LTP61 H230-HAD
Nutrunner
製品情報
一般情報
安全信号用語
安全信号用語の「危険」、「警告」、「注意」、「通知」には次のような意味があります:
危険 | 「危険」は、回避しなければ、死亡または重傷を負うことになる危険な状況を示します。 |
警告 | 「警告」は、回避しなければ、死亡または重傷を負う可能性のある危険な状況を示します。 |
注意 | 「注意」は安全警戒記号とともに用いられ、回避しなければ、軽傷または中程度の傷害を負う可能性のある危険な状況を示します。 |
通知 | 「通知」はケガに関係しない手順に対して用います。 |
保証
製品保証は、Atlas Copcoの配送センターから発送されてから12+1か月で失効します。
部品の通常の磨耗や傷は保証に含まれません。
通常の摩耗および裂傷は、その期間に典型的な標準的な工具のメンテナンス(時間、稼働時間などで表される)中に部品交換またはその他の調整/オーバーホールが必要なものです。
製品保証は、ツールとその構成部品の正しい使用、メンテナンスおよび修理に依存しています。
不適切なメンテナンス、または、保証期間中に Atlas Copco 以外の人またはその認証サービスパートナーによって実施されたメンテナンスの結果発生した部品の損傷は保証対象となりません。
ツール部品の損傷や破壊を防ぐために、推奨されるメンテナンススケジュールに従ってツールの整備を行い、適切な手順に従ってください。
保証による修理は、必ず Atlas Copco ワークショップで、または認定サービスパートナーが実施してください。
その Atlas Copco 契約により、延長保証と最新式の予防保守を提供します。ToolCover詳細については、お近くのサービス担当者にお問い合わせください。
電動モータの場合 :
電動モータが開かれていない場合のみ保証が適用されます。
ウェブサイト
当社の製品、付属品、スペアパーツおよび公表事項に関する情報は、Atlas CopcoのWebサイトにてご覧いただけます。
次をご覧ください:www.atlascopco.com.
ServAid
ServAidは以下のような技術情報を含むポータルで、継続的に更新されます:
規制及び安全に関する情報
技術データ
設置、運転およびサービスに関する注意事項
予備部品のリスト
アクセサリ
寸法図面
次をご覧ください:https://servaid.atlascopco.com.
詳細な技術情報については、最寄のAtlas Copco代理店までお問い合わせください。
安全データシート MSDS/SDS
安全性データシートは、Atlas Copcoが販売する化学製品について説明しています。
詳細についてはAtlas Copcoのウェブサイト www.atlascopco.com/sdsをご覧ください。
ナットランナの製品安全ビデオ
Atlas Copco ナットランナの安全機能と、作業者が安全な操作のために行うことが必要な措置の詳細については、こちらをご覧ください。リンクをクリックするか、次の QR コードをスキャンしてビデオを表示してください。
https://www.youtube.com/watch?v=FAh6yttvUpw
生産国
生産国については製品ラベルの情報をご参照ください。
寸法図面
寸法図は、寸法図アーカイブまたはServAidのいずれかにあります。
次をご覧ください:http://webbox.atlascopco.com/webbox/dimdrwあるいは https://servaid.atlascopco.com。
概要
技術製品データ
技術的な製品データは、ServAidまたはAtlas Copcoのウェブサイトにあります。
次をご覧ください:https://servaid.atlascopco.comあるいは www.atlascopco.com。
サービスの概要
サービスの推奨事項
予防メンテナンスを定期的に行うことをお勧めします。予防メンテナンスに関する詳細情報を参照してください。製品が正常に動作しない場合は、供用を停止して点検してください。
予防メンテナンスについての詳細な情報がない場合は、これらの一般的なガイドラインに従ってください。
適切な部品を正確に清掃します
不良部品や磨耗した部品を交換します
予防メンテナンス
オーバーホールおよび予防メンテナンスは、定期的に1年毎か、もしくは最大25万回の締め付け後かのどちらか早いタ イミングで行うことをお勧めします。高トルクや長時間の締め付けを行う場合には、より頻繁にオーバーホールが必要になることがあります。
取り付け
設置要件
エアの品質
最高のパフォーマンスと製品寿命を最大にするために、最大露点+10°C(50°F)の圧縮空気の利用を推奨します。また、アトラスコプコ製の冷却タイプエアドライヤを設置することを推奨します。
別のエアフィルタとして、30ミクロンより大きな固体粒子と90%を超える液体の水を除去するものを使用してください。圧力低下を防止するために、他のエア調整ユニットの前に、製品のできるだけ近くにフィルタを設置します。
インパルス/インパクトツールでは、そのツールに調整されているルブリケータを使用してください。通常のルブリケータはオイルを塗布しすぎ、モータ内の過度のオイルのためにツールの性能が低下します。
ツールに接続する前に、ホースとカップリングがクリーンであり、ほこりがないことを確認します。
注油済み製品および注油のない製品のどちらも、ルブリケータから少量のオイルが供給されることで利点があります。
空気潤滑ガイド
ブランド | 空気潤滑 |
|---|---|
アトラスコプコ | オプティマイザ(1 リットル)9090 0000 04 |
Q8 | Chopin 46 |
Shell | Shell Air Tool Oil S2 A 320 |
圧縮空気接続
正しいエア圧とホースサイズについては、https://servaid.atlascopco.comの技術データまたはwww.atlascopco.comを参照してください。
ツールに接続する前に、ホースとカップリングがクリーンであり、ほこりがないことを確認します。
設置の手順
振動ツールの設置
最小長さ 300 mm(12")の圧縮エア用フレキシブルホースを振動ツールとクイックアクションカップリング間に挿入することをお勧めします。
操作
人間工学に関するガイドライン
一般的な人間工学に基づいたガイドラインの本リストを読み、姿勢、コンポーネントの配置、作業環境において改善できるエリアを特定して、ご自身のワークステーションについてご検討ください。
頻繁に休憩をとり作業姿勢を変更すること。
ワークステーション領域を任意のニーズと作業タスクに適合させること。
静止荷重を避けるために部品やツールがどこに配置されるべきかを決定することにより、適度に手の届く範囲を調整すること。
テーブルや椅子などの作業タスクに適切なワークステーション設備を使用すること。
組立操作中に肩より高い位置または静止保存状態での作業を避けること。
肩より高い位置で作業する場合、トルクアーム、ホースリール、または重量バランサーなどを使用してツールの重量を減少させることにより静的筋の負荷を軽減すること。静的筋への負荷はツールを体に近づけて保持することによって軽減することもできます。また、負荷を身体の近くに保持することで静的筋肉への負荷を軽減することができます。
頻繁に休憩を取ること。
とりわけ、ある程度の力を要する作業において、腕または手首の無理のある姿勢を避けること。
必要とする目と頭の動きを最小限にするよう、視野を便利なように調整します。
作業タスクに適切な照明を使用すること。
作業タスクに適切なツールを選択すること。
騒音の多い環境では、防音保護具を使用してください。
過剰な振動レベルへの曝露を最小限にするには、高品質の挿入ツールおよび消耗品を使用してください。
反力への暴露を最小限に抑えること。
切断時
カットオフホイールが曲がっているか、適切にガイドされていないと、カットオフホイールが嵌って動かなく可能性があります。カットオフホイールに正しいフランジを使用し、操作中にカットオフホイールを曲げることを避けてください。
掘削時
ドリルビットを突き抜ける際にドリルが停止することがあります。必ずサポートハンドルを使用してください。安全規格 ISO11148 パート 3 では、ピストルグリップツールについては 10 Nm 以上、ストレートツールについては 4 Nm 以上の反動トルクを吸収するデバイスを使用することを推奨しています。
直接駆動スクリュードライバーやナットランナの使用時
反力は、ツール設定とジョイントの特性によって変わります。強度と姿勢により、オペレーターが許容できる反力の大きさが決まります。オペレータの力や姿勢にトルク設定を適合させ、トルクが大きすぎる場合はトルクアームまたは反力バーを使用します。
ほこりの多い環境では、ほこり抽出システムを使用するか、口の保護マスクを着用します。
操作手順
締め付けトルク
正しい操作と安全のために、ナットランナの締め付けトルクは、被締め付けトルクに対して正しく設定される必要があります。被締め付け物に要求される締め付けトルクを確認してください。
エア圧は、圧縮空気レギュレータによって、手元動圧6.3 barまでの可能な限り高いレベルに設定してください。アトラスコプコのレギュレータ、 タイプ MIDI REG 15の設置を推奨します。
セットスクリューをゆるめ、スクリューでトルク設定を調整してください。スクリューを時計回りに回すとトルクが増加します。調整後には、スクリューを締め直してください。
高回転でシャットオフが行われ、オーバシュートなど高トルク傾向が発生した場合には、エア圧を減少させることが推奨されます。
締め付けトルクの確認
アトラスコプコのトルクアナライザ、ACTA 3000と、利用可能なテスト ジョイントのある適正なサイズのインライン トランスデューサ、IRTTが推奨機器となります。
サービス
メンテナンスに関する注意事項
サービスの推奨事項
予防メンテナンスを定期的に行うことをお勧めします。予防メンテナンスに関する詳細情報を参照してください。製品が正常に動作しない場合は、供用を停止して点検してください。
予防メンテナンスについての詳細な情報がない場合は、これらの一般的なガイドラインに従ってください。
適切な部品を正確に清掃します
不良部品や磨耗した部品を交換します
予防メンテナンス
予防メンテナンス
オーバーホールおよび予防メンテナンスは、定期的に1年毎か、もしくは最大25万回の締め付け後かのどちらか早いタ イミングで行うことをお勧めします。高トルクや長時間の締め付けを行う場合には、より頻繁にオーバーホールが必要になることがあります。
締め付けトルクのテスト
トルクおよび角度の試験機
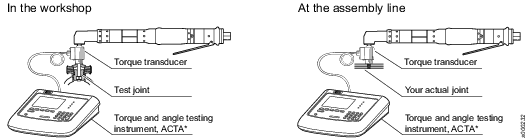
ACTA* 3000/ 4000詳細については、当社のメインカタログまたは別個のリーフレットを参照してください。
テストジョイントとトランスデューサ
お使いのツールの最大トルクに応じてテストジョイントとトランスデューサを選択します
ソフトジョイント

ボルトサイズ | トルク範囲 Nm | オーダー番号 | トルクレート Nm/rev. | 定格容量の 回転角度 | サービスキット* |
|---|---|---|---|---|---|
M8 | 15 | 4080 0788 91 | 10 | 540 | 4080 0788 80 |
M10 | 30 | 4080 0789 91 | 24 | 450 | 4080 0789 80 |
M12 | 60 | 4080 0790 91 | 40 | 540 | 4080 0790 80 |
M14 | 90 | 4080 0791 91 | 60 | 540 | 4080 0791 80 |
M16 | 200 | 4080 0866 90 | 200 | 360 | 4080 0865 80 |
M20 | 400 | 4080 0868 90 | 400 | 360 | 4080 0867 80 |
M30 | 800 | 4080 0876 92 | 800 | 360 | 4080 0867 80 |
* ボルト 2本、ナット 2個、ワッシャー 2個を含む。
インライントルクトランスデューサ - トルクモデル
型式 | 六角ドライブ インチ | スクエアドライブ インチ | 定格容量 Nm | ft lb | オーダー番号 |
|---|---|---|---|---|---|
IRTT 5-I06 | ¼ |
| 5 | 4 | 8092 1129 05 |
IRTT 20-I06 | ¼ |
| 20 | 15 | 8092 1129 10 |
IRTT 20-06 |
| ¼ | 20 | 15 | 8092 1129 15 |
IRTT 25-10 |
| 3/8 | 25 | 18 | 8092 1129 20 |
IRTT 75-10 |
| 3/8 | 75 | 55 | 8092 1129 25 |
IRTT 180-13 |
| ½ | 180 | 133 | 8092 1129 30 |
IRTT 500-20 |
| ¾ | 500 | 369 | 8092 1129 35 |
IRTT 750-25 |
| 1 | 750 | 553 | 8092 1129 40 |
IRTT 1400-25 |
| 1 | 1400 | 1033 | 8092 1129 45 |
インライントルクトランスデューサ - トルク/角度モデル
型式 | 六角ドライブ インチ | スクエアドライブ インチ | 定格容量 Nm | ft lb | オーダー番号 |
|---|---|---|---|---|---|
IRTT 2A-I06 | ½ |
| 2 | 1.5 | 8092 1130 01 |
IRTT 5A-I06 | ¼ |
| 5 | 4 | 8092 1130 06 |
IRTT 20A-I06 | ¼ |
| 20 | 15 | 8092 1130 11 |
IRTT 20A-06 |
| ¼ | 20 | 15 | 8092 1130 16 |
IRTT 25A-10 |
| 3/8 | 25 | 18 | 8092 1130 21 |
IRTT 75A-10 |
| 3/8 | 75 | 55 | 8092 1130 26 |
IRTT 180A-13 |
| ½ | 180 | 133 | 8092 1130 31 |
IRTT 500A-20 |
| ¾ | 500 | 369 | 8092 1130 36 |
IRTT 750A-25 |
| 1 | 750 | 553 | 8092 1130 41 |
IRTT 1400A-25 |
| 1 | 1400 | 1033 | 8092 1130 46 |
IRTT 3000A-38 |
| 1½ | 3000 | 3000 | 8092 1130 51 |
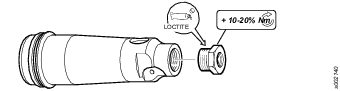
ネジ接続部の締め付け
ServAidの分解図リストに示されている締め付けトルク( https://servaid.atlascopco.com のスペアパーツのセクションを参照)は、正しいクランプ力を実現し、パーツが緩むのを防ぐように設定されています。
保守サービスの際に、これらの部品が破損することなく、開けることができる必要があります。しかしながら、特殊な状況(アプリケーションおよび使用状況によって異なる)によっては、ある程度の稼働後に部品が緩むこともあります。そのような場合は、トルクを10〜20%上げることができます。必要に応じて、強度が低または中程度のネジロック剤を塗布することもできます。
例
潤滑手順
防錆と清掃
圧縮エア中に水があると錆が発生する可能性があります。錆を防止するために、エアドライヤを設置することを強くお勧めします。
水と粒子があると、ベーンとバルブの膠着の原因になります。圧力低下を避けるために、製品近くにエアフィルタを設置することで、これを防止することができます。
長期間停止する場合は、必ずエア入口にオイルを数滴添加して、ツールを保護してください。ツールを 5 ~ 10 秒間作動させ、エア出口のアクセスオイルを布に吸収させます。
潤滑ガイド
ブランド | 汎用のベアリングおよびギア* |
|---|---|
BP | Energrease LS-EP2 |
Castrol | OBEEn UF 1 |
Esso | Beacon EP2 |
Q8 | Rembrandt EP2 |
Mobil | Mobilegrease XHP 222 NLG 2 |
Klüber Lub. | Klübersynth UH 1 14-151 |
Texaco | Multifak EP2 |
Molykote | BR2 Plus |
*アングルギアは対象外です。
ブランド | アングルギア用 |
|---|---|
Atlas Copco | Atlas Gear Grease 270 |
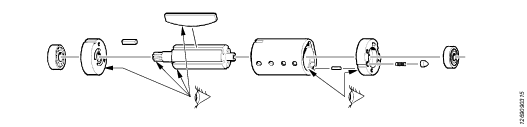
モータ部品の検査

(R) オーバーホールを行う度に交換すること (サービスキットオーダー番号: )
エンドプレート:けがき線やかき傷がないことを確認してください。傷が浅い場合には、フェースプレートを細かい研磨ペーストで磨きます。完全に清掃してください。
ローター:端面にマークやバリがないことを確認してください。スプラインに磨耗や亀裂がないことを確認してください。
シリンダ:穴にけがき傷やかき傷がないことを確認してください。傷が浅い場合には、細かい研磨クロスで磨きます。
性能を最大限に高めるには
重作業 - ソフトジョイント、最大設定の場合には空気潤滑を推奨します。
エアが乾燥しすぎていると、ベーンの寿命や機械のパフォーマンスが損なわる恐れがあります。機械の吸気口に毎日 0.1 - 0.2 ml 注油することで、機械のパフォーマンスを改善することができます。もしくは、機械のパフォーマンスを向上させる自動潤滑装置の油霧潤滑機 DIMもしくはシングルポイント潤滑機 DOSを使用してください。
分解/組み立て説明書
モーターの分解
ベーンモータの操作手順
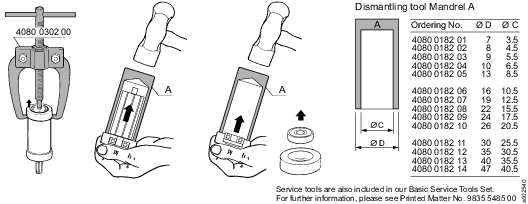
分解
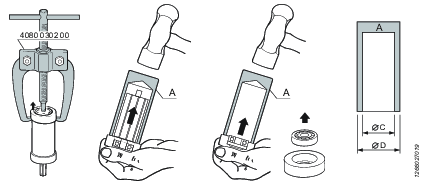
サービスツールは、当社の基本サービスツールセットにも含まれています。詳細については、注文番号9835 5485 00を参照してください
ツールマンドレルAの分解
オーダー番号 | Ø D | Ø C |
|---|---|---|
4080 0182 01 | 7 | 3.5 |
4080 0182 02 | 8 | 4.5 |
4080 0182 03 | 9 | 5.5 |
4080 0182 04 | 10 | 6.5 |
4080 0182 05 | 13 | 8.5 |
4080 0182 06 | 16 | 10.5 |
4080 0182 07 | 19 | 12.5 |
4080 0182 08 | 22 | 15.5 |
4080 0182 09 | 24 | 17.5 |
4080 0182 10 | 26 | 20.5 |
4080 0182 11 | 30 | 25.5 |
4080 0182 12 | 35 | 30.5 |
4080 0182 13 | 40 | 35.5 |
4080 0182 14 | 47 | 40.5 |
モータ部品の検査
組み立て - Bäckströms方法による
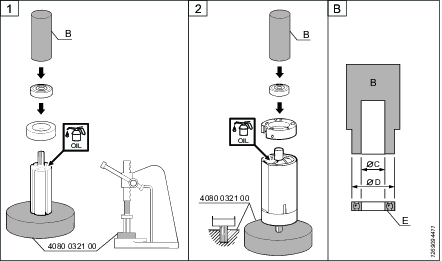
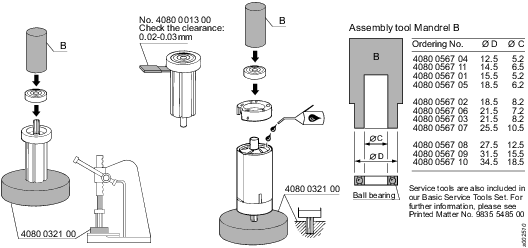
サービスツールは、当社の基本サービスツールセットにも含まれています。詳細については、注文番号9835 5485 00を参照してください
ツールマンドレルBの分解
オーダー番号 | Ø D | Ø C |
|---|---|---|
4080 0567 04 | 12.5 | 5.2 |
4080 0567 11 | 14.5 | 6.5 |
4080 0567 01 | 15.5 | 5.2 |
4080 0567 05 | 18.5 | 6.2 |
4080 0567 02 | 18.5 | 8.2 |
4080 0567 06 | 21.5 | 7.5 |
4080 0567 03 | 21.5 | 8.2 |
4080 0567 07 | 25.5 | 10.5 |
4080 0567 08 | 27.5 | 12.5 |
4080 0567 09 | 31.5 | 15.5 |
4080 0567 10 | 34.5 | 18.5 |
モーターの組立
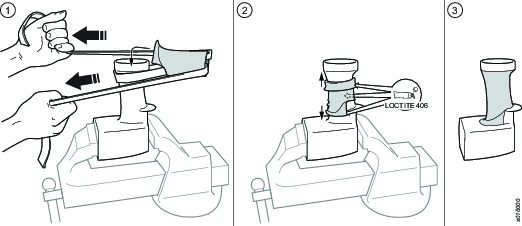
アセンブリ
サイレンサと空気ニップルを取り外します。次に、古いゴムカバーを完全に取り外します。モーターケースをバイスで固定します。組み立てを容易にするために、新しいゴムカバーの端部に石鹸と水の混合物を少し塗布します。ヘビーデューティストラップのループを作り、ストラップのループをゴムカバーに通し、ハンドルの周りに取り付けます(下図1を参照)。ゴムカバーが完全にハンドルの下部にくるまで、ストラップを引っ張ります。
接着
カバーが正しい位置にあるときに、カバーの両端の石鹸を清掃してください。次に、エッジの内側の周りとカバーの中間部に接着剤(Loctite 406)を慎重に塗布します(下図2を参照)。トリガー近くの面を接着剤で慎重に被覆することが特に重要です。ゴムカバーを押し、良好でしっかりと収まるようにしてください(下図3を参照)。
リサイクル
環境規制
製品がその目的を果たし終えると、適切にリサイクルする必要があります。製品を分解し、地元の法規に基づいて構成部品をリサイクルします。
バッテリーについては、ご自分の国のバッテリー回収機関に処置を委ねること。
リサイクル情報

|
位置 |
部品: |
備考 |
リサイクル: |
|---|---|---|---|
|
1 |
ギアユニット |
金属、スチール | |
|
2 |
バルブ |
プラスチック、その他、POM | |
|
3 |
保護カバー |
プラスチック、PVC | |
|
4 |
ハンドル |
金属、アルミニウム | |
|
5 |
スプリング |
金属、スチール | |
|
6 |
カバー |
金属、アルミニウム | |
|
7 |
止めネジ |
金属、スチール | |
|
8 |
トリガボタン |
プラスチック、その他、PA | |
|
9 |
トリガ |
金属、スチール | |
|
10 |
入口パイプ |
金属、スチール | |
|
11 |
ベーンモータ |
金属、スチール* | |
|
12 |
フロントピストン |
金属、アルミニウム | |
|
13 |
ピストン |
金属、真鍮 | |
|
14 |
バルブライナ |
金属、スチール | |
|
15 |
アダプタ |
金属、スチール | |
|
16 |
プレート |
金属、スチール | |
|
17 |
サイレンサ |
プラスチック、その他、PA |
*ツールのローターブレード(羽根)はPTFEを含んでおり、PTFEに関する通常の健康および安全の勧告に準拠する必要があります。