Informerar användaren om det är möjligt att konfigurera händelsen via sidan ”Configure Event” (konfigurera händelse).
Power Focus XC (3.13)
Software
Inledning
I detta avsnitt hittar du grundläggande information om produkten och även om formateringsstandarder som används för ämnena.
Allmän beskrivning
PFXC är den mest robusta kraftkällan för elektriska mutterdragare i krävande tillämpningar ute på fältet, med mycket hög utgående effekt. Med en unik design med metallstomme är den konstruerad för att passa perfekt ute på fältet. Paketlösningen är även utrustad med QR-koder som gör att du kan logga in på PFXC för att se: åtdragningsresultat, uppgifter (Psets) och information om verktyget. Kombinerad med Revo HA är det den kraftfullaste mutterdragaren på marknaden.
Vedertaget bruk
För att användaren ska ha lättare att förstå innehållet har vissa formateringsstandarder använts i hela dokumentet. Formateringsstandarderna som används anges i tabellen nedan.
Element | Beteckning | Beskrivning | Utgång |
|---|---|---|---|
Allmänt eftertryck | I programarbetsytan. | Används till att framhäva vissa textelement, eller till att markera dem. | Text i fetstil |
Objekt i grafiskt användargränssnitt (GUI) | Klicka på knappen Funktion. | Referenser till objekt som finns på skärmen i GUI (exempelvis kommandoknappar, ikonnamn och fältnamn). | Text i fetstil |
Sökväg i grafiskt användargränssnitt (GUI) > | I allmänhet överst i GUI. | Navigationshjälp som håller reda på positionen i GUI. | Till exempel: Styrenhet > Program > Redigera |
Användarinmatning | Ange en beskrivning av programmet. | All text som användaren matar in. | Text i fetstil |
Filnamn | Ange ett filnamn för exporten. | Filer som antingen exporterats från eller importerats till systemet. | Text i kursiv fetstil |
Namn på variabler och parametrar | Ange ett namn på exporten. | Namn på variabler och parametrar (ej värden). | Text i kursiv stil |
Variabel- och parametervärden | Ange ett VÄRDE för exporten. | Variabel- och parametervärden. | Text i FETSTILTA VERSALER |
Systemutmatning | Client.Domain.Models.ExportImportConfiguration | All text som matas ut från systemet. | Text med fast teckenbredd |
Externa länkar | Länkar till externa webbplatser som har information kopplad till dokumentet eller det aktuella innehållet. Dessa kan innefatta:
| Valbar text till externa webbplatser | |
Länkar till intern dokumentation |
Om de finns tillgängliga kommer dessa länkar att visas nedanför texten. | Valbar text till internt innehåll |
Allmänna dataskyddsförordningen (GDPR)
Denna produkt innehåller möjligheter att behandla personligt identifierbar information, t.ex. datorns användarnamn, roll och IP-adress. Syftet med denna möjlighet kan vara att förbättra kvalitetskontrollen genom spårbarhet och god åtkomsthantering.
Om du bestämmer dig för att behandla personliga data måste vara medveten om och följa gällande regler för dataskydd, inklusive GDPR inom EU samt andra tillämpliga lagar, direktiv och förordningar. Atlas Copco kan inte på något sätt hållas ansvariga för hur du använder produkten.
Ansvar och varningar
Ansvar
Många händelser i arbetsmiljön kan påverka åtdragningsprocessen och kräva en validering av resultat. I enlighet med gällande standarder och/eller föreskrifter, ställer vi som krav att det installerade momentet och rotationsriktningen kontrolleras efter varje händelse som kan påverka åtdragningsresultat. Exempel på sådana händelser inkluderar, men är inte begränsade till:
initial installation av verktygssystemet
ändring av delbatch, bult, skruvbatch, verktyg, mjukvara, konfiguration eller miljö
ändring av luftanslutningar eller elektriska anslutningar
ändring i linjens ergonomi, process, kvalitetsförfaranden eller praxis
byte av operatör
någon annan ändring som påverkar åtdragningsprocessens resultat
Kontrollen ska:
Se till att sammanfogningen inte har ändrats på grund av påverkande händelser.
Göras efter initial installation, underhåll eller reparation av utrustningen.
Inträffa minst en gång per skift eller vid annan lämplig frekvens.
Varningar
Om användarguiden
Användarmanualen beskriver hur man installerar och konfigurerarPower Focus XC.
Den är avsedd för alla som använder eller utför service på ett Power Focus XC.
Revisionshistorik
Utgivningsnummer | Ändringsdatum | Ändringsbeskrivning |
|---|---|---|
item | item | none |
3.13 | 09/2024 | NYTT innehåll UPPDATERAT innehåll |
3.11 | 01/2024 | UPPDATERAT innehåll
BORTTAGET innehåll
|
3.10 | 06/2023 | NYTT innehåll
UPPDATERAT innehåll
|
3.9 | 01/2023 | NYTT innehåll
UPPDATERAT innehåll
|
3.8 | 06/2022 | NYTT innehåll
UPPDATERAT innehåll
|
3.7 | 01/2022 | NYTT innehåll:
UPPDATERAT innehåll:
|
3.6 | 06/2021 | Första officiella utgåvan av bruksanvisningen för Power Focus XC. |
Relevant information
- Allmän virtuell station
- Exportera ”Loggar från anslutna verktyg”
- Exporterar ”Systemloggar och information”
- Felsökningsmatris
- Insignaler
- Konfiguration av verktygets lysdioder/LED
- Konfigurera lagring av slutligt åtdragningsmoment och spårning
- Konfigurera protokollfönster i en virtuell station
- Konfigurering av inställningar för realtidsresultat
- NOK Resultatlista
- Nollposition
- Para ihop ett trådlöst verktyg med en styrenhet
- PrT - Prevailing Torque (låsmoment)
- Verktyg i nolläge - 210
Nödvändiga förutsättningar
Alla som är intresserade av att lära sig mer om Power Focus XC kan dra nytta av att läsa guiden.
För en fullständig förståelse av de tekniska aspekterna i guiden rekommenderar vi följande:
Kunskap om ådragningstekniker
Erfarenhet av att arbeta med tidigare versioner av Power Focus
Systemöversikt
Programvarustruktur
Menyöversikt
Styrenheten har flera menyer för att utföra följande:
konfigurera åtdragnings- och maskintillbehör
utföra verktygsunderhåll
administrera programvara
visa rapporter.
De tillgängliga menyerna skiljer mellan fullt webbaserat gränssnitt och förenklat mobilgränssnitt.
Webb-GUI
Fliken Åtdragning

Menyn Åtdragning visar de åtdragningsprogram som lagrats på styrenheten och som är tillgängliga för enskilda åtdragningar. Åtdragningskonfigurationer beskrivs på fliken Åtdragning.
Fliken Batchsekvens
Menyn Batchsekvens visar de batchsekvenser som finns lagrade i styrenheten.
En batchsekvens består av ett eller flera åtdragningsprogram i olika kombinationer. Batchsekvenser skapas och konfigureras på fliken Batchsekvens.
Fliken Källor

På fliken Källor visas de funktioner som styr valet av åtdragningsprogram – till exempel ett åtdragningsprogram eller en batchsekvens via digitala insignaler från diverse maskinvaruenheter. Konfiguration av streckkodsläsare görs på menyn Källor.
Fliken Virtuell station

Fliken Virtuell station styr konfigureringen av de virtuella stationerna.
En virtuella stationen är en programvarumodell av ett styrenhetssystem. På fliken Virtuell station visas de olika resurser, tillbehör, verktyg och uppgifter som kan tilldelas en virtuell station.
Fliken Styrenhet
Fliken Styrenhet listar hårdvaru- och mjukvarukomponenter.
Mjukvaruversionerna som lagrats och används i styrenheten är listade och kan uppdateras. Licenshanteraren för ytterligare funktioner är hanterad. Det går även att importera eller exportera inställningar till och från styrenheten.
Fliken Konfigurationer

En lista över tillbehörens konfigurationer finns på fliken Konfigurationer.
Tillbehör som verktygstillbehör och hylsväljare kan konfigureras. Digitala I/O-signaler mappas till knappar, lampor, omkopplare och kontakter.
Fliken Rapporter
I fliken Rapporter finns resultat för åtdragning och händelser.
Fliken Inställningar
På fliken Inställningar kan användaren ställa in styrenhetsspecifika inställningar, som språk, händelser och trådlöst nätverk.
Fliken Licenstilldelning
Fliken Licenstilldelning används för att tilldela licenser och licensegenskaper till virtuella stationer
Fliken Hjälp
Fliken Hjälp innehåller användbara hjälpavsnitt om styrenheten. Du kan ladda ned PDF-filer på flera språk genom en dator som är ansluten till styrenheten.
Mobil-GUI
Uppgiftsfliken

Fliken Uppgifter visar de åtdragningsprogram som lagrats på styrenheten och som kan användas vid enskilda åtdragningar. Åtdragningskonfigurationer beskrivs på fliken Uppdrag.
Fliken Styrenhet
Fliken Styrenhet listar hårdvaru- och mjukvarukomponenter.
Mjukvaruversionerna som lagrats och används i styrenheten är listade och kan uppdateras. Licenshanteraren för ytterligare funktioner är hanterad. Det går även att importera eller exportera inställningar till och från styrenheten.
Resultatfliken

På fliken Resultat finns resultat för åtdragning och händelser.
Fliken Hjälp
Fliken Hjälp innehåller användbara hjälpavsnitt om styrenheten. Du kan ladda ned PDF-filer på flera språk genom en dator som är ansluten till styrenheten.
Användning och handhavande
Power Focus XC installeras och konfigureras genom ett webbgränssnitt som man når genom att bläddra till styrenhetens IP-adress på en ansluten dator. Det är även möjligt att nå styrenhetens gränssnitt via ett mobil-GUI.
Webb-GUI
Knappar och ikoner i gränssnittet
Knapp | Namn | Beskrivning |
|---|---|---|
 | Lägg till | Lägg till ytterligare ett objekt. |
 | Ta bort | Ta bort ett objekt. |
| Ellips | Redigera ett objekt. |
 | Gå bakåt | Återgå till föregående vy. |
  | Rulla uppåt Rulla nedåt | Förflytta sig i en lista som är för lång för skärmen. |
  | Maximera Minimera | Maximera eller minimera ett avsnitt med parametrar. |
  | Tillbaka (till start) (i en lista) Backa (i en lista) | Flytta bakåt genom sidorna i en lista. |
  | Gå framåt (till slutet) (i en lista) Bläddra framåt (i en lista) | Flytta framåt genom sidorna i en lista. |
 | Stäng | Peka för att stänga fönstret. |
 | Observera | Symbol som visar att en parameter har konfigurerats fel. |
 | Filter | Klicka för att filtrera objekten. |
 | VARNING | Symbolen leder till en varning om risken för personskador. |
 | Validera programmet | Tryck för att kontrollera om ett program är giltigt. |
 | Ladda ned handbok | Tryck för att ladda ned en manual. |
 | Gå till startsidan | Gå till startskärmen. |
 | Gå resultat | Gå till skärmen med aktiva resultat. |
Mobil-GUI
Knappar och ikoner i gränssnittet
Knapp | Namn | Beskrivning |
|---|---|---|
| Lägg till | Lägg till ytterligare ett objekt. |
| Ta bort | Ta bort ett objekt. |
 | Ellips | Redigera ett objekt. |
| Tillbaka | Återgå till föregående vy. |
| Maximera Minimera | Maximera eller minimera ett avsnitt med parametrar. |
| Tillbaka (till början av listan) Tillbaka (en sida) | Flytta bakåt genom sidorna i en lista. |
| Framåt (till slutet av listan) Framåt (en sida) | Flytta framåt genom sidorna i en lista. |
| Stäng | Stäng fönstret. |
| Observera | Symbol som visar att en parameter har konfigurerats fel. |
| Ladda ned handbok | Tryck för att ladda ned en manual. |
| Hem | Gå till startskärmen. |
| Resultat | Gå till skärmen med aktiva resultat. |
 | Protokollanslutning | Se protokollstatus |
Snabbstartguide
För att ge en bättre översikt över systemet, berör följande instruktion de steg som är nödvändiga för att börja använda systemet.
Instruktionen omfattar inte alla systemfunktioner, utan fokuserar på de mest grundläggande.
Webb-GUI
Välj den typ av verktyg som ska användas. De tillgängliga åtdragningsstrategierna beror på vilken verktygstyp du väljer.
Ange ett åtdragningsprogram som innehåller alla relevanta parametrar, till exempel målvinkel och målmoment. Huvudsyftet för verktyget är att utföra en åtdragning.
Skapa en Virtuell station och tilldela ett verktyg till den. Den virtuella stationen fungerar som ett gränssnitt mellan styrenheten och verktyget, så att flera verktyg kan anslutas till en enda fysisk styrenhet. En virtuell station krävs alltid, även om endast ett verktyg är anslutet till styrenheten.
Tilldela en uppgift till den virtuella stationen. Uppgiften kan vara antingen ett åtdragningsprogram eller en specificerad digital insignal (från exempelvis en streckkodsläsare). Verktyget som är tilldelat till stationen kan nu utföra uppgiften.
Mobil-GUI
Välj den typ av verktyg som ska användas.
Skapa en åtdragningsuppgift och ange relevanta parametrar, till exempel målmoment och målvinkel. Huvudsyftet för verktyget är att utföra en åtdragning.
Uppgiften som skapats tilldelas en virtuell station. Verktyget som är tilldelat till stationen kan nu utföra uppgiften.
Licensintroduktion
Licenserna för funktioner för styrenheter hanteras via Functionality Management System (FMS). FMS gör det möjligt för användare att skräddarsy funktionerna för styrenheterna till deras specifika behov när de behövs genom ett dynamiskt licenssystem.
Licenserna kan erhållas för enskilda funktioner eller flera funktioner och kan distribueras på flera virtuella stationer. Licenserna kan returneras till en licenspool när de inte längre behövs. Licenserna kan erhållas genom Atlas Copco License Portal (ACLP). Licenser kan laddas ned från ACLP och hanteras/distribueras genom ToolsTalk, eller lagras på en FMS Portable (USB-enhet) som sätts in i styrenheten.
Att skapa och hantera ett kundkonto i ACLP täcks inte i denna dokumentation. Kontakta din lokala Atlas Copco-representant för mer information.
Översikt över licenser
Konfiguration av funktioner som regleras av licenser kan göras även om en installerad licens saknas. T.ex. konfiguration av åtdragningsprogram och konfiguration av Multistep-program. Det är också möjligt att tilldela dessa funktioner till ett verktyg eller en virtuell station. Om du kör funktionen utan en giltig licens måste du dock installera rätt licens.
Licenshantering utförs i två steg: uppdrag och körtid (avtryckare intryckt). Om en funktion för vilken ingen licens är installerad tilldelas en virtuell station visas ett rött utropstecken i den virtuella stationsvyn i ToolsTalk 2. Styrenhetens gränssnitt visar också en varningstriangel vid verktyget eller uppgiftsytan (beroende på vad som saknas). Om en funktion för vilken ingen licens är installerad startas (dvs. avtryckare intryckt), kommer en händelse att presenteras för användaren som informerar användaren om vilken licens som saknas. Det går inte att fortsätta utan en korrekt licens installerad.
Att köra en olicensierad funktion kommer i de flesta fall att resultera i ett låst verktyg.
Många egenskaper och funktioner i styrenheten kräver en licens för att kunna tilldelas och användas av en virtuell station. Det finns tre typer av signaler:
Virtuell stations-typ
Flera funktioner i ett enda paket. Den virtuella stationstypen bestämmer bland annat vilka verktyg som kan köras, hur många program och sekvenser som kan användas, vilka åtdragningsstrategier som finns och typen av rapportering som kan göras. Funktionerna i varje virtuell stationstyp är funktioner som ofta används i samband med varandra, eller som har interna beroenden som kräver att andra funktioner i paketet finns. Virtuella stationstyper är tilldelade i sin helhet till en virtuell station. Den virtuella stationen kan sedan utnyttja alla funktioner som finns i virtuell stationstyp. För att kunna utföra åtdragningar måste en virtuell station tilldelas en licens för virtuell stationstyp. Beroende på licenstypen kommer olika åtdragningsmöjligheter att aktiveras eller blockeras.
Virtuell stations-funktion
Individuella funktioner som kan komplettera virtuella stationstyper. Många funktioner kan köpas som en enda licens.
Licenskällor
Licenser som används på en styrenhet kan hämtas från flera olika källor. Antalet samtidiga källor är begränsat till 10 (antingen 10 FMS Portable-källor, eller en Licensserver (TT2) som tillägg till 9 FMS Portable-källor). Om du vill lägga till licenser från en källa när källans gränsvärde (10) har uppnåtts måste alla licenser från en källa tas bort från styrenheten för att skapa utrymme för licenser från den andra källan.
Källöversikt
Fliken Källöversikt (Licenstilldelning > Källöversikt) ger användaren en översikt över de licenser som är installerade på styrenheten plus information om varifrån de installerades. Maximalt 10 olika källor kan visas här. Var och en markeras med FMS P (för FMS Portable, eller dongel), eller Licensserver (TT2).
Om du klickar på valfri licenskälla visas källans detaljerade licenskällinformation. Här anges källans namn och typ, plus antal och typ av licenser i respektive kategori (virtuell stationstyp, egenskaper för virtuell station, samt funktion hos styrenhet).
Verktyg som stöds
Verktyg som stöds av en virtuell station kan variera beroende på typ av virtuell station på styrenheten.
Verktyg som stöds | Batchstyrning | Ledstyrning | Stationsstyrning | Kritisk styrning | Processtyrning |
|---|---|---|---|---|---|
BCP / BCV | X | - | - | - | - |
TensorSB | - | X | X | - | - |
TensorSL | - | - | X | X | X |
TBP | - | - | X | X | X |
TensorST | - | - | X | X | X |
TensorSTR | - | - | X | X | X |
SRB | - | - | X | X | X |
TensorSTB | - | - | X | X | X |
STWrench | - | - | X | X | X |
TensorES | - | X | X | - | - |
TensorSR | - | - | X | X | X |
QST (fixturmonterad spindel) | - | - | X | X | X |
TBPS | - | X | X | - | - |
MWR-S (Mekatronisk nyckel med signal) | - | - | - | - | - |
MWR-T (Mekatronisk signalnyckel) | X | X | X | X | - |
MWR-TA (Mekatronisk momentvinkelnyckel) | - | - | X | X | X |
Externt verktyg | X | X | X | X | X |
ITB-A | - | - | X | X | X |
ICB-A | - | - | X | X | X |
ITB-P | - | - | X | X | X |
Installation och uppgradering
I detta avsnitt hittar du information som hjälper sig med den första installationen av produkten, eller uppgradering från en version till en annan.
Licensinstallation
Installera licenser på styrenheten
Observera att licenskällorna är begränsade till 1 Licensserver (TT2) och 9 FMS Portables (donglar) samtidigt. Licenser installeras antingen via servern (ToolsTalk 2) eller FMS Portable. Om licenskällans gränsvärde uppnås måste alla licenser från en källa tas bort från styrenheten för att skapa utrymme för licenser från den andra källan.
Innan några licenser installeras genom servern (ToolsTalk 2) måste du kontrollera att styrenhetens tid är synkroniserad med servertiden.
Installera från servern
Tilldelning av serverbaserade licenser görs via ToolsTalk 2. Se användarguiden för ToolsTalk 2 för anvisningar om licensinstallation.
För att kunna installera licenser med ToolsTalk 2 måste rätt licensserver konfigureras:
Klicka på menyn Inställningar och välj fliken Serveranslutningar.
I fältet Atlas Copco Licenshanterare väljer du På.
Infoga rätt IP-adress för Servervärd (i regel samma som IP-adressen för ToolsTalk 2) och Serverport.
Välj Verkställ.
Installera från FMS Portable (USB)
FMS (Functionality Management System) använder en speciell FMS Portable-enhet för att överföra funktioner till och från en styrenhet. USB-minnet innehåller både ett allmänt minnesområde och ett betrott lagringsutrymme som endast är tillgängligt för Licenshanteraren i en styrenhet. De inköpta funktionsobjekten laddas ned från Atlas Copco till det allmänna minnesområdet. Första gången FMS Portable sätts in i en styrenhet med en Licenshanterare kommer filen att upptäckas och avkodas. Funktionsobjekten överförs till det betrodda lagringsutrymmet som endast är åtkomligt från en Licenshanterare.
Om du har en USB-enhet med licenserna installerade, ska du följa följande steg för att installera dem på styrenheten.
Sätt in USB-enheten i USB-porten i styrenheten
Fönstret med USB-licenshantering dyker upp i GUI. Kolumnen Pool visar totalt antal licenser på styrenheten från alla källor. Kolumnen Finns på FMS P visar tillgängliga licenser på den här dongeln, medan Från denna FMS P visar antalet licenser som har flyttats till den här styrenheten från markerad FMS P.
Klicka på vänsterpilen bredvid licensen du vill installera på styrenheten.
Antalet i kolumnen Finns på FMS P minskar med värdet 1 och värdet i kolumnen Från denna FMS P ökar med 1.
Användaren kommer att presenteras med händelser på styrenheten för både licensöverföring start och slut.
Automatisk licenstilldelning
En processtyrningslicens tilldelas automatiskt den virtuella station som skapas först. Licensen tilldelas om den finns tillgänglig på styrenheten och ingen annan licens har tilldelats den virtuella stationen. Den automatiska licenstilldelningen sker medan styrenheten startas.
Licenssynkronisering
Befintliga licenser kontrolleras mot licensservern med två timmars intervall. Om inget svar från licensservern erhålls inom en 14-dagarsperiod, kommer de berörda licenserna återkallas. Användaren kommer också att varnas när licenser håller på att löpa ut. När licensen löper ut inom 7 dagar eller mindre kommer användaren att presenteras en varning en gång varannan timme. Om licenserna inte förnyas kommer de att upphöra och de berörda funktionerna kommer inte längre att vara tillgängliga.
Relevant information
Ta bort licenser från styrenheten
Ett sätt att ta bort FMS Portable-installerade licenser beskrivs. För anvisningar om borttagning av serverinstallerade licenser hänvisas till användarmanualen för ToolsTalk 2.
Borttagning av licenser som har installerats från FMS Portable
Kontrollera att FMS Portable sätts in i USB-porten i styrenheten.
[Om USB-fönstret License Manager inte är synligt] Välj menyn Licenshanterare.
Välj USB-ikonen högst upp till höger i fönstret.
USB-fönstret License Manager dyker upp.
Klicka på högerpilen bredvid licensen som du vill ta bort från styrenheten.

Licenser som tilldelas virtuella stationer kan tas bort från styrenheten. Den virtuella stationen blir dock oanvändbar som ett resultat av detta.
Relevant information
Konfiguration
I detta avsnitt hittar du utförlig information om hur man skapar, modifierar och verifierar produktinställningar.
Webb-GUI
Arbeta med fliken Åtdragning
Ändringar av åtdragningsprogram i någon sektion måste verkställas genom klickning på Applicera-knappen i gränssnittets nedre högra hörn. Alternativt kan ändringar ångras genom att klicka på Ångra-knappen på samma plats.
När du navigerar bort från det avsnitt där ändringar har gjorts (med hjälp av knappen Tillbaka, Hem eller Resultat) kommer användaren att presenteras med en varnings popup där ändringarna också kan tillämpas eller ångras. Användaren kan inte fortsätta utan att tillämpa eller ångra ändringar.
Styrenhetens egenskaper, såsom bland annat lågreaktionsåtdragningsstrategier och syrenhetomfattande funktioner, kräver licenser som tilldelas via Functionality Management System (FMS). Medan konfigurering av funktioner är möjlig utan specifika licenser kommer tilldelningen och användningen av dessa funktioner att kräva att rätt licens installeras på styrenheten. Vänligen se Licenser (FMS) för mer detaljerad information om licenser.
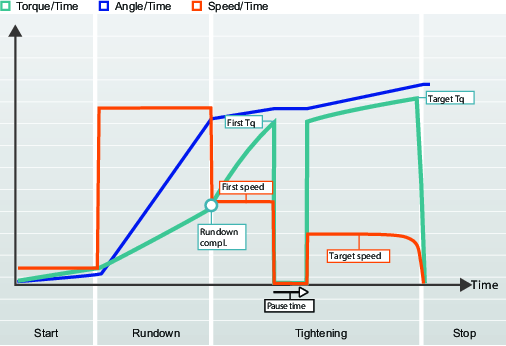
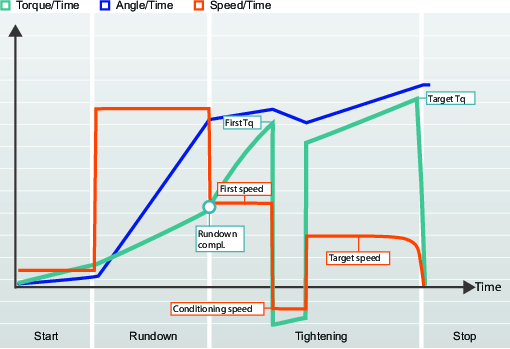
I åtdragningsprogrammen för Power Focus XC behövs parametrar ställas in för att utföra åtdragning. Det är obligatoriskt att välja en strategi och antingen Målmoment eller Målvinkel. Andra inställningar är valfria, till exempel Mjukstart, Självgängning, och Momentkompensation. Det är även möjligt att övervaka åtdragningens förlopp genom att lägga till gränser, inom vilka momentet eller vinkeln som muttern vrids, ska hållas.
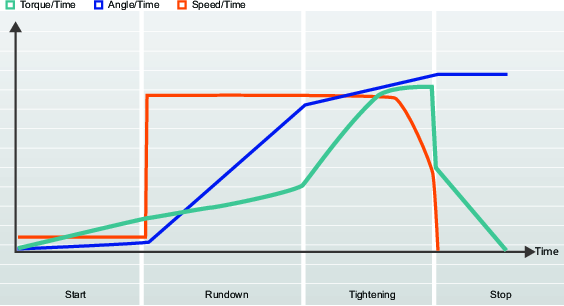
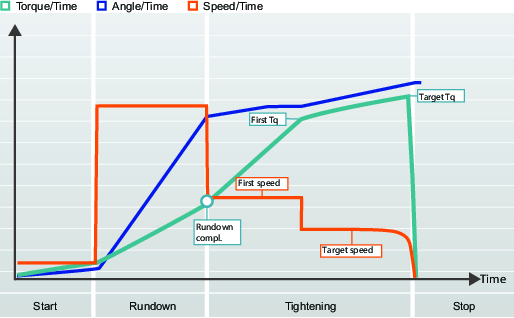
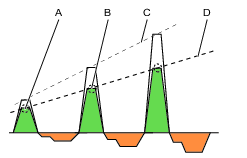
Åtdragningsförfarandet är indelat i fyra faser: Start, Nergängning, Åtdragning och Stopp.
I detta avsnitt
Åtdragningsprogram
Välj åtdragningsprogram och därefter välja metod för att applicera klämkraft (eller förspänning) på förbandet. Olika typer av förband kräver olika strategier för hur den önskade klämkraften appliceras och för att minska oönskade effekter under användning. Power Focus XC kan lagra upp till 1000 åtdragningsprogram.
I dess webb-HMI kan max 1000 åtdragningsprogram skapas.
I dess mobil-HMI kan max 500 åtdragningsprogram skapas.
Med strategin TurboTight kan du använda manuell programmering eller Snabb prog – se avsnittet TurboTight.
Med strategierna Snabbsteg, Tvåsteg och Tresteg kan du välja åtdragning antingen mot ett målmoment eller ett målvinkelvärde.
Strategin Externt resultat används när OK åtdragningar indikeras genom en extern digital signal – se stycket Externt resultat för mer information.
Alla dragningsstrategier kräver att du som minst anger värden på Målmoment eller Målvinkel.
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Strategi | Tillgängliga åtdragningsprogram. TurboTight: Inga ytterligare egenskaper för dragning kommer att användas som standard. Endast målvärden används. Snabbsteg: Lägger till ett första dragningssteg för att minska spridning i förspänningen. Två steg: Lägger till en paus mellan första och sista åtdragning för att ytterligare motverka korttidseffekter för sättning. Tre steg: Drar åt till ett angivet värde för första åtdragning och lossar sedan skruven, varefter den omedelbart dras åt till målmomentet eller målvinkeln. Nyckel – produktion: Åtdragningsstrategi för användning av en ST-skiftnyckel. Nyckel – kvalitet: Strategi som används för kvalitetstest av åtdragningar med en ST-skiftnyckel. Rotation: Roterar axeln med angivet varvtal och vinkel. Externt resultat: visar ett förutbestämt åtdragningsresultat istället för uppmätt moment/vinkel. Multisteg: Åtdragningsstrategi som består av multipla konfigurerbara faser, med restriktioner och monitorer. | TurboTight |
Måltyp | Anger målvärdets typ i sista steget. Målmoment: Åtdragningen syftar mot angivet målvärde när sista steget utförs. Målvinkel: Åtdragningen syftar mot angivet målvärde när sista steget utförs. |
|
Målmoment | Anger åtdragningens målmoment för det sista steget. |
|
Målvinkel | Anger åtdragningens målvinkel för det sista steget. |
|
Målvarvtal | Aktiverar inställning av verktygets varvtal för slutfasen manuellt eller använder standardvarvtalet. Auto: Använder ett värde som är beräknat på Verktygets max. varvtal. Manuell: Ange varvtalet manuellt. | Auto |
<Manual> | Verktygets varvtal under åtdragning eller under slutfasen. |
|
I detta avsnitt
TurboTight
TurboTight är standardstrategin för dragning och den är konstruerad att utföra en mycket snabb och ergonomisk dragning baserad på verktygets högsta varvtal (verktygets maxvarvtal). Strategin har två alternativ:
Snabb prog, kräver endast att Målmoment ställs in för att utföra dragningen.
Manuell, som gör att användaren kan konfigurera flera åtdragningsparametrar.
För att undvika risken för oväntade ryck i slutet av åtdragningen, när du använder åtdragningsstrategin TurboTight, se till att aktivera Tid-övervakning.
Ställ in Max tidsgräns för att minska oönskade ryck vid slutet av åtdragningen när du använder åtdragningsstrategin TurboTight.
Max tidsgräns är aktiverat som standard, men du måste ställa in relaterade värden. I åtdragningsfasen ska Vinkelgräns ställas in på Från nergängning klar.
Ställ in Tid max. så lågt som möjligt, utan att stoppa normal åtdragning. I nergängningsfasen ska momentet för Nergängning klar ställas in så att det löser ut när momentet börjar öka.
Beroende på förbandets egenskaper, t.ex. om förbandet är mycket styvt eller mycket mjukt, kan det krävas en annan strategi än TurboTight för dragning.
TurboTight är inte tillgänglig för Joint Control (Förbandskontroll).
Finkalibrera TurboTight-strategin
Åtdragningsstrategin TurboTight visar målmoment, och resultatet kan vara under eller över målvärdet. Den viktigaste parametern för åtdragningsstrategin TurboTight är varvtalet. Det går att hålla maxvarvtal vid de flesta nergängningar, men om alla/vissa nergängningar överskrids ska du sänka varvtalet i små steg. Moment vid nergängning klarR används inte för att reglera åtdragningen, utan endast för beräkning av gränsvärden och resultat.
Snabbsteg
Snabbsteg är en dragningsstrategi som används för att minska förbandets spridning i förspänningen genom att lägga till ett första steg med ett givet moment och varvtal och sedan minska målvarvtalet i det sista steget.
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Första moment | Målmoment för första steget. |
|
Första moment | Moment under första steget. | 80% av målmomentet |
Första varvtal | Målvarvtal för första steget. |
|
Första varvtal | Verktygets varvtal under första steget. | 50% av verktygets högsta varvtal |
Två steg
Tvåstegs-strategin liknar strategin Snabbsteg väldigt mycket förutom att den lägger till en liten tidsfördröjning mellan första steget och slutsteget för att ytterligare motverka korttidseffekter för sättning i förbandet.
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Första moment | Moment under första steget. | 80% av målmomentet |
Första varvtal | Målvarvtal för första steget. |
|
Paustid | Tiden mellan första och andra steget. | 50 ms |
Finkalibrera tvåstegsstrategin
När det första målet har uppnåtts stannar verktyget omedelbart under en viss tid innan det fortsätter med det sista steget. Det första momentvärdet och paustiden bör ställas in så att ergonomin förbättras för handhållna verktyg.
Tre steg
Trestegsstrategin lägger till ett lossningssteg mellan det första och sista steget för att övervinna korttidseffekter för sättning på grund av ingjutning och minska spridning i förspänningen. Detta används ibland för att ställa in förbandet. Detta kan vara användbart i till exempel förband med många angränsande ytor, och har större effekt på nya delar än på återanvända, på grund av att ytor jämnas till, vilket minskar ingjutning.
Inställning av förbandet görs genom åtdragning av första steget till ett givet moment, Första moment, och sedan lossa belastningen genom att vrida muttern en specificerad Inställningsvinkel och därefter dra åt muttern på nytt till sitt Målmoment eller sin Målvinkel.
Målmomentet kan vara lägre än det vridmoment som uppnås under det första steget efter nedgängning. För att målmomentet ska vara lägre än det första momentet, ställ in målmoment (Åtdragningsparametrar > Åtdragningstillstånd > Slutsteg > Målmoment) till ett värde lägre än Första moment (Åtdragningsparametrar > Åtdragningstillstånd > Första steg > Första moment).
Om Vinkel används som ett mål i åtdragningsprogrammet, mäts Målvinkeln från läget i slutet av lossningssteget (konditionering).
Uppförande av Mät vinkel på, och Mät vinkel till
Max momentvärde och Värde vid högsta moment mätt under Resultatutvärdering för Mäta moment vid och Mäta vinkel mot, respektive, representerar de högsta värden som uppmätts över hela åtdragningen. Detta innebär att om Målmomentet är inställt lägre än det Första momentet, kommer Resultatutvärderingsvärdet att vara högre än slutvärdet. För att visa åtdragningens slutvärde, bör både Mät moment på och Mät vinkel till vara inställda på Värde vid avstängning.
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Första moment | Moment under första steget. | 80% av målmomentet |
Första varvtal | Verktygets varvtal under första steget. | 50% av verktygets högsta varvtal |
Inställningsvarvtal | Verktygets varvtal under inställningssteget. | 50% av verktygets högsta varvtal |
Inställningsvinkel | Vinkel att vrida hylsan under inställningssteget. | 180° |
Finkalibrera trestegsstrategin
När det första målet har uppnåtts och inställningssteget påbörjas kommer verktyget att göra ett omedelbart stopp och ändra riktning innan det fortsätter med det sista steget. Detta inställningssteg kan behöva finkalibreras för att förbättra ergonomin för handhållna verktyg.
ST-skiftnyckel
ST-skiftnyckeln ansluts trådlöst till en styrenhet och konfigureras genom styrenhetens gränssnitt eller webbgränssnittet.
ST-skiftnyckeln är konfigurerad under åtdragningsmenyn på samma sätt som de andra åtdragningsstrategierna.
ST-skiftnyckeln har en enhet för snabb säkerhetskopiering (Rapid Backup Unit [RBU]). RBU anger nyckelns funktion och lagrar åtdragningsprogrammen. Styrenheten stöder för närvarande endast RBU av typen Produktion.
Ändinpassningsverktyget (hylsan) på ST-skiftnyckeln innehåller en RFID-tagg med ett programmerbart nummer. Skiftnyckeln använder det här numret för att automatiskt känna igen verktyget och vilket program som kan användas. RFID-taggar lagrar också koefficienter för moment- och vinkelkorrigering.
ST-skiftnyckeln har flera program både för produktionsåtdragning och kvalitetskontroll.
ST-skiftnyckeln stöder endast de åtdragningsprogram som stöds av verktyget (Skiftnyckel – produktion och Skiftnyckel – kvalitet).
Mer information om ST-skiftnyckeln finns i i bruksanvisningen (trycksaksnummer 9836 4134 01).
I detta avsnitt
ST-nyckel, startfasparametrar
Parametrarna som visas i tabellerna är tillgängliga om en av ST-skiftnyckelstrategierna används. Det finns flera olika kombinationer av strategier. Några parametrar är endast tillgängliga för vissa strategier och är eventuellt inte synliga i andra strategier.
Parameterregler kontrolleras automatiskt. Om en överträdelse inträffar, visas felindikatorn  visas bredvid de felaktiga parametrarna. Klicka på felindikatorn för att visa mer information om felet.
visas bredvid de felaktiga parametrarna. Klicka på felindikatorn för att visa mer information om felet.
Om man växlar mellan strategier kan det resultera i att felindikatorn visas. Detta indikerar att kombinationen som valts är ogiltig och behöver korrigeras.
Mer information om ST-nyckeln finns i i ST-nyckelns bruksanvisning (trycksaksnummer 9836 4134 01).
Parameternamn | Villkor | Beskrivning | Standardvärde |
|---|---|---|---|
TAG-nummer | På: efter att ha aktiverat TAG-kontrollväljaren (Konfigurationer > Verktygskonfiguration > TAG-kontroll > På), krävs ett korrekt TAG-nummer för att köra åtdragningsprogrammet. Av: TAG-numret är inte kontrollerat. | Av | |
Erfordrat TAG-nummer | TAG-nummer = På | Det erfordrade TAG-numret för detta åtdragningsprogram. | 1 |
Avkänning av upprepad åtdragning | Parameteralternativen är: Klar eller Av . | Av | |
Momentkorrigeringskoefficient | I vissa fall kan förlängningar behövas för att passa applikationen. I ett sådant fall måste nyckelmåttet kompenseras för att visa ett riktigt värde. Mer information om beräkning av korrigeringskoefficienten finns i i ST-nyckelns bruksanvisning (trycksaksnummer 9836 4134 01). Parametern lagras under RFID-taggen i Slutverktyget. | 1.0 | |
Vinkelkorrigering | I vissa fall kan förlängningar behövas för att passa applikationen. I ett sådant fall måste nyckelmåttet kompenseras för att visa ett riktigt värde. För att beräkna korrigeringskoefficienten, se användarhandboken STwrench. Parametern lagras under RFID-taggen i Slutverktyget. | 0° |
ST-nyckel, nergängningsfasparametrar
Parametrarna som visas i tabellerna är tillgängliga om en av ST-skiftnyckelstrategierna används. Det finns flera olika kombinationer av strategier. Några parametrar är endast tillgängliga för vissa strategier och är eventuellt inte synliga i andra strategier.
Parameterregler kontrolleras automatiskt. Om en överträdelse inträffar, visas felindikatorn visas bredvid de felaktiga parametrarna. Klicka på felindikatorn för att visa mer information om felet.
Om man växlar mellan strategier kan det resultera i att felindikatorn visas. Detta indikerar att kombinationen som valts är ogiltig och behöver korrigeras.
Mer information om ST-nyckeln finns i i ST-nyckelns bruksanvisning (trycksaksnummer 9836 4134 01).
Nergängning klar är i ST-skiftnyckeldokumentationen definierat som Cykelstart vilket är när åtdragningsfasen börjar.
Parameternamn | Beskrivning | Standardvärde |
|---|---|---|
Nergängning klar-moment | Definition av punkt för Nergängning klar | beror på smarthead minload (vanligtvis 5% av nominellt moment) i Nm |
Spärrningstid | 5000 ms |
ST-nyckel, åtdragningsfasparametrar
Parametrarna som visas i tabellerna är tillgängliga om en av ST-skiftnyckelstrategierna används. Det finns flera olika kombinationer av strategier. Några parametrar är endast tillgängliga för vissa strategier och är eventuellt inte synliga i andra strategier.
Parameterregler kontrolleras automatiskt. Om en överträdelse inträffar, visas felindikatorn visas bredvid de felaktiga parametrarna. Klicka på felindikatorn för att visa mer information om felet.
Om man växlar mellan strategier kan det resultera i att felindikatorn visas. Detta indikerar att kombinationen som valts är ogiltig och behöver korrigeras.
Mer information om ST-nyckeln finns i i ST-nyckelns bruksanvisning (trycksaksnummer 9836 4134 01).
Parameternamn | Villkor | Beskrivning | Standardvärde |
|---|---|---|---|
Mål | Välj mål i rullgardinsmenyn. Moment, Vinkel, Moment eller vinkel. | Moment | |
Målmoment |
| Definierar målmomentet för åtdragningssteget. | 0 Nm |
Målvinkel | Mål = Vinkel | Definierar målvinkeln för åtdragningssteget. | 360° |
Momentgränser | Mål = Moment | Val gjort av en omkopplare. Auto eller Manuellt-position. |
|
Moment min | Momentgränser = Manuellt | Momentvärde för den lägre gränsen | 0 Nm |
Moment max | Momentgränser = Manuellt | Momentvärde för den övre gränsen | 0 Nm |
Vinkelgränser | Mål = Vinkel | Väljs från en rullgardinsmeny. Parameteralternativen är: Auto eller Manuellt. Vinkelvärden för max och min kan vara eller väljas | |
Vinkelgränser | Mål = Moment | Väljs från en rullgardinsmeny. Parameteralternativen är: Av: Ingen vinkelgränsövervakning. Från nergängning klar: Övervakningsfönstret är inställt från när momentet för Nergängning klar har uppnåtts. Från moment: Övervakningsfönstret är inställt från när det angivna momentvärdet har uppnåtts. | |
Slutlig vinkel övervakningsmoment |
| Momentvärde från när vinkelgränserna övervakas. | 18,75 Nm |
Vinkel min | Vinkelgränser = på eller manuellt | Vinkelvärde lägre gräns | 324° |
Vinkel max | Vinkelgränser = på eller manuellt | Vinkelvärde övre gräns | 396° |
Vinkelsökgräns | Vinkelgränser = manuellt | ||
Mät moment vid |
| Väljs från en rullgardinsmeny. Parameteralternativen är: Max momentvärde Värde vid högsta vinkel |
|
NOK vid slutlig mindre än mål |
| Val gjort av en omkopplare. På eller Av-position. | Av |
Ändra bultgräns |
| 50 Nm |
Parameternamn | Villkor | Beskrivning | Standardvärde |
|---|---|---|---|
Punkt för momentkompensation | Momentkompensation = På | 0° | |
PCT-distans | Momentkompensation = På | 360° | |
PVT-intervall | Momentkompensation = På | 180° | |
Fördröj övervakning | Momentkompensation = På | 0° | |
Moment min | Momentkompensation = På | Momentvärde för den lägre gränsen | 1 Nm |
Moment max | Momentkompensation = På | Momentvärde för den övre gränsen | 20 Nm |
Kompensationsvärde | Momentkompensation = På | Väljs från en rullgardinsmeny. Parameteralternativen är: Genomsnittsmoment Toppmoment |
ST-nyckel, lossning
Parametrarna som visas i tabellerna är tillgängliga om en av ST-skiftnyckelstrategierna används. Det finns flera olika kombinationer av strategier. Några parametrar är endast tillgängliga för vissa strategier och är eventuellt inte synliga i andra strategier.
Parameterregler kontrolleras automatiskt. Om en överträdelse inträffar, visas felindikatorn visas bredvid de felaktiga parametrarna. Klicka på felindikatorn för att visa mer information om felet.
Om man växlar mellan strategier kan det resultera i att felindikatorn visas. Detta indikerar att kombinationen som valts är ogiltig och behöver korrigeras.
Mer information om ST-nyckeln finns i i ST-nyckelns bruksanvisning (trycksaksnummer 9836 4134 01).
Parameternamn | Villkor | Beskrivning | Standardvärde |
|---|---|---|---|
Lossningsgräns | Om denna parameter sätts till ett värde som är större än 0, så kontrollerar Power Focus om ett negativt moment som överstiger detta värde anbringats under åtdragningen. I så fall markeras den totala statusen för åtdragningen som Not OK. Denna funktion startas när nyckeln når cykelstart (innan åtdragningen påbörjas, tillåts en lossning som inte producerar några resultat). Denna funktion används för att detektera oönskad lossning i slutet av en åtdragning (till exempel när nyckeln mister ingrepp med förbandet). | 0 Nm |
ST-nyckel, stoppfasparametrar
Parametrarna som visas i tabellerna är tillgängliga om en av ST-skiftnyckelstrategierna används. Det finns flera olika kombinationer av strategier. Några parametrar är endast tillgängliga för vissa strategier och är eventuellt inte synliga i andra strategier.
Parameterregler kontrolleras automatiskt. Om en överträdelse inträffar, visas felindikatorn visas bredvid de felaktiga parametrarna. Klicka på felindikatorn för att visa mer information om felet.
Om man växlar mellan strategier kan det resultera i att felindikatorn visas. Detta indikerar att kombinationen som valts är ogiltig och behöver korrigeras.
Mer information om ST-nyckeln finns i i ST-nyckelns bruksanvisning (trycksaksnummer 9836 4134 01).
Parameternamn | Villkor | Beskrivning | Standardvärde |
|---|---|---|---|
Slutcykeltid | Det tillämpas när momentet faller under cykelstarten och kommer till det tredje procentandelsvärdet som anges på ST-nyckelns LED-lampor. | 100 ms |
Strategier för pulsverktyg
Strategin kan väljas om styrenhetens programversion stödjer åtdragningsprogrammet. Pulsverktyg kan nå ett högre moment jämfört med normalt roterande verktyg.
I detta avsnitt
Pulsåtdragningsprogram
Start
Under startsteget, roterar verktyget i ett hastighetsläge utan att pulsera.
Parameternamn | Beskrivning |
|---|---|
Mjuk start | Möjliggör inställning av verktygets varvtal, vinkel och max moment för att underlätta för bulten att komma i rätt gäng. Valda genom radioknappar. Av: Mjuk start är avstängd. På: Mjuk start är på. |
Varvtal | Anger varvtalet under mjuk start. |
Tid | Anger varaktigheten på Mjuk start. |
Vinkel | Anger hylsans målvinkel för att bulten ska ta rätt gäng. |
Moment max | Anger den övre momentgränsen under mjuk start. Om Moment max överskrids, anses åtdragningen NOK. |
Avkänning av dragning på redan draget förband | Tidig: Avslutar åtdragning omedelbart när en redan åtdragen skruv/bult detekteras. Åtdragningen kommer att klassas som NOK. Kräver att mjukstart är aktiverad. Klar: Även om en redan åtdragen skruv/bult detekteras, avslutas inte åtdragningen förrän alla åtdragningssteg har utförts. Åtdragningen kommer att klassas som NOK. För att göra en "Avkänning av dragning på redan draget förband" när Mjuk start inte används, måste alternativet Avkänning av dragning på redan draget förband – Klar användas. Avkänning av dragning på redan draget förband – Klar kommer inte avsluta åtdragningen förrän alla åtdragningssteg har genomförts och tar därför längre tid. Åtdragningen kommer att betraktas som en omdragning om hastigheten inte kan nå halva nergängningshastigheten; i detta fall ett omdragningsfel anges. Av: Ingen detektering av omdragning utförs. Kombination Mjuk start = Av och Rehit = Tidig tillåts inte. |
Positiv | TrueAngle kompensation kan upptäcka verktygsrotation och göra vinkelkompensationer inom de angivna gränserna. |
Negativ | TrueAngle kompensation kan upptäcka verktygsrotation och göra vinkelkompensationer inom de angivna gränserna. |
Använda tillbehör, kalibrering | Tillbehörsinställning väljs genom radioknappar. |
Utväxlingsförhållande | Hylsans rotationshastighet = Verktygshastighet / utväxlingsförhållande. |
Effektivitetskalibrering | Till exempel betyder 0,9, 10 % effektivitetsförlust. |
Nergängning
Under nergängning kan verktyget använda antingen hastighetsläge, med ett konstant motorvarvtal, eller pulsläge. Valet görs beroende på det påträffade vridmomentet och de givna momentgränserna i konfigurationen.
Parameternamn | Beskrivning |
|---|---|
Höghastighetsnergängning | Nergängningssteget kan göras i hög hastighet för att minimera tiden, utan att köra för långt. Detta uppnås genom att låta verktyget köra med hög hastighet med en specificerad vinkellängd. När vinkeln har nåtts, kommer hastigheten att ändras till den lägre hastigheten som anges i parametern Nergängningshastighet. Endast tillgängligt för SRB-verktyg. Längd: Standard 3600°, max 99999° Varvtal: Hastighet:Verktyg max varvtal måste vara högre än Nergängningsvarvtal (rpm). |
Nergängningshastighet | Nergängningsvarvtal kan väljas mellan Max eller Manuell. Om Nergängningsvarvtal är inställt på Manuell: ange verktygets varvtal i rpm. |
Vinkelgränser för nergängning | Av: Vinkelgränser för nergängning är urkopplad. Från avtryckaren: Vinkelgränser för nergängning är På. Systemet börjar övervaka åtdragningsvinkeln så snart som verktygets avtryckare trycks in och rapporterar om vinkelgränser överskrids. Från moment: Vinkelgränser för nergängning är På. Systemet börjar övervaka åtdragningsvinkeln från det angivna momentvärdet och rapporterar om vinkelgränser överskrids. |
Nergängningsvinkel övervakningsmoment | Momentvärde från när Vinkelgränser för nergängning ställts in. |
Vinkel min | Vinkelvärde för nedre vinkelgräns från startpunkten. |
Vinkel max | Vinkelvärde för övre vinkelgräns från startpunkten. |
Tid min | Minimitid för steget. |
Tid max | Maximimitid för steget. |
Pulsgränser för nergängning | Vald från en snabbmeny: Av: Pulsgränser för nergängning är urkopplad. Från avtryckaren: Vinkelgränser för nergängning är På. Systemet börjar övervaka pulserna så snart som verktygets avtryckare trycks in och rapporterar om pulsgränserna överskrids. Från moment: Vinkelgränser för nergängning är På. Systemet börjar övervaka pulserna från det angivna momentvärdet och rapporterar om pulsgränserna överskrids. |
Nergängning pulsövervakningsmoment | Momentvärde från när Pulsgränser för nergängning övervakning startar. Värdet måste vara inställt på ett värde större än Kontinuerligt maxmoment. |
Pulser min. | Minimum antal pulser för att nå värdet Nergängning klar momentet. |
Pulser max. | Maximum antal pulser för att nå värdet Nergängning klar momentet. |
Nergängning klar-moment | Anger momentvärdet när planet nåtts och nergängningen är avslutad. Programmet fortsätter med åtdragningen och börjar med pulsläge, om det inte redan gjorts under nergängning. |
Åtdragning
Parameternamn | Beskrivning |
|---|---|
Målmoment | Slutligt målmoment för åtdragningen. |
Pulsenergi | Pulsenergin som levereras i åtgärdspulsen uttryckt i en procentandel av den maximala energin verktyget kan leverera i varje puls. |
Reaktionskraft, avstämningsfaktor | Den energi som levereras av verktyget uttryckt i en procentandel. Kalibreringsfaktorn för reaktionskraften grundar sig på handlingsenergin och ger en behaglig reaktion. |
Återstående vridmoment korrelationsfaktor | Termen Återstående vridmoment korrelationsfaktor liknar en kalibrering och gör en justering mellan det dynamiska vridmomentet, mätt i det elektriska verktyget, och det kvarvarande vridmomentet, mätt med ett kontrollverktyg. |
Momentgränser | Gränser kan väljas Automatiskt eller Manuellt |
Moment min. | Minimoment för steget. |
Moment max | Maxmoment för steget. |
Vinkelgränser | Av: Vinkelgränser är urkopplad. Från Nergängning klar: Vinkelgränser är På. Systemet börjar övervaka åtdragningsvinkeln så snart som Nergängning klar har uppnåtts och rapporterar om vinkelgränser överskrids. Från moment: Vinkelgränser för nergängning är På. Systemet börjar övervaka åtdragningsvinkeln från det angivna momentvärdet och rapporterar om vinkelgränser överskrids. |
Nergängningsvinkel övervakningsmoment | Momentvärde från när Vinkelgränser för nergängning övervakning startar. |
Vinkel min | Vinkelvärde för nedre vinkelgräns från startpunkten. |
Vinkel max | Vinkelvärde för övre vinkelgräns från startpunkten. |
Tid min | Minimitid för steget. |
Tid max | Maximimitid för steget. |
Pulsgränser | Av: Ingen pulsgränsövervakning. Från nergängning klar: Övervakningen börjar när Nergängning klar moment har uppnåtts. Från moment: Övervakningen börjar när det angivna momentvärdet uppnås. |
Slutligt pulsövervakningsmoment | Momentvärde från när pulsgränserna övervakas. |
Pulser min. | Minimum antal pulser för att nå slutmålet. |
Pulser max. | Maximum antal pulser för att nå slutmålet. |
Tid för detektion av för tidig momentförlust | En konstant ökning av vridmomentet antas vid övergång från nergängning till åtdragning. En hylsa som halkar, eller ett trasigt skruvhuvud kan orsaka momentminskning. Detta kan upptäckas i ett övervakningsfönster. |
Pulsåtdragning med direktdrivna elverktyg
Principen nedan gäller för direktdrivna elektriska verktyg. Den gäller för verktygen i Atlas Copco SRB-serien.
Pulsåtdragning använder en teknik som pulserar den elektriska strömmen i motorn och har två distinkta funktioner:
En åtgärdsström som ger positivt vridmoment i åtdragningsriktningen.
En reaktionsström som skapar en bekväm reaktion genom att applicera ett omvänt vridmoment.
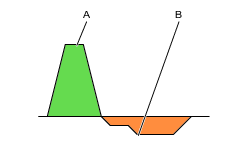
A | Åtgärdspuls för att applicera åtdragningskraft. |
B | Reaktionspuls för bekvämlighet |
Bilden visar den allmänna principen för en pulsåtdragningsstrategi med ström. Den detaljerade kurvan beror på typ av verktyg och åtdragningsalgoritmen.
Pulsperioden består av två faser som visas i bilden med en åtgärdsström och en reaktionsström. Varje åtgärdspuls lägger till moment till åtdragningen tills slutmålet har nåtts. Varje reaktionspuls skapar en motkraft som tillhandahåller en bekväm reaktion.
Energinivån för åtgärdsfasen och reaktionsfasen är parametrar som kan konfigureras. Kombinationen av dessa två parametrar skapar en effektiv åtdragning i kombination med bekvämlighet för operatören.
Åtdragning med TensorPulse-programmet
Principen nedan gäller för direktdrivna elektriska verktyg. Den gäller för verktygen i Atlas Copco SRB-serien.
Efter varje pulsperiod ökar det resulterande momentet i skruven. Efter en serie pulser, uppnås det slutliga målmomentet.
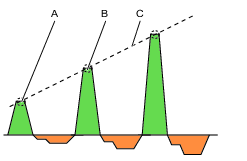
A | Maximum positiv energi i puls N |
B | Maximum positiv energi i puls N+1 |
C | Ökning i energi (moment) |
Energinivån för åtgärdsfasen och reaktionsfasen är parametrar som kan konfigureras av användaren. Kombinationen av dessa två parametrar skapar en effektiv åtdragning i kombination med bekvämlighet för operatören. Det går att ställa in energimängden i de två faserna i procent av den maximala energi som kan levereras i varje period:
Pulsenergi; Den mängd energi som appliceras på varje positiv puls som en procentandel av den maximala energi som kan appliceras i pulsperioden. Värdet är mellan 10-100%.
Reaktionskraft med kvarhållande faktor; Den mängd energi som appliceras på varje reaktiv puls som en procentandel av den maximala energi som kan appliceras i pulsperioden. Värdet är mellan 0-75 %.
A | Reducerad positiv energi i puls N |
B | Reducerad positiv energi i puls N+1 |
C | Resulterande kurva för att bygga upp moment med användning av maximal pulsenergi. |
D | Resulterande kurva för att bygga upp moment med användning av reducerad pulsenergi. |
En liten Pulsenergi (reducerad energi) kräver flera pulser för att nå målmomentet eftersom vridmomentet ökas i mindre steg. Mindre steg ger bättre noggrannhet för att avsluta åtdragningen när målet har uppnåtts. Mindre pulser minskar verktygsrörelser och ökar bekvämligheten för operatören.
En korrekt kalibrerad Reaktionskraft med kvarhållande faktor kommer att skapa den önskade bekvämligheten för operatören. Om faktorn är för hög känner operatören en medurs rotation av verktyget. Om faktorn är för låg känner operatören en moturs rotation av verktyget.
I en idealisk konfiguration, skapar inte reaktionsenergin någon lossningskraft. Om mängden pulser för att nå målvärdet ökar, är värdet satt för högt och en liten lossning sker vid varje puls.
De optimala värdena för Pulsenergi och Reaktionskraft med kvarhållande faktor måste kalibreras för optimal prestanda för verktyget och bästa bekvämlighet för operatören.
Impuls enstegs åtdragningsprogram
Nergängning
Parameternamn | Villkor | Beskrivning | Standardvärde |
|---|---|---|---|
Nergängningsvarvtal | Väljs med envalsknappar. Nergängningsvarvtal kan väljas mellan Max eller Manuell. | Max | |
Nergängningsvarvtal | Nergängningsvarvtal = manuell | Anger verktygets varvtal under nergängningssteget. | |
Tidsgränser för nergängning | Väljs från en snabbmeny: Av:Tidsgränser för nergängning är urkopplad. Från avtryckaren: Tidsgränser för nergängning är På. Systemet börjar övervaka tiden så snart som verktygets avtryckare trycks in och rapporterar om tidsgränserna överskrids. Från moment: Tidsgränser för nergängning är På. Systemet börjar övervaka tiden från det angivna momentvärdet och rapporterar om tidsgränserna överskrids. | Av | |
Nergängningstid övervakningsmoment | Tidsgränser för nergängning = från moment | Momentvärde från när Tidsgränser för nergängning övervakning startar. | |
Tid min | Tidsgränser för nergängning = På | Minimum tillåten tid för nergängning. | 10ms |
Tid max | Tidsgränser för nergängning = På | Maximum tillåten tid för nergängning. | 5000ms |
Pulsgränser för nergängning | Väljs från en snabbmeny: Av:Pulsgränser för nergängning är urkopplad. Från avtryckaren: Vinkelgränser för nergängning är På. Systemet börjar övervaka pulserna så snart som verktygets avtryckare trycks in och rapporterar om pulsgränserna överskrids. Från moment: Vinkelgränser för nergängning är På. Systemet börjar övervaka pulserna från det angivna momentvärdet och rapporterar om pulsgränserna överskrids. | Av | |
Nergängning pulsövervakningsmoment | Pulsgränser för nergängning = från moment | Momentvärde från när Pulsgränser för nergängning övervakning startar. | 2,5Nm |
Pulser min. | Pulsgränser för nergängning = På | Minimum antal pulser för att nå målet. | 2 |
Pulser max. | Pulsgränser för nergängning = På | Maximum antal pulser för att nå målet. | 50 |
Nergängning klar-moment |
| Anger momentvärdet när planet nåtts och nergängningen är avslutad. | 5Nm |
Åtdragning
Parameternamn | Villkor | Beskrivning | Standardvärde |
|---|---|---|---|
Målmoment | Slutligt målmoment för åtdragningen. | ||
Pulsenergi | Pulsenergin som levereras i åtgärdspulsen uttryckt i en procentandel av den maximala energin verktyget kan leverera i varje puls. | ||
Korrelationsfaktor för återstående moment | Termen Återstående vridmoment korrelationsfaktor liknar en kalibrering och gör en justering mellan det dynamiska vridmomentet, mätt i det elektriska verktyget, och det kvarvarande vridmomentet, mätt med ett kontrollverktyg. | 100% | |
Momentgränser | Väljs med envalsknappar. Gränser kan väljas Automatiskt eller Manuellt | ||
Moment min | Momentgränser = manuell | Minimoment för steget. | |
Moment max | Momentgränser = manuell | Maxmoment för steget. | |
Tidsgränser | Väljs från en snabbmeny: Av: Tidsgränser är urkopplad. Från nergängning klar: Tidsgränser är På. Systemet börjar övervaka tiden så snart som Nergängning klar har uppnåtts och rapporterar om tidsgränserna överskrids. Från moment: Tidsgränser är På. Systemet börjar övervaka tiden från det angivna momentvärdet och rapporterar om tidsgränserna överskrids. | Av | |
Tidsövervakningsmoment | Tidsgränser = från moment | Momentvärde från när Tidsgränser övervakning startar. | |
Tid min | Tidsgränser = På | Minimum tillåten tid för åtdragning. | 10ms |
Tid max | Tidsgränser = På | Maximum tillåten tid för åtdragning. | 1000ms |
Pulsgränser | Väljs från en snabbmeny: Av: Ingen pulsgränsövervakning. Från nergängning klar: Övervakningen börjar när Nergängning klar moment uppnåtts och rapporterar om antalet pulser ligger utanför gränsen. Från moment: Övervakningen börjar när det angivna momentvärdet uppnåtts och rapporterar om antalet pulser ligger utanför gränsen. | Av | |
Slutligt pulsövervakningsmoment | Pulsgränser = från moment | Momentvärde från när pulsgränserna övervakas. | |
Pulser min. | Pulsegränser = på | Minimum antal pulser för att nå slutmålet. | 2 |
Pulser max. | Pulsegränser = på | Maximum antal pulser för att nå slutmålet. | 50 |
Tid för detektion av för tidig momentförlust | En konstant ökning av vridmomentet antas vid övergång från nergängning till åtdragning. En hylsa som halkar, eller ett trasigt skruvhuvud kan orsaka momentminskning. Detta kan upptäckas i ett övervakningsfönster. | 200 ms |
Rotation
Rotations-strategin är framförallt en strategi för testning och demonstration. När man låter verktyget rotera fritt i luften, vrider det hylsan i specificerad vinkel med så lågt moment som möjligt.
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Målvarvtal | Målvarvtal under strategin Rotation. |
|
<Target speed> | Verktygets manuella varvtal under strategin Rotation. | 16,5 % av verktygets högsta varvtal |
Målvinkel | Vinkel att vrida hylsan till. | 360° |
Externt resultat
Externt resultat är en strategi som används när en OK-åtdragning rapporteras av en extern digital signal (och inte av moment eller vinkelvärden som uppmätts under åtdragningen).
När signalen sänds kommer Resultatvyn att visa värdet för Målparametern i åtdragningsprogrammet (angivet momentvärde, vinkelvärde, eller en textsträng). Dessa värden (moment och vinkel) representerar inte verkliga uppmätta värden, utan endast infogad text.
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Moment <Målmoment> | Numeriskt värde för önskat visat målmomentvärde | 0.00 |
Vinkel <Målvinkel> | Numeriskt värde för önskat visat målvinkelvärde | 360° |
Text | Alfanumerisk sträng för önskad text. |
|
Körning av åtdragningsstrategin Externt resultat med anslutet verktyg
Gå till startvyn och välj fliken Åtdragning. Skapa sedan ett åtdragningsprogram med strategin Externt resultat.
Gå tillbaka till startvyn och tryck på fliken Virtuell station.
I fönstret Licenser måste funktionen Externt resultat med anslutet verktyg ha en licens som ska tilldelas och användas av en virtuell station.
Gå till fönstret Verktyg och välj önskat verktyg. Välj sedan verktygskonfiguration:
I fönstret Uppgift väljer du åtdragningsprogram med strategin Externt resultat.
Skicka signalen EXTERN_OK till den virtuella stationen.
Tryck på knappen Gå resultat för att visa resultaten.
Resultaten skickas från verktygskonfigurationen för verktyget som är anslutet till den virtuella stationen.
Relevant information
Validering av åtdragningsprogram och felrapportering
Åtdragningsprogrammet validerar automatiskt parameterregler och verktygsegenskaper så snart nya värden matas in eller ändringar görs. Om valideringen upptäcker några fel rapporteras de med en felbeskrivning.
Rapportering av valideringsfel
Om valideringen ger ett fel, visas det med en ikon bredvid den parameter eller de parametrar som orsakar felet. När man pekar på ikonen ges en kort beskrivning av felet.
Exempel (Se bild):
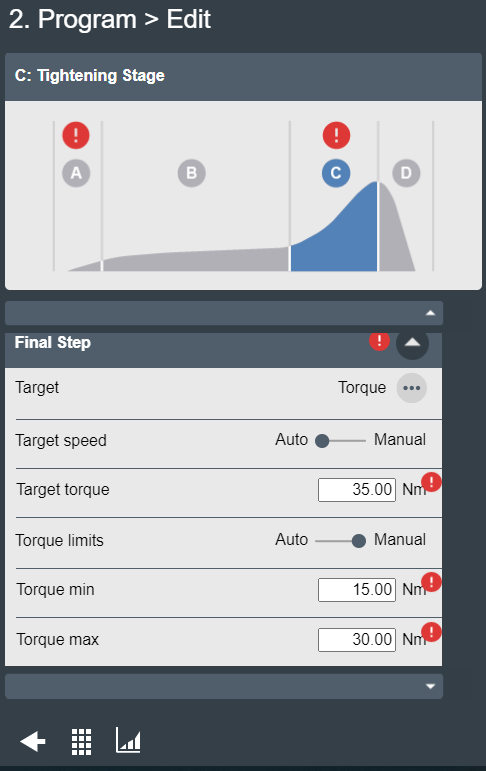
Målmoment anges till 25 Nm med Slutmomentgränser inställda på Moment min 23,75 Nm och Moment max 24,5 Nm (Detta värde är dolt av popup-fönstret i bilden).
När du pekar på ikonen för valideringsfel bredvid parametern Moment max, ges en kort beskrivning av felet, som säger att Målmoment är större än Moment max (Moment max <= Målmoment).
För att rätta till felet, justera värdet för Moment max så att det är större än Målmoment, så försvinner felikonen.
Validera ett verktyg med ett åtdragningsprogram
I Åtdragningsmenyn, välj Åtdragningsprogrambibliotek eller Flerstegsprogrambibliotek. Vid behov, välj ett särskilt program i listan. Observera att valideringen kan göras för både hela listan av program, eller enskilda program.
Välj Validera program-ikonen i skärmens övre högra hörn.
I popup-fönstret väljer du det verktyg som åtdragningsprogrammet ska valideras mot, och klickar på Validera.
Om ett åtdragningsprogram inte är kompatibelt med det valda verktyget, visas det med en röd cirkel med ett utropstecken.
Kompatibilitetstabell för åtdragningsprogram och verktyg
Vilka åtdragningsstrategier som finns tillgängliga på en styrenhet beror på vilka licenser som är installerade på styrenheten.
Åtdragningsstrategier | ES | ST | STR | SR | SB+ | ETT | SL (låg spänning) | QST | STB | SRB 2.0 ETP-SRB31-20 | SRB 2.1 ETP-SRB31-25 | SRB-HA | TBP / TBP-S | STW | Externt verktyg |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Två steg | X | X | X | X | X | X | X | X | X | X | - | X | - | - | - |
Snabbsteg | X | X | X | X | X | X | X | X | X | X | X | X | - | - | - |
Tre steg | X | X | X | X | X | X | X | X | X | X | - | X | - | - | - |
Turbo Tight | X | - | X | X* | - | X | - | - | - | X | X | - | - | - | - |
Rotation | X | X | X | X | X | X | X | X | X | X | - | X | - | - | - |
Externt resultat | X | X | X | X | X | X | X | X | X | X | X | X | X | - | X |
TensorPulse | - | - | - | - | - | - | - | - | - | X | X | - | - | - | - |
Impuls – ett enda steg | - | - | - | - | - | - | - | - | - | - | - | - | X | - | - |
Skiftnyckel – produktion | - | - | - | - | - | - | - | - | - | - | - | - | - | X | - |
Skruvnyckelkvalitet | - | - | - | - | - | - | - | - | - | - | - | - | - | X | - |
* Finns endast för SR31.
Åtdragningsfunktioner | ES | ST | STR | SR | SB+ | ETT | SL (låg spänning) | QST | STB | SRB 2.0 ETP-SRB31-20 | SRB 2.1 ETP-SRB31-25 | TBP / TBP-S | STW | Externt verktyg |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Verklig vinkel | - | - | X | - | - | X | - | - | - | - | - | - | - | - |
Flerstegsprogram
Styrenhetens egenskaper, såsom bland annat lågreaktionsåtdragningsstrategier och syrenhetomfattande funktioner, kräver licenser som tilldelas via Functionality Management System (FMS). Medan konfigurering av funktioner är möjlig utan specifika licenser kommer tilldelningen och användningen av dessa funktioner att kräva att rätt licens installeras på styrenheten. Vänligen se Licenser (FMS) för mer detaljerad information om licenser.
En flerstegsåtdragning är en åtdragning som sker i flera steg. Antalet steg och typen av steg varierar beroende på den åtdragning som ska göras. Ett flerstegs åtdragningsprogram är mycket konfigurerbart, inklusive övervakningsfunktion och begränsningar.
I detta avsnitt
Gränssnitt för multisteg
Åtdragningsprogram i flera steg kan endast redigeras i webbgränssnittet.
Gränssnittet för flerstegsprogram kan delas in i tre huvudområden.
Längs upp finns det en rullgardinmeny som innehåller egenskaper för flerstegsåtdragningsprogrammet. Här kan generella egenskaper såsom programnamn, övergrip-programövervakning och validering kan fyllas i.
Till höger finns fyra flikar som innehåller steg, övervakningar, begränsningar och rapporter som kan användas för att bygga flerstegsprogrammet. Om du vill använda någon av posterna klickar du på en flik och dra objektet i listan till åtdragningsområdet. Beroende på dess funktion, släpp antingen objektet i början och slutet av programmet (för steg) eller ovanpå ett visst steg (för monitorer och begränsningar).
Gränssnittets huvudområde är åtdragningsområdet. Detta är det område som innehåller alla steg i åt åtdragningsprogrammet. Använd mushjulet för att zooma in och ut på åtdragningsområdet.
Nere till vänster på skärmen hittar du knapparna Kopiera åtdragningsprogram och Ta bort åtdragningsprogram.
Åtdragningssteg
Vilka åtdragningssteg, övervakningar och restriktioner begränsningar som finns tillgängliga beror på vilken licens som är installerad på styrenheten.
Allmänna parametrar
Följande stegparametrar är gemensamma för många stegtyper. Parametrarna ställs in i egenskapsfönstret som visas när du väljer ett steg i åtdragningsprogrammet.
Parameter | Beskrivning |
|---|---|
Namn | Stegets namn. |
Rotationsriktning | Varje åtdragningssteg kan köra antingen framåt, dvs gör en åtdragning eller bakåt, dvs lossar skruven lite. Pilarna anger denna riktning. Många av åtdragningsstegen har en riktning som är hårdkodad för att gå framåt, t.ex. Dra åt till vinkel eller Dra till moment. Steg som Lossa till vinkel eller Lossa till moment har sin riktning automatiskt inställd till bakåt. Inställningen för reversering tillåts inte för verktyg konfigurerade med GFA (Gear Front Attachment) med öppen ände. Åtdragningsriktningen för åtdragningsprogrammet måste vara samma som åtdragningsriktningen för ett verktyg med öppen ände innan en åtdragning får köras. Det går att koppla ett lossningsprogram till ett åtdragningsprogram för ett verktyg med öppen ände, men om riktningsomkopplaren är inställd på att köra lossningsprogrammet kommer verktyget att låsas. |
Stegkategori | För varje steg finns möjlighet att välja en stegkategori. Genom att välja stegkategori listas NOK-åtdragningar i vyn händelseresultat med tillhörande detaljerad status samt motsvarande flerstegs-felinformation. Om inget val görs kommer den detaljerad statusen att ställas till ”Okategoriserat flerstegsfel”. Tillhörande detaljerad status kan anpassas. |
Vinkelfönster | Ett förband anses hårt om skruven dras åt till dess fulla vridmoment och det roterar 30 grader eller mindre efter det har dragits till tättslutning. Ett mjukt förband roterar 720 grader eller mer efter att den har dragits till tättslutning. Hårdhetsparametern definierar vinkelfönstret för gradientberäkning. Ju hårdare förband – desto mindre vinkelfönster. |
Varvtalsramp/acceleration (endast tillgänglig i ToolsTalk 2) | För de flesta steg är det möjligt att specificera hur accelerationen till målvarvtalet utförs. Tre olika inställningar är möjliga; Hård, Mjuk och Manuell. Den angivna accelerationen kommer att användas när ett steg startas. Oavsett om verktyget redan är igång med lite fart i början av steget kommer rampen ändå att användas för att accelerera till stegets målvarvtal. Detta är fallet oavsett om varvtalet i början av steget är högre eller lägre än målvarvtalet. |
Varvtalsramp – Hårt och Mjukt läge |
|
Varvtalsramp – Manuellt läge |
|
Använda varvtalsväxling | 1−5 vinkelutlösare eller momentutlösare kan definieras under ett steg där varvtalet kommer att ändras. Inom ett steg baseras alla utlösare för varvtalsväxling på samma egenskap, dvs. antingen vridmoment eller vinkel. De kan inte blandas inom ett steg. Momentutlösare och vinkelutlösare måste vara mindre än stegmålet, baserat på stegtyp och typ av utlösare. Momentutlösare och momenthastighet kontrolleras även mot verktygets Max vridmoment och Max varvtal. En varning eller felindikator visas när inställningarna för varvtalsväxling överstiger maxvärden för antingen verktyg eller steg. Momentutlösare och vinkelutlösare måste vara mindre än stegmålet, baserat på stegtyp och typ av utlösare. Momentutlösare och momenthastighet kontrolleras även mot verktygets Max vridmoment och Max varvtal. En varning eller felindikator visas när inställningarna för varvtalsväxling överstiger maxvärden för antingen verktyg eller steg. Det är möjligt att skicka inställningarna via Push till verktyget när ett åtdragningsprogram har en varning men inte när åtdragningsprogrammet har en aktiv felindikator. Hastighetsväxlingarna kan läggas till i fältet Konfiguration. Lägga till en varvtalsväxling: I dialogrutan i ett steg som kan ha varvtalsväxling, välj Lägg till varvtalsväxling. Välj sedan ett vinkelintervall eller ett momentintervall.
|
Bromstyp | Bromsbeteendet i ett åtdragningsprogram med flersteg kan anpassas på två olika platser i programmet: i ett steg före åtdragningens riktning ändras och/eller i det sista steget i åtdragningsprogrammet. På andra ställen i åtdragningsprogrammet är bromsparametrarna inte tillgängliga i stegets allmänna inställningar. Bromsning kan ställas in till antingen Ergo-stopp eller Tröghet. Tröghet bromsar verktyget helt medan Ergo-stopp ger en mer ergonomisk minskning av åtdragningen. Tröghet har inga ytterligare parametrar. Ergostopp -parametrar:
|
Följande åtdragningssteg stöds inte för verktyg konfigurerade med GFA (Gear Front Attachment) med öppen ände:
A – Dra åt till vinkel/lossa till vinkel
TrR – Lossa till tryckreglaget släpps
T – Dra åt till moment/lossa till moment
E – Inkoppling
SR – Lossa hylsa
DT – Dra åt till DynaTork
TPT – TensorPulse Dra åt till moment/Lossa till moment
IT – Impuls – Dra åt till moment/ Lossa till moment
Inställningar för spårning
När spårningskonfiguration har aktiverats på programnivå kan spårningens upplösning konfigureras på stegnivå. Inställningen för spårning styr hur provtagningen ska ske i varje enskilt steg.
Parameter | Beskrivning |
|---|---|
Inställning av spårning |
|
Provtid | Välj provtid i rullgardinslistan (0,25–1000 ms) |
Provvinkel | Välj provvinkel i rullgardinslistan (0,25–20 grader) |
Vid den här spårningsregistreringen blir provintervallen inte samma genom alla steg, utan samplingshastigheten beror i stället på konfigureringen i varje steg. Detta betyder att spårningen är indelad i en spårning för varje steg.
Maximalt antal prover i en spårning är 4096.
Om en åtdragning ger mer än 4096 värden utförs en provkomprimering (down sampling). Vartannat spårningsprov tas bort från hela åtdragningen varefter systemet fortsätter registreringen med halva upplösningen. Processen upprepas varje gång gränsvärdet på 4096 prov har nåtts.
Om mer än 2048 registrerades totalt ger processen en kurva med mellan 2048 och 4096 prov.
Om gränsvärdet på 4096 prov nås kommer de konfigurerade provtiderna inte längre att följas. I stället kommer provtiderna att dubbleras eller fyrdubblas osv., beroende på hur många gånger komprimeringen har utförts. Eftersom alla steg komprimeras blir förhållandet mellan stegen ändå detsamma. Om ett steg konfigurerades med dubbla provtiden jämfört med ett annat steg kommer samma sak att gälla vid den slutliga spårningen oavsett antal komprimeringar.
Om mer än 4096 prov registreras kommer de konfigurerade provtiderna inte längre att följas. I stället kommer provtiderna att dubbleras eller fyrdubblas osv., beroende på hur många gånger komprimeringen har gjorts. Eftersom alla steg komprimeras blir förhållandet mellan stegen ändå detsamma. Om ett steg konfigurerades med dubbla provtiden jämfört med ett annat steg kommer samma sak att gälla vid den slutliga spårningen oavsett antal komprimeringar.
Spårningskanal | Notera |
|---|---|
Moment | Finns för alla verktyg som har momentgivare |
Vinkel | Finns för alla verktyg |
Momentsekund | Endast för verktyg med två momentgivare |
Vinkelsekund | Endast för verktyg med två vinkelgivare |
Ström | Finns för alla verktyg |
Gradient | Kan visas om steg/begränsning/monitor genererar gradientvärden |
Power Focus 6000/Power Focus 8 | Power Focus 6000 synkroniserad åtdragning/Power Focus 8 Synkroniserad åtdragning | Flex | IxB |
|---|---|---|---|
ST | ST | QST | IxB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IxB | |||
Power Focus Connect |
A – Dra åt till vinkel/lossa till vinkel
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
A – Dra åt till vinkel
I det här steget kör verktyget tills en målvinkel uppnås. Målvinkeln mäts från stegets start.
A – Lossa till vinkel
Det här steget kör verktyget med hastigheten n i bakåtgående riktning tills målvinkeln är nådd. Målvinkeln mäts från stegets start.
Steget stöds inte för verktyg konfigurerade med GFA (Gear Front Attachment) med öppen ände.
Parametrar
Parameter | Beskrivning |
|---|---|
Målvinkel | Inställd vinkel. Måste vara > 0. |
Varvtal | Standard: 60 rpm. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Hastighetsramp | Om hastighetsramptypen är Manuell, så öppnas detta fält. Standard: 500 rpm/s. |
Broms (Gäller endast för Power Focus 6000 Synkroniserad åtdragning, Power Focus 8 Synkroniserad åtdragning och Flex). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
Peka och klicka på bilden för att se mer information:
A | Målvinkel |
Mikrovideo
C – Koppling
Verktyg |
|---|
BCV BCP |
I detta steg kör verktyget med programmerat varvtal framåt tills kopplingen släpps. När verktyget rapporterar att kopplingen frigörs kommer steget att slutföras med statusen OK.
Ett åtdragningsprogram som använder steget Koppling kan inte ha något annat steg tilldelat.
Detta steg gäller endast för kopplingsverktygen BCV-RE och BCP-RE.
Parameter | Beskrivning |
|---|---|
Hastighetskontroll | Enkelhastighet eller dubbelhastighet |
Slutlig hastighet | Anger den slutliga hastigheten för programmet [rpm] |
Hastighetsramp | Knapp för att välja varvtalsramp [Hård, Mjuk] |
Omdragning (Rehit) | Omdragningsdetektering inställd till På eller Av |
Rehitvinkel | Ställer in rehitvinkeln [°] |
CL – Kopplingslossning
Verktyg |
|---|
BCV BCP |
I detta steg kör verktyget med programmerat varvtal i omvänd riktning tills kopplingen släpps.
Ett lossningsprogram som använder kopplingssteget kan inte ha något annat steg tilldelat.
Detta steg gäller endast för kopplingsverktygen BCV-RE och BCP-RE.
Parameter | Beskrivning |
|---|---|
Slutlig | Anger programmets hastighet [rpm] |
DI – Kör till digital ingång
Verktyg |
|---|
ES STR SL ST SR QST |
Detta steg kör verktyget i den riktning som anges av parametern Riktning, tills den ingång som angetts av Digital ingång blir för hög eller för låg, beroende på värdet för Stoppförhållande.
Parameter | Beskrivning |
|---|---|
Riktning | Framåt eller bakåt |
Digital ingång | En av följande lokala digitala ingångar på styrenheten kan väljas:
|
Broms (Gäller endast för Power Focus 6000 Synkroniserad åtdragning, Power Focus 8 Synkroniserad åtdragning och Flex). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
Stoppförhållande |
|
Varvtal (rpm) | Standard: 60 rpm. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Hastighetsramp | Tillgängligt om Hastighetsramptypen är Manuell. Standard: 500 rpm/s. |
Mikrovideo
DT – Dra åt till DynaTork
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
Steget stöds inte för verktyg konfigurerade med GFA (Gear Front Attachment) med öppen ände.
Det här steget kör verktyget med hastigheten n i framåtriktning tills målmomentet nås. Verktyget håller därefter strömmen konstant på DynaTork-procent av Målmomentet under angiven DynaTork-tid.
För att undvika överhettning av verktyget rekommenderas det starkt att aldrig köra DynaTork till mer än 40 % av maximalt vridmoment på verktyget.
Parameter | Beskrivning |
|---|---|
Målmoment | Inställt moment. Måste vara > 0. |
DynaTork tid | Tiden som DynaTork är aktivt. |
DynaTork procent | Procent av Momentmålet. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Hastighetsramp | Om hastighetsramptypen är Manuell, så öppnas detta fält. Standard: 500 rpm/s. |
Varvtal (rpm) | Standard: 60 rpm. |
Broms (Gäller endast för Power Focus 6000 Synkroniserad åtdragning, Power Focus 8 Synkroniserad åtdragning och Flex). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
Peka och klicka på bilden för att se mer information:
A | Målmoment |
B | Momentnivå som behålls under DynaTork-tiden |
C | Procent av Ts |
D | Procent av Ts |
E | Momentnivå som behålls under DynaTork-tiden |
F | DynaTork tid |
Mikrovideo
E – Inkoppling
Verktyg |
|---|
ES STR SL ST SR QST IXB |
Steget stöds inte för verktyg konfigurerade med GFA (Gear Front Attachment) med öppen ände.
Detta steg kör verktyget i båda riktningarna tills hylsan tar an i skruven. Steget fortsätter tills Målmomentet eller Målvinkeln uppnås, förutsatt att Fortsätt om inte inkopplad har ställts till Ja. Om Målvinkeln nås i en riktning byter steget riktning. Begränsa upprepningar i sökningen genom att ange Max antal inkopplingsförsök. Om målmoment uppnås i någon riktning kommer steget att avsluta med status OK.
Mikrovideo
Ext – Externt resultat
Verktyg |
|---|
ES STR SL ST SR QST STB IXB BCP BCV Externt verktyg |
Externt resultat är en strategi som används när en OK-åtdragning rapporteras av en extern digital signal (och inte av moment eller vinkelvärden som uppmätts under åtdragningen). Den externa signalen kan tillhandahållas genom valfri enhet som kan ge en digital signal till styrenheten (t.ex. genom I/O-bussen).
När signalen sänds kommer Resultatvyn (loggad data) att visa värdet för åtdragningsprogrammets Målparameter (angivet momentvärde, vinkelvärde, eller en textsträng). Dessa värden (moment och vinkel) representerar inte verkliga uppmätta värden, utan endast infogad text.
Parameter | Beskrivning |
|---|---|
Moment <Målmoment> | Numeriskt värde för önskat visat målmomentvärde. En signal kan till exempel komma från en klicknyckel och visa <Målmomentet>. |
Vinkel <Målvinkel> | Numeriskt värde för önskat visat målvinkelvärde. En signal kan till exempel komma från en klicknyckel och visa <Målvinkeln>. |
Text | Alfanumerisk sträng för önskad text. Till exempel: ”Oljan har bytts ut”. |
MWR – Mekatronisk nyckel
Verktyg |
|---|
MWR |
Steget Mekatronisk nyckel är ett specialsteg som endast kan användas tillsammans med den mekatroniska nyckeln (MWR).
Detta steg kan inte användas tillsammans med andra steg. Inga begränsningar kan användas med detta steg. Steget har som standard tre sorters övervakningar: Toppmoment, vinkel och klick.
Parameter | Beskrivning |
|---|---|
Lossningsgräns | Numeriskt värde för negativt vridmoment (dvs. vridmoment i lossningsriktningen) där spänningsresultatet märks som NOK (falsk åtdragningsriktning (lossning)) – i Nm. |
Verktygsstorlek | Numeriskt värde för den specifika längden på det slutverktyg som är monterats på MWR-TA – i mm. |
Verktygsböjning | Numeriskt värde för det slutverktyg som monterats på MWR-TA – i mm. |
Vinkelfönster för upprepad åtdragning | Numeriskt värde för den vinkel som används för att bestämma om skruven redan har dragits åt om man uppnår vridmomentet – i grader (°). |
Max vinkelhastighet | Numeriskt värde för maxhastigheten som skruven kan spännas med – i °/s. |
RD – Nergängning
Verktyg |
|---|
ES STR SL ST SR QST IXB |
Nergängningen är den del av en åtdragning från det att skruven tar gäng till alldeles innan skruvskallen vidrör den underliggande ytan och ligger an. Det moment som krävs under nergängningen bidrar inte till någon klämkraft.
I det här steget körs verktyget med hastigheten i framåtriktningen, och beroende på nergängningstyp, åtdragningsmoment eller tättslutning blir stegets uppförande följande:
Nergängningstyp: Till moment: Steget stoppar när angivet målmoment har hittats.
Nergängningstyp: Till tättslutning: Beräkningen av tättslutningens gradient börjar vid den specificerade momentutlösningsnivån Tt. Om ingen momentutlösning har ställts in startas gradientberäkningen vid stegets startpunkt.
Lutningsberäkningen görs mellan två vinkelpunkter Ad grader från varandra och beräknas som: (Tn – Tn-1) / (An – An-1) och så snart två lutningar efter varandra är större än TSLOPE så erhålls tättslutningspunkten.
Parameter | Beskrivning |
|---|---|
Nergängningstyp | Till moment eller Till tättslutning. |
Målmoment | Standard: ”ej inställt”. Måste vara > 0. |
Varvtal | Standard: 60 rpm. Måste vara > 0. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Hastighetsramp | Om hastighetsramptypen är Manuell, så öppnas detta fält. Standard: 500 rpm/s. |
Utlösningsmoment | Om Nergängningstyp är Till tättslutning, så visas fältet Tryckreglagemoment. Standard: ”ej inställt”. Måste vara > 0. |
Deltavinkel | Om Nergängningstyp är Till tättslutning, så visas fältet Deltavinkel. Standard: ”0”. Måste vara > 0. |
Momenthastighet | Om Nergängningstyp är Till tättslutning, så visas fältet Momenthastighet. Standard: ”0”. Måste vara > 0. |
Broms (Gäller endast för Power Focus 6000 Synkroniserad åtdragning, Power Focus 8 Synkroniserad åtdragning och Flex). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
Peka och klicka på bilden för att se mer information:
A | Anliggningspunkt |
B | Vinkeldelta |
C | Momentkurvans lutning |
D | Momentmål |
E | Momentutlösare |
SR – Lossa hylsa
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
Steget stöds inte för verktyg konfigurerade med GFA (Gear Front Attachment) med öppen ände.
Det här steget kör verktyget med hastigheten n i bakåtgående riktning tills målvinkeln är nådd. Målvinkeln mäts från stegets start.
Detta steg är endast tillåtet att använda som det sista steget i åtdragningsbanan av ett flerstegsåtdragningsprogram. Det går dock att lägga till en synkpunkt efter det här steget.
Parameter | Beskrivning |
|---|---|
Målvinkel | Inställd vinkel. Standard: 3 grader, måste vara > 0 |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Hastighetsramp | Om hastighetsramptypen är Manuell, så öppnas detta fält. Standard: 500 rpm/s. |
Varvtal | Standard: 60 rpm. |
SZP – Ange nolläge (Set Zero Pos)
Verktyg |
|---|
ES STR SL ST SR QST |
Steget Ange nolläge (Set Zero Pos) skickar signalen om nollposition till verktyget. Positionen repeteras en gång per 360 grader.
Med stegen Lossa till nolläge eller Dra åt till nolläge kan du återställa verktyget till nolläget.
Det här steget har inga parametrar.
Nolläget är en specifik position som sparas med antingen steget ”Ange nolläge” eller signalen ”Ange nolläge”. Positionen repeteras en gång per 360 grader.
T – Dra åt till moment/lossa till moment
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
T – Dra åt till moment
I det här steget körs verktyget med den programmerade hastigheten i framåtriktning tills målmomentet uppnås.
Parameter | Beskrivning |
|---|---|
Målmoment | Inställt moment. Måste vara > 0. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Varvtal | Standard: 60 rpm. Måste vara > 0. |
Hastighetsramp | Om hastighetsramptypen är Manuell, så öppnas detta fält. Standard: 500 rpm/s. |
Broms (Gäller endast för Power Focus 6000 Synkroniserad åtdragning, Power Focus 8 Synkroniserad åtdragning och Flex). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
Mikrovideo
T – Lossa till moment
Steget stöds inte för verktyg konfigurerade med GFA (Gear Front Attachment) med öppen ände.
I det här steget körs verktyget med hastigheten i bakåtgående riktning. För att steget ska vara aktivt måste åtdragningsmomentet först överstiga 110 % av målmomentet. Målmomentet måste vara ett positivt värde. När målmomentet har nåtts körs steget tills momentet faller under målmomentet.
Parameter | Beskrivning |
|---|---|
Målmoment | Inställt moment. Måste vara > 0. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Varvtal | Standard: 60 rpm. Måste vara > 0. |
Hastighetsramp | Om hastighetsramptypen är Manuell, så öppnas detta fält. Standard: 500 rpm/s. |
Broms (Gäller endast för Power Focus 6000 Synkroniserad åtdragning, Power Focus 8 Synkroniserad åtdragning och Flex). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
Peka och klicka på bilden för att se mer information:
A | Målmoment |
T&A – Dra åt till moment och vinkel
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
Det här åtdragningssteget kör verktyget med angivet varvtal i framåtriktningen tills både målmomentet och målvinkeln har nåtts.
Mätningen av moment startar i början av steget.
Om momentutlösaren INTE har ställts in kommer vinkelmätningen att starta vid början av steget.
Om momentutlösaren har ställts in kommer vinkelmätningen att starta när momentutlösningen nås.
Steget avslutas när:
Uppmätt moment >= Målmoment (Ts)
OCH
(Uppmätt vinkel - Vinkel uppmätt vid momentutlösning) >= Målvinkel (As).
Parameter | Beskrivning |
|---|---|
Målmoment (Ts) | Standardvärde: 0. |
Målvinkel (As) | Standardvärde: 0. |
Momentutlösare (Tt) | Standardvärde: EJ inställt. Måste vara > 0 och < Målmoment (Ts). |
Varvtal (n) | Standard: 60 rpm. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. |
Broms (Gäller endast för Power Focus 6000 Synkroniserad åtdragning, Power Focus 8 Synkroniserad åtdragning och Flex). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
Peka och klicka på bilden för att se mer information:
A | Målmoment |
B | Målvinkel |
Peka och klicka på bilden för att se mer information:
A | Målmoment |
B | Momentutlösare |
C | Målvinkel |
T|A – Dra åt till moment eller vinkel
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
I det här steget körs verktyget med specificerat varvtal i framåtriktningen tills antingen målmomentet eller målvinkeln avkänns.
Mätningen av moment startar i början av steget.
Om momentutlösaren INTE har ställts in kommer vinkelmätningen att starta vid början av steget.
Om momentutlösaren har ställts in kommer vinkelmätningen att starta när momentutlösningen nås.
Steget avslutas när:
Uppmätt moment >= Målmoment (Ts)
ELLER
(Uppmätt vinkel - Vinkel uppmätt vid momentutlösning) >= Målvinkel (As).
Parameter | Beskrivning |
|---|---|
Målmoment (Ts) | Standardvärde: 0. |
Målvinkel (As) | Standardvärde: 0. |
Momentutlösare (Tt) | Standardvärde: EJ inställt. Måste vara > 0 och < Målmoment (Ts). |
Varvtal (n) | Standard: 60 rpm. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. |
Broms (Gäller endast för Power Focus 6000 Synkroniserad åtdragning, Power Focus 8 Synkroniserad åtdragning och Flex). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
Peka och klicka på bilden för att se mer information:
A | Målmoment |
B | Målvinkel |
Peka och klicka på bilden för att se mer information:
A | Målmoment |
B | Momentutlösare |
C | Målvinkel |
T+A – Dra åt till moment plus vinkel
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
I det här steget kör verktyget tills målmomentet uppnås. Från denna punkt fortsätter det att köra ytterligare en målvinkel.
Parameter | Beskrivning |
|---|---|
Målmoment | Inställt moment. Måste vara > 0. |
Målvinkel | Inställd vinkel. Måste vara > 0. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Hastighetsramp | Om hastighetsramptypen är Manuell, så öppnas detta fält. Standard: 500 rpm/s. |
Varvtal | Standard: 60 rpm. |
Broms (Gäller endast för Power Focus 6000 Synkroniserad åtdragning, Power Focus 8 Synkroniserad åtdragning och Flex). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
Peka och klicka på bilden för att se mer information:
A | Målmoment |
B | Målvinkel |
TC – Momentkalibrering
Verktyg |
|---|
QST |
Detta steg stöds endast för verktyg med flera givare.
I steget Momentkalibrering körs verktyget med angivet varvtal i framåtriktningen tills målmomentet uppnås.
Parameter | Beskrivning |
|---|---|
Målmoment | Måste vara > 0. |
Varvtal | Måste vara > 0. Standard: 60 rpm. |
Givare | Moment eller Moment 2. Standard: Moment. Ställ in på Moment 2 för att kalibrera den främre givaren. |
Adaptiv broms (Gäller endast för Power Focus 6000 Synkroniserad åtdragning, Power Focus 8 Synkroniserad åtdragning och Flex). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
ThCT– Gängskärning till moment
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
Funktionen Gängskärning till moment möjliggör åtdragning när nergängningsmomentet är större än momentet för Nergängning klar, till exempel när tunna metallskikt dras åt med hjälp av självgängande (eller självborrande) skruvar. Verktyget kör framåt tills Vinkel för gängskärning (Aw) uppnås. Vinkelfönstret för gängskärning mäts från när momentet passerar Utlösningspunkt för gängskärning (Ttc) för första gången. Från den punkt där verktyget passerar gängskärningsvinkeln fortsätter steget att köra tills Målmomentet (Tt) uppnås.
Parameter | Beskrivning |
|---|---|
Målmoment | Måste vara > 0. |
Gängskärning, vinkelfönster | Standard: 0. Måste vara > 0. |
Utlösningsmoment | Vinkelmätningen startar vid detta utlösningsvärde. |
Varvtal | Standard: 60 rpm. Måste vara > 0. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Broms (Gäller endast för Power Focus 6000 Synkroniserad åtdragning, Power Focus 8 Synkroniserad åtdragning och Flex). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
Peka och klicka på bilden för att se mer information:
A | Målmoment |
B | Momentutlösare |
C | Gängskärning, vinkelfönster |
TPT – TensorPulse Dra åt till moment/Lossa till moment
Verktyg |
|---|
STR IXB |
Innan du använder åtdragnings-/lossningssteget i TensorPulse måste följande licenstyp installeras på styrenheten:
Strategier vid låg reaktion
TensorPulse fungerar endast med följande verktyg: ETV-STR61-100-13, ETV-STR61-70-13, ETV-STR61-50-10, ITB-P.
Steget stöds inte för verktyg konfigurerade med GFA (Gear Front Attachment) med öppen eller sluten ände.
TensorPulse – Dra åt till moment
Det här steget genererar åtdragningspulser i framåtriktningen, tills inställt moment har nåtts.
TensorPulse – Lossa till moment
Det här steget genererar åtdragningspulser i backriktningen, tills åtdragningsmomentet är under momentbörvärdet.
Om du kör åtdragnings-/lossningssteget i TensorPulse ska du använda den nödvändiga PulseDrive-hylsan/förskruvningen.
Om åtdragnings-/lossningssteget i TensorPulse körs utan PulseDrive-hylsan/förskruvningen, så blir alla åtdragningar NOK. Stegfelet ”PulseDrive-hylsa/adapter ej avkänd” visas om ingen PulseDrive-hylsa/adapter hittas.
Parameter | Beskrivning |
|---|---|
Momentmål - Ts | Momentets målvärde måste vara ett värde mellan 0 och verktygets maximala åtdragningsmoment. |
Pulsenergi - Pe | Pulsenergi används för att reglera mängden energi/ström i varje puls. Pulsenergin måste ligga mellan 10 procent och 100 procent. |
Reaktionskraft, avstämningsfaktor | Avstämningsfaktor för reaktionskraft används för att justera reaktionskraften när steget TensorPulse körs. Det är den kraft som flyttar verktyget i motsatt riktning efter varje puls. Reaktionskraftens kalibreringsfaktor måste vara ett värde från 0 till 100 %. |
I spårningen innebär vinkelreverseringen att verktyget roterar bakåt för att möjliggöra pulsering, men bulthuvudet roterar inte nödvändigtvis bakåt på grund av PulseDrive-hylsan/förskruvningen.
TrR – Lossa till avtryckaren släpps
Verktyg |
|---|
ES STR SL ST SR STB IXB |
Steget stöds inte för verktyg konfigurerade med GFA (Gear Front Attachment) med öppen ände.
Detta steg körs i baklänges riktning tills verktygets tryckreglage släpps (lossning). Den kan bara användas som sista steg i ett program.
För STB-verktyg kan detta steg endast användas för lossningsprogram.
Parameter | Beskrivning |
|---|---|
Varvtal | Numeriskt värde för rotationshastighet – i varv/min. |
Typ av varvtalsramp | Lista över alternativ där en varvtalsramp kan väljas [Hård, Mjuk, Manuell] |
TTTR – Dra åt till avtryckaren släpps
Verktyg |
|---|
ES STR SL ST SR STB IXB |
Detta steg kör tills verktygets avtryckare släpps (åtdragning). Det kan bara användas som sista steg i ett åtdragningsprogram.
Parameter | Beskrivning |
|---|---|
Varvtal | Numeriskt värde för rotationshastighet – i varv/min. |
Typ av varvtalsramp | Lista över alternativ där en varvtalsramp kan väljas [Hård, Mjuk, Manuell] |
W – Vänta
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
I detta steg väntar verktyget tills Väntetyp-villkoret är uppfyllt. Verktyget roterar inte medan det väntar, men Håll-status kan anges.
Parameter | Beskrivning |
|---|---|
Väntetyp |
|
Väntetid | Antalet sekunder som verktyget kommer att stå stilla – gäller endast när Tid valts som Väntetyp. |
Håll-status |
|
WP – nyckelproduktion
Verktyg |
|---|
ST-skiftnyckel |
Strategi som används för kvalitetstestning av åtdragningen som gjorts med ST-nyckeln.
Parameter | Beskrivning |
|---|---|
Styrstrategi | Stegtypen Nyckelproduktion kan konfigureras med följande styrstrategier.
|
Baserat på den valda styrstrategin kommer en kombination av vissa av parametrarna som listas nedan att visas.
Parametrar | Beskrivning |
|---|---|
Målmoment | Definierar målmomentet för åtdragningssteget. |
Mät moment vid | Anger var momentet kommer att mätas. Välj mellan Toppmoment eller Toppvinkel.
|
Vinkelsökgräns | Detta är en förskjutning som används för att ange momentresultatvärdet för en åtdragning. Uppmätt moment vid måste sättas till Toppvinkel för att denna parameter ska vara tillgänglig. |
Spärrningstid | Numeriskt värde för spärrningstid, som är 5000 ms som standard. Det gör att användaren kan släppa momentet en stund och ladda under åtdragningen. Om Spärrningstiden överskrids, så markeras åtdragningens resultat som NOK med skälet "Åtdragnings-timeout". |
Slutcykeltid | Numeriskt värde i ms för att ange slutcykeltiden. Tillämpas när momentet faller under nergängning klar |
Momentkorrigeringskoefficient | Parametern används för att korrigera momentavläsningen vid användning av en förlängning eller momentmultiplikator på nyckeln. Standardvärdet är 1. |
Vinkelkorrigering | Parametern används för att korrigera vinkelavläsningen vid användning av en förlängning eller momentmultiplikator på nyckeln. Standardvärdet är 0. |
Målvinkel | Definierar målvinkeln för åtdragningssteget. |
Avkänning av upprepad åtdragning | På eller Av. Detektering av omdragning kan användas för att avgöra när en åtdragning är en omdragning baserat på vinkelgränsinställningen. Vinkelgräns för omdragning är aktiverat om Omdragningsriktning är satt till På. |
Linjär lutningskoefficient | Den linjära lutningskoefficienten kännetecknar förbandets styvhet i den linjära delen av kurvan, som moment-/vinkellutning i måttenheten Nm/grad. |
Kompensera värde | Välj mellan Medelmoment och Toppmoment. Kompensationsvärdet anger hur PVT ska beräknas. Medelmoment – PVT baseras på ett medelvärde beräknat med hjälp av följande:
Toppmoment – PVT baseras på toppvärde som uppmäts innan tättslutning detekteras. |
Fördröj övervakning | PVT-beräkningen börjar inte förrän detta fönster har passerat, och börjar vid åtdragningsstart. |
PVT-intervall | Anger hur många grader PVT-fönstret ska beräknas för, med början från PVT-distanspunkten. |
PVT-distans | Anger hur många grader före tättslutning systemet ska starta PVT-fönstret. |
Aktuellt moment min | Aktuellt moment – minimigräns. |
Aktuellt moment max | Aktuellt moment – maximigräns |
Mikrovideo
WQ – Nyckelkvalitet
Verktyg |
|---|
ST-skiftnyckel |
Strategi som används för kvalitetstestning av åtdragningen som gjorts med ST-nyckeln.
Parameter | Beskrivning |
|---|---|
Styrstrategi | Strategin Nyckelkvalitet kan konfigureras med följande styrstrategier.
|
Baserat på den valda styrstrategin kommer en kombination av vissa av parametrarna som listas nedan att visas.
Parametrar | Beskrivning |
|---|---|
Spärrningstid | Numeriskt värde för spärrningstid, som är 5000 ms som standard. Det gör att användaren kan släppa momentet en stund och ladda under åtdragningen. Om Spärrningstiden överskrids, så markeras åtdragningens resultat som NOK med skälet "Åtdragnings-timeout". |
Momentkorrigeringskoefficient | Parametern används för att korrigera momentavläsningen vid användning av en förlängning eller momentmultiplikator på nyckeln. Standardvärdet är 1. |
Vinkelkorrigering | Parametern används för att korrigera vinkelavläsningen vid användning av en förlängning eller momentmultiplikator på nyckeln. Standardvärdet är 0. |
Målvinkel | Definierar målvinkeln för åtdragningssteget. |
Avkänning av upprepad åtdragning | På eller Av. Detektering av omdragning kan användas för att avgöra när en åtdragning är en omdragning baserat på vinkelgränsinställningen. Vinkelgräns för omdragning är aktiverat om Omdragningsriktning är satt till På. |
Linjär lutningskoefficient | Den linjära lutningskoefficienten kännetecknar förbandets styvhet i den linjära delen av kurvan, som moment-/vinkellutning i måttenheten Nm/grad. |
Y – Dra åt till sträckgräns
Verktyg |
|---|
ES STR SL ST SR QST IXB |
I denna strategi kör verktyget med angivet varvtal framåt tills sträckgränsen nås. Sträckgränsen registreras genom att övervaka momentets gradient från den punkt där momentet överstiger Aktiveringsmomentet som beräknas utifrån vridmoment och vinkelavstånd. Parametern för vinkelavstånd ställs in enligt angiven hårdhet i förbandet.
Ställ in Gradient för vinkelfönster (för hårt förband, för mjukt förband eller manuell inställning av Vinkelfönster). Om man väljer Manuell måste Vinkelfönster ställas in. Ett förband anses hårt om skruven dras åt till dess fulla vridmoment och det roterar 30 grader eller mindre efter det har dragits till tättslutning. Ett mjukt förband roterar 720 grader eller mer efter att den har dragits till tättslutning. Hårdhetsparametern definierar vinkelfönstret för gradientberäkning. Ju hårdare förband – desto mindre vinkelfönster.
Parameter | Beskrivning |
|---|---|
Gradientvinkelfönster | Anger vinkelfönster:
|
Vinkelfönster | Tillgängligt när gradientvinkelfönstret är inställt på Manuellt. Måste vara > 0 och <= 100. |
Utlösningsmoment | Vinkelmätningen startar vid detta utlösningsvärde. Måste vara >= 0 och < Verktygets maxmoment. |
Dämpning | Frekvensen vid vilken gradienten beräknas. Måste vara > 0 och < 100 och < Vinkelfönster. |
Sträckgränspunkt, procent | Måste vara >= 20 % |
Varvtal | Standard: 60 rpm. Måste vara > 0. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Momentfiltertyp | Typ av filter:
|
Gränsfrekvens | Måste specificeras när Momentfiltertypen är satt till Lågpass:
|
Antal prov | Måste specificeras när Momentfiltertypen är satt till Glidande medelvärde:
|
Broms (Gäller endast för Power Focus 6000 Synkroniserad åtdragning, Power Focus 8 Synkroniserad åtdragning och Flex). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
Peka och klicka på bilden för att se mer information:
A | Högsta lutning |
B | Sträckgräns |
C | Frånslagspunkt |
D | Vinkelavstånd |
E | Momentutlösare |
YM2 – Dra åt till sträckgräns: Metod 2
Verktyg |
|---|
QST |
I det här steget körs verktyget med specificerad hastighet i framåtriktningen tills sträckgränspunkten avkänns.
Sökningen efter sträckgränspunkten startar när momentet har nått Tt. Genomsnittet för momentet över Af grader beräknas. Denna procedur upprepas N rs gånger.
En referenslutning beräknas med linjär regression över de N rs punkterna. Därefter beräknas nya genomsnittsvärden kontinuerligt över A f grader.
Den verkliga lutningen beräknas med linjär regression över senaste N s genomsnittspunkter. Sträckgränspunkten uppnås när lutningen är mindre än Py % av referenslutningen.
Parameter | Beskrivning |
|---|---|
Målmoment | Måste vara > 0. |
Filtervinkel | Standard: 1. Måste vara > 0. |
Antal prov | Standard: 6. Måste vara >=4. |
Antal prov, referens | Standard: 6. Måste vara >=4. |
Sträckgränspunkt, procent | Standard: 90 %. Måste vara >20 %. |
Varvtal | Standard: 60 rpm. Måste vara > 0. |
Typ av varvtalsramp | Hård, mjuk, eller manuell. Standard: Hård. Om du väljer Manuell, så öppnas fältet Hastighetsramp. |
Hastighetsramp | Om hastighetsramptypen är Manuell, så öppnas detta fält. Standard: 500 rpm/s. |
Broms (Gäller endast för Power Focus 6000 Synkroniserad åtdragning, Power Focus 8 Synkroniserad åtdragning och Flex). | Om På stoppas verktyget när målvärdet har nåtts. Om Av går programmet direkt till nästa steg utan att verktyget stoppas. |
Peka och klicka på bilden för att se mer information:
A | Momentutlösare |
B | Antal prov, ref |
C | Verklig lutning |
D | Antal prov |
E | Referenslutning |
F | Filtervinkel |
ZP - Lossa till nolläge (Zero Position)
Verktyg |
|---|
ES STR SL ST SR QST |
Steget kör verktyget med hastigheten (N) i bakåtgående riktning tills nolläget nås. Om den totala vinkeln för att rotera till nolläget är mindre än minimivinken (Am) i grader fortsätter rotationen ytterligare ett varv, 360 grader.
Nolläget är en specifik position som sparas med antingen steget ”Ange nolläge” eller signalen ”Ange nolläge”. Positionen repeteras en gång per 360 grader.
Parametrar
Parameter | Beskrivning |
|---|---|
Minimivinkel | Minimivinkel (Am) [°] |
Varvtal | Rotationsvarvtal (N) [varv/min]. Standardvärde 60 varv/min. |
ZP - Dra åt till nolläge (Zero Position)
Verktyg |
|---|
ES STR SL ST SR QST |
Steget kör verktyget med hastigheten (N) i framåtgående riktning tills nolläget nås. Om den totala vinkeln för att rotera till nolläget är mindre än minimivinken (Am) i grader fortsätter rotationen ytterligare ett varv, 360 grader.
Nolläget är en specifik position som sparas med antingen steget ”Ange nolläge” eller signalen ”Ange nolläge”. Positionen repeteras en gång per 360 grader.
Parametrar
Parameter | Beskrivning |
|---|---|
Minimivinkel | Minimivinkel (Am) [°] |
Varvtal | Rotationsvarvtal (N) [varv/min]. Standardvärde 60 varv/min |
Stegmonitorer
Vilka åtdragningssteg, övervakningar och restriktioner begränsningar som finns tillgängliga beror på vilken licens som är installerad på styrenheten.
Stegövervakningsfunktioner används för att verifiera att åtdragningen följde specifikationen, exempelvis vinkelbegränsningar eller moment. Varje steg har obligatoriska stegövervakningar och valfria stegövervakningar. Obligatoriska övervakningar inkluderas när ett nytt steg dras till flerstegsprogrammet. De valfria skärmar är flexibla och kan placeras enligt behov i flerstegsprogrammet. Varje steg kan ha upp till fyra egna sorters övervakning.
Följande monitorer läggs automatiskt till varje steg som läggs till flerstegs åtdragningsprogrammet.
Stegövervakning | Gällande steg |
|---|---|
Vinkel | Alla |
Toppmoment | Alla |
Power Focus 6000/Power Focus 8 | Power Focus 6000 synkroniserad åtdragning/Power Focus 8 Synkroniserad åtdragning | Flex | IxB |
|---|---|---|---|
ST | ST | QST | IxB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IxB | |||
Power Focus Connect |
A – Vinkel
Verktyg |
|---|
ES STR SL ST SR QST STB IxB MWR-TA |
Denna stegövervakningsfunktion mäter maximal vinkel som uppnås under övervakningen och kontrollerar att den ligger mellan Övre gräns och Undre gräns.
Vinkelmätningen startar i vid övervakningens början eller om så anges vid den punkt där momentet passerar Utlösningsmoment för första gången under övervakningen.
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Stoppvillkor | Anger var vinkelmätningen avslutas:
| Stäng av |
Utlösningsmoment | Vinkelmätningen startar vid detta utlösningsvärde. Minimigräns: måste vara >= 0 Maxgräns: måste vara <Verktygets maxmoment | Ej inställt |
Låg gräns | Lägsta acceptabla vinkel. Minimigräns: måste vara >= 0 Maxgräns: måste vara < 9 999 999 och < Hög gräns | Ej inställt |
Hög gräns | Högsta acceptabla vinkel. Minimigräns: Måste vara > 0 och > nedre gräns. Maxgräns: måste vara <9 999 999 | Ej inställt |
Resultatvärden
Uppmätt vinkel: den vinkel som uppmätts av övervakningssystemet.
Peka och klicka på bilden för att se mer information:
A | Frånslagspunkt | D | Vinkel hög gräns |
B | Momentutlösare | E | Uppmätt vinkel |
C | Vinkel låg gräns | F | Steg |
Peka och klicka på bilden för att se mer information:
A | Toppmoment | E | Vinkel hög gräns |
B | Frånslagspunkt | F | Uppmätt vinkel |
C | Momentutlösare | G | Steg |
D | Vinkel låg gräns |
Peka och klicka på bilden för att se mer information:
A | Frånslagspunkt | D | Vinkel hög gräns |
B | Momentutlösare | E | Uppmätt vinkel |
C | Vinkel låg gräns | F | Steg |
Peka och klicka på bilden för att se mer information:
A | Frånslagspunkt | D | Uppmätt vinkel |
B | Vinkel låg gräns | E | Steg n-1 |
C | Vinkel hög gräns | F | Steg n |
C – Ström (Current)
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
Den här övervakningsfunktionen mäter den verkliga strömstyrkan vid valfri punkt efter att momentet har passerat förbi utlösningsmomentet. Resultatet blir det första toppvärdet eller låga värdet som triggade ett NOK-resultat. Vid OK kommer resultatet att vara det senast uppmätta värdet på strömstyrka. Om momentutlösningsvärdet aldrig nås under övervakningen avslutas övervakningen med NOK-status utan uppmätt värde.
Parameter | Beskrivning |
|---|---|
Momentutlösare | Måste vara >= 0 och < Verktygets maxmoment. |
Låg gräns | Lägsta acceptabla ström. |
Hög gräns | Högsta acceptabla ström. |
Cl - Klicka
Verktyg |
|---|
MWR-T MWR-TA |
Denna stegövervakningsfunktion är inte tillgänglig för IxB-verktyg.
Övervakning för att möjliggöra klickmoment och klickvinkelresultat. Denna övervakning har inga inställningar och kan bara användas med MWR-steget.
DT – Deltamoment
Verktyg |
|---|
ES STR SL ST SR QST IXB |
Denna stegövervakning mäter skillnaden mellan toppmomentet och det låga punktmomentet (dvs. det lägsta uppmätta momentet) och kontrollerar att det ligger mellan gränsvärdena.
Parameter | Beskrivning |
|---|---|
Hög gräns | Högsta acceptabla åtdragningsmoment. |
Låg gräns | Lägsta acceptabla åtdragningsmoment. |
LD – Lossningsdetektering
Verktyg |
|---|
ST-skiftnyckel |
Denna stegövervakningsfunktion är endast tillgänglig för STWrench-verktyg
Övervakningsfunktionen kan användas för att kontrollera moment och riktning och upptäcka försök att utföra en lossning med hjälp av stegstrategin Wrench Production för STwrench. Om det anbringade momentet är över det värde som satts som Lossningsgräns i riktningen motsatt den konfigurerade gängriktningen för programmet, så ska resultatet rapporteras som NOK.
LST – Lågt punktmoment
Verktyg |
|---|
ES STR SL ST SR QST IXB |
Denna stegövervakning mäter det lägsta momentet och kontrollerar att det ligger mellan gränsvärdena.
Parameter | Beskrivning |
|---|---|
Hög gräns | Högsta acceptabla åtdragningsmoment. |
Låg gräns | Lägsta acceptabla åtdragningsmoment. |
Typ | Anger startförhållandet:
|
Startvinkel | Tillgängligt när Typ är satt till Vinkelutlösare. |
MT – Medelmoment
Verktyg |
|---|
ES STR SL ST SR QST IXB |
Denna monitor mäter medelmomentet under övervakningen och kontrollerar att det beräknade värdet är inom gränserna.
Parameter | Beskrivning |
|---|---|
Typ | Anger startförhållandet:
|
Momentutlösare | Tillgängligt när Typ är satt till Utlösningsmoment, Vinkelutlösare eller Vinkelfönster. Måste vara >= 0 och < Verktygets maxmoment. |
Vinkelutlösare | Tillgängligt när Typ är satt till Vinkelutlösare eller Vinkelfönster. Måste vara > 0. |
Vinkelfönster | Tillgängligt när Typ är satt till Vinkelfönster. Måste vara > 0.
|
Tidsintervall | Tillgängligt när Typ är satt till Tidsintervall. Måste vara > 0. |
Låg gräns | Lägsta acceptabla åtdragningsmoment. |
Hög gräns | Högsta acceptabla åtdragningsmoment. |
PC - Pulsräkning
Verktyg |
|---|
STR |
Denna stegövervakning är inte tillgänglig för följande verktyg:
ETV-STR61-100-13
ETV-STR61-70-13
ETV-STR61-50-10
Innan du använder stegövervakningen Pulsräkning måste licensen för lågreaktionsstrategier ha installerats på styrenheten.
Här mäts antalet pulser varpå systemet bekräftar om värdet ligger mellan gränsen för pulsräkning låg och gränsen för pulsräkning hög.
Om momentutlösningsnivån har ställts in startar kontrollen så snart som det uppmätta åtdragningsmomentet överstiger inställt gränsvärde.
Om du kör ett åtdragningssteg med stegövervakningen Pulsräkning ska du använda rätt PulseDrive-hylsa/adapter.
Om åtdragningsstegen körs utan PulseDrive-hylsa/adapter blir alla åtdragningar NOK. Stegfelet ”PulseDrive-hylsa/adapter ej avkänd” visas om ingen PulseDrive-hylsa/adapter hittas.
Parameter | Beskrivning |
|---|---|
Pulsräkning Hög gräns - n+ | Pulsräkningens gränsvärden används för att fastställa om uppmätt antal pulser är OK eller NOK.
Pulsräkning Hög gräns måste vara ett värde mellan 1 och 9999999. Det måste vara större än eller lika med pulsräkning låg gräns. |
Pulsräkning Låg gräns - n- | Pulsräkningens gränsvärden används för att fastställa om uppmätt antal pulser är OK eller NOK.
Pulsräkning gräns måste vara ett värde mellan 1 och 9999999. Det måste vara mindre än eller lika med pulsräkning hög gräns. |
Momentutlösare - Tt | Momentutlösare måste vara ett värde mellan 0 och verktygets maxmoment. |
PrT - Prevailing Torque (låsmoment)
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
Skärmen beräknar det gällande låsmomentvärdet under Fönsterlängd och kontrollerar att det ligger mellan momentgränsvärdena. Vinkelfönstret börjar vid vinkelgraderna som ställs in i Startvinkel i bakåtriktning från avstängningspunkten. Detta spänner sedan över vinkelgraderna som ställs in i vinkelfönstret längd i bakåtriktning. Om Startvinkel lämnas tomt börjar vinkelfönstret vid avstängningspunkten. Den beräknade låsmomentet är det genomsnittliga momentet eller toppmomentet (beroende på parametervärdet som användaren har ställt in) under Fönsterlängd. Det beräknade värdet sparas som resultatdata Uppmätt låsmoment. Om Momentkompensering är På kommer uppmätt låsmoment att subtraheras från alla momentresultat i efterföljande steg. Eventuella tidigare beräknade kompensationsvärden för låsmoment kommer inte längre att subtraheras från momentresultaten. Om Momentkompensation är inställd på Av kommer ingen subtraktion att göras i efterföljande steg.
Om stegets totala vinkel är mindre än Startvinkeln plus Vinkelfönsterlängden, så rapporterar monitorn NOK.
Låsmoment kan mätas som ett genomsnitt av uppmätta värden, eller ett toppmoment. Du kan välja mellan de två lägena genom att sätta parametern Använd värde på antingen Medelmoment (för genomsnittsvärden), eller Toppmoment (”peak”, för toppvärden).
Parameter | Beskrivning |
|---|---|
Momentkompensation | På eller av. |
Startvinkel | Måste vara > 0 |
Fönsterlängd | Måste vara >= 0 |
Låg gräns | Måste vara > 0 |
Hög gräns | Måste vara >= 0 |
Använd värde | Medelmoment (för medelvärden), eller Toppmoment (för toppvärde). |
PT – Toppmoment
Verktyg |
|---|
ES STR SL ST SR QST STB IXB MWR-TA MWR-T |
Vid det här steget mäter systemet maximalt moment som har uppnåtts under övervakningen, inklusive eventuella överskjutningar. Systemet kontrollerar även att värdena ligger mellan Övre gräns och Undre gräns.
Parameter | Beskrivning |
|---|---|
Låg gräns | Lägsta acceptabla åtdragningsmoment. |
Hög gräns | Högsta acceptabla åtdragningsmoment. |
PTCA – Eftergängsnittsvinkel
Verktyg |
|---|
ES STR SL ST SR QST STB IxB |
Denna stegövervakningsfunktion mäter maximal vinkel som uppnås under övervakningen och kontrollerar att den ligger mellan Övre gräns och Undre gräns.
Trigger Torque-nivån ignoreras tills slutet av Gängsnittsvinkelfönster har uppnåtts. Efter det, startar mätning av vinkeln så fort uppmätt vridmoment är högre än Trigger Torque.
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Stoppvillkor | Anger var vinkelmätningen avslutas:
| Stäng av |
Utlösningsmoment | Vinkelmätningen startar vid detta utlösningsvärde. Minimigräns: måste vara >= 0 Maxgräns: måste vara <Verktygets maxmoment | 0 |
Låg gräns | Lägsta acceptabla vinkel. Minimigräns: måste vara >= 0 Maxgräns: måste vara <9 999 999 och <Hög gräns | Ej inställt |
Hög gräns | Högsta acceptabla vinkel. Minimigräns: Måste vara > 0 och > nedre gräns. Maxgräns: måste vara <9 999 999 | Ej inställt |
Gängsnitt utlösningsmoment | Minimigräns: måste vara >= 0 Maxgräns: måste vara <Verktygets maxmoment | Ej inställt |
Gängskärning vinkelfönster | Minimigräns: måste vara >= 0 Maxgräns: måste vara <9 999 999 | 0 |
Resultatvärden
Uppmätt vinkel: den vinkel som uppmätts av övervakningssystemet.
Peka och klicka på bilden för att se mer information:
A | Frånslagspunkt | E | Vinkel låg gräns |
B | Momentutlösare | F | Vinkel hög gräns |
C | Momentutlösare gängskärning | G | Uppmätt vinkel |
D | Gängskärning vinkelfönster |
PTCPT – Eftergängsnitt toppmoment
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
Mäter det maximala vridmomentet som uppnåtts under övervakningen, inklusive eventuella överskridanden och kontrollerar att det ligger mellan momentgränserna. Alla momentvärden ignoreras tills slutet av Gängsnittsvinkelfönster (Thread cut angle window) har nåtts.
Parameter | Beskrivning |
|---|---|
Gängsnitt utlösningsmoment | Måste vara >= 0 |
Gängskärning, vinkelfönster | Måste vara > 0 |
Låg gräns | Måste vara >= 0 |
Hög gräns | Måste vara > 0 Måste vara > Undre gräns |
PVTH – Eftervy moment högt (Post view torque high)
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
Här kontrollerar systemet att alla momentvärden i Vinkelfönsterlängd ligger under den Övre gränsen.
Vinkelfönstret börjar vid vinkelgraderna som ställs in i Startvinkel i bakåtriktning från avstängningspunkten. Detta spänner sedan över vinkelgraderna som ställs in i vinkelfönstret längd i bakåtriktning. Om Startvinkel lämnas tomt börjar Vinkelfönstret vid avstängningspunkten. De vridmomentvärden som används i monitorn är baserade på medelmomentvärdet, beräknat över antal prov. Om stegets totala vinkel är mindre än Startvinkel plus Vinkelfönsterlängd, rapporterar monitorn NOK.
Parameter | Beskrivning |
|---|---|
Startvinkel | Måste vara >= 0 |
Fönsterlängd | Måste vara > 0 |
Antal prov | Lägsta värde = 1 |
Hög gräns | Högsta acceptabla åtdragningsmoment. |
PVTL – Eftervy moment lågt (Post view torque low)
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
Samma som Post View Torque High (eftervy moment hög), men monitorn kontrollerar att alla momentvärden i Vinkelfönsterlängd ligger över den Nedre gräsen i stället.
Parameter | Beskrivning |
|---|---|
Startvinkel | Måste vara >= 0 |
Fönsterlängd | Måste vara > 0 |
Antal prov | Lägsta värde = 1 |
Låg gräns | Lägsta acceptabla åtdragningsmoment. |
SOC – Frånslagsström (Shut Off Current)
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
Avstängningspunkten är punkten där steget når sitt målvärde. Strömmen mäts vid avstängningspunkten och systemet kontrollerar att värdet är mellan Övre gräns och Undre gräns.
Parameter | Beskrivning |
|---|---|
Låg gräns | Lägsta acceptabla ström. |
Hög gräns | Högsta acceptabla ström. |
SOT – Frånslagsmoment (Shut Off Torque)
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
Avstängningspunkten är punkten där steget når sitt målvärde. Momentet mäts vid avstängningspunkten och systemet kontrollerar att värdet är mellan Övre gräns och Undre gräns.
Parameter | Beskrivning |
|---|---|
Låg gräns | Lägsta acceptabla åtdragningsmoment. |
Hög gräns | Högsta acceptabla åtdragningsmoment. |
SSD - Stick Slip Detection
Verktyg |
|---|
ES STR SL ST SR QST IXB |
Denna stegövervakningsfunktion upptäcker och anmäler ”stick slip”-effekter (spärrfel) under ett steg. Detektionen görs genom att räkna antalet gånger vridmomentet faller under Utlösningsnivå (Trigger Level). Om maximalt antal är större än Maximalt antal oscillationer (Maximum Number of Oscillations) rapporteras spärrfelet. Monitorn fungerar i två olika lägen, Dynamisk eller Fast. Skillnaden mellan de olika lägena är hur Utlösningsnivån beräknas.
Dynamiskt moment: Utlösningsnivån beräknas dynamiskt som Procent av toppmoment av aktuell max vridmoment som har uppnåtts hittills under monitorn. Övervakningen startas så snart moment passerar utlösande moment.
Fixerat moment: Triggernivå är fasta utlösande momentet som anges av användaren. I detta läge är inte procentsatsen nödvändig.
Om vridmomentet aldrig når Trigger Torque (utlösande momentet) startar inte övervakningen, så kommer detta att resultera i status NOK.
Parameter | Beskrivning |
|---|---|
Typ | Anger vilken typ av Stick Slip-avkänning som kan göras vid övervakning av Stick Slip-avkänning. Standard: Dynamiskt moment. |
Toppmomentprocent | Standard: 80 %, Måste vara >=10 och <100. |
Utlösningsmoment | Standard: 5, Måste vara >= 0 och <Verktyg max moment. |
Maximalt antal oscillationer | Standard: 5, Måste vara >= 3 och <20. |
TAW - Lågt moment i vinkelfönster
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
Här kontrollerar systemet att alla momentvärden i vinkelfönstret är inom tillåtna momentgränsvärden.
Parameter | Beskrivning |
|---|---|
Utlösningsmoment | Måste vara >= 0 |
Startvinkel | Måste vara > 0 |
Fönsterlängd | Måste vara <= 0 |
Låg gräns | Måste vara >= 0 |
Hög gräns | Måste vara > 0 Måste vara > Undre gräns |
NOK om fönstret passeras | OM den sätts till Ja, så blir statusen för denna monitor NOK om slutet av vinkelfönstret inte nås. |
TC – Momentkalibrering
Verktyg |
|---|
QST |
Denna stegövervakning är inte tillgänglig för verktyg med flera givare.
Övervakningsfunktionen Momentkalibrering kontrollerar om det uppnådda maxmomentet ligger inom momentgränsvärdena.
Parameter | Beskrivning |
|---|---|
Typ av givare | Moment eller Moment 2 Ställ in på Moment 2 för verktygets främre givare. |
Låg gräns | Måste vara >= 0 |
Hög gräns | Måste vara > 0 Måste vara > Undre gräns |
TG – Momentgradient
Verktyg |
|---|
ES STR SL ST SR QST IXB |
Övervakningsfunktionen kontrollerar att gradienten är inom gränsen.
Parameter | Beskrivning |
|---|---|
Gradientvinkelfönster | Anger vinkelfönster:
|
Vinkelfönster | Tillgängligt när gradientvinkelfönstret är inställt på Manuellt. Måste vara > 0 och <= 100. |
Slutpunktskontroll | Om den sätts till Ja, så kontrolleras endast att den gradient som uppmäts vid stegets avstängningspunkt är inom gränserna. |
Utlösningsmoment | Vinkelmätningen startar vid detta utlösningsvärde. Måste vara > 0 och < Verktygets maxmoment. |
Dämpning | Frekvensen vid vilken gradienten beräknas. Måste vara > 0 och < 100 och < Vinkelfönster. |
Låg gräns | Lägsta acceptabla momentgradient. Måste vara >= -100. |
Hög gräns | Högsta acceptabla momentgradient. Måste vara > -100 och > nedre gräns. |
Momentfiltertyp | Typ av filter:
|
Gränsfrekvens | Måste specificeras när Momentfiltertypen är satt till Lågpass:
|
Antal prov | Måste specificeras när Momentfiltertypen är satt till Glidande medelvärde:
|
Vinkelförskjutning | Tillgänglig när Slutpunktskontroll är satt till Nej. Specificerar hur många grader efter att utlösningsmomentets passeras för första gången som beräkningen av gradienten startar. |
Ti – Tid
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
Mäter den förflutna tiden under monitorn och kontrollerar att det ligger mellan tidsgränserna. Tidmätningen börjar vid monitorns start och, om utlösningsmomentet är angivet, vid den punkt där vridmomentet överför Trigger Torque för första gången under övervakningen.
Parameter | Beskrivning |
|---|---|
Utlösningsmoment | Måste vara >= 0 och < Verktygets maxmoment. |
Låg gräns | Måste vara >= 0 |
Hög gräns | Måste vara > 0 Måste vara > Undre gräns |
TRD – Momenthastighet och avvikelse (Torque Rate and Deviation)
Verktyg |
|---|
ES STR SL ST SR QST IXB |
Denna stegövervakningsfunktion mäter och kontrollerar förhållandet mellan moment och vinkel. Den beräknade momenthastigheten är markerat om det är inom momenthastighetsbegränsningarna definierade av High Limit (övre gräns) och Low Limit (nedre gräns).
Parameter | Beskrivning |
|---|---|
Utlösningsmoment | Moment vid vinkelstartpunkt. |
Startpunktsvinkel | När startpunktvinkeln har mätts upp från utlösningsmomentet påbörjas mätningen av åtdragningsmomentet. |
Slutpunktsvinkel | Vinkelpunkt där mätning av vridmoment stoppas. |
Slutpunktsmoment | Moment där mätning av vridmoment är stoppad. |
Låg gräns | Lägsta acceptabla åtdragningsmoment. |
Hög gräns | Högsta acceptabla åtdragningsmoment. |
Gräns | Måste vara > 0 |
YA – Vinkel från sträckgräns (Angle from Yield)
Verktyg |
|---|
ES STR SL ST SR QST IXB |
Den här övervakningsfunktionen mäter toppvinkeln från sträckgränspunkten och kontrollerar att toppvinkeln är inom tillåtna gränsvärden.
Parameter | Beskrivning |
|---|---|
Gradientvinkelfönster | Anger vinkelfönster:
|
Vinkelfönster | Tillgängligt när gradientvinkelfönstret är inställt på Manuellt. Måste vara > 0 och <= 100. |
Sträckgränspunkt, procent | Måste vara >= 20 % |
Utlösningsmoment | Vinkelmätningen startar vid detta utlösningsvärde. Måste vara > 0 och < Verktygets maxmoment. |
Dämpning | Frekvensen vid vilken gradienten beräknas. Måste vara > 0 och < 100 och < Vinkelfönster. |
Låg gräns | Lägsta acceptabla vinkel. Måste vara >= 0 |
Hög gräns | Högsta acceptabla vinkel. Måste vara > 0 |
Momentfiltertyp | Typ av filter:
|
Gränsfrekvens | Måste specificeras när Momentfiltertypen är satt till Lågpass:
|
Antal prov | Måste specificeras när Momentfiltertypen är satt till Glidande medelvärde:
|
Stegbegränsningar
Vilka åtdragningssteg, övervakningar och restriktioner begränsningar som finns tillgängliga beror på vilken licens som är installerad på styrenheten.
För att säkerställa att åtdragningen stannar om något oväntat händer går det att lägga till begränsningar i flerstegsprogrammet för åtdragning. Dessa begränsningar kan till exempel testa att ett maximalt vridmoment inte uppnås, eller att en del av flerstegsåtdragningen inte tar för lång tid att köra. Varje steg har en egen uppsättning obligatoriska stegbegränsningar och valfria stegbegränsningar. Obligatoriska begränsningar inkluderas när ett nytt steg dras till flerstegsprogrammet. Alla faser kan ha upp till fyra Restriktioner vardera.
För synkroniserad åtdragning i Power Focus 6000 och Power Focus 8 är det möjligt att använda synkroniseringspunkter i åtdragningsprogrammet. När något begränsningsvillkor uppfylls kommer verktyget att stoppas omedelbart och programmet hoppar till nästa synkroniseringspunkt (gäller vid användning av synkroniserad åtdragning i Power Focus 6000, Power Focus 8, och Flex), eller till programmets slut. I styrenheter utan synkroniserad åtdragning stoppas verktyget omedelbart och programmet hoppar till programmets slut.
Endast för Flex:
För varje begränsning väljer du Reparerbar = Ja för att tillåta nya försök när åtdragningen stoppas.
Följande begränsningar läggs automatiskt till varje steg som läggs till flerstegs åtdragningsprogrammet.
Stegbegränsning | Gällande steg |
|---|---|
Maximal tid | Alla utom Externa resultat och MWR |
Maxmoment |
|
Maximal vinkel |
|
Power Focus 6000/Power Focus 8 | Power Focus 6000 synkroniserad åtdragning/Power Focus 8 Synkroniserad åtdragning | Flex | IxB |
|---|---|---|---|
ST | ST | QST | IxB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IxB | |||
Power Focus Connect |
A – Maximal vinkel
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
Restriktionen mäter vinkeln. Om den uppmätta vinkeln når maxgränsen stoppas verktyget omedelbart. Vinkeln mäts från början av begränsningen eller, om specificerat, från den punkt där momentet passerar Utlösningsmoment för första gången under begränsningen.
Parameter | Beskrivning |
|---|---|
Utlösningsmoment | Vinkeln mäts från detta moment om så anges. |
Maxgräns | När denna gräns har uppnåtts stannar verktyget omedelbart. |
C – Ström (Current)
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
Den här stegbegränsningen stöds inte för Power Focus XC.
Begränsningen kontrollerar den faktiska strömstyrkan när momentet överskrider utlösningsmomentet. Om den faktiska strömstyrkan överskrider gränsvärdena kommer verktyget att stoppas omedelbart och åtdragningsprogrammet hoppar till nästa synkroniseringspunkt eller programmets slut. Resultatet blir det första toppvärdet eller låga värdet som triggade ett NOK-resultat. Vid OK kommer resultatet att vara det senast uppmätta värdet på strömstyrka. Om momentutlösningsvärdet aldrig nås under begränsningen avslutas funktionen med status OK.
Parameter | Beskrivning |
|---|---|
Momentutlösare | Måste vara >= 0 och < Verktygets maxmoment. |
Låg gräns | Lägsta acceptabla ström. |
Hög gräns | Högsta acceptabla ström. |
CTh – Korsgängning (Cross Thread)
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
Den här begränsningen kontrollerar vinkeln från den punkt där momentet passerar Startmoment (T1) till den punkt där momentet passerar Slutmoment (T2). Om vinkeln uppmätt från Start Torque (startmoment) (T1) är högre än Maximum limit (maximal gräns) (Amax), stoppas verktyget omedelbart.
När momentet passerar Slutmoment (T2) kontrolleras den uppmätta vinkeln mot Minimigränsvärdet (Amin). Om vinkeln är lägre än den här gränsen stoppas verktyget omedelbart.
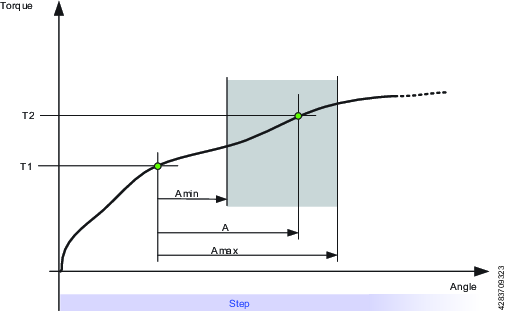
Parameter | Beskrivning | I bild |
|---|---|---|
Startmoment | Måste vara <=0. | T1 |
Slutmoment | Måste vara <=0. | T2 |
Minimigräns | Undre vinkelgränsvärde. | Amin |
Maxgräns | Övre vinkelgräns. | Amax |
PCH - Pulsräkning hög
Verktyg |
|---|
STR IXB |
Denna begränsning är inte tillgänglig för följande verktyg:
ETV-STR61-100-13
ETV-STR61-70-13
ETV-STR61-50-10
ITB-P
Innan du använder begränsningen Pulsräkning måste licensen för lågreaktionsstrategier ha installerats på styrenheten.
Den här begränsningen styr gränsvärdet för antal pulser, och ser till att de är under det inställda värdet för pulsräkning hög gräns.
Om det uppmätta antalet pulser är högre än pulsräkningens höga gränsvärde stoppas verktyget omedelbart och programmet går vidare till nästa synkroniseringspunkt eller till programmets slut.
Om momentutlösningsnivån har ställts in startar kontrollen så snart som det uppmätta åtdragningsmomentet överstiger inställt gränsvärde.
Om du kör ett åtdragningssteg med Pulsräkning hög ska du använda rätt PulseDrive-hylsa/adapter.
Om åtdragningsstegen körs utan PulseDrive-hylsa/adapter blir alla åtdragningar NOK. Stegfelet ”PulseDrive-hylsa/adapter ej avkänd” visas om ingen PulseDrive-hylsa/adapter hittas.
Parameter | Beskrivning |
|---|---|
Pulsräkning Hög gräns - n+ | Pulsräkning Hög gräns måste vara ett värde mellan 1 och 9999999. |
Momentutlösare - Tt | Momentutlösare måste vara ett värde mellan 0 och verktygets maxmoment. |
Rh – Omdragning (Rehit)
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
Begränsningen kontrollerar momentet. Om det uppmätta åtdragningsmomentet överskrider detektionsmomentet stoppas verktyget omedelbart och programmet hoppar till nästa synkroniseringspunkt (för Power Focus 6000 Synkroniserad åtdragning och Power Focus 8 Synkroniserad åtdragning), eller till programmets slut.
Det går endast att lägga till omdragningsbegränsning till det första steget i flerstegsåtdragningsprogrammet. När en omdragningsbegränsning har lagts till i det första steget ska det inte vara möjligt att flytta steget till någon annan position inom åtdragningsprogrammet. Omdragningsbegränsningen måste raderas från det första steget för att kunna flytta det till en annan position i åtdragningsprogrammet.
Parameter | Beskrivning |
|---|---|
Detektionsmoment | Om det uppmätta åtdragningsmomentet överskrider detektionsmomentet stoppas verktyget omedelbart och programmet hoppar till nästa synkroniseringspunkt (för Power Focus 6000 Synkroniserad åtdragning och Power Focus 8 Synkroniserad åtdragning), eller till programmets slut. Måste vara större än noll. |
Vinkelfönster | Målvinkeln mäts från stegets start. Om inget vinkelfönster har angivits är begränsningen aktiv under hela steget. |
RT – Upphäver moment
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
Begränsningen kontrollerar momentet. Om det uppmätta momentet faller under detektionsmomentet stoppas verktyget omedelbart och programmet hoppar till nästa synkroniseringspunkt (för Power Focus 6000 Synkroniserad åtdragning och Power Focus 8 Synkroniserad åtdragning) eller till slutet av programmet.
Processer för momentreglering
Begränsningsvillkoret är det uppmätta momentet. För att begränsningen ska vara aktiv måste momentet först överstiga 110 % av Upphävningsmomentgränsen.Processer för vinkelreglering
Denna begränsning kontrollerar det maxmoment som uppnåtts under begränsningen. För att begränsningen ska vara aktiv måste momentet först överstiga utlösningsmomentet.
Parameter | Beskrivning |
|---|---|
Upphävningsmomentgräns | Standard: 10 Nm. Måste vara > 0. |
Parameter | Beskrivning |
|---|---|
Utlösningsmoment | Måste vara > 0. |
Toppmomentprocent | Standard: 95. Måste vara >= 50. |
Upphävningsmomenttid | Standard: 20. Måste vara >= 5 och <= 500. |
Upphävningsmomentvinkel | Måste vara > 0. |
På kabelverktyg kan du ange upphävningsmoment för vinkel. Denna begränsning styrs av två parametrar: Toppmomentsprocentandel och Upphävningsmomenttid. Procentandelen anger den nedåtriktade avvikelsen från det senaste toppmomentet, och Upphävningsmomenttiden anger tiden (mellan 5 och 500 ms) för denna avvikelse. Endast när båda villkoren (lika med eller lägre än den angivna procentsatsen för den inställda varaktigheten) är uppfyllda, kommer programmet att avbrytas och hoppa till slutet.
T – Max.moment
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
Begränsningen kontrollerar momentet. Om det uppmätta momentet överstiger maxgränsen stoppas verktyget omedelbart.
Parameter | Beskrivning |
|---|---|
Maxgräns | Om momentet når denna angivna gräns, så stoppas verktyget omedelbart. |
TAW - Lågt moment i vinkelfönster
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
Denna begränsning kontrollerar att det uppmätt Angle Window Length ligger mellan Torque limits (momentgränserna). Om det uppmätta momentet ligger utanför gränserna stoppas verktyget omedelbart och programmet hoppar till slutet. Vinkelfönstret längd börjar vid Start Angle (startvinkeln) från den punkt där momentet först passerar Trigger Torque. Om Trigger Torque inte är angiven, börjar Start Angle (startvinkeln) börjar i början av begränsningen.
Om slutet på vinkelfönstret längd inte nås är status på begränsningen NOK.
Parameter | Beskrivning |
|---|---|
Utlösningsmoment | Måste vara >= 0 |
Startvinkel | Måste vara >= 0 |
Fönsterlängd | Måste vara >0 |
Minimigräns | Måste vara >= 0 |
Maxgräns | Måste vara <= Minimigräns |
TCD - Moment kontra strömavvikelse
Verktyg |
|---|
ES STR SL ST SR QST IXB |
Begränsning verifierar att alla aktuella mätningar konverteras till motsvarande moment är mest Maximum deviation (maximal avvikelse) från den verkliga momentet uppmätt med momentomvandlaren. Begränsningen startar när momentet når Trigger Torque (utlösarmomentet) för första gången under steget och är aktivt tills steget når sitt mål.
Om utlösningsmomentet aldrig uppnås, så kommer monitorn att rapportera OK.
Parameter | Beskrivning |
|---|---|
Utlösningsmoment | Måste vara >= 0 |
Maximal avvikelse | Standard: 1, Måste vara > 0 |
TG – Momentgradient
Verktyg |
|---|
ES STR SL ST SR QST IXB |
Denna begränsning kontrollerar gradienten, och om den är utanför gränserna så stoppas verktyget omedelbart och programmet hoppar till slutet av programmet.
Parameter | Beskrivning |
|---|---|
Gradientvinkelfönster | Anger vinkelfönster:
|
Vinkelfönster | Tillgängligt när gradientvinkelfönstret är inställt på Manuellt. Måste vara > 0 och <= 100. |
Utlösningsmoment | Måste vara > 0 och < Verktygets maxmoment. |
Dämpning | Frekvensen vid vilken gradienten beräknas. Måste vara > 0 och < 100 och < Vinkelfönster. |
Minimigräns | Måste vara >= -100. |
Maxgräns | Måste vara > -100 och > nedre gräns. |
Momentfiltertyp | Typ av filter:
|
Gränsfrekvens | Måste specificeras när Momentfiltertypen är satt till Lågpass:
|
Antal prov | Måste specificeras när Momentfiltertypen är satt till Glidande medelvärde:
|
Ti – maximal tid
Verktyg |
|---|
ES STR SL ST SR QST STB IXB |
Restriktionen kontrollerar tiden. När maxgränsen har nåtts verktyget stannar omedelbart.
Parameter | Beskrivning |
|---|---|
Maxgräns | När denna tid har förflutit stannar verktyget omedelbart. |
Resultrapportörer
Resultatrapportörerna gör det möjligt att dra ut specifika värden på valda procedurer från resultatet. Resultatrapportörerna hör till ett steg men måste kopplas till den monitor/begränsning från vilken de läser värdena. Endast monitorer eller begränsningar belägna i samma steg som resultatrapportören kan väljas. En resultatrapportör läggs till ett steg med hjälp av en klicka-och-dra-åtgärd (på samma sätt som monitorer och begränsningar). Varje resulltatrapportör är ansvarig för ett specifikt resultatvärde, till exempel nergängningsvinkel, slutmoment, aktuellt moment.
Det är möjligt att koppla en resultatrapportör till:
programmonitorer
stegmonitorer
stegbegränsningar
Varje resultatrapportör definierar en slutvärdestyp:
Slutvinkel
Slutmoment
Rådande moment
Självgängningsmoment
Ström
Nergängningsvinkel
Antal pulser
Allmänna parametrar
Parameter | Beskrivning |
|---|---|
Producent | Anger vilken monitor/begränsning som producerar värdet. |
Värde | Anger vilket värde från den valda producenten som ska visas. |
Begränsningar:
Det är endast möjligt att lägga till en resultatrapportör på en monitor/begränsning som hör till ett steg i huvudvägen eller en programmonitor/programbegränsning.
Det kan finnas flera rapportörer på ett steg om det är av olika typer.
Det kan finnas en resultatrapportör av, exempelvis typen slutvinkel på varje steg och programmonitorvinkel.
För de monitorer/begränsningar som har mer än ett resultatvärde är det möjligt att lägga till mer än en resultatrapportör om resultatrapportörerna är av olika typer.
Det kan inte finnas flera resulltatrapportör av samma typ på ett steg eller på en programmonitor/-begränsning.
Endast ett resultat rapporteras för varje möjlig slutvärdestyp-
Regler:
Det interna numret för ett resultatelement måste vara detsamma som för motsvarande resultatrapportör.
Det interna numret för ett monitor-/begränsningsresultat måste vara detsamma som det interna numret för monitorn/begränsningen i konfigurationen.
Stegresultatens ordning måste överensstämma med ordningen i vilken de utförs. Det först utförda steget måste vara först.
Möjliga värden som rapporteras av en resultatrapportör, om en sådan finns, i monitor/begränsning/steg:
Monitorernas/begränsningarnas uppmätta värde (som flyttal eller heltal)
Monitorernas/begränsningarnas övre och nedre gränser
Status
Momentutlösare och vinkelutlösare
Vinkelmål och momentmål (läses från steget)
Möjliga statusvärden:
Låg
OK
Hög
Annat
EjSatt
Målvärdena hör inte till någon stegmonitor, så målvärdena tas från det steg till vilket monitorn hör.
Lägga till ett flerstegsprogram
Gå till startvyn och välj fliken Åtdragning. Till vänster väljer du sedan Flerstegsprogram bibliotek.
Välj Plus -ikonen i övre högra hörnet av gränssnittet. Välj sedan typ av program (åtdragning eller lossning).
Dra och släpp åtdragningssteg, övervakningar och begränsningar i åtdragningsområdet.
Stegen kan endast placeras mellan start- och slutpunkter i programmet, medan övervakning och begränsningar endast kan placeras på steg.
Funktion
Beskrivning
Start och slutpunkter

Start och slutpunkter på flerstegsprogram, Alla steg måste placeras mellan dessa två punkter.
Lägga till ett steg

Dra ett steg från listan och släpp det i önskat position mellan start- och slutpunkt.
Flytta ett steg

Klicka på och håll ned ett steg och flytta den till önskad position
Visar steg-egenskaper

Klicka på steget för att visa egenskaper
Stänger steg-egenskaper

Klicka varsomhelst i området för att stänga menyn egenskaper
Ta bort ett steg

Öppna steg-egenskaper och klicka på Delete (Ta bort) längst ned i menyn
Lägga till en begränsning/monitor

Dra en begränsning/monitor från listan och släpp den på lämpligt steg.
Flytta en begränsning/monitor

Klicka på och håll ikonen (markering för monitor, stopptecken för begränsning) och dra och släpp sedan den på lämpligt steg
Visa begränsning-/monitoregenskaper

Klicka på begränsning/monitor-ikonen för att visa menyn egenskaper
Stänga begränsning-/monitoregenskaper

Klicka varsomhelst i området för att stänga menyn egenskaper
Ta bort en begränsning/monitor

Öppna Restriktioner/-egenskaper och klicka på Delete (Ta bort) längst ned i menyn
Stegfel

När en valideringsfel inträffar i ett steg, markeras det steget.. Observera att när stegegenskaper öppnas, kommer parametern som orsakar felet också att vara markerad.
Bildskärms-/Begränsningsfel

När en valideringsfel inträffar i övervakning eller begränsningar, markeras övervakningen eller steget. Observera att när monitor/begränsningsegenskaper öppnas, kommer parametern som orsakar felet också att vara markerad.
Förbjuden placering

När en viss placering (av ett steg, monitor eller begränsning) inte är tillåtna, visas inte platshållarikonen.
Ta bort ett flerstegsprogram
I menyn Tightening (åtdragning)klicka på Multistep program library (flerstegsprogrambibilotek).
I listan, klicka på flerstegsåtdragningsprogram som du vill ta bort.
I själva programmet, längst ned till vänster klickar du på Delete (Ta bort).
Klicka på Yes (Ja) i popup-fönstret för att bekräfta ditt val.
Inställningar för ett multistegprogram
Allmänna inställningar
Parameter | Beskrivning |
|---|---|
Namn | Ett användardefinierat namn för flerstegsprogrammet. |
Gängriktning | Riktning på gängorna, antingen medurs (CW) eller moturs (CCW). |
Lossningsprogram | Anger om ett program finnas tillgängligt. Välj från listan med tillgängliga lossningsprogram i styrenheten. |
Typ | Typ av program, antingen åtdragning eller lossning. |
Programstart | Ger den vridmomentnivå som genererar ett resultat. Om det lämnas tomt skapas resultatet varje gång verktyget startas. annars genereras resultatet endast från inställt vridmoment-nivå. |
Programslut moment | Ger momentvärdet som stoppar en flerstegsåtdragning. |
Programslut timeout | Visar tidsvärdet (i sekunder) som stoppar en flerstegsåtdragning. |
Verklig vinkelkompensation | Slår på eller av Verklig vinkelkompensation (standard är av). |
NOK vid förlorat tryckreglage | NOK vid förlorat tryckreglage styr om det är tillåtet att släppa verktygets startreglage innan måltillståndet har uppnåtts vid sista steget.
|
Tillbehörsinställning
Parameter | Beskrivning |
|---|---|
Använda tillbehör, kalibrering | Välj om tillbehörsjustering ska vara på eller av. |
Utväxling | Utväxlingsförhållandet kan vara mellan 0,5 och 100,0. |
Effektivitetsinställning | Effektivitetsinställningen kan vara mellan 0,5 och 1,0. |
Programbildskärm
Parameter | Beskrivning |
|---|---|
Aktiverat | Slår På eller Av vinkelövervakningen för hela programmet. Om värden för Aktiv i steg och Tryckreglagemoment lämnas tomma startar vinkelövervakningen vid programstart. |
Aktiv i steg | Ställer in ett antal steg för vilka övervakningen gäller:
|
Typ | Typ av vinkelövervakning. Välj mellan:
|
Utlösningsmoment | Anger värdet för utlösningsmoment vid vinkelövervakning. För STB-verktyg aktiveras tryckreglagemomentet endast i åtdragningsriktningen när ett åtdragningsprogram utförs och endast i lossningsriktningen när man utför ett lossningsprogram. |
Låg gräns | Anger vinkelövervakningens undre gräns (för programmet). |
Hög gräns | Anger vinkelövervakningens övre gräns (för programmet). |
Parameter | Beskrivning |
|---|---|
Aktiverat | Slå På eller Av momentövervakningen för hela programmet. Om Aktiv i steg lämnas tomt, så startar momentövervakningen vid programstart. |
Aktiv i steg | Ställer in ett antal steg för vilka övervakningen gäller:
|
Typ | Typ av vinkelövervakning:
|
Låg gräns | Anger momentövervakningens undre gräns (för programmet). |
Hög gräns | Anger momentövervakningens övre gräns (för programmet). |
Parameter | Beskrivning |
|---|---|
Aktiverat | Slå På eller Av tidsövervakningen för hela programmet. Denna övervakning kontrollerar att tiden ligger inom angivna gränsvärden. |
Aktiv i steg | Ställer in ett antal steg för vilka övervakningen gäller:
|
Utlösningsmoment | Anger värdet för utlösningsmoment där denna övervakning ska starta. |
Låg gräns | Anger tidsövervakningens undre gräns (för programmet). |
Hög gräns | Anger tidsövervakningens övre gräns (för programmet). |
Programrestriktioner
Parameter | Beskrivning |
|---|---|
Maximal tidsgräns | Inställt värde i sekunder. Denna begränsning kontrollerar total tid för åtdragning och om den överskrider Övre tidsgräns stoppas verktyget omedelbart. Tiden räknas alltid från programstart. |
Maximal momentgräns | Denna begränsning kontrollerar vridmoment och om uppmätt vridmoment överstiger gränsen för Moment högt stoppas verktyget omedelbart. |
Parameter | Beskrivning |
|---|---|
Aktiverat | Slår På eller Av vinkelbegränsningen för hela programmet. Den här begränsningen kontrollerar att vinkeln ligger inom tillåtna gränsvärden. |
Aktiv i steg | Ställer in ett stegintervall där begränsningen gäller:
|
Utlösningsmoment | Anger värdet för utlösningsmoment där begränsningen ska starta. |
Hög gräns | Anger vinkelbegränsningens övre gräns (för programmet). |
Parameter | Beskrivning |
|---|---|
Aktiverat | Slå På eller Av tidsbegränsningen för hela programmet. Den här begränsningen kontrollerar att tiden ligger inom tillåtna tidsgränser. |
Aktiv i steg | Ställer in ett stegintervall där begränsningen gäller:
|
Utlösningsmoment | Anger värdet för utlösningsmoment där denna begränsning ska starta. |
Hög gräns | Anger tidsbegränsningens övre gräns (för programmet). |
Rapportörer
Detta gör det möjligt för användaren att välja vilka värden (från övervakning/begränsningar) som ska visas som slutvärden. Klicka på Lägg till för att välja en resultatrapportör som ska kopplas till ett programs övervaknings-/begränsningsvärde.
Parameter | Beskrivning |
|---|---|
Rapportör | Välj en resultatrapportör. |
Producent | Välj vilken övervakning/begränsning som producerar värdet. |
Värde | Välj vilket värde från den valda producenten som ska visas. |
Återstående vridmoment korrelationsfaktor
Inställningen gäller endast för åtdragningssteg med låg reaktion. Följande steg stöds:
TensorPulse – Dra åt till moment (TPT)
TensorPulse – Lossa till moment (TPT)
Impulse – Dra åt till moment (IT)
Impuls – Lossa till moment (IT)
Parameter | Beskrivning |
|---|---|
Aktiverat | Välj om korrelationsfaktor för kvarstående moment ska vara På eller Av. |
Korrelationsfaktor för återstående moment | Värdet kan vara mellan 50 och 150. |
Spårningskonfiguration
Spårningskonfiguration kan utföras på programnivå eller för varje steg. Standardkonfigurationen är inställd på programnivå och kan förbigås i varje steg om så behövs.
Aktivering av funktionen möjliggör här konfigurering på programnivå.
Parameter | Beskrivning |
|---|---|
Aktiverat |
|
Provtyp |
|
Provtid | Välj provtid i rullgardinslistan (0,25–1000 ms) |
Provvinkel | Välj provvinkel i rullgardinslistan (0,25–20 grader) |
Validering
Parameter | Beskrivning |
|---|---|
Validera mot verktygsvärden | Använd On (på) om verktyget är känt ange Max Torque (max vridmoment) och Max Speed (max hastighet). Använd Off (Av) om verktyget inte är känt. |
Verktyg | Rullgardinsmeny med verktyg för validering. |
Max moment | Max vridmoment på verktyget att validera mot. |
Max varvtal | Max varvtal på verktyget att validera mot. |
STB-verktyg och multistep
På grund av den trådlösa karaktären hos STB-verktyg kan vissa flerstegsfunktioner och beteenden vara olika. Förutom de allmänna begränsningarna som anges här, har beskrivningar av flerstegsfunktioner ytterligare information om STB-verktyg vid behov.
Programvalidering
Alla åtdragningsprogram kommer att valideras för kompatibilitet med STB-verktyg innan programmet laddas ner till verktyget. Om det valda åtdragningsprogrammet inte är kompatibelt med verktyget kommer detta att låsas. När detta fel uppstår kommer det att utlösa händelse 5030, "Konfigurationskomplexitet överskriden".
För att låsa upp verktyget, minska komplexiteten i åtdragningen, eller välj ett annat åtdragningsprogram helt och hållet.
Stegkonfigureringsfaser
Styrenhetens åtdragningsprogram behöver parametrar som ställs in för att kunna utföra programmen. Det är obligatoriskt att välja en Strategi och antingen Målmoment eller Målvinkel. Andra inställningar är frivilliga. Det är även möjligt att övervaka åtdragningens förlopp genom att lägga till gränser som momentet eller rotationsvinkeln måste hållas inom.
Åtdragningsförfarandet är indelat i fyra faser: Start, Nergängning, Åtdragning och Stopp.
Figuren visar hur en typisk åtdragning sker. Kurvorna visar hur varvtal, moment och vinkel varierar under åtdragningen. Alla åtdragningsstrategier representeras så här. Parametrar, övervakning och gränser visas också med detaljerade figurer.
En uppgift räknas från den tidpunkt då en avtryckare trycks in tills åtdragningsmålet nås eller ett fel uppstår.
En kombination av en åtdragningsstrategi tillsammans med specifika parameterinställningar bildar ett åtdragningsprogram.
Användaren kan skapa många olika åtdragningsprogram, och en av dessa väljs vid körning.
Startfas
Den valfria Startfasen initierar åtdragning, gör att hylsa och gänga hittas, och att omdragningar kan upptäckas.
I detta avsnitt
Riktning
Gängriktning fastställer hylsans åtdragningsriktning till med- eller moturs. Hylsans rotation kommer alltid att vara i denna riktning utom vid lossning och under inställningssteget som används i strategin Tre steg.
|
Parameter |
Beskrivning |
Standardvärde |
|---|---|---|
|
Gängriktning |
Fastställer hylsans åtdragningsriktning. |
Medurs |
Mjukstart
Under Mjukstart går det att ställa in varvtalet, det maximala vridmomentet och rotationsvinkeln för att hjälpa skruven att komma i rätt gäng, och för att förhindra att verktyget rycks ur sitt läge när verktygsavtryckaren trycks ned.
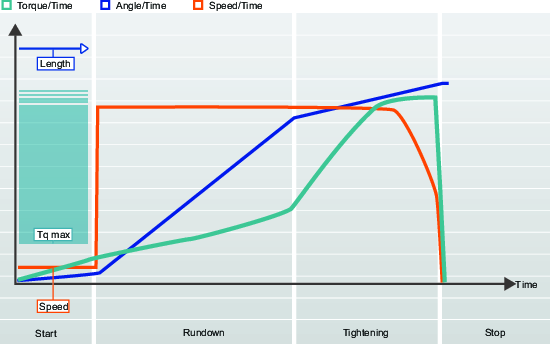
Parameternamn | Beskrivning | Standardvärde |
|---|---|---|
Mjukstart | Möjliggör inställning av verktygets varvtal, vinkel och max moment för att underlätta för bulten att komma i rätt gäng. Av: Mjukstart är avstängd. På: Mjukstart är på. | På |
Varvtal | Anger varvtalet under mjukstart. | 35 varv/minut |
Vinkel | Anger spindelns vinkel för att bulten ska ta rätt gäng. | 90° |
Moment max | Anger den övre momentgränsen under mjukstart. Om Moment max överskrids avbryts åtdragningen och ett felmeddelande ges. Åtdragningen kommer att klassas som NOK. | 1,25 Nm |
Avkänning av dragning på redan draget förband
När Rehit-detektering är aktiverad går det att upptäcka en skruv som redan är åtdragen.
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Avkänning av upprepad åtdragning | Detekterar åtdragning på redan åtdragen skruv.
| Tidig |
Strömövervakning
Strömövervakning ger en extra trygghet för att övervaka åtdragningsmomentet och är ett komplement till momentgivaren i verktyget.
Vid det slutgiltiga målmomentet mäts och konverteras rotorströmmen till ett momentvärde. Om det beräknade momentet är inom 10 % av det uppmätta momentet anses åtdragningen vara OK.
Parameter | Beskrivning | Standard |
|---|---|---|
Strömövervakning | Omkopplare med På/Av-läge.
| Av |
Strömövervakning är inte implementerat i strategier för Turbo Tight, rotations, puls eller ST-skiftnyckel.
Kompensation för TrueAngle
Vissa verktyg är utrustade med ett gyro och kan upptäcka och mäta verktygsrotationen under åtdragning. Om verktyget roteras under åtdragningen kan vinkelmätningen störas. Detta leder till felaktig åtdragning om de gjorts enligt vinkelreferenser. Styrenheten kan, för variationer inom angivna gränser, kompensera dessa rotationer och göra en korrekt åtdragning.
Om verktygets rotation ligger utanför angivna gränser avbryts åtdragningen, och resultatstatus NOK rapporteras. Ytterligare informationsrapporter – Verktygsrörelse överskridits.
Parameter | Beskrivning | Standard |
|---|---|---|
Verklig vinkelkompensation | Tillgänglig för alla åtdragningsstrategier utom Rotera. Verktyg som har kråkfot som tillbehör stöder inte parametern TrueAngle-kompensation. | På |
Verktyg rörelsegränser – Negativa | Endast synlig om TrueAngle-kompensation är på. Definierar verktygets maximala negativa rotation. Om värdet överskrids upphör åtdragningen och ett fel rapporteras. Uttrycks i ett numeriskt vinkelvärde
| 30 |
Verktyg rörelsegränser – Positiv | Endast synlig om TrueAngle-kompensation är på. Definierar verktygets maximala positiva rotation. Om värdet överskrids upphör åtdragningen och ett fel rapporteras. Uttrycks i ett numeriskt vinkelvärde
| 30 |
Endast verktyg med gyro kan mäta verktygspositioneringen.
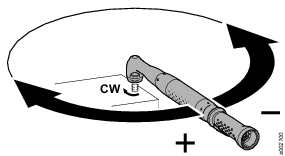
Nergängningsfas
Den del av åtdragningen från det att skruven tar gäng till alldeles innan skruvskallen vidrör den underliggande ytan och ligger an mot den. Det moment som krävs under nergängningen bidrar inte till någon klämkraft.
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Nergängningsvarvtal | Anger varvtalet under Nergängningsfasen | Max varvtal |
I detta avsnitt
Självgängning
Självgängningsfasen möjliggör åtdragning när nergängningsmomentet är större än momentet för Nergängning klar, till exempel när tunna metallskikt dras åt med hjälp av självgängande (eller självborrande) skruvar. Självgängningsfönstret startar när momentvärdet når SelftapTorqueMin/2. Momentet måste nå över SelftapTorqueMin, men inte passera SelftapTorqueMax, under vinkelfönstret.
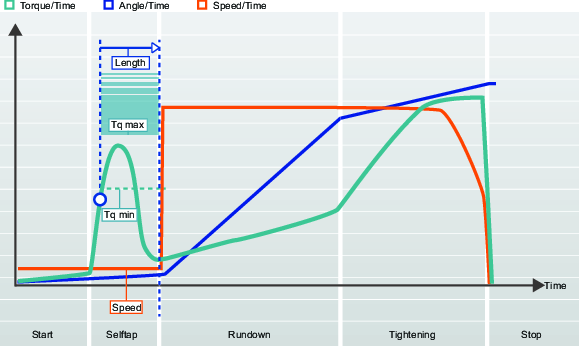
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Självgängning | Aktiverar steget för självgängning. | Av |
Varvtal | Anger varvtalet under självgängning. | Mjukstart varvtal eller 5 % av Verktyg Max Varvtal |
Längd | Anger vinkeln för hylsan under självgängning. Mäts från slutet av startfasen. | 360° |
Moment min. | Momentvärde för nedre gräns för självgängning. | 0 Nm |
Moment max | Momentvärde för övre gräns för självgängning. | Verktygets maxmoment |
Momentgränser vid nergängning
Friktionen mellan muttern och förbandet kan variera. Detta kan leda till att det vridmoment som behövs för att få ner en mutter en gänga, innan kontakt med förbandsytan äger rum, också varierar. Dessa effekter skulle t.ex. kunna vara hinder i hålet, låsmoment eller varierande smörjning.
Övervakning av nergängningsmomentet kan vara användbart vid nergängning av en låsmutter med ett plastinlägg i gängorna som hjälper förbandet stå emot vibrationer. Detta kräver ett högre moment, känt som låsmoment, för att klara av motståndet.
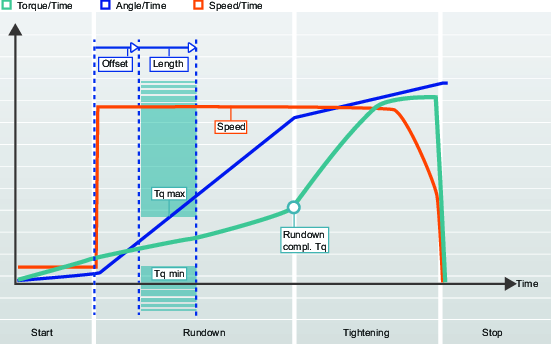
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Momentgränser vid nergängning | Ställer in Momentgränser vid nergängning till på eller av. Av: Inga gränser inställda. På: Momentgränser och vinkelintervall inställda. | Av |
Förskjutning | Vinkelförskjutning innan Vinkelintervallet börjar. | 0° |
Längd | Vinkel som definierar nergängningsmomentets begränsning. | 360° |
Moment min | Moment för den lägre momentgränsen vid nergängning. | 0 Nm |
Moment max | Moment för den övre momentgränsen vid nergängning. | 19% av målmomentet |
Vinkelgränser för nergängning
Genom att övervaka rotationsvinkeln under nergängning, kan fel som saknade brickor eller bultar med felaktig gängstorlek eller längd upptäckas. För långa gängor skulle t.ex. kräva en större vridvinkel för att bulten ska ligga an.
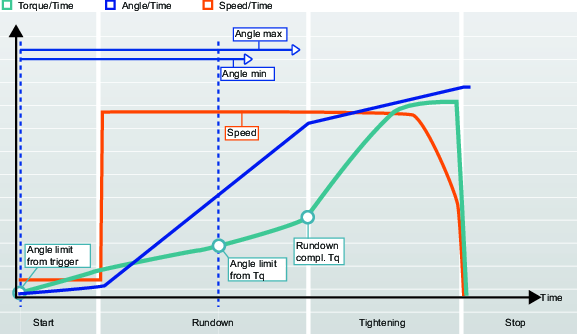
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Vinkelgränser för nergängning | Aktiverar vinkelgränser för nergängning. Vinkelgränser ställs in i förhållande till när verktygets avtryckare trycks in eller när ett speciellt momentvärde uppnås. Vinkelgränser kontrolleras inte under självgängning om självgängning är aktiverat. Av: Inga gränser inställda. Från avtryckare:Systemet börjar övervaka åtdragningsvinkeln så snart som verktygets avtryckare trycks in och rapporterar om vinkelgränser eller tid överskrids. Från moment: Systemet börjar övervaka åtdragningsvinkeln från det angivna <Från moment>-värdet och rapporterar om vinkelgränser överskrids. | Av |
<Från moment> | Momentvärde från när vinkelgränser för nergängning ställts in. | 10 % av målmomentet |
Vinkel min | Vinkelvärde för nedre vinkelgräns från startpunkten. | 100° |
Vinkel max | Vinkelvärde för övre vinkelgräns från startpunkten. | 1000° |
Tid min | Minimitid (i millisekunder) för fasen. Mäts från starten av steget. | 10 ms |
Tid max | Maximitid (i millisekunder) för fasen. Mäts från starten av steget. | 5000 ms |
Eftervy av moment
Vissa förband har en momenttopp innan Nergängning klar. En eftervy av moment gör det möjligt att övervaka momentvärden under två angivna vinkelintervall. Intervallstarter anges som en vinkel före Nergängning klar och moment övervakas sedan under ett angivet vinkelintervall.
Eftervy moment liknar därför Nergängningsmomentgränser, utom att max och min gränser kan placeras oberoende av varandra och vara olika långa för bättre kontroll av resultatet av nergängningsfasen.
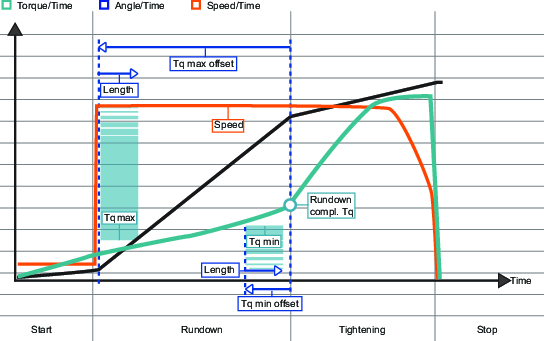
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Eftervy av moment | En eftervy av moment gör det möjligt att övervaka momentvärden under två angivna vinkelintervall. | Av |
Moment min. | Momentvärde för nedre gräns vid Eftervy av moment. |
|
Moment min förskjutning | Vinkelförskjutning innan minsta intervallet för Eftervy av moment börjar. | 720° |
Moment min längd | Vinkellängd som anger Eftervy moment min avsnitt. | 90° |
Moment max | Momentvärde för övre gräns vid Eftervy av moment. |
|
Moment max förskjutning | Vinkelförskjutning innan högsta intervallet för Eftervy av moment börjar. | 360° |
Moment max längd | Vinkellängd som anger Eftervy moment max avsnitt. | 90° |
Nergängning klar
Nergängning klar ställer in om skruven har nått planet. Det avslutar Nergängningsfasen så att åtdragningsfasen kan påbörjas.
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Nergängning klar | Specificerar hur man ska kontrollera när bulten kommit ner tätt mot planet. Vid moment: Anger momentvärdet när nergängningen är avslutad. | Vid moment |
<Vid moment> | Anger momentvärdet när planet nåtts och nergängningen är avslutad. Nergängning klar måste vara mindre än Första moment i flerstegstrategier eller Målmoment i TurboTight-strategin. |
|
Stoppfas
Stoppfasen avslutar åtdragningen så att hylsan kan frigöras.
Mjukstopp
Mjukstopp avslutar åtdragningen på ett mer ergonomiskt sätt.
Verktyget ska inte stoppas inom tidsintervallet 50–300 ms, eftersom sådana stopp är obekväma.
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Mjukstopp | Slår på eller av mjukstoppet.
| Av |
Lossa en skruv
Genom att ställa in lossningsparametrarna, kan du styra beteendet för lossning för ett specifikt åtdragningsprogram. Ange lossningsvarvtalet och momentet för att säkerställa att skruven skruvas enligt önskemål, så att skruvgängan inte går sönder, oavsett vilket verktyg du använder.
Lossning anses OK när Urgängningsmomentet uppnås. Men skruven kommer troligen inte vara helt urgängad då. Skruven bör nu kunna vridas med ett lågt vridmoment och hastigheten kan ökas. Operatören måste fortsätta med lossning tills åtgärden anses färdig.
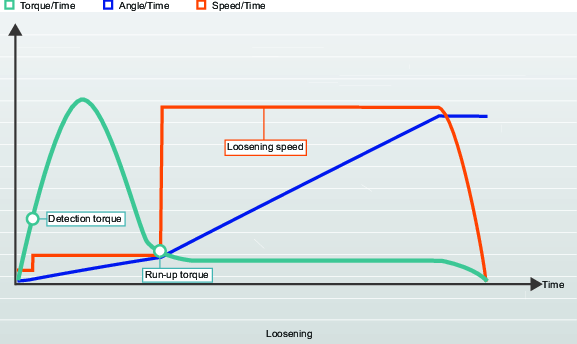
Parameternamn | Beskrivning | Standardvärde |
|---|---|---|
Detektionsmoment | Minsta moment som behövs för att börja med lossning och få ett lossningsresultat. | 7 % Verktyg Max Moment |
Urgängningsmoment | När momentet hamnar under Urgängningsmomentet anses lossningen vara OK. Obs! Eftersom skruvlängden kan variera är det inte möjligt för systemet att fastställa när skruven har gängats ur helt. Detta får operatören avgöra. | 3,5% Verktyg Max Moment |
Lossningsvarvtal | Lossningsvarvtal uppnås när Urgängningsmoment nås. | Verktyg Max Varvtal |
Beskrivningar av fasparametrar
Målmomentgränser
Genom att ställa in Målmomentgränser, är det möjligt att kassera en åtdragning om momenresultatet inte ligger inom de specificerade momentgränserna. Ett alltför högt moment skulle kunna deformera skruven som ett resultat av att ha passerat sträckgränsen och t.o.m. få den att gå sönder eller att fläka av gängorna. För litet moment skulle kunna leda till att klämkraften inte är tillräcklig för att stå emot krafterna för vilka förbandet är konstruerat.
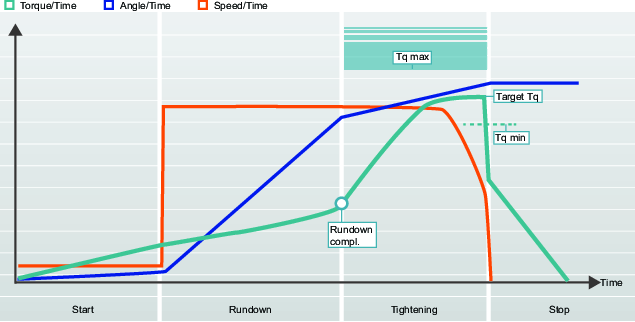
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Momentgränser | Åtdragningen klassas som NOK om momentresultatet ligger utanför området som definierats av minsta och högsta momentet. Auto: Momentgränser ställs automatiskt in till standardvärdena som specificerats för minsta och högsta momentet. Manuell: Aktiverar de momentgränsvärden som skall ställas in manuellt. | Auto |
Moment min | Momentvärde för nedre momentgräns. Kan anges om Manuell har valts. | 95% av målmomentet |
Moment max | Momentvärde för övre momentgräns. Kan anges om Manuell har valts. | 120 % av målmomentet |
Parametern Mät moment på kan ha olika värden. Som standard mäts momentet vid dess topp. Parameterns möjliga värden räknas upp i tabellen nedan.
Namn | Beskrivning |
|---|---|
Max momentvärde | Mäter det högsta momentvärdet under åtdragningen. |
Värde vid högsta vinkel | Mäter momentvärdet vid det högsta vinkelvärdet. |
Värde vid avstängning | Mäter sista momentvärdet innan avbrottssteget. |
Målvinkelgränser
Med inställda Målvinkelgränser är det möjligt att övervaka om muttern vrids i önskad grad under åtdragningen.
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Vinkelgränser | Välj avsnitt för åtdragningen, i grader, där vinkeln ska övervakas.
| Av |
<Från moment> | Momentvärde från när vinkelgränser ställts in. |
|
<Från moment> | Momentvärde från när vinkelgränser ställts in. | 75% av målmomentet |
Vinkel min | Vinkelvärde för nedre vinkelgräns | 90° |
Vinkel max | Vinkelvärde för övre vinkelgräns | 720° |
Tid min | Minimitid (i millisekunder) för fasen. Mäts från starten av steget. | 10 ms För TurboTight: 0 ms |
Tid max | Maximitid (i millisekunder) för fasen. Mäts från starten av steget. | 1000 ms För TurboTight: 40 ms |
Position 1- 4 är giltig om målet är moment. Position 5- 6 är giltig om målet är vinkel.
Parametern Mät vinkel på kan ha olika värden. Parametern är endast tillgänglig när vinkelövervakning är aktiverad för det åtdragningsprogram som används. Som standard mäts vinkeln på Max vinkelvärde. Parameterns möjliga värden räknas upp i tabellen nedan.
Namn | Beskrivning |
|---|---|
Värde vid högsta moment | Mäter vinkeln vid det högsta momentvärdet. |
Max vinkelvärde | Mäter den största vinkeln under åtdragning. |
Värde vid avstängning | Mäter det sista vinkelvärdet innan avbrottssteget. |
Momentkompensation
Genom att använda momentkompensation kan själva klämkraften som appliceras på förbandet fastställas bättre och spridningen i den applicerade klämkraften kan reduceras.
Punkten för momentkompensation ställs in genom att referera till en viss vinkel från Nergängning klar och beräkna ett värde för det vridmoment som används vid nergängning. Detta kompenseras sedan när förspänningen i skruven skapas genom att lägga till det beräknade momentvärdet i punkten för momentkompensation till målmomentet.
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Momentkompensation | Gör det möjligt att justera målmomentet för momentet som används i nergängningsfasen. Av: Ingen kompensation görs. På: Manuell inställning av Punkten för momentkompensation. | Av |
Återstående vridmoment korrelationsfaktor
Termen Återstående vridmoment korrelationsfaktor liknar en kalibrering och gör en justering mellan det dynamiska vridmomentet, mätt i det elektriska verktyget, och det kvarvarande vridmomentet, mätt med ett kontrollverktyg.
Återstående vridmoment korrelationsfaktor är tillgänglig för alla verktyg som driver TurboTight-strategin och TensoPulse-åtdragningsstrategin. Den är också tillgänglig för batteripulsverktygen som stöds av styrenheten.
När en Återstående vridmoment korrelationsfaktor används som skiljer med 100, är det rapporterade Slutliga momentet inte längre det dynamiska momentet som uppmättes med verktygsomvandlaren.
Det dynamiska måttet använder en intern momentomvandlare som mäter momentet hela tiden. När målmomentet uppnås, stannar verktyget och resultatet utvärderas och rapporteras. Det uppmätta slutliga momentet i omvandlaren påverkas av förbandets tillstånd, verktygets varvtal, kugghjul och hylsor.
Det kvarvarande momentet uppmäts efter att åtdragningen är klar. Det är det moment som behövs för att fortsätta eller starta om åtdragning till en högre nivå. Det kvarvarande momentet bestämmer klämstyrkan i förbandet.
En dynamisk vridmomentmätning är mycket repeterande, men kan skilja sig mellan verktygstyp och verktygsvarvtal. | En handhållen kalibrerad momentnyckel ger hög noggrannhet vid mätning av det kvarvarande momentet, men har högre variationer på grund av sättning i förbandet, momentet klingar av, friktion eller operatörsteknik. |
Återstående vridmoment korrelationsfaktorn är en kompensation mellan det dynamiska momentet och det kvarvarande momentet. Faktorn bör fastställas genom experiment. Det valda åtdragningsprogrammet görs några gånger och det dynamiska momentet registreras. Åtdragningarna mäts också manuellt för att bestämma det kvarvarande momentet.

Återstående vridmoment korrelationsfaktorn kan beräknas genom att dividera ett kvarvarande moment genom ett dynamiskt moment. Återstående vridmoment korrelationsfaktorn visas som procent och är som standard 100%. Detta betyder att det rapporterade dynamiska momentvärdet inte har ändrats.
Parametrar | Funktion |
|---|---|
Målmoment | Målmomentet som ställts in för åtdragning med TurboTight-strategin. |
Slutligt dynamiskt moment | Det slutliga momentet som rapporterats som resultat av den utförda åtdragningen. |
Dynamiskt moment | Det dynamiska momentet som uppmätts med en referensgivare. |
Kvarvarande moment | Det önskade kvarvarande momentet som försäkrar den önskade klämkraften. |
Korrelationsfaktor för återstående moment | Kompensationsfaktorn mellan kvarvarande moment och dynamiskt moment |
Ett exempel på hur vridmomentinställning kan användas:
TurboTight-strategin har valts. Förbandet ska dras åt till 12 Nm för att nå den önskade klämkraften. Följande inställning görs:
Exempelinställningar | Värde | Funktion |
|---|---|---|
Målmoment | 12 Nm | Det programmerade önskade målmomentet i styrenheten |
Korrelationsfaktor för återstående moment | 100 | Kompensationsfaktorn mellan kvarvarande moment och dynamiskt moment |
Ett antal åtdragningar görs. Efter varje åtdragning kontrolleras förbandet med en kalibrerad momentnyckel. Medelvärdet beräknas och följande resultat hittades:
Initialparametrar och resultat | Värde | Funktion |
|---|---|---|
Målmoment | 12 Nm | Det programmerade målmomentet i styrenheten. |
Slutmoment | 12 Nm | Det slutliga momentet som rapporterats som resultat av den utförda åtdragningen. |
Dynamiskt moment | 12 Nm | Det okompenserade uppmätta momentet från verktygsomvandlaren. |
Kvarvarande moment | 10 Nm | Det kvarvarande momentet uppmätt med en kalibrerad momentnyckel eller ett annat testverktyg. |
Korrelationsfaktor för återstående moment | 100 % | Kompensationsfaktorn mellan kvarvarande moment och dynamiskt moment |
Testet visar att det kvarvarande momentet är för lågt för att ge den önskade klämkraften. Återstående vridmoment korrelationsfaktorn beräknas till 0,83, vilket är 83 %. En justering av kalibreringsfaktorn görs och resultatet erhålls.
Slutparametrar och resultat | Värde | Funktion |
|---|---|---|
Målmoment | 12 Nm | Det programmerade målmomentet i styrenheten. |
Slutmoment | 12 Nm | Det slutliga momentet som rapporterats som resultat av den utförda åtdragningen. |
Dynamiskt moment | 14,5 Nm | Det okompenserade uppmätta momentet från verktygsomvandlaren. |
Kvarvarande moment | 12 Nm | Det önskade kvarvarande momentet som försäkrar den önskade klämkraften. |
Korrelationsfaktor för återstående moment | 83 % | Kompensationsfaktorn mellan kvarvarande moment och dynamiskt moment. |
Detta visar att vi måste dra åt lite hårdare än målet, för att kompensera för skillnader och nå det önskade momentet i förbandet.
Det är viktigt att kalibreringen görs med samma verktygstyp och parameterkonfiguration som kommer att användas i produktionen.
Startknapp släppt
I fönstret Resultatutvärdering i programmets åtdragningsfas kommer flaggan NOK på startreglage släppt att styra om det är tillåtet att släppa verktygets startreglage innan måltillståndet har uppnåtts. Inställningen kan ställas in på, På eller Av. Nedan följer en beskrivning av de två tillstånden.
Växla inställning | Beskrivning |
|---|---|
På | Att släppa avtryckaren innan måltillståndet har uppnåtts resulterar i en NOK-åtdragning. |
Av | Att släppa avtryckaren innan måltillståndet har uppnåtts resulterar i en OK-åtdragning, så länge som alla andra tillstånd har uppfyllts. |
Normalläget är att inte tillåta att startknappen släpps för tidigt.
Tillgänglighet
NOK vid förlorad avtryckare är tillgänglig i följande åtdragningsstrategier: Rotera, Snabbsteg, Två steg, Tre steg, Fyra steg och Impuls – Ett steg.
För åtdragningsstrategierna Rotera, Snabbsteg, Två steg och Tre steg är inställningen Tryckreglage förlorat endast tillgänglig när programmet är inställt på vinkel (inte moment).
Konfiguration av åtdragningsprogram – allmänna parametrar
Ändringar av åtdragningsprogram i någon sektion måste verkställas genom klickning på Applicera-knappen i gränssnittets nedre högra hörn. Alternativt kan ändringar ångras genom att klicka på Ångra-knappen på samma plats.
När du navigerar bort från det avsnitt där ändringar har gjorts (med hjälp av knappen Tillbaka, Hem eller Resultat) kommer användaren att presenteras med en varnings popup där ändringarna också kan tillämpas eller ångras. Användaren kan inte fortsätta utan att tillämpa eller ångra ändringar.
Åtdragningsprogrammets allmänna inställningar kan användas för att ställa in och hantera åtdragningsprogram genom att namnge åtdragningsprogram och göra generella åtdragningsinställningar såsom att välja åtdragningsstrategi, Manuellt eller Snabbt prog. läge, och ställa in åtdragningsprogram målvärde.
Mer information om åtdragningsparametrar finns i avsnitten Startfas, Nergängningsfas, Åtdragningsstrategier och Stoppfas.
Mer information om lossningsparametrar finns i avsnittet Lossa en skruv.
Relevant information
Namn
Använd fältet Namn för att ge åtdragningsprogrammet ett namn. Namnet lagras med åtdragningsresultatet och skickas till ToolsNet (om tillämpligt). Namnet kan högst ha 32 tecken.
Strategi
Strategi anger den åtdragningsstrategi som ska användas i åtdragningsprogrammet.
Mer information om tillgängliga strategier och relevanta parametrar hittar du under ”Åtdragningsstrategier”.
Mål
Snabbstegs-, Tvåstegs-, och Trestegsstrategierna gör att det går att välja åtdragning antingen mot ett målmoment eller ett målvinkelvärde. När TurboTight är aktiverat är endast målmomentalternativet tillgängligt.
Tidsövervakning (förfluten tid)
Tidsövervakning är tillgänglig för alla åtdragningsstrategier utom Rotera. Tidsövervakning kan aktiveras när vinkelgränser aktiveras. Tidsövervakning är tillgänglig för nergängningssteget och det slutliga steget i åtdragningsfasen.
För att undvika risken för oväntade ryck i slutet av åtdragningen, när du använder åtdragningsstrategin TurboTight, se till att aktivera Tid-övervakning.
Eftersom hantering av spårningen tar tid, är det alltid en kort skillnad mellan Program förfluten tid jämfört med Fas förfluten tid. Detta är särskilt tydligt i program med bara en fas.
När du använder ett STB-verktyg går det inte att använda tidsövervakning om alla övervakningsalternativ är påslagna.
Tillbehörsinställning
Tillbehörsinställningen gör det möjligt att kompensera för verktygets fronttillbehör. Denna kompensering kan göras för varje åtdragningsprogram.
En operatör kan byta ett tillbehör med strömmen på och sedan välja ett åtdragningsprogram som är kalibrerat för det specifika tillbehöret.
Tillbehörskalibrering är tillgänglig för alla konventionella strategier utom för STwrench.
I Åtdragningsprograminställningar, ställ in Tillbehörskalibrering aktiverad på Ja
Klicka på Åtdragningsparametrar > Redigera
Klicka på startsteget.
Under Tillbehörskalibrering, ställ in Använda tillbehörskalibrering på Ja
Ställ in de nödvändiga parametrarna för Utväxlingsförhållande och Effektivitetskalibrering (se tabell nedan).
Tillbehörsinställning | Beskrivning | Standard |
|---|---|---|
Utväxlingsförhållande för tillbehör | Tillbehörets utväxlingsförhållande behövs för att kompensera för vinkeln. Minimum: 0.5 Maximum: 100 Hylsans rotationshastighet = Verktygets varvtal/utväxlingsförhållande | 1.0 |
Effektivitetsinställning | Tillbehörets utväxlingsförhållande kombinerat med Effektivitetsinställningen behövs för att kunna kompensera momentet. Minimum: 0.5 Maximum: 1.0 Till exempel betyder 0,9 en effektivitetsförlust på 10 %. | 1.0 |
Arbeta med Gruppsekvensfliken
Styrenhetens egenskaper, såsom bland annat lågreaktionsåtdragningsstrategier och syrenhetomfattande funktioner, kräver licenser som tilldelas via Functionality Management System (FMS). Medan konfigurering av funktioner är möjlig utan specifika licenser kommer tilldelningen och användningen av dessa funktioner att kräva att rätt licens installeras på styrenheten. Vänligen se Licenser (FMS) för mer detaljerad information om licenser.
Batchsekvenser används för att utföra ett specificerat antal åtdragningar i en viss ordning. Varje batchsekvens ges ett namn.
I detta avsnitt
Inställningar för batchsekvens
En batchsekvens kan bestå av upp till 99 batcher med en batchstorlek på upp till 250 åtdragningar. Batcherna i en batchsekvens kan utföras i den ordning som anges eller genom att välja en hylsväljare som bestämmer vilken batch som ska köras.
Parameternamn | Beskrivning | Standardvärde |
|---|---|---|
Lås verktyg när batchsekvens är klar | En batchsekvens är klar när batchsekvensräknaren är lika med storleken på batchsekvensen. På: Verktyget är låst och ett åtdragningsprogram eller en batchsekvens måste väljas för att fortsätta utföra åtdragningar. Av: När batchsekvensen är slutförd kan den upprepas igen. | På |
Fri ordning | Nej: De konfigurerade batcherna utförs i den följd de listats, förutsatt att de konfigurerats för att utföra åtdragningar. Om en hylsa har angivits frågar systemet efter hylsan när batcherna ska köras. Ja: De konfigurerade batcherna kan köras i vilken följd som helst. Operatören måste tala om för systemet vilken batch som ska utföras genom att välja en hylsväljare. En batch betraktas som avslutad när alla förband har dragits. | Nej |
Uppräkning vid NOK | Gör det möjligt att räkna upp värdet för batchräkning trots att åtdragningen rapporterats som NOK. För att funktionen Max NOK efter varandra ska fungera (max antal en enda skruv kan dras åt) måste Uppräkning vid NOK vara inställd på Nej. Om parametern ställs in på Ja kommer sekvensen att gå vidare till nästa dragning. | Nej |
Max NOK efter varandra | Max INTE OK (NOK) åtdragningar i följd anges som ett högsta antal tillåtna NOK åtdragningar i följd i en batch. Om max. antal NOK i följd nås visas händelsen För många NOK åtdragningar (4020). | 0 |
Nedräkning vid lossning | Räknar ned räknevärdet inom den aktiva batchen. Slutförd batch kan inte räknas ned. Aldrig: Inställningen är av. Räknaren stegas inte ned vid lossning i den aktiva batchen. Alltid: Batchräknaren räknar ned om en lossning utförs. När senaste åtdragning är OK Batchräknaren räknar ned om en lossning utförs efter att föregående åtdragning var OK. | Aldrig |
Sekvensavbrottstimer | På: Den valda batchsekvensen kan avbrytas inom en angiven tidsgräns Av: Den valda batchsekvensen kan inte avbrytas. | Av |
Avbrottstid (10–600) | Antalet sekunder medan den valda batchsekvensen kan avbrytas. | 10 |
Batchkonfiguration
En batch ställs in för att utföra ett specificerat antal åtdragningar efter varandra med samma åtdragningsprogram. Batcher måste ha åtdragningsprogram och batchstorlek angivna för att kunna köras.
Parameter | Beskrivning |
|---|---|
Åtdragningsprogram | Det åtdragningsprogram som ska användas för batchen. |
Batchstorlek | Antal åtdragningar som ska utföras för batchen. Max antal åtdragningar i en batch är 250. Batchstorlek 0 kommer att ge batchen ett oändligt antal åtdragningar. |
Identifieringsnummer | Vid användning av en hylsväljare används denna hylsposition för att aktivera batchen. |
Arbeta med fliken Källor
Styrenhetens egenskaper, såsom bland annat lågreaktionsåtdragningsstrategier och styrenhetomfattande funktioner, kräver licenser som tilldelas via Functionality Management System (FMS). Medan konfigurering av funktioner är möjlig utan specifika licenser kommer tilldelningen och användningen av dessa funktioner att kräva att rätt licens installeras på styrenheten. Vänligen se Licenser (FMS) för mer detaljerad information om licenser.
Externa signaler som används som uppgifter för åtdragningar konfigureras i menyn Källor. Källor är tillbehör eller liknande, anslutna till en virtuell station. Två typer av källuppgifter finns tillgängliga:
Uppgiften Källåtdragning
Uppgiften Källbatch
En källåtdragning används för att välja ett enskilt åtdragningsprogram.
En Källbatch används för att välja en batchsekvens – en serie av åtdragningsprogram.
Mer information om val av uppgifter finns under Tilldela en uppgift till en virtuell station.
I detta avsnitt
Källåtdragning
Åtdragningsmenyn visar en lista över källåtdragningskonfigurationer. Separata listor kan kopplas till en virtuell station genom att gå till fliken för den virtuella stationen i fråga, klicka på Uppgift och sedan klicka på Välj uppgift. Välj sedan en källa som en uppgift. Källåtdragningar länkar ett specifikt åtdragningsprogram till ett identifieringsnummer. När identifieringsnumret skickas till styrenheten (antingen genom en extern digital signal, eller, om en hylsväljare används, genom att lyfta motsvarande hylsa i väljaren) kommer det länkade programmet att köra om och om igen, tills en annan signal sänds (eller hylsa tas upp). Ingen batchräkning görs.
Källåtdragningslistor kan antingen ställas in i läget Kontroll eller Bekräfta
Vid inställning på Kontroll kommer den externa källan att välja åtdragningsprogram genom att begära ett identifieringsnummer. Vid val av en hylsväljare kopplas identifieringsnumret till ett motsvarande uttag i hylsväljaren och när hylsan lyfts väljs åtdragningsprogrammet.
I läget Bekräfta kan hylsväljaren inte användas som kontrollkälla. I detta läge länkas identifieringsnummer till både ett åtdragningsprogram och en specifik hylsa (anges i ytterligare en kolumn i listan). När ett identifieringsnummer begärs (av en extern signal), uppmanas motsvarande hylsa i hylsväljaren, och åtdragningsprogrammet aktiveras när operatören lyfter hylsan (andra hylsor är inaktiverade). Om ingen hylsa är specificerad (dvs. inställd på 0 i Hylskolumnen), aktiveras åtdragningsprogrammet direkt och hylsstatus ignoreras.
Power Focus XC kan lagra upp till 1000 källbaserade åtdragningsprogram.
I detta avsnitt
Konfigurera en källåtdragning
Ändringar av åtdragningsprogram i någon sektion måste verkställas genom klickning på Applicera-knappen i gränssnittets nedre högra hörn. Alternativt kan ändringar ångras genom att klicka på Ångra-knappen på samma plats.
När du navigerar bort från det avsnitt där ändringar har gjorts (med hjälp av knappen Tillbaka, Hem eller Resultat) kommer användaren att presenteras med en varnings popup där ändringarna också kan tillämpas eller ångras. Användaren kan inte fortsätta utan att tillämpa eller ångra ändringar.
Gå till menyn Källor, och välj sedan Åtdragning i vänster navigering.
Klicka på plus-ikonen högst upp till höger i arbetsutrymmet.
Ge Källåtdragningen ett namn och välj rätt Väljarläge (Kontroll eller Bekräfta, beroende på vad som krävs).
Som standard kommer bara ett redigerbart identifieringsnummer att vara tillgängligt när du skapar en ny Källåtdragning. Längst ner på skärmen, klicka på plus-ikonen för att lägga till mer.
Ge varje objekt ett identifieringsnummer
Om en hylsväljare används, kommer identifieringsnumren att motsvara positionerna i hylsväljaren, dvs. identifieringsnummer 1 motsvarar hylsa 1 i hylsväljaren.
Välj ett åtdragningsprogram för att länka till varje identifieringsnummer genom att klicka på Program och välja från listan av åtdragningsprogram.
Källa batchsekvens
Käll Batchkonfigurationen hittas under Batch-alternativet i menyn Källor.
Styrenheten kan konfigureras till att välja en batchsevens som är baserad på antingen ett identifieringsnummer eller en identifieringssträng.
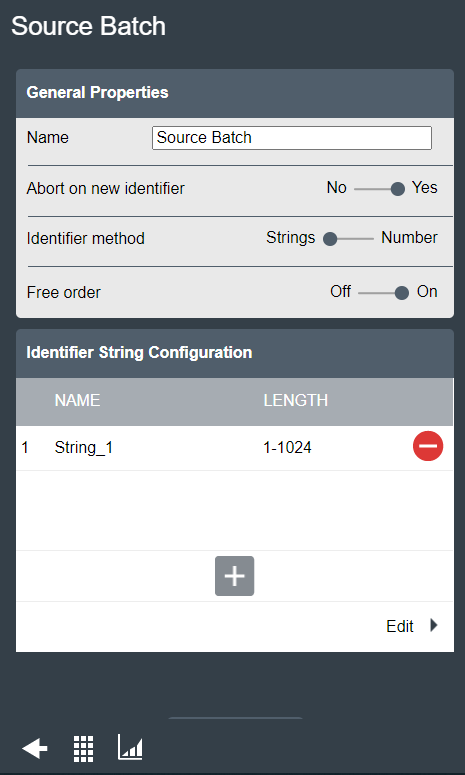
Insignal | Beskrivning |
|---|---|
Identifieringsnummer | Numret måste vara ett positivt heltal som kan komma från ett tillbehör eller från en extern kontrollenhet. |
Identifieringssträng | Strängen måste bestå av ASCII-tecken och kan komma från en streckkodsläsare eller från en extern styrenhet. |
I detta avsnitt
Skapa en Källgrupp
Gå till menyn Källor, och välj sedan Batchsekvens i vänster navigering.
Klicka på plus-ikonen högst upp till höger i arbetsutrymmet.
Ge Källbatchen ett namn
Ställ värdet Avbryt för ny identifierare till Ja om registrering av en ny identifierarsträng ska avbryta den föregående registreringen.
Välj Identifieringsmetod (Sträng för text, eller Antal för numeriska strängar)
Ange Fri order till På om strängarna ska kunna skannas i vilken ordning som helst.
Identifikationssträngar kan bestå av upp till 4 olika strängar. Om fri ordning ställs till Nej måste strängarna skannas i en viss ordning för att systemet ska acceptera strängen.
Om det behövs, tillsätt en identifierare sträng genom att klicka på ikonen Plus i Identifierarträng konfiguration.
Klicka på namnetiketten för identifieringssträngen som du vill ändra egenskaperna för (popup-fönster). Följande egenskaper kan anges per sträng:
Namn - Namnet på strängen.
Längd - längden på strängen. Se Kombinera identifieringssträngar för mer information om sammanfogning av strängar.
Viktiga positioner – används för att ange vilka tecken i streckkodssträngen som ska läsas när man sätter ihop strängen för att matcha din fördefinierade sträng. Antalet viktiga positioner måste matcha antalet tecken i de fördefinierade strängarna.
Sparade positioner – visar vilka delar av varje sträng i Källbatchen som kommer att sparas, och hur de betecknas i loggen. I det här fältet, ange de positioner i strängen som måste sparas. Positioner kan utgöra endast delar av hela strängen. Om fältet lämnas tomt, kommer hela (sammanfogade) strängen att sparas. Tabellen nedan visar några exempel på sparade positionskombinationer.
Sparade positionsvärden är kommaseparerade (utan mellanslag), och intervallen anges med ett bindestreck.
Identifieringssträng
Positioner
Sträng 1: 1234567
1-7
Sträng 2: abcdef
8-13
Sträng 3: GHIJKL
14-19
Sträng 4: 890
20-22
Exempel på sparad position Sparade positioner
Sparade resultat
(tom)
1234567abcdefGHIJKL890
1-3,9,11,15,20-22
123bdH890
8-12,1-7,19, 20-21 ändras automatiskt till: 1-12,19-21
1234567abcdeL89
ID-fältet i strängegenskapsfönstret kan inte ändras, men kan bara användas för att navigera mellan de olika strängarna.
Ett fel kan inträffa om Fri ordning ställs till På och de olika strängarnas längder dupliceras. Den skannade sekvensen aktiverar då inte ett åtdragningsprogram. För att åtgärda det här felet ställer du antingen Fri ordning till Av eller så anpassar du strängarnas längder.
Klicka på Avbryt.
I fönstret Redigera, ange vilka strängar (i kolumnen Stränginnehåll) som ska länkas med Batchsekvens (i kolumnen Aktiverar). Klicka på plus-ikonen längst ner för att lägga till fler strängar.
Vildkort kan användas när du skriver i ”Sträng innehåller”. Vildkort kan användas vid valfri position i strängen. Ingen Gruppsekvens aktiveras om ett tvetydigt sökresultat uppstår.
Vildkortet är en . (punkt)
Relevant information
Konfigurera viktiga positioner för att läsa in en streckkodssträng
Positionerna i streckkodssträngen är förknippade med ett nummer mellan 1 och 1024. Den första positionen i strängen är 1 och den sista är 1024
Beskrivning | Viktiga positioner | Giltig konfiguration | Streckkodssträng för att matcha med fördefinierad sträng |
|---|---|---|---|
Viktiga positioner i ordning | 1,2,3,7,8 | Ok | ABCGH |
Viktiga positioner i valfri ordning | 7,1,2,3,8 | Ok | GABCH |
Intervall av tal | 1-3,7-8 | Ok | ABCGH |
Kombinera identifieringssträngar
Identifieringssträngen som används för matchning kan vara en kombination av upp till fyra strängar från ett fabriksledningssystem, eller upp till fyra skanneringångar som behöver kombineras till en sträng.
Knapparna Lägg till och Ta bort sköter hur många strängar som kombineras. Följande parametrar finns tillgängliga:
Parameter | Beskrivning |
|---|---|
Namn | Strängen måste få ett namn. |
Längd | Längden på strängen måste vara känd och måste anges. Detta är viktigt för att kunna kombinera den rätta strängidentifieraren. |
Viktiga positioner | De kommaseparerade positionerna eller intervall (separerade med bindestreck) i den kombinerade strängen som används för matchning. |
Sparade positioner | De kommaseparerade positionerna eller intervall i strängarna som sparas i resultatet. |
Om mer än en identifieringssträng ska användas, gör följande steg:
Tryck på knappen Lägg till för att skapa en ny inmatning i tabellen.
Ge strängen ett namn.
Ange längden på strängen.
Upprepa steg 1-3 för varje sträng som ska läggas till. Upp till fyra strängar kan kombineras.
Parametrarna Start-Slut i varje rad definierar de enskilda strängpositionerna i den kombinerade strängidentifieraren som används i nästa steg av matchningsprocessen.
Utföra en uppgiftsvalsprocess med hjälp av en identifieringssträng som inmatning:
Ange vilka positioner i strängen som ska aktiveras.
Ange de viktiga positionerna, för att definiera vilka positioner i identifieringssträngen som kommer att användas för matchningen. Positionerna måste vara kommaseparerade eller intervall.
Arbeta med fliken Verktyg
Ett verktyg måste vara anslutet för att menyn Verktyg ska visa information.
I detta avsnitt
Verktygsinformation
Vyn Verktygsinformation innehåller information för att ge servicepersonal exakt information om verktyget som är anslutet till styrenheten, så att de kan ge rätt hjälp och support eller för operatörer för att se vilket verktyg som är anslutet till styrenheten.
Information | Beskrivning |
|---|---|
Modell | Verktygets modellbeteckning. |
Maximalt moment | Det högsta moment verktyget kan använda för en åtdragning. |
Min. hastighet | Verktygets minimala rotationsvarvtal. |
Max varvtal | Verktygets maximala rotationsvarvtal. |
Min. slutlig hastighet | Min. slutlig hastighet för verktyget (endast för BCP/BCV-RE-verktyg). |
Max slutlig hastighet | Max slutlig hastighet för verktyget (endast för BCP/BCV-RE-verktyg). |
Utväxlingsförhållande | Förhållandet mellan vinkelhastigheten hos det ingående kugghjulet till vinkelhastigheten hos det utgående drevet. |
Serienummer | Verktygets serienummer kan behövas när rätt version av produktinstruktionen behövs för att få rätt reservdelar eller serviceinstruktioner. |
Programversion | Verktygsprogramversion. |
Produktnummer | Verktygets produkt- eller ordernummer. |
Information om verktygstaggar
Denna verktygsinformation är endast tillgänglig om verktygstypen är ST-skiftnyckel.
Information | Beskrivning |
|---|---|
Tagg-ID | Det programmerbara RFID-nummer som programmeras in i Slutverktyget (hylsan). |
Momentkorrigeringskoefficient | I vissa fall kan förlängningar behövas för att passa applikationen. I ett sådant fall måste nyckelmåttet kompenseras för att visa ett riktigt värde. Innan du gör några ändringar, se den senaste versionen av bruksanvisningen för ST-skiftnyckeln (trycksaksnummer 9836 4134 01). Parametern lagras under RFID-taggen i Slutverktyget. |
Vinkelkorrigeringskoefficient | I vissa fall kan förlängningar behövas för att passa applikationen. I ett sådant fall måste nyckelmåttet kompenseras för att visa ett riktigt värde. Innan du gör några ändringar, se den senaste versionen av bruksanvisningen för ST-skiftnyckeln (trycksaksnummer 9836 4134 01). Parametern lagras under RFID-taggen i Slutverktyget. |
Nominellt moment | ST-skiftnyckelns SmartHEAD innehåller momentgivare och definierar skiftnyckelns nominella moment. Innan du gör några ändringar, se den senaste versionen av ST-skiftnyckelns bruksanvisning (trycksaksnummer 9836 4134 01). |
Verktygsanslutning
Verktygsanslutningsområdet visar vilken virtuell station som verktyget är anslutet till.
Information om momentgivaren
Endast tillgängligt för QST- och IxB-verktyg.
Ett verktyg kan ha flera moment- och vinkelgivare beroende på verktygstyp. En bild visar givarnas position.
Välj Detaljer för mer information om moment- eller vinkelgivarna. Beroende på givartyp kan följande information vara tillgänglig.
Information | Beskrivning |
|---|---|
Aktiverat | Visar om givaren har aktiverats. |
Utväxling | Utväxlingsförhållandet mellan givaren och verktygets utgående axel. |
Uppvridning | Kompensationsfaktor för vinkelgivarens uppvridning. |
Information | Beskrivning |
|---|---|
Aktiverat | Visar om givaren har aktiverats. |
Serienummer | Givarens serienummer som en sträng. |
Artikelnummer | Givarens artikelnummer som en sträng. |
Kalibreringsvärde | Kalibreringsvärde för givaren uttryckt i Nm. |
Verktygshälsa
Vyn Hälsa innehåller information om verktygstemperatur.
Verktygstemperatur
Verktygstemperaturer (både för kabelverktyg och batteridrivna verktyg) övervakas kontinuerligt av Power Focus XC. Temperaturenheter som stöds är grader Celsius (°C) och grader Fahrenheit (°F), med Celsius som standardenhet. Det går att växla mellan de två enheterna utan att styrenheten behöver startas om. När temperaturen för verktygsmotorn eller verktygselektroniken överstiger maxtemperaturen låses verktyget och en varning (2014) visas. Verktyget låses återigen upp när verktygets temperatur sjunker under temperaturgränsen.
Verktygstemperatur är inte tillgänglig för ST-skiftnyckel.
Övervaka verktygstemperaturen
En användare kan se de senast uppmätta temperaturerna för verktygselektroniken och verktygsmotorn på displayen eller på webbgränssnittet, plus tiden när mätningen gjordes.
Gå till startvyn och välj fliken Verktyg.
Både temperatur för verktygselektronik och verktygsmotor är listade under Hälsa
För pulsverktyg, listas också enhetens VerktygspulstemperaturKlicka på någon av posterna för att få tillgång till en förteckning över topptemperaturer och deras tidsstämplar.
Verktygsunderhåll
Verktyget lagrar ett serviceintervallnummer och räknar hur många åtdragningar som kan utföras innan verktygsunderhåll eller service krävs.
Ställa in underhållslarmet
I startvyn trycker du på fliken Inställningar och därefter Verktyg.
Sätt Serviceindikatorlarm i läge På.
Gå till startvyn, tryck på fliken Verktyg och välj sedan det verktyg där du vill ange ett larm.
Skriv ett värde i fältet Serviceintervall.
Serviceintervallen kan bara ställas in i multipler av 10 000. Siffror som inte är multipler av 10 000 rundas av till den närmaste multipeln av 10 000.
Vid arbete med pulskvertyg kommer både serviceintervall för åtdragningar och antal pulser att ställas in. Det intervall som uppnås först utlöser larmet.
Fält | Beskrivning |
|---|---|
Senaste service | Datum och tid när senaste underhåll utfördes. Sista servicedatum ställs in på reparationsverkstaden. Sista servicedatum ställs in på nuvarande datum och tid när knappen Återställa serviceräkn trycks in. |
Totalt antal åtdragningar vid underhåll | Totala antalet åtdragningar som verktyget utfört sedan det användes första gången. Detta värde blir tillgängligt vid service och förblir det samma till nästa service. |
Återstående åtdragningar | Totalt antal åtdragningar som är kvar tills serviceintervallet uppnås. |
Serviceintervall | Antal åtdragningar som ska utföras innan nästa service. Kan ställas in i multipler av 10 000. |
Totalt antal pulser vid service | [endast pulsverktyg] Totala antalet pulser som verktyget utfört sedan det användes första gången. Detta värde blir tillgängligt vid service och förblir det samma till nästa service. |
Återstående pulser | [endast pulsverktyg] Totalt antal pulser som är kvar tills underhållsintervallet uppnås. |
Serviceintervall | [endast pulsverktyg] Antal pulser som ska utföras innan nästa service. Kan ställas in i multipler av 10 000. |
Återställa serviceräknare | Återställer räknaren för Återstående åtdragningar och ställer in Sista servicedatum till nuvarande datum. |
Återställ servicedata | [endast pulsverktyg] Återställ räknaren för Återstående åtdragningar samt oljestatus och ställer in Senaste servicedatum till nuvarande datum. |
Verktygskalibrering
Verktygskalibrering används för att styra hur väl ett verktyg motsvarar en referensgivare.
Kalibreringsvärdet som lagras i verktygsminnet används för att justera det momentvärde som verktygets momentgivare ger så att korrekt momentvärde visas i webb- eller mobilgränssnittet. Webb- eller mobilgränssnittet visar även det datum då verktyget kalibrerades senast.
Fält | Beskrivning |
|---|---|
Senast kalibrerad | Datum och tid när senaste kalibrering utfördes. |
Kalibreringsvärde | Momentvärde att kalibrera mot. |
Nästa kalibreringsdatum | Datum när nästa kalibrering för detta verktyg behövs. |
I detta avsnitt
Förbereda kalibrering
Kontrollera att verktyget och styrenheten är inställda för åtdragning.
Ställ in verktyget med en referensgivare (STa6000, STpad eller JSB Bench).
Se momentreferensgivarens bruksanvisning för anvisningar om inställning.
Välj ett åtdragningsprogram med ett målmoment som motsvarar en normal åtdragning med verktyget.
Se Ställa in grundläggande åtdragning för en guide om hur man ställer in och aktiverar ett lämpligt åtdragningsprogram.
Kalibrera verktyget
Verktygets kalibreringsvärde beräknas från styrenhetens momentavläsningar och referensgivaren genom ekvationen nedan:
Nytt kalibreringsvärde = Gammalt kalibreringsvärde × Medelvärde (Referensvärden/Power Focus-värden)
Gå till startvyn, tryck på fliken Verktyg och välj verktyget som ska kalibreras. Gå sedan till Kalibrering.
Ange det gamla kalibreringsvärdet från textrutan Kalibreringsvärde.
Om kalibreringsvärdet justeras med mer än 10 % visas ett bekräftelsemeddelande eftersom denna ändring kan ha en betydande inverkan på systemets noggrannhet och prestanda.
Utför minst tre åtdragningar och använd de avlästa momentvärdena från styrenheten och referensgivaren (ACTA eller liknande) för beräkning av medel kalibreringsvärdena.
Beräkna det nya kalibreringsvärdet med hjälp av ekvationen Nytt kalibreringsvärde.
Lagra det nya kalibreringsvärdet i verktygsminnet genom att skriva in det beräknade värdet i textrutan Kalibreringsvärde och peka på Använd.
När kalibreringen är klar, utför en åtdragning för att verifiera att de nya värdena är korrekta.
QA-kalibrering
Gå till startsidan och fliken Verktyg och välj QA-kalibrering till vänster.
Modifiera parametrarna i fönstret QA-kalibrering och klicka på Tillämpa för att implementera ändringarna.
Parameter
Beskrivning
Aktivera
PÅ: Aktiverar alternativet för extern verktygskonfiguration.
AV: Inaktiverar alternativet för extern verktygskonfiguration.
Virtuell station
Klicka på ikonen med tre punkter för att ansluta verktyget till en virtuell station.
Anslutningstyp
Ansluts via TCP-port
eller så
Ansluts den via COM-port.
COM-port
Visas när anslutningstypen COM-port väljs.
Visar en rullgardinsmeny med tillgängliga COM-portar.
TCP-port
Visas när anslutningstypen TCP-port väljs.
Visar TCP-porten, förifylld.
Kalibrera ett verktyg med STa6000 eller STpad
Ansluta STa6000/STpad
STa6000/STpad kan anslutas till styrenheten på två sätt:
Anslutning av STa6000
Anslutning | Förklaringar |
|---|---|
COM-port | Anslut Atlas Copco USB:n till den seriella adaptern till styrenhetens USB-port med ACTA-seriekabeln. Anslut STa6000 till serieadaptern med en USB-kabel. |
Ethernet-port | Anslut Ethernet-kabeln mellan STa6000 och styrenhetens Factory Ethernet-port, eller fabrikens nätverk. |
Anslutning av STpad
Anslutning | Förklaringar |
|---|---|
COM-port | Anslut STpad till styrenhetens COM-port med ACTA-seriekabeln. |
Ethernet-port | Anslut Ethernet-kabeln mellan STa6000 och styrenhetens Factory Ethernet-port, eller fabrikens nätverk. |
Utför QA-kalibrering genom STa6000 eller STpad
Se till att verktyget är anslutet och har tilldelats till en virtuell station på styrenheten.
Enskilda åtdragningsprogram kan inte användas i kalibreringssyfte. Se till att ett grupprogram väljs.
Gå till startvyn och tryck på fliken Verktyg. Klicka sedan på QA-kalibrering och sätt QA-kalibrering i läget På.
Välj den virtuella station som verktyget som ska kalibreras är anslutet till, och välj den anslutningstyp som ska användas (TCP för COM-port).
Observera att standardporten för kommunikation är 4561.
Anslut STa6000/STpad till styrenheten och markera rätt virtuell station.
Starta kalibreringen från STa6000/STpad.
STa6000/STpad begär information från styrenheten, bland annat verktygsinformation och åtdragningsprogram.
Kör åtdragningen. När kalibreringsenheten känner av åtdragningen begär den åtdragningsresultatet från styrenheten.
Upprepa steget ovan tills alla åtdragningar i gruppen utförts.
När det har slutförts skapar STa6000/STpad en rapport och beräknar ett nytt kalibreringsvärde för verktyget.
Välj Lagra i STa6000/STpad så skickas det nya kalibreringsvärdet till styrenheten, som i sin tur sparar det i verktyget.
Om åtdragningsprogrammet ändras eller om sekvensen/batchen uppdateras kommer kalibreringen att avbrytas.
Det finns ingen begränsning på den gruppstorlek som kan användas för kalibrering. Dock kan STa6000 endast visa två siffror för gruppstorlek. Räknaren på Sta6000 visar då 00 för 100.
När kalibreringen är klar, utför en åtdragning för att verifiera att de nya värdena är korrekta.
Verktygsdiagnos
Under Diagnos kan du köra:
Sensorspårning
Diagnostester
Sensorspårning
Om du ska utföra diagnos på ett verktyg, vinkel- eller momentsensor kan du starta en sensorspårningssession på menyn Verktyg. En sensorspårningssession har ett timeoutvärde på 20 minuter. En varning visas 5 minuter innan timeout och det går sedan att utöka sessionen eller stoppa den.
Sensorspårning kan bara göras för kabelanslutna verktyg.
Det går bara att starta en sensorspårningssession för varje verktyg och styrenhet åt gången.
Starta en sensorspårningssession
I fönstret HEM väljer du Verktyg.
Välj Kabelverktyg och Sensorspårning under Diagnos.
På Starta sensorspårning.
Verktygsvinkel, moment och varvtal visas.
Verktygsvinkel | Hur mycket verktyget har vridits sedan sensorspårningssessionen startade, eller sedan sista återställning. |
Moment | Avläst värde: momentets momentanvärde. |
Varvtal | Avläst värde: varvtalets momentanvärde. |
Diagnostester
Du kan ta reda på om ett verktyg fungerar korrekt genom att köra diagnos på verktyget. Vilken typ av test som kan köras beror på anslutet verktyg. Tre olika typer av tester kan köras:
Automatiskt produktionstest: Ingen åtgärd krävs från användaren.
Manuella tester utan kvittering: Användaren måste utföra vissa uppgifter under testet.
Manuella tester med kvittering: Användaren måste övervaka och ge synpunkter på verktygets beteende.
Det går bara att starta ett diagnostest för varje enskild styrenhet åt gången.
När diagnostestet startas låses sessionen för andra klienter. En diagnostestsession har ett timeoutvärde på 20 minuter. En varning visas 5 minuter innan timeout och det går sedan att utöka sessionen eller stoppa den.
Automatiskt produktionstest | Manuellt test utan kvittering | Manuellt test med kvittering |
|---|---|---|
|
|
|
Starta en diagnostestsession
I fönstret HEM väljer du Verktyg.
Välj Kabelverktyg och Diagnostester under Diagnos.
Starta Diagnostester.
Välj det test som du vill köra.
Följ instruktionerna på skärmen.
Alla tester visar resultat i grönt eller rött.
Diagnostestet gör timeout om ingen åtgärd görs inom 20 sekunder.
Ett diagnostestresultat visas när en testsession har slutförts.
Om du lämnar diagnostestsidan kommer resultatet att försvinna!
Om du vill exportera ett testresultat trycker du på Export -knappen.
Nollposition
Vid den här konfigurationen kommer systemet alltid att återgå till den ursprungliga startpositionen vid varje åtdragning eller sekvens. Nollposition ställs in separat för varje verktyg, både handhållna och fixturmonterade. Nollpositionen anger verktygets aktuella position. Det går inte att ställa in nollposition under pågående åtdragning eller sekvens.
Ange nollposition:
Gå till startsidan och välj Verktyg.
Välj Kabelverktyg och sedan Nollposition på högra menyn.
Välj SET. Verktygets aktuella position väljs som nollposition.
Verktygsmotorkalibrering
En motorkalibrering justerar verktygets motorstyrningsenhet för att optimera prestandan och minimera förlusten.
För kabelverktyg ska en motorkalibrering utföras på varje specifik kombination av styrenhet och verktyg tillsammans. STB-verktyg kan flyttas till en annan styrenhet utan att man behöver göra en ny motorkalibrering.
Innan motorkalibreringen utförs, se till att verktyget är anslutet till en virtuell station och att styrenheten är inställd för att utföra åtdragning.
Motorkalibreringen tar cirka en (1) minut och axeln roteras både medurs (CW) och moturs (CCW) varefter kalibreringen slutförs.
För verktyg som är konfigurerade med GFA (Gear Front Attachment – frontmonterat tillbehör), ta bort förlängningen för öppen ände från verktyget innan du utför motorkalibrering.
Utföra kalibrering av verktygsmotorn
Gå till startvyn och välj fliken Verktyg. Klicka sedan på verktyget som ska motorkalibreras och gå till Motorkalibrering.
Välj Utför, och tryck sedan på verktygets tryckreglage.
Tryck OK för att starta Motorkalibreringen.
Följ instruktionerna på skärmen och fortsätt att trycka på verktygets startknapp tills motorkalibreringen är klar.
Om motorkalibreringen lyckades visas en OK-händelse.
Om motorkalibreringen inte lyckades, eller verktygets avtryckare släpptes innan kalibreringen var klar, visas NOK.
Nollförskjutning och shunt
Endast tillgängligt för QST-verktyg.
För varje momentgivare kan gränsvärdena för nollförskjutning och shuntkalibrering visas och ändras.
Information | Beskrivning |
|---|---|
Shuntvärde (1–100) | Maximalt tillåtet uppmätt shuntkalibreringsvärde i %. |
Driftvärde för shunt (1–100) | Maximalt tillåten förändring i uppmätt shuntkalibreringsvärde i %. |
Värde för nollförskjutning (1–50) | Maximalt tillåten nollförskjutningskompensation i %. |
Driftvärde för nollförskjutning (2–100) | Maximalt tillåten förändring i nollförskjutningskompensation i %. |
Konfiguration av främre ände
Konfigurera verktyget som ska användas med rätt fronttillbehör.
Gå till Verktyg på Hem-menyn och välj Kabelverktyg > Konfiguration främre ände.
Välj Främre ändtyp.
Om Öppen ände har valts kan följande parametrar ställas in.
Innan du använder ett open end-verktyg ska du kontrollera att verktygshuvud och verktygshus har monterats och konfigurerats korrekt. Om detta inte görs kan verktyget köras i fel riktning och det mekaniska stoppet i open end-huvudet kan skadas.
Inställningar
Beskrivning
Invertera motorns riktning
Finns för öppen respektive sluten ände.
Av: Standard
På
Åtdragningsriktning
CW: Standard
Åtdragningsriktning inställd på medurs.
Moturs:
Åtdragningsriktning inställd på moturs.
Positioneringsgräns
Manuell
Ställ in momentets positioneringsgränsvärde.
Auto: Standard
Momentpositioneringens gränsvärde ställs automatiskt in på 2 % av maxmomentet, men är minst 2 Nm.
Välj Verkställ för att utföra konfigurationen. Verktyget startar om.
Utför inställning av öppen ände
Kalibreringsfunktion för öppen ände finns för verktyg med öppen ände och GFA (Gear Front Attachment). Funktionen beräknar den verkliga utväxlingen för både verktyget och förlängningen kombinerat, och sparar värdena till verktyget. Kalibreringen tar cirka två minuter att utföra.
När kalibreringen för öppen ände är klar måste verktyget kalibreras med förlängningen monterad.
Välj Utför, och tryck sedan på verktygets tryckreglage.
Följ anvisningarna på skärmen och fortsätt att trycka på verktygets startknapp tills att kalibreringen är klar.
Om kalibreringen av öppen ände lyckades visas OK.
Om kalibreringen av öppen ände inte lyckades, eller om verktygets avtryckare släpptes innan kalibreringen var avslutad, visas NOK.
Para ihop ett trådlöst verktyg med en styrenhet
Power Focus XC stöder endast infrastrukturläge för att trådlösa verktyg ska kunna kommunicera med styrenheten. Antingen genom åtkomst via styrenhetens fabriksport eller via den lokala åtkomstpunkten.
Hopparningen av en mekatronisk nyckel till en styrenhet görs annorlunda än andra trådlösa verktyg, och kräver att en MWRKit ansluts till styrenheten. Se produktanvisningar för mer detaljerad information.
Ett verktyg med IRC-W-infrastruktur är ett verktyg som använder fabrikens trådlösa infrastruktur för att anslutas till styrenheten. Verktygskonfigurationerna, ADHOC- eller infrastrukturläge, ställs in i ToolsTalk Service 2.
Arbeta med fliken Virtuell station
Virtuella stationer är konfigurerade i menyn Virtuell station.
En virtuell station är en programabstraktion av en fysisk station och kan ställas in för att använda ett visst verktyg och på distans utföra olika uppgifter med hjälp av verktyget.
I Power Focus XC kan du ställa in 6 virtuella stationer per styrenhet. Varje virtuell station kan anslutas till ett verktyg och ett eller flera tillbehör.
Genom att använda virtuella stationer, kan operatören använda flera verktyg och köra olika uppgifter med hjälp av samma styrenhet. Det är möjligt att ansluta ett kabelverktyg och flera STB-verktyg samtidigt till styrenheten.
När olika verktyg konfigureras, se till att den valda startsignalen i Startkälla matchar det valda verktyget och att den valda uppgiften kan köras på det specifika verktyget.
Innan någon åtdragning kan påbörjas, måste en uppgift väljas i den virtuella stationsmenyn. En uppgift är en av tre typer:
Åtdragningsprogram
Gruppsekvens
Källor
Valet kan göras manuellt av operatören eller genom externa signaler.
I detta avsnitt
- Skapa en virtuell station
- Ta bort en virtuell station
- Tilldela licenser till en virtuell station
- Avregistrera licenser från en virtuell station
- Ansluta ett verktyg till en virtuell station
- Konfigurera ett uppgiftsfönster i en virtuell station
- Konfigurera protokollfönster i en virtuell station
- Konfigurera tillbehörsfönster i en virtuell station
Skapa en virtuell station
Gå till startsidan och fliken Virtuell station och klicka på plus-ikonen i skärmens övre högra hörn.
Ändra namnet och andra parametrar.
Listan över virtuella stationer som skapats presenteras i den ordning de skapades.
Styrenhetens egenskaper, såsom bland annat lågreaktionsåtdragningsstrategier och syrenhetomfattande funktioner, kräver licenser som tilldelas via Functionality Management System (FMS). Medan konfigurering av funktioner är möjlig utan specifika licenser kommer tilldelningen och användningen av dessa funktioner att kräva att rätt licens installeras på styrenheten. Vänligen se Licenser (FMS) för mer detaljerad information om licenser.
Om ingen verktygskonfiguration är tillgänglig vid tilldelning av ett verktyg, skapas automatiskt en ny verktygskonfiguration och tilldelas till den virtuella stationen.
Denna automatiskt skapade verktygskonfiguration kommer att ha Startkälla inställd på endast Trycke och spåra på Av. För STB-verktyg kan Start-begäran sättas till På.
Ta bort en virtuell station
Gå till startsidan och fliken Virtuell station och välj den virtuella station som ska tas bort till vänster.
Klicka på ikonen Ta bort nederst på den virtuella stationens lista med parametrar.
Tilldela licenser till en virtuell station
För att de virtuella stationerna ska fungera måste de tilldelas en licens för Virtuell stationstyp.
Välj Virtuell stationsmeny och välj den virtuella stationen du vill tilldela licenser till.
I avsnittet Licenser väljer du pilen i fältet Virtuell stationstyp
Fönstret Ändra licenstyp visas.
Välj den virtuella stationstyp du vill tilldela den virtuella stationen.
[Om ytterligare Virtuell stationsfunktioner måste tilldelas] ska du välja Redigera i fältet Egenskaper.
Fönstret Välj egenskaper visas.
Markera alla funktioner som du vill tilldela den virtuella stationen och välj OK.
Avregistrera licenser från en virtuell station
Välj Virtuell stationsmeny och välj den virtuella stationen du vill avregistrera licenser från.
I avsnittet Licenser ska du välja licensnamnet i fältet Virtuell stationstyp.
Fönstret Ändra licenstyp visas.
Välj namnet på den tilldelade virtuella stationstypen du vill avregistrera.
Fönstret Andra licenstyp stängs och fältet Virtuell stationstyp visas Ingen. Alla funktioner kommer även att tas bort från styrenheten.
När en virtuell station tas bort kommer de licenser som associeras med denna virtuella station automatiskt att återgå till poolen.
Ansluta ett verktyg till en virtuell station
En virtuell station kan endast ha ett verktyg anslutet. Endast ett av de verktyg som är anslutna till en styrenhet kan vara ett kabelverktyg. Tillagda virtuella stationer kan ansluta trådlösa verktyg som parats ihop till styrenheten.
Varje virtuell station måste ha en verktygskonfiguration, förutom verktyget. Verktygskonfigurationerna skapas i menyn Konfigurationer.
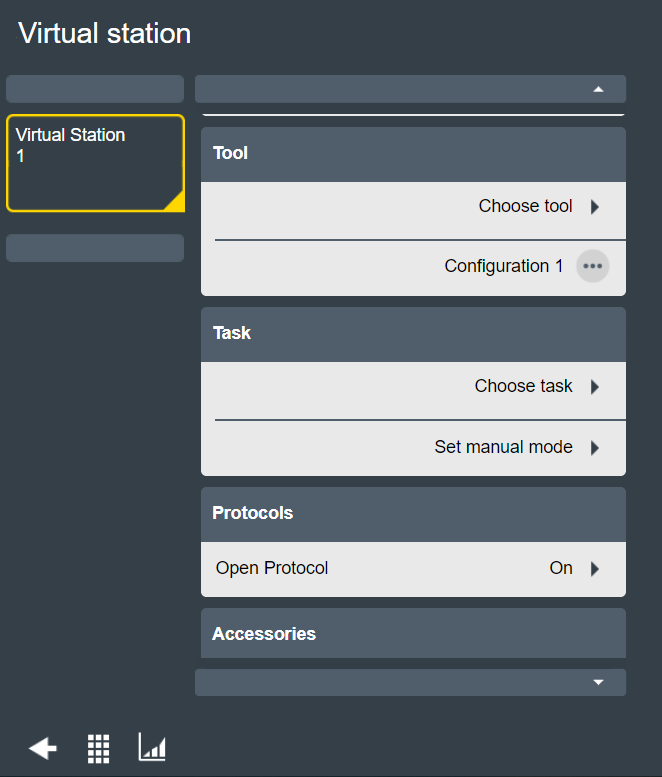
Gå till menyn Virtuell station och peka på den virtuella station som du vill ansluta verktyget till.
I verktygsområdet, peka på Välja verktyg för att öppna listan med tillgängliga verktyg.
Eller, om ett verktyg redan valts, peka på Ändra verktyg för att öppna listan över tillgängliga verktyg att ändra till.
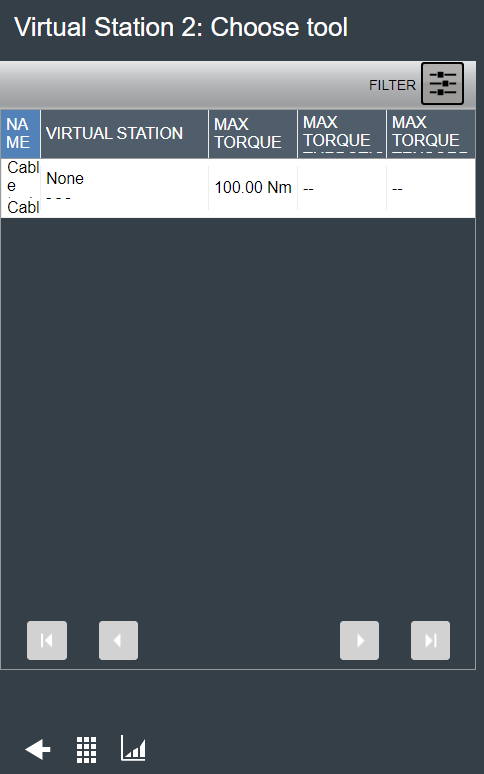
Peka, i listan över tillgängliga verktyg, på önskat verktyg för att ansluta det till den virtuella stationen.
Verktyg som inte är tillgängliga visas i grått. För att ansluta ett sådant verktyg, måste det först kopplas bort från sin virtuella station.
När du ansluter ett nytt verktyg, bifogas en verktygskonfiguration. Om det finns fler än en konfiguration tillgänglig, visas en lista över verktygskonfigurationer.
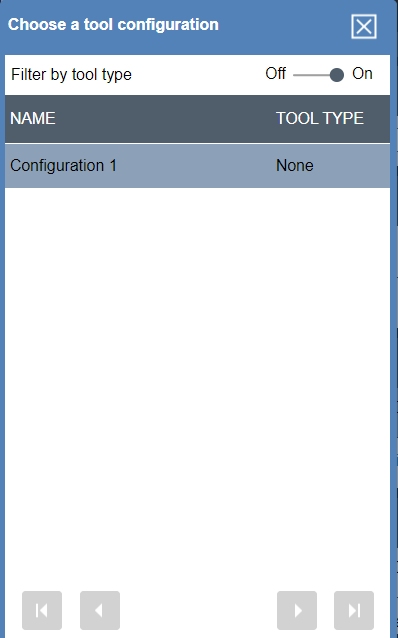
För att byta verktygskonfiguration för den virtuella stationen:
Klicka på pilen bredvid namnet på den aktuella konfigurationen.
Välj en annan av konfigurationerna i listan.
Det går inte att välja bort en konfiguration, bara för att välja en annan tillgänglig konfiguration
Konfigurera ett uppgiftsfönster i en virtuell station
Den valda uppgiften kan antingen köra ett åtdragningsprogram, köra en batchsekvens eller aktivera uppgiften med hjälp av en källa som konfigurerats i menyn Källor.
Uppgiften kan övervakas från styrenheten och resultatet av uppgiften kan visas tillsammans med eventuella händelser som kan ha inträffat under driften.
I detta avsnitt
Konfigurera manuellt läge i en virtuell station
Manuellt läge för virtuella stationer används för att utföra uppgifter medan verktyget är i låst läge. I de fall där verktyget är låst av en viss anledning (t.ex. på grund av att verktyget är utanför sitt TLS-fotavtryck) kan det fortfarande finnas ett behov av att utföra vissa uppgifter med verktyget, till exempel nödarbete. Genom att konfigurera manuellt läge för den virtuella stationen kan användare bestämma vilka signaler som sänds vid inmatning av manuellt läge (Ingångssignaler), vilken uppgift som kan utföras medan man befinner sig i manuellt läge (Sekundär uppgift), och vilka signaler som sänds när man lämnar manuellt läge (Lämna-signaler).
Eftersom önskade scenarier kan variera mellan olika användare (dvs. vilka signaler som ska sändas vid ingång och utgång och vilken uppgift som ska utföras), är manuellt läge helt konfigurerbart för varje virtuell station.
Konfiguration består av tre delar: ingångssignaler, lämnasignaler och sekundär uppgift (observera att med primär uppgift avses den (automatiska) uppgift som tilldelats till den virtuella stationen i enlighet med Uppgift).
Gå till menyn Virtuell station och klicka på den virtuella station som ska konfigureras, och klicka sedan under Uppgift,, på Ställa in manuellt läge
I Manuellt läge, konfigurationsskärmen, ställ in den sekundära uppgiften. Detta bestämmer vilken uppgift som ska köras i manuellt läge.
Om ingen sekundär uppgift har ställts in, kommer den primära uppgiften att användas under manuellt läge.
Alla uppgifter (åtdragning, batchsekvens, källa) kan ställas in för både den sekundära uppgiften och den primära uppgiften.
Ställ in ingångssignalerna som ska skickas genom att klicka på plus-ikonen längst ner på avsnittet Ingång. Se parametrarna för ingångssignaler nedan.
Ställ in lämnasignalerna som ska skickas genom att klicka på plus-ikonen längst ner på avsnittet Lämna. Se parametrarna för lämnasignaler nedan.
Det finns en gräns på 99 signaler som kan ställas in för ingång och lämna.
I detta avsnitt
Ingångs- och lämnasignaler
Parametrarna för ingångs- och lämna-signaler är samma.
Det finns två typer av signaler: Boolean och heltal/strängtyp. För signaler av Boolean-typ, används en på/av (sann/falsk)-omkopplare. För signaler av heltal/strängtyp, används ett textfält där (I/O)-signalen eller strängen kan indikeras.
Signal | Typ | Standardvärde |
|---|---|---|
Avbrottssekvens | Booleskt | Av |
Bekräfta händelser | Booleskt | Av |
Aktivera verktygets streckkodsläsare | Booleskt | Av |
Rensa resultat | Booleskt | Av |
Inaktivera kommandon om öppet protokoll | Booleskt | Av |
Inaktivera verktygets streckkodsläsare | Booleskt | Av |
Dynamisk batchstorlek | Heltal | 0 |
Extern identifierare | Heltal | 0 |
Externt övervakade [1-8] | Booleskt | Av |
Flash Tool Grön LED (externt protokoll) | Booleskt | Av |
Generisk IO [1-10] | Heltal | 0 |
ID för dynamisk batchstorlek | Heltal | 0 |
Återställ grupp | Booleskt | Av |
Återställ gruppsekvens | Booleskt | Av |
Återställa bistable-relä | Booleskt | Av |
Återställa för många NOK | Booleskt | Av |
Välj insignal | Heltal | 0 |
Ställa in bistabilt relä | Booleskt | Av |
Lås upp verktyget på kompletter | Booleskt | Av |
Lås upp verktyget på inaktivera | Booleskt | Av |
Konfigurera protokollfönster i en virtuell station
Under fliken Protokoll i menyn Virtuell station finns en lista över tillgängliga kommunikationsprotokoll, beroende på aktuell licens. Öppet protokoll är tillgängligt för alla licenser.
För att få tillgång till funktionalitet genom Öppet protokoll, behöver en unik port för varje Virtuell station definieras.
Sätt omkopplaren för Öppet protokoll i läge På.
Ange nummer för Serverport.
Ange värde för Kommunikationstimeout i sekunder, mellan 15 och 60.
Ange värde för PLC-index från 1 till 6.
PLC-index används för att kartlägga var i det delade minnet kommandona för öppet protokoll ska skrivas. Standardvärdet är 1 men du kan ange värden från 1 till 6.
Välj vilken åtgärd som ska tillämpas när anslutningen till klienten förloras.
Inställningen Koppla ur, kontrollerar den åtgärd som ska tillämpas när ett anslutningsfel uppstår:
Ingen – Åtdragningsprogrammet fortsätter normalt.
Lås verktyg – Verktyget låses normalt efter avslutad aktuell åtdragning.
Tilldela inte uppgift – Åtdragningen avbryts efter den pågående uppgiften. Med undantag för vanliga åtdragningsprogram eller Batchsekvenser där uppgiften kommer att tas bort efter det är klart.
Lås alltid verktyg – Verktyget låses efter avslutad aktuell åtdragning, oavsett resultat.
Använd äldre räknare
Inställningen för Äldre räknare registrerar alla åtdragningar i en sekvens och skickar denna siffra till sekundära system. Du aktiverar denna inställning genom att ange Använd äldre räknare till Ja.
Lossningsprogram MID2500
Den här inställningen ger dig möjlighet att välja ett MID2500 lossningsprogram från listan.
Tryck på eller välj Verkställ när du är klar.
Konfigurera tillbehörsfönster i en virtuell station
För att ansluta och koppla ur QIF-tillbehör till en virtuell station, se Ansluta QIF-tillbehör till en virtuell station samt Koppla ur QIF-tillbehör från en virtuell station.
Felsökning med hjälp av IO-diagnostik av ett tillbehör beskrivs under Digital IO-signaldiagnostik.
I detta avsnitt
Digital signaldiagnostik
Under driftsättning och under felsökning av en styrenhet kan ett diagnosverktyg vara till stor hjälp. Det är tillgängligt för analys under infotaggen för en enhetskonfiguration i menyn Virtuell station.
Styrenheten kan användas i normalläge eller i diagnosläge. I normalläge verkar digitala in- och utsignaler normalt och dirigeras mellan den interna styrlogiken och ett externt tillbehör eller en kontakt.
Diagnosläget är uppdelat i övervakningsläge och tvångsläge. I övervakningsläget fungerar signaler normalt, men man får en övervakning av signalbeteende i realtid. I tvångsläge öppnas förbindelsen mellan styrenhetens interna logik och det externa tillbehöret, och in- och utsignalerna kan tvingas till ett önskat tillstånd.
Det går att diagnostisera digitala signaler för en enhet åt gången.
Diagnostikkonfiguration
Diagnostiken för ett visst tillbehör är tillgänglig via alternativet Info i den virtuella stationsvyn för tillbehöret.
Komma åt diagnostikens konfiguration:
Gå till startsidan och fliken Virtuell station och välj en virtuell station till vänster.
Gå till fönstret Tillbehör och välj Info och sedan Diagnostik.
Aktivera Övervakningsläge eller Tvångsläge med omkopplaren.
Status för insignaler och utsignaler är tillgängliga under respektive flikar.
Det är endast möjligt att få tillgång till diagnostik från en enskild användare eller funktion i taget. Om en diagnos redan är aktiv visas ett informationsmeddelande på skärmen.
Normal drift
I läget normal drift skickas externa insignaler till den interna styrlogiken och styrenhetens utsignaler skickas till ett externt mål, utan något ingripande från diagnosmodulen.
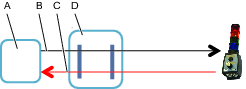
A | Styrenhetens interna tillstånd, maskin och logiska funktioner |
B | Digital utgång signalväg |
C | Digital ingång signalväg |
D | Diagnosmodul |
Övervakning av digitala signaler
I diagnosläget kan alla signaler som skickats till och från styrenhetens interna logik övervakas. En signaltapp är ansluten i diagnosmodulen och signaltillstånden visas i webb-GUI eller styrenhet-GUI.
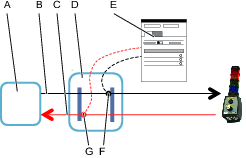
A | Styrenhetens interna tillstånd, maskin och logiska funktioner |
B | Digital utgång signalväg |
C | Digital ingång signalväg |
D | Diagnosmodul |
E | Användargränssnitt |
F | Utgång signaltapp |
G | Ingång signaltapp |
Tvinga digitala signaler
I diagnosläget kan alla signaler som skickats till och från styrenhetens interna logik tvingas till ett önskat tillstånd. Signallinjerna öppnas i diagnosmodulen. Från användargränssnittet kan både in- och utsignaler tvingas till stabila tillstånd. Användargränssnittet är antingen webb-GUI eller styrenhetens GUI
Vita signaler tvingas, styrenheten fungerar normalt. När du lämnar diagnosläget och tvångsläget ställs alla signaler in på styrenhetens aktuella drifttillstånd. Detta kan leda till en förändring-av-tillstånd för digitala utgångar, vilket kan skapa oönskade åtgärder.
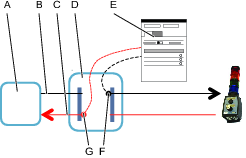
A | Styrenhetens interna tillstånd, maskin och logiska funktioner |
B | Digital utgång signalväg |
C | Digital ingång signalväg |
D | Diagnosmodul |
E | Användargränssnitt |
F | Insättningspunkt för tvingad utsignal |
G | Insättningspunkt för tvingad insignal |
Arbete med fliken Konfigurationer
Verktygskonfiguration
På startskärmen går du till fliken Konfigurationer och klickar på Verktygskonfiguration till vänster för att konfigurera de tillgängliga tillbehörsfunktionerna på verktyget.
Funktionerna kan variera beroende på typ av verktyg.
Konfigurera tillbehörsfunktioner på verktyget
I Konfigurations-fönstret klickar du på Filtrera på verktygstyp. Välj sedan det relevanta verktyget.
I Konfigurations-fönstret klickar du på Redigera för att konfigurera de relevanta funktionerna.
En konfiguration som tilldelats en virtuell station kan inte tas bort.
Om det finns en funktionsknapp, en LED-ring och en rörelseomkopplare, en summer och en vibrator, så konfigurerar du dessa genom att klicka på ikonen med tre punkter på motsvarande fält.
Varje fält visar ett siffervärde som motsvarar numret den specifika funktionen (nr 1 motsvarar till exempel funktionsknappen, 2 avser LED-ringen, 3 avser riktningsomkopplaren, 4 avser summern och 5 avser vibratorn).Du kan även konfigurera allmänna inställningar, startvillkor och tillbehörsbussen i motsvarande fönster, efter kundens behov.
I detta avsnitt
Konfiguration av funktionsknappen
Använd funktionsknappen på verktyget för att styra upp till sex av de tillgängliga ingångssignalerna. Knappens tre möjliga användningstillstånd kombineras med de två möjliga tillstånden hos riktningsomkopplaren.
Funktionsknapp, tillstånd | Riktningskontakt. tillstånd |
|---|---|
Ett tryck | CW (medurs) |
Ett tryck | Moturs: |
Dubbeltryck | CW (medurs) |
Dubbeltryck | Moturs: |
Tryckt in | CW (medurs) |
Tryckt in | Moturs: |
Två konfigurerbara parametrar styr trycktiden.
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Tryckdetekteringsintervall | För ett tryck: den maximala trycktiden (i millisekunder) mellan knappen som trycks och knappen som frigörs. | 300 ms |
Nästa tryckintervall | För dubbeltryck: den maximala tiden (i millisekunder) mellan att knappen släpps efter den första tryckningen, och knappen trycks igen. | 300 ms |
Konfiguration av verktygets lysdioder/LED
Verktygs-LED har följande funktioner:
Den främre lysdioden lyser upp arbetsområdet och kan användas för att visa resultatstatus för de verktyg som stöds.
Den blå lysdioden ingår i verktygets lysdioder eller fungerar som en del i EHMI eller RHMI för de verktyg som stöds. En utsignal kan kopplas till den blå lysdioden.
Statuslysdioderna består av en röd, en gul och en grön ring eller en ring med flera färgsegment på vissa pistolverktyg. Utsignalerna kan anslutas till statusdioderna.
En resultatindikator styr hur verktygets lysdioder tänds för att visa status, åtdragningsresultat samt indikationens varaktighet hos de verktyg som stöds.
En utsignal kan vara av typen händelse eller status.
En statussignal är aktiv så länge som utsignalen är aktiv.
En händelsesignal är aktiv under det konfigurerade tidsintervallet.
Blå lysdiod
Den blå lysdioden kan konfigureras med en händelse- eller statusutsignal. Signalstatus visas med fast sken.
Konfigurering av den blå lysdioden
Välj en signal för att ansluta till den blå lysdioden.
Alternativt: ange varaktighet för en händelsesignal.
Den blå lysdioden ersätts eller kompletteras av en blå indikering på EHMI eller RHMI för specifika verktygstyper.
Resultatindikator
Resultatindikatorn styr hur verktygets lysdioder tänds och visar status, åtdragningsresultat samt indikationens varaktighet.
Konfigurationen påverkar främre lysdiod och statuslysdiod för resultatindikering på de verktyg som stöds. Detta innefattar mönster och varaktighet. Om mönstret är Av kommer resultatindikeringen inte att användas, även om den främre lysdioden är På i verktygskonfigurationen.
Främre lysdiod måste vara På i verktygskonfigurationen om främre lysdiod ska användas på de verktyg som stöds.
Främre lysdiod stöder grön och röd färg. Om mönstret använder gul färg kan den gula färgen inte visas på den främre lysdioden.
Signal | Beskrivning |
|---|---|
Av | Inga lysdioder aktiveras efter åtdragningen, oavsett resultat. |
Grön | Den gröna lampan tänds alltid när en åtdragning är OK. |
Rött:hög:gult:låg | Om åtdragningen avslutas felaktigt (NOK); indikerar en röd lysdiod att det slutliga värdet är för högt, eller en gul lysdiod indikerar att värdet är för lågt. Röd och gul kan tändas samtidigt (t.ex. vid för högt vridmoment och för låg vinkel). |
Rött:hög(prio):gult:låg | Om åtdragningen avslutas felaktigt (NOK); indikerar en röd lysdiod att det slutliga värdet är för högt, eller en gul lysdiod indikerar att värdet är för lågt. Röd och gul kan inte tändas samtidigt. Endast röd tänds vid samtidiga höga och låga värden. |
Rött:NOK:gult:låg | En röd lysdiod indikerar att åtdragningen avslutas felaktigt (NOK). En ytterligare gul lysdiod kan indikera att värdet är för lågt. |
Rött:NOK | En röd lysdiod indikerar att åtdragningen avslutas felaktigt (NOK). Inga ytterligare lysdioder visas. |
Statusdioder
Statuslysdioderna har tre färger: röd, gul och grön. Varje lampa kan visas med fast sken eller blinkande. Detta ger totalt sex olika signaler som kan anslutas till statuslysdioderna.
Konfigurering av den statuslysdioder
Välj en utsignal för varje färg och funktion, fast sken or blinkande från snabbmenyn.
Alternativt: ange varaktighet för en händelsesignal.
Signaler och resultatindikeringar på statuslysdioder kan inte visas samtidigt på verktyget. Följande villkor gäller:
En lysdiod tänds endast av en konfigurerad signal när ingen åtdragning pågår och när den styrande utsignalen aktiveras.
En lysdiod stängs av när nästa åtdragning börjar, även om konfigurerad tidsperiod inte har uppnåtts för en signal av typen händelse eller om utgående styrsignal inte har aktiverats för en signal av typen status.
En resultatindikering på statuslysdioderna inaktiveras om en uppdatering, aktiverad eller inaktiverad, görs av en konfigurerad signal.
Varaktighet
Varaktigheten styr den tiden som indikeringen tänds efter att tryckreglaget släpps upp.
Parameter | Beskrivning |
|---|---|
Till nästa åtdragning | Den blå lysdioden, statuslysdioderna och resultatindikeringen är på tills nästa åtdragning startas. |
Tid | Den blå lysdioden är på under den inställda varaktigheten efter aktivering. Statuslysdioderna är på under den inställda varaktigheten efter aktivering eller tills nästa åtdragning påbörjas. Resultatindikeringen är på under den inställda varaktigheten efter att tryckreglaget har släppts eller tills nästa åtdragning påbörjas. |
Konfiguration av riktningsomkopplaren
Maskinens riktningsomkopplare kan konfigureras så att en insignal aktiveras om den snabbt växlar (varaktighet 500 ms) från medurs (CW) till moturs (CCW) och tillbaka, eller vice versa.
Konfiguration av ljudsignal
Summern konfigureras genom att tilldela ett ljud till en signal som väljs från en lista med tillgängliga signaler.
Ljudet består av en uppsättning parametrar som beskrivs i tabellen. En signal med ett ljud kan prioriteras mellan 1 och 10, där 1 är högsta prioritet och 10 lägsta. Som standard har en signal och ljud prioritet 5. Upp till 20 ljud kan tilldelas signaler.
Parameter | Beskrivning |
|---|---|
Prioritet | Anger summerns prioritet |
Frekvens | Exakt frekvens i Hz. |
Tid på | Tid (i ms) tills summern ljuder. |
Tid av | Tid (i ms) som summern är tyst. |
Repetition | Antal gånger summern upprepar på/av-sekvensen. |
Volym | Summerns volym i procent av maxvolym. |
Allmänna inställningar
De allmänna inställningarna för verktyget kan ställas in i avsnittet Allmänna inställningar
Spårningskonfigurations-, TAG-kontrolls- och TAG-valsfunktionerna beskrivs mer utförligt i respektive avsnitt.
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Inaktivitetstimer | Fastställer om verktyget ska stängas av efter en viss tids inaktivitet. | På |
<Inaktivitet, tidsutlösning> | Om inaktivitetens timeout är På väljs antal minuter före avstängning. | 120 min |
Front-LED | Ställer in frontlampans uppträdande (ovanför tryckeutlösaren). Finns endast för trådlösa verktyg. | På |
Varaktighet efter utlösaren släpptes | Anger hur länge den främre LED-lampan fortsätter lysa efter att tryckeutlösaren släppts (i sekunder). För kabelanslutna verktyg fortsätter LED-lampan att lysa i 10 sekunder efter att verktygets tryckeutlösare har tryckts in. | 0 sek |
Spårning | Visar åtdragningen grafiskt. För multistep-program är spår alltid på från Trycke pressat . För trådlösa verktyg väljer du Trycke intryckt eller Nergängning klar varefter spårningen skapas. | Av |
Taggkontroll | Aktiverar TAG-kontroll på verktyget. Verktyget låser om den TAG som medföljer programmet inte är samma som sätts in i ST-skiftnyckelns smartHEAD. TAG-kontroll finns bara för ST-skiftnyckel eller om inget verktyg har valts vid validering av verktygets konfiguration. | Av |
Taggval | Den används för att välja åtdragningsprogram/batch eller batchsekvens genom Batchsekvens/Källåtdragning/Källbatch. TAG-alternativ finns bara för ST-skiftnyckel eller om inget verktyg har valts vid validering av verktygets konfiguration. | Av |
Lås verktyg när minnet är fullt | Gör det möjligt att låsa verktyget när styrenhetens minne är fullt. | På |
I detta avsnitt
Spårningskonfiguration
Spårningar ger användare en grafisk representation av åtdragningen. Spårningar kan börja antingen från det att avtryckaren trycks in eller efter avslutad nergängning.
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Spårning | Gör att resultatet kan visas i grafisk form. Av: Ingen spårning görs. Avtryckare trycks in: Spårningen visas från när verktygets avtryckaren trycks in. Nergängning klar: Spårningen visas från när Nergängning klar uppnåtts. | Av |
Det maximala antalet spårpunkter är 2000 (200 för STB-verktyg). Om det maximala antalet spårpunkter överskrids, raderas alla andra resultat (halverar effektivt samplingsfrekvensen). Spårningen fortsätter så länge åtdragningen är aktiv och varje gång det maximala antalet spårpunkter nås, raderas hälften av spårpunkterna för att spårningen fortsätter. Spårning slutar när sista fasen av åtdragningen är klar.
TAG-kontroll
TAG-kontroll aktiverar TAG-kontrollen på verktyget. När TAG-kontroll är aktiverad på både Power Focus XC och på STnyckeln kommer verktyget att låsas om den TAG som medföljde programmet inte är samma som sätts in i STnyckelns smartHEAD.
TAG-numret specificeras olika beroende på arbetsuppgiften.
Vad gäller Allmänna åtdragningsstrategier anges TAG-nummer i åtdragningsprogrammet.
Vid åtdragningsstrategin Multisteg beror TAG-numret på vad som har valts på menyn Källor/Batchsekvens.
Vid körning av Källåtdragning (Källor > Åtdragning > Källåtdragning > Väljarläge - Bekräfta) anges TAG-nummer i rutan Hylsa.
Vid körning av Batchsekvens (Batchsekvens > Sekvensbibliotek > Sekvens > Batchkonfiguration - Redigera) är TAG-nummer identifieringsnumret.
Vid körning av Källbatch (Källor > Batchsekvens > Källbatch) anges TAG-nummer vid Batchsekvens som i ovanstående.
Vid Batchsekvens och Källbatch, ställ in Fri ordning - i Batchsekvens - på Nej.
TAG-kontroll finns bara för ST-skiftnyckel.
Alternativ för TAG-kontroll | Beskrivning |
|---|---|
Av | Verktyget låses inte oavsett insatt TAG. |
På | Verktyget är låst så länge som TAG-numret inte är detsamma som det TAG-nummer som anges vid konfigurering av åtdragningsstrategin. |
TAG-val
TAG-val används för att välja ett åtdragningsprogram/batch eller batchsekvens som har ett TAG-nummer som motsvarar TAG-numret på den TAG som sätts in i ST-skiftnyckelns smartHEAD.
TAG-val finns bara för ST-skiftnyckel.
Alternativ för TAG-val | Beskrivning |
|---|---|
Av | ST-skiftnyckeln skickar ingen signal till styrenheten att välja åtdragningsprogram/batch eller batchsekvens. |
På | Välj åtdragningsprogram/batch eller batchsekvens som har ett TAG-nummer som har konfigurerats under Batchsekvens/Källåtdragning/Källbatch. |
Konfiguration av startvillkor
Startvillkoren för ett verktyg, såsom startbegäran och startkälla, konfigureras här. Funktionerna beskrivs i respektive avsnitt.
I detta avsnitt
Startbegäran
Startbegäran aktiverar kravet på att ha en fast anslutning mellan verktyget och styrenheten för ett STB-verktyg. Detta för att se till att verktyget alltid är aktuellt med åtdragningsprogram eller batchinställningar, och med andra inställningar på styrenheten, när åtdragningar utförs.
När Startbegäran är inställt på På låses verktyget om verktyget tappar anslutningen med styrenheten. Detta innebär att om verktyget tappar anslutningen mitt i en åtdragning eller en gruppsekvens kommer verktyget att avsluta den pågående åtdragningen och sedan stanna. Verktyget kommer då att vara låst tills förbindelsen är återupprättad.
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Startbegäran | Lås verktyget när verktyget tappar anslutningen med styrenheten. På: Verktyget kommer att vara låst från att utföra åtdragningar om det tappar anslutning med styrenheten. Av: Verktyget kan fortsätta att utföra åtdragningar fastän det har förlorat anslutning med styrenheten. | På |
Startkälla
Använd verktygsstartkällan för att ställa in hur verktyget startas. Standardvärdet är Trycke endast.
Startkälla finns bara för vissa verktygstyper.
Startkälla | Beskrivning |
|---|---|
Endast avtryckare | Tryck på verktygsavtryckaren för att starta åtdragningen. |
Avtryckare ELLER tryck | Tryck på verktygsavtryckaren eller tryck verktyget mot förbandet för att starta åtdragningen. |
Avtryckare OCH tryck | Tryck på verktygsavtryckaren och tryck verktyget mot förbandet för att starta åtdragningen. |
Tryckreglage OCH Digital ingång | Få en signal via digital ingång och tryck på verktygets tryckreglage för att starta åtdragningen. |
Endast tryck | Tryck verktyget mot förbandet för att starta åtdragningen. |
Säkerhetsavtryckare | Två avtryckare (som med avtryckare och push) aktiverade inom 500 ms från varandra för att starta åtdragningen. |
Konfiguration av tillbehörsbussen
Verktygstillbehör är anslutna till verktyget via tillbehörsbussen. Verktygstillbehör konfigureras separat för varje verktygskonfiguration på styrenheten.
Typ | Beskrivning |
|---|---|
ST Selector | En liten display och knappar för att välja uppgifter eller program enligt konfigurationen. |
TLS-tagg | Tool Location System-tag som används för att ge utsignaler till operatören. |
EHMI | En liten display och knappar för att välja uppgifter eller program enligt konfigurationen. |
Streckkodsläsare | En enhet för att läsa en streckkodssträng eller en QR-kod som innehåller information. |
I detta avsnitt
ST-selektor
ST Selector är ett verktygstillbehör. Det installeras på verktyget och ansluts till verktygstillbehörsbussen. Det har en liten skärm, två ingångsknappar och utgångslysdioder.
Skärm
Displayen visar en information åt gången och har fyra olika sidor som kan konfigureras, för att visa olika förinställda objekt på varje sida.
Parameter | Beskrivning |
|---|---|
Sida 1 | Välj det meddelande som ska visas från listan:
|
Sida 2 | |
Sida 3 | |
Sida 4 |
Brytartid
Parameter | Beskrivning |
|---|---|
Brytartid | Välj den tid ett meddelande visas innan nästa meddelande kommer. |
Knappar
De två knapparna kan konfigureras att verka på den information som visas och används för att gå igenom förteckningen.
Parameter | Beskrivning |
|---|---|
Vänster knapp | Välj en åtgärd från snabbmenyn. |
Höger knapp | Välj en åtgärd från snabbmenyn. |
Statusdioder
Statusdioderna kan aktiveras eller inaktiveras.
Parameter | Beskrivning |
|---|---|
Visa resultat LED | Välj önskad envalsknapp för På eller Av. |
Visa extra LED | Välj önskad envalsknapp för På eller Av. |
Resultatlysdioderna är röda, gröna och gula, och visar samma information som huvudverktygets lysdioder.
De två extra lysdioderna kan visa Batch OK och Batchsekvens OK. Båda dessa lysdioder stängs av vid nästa åtdragning.
TLS-tag
Tool Location System (TLS)-tag, är ett verktygstillbehör. TLS-taggen är monterad på verktyget och ansluten till verktygstillbehörsbussen. TLS-taggen är en del av Ubisense positioneringssystem och hanteras oberoende från styrenheten. Förutom positioneringen, kan TLS-taggen användas för att ge information till operatören. Valda utsignaler kan ge olika LED-belysningskombinationer.
Upp till 10 olika utsignaler kan mappas till en belysningsprioritet.
|
Parameter |
Beskrivning |
|---|---|
|
Signal |
Välj en signal för att utlösa lysdioden från en snabbmeny. För en signal av typen Händelse, välj varaktigheten för signalen. |
|
Färg |
Välj en färg för lysdioden. |
|
Prioritet |
10 prioritetsnivåer är tillgängliga för ljud där ett (1) är den högsta prioritetsnivån. Standard prioritetsnivå är (5). |
För två signaler samtidigt, vinner signalen med högsta prioritet. När två signaler med samma prioritet utlöser lysdioden, vinner den som når fram först.
En utsignal kan vara av typ Händelse eller av typ Tillstånd.
En tillståndssignal är aktiv så länge tillståndet är aktivt.
En händelsesignal är aktiv under en konfigurerbar tid.
EHMI
EHMI är ett verktygstillbehör. Det installeras på verktyget och ansluts till verktygstillbehörsbussen. Det har en grafisk display, tre funktionsknappar och alternativt en streckkodsläsare. Displayen är en del av styrenhetens GUI med möjlighet att välja åtdragningsprogram, batchsekvenser och att visa resultat från åtdragningar. Samspelet med styrenheten sker via funktionsknappar.
I EHMI-konfigurationen är det möjligt att avgöra om funktionsknapparna är På eller Av.
Parameter | Beskrivning |
|---|---|
Aktivera funktionsknappar | På = Knapparna har full funktionalitet för att konfigurera inställningar inom de synliga menyerna. Av = Funktionsknapparna kan endast användas för att bekräfta en nödvändig dialog på EHMI. |
Streckkodsläsare
Läsaren är ett verktygstillbehör. Den installeras på verktyget och ansluts till tillbehörsbussen.
En streckkodsläsare används för att läsa en streckkodssträng eller en QR-kod som innehåller information för att välja den lämpliga batchsekvensen.
Parameter | Beskrivning | Standardvärde |
|---|---|---|
Passera genom-läge | På: Aktiverar genompassering. Av: Inaktiverar genompassering. | Av |
Konfiguration av flera givare
Endast tillgängligt för QST- och IxB-verktyg.
Beroende på verktygstyp och antalet givare är det möjligt att ställa in hur moment- och vinkelgivarna ska användas vid åtdragning. Givarna kan konfigureras för styrning eller övervakning.
Parameter | Beskrivning |
|---|---|
Styrande momentgivare | Ställ in vilken momentgivare som ska användas för åtdragning. Tillgängliga inställningar:
|
Styrande vinkelgivare | Ställ in vinkelgivaren som ska användas för åtdragning. Tillgängliga inställningar:
|
Välj Detaljer för att öppna en undermeny med fler inställningar.
Parameter | Beskrivning |
|---|---|
Rapportera momentvärden för övervakning | Om detta är inställt rapporteras ett värde för slutligt moment från både den styrande och den övervakande givaren, inklusive utvärdering av statusen för båda (OK/Hög/Låg). |
Moment för felrapportering vid redundans | Redundansfel rapporteras om det slutliga momentet som uppmätts på den styrande givaren skiljer sig från det värde som uppmätts på den övervakande givaren. |
Lås verktyget vid redundansfel | Lås verktyget om ett redundansfel upptäcks. |
Parameter | Beskrivning |
|---|---|
Obligatoriskt dubbelmoment | Om detta är inställt måste det anslutna verktyget ha dubbla momentgivare (som inte är inaktiverade) för att kunna köra en åtdragning. |
Övervakning av moment i spårning | Om detta är inställt inkluderas värdena från den övervakande momentgivaren i spårningen. |
Parameter | Beskrivning |
|---|---|
Aktivera dubbelmomentbegränsning | Om detta är inställt är givaren för dubbelmomentbegränsning aktiv. |
Maximal momentskillnad | Gränsvärde vid begränsning av dubbel momentdifferens. |
Parameter | Beskrivning |
|---|---|
Rapportera vinkelvärden för övervakning | Om detta är inställt rapporteras ett värde för slutlig vinkel från både den styrande och den övervakande givaren, inklusive utvärdering av statusen för båda (OK/Hög/Låg). |
Vinkel för felrapportering vid redundans | Redundansfel rapporteras om den slutliga vinkel som uppmätts på den styrande givaren skiljer sig från det värde som uppmätts på den övervakande givaren. |
Lås verktyget vid redundansfel | Lås verktyget om ett redundansfel upptäcks. |
Parameter | Beskrivning |
|---|---|
Obligatorisk dubbelvinkel | Om det anslutna verktyget måste ha dubbla vinkelgivare (som inte är inaktiverade) för att kunna köra en åtdragning. |
Övervakning av vinkel i spårning | Om detta är inställt inkluderas värdena från den övervakande vinkelgivaren i spårningen. |
Parameter | Beskrivning |
|---|---|
Aktivera dubbelvinkelbegränsning | Om detta är inställt är givaren för dubbelvinkelbegränsning aktiv. |
Maximal vinkelskillnad | Gränsvärde vid begränsning av dubbel vinkeldifferens. |
Konfigurera Open End
Innan du använder ett open end-verktyg ska du kontrollera att verktygshuvud och verktygshus har monterats och konfigurerats korrekt. Om detta inte görs kan verktyget köras i fel riktning och det mekaniska stoppet i open end-huvudet kan skadas.
Efter åtdragning med open end-verktyg kan du låta open end-verktyget gå till öppningspositionen igen genom open end-konfigurationen.
Konfigurera open end-strategier och inställningar genom HMI-gränssnittet (Human Machine Interface).
Open end-konfigurationen gäller endast kabelanslutna verktyg, IXB-verktyg och STB-verktyg.
Open end-konfigurationen omfattar inte Flex eller synkroniserad åtdragning.
Open end-konfiguration
Inställningar | Beskrivning |
|---|---|
Automatisk positionering | Efter åtdragning med open end-verktyg kan du låta open end-verktyget gå tillbaka till öppningspositionen automatiskt. En omkopplare ställer automatisk positionering i läge På eller Av:
Automatisk positionering omfattar endast flerstegsprogram för åtdragning. Automatisk positionering gäller endast kabelanslutna verktyg och IxB-verktyg. |
Positioneringsstrategi | Välj Positioneringsstrategi för att låta open end-verktyget gå tillbaka till öppningspositionen efter åtdragningen.
Vi rekommenderar strategierna Backning momentbaserad och Framåt snabbstart för open end-verktyg med ledad frontdel. Backning momentbaserad och Framåt snabbstart -strategierna gäller endast kabelanslutna verktyg och IXB-verktyg. |
Positionering hastighet | Positioneringshastighet styr hur snabbt verktyget ska gå till öppningsläget. Operatören kan ange ett värde på Positionering hastighet från 5 % till 100 %. |
Digitala signaler
Insignaler
Insignaler är systemkommandon som utförs med hjälp av till exempel knappar eller omkopplare på ett tillbehör, antingen ett verktygstillbehör eller ett QIF-tillbehör eller genom att ansluta dem till en I/O-inkontakt.
Insignalen Lås verktyg får inte vara konfigurerad för mer än ett tillbehör för varje virtuell station.
Utsignaler
Utsignaler är tillstånd eller händelser i systemet. De kan antingen kopplas till ett verktygstillbehör eller till ett QIF-tillbehör.
Väljarkonfiguration
Hylsväljarkonfiguration
Hylsväljare är ett hylsställ med lysdioder som leder användaren genom t.ex. en batchsekvens. När mer än ett åtdragningsprogram används, är det mycket praktiskt att använda en hylsväljare. När en hylsa lyfts så väljs motsvarande åtdragningsprogram. Flera hylsväljare kan anslutas till varje virtuell station.
Information om de anslutna hylsväljarna kan hittas genom att peka på Åtdragning och sedan Hylsväljare på menyn Källor.
Konfigurera en hylsväljare
Gå till startsidan och fliken Konfigurationer och välj Hylsväljare till vänster. Klicka på plus-ikonen i övre högra hörnet av gränssnittet för att skapa en ny konfiguration
Ge konfigurationen ett namn.
Välj Redigera.
Klicka på Lägg till eller Ta bort för rätt antal hylsfack, välj sedan alla fack som måste vara aktiva (anges i blått).
Sätt Styrning till Extern om hylsvalet ska styras av ett externt system.
Ansluta en hylsväljare till en virtuell station
På menyn Virtuell station, gå till den virtuella stationen som ska användas och gå sedan till Tillbehör och peka på Välja tillbehör.
Under Tillbehör, klicka på Välja tillbehör och gå sedan till fliken Hylsväljare.
I kolumnen Konfiguration (vänster), välj en konfiguration som du vill använda med hylsväljaren (se Konfigurera hylsväljarenKonfigurera hylsväljaren)
I kolumnen Anslutna tillbehör (höger), välj den hylsväljare som du vill använda.
Ställa in en Väljare 6 via Ethernetkabel/trådlös
Väljare 6 huvudöversikt
A | Hållare för hylsa eller bit |
B | Indikatorlysdioder för position |
C | Dekalområde |
D | Monteringshål i varje hörn |
E | Serviceport |
F | Lysdiod för batteristatus (endast tillgängligt på trådlösa versioner) |
G | WLAN-status LED (tillgängligt på vissa väljare) |
H | Batteri (endast tillgängligt på trådlösa versioner) |
I | Mobilitetsmodul (endast tillgängligt på trådlösa versioner) |
Väljare 6 anslutningsöversikt
A | Kontaktskydd |
B | Extern likström in; Kycon (DC DIN) kontakt |
C | Ethernet in, nedströms anslutning; M12 D-kodad honkontakt |
D | Väljarens baksida |
E | Digital in- och utgångsanslutning |
F | Ethernet ut, nedströms anslutning; M12 D-kodad honkontakt |
G | Batteri |
Väljare 6 serviceport översikt
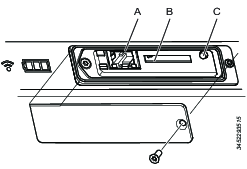
A | RJ45 Serviceport |
B | RBU-fack |
C | Funktionsknapp |
Allmän inställning
På styrenheten, gå till Inställningar > Nätverk och kontrollera IP-adressen under Fabriksethernet-porten, (krävs endast när du ställer in via trådlös anslutning).
Öppna väljarens servicelucka. Luckan hålls fast med en 2 mm insexskruv.
Anslut en Ethernet-kabel mellan en dator och RJ-45-kontakten i servicegränssnittet.
Se till att väljaren har ström, antingen genom PoE, genom en extern strömkälla eller med batteri.
Öppna ett webbläsarfönster i datorn.
Skriv in webbadressen 169.251.1.1 och tryck på knappen Enter. Webbservern i väljaren kommer att svara och visa väljarens webbgränssnitt.
Välj Inställningar
 i den vänstra navigeringen (detta väljs som standard) Arbetsutrymmet i Inställningar visar konfigurationsmenyerna och är uppdelat i fem olika inställningar: Grundläggande inställningar, Serviceport, Ethernet in, WLAN, och Power Focus XC.
i den vänstra navigeringen (detta väljs som standard) Arbetsutrymmet i Inställningar visar konfigurationsmenyerna och är uppdelat i fem olika inställningar: Grundläggande inställningar, Serviceport, Ethernet in, WLAN, och Power Focus XC.I avsnittet Ethernet in, välj Externt läge På eller Av för den LED-kontrollkälla som önskas.
Nästa steg i inställningen beror på hur hylsväljaren kommer att anslutas till styrenheten (Ethernet-kabel direkt till styrenheten (standard), Ethernet-kabel till fabriksnätet eller trådlöst till fabriksnätverk). Se instruktionerna nedan för din inställning.
Ställa in hylsväljare - Ethernet kabelansluten till styrenheten (standard)
Ethernet-portar (RJ45) för kopplingsanordningar och styrenheter i kedjekoppling finns endast i nyare modeller av Power Focus XC. För att ansluta Väljaren 6 via Ethernet-kabel till äldre styrenhetsmodeller, bör en adapterkabel användas för att ansluta Ethernet-kabeln till styrenheternas COM PORT.
I avsnittet Ethernet In väljer du Power Focus XC (standard) i rullgardinsmenyn Ansluten till.
Klicka på Spara-knappen högst upp till höger i arbetsutrymmet.
Ta bort ethernet-kabeln från serviceporten.
Stäng serviceporten med luckan och säkra den med låsskruven.
Hylsväljaren visar sig i listan Anslutna tillbehör (Virtuell station > Tillbehör > Välja tillbehör > Hylsväljare)
Ställa in Väljare – kabelansluten till fabriksnätet
I avsnittet Ethernet In, välj Fabriksnät från Ansluten till rullgardin.
Välj DHCP På eller Av för dynamisk eller statisk IP-adresskonfiguration. Om det krävs en statisk IP-adress i IP-adressfältet, anger du IP-adressen för hylsväljaren.
I avsnittet Power Focus XC anger du IP-adressen (se ovan) för den styrenhet som väljaren kommer att anslutas till.
Klicka på Spara-knappen högst upp till höger i arbetsutrymmet.
Ta bort ethernet-kabeln från serviceporten.
Stäng serviceporten med luckan och säkra den med låsskruven.
Hylsväljaren visar sig i listan Anslutna tillbehör (Virtuell station > Tillbehör > Välja tillbehör > Hylsväljare)
Ställa in hylsväljare – kabelansluten till fabriksnätet
I avsnittet Ethernet In, välj Fabriksnät från Ansluten till rullgardin.
I WLAN-avsnittet, fyll i följande parametrar:
Aktivera: ställ in radioknapp på JA
SSID: fyll i SSID-namnet på hylsväljaren
Lösenord: fyll i lösenordet för det trådlösa nätverket som ska anslutas till
Krypteringstyp: välj rätt typ av kryptering för det trådlösa nätverket (WPA-PSK, eller WPA2-PSK, EAP-TLS)
I avsnittet Power Focus XC anger du IP-adressen (se ovan) för den styrenhet som väljaren kommer att anslutas till.
Klicka på Spara-knappen högst upp till höger i arbetsutrymmet.
Ta bort ethernet-kabeln från serviceporten.
Stäng serviceporten med luckan och säkra den med låsskruven.
Hylsväljaren visar sig i listan Anslutna tillbehör (Virtuell station > Tillbehör > Välja tillbehör > Hylsväljare)
Allmän virtuell station
I Allmän virtuell station kan olika specifika resultatrapporter och åtdragningsinställningar sparas. Olika filter kan skapas och filtrera bort specifika resultat. Under Åtdragningsinställningar kan du till exempel ställa in verktygets beteende vid upplåsning. Dessa konfigurationer kan sedan tilldelas virtuella stationer.
Lägga till och redigera en konfiguration
Gå till menyn Konfigurationer och välj fliken Allmän virtuell station. Tryck sedan på plus-ikonen i övre högra hörnet.
Ge den nya konfigurationen ett namn och tryck på Redigera.
I fönstret Resultatfilter för rapportering väljer du På för de parametrar som ska tas med i alla resultat. Som standard är alla parametrar satta till På.
Om du aktiverar ett resultatfilter kommer resultatet inte att skickas, men det visas fortfarande på styrenheten.
Följande parametrar kan ställas in i sektorn Resultatfilter för rapportering:
Lossning
Räkna upp batch
Räkna ned batch
Återställ batch
Gå förbi åtdragningsprogram
Avbryt sekvens
Avbryt sekvens som inte har startats
Återställ batchsekvens
I fönstret Åtdragningsinställningar anger du värden för de parametrar som visas. Som standard är alla parametrar satta till Av.
Följande parametrar kan ställas in i sektorn Åtdragningsinställningar:
Lås upp verktyget vid lossning – ser till att verktyget är låst efter en NOK-åtdragning.
Inaktivera lossning – ser till att en operatör inte lossar en skruv för vilken processen inte tillåter lossning.
Inaktivera åtdragning – ser till att en operatör inte drar åt en skruv för vilken processen inte tillåter åtdragning.
Inställning | Beskrivning |
|---|---|
Av | Ett inaktiverat verktyg förblir inaktiverat oavsett lossningsstatus. |
OK | Ett inaktiverat verktyg låses upp när en OK-lossning har utförts. |
Alltid | Ett inaktiverat verktyg låses upp när en lossning har utförts, oavsett läsningsstatus. |
Inaktivera lossningsinställningar
För att säkerställa att en skruv inte kan lossas av misstag kan du använda funktionen för inaktivering av lossningen. Det finns fyra inställningar för inaktivering av lossning:
Inställning | Beskrivning |
|---|---|
Av | Lossning är alltid aktiverad. Det går alltid att lossa en skruv. |
Vid åtdragning OK | Lossningen är inaktiverad efter en OK-åtdragning. Det går inte att lossa en korrekt åtdragen skruv. |
Vid åtdragning NOK | Lossningen är inaktiverad efter en NOK-åtdragning. Det går inte att lossa en felaktigt åtdragen skruv. |
Alltid | Lossning är alltid aktiverad. Det går inte att lossa en skruv. |
Dessa inställningar är giltiga under exekvering av en uppgift. Lossning aktiveras och inaktiveras beroende på inställningen och status för den senaste åtdragningen. För en ny uppgift är starttillståndet för inaktiverad lossning inställt enligt följande:
Inställning | Beskrivning |
|---|---|
Av | Lossning aktiverad. Det går att lossa en skruv. |
Vid åtdragning OK | Lossning inaktiverad. Det går inte att lossa en skruv. |
Vid åtdragning NOK | Lossning inaktiverad. Det går inte att lossa en skruv. |
Efter varje åtdragning | Lossning inaktiverad. Det går inte att lossa en skruv. |
Starttillståndet gäller varje gång en ny uppgift tilldelas en virtuell station eller när en uppgift startas om på nytt. Starttillståndet kan variera beroende på typ av uppgift, enligt följande beskrivning.
Inställning | Starttillstånd för ny uppgift |
|---|---|
Av | Lossning aktiverad. Det går att lossa en skruv. |
Vid åtdragning OK | Lossning inaktiverad. Det går inte att lossa en skruv. |
Vid åtdragning NOK | Lossning inaktiverad. Det går inte att lossa en skruv. |
Alltid | Lossning inaktiverad. Det går inte att lossa en skruv. |
Starttillståndet gäller varje gång en ny uppgift tilldelas en virtuell station eller när en uppgift startas om på nytt. Starttillståndet kan variera beroende på typ av uppgift, enligt följande beskrivning.
Åtdragningsprogram och synkläge
Aktivering och inaktivering av lossning beror på inställningen för inaktiverad lossning. Status för senaste åtdragning gäller.
Batchsekvens
Under en batchsekvens följer aktiverad eller inaktiverad lossning inställningen för inaktivering av lossning, och ställs in på status för sista åtdragning. Detta gäller också vid övergång från en batch till nästa inom en batchsekvens. Om en batchsekvens startar om på nytt kommer lossningen att aktiveras eller inaktiveras enligt starttillståndet för en ny uppgift.
Källbatch
Aktivering och inaktivering av lossning följer samma rutin som vid beskrivningen under Batchsekvens. Om en pågående källbatch startar om på nytt eller om en ny batch väljs kommer lossningen att aktiveras eller inaktiveras beroende på starttillståndet för den nya uppgiften.
Källåtdragning (Ingen batchstyrning)
Under en batchsekvens kommer aktivering och inaktivering att ställas in enligt status för sista åtdragning. Om ett annat program väljs kommer aktivering och inaktivering att ställas in på den nya uppgiftens starttillstånd. Vid ändring av program, verktyg eller hylsa kommer aktivering och inaktivering att ställas in på den nya uppgiftens starttillstånd.
Åtdragning med flera spindlar
Aktivering och inaktivering av lossning följer alltid status för senaste åtdragning. Detta gäller också vid ett nytt synkläge.
Inaktivera åtdragningsinställningar
För att undvika oavsiktlig åtdragning av skruvar finns funktionen inaktivering av åtdragning. Det finns fyra inställningar för inaktivering av åtdragning:
Inställning | Beskrivning |
|---|---|
Av | Åtdragning är alltid aktiverad. Det går alltid att dra åt en skruv. |
Vid åtdragning OK | Åtdragning är urkopplad efter en OK-åtdragning. Det går inte att dra åt en korrekt åtdragen skruv. |
Vid åtdragning NOK | Åtdragning är urkopplad efter en NOK-åtdragning. Det går inte att dra åt en felaktigt åtdragen skruv. |
Alltid | Åtdragning är alltid aktiverad. Det går inte att dra åt en skruv. |
Dessa inställningar är giltiga under exekvering av en uppgift. Åtdragning aktiveras och inaktiveras beroende på inställning och status för senaste åtdragning. För en ny uppgift är starttillståndet för inaktiverad åtdragning inställt enligt följande:
Inställning | Starttillstånd för ny uppgift |
|---|---|
Av | Åtdragning aktiverad |
Vid åtdragning OK | Åtdragning aktiverad |
Vid åtdragning NOK | Åtdragning aktiverad |
Alltid | Åtdragning inaktiverad |
Starttillståndet gäller varje gång en ny uppgift tilldelas till en virtuell station eller när uppgiften startas på nytt. Starttillståndet kan variera beroende på typ av uppgift, enligt beskrivningen i avsnittet Inaktivera lossningsinställningar.
Tillåter ett inaktiverat verktyg att låsa upp efter lossning
I den virtuella stationskonfiguration som är inställd på den virtuella station där verktyget är anslutet ställer du in Lås upp på lossning till På OK eller Alltid.
För att aktivera inställningen ovan måste följande villkor uppfyllas:
Parametern Inaktivera lossning kan inte vara inställd på Av eller Alltid.
Parametern Inaktivera lossning kan inte ha samma värde som Inaktivera åtdragning.
Åtdragningsprogrammet som används måste ha lossning aktiverad.
När verktyget är låst för antingen åtdragning eller lossning på grund av ett inaktiveringsläge, kan det låsas upp av någon av följande insignaler:
Det går inte att låsa upp ett inaktiverat verktyg med insignalerna om Lås verktyg vid lossning är inställt på Alltid.
Tilldela en konfiguration till en virtuell station
Varje virtuell station kan ha sin egen konfiguration, och flera virtuella stationer kan dela samma konfiguration. En konfiguration måste tilldelas en virtuell station för att denna ska aktiveras.
Gå till menyn Virtuell station och välj den virtuella station dit du vill tilldela konfigurationen.
Under Allmänt väljs den första konfigurationen som standard. Välj konfigurationsnamnet.
I popupfönstret väljer du önskad konfiguration från listan. Popup-fönstret stängs när du har gjort dina val.
I detta avsnitt
Konfigurering av inställningar för realtidsresultat
I fönstret Inställningar för resultatvisning i realtid kan en användare visa slutmoment utan PrT-kompensationsvärde, samt PrT-kompensationsvärde.
Konfigurera fönstret Inställningar för resultatvisning i realtid
Gå till startsidan och fliken Konfigurationer och välj Generell virtuell station. till vänster.
I Konfigurations-fönstret du vill arbeta med klickar du på Redigera.
Skärmbilden Redigera konfiguration visas.I fönstret Inställningar för resultatvisning i realtid anger du PÅ eller AV beroende på önskade resultat.
Om flaggan Visa PrT-kompensationsvärde är PÅ visar fönstret Liveresultat värdet PrT-kompensation.
Om flaggan Visa slutmoment med PrT-kompensation är PÅ visar fönstret Liveresultat i styrenheten slutmoment med PrT-kompensation inräknad.
Att sätta omkopplarna i fönstret för Inställningar för resultatvisning i realtid till antingen PÅ eller AV har ingen inverkan såvida inte flerstegsprogrammet har ett åtdragningssteg som innefattar stegövervakning av Rådande moment med Kompensations-omkopplaren satt till PÅ.
Inställningar för resultatvisning i realtid
Här är de olika konfigurationsalternativen i fönstret Inställningar för resultatvisning i realtid.
Visa PrT-kompensationsvärde: PÅ Visa slutmoment med PrT-kompensation: PÅ | Visa PrT-kompensationsvärde: PÅ Visa slutmoment med PrT-kompensation: AV | Visa PrT-kompensationsvärde: AV Visa slutmoment med PrT-kompensation: PÅ | Visa PrT-kompensationsvärde: AV Visa slutmoment med PrT-kompensation: AV |
|---|---|---|---|
Peka och klicka på bilden för att se mer information: | Peka och klicka på bilden för att se mer information: | Peka och klicka på bilden för att se mer information: | Peka och klicka på bilden för att se mer information: |
I detta avsnitt
Visa slutmoment med PrT-kompensation: PÅ/Visa PrT-kompensationsvärde: PÅ
Visa slutmoment med PrT-kompensation: PÅ
Fönstret Liveresultat visar slutmoment inklusive PrT-kompensationsvärde.
Om EHMI och ST-väljare är på och konfigurerade visas slutmoment inklusive PrT-kompensationsvärde.
Visa PrT-kompensationsvärde vid liveresultat: PÅ
Fönstret Liveresultat visar PrT-kompensationsvärde samt kompensationsikon ( ).
).
Om det finns flera kompensationsvärden visas värdet för det senaste tillgängliga steget.
Konfigurering av parametrarna Visa slutmoment med PrT-kompensation och Visa PrT-kompensationsvärde påverkar inte:
Slutmomentvärden som skickas till ToolsNet och ToolsTalk: slutmomentvärden med PrT-kompensation skickas alltid till ToolsNet och ToolsTalk.
Det slutliga momentvärdet visas tillsammans med historiska resultat.
Kurvorna baseras på både liveresultat och historiska resultat.
Värden i meddelanden för Open Protocol.
Signalerna.
Protokolladaptrarna.
Visa slutmoment med PrT-kompensation: AV/Visa PrT-kompensationsvärde: PÅ
Visa slutmoment med PrT-kompensation: AV
Fönstret Liveresultat visar slutmoment utan PrT-kompensationsvärde. Eftersom slutmomentet inte innefattar PrT-kompensationsvärdet visas det kursivt.
Visa PrT-kompensationsvärde: PÅ
Fönstret Liveresultat visar PrT-kompensationsvärde samt kompensationsikon ().
Om det finns flera kompensationsvärden visas värdet för det senaste tillgängliga steget.
Konfigurering av parametrarna Visa slutmoment med PrT-kompensation och Visa PrT-kompensationsvärde påverkar inte:
Slutmomentvärden som skickas till ToolsNet och ToolsTalk: slutmomentvärden med PrT-kompensation skickas alltid till ToolsNet och ToolsTalk.
Det slutliga momentvärdet visas tillsammans med historiska resultat.
Kurvorna baseras på både liveresultat och historiska resultat.
Värden i meddelanden för Open Protocol.
Signalerna.
Protokolladaptrarna.
Visa slutmoment med PrT-kompensation: AV/Visa PrT-kompensationsvärde: AV
Visa slutmoment med PrT-kompensation: AV
Fönstret Liveresultat visar slutmoment utan PrT-kompensationsvärde. Eftersom slutmomentet inte innefattar PrT-kompensationsvärdet visas det kursivt.
Visa PrT-kompensationsvärde: AV
Fönstret Liveresultat visar inte PrT-kompensationsvärde eller relaterad kompensationsikon ().
Konfigurering av parametrarna Visa slutmoment med PrT-kompensation och Visa PrT-kompensationsvärde påverkar inte:
Slutmomentvärden som skickas till ToolsNet och ToolsTalk: slutmomentvärden med PrT-kompensation skickas alltid till ToolsNet och ToolsTalk.
Det slutliga momentvärdet visas tillsammans med historiska resultat.
Kurvorna baseras på både liveresultat och historiska resultat.
Värden i meddelanden för Open Protocol.
Signalerna.
Protokolladaptrarna.
Visa slutmoment med PrT-kompensation: PÅ/Visa PrT-kompensationsvärde: AV
Visa slutmoment med PrT-kompensation: PÅ
Fönstret Liveresultat visar slutmoment inklusive PrT-kompensationsvärde.
Om EHMI och ST-väljare är på och konfigurerade visas slutmoment inklusive PrT-kompensationsvärde.
Visa PrT-kompensationsvärde: AV
Fönstret Liveresultat visar inte PrT-kompensationsvärde eller relaterad kompensationsikon ().
Konfigurering av parametrarna Visa slutmoment med PrT-kompensation och Visa PrT-kompensationsvärde påverkar inte:
Slutmomentvärden som skickas till ToolsNet och ToolsTalk: slutmomentvärden med PrT-kompensation skickas alltid till ToolsNet och ToolsTalk.
Det slutliga momentvärdet visas tillsammans med historiska resultat.
Kurvorna baseras på både liveresultat och historiska resultat.
Värden i meddelanden för Open Protocol.
Signalerna.
Protokolladaptrarna.
Konfigurera lagring av slutligt åtdragningsmoment och spårning
Omkopplaren Lagra med PrT-kompensation är som standard PÅ vilket betyder att slutmoment och kurva lagras med PrT-kompensationsvärde.
Visa slutmoment med PrT-kompensation i inställningar för realtidsresultat styr vad som visas under Liveresultet.
Ändra Store med PrT-kompensationsinställning
På skärmbilden Hem väljer du Konfigurationer.
Rulla nedåt och välj Allmän virtuell station till vänster.
Gå till konfigurationsfönstret, välj en Konfiguration och sedan Redigera. Fönstret Redigera konfiguration visas.
Gå nedåt till Lagring av slutmoment och spårning, och sätt Lagra med PrT-kompensation till önskat läge.
Konfiguration av streckkodsläsaren
På den här menyn kan streckkodskonfigurationer läggas till. Streckkodsläsare kan konfigureras så att lästa strängar antingen hanteras av styrenheten eller skickas till ett externt system. När den lästa strängen skickas vidare väljer styrenheten ingen uppgift baserat på strängen, utan skickar den bara till en extern enhet via en utgångssignal.
Lägga till en streckkodsläsare och aktivera vidaresändning
Gå till Konfigurationer > Streckkodsläsare och klicka på plustecknet längst upp till höger.
Ge streckkodskonfigurationen ett namn.
Aktivera vidaresändning genom att klicka på Redigera, och sätt Passerläge till På.
I detta avsnitt
Streckkodskonfiguration
En streckkodsläsare används för att läsa en streckkodssträng eller en QR-kod som innehåller information för att välja den lämpliga batchsekvensen.
Streckkodsläsaren konfigureras i fliken Källor.
Streckkodsläsaren kommer att läsa de tecken som du anger och sätta ihop dem till en textsträng. Denna textsträng matchas sedan med de fördefinierade strängar som du har angett i styrenheten, och om de matchar, kommer batchsekvensen som är kopplad till din fördefinierade sträng att väljas.
Streckkodssträngar av en längd på upp till 1024 tecken kan läsas och de kan innehålla tecken i positionerna 32 till 126 i ASCII-tabellen. Om streckkoden innehåller en sträng längre än 1024 tecken, kommer den återstående delen av strängen, från position 1025 och framåt, att kasseras.
I detta avsnitt
Konfigurera streckkodsläsaren
Streckkodsläsaren i sig måste ställas in med hjälp av ett amerikanskt tangentbord, och streckkodsläsaren ska avge ett returtecken för att avsluta streckkodssträngen.
Giltiga streckkodsläsare
För en lista över scannrar som är verifierade för användning med styrenheten Power Focus XC, kontakta lokala Atlas Copco-representant.
Arbeta med fliken Information om styrenhet
Systemadministrationsuppgifterna för styrenheten Power Focus XC hanteras i menyn Styrenhet. Menyn nås genom styrenhetens GUI, webb-GUI, eller Tools Talk 2 GUI.
Intelligent Application Module
Intelligent Application module (IAM) är ett beständigt minne som ligger i styrenheten. Minnesmodulen innehåller alla styrenhetsprogram, konfigurationer och resultat. Vissa moduler kan även innefatta ytterligare laddade funktionsobjekt.
För en fullständig lista över tillgängliga IAMs och deras kapacitet, kontakta en Atlas Copco-representant.
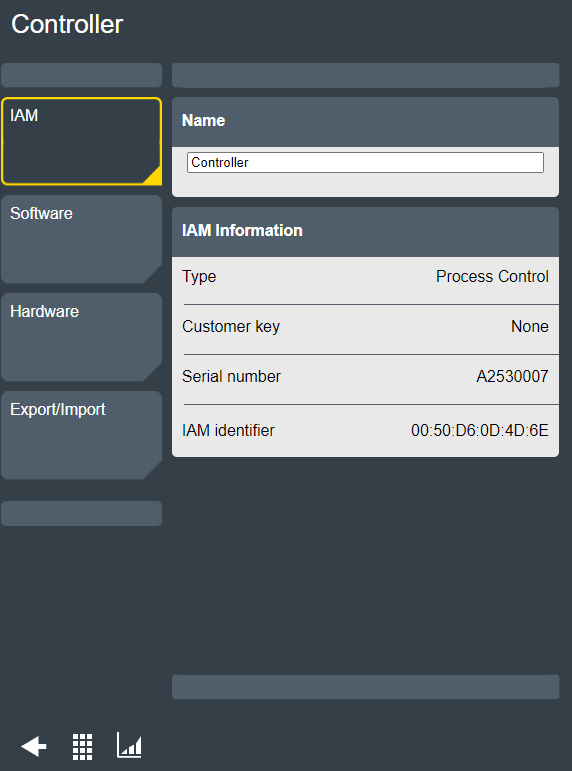
Programvara
Versionsnumret av två versioner av programvara som finns på styrenheten Power Focus XC finns under fliken Programvara.
Det är bra att installera en andra programversion av styrenhetens program vid uppgradering av flera styrenheter. När produktionen är klar att gå över till det uppgraderade programmet, kan den nya programversionen aktiveras lokalt på styrenhetens gränssnitt, från en fjärrdator med webbgränssnittet, eller med ToolsTalk.
En ny programvarudistribution kan installeras antingen genom att ansluta en USB-flash-enhet med programmet till styrenhetens USB-port eller med hjälp av webbgränssnittet.
Programuppdateringen är endast synlig när du bläddrar till styrenhetens gränssnitt från en dator. När en masslagringsenhet med en giltig programversion sätts in i USB-porten, visas en uppmaning att uppdatera programvaran.
Filen för uppdatering av programvara får inte packas upp och måste lagras i en mapp med namnet PFImages i roten på USB-flash-enheten.
Ett oväntat fel under programuppgraderingen kan leda till förlust av data.
Innan några programversioner uppgraderas rekommenderas en säkerhetskopiering av styrenhetens konfiguration genom export av ”All styrenhetsinformation”.
I detta avsnitt
Uppdatera program för styrenhet via USB
Anslut USB-flash-enheten till styrenheten: installationsguiden startar automatiskt.
Om flera programversioner finns på USB-flash-enheten, visas en lista med de olika mjukvaruuppgraderingsfilerna.
Välj filen för programvaruuppgradering för att installera och följ instruktionerna för att slutföra installationen.
USB-minnet behöver ha en delning tillgänglig och formateras för att fungera med Linux. Möjliga format är till exempel FAT eller NTFS.
Ta inte bort USB-enheten och koppla inte ifrån IAM förrän uppgraderingen har slutförts.
Uppdatera styrenhetens program via webbgränssnitt
På fliken Styrenhet går du till Program och väljer sedan Programuppdatering. Klicka sedan på Bläddra.
Bläddra och välj zipfilen med programmet och följ instruktionerna för att avsluta installationen.
Hårdvara
Fliken Hårdvara innehåller Styrenhetsinformation, såsom modellbeteckning och serienummer, Hälsa, Touch-kalibreringsskärm och information om de olika elektronikkorten i styrenheten.
I detta avsnitt
Hälsa
Vyn Hälsa innehåller information om batteristatus och styrenhetstemperatur.
Batteristatus
Styrenhet > Hårdvara > Hälsa
Power Focus XC-batteriet fungerar som reservkraft för vissa systemelement, såsom den interna klockan. Batteristatusen uppdateras en gång om dagen, samt vid omstart av styrenheten. När batteriet är nära att bli helt urladdat, kommer en varning (3011) att visas. Batteriet ska bytas ut så snart som möjligt när varningen dyker upp.
Styrenhetstemperatur
Styrenhet > Hårdvara > Hälsa
Styrenhetstemperaturen övervakas kontinuerligt av Power Focus XC. Temperaturenheter som stöds är grader Celsius (°C) och grader Fahrenheit (°F), med Celsius som standardenhet. Det går att växla mellan de två enheterna utan att styrenheten behöver startas om. När styrenhetstemperaturen överstiger maxtemperatur, inaktiveras drivtillståndet och en varning (3010) visas. Drivtillståndet aktiveras återigen när styrenhetens temperatur sjunker under temperaturgränsen.
Från displayen eller via webb-GUI, kan användare få tillgång till de senast uppmätta temperaturerna för styrenheten tillsammans med tidsstämpeln när mätningen gjordes.
Export/import
Från fliken Export/Import kan användaren utföra ett av följande moment: Export, import och automatisk säkerhetskopiering.
Från fönstret Export kan användaren exportera styrenhetens konfigurationer, inställningar, resultat och händelser. Du kan dessutom exportera verktygsloggar som kan delas med servicepersonal från Atlas Copco vid felsökning av verktyg.
Från fönstret Import kan användaren importera styrenhetens konfigurationer och inställningar.
Det går bara att ha en aktiv export eller import samtidigt. Alla försök att starta en ny Export/Import nekas medan en Export/Import pågår.
Fönstret Automatiserad backup ger användaren möjlighet att generera en backupfil automatiskt.
Det är möjligt att exportera data genom att använda:
Webb-GUI
ToolsTalk 2
mobil-GUI (exportera till enhet)
USB-minne, i mobil-GUI.
USB-minnet behöver formateras och med en delning för att fungera med Linux: möjliga format är till exempel FAT eller NTFS.
Det är möjligt att importera data genom att använda:
Webb-GUI
ToolsTalk 2
Under Export/Import-processen visas en förloppsindikator medan exporten/importen pågår. Tiden att utföra en export/import beror på antalet resultat, händelser och loggfiler.
Export/import mellan styrenheter
Styrenheterna kan ha olika IAM-typer som kan ha olika kapaciteter.
En styrenhet kan exporterar alla konfigurationer som är tillämpliga för den aktuella IAM-modulen.
En styrenhet kan inte importera en fil som exporterats från en annan typ av IAM-modul. Detta gäller även vid användning av ToolsTalk 2.
I detta avsnitt
Exporterar ”All styrenhetsinformation”
Det går att exportera styrenhetens konfigureringsinställningar, resultat och händelser för ytterligare bearbetning. En del av exporten utförs både från kabelverktyget och från anslutna trådlösa verktyg.
Alla data som ingår i exporten lagras i en fil med namnet "PFExport_<IAM name>_<datetime (lägsta tidsvärdet visas i sekunder)>.tar.gz", som innefattar följande filer och kataloger:
"PFExport_<datetime>_Results.csv" – Alla tillgängliga resultat
Resultaten exporteras i en CSV-formaterad textfil. Det senast utförda resultatet är den första posten i CSV-filen.
Det går att exportera följande resultatinformation för åtdragningar och lossningar:
Information om resultat | Power Focus XC – Åtdragningsprogram | Power Focus XC – Flerstegsprogram |
|---|---|---|
Identitetsnummer | - | - |
Typ av åtdragning | X | X |
Namn på virtuell station | X | X |
VIN (Identifieringssträng) | X | X |
Datum och tid | X | X |
Unikt verktygs-ID | X | X |
Gruppsekvensnamn | X | X |
Gruppsekvens – räknare | X | X |
Batchräkning | X | X |
Bultnamn | - | - |
Totalstatus | - | - |
Totalstatus info | - | - |
Status | X | X |
Statusinfo | X | X |
Lägesnamn | - | - |
Namn på åtdragningsprogram/flersteg | X | X |
Stoppfel | - | X |
Fel | - | X |
Steg där fel inträffade | - | X |
Kanal | - | - |
Målmoment (Nm) | X | X |
Slutmoment (Nm) | X | X |
Målvinkel (grad) | X | X |
Start för slutvinkel (Nm) | X | X |
Slutvinkel (grad) | X | X |
Nergängningsvinkel (grad) | X | - |
Korrelationsfaktor för återstående moment | X | X |
Tid som gått (s) | - | X |
Vinkel låg gräns (grad) | X | X |
Vinkel hög gräns (grad) | X | X |
Undre momentgräns (Nm) | X | X |
Övre momentgräns (Nm) | X | X |
Antal pulser | X | - |
Ström vid avstängning (A) | X | X |
TrueAngle-kompensation (grad) | X | X |
Tid till nedgängning klar (ms) | X | - |
Tid till slutmoment (ms) | X | - |
Måltext | X | X |
Stegdata | - | X |
Självgängningsmoment | X | X |
Rådande moment | X | X |
Nedgängningsvinkel utlösare | X | X |
Fältavgränsare och sifferformat beror på språkinställningarna:
Språk | Datum/tid | Fältavgränsare | Sifferformat |
|---|---|---|---|
Engelsk (en_US) | MM/dd/yyyy hh:mm:ss | , | 123.456 |
Tjeckiska (cs) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
Tysk (de_DE) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
Spansk (es_ES) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
Fransk (fr_FR) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
Koreansk (ko_KR) | yyyy-MM-dd hh:mm:ss | , | 123.456 |
Italiensk (it_IT) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
Japansk (ja_JP) | yyyy/MM/dd hh:mm:ss | , | 123.456 |
Portugisiska (pt_BR) | Dd/MM/yyyy hh:mm:ss | ; | 123,456 |
Rysk (ru_RU) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
Svensk (sv_SE) | yyyy-MM-dd hh:mm:ss | ; | 123,456 |
Kinesisk (zh_CN) | yyyy/MM/dd hh:mm:ss | , | 123.456 |
"PFExport_<datetime>_Events.csv" – Alla tillgängliga händelser
Följande händelseinformation exporteras i en CSV-formaterad textfil:
Allvarlighet
Datum
Tid
Kod
Beskrivning
Virtuell station som utlöste händelsen (exporteras bara för PFXC-Handhållen)
”/inställningar” – Inställningar och konfigurationer (används av Import)
"jsonConfigurations.zip" - Program för flerstegsåtdragning och lossning exporteras som .json-filer (för användning med MID2500)
"atlas_sys_d.zip" - Loggfiler från drivapplikationen
"atlas_sys_i.zip" - Loggfiler från IT-applikationen
"atlas_protocol_log.zip" – Loggfiler från externa protokolladaptrar
”ExportInfo.txt” – Textdokument med information om IAM och styrenhet
"atlas_plc.zip" – PLC-konfiguration
”licenseInformation.zip” – Licensinformation och systeminformation
Så exporterar du ”All styrenhetsinformation”
Gå till startvyn och välj fliken Styrenhet. Gå till vänstra sidan och välj fliken Export/Import.
I fönstret Export öppnar du rullgardinsmenyn och väljer All styrenhetsinformation.
I fönstret Export väljer du Exportera.
Vid slutet av exportprocessen visas ett popup-fönster som bekräftar att exporten är klar.
En PF/IXBExport_<IAM name>_<datetime>.tar.gz -fil laddas ned automatiskt.
Exportera ”Inställningar och konfigurationer”
Du kan välja att endast exportera styrenhetens konfigurationer och inställningar.
Exporterade data lagras i en komprimerad fil som identifieras med IAM-namn samt datum och tidpunkt för exporten.
Data i filen innefattar alla konfigurationer och inställningar i styrenheten, vilket innebär att exportfilen kan importeras och ställa in en annan styrenhet med samma eller senare programversion.
Exporterade data innefattar information om IAM och styrenhet, samt förformaterade flerstegsprogram för åtdragning och lossning, för användning med MID2500-systemet.
Så exporterar du ”Inställningar och konfigurationer”
Gå till startvyn och välj fliken Styrenhet. Gå till vänstra sidan och välj fliken Export/Import.
I fönstret Export öppnar du rullgardinsmenyn och väljer Inställningar och konfigurationer.
I fönstret Export väljer du Exportera.
Vid slutet av exportprocessen visas ett popupfönster som bekräftar att exporten är klar.
En PFExport_<IAM name>_<datetime>.tar.gz -fil laddas ned automatiskt.
Exportera ”Loggar från anslutna verktyg”
Genom export av verktygsloggar kan en servicetekniker dela verktygsloggdata med servicepersonal från Atlas Copco Underhåll vid felsökning av verktyg.
Det går att exportera verktygsloggar från följande verktyg: STB, SRB, TBP/TBP-S och QST-M.
Gör så här för att exportera verktygets loggar – verktyget måste vara anslutet till styrenheten. Verktyget behöver inte vara kopplat till någon virtuell station.
Alla data som ingår i verktygsloggexporten lagras i en fil med namnet "PFExport_<IAM name>_<datetime>.tar.gz", som innefattar följande filer och kataloger:
"atlas_tool_i.zip" – Alla tillgängliga resultat
Individuella filer skapas för varje anslutet verktyg. Filformatet för verktygets loggfiler är ”verktyg-<verktygstyp>-<verktygets serienummer>.log"
"ExportInfo.txt" – Textdokument som innehåller information om IAM, styrenhet och anslutna verktyg
Så exporterar du ”Loggar från anslutna verktyg”
Gå till startvyn och välj fliken Styrenhet. Gå till vänstra sidan och välj fliken Export/Import.
I fönstret Export öppnar du rullgardinsmenyn och väljer Loggar från anslutna verktyg.
I fönstret Export väljer du Exportera.
Vid slutet av exportprocessen visas ett popup-fönster som bekräftar att exporten är klar.
En PFExport_<IAM name>_<datetime>.tar.gz -fil laddas ned automatiskt.
Exportera ”Resultat”
Du kan även välja att endast exportera åtdragningsresultat från styrenheten.
Så exporterar du ”Resultat”
Gå till startvyn och välj fliken Styrenhet. Gå till vänstra sidan och välj fliken Export/Import.
I fönstret Export öppnar du rullgardinsmenyn och väljer Resultat.
I fönstret Export väljer du Exportera.
Vid slutet av exportprocessen visas ett popupfönster som bekräftar att exporten är klar.
För flerspindelsystem (fixturmonterade) kommer den exporterade filen automatiskt att laddas ned i .zip-format, annars laddas den ned i .csv-format.
Exporterar ”Systemloggar och information”
Genom export av systemloggar och information kan en servicetekniker dela systemets loggar och dess information med servicepersonal från Atlas Copco.
Felsökning av problem i systemet with – till exempel styrenheter – är lättare genom export av systemloggar och information.
Exporten av systemloggar och information innefattar inte loggar från anslutna (anslutet) verktyg.
Om du behöver exportera loggarna från anslutna (anslutet) verktyg väljer du önskad exportmetod.
Alla data som ingår i verktygsloggexporten lagras i filen PF/IXBExport_<IAM name>_<datetime>.tar.gz, som innefattar följande filer och kataloger:
atlas_sys_d.zip – Loggfiler från drivappen
atlas_sys_i.zip – Loggfiler från IT-appen
atlas_protocol_log.zip – Loggfiler från externa protokolladaptrar
ExportInfo.txt – Textdokument med information om IAM och styrenhet
licenseInformation.zip – Licensinformation och systemkapaciteter
atlas_systeminformation.zip – Information till Atlas Copco FoU om systemets verkliga hälsa och inställning
atlas_workflow_log.zip – Loggfiler för arbetsflöde från externa protokolladaptrar
Så exporterar du ”Systemloggar och information”
Gå till startvyn och välj fliken Styrenhet. Gå till vänstra sidan och välj Export/Import -fliken.
I fönstret Export öppnar du rullgardinsmenyn och väljer Systemloggar och information.
I fönstret Export väljer du Exportera.
Vid slutet av exportprocessen visas ett popup-fönster som bekräftar att exporten är klar.
En PF/IXBExport_<IAM name>_<datetime>.tar.gz -fil laddas ned automatiskt.
Relevant information
Importera styrenhetskonfigurationer och inställningar
När användaren importerar styrenhetens konfiguration och inställningar ersätts befintliga konfigurationer och inställningar av de importerade motsvarigheterna.
Följande konfigurationer importeras inte eller avmarkeras:
Styrenhetens nätverksinställningar importeras inte
Resultat och händelser importeras inte
Licenstilldelning importeras inte
Den tilldelade uppgiften i Virtuell station/Virtuella stationer avmarkeras
"jsonConfigurations.zip" (Program för flerstegsåtdragning och lossning) importeras inte
"licenseInformation.zip" (Licensinformation och systeminformation) importeras inte
Så importerar du styrenhetens konfigurationer och inställningar
Gå till startvyn och välj fliken Styrenhet. Gå till vänstra sidan och välj fliken Export/Import.
I fönstret Import väljer du Importera.
Popupfönstret Information bekräftar att alla inställningsprogram, batchinformation, tillbehör och styrenhet ersätts med inställningarna i den importerade filen.
Däremot importeras inte inställningar för nätverk, resultat och händelser.Välj Fortsätt.
I popup-fönstret Import går du till Välj fil. Välj sedan den fil som ska importeras till styrenheten.
Vid slutet av importprocessen startar styrenheten om automatiskt.
Om importprocessen avbryts innan den har startat, eller om filen försvinner, informeras användaren och styrenheten måste startas om (för att säkerställa att den har giltig status).
Om importprocessen avbryts men filen existerar och inte är korrupt kan importen slutföras.
Arbete med fliken Inställningar
Konfiguration av nätverket
Power Focus XC kan ställas in för åtkomst från Atlas Copcos mjukvara ToolsTalk eller från en webbläsare på ett Local Area Network (LAN). Det kan också nås direkt från en ansluten dator. Protokollet IPv4 används.
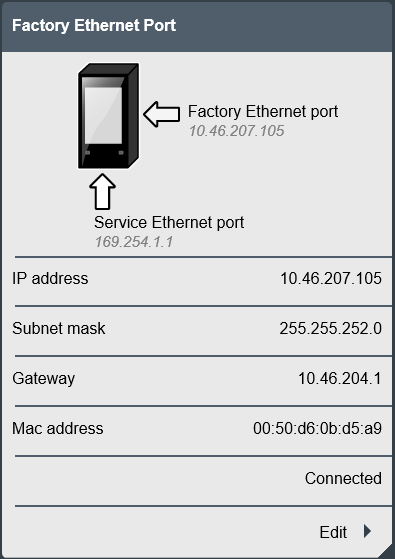
Du kan komma åt och ändra Ethernet-inställningarna genom att klicka på Redigera.
Endast porten Factory Ethernet kan konfigureras. Porten Service Ethernet har en tilldelad IP-adress, 169.254.1.1, som inte får anslutas till nätverket.
I detta avsnitt
Åtkomst av styrenheten via LAN
Gå till Nätverks-menyn och fönstret Fabriks-ethernetport, och klicka på Redigera. Sätt sedan Aktiverad till På för att ändra Ethernetinställningarna.
Anslut nätverkskabeln till Factory Ethernet-porten och specificera sedan informationen som krävs antingen manuellt eller, om möjligt, använd informationen som tillhandahålls av DHCP-servern. Information som behövs är:
IP-adress
Subnet-mask
Gateway
Den här informationen får du från den lokala systemadministratören.
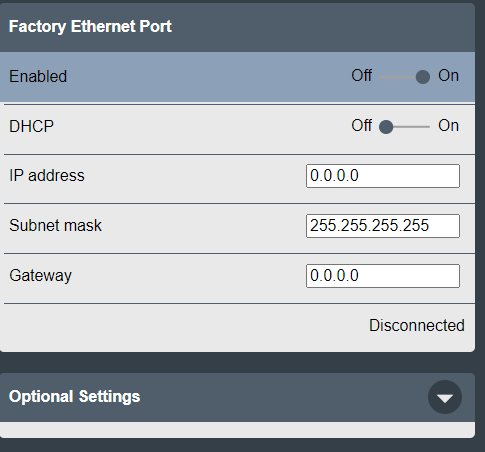
När manuellt alternativ används, finns det manuella inställningar som kan användas för DNS-servrar.
Öppna styrenheten genom webbgränssnittet
Anlut ena änden av en direkt genomgående, oskyddad Ethernetkabel (RJ45) till en dator och den andra änden till Ethernetkabelns kontakt (serviceporten) på styrenheten.
Öppna en webbläsare på datorn och ange webbadressen som visas under Ethernetkabelns kontakt (serviceporten).
Öppna styrenheten genom mobilgränssnittet
Läs av QR-koden till vänster på framsidan av styrenheten med en mobilkamera.
Läs av QR-koden till höger med en mobilkamera.
Du kan redigera SSID-konfigurationen genom webbgränssnittet. SSID ställs alltid in på standardvärdet när styrenheten startas om.
Konfiguration av protokollet
Power Focus XC kan ställas in för att kommunicera med servrar som kör en Atlas Copco licenshanterare samt de två Atlas Copco programprodukterna Toolstalk och ToolsNet. ToolsTalk används för att konfigurera en eller flera styrenheter. ToolsNet används för att hantera resultatrapportering.
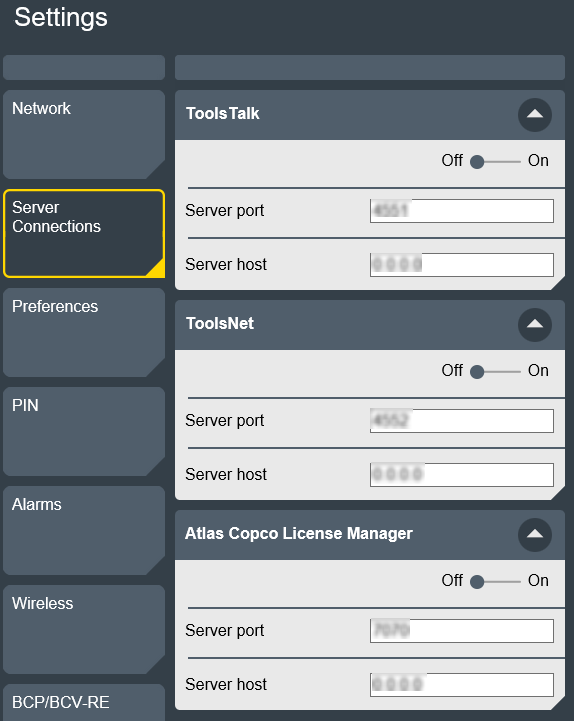
I detta avsnitt
Konfigurering av ToolsTalk-anslutning
För att ansluta en styrenhet till Toolstalk måste du konfigurera och aktivera Toolstalk-protokollinställningarna på styrenheten.
Gå till startsidan och fliken Inställningar och välj Serveranslutningar till vänster.
I fönstret ToolsTalk ställer du in följande parametrar:
Fält
Beskrivning
På/Av
Aktiverar/inaktiverar kommunikation med ToolsTalk-servern
Serverport
ToolsTalk serverport
Server-värd
IP-adress till ToolsTalk-servern
Kryptering
Använd TLS-kryptering för ToolsTalk-kommunikationen
Välj Verkställ.
Visa anslutningsstatus för ToolsTalk genom att trycka på knappen Resultat och gå till Liveresultat. Klicka sedan på knappen Protokolanslutning . I dialogrutan väljer du fliken Serveranslutningar.
. I dialogrutan väljer du fliken Serveranslutningar.
Se bruksanvisningen för ToolsTalk för uppgift om hur du konfigurerar ToolsTalk 2.
Konfigurera ToolsNet-anslutningen
För att ansluta en styrenhet till ToolsNet och samla in åtdragningsresultat ska du konfigurera och aktivera ToolsNet-protokollinställningarna i styrenheten.
Gå till startsidan och fliken Inställningar och välj Serveranslutningar till vänster.
I fönstret ToolsNet ställer du in följande parametrar:
Fält
Beskrivning
På/Av
Aktiverar/Avaktiverar kommunikation med ToolsNet-servern
Serverport
ToolsNet serverport
Server-värd
IP-adress till ToolsNet-server
Kryptering
Använd TLS-kryptering för ToolsTalk-kommunikationen
Välj Verkställ.
Visa anslutningsstatus för ToolsNet genom att trycka på ikonen Kör-resultat och gå till Liveresultat. Välj sedan knappen . I dialogrutan väljer du fliken Serveranslutningar.
Se bruksanvisningen för ToolsNet 8 för information om konfigurering av ToolsNet.
Konfigurera en licenshanterare
Atlas Copcos licenshanterare är ansluten till en styrenhet och protokollinställningarna aktiveras på styrenheten från fliken Serveranslutningar i menyn Inställningar.
Fält | Beskrivning |
|---|---|
På/Av | Aktiverar/Inaktiverar kommunikation med Atlas Copcos licenshanterare. |
Server-värd | Atlas Copco licenshanterare server-IP-adress |
Server-port | Atlas Copco licenshanterare serverport |
Konfigurera anslutning för fjärrloggning
För att ansluta en styrenhet till en fjärrloggningsserver måste du konfigurera och aktivera fjärrloggningens inställningar på styrenheten:
Gå till startsidan och fliken Inställningar och välj Serveranslutningar till vänster.
Under Fjärrloggning ska följande parametrar konfigureras:
Fält | Beskrivning |
|---|---|
På/Av | Aktiverar/inaktiverar kommunikation med fjärrloggningsservern |
TCP/UDP | Väljer TCP- eller UDP-protokoll |
Servervärd | IP-adress till fjärrloggningsserver |
Serverport | Fjärrloggningens serverport |
Konfigurera loggnivåer
Så här konfigurerar du loggarna som är lagrade på fjärrloggningsservern:
Gå till startsidan och fliken Inställningar och välj Serveranslutningar till vänster.
I fönstret Fjärrloggning markerar du Konfigurera.
I fönstret Konfigurera faciliteter markerar du relevanta kryssrutor.
Kategori
SysLog-klassificering
Fel
Uppmärksamhet, Kritiskt, Nödsituation, Fel
Varning
Varning
Info
Information, Observera
För att återgå till den förra konfigurationen klickar du på ÅNGRA.
Välj Verkställ.
Konfiguration av preferenser
Önskemål innehåller allmänna inställningar som datum och tid, språk, momentenhet och startskärm.
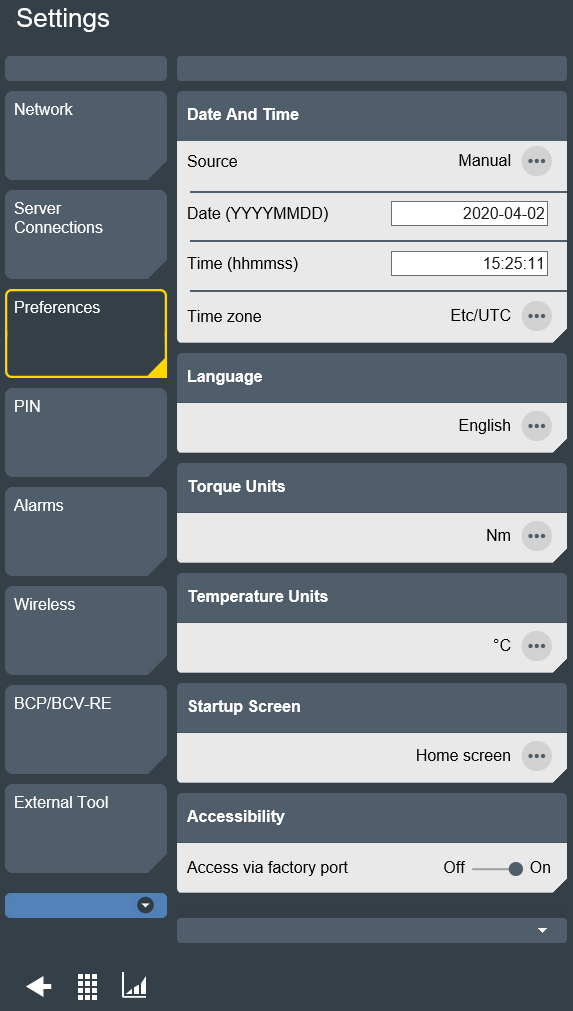
I detta avsnitt
Ställa in datum och tid
Datum och tid måste ställas in för att händelser och resultat ska få rätt tidsstämpel för när de inträffade.
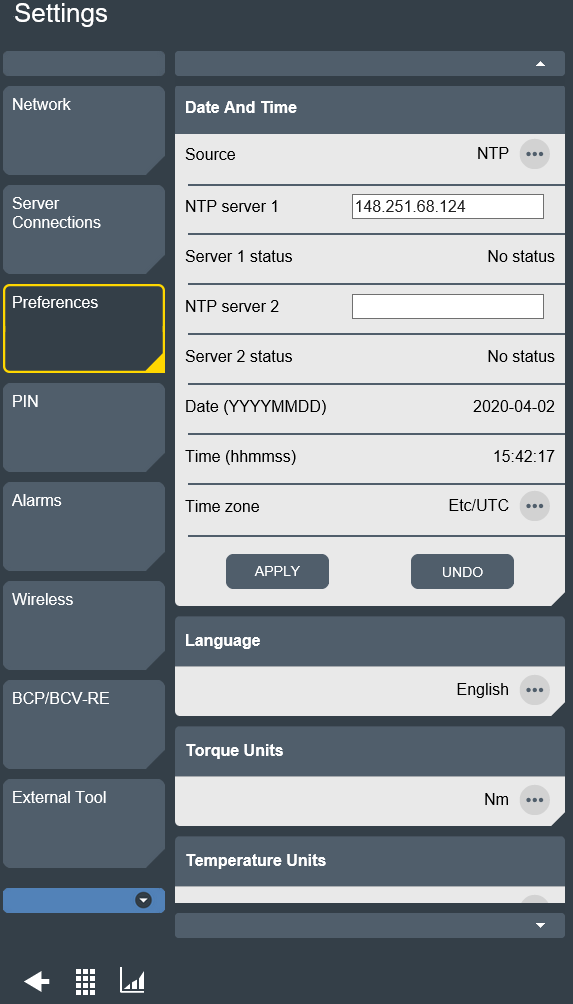
Tiden hämtas från en av tre tillgängliga källor:
Manuell
NTP
ToolsNet
När källan är inställd på Manuell ställs datum, tid och tidszon in manuellt.
När källan är inställd på NTP, hämtas datum och tid från den NTP-server som definierats i GUI.
När källan är inställd på ToolsNet, hämtas datum och tid från ToolsNet-servern.
Fält | Beskrivning |
|---|---|
Källa | Källa att hämta datum och tid från. |
Datum (ÅÅÅÅMMDD) | Datum som angetts manuellt om källan är inställd på manuell. |
Tid (ttmmss) | Tid som angetts manuellt om källan är inställd på manuell. |
Tidszon | Tidszon; antingen på platsen eller en standard tidszon som ETC/UTC (Coordinated Universal Time) |
NTP-server | IP-adress för den NTP-server som ger datum och tid för styrenheten. |
Konfigurera styrenhetsspråket
Styrenhetens GUI är översatt till tolv språk. För att ändra språk för GUI:
Peka eller klicka på pilen bredvid namnet på det språk som används för närvarande.
Välj ett språk från listan.
Ändringen av språk sker direkt.
Språk | Så som visas i styrenheten |
|---|---|
Engelska | Engelska |
Tjeckiska | Čeština |
Tyska | Tyska |
Spanska | Español |
Franska | Français |
Koreanska | 한국어 |
Italienska | Italiano |
Japanska | 日本語 |
Portugisiska | Português |
Ryska | Русский |
Svenska | Svenska |
Kinesiska | 中文 |
Konfigurera visad momentenhet
Välj den enhet som ska visas för momentvärden och resultat. Momentresultat visas i den valda enheten både efter att en åtdragning utförts och vid lagring i resultatlistan.
För att ändra momentenheten som används i styrenhetens GUI:
Peka eller klicka på pilen bredvid namnet på den enhet som används för närvarande.
Välj en enhet från listan.
Ändringen av momentenhet sker direkt.
Enhet | Beskrivning |
|---|---|
cNm | centinewton metre |
dNm | decinewton metre |
Nm | newton metre |
kNm | kilonewton metre |
in·lbf | inch-pound force |
ft·lbf | foot-pound force |
in·ozf | inch ounce-force |
ft·ozf | foot ounce-force |
gf·cm | gram-force centimetre |
kgf·cm | kilogram-force centimetre |
kgf·m | kilogram-force metre |
Konfigurera visad temperaturenhet
Temperaturerna i styrenheten kan visas i grader Celsius eller grader Fahrenheit.
Så här ändrar du temperaturenheten som används i styrenhetens GUI:
Gå till startsidan och fliken Inställningar och välj sedan Preferenser till vänster och gå till fönstret Temperaturenheter.
Klicka på ikonen med de tre punkterna bredvid namnet på den enhet som används just nu.
Välj en enhet från listan.
Ändringen av temperaturenhet sker direkt.
Tillgängliga temperaturenheter Enhet
Beskrivning
°C
Grader Celsius
°F
Grader Fahrenheit
Konfigurera startskärmbilden
Standardskärmen vid start av styrenheten är hemskärmen. Det går att ändra startskärm till resultatskärmen.
En förändring av startskärmen i inställningarna kräver en omstart av styrenheten eller en uppdatering av webb-GUI.
Tillgång till fabriksportar
Gå till startsidan och fliken Inställningar och välj sedan Preferenser till vänster och gå till fönstret Tillgänglighet.
Sätt väljaren Tillgång via fabriksport till Av för att komma åt gränssnittet genom fabriksporten.
Väljaren Tillgång via fabriksport är som standard i läge På.
När åtkomst till GUI sker via fabriksporten, kan inga fler ändringar göras.
Konfigurera verktygslarmen
Larm kan ställas in för att styra när du ska utföra underhåll eller kalibrering på de verktyg som är anslutna till styrenheten. Verktygets serviceintervall och annan relevant information om de anslutna verktygen finns under fliken Verktyg
Du kan komma till verktygslarmen från fliken Inställningar på startsidan och därefter Larm till vänster.
Fönster | Beskrivning |
|---|---|
Serviceindikatorlarm | Aktiverar ett larm när serviceintervallet för verktyget har nåtts. |
Verktygslås efter larm | Lås verktyget när underhållsintervallet löper ut. |
Kalibreringslarm | Aktiverar larmet för verktygskalibrering för alla verktyg som är anslutna till styrenheten. |
Oljeövervakningslarm | Aktiverar larmet för oljeövervakning för alla verktyg som är anslutna till styrenheten. Sätt valet för Verktygslås efter larm till På för att låsa det aktuella verktyget när detta larm utlöses. |
Konfigurera inställningarna för händelser
Det går att konfigurera de händelser som finns i styrenheten som endera eller flera av:
Bekräftad
Loggad
Visad
Konfigurera resultaten
Från menyn Resultat kan användaren konfigurera etikettnamnen för resultat som visas i Resultatlistan.
Ändra namn på Resultatstatus
Gå till Inställningar, sedan Resultat, och klicka på Anpassad detaljerad status.
Hitta det Statusnamn som du vill ändra.
Skriv det nya namnet i motsvarande fält i Nytt statusnamn till höger.
Konfiguration av utökad loggning
Power Focus XC skapar automatiskt loggar och lagrar dem. Dessa loggar kan konfigureras att innefattar utökad loggning med hjälp av loggrupper.
I detta avsnitt
Konfigurera loggrupperna
Standardinställningen för en loggrupp är att den är avstängd. Så här ändrar du inställningarna för en loggrupp till på:
Gå till startsidan och fliken Inställningar och välj Utökad loggning till vänster.
I fönstret Loggrupper sätter du gruppen till PÅ.
Återställ loggrupper
Du kan återställa alla loggrupper till sina standardinställningar.
Gå till startsidan och fliken Inställningar och välj Utökad loggning till vänster.
I fönstret Återställ loggrupper väljer du Återställ.
Ett popup-fönster öppnas där du frågas om du vill återställa alla loggrupper. Klicka JA.
Kvarstående loggrupper
Loggrupperna återställs till sina standardinställningar vid varje omstart. Du kan förhindra återställning genom att använda kvarstående loggrupper.
Gå till startsidan och fliken Inställningar och välj Utökad loggning till vänster.
I fönstret Behåll alternativ efter omstart sätter du Kvarstående i läge PÅ.
Återställ
Fabriksåterställning styrenhet
Du kan återställa styrenheten till de ursprungliga fabriksinställningarna.
Alla inställningar, konfigurationer och historiska data raderas när styrenheten återställs. Fabriksåterställning ska bara göras när du är helt säker på att det behövs.
Utföra en fabriksåterställning av styrenheten
Gå till Startvyn och välj fliken Inställningar. Till vänster väljer du sedan Återställ.
I fönstret Fabriksåterställning styrenhet väljer du Återställ.
Ett fönster visas och varnar att alla data kommer att raderas. Välj sedan Ja.
Styrenheten startas och aktiverar de nya inställningarna.
Rensa resultat
Det går att ta bort resultat och händelser som har sparats på styrenheten.
Ta bort resultat och händelser
Gå till Startvyn och välj fliken Inställningar. Till vänster väljer du sedan Återställ.
I fönstret Rensa resultat väljer du Rensa.
Ett fönster visas och varnar att alla resultat och händelser kommer att raderas. Välj sedan Ja.
Stäng av styrenheten och vänta 30 sekunder innan du startar om den.
Konfiguration av HTTPS
HTTPS används för att kryptera end-to-end-trafik mellan webbläsare och styrenheter. För att använda HTTPS krävs ett certifikat som är betrott av en webbläsare. Styrenhetens programvara genererar en självsignerad certifikatutfärdare vid första uppstarten, som i sin tur används för att generera det första certifikatet som används för HTTPS. Den självsignerade certifikatutfärdaren på styrenheten kan ersättas med en som är signerad av en extern certifikatutfärdare för att skapa en förtroendekedja.
Som standard omdirigeras HTTP till HTTPS i webbläsaren. Detta kan konfigureras i styrenhetens inställningar under HTTPS med omkopplaren Omdirigera HTTP till HTTPS.
I detta avsnitt
Konfigurera HTTPS
Följ dessa steg för att konfigurera HTTPS på styrenheten:
Öppna styrenhetens webbgränssnitt. Ett varningsmeddelande visas i webbläsaren på grund av det självsignerade certifikatet. Välj Avancerat och godkänn risken för att fortsätta.
Gå till Inställningar och välj fliken HTTPS.
I HTTPS-inställningar väljer du Skapa CA CSR.
I popup-fönstret väljer du Skapa för att skapa en begäran om certifikatsignering och väljer sedan Stäng när nedladdningen är klar.
Signera begäran om certifikatsignering och ladda upp det resulterande CA-certifikatet till styrenheten.
Välj Generera servercertifikat, ange SAN (Subject Alternative Names) i det angivna formatet och klicka på Generera.
När genereringen är klar visas ett popup-fönster och sessionen startas om automatiskt.
Certifikat
På fliken Certifikat kan du hantera betrodda TLS-certifikat (Transport Layer Security) som signeras av din lokala certifikatutfärdare (CA) eller en extern certifikatutfärdare för att skapa en förtroendekedja.
Styrenheten kommer att använda TLS-certifikatet för HTTPS för att kommunicera säkert med ToolsNet/ToolsTalk om kryptering är aktiverad. Om ToolsNet/ToolsTalk-servern kräver klientvalidering ska du konfigurera certifikatet på styrenhetens sida och konfigurera ToolsNet/ToolsTalk så att det litar på styrenhetens certifikat.
Importera certifikat
Gå till Inställningar på Hem-menyn och välj Certifikat till vänster.
Välj Plus-ikonen i övre högra hörnet av gränssnittet.
Markera alternativet Välj fil.
Bläddra och välj certifikatfilen.
Relevant information
Mobil-GUI
Fliken Arbeta med uppgift
Uppgifter konfigureras i Uppgifts-menyn. En uppgift kör ett åtdragningsprogram och kan övervakas från mobilgränssnittet. Resultaten för uppgiften visas i Resultat-menyn.
För att skapa ett åtdragningsprogram skapar och väljer du en strategi, antingen Dra åt till moment eller Dra åt till moment plus vinkel.
I PFXC-åtdragningsprogrammen behövs parametrar ställas in för att utföra åtdragning. Det är obligatoriskt att ange ett värde för Målmoment, liksom Målvinkel om man valt Dra åt till moment plus vinkel. Övriga inställningar är valfria, såsom Programnamn, Toppmoment och Vinkel. Med dessa inställningar är det även möjligt att övervaka åtdragningens förlopp genom att lägga till gränser, inom vilka momentet eller vinkeln som muttern vrids, ska hållas.
Det är möjligt att köra två typer av åtdragningsprograms från mobilgränssnittet, Dra åt till moment och Dra åt till moment plus vinkel.
Flerstegsprogram och andra typer av åtdragningsprogram finns tillgängliga i mobilgränssnittet och bör inte tilldelas virtuell station 1, för att undvika felaktig visning av resultat.
I detta avsnitt
Skapa källbaserade åtdragningsprogram
Gå till fliken Uppgifter.
Välj Plus-ikonen i skärmens övre högra hörn.
Välj en åtdragningsstrategi
Ge källåtdragningen ett namn
Ange målmoment.
Välj Tillämpa för att spara ändringarna. Ändringarna sparas inte automatiskt.
Klicka på Ångra för att ångra ändringarna.
Redigera källbaserade åtdragningsprogram
Gå till fliken Uppgift och sätt väljaren Redigera i läget På.
På åtdragningsprogrammet som ska redigeras klickar du på ikonen med tre punkter.
Gör de önskade ändringarna på åtdragningsprogrammet.
Välj Tillämpa för att spara ändringarna. Ändringarna sparas inte automatiskt.
Klicka på Ångra för att ångra ändringarna.
Ta bort källbaserade åtdragningsprogram
Gå till fliken Uppgift och sätt väljaren Redigera i läget På.
På åtdragningsprogrammet som ska tas bort klickar du på ikonen Ta bort.
Arbeta med fliken Information om styrenhet
Systemadministrationsuppgifterna för styrenheten Power Focus XC hanteras i menyn Styrenhet. Menyn nås genom webb-GUI, eller Tools Talk 2 GUI.
I detta avsnitt
Exportera konfiguration
Exportfunktionen används för att exportera åtdragningsresultat som finns i Rapport-menyn för analys i externa program.
Exportfunktionerna används för att:
exportera åtdragningsresultat och händelser för vidare bearbetning från kabelverktyget
exportera loggfiler för hjälp med att åtgärda problem från en servicetekniker från Atlas Copco
exportera styrenhetskonfigurationer som kan användas för att kopiera inställningar till en annan styrenhet.
Exportera data från mobil-GUI
För att exportera data från mobilgränssnittet gör du följande:
Gå till fliken Styrenhet.
Gå till Export-menyn och tryck på ikonen med tre punkter (...).
Välj ett alternativ:
All styrningsinformation
Inställningar och konfigurationer
Loggar från anslutna verktyg
Resultat
Tryck på Till enhet för att ladda ned valda data till den mobila enheten.
Tryck på Till USB för att ladda ned valda data till ett korrekt formaterat USB-minne som är anslutet till USB-porten framtill på styrenheten.
Varken All styrenhetsinformation eller Inställningar och konfigurationer kommer att innehålla information om de anslutna verktygen.
Med Inställningar och konfigurationer exporteras endast inställningarna och det tar mindre tid att utföra.
För STB-, SRB- och TBP-verktyg går det endast att exportera loggar.
Observera att när Loggar från anslutna verktyg väljs och inga verktyg är anslutna till styrenheten, så exporteras en tom fil.
Resultat används endast för att exportera åtdragningsresultat från styrenheten.
Exporterade filer
Den exporterade filen består av en komprimerad fil som innehåller en binär fil med alla inställningar och två teckenavgränsade värden (csv) filer med resultat och händelser.
När inställningar och konfigurationer väljs, kommer ingen fil med resultat eller händelser att exporteras till arkivet.
Fil | Beskrivning |
|---|---|
PFExport__<Controller name>_<Time stamp>_Events.csv | En semikolonavgränsad fil som innehåller följande information:
|
PFExport__<Controller name>_<Time stamp>_Results.csv | En semikolonavgränsad fil som innehåller följande information:
|
ExportInfo.txt | Information om styrenhetens inställning och installerad maskinvara på styrenheten. |
settings/settings.bin | En binär fil som innehåller alla inställningar för åtdragningsprogram och batchinställningar, konfiguration av tillbehör och inställningar av styrenheten som t.ex.: Språk, momentenheter, data, datum och tid och visning av resultat. |
Exporterat csv-filformat
Beroende på språkinställningen i styrenheten använder den exporterade .csv-filen olika tecken för att separera fälten. Se följande tabell för mer information om språkformatering.
Språk | Datum/tid | Fältavgränsare | Sifferformat |
|---|---|---|---|
Engelsk (en_US) | MM/dd/åååå tt:mm:ss | , | 123.456 |
Tjeck (cs_CZ) | dd.MM.åååå tt:mm:ss | ; | 123 456 |
Tysk (de_DE) | dd.MM.åååå tt:mm:ss | ; | 123 456 |
Spansk (es_ES) | dd/MM//åååå tt:mm:ss | ; | 123 456 |
Fransk (fr_FR) | dd/MM/åååå tt:mm:ss | ; | 123 456 |
Koreansk (ko_KR) | åååå-MM-dd tt:mm:ss | , | 123.456 |
Italiensk (it_IT) | dd/MM/åååå tt:mm:ss | ; | 123 456 |
Japansk (ja_JP) | åååå/MM/dd tt:mm:ss | , | 123.456 |
Portugisisk (pt_BR | dd/MM/åååå tt:mm:ss | ; | 123 456 |
Rysk (ru_RU) | dd.MM.åååå tt:mm:ss | ; | 123 456 |
Svensk (sv_SE) | åååå-MM-dd tt:mm:ss | ; | 123 456 |
Kinesisk (zh_CN) | åååå/MM/dd tt:mm:ss | , | 123.456 |
Formateringsproblem kan uppstå vid öppning av den exporterade .csv-filen beroende på språkinställningen i styrenheten. Undvik problem genom att alltid se till att språken i styrenheten och datorn är desamma.
Rapporter och statistik
I detta avsnitt får du veta mer om tillgängliga rapporter och statistik.
Webb-GUI
Fliken Arbeta med rapporter
Resultat
Det här avsnittet beskriver hur du får tillgång till åtdragningsresultat på Power Focus XC -styrenhet och hur man läser den information som ges i de olika resultatvyerna. Den beskriver både de aktuella resultatvyerna som är tillgängliga efter varje åtdragning och den historiska resultatvyn som är tillgänglig i Resultat i menyn Rapporter.
När en åtdragning utförs lagras resultaten på styrenheten. Resultaten kan också skickas till ett externt system, till exempel ToolsNet, eller exporteras för analys med exportfunktionen.
I detta avsnitt
Aktuella resultat
Fliken Liveresultat visar resultat från de olika virtuella stationerna på styrenheterna.
Det här avsnittet beskriver hur du får tillgång till åtdragningsresultat på Power Focus XC-styrenhetens mobil-GUI och hur man läser den information som ges i de olika liveresultatvyerna efter varje åtdragning.
Läsa informationen som ges i ett liveresultat
Peka och klicka på bilden för att se mer information:
1 | Namn på virtuell station |
2 | Resultatstatus. |
3 | Åtdragningsprogramnamn |
4 | Meddelande som anger skälet till NOK-resultatet |
5 | Åtdragningsmoment resultat |
6 | Målmoment |
7 | Resultat åtdragningsvinkel |
8 | Målvinkel |
I detta avsnitt
Visa protokollstatus
Gå till startsidan och välj Gå resultat -knappen. Till vänster är Resultat valt automatiskt.
I det övre högra hörnet klickar du på knappen Protokollanslutning
. Dialogrutan Protokollstatus visas.Flikarna i dialogrutan visar följande information:
Flik
Beskrivning
Öppet protokoll
Visar status för anslutning via öppet protokoll: OK/NOK
Serveranslutningar
Visar status för anslutningarna till ToolsTalk och ToolsNet -servrar: OK/NOK
Om du vill ändra konfigurationen Aktiverad/Inaktiverad, gå till Inställningar > Serveranslutningar och välj den server som ska konfigureras.
Status för startadapter
Visar startstatus för olika systemadaptrar: OK/NOK
Välj Stäng.
Relevant information
Lagrade resultat
Styrenheten lagrar resultaten för varje åtdragning eller lossning som görs.Power Focus XC kan lagra upp till 10 000 resultat.
Visa lagrade resultat
Gå till startsidan och fliken Rapporter. Resultat väljs automatiskt till vänster.
I fönstret Resultat väljer du Visa alla resultat.
Resultatlistan visar följande information:Datum: datum och tidpunkt för åtdragningen som utfördes.
Virtuell station: Virtuell station som utförde åtdragningen.
Åtdragningsprogram: Kolumnen Åtdragningsprogram visar flerstegsåtdragningens programnamn, eller batchsekvensens namn åtföljt av åtdragningsprogrammets namn inom batchsekvensen.
Resultat: Moment-/Vinkelresultat.
Gränsvärden: Kolumnen med gränsvärden visar bara värden när användaren har valt stegmonitor eller stegbegränsning, eller programövervakning eller programbegränsningar.
Stegmonitorer, Stegbegränsningar, Programmonitorer och Programbegränsningar gäller för Slutmoment och Slutvinkel.
Detaljer: Resultatdetaljer för åtdragning/lossning.
Kryssrutan Spåra: Om du väljer en spårningsruta visas motsvarande resultat under Synkronisera spårning.
I kolumnen Gränsvärden kan minimi-/maximivärdet ha röd färg.
I det här fallet betyder den röda färgen att något av följande har inträffat:
Det uppmätta värdet är lägre än det minimivärde som har ställts in i flerstegsprogrammet.
Det uppmätta värdet är högre än det maxvärde som har ställts in i åtdragningsprogrammet.
Visa och avläsa resultatkurvor
Gå till startsidan och välj fliken Rapporter. Resultat väljs automatiskt till vänster.
I fönstret Resultat väljer du Visa alla resultat.
Resultatlistan visas i Resultat -fönstret.Välj önskat resultat.
Åtdragningen visas i fönstret Resultatvy för spårning.
Resultatvy för spårning visar åtdragningens livscykel steg för steg.
När åtdragningen är NOK visar fönstret Resultatvy för spårning vilken Stegmonitor eller Stegbegränsning som orsakade problemet.
På spårningskurvan kommer den stegmonitor eller stegbegränsning som orsakade NOK-åtdragningen på stegnivå att visas i rött.
Peka och klicka på bilden för att se mer information:
1 | Resultatvy – Spårningsgraf |
2 | Resultatvy – Siffror |
3 | Resultatvy – Stegmonitorer |
4 | Resultatvy – Rapporter |
Resultatvy – Spårningsgraf
I detta avsnitt visas åtdragningen i form av en graf.
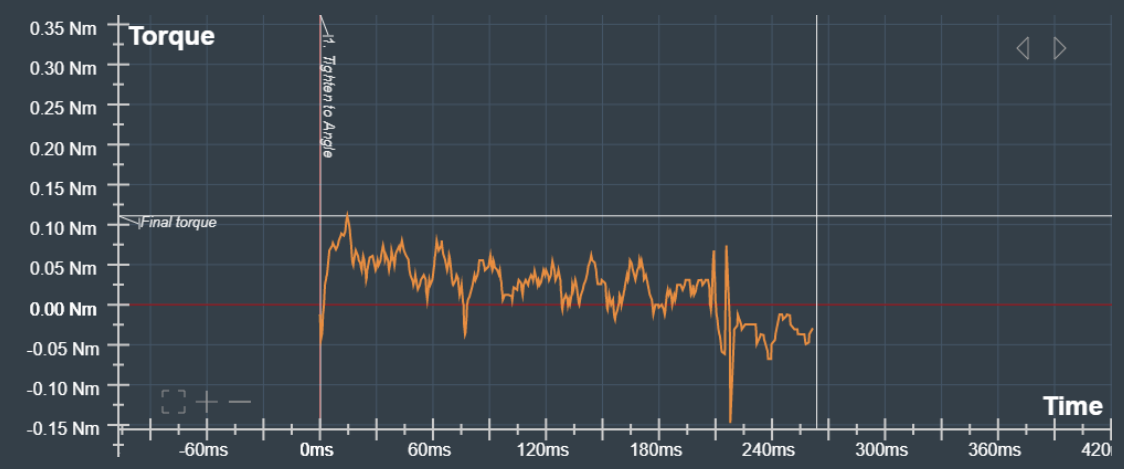
Använd pilarna i spårningskurvans övre högra hörn för att visa de olika kurvorna för åtdragningsresultatet.
Följande spårningskurvor finns:
Moment/Tid
Moment/Vinkel
Vinkel/Tid
Varvtal/Tid
Varvtal/Vinkel
Lutning/Tid (när åtdragningsprogrammet har konfigurerats för en sluttande spårningskurva)
Lutning/vinkel (när åtdragningsprogrammet har konfigurerats för en sluttande spårningskurva)
Aktuell/Tid
Aktuell/Vinkel
Steglinjerna visas på spårningskurvan.
På spårningskurvan kan du zooma in/ut, flytta spårningskurvan samt läsa x-axeln och y-axelns värden på en specifik punkt.
Gå till nedre vänstra hörnet av spårningskurvan och välj plus-ikonen (+) för att zooma in, minus-ikonen (-) för att zooma ut, eller kvadratikonen (□) för att återställa zoomningen till standardvyn.
Resultvy – Siffror
I detta avsnitt visas resultaten i siffror. Där finns även information om åtdragningsprogrammet, den virtuella stationen, datum och tid för åtdragningen, dess status etc. Denna vy visar också en del identitetsbeteckningar såsom VIN.
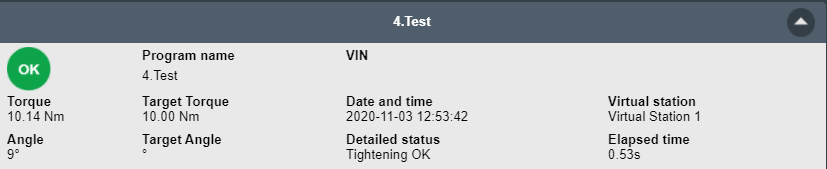
Resultatvy – Stegmonitorer
I detta avsnitt visas en lista över åtdragningsresultaten med information om de stegmonitorer som använts samt annan steginformation.
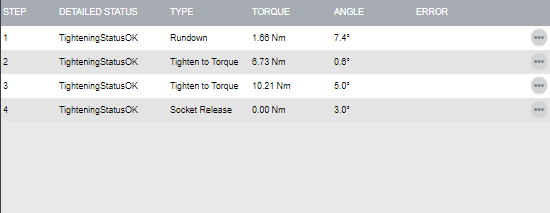
Klicka på ikonen med tre punkter för de olika åtdragningsresultaten så visas ytterligare information.
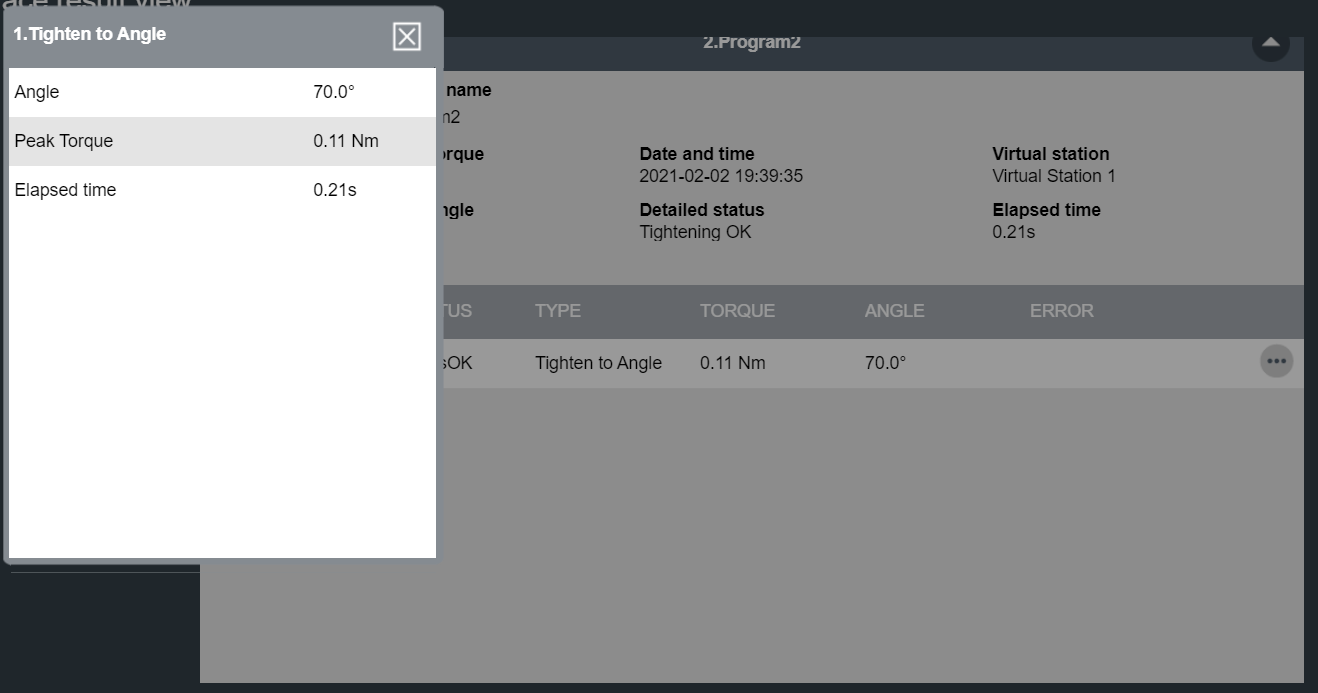
Resultatvy – Rapporter
I denna lista visas värdena från resultatrapportörerna. Om det finns en resultatrapportör angiven för en programmonitor/-begränsning, så rapporteras värdet från den monitorn/begränsningen. Om det inte finns någon resultatrapportör angiven för en programmonitor/-begränsning rapporteras värdet från det senaste steget i huvudvägen.
Utvärderingsordning om flera rapportörer av samma typ är definierade i ett program:
resultatrapport om programövervakning/programbegränsning.
resultatrapport om övervakning/begränsning för det senast utförda steget i huvudvägen.
Värden på den högsta nivån för flerstegsresultat angivna av motsvarande resultatrapportör:
slutvinkel angiven av resultatrapportören slutvinkel
slutmoment angivet av resultatrapportören slutmoment
ström angiven av rapportören ström
I detta avsnitt
Visa synkroniserade spårningar
Synkroniserade spårningar äldre än programversion 3.5 stöds inte.
Synkronisera och jämföra spårningar
Gå till startsidan och välj fliken Rapporter. På vänstra sidan väljs Resultat automatiskt.
I fönstret Resultat väljer du Visa alla resultat.
Välj spårningskurvor att jämföra genom att markera ikonen
 för motsvarande resultat. En vald spårningsikon visas i blått.
för motsvarande resultat. En vald spårningsikon visas i blått.Upp till 10 spårningar kan markeras.
Resultat utan ikonen
stöder inte synkronisering.Markera ikonen
 i övre högra hörnet så visas synkroniserade spårningar. När du väljer ikonen
i övre högra hörnet så visas synkroniserade spårningar. När du väljer ikonen  avmarkeras alla markerade resultatspårningar.
avmarkeras alla markerade resultatspårningar.Under Synkroniserade spårningsresultat väljer du önskad Synkmetod från rullgardinslistan.
Välj spårningstyp med pilarna i övre högra hörnet.
De synkroniserade spårningsresultaten visas nedan:
Peka och klicka på bilden för att se mer information:
1 | Välj metod för att synkronisera spårningar och visa aktuell synkmetod. |
2 | Växla mellan tillgängliga spårningstyper. Följande spårningskurvor finns:
|
3 | Zoomningsmetoder för kontroll av spårningsavsnitt i mer detalj. Välj ”+” för att zooma in, ”-” för att zooma ut, eller ”fyrkant-ikonen” för att återställa zoomnivån till standardvyn. Det går också att zooma till ett specifikt avsnitt genom att hålla ned höger musknapp, flytta musen över ett avsnitt och släppa höger musknapp igen. Området inuti den ritade rektangeln definierar det visade området. |
4 | Varje resultat representeras av en flik som visar tidpunkt då åtdragningen utfördes. En ikon till vänster om respektive flik visar resultatet från åtdragningen:
Om du klickar på ikonen växlar visningen mellan följande skärminställningar för kurvan:
|
5 | Ändra spårning för primärresultat. Spårningskurvan för primärresultat används som referens och definierar värdena för x-axeln. Det går endast att välja en spårningskurva för primärresultat. Den första valda spårningen (fliken längst till vänster) används som standardreferens. |
6 | Åtdragningsuppgifter för det valda resultatet. |
Synkmetoder
Synkmetoder är olika strategier för synkronisering av spårningar efter ett specifikt värde.
Spårningar kan synkroniseras genom exempelvis toppmoment (högsta moment för varje spårning). Alla kurvor anpassas längs x-axeln tills varje kurva har toppmomentet på exakt samma plats på x-axeln.
Alla efterföljande resultat ges ett förskjutningsvärde på x-axeln enligt någon av följande metoder:
Synkmetod | Beskrivning |
|---|---|
Ingen | Standardvärde Valda spårningar är inte synkroniserade. |
Topp/Moment | Alla spårningar synkroniseras efter toppvärdet och förskjuts längs x-axeln så att toppvärdet visas på samma plats x-axeln som primärresultatets toppvärde. |
Special/Moment |
Om synkmetoden Special (Custom) har valts och ingen av kurvorna innehåller det konfigurerade värdet visas ett utropstecken i värdefältet. |
Om ett resultat inte har några spårningsvärden som matchar synkmetoden kan detta resultat inte synkroniseras och kurva visas inte. Det visas i stället som ett utropstecken.
Om inga spårningar kan synkroniseras visas felmeddelandet ”Kunde inte synkronisera”.
Händelser
Läsa informationen från en händelse
En händelse innehåller information som beskriver den inträffade händelsen samt viss systeminformation, för att beskriva vad som hänt, var och när.
Peka och klicka på bilden för att se mer information:
1 | Rubrik – Beskriver i vilken del av systemet händelsen gäller. |
2 | Händelsenamn – En kort beskrivning av händelsen. |
3 | Virtuell station – Om händelsen är relaterad till en virtuell station på styrenheten, kommer namnet på den virtuella stationen att visas. |
4 | Kod – Ett unikt fyrsiffrigt nummer som identifierar händelsen. |
5 | Modul – Beskriver i vilken del av systemet händelsen gäller. |
6 | Typ – Information, varning eller fel. |
7 | Tid – Datum och tid när händelsen inträffade. |
Händelsetyper
Händelser delas in i tre kategorier: Information, Varningar eller Fel.
Power Focus XC kan lagra upp till 2 000 händelser.
I detta avsnitt
Informationshändelse
Informationshändelser signalerar en anmärkningsvärd händelse som har skett, från åtgärder som utförts av användaren eller systemet. Informationshändelser kräver inte några specifika användaråtgärder.
Varningshändelse
Varningshändelser signalerar potentiellt allvarliga tillstånd som kan påverka systemets prestanda eller resultera i personskador.
Felhändelser
Felhändelser signalerar allvarliga tillstånd, till exempel en misslyckad tjänst, som för det mesta kräver att användaren gör ändringar i inställningarna eller konfigurationen för att fortsätta.
Konfigurera händelserna
Alla händelser har standardinställningar som visar om de ska kvitteras (ACK.), loggas (LOG.) eller visas (DISP.). Händelserna kan konfigureras under Händelser i menyn Inställningar.
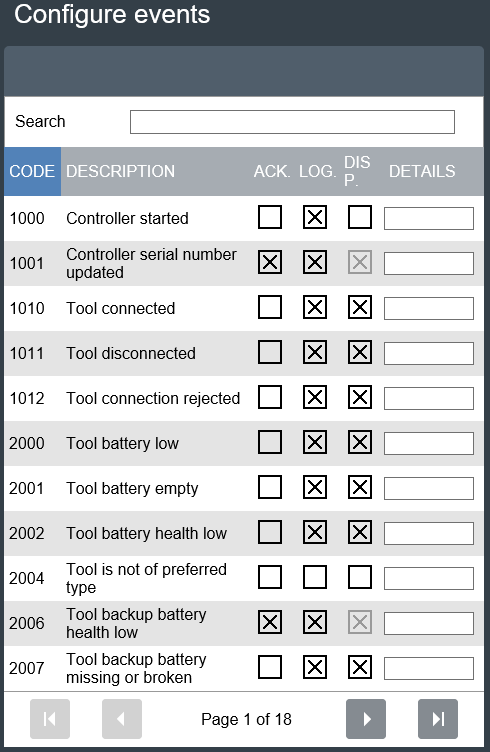
Gråmarkerade alternativ kan inte ändras.
Händelsekoder
Olika typer av händelser används för att meddela användaren om vissa tillståndsförändringar eller händelser i systemet. Varje händelse kräver en egen åtgärd.
Vissa av de procedurer som beskrivs kan endast utföras av Atlas Copcos servicepersonal.
Mer information om en specifik händelsekod kan fås genom sökfiltren nedan eller genom att ange sökkriterier för händelsekoden i sökrutan.
Sök
Logg / Display / Kvittera (Ack) / Konf | |||||||
|---|---|---|---|---|---|---|---|
none | item | none | none | none | column | list | list |
1000 | Info | Styrenhet startad | Styrenheten startas. | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC PFHC ToolsControl | Styrenhet och verktyg | ||
1001 | Varning | Styrenhetens serienummer uppdaterat | Skapas vid uppstart om serienumret på IT-kortet (styrenhetens serienummer) avviker från AUX-kortets serienummer. AUX-tavla anses vara outbytbar i fält. Styrenheten startar om när serienumret uppdateras. | Byt ut IT-tavla eller box. | Logg Konf | Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC | Styrenhet och verktyg |
1010 | Info | Verktyg anslutet | Ett verktyg är anslutet. | Logg Display Konf | Flex Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC PFHC ToolsControl | Styrenhet och verktyg | |
1011 | Info | Verktyg urkopplat | Ett verktyg är frånkopplat. | Logg Display Konf | Flex Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC PFHC ToolsControl | Styrenhet och verktyg | |
1012 | Info | Verktyget nekade anslutning till styrenheten | Händelsen kan inträffa om verktyget befinner sig i en överhoppningszon. | Kontrollera om en annan styrenhet är ansluten till verktyget. Kontrollera att verktygsinställningarna är rätt. | Logg Display Konf | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Styrenhet och verktyg |
2000 | Varning | Batteri svagt | Byt batteri. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg | |
2001 | Varning | Batteri slut | Byt batteri. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg | |
2002 | Varning | Verktygsbatteriet har hälsoproblem | Hälsoproblem har upptäckts i verktygsbatteriet. | Byt batteri. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2004 | Varning | Verktyget är inte av föredragen typ | Verktyget har ersatts av ett verktyg med ett annat maxmoment. | Byt verktyg. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2006 | Varning | Svagt hälsotillstånd för verktygets reservbatteri | Reservbatteriet i verktyget har för dåliga prestanda. | Reservbatteriet bör bytas ut. | Logg Display Kvittera Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2007 | Varning | Verktygets reservbatteri saknas | Verktygets reservbatteri saknas. | Sätt i batteriet. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2008 | Varning | Fel i reservbatteri | Fel har upptäckts i verktygets reservbatteri. | Byt batteri. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2009 | Varning | Låg spänning i reservbatteri | Styrenhetens reservbatteri är nästan tomt | Byt batteri. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2010 | Fel | Fel programversion för verktyget | Programversionerna för verktyg och styrenhet är inte kompatibla. | Utför service på verktyget – uppdatera verktygets program. | Logg Display Kvittera Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg |
2012 | Varning | Störning i verktygskommunikation | Kommunikation mellan verktyg och styrenhet avbröts. | Flytta antennen. | Konf | Flex Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC PFHC ToolsControl | Verktyg |
2013 | Varning | Otillåten ringposition | Verktygets riktningsbrytare i felaktig position. | Om det inträffar ofta – utför service på verktyget. | Logg Display Konf | Flex Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2014 | Varning | Verktyget överhettat | Verktyg överhettat. | Låt verktyget svalna. | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg |
2015 | Fel | Fel på verktygstemperaturgivare | Endast verktyg typ SRB, TBP och IxB. | Utför service på verktyget. | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg |
2016 | Varning | Verktygspulsenhet överhettad | Pulsenheten har överhettats. Verktyget är inte låst, men varningen visas när verktyget startas så länge som pulsenhetens temperatur är över tröskeln. | Låt verktyget svalna. | Logg Display Konf | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2019 | Varning | Verktyget kunde inte starta motorn | Fel i verktygsmotor. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg | |
2020 | Varning | Verktyget behöver motorkalibrering | Verktyget behöver motorkalibrering. | Utför motorkalibrering. | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg |
2021 | Varning | Motorkalibrering misslyckades | Motorkalibrering misslyckades. | Fullfölj motorkalibrering eller utför service på verktyget. | Logg | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg |
2022 | Info | Motorkalibrering klar | Motorkalibrering klar. | Logg Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg | |
2023 | Varning | Verktyget behöver open-end-inställning | Verktyget behöver open-end-kalibrering. | Utför open-end-inställning. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2024 | Varning | Open-end-inställning misslyckades | Open-end-inställning misslyckades. | Försök utföra open-end-inställning en gång till. Om det misslyckas igen, gör service på verktyget. | Logg Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2025 | Info | Open-end-inställning lyckades | Open-end-inställning lyckades. | Logg Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg | |
2026 | Varning | Open-end-position misslyckades | Open-end-position misslyckades. | Tryck på verktygsreglaget igen och vänta på att positioneringen slutförs. Om det misslyckas igen, gör service på verktyget. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2027 | Varning | Begränsad användning pga. hög verktygstemperatur | Temperaturgränsvärdet har nåtts. Åtdragningen har begränsats för att minska risken för att verktyget stängs av p.g.a. överhettning. | Vänta tills verktygstemperaturen har sjunkit. | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg |
2030 | Fel | Verktygsminnesfel: Byt verktyg | Verktygets minne är skadat. | Utför service på verktyget. | Logg Display Kvittera Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg |
2031 | Fel | Verktygstillbehörsminnet skadat | Verktygstillbehörsminnet skadat. | Utför service på verktygstillbehöret. | Logg Display Kvittera Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg |
2040 | Fel | Systemkontrollen misslyckades | Logg Display Kvittera Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg | ||
2041 | Fel | Momentgivarfel | Genereras antingen vid kalibreringsfel eller om verktyget rapporterar momentgivarfel. | Utför service på verktyget. | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg |
2042 | Fel | Fel på vinkelgivare | Utför service på verktyget. | Logg Display Kvittera Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg | |
2043 | Fel | Fel i verktygsjord | Utför service på verktyget. | Logg Display Kvittera Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg | |
2044 | Info | Verktygets serviceintervall har löpt ut | Visar att verktyget behöver service. Utlöses när antalet inställda åtdragningar har överskridits. | Utför verktygsservice. | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg |
2045 | Varning | Verktygets kalibreringsdata ogiltiga | Om validering av kalibreringsdata misslyckas. | Utför service på verktyget. | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg |
2046 | Info | Verktyg: Nästa kalibreringsdatum har förfallit | Anger att kalibrering av verktyget behövs. Utlöses när kalibreringslarm aktiveras i inställningar och den aktuella tiden överskrider nästa kalibreringsdatum. | Utför service på verktyget. | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg |
2048 | Info | Kalibreringsvärde för verktyg uppdaterat av QA-enheten | Verktygskalibrering uppdaterades när en kalibrering med en QA-enhet utfördes. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg | |
2050 | Fel | Verktygsparameterfil stöds inte | Verktygsparametrar som krävs saknas. | Uppdatera verktygsparametrarna. | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg |
2060 | Info | Oväntat tryckreglagebeteende | Används för att förhindra att verktyget startar om tillbehör ansluts. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg | |
2071 | Fel | Verktygsminnet är skadat | Verktygsdeskriptorn är korrupt. | Utför service på verktyget. | Logg Display Konf | Flex Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg |
2072 | Info | Okänd enhet ansluten | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg | ||
2073 | Varning | Övervakning av verktygets tryckreglage misslyckades | Fel i HW-kanal. Konflikt mellan verktygsutlösaren maskinvara och programvara. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg | |
2074 | Varning | Fel i verktygsindikatorkort | Verktygets indikatorkort fungerar inte. | Utför service på verktyget. | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg |
2075 | Varning | Fel i verktygsfläktens spänning | Fel i verktygets fläktspänning. | Utför service på verktyget. | Logg Display Konf | Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg |
2076 | Varning | Spänningsfel i verktygets tillbehörsbuss | Verktygets tillbehörsbuss-spänning fungerade ej. | Utför service på verktyget. | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg |
2077 | Varning | Fel i verktygets tryckreglagesensor | Fel i verktygets tryckreglagesensor. | Utför service på verktyget. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg |
2078 | Info | Verktygets åtdragningsprogram uppdaterat | Verktyg låst pga uppdatering av åtdragningsprogram. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg | |
2079 | Fel | Verktygskabel stöds inte | Verktygskabeln är korrupt. Chippet i kabeln svarar inte eller är skadat. | Byt kabel. | Logg Display Konf | Flex Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Verktyg |
2080 | Fel | Batterifel i verktyget | DC-spänning för hög eller för låg. Batterifel. | Kontakta Atlas Copcos servicerepresentant och skicka tillbaka batteriet till Atlas Copco (återanvänd det inte!). | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2081 | Fel | Verktygets strömgränsvärde har nåtts | Strömgränsvärdet har uppnåtts och drivenheten har kopplats ur. | Utför service på verktyget. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2082 | Fel | Fel vid mätning av verktygsström | Strömmätningsfel. Strömmen kan inte mätas med ett pålitligt resultat. | Utför service på verktyget. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2083 | Fel | Internt verktygsfel | Diverse interna hårdvarufel. | Utför service på verktyget. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2084 | Fel | Verktyg – internt programfel | Diverse interna programvarufel. | Utför service på verktyget. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2085 | Fel | Verktyg – RBU-fel | Ett RBU-fel upptäcktes av verktygets programvara. | Kontrollera att RBU:n är korrekt installerad. Utför service på verktyget om felet fortfarande finns kvar. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2086 | Fel | Verktyget stannar | Verktygsmotorn stannar. | Utför service på verktyget. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2087 | Varning | Verktygets motorström hög | Verktygets motorströmgränsvärde har överskridits och verktyget är låst. Verktyget går in i felsäkert läge. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg | |
2088 | Varning | Verktygets batteriström hög | Batteriströmmen i verktyget är för hög. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg | |
2089 | Varning | Verktygets drivspänning låg | Verktygets drivspänning ligger under övervakat nedre spänningsgränsvärde. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg | |
2090 | Varning | Verktygets drivspänning hög | Verktygets drivspänning är över det övervakade högre spänningsgränsvärdet. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg | |
2091 | Varning | Fel på verktygets huvudkort | Internt fel på verktygets moderkort. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg | |
2092 | Varning | Fel i verktygets effektmodul | Internt fel i verktygets effektmodul. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg | |
2093 | Varning | Pulsenhetens oljenivå är låg | Oljenivån i det anslutna pulsverktyget är låg. | Utför service på verktyget. | Logg Display Konf | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2094 | Varning | Olja slut i pulsenhet | Oljenivån för det anslutna pulsverktyget är under nödvändig driftnivå. | Utför service på verktyget. | Logg Display Kvittera Konf | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2095 | Varning | Kommunikation förlorad till verktygsbatteri | Verktyget förlorade kommunikationen med batteriet. | Kontrollera att batteriet sitter ordentligt. Byt annars batteri. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2096 | Fel | Fel programversion för verktygsbatteri | Batteriprogramvaran är inte kompatibel med verktygsprogramvaran. | Uppdatera programvaran. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2100 | Info | STwrench smartHEAD borttagen | STwrench smartHEAD har tagits bort. | Anslut smartHead igen och starta om verktyget. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verktyg |
2101 | Varning | Åtdragning vid låst | En nyckelåtdragning utfördes när verktygsstatusen låst i styrenheten. | Vänta tills verktygsstatusen i styrenheten är olåst. | Logg Display Konf | Power Focus 6000 Power Focus 8 ToolsControl | Verktyg |
2120 | Varning | Kan inte starta: Verktyget har ingen aktiv momentgivare | Logg Display | Flex | Verktyg | ||
2121 | Varning | Givare inaktiverade för anslutet verktyg | Logg Display | Flex | Verktyg | ||
2122 | Varning | Kan inte starta: Verktyget saknar nödvändig momentgivare | Byt till ett verktyg med flera momentgivare eller uppdatera inställningen ”Kräv dubbelt moment" i verktygskonfigurationen. | Logg Display | Flex IxB | Verktyg | |
2123 | Varning | Kan inte starta: Verktyget saknar nödvändig vinkelgivare | Byt till ett verktyg med flera momentgivare eller uppdatera inställningen ”Kräv dubbelt moment" i verktygskonfigurationen. | Logg Display | Flex | Verktyg | |
2125 | Fel | Momentgivarfel på givare 2 | Ett fel har uppstått på momentgivare 2 i ett verktyg med flera givare. | Utför service på verktyget. | Logg Display | Flex | Verktyg |
2127 | Fel | Kalibreringsfel i verktygsmomentgivare | Ett fel har uppstått i momentgivaren. | Utför service på verktyget. | Logg Display | Flex Synkroniserad åtdragning | Verktyg |
2129 | Fel | Verktygets momentgivare: Shunt-test misslyckades | Ett fel har uppstått i momentgivaren. | Utför service på verktyget. | Logg Display | Flex Synkroniserad åtdragning | Verktyg |
2131 | Fel | Verktygets momentgivare: Kompensation av nollförskjutning misslyckades | Ett fel har uppstått i momentgivaren. | Kontrollera att åtdragningen startas med nollmoment på verktyget. Utför service på verktyget. | Logg Display | Flex Synkroniserad åtdragning | Verktyg |
2133 | Fel | Maskinvarufel i verktygets momentgivare | Ett fel har uppstått i momentgivaren. | Utför service på verktyget. | Logg Display | Flex Synkroniserad åtdragning | Verktyg |
2135 | Fel | Fel i verktygets momentgivare: Överflöde i A/D-omvandlaren | Ett fel har uppstått i momentgivaren. | Utför service på verktyget. | Logg Display | Flex Synkroniserad åtdragning | Verktyg |
2136 | Fel | Kalibreringsfel i verktygets momentgivare på givare 2 | Ett fel har uppstått på momentgivare 2 i ett verktyg med flera givare. | Utför service på verktyget. | Logg Display | Flex | Verktyg |
2137 | Fel | Fel i verktygets momentgivare: Shunt-testet misslyckades på givare 2 | Ett fel har uppstått på momentgivare 2 i ett verktyg med flera givare. | Utför service på verktyget. | Logg Display | Flex | Verktyg |
2138 | Fel | Fel i verktygets momentgivare: Kompensation av nollförskjutning misslyckades på givare 2 | Ett fel har uppstått på momentgivare 2 i ett verktyg med flera givare. | Kontrollera att åtdragningen startas med nollmoment på verktyget. Utför service på verktyget. | Logg Display | Flex | Verktyg |
2139 | Fel | Hårdvarufel i verktygets momentgivare på givare 2 | Ett fel har uppstått på momentgivare 2 i ett verktyg med flera givare. | Utför service på verktyget. | Logg Display | Flex | Verktyg |
2140 | Fel | Fel i verktygets momentgivare: Överflöde i A/D-omvandlaren på givare 2 | Ett fel har uppstått på momentgivare 2 i ett verktyg med flera givare. | Utför service på verktyget. | Logg Display | Flex | Verktyg |
2202 | Fel | Överström uppstod i verktygsgränssnitt | Överström upptäcktes i verktygsgränssnitt. | Utför service på verktyget. Byt ut verktygsgränssnittet. | Logg Display Kvittera Konf | IxB | Verktyg |
2203 | Fel | Överström uppstod i verktygets främre lampa | Överström upptäcktes i verktygets främre lampa | Utför service på verktyget. Byt ut verktygets främre lampa. | Logg Display Kvittera Konf | IxB | Verktyg |
2204 | Fel | Överström uppstod i tillbehörsbussen | Överström upptäcktes i tillbehörsbussen. | Utför service på verktyget. Byt ut tillbehörsbussen. | Logg Display Kvittera Konf | IxB | Verktyg |
2207 | Fel | Överström uppstod i vibratorn | Överström upptäcktes i vibratorn. | Utför service på verktyget. Byt ut vibratorn. | Logg Display Kvittera Konf | IxB | Verktyg |
2208 | Varning | Systemets CPU-temperatur hög | Systemets CPU-temperatur hög. | Vänta tills verktygstemperaturen har sjunkit. | Logg Display Konf | IxB | Verktyg |
2209 | Fel | Systemets CPU-temperatur kritisk | Systemets CPU-temperatur kritisk. | Vänta tills verktygstemperaturen har sjunkit. | Logg Display Konf | IxB | Verktyg |
2210 | Fel | Strömkälla saknar stöd: åtdragning tillåts inte | Verktygets batteri har för låg spänning. | Anslut batteri med högre spänning till verktyget. | Logg Display Kvittera Konf | IxB | Verktyg |
2217 | Info | Körning på reservbatteri | Körning på reservbatteri. | Logg | IxB | Verktyg | |
2218 | Info | Batteri anslutet | Batteri anslutet eller styrenhet/verktyg startat. | Logg | IxB | Verktyg | |
2219 | Info | Strömkälla: okänd | Okänd strömkälla ansluten eller styrenhet/verktyg startat med okänd strömkälla. | Logg | IxB | Verktyg | |
2221 | Varning | Batteri överhettat | Batteritemperaturen är för hög. | Byt batteri och låt det överhettade batteriet svalna. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 ToolsControl | Verktyg |
2222 | Varning | Begränsad användning på grund av hög verktygstemperatur | Batteritemperaturen är för hög. | Byt batteri och låt det överhettade batteriet svalna. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 ToolsControl | Verktyg |
2500 | Fel | Spännare avdragarstång max antal | Spännarens avdragarstång måste bytas ut. Systemet är låst för användning. Tryck kan bara avlastas. | Skicka spännaren till serviceverkstad för byte av avdragarstång. | Logg Display Kvittera | PFHC | Verktyg |
2501 | Fel | Larm – pumpmotorskydd | Pumpmotorskyddet har stoppat motorn. Systemet måste stoppas. Om systemet står under tryck krävs manuella åtgärder för att avlasta trycket. | Stäng av systemet. Om det står under tryck ska du avlasta trycket mekaniskt och skicka pumpen på service. | Logg Display Kvittera | PFHC | Verktyg |
2502 | Fel | Larm om låg pumpmotoroljenivå | Pumpens motoroljenivå är låg vilket har stoppat motorn. Om systemet står under tryck krävs manuella åtgärder för att avlasta trycket. | Stäng av systemet. Om det står under tryck ska du avlasta trycket mekaniskt och fylla på olja. | Logg Display Kvittera | PFHC | Verktyg |
2503 | Fel | Larm om hög motoroljetemperatur i pumpen | Larm om hög motoroljetemperatur i pumpen. | Stäng av systemet och vänta tills oljan svalnar. | Logg Display Kvittera | PFHC | Verktyg |
2504 | Fel | Larm spännarens trycksensor | Fel i spännarens trycksensorelektronik. Inget tryck kan avläsas eller rapporteras till systemet. | Stäng av systemet. Om det står under tryck ska du avlasta trycket mekaniskt och skicka spännaren på service. | Logg Display Kvittera | PFHC | Verktyg |
2505 | Fel | Pumptryck sensorlarm | Fel i pumpens trycksensorelektronik. Inget tryck kan avläsas eller rapporteras till systemet. | Stäng av systemet. Om det står under tryck ska du avlasta trycket mekaniskt och skicka pumpen på service. | Logg Display Kvittera | PFHC | Verktyg |
2506 | Fel | Oväntad medurs rotation upptäckt | Medurs mutterrotation under väntan på trycklossning efter slutförd spänning. Resultatet är ogiltigt. | Avlasta trycket och spänn muttern igen. | Logg Display Konf | PFHC | Verktyg |
2507 | Fel | Oväntad moturs rotation har avkänts | Moturs mutterrotation under väntan på trycklossning efter slutförd spänning. Resultatet är ogiltigt. | Avlasta trycket och spänn muttern igen. | Logg Display Konf | PFHC | Verktyg |
2508 | Fel | Fel i pump eller spännarens trycksensor | För stor skillnad mellan trycksensoravläsningarna i pumpen och spännaren. Trycksättningen har stoppats. | Problem i hydraulik eller kalibrering av trycksensorerna. Starta om systemet och försök igen. Kontakta din lokala Atlas Copco-representant om problemet fortsätter. | Logg Display Kvittera | PFHC | Verktyg |
2509 | Fel | Fel i spännarens trycksensor eller hydraulslang | Spännarens trycksensor visar inget tryck men pumpens sensor visar en tryckökning. Trycksättningen har stoppats. | Problem i hydraulik eller kalibrering av trycksensorerna. Starta om systemet och försök igen. Kontakta din lokala Atlas Copco-representant om problemet fortsätter. | Logg Display Kvittera | PFHC | Verktyg |
2510 | Fel | Inställning av anpassat ID misslyckades | Inställning av anpassat ID misslyckades. | Starta om systemet och kontrollera anslutna enheter. Gör om inställningen om ID för enheten inte stämmer. | Logg Display Kvittera | PFHC | Verktyg |
2511 | Info | Anpassat ID har ställts in | Inställning av anpassat ID lyckades. | Logg Display Kvittera | PFHC | Verktyg | |
2512 | Varning | Fel streckkodssträng, ignorerad | Den inlästa strängen kunde inte hanteras som en torndatakod. | Läs in rätt torndatakod eller läs av tornsektionens ID. | Logg Display Kvittera | PFHC | Verktyg |
2513 | Fel | Inget pumptryck avkänt | Systemet försöker göra en trycksättning men ingen tryckökning registreras i pumpen. En möjlig orsak kan vara felaktig fasordning i trefaskontakten. | Stäng av systemet och reversera faserna på strömanslutningen. | Logg Display Kvittera | PFHC | Verktyg |
2514 | Varning | Larm om övermoment i spännaren | För högt moment har applicerats på klickdragaren. Detta orsakar skador på momentgivaren. | Lossa momentet. | Logg | PFHC | Verktyg |
2515 | Varning | Larm om övertryck i spännaren | Trycket i spännaren är för högt. | Låt trycket falla eller avlasta trycket. Kontrollera hydraultryckets parametrar. | Logg | PFHC | Verktyg |
2516 | Varning | Oväntad firmware i pump eller spännare | Oväntad firmwareversion har avkänts i pump eller spännare – starta om systemet. Om problemet kvarstår kan systemet eventuellt köras men håll ögonen öppna för oväntade händelser. | Starta om systemet | Logg Display Kvittera | PFHC | Verktyg |
2517 | Fel | Inkompatibel firmwareversion i pump eller spännare – starta om systemet. Systemet kan inte köras. | Inkompatibel firmwareversion i pump eller spännare – starta om systemet. Systemet kan inte köras. | Starta om systemet. Om det inte hjälper ska den felbehäftade enheten bytas ut. Kontrollera anslutna enheter och se vilken som inte har anslutits. | Logg Display Kvittera | PFHC | Verktyg |
3000 | Fel | Internt programfel i styrenhet | Programfel i styrenheten. | Kontakta service. | Logg Display Kvittera Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Styrenhet, drivenhet och synkroniserad åtdragning |
3001 | Fel | Styrenhetens klockbatteri tomt | Internt batteri är nära slutet av sin livstid. | Byt batteri. | Logg Display Kvittera Konf | Flex Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC | Styrenhet, drivenhet och synkroniserad åtdragning |
3010 | Varning | System överhettat | Styrenheten är överhettad. | Kyl ner. | Logg Display Konf | Power Focus 6000 Power Focus 8 Power Focus XC | Styrenhet, drivenhet och synkroniserad åtdragning |
3011 | Varning | Drivenhet i styrenhetens maskinvara överhettad | Kyl ner. | Logg Display Konf | Flex ToolsControl | Styrenhet, drivenhet och synkroniserad åtdragning | |
3013 | Varning | Begränsad användning pga. hög styrenhetstemperatur | Temperaturgränsvärdet har nåtts. Åtdragningen har begränsats för att minska risken för att styrenheten stängs av p.g.a. överhettning. | Vänta tills styrenhetens temperatur har sjunkit. | Logg Display Konf | Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC | Styrenhet, drivenhet och synkroniserad åtdragning |
3020 | Varning | Fel i styrenhetens maskinvara | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC | Styrenhet, drivenhet och synkroniserad åtdragning | ||
3021 | Varning | Systemspänningsproblem | DC-spänning för hög eller för låg. | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC | Styrenhet, drivenhet och synkroniserad åtdragning | |
3022 | Varning | Problem i styrenhetens elspänning: För hög ingående växelspänning | DC-spänning för hög eller för låg. | Åtgärda den ingående spänningen. | Logg Display | Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC | Styrenhet, drivenhet och synkroniserad åtdragning |
3023 | Varning | Problem i styrenhetens elspänning: För låg ingående växelspänning | DC-spänning för hög eller för låg. | Åtgärda den ingående spänningen. | Logg Display | Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC | Styrenhet, drivenhet och synkroniserad åtdragning |
3024 | Varning | Drivspänningsproblem: För hög ingående växelspänning | DC-spänning för hög eller för låg. | Åtgärda den ingående spänningen. | Logg Display | Flex ToolsControl | Styrenhet, drivenhet och synkroniserad åtdragning |
3025 | Varning | Drivspänningsproblem: För låg ingående växelspänning | DC-spänning för hög eller för låg. | Åtgärda den ingående spänningen. | Logg Display | Flex ToolsControl | Styrenhet, drivenhet och synkroniserad åtdragning |
3026 | Info | Max antal IxB Connect-verktyg som redan är anslutna. | Anger att antalet IxB Connect-verktyg som är anslutna till styrenheten har nått det högsta tillåtna antalet anslutna verktyg. | Logg | ToolsControl | Styrenhet och verktyg | |
3029 | Info | Klienten förlorade nätverksanslutningen | Verktyget har förlorat nätverksanslutningen, antingen på grund av att det har lämnat nätverkets täckningsområde, eller av någon annan orsak. | Utför felsökning genom att kontrollera tröskelvärdet för roaming och dra ned kanalnumret till under 24 för att kontrollera att roaming är aktiverat. | Logg Display Konf Kvittera | IxB | Styrenhet och verktyg |
3030 | Fel | IP-adressen är i konflikt med en annan nod på nätverket | Den inställda IP-adressen används av en annan enhet i samma nätverk. | Ändra IP-adress på en av enheterna. | Logg Display Konf | Flex Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC PFHC | Styrenhet, drivenhet och synkroniserad åtdragning |
3031 | Info | Nätverkskabeln urkopplad | Bäraren av fabriksporten har förlorats (kabel har kopplats från). | Kontrollera kabelanslutningen. | Logg Display Konf | Flex Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC | Styrenhet, drivenhet och synkroniserad åtdragning |
3032 | Info | Parkoppling startad | Parkoppling av verktyg startad. | Logg Display Konf | Power Focus 6000 Power Focus 8 Power Focus XC | Styrenhet, drivenhet och synkroniserad åtdragning | |
3033 | Info | Parkoppling klar | Parkoppling av verktyg lyckades. | Logg Display Konf | Power Focus 6000 Power Focus 8 Power Focus XC | Styrenhet, drivenhet och synkroniserad åtdragning | |
3034 | Info | Parkoppling misslyckades: Inget verktyg hittades | Styrenheten fann inga verktyg att para ihop med vid sökning efter radionoder. | Ställ in verktyget i parkopplingsläge och försök igen. | Logg Display Konf | Power Focus 6000 Power Focus 8 Power Focus XC | Styrenhet, drivenhet och synkroniserad åtdragning |
3035 | Fel | Parkoppling misslyckades: Mer än ett verktyg hittades | Styrenheten fann mer än ett verktyg vid sökning efter radionoder. | Se till att endast ett verktyg är i parkopplingsläge när parkopplingsläget startas på styrenheten. | Logg Display Konf | Power Focus 6000 Power Focus 8 Power Focus XC | Styrenhet, drivenhet och synkroniserad åtdragning |
3036 | Fel | Parkoppling misslyckades: Kommunikationsfel | Styrenheten förlorade anslutningen, fick ett oväntat svar eller timeout under parkopplingsprocessen. | Försök utföra parkoppling en gång till. Om det misslyckas igen, gör service på verktyget. | Logg Display Konf | Power Focus 6000 Power Focus 8 Power Focus XC | Styrenhet, drivenhet och synkroniserad åtdragning |
3037 | Info | Parkoppling misslyckades: Verktygsplatsen är full | Rensa en verktygsplats. | Logg Display Konf | Power Focus 6000 Power Focus 8 Power Focus XC | Styrenhet, drivenhet och synkroniserad åtdragning | |
3040 | Varning | Nödstopp | Drivenheten kopplades ur på grund av nödstopp. | Återställ nödstopp. | Logg Display Konf | Flex Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Styrenhet, drivenhet och synkroniserad åtdragning |
3050 | Info | Systemklocka uppdaterad | Systemklockan har uppdaterats. | Logg Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC PFHC | Styrenhet, drivenhet och synkroniserad åtdragning | |
3051 | Fel | Systemklockfel | Fel tidsavläsning från hårdvarans realtidsklocka (Real Time Clock, RTC). | Byt RTC-batteri. | Logg Display Kvittera Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC PFHC | Styrenhet, drivenhet och synkroniserad åtdragning |
3052 | Varning | Konfigurationsfel för fjärrstart | HW och SW fjärrstartkonfiguration passade inte ihop. | Kontrollera att dip-omkopplarna på maskinvaran matchar den valda startkällan. | Logg Display Konf | Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Styrenhet, drivenhet och synkroniserad åtdragning |
3053 | Info | Drivenhet ansluten | Drivenhet för synkroniserad åtdragning har anslutits. | Logg Display | Flex Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Styrenhet, drivenhet och synkroniserad åtdragning | |
3054 | Info | Drivenhet bortkopplad | Drivenhet bortkopplad från styrenheten. | Kontrollera kablar och strömförsörjning för externt anslutna enheter eller byt ut styrenheten. | Logg Display | Flex Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Styrenhet, drivenhet och synkroniserad åtdragning |
3055 | Varning | Läge – konfigurationsfel | Genereras när det valda läget är felaktigt konfigurerat. Det kan t.ex. inträffa när två skruvar har givits samma nummer eller samma kanal, eller vid ofullständig lägeskonfiguration. | Kontrollera ToolsTalk 2 avseende fel i lägeskonfigurationen. | Logg Display | Flex Synkroniserad åtdragning | Styrenhet, drivenhet och synkroniserad åtdragning |
3056 | Varning | Kan inte starta: Verktyg eller drivenhet saknas | Genereras när en använd kanal missar en drivenhet eller verktyg. | Kontrollera kanalmenyn på gränssnittet. Anslut drivenhet eller verktyg som saknas. | Logg Display | Flex Synkroniserad åtdragning | Styrenhet, drivenhet och synkroniserad åtdragning |
3057 | Info | Kan inte starta: Kanalen används redan | Genereras när en kanal som behövs har allokerats till en annan virtuell station. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning | |
3058 | Info | Inget läge valt | Välj läge. | Logg Display | Flex Synkroniserad åtdragning | Styrenhet, drivenhet och synkroniserad åtdragning | |
3059 | Varning | Kunde inte ansluta till Atlas Copco licenshanterare | Anger att styrenheten inte lyckades ansluta till den lokala licenshanteraren för att få licenser. | Verifiera det lokala nätverket. Utför service på styrenheten om felet fortsätter. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Styrenhet, drivenhet och synkroniserad åtdragning |
3060 | Fel | Antal virtuella stationer har överskridits. | Licensen för den virtuella stationen är större än antalet tillgängliga licenser. | Uppdatera licenser eller konfigurationen av den virtuella stationen. | Logg Display Kvittera | ToolsControl | Styrenhet |
3061 | Varning | Kan inte starta: Aktiveringssignal låg | Kontrollera att signalen ”Aktivera funktion” är inställd på högt läge innan åtdragningen påbörjas. | Logg Display | Flex Synkroniserad åtdragning | Styrenhet, drivenhet och synkroniserad åtdragning | |
3062 | Varning | Kan inte starta: Stoppsignal hög | Kontrollera att signalen ”Aktivera funktion” är inställd på lågt läge innan åtdragningen påbörjas. | Logg Display | Flex Synkroniserad åtdragning | Styrenhet, drivenhet och synkroniserad åtdragning | |
3063 | Varning | Kan inte starta: Alla kanaler begränsade | Alla kanaler har begränsats och ingen åtdragning kan påbörjas. | Sätt åtminstone en kanal till obegränsad. | Logg Display | Flex Synkroniserad åtdragning | Styrenhet, drivenhet och synkroniserad åtdragning |
3064 | Varning | Fel bärarnummer | En FlexCarriers sexvägsbrytare är satt till noll. | Sätt brytaren i ett annat läge än noll. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning |
3065 | Varning | Bärarens anslutning för nödstoppskonfiguration är fel typ eller saknas | En bärare saknar anslutning för nödstoppskonfiguration, alternativt fel anslutningstyp. | Använd rätt anslutningstyp. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning |
3066 | Varning | Bärare spänningsingång: Ingen 3-fas växelström (AC) | Kontrollera att 3-fasmatningen är inom acceptabla gränsvärden och fungerar korrekt. Kontrollera att 3-faskablarna är i gott skick och korrekt anslutna. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning | |
3067 | Varning | Bärare spänningsingång: En AC-fas saknas | Kontrollera att 3-fasmatningen är inom acceptabla gränsvärden och fungerar korrekt. Kontrollera att 3-faskablarna är i gott skick och korrekt anslutna. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning | |
3068 | Varning | Bärare: Intern 24 VDC-nätdel trasig | Utför service på bäraren. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning | |
3069 | Varning | Bärare, 24-volt UT-port inaktiverad på grund av överström | Återställ systemet. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning | |
3070 | Varning | Bärare, hårdvarufel i PF6 Flexcontrol-kabel UT | Återställ systemet. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning | |
3071 | Varning | Bärare, hårdvarufel i PF6 Flexcontrol-kabel IN | Återställ systemet. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning | |
3072 | Varning | Nödstopp 24 VDC strömavbrott på grund av kortslutning | Utför service på bäraren. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning | |
3073 | Varning | Kan inte starta: Systemet är nödstoppat | När du tilldelar flera spindlar kommer händelsen att kallas av preStartCheckFailed på grund av nödstopp. | Återställ nödstoppet. | Logg Display | Flex Synkroniserad åtdragning | Styrenhet, drivenhet och synkroniserad åtdragning |
3074 | Varning | Bärare överhettad | Kyl ner. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning | |
3075 | Varning | Bärartemperatur OK | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning | ||
3076 | Varning | Bärare: Intern 24 VDC-strömförsörjning överbelastad | Den utgående strömmen från den interna PSU:n är för hög. | Koppla från bärare som får sin ström från denna PSU. Koppla från all extern utrustning som använder 24 VDC. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning |
3077 | Varning | Bärare: Överspänning i intern 24 VDC-strömförsörjning | Den utgående spänningen från den interna PSU:n är för hög. | Byt ut bäraren. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning |
3078 | Varning | Bärare: Underspänning i intern 24 VDC-strömförsörjning | Den utgående spänningen från den interna PSU:n är för låg. | Byt ut bäraren. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning |
3079 | Varning | Extern matning till bärare: 24 VDC överspänning | Den ingående reservspänningen är över 27 VDC. | Justera den ingående reservspänningen. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning |
3080 | Varning | Extern matning till bärare: 24 VDC underspänning | Den ingående reservspänningen är under 19 VDC. | Justera den ingående reservspänningen. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning |
3081 | Varning | Bärare spänningsingång: 3-fas AC överspänning | Ingångsspänningen är för hög. | Sänk ingångsspänningen: den måste vara 400 VAC eller 480 VAC. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning |
3082 | Varning | Bärare spänningsingång: 3-fas AC underspänning | Ingångsspänningen är för låg. | Höj ingångsspänningen: den måste vara 400 VAC eller 480 VAC. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning |
3083 | Fel | Fel Anybus/Profisafe-modulprogram | Uppdatera firmwareprogrammet för Anybus-modulen till den senaste versionen. | Logg Display | Flex Power Focus 6000 Power Focus 8 Synkroniserad åtdragning | Styrenhet, drivenhet och synkroniserad åtdragning | |
3084 | Fel | Körningsfel i Soft PLC | eCLR har avslutats på ett okontrollerat sätt. | Logg Display Konf | Flex Power Focus 6000 Power Focus 8 Synkroniserad åtdragning | Styrenhet, drivenhet och synkroniserad åtdragning | |
3085 | Varning | Bärare: Fläktmodul ur funktion | Byt ut fläktmodulen. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning | |
3086 | Varning | Bärare: Fläktmodul delvis ur funktion | Byt ut fläktmodulen. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning | |
3087 | Varning | Bärare: Vänster fläktmodul ur funktion | Byt ut fläktmodulen. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning | |
3088 | Varning | Bärare: Vänster fläktmodul delvis ur funktion | Byt ut fläktmodulen. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning | |
3089 | Varning | Bärare: Höger fläktmodul ur funktion | Byt ut fläktmodulen. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning | |
3090 | Varning | Bärare: Höger fläktmodul delvis ur funktion | Byt ut fläktmodulen. | Logg Display | Flex | Styrenhet, drivenhet och synkroniserad åtdragning | |
3091 | Info | Kollision mellan synkdel och kanal | Genereras när två eller flera synkdelar är konfigurerade till samma kanal. | Omkonfigurera den kolliderande synkdelen så att den har en unik eller annan kanal som inte har tilldelats en annan synkdel. | Logg Konf Display Kvittera | Power Focus 8 Synkroniserad åtdragning ToolsControl | Styrenhet, drivenhet och synkroniserad åtdragning |
3095 | Varning | WiFi-signalstyrkan är svag | Det trådlösa nätverkets signalstyrka är svagare än det värde som ställts in i inställningen ”Varning vid signalstyrka under (dBm)”. | Konf | IxB STRw | Styrenhet och verktyg | |
3096 | Varning | Mobilsignalen är svag | RSSI-värdet för mobilanslutning är under det definierade tröskelvärdet på -98 dBm. | Flytta verktyget närmare mobilantennerna för bättre anslutning och för att undvika dataförluster. | Konf | IxB | Styrenhet, drivenhet och synkroniserad åtdragning |
3097 | Varning | Mobilanslutning förlorad | Systemet förlorade anslutning till mobilnätet. |
| Logg Display Konf | IxB | Styrenhet, drivenhet och synkroniserad åtdragning |
3100 | Varning | Lägeskonfigurationen finns inte | Välj ett befintligt synkläge innan du påbörjar en åtdragning. | Logg Display | Flex Synkroniserad åtdragning | Styrenhet, drivenhet och synkroniserad åtdragning | |
3150 | Fel | Inkompatiblitet i IAM-program | IAM är inkompatibel med programvaran som är installerad på styrenheten. | Byt ut IAM. | Logg Display Kvittera | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC | Styrenhet, drivenhet och synkroniserad åtdragning |
3160 | Fel | Kunde inte aktivera nyinstallerad programvara | Ett fel uppstod under aktiveringen. När det nyinstallerade programmet startar görs en återkoppling till tidigare fungerande programversion. Felet uppstår när den nya programvaran inte startar tre gånger i rad och endast under programinstallationen. | Gör en export och kontakta Atlas Copco för hjälp. Notera den programversion som du försöker installera plus den programversion som fungerar. | Logg Display Kvittera | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC | Styrenhet, drivenhet och synkroniserad åtdragning |
3161 | Fel | Startade på en oväntad programpartition | Styrenheten har startat på den inaktiva programsidan och inte på den förväntade programsidan. | Notera programinformationen (på styrenhetens startskärmbild – välj Styrenhet > Programvara). Försök starta om styrenheten och kontrollera att den körs med korrekt programvara när den startas om. Om ett fel återkommer ska du göra en export och kontakta Atlas Copco. | Logg Display Kvittera | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC | Styrenhet, drivenhet och synkroniserad åtdragning |
3500 | Fel | Allmänt licenshanterarfel | Inkonsekvens upptäckt i det använda funktionshanteringssystemet. | Kontakta din Atlas Copco-representant. | Logg Display Kvittera | IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Styrenhet, drivenhet och synkroniserad åtdragning |
3501 | Fel | Synkroniseringsfel i licenshanteraren | Synkronisering kunde inte göras till licensservern. | Kontakta Atlas Copcos servicerepresentant. | Logg Display Kvittera | IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Styrenhet, drivenhet och synkroniserad åtdragning |
3502 | Info | Synkronisering av licenshanterare utförd | Synkronisering till licensservern har slutförts. | IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Styrenhet, drivenhet och synkroniserad åtdragning | ||
3503 | Varning | Licenshanterare: En annan källa används | Licensen används av en annan källa. | Verifiera licenstilldelning. | Logg Display | IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Styrenhet, drivenhet och synkroniserad åtdragning |
3504 | Varning | Licenshanteraren måste startas om | Starta om licenshanteraren. | Logg Display | IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Styrenhet, drivenhet och synkroniserad åtdragning | |
3505 | Info | USB-licenssynkronisering startade | Överföring av licenser från USB-licensdongeln startades. | Logg | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl PFHC | Styrenhet, drivenhet och synkroniserad åtdragning | |
3506 | Fel | Fel vid synkronisering av USB-licens | Överföring av licenser från USB-licensdongeln misslyckades. | Kontakta Atlas Copcos servicerepresentant. | Logg | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl PFHC | Styrenhet, drivenhet och synkroniserad åtdragning |
3507 | Info | Synkronisering av USB-licens klar | Överföringen av licenser från USB-licensdongeln är klar. | Logg | Power Focus 6000 Power Focus 8 PFHC | Styrenhet, drivenhet och synkroniserad åtdragning | |
3508 | Info | En eller flera av dina licenser håller på att upphöra. Ha alltid en licensserver konfigurerad | Uppdatera licenser. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Styrenhet, drivenhet och synkroniserad åtdragning | |
3510 | Fel | En lokal licensserver är redan i bruk. Returnera alla licenser till servern innan du konfigurerar en ny. | Inkonsekvens upptäckt i en licens som ska användas under konfigurationen. | Uppdatera licenser. | Logg Display Kvittera | ToolsControl | Styrenhet |
3511 | Varning | En av dina licenser har en annan licensdefinition | Inkonsekvens upptäckt i en licens som ska användas. | Kontakta din Atlas Copco-representant. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl PFHC | Styrenhet, drivenhet och synkroniserad åtdragning |
3512 | Fel | Oväntat fel i licenstjänsten. Kontakta Atlas Copco för hjälp. | Kontakta din Atlas Copco-representant. | Logg Konf Display Kvittera | ToolsControl | Styrenhet | |
3550 | Varning | Licensen saknas | Installera rätt licens. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl PFHC | Styrenhet, drivenhet och synkroniserad åtdragning | |
3551 | Varning | Trådlös kommunikation inaktiverad genom licensiering | Avregistrera fristående licens från en virtuell station. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Styrenhet, drivenhet och synkroniserad åtdragning | |
3600 | Info | Omstart av systemet utlöst av användaren | Omstart utlöses som en konsekvens av en användaråtgärd inom systemet, t.ex:
| Logg Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC PFHC | Styrenhet och verktyg | |
3601 | Info | Oväntad systemavstängning | Systemet startades om eller stängdes av oväntat | Logg Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC PFHC ToolsControl | Styrenhet och verktyg | |
3610 | Info | Systemet stängdes av på grund av strömavbrott | Strömbrytaren har tryckts in eller styrenheten har kopplats bort från strömkällan | Logg Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC PFHC ToolsControl | Styrenhet och verktyg | |
3611 | Info | Timern för reservbatteriet har löpt ut och stängs av | Verktyget har körts på reservbatteri i mer än 20 sekunder | Logg Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC PFHC ToolsControl | Styrenhet och verktyg | |
3612 | Info | Systemet stängdes av på grund av inaktivitet | Tidsgränsen för inaktivitet har löpt ut | Logg Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC PFHC ToolsControl | Styrenhet och verktyg | |
4010 | Info | Verktyget låst av digital ingång | Verktyget är låst av en digital insignal. | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Åtdragningsprocess | |
4011 | Info | Verktyg låst av Open Protocol | Verktyget är låst av Open Protocol. | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Åtdragningsprocess | |
4012 | Info | Verktyg låst av fältbuss | Verktyget är låst av fältbussen. | Logg Display Konf | Flex Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC | Åtdragningsprocess | |
4013 | Info | Verktyg låst av hylsväljare | Verktyget är låst när hylsväljaren är bortkopplad från Virtual Station. | Lås upp med Master Unlock. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess |
4014 | Info | Verktyget låst av Soft PLC | En Soft PLC-signal låste verktyget. | Lås upp med Master Unlock. | Logg Display Konf | Flex Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC | Åtdragningsprocess |
4015 | Info | Lossning inaktiverad | Lossning är inaktiverad i åtdragningsprogrammet. | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Åtdragningsprocess | |
4016 | Info | Åtdragning inaktiverad | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Åtdragningsprocess | ||
4017 | Info | Lossning inte konfigurerad | Lossning har inte konfigurerats i det valda åtdragningsprogrammet | Välj ett annat åtdragningsprogram. | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Åtdragningsprocess |
4020 | Info | För många NOK-åtdragningar | Maximum NOK-åtdragningar i följd i batch har överskridits | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Åtdragningsprocess | |
4025 | Info | Inget åtdragningsprogram har valts | Inget åtdragningsprogram har valts. | Välj åtdragningsprogram eller batchsekvens. | Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess |
4030 | Info | Batchsekvens avbruten | Batchsekvensen har avbrutits. | Logg Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC PFHC ToolsControl | Åtdragningsprocess | |
4031 | Info | Max tid för att avsluta batchsekvens uppnådd | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Åtdragningsprocess | ||
4032 | Info | Max tid för att slutföra första åtdragningen uppnådd | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Åtdragningsprocess | ||
4035 | Info | Låst av linjekontroll | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | ||
4040 | Info | Låst av alternativ identifierare | Verktyg låst av alternativ identifierare. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4050 | Ogiltig hylskonfiguration | Åtdragningsprogrammet har tilldelats till flera hylsor. | Åtdragningsprogrammet har tilldelats till flera hylsor. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4060 | Info | Verktyg låst på batch slutförd | När du kör en batch med flagga Verktyg låst på batchsekvens slutförd genereras denna händelse när användaren trycker på tryckreglaget. | Lås upp med signal Lås upp verktyg på avslutad. | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Åtdragningsprocess |
4070 | Info | Gå in i manuellt läge | Indikerar att manuellt läge har aktiverats för en virtuell station. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4071 | Info | Gå in i automatläge | Visar att automatiskt läge har aktiverats för en virtuell station. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4072 | Info | Testskruv | Konf | Flex Synkroniserad åtdragning | Åtdragningsprocess | ||
4073 | Info | Verktygets nolläge uppdaterat | Visar att verktygets nolläge har ställts in med hjälp av signaler. | Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Åtdragningsprocess | |
4100 | Varning | Identifieraren accepteras inte: Ogiltig stränglängd | Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Åtdragningsprocess | ||
4101 | Varning | Strängval misslyckades: Flera träffar | Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Åtdragningsprocess | ||
4102 | Varning | Strängval misslyckades: Ingen träff hittades | Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Åtdragningsprocess | ||
4103 | Varning | Identifieraren accepteras inte: Identisk sträng har redan tagits emot | Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Åtdragningsprocess | ||
4104 | Varning | Identifieraren accepteras inte: Ingen träff hittades | Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Åtdragningsprocess | ||
4500 | Info | Resultat DrivFel | Internt drivrutinfel eller förlust av drivrutin. | Konf | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4501 | Info | Resultat Rehit | Försök att dra åt en redan åtdragen skruv när Rehit-detektering är på. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4502 | Info | Resulterande mjukstartmoment lågt | Mjukstartmoment under miniminivå. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4503 | Info | Resulterande mjukstartmoment högt | Mjukstartmomentet överskred maxnivån. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4504 | Info | Resultat självg. moment högt | Självgängningsmoment överskred maxvärdet. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4505 | Info | Resultat självg. moment lågt | Självgängningsmoment under minimigräns. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4506 | Info | Resulterande säkerhetsmoment lågt | Automatiskt beräknat momentvärde för att säkerställa att momentsensorn är korrekt monterad. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4507 | Info | Resulterande nergängningsmoment högt | Nedgängningsmomentet överskred maxvärdet. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4508 | Info | Resulterande nedgängningsvinkel hög | Nergängningsvinkeln överskred maxvärdet. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4509 | Info | Resulterande nergängningstid hög | Nergängningstiden överskred maxvärdet. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4510 | Info | Resulterande nergängningstid låg | Nergängningstiden under minimivärdet. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4511 | Info | Resulterande nergängningsmoment lågt | Nedgängningsmomentet är under minimivärdet. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4512 | Info | Resulterande nedgängningsvinkel låg | Nedgängningsvinkel under minimivärdet. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4513 | Info | Resulterande slutmoment högt | Moment i sista steget överskred maxvärdet. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4514 | Info | Resulterande slutvinkel hög | Vinkel i sista steget överskred maxvärdet. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4515 | Info | Resulterande slutmoment lågt | Moment i sista steget under minimivärdet. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4516 | Info | Resulterande slutvinkel låg | Vinkel i sista steget under minimivärdet. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4517 | Info | Timeout vid resulterande åtdragning | Åtdragningens tidsgräns överskreds. För generella åtdragningsstrategier är max åtdragningstid 30 sekunder. För flersteg beror max åtdragningstid på stegbegränsningen Maximal tidsgräns. Felkoden är beroende av åtdragningssteget. | Gör om åtdragningen. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess |
4518 | Info | Tryckreglage förlorat | Verktygets tryckreglage släpptes innan målvärdet uppnåddes. För generella åtdragningsstrategier är det inte tillåtet att släppa tryckreglaget innan åtdragningssteget är klart. För flersteg visas felet när tryckreglaget har förlorats innan målvärdet har nåtts. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4519 | Info | För tidig momentförlust | Hylsan har glidit av muttern. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4520 | Info | Resulterande målvärde uppnått före sista steget | Målmomentet uppnåddes innan sista steget i åtdragningsprogrammet. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4521 | Info | Resultat Eftervy Moment lågt | Eftervymoment under minimivärdet. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4522 | Info | Resultat Eftervy Moment högt | Eftervymoment överskred maxvärdet. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4523 | Info | Resultat Eftervy Momentintervall ej uppnått | Eftervy momentintervall ej nått. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4524 | Info | Resultat momentkompensationsintervall ej uppnått | Intervallvinkel för momentkompensation ej uppnådd före avslutad nedgängning. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4525 | Info | Resulterande verktygsrörelse överskriden | Från en NOK-åtdragning, detaljerad status. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4526 | Info | Resultat sensorkonflikt vid övervakning av säkerhetsström | Strömövervakningsfel. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | ||
4527 | Info | Resulterande verktygsrörelse överskriden | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |||
4538 | Info | Resulterande slutligt övervakningsmoment lågt | Slutligt övervakningsmoment uppnåddes inte. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4543 | Info | Resulterande anliggningsövervakning hög | Endast skruv./mutterdragare. Övervakningen upptäckte ett för högt anliggningsvärde. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4545 | Info | Resultat inget kvarvarande moment | Endast skruv./mutterdragare. Kvarvarande moment var under tröskelvärdet. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4546 | Info | Resultat övervarv | Endast skruv./mutterdragare. Dragarens gyro kunde inte mäta vinkeln på grund av högt varvtal. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4547 | Info | Resultat effektiv lossning | Endast skruv./mutterdragare. Dragaren kände av oväntad lossning. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4548 | Info | Slutligt resultat mindre än målvärdet | Slutmomentet är under det målmoment som har ställts in i åtdragningsprogrammet. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4549 | Info | TurboTight tidsgräns överskreds | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | ||
4550 | Info | Resultat nergängningspulser hög | Maximalt antal nedgängningspulser har överskridits. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4551 | Info | Resultat nergängningspulser låg | Nedgängningen slutfördes innan minsta antalet nedgängningspulser uppnåddes. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4552 | Info | Resultat slutpulser hög | Maximalt antal pulser har överskridits. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4553 | Info | Resultat slutpulser låg | Åtdragningen avslutades innan minsta antalet pulser uppnåddes. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4554 | Info | Ström vid avstängning hög | Ström vid avstängning översteg övre strömgräns. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4555 | Info | Ström vid avstängning låg | Uppmätt ström vid avstängning var lägre än nedre strömgräns. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4556 | Info | Okategoriserat flerstegsfel | Fel i konfigurationen av flersteg, ofta vid verktygsvalidering. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4557 | Info | Resultat överbelastning | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | ||
4559 | Info | Resultat stoppades | Händelsen utlöses när en extern stoppsignal eller låssignal avbryter en pågående åtdragning. Händelsen introducerades i syfte att skilja mellan ett uppsläppt tryckreglage och ett externt stopp. | Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Åtdragningsprocess | |
4600 | Varning | Data Drop eller Data Hold används i kombination med batchåtdragning. Signalerna har ingen effekt | Data Drop och Data Hold stöds endast för arbetsuppgifter utan batchstyrning. Välj en annan arbetsuppgift om signalerna måste användas. | Flex Synkroniserad åtdragning | Åtdragningsprocess | ||
4601 | Info | Data Hold aktiv: åtdragningsresultat skickas när signalen är låg | Flex Synkroniserad åtdragning | Åtdragningsprocess | |||
4602 | Info | Data Drop aktiv: åtdragningsresultat kasseras | Flex Synkroniserad åtdragning | Åtdragningsprocess | |||
5010 | Varning | Ogiltigt parametervärde för åtdragningsprogram | Parametern i valt åtdragningsprogram är ogiltig. | Kontrollera konfigurationen i valt åtdragningsprogram för att hitta och ändra värdet i parametern. | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC PFHC ToolsControl | Programkonfiguration |
5011 | Varning | Det gick inte att förbereda programlagring i verktyget | Det är inte möjligt att läsa av den aktuella programlagringsstorleken i verktyget eller att förbereda programlagringen för nedladdning av det uppdaterade eller nyvalda programmet till verktyget. |
| Logg Display Konf | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Programkonfiguration |
5020 | Info | Huvudtryckreglaget är inte den aktiva startkällan | Genereras när enheten endast är konfigurerad för tryckstart och användaren trycker på huvudtryckreglaget. Fortsätter att genereras tills användaren trycker på tryckstart. | Tryck på tryckstart för att starta verktyget. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Programkonfiguration |
5030 | Info | Åtdragningsprogrammet är för komplicerat för verktyget | Det valda åtdragningsprogrammet är för komplicerat för det STB-verktyg som används. Verktyget låses. | Minska komplexiteten i åtdragningen eller välj ett annat program. | Logg Display Konf | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Programkonfiguration |
6010 | Info | Tillbehör anslutet | Ett tillbehör är anslutet till styrenheten. | Logg Display Kvittera Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Tillbehör | |
6020 | Info | Tillbehör urkopplat | Ett tillbehör har frånkopplats från styrenheten. | Logg Display Kvittera Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Tillbehör | |
6021 | Varning | Fältbuss offline | Ingen kommunikation med fältbussen. | Logg Display Kvittera Konf | Flex Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC | Tillbehör | |
6030 | Varning | Tillbehör adresskollision | Två eller flera tillbehör med samma adress är anslutna. | Ändra adress på tillbehör. | Logg Display Kvittera Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Tillbehör |
6040 | Varning | Tillbehör kommunikationsfel | Periodiska kommunikationsfel hos tillbehören. | Kontrollera kablar och kontakter. | Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Tillbehör |
6041 | Varning | Fältbussfel | Kommunikationsfel med fältbuss. |
| Logg Display Kvittera Konf | Flex Power Focus 6000 Power Focus 8 Synkroniserad åtdragning | Tillbehör |
6042 | Varning | Konflikt i fältbussmodul | Den installerade fältbussmodulen stämmer inte med den konfigurerade modulen. | Ändra konfigurationen så att den stämmer överens med den installerade modulen, eller ersätt den installerade modulen med korrekt modul. | Logg Display Kvittera Konf | Flex Power Focus 6000 Power Focus 8 Synkroniserad åtdragning | Tillbehör |
6043 | Varning | Buffertspill från fältbussutgång | Den utgångsbuffert som används för fältbusskommunikationen är uttömd och ett dataspill har inträffat från bufferten. En eller flera signaluppdateringar har förkastats. | Stoppa fältbusskommunikationen och fältbussdiagnostiken (om den används) för att återställa bufferten. Om händelsen inträffar ofta ska du kontrollera inställningen för fältbusskommunikation, inklusive PLC-programmet: alltför täta uppdateringar jämfört med uppdateringsintervallet kan leda till det här scenariot. | Logg Display Kvittera Konf | Flex Power Focus 6000 Power Focus 8 Synkroniserad åtdragning | Tillbehör |
6044 | Varning | Fel ID för fältbussleverantör | Den installerade fältbussmodulen stöds inte. | Anslut en fältbussmodul som stöds av Atlas Copco. | Logg Display Kvittera | Power Focus 8 | Tillbehör |
6050 | Info | Fel hylsa vald | Genereras när ingen eller felaktig hylsa valts. | Logg Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Tillbehör | |
6090 | Varning | Streckkodsläsaren kunde inte identifieras | Inget unikt serienummer kunde hittas. | Konfigurera streckkodsläsarenheten. | Logg Display Kvittera Konf | Flex Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC PFHC | Tillbehör |
7010 | Info | Meddelandetext som ska visas | Allmän händelse för att visa meddelanden. | Display Kvittera Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC PFHC ToolsControl | Meddelande | |
8200 | Info | Kunde inte öppna serieport | Serieporten som ska användas kunde inte öppnas. | Kontrollera serieportens anslutningar. | Display Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Diverse |
8300 | Varning | Timeout i klientkommunikation via Open Protocol | Timeout i kommunikation till en klient med Open Protocol. Inget keep alive-meddelande eller kommando har skickats inom den förväntade tiden. |
| Logg Display Konf | Flex IxB Power Focus 6000 Power Focus 8 Synkroniserad åtdragning Power Focus XC ToolsControl | Diverse |
8214 | Fel | Fel EHMI-programversion | EHMI-programversionen är inte kompatibel med styrenheten. | Uppdatera programversionen för EHMI. | Logg Display Kvittera Konf | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Diverse |
Konf – Lista över händelskoder
Tillgänglig för – Lista över händelskoder
Lista över produkter för vilka händelsekoden är tillgänglig.
Grupper – Lista över händelskoder
Grupp som händelsekoderna tillhör.
Beskrivning av händelsen
En kort beskrivning av händelsen och varför den inträffade.
Procedur – Lista över händelskoder
I tillämpliga fall innehåller förfarandet en instruktion om hur man rensar händelsen.
Logg – Lista över händelskoder
Talar om för användaren om händelsen ska sparas i händelseloggen eller inte. Värdet i denna lista är standardvärdet.
Display – Lista över händelsekoder
Talar om för användaren om händelsen ska visas på skärmen eller inte. Värdet i denna lista är standardvärdet.
Kvittera (Ack) – Lista över händelskoder
Talar om för användaren om händelsen måste kvitteras eller inte innan man kan gå vidare. Värdet i denna lista är standardvärdet.
Händelsekod
Unikt händelsenummer.
Typ av händelse – Lista över händelsekoder
Typ av händelse: Info, Varning och Fel.
Händelsenamn
En beskrivande namn av händelsen.
NOK Resultatlista
Felmeddelande | Beskrivning | GUI-plats |
|---|---|---|
Fel på drivenhet | Internt drivrutinfel eller förlust av drivrutin. | Används ej |
Omdragning (Rehit) | Försök att dra åt en redan åtdragen bult. | Åtdragningsparametrar (Redigera) > Rehit-detektering |
Mjukstart moment över max | Mjukstartmomentet överskred maxnivån. | Åtdragningsparametrar (Redigera) > (Steg 1) Mjuk start > Moment max |
Självgängningsmoment över max | Självgängning moment överskred maximum nivå. | Åtdragningsparametrar (Redigera) > (Steg 2) Självgängning > Moment max |
Självgängningsmoment under min | Självgängning moment under minimum nivå. | Åtdragningsparametrar (Redigera) > (Steg 2) Självgängning > Moment min |
Säkerhetsmomentsgräns låg | Automatiskt beräknat momentvärde för att säkerställa att momentsensorn är korrekt monterad. | Används ej |
Nergängningsmoment över max | Nedgängningsmomentet överskred maxvärdet. | Åtdragningsparametrar (Redigera) > (Steg 2) Nergängning momentgränser > Moment max |
Nergängningsmoment över max | Nergängningsvinkeln överskred maxvärdet. | Åtdragningsparametrar (Redigera) > (Steg 2) Nergängning vinkelgränser > Vinkel max |
Nergängning överskred max tidsgräns | Nergängningstiden överskred maxvärdet. | Åtdragningsparametrar (Redigera) > (Steg 2) Nergängning vinkelgränser > Tid max |
Nergängning under min tidsgräns | Nergängningstiden under minimivärdet. | Åtdragningsparametrar (Redigera) > (Steg 2) Nergängning vinkelgränser > Tid min |
Nergängningsmoment under min | Nedgängningsmomentet är under minimivärdet. | Åtdragningsparametrar (Redigera) > (Steg 2) Nergängning momentgränser > Moment min |
Nergängningsvinkel under min | Nedgängningsvinkel under minimivärdet. | Åtdragningsparametrar (Redigera) > (Steg 2) Nergängning vinkelgränser > Vinkel min |
Slutligt steg moment över max | Moment i sista steget överskred maxvärdet. | Åtdragningsparametrar (Redigera) > (Steg 3) Slutsteg > Momentgränser manuell > Moment max |
Slutligt steg vinkel över max | Vinkel i sista steget överskred maxvärdet. | Åtdragningsparametrar (Redigera) > (Steg 3) Slutsteg > Vinkel max |
Slutligt steg moment under min | Moment i sista steget under minimivärdet. | Åtdragningsparametrar (Redigera) > (Steg 3) Slutsteg > Momentgränser manuell > Moment min |
Slutligt steg vinkel under min | Vinkel i sista steget under minimivärdet. | Åtdragningsparametrar (Redigera) > (Steg 3) Slutsteg > Vinkel max |
Timeout för åtdragning | Åtdragningens tidsgräns överskreds. | [Multistep] Åtdragningsparametrar (Redigera)> Stegberoende [Other tighening programs]: Fast parameter inställd på 30 sekunder |
Startknapp släppt | Verktygets tryckreglage släpptes innan målvärdet uppnåddes. | [Multistep]: Tryckreglagefrigöring innan åtdragningssteget har uppnåtts [Other tighening programs]: Tryckreglagefrigöring innan åtdragningssteget är klart |
Slip off | Hylsan har glidit av muttern. | Åtdragningsparametrar (Redigera) > (Steg 3) Åtdragningsparametrar > Avglidning detekteringstid |
Mål uppnått innan sista steget | Målmomentet uppnåddes innan sista steget i åtdragningsprogrammet. | Målmoment |
Eftervy moment under min | Eftervymoment under minimivärdet. | Åtdragningsparametrar (Redigera) > (Steg 2) Eftervy moment > Moment min |
Eftervy moment över max | Eftervymoment överskred maxvärdet. | Åtdragningsparametrar (Redigera) > (Steg 2) Eftervy moment > Moment max |
Eftervy momentintervall ej nått | Eftervy momentintervall ej nått. | Åtdragningsparametrar (Redigera) > (Steg 2) Eftervy moment > Moment min längd |
Momentkompenseringsintervall är inte uppnått | Intervallvinkel för momentkompensation ej uppnådd före avslutad nedgängning. | Åtdragningsparametrar (Redigera) > (Steg 3) Momentkompensation > Momentkompensationspunkt |
Verktygspositionering överskridits | Verktyg flyttades förbi inställda vinkelgränser. | Åtdragningsparametrar (Redigera) > (Steg 1) Verklig vinkelkompensation (På); Verktyg rörelsegränser > Positiv/Negativ |
Nuvarande övervakningsfel | Strömövervakningsfel. | Åtdragningsparametrar (Redigera) > (Steg 1) Aktuell övervakning (På) |
Slutligt steg överskred max tidsgräns | [TurboTight] Åtdragningsparametrar (Redigera) > (Steg 3) Slutsteg > Tid max | |
Slutligt steg under min tidsgräns | [TurboTight] Åtdragningsparametrar (Redigera) > (Steg 3) Slutsteg > Tid min | |
TurboTight tidsgräns överskreds | TurboTight tidsgräns överskreds. | [TurboTight] Åtdragningsparametrar (Redigera) > (Steg 3) Slutsteg > Tid max |
Tätt mot övervakning hög | Endast skruv./mutterdragare. Övervakningen avkände ett för högt anliggningsvärde. | Åtdragningsparametrar (Redigera)> Nergängningsfas (Steg 2) Nergängning klar> Nergängning klar-moment |
Inget kvarvarande moment | Endast skruv./mutterdragare. Kvarvarande moment var under tröskelvärdet. | [TurboTight] + [TensorPulse] Åtdragningsparametrar (Redigera)> (Steg 3)> Åtdragningsparametrar> Återstående vridmoment korrelationsfaktor |
För högt varvtal | Endast skruv./mutterdragare. Dragarens gyro kunde inte mäta vinkeln på grund av högt varvtal. | Används ej |
Stoppad | Stoppades externt innan målet uppnåddes. | [Flersteg]: Stoppades externt innan åtdragningsstegets mål har nåtts |
NOK-andel
I detta avsnitt visas de tio åtdragningsprogrammen med högst andel NOK-resultat.
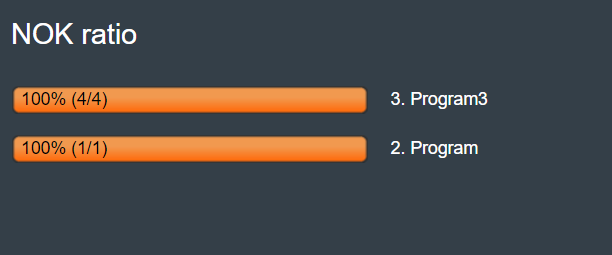
Klicka på Återställ alla för att radera lagrade data.
SPC - Statistisk processtyrning.
Syftet med den inbyggda SPC-funktionen är att ge operatören eller kvalitetskontrollpersonalen data så att de kan avgöra stabiliteten och kapaciteten i monteringsprocessen enligt standardmässiga SPC-regler.
Genom att konfigurera SPC-funktionen inom styrenheten kan du förenkla och utföra arbete direkt på styrenheten utan behov av extern programvara. Diagrammen genereras på styrenheten.
Eftersom du kan använda programmonitorer inom styrenheten som en SPC-variabel måste du kunna specificera att endast variabler som styrs av styrenheten prestandan hos styrenhetens system. Andra variabler visar huvudsakligen resultat från övriga processer. Exempel: om ett momentvärde tillämpas på ett förband kommer SPC för slutmomentvärdet och relaterade resultat – till exempel Cp och Cpk – att visa verktygets och styrenhetens prestanda på det valda förbandet.
Statistikberäkningarna baseras på tidigare data som har sparats i styrenheten.
Statistikberäkningarna utförs på virtuell stationsnivå, beroende på valt åtdragningsprogram och används för den specifika virtuella stationen.
I detta avsnitt
Konfigurera SPC-parametrar
Gå till startsidan och välj fliken Rapporter. Till vänster väljer du sedan Statistik.
I fönstret SPC-konfiguration anger du följande parametrar för att samla in resultat som har lagrats i styrenheten:
Antal undergrupper: ange antalet undergrupper på vilka statistikberäkningen baseras.
Det totala antalet resultat (Antal undergrupper × Frekvens) kan variera från 2 till 500.Undergruppens storlek: ange antalet tester (provtagningar) som krävs för att definiera varje punkt (genomsnittsvärde för testerna i undergruppen) i SPC-diagrammen.
Undergruppens storlek kan variera från 2 till 25.Frekvens: ange hur ofta insamling ska ske av en ny undergrupp.
Frekvens måste vara lika med eller högre än Undergruppens storlek.Om frekvensen till exempel är 8 och undergruppens storlek är 5 används första 5 data (resultat) för undergruppen. När Frekvens=8 börjar nästa undergrupp behandla data (resultat) från det 8:e och vidare i en loop.
Konfigurera SPC-variabler
Gå till startsidan och välj fliken Rapporter. Till vänster väljer du sedan Statistik.
Välj Plus -ikonen i övre högra hörnet av gränssnittet.
Fönstret SPC-variabel visar den nya variabeln.Under Namn anger du variabelnamnet.
Variabelns namn är rubriken i fönstret SPC-variabel.Välj Åtdragningsprogram.
Fönstret Åtdragningsprogram visas med alla program för flerstegsåtdragning som finns lagrade i styrenheten och som kan användas för statistikberäkningar.
Välj flerstegsåtdragning för den nya variabeln.Åtdragningsprogrammet måste vara ett flerstegsprogram.
Välj en virtuell station.
Fönstret Virtuell station visas.
Välj den virtuella station där resultaten hämtas.Statistik bygger på resultat från en virtuell station som har följande licenstyp:
Processtyrning
Välj Monitor.
Fönstret Monitor visas.
Välj någon av följande programmonitorer som SPC-beräkningen baseras på:Stegövervakning toppmoment
Stegövervakning vinkel
Slutmoment
Slutvinkel
Programövervakning moment
Programövervakning vinkel
Om användaren väljer Stegövervakning toppmoment eller Stegmonitor vinkel, gå till rutan Stegnummer och ange steg i det åtdragningsprogram varifrån värdet ska läsas.
Om användaren använder resultatrapporterna kan detta påverka följande värden: Slutmoment och Slutvinkel.
Välj Redigera gränsvärden.
Fönstret Variabel konfiguration visas.
För beräkningar och analys av resultaten ska följande gränsvärden anges för varje värde av intresse.
I fönstret Toleransvärden anger du följande gränsvärden (används för beräkning av processparametrarna Cp och Cpk):
Övre toleransgräns (UTL–Upper Tolerance Limit): en användardefinierad kvantitet som identifierar högsta acceptabla värde för ett produktattribut.
Nedre toleransgräns (LTL–Lower Tolerance Limit): en användardefinierad kvantitet som identifierar lägsta acceptabla värde för ett produktattribut.
I fönstret Kontrollgränsvärden kan du aktivera eller inaktivera parametern Autoberäkna.
Om Autoberäkna är inställt på Ja kommer kontrollgränsvärdena att beräknas automatiskt.
Om Autoberäkna är inställt på Nej ska följande gränsvärden ställas in:
Medel – Övre kontrollgräns: ett statistiskt fastställt mätvärde visat som en vågrät streckad linje över processens genomsnitt.
Medel – Nedre kontrollgräns: ett statistiskt fastställt mätvärde visat som en vågrät streckad linje under processens genomsnitt.
Intervall – Övre kontrollgräns: ett statistiskt fastställt mätvärde visat som en vågrät streckad linje över processens genomsnitt.
Intervall – Nedre kontrollgräns: ett statistiskt fastställt mätvärde visat som en vågrät streckad linje under processens genomsnitt.
Sigma – Övre kontrollgräns: ett statistiskt fastställt mätvärde visat som en vågrät streckad linje över processens genomsnitt.
Sigma – Nedre kontrollgräns: ett statistiskt fastställt mätvärde visat som en vågrät streckad linje under processens genomsnitt.
I fönstret Kapaciteter ställer du in följande gränsvärden:
Cp: Cp-index visar processens kapacitet: det är antal gånger processens spridning ligger inom toleransbredden (Övre toleransgräns – Nedre toleransgräns). Ju högre Cp-värde desto bättre process.
Cpk: Cpk-indexet beskriver processkapaciteten korrigerad för position. Det är inte meningsfullt att ha ett högt Cp-index om processinställningen är helt utanför centrum i relation till mitten av toleransområdet. Ett högt Cpk-index innebär att du har en bra process med en liten spridning i relation till toleransens omfattning och att den är väl centrerad inom denna omfattning (Övre toleransgräns – Nedre toleransgräns). Om Cpk är lika med Cp är processen inställd på att producera exakt i mitten av toleransområdet.
Beräkna statistik
Gå till startsidan och välj fliken Rapporter. Till vänster väljer du sedan Statistik.
Gå till fönstret Konfiguration och ange parametrar för insamling av resultat som har lagrats i styrenheten (Antal undergrupper, Undergruppens storlek, samt Frekvens).
Välj Plus -ikonen i övre högra hörnet av gränssnittet.
Fönstret SPC-variabel visar den nya variabeln.
Konfigurera den nya SPC-variabeln.I fönstret SPC-variabel väljer du Beräkna.
Data samlas in från historiska resultat som har lagrats i styrenheten och jämförts med kriterierna i fönstren SPC-konfiguration och SPC-variabel. De värden som är av intresse samlas i undergrupper i den storlek som ställs in i fönstret SPC-konfiguration. De insamlade åtdragningsresultaten på styrenheten används för statistikberäkningar.
Det går inte att beräkna statistik för resultat från borttagna åtdragningsprogram eller virtuella stationer, såvida inte resultaten fortfarande finns lagrade på styrenheten.
Endast 1 användare åt gången kan beräkna statistik.
Statistikformler
Data i en undergrupp beräknas som:
Genomsnitt:
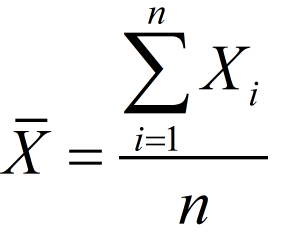
Intervall = R = max (Xi) - min (Xi), där i=1...n
Standardavvikelse för en undergrupp:
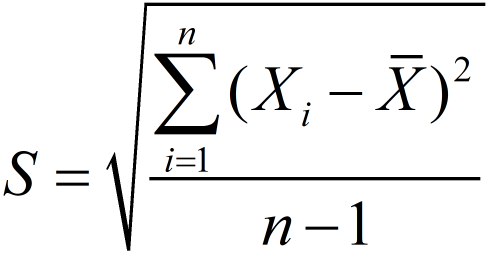
Total standardavvikelse:
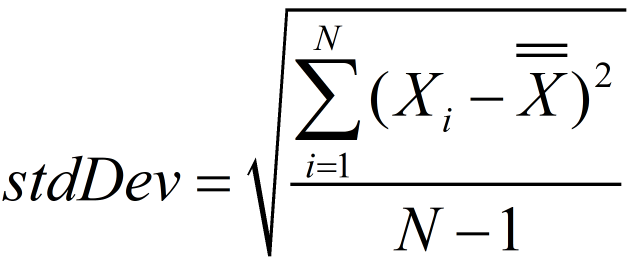
Där N = totalt antal observationer.
När angivet antal undergrupper har samlats in för beräkningarna börjar SPC-funktionen beräkna statistisk stabilitet.
Beräkningarna utförs med följande steg: (m = antal undergrupper)
Beräkna genomsnitt av genomsnittsvärden:
Beräkna genomsnitt av intervall:
Beräkna genomsnitt av standardavvikelse:
Beräkna processkapaciteterna Cp och Cpk i förhållande till Sigma:
Där:
 är det totala aritmetiska genomsnittet hos de observerade karakteristiska värden.
är det totala aritmetiska genomsnittet hos de observerade karakteristiska värden.UTL står för övre toleransgräns (Upper Tolerance Limit).
LTL står för Lower Tolerance Limit.
Uppskattat sigma är kvadratiskt medelvärde för standardavvikelse inom undergrupperna:
Beräkna processkapaciteterna Cp och Cpk i förhållande till intervall:
För normal distribution gäller su = sl = 3.
Beräkningar för gränsvärden om fönstret SPC-konfiguration har värdet Autoberäkna inställt på Ja:
X-bar R (Medel)

X-bar R (Intervall)
X-bar S (Medel)
X-bar S (Sigma)
A2, A3, D3, D4, B3, and B4 är konstanter (mer information finns under ”SPC-beräkningskonstanter”).
SPC-beräkningskonstanter
Undergruppens storlek | Nämnare för uppskattning av standardavvikelse. | Faktorer för kontrollgränser | |||||
|---|---|---|---|---|---|---|---|
Xbar R | Xbar S | ||||||
A2 | D3 | D4 | A3 | B3 | B4 | ||
n | d2 | ||||||
2 | 1,128 | 1,880 | - | 3,267 | 2,659 | - | 3,267 |
3 | 1,693 | 1,023 | - | 2,574 | 1,954 | - | 2,568 |
4 | 2,059 | 0,729 | - | 2,282 | 1,628 | - | 2,266 |
5 | 2,326 | 0,577 | - | 2,114 | 1,427 | - | 2,089 |
6 | 2,534 | 0,483 | - | 2,004 | 1,287 | 0,030 | 1,970 |
7 | 2,704 | 0,419 | 0,076 | 1,924 | 1,182 | 0,118 | 1,882 |
8 | 2,847 | 0,373 | 0,136 | 1,864 | 1,099 | 0,185 | 1,815 |
9 | 2,970 | 0,337 | 0,184 | 1,816 | 1,032 | 0,239 | 1,761 |
10 | 3,078 | 0,308 | 0,223 | 1,777 | 0,975 | 0,284 | 1,716 |
11 | 3,173 | 0,285 | 0,256 | 1,744 | 0,927 | 0,321 | 1,679 |
12 | 3,258 | 0,266 | 0,283 | 1,717 | 0,886 | 0,354 | 1,646 |
13 | 3,336 | 0,249 | 0,307 | 1,693 | 0,850 | 0,382 | 1,618 |
14 | 3,407 | 0,235 | 0,328 | 1,672 | 0,817 | 0,406 | 1,594 |
15 | 3,472 | 0,223 | 0,347 | 1,653 | 0,789 | 0,428 | 1,572 |
16 | 3,532 | 0,212 | 0,363 | 1,637 | 0,763 | 0,448 | 1,552 |
17 | 3,588 | 0,203 | 0,378 | 1,622 | 0,739 | 0,466 | 1,534 |
18 | 3,640 | 0,194 | 0,391 | 1,608 | 0,718 | 0,482 | 1,518 |
19 | 3,689 | 0,187 | 0,403 | 1,597 | 0,698 | 0,497 | 1,503 |
20 | 3,735 | 0,180 | 0,415 | 1,585 | 0,680 | 0,510 | 1,490 |
21 | 3,778 | 0,173 | 0,425 | 1,575 | 0,663 | 0,523 | 1,477 |
22 | 3,819 | 0,167 | 0,434 | 1,566 | 0,647 | 0,534 | 1,466 |
23 | 3,858 | 0,162 | 0,443 | 1,557 | 0,633 | 0,545 | 1,455 |
24 | 3,895 | 0,157 | 0,451 | 1,548 | 0,619 | 0,555 | 1,445 |
25 | 3,931 | 0,153 | 0,459 | 1,541 | 0,606 | 0,565 | 1,435 |
Relevant information
Visa statistikresultat
Gå till startsidan och välj fliken Rapporter. Till vänster väljer du sedan Statistik.
Gå till fönstret SPC-konfiguration och ange följande parametrar: Antal undergrupper, Undergruppens storlek, och Frekvens.
Välj Plus -ikonen i övre högra hörnet av gränssnittet.
Fönstret SPC-variabel visar den nya variabeln.
Konfigurera den nya SPC-variabeln.I fönstret SPC-variabel väljer du Beräkna.
Visa statistikresultaten genom att gå till fönstret SPC-variabel och markera rutan Visa.
Visa visar datum och tidpunkt när statistikresultaten utfördes.
Statistikresultaten visas i ett histogram, diagrammen XBar-R och XBar-S.När alla beräkningar på de filtrerade resultaten har gjorts skickas de till webbgränssnittet och till ToolsTalk 2.
Statistikresultatet sparas lokalt i en temporär mapp för internetfiler (de sparas inte på styrenheten).Statistikresultat kan bara visas på webbgränssnittet.
Histogram
Ett histogram är en serie staplar, var och en proportionell i bredd till värdeintervallet inom en klass och proportionell i höjd till antalet fallande prov i klassen. En gaussisk kurva följer rektanglarnas trender. Ett histogram visar variationen inom varje process.
Histogrammet betonar och klargör trender som inte alltid framgår helt ur tabeller.
XBar-R-diagram
Diagrammet för XBar-R visar både medelvärde (XBar) och intervall (R) för varje undergrupp. Detta är den vanligaste typen av kontrolldiagram som visar indiskreta eller kontinuerliga värden. XBar-komponenten i diagrammet visar eventuella ändringar i medelvärde hos processen medan R-komponenten visar eventuella ändringar i spridning hos processen.
Diagrammet är extra användbart eftersom det visar ändringar i medelvärde och spridning inom processen samtidigt, vilket gör det till en mycket effektiv metod att kontrollera abnormaliteter i processen.
XBar-S-diagram
Diagrammen för XBar-S visar både medelvärde (XBar) och standardavvikelse (S) för varje undergrupp.
Diagrammet för XBar-S är identiskt med XBar-R förutom att R (intervall) ersätts av S (standardavvikelse).
Beräknade statistikvärden
I webbgränssnittet visas beräknade statistiska nyckelvärden visas i informationsrutor under histogrammet, XBar-R och XBar-S.
Det beräknade värdena beror på det diagram där de avläses.
Beräknade statistikvärden är:
Min = minimivärde för alla inlästa provvärden
Max = maxvärde för alla inlästa provvärden
Medelvärde =
Medel+3Sigma =
+ 3*stdAvvMedel-3Sigma =
- 3*stdAvvCp (i diagrammet XBar-R baseras värdet på intervall och i diagrammet XBar-S baseras värdet på sigma)
Cpk (i diagrammet XBar-R baseras värdet på intervall och i diagrammet XBar-S baseras värdet på sigma)
Centrumlinje = under Intervall
 , och under Sigma
, och under Sigma 
Mål (om tillgängligt målvärde finns för övervakning)
Standardavvikelse = Total standardavvikelse = stdAvv
Relevant information
Mobil-GUI
Arbeta med fliken Resultat
Aktuella resultat
Fliken Liveresultat visar resultat från de olika virtuella stationerna på styrenheterna.
Det här avsnittet beskriver hur du får tillgång till åtdragningsresultat på Power Focus XC-styrenhetens mobil-GUI och hur man läser den information som ges i de olika liveresultatvyerna efter varje åtdragning.
Läsa informationen som ges i ett liveresultat
Peka och klicka på bilden för att se mer information:
1 | Namn på virtuell station |
2 | Resultatstatus. |
3 | Åtdragningsprogramnamn |
4 | Meddelande som anger skälet till NOK-resultatet |
5 | Åtdragningsmoment resultat |
6 | Målmoment |
7 | Resultat åtdragningsvinkel |
8 | Målvinkel |
När en åtdragning utförs lagras resultaten på styrenheten. Resultaten kan också skickas till ett externt system, till exempel ToolsNet, eller exporteras för analys med exportfunktionen.
I detta avsnitt
Visa protokollstatus
Gå till startsidan och välj Gå resultat -knappen. Till vänster är Resultat valt automatiskt.
I det övre högra hörnet klickar du på knappen Protokollanslutning
. Dialogrutan Protokollstatus visas.Flikarna i dialogrutan visar följande information:
Flik
Beskrivning
Öppet protokoll
Visar status för anslutning via öppet protokoll: OK/NOK
Serveranslutningar
Visar status för anslutningarna till ToolsTalk och ToolsNet -servrar: OK/NOK
Om du vill ändra konfigurationen Aktiverad/Inaktiverad, gå till Inställningar > Serveranslutningar och välj den server som ska konfigureras.
Status för startadapter
Visar startstatus för olika systemadaptrar: OK/NOK
Välj Stäng.
Relevant information
Felsökning och service
I detta avsnitt hittar du information som hjälper dig utföra felsökning vid eventuella problem och som underlättar underhåll och service på produkten.
Referens
I detta avsnitt hittar du diverse nyttig information.
Termer och definitioner
Term | Synonym | Definition | Notera |
|---|---|---|---|
batch | åtdragning flera gånger med samma åtdragningsprogram och hylsa | ||
batchsekvens | sekvens | åtdragning flera gånger med en kombination av olika åtdragningsprogram och hylsor | |
händelse | signal för styrenhets- och verktygsstatus | ||
slutvinkel | faktiskt uppmätt vinkelvärde i slutet av åtdragningscykeln | ||
slutmoment | faktiskt uppmätt momentvärde i slutet av åtdragningscykeln | ||
GUI | användargränssnitt som består av interaktiva grafiska element såsom fönster, ikoner och symboler på en display |
| |
HMI | Human Machine Interface | användargränssnitt till verktyg eller styrenhet | HMI kan vara ett webbaserat gränssnitt eller ett mobilgränssnitt. |
IAM | Intelligent Application Module | modul i styrenheten som innehåller programdata, konfigurationsparametrar och åtdragningsresultat | |
linjestruktur | sorterar och grupperar styrenheter i strukturer, mappar eller undermappar i Toolstalk | Linjestrukturen är en metod för att förbättra synligheten av en stor grupp av styrenheter på ett strukturerat sätt. | |
Mobil-GUI | användargränssnitt till styrenheten via webbläsarfönster från en mobil enhet | ||
eftervy moment | funktion för övervakning och detektering av vridmomentets max- och minimivärden innan nedgängningen är klar | Ett syfte med eftervy moment är att en självlåsande mutter används. | |
Åtdragningsprogram | Parameterinställning | konfigurering av parametrar och värden för att kontrollera och övervaka en enskild åtdragningsåtgärd, och att lagra åtdragningsresultatet | |
tryck | överföring av data som sparats i ToolsTalk till styrenhetsminnet | ||
QIF | Quality Integrated Fastening | helt integrerad linje av mutterdragare, styrenheter, tillbehör och processövervakningsverktyg för att garantera hög kvalitet och spårbarhet av åtdragning i industriella monteringssystem | QIF utvecklades i Atlas Copco och används företrädesvis i fordonsindustrin och i andra monteringssituationer där många förband är av avgörande betydelse. I QIF-konceptet ingår även processövervakning och dokumentation. |
QIF-tillbehör | tillbehör för operatörskommunikation och vägledning som används i QIF | Tillbehörsprodukter som används för kommunikation mellan system och operatör. Till exempel: streckkodsläsare och hylsväljare. Kommunikationen ger bättre kvalitet och spårbarhet i monteringsprocessen. | |
snabbsteg | åtdragningsstrategi | En dragningsstrategi som används för att minska förbandets spridning i förspänningen genom att lägga till ett första steg med ett givet moment och varvtal och sedan minska varvtalet i slutfasen. | |
Omdragningsdetektering | avkänning av dragning på redan draget förband | ||
rotera | dragningsstrategi som roterar verktygshuvudet | Rotering används huvudsakligen för test- och demonstrationssyften. | |
Nergängning klar | slut på nergängningsfasen när skruvhuvudet är i kontakt med ytan och åtdragningsfasen börjar | ||
nergängningsfas | fas när en bult tar gäng tills bulthuvudet vidrör ytan | ||
ligger an | skruv eller bult ligger an ungefär som åtdragen för hand | ||
hylsväljare | QIF-tillbehör, som består av en hylsbricka med lampor som kan användas för att styra en operatör till rätt hylsa | ||
mjuk start | börja åtdragning vid låg hastighet under en viss rotationsvinkel | Funktionen hjälper bulten att ta gäng på ett välkontrollerat sätt och kan förhindra oönskade ergonomiska verktygsrörelser när avtryckaren trycks in. | |
mål | önskat resultat av en åtdragning | Målet uttrycks i moment eller vinkel. | |
målvinkel | önskat vinkelvärde vid slutet av åtdragningscykeln, mätt från en referenspunkt | ||
målmoment | önskat momentvärde i slutet av åtdragningscykeln | ||
tre steg | åtdragningsstrategi | En dragningsstrategi som används för att minska förbandets spridning i förspänningen och effekter för sättning med ett första steg med ett givet varvtal och moment, följt av ett kort lossningssteg innan den slutliga åtdragningen med reducerad hastighet. | |
åtdragningsfas | fas från det att ett bulthuvud har nått ytan tills åtdragningen har nått det önskade målmomentet eller målvinkeln | ||
åtdragningsstrategi | algoritm som kontinuerligt kontrollerar och övervakar åtdragningsprocessen | Användaren kan välja en strategi som är optimerad för förbandet och programmera vissa parametrar. | |
TurboTight | åtdragningsstrategi | En dragningsstrategi baserad på verktygets maximala hastighet för att utföra snabba och ergonomiska åtdragningar. Strategin kräver endast att ett målmomentvärde ställs in. | |
två steg | åtdragningsstrategi | En dragningsstrategi som används för att minska förbandets spridning i förspänningen och effekter för sättning med ett första steg med ett givet varvtal och moment, följt av ett kort stopp innan den slutliga åtdragningen med reducerad hastighet. | |
webb-GUI | användargränssnitt till styrenhet via webbläsarfönster från en fjärrdator | ||
virtuell station | virtuell styrenhet | programabstraktion av en fysisk styrenhet för att den ska bete sig som flera styrenheter | En styrenhet kan endast ha ett kabelverktyg anslutet till sig, men flera trådlösa verktyg. Varje verktyg är anslutet till sin egen virtuella station. |
virtuell stationstyp | licens som innehåller ett paket av styrenhetens egenskaper | Denna licens krävs för att köra en virtuell station. | |
virtuellt stationsbibliotek | licens för enskilda funktioner. | Kan användas för att komplettera virtuella stationstyplicenser. | |
funktion hos styrenheten | licens för funktioner för hela styrenheten | Tilldelas en hel styrenhet och kan användas av alla virtuella stationer. |
Insignaler
Abryt sekvens – 10012
När en begäran om att avbryta en batchsekvens mottas, så avbryter batchsekvensfunktionen batchsekvensen först efter att ha fått resultaten för den pågående åtdragningen.
Namn i SoftPLC: ABORT_BATCH_SEQUENCE
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Avbryt sekvensen och rensa resultaten - 10127
När signalen ”Avbryt sekvens och rensa resultat” är inställd avbryts den pågående sekvensen och alla signaler som har samband med ”Rensa resultat” nollställs.
Namn i SoftPLC:ABORT_SEQ_AND_CLEAR_RES
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Bekräfta händelser – 10004
Bekräftelse av en händelse.
Namn i SoftPLC: ACKNOWLEDGE_EVENT
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Aktivera verktygets streckkodsläsare – 10075
Aktiverar verktygets streckkodsläsare via en extern källa.
Namn i SoftPLC: ACTIVATE_TOOL_SCANNER
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Batchminskning – 10002
Stegar ner batchräknaren ett steg i taget.
Namn i SoftPLC: BATCHMINSKNING
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Batchökning – 10001
Stegar upp batchräknaren ett steg i taget.
Namn i SoftPLC: BATCHÖKNING
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Förbikoppla identifierare - 10123
Används i källbatchsträngen för att förbikoppla en identifierare i strängmottagningssekvensen.
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Kringgå åtdragningsprogram – 10008
Hoppar över nästa åtdragningsprogram i den pågående batchsekvensen.
Namn i SoftPLC: BYPASS_PSET
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Masterupplåsning – 10005
Master Unlock är en ingångssignal som låser upp funktioner och signaler.
FUNKTIONER:
Inaktivera lossning vid OK åtdragning
Inaktivera lossning vid NOK åtdragning
Inaktivera åtdragning
Max NOK efter varandra
Lås verktyg när sekvensen är klar
SIGNALER:
20001 – Lås vid bekräftelse av väntande händelse
20002 – Lås åtdragning
20003 – Lås lossning
20004 – Lås verktyg aktivt högt
20013 – Arbetsuppgift lås åtdragning
20014 – Arbetsuppgift lås lossning
20015 – Batch klar lLock
20018 – Open Protocol-lås
20020 – Fältbuss lås åtdragning
20021 – Fältbuss lås lossning
20022 – Inaktivera lossning vid OK-åtdragning
20023 – Lås vid för många NOK-åtdragningar
20033 – Linjekontrollås
20034 – Låst av alternativ identifierare
Namn i SoftPLC: MASTER_UNLOCK
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Återställ alla identifikationer – 10115
I källbatchsträngen som används för att återställa alla mottagna identifikationer från strängmottagningssekvenser på en gång. I andra arbetsuppgifter rensas VIN-numret.
Namn i SoftPLC: RESET_ALL_IDENTIFIERS
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Återställ batch – 10003
Återställer batchräknaren till 0. Ingen Batch OK (nxOK). Om batchen OK är aktiverad kommer den att avaktiveras.
Namn i SoftPLC: RESET_BATCH
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Nollställ batchsekvens – 10053
Nollställer batchsekvensen. Låser upp ett verktyg som är låst av parametern Lås verktyg på avslutad.
Namn i SoftPLC: RESET_BATCH_SEQUENCE
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Nollställ bistabilt relä – 10022
Nollställ det bistabila reläets utgång.
Namn i SoftPLC: RESET_BISTABLE_RELAY
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: FALSKT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Återställ senaste identifikationen – 10114
I källbatchsträngen som används för att återställa den mottagna strängen från strängmottagningssekvensen I andra arbetsuppgifter rensas VIN-numret.
Namn i SoftPLC: RESET_LATEST_IDENTIFIER
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Återställ för många NOK – 10013
Nollställ batch efter att ha fått lås; För många NOK
Namn i SoftPLC: RESET_TOO_MANY_NOK
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Välj indata – 10020
Väljer åtdragningsprogram inom källåtdragning/batch inom sekvensen.
Namn i SoftPLC: SELECT_INPUT_VALUE
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Heltal | 1 | 16 |
BehandlaNollSomEtt | Tillstånd | Heltal | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: FALSKT
Operatörspanel: FALSKT
Verktygsfunktioner: FALSKT
ST-väljare: SANT
Ljusfyr: FALSKT
TLS-tagg: FALSKT
I/O-expander: FALSKT
Välj nästa identifieringsnummer – 10116
Det är möjligt att använda signalen Välj nästa identifieringsnummer när en uppgift i den virtuella stationen är konfigurerad som:
Batchsekvens
Källåtdragning
Källbatch
Nummeridentifikations-metod
Strängidentifikations-metod
Funktionerna Ta nästa och Ta föregående, som kan konfigureras i ST-väljaren aktiverar insignalerna Välj nästa identifieringsnummer och Välj föregående identifieringsnummer.
Batchsekvens vald som virtuell stationsuppgift
Om Fri ordnings-omställaren har aktiverats, kan signalen Välj nästa identifieringsnummer välja olika batches inom den valda sekvensen.
Innan du väljer batches är det obligatoriskt att de tilldelats ett identifieringsnummer. Om en batch in har ett tilldelats ett identifieringsnummer kan inte signalen Välj nästa identifieringsnummer välja den, även om Fri ordnings--omställaren är aktiverad.
Det möjliggör loopar genom de batches som har ett konfigurerat identifieringsnummer.
Om identifieringsnumret är ”Inget” är det möjligt att välja den efter att alla batches med konfigurerade identifieringsnummer är klara.
Det är möjligt att göra loopar, men 0 hoppas över. När en batch är klar är den inte längre valbar.
Vid exempelvis batches som tilldelats identifieringsnumren 1,2,4,5 körs signalen i en loop: 1,2,4,5,1,2,4... så länge dessa batches inte är klara.
Källåtdragning vald som virtuell stationsuppgift
Signalen väljer nästa identifieringsnummer från listan med åtdragningsprogram som specificeras i källåtdragningsuppgiften.
Valet kör från det aktuella valda identifieringsnumret till nästa nummer i ökande ordning.
När det största identifieringsnumret väljs, så väljer denna signal 0: efter 0 väljer signalen nästa identifieringsnummer i ökande ordning.
Om 0 väljs som identifieringsnummer, så låses verktyget.
Om identifieringsnumret har lagts till i källåtdragningslistan men inget program någonsin har tilldelats till den, så hoppas det över medan det gör loopar genom källåtdragningslistan.
Om åtdragningsprogrammet har tilldelats till ett identifieringsnummer och sedan tas bort från listan med åtdragningsprogram, så är det fortfarande möjligt att välja detta identifieringsnummer. I så fall låses verktyget eftersom det inte finns något specifikt åtdragningsprogram.
När Väljarläges-omkopplaren sätts till Bekräfta, måste hylsväljaren anges och konfigureras. Alla åtdragningsprogram kan väljas, men innan de körs måste låste lämplig hylsa lyftas från hylsväljaren.
Källbatch vald som virtuell stationsuppgift
I Källor > Batchsekvens > Källbatch, när identifikationsmetoden har satts till Nummer, så väljer signalen Välj nästa identifieringsnummer sekvenser från en lista med sekvenser som visas i Källbatch-uppgiften.
Det är möjligt att göra loopar genom 0. Signalen Välj nästa identifieringsnummer väljer endast de identifieringsnummer som tilldelats till sekvenserna.
Om det exempelvis finns 4 sekvenser tillgängliga med identifieringsnumren 1,2,4 och 8, så itererar signalen Välj nästa identifieringsnummer och väljer 1,2,4,8,0,1,2,...
De identifieringsnummer som inte definierats väljs inte.
I Källor > Batchsekvens > Källbatch, när identifikationsmetoden har satts till Sträng, måste sekvensen väljas genom externa källor (som scanner eller Open Protocol). Signalen Välj nästa identifieringsnummer kan välja batches inom den valda sekvensen.
Namn i SoftPLC: SELECT_NEXT_ID_NUMBER
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: SANT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Välj föregående identifieringsnummer – 10117
Det är möjligt att använda signalen Välj föregående när en uppgift i den virtuella stationen är konfigurerad som:
Batchsekvens
Källåtdragning
Källbatch
Nummeridentifikations-metod
Strängidentifikations-metod
Funktionerna Ta nästa och Ta föregående, som kan konfigureras i ST-väljaren aktiverar insignalerna Välj nästa identifieringsnummer och Välj föregående identifieringsnummer.
Batchsekvens vald som virtuell stationsuppgift
Om Fri ordnings-omställaren har aktiverats, kan signalen Välj föregående välja olika batches inom den valda sekvensen.
Innan du väljer batches är det obligatoriskt att de tilldelats ett identifieringsnummer. Om en batch in har ett tilldelats ett identifieringsnummer kan inte signalen Välj föregående välja den, även om Fri ordnings--omställaren är aktiverad.
Det möjliggör loopar genom de batches som har ett konfigurerat identifieringsnummer.
Om identifieringsnumret är ”Inget” är det möjligt att välja den efter att alla batches med konfigurerade identifieringsnummer är klara.
Det är möjligt att göra loopar, men 0 hoppas över. När en batch är klar är den inte längre valbar.
Vid exempelvis batches som tilldelats identifieringsnumren 1,2,4,5 körs signalen i en loop: 5,4,2,1,5,4,2... så länge dessa batches inte är klara.
Källåtdragning vald som virtuell stationsuppgift
Signalen väljer föregående identifieringsnummer från listan med åtdragningsprogram som specificeras i källåtdragningsuppgiften.
Valet kör från det aktuella valda identifieringsnumret föregående nummer i fallande ordning.
När det minsta identifieringsnumret väljs, så väljer denna signal 0: efter 0 väljer signalen nästa identifieringsnummer i fallande ordning.
Om 0 väljs som identifieringsnummer, så låses verktyget.
Om åtdragningsprogrammet har tilldelats till ett identifieringsnummer och sedan tas bort från listan med åtdragningsprogram, så är det fortfarande möjligt att välja detta identifieringsnummer. I så fall låses verktyget eftersom det inte finns något specifikt åtdragningsprogram.
När Väljarläges-omkopplaren sätts till Bekräfta, måste hylsväljaren anges och konfigureras. Alla åtdragningsprogram kan väljas, men innan de körs måste låste lämplig hylsa lyftas från hylsväljaren.
Källbatch vald som virtuell stationsuppgift
I Källor > Batchsekvens > Källbatch, när identifikationsmetoden har satts till Nummer, så väljer signalen Välj föregående sekvenser från en lista med sekvenser som visas i Källbatch-uppgiften.
Det är möjligt att göra loopar genom 0. Signalen Välj föregående väljer endast de identifieringsnummer som tilldelats till sekvenserna.
Om det exempelvis finns 4 sekvenser tillgängliga med identifieringsnumren 1,2,4 och 8, så itererar signalen Välj föregående och väljer 8,4,2,1,0,8,4...
De identifieringsnummer som inte definierats väljs inte.
I Källor > Batchsekvens > Källbatch, när identifikationsmetoden har satts till Sträng, måste sekvensen väljas genom externa källor (som scanner eller Open Protocol). Signalen Välj föregående kan välja batches inom den valda sekvensen.
Namn i SoftPLC: SELECT_PREVIOUS_ID_NUMBER
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: SANT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Ställ in bistabilt relä – 10021
Ställer in det bistabila reläets utgång.
Namn i SoftPLC: SET_BISTABLE_RELAY
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: FALSKT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Ange nolläge – 10135
För handhållna verktyg används insignalen Ange nolläge för att välja aktuell verktygsposition som utgångsläge. Signalen ignoreras tyst om den skickas under en pågående åtdragning.
För fixturmonterade verktyg används insignalen Ange nolläge för att välja aktuell verktygsposition som utgångsläge. Signalen påverkar alla verktyg i systemet oavsett virtuell station. Signalen ignoreras tyst av fixturmonterade verktyg som ingår i en pågående åtdragning.
Namn i SoftPLC: IN_EXTERNAL_SET_ZERO_POSITION
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: FALSKT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Lås upp verktyget när det är klart – 10051
Låser upp ett verktyg som är låst av parametern ”Lås verktyget när det är klart”.
Namn i SoftPLC: UNLOCK_TOOL_ON_COMPLETE
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Lås upp verktyget när det är klart – 10059
Namn i SoftPLC: UNLOCK_TOOL_ON_DISABLE
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Utsignaler
Batch avslutad – 30
Batch Completed är en utsignal som utlöses när batchen är klar.
Statusen för batchresultatet (OK eller NOK) har ingen effekt på signalen Batch Completed (batch slutförd).
Namn i SoftPLC: BATCH_COMPLETED
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Batch avslutad NOK – 37
Batch avslutad med status NOK.
Namn i SoftPLC: BATCH_COMPLETED_NOK
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Batch avslutad OK – 36
Batch avslutad med status OK.
Namn i SoftPLC: BATCH_COMPLETED_OK
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Batchantal – 31
Batch Count (Batchräkning) är en utsignal som visar det aktuella antalet åtdragningar i batchen.
Namn i SoftPLC: BATCH_COUNT
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Heltal | 1 | 8 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: FALSKT
Operatörspanel: FALSKT
Verktygsfunktioner: FALSKT
ST-väljare: SANT
Ljusfyr: FALSKT
TLS-tagg: FALSKT
I/O-expander: FALSKT
Batch körs – 32
Anger att en batch i en batchsekvens körs.
Namn i SoftPLC: BATCH_RUNNING
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Batchsekvens avslutad NOK – 46
Batchsekvens avslutad med status NOK.
Namn i SoftPLC: BATCH_SEQUENCE_NOK
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Batchsekvens avslutad OK – 45
Batchsekvens avslutad med status OK.
Namn i SoftPLC: BATCH_SEQUENCE_OK
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Batchsekvens klar – 48
Indikerar att en batchsekvens är avslutad, både om batchsekvensen avslutats som OK och som NOK.
Namn i SoftPLC: BATCH_SEQUENCE_COMPLETED
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Händelse | Booleskt | 1 | 1 |
Invertera | Händelse | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Batchsekvens körs – 47
Indikerar om batchsekvensen körs eller inte.
Namn i SoftPLC: BATCHSEQUENCE_RUNNING
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Booleskt | 1 | 1 |
Invertera | Tillstånd | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Bistabilt relä – 40
Bistabilt relä är en signal som kontrolleras av insignalerna ”Ställ in bistabilt relä” och ”Nollställ bistabilt relä” .
Efter att ha tagit emot insignalen ”Ställ in bistabilt relä” sätts den bistabila reläsignalen till Sant.
Efter att ha tagit emot insignalen ”Nollställ bistabilt relä” sätts den bistabila reläsignalen till Falskt.
Om ”Ställ in bistabilt relä” eller ”Nollställ bistabilt relä” blir låg, så behåller det bistabila reläet sitt tillstånd.
Tillståndet för det bistabila reläet ändras när ”Ställ in bistabilt relä” eller ”Nollställ bistabilt relä” blir hög.
Efter att ha startat om styrenheten sätts det bistabila reläet till Falskt som standard.
Namn i SoftPLC: BISTABLE_RELAY
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Booleskt | 1 | 1 |
Invertera | Tillstånd | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Kalibreringslarm – 138
Kalibreringslarmet från Konfigurering av verktygsunderhåll Ger en påminnelse om när det är dags att kalibrera verktyget.
Namn i SoftPLC: CALIBRATION_ALARM
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Bekräfta lossning - 206
Indikerar om lossning har valts och kan startas. Dvs. ett synkroniserat lossningsläge eller lossningsprogram existerar och har valts.
Namn i SoftPLC: CONFIRM_LOOSENING
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Booleskt | 1 | 1 |
Invertera | Tillstånd | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Styrenhet påslagen – 42
Ställ in på sann vid start av IO-utbyte
Namn i SoftPLC: IO_ON
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Batch som körs för närvarande – 180
Current Running Batch är en utdatasignal som visar index för aktuell pågående batch i en sekvens.
Om hylsväljaren används visar den ”Noll” om ingen hylsa, mer än en hylsa, eller fel hylsa har valts.
Vid användning av batchläge och en batch körs visas ”1” för konfigurationer med Source Tightening.
Namn i SoftPLC: CURRENT_RUNNING_BATCH_IX
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Heltal | 1 | 8 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: FALSKT
Operatörspanel: FALSKT
Verktygsfunktioner: FALSKT
ST-väljare: SANT
Ljusfyr: FALSKT
TLS-tagg: FALSKT
I/O-expander: FALSKT
Riktningsomkopplare moturs – 13
Riktningsomkopplaren på verktyget vrids moturs.
Namn i SoftPLC: DIRECTION_SWITCH_CCW
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Riktningsomkopplare medurs – 12
Riktningsomkopplaren på verktyget vrids medurs.
Namn i SoftPLC: DIRECTION_SWITCH_CW
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Händelse föreligger – 161
Indikerar om en händelse utlösts. Den utlöses bara på tillbehör om händelsen kräver BEKR.
Namn i SoftPLC: EVENT_PRESENT
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Slutvinkel – 8
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Flyttal | 0 | 0 |
Enheter
Fältbuss: FALSKT
Indikatorbox: FALSKT
Intern I/O: FALSKT
Operatörspanel: FALSKT
Verktygsfunktioner: FALSKT
ST-väljare: SANT
Ljusfyr: FALSKT
TLS-tagg: FALSKT
I/O-expander: FALSKT
Slutmoment – 5
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Flyttal | 1 | 1 |
Enheter
Fältbuss: FALSKT
Indikatorbox: FALSKT
Intern I/O: FALSKT
Operatörspanel: FALSKT
Verktygsfunktioner: FALSKT
ST-väljare: SANT
Ljusfyr: FALSKT
TLS-tagg: FALSKT
I/O-expander: FALSKT
Stor vinkel – 10
Vinkelresultatet är för högt.
Namn i SoftPLC: HIGH_ANGLE
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Högt moment – 7
Momentresultatet är högre än högsta momentgränsen.
Namn i SoftPLC: HIGH_TORQUE
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Identifierare mottagen – 100
Namn i SoftPLC: IDENTIFIER_RECEIVED
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Anslutning till licensserver förlorad – 134
Anger att anslutningen till Atlas Copcos licensserver har förlorats eller att synkroniseringen misslyckats. Signalen försvinner när synkroniseringen av licenshanteraren har genomförts
Namn i SoftPLC: LICENSE_SERVER_CONN_LOST
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Lossning inaktiverad – 184
Lossning inaktiverad är en utsignal som aktiveras när lossningen är externt låst av någon av följande signaler:
20003 – Lås lossning
20004 – Lås verktyg aktivt högt
20033 – Linjekontrollås
20018 – Open Protocol-lås
20021 – Fältbuss lås lossning
20041 – Soft PLC lås lossning
20061 – Lås verktyg aktivt lågt
Namn i SoftPLC: LOOSENING_DISABLED
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Lossning aktiverad – 185
Lossning aktiverad är en utsignal som aktiveras när lossningen inte är externt låst av någon av följande signaler:
20003 – Lås lossning
20004 – Lås verktyg aktivt högt
20033 – Linjekontrollås
20018 – Open Protocol-lås
20021 – Fältbuss lås lossning
20041 – Soft PLC lås lossning
20061 – Lås verktyg aktivt lågt
Namn i SoftPLC: LOOSENING_ENABLED
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Lossning är låst – 28
Lossningen är inaktiverad.
Namn i SoftPLC: LOOSENING_IS_LOCKED
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Booleskt | 1 | 1 |
Invertera | Tillstånd | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Lossning NOK – 74
NOK-lossning skedde.
Namn i SoftPLC: LOOSENING_NOK
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Lossning OK – 70
OK-lossning skedde.
Namn i SoftPLC: LOOSENING_OK
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Låg vinkel – 9
Vinkelresultatet är lägre än lägsta vinkelgränsen.
Namn i SoftPLC: LOW_ANGLE
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Lågt moment – 6
Momentresultatet är lägre än minsta momentgränsen.
Namn i SoftPLC: LOW_TORQUE
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Manuellt läge – 101
Anger på någon stöttat och konfigurerat tillbehör den virtuella stationen för manuellt läge.
Namn i SoftPLC: MANUAL_MODE
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Booleskt | 1 | 1 |
Invertera | Tillstånd | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Max NOK efter varandra har nåtts – 35
Anger Max koherent NOK åtdragningsräknare är uppnådd.
Namn i SoftPLC: MAX_COHERENT_NOK_REACHED
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Open-end i öppet läge – 89
Open-end i öppet läge.
Namn i SoftPLC: OPEN_END_IN_OPEN_POSITION
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: FALSKT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Öppet protokoll frånkopplat – 95
Om Öppet protokoll är satt till av i den virtuella stationen, så sätts signalen ”Öppet protokoll frånkopplat” till Falskt.
Om Öppet protokoll är satt till på i den virtuella stationen, så sätts signalen ”Öppet protokoll frånkopplat” till Sant.
När minst en klient (flera Öppet protokoll-klienter kan ansluta till samma virtuella station) är anslutna, så sätts signalen ”Öppet protokoll frånkopplat” till Falskt.
Namn i SoftPLC: OPEN_PROTOCOL_DISCONNECTED
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Booleskt | 1 | 1 |
Invertera | Tillstånd | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Pulsverktygslarm oljenivå tom – 167
Oljenivåövervakningen som konfigureras i verktygsunderhåll, utgör en mekanism för att påminna användarna när det är dags att fylla på olja i pulsverktyget. Signalen skickar inget meddelande till användaren när tryckreglaget trycks in.
Signalen försvinner när verktyget kopplas ur; sedan skickas den igen från verktyget om tillståndet kvarstår nästa gång verktyget ansluts.
Namn i SoftPLC: TOOL_OIL_LEVEL_EMPTY
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Redo att starta – 29
Om ett verktyg är anslutet till den virtuella stationen, det inte finns några aktiva åtdragningslås, nödstoppet inte är aktiverat och ett giltigt åtdragningsprogram är valt, så indikerar denna signal att det är möjligt att påbörja en åtdragning.
Namn i SoftPLC: READY_TO_START
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Booleskt | 1 | 1 |
Invertera | Tillstånd | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Återstående batch – 33
Återstående åtdragningar i en batch. Kan endast visas i en display.
Namn i SoftPLC: REMAINING_BATCH
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Heltal | 1 | 8 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: FALSKT
Operatörspanel: FALSKT
Verktygsfunktioner: FALSKT
ST-väljare: SANT
Ljusfyr: FALSKT
TLS-tagg: FALSKT
I/O-expander: FALSKT
Nergängningsvinkel hög – 165
Denna signal är aktiv om nergängningsvinkeln på programnivån är högre än den angivna.
Namn i SoftPLC: RUNDOWN_ANGLE_HIGH
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Nergängningsvinkel låg – 166
Denna signal är aktiv om nergängningsvinkeln på programnivån är lägre än den angivna.
Namn i SoftPLC: RUNDOWN_ANGLE_LOW
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Välj identifieringsnummer – 213
Identifieringsnummer för ett valt åtdragningsprogram; 0 om inget identifieringsnummer har valts.
Namn i SoftPLC: SELECTED_IDENTIFIER_NUMBER
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Heltal | 1 | 16 |
BehandlaNollSomEtt | Tillstånd | Heltal | 1 | 16 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare. Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: FALSKT
Operatörspanel: FALSKT
Verktygsfunktioner: FALSKT
ST-väljare: SANT
Ljusfyr: FALSKT
TLS-tagg: FALSKT
I/O-expander: FALSKT
Valt sekvens-Id – 84
Visar indexet för den valda batchsekvensen.
Namn i SoftPLC: SELECTED_BATCH_SEQUENCE_ID
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Heltal | 1 | 16 |
BehandlaNollSomEtt | Tillstånd | Heltal | 1 | 16 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: FALSKT
Operatörspanel: FALSKT
Verktygsfunktioner: FALSKT
ST-väljare: SANT
Ljusfyr: FALSKT
TLS-tagg: FALSKT
I/O-expander: FALSKT
Valt åtdragningsprogram – 69
Verkligt ID för ett valt åtdragningsprogram; 0 om inget åtdragningsprogram valts.
Namn i SoftPLC: SELECTED_PSET_ID
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Heltal | 1 | 16 |
BehandlaNollSomEtt | Tillstånd | Heltal | 1 | 16 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: FALSKT
Operatörspanel: FALSKT
Verktygsfunktioner: FALSKT
ST-väljare: SANT
Ljusfyr: FALSKT
TLS-tagg: FALSKT
I/O-expander: FALSKT
Sekvens avbruten – 160
Utsignal som indikerar att sekvensen avbrutits.
Namn i SoftPLC: SEQUENCE_ABORTED
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Serviceindikatorlarm – 137
Servicelarm konfigurerat i verktygsunderhåll, som utgör en mekanism för att påminna användarna när det är dags att serva verktyget.
Namn i SoftPLC: SERVICE_INDICATOR_ALARM
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Storlek på sekvens – 181
Visar storleken på den sekvens som körs närvarande. Sätts endast när en sekvens laddas och inte återställs när sekvensen är klar.
Namn i SoftPLC: SIZE_OF_RUNNING_SEQUENCE
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Heltal | 1 | 8 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: FALSKT
Operatörspanel: FALSKT
Verktygsfunktioner: FALSKT
ST-väljare: SANT
Ljusfyr: FALSKT
TLS-tagg: FALSKT
I/O-expander: FALSKT
Station redo – 71
Indikerar när den virtuella stationen är redo.
Namn i SoftPLC: STATION_READY
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Booleskt | 1 | 1 |
Invertera | Tillstånd | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Målmoment - 30100
Signal som visar målmomentet för en utförd åtdragning.
Ange stegkategori för sista steg till Slutligt. ST-väljaren visar endast Målmoment om det sista steget har ett inställt målmoment.
Namn i SoftPLC: STSELECTOR_TARGET_TORQUE
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Heltal | 1 | 1 |
Enheter
Fältbuss: FALSKT
Indikatorbox: FALSKT
Intern I/O: FALSKT
Operatörspanel: FALSKT
Verktygsfunktioner: FALSKT
ST-väljare: SANT
Ljusfyr: FALSKT
TLS-tagg: FALSKT
I/O-expander: FALSKT
Målmoment/Slutmoment - 30101
Signal som visar målmoment/slutmoment växelvis.
Mål-/slutmoment är mellan målmomentet och slutmoment om ett valt åtdragningsprogram uppdateras eller ett nytt åtdragningsprogram väljs.
Ange stegkategori för sista steg till Slutligt. ST-väljaren visar endast Målmoment om det sista steget har ett inställt målmoment.
Namn i SoftPLC: STSELECTOR_TARGET_FINAL_TORQUE
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Heltal | 1 | 1 |
Enheter
Fältbuss: FALSKT
Indikatorbox: FALSKT
Intern I/O: FALSKT
Operatörspanel: FALSKT
Verktygsfunktioner: FALSKT
ST-väljare: SANT
Ljusfyr: FALSKT
TLS-tagg: FALSKT
I/O-expander: FALSKT
Gängriktning moturs – 26
Det valda åtdragningsprogrammet har moturs valt som gängriktning.
Namn i SoftPLC: THREAD_DIRECTION_CCW
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Åtdragning inaktiverad – 182
Åtdragning inaktiverad är en utsignal som aktiveras när åtdragningen är externt inaktiverad av någon av följande signaler:
20002 – Lås åtdragning
20004 – Lås verktyg aktivt högt
20033 – Linjekontrollås
20018 – Open Protocol-lås
20020 – Fältbuss lås åtdragning
20040 – Soft PLC lås åtdragning
20061 – Lås verktyg aktivt lågt
Namn i SoftPLC: TIGHTENING_DISABLED
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Åtdragning aktiverad – 183
Åtdragning aktiverad är en utsignal som aktiveras när åtdragningen är inte externt inaktiverad av någon av följande signaler:
20002 – Lås åtdragning
20004 – Lås verktyg aktivt högt
20033 – Linjekontrollås
20018 – Open Protocol-lås
20020 – Fältbuss lås åtdragning
20040 – Soft PLC lås åtdragning
20061 – Lås verktyg aktivt lågt
Namn i SoftPLC: TIGHTENING_ENABLED
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Åtdragningen är låst – 27
Åtdragningen är inaktiverad; det är inte möjligt att göra någon åtdragning.
Namn i SoftPLC: TIGHTENING_IS_LOCKED
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Booleskt | 1 | 1 |
Invertera | Tillstånd | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Åtdragning NOK – 4
Minst ett resultat i åtdragningen ligger utanför de angivna gränserna.
Namn i SoftPLC: TIGHTENING_NOK
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Åtdragning OK – 3
Resultatet av åtdragningen ligger inom de angivna gränserna.
Namn i SoftPLC: TIGHTENING_OK
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Åtdragningstid hög – 135
Indikerar om åtdragningar fått resultatet NOK till följd av att utförandetiden överskred den maximalt tillåtna.
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Åtdragningstid låg – 136
Indikerar om åtdragningar fått resultatet NOK till följd av att utförandetiden var mindre än den minimalt tillåtna.
Signalen Åtdragningstid låg fungerar endast för åtdragningsprogram.
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Verktygsbatteriet lågt – 90
Namn i SoftPLC: TOOL_BATTERY_LOW
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Verktyg anslutet – 73
Anger huruvida ett verktyg är anslutet och konfigurerat till en virtuell.
Namn i SoftPLC: TOOL_CONNECTED
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Booleskt | 1 | 1 |
Invertera | Tillstånd | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Verktyg inaktiverat – 158
Verktyg inaktiverat är en utsignal som aktiveras när verktyget är externt inaktiverat av någon av följande signaler:
20002 – Lås åtdragning
20003 – Lås lossning
20004 – Lås verktyg aktivt högt
20033 – Linjekontrollås
20018 – Open Protocol-lås
20020 – Fältbuss lås åtdragning
20021 – Fältbuss lås lossning
20040 – Soft PLC lås åtdragning
20041 – Soft PLC lås lossning
20061 – Lås verktyg aktivt lågt
Namn i SoftPLC: TOOL_DISABLED
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Verktyg aktiverat – 159
Verktyg aktiverat är en utsignal som aktiveras när verktyget inte är externt inaktiverat av någon av följande signaler:
20002 – Lås åtdragning
20003 – Lås lossning
20004 – Lås verktyg aktivt högt
20033 – Linjekontrollås
20018 – Open Protocol-lås
20020 – Fältbuss lås åtdragning
20021 – Fältbuss lås lossning
20040 – Soft PLC lås åtdragning
20041 – Soft PLC lås lossning
20061 – Lås verktyg aktivt lågt
Namn i SoftPLC: TOOL_ENABLED
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Verktygets funktionsknapp intryckt – 179
Utsignal som spårar funktionsknappens tillstånd. Signalen avges när funktionsknappen trycks in och försvinner när funktionsknappen släpps. Ej för kritisk användning vid batteridrivna verktyg.
Namn i SoftPLC: FUNCTION_BUTTON_PRESSED
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: FALSKT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Verktygshälsa OK – 103
Verktygshälsa OK är hög när det inte förekommer något verktygsfel, medan Verktygshälsa OK är låg när något av följande verktygsfel förekommer:
Verktyget överhettat
Verktyget behöver motorkalibrering
Open-end ej justerad
Fil för verktygsparameter stöds inte
Verktygsbatteriet tomt
Övervakning av verktygstrycke misslyckades
Verktygskabel stöds inte
Verktygsminnesfel
Verktygets minne är skadat
Verktygets serviceintervall har upphört att gälla
Verktygsprogramversion passar inte ihop
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Booleskt | 1 | 1 |
Invertera | Tillstånd | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Verktyg LED Mirror Grön - 98
Signal som visar verktygets gröna LED-status på ett tillbehör.
Signalen Verktyg LED Mirror Grön är inställd på Sann, om verkygets lysdiod är PÅ/blinkar.
Signalen Verktyg LED Mirror Grön är inställd på Falsk, om verkygets lysdiod är AV.
Namn i SoftPLC: TOOL_RESULT_LED_GREEN
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Verktyg LED Mirror Röd - 97
Signal som visar verktygets röda LED-status på ett tillbehör.
Signalen Verktyg LED Mirror Röd är inställd på Sann, om verkygets lysdiod är PÅ/blinkar.
Signalen Verktyg LED Mirror Röd är inställd på Falsk, om verkygets lysdiod är AV.
Namn i SoftPLC: TOOL_RESULT_LED_RED
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Verktyg LED Mirror Gul - 99
Signal som visar verktygets gula LED-status på ett tillbehör.
Signalen Verktyg LED Mirror Gul är inställd på Sann, om verkygets lysdiod är PÅ/blinkar.
Signalen Verktyg LED Mirror Gul är inställd på Falsk, om verkygets lysdiod är AV.
Namn i SoftPLC: TOOL_RESULT_LED_YELLOW
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Verktyg lossar – 22
Anger att verktyget lossar.
Namn i SoftPLC: TOOL_LOOSENING
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: FALSKT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Verktygsrotation moturs – 25
Verktygsrotationsriktning är moturs för vänstergängade skruvar.
Namn i SoftPLC: TOOL_ROTATION_CCW
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: FALSKT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Verktygsrotation medurs – 24
Verktygsrotationsriktning är medurs för högergängade skruvar.
Namn i SoftPLC: TOOL_ROTATION_CW
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: FALSKT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Verktyg körs – 23
Anger att verktyget roterar (med- [CW] eller moturs [CCW]).
Namn i SoftPLC: TOOL_RUNNING
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: FALSKT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Verktyg drar åt – 21
Anger att verktyget drar åt.
Namn i SoftPLC: TOOL_TIGHTENING
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: FALSKT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Verktyg i nolläge - 210
Utsignalen Verktyg i nolläge finns bara för handhållna verktyg.
Utsignalen Verktyg i nolläge definierar om verktyget är i hemmaläget – till exempel vid slutet av ett lägessteg i fram- eller backriktningen.
Signalen uppdateras inte i realtid, så om verktyget av någon anledning flyttas ur läge kommer signalen inte att fungera.
Namn i SoftPLC: TOOLS_IN_ZERO_POSITION
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Anslutning till ToolsNet förlorad - 133
Indikerar om anslutningen mellan ToolsNet och styrenheten har avbrutits eller arbetar som förväntat.
Namn i SoftPLC: TOOLSNET_CONNECTION_LOST
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Booleskt | 1 | 1 |
Invertera | Tillstånd | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Anslutning till ToolsTalk förlorad - 208
Indikerar om anslutningen mellan ToolsTalk och styrenheten har avbrutits eller arbetar som förväntat.
Namn i SoftPLC: FÖLORAD_ANSLUTNING_TILL_TOOLSTALK
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Booleskt | 1 | 1 |
Invertera | Tillstånd | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: SANT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Sekvensräkning totalt kvar - 205
Mängden återstående åtdragningar som ska slutföras i en batchsekvens.
Namn i SoftPLC: TOTAL_REMAINING_SEQ_COUNT
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Heltal | 1 | 16 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: FALSKT
Operatörspanel: FALSKT
Verktygsfunktioner: FALSKT
ST-väljare: SANT
Ljusfyr: FALSKT
TLS-tagg: FALSKT
I/O-expander: FALSKT
Sekvensräkning totalt - 204
Antalet slutförda åtdragningar i en batchsekvens.
Namn i SoftPLC: TOTAL_SEQ_COUNTER
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Heltal | 1 | 16 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: FALSKT
Operatörspanel: FALSKT
Verktygsfunktioner: FALSKT
ST-väljare: SANT
Ljusfyr: FALSKT
TLS-tagg: FALSKT
I/O-expander: FALSKT
Sekvensstorlek totalt - 203
Totalt mängd åtdragningar som ska slutföras i en batchsekvens.
Namn i SoftPLC: TOTAL_SEQ_SIZE
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Heltal | 1 | 16 |
Enheter
Fältbuss: SANT
Indikatorbox: FALSKT
Intern I/O: FALSKT
I/O-expander: FALSKT
Operatörspanel: FALSKT
ST-väljare: SANT
Ljusfyr: FALSKT
Verktygsfunktioner: FALSKT
TLS-tagg: FALSKT
Trycke intryckt – 11
Anger att verktygets tryckreglage har tryckts in.
Namn i SoftPLC: TRIGGER_PRESSED
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
In-/utgångssignaler
Inaktivera kommandon om öppet protokoll – 10060
Inaktiverar möjligheten att skicka kommandon över öppet protokoll till den virtuella stationen.
Namn i SoftPLC: DISABLE_OPEN_PRTCOL_CMDS
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Booleskt | 1 | 1 |
Invertera | Tillstånd | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Extern övervakning 1 – 10035
Extern övervakning 1 är en in-/utgångssignal som inte är kopplad tilll någon specifik funktion i styrenheten och som kan användas för kundspecifika behov.
Namn i SoftPLC: EXTERNAL_MONITORED_1
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Booleskt | 1 | 1 |
Invertera | Tillstånd | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Extern övervakning 2 – 10036
Extern övervakning 2 är en in-/utgångssignal som inte är kopplad tilll någon specifik funktion i styrenheten och som kan användas för kundspecifika behov.
Namn i SoftPLC: EXTERNAL_MONITORED_2
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Booleskt | 1 | 1 |
Invertera | Tillstånd | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Extern övervakning 3 – 10037
Extern övervakning 3 är en in-/utgångssignal som inte är kopplad tilll någon specifik funktion i styrenheten och som kan användas för kundspecifika behov.
Namn i SoftPLC: EXTERNAL_MONITORED_3
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Booleskt | 1 | 1 |
Invertera | Tillstånd | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Extern övervakning 4 – 10038
Extern övervakning 4 är en in-/utgångssignal som inte är kopplad tilll någon specifik funktion i styrenheten och som kan användas för kundspecifika behov.
Namn i SoftPLC: EXTERNAL_MONITORED_4
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Booleskt | 1 | 1 |
Invertera | Tillstånd | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Extern övervakning 5 – 10039
Extern övervakning 5 är en in-/utgångssignal som inte är kopplad tilll någon specifik funktion i styrenheten och som kan användas för kundspecifika behov.
Namn i SoftPLC: EXTERNAL_MONITORED_5
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Booleskt | 1 | 1 |
Invertera | Tillstånd | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Extern övervakning 6 – 10040
Extern övervakning 6 är en in-/utgångssignal som inte är kopplad tilll någon specifik funktion i styrenheten och som kan användas för kundspecifika behov.
Namn i SoftPLC: EXTERNAL_MONITORED_6
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Booleskt | 1 | 1 |
Invertera | Tillstånd | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Extern övervakning 7 – 10041
Extern övervakning 7 är en in-/utgångssignal som inte är kopplad tilll någon specifik funktion i styrenheten och som kan användas för kundspecifika behov.
Namn i SoftPLC: EXTERNAL_MONITORED_7
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Booleskt | 1 | 1 |
Invertera | Tillstånd | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Extern övervakning 8 – 10042
Extern övervakning 8 är en in-/utgångssignal som inte är kopplad tilll någon specifik funktion i styrenheten och som kan användas för kundspecifika behov.
Namn i SoftPLC: EXTERNAL_MONITORED_8
Omvandlare | Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|---|
Standard | Tillstånd | Booleskt | 1 | 1 |
Invertera | Tillstånd | Booleskt | 1 | 1 |
För att undvika att dubblera signaler är det möjligt att definiera värdesomvandlare.
Omvandlare används för att stöda fler än en representation av samma signal (till exempel vinkel/momentstatus kan både representeras i form av bits eller som ett statustecken).
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Blinkning Grön LED på verktyg (externt protokoll) - 10058
Namn i SoftPLC: FLASH_TOOL_GREEN_LED
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Händelse | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: FALSKT
I/O-expander: SANT
Generisk I/O 1 - 50
In-/utgång 1 används för öppet protokoll.
Namn i SoftPLC: GENERIC_IO_1
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Heltal | 1 | 8 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: SANT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Generisk I/O 2 - 51
In-/utgång 2 används för öppet protokoll.
Namn i SoftPLC: GENERIC_IO_2
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Heltal | 1 | 8 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: SANT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Generisk I/O 3 - 52
In-/utgång 3 används för öppet protokoll.
Namn i SoftPLC: GENERIC_IO_3
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Heltal | 1 | 8 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: SANT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Generisk I/O 4 - 53
In-/utgång 4 används för öppet protokoll.
Namn i SoftPLC: GENERIC_IO_4
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Heltal | 1 | 8 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: SANT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Generisk I/O 5 - 54
In-/utgång 5 används för öppet protokoll.
Namn i SoftPLC: GENERIC_IO_5
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Heltal | 1 | 8 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: SANT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Generisk I/O 6 - 55
In-/utgång 6 används för öppet protokoll.
Namn i SoftPLC: GENERIC_IO_6
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Heltal | 1 | 8 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: SANT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Generisk I/O 7 - 56
In-/utgång 7 används för öppet protokoll.
Namn i SoftPLC: GENERIC_IO_7
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Heltal | 1 | 8 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: SANT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Generisk I/O 8 - 57
In-/utgång 8 används för öppet protokoll.
Namn i SoftPLC: GENERIC_IO_8
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Heltal | 1 | 8 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: SANT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Generisk I/O 9 - 58
In-/utgång 9 används för öppet protokoll.
Namn i SoftPLC: GENERIC_IO_9
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Heltal | 1 | 8 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: SANT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Generisk I/O 10 - 59
In-/utgång 10 används för öppet protokoll.
Namn i SoftPLC: GENERIC_IO_10
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Heltal | 1 | 8 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: SANT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Verktyg på produktionsplatsen - 93
Namn i SoftPLC: TOOL_IN_PRODUCT_SPACE
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Verktyg på arbetsplatsen - 92
Namn i SoftPLC: TOOL_IN_WORK_SPACE
Signaltyp | Värdetyp | Storlek min [bit] | Storlek max [bit] |
|---|---|---|---|
Tillstånd | Booleskt | 1 | 1 |
Enheter
Fältbuss: SANT
Indikatorbox: SANT
Intern I/O: SANT
Operatörspanel: SANT
Verktygsfunktioner: SANT
ST-väljare: FALSKT
Ljusfyr: SANT
TLS-tagg: SANT
I/O-expander: SANT
Licenser från tredje part
Lista över tredjepartslicenser
Power Focus XC-styrenheter innehåller programvarukomponenter från tredje part vars licenser kräver att vi publicerar licensspråket och/eller upphovsrättsmeddelanden. En lista över de komponenter från tredje part som ingår och relevanta licenstexter finns i leveranspaketet för programvaran.