480 VAC. | Protokoll Display | Flex | Steuerung, Antrieb und StepSync |
3082 | Warnung | Trägerspannung Einlass 3-Phasen-Wechselstrom-Unterspannung | Die Eingangsspannung ist zu niedrig. | Erhöhen Sie die Eingangsspannung auf 400 VAC oder 480 VAC. | Protokoll Display | Flex | Steuerung, Antrieb und StepSync |
3083 | Fehler | Falsche Anybus/Profisafe-Modul-Firmware | Protokoll Display | Flex Power Focus 6000 Power Focus 8 StepSync | Steuerung, Antrieb und StepSync | ||
3084 | Fehler | Laufzeitfehler Soft-PLC | eCLR wurde unkontrolliert beendet. | Protokoll Display Konfiguration | Flex Power Focus 6000 Power Focus 8 StepSync | Steuerung, Antrieb und StepSync | |
3085 | Warnung | Träger: Gebläsemodul außer Betrieb | Protokoll Display | Flex | Steuerung, Antrieb und StepSync | ||
3086 | Warnung | Träger: Gebläsemodul teilweise außer Betrieb | Protokoll Display | Flex | Steuerung, Antrieb und StepSync | ||
3087 | Warnung | Träger: Linkes Gebläsemodul außer Betrieb | Protokoll Display | Flex | Steuerung, Antrieb und StepSync | ||
3088 | Warnung | Träger: Linkes Gebläsemodul teilweise außer Betrieb | Protokoll Display | Flex | Steuerung, Antrieb und StepSync | ||
3089 | Warnung | Träger: Rechtes Gebläsemodul außer Betrieb | Protokoll Display | Flex | Steuerung, Antrieb und StepSync | ||
3090 | Warnung | Träger: Rechtes Gebläsemodul teilweise außer Betrieb | Protokoll Display | Flex | Steuerung, Antrieb und StepSync | ||
3096 | Warnung | Stärke des Mobilfunksignals niedrig | Der RSSI-Wert für die Mobilfunkverbindung liegt unterhalb des festgelegten Grenzwerts von -98 dBm. | Bewegen Sie das Werkzeug für eine bessere Verbindung sowie zur Vermeidung von Datenverlusten näher an die Mobilfunkantennen heran. | Konfiguration | IxB | Steuerung, Antrieb und StepSync |
3097 | Warnung | Mobilfunkverbindung unterbrochen | Das System hat die Verbindung zum Mobilfunknetzwerk verloren. |
| Protokoll Display Konfiguration | IxB | Steuerung, Antrieb und StepSync |
3100 | Warnung | Moduskonfiguration existiert nicht | Protokoll Display | Flex StepSync | Steuerung, Antrieb und StepSync | ||
3150 | Fehler | Software nicht IAM-kompatibel | IAM ist nicht mit der auf dem Controller installierten Software kompatibel. | IAM ersetzen. | Protokoll Display Bestät. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync |
3160 | Fehler | Neu installierte Software konnte nicht aktiviert werden | Bei der Aktivierung ist ein Problem aufgetreten. Wenn die neu installierte Software startet, dann erfolgt ein Rückfall zur vorherigen Betriebssoftware. Dieser Fehler tritt ausschließlich während der Softwareinstallation auf, wenn die neue Software nach drei Versuchen nicht gestartet werden konnte. | Nehmen Sie einen Export vor und wenden Sie sich für weitere Unterstützung an Atlas Copco. Notieren Sie die zu installierende Softwareversion sowie die funktionierende Softwareversion. | Protokoll Display Bestät. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync |
3161 | Fehler | Start in unerwarteter Softwarepartition | Die Steuerung wurde bei der inaktiven Softwareseite und nicht bei der erwarteten Softwareseite gestartet. | Notieren Sie die Softwareversion (wählen Sie auf der Startseite der Steuerung „Steuerung > Software“ aus). Versuchen Sie, die Steuerung neu zu starten und vergewissern Sie sich, dass sie beim Neustart mit der richtigen Software läuft. Wenn der Fehler bestehen bleibt, nehmen Sie einen Export vor und wenden Sie sich an Atlas Copco. | Protokoll Display Bestät. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync |
3500 | Fehler | Generischer Lizenzmanager-Fehler | Inkonsistenzen im verwendeten Eigenschaftsverwaltungssystem erkannt. | Wenden Sie sich an einen Atlas Copco-Vertreter. | Protokoll Display Bestät. | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync |
3501 | Fehler | Synchronisationsfehler Lizenzmanager | Protokoll Display Bestät. | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync | ||
3502 | Info | Lizenzmanager-Synchronisierung ausgeführt | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync | |||
3503 | Warnung | Lizenz-Manager: Andere Quelle wird verwendet | Die Lizenz wird von einer anderen Quelle genutzt. | Lizenzzuordnung prüfen. | Protokoll Display | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync |
3504 | Warnung | Neustart des Lizenzmanagers notwendig | Lizenzmanager erneut starten. | Protokoll Display | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync | |
3505 | Info | USB-Lizenzsynchronisierung gestartet | Protokoll | Power Focus 6000 Power Focus 8 Power Focus XC | Steuerung, Antrieb und StepSync | ||
3506 | Fehler | Fehler bei der USB-Lizenzsynchronisierung | Protokoll | Power Focus 6000 Power Focus 8 Power Focus XC | Steuerung, Antrieb und StepSync | ||
3507 | Info | USB-Lizenzsynchronisierung abgeschlossen | Protokoll | Power Focus 6000 Power Focus 8 | Steuerung, Antrieb und StepSync | ||
3508 | Info | Eine oder mehrere Lizenzen laufen bald ab. Bitte stellen Sie sicher, dass ein Lizenzserver konfiguriert wurde | Lizenzen aktualisieren. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync | |
3511 | Warnung | Eine Ihrer Lizenzen besitzt eine abweichende Lizenzdefinition | Inkonsistenzen in einer zu verwendenden Lizenz erkannt. | Wenden Sie sich an einen Atlas Copco-Vertreter. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync |
3550 | Warnung | Lizenz fehlt | Korrekte Lizenz installieren. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync | |
3551 | Warnung | Drahtlose Kommunikation durch Lizenzierung deaktiviert | Zuweisung der Standalone-Lizenz zur virtuellen Station aufheben. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Steuerung, Antrieb und StepSync | |
4010 | Info | Werkzeug durch digitalen Eingang gesperrt | Das Werkzeug ist über ein Digitaleingangssignal gesperrt. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Verschraubungsvorgang | |
4011 | Info | Werkzeug gesperrt durch Open Protocol | Das Werkzeug ist durch Open Protocol gesperrt. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Verschraubungsvorgang | |
4012 | Info | Werkzeug durch Feldbus gesperrt | Das Werkzeug ist durch den Feldbus gesperrt. | Protokoll Display Konfiguration | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Verschraubungsvorgang | |
4013 | Info | Werkzeug durch Stecknuss-Selektor gesperrt | Das Tool ist gesperrt, wenn der Aufsatz-Selektor von der virtuellen Station getrennt wird. | Entsperren durch Master-Freigabe. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang |
4014 | Info | Werkzeug durch Soft-PLC gesperrt | Soft-PLC-Signal hat das Werkzeug gesperrt. | Entsperren durch Master-Freigabe. | Protokoll Display Konfiguration | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Verschraubungsvorgang |
4015 | Info | Lösen deaktiviert | Die Lösefunktion ist im Verschraubungsprogramm deaktiviert. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Verschraubungsvorgang | |
4016 | Info | Verschraubung deaktiviert | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Verschraubungsvorgang | ||
4017 | Info | Lösen nicht konfiguriert | Die Lösefunktion ist im gewählten Verschraubungsprogramm nicht konfiguriert | Auswahl eines anderen Verschraubungsprogramms. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Verschraubungsvorgang |
4020 | Info | Zu viele NIO-Verschraubungen | In der Gruppe wurde der Wert für max. aufeinanderfolgende NIO-Verschraubungen überschritten | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Verschraubungsvorgang | |
4025 | Info | Kein Verschraubungsprogramm ausgewählt | Kein Verschraubungsprogramm ausgewählt. | Verschraubungsprogramm oder Gruppensequenz auswählen. | Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang |
4030 | Info | Gruppensequenz abgebrochen | Die Gruppensequenz wurde abgebrochen. | Protokoll Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC PFHC | Verschraubungsvorgang | |
4031 | Info | Max. Zeit bis zum Abschluss der Gruppensequenz erreicht | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Verschraubungsvorgang | ||
4032 | Info | Max. Zeit bis zum Abschluss der ersten Verschraubung erreicht | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Verschraubungsvorgang | ||
4035 | Info | Gesperrt durch Liniensteuerung | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | ||
4040 | Info | Durch alternativen Identifikator gesperrt | Werkzeug durch alternativen Identifikator arretiert. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4050 | Ungültige Stecknusskonfiguration | Verschraubungsprogramm mehreren Stecknüssen zugewiesen. | Verschraubungsprogramm mehreren Stecknüssen zugewiesen. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4060 | Info | Werkzeug nach abgeschlossener Charge gesperrt | Wenn Sie eine Charge mit der Kennzeichnung \"Werkzeugarretierung\" auf einer abgeschlossenen Chargensequenz laufen lassen, wird dieses Ereignis erstellt, wenn der Auslöser gedrückt wird. | Entriegeln Sie es mithilfe des Signals \"Werkzeugentriegelung\" nach Abschluss des Vorgangs. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Verschraubungsvorgang |
4070 | Info | Prozess tritt in manuellen Modus ein | Gibt an, dass der manuelle Modus für eine virtuelle Station aktiviert wurde. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4071 | Info | Prozess tritt in den automatischen Modus ein | Gibt an, dass der automatische Modus für eine virtuelle Station gewählt wurde. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4072 | Info | Schraubenprüfung | Konfiguration | Flex StepSync | Verschraubungsvorgang | ||
4073 | Info | Werkzeug-Nullposition aktualisiert | Zeigt an, dass die Werkzeug-Nullposition mithilfe von Signalen festgelegt wurde. | Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Verschraubungsvorgang | |
4100 | Warnung | Bezeichner nicht akzeptiert: Ungültige Zeichenkettenlänge | Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Verschraubungsvorgang | ||
4101 | Warnung | Zeichenkettenauswahl nicht erfolgreich: Mehrere Übereinstimmungen | Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Verschraubungsvorgang | ||
4102 | Warnung | Zeichenkettenauswahl nicht erfolgreich: Keine Übereinstimmung gefunden | Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Verschraubungsvorgang | ||
4103 | Warnung | Bezeichner nicht akzeptiert: Identische Zeichenkette bereits erhalten | Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Verschraubungsvorgang | ||
4104 | Warnung | Bezeichner nicht akzeptiert: Keine Übereinstimmung gefunden | Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Verschraubungsvorgang | ||
4500 | Info | Ergebnis Antriebsfehler | Interner Antriebsfehler oder Antriebsverlust erkannt. | Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4501 | Info | Ergebnis Rehit | Versuch, eine schon festgezogene Schraube anzuziehen, während die Rehit-Erkennung aktiviert ist. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4502 | Info | Ergebnis Soft-Start-Drehmoment zu niedrig | Softstart-Drehmoment unter der Mindestgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4503 | Info | Ergebnis Soft-Start-Drehmoment zu hoch | Softstart-Drehmoment über der Höchstgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4504 | Info | Ergebnis Self-Tap-Drehmoment zu hoch | Self-Tap-Drehmoment über der Höchstgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4505 | Info | Ergebnis Self-Tap-Drehmoment zu niedrig | Self-Tap-Drehmoment unter der Mindestgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4506 | Info | Ergebnis Sicherheitsdrehmoment zu niedrig | Automatisch berechneter Drehmomentwert zur Sicherstellung eines korrekt montierten Drehmomentsensors. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4507 | Info | Ergebnis Einschraubdrehmoment zu hoch | Einschraubdrehmoment über der Höchstgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4508 | Info | Ergebnis Einschraubwinkel zu hoch | Einschraubwinkel über der Höchstgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4509 | Info | Ergebnis Einschraubdauer zu hoch | Einschraubzeit über der Höchstgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4510 | Info | Ergebnis Einschraubdauer zu niedrig | Einschraubzeit unter der Mindestgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4511 | Info | Ergebnis Einschraubdrehmoment zu niedrig | Einschraubdrehmoment unter der Mindestgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4512 | Info | Ergebnis Einschraubwinkel zu niedrig | Einschraubwinkel unter der Mindestgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4513 | Info | Ergebnis Istwert-Drehmoment zu hoch | Drehmoment für letzte Stufe über der Höchstgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4514 | Info | Ergebnis Istwert-Winkel zu hoch | Winkel für letzte Stufe über der Höchstgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4515 | Info | Ergebnis Istwert-Drehmoment zu niedrig | Drehmoment für letzte Stufe unter der Mindestgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4516 | Info | Ergebnis Istwert-Winkel zu niedrig | Winkel für letzte Stufe unter der Mindestgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4517 | Info | Ergebnis Zeitüberschreitung Verschraubung | Zeitlimit für Verschraubung überschritten. Für allgemeine Verschraubungsstrategien beträgt die maximale Verschraubungszeit 30 Sekunden. Für eine mehrstufige maximale Verschraubungszeit hängt die maximale Zeitbegrenzung von der Stufenbeschränkung ab. Der Fehlercode ist abhängig von der Verschraubungsphase. | Verschraubung wiederholen: | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang |
4518 | Info | Ergebnis Start verloren | Der Startknopf am Werkzeug wurde losgelassen, bevor der Sollwert erreicht wurde. Bei allgemeinen Verschraubungsstrategien darf der Startknopf nicht losgelassen werden, bevor die Verschraubungsphase abgeschlossen ist. Bei Multistep wird der Fehler angezeigt, wenn der Startknopf losgelassen wird, bevor der Sollwert in einer bestimmten Stufe erreicht wurde. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4519 | Info | Vorzeitiger Drehmomentverlust | Die Stecknuss rutschte von der Mutter. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4520 | Info | Ergebnis Ziel vor letztem Schritt erreicht | Das Sollmoment wurde vor der letzten Stufe des Verschraubungsprogramms erreicht. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4521 | Info | Ergebnis Post-View-Drehmoment zu niedrig | Drehmoment nach Anzeige unter der Mindestgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4522 | Info | Ergebnis Post-View-Drehmoment zu hoch | Drehmoment nach Anzeige über der Höchstgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4523 | Info | Ergebnis Post-View-Drehmoment Intervall nicht erreicht | Intervall Drehmoment nach Anzeige nicht erreicht. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4524 | Info | Ergebnis Drehmomentausgleich Intervall nicht erreicht | Momentkompensationsintervall-Winkel vor Einschraubende nicht erreicht. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4525 | Info | Ergebnis der Werkzeugbewegung überschritten | Von einem detaillierten NOK-Verschraubungsstatus. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4526 | Info | Ergebnis SafetyCurrMon-Sensor Fehlzuordnung | Stromüberwachungsfehler. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | ||
4527 | Info | Ergebnis der Werkzeugbewegung überschritten | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |||
4538 | Info | Ergebnis Istwert-Überwachungs-Drehmoment zu niedrig | Endgültiges Überwachungsdrehmoment wurde nicht erreicht. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4543 | Info | Ergebnisüberwachung hoch | Nur Schraubenschlüssel. Entdeckten überschrittenen Festziehwert überwachen. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4545 | Info | Ergebnis Kein Rest-Drehmoment | Nur Schraubenschlüssel. Restdrehmoment lag unter der Schwelle. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4546 | Info | Ergebnis Überdrehzahl | Nur Schraubenschlüssel. Schraubschlüssel-Gyro konnte Winkel aufgrund der hohen Geschwindigkeit nicht messen. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4547 | Info | Ergebnis Effektives Lösen | Nur Schraubenschlüssel. Schlüssel hat eine unerwartete Lockerung festgestellt. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4548 | Info | Ergebnis Final Unter Soll | Enddrehmoment liegt unter dem im Verschraubungsprogramm eingestellten Sollmoment. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4549 | Info | TurboTight-Zeitlimit überschritten | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | ||
4550 | Info | Ergebnis Einschraubimpulse hoch | Maximale Anzahl von Eindrehungs-Impulsen ist überschritten. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4551 | Info | Ergebnis Einschraubimpulse niedrig | Die Eindrehung ist abgeschlossen, bevor die Mindestanzahl von Eindrehungs-Impulsen erreicht ist. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4552 | Info | Ergebnis letzte Impulse hoch | Maximale Anzahl von Impulsen überschritten. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4553 | Info | Ergebnis letzte Impulse niedrig | Die Anziehung ist abgeschlossen, bevor die Mindestanzahl von Impulsen erreicht ist. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4554 | Info | Strom bei Abschaltung zu hoch | Strom bei Abschaltung überschritt Stromgrenze Hoch. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4555 | Info | Strom bei Abschaltung zu niedrig | Gemessener Strom bei Abschaltung lag unter Stromgrenze Niedrig. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4556 | Info | Nicht kategorisierter Multistep-Fehler | Ein Fehler in der mehrstufigen Konfiguration, oft bei der Werkzeugvalidierung. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | |
4557 | Info | Ergebnis Überlast | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschraubungsvorgang | ||
4600 | Warnung | Daten verwerfen oder Daten zurückhalten verwendet in Kombination mit Gruppenverschraubung. Die Signale haben keinen Effekt | Daten verwerfen oder Daten zurückhalten werden nur für Arbeitsaufgaben ohne Gruppensteuerung unterstützt. Wählen Sie eine andere Arbeitsaufgabe aus, wenn die Signale verwendet werden müssen. | Flex StepSync | Verschraubungsvorgang | ||
4601 | Info | Daten zurückhalten aktiv: Verschraubungsergebnis wird gesendet, sobald das Signal niedrig ist. | Flex StepSync | Verschraubungsvorgang | |||
4602 | Info | Daten verwerfen aktiv: Verschraubungsergebnis verworfen. | Flex StepSync | Verschraubungsvorgang | |||
5010 | Warnung | Ungültige Parameterwerte für Verschraubungsprogramm | Die Parameter im ausgewählten Verschraubungsprogramm sind ungültig | Überprüfen Sie die Konfiguration des ausgewählten Verschraubungsprogramms, um den Wert des Parameters zu finden und zu ändern. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC PFHC | Programmkonfiguration |
5011 | Warnung | Programmspeicher im Werkzeug konnte nicht vorbereitet werden | Es ist nicht möglich, die aktuelle Speichergröße des Programms im STB-Werkzeug auszulesen oder den Programmspeicher für das Herunterladen des aktualisierten - oder neu ausgewählten - Verschraubungsprogramms auf das STB-Tool vorzubereiten. |
| Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC | Programmkonfiguration |
5020 | Info | Hauptstarter ist nicht die aktive Startquelle | Wird ausgelöst, wenn nur der Schubstarter konfiguriert wurde und der Benutzer den Hauptstartknopf drückt. Wird so lange ausgelöst, bis der Schubstarter gedrückt wird. | Den Schubstarter zum Starten des Werkzeugs drücken. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Programmkonfiguration |
5030 | Info | Die Komplexität des Verschraubungsprogramms überschreitet die Werkzeugkapazität | Das gewählte Verschraubungsprogramm ist für das verwendete STB-Werkzeug zu komplex. Das Werkzeug wird gesperrt. | Reduzieren Sie die Komplexität des Verschraubungsprogramms oder wählen Sie ein anderes Programm. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC | Programmkonfiguration |
6010 | Info | Zubehör angeschlossen | Zubehör an Steuerung angeschlossen. | Protokoll Display Bestät. Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Zubehör | |
6020 | Info | Zubehör getrennt | Zubehör von Steuerung getrennt. | Protokoll Display Bestät. Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Zubehör | |
6021 | Warnung | Feldbus offline | Keine Kommunikation mit dem Feldbus. | Protokoll Display Bestät. Konfiguration | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Zubehör | |
6030 | Warnung | Zubehör-Adressenkonflikt | Es sind zwei oder mehr Zubehörgeräte mit derselben Adresse angeschlossen. | Ändern Sie die Adresse am Zubehör. | Protokoll Display Bestät. Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Zubehör |
6040 | Warnung | Zubehör-Kommunikationsfehler | Zeitweise auftretender Kommunikationsfehler mit dem Zubehör. | Kabel und Anschlüsse prüfen. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Zubehör |
6041 | Warnung | Feldbusfehler | Kommunikationsfehler mit dem Feldbus. |
| Protokoll Display Bestät. Konfiguration | Flex Power Focus 6000 Power Focus 8 StepSync | Zubehör |
6042 | Warnung | Abweichung bei Feldbusmodul | Das installierte Feldbusmodul passt nicht zum konfigurierten Modul. | Ändern Sie die Konfiguration, sodass diese zum installierten Modul passt, oder tauschen Sie das installierte Modul gegen das korrekte aus. | Protokoll Display Bestät. Konfiguration | Flex Power Focus 6000 Power Focus 8 StepSync | Zubehör |
6043 | Warnung | Überlauf des Feldbus-Ausgangspuffers | Der für die Feldbuskommunikation verwendete Ausgangspuffer ist ausgeschöpft und ein Überlauf des Puffers ist eingetreten. Eine oder mehrere Signalaktualisierungen wurden verworfen. | Halten Sie die Feldbuskommunikation und die Feldbusdiagnose (falls verwendet) an, um den Puffer wiederherzustellen. Falls dieses Ereignis regelmäßig eintritt, überprüfen Sie die Einrichtung der Feldbuskommunikation einschließlich des SPS-Programms: Zu häufige Aktualisierungen im Verhältnis zu Ihrem Aktualisierungsintervall können zu diesem Szenario führen. | Protokoll Display Bestät. Konfiguration | Flex Power Focus 6000 Power Focus 8 StepSync | Zubehör |
6044 | Warnung | Falsche ID des Feldbus-Providers | Das installierte Feldbusmodul wird nicht unterstützt. | Verbinden Sie ein unterstütztes Feldbusmodul von Atlas Copco. | Protokoll Display Bestät. | Power Focus 8 | Zubehör |
6050 | Info | Falsche Stecknuss ausgewählt | Wird ausgelöst, wenn keine oder die falsche Stecknuss ausgewählt wurde. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Zubehör | |
6090 | Warnung | Barcode-Lesegerät konnte nicht identifiziert werden | Wenn keine spezifische Seriennummer gefunden wird. | Das Barcode-Lesegerät konfigurieren. | Protokoll Display Bestät. Konfiguration | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC PFHC | Zubehör |
7010 | Info | Anzuzeigender Meldungstext | Allgemeines Ereignis für die Anzeige von Meldungen. | Display Bestät. Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC PFHC | Nachricht | |
8200 | Info | Fehler beim Öffnen des Seriellen Ports | Der zur Nutzung vorgesehene Serielle Port konnte nicht geöffnet werden. | Prüfen Sie die Anschlüsse des Seriellen Ports. | Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschiedenes |
8300 | Warnung | Zeitüberschreitung bei Kommunikation mit Open Protocol Client | Zeitüberschreitung bei der Kommunikation mit einem Open Protocol Client. Es wurde keine Keep-Alive-Nachricht oder kein Keep-Alive-Befehl innerhalb der erwarteten Zeit gesendet. |
| Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Verschiedenes |
8214 | Fehler | Falsche Version der EHMI-Software | Die EHMI-Softwareversion ist mit dem Controller nicht kompatibel. | Aktualisieren Sie die EHMI-Softwareversion. | Protokoll Display Bestät. Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschiedenes |
Konfiguration - Ereigniscodeliste
Verfügbar für - Ereigniscodeliste
Listet Produkte auf, für die der Ereigniscode verfügbar ist.
Gruppen - Ereigniscodeliste
Gruppe, zu der die Ereigniscodes gehören.
Ereignisbeschreibung
Eine kurze Beschreibung des Ereignisses und des Grundes für dessen Eintritt.
Verfahren - Ereigniscodeliste
Gegebenenfalls werden Anweisungen zum Löschen des Ereignisses angegeben.
Protokoll - Ereigniscodeliste
Teilt dem Benutzer mit, ob das Ereignis im Ereignisprotokoll gespeichert werden soll. Beim in dieser Liste angegebenen Wert handelt es sich um die Standardeinstellung.
Anzeige - Ereigniscodeliste
Teilt dem Benutzer mit, ob das Ereignis auf dem Bildschirm angezeigt werden soll. Beim in dieser Liste angegebenen Wert handelt es sich um die Standardeinstellung.
Bestätigung - Ereigniscodeliste
Teilt dem Benutzer mit, ob das Ereignis vor dem Fortfahren bestätigt werden muss. Beim in dieser Liste angegebenen Wert handelt es sich um die Standardeinstellung.
Ereigniscode
Die spezifische Ereignisnummer
Art von Ereignissen - Ereigniscodeliste
Art des Ereignisses: Info, Warnung und Fehler.
Ereignisname
Ein beschreibender Name des Ereignisses
Liste der NIO-Ergebnisse
Fehlermeldung | Beschreibung | GUI-Position |
|---|---|---|
Antriebsfehler | Interner Antriebsfehler oder Antriebsverlust erkannt. | k.A. |
Rehit | Versuch, eine bereits angezogene Schraube anzuziehen. | Schraubparameter (Bearbeiten) > Rehit-Erkennung |
Softstart-Drehmoment über Maximum | Softstart-Drehmoment über der Höchstgrenze. | Schraubparameter (Bearbeiten) > (Stufe 1) Softstart > Drehmoment max. |
Selbstschneide-Drehmoment über Maximum | Selbstschneide-Drehmoment über der Höchstgrenze. | Schraubparameter (Bearbeiten) > (Stufe 2) Selftap > Drehmoment max. |
Selbstschneide-Drehmoment unter Minimum | Selbstschneide-Drehmoment unter der Mindestgrenze. | Schraubparameter (Bearbeiten) > (Stufe 2) Selftap > Drehmoment min. |
Sicherheits-Drehmomentgrenze niedrig | Automatisch berechneter Drehmomentwert zur Sicherstellung eines korrekt montierten Drehmomentsensors. | k.A. |
Eindrehungs-Drehmoment über Maximum | Einschraubdrehmoment über der Höchstgrenze. | Schraubparameter (Bearbeiten) > (Stufe 2) Einschraub-Momentgrenzwerte > Drehmoment max. |
Eindrehungswinkel über Maximum | Einschraubwinkel über der Höchstgrenze. | Schraubparameter (Bearbeiten) > (Stufe 2) Einschraub-Winkelgrenzwerte > Winkel max. |
Eindrehen überschreitet das maximale Zeitlimit | Einschraubzeit über der Höchstgrenze. | Schraubparameter (Bearbeiten) > (Stufe 2) Einschraub-Winkelgrenzwerte > Zeit max. |
Eindrehen unter dem minimalen Zeitlimit | Einschraubzeit unter der Mindestgrenze. | Schraubparameter (Bearbeiten) > (Stufe 2) Einschraub-Winkelgrenzwerte > Zeit min. |
Eindrehungs-Drehmoment unter Minimum | Einschraubdrehmoment unter der Mindestgrenze. | Schraubparameter (Bearbeiten) > (Stufe 2) Einschraub-Momentgrenzwerte > Drehmoment min. |
Eindrehungswinkel unter Minimum | Einschraubwinkel unter der Mindestgrenze. | Schraubparameter (Bearbeiten) > (Stufe 2) Einschraub-Winkelgrenzwerte > Winkel min. |
Drehmoment finaler Schritt über Maximum | Drehmoment für letzte Stufe über der Höchstgrenze. | Schraubparameter (Bearbeiten) > (Stufe 3) Letzte Stufe > Drehmomentbegrenzer manuell > Drehmoment max. |
Winkel finaler Schritt über Maximum | Winkel für letzte Stufe über der Höchstgrenze. | Schraubparameter (Bearbeiten) > (Stufe 3) Letzte Stufe > Winkel max. |
Drehmoment finaler Schritt unter Minimum | Drehmoment für letzte Stufe unter der Mindestgrenze. | Schraubparameter (Bearbeiten) > (Stufe 3) Letzte Stufe > Drehmomentbegrenzer manuell > Drehmoment min. |
Winkel finaler Schritt unter Minimum | Winkel für letzte Stufe unter der Mindestgrenze. | Schraubparameter (Bearbeiten) > (Stufe 3) Letzte Stufe > Winkel max. |
Verschraubungszeit abgelaufen | Zeitlimit für Verschraubung überschritten. | [Mehrschritt] Schraubparameter (Bearbeiten )> Stufenabhängig [Andere Schraubprogramme]: fester Parameter auf 30 Sekunden eingestellt |
Startknopf losgelassen | Der Startknopf am Werkzeug wurde losgelassen, bevor der Sollwert erreicht wurde. | [Mehrstufig]: Triggerfreigabe bevor Festzieh-Stufenziel erreicht wurde [Andere Schraubprogramme]: Triggerfreigabe bevor Festzieh-Stufe beendet wurde |
Abgleiten | Die Stecknuss rutschte von der Mutter. | Schraubparameter (Bearbeiten) > (Stufe 3) Schraubparameter > Abrutscherkennungszeit |
Sollwert vor Endstufe erreicht | Das Sollmoment wurde vor der letzten Stufe des Verschraubungsprogramms erreicht. | Solldrehmoment |
Ansicht-Drehmoment unter Minimum | Drehmoment nach Anzeige unter der Mindestgrenze. | Schraubparameter (Bearbeiten) > (Stufe 2) Drehmoment nach Anzeige > Drehmoment min. |
Ansicht-Drehmoment über Maximum | Drehmoment nach Anzeige über der Höchstgrenze. | Schraubparameter (Bearbeiten) > (Stufe 2) Drehmoment nach Anzeige > Drehmoment max. |
Intervall Drehmoment nach Anzeige nicht erreicht | Intervall Drehmoment nach Anzeige nicht erreicht. | Schraubparameter (Bearbeiten) > (Stufe 2) Drehmoment nach Anzeige > Länge min. Drehmoment |
Momentkompensationsintervall nicht erreicht | Momentkompensationsintervall-Winkel vor Einschraubende nicht erreicht. | Schraubparameter (Bearbeiten) > (Stufe 3) Drehmomentausgleich > Drehmoment-Kompensationspunkt |
Werkzeugbewegung überschritten | Das Werkzeug wurde über die eingestellten Winkelgrenzwerte hinaus bewegt. | Schraubparameter (Bearbeiten) > (Stufe 1) TrueAngle-Ausgleich (Ein); Grenzwerte für Werkzeugbewegung > Positiv/Negativ |
Stromüberwachungsfehler | Stromüberwachungsfehler. | Schraubparameter (Bearbeiten) > (Stufe 1) Stromüberwachung (Ein) |
Letzter Schritt überschreitet das maximale Zeitlimit | [TurboTight] Schraubparameter (Bearbeiten) > (Stufe 3) Letzte Stufe > Zeit max. | |
Letzter Schritt unter dem Mindest-Zeitlimit | [TurboTight] Schraubparameter (Bearbeiten) > (Stufe 3) Letzte Stufe > Zeit min. | |
TurboTight Zeitlimit überschritten | TurboTight-Zeitlimit überschritten. | [TurboTight] Schraubparameter (Bearbeiten) > (Stufe 3) Letzte Stufe > Zeit max. |
Anzugsüberwachung hoch | Nur Schraubenschlüssel. Entdeckten überschrittenen Festziehwert überwachen. | Schraubparameter (Bearbeiten) > Einschraub-Stufe (Stufe 2) Einschrauben abgeschlossen > Drehmoment beim abgeschlossenen Eindrehen |
Kein Rest-Drehmoment | Nur Schraubenschlüssel. Restdrehmoment lag unter der Schwelle. | [TurboTight] + [TensorPulse] Anziehparameter (Bearbeiten) > (Stufe 3) > Anziehparameter > Korrelationsfaktor Restmoment |
Zu hohe Drehzahl | Nur Schraubenschlüssel. Schraubschlüssel-Gyro konnte Winkel aufgrund der hohen Geschwindigkeit nicht messen. | k.A. |
SPC - Statistische Prozesskontrolle
Der Zweck der integrierten SPC-Funktion ist die Bereitstellung von Daten für die Bedienperson bzw. das Qualitätskontrollpersonal zur Beurteilung der Stabilität und des Leistungsvermögens des Montageprozesses entsprechend der genormten SPC-Vorschriften.
Durch das Konfigurieren der SPC-Funktion in der Steuerung kann die Arbeit vereinfacht und direkt an der Steuerung durchgeführt werden, ohne dass eine externe Software erforderlich ist. Die Diagramme werden an der Steuerung generiert.
Da Programmüberwachungen innerhalb der Steuerung als SPC-Variable verwendet werden können, ist es erforderlich, festzulegen, dass nur von der Steuerung kontrollierte Variablen die Leistung des Steuerungssystems aufzeigen. Andere Variablen zeigen hauptsächlich Ergebnisse von anderen Prozessen. Wenn beispielsweise ein Drehmomentwert auf eine Verbindung angelegt wird, dann zeigen die SPC des Enddrehmomentwerts und die entsprechenden Ergebnisse, wie Cp und Cpk, die Leistung des Werkzeugs und der Steuerung an dieser Verbindung auf.
Statistische Berechnungen basieren auf alten, in der Steuerung gespeicherten Daten.
Statistische Berechnungen erfolgen auf Ebene einer Virtuellen Station, abhängig von dem für diese bestimmte Virtuelle Station ausgewählten und verwendeten Verschraubungsprogramm.
In diesem Abschnitt
Konfiguration von SPC-Parametern
Wählen Sie im Startbildschirm die Registerkarte Berichte. Wählen Sie dann links Statistik.
Geben Sie im Fenster SPC-Konfiguration die folgenden Parameter ein, um in der Steuerung gespeicherte Ergebnisse zu erfassen:
Anzahl der Untergruppen: Geben Sie die Anzahl der Untergruppen ein, auf die die statistische Berechnung basiert.
Die Anzahl der Ergebnisse (Anzahl der Untergruppen × Häufigkeit) kann von 2 bis 500 reichen.Untergruppengröße: Geben Sie die Anzahl von Prüfungen (Stichproben) ein, die erforderlich ist, um jeden Punkt (der durchschnittliche Wert der Prüfungen in der Untergruppe) im SPC-Diagramm zu definieren.
Die Untergruppengröße kann von 2 bis 25 reichen.Häufigkeit: Geben Sie ein, wie oft die Erfassung einer neuen Untergruppe gestartet werden soll.
Die Häufigkeit muss gleich oder höher als die Untergruppengröße sein.Wenn beispielsweise die Häufigkeit 8 und die Untergruppengröße 5 beträgt, dann werden die ersten 5 Daten (Ergebnisse) für die Untergruppe herangezogen. Da die Häufigkeit 8 beträgt, werden beim Start der nächsten Untergruppe die Daten (Ergebnisse) ab dem 8. Ergebnis usw. berücksichtigt.
Konfiguration von SPC-Variablen
Wählen Sie im Startbildschirm die Registerkarte Berichte. Wählen Sie dann links Statistik.
Wählen Sie das Plus-Symbol in der oberen rechten Ecke der Benutzeroberfläche aus.
Das Fenster SPC-Variable zeigt die neue Variable.Geben Sie im Feld Name den Namen der Variable ein.
Der Name der Variable entspricht der Kopfzeile des Fensters SPC-Variable.Wählen Sie Verschraubungsprogramm.
Es werden das Fenster Verschraubungsprogramm und eine Liste mit allen mehrstufigen Verschraubungsprogrammen, die in der Steuerung gespeichert und für statistische Berechnungen verfügbar sind, angezeigt.
Wählen Sie das mehrstufige Verschraubungsprogramm der neuen Variable aus.Bei dem Verschraubungsprogramm muss es sich um ein mehrstufiges Verschraubungsprogramm handeln.
Wählen Sie Virtuelle Station.
Es wird das Fenster Virtuelle Station angezeigt.
Wählen Sie die virtuelle Station, von der die Ergebnisse erstellt werden.Statistiken basieren auf Ergebnissen von einer virtuellen Station, der der folgende Lizenztyp zugewiesen ist:
Prozesskontrolle
Wählen Sie Überwachung.
Daraufhin wird das Fenster Überwachung eingeblendet.
Wählen Sie eine der folgenden Programmüberwachungen, auf der die SPC-Berechnung basieren soll:Schrittüberwachung Spitzendrehmoment
Schrittüberwachung Winkel
Enddrehmoment
Endwinkel
Programmüberwachung Drehmoment
Programmüberwachung Winkel
Wenn Schrittüberwachung Spitzendrehmoment oder Schrittüberwachung Winkel ausgewählt wird, geben Sie in das Feld Schrittanzahl die Anzahl der erforderlichen Schritte des Verschraubungsprogramms, von dem der Wert ausgelesen werden soll, ein.
Wenn der Benutzer Ergebnisberichte verwendet, kann sich dies möglicherweise auf die folgenden Überwachungswerte auswirken: Enddrehmoment und Endwinkel.
Wählen Sie Grenzwerte bearbeiten.
Es wird das Fenster Variablenkonfiguration angezeigt.
Legen Sie für Berechnungen und Analysen der Ergebnisse die folgenden Grenzwerte für jeden relevanten Wert fest.
Legen Sie im Fenster Toleranzgrenzen die folgenden Grenzwerte fest (die für die Berechnung der Prozessleistungswerte Cp und Cpk herangezogen werden):
Obere Toleranzgrenze (UTL): Eine benutzerdefinierte Größe, die den höchsten akzeptablen Wert eines Produktattributs bestimmt.
Untere Toleranzgrenze (LTL): Eine benutzerdefinierte Größe, die den niedrigsten akzeptablen Wert eines Produktattributs bestimmt.
Aktivieren oder deaktivieren Sie im Fenster Kontrollgrenzen den Schalter Automatisch berechnen.
Wird der Schalter Automatisch berechnen auf Ja gestellt, dann werden die Kontrollgrenzen automatisch berechnet.
Wird der Schalter Automatisch berechnen auf Nein gestellt, dann legen Sie die folgenden Grenzwerte fest:
Mittelwert - Obere Kontrollgrenze: Eine statistisch bestimmte Größe, die als horizontale, gestrichelte Linie über dem Prozessdurchschnitt angezeigt wird.
Mittelwert - Untere Kontrollgrenze: Eine statistisch bestimmte Größe, die als horizontale, gestrichelte Linie unter dem Prozessdurchschnitt angezeigt wird.
Bereich - Obere Kontrollgrenze: Eine statistisch bestimmte Größe, die als horizontale, gestrichelte Linie über dem Prozessdurchschnitt angezeigt wird.
Bereich - Untere Kontrollgrenze: Eine statistisch bestimmte Größe, die als horizontale, gestrichelte Linie unter dem Prozessdurchschnitt angezeigt wird.
Sigma - Obere Kontrollgrenze: Eine statistisch bestimmte Größe, die als horizontale, gestrichelte Linie über dem Prozessdurchschnitt angezeigt wird.
Sigma - Untere Kontrollgrenze: Eine statistisch bestimmte Größe, die als horizontale, gestrichelte Linie unter dem Prozessdurchschnitt angezeigt wird.
Legen Sie im Fenster Prozessleistungswerte die folgenden Grenzwerte fest:
Cp: Der Cp-Index gibt die Prozessfähigkeit an: Er entspricht der Anzahl der Male, die die Prozessspanne in die Toleranzbreite passt.(Obere Toleranzgrenze - Untere Toleranzgrenze). Je höher der Wert von Cp, desto besser der Prozess.
Cpk: Der Cpk-Index gibt die Prozessfähigkeit mit Positionskorrektur an. Ein hoher Cp-Index ist nutzlos, wenn die Prozesseinstellung in Bezug auf den mittleren Toleranzbereich stark abweicht. Ein hoher Cpk-Index bedeutet also, dass Sie über einen guten Prozess mit geringer Abweichung von der Toleranzbreite verfügen, und auch, dass sie innerhalb jener Breite mittig ist (Obere Toleranzgrenze - Untere Toleranzgrenze). Wenn Cpk mit Cp übereinstimmt, ist der Prozess auf eine Produktion genau in der Mitte des Toleranzbereichs eingestellt.
Relevante Informationen
Berechnung von Statistiken
Wählen Sie im Startbildschirm die Registerkarte Berichte. Wählen Sie dann links Statistik.
Geben Sie im Fenster SPC-Konfiguration die Parameter ein, um in der Steuerung gespeicherte Ergebnisse zu erfassen (Anzahl der Untergruppen, Untergruppengröße und Häufigkeit).
Wählen Sie das Plus-Symbol in der oberen rechten Ecke der Benutzeroberfläche aus.
Das Fenster SPC-Variable zeigt die neue Variable.
Konfigurieren Sie die neue SPC-Variable.Wählen Sie im Fenster SPC Variable die OptionBerechnen aus.
Daten werden von den in der Steuerung gespeicherten Verlaufsergebnissen erfasst, die den im Fenster SPC-Konfiguration und SPC-Variable festgelegten Kriterien entsprechen. Die relevanten Werte werden in Untergruppen mit der im Fenster SPC-Konfiguration festgelegten Größe zusammengefasst. Die in der Steuerung erfassten Verschraubungsergebnisse werden für statistische Berechnungen herangezogen.
Es können keine Statistiken für Ergebnisse von gelöschten Verschraubungsprogrammen oder virtuellen Stationen berechnet werden, außer die Ergebnisse sind immer noch in der Steuerung gespeichert.
Es kann jeweils nur 1 Nutzer Statistiken berechnen.
Statistische Formeln
Daten in Untergruppen werden folgendermaßen berechnet:
Mittelwert:
Bereich = R = max (Xi) - min (Xi), wobei i=1...n
Standardabweichung für eine Untergruppe:
Gesamt-Standardabweichung:
Wobei N = Gesamtzahl der Beobachtungen.
Nachdem die angegebene Anzahl von Untergruppen zur Berechnung erfasst ist, beginnt die SPC-Funktion mit den Berechnungen zur Ermittlung der statistischen Stabilität.
Die Berechnungen werden in folgenden Schritten durchgeführt: (m = Anzahl der Untergruppen)
Berechnung des Durchschnitts von Durchschnittswerten:
Berechnung des Durchschnitts des Bereichs:
Berechnung des Durchschnitts der Standardabweichung:
Berechnung der Prozessleistungswerte Cp und Cpk in Bezug auf Sigma:
Wobei:
 der arithmetische Gesamtdurchschnitt der beobachteten Kenngrößen ist.
der arithmetische Gesamtdurchschnitt der beobachteten Kenngrößen ist.UTL die obere Toleranzgrenze ist.
LTL die untere Toleranzgrenze ist.
Die Sigma-Schätzung ist die mittlere quadratische Standardabweichung innerhalb der Untergruppen:
Berechnung der Prozessleistungswerte Cp und Cpk in Bezug auf den Bereich:
Wobei für eine Normalverteilung su = sl = 3.
Berechnungen für Kontrollgrenzen, wenn im Fenster SPC-Konfiguration der Schalter Automatisch berechnen auf Ja gestellt ist:
X-bar R (Mittelwert)

X-bar R (Bereich)
X-bar S (Mittelwert)
X-bar S (Sigma)
A2, A3, D3, D4, B3, und B4 sind Konstanten (für weitere Informationen siehe Absatz „Konstanten für die SPC-Berechnung“).
Konstanten für die SPC-Berechnung
Stichprobengröße | Divisoren zur Bewertung der Standardabw. | Faktoren für Kontrollgrenzen | |||||
|---|---|---|---|---|---|---|---|
Xbar R | Xbar S | ||||||
A2 | D3 | D4 | A3 | B3 | B4 | ||
n | d2 | ||||||
2 | 1,128 | 1,880 | - | 3,267 | 2,659 | - | 3,267 |
3 | 1,693 | 1,023 | - | 2,574 | 1,954 | - | 2,568 |
4 | 2,059 | 0,729 | - | 2,282 | 1,628 | - | 2,266 |
5 | 2,326 | 0,577 | - | 2,114 | 1,427 | - | 2,089 |
6 | 2,534 | 0,483 | - | 2,004 | 1,287 | 0,030 | 1,970 |
7 | 2,704 | 0,419 | 0,076 | 1,924 | 1,182 | 0,118 | 1,882 |
8 | 2,847 | 0,373 | 0,136 | 1,864 | 1,099 | 0,185 | 1,815 |
9 | 2,970 | 0,337 | 0,184 | 1,816 | 1,032 | 0,239 | 1,761 |
10 | 3,078 | 0,308 | 0,223 | 1,777 | 0,975 | 0,284 | 1,716 |
11 | 3,173 | 0,285 | 0,256 | 1,744 | 0,927 | 0,321 | 1,679 |
12 | 3,258 | 0,266 | 0,283 | 1,717 | 0,886 | 0,354 | 1,646 |
13 | 3,336 | 0,249 | 0,307 | 1,693 | 0,850 | 0,382 | 1,618 |
14 | 3,407 | 0,235 | 0,328 | 1,672 | 0,817 | 0,406 | 1,594 |
15 | 3,472 | 0,223 | 0,347 | 1,653 | 0,789 | 0,428 | 1,572 |
16 | 3,532 | 0,212 | 0,363 | 1,637 | 0,763 | 0,448 | 1,552 |
17 | 3,588 | 0,203 | 0,378 | 1,622 | 0,739 | 0,466 | 1,534 |
18 | 3,640 | 0,194 | 0,391 | 1,608 | 0,718 | 0,482 | 1,518 |
19 | 3,689 | 0,187 | 0,403 | 1,597 | 0,698 | 0,497 | 1,503 |
20 | 3,735 | 0,180 | 0,415 | 1,585 | 0,680 | 0,510 | 1,490 |
21 | 3,778 | 0,173 | 0,425 | 1,575 | 0,663 | 0,523 | 1,477 |
22 | 3,819 | 0,167 | 0,434 | 1,566 | 0,647 | 0,534 | 1,466 |
23 | 3,858 | 0,162 | 0,443 | 1,557 | 0,633 | 0,545 | 1,455 |
24 | 3,895 | 0,157 | 0,451 | 1,548 | 0,619 | 0,555 | 1,445 |
25 | 3,931 | 0,153 | 0,459 | 1,541 | 0,606 | 0,565 | 1,435 |
Relevante Informationen
Anzeige von statistischen Ergebnissen
Wählen Sie im Startbildschirm die Registerkarte Berichte. Wählen Sie dann links Statistik.
Geben Sie im Fenster SPC-Konfiguration die folgenden Parameter ein: Anzahl der Untergruppen, Untergruppengröße und Häufigkeit.
Wählen Sie das Plus-Symbol in der oberen rechten Ecke der Benutzeroberfläche aus.
Das Fenster SPC-Variable zeigt die neue Variable.
Konfigurieren Sie die neue SPC-Variable.Wählen Sie im Fenster SPC Variable die OptionBerechnen aus.
Wählen Sie zum Anzeigen der statistischen Ergebnisse im Fenster SPC-Variable das Feld Ansicht aus.
Im Feld Ansicht wird der Zeitpunkt (Datum und Uhrzeit) angezeigt, zu dem die statistischen Ergebnisse erfasst wurden.
Die statistischen Ergebnisse werden mittels eines Histogramms, des Diagramms Xbar R und des Diagramms Xbar S angezeigt.Nachdem alle Berechnungen an den gefilterten Ergebnissen durchgeführt wurden, werden diese an die Web-HMI und ToolsTalk 2 übermittelt.
Die statistischen Ergebnisse werden lokal in einem Ordner ‚Temporäre Internetdateien‘ gespeichert (und nicht in der Steuerung).Statistische Ergebnisse können nur an der Web-HMI angezeigt werden.
Histogramm
Ein Histogramm ist eine Reihe von Rechtecken, deren Breite proportional zum Wertebereich innerhalb einer Klasse und deren Höhe proportional zur Anzahl der Stichproben, die in die Klasse fallen, ist. Eine Gaußsche Kurve folgt dem Trend der Rechtecke. Ein Histogramm zeigt das einem Prozess innewohnende Maß an Abweichung auf.
Das Histogramm ist hilfreich, da es Trends herausstellt und verdeutlicht, die in Tabellen nicht so einfach erkennbar sind.
XBar-R-Diagramm
Das XBar-R-Kontrolldiagramm zeigt sowohl den Mittelwert (XBar) als auch den Bereich (R) einer Untergruppe. Dies ist der gängigste Kontrolldiagrammtyp mit indiskreten oder kontinuierlichen Werten. Der XBar-Teil des Diagramms zeigt Änderungen beim Mittelwert des Prozesses und der R-Teil Änderungen bei der Streuung des Prozesses auf.
Dieses Diagramm ist besonders hilfreich, da es gleichzeitig Änderungen beim Mittelwert und bei der Streuung des Prozesses aufzeigt; dadurch stellt es eine äußerst effektive Art und Weise dar, den Prozess auf Anomalien zu prüfen.
XBar-S-Diagramm
Das XBar-S-Kontrolldiagramme zeigt sowohl das Mittelwertdiagramm (XBar) als auch die Standardabweichung: (S) für jede Untergruppe.
Das XBar-S-Diagramm ist identisch mit dem XBar-R-Diagramm, außer dass das R (Bereich) durch ein S (Standardabweichung) ersetzt wird.
Berechnete statistische Werte
An der Web-HMI werden die berechneten statistischen Werte in Informationsfeldern unterhalb des Histogramms, des Diagramms Xbar R und des Diagramms Xbar S angezeigt.
Die berechneten Werte hängen von dem Diagramm ab, von dem sie abgelesen werden.
Die berechneten statistischen Werte sind:
Min = Minimalwert für alle erfassten Stichprobenwerte
Max = Maximalwert für alle erfassten Stichprobenwerte
Mittelwert =
Mittelwert+3Sigma =
+ 3*stdDevMittelwert-3Sigma =
- 3*stdDevCp (im XBar-R-Diagramm basiert der Wert auf dem Bereich und im XBar-S-Diagramm auf Sigma)
Cpk (im XBar-R-Diagramm basiert der Wert auf dem Bereich und im XBar-S-Diagramm auf Sigma)
Mittellinie = im Bereich-Teil
 und im Sigma-Teil
und im Sigma-Teil 
Soll (falls verfügbar, der Sollwert für die Überwachung)
Standardabweichung = Gesamt-Standardabweichung = stdDev
Relevante Informationen
Fehlersuche und Wartung
Dieser Abschnitt soll den Benutzer bei der Behebung eventuell auftretender Fehler unterstützen und enthält Informationen zur Wartung und Instandhaltung des Produkts.
Störungshilfe: WLAN und Bluetooth
Problem | Mögliche Ursachen | Lösung |
|---|---|---|
Kopplung fehlgeschlagen (WLAN) | Werkzeug wurde neu gestartet und die Verbindung zum Controller ist unterbrochen | Werkzeug mit Controller koppeln |
Kopplung fehlgeschlagen (WLAN) | Andere Werkzeuge werden gleichzeitig gekoppelt | Stellen Sie sicher, dass alle anderen Werkzeuge sich nicht mehr im Kopplungsmodus befinden |
Kopplung fehlgeschlagen (WLAN) | Werkzeug befindet sich außerhalb des Bereichs | Platzieren Sie das Werkzeug näher am Controller und stellen Sie sicher, dass eine klare Sichtlinie zum Controller besteht |
Kopplung fehlgeschlagen (Bluetooth) | Andere Werkzeuge werden gleichzeitig gekoppelt | Stellen Sie sicher, dass alle anderen Werkzeuge sich nicht mehr im Kopplungsmodus befinden |
Kopplung fehlgeschlagen (Bluetooth) | Werkzeug befindet sich außerhalb des Bereichs | Platzieren Sie das Werkzeug näher am Controller und stellen Sie sicher, dass eine klare Sichtlinie zum Controller besteht |
Kopplung fehlgeschlagen (Bluetooth) | Interferenzen durch andere Werkzeuge | Das Bluetooth-Modul kann empfindlich sein; platzieren Sie andere Bluetooth-Geräte weiter weg vom Controller oder schalten Sie diese, wenn möglich, aus. |
Kopplung fehlgeschlagen (Bluetooth) | Alle sechs Plätze sind belegt und alle sechs Werkzeuge wurden einer virtuellen Station zugeordnet | Entfernen Sie eines der bereits gekoppelten Werkzeuge von der virtuellen Station (im Menü Virtuelle Station, im Feld Werkzeug) |
Das Werkzeug ist aus der Werkzeugliste verschwunden (Bluetooth) | Wenn zusätzliche Werkzeuge gekoppelt werden, verschwinden vorhandene Werkzeuge aus der Liste der verbundenen Werkzeuge (im Werkzeug-Menü) | Drücken Sie den Auslöser des Werkzeugs, damit dieses wieder in der Liste erscheint. |
Das Werkzeug ist aus der Werkzeugliste verschwunden (Bluetooth) | Werkzeuge können aus der Liste verschwinden, wenn sie sich außerhalb des Funkbereichs befunden haben | Stellen Sie sicher, dass Sie sich innerhalb des Funkbereichs befinden und drücken Sie den Werkzeugauslöser, damit dieses wieder in der Liste erscheint |
Referenz
In diesem Abschnitt finden Sie verschiedene nützliche Informationen.
Begriffe und Definitionen
Begriff | Synonym | Definition | Hinweis |
|---|---|---|---|
Gruppe | Mehrere Verschraubungen, für die dasselbe Verschraubungsprogramm und die gleiche Stecknuss verwendet werden | ||
Gruppensequenz | Sequenz | Mehrere Verschraubungen, für die eine Kombination aus verschiedenen Verschraubungsprogrammen und Stecknüssen verwendet wird | |
Controller-GUI | Benutzerschnittstelle an den Steuerungstasten oder am Berührungsbildschirm | ||
Ereignis | Steuerungs- und Werkzeugstatussignale | ||
Endwinkel | tatsächlicher gemessener Winkelwert am Ende des Verschraubungszyklus | ||
Enddrehmoment | tatsächlicher gemessener Drehmomentwert am Ende des Verschraubungszyklus | ||
GUI |
| Die Benutzerschnittstelle besteht aus interaktiven grafischen Elementen wie Fenstern, Icons und Symbolen auf einem Display |
|
HMI | Mensch-Maschine-Schnittstelle | Benutzerschnittstelle zu Werkzeug oder Steuerung | Bei der HMI kann es sich um eine webbasierte Computer-Schnittstelle oder um einen Berührungsbildschirm der Steuerung handeln. |
IAM | Intelligentes Applikationsmodul | ausbaubares Modul in der Steuerung, das das jeweilige Programm sowie Konfigurationsparameter und Schraubergebnisse enthält | |
Linienstruktur | Sortierung und Gruppierung der Steuerungen in Strukturen, Ordner oder Unterordner in ToolsTalk | Die Leitungsstruktur ist eine Methode zur Verbesserung der Sichtbarkeit einer großen Gruppe an Controllern auf strukturierte Art und Weise. | |
Drehmoment nach Anzeige | Funktion zur Überwachung und Erkennung der Maximal- und Minimalwerte für das Drehmoment vor Abschluss des Eindrehens | Die Funktion Drehmoment nach Anzeige eignet sich beispielsweise bei Verwendung einer selbstsichernden Mutter. | |
Verschraubungsprogramm | Parametersatz | Konfiguration der Parameter und Werte zur Steuerung und Überwachung eines einzelnen Verschraubungsvorgangs und zur Speicherung des Schraubergebnisses | |
Weiterleiten | Übertragung der in ToolsTalk gespeicherten Daten zum Steuerungsspeicher | ||
QIF | Montage mit integriertem Qualitätsmanagement | vollständig integrierte Montagelinie aus Schraubern, Steuerungen, Zubehör und Prozessüberwachungswerkzeugen zur Gewährleistung einer hohen Qualität und Rückverfolgbarkeit von Verschraubungen bei industriellen Montagesystemen | QIF wurde von Atlas Copco entwickelt und wird bevorzugt in der Kfz-Industrie und für andere Montagevorgänge verwendet, bei denen viele kritische Verbindungen vorliegen. Zum QIF-Konzept gehören außerdem Prozessüberwachung und -dokumentation. |
QIF-Zubehör | Zubehör zur Bedienerkommunikation und -führung bei QIF-Prozessen | Zubehörprodukte für die Kommunikation zwischen dem System und dem Bediener. Beispiele: Scanner, Bedienpult, Lichtsäule und Buchsenwahlschalter. Die Kommunikation bietet eine verbesserte Qualität und Nachverfolgbarkeit im Montagevorgang. | |
Quickstep | Schraubstrategie | Eine Schraubstrategie, die dazu dient, eine Vorspannungsstreuung der Verbindung zu reduzieren, indem eine anfängliche Stufe mit vorgegebenem Drehzahl- und Drehmomentwert hinzugefügt und anschließend die Drehzahl in der Endstufe herabgesetzt wird. | |
Erkennung von „Rehits“ (mehrfaches Anziehen derselben Schraube) | Erkennung einer erneuten Verschraubung einer bereits verschraubten Verbindung | ||
Drehen | Schraubstrategie, bei der der Werkzeugkopf gedreht wird. | Die Funktion Drehen wird hauptsächlich für Test- oder Demozwecke verwendet. | |
Einschraubphase beendet | Das Ende der Einschraubstufe, wenn der Schraubenkopf die Oberfläche berührt und die Anzugsstufe beginnt | ||
Einschraubstufe | Stufe, bei der die Schraube auf das Gewinde aufgesetzt wird, bis der Schraubenkopf die Oberfläche berührt | ||
Fügepunkt | die Schraube wurde ungefähr fingerfest auf die Oberfläche geschraubt | ||
Aufsatz-Selektor | QIF-Zubehör, das aus einem Stecknusskasten mit Lampen besteht und verwendet werden kann, um einen Bediener zur richtigen Stecknuss zu führen | ||
Softstart | Verschraubungsstart mit langsamer Drehzahl während Verwendung eines spezifizierten Drehwinkels | Diese Funktion dient dazu, die Schraube auf kontrollierte Weise auf das Gewinde aufzusetzen und kann eine unerwünschte Bewegung des Werkzeugs beim Drücken des Startknopfs verhindern. | |
Lichtsäule | QIF-Zubehör zur Kommunikation zwischen Bediener und Steuerung über digitale Signale wie Leuchten, Tasten, Schalter und Summer | ||
Sollwert | erwünschtes Schraubergebnis | Der Sollwert wird als Drehmoment oder Drehwinkel angegeben. | |
Sollwinkel | erwünschter Winkelwert am Ende eines Verschraubungszyklus; wird von einem Bezugspunkt aus gemessen | ||
Sollmoment | erwünschter Drehmomentwert am Ende des Verschraubungszyklus | ||
Dreistufig | Schraubstrategie | Eine Schraubstrategie zur Reduzierung von Vorspannungsstreuungs- und Entspannungseffekten einer Verbindung, die aus einer anfänglichen Stufe mit vorgegebenem Drehzahl- und Drehmomentwert besteht, der eine kurze Lösestufe folgt, bevor die Endstufe mit reduzierter Drehzahl ausgeführt wird. | |
Anzugsstufe | Stufe, ab der ein Schraubenkopf die Oberfläche berührt bis zu dem Zeitpunkt, an dem die Verschraubung das gewünschte Sollmoment oder den gewünschten Sollwinkel erreicht hat | ||
Schraubstrategie | Algorithmus, mit dem der Verschraubungsvorgang fortwährend gesteuert und überwacht wird | Der Benutzer kann eine für die jeweilige Verbindung optimierte Strategie auswählen und bestimmte Parameter programmieren. | |
TurboTight | Schraubstrategie | Eine auf der Höchstdrehzahl des Werkzeugs basierende Schraubstrategie zur Ausführung einer schnellen und ergonomischen Verschraubung. Bei dieser Strategie muss lediglich ein Sollmomentwert eingestellt werden. | |
Zweistufig | Schraubstrategie | Eine Schraubstrategie zur Reduzierung von Vorspannungsstreuungs- und Entspannungseffekten einer Verbindung, die aus einer anfänglichen Stufe mit vorgegebenem Drehzahl- und Drehmomentwert besteht, der ein kurzer Stopp folgt, bevor die Endstufe mit reduzierter Drehzahl ausgeführt wird. | |
Web-GUI | Benutzerschnittstelle zur Steuerung über das Webbrowser-Fenster von einem Ferncomputer | ||
virtuelle Station | virtuelle Steuerung | Softwareabstraktion einer physikalischen Steuerung, die sich wie mehrere Steuerungen verhält | An einer Steuerung können nur ein kabelgebundenes Werkzeug aber mehrere kabellose Werkzeuge angeschlossen sein. Jedes Werkzeug ist an einer eigenen virtuellen Station angeschlossen. |
Virtueller Stationstyp | Lizenz beinhaltet ein Bündel Controller-Funktionen. | Diese Lizenz ist zum Betreiben einer virtuellen Station erforderlich. | |
Funktion der virtuellen Station | Lizenz für individuelle Funktionen. | Kann zur Ergänzung von Lizenzen des virtuellen Stationstyps verwendet werden. | |
Controllerfunktion | Lizenz für die den gesamten Controller betreffenden Funktionen, wie Soft-SPS und StepSync. | Werden einem gesamten Controller zugewiesen und können von allen virtuellen Stationen genutzt werden. |
Eingangssignale
Sequenz abbrechen - 10012
Wenn eine Anforderung zum Abbrechen einer Gruppensequenz empfangen wird, bricht die Funktion die Gruppensequenz erst ab, nachdem das Ergebnis der laufenden Verschraubung eingegangen ist.
Name in SoftSPS: ABORT_BATCH_SEQUENCE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Sequenz abbrechen und Ergebnisse löschen - 10127
Wird das Signal „Sequenz abbrechen und Ergebnisse löschen“ gesetzt, so wird die laufende Sequenz abgebrochen und Signale mit Bezug zu „Ergebnisse löschen“ aufgehoben.
Name in SoftSPS:ABORT_SEQ_AND_CLEAR_RES
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Quittierung von Ereignissen - 10004
Bestätigung eines Ereignisses.
Name in SoftSPS: ACKNOWLEDGE_EVENT
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Werkzeugscanner aktivieren - 10075
Aktiviert den Werkzeugscanner durch eine externe Quelle.
Name in SoftSPS: ACTIVATE_TOOL_SCANNER
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Gruppenherabsetzung - 10002
Der Gruppenzähler wird schrittweise um eins reduziert.
Name in SoftSPS: BATCH_DECREMENT
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Gruppenheraufsetzung - 10001
Der Gruppenzähler wird schrittweise um eins erhöht.
Name in SoftSPS: BATCH_INCREMENT
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Bezeichner umgehen - 10123
Wird in Quellengruppen-String verwendet, um einen String-Bezeichner in einer String-Eingangssequenz zu umgehen.
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Verschraubungsprogramm umgehen - 10008
Überspringt das nächste Verschraubungsprogramm in der aktuellen Gruppensequenz.
Name in SoftSPS: BYPASS_PSET
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Feldbus deaktivieren - 10049
Deaktiviert den Fieldbus.
Name in SoftSPS: DISABLE_FIELDBUS
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Werkzeug deaktivieren - 30000
Wenn das Signal auf TRUE gesetzt wird, wird das Werkzeug sofort gestoppt und gesperrt.
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Werkzeugscanner deaktivieren - 10119
Deaktiviert den Werkzeugscanner beim Scannen mit dem Werkzeugstartknopf. Scannen mit der Scantaste ist weiter möglich, aber der Scan-String wird ignoriert.
Name in SoftSPS: DISABLE_TOOL_SCANNER
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Dynamische Gruppengröße - 10074
Name in SoftSPS: DYNAMIC_BATCH_SIZE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Extern OK - 10063
Name in SoftSPS: EXTERNAL_OK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Feldbus Lösen sperren - 20021
Wenn das Signal von einem verbundenen und unterstützten Zubehörteil gesendet wird, wird eine Virtuelle Station beim Start eines Lösens gesperrt.
Wenn Feldbus Lösen sperren auf TRUE gesetzt ist, wird aufgrund der Einstellung Antrieb Stoppen ein laufendes Lösen sofort gestoppt.
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Feldbus Verschrauben sperren - 20020
Wenn das Signal von einem verbundenen und unterstützten Zubehörteil gesendet wird, wird eine Virtuelle Station beim Start einer Verschraubung gesperrt.
Wenn Feldbus Verschrauben sperren auf TRUE gesetzt ist, wird aufgrund der Einstellung Antrieb Stoppen eine laufende Verschraubung sofort gestoppt.
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Leseergebnis-Warteschlange leeren - 30005
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
ID für Dynamische Gruppengröße - 10073
Name in SoftSPS: DYNAMIC_BATCH_SIZE_TPID
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Integer | 1 | 16 |
Null als Eins behandeln | Status | Integer | 1 | 16 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Lösen sperren - 20003
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Verschrauben sperren - 20002
Werkzeug für das Anziehen durch digitalen Eingang arretiert.
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Werkzeug sperren aktiv hoch - 20004
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Werkzeug sperren aktiv niedrig - 20061
Sperrt das Werkzeug, wenn das Signal niedrig ist.
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Manueller Modus - 10061
Setzt die Virtuelle Station in manuellen Modus.
Wenn das Signal TRUE (hoch) ist, ist das Signal 101 - Manueller Modus hoch.
Wenn das Signal FALSE (niedrig) ist, ist das Signal 101 - Manueller Modus niedrig.
Name in SoftSPS: SET_MANUAL_MODE
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Relevante Informationen
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Master Freigabe - 10005
Master-Entriegelung ist ein Eingangssignal, dass die folgenden Funktionen und Signale entriegelt.
FUNKTIONEN:
Lösen bei IO-Verschraubung deaktivieren
Lösen bei NIO-Verschraubung deaktivieren
Verschraubung deaktivieren
Max. aufeinanderfolgende NIO
Werkzeug nach abgeschlossener Sequenz gesperrt
SIGNALE
20001 - Verriegelung bei fehlender Ereignisbestätigung
20002 - Verschraubung sperren
20003 - Lösen sperren
20004 - Werkzeug sperren Aktiv hoch
20013 - WorkTask Verschraubung sperren
20014 - WorkTask Lösen sperren
20015 - Charge abgeschlossen lLock
20018 - Open Protocol sperren
20020 - Feldbus Verschraubung sperren
20021 - Feldbus Lösen sperren
20022 - Lösen bei IO-Verschraubung deaktivieren
20023 - Sperre bei zu vielen NIO-Verschraubungen
20033 - Liniensteuerung sperren
20034 - Durch alternativen Identifikator gesperrt
Name in SoftSPS: MASTER_UNLOCK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Impuls Stopp 10030
Wenn das Signal erzeugt wird, wird die laufende Verschraubung oder Lösung angehalten. Wird in Verbindung mit 10024 oder 10072 verwendet.
Name in SoftSPS: TIGHTENING_STOP_PULSE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Handshake-Bestätigung Ergebnis lesen - 30004
Aktivieren Sie die Funktion Handshake für Lesen der Ergebnisse im Feldbusgerät, um die Steuerung für das Signal Handshake-Bestätigung Ergebnis lesen verfügbar zu machen.
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Alle Bezeichner zurücksetzen - 10115
Wird in Quellengruppen-String verwendet, um alle aus der String-Eingangssequenz empfangenen String-Bezeichner auf einmal zurückzusetzen. Löscht in anderen Arbeitsaufgaben die VIN-Nummer.
Name in SoftSPS: RESET_ALL_IDENTIFIERS
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Gruppe zurücksetzen - 10003
Setzt den Gruppenzähler auf 0 zurück. Kein Batch OK (nxOK). Wenn Batch OK aktiviert ist, wird es deaktiviert.
Name in SoftSPS: RESET_BATCH
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Gruppensequenz zurücksetzen - 10053
Setzt die Gruppensequenz zurück. Entriegelt ein durch eine Werkzeugsperre arretiertes Werkzeug bei Abschluss.
Name in SoftSPS: RESET_BATCH_SEQUENCE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Bistabiles Relais zurücksetzen - 10022
Setzt den bistabilen Relaisausgang zurück.
Name in SoftSPS: RESET_BISTABLE_RELAY
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Letzten Bezeichner zurücksetzen - 10114
Wird in Quellengruppen-String verwendet, um den letzten aus der String-Eingangssequenz empfangenen String-Bezeichner zurückzusetzen. Löscht in anderen Arbeitsaufgaben die VIN-Nummer.
Name in SoftSPS: RESET_LATEST_IDENTIFIER
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Relais zurücksetzen - 10120
Setzt alle Signale zurück.
Name in SoftSPS: RESET_RELAYS
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Sequenzstatus zurücksetzen - 10118
Setzt die Signale Gruppensequenz Fertig/OK/NOK und Sequenz abgebrochen zurück.
Name in SoftSPS: RESET_SEQUENCE_STATUS
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Zu viele NOK zurücksetzen - 10013
Setzt die Gruppe nach Erhalt der Sperrmeldung Zu viele NOK-Verschraubungen zurück.
Name in SoftSPS: RESET_TOO_MANY_NOK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Auswahl Eingang - 10020
Auswahl Verschraubungsprogramm innerhalb Quellenverschraubung/Gruppe innerhalb Sequenz.
Name in SoftSPS: SELECT_INPUT_VALUE
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Integer | 1 | 16 |
Null als Eins behandeln | Status | Integer | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Auswahl Eingang und dynamische Gruppengröße - 30007
Wird verwendet, um die Gruppengröße für eine bestimmte „Bezeichner-Nummer“ in einer Quellenverschraubungsaufgabe bei „Externer Gruppensteuerung“ festzulegen.
Die Gruppengröße kann im Bereich von 1 bis 250 eingestellt werden.
Eine Gruppengröße von 0 wird als unendliche Gruppe behandelt. Wenn einmal eine Gruppengröße gesetzt worden ist, kann der Status nicht wieder auf Keine Größe zurückgesetzt werden.
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Integer | 16 | 16 |
Null als Eins behandeln | Status | Integer | 16 | 16 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Auswahl Eingang Bit 0 - 10016
Name in SoftSPS: SEL_INPUT_BIT_0
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Auswahl Eingang Bit 1 - 10017
Name in SoftSPS: SEL_INPUT_BIT_1
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Auswahl Eingang Bit 2 - 10018
Name in SoftSPS: SEL_INPUT_BIT_2
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Auswahl Eingang Bit 3 - 10019
Name in SoftSPS: SEL_INPUT_BIT_3
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Auswahl Eingang Bit 4 - 10066
Name in SoftSPS: SEL_INPUT_BIT_4
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Auswahl Eingang Bit 5 - 10067
Name in SoftSPS: SEL_INPUT_BIT_5
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Auswahl Eingang Bit 6 - 10068
Name in SoftSPS: SEL_INPUT_BIT_6
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Auswahl Eingang Bit 7 - 10069
Name in SoftSPS: SEL_INPUT_BIT_7
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Auswahl Eingang Bit 8 - 10070
Name in SoftSPS: SEL_INPUT_BIT_8
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Auswahl Eingang Bit 9 - 10071
Name in SoftSPS: SEL_INPUT_BIT_9
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Auswahl Lösen - 10029
Die Funktion Lösen wird als Standardbetriebsmodus ausgewählt und in Verbindung mit Signal -10028 (Werkzeuge starten) verwendet.
Name in SoftSPS: SELECT_LOOSENING
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Relevante Informationen
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Nächste Bezeichner-Nummer auswählen - 10116
Das Signal Nächste Bezeichner-Nummer auswählen kann verwendet werden, wenn eine Aufgabe in der Virtuellen Station konfiguriert ist als:
Gruppensequenz
Quellenverschraubung
Quellengruppe
Verfahren Nummer Bezeichner
Verfahren String Bezeichner
Die unter ST Selektor konfigurierbaren Funktionen Nächsten nehmen und Vorherigen nehmen aktivieren die Eingangssignale Nächste Bezeichner-Nummer auswählen und Vorherige Bezeichner-Nummer auswählen.
Gruppensequenz als Aufgabe in der Virtuellen Station ausgewählt
Wenn der Schalter Freie Reihenfolge aktiviert wurde, kann das Signal Nächste Bezeichner-Nummer auswählen verschiedene Gruppen innerhalb der ausgewählten Sequenz auswählen.
Vor Auswahl von Gruppen muss diesen jedoch eine Bezeichner-Nummer zugewiesen werden. Eine Gruppe ohne zugewiesene Bezeichner-Nummer kann das Signal Nächste Bezeichner-Nummer auswählen nicht auswählen, selbst wenn der Schalter Freie Reihenfolge aktiviert ist.
Die Funktion ermöglicht ein Durchlaufen der Gruppen, die über eine konfigurierte Bezeichner-Nummer verfügen.
Gruppen mit Bezeichner-Nummer „Keine“ können erst ausgewählt werden, nachdem alle Gruppen mit konfigurierter Bezeichner-Nummer abgearbeitet worden sind.
Ein Durchlauf ist möglich, die 0 wird jedoch übersprungen. Wenn eine Gruppe abgeschlossen ist, kann sie nicht mehr ausgewählt werden.
Zum Beispiel läuft das Signal in Gruppen mit den zugewiesenen Bezeichner-Nummern 1,2,4,5 in einer Schleife: 1,2,4,5,1,2,4 ... solange die Gruppen die Gruppen nicht abgeschlossen sind.
Quellenverschraubung als Aufgabe in der Virtuellen Station ausgewählt
Das Signal wählt die nächste Bezeichner-Nummer aus der in der Aufgabe Quellenverschraubung angegebenen Liste mit Verschraubungsprogrammen aus.
Die Auswahl läuft von der aktuell ausgewählten Bezeichner-Nummer bis zur nächsthöheren.
Wenn die höchste Bezeichner-Nummer ausgewählt wird, wählt das Signal die 0 und nach der 0 die nächsthöhere Bezeichner-Nummer aus.
Wenn die 0 als Bezeichner-Nummer ausgewählt wird, ist das Werkzeug gesperrt.
Wenn die Bezeichner-Nummer zur Liste der Quellenverschraubungen hinzugefügt, ihr aber niemals ein Verschraubungsprogramm zugewiesen wurde, wird sie beim Durchlauf der Liste der Quellenverschraubungen übersprungen.
Wenn das Verschraubungsprogramm einer Bezeichner-Nummer zugewiesen und dann aus der Liste der Verschraubungsprogramme entfernt wird, kann diese Bezeichner-Nummer weiterhin ausgewählt werden. Allerdings ist in diesem Fall das Werkzeug gesperrt, da kein spezifisches Verschraubungsprogramm vorhanden ist.
Wenn der Schalter Selektor-Modus auf Bestätigen gesetzt wird, muss der Aufsatz-Selektor zugewiesen und konfiguriert werden. Alle Verschraubungsprogramme können ausgewählt werden, aber vor der Ausführung muss aus dem Aufsatz-Selektor ein entsprechender Aufsatz entnommen werden.
Quellengruppe als Aufgabe in der Virtuellen Station ausgewählt
Wenn das Bezeichner-Verfahren unter Quellen > Gruppensequenz > Quellengruppe auf Nummer gesetzt ist, wählt das Signal Nächste Bezeichner-Nummer auswählen Sequenzen aus einer Liste in der Aufgabe Quellengruppe aus.
Ein Durchlauf kann über die 0 hinweg laufen. Das Signal Nächste Bezeichner-Nummer auswählen wählt nur die Bezeichner-Nummern aus, die Sequenzen zugeordnet sind.
Wenn beispielsweise 4 Sequenzen mit den Bezeichner-Nummern 1,2,4 und 8 verfügbar sind, iteriert das Signal Nächste Bezeichner-Nummer auswählen und wählt 1,2,4,8,0,1,2...
Nicht definierte Bezeichner-Nummern werden nicht ausgewählt.
Wenn das Bezeichner-Verfahren unter Quellen > Gruppensequenz > Quellengruppe auf String gesetzt ist, muss die Sequenz über externe Quellen (wie Scanner oder Open Protocol) ausgewählt werden. Das Signal Nächste Bezeichner-Nummer auswählen kann die Gruppen innerhalb der ausgewählten Sequenz auswählen.
Name in SoftSPS: SELECT_NEXT_ID_NUMBER
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Vorherige Bezeichner-Nummer auswählen - 10117
Das Signal Vorherige Bezeichner-Nummer auswählen kann verwendet werden, wenn eine Aufgabe in der Virtuellen Station konfiguriert ist als:
Gruppensequenz
Quellenverschraubung
Quellengruppe
Verfahren Nummer Bezeichner
Verfahren String Bezeichner
Die unter ST Selektor konfigurierbaren Funktionen Nächsten nehmen und Vorherigen nehmen aktivieren die Eingangssignale Nächste Bezeichner-Nummer auswählen und Vorherige Bezeichner-Nummer auswählen.
Gruppensequenz als Aufgabe in der Virtuellen Station ausgewählt
Wenn der Schalter Freie Reihenfolge aktiviert wurde, kann das Signal Vorherige Bezeichner-Nummer auswählen verschiedene Gruppen innerhalb der ausgewählten Sequenz auswählen.
Vor Auswahl von Gruppen muss diesen jedoch eine Bezeichner-Nummer zugewiesen werden. Eine Gruppe ohne zugewiesene Bezeichner-Nummer kann das Signal Vorherige Bezeichner-Nummer auswählen nicht auswählen, selbst wenn der Schalter Freie Reihenfolge aktiviert ist.
Die Funktion ermöglicht ein Durchlaufen der Gruppen, die über eine konfigurierte Bezeichner-Nummer verfügen.
Gruppen mit Bezeichner-Nummer „Keine“ können erst ausgewählt werden, nachdem alle Gruppen mit konfigurierter Bezeichner-Nummer abgearbeitet worden sind.
Ein Durchlauf ist möglich, die 0 wird jedoch übersprungen. Wenn eine Gruppe abgeschlossen ist, kann sie nicht mehr ausgewählt werden.
Zum Beispiel läuft das Signal in Gruppen mit den zugewiesenen Bezeichner-Nummern 1,2,4,5 in einer Schleife: 5,4,2,1,5,4,2 ... solange die Gruppen die Gruppen nicht abgeschlossen sind.
Quellenverschraubung als Aufgabe in der Virtuellen Station ausgewählt
Das Signal wählt die vorherige Bezeichner-Nummer aus der in der Aufgabe Quellenverschraubung angegebenen Liste mit Verschraubungsprogrammen aus.
Die Auswahl läuft von der aktuell ausgewählten Bezeichner-Nummer bis zur nächstniedrigeren.
Wenn die niedrigste Bezeichner-Nummer ausgewählt wird, wählt das Signal die 0 und nach der 0 die nächstniedrigere Bezeichner-Nummer aus.
Wenn die 0 als Bezeichner-Nummer ausgewählt wird, ist das Werkzeug gesperrt.
Wenn das Verschraubungsprogramm einer Bezeichner-Nummer zugewiesen und dann aus der Liste der Verschraubungsprogramme entfernt wird, kann diese Bezeichner-Nummer weiterhin ausgewählt werden. Allerdings ist in diesem Fall das Werkzeug gesperrt, da kein spezifisches Verschraubungsprogramm vorhanden ist.
Wenn der Schalter Selektor-Modus auf Bestätigen gesetzt wird, muss der Aufsatz-Selektor zugewiesen und konfiguriert werden. Alle Verschraubungsprogramme können ausgewählt werden, aber vor der Ausführung muss aus dem Aufsatz-Selektor ein entsprechender Aufsatz entnommen werden.
Quellengruppe als Aufgabe in der Virtuellen Station ausgewählt
Wenn das Bezeichner-Verfahren unter Quellen > Gruppensequenz > Quellengruppe auf Nummer gesetzt ist, wählt das Signal Vorherige Bezeichner-Nummer auswählen Sequenzen aus einer Liste in der Aufgabe Quellengruppe aus.
Ein Durchlauf kann über die 0 hinweg laufen. Das Signal Vorherige Bezeichner-Nummer auswählen wählt nur die Bezeichner-Nummern aus, die Sequenzen zugeordnet sind.
Wenn beispielsweise 4 Sequenzen mit den Bezeichner-Nummern 1,2,4 und 8 verfügbar sind, iteriert das Signal Vorherige Bezeichner-Nummer auswählen und wählt 8,4,2,1,0,8,4...
Nicht definierte Bezeichner-Nummern werden nicht ausgewählt.
Wenn das Bezeichner-Verfahren unter Quellen > Gruppensequenz > Quellengruppe auf String gesetzt ist, muss die Sequenz über externe Quellen (wie Scanner oder Open Protocol) ausgewählt werden. Das Signal Vorherige Bezeichner-Nummer auswählen kann die Gruppen innerhalb der ausgewählten Sequenz auswählen.
Name in SoftSPS: SELECT_PREVIOUS_ID_NUMBER
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Bistabiles Relais setzen - 10021
Setzt den bistabilen Relaisausgang.
Name in SoftSPS: SET_BISTABLE_RELAY
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Richtung gegen den Uhrzeigersinn festlegen - 10132
Richtung gegen den Uhrzeigersinn festlegen ist ein Eingangssignal, welches das SR21/SL-Werkzeug in Richtung gegen den Uhrzeigersinn zwingt.
Das SR21/SL-Werkzeug wird nur dann in Richtung gegen den Uhrzeigersinn gezwungen, wenn das Signal nach der Verbindung mit der Steuerung auf „hoch“ gesetzt wird.
Dieser Vorgang ist essentiell, auch wenn das Signal auf „hoch“ gesetzt wurde, bevor das SR21/SL-Werkzeug mit der Steuerung verbunden wurde.
Dreht das Werkzeug im Uhrzeigersinn, schaltet das Signal die Richtung auf gegen den Uhrzeigersinn um.
Dreht das Werkzeug gegen den Uhrzeigersinn, ändert sich die Richtung nicht.
Richtung gegen den Uhrzeigersinn festlegen überschreibt das Eingangssignal Drehrichtungswechsel UZS/ggUZS beim nächsten Start.
Ist das Signal auf „niedrig“ eingestellt, schaltet das Werkzeug die Richtung zu im Uhrzeigersinn um.
Wenn das Werkzeug auf gegen den Uhrzeigersinn eingestellt ist, leuchtet die orange Richtungs-LED am Werkzeug auf.
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Nullposition setzen - 10135
Bei Handwerkzeugen speichert das Eingangssignal Nullposition setzen die aktuelle Position der Werkzeuge als Nullposition. Das Signal wird stillschweigend ignoriert, wenn es während einer laufenden Verschraubung gesendet wird.
Bei stationären Werkzeugen speichert das Eingangssignal Nullposition setzen die aktuelle Position der Werkzeuge als Nullposition. Das Signal ist für alle Werkzeuge im System gültig, unabhängig von der virtuellen Station. Das Signal wird stillschweigend ignoriert, wenn stationäre Werkzeuge beim Signaleingang eine Verschraubung ausführen.
Name in SoftSPS: IN_EXTERNAL_SET_ZERO_POSITION
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Externe grüne Lampe auf Stecknussselektor - 10046
Steuert die grünen Lampen des Aufsatz-Selektors im manuellen Modus (die Zuordnung mehrerer physischer Geräte zu logischen Aufsätzen wird durch die Konfiguration der Ressource Aufsatz-Selektor definiert).
Byte0 - logische Aufsätze 1-4
Byte1 - logische Aufsätze 5-8
Byte2 - logische Aufsätze 9-12
Byte3 - logische Aufsätze 13-16
Byte4 - logische Aufsätze 17-20
Byte5 - logische Aufsätze 21-24
Byte6 - logische Aufsätze 25-28
Byte7 - logische Aufsätze 29-32
2 Bits pro Aufsatz, 00=Aus, 01=Blinklicht, 10=Dauerlicht
Name in SoftSPS: SOCKET_SEL_EXT_GREEN_LIGHT
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | uint64 | 1 | 64 |
SocketLedControlTwoDevices | Status | uint64 | 1 | 64 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Externe rote Lampe auf Stecknussselektor - 10047
Steuert die roten Lampen des Aufsatz-Selektors im manuellen Modus (die Zuordnung mehrerer physischer Geräte zu logischen Aufsätzen wird durch die Konfiguration der Ressource Aufsatz-Selektor definiert).
Byte0 - logische Aufsätze 1-4
Byte1 - logische Aufsätze 5-8
Byte2 - logische Aufsätze 9-12
Byte3 - logische Aufsätze 13-16
Byte4 - logische Aufsätze 17-20
Byte5 - logische Aufsätze 21-24
Byte6 - logische Aufsätze 25-28
Byte7 - logische Aufsätze 29-32
2 Bits pro Aufsatz, 00=Aus, 01=Blinklicht, 10=Dauerlicht
Name in SoftSPS: SOCKET_SEL_EXT_RED_LIGHT
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | uint64 | 1 | 64 |
SocketLedControlTwoDevices | Status | uint64 | 1 | 64 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Start Lösen - 10011
Durch ein aktives Signal wird der Lösevorgang gestartet. Wenn der Digitaleingang inaktiv wird, muss der Lösevorgang gestoppt werden.
Name in SoftSPS: START_LOOSENING
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Start Verschraubung - 10010
Durch ein aktives Signal wird die Verschraubung gestartet. Wenn der Eingang inaktiv wird, muss die Verschraubung gestoppt werden.
Name in SoftSPS: START_TIGHTENING
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Start Verschraubung Impuls - 10024
Das Anziehen beginnt nach dem Signal. Wird durchgeführt, bis das Anziehen abgeschlossen ist oder bis die 30-sekündige Zeitüberschreitung im Anziehprogramm auftritt.
Name in SoftSPS: TIGHTENING_START_PULSE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Start Werkzeuge - 10028
Durch ein aktives Signal wird das Werkzeug gestartet (der Standardbetriebsmodus ist Verschrauben). Sobald das Signal inaktiv wird, muss das Werkzeug gestoppt werden. Verwendet in Verbindung mit Signal Auswahl Lösen - 10029.
Name in SoftSPS: START_DRIVE_CONTINIOUS
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Stopp (Impuls) - 10129
Wenn das Signal erzeugt wird, wird die laufende Verschraubung oder Lösung angehalten. Wird in Verbindung mit 10024 oder 10072 verwendet.
Name in SoftSPS: EXTERNAL_STOP_PULSE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
An SoftSPS - 10065
Name in SoftSPS: TO_PLC
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | uint8 array | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Drehrichtungswechsel UZS/ggUZS - 10130
Drehrichtungswechsel UZS/ggUZS ist ein Eingangssignal, das die Richtung des SR21/SL-Werkzeugs umschaltet.
Dreht das Werkzeug im Uhrzeigersinn, schaltet das Signal die Richtung auf gegen den Uhrzeigersinn um.
Dreht das Werkzeug gegen den Uhrzeigersinn, schaltet das Signal die Richtung auf im Uhrzeigersinn um.
Drehrichtungswechsel UZS/ggUZS überschreibt das Eingangssignal Drehrichtungswechsel UZS/ggUZS beim nächsten Start.
Wenn das Werkzeug auf gegen den Uhrzeigersinn geschaltet wird, leuchtet die orangen Richtungs-LED am Werkzeug auf.
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Drehrichtungswechsel UZS/ggUZS beim nächsten Start - 10131
Drehrichtungswechsel UZS/ggUZS beim nächsten Start ist ein Eingangssignal, das die Richtung des SR21/SL-Werkzeugs für die nächste Verschraubung/das nächste Lösen umschaltet.
Dreht das Werkzeug im Uhrzeigersinn, schaltet das Signal die Richtung auf gegen den Uhrzeigersinn um.
Dreht das Werkzeug gegen den Uhrzeigersinn, schaltet das Signal die Richtung auf im Uhrzeigersinn um.
Wenn die nächste Verschraubung/das nächste Lösen abgeschlossen ist, schaltet das Werkzeug zurück zur vor dem Versand des Signals verwendeten Richtung.
Wenn das Werkzeug für die nächste Verschraubung/das nächste Lösen auf gegen den Uhrzeigersinn geschaltet wird, blinkt die orangen Richtungs-LED am Werkzeug.
Das Signal Drehrichtungswechsel UZS/ggUZS beim nächsten Start kann nur einmal ausgelöst werden.
Wenn das Signal die Werkzeugrichtung umschaltet, wird jede weitere Aktualisierung des Signals ignoriert.
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Werkzeug nach Abschluss entsperren - 10051
Entsperrt ein durch „Werkzeug bei Abschluss sperren“ gesperrtes Werkzeug.
Name in SoftSPS: UNLOCK_TOOL_ON_COMPLETE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Werkzeug bei Deaktivierung entsperren - 10059
Name in SoftSPS: UNLOCK_TOOL_ON_DISABLE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgangssignale
Aktiver Bezeichner String - 186
Festlegen, wann ein Bezeichner-String von der Arbeitsaufgabe empfangen und akzeptiert wurde und dass es notwendig ist, dass auch Sequenz oder Verschraubungsprogramm ausgeführt werden.
Wenn eine Quellengruppe ausgeführt wird, wird das Signal gesetzt, wenn alle Scans empfangen wurden und eine Sequenz ausgewählt wurde. In diesem Fall enthält das Signal einen verketteten String aus den gespeicherten Positionen.
Bei anderen Arbeitsaufgaben enthält es die VIN-Nummer.
Name in SoftSPS: ACTIVE_IDENTIFIER_STRING
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | String | 8 | 800 |
IdentifierU32Hnw | Status | String | 8 | 800 |
IdentifierU32 | Status | String | 8 | 800 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Aktiver Bezeichner String 1 - 188
Signal, das dem ersten konfigurierten String in der Quellengruppe entspricht.
Das Signal Aktiver Bezeichner String - 1 wird gesendet, wenn eine Scan-Sequenz abgeschlossen und eine Sequenz ausgewählt wurde und die Bezeichner-Teile damit inaktiv sind.
Die Strings werden mit der gespeicherten Position gefiltert.
Wird nur beim Ausführen einer Quellengruppe gesendet.
Name in SoftSPS: ACTIVE_ID_STRING_1
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | String | 8 | 800 |
IdentifierU32Hnw | Status | String | 8 | 800 |
IdentifierU32 | Status | String | 8 | 800 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Aktiver Bezeichner String 2 - 189
Signal, das dem zweiten konfigurierten String in der Quellengruppe entspricht.
Das Signal Aktiver Bezeichner String - 2 wird gesendet, wenn eine Scan-Sequenz abgeschlossen und eine Sequenz ausgewählt wurde und die Bezeichner-Teile damit inaktiv sind.
Die Strings werden mit der gespeicherten Position gefiltert.
Wird nur beim Ausführen einer Quellengruppe gesendet.
Name in SoftSPS: ACTIVE_ID_STRING_2
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | String | 8 | 800 |
IdentifierU32Hnw | Status | String | 8 | 800 |
IdentifierU32 | Status | String | 8 | 800 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Aktiver Bezeichner String 3 - 190
Signal, das dem dritten konfigurierten String in der Quellengruppe entspricht.
Das Signal Aktiver Bezeichner String - 3 wird gesendet, wenn eine Scan-Sequenz abgeschlossen und eine Sequenz ausgewählt wurde und die Bezeichner-Teile damit inaktiv sind.
Die Strings werden mit der gespeicherten Position gefiltert.
Wird nur beim Ausführen einer Quellengruppe gesendet.
Name in SoftSPS: ACTIVE_ID_STRING_3
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | String | 8 | 800 |
IdentifierU32Hnw | Status | String | 8 | 800 |
IdentifierU32 | Status | String | 8 | 800 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Aktiver Bezeichner String 4 - 191
Signal, das dem vierten konfigurierten String in der Quellengruppe entspricht.
Das Signal Aktiver Bezeichner String - 4 wird gesendet, wenn eine Scan-Sequenz abgeschlossen und eine Sequenz ausgewählt wurde und die Bezeichner-Teile damit inaktiv sind.
Die Strings werden mit der gespeicherten Position gefiltert.
Wird nur beim Ausführen einer Quellengruppe gesendet.
Name in SoftSPS: ACTIVE_ID_STRING_4
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | String | 8 | 800 |
IdentifierU32Hnw | Status | String | 8 | 800 |
IdentifierU32 | Status | String | 8 | 800 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Gruppe abgeschlossen - 30
Gruppe abgeschlossen ist ein Ausgangssignal, das ausgelöst wird, wenn die Gruppe abgeschlossen wurde.
Der Gruppenergebnisstatus (IO oder NIO) hat keine Auswirkung auf das Signal Gruppe abgeschlossen.
Name in SoftSPS: BATCH_COMPLETED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Gruppe abgeschlossen NIO - 37
Die Gruppe wurde mit dem Status NIO abgeschlossen.
Name in SoftSPS: BATCH_COMPLETED_NOK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Gruppe abgeschlossen IO - 36
Die Gruppe wurde mit dem Status IO abgeschlossen.
Name in SoftSPS: BATCH_COMPLETED_OK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Gruppenzähler - 31
Gruppenzähler ist ein Ausgangssignal, dass die aktuelle Anzahl der Verschraubungen der Gruppe anzeigt.
Name in SoftSPS: BATCH_COUNT
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Gruppe Läuft - 32
Gibt an, dass eine Gruppe in einer Gruppensequenz ausgeführt wird.
Name in SoftSPS: BATCH_RUNNING
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Gruppensequenz abgeschlossen NIO - 46
Die Gruppensequenz wurde mit dem Status NIO abgeschlossen.
Name in SoftSPS: BATCH_SEQUENCE_NOK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Gruppensequenz abgeschlossen IO - 45
Die Gruppensequenz wurde mit dem Status IO abgeschlossen.
Name in SoftSPS: BATCH_SEQUENCE_OK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Gruppensequenz fertig - 48
Zeigt an, wann eine Gruppensequenz sowohl mit Status IO als auch mit Status NIO abgeschlossen wurde.
Name in SoftSPS: BATCH_SEQUENCE_COMPLETED
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Ereignis | Boolesche Instanz | 1 | 1 |
Invertieren | Ereignis | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Gruppensequenz Läuft - 47
Zeigt an, ob die Gruppensequenz ausgeführt wird oder nicht.
Name in SoftSPS: BATCHSEQUENCE_RUNNING
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Bistabiles Relais - 40
Bistabiles Relais ist ein Signal, das von den Eingängen „Bistabiles Relais setzen“ und „Bistabiles Relais zurücksetzen“ gesteuert wird.
Nach Empfang des Eingangs „Bistabiles Relais setzen“ wird das Signal Bistabiles Relais auf TRUE gesetzt.
Nach Empfang des Eingangs „Bistabiles Relais zurücksetzen“ wird das Signal Bistabiles Relais auf FALSE gesetzt.
Wenn „Bistabiles Relais setzen“ oder „Bistabiles Relais zurücksetzen“ auf niedrig geschaltet werden, bleibt Bistabiles Relais in seinem Status.
Der Status Bistabiles Relais ändert sich, wenn „Bistabiles Relais setzen“ oder „Bistabiles Relais zurücksetzen“ auf hoch geschaltet werden.
Nach einem Neustart der Steuerung wird Bistabiles Relais standardmäßig auf FALSE gesetzt.
Name in SoftSPS: BISTABLE_RELAY
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Kalibrierungsalarm - 138
Der Kalibrierungsalarm aus der Werkzeugwartungskonfiguration. Gibt eine Erinnerung aus, wenn das Werkzeug kalibriert werden muss.
Name in SoftSPS: CALIBRATION_ALARM
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Konfiguration Version - 88
Name in SoftSPS: CONFIGURATION_VERSION
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 32 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Lösen bestätigen - 206
Zeigt an, ob das Lösen ausgewählt und startbereit ist. D.h., ob ein Löse-Synchronisierungsmodus oder Löseprogramm existiert und ausgewählt wurde.
Name in SoftSPS: CONFIRM_LOOSENING
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Steuerung eingeschaltet - 42
Beim Start des E/A-Austauschs Einstellung auf TRUE.
Name in SoftSPS: IO_ON
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Aktuell ausgeführte Gruppe - 180
Aktuell ausgeführte Gruppe ist ein Ausgangssignal, das den Index der aktuell in einer Sequenz ausgeführten Gruppe anzeigt.
Falls der Benutzer einen Aufsatz-Selektor nutzt, erscheint „Null“, wenn kein, mehr als einer oder ein falscher Aufsatz ausgewählt wird.
Falls der Benutzer den Gruppenmodus nutzt und eine Gruppe ausgeführt wird, erscheint für quellenbasierte Verschraubungskonfigurationen „1“.
Name in SoftSPS: CURRENT_RUNNING_BATCH_IX
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Richtungsschalter gegen UZS - 13
Der Richtungsschalter am Werkzeug ist auf Drehrichtung gegen den Uhrzeigersinn eingestellt.
Name in SoftSPS: DIRECTION_SWITCH_CCW
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Richtungsschalter im UZS - 12
Der Richtungsschalter am Werkzeug ist auf Drehrichtung im Uhrzeigersinn eingestellt.
Name in SoftSPS: DIRECTION_SWITCH_CW
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Notaus 20036
Name in SoftSPS: EMERGENCY_STOP
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Ereigniscode - 30001
Ereignis weiterleiten, wenn es ausgelöst wurde. Zurzeit, ein für zwei Zykluszeiten.
Name in SoftSPS: EVENT_CODE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Ereigniscode-Schweregrad - 30003
Ereigniscode-Schweregrad ist ein Ausgangssignal, das aktiviert wird, wenn das ausgelöste Ereignis einen Schweregrad oder eine Warnung enthält.
Name in SoftSPS: EVENT_CODE_SEVERITY
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Ereignis aktiv - 161
Zeigt an, dass ein Ereignis ausgelöst wurde. Wird nur an Zubehörteilen ausgelöst, wenn eine Quittierung erforderlich ist.
Name in SoftSPS: EVENT_PRESENT
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Feldbus getrennt - 96
Name in SoftSPS: FIELDBUS_DISCONNECTED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Endwinkel - 8
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Fließkomma | 0 | 0 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Endwinkel - 31003
Tatsächlicher gemessener Winkelwert am Ende des Verschraubungszyklus.
Name in SoftSPS: FINAL_ANGLE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 16 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Endwinkel Status - 31006
Dieses Signal zeigt den Status des Endwinkels; es gibt folgende Status:
OK - wenn der gemessene Winkel innerhalb der im Verschraubungsprogramm konfigurierten Grenzen liegt.
HOCH - wenn der gemessene Winkel über der im Verschraubungsprogramm konfigurierten Obergrenze liegt.
NIEDRIG - wenn der gemessene Winkel unter der im Verschraubungsprogramm konfigurierten Untergrenze liegt.
Je nach Konfiguration des Feldbussignals wird der Wert des Signals Status Endwinkel unterschiedlich angezeigt.
Wenn der Benutzer den Signalkonverter auswählt, zeigt das Signal einen der folgenden Werte:
O - Status Endwinkel „OK“.
H - Status Endwinkel „Hoch“.
L - Status Endwinkel „Niedrig“.
Wenn kein Filter angewendet wird, zeigt das Signal einen der folgenden Werte:
1 - Status Endwinkel „OK“.
2 - Status Endwinkel „Hoch“.
3 - Status Endwinkel „Niedrig“.
Name in SoftSPS: FINAL_ANGLE_STATUS
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Integer | 2 | 8 |
StatusAsChar | Status | Integer | 2 | 8 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Final gemessene Stromstärke - 31017
Strom an der Messstufe von Endwinkle und Enddrehmoment. Wird gesendet, wenn ein Ergebnis vorliegt.
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Ereignis | Integer | 32 | 32 |
FixedPointToDecimal | Ereignis | Integer | 32 | 32 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Finale Solldrehzahl - 31020
Die Solldrehzahl des letzten Schritts des Verschraubungsprogramms.
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Integer | 16 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Finales Solldrehmoment - 31015
Liest das Solldrehmoment des Verschraubungsprogramms für eine durchgeführte Verschraubung. Der Wert wird aus dem Programm des Verschraubungsergebnisses kopiert und nach der Verschraubung ausgegeben.
Die Multistep-Programme erhalten das Solldrehmoment des letzten Verschraubungsschritts im Verschraubungsprogramm, der als Schrittkategorie „Final“ definiert ist.
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Ereignis | Integer | 32 | 32 |
FixedPointToDecimal | Ereignis | Integer | 32 | 32 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Enddrehmoment - 5
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Fließkomma | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Enddrehmoment - 31002
Tatsächlicher gemessener Drehmomentwert am Ende des Verschraubungszyklus.
Name in SoftSPS: FINAL_TORQUE
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Integer | 32 | 32 |
FixedPointToDecimal | Status | Integer | 32 | 32 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Enddrehmoment Status - 31009
Dieses Signal zeigt den Status des Enddrehmoments; es gibt folgende Status:
OK - wenn das gemessenes Drehmoment innerhalb der im Verschraubungsprogramm konfigurierten Grenzen liegt.
HOCH - wenn das gemessenes Drehmoment über der im Verschraubungsprogramm konfigurierten Obergrenze liegt.
NIEDRIG - wenn das gemessenes Drehmoment unter der im Verschraubungsprogramm konfigurierten Untergrenze liegt.
Je nach Konfiguration des Feldbussignals wird der Wert des Signals Status Enddrehmoment unterschiedlich angezeigt.
Wenn der Benutzer den Signalkonverter auswählt, zeigt das Signal einen der folgenden Werte:
O - Status Enddrehmoment „OK“.
H - Status Enddrehmoment „Hoch“.
L - Status Enddrehmoment „Niedrig“.
Wenn kein Filter angewendet wird, zeigt das Signal einen der folgenden Werte:
1 - Status Enddrehmoment „OK“.
2 - Status Enddrehmoment „Hoch“.
3 - Status Enddrehmoment „Niedrig“.
Name in SoftSPS: FINAL_TORQUE_STATUS
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Integer | 2 | 8 |
StatusAsChar | Status | Integer | 2 | 8 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Erstes Solldrehmoment - 31019
Ruft das erste Solldrehmoment nach Abschluss der Verschraubung ab.
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Ereignis | Integer | 32 | 32 |
FixedPointToDecimal | Ereignis | Integer | 32 | 32 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Von SoftSPS - 10064
Zugeordnete Bytes für die Datenübertragung von der SPS an Zubehörteile.
Name in SoftSPS: FROM_PLC
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | uint8 array | 8 | 8 |
Geräte
Feldbus: FALSE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Hoher Winkel - 10
Das Winkelergebnis ist zu hoch.
Name in SoftSPS: HIGH_ANGLE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Hohes Drehmoment - 7
Das Drehmomentergebnis liegt über dem oberen Drehmomentgrenzwert.
Name in SoftSPS: HIGH_TORQUE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Bezeichner erhalten - 100
Name in SoftSPS: IDENTIFIER_RECEIVED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Letzter empfangener Bezeichner String - 187
Wird direkt gesetzt, wenn ein Bezeichner in der Arbeitsaufgabe empfangen wurde.
Wird bei Quellengruppen bei jedem Scan im Scanprozess gesetzt und daher bei jedem Scannen geändert und gesendet, auch wenn die Länge nicht übereinstimmt.
Der String wird im Rohformat gesetzt und nicht nur als „gespeicherte Positionen“ im String.
Bei anderen Arbeitsaufgaben entspricht dieses Signal dem Signal Aktiver Bezeichner String.
Name in SoftSPS: LAST_RECEIVED_ID_STRING
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | String | 8 | 800 |
IdentifierU32Hnw | Status | String | 8 | 800 |
IdentifierU32 | Status | String | 8 | 800 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Relevante Informationen
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Verbindung zum Lizenzserver verloren - 134
Zeigt an, dass die Verbindung zum Atlas Copco-Lizenzserver unterbrochen wurde oder die Synchronisierung fehlgeschlagen ist. Das Signal wird gelöscht, wenn der Lizenzmanager erfolgreich synchronisiert werden konnte.
Name in SoftSPS: LICENSE_SERVER_CONN_LOST
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Lösen deaktiviert - 184
Lösen deaktiviert ist ein Ausgangssignal, das aktiviert wird, wenn das Lösen durch eines der folgenden Signale extern gesperrt wird:
20003 - Lösen sperren
20004 - Werkzeug sperren Aktiv hoch
20033 - Liniensteuerung sperren
20018 - Open Protocol sperren
20021 - Feldbus Lösen sperren
20041 - SoftSPS Lösen sperren
20061 - Werkzeug sperren Aktiv niedrig
Name in SoftSPS: LOOSENING_DISABLED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Lösen aktiviert - 185
Lösen aktiviert ist ein Ausgangssignal, das aktiviert wird, wenn das Lösen nicht durch eines der folgenden Signale extern gesperrt wird:
20003 - Lösen sperren
20004 - Werkzeug sperren Aktiv hoch
20033 - Liniensteuerung sperren
20018 - Open Protocol sperren
20021 - Feldbus Lösen sperren
20041 - SoftSPS Lösen sperren
20061 - Werkzeug sperren Aktiv niedrig
Name in SoftSPS: LOOSENING_ENABLED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Lösen ist gesperrt - 28
Der Lösevorgang wird deaktiviert.
Name in SoftSPS: LOOSENING_IS_LOCKED
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Lösen NOK - 74
Es fand keine ordnungsgemäße Lockerung statt.
Name in SoftSPS: LOOSENING_NOK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Lösen OK - 70
Es fand eine ordnungsgemäße Lockerung statt.
Name in SoftSPS: LOOSENING_OK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Niedriger Winkel - 9
Das Winkelergebnis ist niedriger als der minimale Winkelgrenzwert.
Name in SoftSPS: LOW_ANGLE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Niedriges Drehmoment - 6
Das Drehmomentergebnis liegt unter dem unteren Drehmomentgrenzwert.
Name in SoftSPS: LOW_TORQUE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Manueller Modus - 101
Zeigt auf jedem unterstützten und konfigurierten Zubehörteil den manuellen Modus der Virtuellen Station an.
Name in SoftSPS: MANUAL_MODE
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Max. aufeinanderfolgende NIO erreicht - 35
Zeigt an, wenn der Zähler die Max. Anzahl aufeinanderfolgender NIO erreicht.
Name in SoftSPS: MAX_COHERENT_NOK_REACHED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Offenes Ende in geöffneter Position - 89
Offenes Ende Werkzeug in geöffneter Position
Name in SoftSPS: OPEN_END_IN_OPEN_POSITION
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Open Protocol getrennt - 95
Wenn Open Protocol in der Virtuellen Station auf Aus gesetzt ist, wird das Signal „Open Protocol getrennt“ auf FALSE gesetzt.
Wenn Open Protocol in der Virtuellen Station aktiviert wird, wird das Signal „Open Protocol getrennt“ auf TRUE gesetzt.
Wenn mindestens ein Client verbunden ist (mit einer Virtuellen Station können mehrere Open Protocol-Clients gleichzeitig verbunden sein), wird das Signal „Open Protocol getrennt“ auf FALSE gesetzt.
Name in SoftSPS: OPEN_PROTOCOL_DISCONNECTED
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Durchlauf-Bezeichner - 104
Ausgangssignal zum Senden eines gescannten Strings von einem Scanner an ein externes Gerät.
Name in SoftSPS: BARCODE_ID_PASSTHROUGH
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | String | 8 | 800 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Programmende = 168
Dieses Signal gibt den Drehmomentwert für das Ende des Verschraubungszyklus an. Ein Timer - Zeitüberschreitung Programmende - startet, wenn das Drehmoment unter diesen Wert fällt. Die Verschraubung ist beendet, wenn das Drehmoment unter den Wert für Programmende-Drehmoment gefallen ist und bleibt, bis die Programmende-Zeitüberschreitung erreicht ist.
Name in SoftSPS: PROGRAM_END
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Programmstart = 132
Definiert den Startwert für einen Verschraubungszyklus.
Name in SoftSPS: PROGRAM_START
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Impulswerkzeug-Alarm Ölstand leer - 167
Die in der Werkzeugwartung konfigurierte Ölstandsüberwachung bietet eine Erinnerungsfunktion zum Nachfüllen des Öls in einem Impulswerkzeug. Das Signal benachrichtigt den Benutzer nicht, wenn der Startknopf gedrückt wird.
Das Signal wird gelöscht, wenn das Werkzeug getrennt wird. Dann wird es vom Werkzeug erneut gesendet, wenn die Bedingung beim nächsten Anschließen des Werkzeugs erfüllt ist.
Name in SoftSPS: TOOL_OIL_LEVEL_EMPTY
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
PVT Ausgleichswert - 31029
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Ereignis | Integer | 32 | 32 |
FixedPointToDecimal | Ereignis | Integer | 32 | 32 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Leseergebnis-Warteschlange geleert - 30006
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Startbereit - 29
Wenn ein Werkzeug an die Virtuelle Station angeschlossen wird, keine Verschraubungssperren aktiv sind, kein Notaus aktiviert ist und ein gültiges Verschraubungsprogramm ausgewählt wurde, zeigt dieses Signal an, dass eine Verschraubung ausgeführt werden kann.
Name in SoftSPS: READY_TO_START
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Empfangener Bezeichner 1 - 192
Signal, das dem ersten konfigurierten String in der Quellengruppe entspricht.
Das Signal Aktiver Bezeichner String 1 wird in der Reihenfolge gesendet, in der die Strings/Bezeichner vom System empfangen werden, sobald ein String empfangen wurde. Bei Scans in erzwungener Reihenfolge entspricht dies der konfigurierten Reihenfolge, aber bei Scans in freier Reihenfolge entspricht 1 möglicherweise nicht dem ersten konfigurierten String, sondern dem ersten empfangenen String.
Die Strings sind Rohdaten ohne angewandte „gespeicherte Positionen“.
Wird nur beim Ausführen einer Quellengruppe gesendet.
Name in SoftSPS: RECEIVED_IDENTIFIER_1
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | String | 8 | 800 |
IdentifierU32Hnw | Status | String | 8 | 800 |
IdentifierU32 | Status | String | 8 | 800 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Empfangener Bezeichner 2 - 193
Signal, das dem zweiten konfigurierten String in der Quellengruppe entspricht.
Das Signal Aktiver Bezeichner String 2 wird in der Reihenfolge gesendet, in der die Strings/Bezeichner vom System empfangen werden, sobald ein String empfangen wurde. Bei Scans in erzwungener Reihenfolge entspricht dies der konfigurierten Reihenfolge, aber bei Scans in freier Reihenfolge entspricht 2 möglicherweise nicht dem zweiten konfigurierten String, sondern dem zweiten empfangenen String.
Die Strings sind Rohdaten ohne angewandte „gespeicherte Positionen“.
Wird nur beim Ausführen einer Quellengruppe gesendet.
Name in SoftSPS: RECEIVED_IDENTIFIER_2
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | String | 8 | 800 |
IdentifierU32Hnw | Status | String | 8 | 800 |
IdentifierU32 | Status | String | 8 | 800 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Empfangener Bezeichner 3 - 194
Signal, das dem dritten konfigurierten String in der Quellengruppe entspricht.
Das Signal Aktiver Bezeichner String 3 wird in der Reihenfolge gesendet, in der die Strings/Bezeichner vom System empfangen werden, sobald ein String empfangen wurde. Bei Scans in erzwungener Reihenfolge entspricht dies der konfigurierten Reihenfolge, aber bei Scans in freier Reihenfolge entspricht 3 möglicherweise nicht dem dritten konfigurierten String, sondern dem dritten empfangenen String.
Die Strings sind Rohdaten ohne angewandte „gespeicherte Positionen“.
Wird nur beim Ausführen einer Quellengruppe gesendet.
Name in SoftSPS: RECEIVED_IDENTIFIER_3
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | String | 8 | 800 |
IdentifierU32Hnw | Status | String | 8 | 800 |
IdentifierU32 | Status | String | 8 | 800 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Empfangener Bezeichner 4 - 195
Signal, das dem vierten konfigurierten String in der Quellengruppe entspricht.
Das Signal Aktiver Bezeichner String 4 wird in der Reihenfolge gesendet, in der die Strings/Bezeichner vom System empfangen werden, sobald ein String empfangen wurde. Bei Scans in erzwungener Reihenfolge entspricht dies der konfigurierten Reihenfolge, aber bei Scans in freier Reihenfolge entspricht 4 möglicherweise nicht dem vierten konfigurierten String, sondern dem vierten empfangenen String.
Die Strings sind Rohdaten ohne angewandte „gespeicherte Positionen“.
Wird nur beim Ausführen einer Quellengruppe gesendet.
Name in SoftSPS: RECEIVED_IDENTIFIER_4
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | String | 8 | 800 |
IdentifierU32Hnw | Status | String | 8 | 800 |
IdentifierU32 | Status | String | 8 | 800 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Neuversuch - 31014
Name in SoftSPS: FIELDBUS_TIGHTENING_REHIT
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Verbleibende Gruppe - 33
Verbleibende Anziehvorgänge in einer Charge. Kann nur auf einem Display angezeigt werden.
Name in SoftSPS: REMAINING_BATCH
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Einschraubwinkel - 31038
Wert des Einschraubwinkels.
Name in SoftSPS: RUNDOWN_ANGLE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Integer | 16 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Einschraubwinkel hoch - 165
Dieses Signal ist aktiv, wenn der Einschraubwinkel im Programmwert höher als der Sollwert ist.
Name in SoftSPS: RUNDOWN_ANGLE_HIGH
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Einschraubwinkel niedrig - 166
Dieses Signal ist aktiv, wenn der Einschraubwinkel im Programmwert niedriger als der Sollwert ist.
Name in SoftSPS: RUNDOWN_ANGLE_LOW
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Ausgewählte Sequenz Bit 0 - 139
Bitmuster zur Anzeige der ausgewählten Sequenz.
Name in SoftSPS: SELECTED_SEQUENCE_BIT_0
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Sequenz Bit 1 - 140
Bitmuster zur Anzeige der ausgewählten Sequenz.
Name in SoftSPS: SELECTED_SEQUENCE_BIT_1
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Sequenz Bit 2 - 141
Bitmuster zur Anzeige der ausgewählten Sequenz.
Name in SoftSPS: SELECTED_SEQUENCE_BIT_2
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Sequenz Bit 3 - 142
Bitmuster zur Anzeige der ausgewählten Sequenz.
Name in SoftSPS: SELECTED_SEQUENCE_BIT_3
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Sequenz Bit 4 - 143
Bitmuster zur Anzeige der ausgewählten Sequenz.
Name in SoftSPS: SELECTED_SEQUENCE_BIT_4
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Sequenz Bit 5 - 144
Bitmuster zur Anzeige der ausgewählten Sequenz.
Name in SoftSPS: SELECTED_SEQUENCE_BIT_5
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Sequenz Bit 6 - 145
Bitmuster zur Anzeige der ausgewählten Sequenz.
Name in SoftSPS: SELECTED_SEQUENCE_BIT_6
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Sequenz Bit 7 - 146
Bitmuster zur Anzeige der ausgewählten Sequenz.
Name in SoftSPS: SELECTED_SEQUENCE_BIT_7
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Sequenz Bit 8 - 147
Bitmuster zur Anzeige der ausgewählten Sequenz.
Name in SoftSPS: SELECTED_SEQUENCE_BIT_8
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Sequenz Bit 9 - 163
Bitmuster zur Anzeige der ausgewählten Sequenz.
Name in SoftSPS: SELECTED_SEQUENCE_BIT_9
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Sequenz-ID - 84
Zeigt den Index der ausgewählten Gruppensequenz an.
Name in SoftSPS: SELECTED_BATCH_SEQUENCE_ID
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Integer | 1 | 16 |
Null als Eins behandeln | Status | Integer | 1 | 16 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Ausgewähltes Verschraubungsprogramm - 69
Die ID eines ausgewählten Verschraubungsprogramms; 0 bei keiner Auswahl eines Verschraubungsprogramms.
Name in SoftSPS: SELECTED_PSET_ID
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Integer | 1 | 16 |
Null als Eins behandeln | Status | Integer | 1 | 16 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Ausgewähltes Verschraubungsprogramm Bit 0 - 148
Bitmuster zur Anzeige des ausgewählten Verschraubungsprogramms.
Name in SoftSPS: SELECTED_PROGRAM_BIT_0
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewähltes Verschraubungsprogramm Bit 1 - 149
Bitmuster zur Anzeige des ausgewählten Verschraubungsprogramms.
Name in SoftSPS: SELECTED_PROGRAM_BIT_1
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewähltes Verschraubungsprogramm Bit 2 - 150
Bitmuster zur Anzeige des ausgewählten Verschraubungsprogramms.
Name in SoftSPS: SELECTED_PROGRAM_BIT_2
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewähltes Verschraubungsprogramm Bit 3 - 151
Bitmuster zur Anzeige des ausgewählten Verschraubungsprogramms.
Name in SoftSPS: SELECTED_PROGRAM_BIT_3
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewähltes Verschraubungsprogramm Bit 4 - 152
Bitmuster zur Anzeige des ausgewählten Verschraubungsprogramms.
Name in SoftSPS: SELECTED_PROGRAM_BIT_4
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewähltes Verschraubungsprogramm Bit 5 - 153
Bitmuster zur Anzeige des ausgewählten Verschraubungsprogramms.
Name in SoftSPS: SELECTED_PROGRAM_BIT_5
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewähltes Verschraubungsprogramm Bit 6 - 154
Bitmuster zur Anzeige des ausgewählten Verschraubungsprogramms.
Name in SoftSPS: SELECTED_PROGRAM_BIT_6
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewähltes Verschraubungsprogramm Bit 7 - 155
Bitmuster zur Anzeige des ausgewählten Verschraubungsprogramms.
Name in SoftSPS: SELECTED_PROGRAM_BIT_7
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewähltes Verschraubungsprogramm Bit 8 - 156
Bitmuster zur Anzeige des ausgewählten Verschraubungsprogramms.
Name in SoftSPS: SELECTED_PROGRAM_BIT_8
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewähltes Verschraubungsprogramm Bit 9 - 157
Bitmuster zur Anzeige des ausgewählten Verschraubungsprogramms.
Name in SoftSPS: SELECTED_PROGRAM_BIT_9
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Sequenz abgebrochen - 160
Ausgangssignal zur Anzeige, dass eine Sequenz abgebrochen wurde.
Name in SoftSPS: SEQUENCE_ABORTED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Wartungsanzeige Alarm - 137
Der in der Werkzeugwartung konfigurierte Wartungsalarm bietet eine Erinnerungsfunktion zur Wartung des Werkzeugs.
Name in SoftSPS: SERVICE_INDICATOR_ALARM
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Größe der Sequenz - 181
Zeigt die Größe der aktuell laufenden Sequenz an. Wird nur gesetzt, wenn eine Sequenz geladen und nach Beendigung nicht zurückgesetzt wurde.
Name in SoftSPS: SIZE_OF_RUNNING_SEQUENCE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Aufsatz-Selektor getrennt sperren - 20039
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Software-Hauptversion - 86
Name in SoftSPS: SOFTWARE_MAJOR_VERSION
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 32 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Software-Nebenversion - 87
Name in SoftSPS: SOFTWARE_MINOR_VERSION
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 32 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Software-Release Version - 85
Version der ausgeführten Software.
Name in SoftSPS: SOFTWARE_RELEASE_VERSION
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 32 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Start Endwinkel - 31016
Der Start Endwinkel (Drehmomentwert) wird angezeigt, wenn verfügbar. Wird gesendet, wenn ein Ergebnis vorliegt.
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Integer | 32 | 32 |
FixedPointToDecimal | Status | Integer | 32 | 32 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Station bereit - 71
Zeigt an, dass die Virtuelle Station bereit ist.
Name in SoftSPS: STATION_READY
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Solldrehmoment - 30100
Signal zeigt das Solldrehmoment einer durchgeführten Verschraubung.
Stufenkategorie für die letzte Stufe bis Ende festlegen. Der ST-Selektor zeigt das Zieldrehmoment nur an, wenn die letzte Stufe über ein Zieldrehmoment verfügt.
Name in SoftSPS: STSELECTOR_TARGET_TORQUE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Integer | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Soll-/Enddrehmoment - 30101
Signal zeigt alternativ das Soll-/Enddrehmoment.
Das Soll-/Enddrehmoment liegt zwischen dem Solldrehmoment und dem Enddrehmoment, wenn ein ausgewähltes Verschraubungsprogramm aktualisiert oder ein neues Verschraubungsprogramm ausgewählt wurde.
Stufenkategorie für die letzte Stufe bis Ende festlegen. Der ST-Selektor zeigt das Zieldrehmoment nur an, wenn die letzte Stufe über ein Zieldrehmoment verfügt.
Name in SoftSPS: STSELECTOR_TARGET_FINAL_TORQUE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Integer | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Verschraubungsrichtung gegen UZS - 26
Das ausgewählte Verschraubungsprogramm arbeitet in Verschraubungsrichtung gegen den Uhrzeigersinn.
Name in SoftSPS: THREAD_DIRECTION_CCW
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Verschraubungsdatum - 31030
Das Verschraubungsdatum im Format JJJJ:MM:TT.
Name in SoftSPS: TIGHTENING_DATE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | String | 80 | 80 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Verschraubungsdatum Tag - 31032
Der Tag des Monats, an dem die Verschraubung durchgeführt wurde.
Name in SoftSPS: TIGHTENING_DATE_DAY
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Integer | 8 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Verschraubungsdatum Monat - 31033
Der Monat, in dem die Verschraubung durchgeführt wurde.
Name in SoftSPS: TIGHTENING_DATE_MONTH
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Integer | 8 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Verschraubungsdatum Jahr - 31034
Das Jahr, in dem die Verschraubung durchgeführt wurde.
Name in SoftSPS: TIGHTENING_DATE_YEAR
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Integer | 16 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Verschraubung deaktiviert - 182
Verschraubung deaktiviert ist ein Ausgangssignal, das aktiviert wird, wenn die Verschraubung durch eines der folgenden Signale extern deaktiviert wird:
20002 - Verschraubung sperren
20004 - Werkzeug sperren Aktiv hoch
20033 - Liniensteuerung sperren
20018 - Open Protocol sperren
20020 - Feldbus Verschraubung sperren
20040 - SoftSPS Verschraubung sperren
20061 - Werkzeug sperren Aktiv niedrig
Name in SoftSPS: TIGHTENING_DISABLED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Verschraubung fertig - 31010
Name in SoftSPS: TIGHTENING_DONE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Verschraubung aktiviert - 183
Verschraubung aktiviert ist ein Ausgangssignal, das aktiviert wird, wenn die Verschraubung nicht durch eines der folgenden Signale extern deaktiviert wird:
20002 - Verschraubung sperren
20004 - Werkzeug sperren Aktiv hoch
20033 - Liniensteuerung sperren
20018 - Open Protocol sperren
20020 - Feldbus Verschraubung sperren
20040 - SoftSPS Verschraubung sperren
20061 - Werkzeug sperren Aktiv niedrig
Name in SoftSPS: TIGHTENING_ENABLED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Verschraubung ist gesperrt - 27
Die Verschraubung ist deaktiviert, es können keine Verschraubungen vorgenommen werden.
Name in SoftSPS: TIGHTENING_IS_LOCKED
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Verschraubung NOK - 4
Mindestens ein Ergebnis der Verschraubung liegt außerhalb der festgelegten Grenzwerte.
Name in SoftSPS: TIGHTENING_NOK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Verschraubung OK - 3
Das Ergebnis der Verschraubung liegt innerhalb der festgelegten Grenzwerte.
Name in SoftSPS: TIGHTENING_OK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Max. Winkel Verschraubungsprogramm - 31004
Name in SoftSPS: MAX_ANGLE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 16 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Max. Drehmoment Verschraubungsprogramm - 31007
Name in SoftSPS: MAX_TORQUE
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Integer | 32 | 32 |
FixedPointToDecimal | Status | Integer | 32 | 32 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Min. Winkel Verschraubungsprogramm - 31005
Name in SoftSPS: MIN_ANGLE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 16 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Min. Drehmoment Verschraubungsprogramm - 31008
Name in SoftSPS: MIN_TORQUE
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Integer | 32 | 32 |
FixedPointToDecimal | Status | Integer | 32 | 32 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Verschraubungszeit - 31031
Die Zeit der Verschraubung im Format HH:MM:SS.
Name in SoftSPS: TIGHTENING_TIME
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | String | 64 | 64 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Verschraubungszeit hoch - 135
Zeigt an, dass NIO-Verschraubungen mit einer Überschreitung der maximal zulässigen Zeit aufgetreten sind.
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Verschraubungszeit Stunde - 31035
Die Stunde, in der die Verschraubung durchgeführt wurde.
Name in SoftSPS: TIGHTENING_TIME_HOUR
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Integer | 8 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Verschraubungszeit niedrig - 136
Zeigt an, dass NIO-Verschraubungen mit einer Unterschreitung der minimal zulässigen Zeit aufgetreten sind.
Das Signal Verschraubungszeit niedrig ist nur in Verschraubungsprogrammen aktiv.
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Verschraubungszeit Minute - 31037
Die Minute, in der die Verschraubung durchgeführt wurde.
Name in SoftSPS: TIGHTENING_TIME_MINUTES
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Integer | 8 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Verschraubungszeit Sekunde - 31036
Die Sekunde, in der die Verschraubung durchgeführt wurde.
Name in SoftSPS: TIGHTENING_TIME_SEC
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Integer | 8 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Werkzeugakku schwach - 90
Name in SoftSPS: TOOL_BATTERY_LOW
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeug angeschlossen - 73
Zeigt an, ob ein Werkzeug an eine Virtuelle Station angeschlossen ist oder nicht.
Name in SoftSPS: TOOL_CONNECTED
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeug deaktiviert - 158
Werkzeug deaktiviert ist ein Ausgangssignal, das aktiviert wird, wenn das Werkzeug durch eines der folgenden Signale extern deaktiviert wird:
20002 - Verschraubung sperren
20003 - Lösen sperren
20004 - Werkzeug sperren Aktiv hoch
20033 - Liniensteuerung sperren
20018 - Open Protocol sperren
20020 - Feldbus Verschraubung sperren
20021 - Feldbus Lösen sperren
20040 - SoftSPS Verschraubung sperren
20041 - SoftSPS Lösen sperren
20061 - Werkzeug sperren Aktiv niedrig
Name in SoftSPS: TOOL_DISABLED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeug aktiviert - 159
Werkzeug aktiviert ist ein Ausgangssignal, das aktiviert wird, wenn das Werkzeug nicht durch eines der folgenden Signale extern deaktiviert wird:
20002 - Verschraubung sperren
20003 - Lösen sperren
20004 - Werkzeug sperren Aktiv hoch
20033 - Liniensteuerung sperren
20018 - Open Protocol sperren
20020 - Feldbus Verschraubung sperren
20021 - Feldbus Lösen sperren
20040 - SoftSPS Verschraubung sperren
20041 - SoftSPS Lösen sperren
20061 - Werkzeug sperren Aktiv niedrig
Name in SoftSPS: TOOL_ENABLED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeugfunktionstaste gedrückt - 179
Ausgangssignal zur Verfolgung des Status der Funktionstaste. Das Signal wird gesetzt, wenn die Funktionstaste gedrückt wird und gelöscht, wenn die Funktionstaste losgelassen wird. Nicht für kritische Einsätze in Akkuwerkzeugen.
Name in SoftSPS: FUNCTION_BUTTON_PRESSED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Werkzeugintegrität OK - 103
Das Signal Werkzeugintegrität OK ist hoch, wenn kein Werkzeugfehler anliegt. Das Signal ist niedrig, wenn einer der folgenden Fehler gesetzt wurde:
Werkzeug überhitzt
Motortuning des Werkzeugs erforderlich
Offenmaul nicht getunt
Werkzeug-Parameterdatei wird nicht unterstützt
Werkzeugakku leer
Startknopf-Überwachungsfehler
Werkzeugkabel nicht unterstützt
Werkzeugspeicher fehlerhaft
Werkzeugspeicher-Fehler
Werkzeugwartungsintervall abgelaufen
Falsche Werkzeugsoftware-Version
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeug-LED-Spiegel grün - 98
Signal zeigt den Zustand der grünen Werkzeug-LED bei einem Zubehör.
Das Signal Werkzeug-LED-Spiegel grün wird auf ‚True‘ gesetzt, wenn die grüne Werkzeug-LED leuchtet/blinkt.
Das Signal Werkzeug-LED-Spiegel grün wird auf ‚False‘ gesetzt, wenn die grüne Werkzeug-LED aus ist.
Name in SoftSPS: TOOL_RESULT_LED_GREEN
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeug-LED-Spiegel rot - 97
Signal zeigt den Zustand der roten Werkzeug-LED bei einem Zubehör.
Das Signal Werkzeug-LED-Spiegel rot wird auf ‚True‘ gesetzt, wenn die rote Werkzeug-LED leuchtet/blinkt.
Das Signal Werkzeug-LED-Spiegel rot wird auf ‚False‘ gesetzt, wenn die rote Werkzeug-LED aus ist.
Name in SoftSPS: TOOL_RESULT_LED_RED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeug-LED-Spiegel gelb - 99
Signal zeigt den Zustand der gelben Werkzeug-LED bei einem Zubehör.
Das Signal Werkzeug-LED-Spiegel gelb wird auf ‚True‘ gesetzt, wenn die gelbe Werkzeug-LED leuchtet/blinkt.
Das Signal Werkzeug-LED-Spiegel gelb wird auf ‚False‘ gesetzt, wenn die gelbe Werkzeug-LED aus ist.
Name in SoftSPS: TOOL_RESULT_LED_YELLOW
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeug löst - 22
Zeigt an, dass das Werkzeug löst.
Name in SoftSPS: TOOL_LOOSENING
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeugdrehung gegen UZS - 25
Die Werkzeugdrehrichtung ist für Schrauben mit Linksgewinde gegen den Uhrzeigersinn.
Name in SoftSPS: TOOL_ROTATION_CCW
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeugdrehung im UZS - 24
Die Werkzeugdrehrichtung ist für Schrauben mit Rechtsgewinde im Uhrzeigersinn.
Name in SoftSPS: TOOL_ROTATION_CW
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeug läuft - 23
Zeigt an, dass sich das Werkzeug (im Uhrzeigersinn [CW] oder gegen den Uhrzeigersinn [CCW]) dreht.
Name in SoftSPS: TOOL_RUNNING
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Numerische Werkzeugseriennummer - 31021
Ganzzahliger Teil der Seriennummer.
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 32 | 32 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Werkzeug-Tag-Bezeichner - 94
Name in SoftSPS: TOOLTAG_IDENTIFIER
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | String | 8 | 800 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Werkzeug verschraubt - 21
Zeigt an, dass das Werkzeug eine Verschraubung ausführt.
Name in SoftSPS: TOOL_TIGHTENING
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeuge in Nullposition - 210
Das Ausgangssignal Werkzeuge in Nullposition ist nur für Handwerkzeuge verfügbar.
Das Ausgangssignal Werkzeuge in Nullposition definiert, ob sich das Werkzeug in der Ausgangsposition befindet - zum Beispiel am Ende eines Positionsschritts Vorwärts oder Rückwärts.
Das Signal wird nicht in Echtzeit aktualisiert, wenn also das Werkzeug aus irgendeinem Grund aus der Position bewegt wird, funktioniert das Signal nicht.
Name in SoftSPS: TOOLS_IN_ZERO_POSITION
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Verbindung zu ToolsNet verloren - 133
Zeigt an, ob die aktivierte Verbindung zwischen ToolsNet und der Steuerung unterbrochen wurde oder erwartungsgemäß funktioniert.
Name in SoftSPS: TOOLSNET_CONNECTION_LOST
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Verbindung zu ToolsTalk verloren - 208
Zeigt an, ob die aktivierte Verbindung zwischen ToolsTalk und der Steuerung unterbrochen wurde oder erwartungsgemäß funktioniert.
Name in SoftSPS: TOOLSTALK_CONNECTION_LOST
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Gesamtzahl der Verschraubungen - 31018
Gesamtanzahl der Verschraubungen, die von dem Werkzeug in seinem gesamten Lebenszyklus ausgeführt wurden.
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Integer | 8 | 32 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Verbleibende Summe Sequenzzähler - 205
Die Menge der verbleibenden Verschraubungen innerhalb einer Gruppensequenz, welche noch durchgeführt werden müssen.
Name in SoftSPS: TOTAL_REMAINING_SEQ_COUNT
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Summe Sequenzzähler - 204
Die Anzahl der in einer Gruppensequenz ausgeführten Verschraubungen.
Name in SoftSPS: TOTAL_SEQ_COUNTER
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Summe Sequenzgröße - 203
Die Gesamtzahl von Verschraubungen, die innerhalb einer Gruppensequenz durchgeführt werden müssen.
Name in SoftSPS: TOTAL_SEQ_SIZE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
E/A-Erweiterung: FALSE
Bedienpult: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
Werkzeugfunktionen: FALSE
TLS-Tag: FALSE
Startknopf betätigt - 11
Gibt an, dass der Startknopf am Werkzeug gedrückt wurde.
Name in SoftSPS: TRIGGER_PRESSED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Name der virtuellen Station - 105
Gibt den Namen der virtuellen Station an.
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | String | 8 | 800 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Eingangs-/Ausgangssignale
Ergebnisse löschen - 39
Löscht Status der anderen Signale, die für die nächste Verschraubung eingestellt sind.
Name in SoftSPS: CLEAR_RESULTS
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Open Protocol-Befehle deaktivieren - 10060
Deaktiviert die Möglichkeit, Befehle über Open Protocol an die Virtuelle Station zu senden.
Name in SoftSPS: DISABLE_OPEN_PRTCOL_CMDS
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Externer Bezeichner - 10045
Der im Externen Bezeichner gesendete String ist als VIN-Nummer im Ergebnis enthalten. Es können bis zu 2 Bezeichner bereitgestellt werden, die vom Feldbus zur Aufgabenauswahl übergeben werden.
Name in SoftSPS: EXTERNAL_IDENTIFIER
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | String | 8 | 800 |
IdentifierU32Hnw | Status | String | 8 | 800 |
IdentifierU32 | Status | String | 8 | 800 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Extern überwacht 1 - 10035
Extern überwacht 1 ist ein Eingangs-/Ausgangssignal, das nicht an eine spezielle Funktion in der Steuerung gebunden ist und daher frei verwendet werden kann.
Name in SoftSPS: EXTERNAL_MONITORED_1
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Extern überwacht 2 - 10036
Extern überwacht 2 ist ein Eingangs-/Ausgangssignal, das nicht an eine spezielle Funktion in der Steuerung gebunden ist und daher frei verwendet werden kann.
Name in SoftSPS: EXTERNAL_MONITORED_2
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Extern überwacht 3 - 10037
Extern überwacht 3 ist ein Eingangs-/Ausgangssignal, das nicht an eine spezielle Funktion in der Steuerung gebunden ist und daher frei verwendet werden kann.
Name in SoftSPS: EXTERNAL_MONITORED_3
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Extern überwacht 4 - 10038
Extern überwacht 4 ist ein Eingangs-/Ausgangssignal, das nicht an eine spezielle Funktion in der Steuerung gebunden ist und daher frei verwendet werden kann.
Name in SoftSPS: EXTERNAL_MONITORED_4
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Extern überwacht 5 - 10039
Extern überwacht 5 ist ein Eingangs-/Ausgangssignal, das nicht an eine spezielle Funktion in der Steuerung gebunden ist und daher frei verwendet werden kann.
Name in SoftSPS: EXTERNAL_MONITORED_5
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Extern überwacht 6 - 10040
Extern überwacht 6 ist ein Eingangs-/Ausgangssignal, das nicht an eine spezielle Funktion in der Steuerung gebunden ist und daher frei verwendet werden kann.
Name in SoftSPS: EXTERNAL_MONITORED_6
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Extern überwacht 7 - 10041
Extern überwacht 7 ist ein Eingangs-/Ausgangssignal, das nicht an eine spezielle Funktion in der Steuerung gebunden ist und daher frei verwendet werden kann.
Name in SoftSPS: EXTERNAL_MONITORED_7
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Extern überwacht 8 - 10042
Extern überwacht 8 ist ein Eingangs-/Ausgangssignal, das nicht an eine spezielle Funktion in der Steuerung gebunden ist und daher frei verwendet werden kann.
Name in SoftSPS: EXTERNAL_MONITORED_8
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Feldbus Keep Alive - 30002
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Grüne Werkzeug-LED blinkt (externes Protokoll) - 10058
Name in SoftSPS: FLASH_TOOL_GREEN_LED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Generischer E/A 1 - 50
Eingang/Ausgang 1 für Open Protocol.
Name in SoftSPS: GENERIC_IO_1
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Generischer E/A 2 - 51
Eingang/Ausgang 2 für Open Protocol.
Name in SoftSPS: GENERIC_IO_2
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Generischer E/A 3 - 52
Eingang/Ausgang 3 für Open Protocol.
Name in SoftSPS: GENERIC_IO_3
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Generischer E/A 4 - 53
Eingang/Ausgang 4 für Open Protocol.
Name in SoftSPS: GENERIC_IO_4
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Generischer E/A 5 - 54
Eingang/Ausgang 5 für Open Protocol.
Name in SoftSPS: GENERIC_IO_5
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Generischer E/A 6 - 55
Eingang/Ausgang 6 für Open Protocol.
Name in SoftSPS: GENERIC_IO_6
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Generischer E/A 7 - 56
Eingang/Ausgang 7 für Open Protocol.
Name in SoftSPS: GENERIC_IO_7
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Generischer E/A 8 - 57
Eingang/Ausgang 8 für Open Protocol.
Name in SoftSPS: GENERIC_IO_8
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Generischer E/A 9 - 58
Eingang/Ausgang 9 für Open Protocol.
Name in SoftSPS: GENERIC_IO_9
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Generischer E/A 10 - 59
Eingang/Ausgang 10 für Open Protocol.
Name in SoftSPS: GENERIC_IO_10
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Ansteigende Flanke generisch 1 - 169
Generisches Eingangs-/Ausgangssignal.
Name in SoftSPS: GENERIC_RISING_EDGE_1
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ansteigende Flanke generisch 2 - 170
Generisches Eingangs-/Ausgangssignal.
Name in SoftSPS: GENERIC_RISING_EDGE_2
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ansteigende Flanke generisch 3 - 171
Generisches Eingangs-/Ausgangssignal.
Name in SoftSPS: GENERIC_RISING_EDGE_3
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ansteigende Flanke generisch 4 - 172
Generisches Eingangs-/Ausgangssignal.
Name in SoftSPS: GENERIC_RISING_EDGE_4
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ansteigende Flanke generisch 5 - 173
Generisches Eingangs-/Ausgangssignal.
Name in SoftSPS: GENERIC_RISING_EDGE_5
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ansteigende Flanke generisch 6 - 174
Generisches Eingangs-/Ausgangssignal.
Name in SoftSPS: GENERIC_RISING_EDGE_6
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ansteigende Flanke generisch 7 - 175
Generisches Eingangs-/Ausgangssignal.
Name in SoftSPS: GENERIC_RISING_EDGE_7
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ansteigende Flanke generisch 8 - 176
Generisches Eingangs-/Ausgangssignal.
Name in SoftSPS: GENERIC_RISING_EDGE_8
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ansteigende Flanke generisch 9 - 177
Generisches Eingangs-/Ausgangssignal.
Name in SoftSPS: GENERIC_RISING_EDGE_9
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ansteigende Flanke generisch 10 - 178
Generisches Eingangs-/Ausgangssignal.
Name in SoftSPS: GENERIC_RISING_EDGE_10
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Aufsatz angehoben - 10014
Wird erzeugt, wenn eine einzigartige Stecknuss auf den Stecknussselektor (Integer = Stecknuss-ID) gehoben wird, keine Stecknuss angehoben wird (Integer = 0) oder wenn mehr als ein angehoben wird (Integer = 0).
Name in SoftSPS: SOCKET_LIFTED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 32 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Aufsatz angehoben Roh - 10043
Hinzugefügt, um die Rückwärtskompatibilität mit PF4000 in bestimmten Protokollen für Meldungen bezüglich angehobenen Stecknüssen zu unterstützen (im Gegensatz zu Stecknuss angehoben 10013). Integer ist ein Bitmuster für alle angehobenen Stecknüsse (ungeachtet von Blinken oder der Anzahl an angehobenen Stecknüssen).
Name in SoftSPS: SOCKET_LIFTED_RAW
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | uint64 | 1 | 32 |
SocketSelectorTwoDevices | Status | uint64 | 1 | 32 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Werkzeug im Produktionsbereich - 93
Name in SoftSPS: TOOL_IN_PRODUCT_SPACE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeug im Arbeitsbereich - 92
Name in SoftSPS: TOOL_IN_WORK_SPACE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Benutzer ID = 10050
Name in SoftSPS: USER_ID
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | String | 8 | 800 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Drittanbieterlizenzen
Liste von Drittanbieterlizenzen
Power Focus-Steuerungen enthalten Komponenten von Drittanbietern, deren Lizenzen die Veröffentlichung von Kopien der Lizenzsprache und/oder Copyright-Hinweise erfordern. Entsprechend dieser Anforderungen finden Sie hier Kopien der Lizenzen. Klicken Sie bitte auf eine der nachfolgend aufgeführten Lizenzen, um eine Kopie des Lizenztextes anzuzeigen.
Software | Version | Licenses |
|---|---|---|
acl | 2.2.52 | |
alsa-lib | 1.1.2 | |
alsa-state | 0.2.0 | |
alsa-tools | 1.1.0 | |
alsa-utils | 1.1.2 | |
anybus | 1.1 |
|
atftp | 0.7.1 + gitAUTOINC + be3291a18c | |
attr | 2.4.47 | |
barebox | 2018.06.0 | |
base-files | 3.0.14 | |
base-files-px2-base | 1.0 | |
base-passwd | 3.5.29 | |
bash | 4.3.30 | |
bash-completion | 2.4 | |
bluez5 | 5.41 | |
boost | 1.61.0 | |
busybox-px2base | 1.24.1 | |
bzip2 | 1.0.6 | |
ca-certificates | 20160104 | |
cppunit | 1.13.1 | |
cryptodev-linux | 1.8 | |
curl | 7.50.1 | |
db | 3.0.35 | |
dbus | 1.10.10 | |
dhcp | 4.3.4 | |
dosfstools | 4.0 | |
dt-utils | 2017.03.0 | |
e2fsprogs | 1.43 | |
ecryptfs-tools | 1.0 | |
elfutils | 0.166 | |
eudev | 3.2.2 | |
expat | 2.2.0 | |
fbset | 2.1 | |
fb-test | 1.1.0 | |
fcgi | 2.4.0 | |
finit | 3.1 | |
firmware-imx | 5.4 |
|
flac | 1.3.1 | |
flatbuffers | 1.9.0 | |
fruit | 3.4.0 + gitAUTOINC + ece0f7218c | |
fuse | 2.9.4 | |
gcc-runtime | 6.2.0 | |
gdb | 8.0.1 | |
gdbm | 1.12 | |
glib-2.0 | 2.48.2 | |
glibc | 2.24 | |
gmp | 6.1.1 | |
gnutls | 3.5.3 | |
grep | 2.25 | |
gstreamer1.0 | 1.8.3 | |
gstreamer1.0-plugins-base | 1.8.3 | |
hostpad | 2.6 | |
htop | 1.0.3 | |
icu | 57.1 | |
init-ifupdown | 1.0 | |
initscripts | 1.0 | |
iproute2 | 4.7.0 | |
iptables | 1.6.0 | |
ipwatchd | 1.2 | |
iw | 4.7 | |
json-spirit | 4.08 | |
keyutils | 1.5.9 | |
kmod | 23 + gitAUTOINC + 65a885df5f | |
kmsfbwrap-px2base | 12.0 | |
libarchive | 3.2.2 | |
libbsd | 0.8.3 |
|
libcap | 2.25 | |
libdrm | 2.4.70 | |
libestr | 0.1.10 | |
libevent | 2.0.22 | |
libfastjson | 0.99.4 | |
libffi | 3.2.1 | |
libgcc | 6.2.0 | |
libgcrypt | 1.7.3 | |
libgpg-error | 1.24 | |
libidn | 1.33 | |
libite | 2.0.2 | |
libjpeg-turbo | 1.5.0 | |
liblogging | 1.0.5 | |
libnet | 1.2-rc3 | |
libnfsidmap | 0.25 | |
libnl | 3.2.28 | |
libogg | 1.3.2 | |
libpcap | 1.8.1 | |
libpcre | 8.39 | |
libpng | 1.6.24 | |
librcf | 2.2.0.0 | |
libsamplerate0 | 0.1.8 | |
libsndfile1 | 1.0.27 | |
libtinyxml | 2.6.2 | |
libtirpc | 1.0.1 | |
libuev | 2.2.0 | |
libusb1 | 1.0.20 | |
libvorbis | 1.3.5 | |
libxml2 | 2.9.4 | |
libxslt | 1.1.29 | |
lighttpd | 1.4.51 | |
linux-atlas | 4.14 | |
linux-libc-headers | 4.14.13 | |
logrotate | 3.9.1 | |
lua | 5.1.5 | |
luabind | git | |
lzo | 2.09 | |
lzop | 1.03 | |
memlog | 2.0 | |
mesa | 12.0.1 | |
mg | 20161005 |
|
minizip | 1.2.8 | |
mmc-utils | 0.1 | |
mtd-utils | 1.5.2 | |
nano | 2.2.5 | |
ncurses | 6.0 + 20160625 | |
netbase | 5.3 | |
netcat-openbsd | 1.105 | |
nettle | 3.2 | |
nfs-utils | 2.1.1 | |
ntp | 4.2.8p8 | |
openssh | 7.6p1 | |
openssl | 1.0.2n | |
opkg | 0.3.3 | |
opkg-arch-config | 1.0 | |
opkg-utils | 0.3.2 + gitAUTOINC + 3ffece9bf1 | |
orc | 0.4.25 | |
os-release | 1.0 | |
packagegroup-atlas-qt5 | 1.0 | |
packagegroup-atlas-sxb | 1.0 | |
packagegroup-base | 1.0 | |
packagegroup-core-boot | 1.0 | |
packagegroup-core-eclipse-debug | 1.0 | |
packagegroup-core-nfs | 1.0 | |
packagegroup-core-ssh-openssh | 1.0 | |
packagegroup-px2it | 1.0 | |
parted | 3.2 | |
perl | 5.22.1 | |
pm-utils | 1.4.1 | |
poco | 1.9.0 | |
pointercal | 0.0 | |
popt | 1.16 | |
procps | 3.3.12 | |
protobuf | 2.6.1 + gitAUTOINC + bba83652e1 | |
python | 2.7.12 | |
qtbase | 5.7.1 + gitAUTOINC + a55f36211e | |
qtdeclarative | 5.7.1 + gitAUTOINC + 2a992040e2 | |
qtlocation | 5.7.1 + gitAUTOINC + de5be121d8 | |
qtsensors | 5.7.1 + gitAUTOINC + 5a57beaaa5 | |
qtwebkit | 5.7.1 + gitAUTOINC + 76e2732f01 | |
qtwebsockets | 5.7.1 + gitAUTOINC + 60cede232a | |
qtxmlpatterns | 5.7.1 + gitAUTOINC + 89dbcc4f80 | |
rauc | 0.4 | |
readline | 6.3 | |
rpcbind | 0.2.3 | |
rsync | 3.1.2 | |
rsyslog | 8.22.0 | |
run-postinsts | 1.0 | |
shadow | 4.2.1 | |
shadow-security | 4.2.1 | |
sqlite3 | 3.14.1 |
|
squashfs-tools | 5.7.1 + gitrAUTOINC + 9c1db6d13a |
|
st-load | 1.0 |
|
stm32flash | git | |
strace | 4.13 | |
sysfsutils | 2.1.0 | |
sysvinit-bootlogd | 2.88dsf | |
tcf-agent | 1.4.0 + gitAUTOINC + 2dddd5f440 | |
tcpdump | 4.7.4 | |
tcp-wrappers | 7.6 | |
tslib | 1.1 | |
tzdata | 2016i |
|
u-boot-atlas | 2017.09 | |
u-boot-fw-utils | 2017.09 | |
unzip | 6.0 | |
usbutils | 008 | |
util-linux | 2.28.1 | |
wireless-tools | 30.pre9 | |
wpa-supplicant | 2.5 | |
xerces-c | 2.7.0 | |
xz | 5.2.2 |
|
yaml-cpp | 0.6.2 | |
zip | 3.0 | |
zlib | 1.2.8 |