Power Focus XC (3.14)
Software
Introduzione
Questa sezione contiene informazioni di base sul prodotto e sulle convenzioni di formattazione utilizzate negli argomenti.
Descrizione generale
PFXC è la propulsione più robusta per avvitatori elettrici per le applicazioni più difficili sul campo, con potenze generate elevate. Con il suo disegno unico e struttura in metallo è concepito per operare perfettamente sul campo. Il pacchetto dispone anche di codici QR che consentono di accedere a PFXC per visionare risultati di serraggi, compiti (Psets) e informazioni sull'utensile. Abbinato a Revo HA si trasforma nell'avvitatore elettrico più potente sul mercato.
Convenzioni
Allo scopo di migliorare la comprensione dell'utente, all'interno del presente documento vengono utilizzate determinate convenzioni di formattazione. Le convenzioni di formattazione utilizzate sono elencate di seguito.
Elemento | Annotazione | Descrizione | Uscita |
|---|---|---|---|
Enfasi generica | Nell'area di lavoro Program (Programma). | Per enfatizzare certi elementi di testo o evidenziarli. | Testo in grassetto |
Elementi dell'interfaccia grafica per l'utente | Selezionare il pulsante Function (Funzione). | Eventuali riferimenti a elementi nella schermata dell'interfaccia grafica per l'utente (es. pulsanti di comando, nomi di icone e campi). | Testo in grassetto |
Percorso dell'interfaccia grafica per l'utente > | In genere, nella parte superiore dell'interfaccia grafica per l'utente. | Aiuto alla navigazione che tiene traccia della posizione nell'interfaccia grafica per l'utente. | Ad esempio: Controller > Program (Programma) > Edit (Modifica) |
Input dell'utente | Inserire una descrizione per il programma. | Testo inserito dall'utente. | Testo in grassetto |
Nomi dei file | Inserire un nome file per l'esportazione. | File esportati o importati nel sistema. | Testo in grassetto corsivo |
Nomi delle variabili e dei parametri | Inserire un nome per l'esportazione. | Nomi delle variabili e dei parametri (non valori). | Testo in corsivo |
Valori delle variabili e dei parametri | Inserire un valore per l'esportazione. | Valori delle variabili e dei parametri. | Testo in GRASSETTO MAIUSOLO |
Output del sistema | Client.Domain.Models.ExportImportConfiguration | Testo prodotto dal sistema. | Testo in Monospace |
Collegamenti esterni | Collegamenti a siti esterni con informazioni collegate al documento o al contenuto dell'oggetto. Ciò potrebbero includere:
| Testo selezionabile su siti esterni | |
Collegamenti alla documentazione interna |
Gli eventuali collegamenti disponibili verranno mostrati sotto il testo. | Testo selezionabile per contenuti interni |
Responsabilità e avvertenze
Regolamento generale sulla protezione dei dati (GDPR)
Il presente prodotto consente di elaborare informazioni personali identificabili quali nome utente di sistema, ruolo e indirizzo IP. Lo scopo di tale funzione consiste nell'incrementare il controllo di qualità mediante la tracciabilità e gestione appropriata degli accessi.
Se decidi di elaborare i dati personali, devi conoscere e rispettare le regole pertinenti sulla protezione dei dati, compreso il GDPR dell'UE ed eventuali leggi, direttive e regolamenti aggiuntivi. Atlas Copco non verrà ritenuta responsabile degli eventuali usi del prodotto da parte dell'utente.
Direttiva sulle apparecchiature radio (UE) 2014/53 (RED) e Regolamento delegato della Commissione (UE 2022/30) che integra la RED
Le apparecchiature radio che comunicano via Internet e che vengono immesse sul mercato dell'UE e del SEE a partire dal 1° agosto 2025 devono essere conformi ai requisiti di cybersicurezza in RED.
Le versioni del software con numero di release precedente a 3.14.11 non sono conformi ai requisiti di cybersicurezza di RED.
È vietato installare software non conforme nei prodotti immessi sul mercato a partire dal 1° agosto 2025 per l'utilizzo nell'UE e nel SEE.
Controllare il numero di serie per identificare la data corretta di immissione del prodotto sul mercato.
Il downgrade a una versione software con un numero di rilascio precedente alla 3.14.11 annulla la conformità normativa all'interno dell'UE e dello SEE ed espone il prodotto a rischi legati alla sicurezza informatica.
L'utilizzo di una versione software con un numero di rilascio precedente al 3.14.11 è a rischio esclusivo e responsabilità del cliente. Atlas Copco declina ogni responsabilità per qualsiasi conseguenza derivante dall'utilizzo di una versione software con un numero di rilascio precedente.
Responsabilità
Molti eventi nell'ambiente operativo possono influenzare il processo di serraggio e richiedono una convalida dei risultati. Ai sensi delle norme e/o dei regolamenti applicabili, con la presente richiediamo all'utente di verificare la coppia applicata e la direzione di rotazione a seguito di qualsiasi evento che possa influenzare il risultato del serraggio. Esempi di tali eventi includono, senza limitazioni, i seguenti:
installazione iniziale del sistema di attrezzaggio
sostituzione del lotto del componente, bullone, lotto della vite, utensile, software, configurazione o ambiente
sostituzione dei collegamenti pneumatici o elettrici
variazione nell'ergonomia della linea, nel processo, nelle procedure o nelle pratiche di qualità
cambio operatore
qualsiasi altro cambiamento in grado di influenzare il risultato del processo di serraggio
Il controllo deve:
assicurare che le condizioni del giunto non siano cambiate a seguito dell'influenza di dati eventi.
essere effettuato dopo l'installazione iniziale, la manutenzione o la riparazione dell'apparecchiatura.
verificarsi almeno una volta per turno o a un'altra frequenza adeguata.
Avvertenze
Informazioni sulla guida per l'utente
La presente guida per l'utente descrive la configurazione e l'impostazione di Power Focus XC.
La guida è destinata agli operatori addetti all'utilizzo o alla manutenzione del sistema Power Focus XC.
Cronologia delle revisioni
Numero versione | Data di revisione | Descrizione revisione |
|---|---|---|
item | item | none |
3,14 | 02/2026 | Contenuto aggiornato |
3,13 | 09/2024 | Nuovo contenuto
Contenuto aggiornato
|
3,11 | 01/2024 | Contenuto aggiornato
Materiale RIMOSSO
|
3,10 | 06/2023 | Nuovo contenuto
Contenuto aggiornato
|
3,9 | 01/2023 | Nuovo contenuto
Contenuto aggiornato
|
3,8 | 06/2022 | Nuovo contenuto
Contenuto aggiornato
|
3,7 | 01/2022 | NUOVO contenuto:
Contenuto AGGIORNATO:
|
3,6 | 06/2021 | Prima versione ufficiale della guida alla configurazione di Power Focus XC. |
- Abbinare uno strumento wireless a un controller
- Calibrazione dell'utensile
- Certificati
- Codici eventi
- Compensazione zero e shunt
- Configurare una sorgente di serraggio
- Configurazione dei LED dell'utensile
- Configurazione dei trasduttori multipli
- Configurazione della connessione ToolsNet
- Configurazione della connessione ToolsTalk
- Configurazione HTTPS
- Configurazione impostazioni di presentazione risultati in tempo reale
- Configurazione salvataggio coppia finale e traccia
- Diagnostica utensile
- DT: serra a DynaTork
- Elenco delle licenze di terze parti
- Elenco risultati non OK
- Esportazione dei "registri degli strumenti connessi"
- Esportazione dei registri e delle informazioni di sistema
- Finestra di configurazione dei protocolli in una stazione virtuale
- Informazioni sul trasduttore
- Matrice per la risoluzione dei problemi
- Origine di avvio
- Posizione zero
- PrT: coppia prevalente
- Segnali di ingresso
- Stazione virtuale generale
- Strumenti in posizione zero: 210
- TC: calibrazione coppia
- TC: calibrazione coppia
Prerequisiti
Questa guida fornisce maggiori informazioni su Power Focus XC.
Per una comprensione completa degli aspetti tecnici descritti nella guida, consigliamo quanto segue:
Conoscenza delle tecniche di serraggio
Esperienza con le versioni precedenti di Power Focus
Panoramica del sistema
Struttura del software
Panoramica del menu
Il controller presenta diversi menu che consentono di eseguire quanto segue:
configurazione di serraggi e accessori hardware
esecuzione della manutenzione dell'utensile
amministrazione del software
visualizzazione dei rapporti.
I menu disponibili differiscono tra l'interfaccia grafica Web completa e quella mobile semplificata.
GUI Web
Scheda Serraggio

Il menu Serraggio elenca i programmi di serraggio memorizzati sul controller e disponibili per il serraggio individuale. La scheda Serraggio descrive le configurazioni di serraggio.
Scheda Sequenza lotto
Il menu Sequenza lotto elenca le sequenze lotto memorizzate nel controller.
Una sequenza lotto è la ripetizione di uno o più programmi di serraggio in diverse combinazioni. Le sequenze lotto vengono create e configurate nella scheda Sequenza lotto.
Scheda Sorgenti

La scheda Sorgenti elenca le opzioni disponibili per controllare la selezione di un programma di serraggio, ad esempio un programma di serraggio o una sequenza lotto, tramite l'input digitale di diversi hardware. Le configurazioni dello scanner vengono effettuate nella scheda Sorgenti.
Scheda Stazione virtuale

La scheda Stazione virtuale consente di configurare le stazioni virtuali.
La stazione virtuale è un'astrazione software di un sistema di controller. Nella scheda Stazione virtuale le risorse, gli accessori, gli utensili e le attività vengono assegnati a una stazione virtuale.
Scheda Controller
La scheda Controller elenca i componenti hardware e software.
Le versioni software memorizzate e impiegate nel controller sono elencate e possono essere aggiornate. Il License Manager si occupa di funzionalità aggiuntive. È possibile anche importare o esportare le impostazioni da e verso il controller.
Scheda Configurazioni

Nella scheda Configurazioni è presente un elenco delle configurazioni degli accessori.
È possibile configurare accessori e selettori attacchi degli utensili. I segnali I/O digitali sono mappati su tasti, spie, interruttori e connettori.
Scheda Report
Nella scheda Report vengono elencati i risultati e gli eventi di serraggio.
Scheda Impostazioni
La scheda Impostazioni consente di configurare impostazioni specifiche del controller, come lingua, eventi, e rete wireless.
Scheda Assegnazione licenza
La scheda Assegnazione licenza consente di assegnare licenze e funzioni delle licenze alle stazioni virtuali.
Scheda Guida
La scheda Guida contiene sezioni di guida per il controller. È possibile scaricare i file PDF in diverse lingue usando un computer collegato al controller.
Interfaccia grafica mobile
Scheda Attività

La scheda Attività elenca i programmi di serraggio memorizzati sul controller, disponibili per il serraggio individuale. La scheda Attività descrive le configurazioni di serraggio.
Scheda Controller
La scheda Controller elenca i componenti hardware e software.
Le versioni software memorizzate e impiegate nel controller sono elencate e possono essere aggiornate. Il License Manager si occupa di funzionalità aggiuntive. È possibile anche importare o esportare le impostazioni da e verso il controller.
Scheda Risultati

La scheda Risultati elenca risultati ed eventi di serraggio.
Scheda Guida
La scheda Guida contiene sezioni di guida per il controller. È possibile scaricare i file PDF in diverse lingue usando un computer collegato al controller.
Funzionamento e movimentazione
È possibile impostare e configurare Power Focus XC mediante un'interfaccia grafica Web, accedendo all'indirizzo IP del controller su un PC connesso. È inoltre possibile accedere all'interfaccia del controller per mezzo di un'interfaccia grafica mobile.
GUI Web
Pulsanti e icone principali dell'interfaccia grafica
Pulsante | Nome | Descrizione |
|---|---|---|
 | Aggiungi | Aggiunge un elemento aggiuntivo. |
 | Rimuovi | Rimuove un elemento. |
| Puntini di sospensione | Consente di modificare un elemento. |
 | Torna indietro | Torna alla visualizzazione precedente. |
  | Scorri verso l'alto Scorri verso il basso | Per navigare in un elenco troppo lungo per essere visualizzato nello schermo. |
  | Ingrandisci Riduci | Ingrandisce o riduce una sezione con parametri. |
  | Indietro (all'inizio) (in un elenco) Indietro (in un elenco) | Torna indietro nelle pagine di un elenco. |
  | Avanti (fino alla fine) (in un elenco) Avanti (in un elenco) | Consente di spostarsi in avanti nelle pagine di un elenco. |
 | Chiudi | Premi per chiudere la finestra. |
 | Avviso | Segnale che mostra l'errata configurazione di un parametro. |
 | Filtro | Toccare per filtrare gli elementi. |
 | ATTENZIONE | Segnale con avvertimento sul rischio di lesioni. |
 | Convalida programma | Toccare per verificare la validità di un programma. |
 | Scarica manuale | Toccare per il download manuale. |
 | Andare alla home | Vai alla schermata Home. |
 | Vai ai risultati | Vai alla visualizzazione dei risultati in tempo reale. |
Connessione alla interfaccia grafica Web tramite la porta Ethernet di servizio
Assicurarsi che le impostazioni DHCP siano abilitate sul computer.
Eseguire le seguenti operazioni per collegarsi alla interfaccia grafica Web:
Collegarsi alla porta Ethernet di servizio.
Aprire un browser web.
Nel campo dell'indirizzo, digitare 169.254.1.1.
L’interfaccia grafica Web si apre.
Interfaccia grafica mobile
Pulsanti e icone principali dell'interfaccia grafica
Pulsante | Nome | Descrizione |
|---|---|---|
| Aggiungi | Aggiunge un elemento aggiuntivo. |
| Rimuovi | Rimuove un elemento. |
 | Puntini di sospensione | Consente di modificare un elemento. |
| Indietro | Torna alla visualizzazione precedente. |
| Ingrandisci Riduci | Ingrandisce o riduce una sezione con parametri. |
| Indietro (all'inizio dell'elenco) Indietro (una pagina) | Torna indietro nelle pagine di un elenco. |
| Avanti (al termine dell'elenco) Avanti (una pagina) | Consente di spostarsi in avanti nelle pagine di un elenco. |
| Chiudi | Chiudere la finestra. |
| Avviso | Segnale che mostra l'errata configurazione di un parametro. |
| Scarica manuale | Toccare per il download manuale. |
| Pagina iniziale | Vai alla schermata Home. |
| Risultato | Vai alla visualizzazione dei risultati in tempo reale. |
 | Connessione al protocollo | Visualizzare lo stato del protocollo. |
Guida introduttiva
Per una migliore panoramica del sistema, le seguenti istruzioni riguardano i passaggi necessari per iniziare a usare il sistema.
Le istruzioni non trattano tutte le funzioni del sistema, ma solo le più importanti.
GUI Web
Selezionare il tipo di utensile da utilizzare. Le strategie di serraggio disponibili dipendono dal tipo di utensile selezionato.
Importare un programma di serraggio che contenga tutti i parametri pertinenti, ad esempio angolo finale e coppia finale. Lo scopo principale dello strumento è eseguire un serraggio.
Creare una stazione virtuale e assegnarle un utensile. La stazione virtuale funge da interfaccia tra controller e utensile, in modo da collegare diversi utensili a un unico controller fisico. Una stazione virtuale è sempre necessaria, anche se è collegato un solo utensile al controller.
Assegnare un'attività alla stazione virtuale. L'attività può essere un programma di serraggio o un ingresso digitale specificato (ad esempio da uno scanner di codici a barre). Lo strumento assegnato alla stazione sarà ora in grado di eseguire l'attività.
Interfaccia grafica mobile
Selezionare il tipo di utensile da utilizzare.
Creare un'attività di serraggio e impostare i parametri pertinenti, ad esempio la coppia finale e angolo finale. Lo scopo principale dello strumento è eseguire un serraggio.
L'attività creata verrà assegnata a una stazione virtuale. Lo strumento assegnato alla stazione sarà ora in grado di eseguire l'attività.
Introduzione alla licenza
Le licenze per le funzionalità dei controller vengono gestite tramite il sistema di gestione delle funzionalità (Functionality management system, FMS). Ciò consente agli utenti di adattare le funzioni dei controller alle loro esigenze specifiche attraverso uno schema di gestione delle licenze dinamico.
È possibile ottenere licenze per funzionalità singole o insiemi di funzionalità e distribuirle in più stazioni virtuali. Quando le licenze non sono più necessarie, possono essere riportate nel pool. È possibile ottenere le licenze mediante il portale delle licenze Atlas Copco (ACLP). Le licenze possono essere scaricate da ACLP e gestite/distribuite tramite ToolsTalk o possono essere archiviate su un FMS portatile (unità USB) da inserire nel controller.
La creazione e la gestione di un account cliente nell'ACLP non sono argomenti trattati in questa documentazione. Per maggiori informazioni, contattare il proprio rappresentante Atlas Copco.
Panoramica delle licenze
È possibile eseguire la configurazione delle funzionalità gestite dalle licenze anche in assenza di una licenza installata. (es. configurazione di programmi di serraggio e configurazione di programmi Multistep). È anche possibile assegnare queste funzioni a uno strumento o una stazione virtuale. L'esecuzione delle funzioni senza una licenza valida, tuttavia, richiederà l'installazione delle licenze opportune.
L'applicazione della licenza viene eseguita in due fasi: assegnazione e tempo di esecuzione (grilletto premuto). In caso di assegnazione di una funzione a una stazione virtuale priva di licenze installate, verrà visualizzato un punto esclamativo rosso nella relativa visualizzazione in ToolsTalk 2. L'interfaccia utente grafica del controller mostrerà anche un triangolo di avviso nella sezione relativa a strumento o attività (in base all'elemento mancante). Se viene avviata una funzionalità per la quale non è stata installata alcuna licenza (es. grilletto premuto), un evento indicherà all'utente l'assenza della licenza. Non sarà possibile procedere senza l'installazione della licenza corretta.
L'esecuzione di una funzione senza licenza determinerà, nella maggior parte dei casi, uno strumento bloccato.
Molte funzioni e funzionalità del controller richiedono una licenza per essere assegnate e utilizzate da una stazione virtuale. Esistono tre tipi di licenze:
Tipo della stazione virtuale
Raccolta di funzionalità fisse raggruppate insieme in un unico pacchetto. Il tipo per stazione virtuale determina, tra le altre cose, quali strumenti è possibile avviare, quanti programmi e sequenze possono essere utilizzati, quali strategie di serraggio sono disponibili e il tipo di creazione di rapporti che è possibile eseguire. Le funzionalità contenute in ciascun tipo per stazione virtuale sono funzionalità spesso utilizzate in combinazione reciproca o con dipendenze interne che richiedono la presenza delle altre funzionalità del pacchetto. Il tipo per stazione virtuale viene assegnato nella relativa interezza a una stazione virtuale. La stazione virtuale può quindi utilizzare tutte le funzionalità contenute nel tipo per stazione virtuale. Per eseguire i serraggi, assegnare a una stazione virtuale una licenza di tipo per stazione virtuale. A seconda del tipo di licenza, verranno abilitate o bloccate diverse opzioni di serraggio.
Funzionalità della stazione virtuale
Singole funzioni integrabili nei tipi per stazioni virtuali. È possibile acquistare diverse funzionalità come licenze singole.
Origini delle licenze
Le licenze utilizzate su un controller possono essere estratte da diverse origini. Il numero di origini simultanee è limitato a 10, 10 origini FMS portatili o un server della licenza (TT2) in aggiunta a 9 origini FMS portatili. Per aggiungere licenze da un'origine una volta raggiunto il relativo limite (10), rimuovere tutte le licenze di un'origine dal controller per liberare spazio per le licenze provenienti da altre origini.
Panoramica dell'origine
La scheda Panoramica origine (Assegnazione licenze > Panoramica origine) fornisce all'utente una panoramica delle licenze installate sul controller e della posizione da cui sono state installate. Qui è possibile visualizzare un numero massimo di 10 origini diverse e ciascuna sarà designata con FMS P (per FMS portatile o dongle) o server della licenza (TT2).
Facendo clic su una qualsiasi origine della licenza, verranno visualizzate le relative informazioni dettagliate. Viene indicato il nome e il tipo di origine, nonché il numero e il tipo di licenze in ciascuna categoria (tipo per stazione virtuale, funzionalità della stazione virtuale e funzionalità del controller).
Utensili supportati
Gli utensili supportati da una stazione virtuale possono variare in base alla stazione virtuale tipo sul controller.
Utensili supportati | Controllo Lotto | Controllo Giunto | Controllo Stazione | Controllo Critico | Controllo Processo |
|---|---|---|---|---|---|
BCP / BCV | X | - | - | - | - |
Tensor Sb | - | X | X | - | - |
Tensor SL | - | - | X | X | X |
TBP | - | - | X | X | X |
Tensor ST | - | - | X | X | X |
Tensor STR | - | - | X | X | X |
SRB | - | - | X | X | X |
Tensor STB | - | - | X | X | X |
Chiave ST | - | - | X | X | X |
Tensor ES | - | X | X | - | - |
Tensor SR | - | - | X | X | X |
QST (mandrino sul supporto) | - | - | X | X | X |
TBPS | - | X | X | - | - |
MWR-S (Segnale della chiave meccatronica) | - | - | - | - | - |
MWR-T (Coppia della chiave meccatronica) | X | X | X | X | - |
MWR-TA (Angolo di torsione della chiave meccatronica) | - | - | X | X | X |
Utensile esterno | X | X | X | X | X |
ITB-A | - | - | X | X | X |
ICB-A | - | - | X | X | X |
ITB-P | - | - | X | X | X |
Installazione e aggiornamento
Questa sezione contiene informazioni utili per l'installazione iniziale del prodotto o per l'aggiornamento fra le versioni.
Installazione licenze
Installazione delle licenze sui controller
Le origini delle licenze sono limitate a 1 server della licenza (TT2) e 9 FMS portatili (dongle) contemporaneamente. Le licenze vengono installate tramite server (ToolsTalk 2) o FMS Portable. Se viene raggiunto il limite di origini delle licenze, rimuovere tutte le licenze di un'origine dal controller per aggiungere licenze da altre origini.
Prima di installare le licenze tramite server (ToolsTalk 2), verificare che l'ora del controller sia sincronizzata con quella del server.
Installazione dal server
La distribuzione delle licenze basate su server ha luogo tramite ToolsTalk 2. Fare riferimento alla guida per l'utente di ToolsTalk 2 per istruzioni sull'installazione delle licenze.
Per installare le licenze utilizzando ToolsTalk 2, configurare il server della licenza corretto:
Selezionare il menu Impostazioni e la scheda Connessioni server.
Nel campo Atlas Copco License Manager, impostare l'interruttore su Attivo.
Inserire l'indirizzo IP corretto diHost server (generalmente uguale all'indirizzo IP di ToolsTalk 2) e la porta del server.
Selezionare Applica.
Installazione da FMS portatile (USB)
Il sistema di gestione funzionalità (FMS) utilizza uno speciale dispositivo FMS portatile per trasferire le funzionalità da e verso il controller. La chiave USB contiene due zone di memoria, una generale e una affidabile e accessibile solo dal License manager di un controller. Le funzionalità acquistate vengono scaricate da Atlas Copco nella zona di memoria generale. Quando il dispositivo FMS portatile viene inserito in un controller con License manager per la prima volta, il file viene rilevato e decodificato e le funzionalità trasferite in una zona di memoria affidabile e accessibile solo da un License manager.
Se si dispone di un'unità USB con le licenze installate, effettuare le seguenti operazioni per installarle sul controller.
Inserire l'USB nella porta USB del controller
Verrà visualizzata nell'interfaccia grafica la finestra di gestione delle licenze USB. La colonna Pool mostrerà il numero totale di licenze sul controller da tutte le origini. La colonna Disponibili su FMS P mostra le licenze disponibili sul dongle, mentre la colonna Da questo FMS P mostra il numero di licenze che trasferite al controller dal FMS P in questione.
Selezionare la freccia a sinistra accanto alla licenza da installare sul controller.
Il numero nella colonna Disponibili su FMS P diminuirà di 1 e il numero nella colonna Da questo FMS P aumenterà di 1.
All'utente verranno presentati gli eventi sul controller per l'avvio e la fine del trasferimento della licenza.
Assegnazione automatica della licenza
Una licenza di controllo del processo viene assegnata automaticamente alla prima stazione virtuale creata. Ciò avviene se la licenza è disponibile sul controller e nessun'altra licenza è assegnata alla stazione virtuale. L'assegnazione automatica della licenza ha luogo durante l'avvio del controller.
Sincronizzazione delle licenze
Le licenze esistenti vengono controllate dal server della licenza ogni due ore. In caso di mancata risposta dal server della licenza entro 14 giorni, le licenze interessate verranno revocate. L'utente verrà inoltre avvisato quando le licenze stanno per scadere. Quando mancano 7 giorni alla scadenza di una licenza, l'utente visualizzerà un avviso una volta ogni due ore. In caso di mancato rinnovo, le licenze scadranno e le funzioni interessate non saranno più disponibili.
Rimozione delle licenze dal controller
Viene descritto un metodo per rimuovere le licenze installate in FMS Portable. Per istruzioni su come rimuovere le licenze installate sul server, fare riferimento al manuale utente di ToolsTalk 2.
Rimozione delle licenze installate da FMS portatili
Verificare che l'FMS portatile sia inserito nella porta USB del controller.
Se la finestra di USB License Manager non viene visualizzata, selezionare il menu Assegnazione licenza.
Selezionare l'icona USB nella parte superiore destra della finestra.
Viene visualizzata la finestra di USB License Manager.
Fare clic sulla freccia a destra accanto alla licenza da rimuovere dal controller.

Le licenze assegnate alle stazioni virtuali non possono essere rimosse dal controller. Tuttavia, la stazione virtuale diventerà inutilizzabile.
Configurazione
Questa sezione contiene informazioni dettagliate utili per creare, modificare e verificare le impostazioni del prodotto.
GUI Web
Utilizzo della scheda Serraggio
Le modifiche apportate ai programmi di serraggio in qualsiasi sezione devono essere applicate facendo clic sul pulsante Applica, posto nell'angolo in basso a destra dell'interfaccia grafica. In alternativa, è possibile annullare le modifiche facendo clic sul pulsante Annulla nella stessa posizione.
Abbandonando le sezioni in cui sono state apportate modifiche (utilizzando il pulsante, Indietro, Home o Risultato), l'utente visualizzerà un avviso a scomparsa che consente di applicare o annullare le modifiche. L'utente non può procedere senza applicare o annullare le modifiche.
Le funzionalità del controller, come ad esempio le strategie di serraggio a bassa reazione e le funzioni a livello di controller, richiedono licenze distribuite attraverso il sistema di gestione delle funzionalità (Functionality Management System, FMS). Nonostante sia possibile configurare le funzioni senza licenze specifiche, l'assegnazione e l'utilizzo di tali funzionalità richiede l'installazione delle licenze corrette sul controller. Fare riferimento a Licenze (FMS) per informazioni dettagliate sulle licenze.
I programmi di serraggio del Power Focus XC richiedono l'impostazione di alcuni parametri per poter eseguire il serraggio. È obbligatorio selezionare una Strategia e una Coppia finale o Angolo finale . Le altre impostazioni sono opzionali, come Avvio graduale, Autofiletto, e Compensazione di coppia. È anche possibile monitorare il serraggio durante l'esecuzione aggiungendo dei limiti per la coppia o per l'angolo del dado.
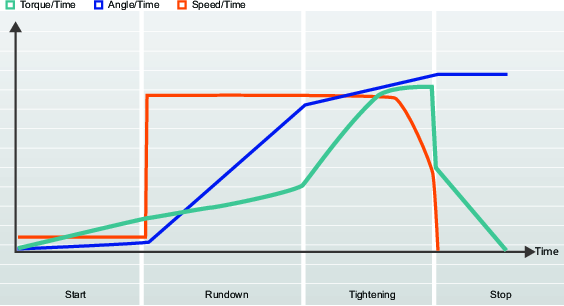
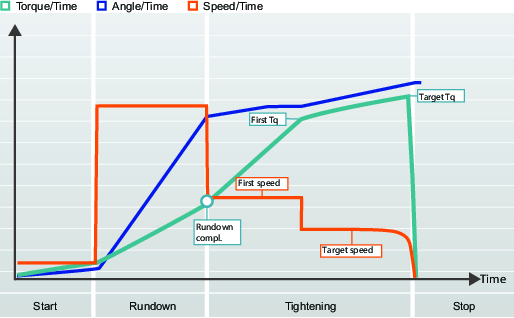
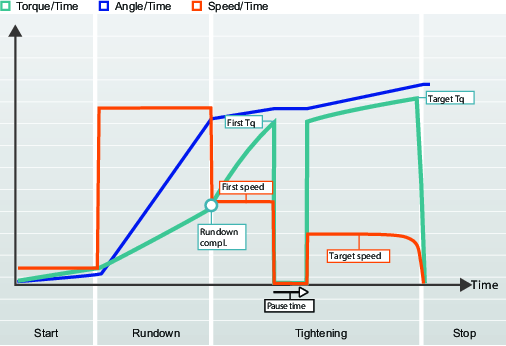
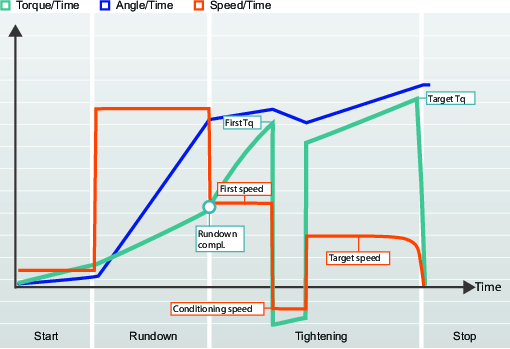
La procedura di serraggio si divide in quattro fasi: avvio, esecuzione, serraggio e arresto.
Programmi di serraggio
Selezionando il programma di serraggio è possibile scegliere il metodo per esercitare la forza di serraggio (o precarico) sul giunto. Giunti diversi richiedono strategie diverse in merito alle modalità di applicazione della forza di serraggio desiderata e al contenimento degli effetti indesiderati in esercizio. Power Focus XC può memorizzare fino a 1.000 programmi di serraggio.
Nell'HMI Web, è possibile creare un massimo di 1.000 programmi di serraggio.
Nell'HMI mobile, è possibile creare un massimo di 500 programmi di serraggio.
La strategia TurboTight consente di usare la programmazione manuale o rapida. Per ulteriori informazioni, consultare il paragrafo TurboTight.
Le strategie rapide, in due fasi e in tre fasi consentono di scegliere il serraggio in base a un valore di coppia o angolo finale.
La strategia Risultato esterno viene usata quando i serraggi OK vengono indicati da un segnale digitale esterno. Per ulteriori informazioni, consultare il paragrafo Risultato esterno.
Tutti programmi di serraggio chiedono di impostare almeno il valore della Coppia finale o dell'Angolo finale.
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Strategia | Programmi di serraggio disponibili. TurboTight: non verrà usato nessun altro comportamento di serraggio. Verranno usati solo i valori finali. Fase rapida: aggiunge una fase di serraggio iniziale per ridurre lo strappo al precarico. Due fasi: Aggiunge una pausa tra la prima e fase di serraggio e quella finale per far ulteriormente fronte agli effetti di rilassamento a breve termine. Tre fasi: esegue il serraggio in base a un determinato valore di coppia iniziale e quindi allenta la vite e la riserra immediatamente alla coppia o all'anglo target. Avvitatore - produzione: strategia di serraggio da usare con un avvitatore ST. Avvitatore - qualità: Strategia usata per la prova di qualità dei serraggi con un avvitatore ST. Rotazione: Ruota l'alberino alla velocità e all'angolo specificati. Risultato esterno: presenta un risultato di serraggio predeterminato al posto della coppia/angolo misurati. Multistep: strategia di serraggio che implica più fasi configurabili con limiti e monitoraggi. | TurboTight |
Tipo target | Definisce il tipo di valore finale nella fase finale. Coppia target: Il serraggio punta al valore finale specificato durante l'esecuzione della fase finale. Angolo target: Il serraggio punta al valore finale specificato durante l'esecuzione della fase finale. |
|
Coppia target | Definisce la coppia finale del serraggio della fase finale. |
|
Angolo target | Definisce l'angolo finale del serraggio della fase finale. |
|
Velocità target | Attiva l'impostazione della velocità dell'utensile per la fase finale manualmente o usando la velocità predefinita. Automatica: Utilizza un valore calcolato in base alla Velocità massima dello strumento. Manuale: Specifica manualmente la velocità dell'utensile. | Automatico |
<Manual> | Velocità dello strumento durante il serraggio o la fase finale. |
|
TurboTight
TurboTight è la strategia di serraggio predefinita ed è stata ideata per eseguire un serraggio molto rapido ed ergonomico basato sulla velocità massima dell'utensile (velocità max. utensile). Questa strategia prevede due opzioni:
Prog rapida, che richiede solo l'impostazione della Coppia target per poter eseguire il serraggio.
Manuale, che permette all’utente di configurare diversi parametri di serraggio.
Per minimizzare il rischio di scatti imprevisti alla fine del serraggio durante l’uso della strategia di serraggio TurboTight, assicurarsi di attivare il Monitoraggio della durata.
Per ridurre al minimo il rischio di scatti imprevisti alla fine del serraggio con la strategia di serraggio TurboTight, impostare il limite massimo di tempo.
Il limite massimo di tempo è abilitato per impostazione predefinita, ma occorre impostare i valori correlati. Nella fase di serraggio, impostare Limite angolo su Dal completamento dell'avvitamento.
Impostare Tempo max sul valore minimo possibile senza interrompere il normale serraggio. Nella fase di avvitamento, impostare Coppia completa avvitamento in modo che venga attivata quando la coppia inizia ad aumentare.
A seconda delle proprietà del giunto, ad esempio, se il giunto è molto duro o molto morbido, può essere richiesta una strategia di serraggio diversa da TurboTight.
TurboTight non è disponibile per Controllo giunti.
Messa a punto di precisione della strategia TurboTight
La strategia di serraggio TurboTight punta alla coppia target e il risultato può essere al di sotto o al di sopra del target. Il parametro più importante per la strategia di serraggio TurboTight è la velocità. È possibile mantenere la velocità massima per gran parte dei serraggi, ma se tutti i serraggi, o alcuni di essi, superano la coppia, ridurre la velocità a piccoli passi. Coppia completa avvitamento non viene utilizzato per il controllo del serraggio, ma solo per il calcolo di limiti e risultati.
Fase rapida
Fase rapida è una strategia di serraggio utilizzata per ridurre lo strappo al precarico del giunto aggiungendo una fase iniziale con una determinata coppia e velocità e quindi riducendo la velocità target nella fase finale.
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Coppia iniziale | Coppia target per la prima fase. |
|
Coppia iniziale | Coppia durante la prima fase. | 80% della coppia finale |
Prima velocità | Velocità target per la prima fase. |
|
Prima velocità | Velocità dell'utensile durante la prima fase. | 50% della velocità max. dell'utensile |
Due fasi
La strategia in Due fasi è molto simile a quello rapida, ma aggiunge in più un breve intervallo di tempo tra la prima fase e quella finale per far ulteriormente fronte agli effetti di rilassamento a breve termine nel giunto.
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Coppia iniziale | Coppia durante la prima fase. | 80% della coppia finale |
Prima velocità | Velocità target per la prima fase. |
|
Tempo di sosta | Periodo di tempo tra la prima e la seconda fase. | 50 ms |
Messa a punto di precisione della strategia in due fasi
Quando viene raggiunto il primo target, lo strumento si arresta immediatamente per un tempo specificato prima di continuare alla fase finale. Il valore di coppia iniziale e il tempo di sosta devono essere scelti in modo da ottimizzare l'ergonomia degli utensili portatili.
Tre fasi
La strategia in Tre fasi aggiunge una fase di allentamento tra la prima fase e quella finale per far fronte agli effetti di rilassamento a breve termine dovuti all'incassamento e ridurre lo strappo al precarico. Questo effetto viene talvolta usato per il condizionamento del giunto. Questo può essere utile, ad esempio, per i giunti con molte superfici adiacenti e l'effetto sarà maggiore sulle parti nuove che non su quelle riutilizzate a causa dello spianamento delle superfici che ridurrà l'incassamento.
Il condizionamento del giunto viene effettuato serrando nella prima fase a una determinata coppia, Prima coppia, e rilasciando il carico ruotando il dado in base a un angolo specificato, Angolo di condizionamento, e riserrando il dado in base alla Coppia target o all'Angolo target.
La coppia finale può essere inferiore alla coppia raggiunta durante la prima fase dopo l'avvitamento. Affinché la coppia finale sia più bassa della prima coppia, impostare la coppia finale (Parametri di serraggio > Fase di serraggio > Fase finale> Coppia finale) a un valore inferiore a quello della Prima coppia (Parametri di serraggio > Fase di serraggio > Prima fase > Prima coppia).
Se l'Angolo viene usato come target nel programma di serraggio, l'Angolo finale è misurato dalla posizione alla fine della fase di svitamento (condizionamento).
Comportamento di Misura coppia su e Misura angolo su
Il Valore coppia max e il Valore alla coppia di picco misurati in Valutazione risultati per Misura coppia a e Misura angolo a, rispettivamente, rappresentano i valori massimi misurati nell'intero serraggio. Ciò significa che se la coppia finale è impostata a un valore inferiore rispetto alla prima coppia, il valore di valutazione del risultato sarà superiore al valore finale. Per visualizzare il valore finale del serraggio, i valori per Misura coppia su e Misura angolo su devono essere impostati sul Valore all'arresto.
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Coppia iniziale | Coppia durante la prima fase. | 80% della coppia finale |
Prima velocità | Velocità dell'utensile durante la prima fase. | 50% della velocità max. dell'utensile |
Velocità di condizionamento | Velocità dell'utensile durante la fase di condizionamento. | 50% della velocità max. dell'utensile |
Angolo di condizionamento | Angolo di rotazione della bussola durante la fase di condizionamento. | 180° |
Messa a punto di precisione della strategia in tre fasi
Quando viene raggiunto il primo target e si arriva alla fase di condizionamento, lo strumento si arresterà immediatamente ed effettuerà un'inversione prima di proseguire con la fase finale. Questa fase di condizionamento può richiedere una regolazione di precisione per migliorare l'ergonomica degli strumenti portatili.
STwrench
STwrench è collegato a un controller mediante una connessione wireless e configurato tramite l'interfaccia grafica del controller o Web.
STwrench è configurato nel menu di serraggio come per le altre strategie di serraggio.
STwrench dispone di una Rapid Backup Unit (RBU). La RBU definisce la funzione dell'avvitatore e memorizza i programmi di serraggio. Il controller supporta attualmente solo le RBU di tipo Produzione.
Lo strumento di raccordo (attacco) di STwrench contiene un TAG RFID con un numero programmabile. L'avvitatore utilizza questo numero per riconoscere automaticamente lo strumento e il programma che può essere usato. Il TAG RFID memorizza inoltre i coefficienti di correzione di coppia e angolo.
STwrench dispone di diversi programmi per la produzione e il controllo qualità del serraggio.
STwrench può supportare solo i programmi di serraggio disponibili per l'utensile, vale a dire Produzione chiave e Qualità chiave.
Per ulteriori informazioni su STwrench, consultare la Guida dell'utente di STwrench (numero di materiale stampato 9836 4134 01).
Parametri della fase di avvio di STwrench
I parametri indicati nelle tabelle sono disponibili se viene utilizzata una delle strategie STwrench. Esistono diverse combinazioni di strategie. Alcuni dei parametri sono disponibili solo per alcune strategie e potrebbero non essere visibili in altre strategie.
Le regole dei parametri sono controllate automaticamente. Se si verifica una violazione, l'indicatore d'errore  viene visualizzato vicino ai parametri incorretti. Selezionare l'indicatore dell'errore per visualizzare ulteriori informazioni sull'errore.
viene visualizzato vicino ai parametri incorretti. Selezionare l'indicatore dell'errore per visualizzare ulteriori informazioni sull'errore.
Cambiare strategia può comportare la visualizzazione dell'indicatore di errore. Ciò indica che la combinazione scelta non è valida e dev'essere corretta.
Per ulteriori informazioni su STwrench, consultare la Guida dell'utente di STwrench (numero di materiale stampato 9836 4134 01).
Nome parametro | Condizione | Descrizione | Valore predefinito |
|---|---|---|---|
Numero tag | On: dopo aver abilitato l'interruttore Controllo TAG (Configurazioni> Configurazione strumento> Controllo TAG> Attivato), per eseguire il programma di serraggio occorrerà un numero TAG corretto. Off: il numero TAG non è selezionato. | OFF | |
Numero tag richiesto | Numero tag = On | Il numero TAG richiesto per questo programma di serraggio. | 1 |
Rilevamento riserraggio | Le opzioni del parametro sono: Completo od Off . | OFF | |
Coefficiente correzione coppia | In alcuni casi possono essere necessarie prolunghe per adattarsi all'applicazione. In questo caso, la misura dell'avvitatore dev'essere compensata per mostrare un valore corretto. Per ulteriori informazioni sul calcolo del coefficiente di correzione, consultare la Guida dell'utente di STwrench (numero di materiale stampato 9836 4134 01). Il parametro è memorizzato nel TAG RFID nell'utensile di raccordo. | 1.0 | |
Correzione angolo | In alcuni casi possono essere necessarie prolunghe per adattarsi all'applicazione. In questo caso, la misura dell'avvitatore dev'essere compensata per mostrare un valore corretto. Per calcolare il coefficiente di correzione, fare riferimento alla guida utente STwrench. Il parametro è memorizzato nel TAG RFID nell'utensile di raccordo. | 0° |
Parametri della fase di avvitamento di STwrench
I parametri indicati nelle tabelle sono disponibili se viene utilizzata una delle strategie STwrench. Esistono diverse combinazioni di strategie. Alcuni dei parametri sono disponibili solo per alcune strategie e potrebbero non essere visibili in altre strategie.
Le regole dei parametri sono controllate automaticamente. Se si verifica una violazione, l'indicatore d'errore viene visualizzato vicino ai parametri incorretti. Selezionare l'indicatore dell'errore per visualizzare ulteriori informazioni sull'errore.
Cambiare strategia può comportare la visualizzazione dell'indicatore di errore. Ciò indica che la combinazione scelta non è valida e dev'essere corretta.
Per ulteriori informazioni su STwrench, consultare la Guida dell'utente di STwrench (numero di materiale stampato 9836 4134 01).
L'avvitamento completo viene definito nella documentazione STwrench come avvio del ciclo, ovvero inizio della fase di serraggio.
Nome parametro | Descrizione | Valore predefinito |
|---|---|---|
Coppia avvitamento completato | Definizione del punto di avvitamento completo | Dipende dal carico minimo smarthead (solitamente il 5% della coppia nominale) in Nm |
Tempo rotazione cricchetto | 5000 ms |
Parametri della fase di serraggio di STwrench
I parametri indicati nelle tabelle sono disponibili se viene utilizzata una delle strategie STwrench. Esistono diverse combinazioni di strategie. Alcuni dei parametri sono disponibili solo per alcune strategie e potrebbero non essere visibili in altre strategie.
Le regole dei parametri sono controllate automaticamente. Se si verifica una violazione, l'indicatore d'errore viene visualizzato vicino ai parametri incorretti. Selezionare l'indicatore dell'errore per visualizzare ulteriori informazioni sull'errore.
Cambiare strategia può comportare la visualizzazione dell'indicatore di errore. Ciò indica che la combinazione scelta non è valida e dev'essere corretta.
Per ulteriori informazioni su STwrench, consultare la Guida dell'utente di STwrench (numero di materiale stampato 9836 4134 01).
Nome parametro | Condizione | Descrizione | Valore predefinito |
|---|---|---|---|
Target | Selezionare il target dall'elenco a discesa. Coppia, Angolo, Coppia o Angolo. | est. | |
Coppia target |
| Definisce la coppia target per la fase di serraggio. | 0 Nm |
Angolo finale | Target = Angolo | Definisce l'angolo finale per la fase di serraggio. | 360° |
Limiti di coppia | Target = Coppia | Selezione fatta da un interruttore. Posizione Auto o Manualmente. |
|
Coppia minima | Limiti di coppia = manuale | Valore di coppia per il limite inferiore | 0 Nm |
Coppia massima | Limiti di coppia = manuale | Valore di coppia per il limite superiore | 0 Nm |
Limiti di angolo | Target = Angolo | Selezionato da un menu a discesa. Le opzioni del parametro sono: Auto o Manualmente. Possono essere selezionati i valori dell'angolo max e min | |
Limiti di angolo | Target = Coppia | Selezionato da un menu a discesa. Le opzioni del parametro sono: Off: nessun monitoraggio del limite dell'angolo. Dall'avvitamento completo: La finestra di monitoraggio è impostata dal raggiungimento della Coppia di avvitamento completo. Dalla coppia: La finestra di monitoraggio è impostata al raggiungimento del valore di coppia specificato. | |
Coppia di monitoraggio angolo finale |
| Il valore di coppia da dove vengono monitorati i limiti dell'angolo | 18,75 Nm |
Angolo min. | Limiti dell'angolo = attivo o manualmente | Limite inferiore del valore dell'angolo | 324° |
Angolo max. | Limiti dell'angolo = attivo o manualmente | Limite superiore del valore dell'angolo | 396° |
Limite di ricerca dell'angolo | Limiti di angolo = manualmente | ||
Misura la coppia a |
| Selezionato da un menu a discesa. Le opzioni del parametro sono: Valore coppia max Valore all'angolo di picco |
|
NOK su finale inferiore a target |
| Selezione fatta da un interruttore. Posizione On od Off. | OFF |
Modifica limite bullone |
| 50 Nm |
Nome parametro | Condizione | Descrizione | Valore predefinito |
|---|---|---|---|
Punto di compensazione di coppia | Compensazione di coppia = On | 0° | |
Distanza PCT | Compensazione di coppia = On | 360° | |
Intervallo PVT | Compensazione di coppia = On | 180° | |
Ritardo monitoraggio | Compensazione di coppia = On | 0° | |
Coppia minima | Compensazione di coppia = On | Valore di coppia per il limite inferiore | 1 Nm |
Coppia massima | Compensazione di coppia = On | Valore di coppia per il limite superiore | 20 Nm |
Valore di compensazione | Compensazione di coppia = On | Selezionato da un menu a discesa. Le opzioni del parametro sono: Coppia media Coppia massima |
Svitamento STwrench
I parametri indicati nelle tabelle sono disponibili se viene utilizzata una delle strategie STwrench. Esistono diverse combinazioni di strategie. Alcuni dei parametri sono disponibili solo per alcune strategie e potrebbero non essere visibili in altre strategie.
Le regole dei parametri sono controllate automaticamente. Se si verifica una violazione, l'indicatore d'errore viene visualizzato vicino ai parametri incorretti. Selezionare l'indicatore dell'errore per visualizzare ulteriori informazioni sull'errore.
Cambiare strategia può comportare la visualizzazione dell'indicatore di errore. Ciò indica che la combinazione scelta non è valida e dev'essere corretta.
Per ulteriori informazioni su STwrench, consultare la Guida dell'utente di STwrench (numero di materiale stampato 9836 4134 01).
Nome parametro | Condizione | Descrizione | Valore predefinito |
|---|---|---|---|
Limite di svitamento | Se questo parametro è impostato su un valore maggiore di 0, Power Focus controlla se durante il serraggio viene applicata una coppia negativa superiore a questo valore. In tal caso, lo stato complessivo del serraggio sarà contrassegnato come Non OK. Questa funzione viene avviata quando la chiave raggiunge l'inizio del ciclo (prima di iniziare il serraggio è consentito un allentamento che non produce risultati). Questa funzione consente di rilevare l'allentamento indesiderato alla fine di un serraggio (ad esempio, quando la chiave viene sganciata dal giunto). | 0 Nm |
Parametri della fase di arresto di STwrench
I parametri indicati nelle tabelle sono disponibili se viene utilizzata una delle strategie STwrench. Esistono diverse combinazioni di strategie. Alcuni dei parametri sono disponibili solo per alcune strategie e potrebbero non essere visibili in altre strategie.
Le regole dei parametri sono controllate automaticamente. Se si verifica una violazione, l'indicatore d'errore viene visualizzato vicino ai parametri incorretti. Selezionare l'indicatore dell'errore per visualizzare ulteriori informazioni sull'errore.
Cambiare strategia può comportare la visualizzazione dell'indicatore di errore. Ciò indica che la combinazione scelta non è valida e dev'essere corretta.
Per ulteriori informazioni su STwrench, consultare la Guida dell'utente di STwrench (numero di materiale stampato 9836 4134 01).
Nome parametro | Condizione | Descrizione | Valore predefinito |
|---|---|---|---|
Tempo di fine ciclo | Si applica quando la coppia scende al di sotto dell'inizio del ciclo e arriva al terzo valore percentuale impostato sui LED di STwrench. | 100 ms |
Strategie dell'utensile ad impulsi
La strategia può essere selezionata se la versione del software del controller supporta il programma di serraggio. Gli strumenti a impulsi possono raggiungere una coppia superiore rispetto ai normali strumenti rotanti.
Programma di serraggio a impulso
Start (Avvio)
Durante la fase iniziale, lo strumento ruota a una velocità senza impulsi.
Nome parametro | Descrizione |
|---|---|
Avvio graduale | Consente di impostare la velocità dell'utensile, l'angolo e la coppia massima per facilitare l'innesto del bullone nel filetto. Selezionata con tasti di opzione. Off: L'avvio graduale è disattivato. On: L'avvio graduale è attivato. |
Velocità | Definisce la velocità durante l'avvio graduale. |
Ora | Definisce la durata dell'Avvio graduale. |
Angolo | Indica l'angolo target di rotazione del gambo del bullone per innestarsi nel filetto. |
Coppia massima | Definisce il limite di coppia superiore durante l'avvio graduale. Se la Coppia max viene superata, il serraggio è considerato NOK. |
Rilevamento riserraggio | All'inizio: Termina il serraggio immediatamente quando viene rilevata una vite/bullone già serrati. Il serraggio verrà considerato come NOK (non OK). Richiede l'attivazione dell' Avvio graduale. Completo: Anche se vengono rilevati una vite/bullone già avvitati, il serraggio non viene concluso fino all'esecuzione di tutte le fasi di serraggio. Il serraggio verrà considerato come NOK (non OK). Per effettuare un rilevamento riserraggio quando non è attivato Avvio graduale usare l'opzione Rilevamento riserraggio completo . L'opzione Rilevamento riserraggio completo non fa terminare il serraggio fino a quando non sono state eseguite tutte le fasi di serraggio.Il serraggio verrà considerato un riserraggio se la velocità non raggiunge un valore pari alla metà della velocità di avvitamento (verrà indicato un errore di riserraggio). Off: Non verrà eseguito il rilevamento del riserraggio. Combinazione Avvio graduale = Off e Riserraggio = precoce non consentita |
Positivo | La compensazione TrueAngle può rilevare la rotazione dello strumento ed effettuare le compensazioni dell'angolo entro i limiti impostati. |
Negativo | La compensazione TrueAngle può rilevare la rotazione dello strumento ed effettuare le compensazioni dell'angolo entro i limiti impostati. |
Utilizza messa a punto accessorio | La regolazione dell'accessorio è selezionata da tasti di opzione. |
Rapporto di riduzione | Velocità di rotazione attacco = velocità strumento/rapporto di trasmissione. |
Messa a punto efficienza | Per esempio, 0,9 significa una perdita di efficienza del 10%. |
Avvitamento
Durante l'avvitamento, lo strumento può utilizzare la modalità di velocità, con una velocità del motore costante, o la modalità a impulsi. La selezione viene effettuata in base alla coppia incontrata e al limite di coppia indicato nella configurazione.
Nome parametro | Descrizione |
|---|---|
Velocità avvitatura elevata | La fase di avvitatura può essere effettuata ad alta velocità per ridurre la durata senza eccedere. Tale risultato viene ottenuto lasciando funzionare lo strumento a maggiore velocità per una lunghezza dell'angolo specificata. Una volta raggiunto l'angolo, la velocità verrà ridotta secondo il valore specificato nel parametro Velocità di avvitatura . Disponibile solo per gli strumenti SRB. Lunghezza: 3600° predefinito, max. 99999° Velocità: Velocità max strumento dev'essere maggiore della Velocità di avvitatura (giri/min.). |
Velocità di avvitatura | La velocità di avvitatura può essere impostata come Max o Manuale. Se la Velocità di avvitatura è impostata come Manuale; inserire la velocità dello strumento in giri/min. |
Limiti angolo di avvitamento | Off: L'opzione Limiti dell'angolo di avvitatura è disattivata. Dal grilletto: L'opzione Limiti angolo di avvitatura è attiva. Il sistema comincia a monitorare l'angolo di serraggio non appena viene premuto il grilletto dell'utensile e informa se sono stati violati i limiti dell'angolo. Dalla coppia: L'opzione Limiti angolo di avvitatura è attiva. Il sistema comincia a monitorare l'angolo di serraggio dal valore di coppia specificato e informa se i limiti dell'angolo sono violati. |
Coppia di monitoraggio angolo di avvitamento | Il valore di coppia da dove sono impostati i limiti dell'angolo di avvitamento. |
Angolo min. | Valore dell'angolo per il limite dell'angolo inferiore dal punto di avvio. |
Angolo max. | Valore dell'angolo per il limite dell'angolo superiore dal punto di avvio. |
Tempo min | Durata minima della fase. |
Tempo max | Durata massima della fase. |
Limiti di impulsi dell'avvitamento | Selezionato da menu di collegamento rapido: Off: l'opzione Limiti impulsi di avvitamento è disattivata. Dal grilletto: L'opzione Limiti impulsi di avvitatura è attiva. Il sistema comincia a monitorare gli impulsi non appena viene premuto il grilletto dello strumento e informa se sono stati violati i limiti dell'impulso. Dalla coppia: L'opzione Limiti impulsi di avvitatura è attiva. Il sistema comincia a monitorare gli impulsi dal valore di coppia specificato e informa se i limiti dell'impulso sono violati. |
Coppia di monitoraggio impulso di avvitamento | Il valore di coppia da dove comincia il monitoraggio dei limiti dell'angolo di avvitamento. Il valore dev'essere impostato su un valore superiore rispetto alla Coppia continua max. |
Impulsi min | Numero minimo di impulsi per raggiungere il valore di coppia avvitamento completo. |
Impulsi max | Numero massimo di impulsi per raggiungere il valore di coppia avvitamento completo. |
Coppia avvitamento completato | Determina il valore di coppia per quando viene raggiunto il punto sottotesta e l'avvitamento è stato completato. Il programma procede con il serraggio e inizia la modalità a impulsi, se non già fatto durante l'avvitamento. |
Tempo di
Nome parametro | Descrizione |
|---|---|
Coppia target | Coppia finale per il serraggio. |
Energia dell'impulso | L'energia dell'impulso fornita nell'impulso di azione viene espressa in percentuale dell'energia massima che lo strumento può fornire con ciascun impulso. |
Fattore sintonizzazione forza di reazione | L'energia fornita dallo strumento espressa in percentuale. Il fattore di conservazione della forza di messa a punto si basa sull'energia dell'azione e comporta una reazione confortevole. |
Fattore di correlazione coppia residua | Il fattore di Correlazione della coppia residua è simile a una calibrazione e regola tra la coppia dinamica, misurata nello strumento elettrico, e la coppia residua, misurata da uno strumento di controllo. |
Limiti di coppia | I limiti possono essere selezionati Automaticamente o Manualmente . |
Coppia minima | Coppia minima della fase. |
Coppia massima | Coppia massima della fase. |
Limiti di angolo | Disattivato:l'opzioneLimiti dell'angolo è disattivata. Dall'avvitamento completo: L'opzioneLimiti dell'angolo è Attivata. Il sistema comincia a monitorare l'angolo di serraggio non appena si raggiunge l'avvitamento completo e informa se sono stati violati i limiti dell'angolo. Dalla coppia: L'opzione Limiti angolo di avvitatura è Attiva. Il sistema comincia a monitorare l'angolo di serraggio dal valore di coppia specificato e informa se i limiti dell'angolo sono violati. |
Coppia di monitoraggio angolo di avvitamento | Il valore di coppia da dove inizia il monitoraggio dei limiti dell'angolo di avvitamento. |
Angolo min. | Valore dell'angolo per il limite dell'angolo inferiore dal punto di avvio. |
Angolo max. | Valore dell'angolo per il limite dell'angolo superiore dal punto di avvio. |
Tempo min | Durata minima della fase. |
Tempo max | Durata massima della fase. |
Limiti impulsi | Off: Nessun monitoraggio limite impulso. Dall'avvitamento completo: Il monitoraggio inizia al raggiungimento della Coppia di avvitamento completo. Dalla coppia: Il monitoraggio ha inizio quando si raggiunge il valore di coppia specificato. |
Coppia di monitoraggio impulso finale | Il valore di coppia da dove vengono monitorati i limiti dell'impulso. |
Impulsi min | Numero minimo di impulsi per raggiungere la coppia finale. |
Impulsi max | Numero massimo di impulsi per raggiungere la coppia finale. |
Tempo di rilevamento perdita coppia anticipata | Si presume un costante aumento della coppia quando si passa dall'avvitamento al serraggio. Lo slittamento dell'attacco o una testa della vite rotta possono causare la diminuzione della coppia. Questo può essere rilevato in una finestra di monitoraggio. |
Serraggio a impulsi con strumenti elettrici ad azionamento diretto
Il principio seguente si applica a strumenti elettrici ad azionamento diretto. Si applica alla serie di strumenti SRB Atlas Copco.
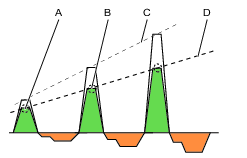
Il serraggio a impulsi impiega una tecnica di pulsazione della corrente elettrica nel motore con due funzioni diverse:
Una corrente di azione che aggiunge coppia positiva alla direzione di serraggio.
Una corrente di reazione che crea una reazione di comodità applicando una coppia inversa.
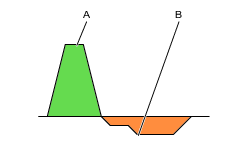
A | Impulso di azione per applicare la forza di serraggio. |
B | Impulso di reazione per comodità |
La figura mostra il principio generale di una strategia di serraggio a impulsi di corrente. La curva dettagliata dipende dal tipo di strumento e dall'algoritmo di serraggio.
Il periodo di impulso consiste in due fasi, come mostrato in figura, con una corrente di azione e una corrente di reazione. Ogni impulso di azione aggiunge coppia al serraggio fino a raggiungere il target finale. Ogni impulso di reazione crea una controforza che fornisce una reazione confortevole.
Il livello di energia della fase di azione e della fase di reazione sono parametri configurabili. La combinazione di questi due parametri crea un serraggio efficace e offre un lavoro confortevole all'operatore.
Serraggio tramite programma TensorPulse
Il principio di seguito si applica a strumenti elettrici ad azionamento diretto. Si applica alla serie di strumenti SRB Atlas Copco.
Dopo ogni periodo di impulso, la coppia risultante nella vite viene aumentata. Dopo diversi impulsi, si raggiunge la coppia finale target.
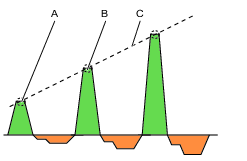
A | Energia positiva max. nell'impulso N |
B | Energia positiva max. nell'impulso N+1 |
C | Aumento di energia (coppia) |
Il livello di energia della fase di azione e della fase di reazione sono parametri configurabili. La combinazione di questi due parametri crea un serraggio efficace e offre un lavoro confortevole all'operatore. È possibile impostare la quantità di energia in due fasi come percentuale dell'energia massima che può essere erogata in ogni periodo:
Energia impulso; la quantità di energia applicata a ogni impulso positivo come percentuale dell'energia massima che può essere applicata nel periodo dell'impulso. Il valore è compreso tra 10-100%.
Fattore di conservazione della forza di reazione; la quantità di energia applicata a ogni impulso reattivo come percentuale dell'energia massima che può essere applicata nel periodo dell'impulso. Il valore è compreso tra 0 e 75%.
A | Energia positiva ridotta nell'impulso N |
B | Energia positiva ridotta nell'impulso N+1 |
C | Curva risultante per l'accumulo di coppia utilizzando l'energia di impulso massima. |
D | Curva risultante per l'accumulo di coppia utilizzando l'energia di impulso ridotta. |
Una minima Energia di impulso (energia ridotta) richiede più impulsi per raggiungere la coppia target mentre la coppia aumenta con piccoli incrementi. Incrementi più piccoli offrono maggiore precisione per terminare il serraggio una volta raggiunto il valore target. Impulsi più piccoli diminuiscono il movimento dello strumento e aumentano il comfort dell'operatore.
Un fattore di conservazione della forza di reazione correttamente regolato garantirà il comfort desiderato dall'operatore. Se il fattore è troppo elevato, l'operatore avverte una rotazione oraria dell'utensile. Se il fattore è troppo basso, l'operatore avverte una rotazione antioraria dello strumento.
In una configurazione ideale, l'energia di reazione non crea una forza di svitatura. Se il numero di impulsi per raggiungere il valore finale aumenta, il valore è troppo elevato e si verifica un minimo svitamento a ogni impulso.
Regolare i valori ottimali per energia di impulso e fattore di conservazione della forza di reazione per ottenere prestazioni ottimali dall'utensile e un comfort ideale per l'operatore.
Programma di serraggio a impulsi monofase
Avvitamento
Nome parametro | Condizione | Descrizione | Valore predefinito |
|---|---|---|---|
Velocità di avvitatura | Selezionata con tasti di opzione. La velocità di avvitamento può essere selezionata come Max o Manuale. | max | |
Velocità di avvitatura | Velocità di avvitatura = manuale | Specifica la velocità durante la fase di avvitamento. | |
Limiti di tempo dell'avvitamento | Selezionato da menu di collegamento rapido: Disattivato:l'opzione Limiti della durata di avvitamento è disattivata. Dal grilletto: L'opzioneLimiti della durata di avvitamento è attivata. Il sistema comincia a monitorare la durata non appena viene premuto il grilletto dello strumento e informa se sono stati violati i limiti di durata. Dalla coppia: L'opzioneLimiti della durata di avvitamento è attivata. Il sistema comincia a monitorare la durata dal valore di coppia specificato e informa se i limiti di durata sono violati. | OFF | |
Coppia di monitoraggio tempo di avvitamento | Limiti durata di avvitamento = dalla coppia | Il valore di coppia da dove inizia il monitoraggio dei Limiti di durata dell'avvitamento. | |
Tempo min | Limiti durata di avvitamento = On | Durata minima consentita per l'avvitamento. | 10ms |
Tempo max | Limiti durata di avvitamento = On | Durata massima consentita per l'avvitamento. | 5000ms |
Limiti di impulsi dell'avvitamento | Selezionato da menu di collegamento rapido: Disattivato:l'opzione Limiti dell'angolo di avvitamento è disattivata. Dal grilletto: L'opzione Limiti impulsi di avvitatura è attiva. Il sistema comincia a monitorare gli impulsi non appena viene premuto il grilletto dello strumento e informa se sono stati violati i limiti dell'impulso. Dalla coppia: L'opzione Limiti impulsi di avvitatura è attiva. Il sistema comincia a monitorare gli impulsi dal valore di coppia specificato e informa se i limiti dell'impulso sono violati. | OFF | |
Coppia di monitoraggio impulso di avvitamento | Limiti impulso di avvitamento = dalla coppia | Il valore di coppia da dove comincia il monitoraggio dei limiti dell'angolo di avvitamento. | 2,5Nm |
Impulsi min | Limiti impulsi di avvitamento = On | Numero minimo di impulsi per raggiungere il target. | 2 |
Impulsi max | Limiti impulsi di avvitamento = On | Numero massimo di impulsi per raggiungere il target. | 50 |
Coppia avvitamento completato |
| Determina il valore di coppia per quando viene raggiunto il punto sottotesta e l'avvitamento è stato completato. | 5Nm |
Tempo di
Nome parametro | Condizione | Descrizione | Valore predefinito |
|---|---|---|---|
Coppia target | Coppia finale per il serraggio. | ||
Energia dell'impulso | L'energia dell'impulso fornita nell'impulso di azione espressa in percentuale dell'energia massima che lo strumento può fornire con ogni impulso. | ||
Fattore di correlazione coppia residua | Il fattore di Correlazione della coppia residua è simile a una calibrazione e regola tra la coppia dinamica, misurata nello strumento elettrico, e la coppia residua, misurata da uno strumento di controllo. | 100% | |
Limiti di coppia | Selezionata con tasti di opzione. I limiti possono essere selezionati Automaticamente o Manualmente | ||
Coppia minima | Limiti di coppia = manuale | Coppia minima della fase. | |
Coppia massima | Limiti di coppia = manuale | Coppia massima della fase. | |
Limiti di tempo | Selezionato da menu di collegamento rapido: Disattivato: l'opzione Limiti di tempo è disattivata. Dall'avvitamento completo: L'opzioneLimiti di tempo è attivata. Il sistema comincia a monitorare la durata non appena si raggiunge l'avvitamento completo e informa se sono stati violati i limiti di tempo. Dalla coppia: L'opzioneLimiti di tempo è attivata. Il sistema comincia a monitorare la durata dal valore di coppia specificato e informa se i limiti di durata sono violati. | OFF | |
Coppia di monitoraggio della durata | Limiti di tempo = dalla coppia | Il valore di coppia da dove inizia il monitoraggio dei Limiti di tempo. | |
Tempo min | Limiti di tempo = on | Durata minima consentita per il serraggio. | 10ms |
Tempo max | Limiti di tempo = on | Durata massima consentita per il serraggio. | 1000ms |
Limiti impulsi | Selezionato da menu di collegamento rapido: Off: Nessun monitoraggio limite impulso. Dall'avvitamento completo: Il monitoraggio inizia al raggiungimento della coppia di avvitamento completo e segnala se il numero di impulsi non rientra nei limiti. Dalla coppia: Il monitoraggio inizia al raggiungimento del valore di coppia specifico e segnala se il numero di impulsi non rientra nei limiti. | OFF | |
Coppia di monitoraggio impulso finale | Limiti di impulso = dalla coppia | Il valore di coppia da dove vengono monitorati i limiti dell'impulso. | |
Impulsi min | Limiti impulsi = on | Numero minimo di impulsi per raggiungere la coppia finale. | 2 |
Impulsi max | Limiti impulsi = on | Numero massimo di impulsi per raggiungere la coppia finale. | 50 |
Tempo di rilevamento perdita coppia anticipata | Si presume un costante aumento della coppia quando si passa dall'avvitamento al serraggio. Lo slittamento dell'attacco o una testa della vite rotta possono causare la diminuzione della coppia. Questo può essere rilevato in una finestra di monitoraggio. | 200 ms |
Rotazione
La strategia Rotazione è principalmente una strategia con scopi di prova e dimostrazione. Quando si lascia che lo strumento ruoti liberamente, esso farà ruotare l’attacco all'angolo specificato usando la coppia più bassa possibile.
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Velocità target | Velocità target per la strategia di rotazione |
|
<Target speed> | Velocità manuale dell'utensile durante la strategia di rotazione. | 16.5% della velocità max. dell'utensile |
Angolo target | Angolo di rotazione dell'alberino. | 360° |
Risultato esterno
Risultato esterno è una strategia impiegata quando viene indicato un serraggio OK da un segnale digitale esterno (e non dai valori di coppia o angolo misurati durante il serraggio).
Quando il segnale viene inviato, la pagina Risultati mostrerà il valore del parametro target fornito nel programma di serraggio (valore di coppia specificato, valore dell'angolo o stringa di testo). Questi valori (coppia e angolo) non rappresentano i valori effettivi misurati, ma solo il testo inserito.
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Coppia <Coppia target> | Valore numerico per il valore di coppia target visualizzato e desiderato | 0,00 |
Angolo <Angolo target> | Valore numerico per il valore di angolo target visualizzato e desiderato | 360° |
Testo | Stringa alfanumerica per il testo visualizzato e desiderato. |
|
Esecuzione della strategia di serraggio del risultato esterno con un utensile collegato
Nella vista Home, selezionare la scheda Serraggio. Quindi, creare un programma di serraggio con la strategia Risultato esterno.
Tornare alla vista Home e selezionare la scheda Stazione virtuale.
Nella finestra Licenze, la funzione Strategia di serraggio risultato esterno con un utensile collegato richiede una licenza assegnata e utilizzata da una stazione virtuale.
Nella finestra Utensile selezionare l’utensile richiesto. Quindi, selezionare la configurazione dell'utensile.
Nella finestra Attività, selezionare il programma di serraggio con la strategia Risultato esterno.
Inviare il segnale EXTERNAL_OK alla stazione virtuale.
Selezionare Vai al risultato per visualizzare i risultati.
I risultati vengono inviati dalla configurazione dell'utensile collegato alla Virtual Station.
Programma di serraggio e convalida della segnalazione degli errori
Il programma di serraggio convalida automaticamente le regole dei parametri e le proprietà dell'utensile non appena vengono inseriti nuovi valori o apportate modifiche. Se la convalida rileva eventuali errori, questi vengono riportati con una descrizione dell'errore.
Segnalazione errore di convalida
Se la convalida segnala un errore, viene visualizzata un'icona accanto al parametro o ai parametri che causano l'errore. Quando si tocca l'icona, viene fornita una breve descrizione dell'errore.
Esempio (vedere immagine):
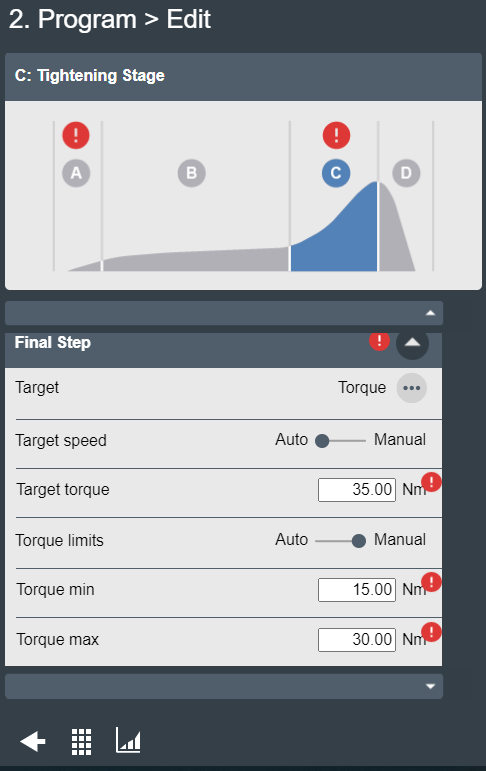
La Coppia finale è impostata su 25 Nm con i limiti della coppia finale impostati su Coppia min 23,75 Nm e Coppia max 24,5 Nm (questo valore è nascosto dalla finestra pop-up nell'immagine).
Quando si seleziona l'icona dell'errore di convalida accanto al parametro Coppia max, viene fornita una descrizione breve dell'errore, secondo la quale la Coppia finale è maggiore della Coppia max (coppia max <= coppia finale).
Per correggere l'errore, regolare il valore Coppia max in modo che sia superiore alla Coppia finale, e l'icona di errore scomparirà.
Convalidare un utensile con un programma di serraggio
Nella vista Home, selezionare la scheda Serraggio. Se necessario, selezionare un programma specifico dall'elenco.
È possibile effettuare una convalida per l'intero elenco dei programmi come per i singoli programmi.
Selezionare l'icona di Convalida del programma nell'angolo in alto a destra della schermata.
Nella finestra a comparsa, scegliere l'utensile rispetto al quale convalidare il programma di serraggio e fare clic su Convalida.
Se il programma di serraggio non è compatibile con lo strumento selezionato, questo sarà indicato da un cerchio rosso con un punto esclamativo.
Tabella di compatibilità degli utensili del programma di serraggio
La disponibilità delle strategie di serraggio dipende dalle licenze installate sul controller.
Strategie di serraggio | ES | ST | STR | SR | SB+ | ETT | SL (bassa tensione) | QST | STB | SRB 2.0 ETP-SRB31-20 | SRB 2,1 ETP-SRB31-25 | SRB-HA | TBP / TBP-S | STW | Utensile esterno |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Due fasi | X | X | X | X | X | X | X | X | X | X | - | X | - | - | - |
Fase rapida | X | X | X | X | X | X | X | X | X | X | X | X | - | - | - |
Tre fasi | X | X | X | X | X | X | X | X | X | X | - | X | - | - | - |
Serraggio turbo | X | - | X | X* | - | X | - | - | - | X | X | - | - | - | - |
Rotazione | X | X | X | X | X | X | X | X | X | X | - | X | - | - | - |
Risultato esterno | X | X | X | X | X | X | X | X | X | X | X | X | X | - | X |
Impulso Tensor | - | - | - | - | - | - | - | - | - | X | X | - | - | - | - |
Impulso: passaggio singolo | - | - | - | - | - | - | - | - | - | - | - | - | X | - | - |
Produzione della chiave | - | - | - | - | - | - | - | - | - | - | - | - | - | X | - |
Qualità della chiave | - | - | - | - | - | - | - | - | - | - | - | - | - | X | - |
*Disponibile solo per SR31.
Caratteristiche di serraggio | ES | ST | STR | SR | SB+ | ETT | SL (bassa tensione) | QST | STB | SRB 2.0 ETP-SRB31-20 | SRB 2,1 ETP-SRB31-25 | TBP / TBP-S | STW | Utensile esterno |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Angolo effettivo | - | - | X | - | - | X | - | - | - | - | - | - | - | - |
Programmi multistep
Le funzionalità del controller, come ad esempio le strategie di serraggio a bassa reazione e le funzioni a livello di controller, richiedono licenze distribuite attraverso il sistema di gestione delle funzionalità (Functionality Management System, FMS). Nonostante sia possibile configurare le funzioni senza licenze specifiche, l'assegnazione e l'utilizzo di tali funzionalità richiede l'installazione delle licenze corrette sul controller. Fare riferimento a Licenze (FMS) per informazioni dettagliate sulle licenze.
Un serraggio multistep è un serraggio suddiviso in più fasi. Il numero e il tipo di fasi dipendono dal serraggio da effettuare. Un programma di serraggio multistep è altamente configurabile, e può includere funzioni di monitoraggio e limitazioni.
Interfaccia GUI multistep
È possibile modificare i programmi di serraggio multistep solo nell'interfaccia grafica Web.
L'interfaccia per i programmi multistep può essere suddivisa in tre aree principali.
In alto si trova un menu a tendina contenente le proprietà del programma di serraggio multistep. Qui è possibile inserire proprietà generali quali nome del programma, monitoraggio generale del programma e convalida.
A destra si trovano quattro schede contenenti fasi, monitoraggi, limitazioni e reporter da utilizzare per costruire il programma multistep. Per utilizzare uno degli elementi, fare clic sulla scheda appropriata e trascinare l'elemento nella lista nell'area di serraggio. A seconda della funzione, rilasciare l'elemento tra l'inizio e la fine del programma (per le fasi) o sopra una fase particolare (per i monitoraggi e le limitazioni).
L'area principale dell'interfaccia è composta dall'area di serraggio. Quest'area comprende tutte le fasi del programma di serraggio. Utilizzare la rotellina del mouse per ingrandire e ridurre l'area di serraggio.
In basso a sinistra della schermata è presente il pulsante Copia programma di serraggio e il pulsante Elimina programma di serraggio.
Fasi di serraggio
La disponibilità delle fasi di serraggio, dei monitoraggi e delle restrizioni dipende dalla licenza installata sul controller.
Parametri generali
I seguenti parametri di passaggio sono comuni a molti tipi di passaggio. I parametri vengono impostati nella finestra delle proprietà del passaggio, visualizzata quando si seleziona un passo nel programma di serraggio.
Parametro | Descrizione |
|---|---|
Nome | Nome della fase. |
Direzione di rotazione | Ciascuna delle fasi di serraggio può essere eseguita sia in avanti, cioè per effettuare un serraggio, sia all'indietro, per allentare leggermente la vite. Le frecce indicano questa direzione. Molti dei passaggi di serraggio hanno una direzione codificata in avanti, ad esempio Serrare ad angolo, o Serrare alla coppia. Fasi come Allentamento ad angolo o Allentamento a coppia hanno la direzione impostata automaticamente sull'inversione. L'impostazione inversa non è consentita per gli utensili configurati con attacco frontale a ingranaggi (GFA) di tipo aperto. Per poter eseguire un serraggio, la direzione di serraggio del programma di serraggio deve corrispondere alla direzione di serraggio dell'utensile aperto. È possibile assegnare un programma di allentamento a un programma di serraggio per un utensile aperto, ma se il selettore di direzione è impostato per eseguire il programma di allentamento, l'utensile viene bloccato. |
Categoria di passo | Per ogni passo, è possibile scegliere una categoria di passo. Selezionando la categoria di passo, i serraggi NOK saranno elencati nella vista dei risultati dell'evento con il relativo stato dettagliato insieme alle informazioni sull'errore multistep corrispondente. Se non viene effettuata alcuna selezione, lo stato dettagliato verrà impostato come errore multistep non classificato. Il relativo stato dettagliato può essere personalizzato. |
Finestra angolare | Un giunto è considerato Hard se la vite è serrata alla massima coppia e ruota di 30 gradi (o meno) dopo essere stata serrata al punto di avvitamento. Un giunto Softruota di 720 gradi o più dopo essere stato serrato fino al punto di arresto. Il parametro di durezza definisce la finestra angolare per il calcolo del gradiente. Quanto più duro è il giunto, tanto più piccola è la finestra angolare. |
Rampa di velocità/accelerazione (disponibile solo in ToolsTalk 2) | Per la maggior parte dei passi è possibile specificare il modo in cui deve essere raggiunta l'accelerazione alla velocità target. Sono possibili tre diverse impostazioni: Hard, Soft e Manual. L'accelerazione definita verrà utilizzata ogni volta che si avvia un passo. Indipendentemente dal fatto che l'utensile abbia già una velocità all'inizio del passo, la rampa verrà utilizzata per accelerare fino alla velocità target del passo. Ciò avviene anche se la velocità all'inizio del passo è superiore o inferiore alla velocità target. |
Rampa di velocità - Modalità Hard e Soft |
|
Rampa di velocità - Modalità manuale |
|
Utilizzo dei cambi di velocità | È possibile definire 1-5 trigger di angolo o di coppia durante un passo, in cui la velocità si sposterà. All'interno di una fase, tutti i trigger per il cambio di velocità si basano sulla stessa proprietà, ovvero la coppia o l'angolo. Non possono essere mescolati in una sola fase. Gli inneschi della coppia e dell'angolo devono essere inferiori al target del passo, a seconda del tipo di passo e del tipo di innesco. Il trigger di coppia e la velocità di coppia vengono convalidati anche rispetto alla coppia massima e alla velocità massima dell'utensile. Un indicatore di avvertimento o di errore viene visualizzato ogni volta che le impostazioni di Speed Shift superano i valori massimi dell'utensile o i valori massimi del passo. Gli inneschi della coppia e dell'angolo devono essere inferiori al target del passo, a seconda del tipo di passo e del tipo di innesco. Il trigger di coppia e la velocità di coppia vengono convalidati anche rispetto alla coppia massima e alla velocità massima dell'utensile. Un indicatore di avvertimento o di errore viene visualizzato ogni volta che le impostazioni di Speed Shift superano i valori massimi dell'utensile o i valori massimi del passo. È possibile inviare le impostazioni all'utensile quando un programma di serraggio presenta un'avvertenza, ma non quando un programma di serraggio presenta un indicatore di errore (guasto). I cambi di velocità possono essere aggiunti nel campo Configurazione. Per aggiungere un cambio di velocità: Nella finestra di dialogo di un passo che può avere cambi di velocità, selezionare Aggiungi cambio di velocità. Quindi, selezionare un intervallo di angolo o un intervallo di coppia.
|
Tipo di freno | Il comportamento di frenatura di un programma di serraggio a più fasi può essere controllato in due possibili punti del programma: in una fase che precede l'inversione di direzione del serraggio e/o nella fase finale del programma di serraggio. In altri punti del programma di serraggio, i parametri di frenatura non saranno disponibili nelle impostazioni generali del passo. La frenata può essere impostata su Ergo stop o Inerzia. L'Inerzia frena completamente l'utensile, mentre Ergo stop consente un rallentamento più ergonomico del serraggio. L'Inertia non ha parametri aggiuntivi. Parametri Ergo stop:
|
Escludere in modalità MCT | L'opzione Escludi in modalità MCT può essere attivata per i passi di un programma multistep. Quando si utilizza la modalità MCT per un programma a più fasi, i passi con l'opzione Escludi in modalità MCT attivata verranno esclusi. Se si imposta l'opzione Escludi in modalità MCT su on in modo che non vi sia alcuna interruzione prima di un passo di attesa o di un cambio di direzione, si verificherà un errore in fase di esecuzione in modalità MCT. I percorsi di terminazione e i percorsi di riparazione vengono ignorati nei sistemi fissati, vale a dire che se vengono attivati il serraggio viene contrassegnato come serraggio NOK MC. La modalità MCT deve essere utilizzata solo in fase di test. Assicurarsi che la modalità MCT sia disattivata prima di reinserire l'utensile nella linea di produzione. |
Le seguenti fasi di serraggio non sono supportate per gli utensili configurati con attacco frontale a ingranaggi (GFA) di tipo aperto:
A - Serrare ad angolo / Allentare ad angolo
TrR - Allentare per rilasciare il grilletto
T - Serrare alla coppia / Allentare alla coppia
E - Innestare
SR - Rilascio della presa
DT - Serraggio su DynaTork
TPT - TensorPulse Serrare alla coppia / Allentare alla coppia
IT - Impulso serraggio in coppia / Allentamento in coppia
IA - Impulso serraggio ad angolo / Allentare ad angolo
AP - Impulso adattivo
ITrR - Allentamento a impulso per il rilascio del grilletto
Impostazioni di tracciamento
Quando la configurazione della traccia è abilitata a livello di programma, la risoluzione della traccia può essere configurata a livello di passo. L'impostazione di Impostazioni di tracciamento definisce il modo in cui deve essere eseguito il campionamento in ogni fase specifica.
Parametro | Descrizione |
|---|---|
Impostazioni di tracciamento |
|
Tempo di campionamento | Scegliere il tempo di campionamento dall'elenco a discesa (0,25 - 1000 ms). |
Angolo campione | Scegliere l'angolo di campionamento dall'elenco a discesa (0,25-20 gradi). |
Con questa registrazione della traccia, la frequenza di campionamento non sarà la stessa in tutti i passi, ma dipende dalla configurazione di ciascun passo. Ciò significa che la traccia viene suddivisa in una traccia per ogni fase.
Il numero massimo di campioni in una traccia è 4096.
Se un serraggio produce più di 4096 valori, viene effettuato un down-sampling. Questo viene fatto rimuovendo ogni secondo campione di traccia dall'intero serraggio e continuando la registrazione con una risoluzione dimezzata. Questo processo viene ripetuto ogni volta che viene raggiunto il limite di 4096 campioni.
Se sono stati registrati più di 2048 campioni in totale, questo processo darà come risultato una traccia compresa tra 2048 e 4096 campioni.
Se si raggiunge il limite di 4096 campioni, i tempi di campionamento della traccia configurati non verranno più seguiti. I tempi di campionamento saranno invece raddoppiati, quadruplicati e così via, a seconda del numero di volte in cui è stato effettuato il down sampling. Poiché tutti i passi sono campionati al ribasso, la relazione tra i passi sarà comunque la stessa. Se un passo è stato configurato con un tempo di campionamento doppio rispetto a un altro passo, questo sarà ancora il caso nella traccia finale, indipendentemente dal numero di volte in cui si è verificato un down-sampling.
Canale di tracciamento | Nota |
|---|---|
Coppia | Disponibile per tutti gli utensili dotati di trasduttore di coppia |
Angolo | Disponibile per tutti gli strumenti |
Coppia secondo | Disponibile solo per strumenti con due torsiometri |
Angolo Secondo | Disponibile solo per strumenti con due torsiometri angolari |
Corrente | Disponibile per tutti gli strumenti |
Gradiente | Disponibile se qualche passo/restrizione/monitor produce i valori del gradiente |
Power Focus 6000 / Power Focus 8 | Power Focus 6000 Serraggio sincronizzato / Power Focus 8 Serraggio sincronizzato | Flex | IxB |
|---|---|---|---|
ST | ST | QST | IxB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IxB | |||
Potenza Focus Connect | |||
XB |
A: serra ad angolo / Svita ad angolo
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
A: serra ad angolo
Questa fase avvia lo strumento fino al raggiungimento dell'angolo target. L'angolo target viene misurato dall'avvio della fase.
A: svita all'angolo
In questa fase, lo strumento viene azionato con velocità "n" in direzione indietro fino al raggiungimento dell'angolo target. L'angolo target viene misurato dall'avvio della fase.
Questa fasa non è supportata per utensili configurati con Accessorio riduttore anteriore (GFA) di tipo aperto.
Parametri
Parametro | Descrizione |
|---|---|
Angolo target | L'obiettivo dell'angolo. Deve essere > 0. |
Velocità | Predefinito: 60 giri/min. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Aumento della velocità | Se il tipo di rampa di velocità è manuale, si apre questo campo. Predefinito: 500 giri/s. |
Freno (Valido solo per Power Focus 6000 serraggio sincronizzato, Power Focus 8 serraggio sincronizzato e Flex). | Se On, lo strumento verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare lo strumento. |
A | Angolo finale |
Micro-video
C: frizione
Utensili |
|---|
BCV BCP |
La fase avvierà lo strumento con la velocità programmata in avanti fino al rilascio della frizione. Una volta che lo strumento segnala il rilascio della frizione, la fase viene terminata con lo stato OK.
Un programma di serraggio che utilizza la fase della frizione non può disporre di alcun altra fase assegnata.
Questo passaggio è valido solo per gli utensili a frizione BCV-RE e BCP-RE.
Parametro | Descrizione |
|---|---|
Controllo velocità | Una o due velocità |
Velocità finale | Imposta la velocità finale del programma [giri/min] |
Incremento della velocità | Interruttore con cui è possibile scegliere l'incremento della velocità [Rigida, Morbida] |
Riserraggio | Rilevamento del riserraggio impostato su On o Off. |
Angolo di riserraggio | Imposta l'angolo di riserraggio [°] |
CL: rilascio frizione
Utensili |
|---|
BCV BCP |
La fase avvierà lo strumento con la velocità programmata in direzione inversa fino al rilascio del grilletto dello strumento.
Non è possibile assegnare altre fasi ai programmi di allentamento che utilizzano la fase Frizione.
Questo passaggio è valido solo per gli utensili a frizione BCV-RE e BCP-RE.
Parametro | Descrizione |
|---|---|
Finale | Imposta la velocità del programma [giri-min] |
DI. Esegui fino all'ingresso digitale
Utensili |
|---|
ES STR SL ST SR QST |
Questa procedura avvia lo strumento nella direzione definita dal parametro Direzione, fino all'input specificato da Ingresso digitale alto o basso, a seconda del valore di Condizione di arresto.
Parametro | Descrizione |
|---|---|
Senso di rotazione | Avanti o indietro |
Ingresso digitale | È possibile selezionare uno dei seguenti ingressi digitali locali sul controller:
|
Freno (Valido solo per Power Focus 6000 serraggio sincronizzato, Power Focus 8 serraggio sincronizzato e Flex). | Se On, lo strumento verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare lo strumento. |
Condizione di arresto |
|
Velocità (giri/min) | Predefinito: 60 giri/min. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Aumento della velocità | Disponibile se Tipo di rampa di velocità è Manuale. Predefinito: 500 giri/s. |
Micro-video
DT: serra a DynaTork
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
Questa fasa non è supportata per utensili configurati con Accessorio riduttore anteriore (GFA) di tipo aperto.
Questa fase avvia lo strumento con velocità in avanti fino a quando la Coppia target viene raggiunta. Lo strumento mantiene costante la posizione attuale alla Percentuale DynaTork della Coppia target durante il Tempo DynaTork.
Per evitare il surriscaldamento dello strumento si raccomanda caldamente di non eseguire mai DynaTork oltre il 40% della coppia massima dello strumento.
Parametro | Descrizione |
|---|---|
Coppia target | L'obiettivo della coppia. Deve essere > 0. |
Tempo DynaTork | Il tempo in cui DynaTork sarà attivo. |
Percentuale DynaTork | La percentuale di Coppia target. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Aumento della velocità | Se il tipo di rampa di velocità è manuale, si apre questo campo. Predefinito: 500 giri/s. |
Velocità (giri/min) | Predefinito: 60 giri/min. |
Freno (Valido solo per Power Focus 6000 serraggio sincronizzato, Power Focus 8 serraggio sincronizzato e Flex). | Se On , lo strumento verrà arrestato una volta raggiunto il target. Se Off , il programma passa direttamente alla fase successiva senza arrestare lo strumento. |
A | Coppia target |
B | Livello di coppia mantenuto durante il tempo di DynaTork |
C | Percentuale di Ts |
D | Percentuale di Ts |
E | Livello di coppia mantenuto durante il tempo di DynaTork |
F | Tempo DynaTork |
Micro-video
E: innesta
Utensili |
|---|
ES STR SL ST SR QST IXB |
Questo passaggio non è supportato dagli utensili configurati con attacco frontale a ingranaggi (GFA) di tipo aperto.
Questa fase avvia lo strumento in entrambe le direzioni fino all'innesto della vite nell'attacco. La fase continua fino al raggiungimento della Coppia target o Angolo target, purché Continuare se non innestato sia impostato su Sì. Se l'angolo target è raggiunto in ogni direzione, la direzione viene invertita. Limita le iterazioni di ricerca con l'inserimento di Max tentativi di innesto. Se viene raggiunta la coppia target in qualsiasi direzione la fase finisce con lo stato OK .
Micro-video
Ext - Risultato esterno
Utensili |
|---|
ES STR SL ST SR QST STB IXB BCP BCV Utensile esterno |
Risultato esterno è una strategia impiegata quando viene indicato un serraggio OK da un segnale digitale esterno (e non dai valori di coppia o angolo misurati durante il serraggio). È possibile fornire questo segnale esterno usando qualsiasi mezzo in grado di inviare un segnale digitale al controller (es. bus I/O).
Quando il segnale viene inviato, la pagina Risultati (dati inseriti) mostrerà il valore del parametro target fornito nel programma di serraggio (valore di coppia specificato, valore dell'angolo o stringa di testo). Questi valori (coppia e angolo) non rappresentano i valori effettivi misurati, ma solo il testo inserito.
Parametro | Descrizione |
|---|---|
Coppia <Coppia target> | Valore numerico per il valore di coppia target visualizzato e desiderato. Un segnale potrebbe per esempio venire da Fare clic su avvitatore e visualizzare <Coppia target>. |
Angolo <Angolo target> | Valore numerico per il valore di angolo target visualizzato e desiderato. Un segnale potrebbe per esempio venire da Fare clic su avvitatore e visualizzare <Angolo target>. |
Testo | Stringa alfanumerica per il testo visualizzato e desiderato. Ad esempio: "L'olio è stato cambiato". |
MWR: chiave meccatronica
Utensili |
|---|
MWR |
La chiave meccatronica è una fase specializzata che può essere utilizzata solo in combinazione con la chiave meccatronica (MWR).
Non è possibile utilizzare questa fase in combinazioni con altre. Non è possibile utilizzare limitazioni con questa fase. Per impostazione predefinita, la fase presenta tre monitor: Picco di coppia, Angolo e Clic.
Parametro | Descrizione |
|---|---|
Limite di allentamento | Valore numerico per coppia negativa (ovvero coppia nella direzione di allentamento). A questo punto, il risultato di serraggio è contrassegnato come NOK (direzione falsa di serraggio, allentare) in Nm. |
Dimensione dello strumento | Valore numerico della lunghezza specifica dello strumento del raccordo finale installato su MWR-TA ed espresso in mm. |
Piegatura dello strumento | Valore numerico per lo strumento del raccordo finale installato su MWR-TA ed espresso in °/Nm. |
Finestra dell'angolo di riserraggio | Valore numerico dell'angolo che consente di stabilire se la vite è stata già serrata e se la coppia è stata raggiunta, espresso in °. |
Velocità angolare massima | Valore numerico della velocità massima di serraggio di una vite, espresso in °/s. |
RD: avvitamento
Utensili |
|---|
ES STR SL ST SR QST IXB |
L'avvitamento è la fase di serraggio che va da quando la vite entra nella filettatura fino ad appena prima che la testa della vite tocchi la superficie sottostante e raggiunga il punto sottotesta. La coppia richiesta durante l'avvitamento non contribuisce alla forza di serraggio.
In questa fase, lo strumento viene azionato con la velocità in direzione avanti e, in base al Tipo di avvitamento, coppia e sottotesta il comportamento della fase è il seguente:
Tipo di avvitamento Alla coppia: la fase si arresta quando viene individuata la coppia target specificata.
Tipo di avvitamento Fino alla battuta: il calcolo del gradiente del sottotesta inizia al livello di coppia di attivazione specificato Tt. Se non è impostata alcuna coppia di attivazione, il calcolo del gradiente viene avviato all'inizio della fase.
Il calcolo della pendenza viene effettuato tra due punti angolari distanti Ad gradi e calcolato come: (Tn - Tn-1) / (An - An-1) e non appena due pendenze successive sono più grandi di TSLOPE, viene trovato il punto del sottotesta.
Parametro | Descrizione |
|---|---|
Tipo di avvitamento | Fino alla coppia o al sottotesta. |
Coppia target | Predefinito: "non impostata". Deve essere > 0. |
Velocità | Predefinito: 60 giri/min. Deve essere > 0. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Aumento della velocità | Se il tipo di rampa di velocità è manuale, si apre questo campo. Predefinito: 500 giri/s. |
Coppia di attivazione | Se Tipo di avvitamento è Fino al sottotesta, viene visualizzato il campo Coppia di attivazione. Predefinito: "non impostata". Deve essere > 0. |
Angolo delta | Se Tipo di avvitamento è Fino al sottotesta, viene visualizzato il campo Angolo delta. Predefinito: "0". Deve essere > 0. |
Tasso della coppia | Se Tipo di avvitamento è Fino al sottotesta, viene visualizzato il campo Tasso della coppia. Predefinito: "0". Deve essere > 0. |
Freno (Valido solo per Power Focus 6000 serraggio sincronizzato, Power Focus 8 serraggio sincronizzato e Flex). | Se On, lo strumento verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare lo strumento. |
A | Punto di contatto |
B | Delta angolo |
C | Curva di coppia |
D | Coppia desiderata |
E | Coppia di attivazione |
SR - Rilascio cavità
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
Questo passaggio non è supportato dagli utensili configurati con attacco frontale a ingranaggi (GFA) di tipo aperto.
Questa fase avvia lo strumento con la velocità n nella direzione inversa fino a raggiungere l'angolo target. L'angolo target viene misurato dall'avvio della fase.
È permesso l'utilizzo di questa fase solo come ultima fase del percorso di serraggio di un programma di serraggio multifase. Tuttavia, è possibile aggiungere un punto di sincronizzazione dopo questa fase.
Parametro | Descrizione |
|---|---|
Angolo target | L'obiettivo dell'angolo. Predefinito: 3 gradi, deve essere > 0 |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Aumento della velocità | Se il tipo di rampa di velocità è manuale, si apre questo campo. Predefinito: 500 giri/s. |
Velocità | Predefinito: 60 giri/min. |
SZP: impostazione della posizione zero
Utensili |
|---|
ES STR SL ST SR QST |
Il passo "Imposta posizione zero" invia il segnale di impostazione della posizione zero all'utensile. La posizione viene ripetuta una volta ogni 360 gradi.
Con i passaggi Allentare in posizione zero o Serrare in posizione zero è possibile riportare l'utensile alla posizione zero.
Questo passo non prevede parametri.
La posizione zero è specifica e viene memorizzata con un passo "Imposta posizione zero" o con il segnale "Imposta posizione zero". La posizione viene ripetuta una volta ogni 360 gradi.
T: serra a coppia / Svita a coppia
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
T: serra a coppia
Questo passaggio fa funzionare lo strumento con la velocità programmata in avanti fino a raggiungere la coppia target.
Parametro | Descrizione |
|---|---|
Coppia target | L'obiettivo della coppia. Deve essere > 0. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Velocità | Predefinito: 60 giri/min. Deve essere > 0. |
Aumento della velocità | Se il tipo di rampa di velocità è manuale, si apre questo campo. Predefinito: 500 giri/s. |
Freno (Valido solo per Power Focus 6000 serraggio sincronizzato, Power Focus 8 serraggio sincronizzato e Flex). | Se On, lo strumento verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare lo strumento. |
Micro-video
T: svita alla coppia
Questa fasa non è supportata per utensili configurati con Accessorio riduttore anteriore (GFA) di tipo aperto.
In questa fase, lo strumento viene azionato con la velocità in direzione indietro. Per attivare la fase, la coppia deve superare il 110% della coppia target. La coppia target deve essere impostata su un valore positivo. Dopo aver raggiunto la coppia target, la fase prosegue fino a quando la coppia scende al di sotto della coppia target.
Parametro | Descrizione |
|---|---|
Coppia target | L'obiettivo della coppia. Deve essere > 0. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Velocità | Predefinito: 60 giri/min. Deve essere > 0. |
Aumento della velocità | Se il tipo di rampa di velocità è manuale, si apre questo campo. Predefinito: 500 giri/s. |
Freno (Valido solo per Power Focus 6000 serraggio sincronizzato, Power Focus 8 serraggio sincronizzato e Flex). | Se On, lo strumento verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare lo strumento. |
A | Coppia target |
T&A: serra a coppia e angolo
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
Questa fase di serraggio prevede il funzionamento dell'utensile alla velocità prestabilita in avanti fino al raggiungimento della la coppia target e dell'angolo finale.
La misurazione della coppia parte all'inizio della fase.
Se la coppia di attivazione NON è impostata, la misurazione dell'angolo parte all'inizio della fase.
Se la coppia di attivazione è impostata, la misurazione dell'angolo si avvia non appena raggiunta la coppia di attivazione.
La fase termina quando:
Coppia misurata >= Coppia target (Ts)
E
(Angolo misurato - Angolo misurato alla coppia di attivazione) >= Angolo finale (As).
Parametro | Descrizione |
|---|---|
Coppia target (Ts) | Valore predefinito: 0. |
Angolo finale (As) | Valore predefinito: 0. |
Coppia di attivazione (Tt) | Valore predefinito: NON impostata. Deve essere > 0 e < coppia target (Ts). |
Velocità (n) | Predefinito: 60 giri/min. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. |
Freno (Valido solo per Power Focus 6000 serraggio sincronizzato, Power Focus 8 serraggio sincronizzato e Flex). | Se On, lo strumento verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare lo strumento. |
A | Coppia target |
B | Angolo finale |
A | Coppia target |
B | Coppia di attivazione |
C | Angolo finale |
T|A: serra a coppia o angolo
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
Questa fase di serraggio prevede il funzionamento dell'utensile alla velocità prestabilita in avanti fino al raggiungimento della coppia target o dell'angolo finale.
La misurazione della coppia parte all'inizio della fase.
Se la coppia di attivazione NON è impostata, la misurazione dell'angolo parte all'inizio della fase.
Se la coppia di attivazione è impostata, la misurazione dell'angolo si avvia non appena raggiunta la coppia di attivazione.
La fase termina quando:
Coppia misurata >= Coppia target (Ts)
O
(Angolo misurato - Angolo misurato alla coppia di attivazione) >= Angolo finale (As).
Parametro | Descrizione |
|---|---|
Coppia target (Ts) | Valore predefinito: 0. |
Angolo finale (As) | Valore predefinito: 0. |
Coppia di attivazione (Tt) | Valore predefinito: NON impostata. Deve essere > 0 e < coppia target (Ts). |
Velocità (n) | Predefinito: 60 giri/min. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. |
Freno (Valido solo per Power Focus 6000 serraggio sincronizzato, Power Focus 8 serraggio sincronizzato e Flex). | Se On, lo strumento verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare lo strumento. |
A | Coppia target |
B | Angolo finale |
A | Coppia target |
B | Coppia di attivazione |
C | Angolo finale |
T+A: serra a coppia più angolo
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
Questa fase avvia lo strumento fino al raggiungimento della coppia target. Da questo punto continua a eseguire un angolo target aggiuntivo.
Parametro | Descrizione |
|---|---|
Coppia target | L'obiettivo della coppia. Deve essere > 0. |
Angolo target | L'obiettivo dell'angolo. Deve essere > 0. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Aumento della velocità | Se il tipo di rampa di velocità è manuale, si apre questo campo. Predefinito: 500 giri/s. |
Velocità | Predefinito: 60 giri/min. |
Freno (Valido solo per Power Focus 6000 serraggio sincronizzato, Power Focus 8 serraggio sincronizzato e Flex). | Se On, lo strumento verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare lo strumento. |
A | Coppia target |
B | Angolo finale |
TC: calibrazione coppia
Utensili |
|---|
QST |
Questa fase è supportata solo per gli utensili a trasduttore multiplo.
Nella fase Calibrazione coppia, l'utensile viene azionato con la velocità specificata nella direzione avanti finché non viene raggiunta la coppia target.
Parametro | Descrizione |
|---|---|
Coppia target | Deve essere > 0. |
Velocità | Deve essere > 0. Predefinito: 60 giri/min. |
Trasduttore | Coppia o Coppia 2. Predefinito: Coppia. Impostare Coppia 2 per calibrare il trasduttore anteriore. |
Freno adattivo (Valido solo per Power Focus 6000 serraggio sincronizzato, Power Focus 8 serraggio sincronizzato e Flex). | Se On , lo strumento verrà arrestato una volta raggiunto il target. Se Off , il programma passa direttamente alla fase successiva senza arrestare lo strumento. |
ThCT: spanatura a coppia
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
La funzione Filettatura a coppia consente di eseguire il serraggio quando la coppia di avvitamento richiesta è maggiore della coppia di avvitamento completo, ad esempio per il serraggio di strati sottili di metallo tramite viti auto-filettanti. Lo strumento viene eseguito nella direzione in avanti fino al raggiungimento dell' Angolo di filettatura (Aw). La finestra angolo di filettatura viene misurata da quando la coppia supera la coppia di attivazione filettatura (Tt) per la prima volta. Dal punto in cui si raggiunge l'angolo di filettatura, continuerà l'esecuzione della fase fino al raggiungimento della coppia target (Ts).
Parametro | Descrizione |
|---|---|
Coppia target | Deve essere > 0. |
Finestra angolo di filettatura | Predefinito: 0. Deve essere > 0. |
Coppia di attivazione | La misurazione dell'angolo inizia da questo trigger. |
Velocità | Predefinito: 60 giri/min. Deve essere > 0. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Freno (Valido solo per Power Focus 6000 serraggio sincronizzato, Power Focus 8 serraggio sincronizzato e Flex). | Se On, lo strumento verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare lo strumento. |
A | Coppia target |
B | Coppia di attivazione |
C | Finestra angolo di filettatura |
TPT: stringi a coppia / svita a coppia TensorPulse
Utensili |
|---|
STR IXB |
Prima di usare la fase di serraggio/svitamento TensorPulse, è necessario installare sul controller i seguenti tipi di licenze:
Strategie a bassa reazione
TensorPulse valida solo per gli utensili seguenti: ETV-STR61-100-13, ETV-STR61-70-13, ETV-STR61-50-10, ITB-P.
Questa fase non è supportata per utensili configurati con Accessorio riduttore anteriore (GFA) di tipo aperto o chiuso.
Serraggio a coppia TensorPulse
Questa fase genera impulsi di serraggio in avanti fino al raggiungimento della coppia target.
Svitamento a coppia TensorPulse
Questa fase genera impulsi di serraggio invertiti, fino ad arrivare sotto la coppia desiderata.
Se si attiva la fase di serraggio/svitamento TensorPulse, usare la bussola/adattatore PulseDrive necessari.
Se si attiva la fase di serraggio/svitamento TensorPulse senza la bussola/adattatore PulseDrive, tutti i serraggi risulteranno NOK. L'errore della fase "Presa/adattatore PulseDrive non rilevato" viene visualizzato in assenza di una presa/un adattatore PulseDrive.
Parametro | Descrizione |
|---|---|
Target di coppia: Ts | La coppia target deve essere compresa tra 0 e la coppia massima dello strumento. |
Energia dell'impulso: Pe | L'energia dell'impulso consente di controllare la quantità di energia e corrente presente in ciascun impulso. L'energia d'impulso deve essere compresa tra 10% e 100%. |
Fattore di messa a punto della forza di reazione | Il fattore di calibrazione forza di reazione si usa per regolare la forza di reazione durante la fase TensorPulse. Si tratta dell'energia che muove l'utensile nel senso opposto dopo ogni impulso. Il fattore di regolazione forza di reazione deve essere compreso tra 0 e 100%. |
Nella traccia, l'inversione dell'angolo implica che l'utensile ruoterà all'indietro per abilitare gli impulsi, ma la testa del bullone non ruoterà necessariamente all'indietro a causa della bussola/dell'adattatore PulseDrive.
TrR: svita a rilascio grilletto
Utensili |
|---|
ES STR SL ST SR STB IXB |
Questo passaggio non è supportato dagli utensili configurati con attacco frontale a ingranaggi (GFA) di tipo aperto.
Questa fase prosegue nella direzione inversa fino a quando il grilletto dello strumento viene rilasciato (allentato). Utilizzabile solo come ultima fase di un programma.
Per gli strumenti STB, questa fase è applicabile solo per i programmi di allentamento.
Parametro | Descrizione |
|---|---|
Velocità | Valore numerico per la velocità di rotazione in giri/min. |
Tipo di rampa velocità | Elenco delle opzioni in cui è possibile scegliere la crescita della velocità (Rigido, Morbido, Manuale) |
TTTR: serraggio a rilascio grilletto
Utensili |
|---|
ES STR SL ST SR STB IXB |
Questa fase viene eseguita fino al rilascio del grilletto dello strumento (serraggio). Utilizzabile solo come ultima fase di un programma di serraggio.
Parametro | Descrizione |
|---|---|
Velocità | Valore numerico per la velocità di rotazione in giri/min. |
Tipo di rampa velocità | Elenco delle opzioni in cui è possibile scegliere la crescita della velocità (Rigido, Morbido, Manuale) |
W: attendi
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
In questa fase lo strumento attende che la condizione Tipo di attesa venga soddisfatta. Lo strumento non ruota durante l'attesa, ma è possibile specificare la condizione di sospensione.
Parametro | Descrizione |
|---|---|
Tipo di attesa |
|
Tempo di attesa | Numero di secondi in cui l'utensile rimarrà fermo, valido solo quando Tempo è selezionato come Tipo di attesa. |
Condizione di sospensione |
|
WP: produzione della chiave
Utensili |
|---|
STwrench |
Strategia utilizzata per il test della qualità del serraggio con STwrench.
Parametro | Descrizione |
|---|---|
Strategia di controllo | Il Produzione chiavi è un tipo di fase che può essere configurato con le seguenti strategie di controllo.
|
In base alla strategia di controllo selezionata, verrà visualizzata una combinazione di alcuni dei parametri elencati di seguito.
Parametri | Descrizione |
|---|---|
Coppia target | Definisce la coppia target per la fase di serraggio. |
Misura la coppia a | Specifica dove verrà misurata la coppia. Scegliere tra Coppia massima o Angolo di picco.
|
Limite di ricerca dell'angolo | Questo è un offset utilizzato per impostare il valore del risultato della coppia per un serraggio. Misurare la coppia a deve essere impostato su Angolo di picco affinché questo parametro sia disponibile. |
Tempo di rotazione cricchetto | Il valore numerico predefinito per il tempo di rotazione cricchetto è 5000 ms. Ciò consente all'operatore di rilasciare la coppia per un breve tempo e di ricaricare durante le operazioni di serraggio. Se Tempo di rotazione cricchetto viene superato, il risultato del serraggio viene contrassegnato come NOK con il motivo "Timeout di serraggio". |
Tempo di fine ciclo | Valore numerico in ms per indicare il tempo di fine ciclo. Viene applicato quando la coppia scende al di sotto del completamento dell'avvitamento |
Coefficiente di correzione coppia | Il parametro viene utilizzato per correggere la lettura della coppia quando si utilizza un'estensione o un moltiplicatore di coppia sulla chiave. Il valore predefinito è 1. |
Correzione angolo | Il parametro viene utilizzato per correggere la lettura dell'angolo quando si utilizza un'estensione o un moltiplicatore di coppia sulla chiave. Il valore predefinito è 0. |
Angolo finale | Definisce l'angolo finale per la fase di serraggio. |
Rilevamento riserraggio | On o Off. Il rilevamento riserraggio può essere utilizzato per determinare quando un serraggio è un riserraggio in base all'impostazione del limite dell'angolo. Limite angolo per riserraggio è abilitato se Direzione riserraggio è impostato su On. |
Coefficiente di pendenza lineare | Il coefficiente di pendenza lineare caratterizza la rigidità articolare nella parte lineare della curva, come pendenza di coppia/angolo nell'unità di misura Nm/Deg. |
Valore di compensazione | Scegliere tra Coppia media e Coppia massima. Il valore di compensazione specifica in modo in cui verrà calcolato il PVT. Coppia media: il PVT si baserà su una media calcolata utilizzando quanto segue:
Coppia massima: il PVT si baserà sul valore di picco misurato prima del rilevamento del sottotesta. |
Ritardo monitoraggio | Il calcolo PVT non inizierà prima del superamento di questa finestra e inizia all'avvio del serraggio. |
Intervallo PVT | Impostare per il numero di gradi calcolare la finestra PVT, a partire dal punto di distanza PVT. |
Distanza PVT | Impostare il numero gradi prima che il sottotesta del sistema debba avviare la finestra PVT. |
Coppia prevalente min | Limite minimo della coppia prevalente. |
Coppia prevalente max | Limite massimo della coppia prevalente |
Micro-video
WQ: qualità della chiave
Utensili |
|---|
STwrench |
Strategia utilizzata per il test della qualità del serraggio con STwrench.
Parametro | Descrizione |
|---|---|
Strategia di controllo | La strategia Qualità chiave può essere configurata con le seguenti strategie di controllo.
|
In base alla strategia di controllo selezionata, verrà visualizzata una combinazione di alcuni dei parametri elencati di seguito.
Parametri | Descrizione |
|---|---|
Tempo di rotazione cricchetto | Il valore numerico predefinito per il tempo di rotazione cricchetto è 5000 ms. Ciò consente all'operatore di rilasciare la coppia per un breve tempo e di ricaricare durante le operazioni di serraggio. Se Tempo di rotazione cricchetto viene superato, il risultato del serraggio viene contrassegnato come NOK con il motivo "Timeout di serraggio". |
Coefficiente di correzione coppia | Il parametro viene utilizzato per correggere la lettura della coppia quando si utilizza un'estensione o un moltiplicatore di coppia sulla chiave. Il valore predefinito è 1. |
Correzione angolo | Il parametro viene utilizzato per correggere la lettura dell'angolo quando si utilizza un'estensione o un moltiplicatore di coppia sulla chiave. Il valore predefinito è 0. |
Angolo finale | Definisce l'angolo finale per la fase di serraggio. |
Rilevamento riserraggio | On o Off. Il rilevamento riserraggio può essere utilizzato per determinare quando un serraggio è un riserraggio in base all'impostazione del limite dell'angolo. Limite angolo per riserraggio è abilitato se Direzione riserraggio è impostato su On. |
Coefficiente di pendenza lineare | Il coefficiente di pendenza lineare caratterizza la rigidità articolare nella parte lineare della curva, come pendenza di coppia/angolo nell'unità di misura Nm/Deg. |
Y: serra a rendimento
Utensili |
|---|
ES STR SL ST SR QST IXB |
Questa strategia esegue lo strumento alla velocità nella direzione in avanti fino al rilevamento del punto di rendimento. Il punto di rendimento è rilevato monitorando il gradiente della coppia dal punto in cui la coppia supera il livello della Coppia di attivazione, calcolato sulla base delle misure della distanza coppia e angolo. Il parametro della distanza angolo è impostato secondo la rigidità specificata della giuntura.
Impostare la Finestra angolo gradiente (per giuntura rigida, giuntura elastica o impostazione manuale della finestra angolo). Se si seleziona Manuale , è necessario impostare la Finestra angolo . Una giuntura è considerata Rigida se la vite è serrata alla coppia completa e ruota di 30 gradi (o meno) dopo essere stata serrata al punto sottotesta. Una giuntura Elastica ruota di 720 gradi o più una volta serrata al punto sottotesta. Il parametro di rigidità definisce la Finestra angolo per il calcolo del gradiente. Più la giuntura è rigida, più la finestra angolo è piccola.
Parametro | Descrizione |
|---|---|
Finestra angolo gradiente | Specifica la Finestra angolo:
|
Finestra angolo | Disponibile quando Finestra angolo gradiente è impostata su Manuale. Deve essere > 0 e <= 100. |
Coppia di attivazione | La misurazione dell'angolo inizia da questo trigger. Deve essere >= 0 e < coppia max strumento. |
Smorzamento | Frequenza con cui viene calcolato il gradiente. Deve essere > 0 e < 100 e < Finestra angolo. |
Percentuale del punto di rendimento | Deve essere >= 20% |
Velocità | Predefinito: 60 giri/min. Deve essere > 0. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Tipo di filtro di coppia | Il tipo di filtro:
|
Frequenza di taglio | Deve essere specificata quando Tipo di filtro di coppia è impostato su Passa basso:
|
Numero di campioni | Deve essere specificata quando Tipo di filtro di coppia è impostato su Media scorrevole:
|
Freno (Valido solo per Power Focus 6000 serraggio sincronizzato, Power Focus 8 serraggio sincronizzato e Flex). | Se On, lo strumento verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare lo strumento. |
A | Gradiente picco |
B | Punto di snervamento |
C | Punto di disattivazione |
D | Distanza angolo |
E | Coppia di attivazione |
YM2: serraggio a rendimento Metodo 2
Utensili |
|---|
QST |
Questa fase aziona lo strumento alla velocità specificata nella direzione avanti fino al rilevamento del punto di rendimento.
La ricerca del punto di rendimento inizia quando viene raggiunta la coppia Tt. La media della coppia sopra i gradi Af viene calcolata. Questa procedura si ripete N rs volte.
Una pendenza di riferimento viene calcolata con regressione lineare sui punti N rs. Successivamente, i nuovi valori medi vengono calcolati continuamente su A f gradi.
La pendenza effettiva viene calcolata con la regressione lineare rispetto gli ultimi punti medi di Ns. Il punto di rendimento viene raggiunto quando la pendenza è inferiore a Py % della pendenza di riferimento.
Parametro | Descrizione |
|---|---|
Coppia target | Deve essere > 0. |
Angolo del filtro | Predefinito: 1. Deve essere > 0. |
Numero di campioni | Predefinito: 6. Deve essere >= 4. |
Numero di campioni pf, riferimento | Predefinito: 6. Deve essere >= 4. |
Percentuale punto di rendimento | Predefinito: 90%. Deve essere >20%. |
Velocità | Predefinito: 60 giri/min. Deve essere > 0. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Aumento della velocità | Se il tipo di rampa di velocità è manuale, si apre questo campo. Predefinito: 500 giri/s. |
Freno (Valido solo per Power Focus 6000 serraggio sincronizzato, Power Focus 8 serraggio sincronizzato e Flex). | Se On, lo strumento verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare lo strumento. |
A | Coppia di attivazione |
B | Numero di campioni, rif. |
C | Curva reale |
D | Numero di campioni |
E | Curva di riferimento |
F | Angolo del filtro |
ZP: allentamento in posizione zero
Utensili |
|---|
ES STR SL ST SR QST |
Questa fase fa girare l'utensile alla velocità (N) nella direzione opposta a quella di marcia, fino a raggiungere la posizione zero. Se l'angolo totale di rotazione necessario per raggiungere la posizione zero è inferiore a quello minimo (Am), la rotazione continuerà per un'altra rivoluzione di 360 gradi.
La posizione zero è specifica e viene memorizzata con un passo "Imposta posizione zero" o con il segnale "Imposta posizione zero". La posizione viene ripetuta una volta ogni 360 gradi.
Parametri
Parametro | Descrizione |
|---|---|
Angolo minimo | Angolo minimo (Am) [°] |
Velocità | Velocità di rotazione (N) [giri/min]. Il valore predefinito è 60 giri/min. |
ZP: serraggio in posizione zero
Utensili |
|---|
ES STR SL ST SR QST |
Questa fase fa girare l'utensile alla velocità (N) nella direzione di avanzamento fino a raggiungere la posizione zero. Se l'angolo totale di rotazione necessario per raggiungere la posizione zero è inferiore a quello minimo (Am), la rotazione continuerà per un'altra rivoluzione di 360 gradi.
La posizione zero è specifica e viene memorizzata con un passo "Imposta posizione zero" o con il segnale "Imposta posizione zero". La posizione viene ripetuta una volta ogni 360 gradi.
Parametri
Parametro | Descrizione |
|---|---|
Angolo minimo | Angolo minimo (Am) [°] |
Velocità | Velocità di rotazione (N) [giri/min]. Il valore predefinito è 60 giri/min |
Monitoraggio fase
La disponibilità delle fasi di serraggio, dei monitoraggi e delle restrizioni dipende dalla licenza installata sul controller.
I monitoraggi di fase consentono di verificare l'esecuzione del serraggio secondo le specifiche (es. coppia o limiti angolari). Ogni fase ha monitoraggi obbligatori e monitoraggi opzionali. I monitoraggi obbligatori sono compresi quando si trascina una nuova fase al programma multistep. I monitoraggi opzionali sono flessibili e possono essere posizionati nel programma multistep a seconda delle necessità. Tutte le fasi possono avere fino a quattro monitoraggi ciascuna.
I seguenti monitoraggi sono aggiunti automaticamente ad ogni fase aggiunta al programma di serraggio multistep.
Monitoraggio fase | Fasi applicabili |
|---|---|
Angolo | Tutti |
Coppia di picco | Tutti |
Power Focus 6000 / Power Focus 8 | Power Focus 6000 Serraggio sincronizzato / Power Focus 8 Serraggio sincronizzato | Flex | IxB |
|---|---|---|---|
ST | ST | QST | IxB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IxB | |||
Potenza Focus Connect | |||
XB |
A: angolo
Utensili |
|---|
ES STR SL ST SR QST STB IXB MWR-TA |
Il monitoraggio della fase misura l'angolo massimo raggiunto durante il monitoraggio e verifica che sia compreso tra il limite massimo e il limite minimo.
La misurazione dell'angolo si avvia all'inizio del monitoraggio o, laddove specificato, nel punto in cui la coppia supera la coppa di attivazione per la prima volta durante il monitoraggio.
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Condizione di arresto | Specifica il punto in cui termina la misurazione dell'angolo:
| Spegnimento |
Coppia di attivazione | La misurazione dell'angolo inizia da questo trigger. Limite minimo: deve essere >= 0 Limite massimo: deve essere < coppia massima dell'utensile | Non impostato |
Limite minimo | L'angolo minimo accettabile. Limite minimo: deve essere >= 0 Limite massimo: deve essere < 9 999 999 e < limite massimo | Non impostato |
Limite massimo | L'angolo massimo accettabile. Limite minimo: deve essere > 0 e > limite minimo Limite massimo: deve essere < 9 999 999 | Non impostato |
Valori dei risultati
Angolo misurato: l'angolo misurato durante il monitoraggio.
A | Punto di spegnimento | D | Limite altezza angolo |
B | Grilletto coppia | E | Angolo misurato |
C | Limite angolo basso | F | Fase |
A | Coppia massima | E | Limite altezza angolo |
B | Punto di spegnimento | F | Angolo misurato |
C | Grilletto coppia | G | Fase |
D | Limite angolo basso |
A | Punto di spegnimento | D | Limite altezza angolo |
B | Grilletto coppia | E | Angolo misurato |
C | Limite angolo basso | F | Fase |
A | Punto di spegnimento | D | Angolo misurato |
B | Limite angolo basso | E | Fase n. 1 |
C | Limite altezza angolo | F | Passaggio n |
C: corrente
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
Il monitor misura la corrente attuale in qualsiasi punto dopo che la coppia supera la coppia di attivazione. Il risultato sarà il primo picco o valore basso, che ha reso il monitor NOK. In caso di OK, il risultato sarà l'ultimo valore di corrente misurato. Se la coppia di attivazione non viene mai raggiunta durante il monitoraggio, si concluderà con lo stato NOK e nessun valore di misurazione.
Parametro | Descrizione |
|---|---|
Coppia di attivazione | Deve essere >= 0 e < coppia max utensile. |
Limite minimo | La corrente minima accettabile. |
Limite massimo | La corrente massima accettabile. |
Cl: clic
Utensili |
|---|
MWR-T MWR-TA |
Il monitoraggio della fase non è disponibile per gli utensili IxB.
dei clic per abilitare la coppia dei clic e i risultati dell'angolo di clic. Questo monitor non utilizza impostazioni ed utilizzabile solo con la fase MWR.
DT - Coppia delta
Utensili |
|---|
ES STR SL ST SR QST IXB |
Questo monitoraggio fase misura la differenza tra la coppia massima e la coppia minima (cioè la coppia più bassa misurata) e controlla che sia compresa tra i limiti.
Parametro | Descrizione |
|---|---|
Limite massimo | La coppia più alta accettabile. |
Limite minimo | La coppia più bassa accettabile. |
LD: rilevamento di allentamento
Utensili |
|---|
STwrench |
Il monitoraggio della fase è disponibile solo per gli utensili STwrench
Questo monitor controlla coppia e direzione per verificare i tentativi di allentamento durante l'uso della strategia fase Produzione chiavi per un STwrench. Se la coppia applicata è superiore al valore impostato per Limite allentamento nella direzione opposta alla direzione della filettatura configurata del programma, il risultato deve essere riportato come NOK.
LST - Coppia di punti bassi
Utensili |
|---|
ES STR SL ST SR QST IXB |
Questo monitoraggio fase misura la coppia più bassa e controlla che sia compresa tra i limiti.
Parametro | Descrizione |
|---|---|
Limite massimo | La coppia più alta accettabile. |
Limite minimo | La coppia più bassa accettabile. |
Tipo | Specifica la condizione iniziale:
|
Angolo di partenza | Disponibile quando Tipo è impostato per Grilletto angolo. |
MT: coppia media
Utensili |
|---|
ES STR SL ST SR QST IXB |
Questo monitor misura la coppia media durante il monitor e verifica che il valore calcolato rientri nei limiti.
Parametro | Descrizione |
|---|---|
Tipo | Specifica la condizione iniziale:
|
Coppia di attivazione | Disponibile quando Tipo è impostato per Coppia di innesco, Trigger angolo o Finestra angolo. Deve essere >= 0 e < coppia max utensile. |
Grilletto angolo | Disponibile quando Tipo è impostato per Trigger angolo o Finestra angolo. Deve essere > 0. |
Finestra angolo | Disponibile quando Tipo è impostato per Finestra angolo. Deve essere > 0.
|
Intervallo di tempo | Disponibile quando Tipo è impostato per Intervallo di tempo. Deve essere > 0. |
Limite minimo | La coppia più bassa accettabile. |
Limite massimo | La coppia più alta accettabile. |
PC: conteggio impulsi
Utensili |
|---|
STR |
Il monitoraggio della fase è disponibile solo per i seguenti utensili:
ETV-STR61-100-13
ETV-STR61-70-13
ETV-STR61-50-10
Prima di utilizzare il monitoraggio della fase Conteggio impulsi, installare sul controller la licenza Strategie a bassa reazione.
Questo monitor misura il numero di impulsi e conferma se è compreso tra il limite basso e alto del conteggio degli impulsi.
Se il livello di coppia di attivazione è impostato, il controllo inizia quando la coppia misurata è superiore alla coppia di attivazione.
Se si esegue una fase di serraggio con il monitor di fase Conteggio impulsi, utilizzare la presa/l'adattatore PulseDrive adatti allo scopo.
Se la fase di serraggio viene eseguita senza la presa/l'adattatore PulseDrive, tutti i serraggi saranno NOK. L'errore della fase "Presa/adattatore PulseDrive non rilevato" viene visualizzato in assenza di una presa/un adattatore PulseDrive.
Parametro | Descrizione |
|---|---|
Limite alto conteggio impulsi: n + | I limiti del conteggio degli impulsi consentono di determinare se il numero di impulsi misurato è OK o NOK.
Il limite alto del conteggio degli impulsi deve essere compreso tra 1 e 9999999. Esso deve essere maggiore o uguale al limite basso del conteggio degli impulsi. |
Limite basso conteggio impulsi: n- | I limiti del conteggio degli impulsi consentono di determinare se il numero di impulsi misurato è OK o NOK.
Il limite basso del conteggio degli impulsi deve essere compreso tra 1 e 9999999. Deve essere inferiore o uguale al limite alto del conteggio degli impulsi. |
Coppia di attivazione: Tt | La coppia di attivazione deve essere compresa tra 0 e la coppia massima dell'utensile. |
PrT: coppia prevalente
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
Il monitor calcola il valore di coppia prevalente nella Lunghezza finestra e controlla che sia entro i limiti di coppia. La finestra Angolo inizia ai gradi dell'angolo impostati nell'angolo di inizio in direzione inversa dal punto di spegnimento. Quindi, si estende per i gradi dell'angolo impostati in Lunghezza finestra dell'angolo in direzione inversa. Se l' Angolo di inizio è lasciato in bianco, la finestra angolo inizia al punto di spegnimento. Il valore della coppia prevalente calcolata è il valore medio o il valore di coppia di picco (in base al parametro impostato dall'utente) durante la lunghezza finestra. Il valore calcolato è salvato come dato di risultato Misura coppia prevalente. Se Compensazione coppia è impostata su On, la coppia prevalente misurata verrà sottratta dai valori del risultato della coppia nelle fasi successive. Ogni valore di compensazione coppia prevalente calcolato in precedenza non sarà più sottratto dai valori di risultato della coppia. Se la compensazione della coppia è impostata su Off, non verrà effettuata alcuna sottrazione nelle fasi successive.
Se l totale della fase è inferiore all'angolo di partenza sommato alla lunghezza della finestra, il monitoraggio riporterà NOK.
La coppia prevalente può essere misurata come media dei valori misurati o alla coppia di picco. Per scegliere tra queste due modalità, impostare il parametro Usa valore su Coppia media (per valori medi) o Coppia di picco (per valore di picco).
Parametro | Descrizione |
|---|---|
Compensazione di coppia | On o off. |
Angolo di partenza | Deve essere > 0 |
Lunghezza finestra | Deve essere >= 0 |
Limite minimo | Deve essere > 0 |
Limite massimo | Deve essere >= 0 |
Usa valore | Coppia media (per valori medi), o Coppia massima (per il valore di picco). |
PT: coppia di picco
Utensili |
|---|
ES STR SL ST SR QST STB IXB MWR-TA MWR-T |
Il monitoraggio della fase misura la coppia massima raggiunta durante il monitoraggio, compresi eventuali superamenti, e controlla che sia compresa tra limite massimo e limite minimo.
Parametro | Descrizione |
|---|---|
Limite minimo | La coppia più bassa accettabile. |
Limite massimo | La coppia più alta accettabile. |
PTCA: angolo filettatura successivo
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
Il monitoraggio della fase misura l'angolo massimo raggiunto durante il monitoraggio e verifica che sia compreso tra il limite massimo e il limite minimo.
Il livello di Coppia di attivazione viene ignorato fino al raggiungimento della fine della Finestra angolo di filettatura . Dopodiché, la misura dell'angolo inizia appena la coppia misurata è oltre la coppia di attivazione.
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Condizione di arresto | Specifica il punto in cui termina la misurazione dell'angolo:
| Spegnimento |
Coppia di attivazione | La misurazione dell'angolo inizia da questo trigger. Limite minimo: deve essere >= 0 Limite massimo: deve essere < coppia massima dell'utensile | 0 |
Limite minimo | L'angolo minimo accettabile. Limite minimo: deve essere >= 0 Limite massimo: deve essere < 9 999 999 e < limite massimo | Non impostato |
Limite massimo | L'angolo massimo accettabile. Limite minimo: deve essere > 0 e > limite minimo Limite massimo: deve essere < 9 999 999 | Non impostato |
Coppia attivazione filettatura | Limite minimo: deve essere >= 0 Limite massimo: deve essere < coppia massima dell'utensile | Non impostato |
Finestra angolo di filettatura | Limite minimo: deve essere >= 0 Limite massimo: deve essere < 9 999 999 | 0 |
Valori dei risultati
Angolo misurato: l'angolo misurato durante il monitoraggio.
A | Punto di spegnimento | E | Limite angolo basso |
B | Grilletto coppia | F | Limite altezza angolo |
C | Angolo filettatura coppia di attivazione | G | Angolo misurato |
D | Finestra angolo di filettatura |
PTCPT: coppia di picco filettatura successivo
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
Misura la coppia massima raggiunta durante il monitoraggio, compresi eventuali superamenti, e controlla che rientri nei limiti di coppia. Tutti i valori di coppia vengono ignorati fino al raggiungimento della fine della Finestra angolo di filettatura .
Parametro | Descrizione |
|---|---|
Coppia attivazione filettatura | Deve essere >= 0 |
Finestra dell'angolo di taglio del filo | Deve essere > 0 |
Limite minimo | Deve essere >= 0 |
Limite massimo | Deve essere > 0 Deve essere > Limite inferiore |
PVTH: post visualizzazione coppia elevata
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
Questo monitor controlla che tutti i valori di coppia in Lunghezza finestra angolare siano inferiori al Limite alto.
La finestra Angolo inizia ai gradi dell'angolo impostati nell'angolo di inizio in direzione inversa dal punto di spegnimento. Quindi, si estende per i gradi dell'angolo impostati in Lunghezza finestra dell'angolo in direzione inversa. Se l'angolo di inizio viene lasciato vuoto, la finestra angolo inizia al punto di spegnimento. I valori di coppia utilizzati nel monitoraggio sono basati sul valore medio della coppia, calcolato con il Numero di campioni. Se l'angolo totale della fase è inferiore all'angolo di partenza più la lunghezza finestra angolo, il monitoraggio riporta NOK.
Parametro | Descrizione |
|---|---|
Angolo di partenza | Deve essere >= 0 |
Lunghezza finestra | Deve essere > 0 |
Numero di campioni | Valore minimo = 1 |
Limite massimo | La coppia più alta accettabile. |
PVTL: coppia post visualizzazione bassa
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
Uguale al monitoraggio Coppia post visualizzazione alta, ma controlla che tutti i valori di coppia nella Lunghezza finestra angolo siano superiori al Limite inferiore.
Parametro | Descrizione |
|---|---|
Angolo di partenza | Deve essere >= 0 |
Lunghezza finestra | Deve essere > 0 |
Numero di campioni | Valore minimo = 1 |
Limite minimo | La coppia più bassa accettabile. |
SOC: corrente di spegnimento
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
Il punto di spegnimento è il punto in cui la fase raggiunge il proprio target. La corrente viene misurata al punto di arresto e verificata in modo da essere compresa tra il limite massimo e limite minimo.
Parametro | Descrizione |
|---|---|
Limite minimo | La corrente minima accettabile. |
Limite massimo | La corrente massima accettabile. |
SOT: coppia di arresto
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
Il punto di spegnimento è il punto in cui la fase raggiunge il proprio target. La coppia viene misurata al punto di arresto e verificata in modo da essere compresa tra il limite massimo e limite minimo.
Parametro | Descrizione |
|---|---|
Limite minimo | La coppia più bassa accettabile. |
Limite massimo | La coppia più alta accettabile. |
SSD: rilevamento avanzamento a scatti
Utensili |
|---|
ES STR SL ST SR QST IXB |
Il monitoraggio delle fasi rileva e segnala gli avanzamenti a scatti durante una fase. Il rilevamento viene eseguito contando il numero di volte in cui la coppia è inferiore al livello del grilletto. Se il numero di volte è superiore al numero massimo di oscillazioni, viene segnalato l'errore di avanzamento a scatti. Il monitoraggio opera in due modalità diverse, Dinamica o Fissa. La differenza tra le modalità consiste nel metodo di calcolo del livello del grilletto.
Coppia dinamica: Il livello del grilletto viene calcolato in modo dinamico come percentuale della coppia di picco della coppia massima attuale raggiunta durante il monitoraggio. Il monitoraggio inizia appena la coppia passa la Coppia di attivazione.
Coppia fissa: IlLivello di attivazione è la Coppia di attivazione specificata dall'utente. In questa modalità non è necessaria la percentuale.
Se la coppia non raggiunge mai la coppia del grilletto, il monitoraggio non viene avviato e viene prodotto uno stato NOK.
Parametro | Descrizione |
|---|---|
Tipo | Specifica il tipo di rilevamento di avanzamento a scatti che verrà eseguito nel rilevamento degli avanzamenti a scatto del monitoraggio. Predefinito: coppia dinamica. |
Percentuale coppia di picco | Predefinito: 80%, deve essere >=10 e < 100. |
Coppia di attivazione | Predefinito: 5, deve essere >= 0 e < coppia massima utensile. |
Numero di oscillazioni massimo | Predefinito: 5, deve essere >= 3 e <20. |
TAW: finestra coppia nell'angolo
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
Il monitoraggio controlla che tutti i valori di coppia nella finestra angolo rientrino nei limiti di coppia.
Parametro | Descrizione |
|---|---|
Coppia di attivazione | Deve essere >= 0 |
Angolo di partenza | Deve essere > 0 |
Lunghezza finestra | Deve essere <= 0 |
Limite minimo | Deve essere >= 0 |
Limite massimo | Deve essere > 0 Deve essere > Limite inferiore |
NOK se la finestra viene superata | Se impostato su Sì, lo stato di questo monitor è NOK se non si raggiunge la fine della finestra dell'angolo. |
TC: calibrazione coppia
Utensili |
|---|
QST |
Il monitoraggio della fase è disponibile solo per gli utensili dotati di trasduttore multiplo.
Il monitoraggio Calibrazione coppia verifica che la coppia massima raggiunta rientri nei limiti di coppia.
Parametro | Descrizione |
|---|---|
Tipo di trasduttore | Coppia o Coppia 2 Impostare su Coppia 2 per il trasduttore anteriore dell'utensile. |
Limite minimo | Deve essere >= 0 |
Limite massimo | Deve essere > 0 Deve essere > Limite inferiore |
TG: gradiente di coppia
Utensili |
|---|
ES STR SL ST SR QST IXB |
Il monitoraggio verifica che il gradiente rientri nel limite.
Parametro | Descrizione |
|---|---|
Finestra angolo gradiente | Specifica la Finestra angolo:
|
Finestra angolo | Disponibile quando Finestra angolo gradiente è impostata su Manuale. Deve essere > 0 e <= 100. |
Controllo del punto finale | Se impostato su Sì, viene controllato che solo il gradiente misurato nel punto di arresto del gradino rientri nei limiti. |
Coppia di attivazione | La misurazione dell'angolo inizia da questo trigger. Deve essere > 0 e < coppia max strumento. |
Smorzamento | Frequenza con cui viene calcolato il gradiente. Deve essere > 0 e < 100 e < Finestra angolo. |
Limite minimo | Gradiente di coppia più basso accettabile. Deve essere >= -100. |
Limite massimo | Massimo gradiente di coppia accettabile. Deve essere > -100 e > limite basso. |
Tipo di filtro di coppia | Il tipo di filtro:
|
Frequenza di taglio | Deve essere specificata quando Tipo di filtro di coppia è impostato su Passa basso:
|
Numero di campioni | Deve essere specificata quando Tipo di filtro di coppia è impostato su Media scorrevole:
|
Distanza angolare | Disponibile quando Controllo del punto finale è impostato su No. Specifica i gradi di inizio del calcolo del gradiente dopo il superamento della coppia di innesco. |
Ti: tempo
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
Misura il tempo trascorso durante il monitoraggio e controlla che rientri nei limiti di tempo. La misura del tempo inizia all'inizio del monitoraggio e, se la coppia di attivazione è specificata, al punto in cui la coppia passa Coppia di attivazione per la prima volta durante il monitoraggio.
Parametro | Descrizione |
|---|---|
Coppia di attivazione | Deve essere >= 0 e < coppia max utensile. |
Limite minimo | Deve essere >= 0 |
Limite massimo | Deve essere > 0 Deve essere > Limite inferiore |
TRD: valore di coppia e deviazione
Utensili |
|---|
ES STR SL ST SR QST IXB |
Il monitoraggio di questa fase misura e controlla il valore di coppia, cioè il rapporto della coppia rispetto all'angolo. Il valore di coppia calcolato viene controllato per assicurarsi che rientri nei limiti del valore di coppia Limite massimo e Limite minimo.
Parametro | Descrizione |
|---|---|
Coppia di attivazione | Coppia del punto di partenza dell'angolo. |
Angolo punto di partenza | Una volta misurato l'angolo del punto di partenza dalla coppia di attivazione, si avvia la misurazione della coppia. |
Angolo punto finale | Punto dell'angolo dove la misurazione della coppia si ferma. |
Coppia punto finale | Coppia dove la misurazione della coppia si ferma. |
Limite minimo | La coppia più bassa accettabile. |
Limite massimo | La coppia più alta accettabile. |
Limite | Deve essere > 0 |
YA: angolo da rendimento
Utensili |
|---|
ES STR SL ST SR QST IXB |
Questo monitoraggio misura l'angolo di picco raggiunto dal punto di rendimento e verifica che l'angolo di picco rientri nei limiti.
Parametro | Descrizione |
|---|---|
Finestra angolo gradiente | Specifica la Finestra angolo:
|
Finestra angolo | Disponibile quando Finestra angolo gradiente è impostata su Manuale. Deve essere > 0 e <= 100. |
Percentuale del punto di rendimento | Deve essere >= 20% |
Coppia di attivazione | La misurazione dell'angolo inizia da questo trigger. Deve essere > 0 e < coppia max strumento. |
Smorzamento | Frequenza con cui viene calcolato il gradiente. Deve essere > 0 e < 100 e < Finestra angolo. |
Limite minimo | L'angolo minimo accettabile. Deve essere >= 0 |
Limite massimo | L'angolo massimo accettabile. Deve essere > 0 |
Tipo di filtro di coppia | Il tipo di filtro:
|
Frequenza di taglio | Deve essere specificata quando Tipo di filtro di coppia è impostato su Passa basso:
|
Numero di campioni | Deve essere specificata quando Tipo di filtro di coppia è impostato su Media scorrevole:
|
Limitazioni fase
La disponibilità delle fasi di serraggio, dei monitoraggi e delle restrizioni dipende dalla licenza installata sul controller.
Per garantire che il serraggio si arresti in caso di eventi inattesi, si possono aggiungere limitazioni al programma di serraggio multifase. Queste limitazioni potrebbero, ad esempio, verificare che una coppia massima non venga raggiunta o che una parte del serraggio multifase non impieghi troppo tempo. Ogni fase ha una serie di limitazioni obbligatorie e limitazioni opzionali. I limiti obbligatori sono compresi quando si trascina una nuova fase al programma multifase. Tutte le fasi possono avere fino a quattro limitazioni ciascuna.
Per il serraggio sincronizzato in Power Focus 6000 e Power Focus 8, è possibile usare punti di sincronizzazione nel programma di serraggio. Quando viene soddisfatta una delle condizioni definite per una limitazione, l'utensile si arresterà immediatamente e il programma passerà al punto di sincronizzazione seguente (valido solo se si usa il serraggio sincronizzato in Power Focus 6000, Power Focus 8 e Flex), o alla fine del programma. Nei controller sprovvisti di serraggio sincronizzato, l'utensile si arresta immediatamente e il programma salta alla fase finale.
Solo per Flex:
Per ciascuna restrizione, selezionare Riparabile = Sì per consentire un nuovo tentativo quando si arresta il serraggio.
Le seguenti limitazioni sono aggiunte automaticamente ad ogni fase aggiunta al programma di serraggio multifase.
Limitazione fase | Fasi applicabili |
|---|---|
Tempo massimo | Tutti tranne Risultato esterno e MWR |
Coppia massima |
|
Angolo massimo |
|
Power Focus 6000 / Power Focus 8 | Power Focus 6000 Serraggio sincronizzato / Power Focus 8 Serraggio sincronizzato | Flex | IxB |
|---|---|---|---|
ST | ST | QST | IxB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IxB | |||
Potenza Focus Connect | |||
XB |
A: angolo massimo
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
Questa limitazione misura l'angolo. Se l'angolo misurato raggiunge il Limite massimo, lo strumento viene arrestato immediatamente. L'angolo viene misurato dall'inizio della limitazione o, laddove specificato, dal punto in cui la coppia supera la coppia di attivazione per la prima volta durante la limitazione.
Parametro | Descrizione |
|---|---|
Coppia di attivazione | Se specificato, questa è la coppia da cui l'angolo è misurato. |
Limite massimo | Se viene raggiunto questo limite lo strumento si ferma immediatamente. |
C: corrente
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
Questa limitazione di fase non è supportata per Power Focus XC.
Questa restrizione controlla la corrente effettiva in cui la coppia passa il trigger della coppia. Se la corrente attuale supera i limiti, l'utensile viene arrestato immediatamente e il programma di serraggio passa al prossimo punto di sincronizzazione o alla fine del programma. Il risultato sarà il primo picco o valore basso, che ha reso il monitor NOK. In caso di OK, il risultato sarà l'ultimo valore di corrente misurato. Se il trigger della coppia non viene mai raggiunto durante la restrizione, il processo terminerà con lo stato OK.
Parametro | Descrizione |
|---|---|
Coppia di attivazione | Deve essere >= 0 e < coppia max utensile. |
Limite minimo | La corrente minima accettabile. |
Limite massimo | La corrente massima accettabile. |
CTh: spanatura
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
Questa limitazione controlla l'angolo dal punto in cui la coppia spera la coppia di inizio (T1) al punto in cui la coppia supera la coppia di fine (T2). Se l'angolo misurato dalla Coppia inziale (T1) è superiore a Limite massimo (Amax), lo strumento viene arrestato immediatamente.
Quando la coppia passa la coppia finale (T2) l'angolo misurato viene verificato rispetto al limite angolo minimo (Amin). Se l'angolo è inferiore a questo limito lo strumento si ferma immediatamente.
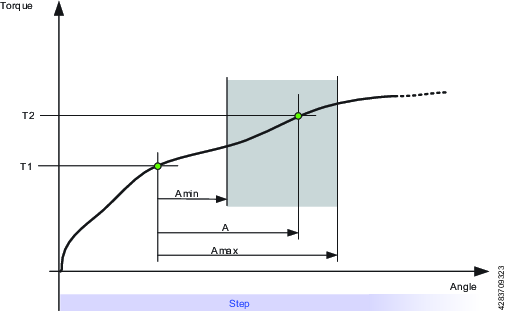
Parametro | Descrizione | Nell'illustrazione |
|---|---|---|
Coppia iniziale | Deve essere <= 0. | T1 |
Coppia finale | Deve essere <= 0. | T2 |
Limite minimo | Il limite minimo dell'angolo. | Amin |
Limite massimo | Il limite massimo dell'angolo. | Amax |
PCH: conteggio impulsi alto
Utensili |
|---|
STR IXB |
Questa limitazione è disponibile solo per i seguenti utensili:
ETV-STR61-100-13
ETV-STR61-70-13
ETV-STR61-50-10
ITB-P
Prima di utilizzare la limitazione Conteggio impulsi, installare sul controller la licenza Strategie a bassa reazione.
Questa restrizione fornisce un limite al numero di impulsi e garantisce che siano inferiori al limite alto del conteggio impulsi specificato.
Se il numero di impulsi misurato è superiore al limite alto del conteggio degli impulsi, l'utensile viene arrestato immediatamente e il programma passa al punto di sincronizzazione successivo o alla fase finale.
Se il livello di coppia di attivazione è impostato, il controllo inizia quando la coppia misurata è superiore alla coppia di attivazione.
Se si esegue una fase di serraggio con la limitazione della fase Conteggio impulsi alto, utilizzare la presa/l' adattatore PulseDrive richiesti.
Se la fase di serraggio viene eseguita senza la presa/l'adattatore PulseDrive, tutti i serraggi saranno NOK. L'errore della fase "Presa/adattatore PulseDrive non rilevato" viene visualizzato in assenza di una presa/un adattatore PulseDrive.
Parametro | Descrizione |
|---|---|
Limite alto conteggio impulsi: n + | Il limite alto del conteggio degli impulsi deve essere compreso tra 1 e 9999999. |
Coppia di attivazione: Tt | La coppia di attivazione deve essere compresa tra 0 e la coppia massima dell'utensile. |
Rh: riserra
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
Questa limitazione controlla la coppa. Se la coppia misurata supera la coppia di rilevamento, l'utensile si arresta immediatamente e il programma passa al punto di sincronizzazione seguente (per Power Focus 6000 serraggio sincronizzato e Power Focus 8 serraggio sincronizzato), o alla fine del programma.
È possibile solo aggiungere la restrizione Riserraggio alla prima fase del programma di serraggio a più fasi. Una volta che la restrizione Riserraggio è stata aggiunta alla prima fase, non sarà possibile spostare la fase in un'altra posizione all'interno del programma di serraggio. La restrizione Riserraggio deve essere eliminata dal primo passaggio per spostarla in un'altra posizione nel programma di serraggio.
Parametro | Descrizione |
|---|---|
Coppia di rilevamento | Se la coppia misurata supera la coppia di rilevamento, l'utensile si arresta immediatamente e il programma passa al punto di sincronizzazione seguente (per Power Focus 6000 serraggio sincronizzato e Power Focus 8 serraggio sincronizzato), o alla fine del programma. Deve essere superiore a zero. |
Finestra angolo | La finestra dell'angolo viene misurata dall'avvio della fase. Se non viene impostata alcuna finestra angolare, la restrizione è attiva durante l'intera fase. |
RT: coppia di annullamento
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
Questa limitazione controlla la coppa. Se la coppia misurata scende sotto la condizione di limitazione, l'utensile si arresta immediatamente e il programma passa al punto di sincronizzazione seguente (per Power Focus 6000 serraggio sincronizzato e Power Focus 8 serraggio sincronizzato), o alla fine del programma.
Processi di controllo della coppia
La condizione di restrizione è la coppia misurata. Per attivare la limitazione, la coppia deve superare il 110% del limite coppia di annullamento.Processi di controllo dell'angolo
Questa restrizione controlla la coppia massima raggiunta durante la restrizione. Per attivare la restrizione, la coppia deve superare la coppia di attivazione.
Parametro | Descrizione |
|---|---|
Limite coppia annullamento | Predefinito: 10 Nm. Deve essere > 0. |
Parametro | Descrizione |
|---|---|
Coppia di attivazione | Deve essere > 0. |
Percentuale coppia di picco | Predefinito: 95. Deve essere >= 50. |
Tempo di eliminazione coppia | Predefinito: 20. Deve essere > 5 e <= 500. |
Coppia di annullamento dell'angolo | Deve essere > 0. |
Gli utensili cablati dispongono dell'opzione per la selezione di Rescindi coppia per angolo. Tale limite è controllato da due parametri: Percentuale di coppia di picco e Tempo di coppia di annullamento. La percentuale imposta la deviazione verso il basso dall'ultima coppia di picco e il Tempo della coppia di annullamento imposta la durata (tra 5 e 500 ms) di tale deviazione. Solo quando entrambe le condizioni (corrispondenti o inferiori alla percentuale indicata per la durata impostata) sono rispettate, il programma verrà interrotto e passerà alla fine.
T: coppia massima
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
Questa limitazione controlla la coppa. Se la coppia misurata supera il Limite massimo lo strumento si ferma immediatamente.
Parametro | Descrizione |
|---|---|
Limite massimo | Se la coppia misurata raggiunte il limite specificato, lo strumento viene arrestato immediatamente. |
TAW: finestra coppia nell'angolo
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
La limitazione controlla che la coppia misurata nella Lunghezza finestra angolo siano entro i Limiti di coppia Se la coppia misurata è fuori dai limiti, lo strumento si ferma immediatamente e il programma salta alla fine. La lunghezza finestra angolo inizia all'angolo di inizio dal punto in cui la coppia ha superato la coppia del grilletto. Se la coppia del grilletto non viene impostata, l'angolo di inizio parte all'inizio della restrizione.
Se la fine della lunghezza finestra angolo non viene raggiunta, lo stato della restrizione sarà NOK.
Parametro | Descrizione |
|---|---|
Coppia di attivazione | Deve essere >= 0 |
Angolo di partenza | Deve essere >= 0 |
Lunghezza finestra | Deve essere > 0 |
Limite minimo | Deve essere >= 0 |
Limite massimo | Deve essere <= Limite minimo |
TCD: deviazione coppia-corrente
Utensili |
|---|
ES STR SL ST SR QST IXB |
La limitazione verifica che tutte le misure correnti convertite nella coppia corrispondente siano alla deviazione massima di distanza dalla coppia effettiva misurata con il trasduttore della coppia. La limitazione inizia quando la coppia raggiunge la coppia del grilletto per la prima volta durante questa fase e resta attiva fino a quando la fase raggiunge il target.
Se non si raggiunge mai la coppia di attivazione, il monitoraggio riporta OK.
Parametro | Descrizione |
|---|---|
Coppia di attivazione | Deve essere >= 0 |
Deviazione massima | Predefinito: 1, deve essere > 0 |
TG: gradiente di coppia
Utensili |
|---|
ES STR SL ST SR QST IXB |
Questa limitazione controlla il gradiente e se è al di fuori dei limiti e lo strumento si ferma immediatamente e il programma passa alla fine.
Parametro | Descrizione |
|---|---|
Finestra angolo gradiente | Specifica la Finestra angolo:
|
Finestra angolo | Disponibile quando Finestra angolo gradiente è impostata su Manuale. Deve essere > 0 e <= 100. |
Coppia di attivazione | Deve essere > 0 e < coppia max strumento. |
Smorzamento | Frequenza con cui viene calcolato il gradiente. Deve essere > 0 e < 100 e < Finestra angolo. |
Limite minimo | Deve essere >= -100. |
Limite massimo | Deve essere > -100 e > limite basso. |
Tipo di filtro di coppia | Il tipo di filtro:
|
Frequenza di taglio | Deve essere specificata quando Tipo di filtro di coppia è impostato su Passa basso:
|
Numero di campioni | Deve essere specificata quando Tipo di filtro di coppia è impostato su Media scorrevole:
|
Ti: tempo massimo
Utensili |
|---|
ES STR SL ST SR QST STB IXB |
Questa limitazione controlla il tempo. Se viene raggiunto il limite massimo, lo strumento si ferma immediatamente.
Parametro | Descrizione |
|---|---|
Limite massimo | Se è trascorso questo tempo, lo strumento viene immediatamente arrestato. |
Reporter dei risultati
I reporter del risultato consentono di estrarre valori specifici del produttore selezionato dal risultato. I reporter dei risultati appartengono a una fase, ma devono essere collegati al monitor/restrizione da cui leggono i valori. È possibile selezionare solo i monitoraggi o le restrizioni situati nella stessa fase del reporter dei risultati. Un reporter dei risultati viene aggiunto a una fase mediante il trascinamento della selezione (come per monitor e restrizioni). Ciascun reporter dei risultati è responsabile della segnalazione di un valore di risultato specifico, ad esempio angolo di avvitatura, coppia finale, coppia prevalente.
È possibile legare un reporter dei risultati a:
monitoraggio programma
monitoraggio fase
limitazioni fase
Ciascun reporter dei risultati definisce un tipo di valore finale:
Angolo finale
Coppia finale
Coppia prevalente
Coppia autofilettante
Corrente
Angolo di serraggio
Numero di impulsi
Parametri generali
Parametro | Descrizione |
|---|---|
Produttore | Specifica quale monitor/restrizione produce il valore. |
Valore | Specifica quale valore visualizzare del produttore selezionato. |
Limitazioni:
È possibile solo aggiungere un reporter dei risultati a un monitor/restrizione appartenente a una fase del percorso principale o a una restrizione del monitor/programma.
Possono coesistere diversi reporter su una fase se di tipo diverso.
Può esistere un reporter dei risultati di, ad esempio, tipo di angolo finale in ogni fase e angolo del monitor programmato.
Per i monitor/le restrizioni dotati di più di un valore di risultato è possibile aggiungere più di un reporter dei risultati, se questi sono di tipi diversi.
Non possono coesistere più reporter dei risultati dello stesso tipo su una fase o su un monitoraggio/una restrizione del programma.
È stato riportato un solo risultato per ciascun tipo di valore finale possibile.
Regole:
Il numero interno di un articolo del risultato deve essere uguale al reporter dei risultati corrispondente.
Il numero interno di un risultato del monitor/della restrizione deve essere uguale al numero interno del monitor/della restrizione nella configurazione.
I risultati del passaggio devono essere ordinati in base all'ordine di esecuzione. Il primo passo eseguito deve essere il primo.
Possibili valori inviati da un reporter dei risultati, se presenti in monitor/limitazione/passaggio:
Il valore misurato del monitor/delle restrizioni (come float o intero)
I limiti alti e bassi di monitor/restrizioni
Stato
Coppia di attivazione e angolo di attivazione
Target angolo e coppia (leggere dal passo)
Valori possibili per lo stato:
Basso
OK
Alto
Altro
Non impostato
I valori target non appartengono a nessun monitor di fase, quindi vengono prelevati dalla fase a cui appartiene il monitor.
Aggiunta di un programma multistep
Nella vista Home, selezionare la scheda Serraggio. Quindi, a sinistra, selezionare Libreria del programma multistep.
Selezionare l'icona "più" nell'angolo in alto a destra della GUI. Quindi, selezionare il tipo di programma richiesto (serraggio o allentamento).
Trascinare le fasi di serraggio, i monitor e le restrizioni nell'area di serraggio.
È possibile inserire le fasi solo tra il punto iniziale e finale del programma, mentre è possibile fare altrettanto per i monitor e le restrizioni solo sulle fasi.
Funzione
Descrizione
Punto iniziale e finale

Punto iniziale e finale del programma multistep. Tutte le fasi devono essere posizionate tra questi due punti.
Aggiungere una fase

Trascinare una fase dalla lista e rilasciarla nella posizione desiderata tra il punto iniziale e quello finale.
Spostare una fase

Tenere premuto il mouse sulla fase e spostarla nella posizione desiderata
Mostrare le proprietà della fase

Fare clic sulla fase per visualizzare le proprietà
Chiudere le proprietà della fase

Fare clic su un qualsiasi punto dell'area di serraggio per chiudere il menu delle proprietà
Eliminare una fase

Aprire le proprietà della fase e fare clic su Elimina in fondo al menu
Aggiungere limitazioni/monitoraggi

Trascinare una limitazione o un monitoraggio dalla lista e rilasciarli sulla fase appropriata.
Spostare limitazione/monitoraggio

Tenere premuta l'icona (segno di spunta per il monitoraggio, segno di stop per la limitazione) e trascinarla sulla fase appropriata
Mostrare le proprietà di limitazioni/monitoraggi

Fare clic sull'icona della limitazione o del monitoraggio per visualizzare il menu delle proprietà
Chiudere le proprietà di limitazioni/monitoraggi

Fare clic su un qualsiasi punto dell'area di serraggio per chiudere il menu delle proprietà
Eliminare limitazioni/monitoraggi

Aprire le proprietà della limitazione o del monitoraggio e fare clic su Elimina in fondo al menu
Errore della fase

Quando in una fase si verifica un errore di convalida, quella fase verrà segnalata. Notare che quando si aprono le proprietà della fase, il parametro che causa l'errore verrà segnalato.
Errore monitoraggio/limitazione

Quando si verifica un errore di convalida in un monitoraggio o in una limitazione, tale monitoraggio o limitazione verranno segnalati. Notare che quando si aprono le proprietà di monitoraggi/limitazioni, il parametro che causa l'errore verrà segnalato.
Posizionamento proibito

Quando un posizionamento particolare (di fase, monitoraggio o limitazione) non è permesso, l'icona segnaposto non viene visualizzata.
Rimozione di un programma multistep
Nella vista Home, aprire la scheda Serraggio e seleziona Libreria programmi multistep nel pannello di sinistra.
Selezionare il programma di serraggio multistep da eliminare dall'elenco.
Scorrere fino alla fine dei parametri del programma selezionati e selezionare Elimina. Verrà visualizzata una finestra di avviso a comparsa
Fare clic su Sì nella finestra di avviso a comparsa per confermare la propria scelta.
Impostazioni per un programma multistep
Impostazioni generali
Parametro | Descrizione |
|---|---|
Nome | Un nome del programma multifase definito dall'utente. |
Direzione del filetto | Direzione della filettatura, in senso orario (CW) o antiorario (CCW). |
Programma di svitatura | Permette di indicare se è disponibile un programma di svitatura. Scegliere dalla lista di programmi di svitatura disponibili nel controller. |
Tipo | Tipo di programma, serraggio o svitatura. |
Avvio del programma | Fornisce il livello di coppia per generare un risultato. Se lasciato vuoto, il risultato è generato ad ogni avvio dell'utensile; altrimenti il risultato è generato solo dal livello di coppia impostato. |
Coppia finale del programma | Fornisce il valore di coppia che termina un serraggio multifase. |
Tempo finale del programma | Fornisce il valore temporale (in secondi) che termina un serraggio multifase. |
Compensazione effettiva dell'angolo | Permette di accendere e spegnere la compensazione effettiva dell'angolo (l'impostazione predefinita è Off). |
NOK su perdita grilletto | NOK su interruttore perdita grilletto verifica se è consentito o meno rilasciare il grilletto dell'utensile prima di raggiungere la condizione desiderata nella fase finale.
|
Messa a punto accessorio
Parametro | Descrizione |
|---|---|
Utilizza messa a punto accessorio | Selezionare se attivare o meno la messa a punto degli accessori. |
Rapporto di riduzione | Il valore del rapporto di trasmissione può essere compreso tra 0,5 e 100,0. |
Messa a punto efficienza | Il valore di messa a punto dell'efficienza può essere compreso tra 0,5 e 1,0. |
Senso di rotazione invertito | Impostazione che consente l'inversione della direzione di rotazione.
|
Monitor programma
Parametro | Descrizione |
|---|---|
Abilitato | Permette di accendere o spegnere il monitoraggio angolare per l'intero programma. Se Attivo in fasi e Coppia di attivazione sono lasciati vuoti, il monitoraggio angolare inizierà all'avvio del programma. |
Attivo in fasi | Imposta un intervallo di passi per cui questo monitoraggio è valido:
|
Tipo | Tipo di monitoraggio angolare. Scegliere tra:
|
Coppia di attivazione | Imposta il valore della coppia di attivazione per il monitoraggio angolare. Per gli utensili STB, la coppia di attivazione sarà attivata solo nella direzione di serraggio quando si esegue un programma di serraggio; e solo nella direzione di svitatura quando si esegue un programma di svitatura. |
Limite minimo | Imposta il limite inferiore del monitoraggio angolare (programma). |
Limite massimo | Imposta il limite superiore del monitoraggio angolare (programma). |
Parametro | Descrizione |
|---|---|
Abilitato | Permette di accendere o spegnere il monitoraggio angolare per l'intero programma. Se Attivo in fasi viene lasciato vuoto, il monitoraggio della coppia inizierà all'avvio del programma. |
Attivo in fasi | Imposta un intervallo di passi per cui questo monitoraggio è valido:
|
Tipo | Tipo di monitoraggio angolare:
|
Limite minimo | Imposta il limite inferiore del monitoraggio della coppia (programma). |
Limite massimo | Imposta il limite superiore del monitoraggio della coppia (programma). |
Parametro | Descrizione |
|---|---|
Abilitato | Permette di accendere o spegnere il monitoraggio del tempo per l'intero programma. Il monitor verifica che il tempo rientri nei limiti specificati. |
Attivo in fasi | Imposta un intervallo di passi per cui questo monitoraggio è valido:
|
Coppia di attivazione | Imposta il valore della coppia di innesco a cui far iniziare questo monitoraggio. |
Limite minimo | Imposta il limite inferiore del monitoraggio del tempo (programma). |
Limite massimo | Imposta il limite superiore del monitoraggio del tempo (programma). |
Limitazioni programma
Parametro | Descrizione |
|---|---|
Limite di tempo massimo | Impostare la durata in secondi. Tale limitazione controlla la durata totale del serraggio e se supera il limite di tempo massimo lo strumento si ferma immediatamente. La durata viene misurata dall'inizio del programma. |
Limite di coppia massima | Tale limitazione controlla la coppia e se la coppia misurata supera il limite di coppia massima lo strumento si ferma immediatamente. |
Parametro | Descrizione |
|---|---|
Abilitato | Permette di accendere o spegnere la restrizione angolare per l'intero programma. Questa restrizione controlla che l'angolo rientri nei limiti dell'angolo specificato. |
Attivo in fasi | Imposta un intervallo di passi per cui questa restrizione è valida:
|
Coppia di attivazione | Imposta il valore della coppia di innesco a cui far iniziare questa restrizione. |
Limite massimo | Imposta il limite massimo della limitazione dell'angolo (programma). |
Parametro | Descrizione |
|---|---|
Abilitato | Attiva o disattiva la restrizione del tempo per l'intero programma. Questa restrizione controlla che il tempo rientri nei limiti di tempo specificati. |
Attivo in fasi | Imposta un intervallo di passi per cui questa restrizione è valida:
|
Coppia di attivazione | Imposta il valore della coppia di innesco a cui far iniziare questa restrizione. |
Limite massimo | Imposta il limite massimo del limite di tempo (programma). |
Reporter
Ciò consente all'utente di scegliere i valori (da monitor/restrizioni) da visualizzare come valori finali. Fare clic su Aggiungi per scegliere un reporter di risultati da associare a un monitor di programma/valore di restrizione.
Parametro | Descrizione |
|---|---|
Reporter | Selezionare un reporter dei risultati. |
Produttore | Selezionare il monitor o la restrizione che produce il valore. |
Valore | Selezionare il valore da visualizzare dal produttore selezionato. |
Fattore di correlazione coppia residua
L'impostazione ha validità solo per fasi di serraggio a bassa reazione. Le seguenti fasi sono supportate:
Serraggio a coppia TensorPulse (TPT)
Svitamento a coppia TensorPulse (TPT)
Serraggio a coppia a impulsi (IT)
Svitamento a coppia a impulsi (IT)
Parametro | Descrizione |
|---|---|
Abilitato | Scegliere se il fattore di correlazione coppia residua deve essere On o Off. |
Fattore di correlazione coppia residua | Il valore può essere tra 50 e 150. |
Configurazione della traccia
La configurazione della traccia può essere effettuata sul livello di programma o per ogni fase. La configurazione predefinita è impostata sul livello di programma e può essere sovrascritta in ogni fase secondo necessità.
Qui, abilitando questa soluzione, è possibile eseguire la configurazione sul livello di programma.
Parametro | Descrizione |
|---|---|
Abilitato |
|
Tipo di campione |
|
Tempo di campionamento | Scegliere il tempo di campionamento dall'elenco a discesa (0,25 - 1000 ms) |
Angolo campione | Scegliere l'angolo di campionamento dall'elenco a discesa (0,25-20 gradi) |
Convalida
Parametro | Descrizione |
|---|---|
Convalida rispetto ai valori dello strumento | Utilizzare On se lo strumento è conosciuto e impostare Coppia massima e Velocità massima. Utilizzare Off se non si conosce lo strumento. |
Strumento | Elenco a discesa da cui selezionare l'utensile rispetto a cui effettuare la convalida. |
Coppia massima | Coppia max. dello strumento rispetto a cui convalidare. |
Velocità max. | Velocità max. dello strumento rispetto a cui convalidare. |
Utensili STB e multistep
Dato che gli strumenti STB sono wireless, alcune funzioni e comportamenti multistep potrebbero essere diversi. Oltre ai limiti generali elencati nel presente documento, le descrizioni delle funzioni multistep verranno offerte come ulteriori informazioni sugli utensili STB, se necessario.
Convalida programma
Tutti i programmi di serraggio saranno convalidati in termini di compatibilità con gli strumenti STB prima del download del programma sull'utensile. Se il programma di serraggio scelto non è compatibile con l'utensile, l'utensile sarà bloccato. Quando si verifica questo errore, verrà attivato l'evento 5030 "Complessità configurazione superata".
Per sbloccare l'utensile, ridurre la complessità del programma di serraggio o scegliere un programma di serraggio diverso.
Fasi di configurazione dei passi
I programmi di serraggio del controllore richiedono l'impostazione di parametri per l'esecuzione dei programmi. La selezione di una Strategia e della coppia target o dell'angolo target è obbligatoria. Le altre impostazioni sono facoltative. È inoltre possibile monitorare il serraggio man mano che procede, aggiungendo dei limiti entro i quali la coppia o l'angolo di rotazione devono rimanere.
La procedura di serraggio è suddivisa in quattro fasi: Avvio, abbassamento, serraggio e arresto.
La figura è tipica di come vengono descritti i serraggi. Le curve rappresentano la variazione di velocità, coppia e angolo nel tempo. Tutte le strategie di serraggio sono rappresentate in questo modo. I parametri, i monitoraggi e i limiti sono mostrati anche in figure dettagliate.
Un compito è definito dal momento in cui viene premuto un pulsante fino al raggiungimento dell'obiettivo di serraggio o al verificarsi di un errore.
La combinazione di una strategia di serraggio e di impostazioni specifiche dei parametri costituisce un programma di serraggio.
L'utente può creare diversi programmi di serraggio, uno dei quali viene selezionato in fase di esecuzione.
Fase di avvio
La Fase di avvio opzionale fa iniziare il serraggio, consente di trovare la bussola e il filetto e l'opzione di rilevare i riserraggi.
Senso di rotazione
Direzione definisce la direzione di serraggio dell'alberino in senso orario o antiorario. La rotazione dell'alberino sarà sempre in questa direzione eccetto durante lo svitamento e durante la fase di condizionamento utilizzata nella strategia in Tre fasi .
|
Parametro |
Descrizione |
Valore predefinito |
|---|---|---|
|
Direzione del filetto |
Definisce la direzione di serraggio dell'alberino. |
Senso orario |
Avvio graduale
Durante l’Avvio graduale, è possibile definire la velocità, la coppia massima e l'angolo di rotazione per agevolare l’inserimento della vite nel filetto e per prevenire uno spostamento brusco dello strumento dalla sua posizione quando viene premuto il grilletto dello strumento.
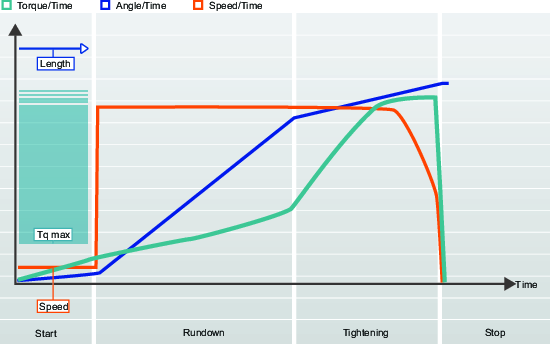
Nome parametro | Descrizione | Valore predefinito |
|---|---|---|
Avvio graduale | Consente di impostare la velocità dell'utensile, l'angolo e la coppia massima per facilitare l'innesto della vite nel filetto. Off: L'avvio graduale è disattivato. On: L'avvio graduale è attivato. | On |
Velocità | Indica la velocità durante l'avvio graduale. | 35 rpm |
Angolo | Indica l'angolo di rotazione del gambo della vite per innestarsi nel filetto. | 90° |
Coppia massima | Indica il limite superiore della coppia esercitata durante l'avvio graduale. Se la Coppia max è superata il serraggio viene interrotto, generando un messaggio di errore. Il serraggio verrà considerato NOK (non OK). | 1,25 Nm |
Rilevamento riserraggio
Quando il Rilevamento riserraggio è attivo, è possibile rilevare una vite già serrata.
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Rilevamento riserraggio | Rileva tentativi di serrare una vite già serrata.
| All'inizio |
Monitoraggio correnti
Il monitoraggio corrente fornisce una maggiore sicurezza per controllare la coppia di serraggio ed è complementare al sensore di coppia nello strumento.
Alla coppia finale, la corrente del rotore viene misurata e convertita in un valore di coppia. Se la coppia calcolata rientra nel 10% della coppia misurata, il serraggio è considerato OK.
Parametro | Descrizione | Predefinito |
|---|---|---|
Parametri di monitoraggio correnti | Interruttore con posizione On - Off.
| OFF |
Il monitoraggio della corrente non è stato implementato per le strategie Turbo Tight, rotazione, impulso e STwrench.
Compensazione TrueAngle
Alcuni strumenti sono dotati di un giroscopio e misurano la rotazione dello strumento durante il serraggio. Se lo strumento viene ruotato durante il serraggio, la misurazione dell'angolo potrebbe non essere corretta. Questo porta a un serraggio errato se effettuato sui riferimenti angolari. Per le variazioni entro limiti ben definiti, il controller può compensare queste rotazioni ed effettuare un serraggio corretto.
Se la rotazione dell'utensile non rientra nei limiti specificati, il serraggio viene annullato e viene segnalato lo stato del risultato NOK. Per ulteriori informazioni, consultare Movimento utensile superato.
Parametro | Descrizione | Predefinito |
|---|---|---|
Compensazione TrueAngle | Disponibile per tutte le strategie di serraggio, eccetto Rotazione. Gli utensili su cui è installato un treppiede come attrezzo non supportano il parametro Compensazione TrueAngle. | On |
Limiti di movimento utensile: negativo | Visibile solo se la compensazione TrueAngle è attiva. Definisce la rotazione negativa massima dello strumento. Se il valore viene superato, il serraggio è terminato e viene segnalato un errore. Espresso in un valore angolare numerico.
| 30 |
Limiti di movimento utensile: positivo | Visibile solo se la compensazione TrueAngle è attiva. Definisce la rotazione positiva massima dello strumento. Se il valore viene superato, il serraggio è terminato e viene segnalato un errore. Espresso in un valore angolare numerico.
| 30 |
Solo gli strumenti con giroscopio sono in grado di misurare il movimento dello strumento.
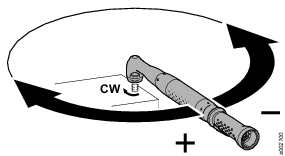
Fase di avvitamento
La fase di serraggio che va da quando la vite entra nella filettatura fino ad appena prima che la testa della vite tocchi la superficie sottostante e raggiunga il punto sottotesta. La coppia richiesta durante l'avvitamento non contribuisce alla forza di serraggio.
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Velocità di avvitatura | Indica la velocità durante la fase di avvitatura | Velocità max. utensile |
Autofilettatura
La fase Autofiletto consente il serraggio quando la coppia di avvitamento richiesta è maggiore della coppia di Avvitamento completo, per esempio per il serraggio di strati sottili di metallo utilizzando viti auto-filettanti. La finestra autofiletto si avvia quando il valore di coppia raggiunge SelftapTorqueMin/2. La coppia deve raggiungere SelftapTorqueMin, ma non superare SelftapTorqueMax, durante la finestra angolo.
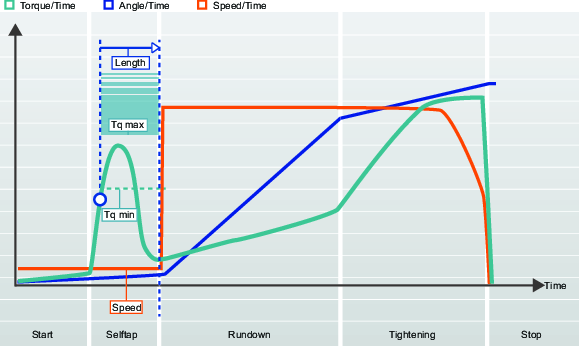
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Autofilettatura | Attiva la fase di autofilettatura. | OFF |
Velocità | Determina la velocità durante l'autofilettatura. | Velocità di avvio graduale o 5% della Velocità max. dell'utensile |
Lunghezza | Determina l'angolo di rotazione della bussola durante l'autofilettatura. Misurato dalla fine della fase di Avvio. | 360° |
Coppia minima | Valore di coppia per il limite inferiore di autofilettatura. | 0 Nm |
Coppia massima | Valore di coppia per il limite superiore di autofilettatura. | Coppia max. utensile |
Limiti della coppia di avvitatura
La frizione tra il dado e il giunto può variare. Questo può causare di conseguenza la variazione della coppia necessaria per avvitare un dado nel filetto prima dell'innesto con la superficie del giunto. Questi effetti possono essere, ad esempio, l'interferenza nel foro, la coppia prevalente o la lubrificazione variabile.
Il monitoraggio della coppia di avvitamento può essere utile quando si avvita un controdado con un inserto in plastica nei filetti in modo che il fermo posso resistere alle vibrazioni. Questo controdado richiederà una coppia maggiore, denominata coppia prevalente, per ovviare all'interferenza.
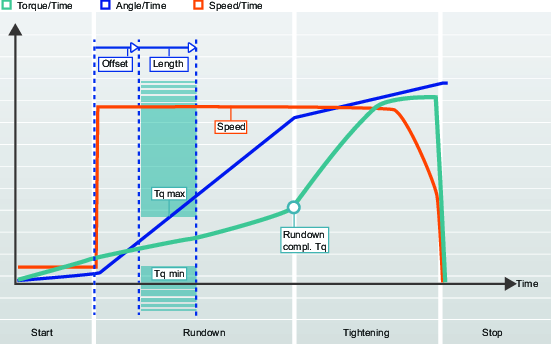
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Limiti della coppia di avvitamento | Imposta i limiti della coppia di avvitamento su attivato o disattivato. Off: Limiti non impostati. On: Limiti di coppia e intervallo dell'angolo impostati. | OFF |
Offset | Distanza angolare prima dell'inizio dell'intervallo dell'angolo. | 0° |
Lunghezza | Angolo che determina il limite della coppia di avvitamento. | 360° |
Coppia minima | Valore di coppia per il limite inferiore della coppia di avvitamento. | 0 Nm |
Coppia massima | Valore di coppia per il limite superiore della coppia di avvitamento. | 19% della coppia finale |
Limiti dell'angolo di avvitatura
Monitorando l'angolo di rotazione durante l'avvitamento, è possibile rilevare errori tipo rondelle mancanti o bulloni con filetti di dimensioni o lunghezza non corrette. Ad esempio, se i filetti sono troppo lunghi, la vite richiede un angolo di rotazione maggiore per poter raggiungere il punto sottotesta.
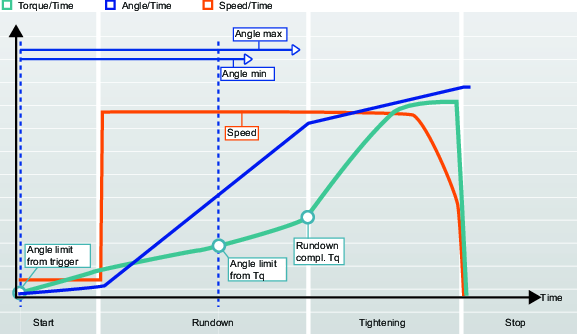
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Limiti angolo di avvitamento | Attiva i limiti dell'angolo di avvitamento I limiti dell'angolo sono impostati in base a quando viene premuto il grilletto dell'utensile oppure quando viene raggiunto un determinato valore di coppia. I limiti dell'angolo non verranno controllati durante l'autofilettatura se tale funzione è attivata. Off: Limiti non impostati. Da grilletto: Il sistema comincia a monitorare l'angolo di serraggio non appena viene premuto il grilletto dell'utensile e informa se sono stati violati i limiti dell'angolo o di tempo. Dalla coppia: Il sistema comincia a monitorare l'angolo di serraggio dal valore specificato <From torque> e segnala se i limiti dell'angolo o di tempo vengono violati. | OFF |
<From torque> | Il valore di coppia da dove sono impostati i limiti dell'angolo di avvitamento. | 10% della coppia finale |
Angolo min. | Valore dell'angolo per il limite dell'angolo inferiore dal punto di avvio. | 100° |
Angolo max. | Valore dell'angolo per il limite dell'angolo superiore dal punto di avvio. | 1000° |
Tempo min | Tempo minimo (in millisecondi) per la fase. Misurata dall’inizio della fase. | 10 ms |
Tempo max | Tempo massimo (in millisecondi) per la fase. Misurata dall’inizio della fase. | 5000 ms |
Coppia post visualizzazione
Alcuni giunti hanno un picco di coppia prima di Avvitamento completato. La coppia dopo visualizzazione permette di monitorare valori di coppia durante due intervalli angolari specificati. Gli avvii dell'intervallo sono definiti come angolo prima dell'Avvitamento completo e la coppia viene quindi monitorata per un intervallo angolare specificato.
La coppia post visualizzazione è pertanto simile ai limiti della coppia di avvitamento, tranne che i limiti massimi e minimi possono essere posizionati indipendentemente l'uno dall'altro e possono differire in lunghezza per migliorare il controllo del risultato della fase di avvitamento.
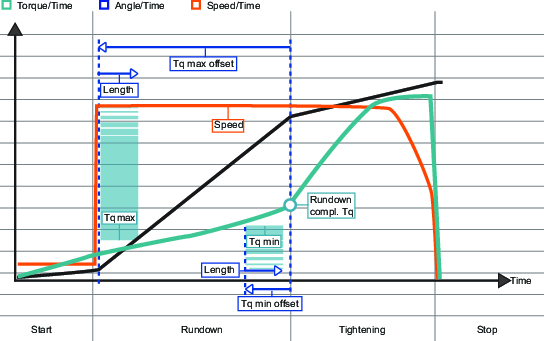
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Coppia post-visualizzazione | La coppia dopo visualizzazione permette di monitorare valori di coppia durante due intervalli angolari specificati. | OFF |
Coppia minima | Valore di coppia per il limite inferiore della coppia dopo visualizzazione. |
|
Compensazione min coppia | Compensazione angolare prima dell'inizio dell'intervallo di coppia min dopo visualizzazione. | 720° |
Lunghezza min coppia | Lunghezza angolare che definisce la sezione minima della coppia dopo visualizzazione. | 90° |
Coppia massima | Valore di coppia per il limite superiore della coppia dopo visualizzazione. |
|
Compensazione coppia massima | Compensazione angolare prima dell'inizio dell'intervallo di coppia max dopo visualizzazione. | 360° |
Lunghezza max. coppia | Lunghezza angolare che definisce la sezione massima della coppia dopo visualizzazione. | 90° |
Avvitamento completato
Avvitamento completoimposta se la vite ha raggiunto il punto sottotesta. Termina la fase di avvitamento in modo da potere inserire la fase di serraggio.
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Avvitamento completato | Specifica come controllare quando si è raggiunto il punto sottotesta. Alla coppia: Specifica il valore di coppia per quando la fase di avvitamento è stata completata. | Alla coppia |
<At torque> | Determina il valore di coppia per quando viene raggiunto il punto sottotesta e l'avvitamento è stato completato. Avvitamento completato deve essere inferiore a Prima coppia nelle strategie in più passaggi oppure a Coppia target nella strategia TurboTight. |
|
Fase di arresto
La fase di arresto fa terminare il serraggio in modo che la bussola possa essere rilasciata.
Arresto graduale
L'arresto graduale rende più ergonomico l'arresto del serraggio.
Non arrestare gli utensili entro un intervallo di tempo di 50-300 ms, poiché tale operazione potrebbe causare un arresto brusco.
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Arresto graduale | Attiva o disattiva l'Arresto graduale.
| OFF |
Svitare una vite
Definendo i parametri di svitatura, è possibile controllare il comportamento di svitatura per un programma di serraggio specifico. Specificare la velocità di svitatura e la coppia per assicurare che la vite venga svitata come desiderato, in modo che il filetto della vite non si rompa, indipendentemente dallo strumento utilizzato.
Una svitatura è considerata OK una volta raggiunta la Coppia di accelerazione . Tuttavia, la vite probabilmente non sarà completamente accelerata per allora. La vite ora non dovrebbe poter ruotare utilizzando una coppia bassa e la velocità non può essere aumentata. L’operatore dovrà procedere con la svitatura fino a quando si considera terminato.
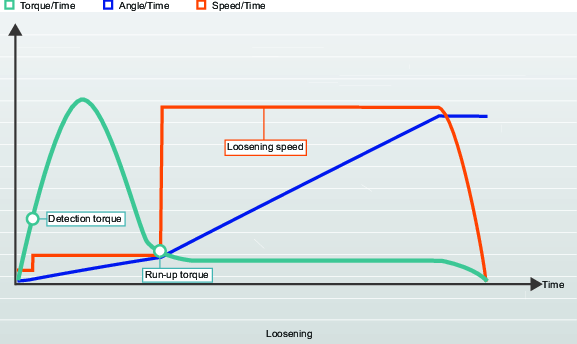
Nome parametro | Descrizione | Valore predefinito |
|---|---|---|
Coppia di rilevamento | Coppia minima richiesta per iniziare a eseguire l’operazione di svitatura e produrre un risultato di svitatura. | 7% CoppiaStrumentoMax |
Coppia di accelerazione | Quando una coppia scende sotto la Coppia di accelerazione, la svitatura è considerata OK. Nota: A seconda delle variazioni relative alla lunghezza della vite, il sistema potrebbe non determinare quando la vite è stata svitata completamente. Spetta all'operatore decidere. | 3,5% CoppiaStrumentoMax |
Velocità di svitatura | La velocità di svitatura sarà raggiunta una volta raggiunta la Coppia di accelerazione. | VelocitàStrumentoMax |
Descrizioni dei parametri della fase
Limiti della coppia target
Impostando i Limiti della coppia finale , è possibile scartare un serraggio se il risultato di coppia finale non dovesse rientrare nei limiti di coppia specificati. Una coppia troppo elevata potrebbe causare la deformazione della vite come conseguenza del superamento del limite di snervamento e perfino rompere o spanare i filetti. Una coppia insufficiente risulta in una forza di serraggio non adatta a far fronte alle forze per le quali il giunto è stato progettato.
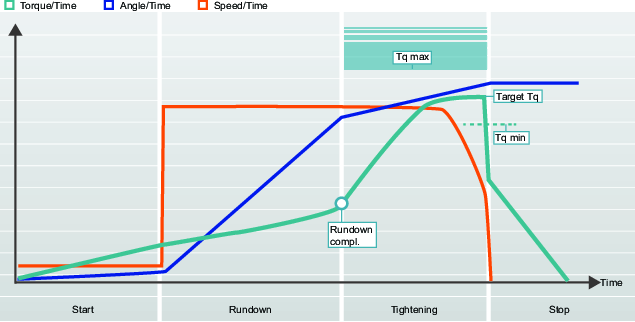
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Limiti di coppia | Il serraggio viene considerato non OK se il risultato della coppia non rientra nell'intervallo definito dalla coppia min. e da quella max. Automatica: I limiti di coppia sono impostati automaticamente in base ai valori predefiniti specificati per la coppia min. e per quella max. Manuale: Attiva i valori dei Limiti di coppia da impostare manualmente. | Automatico |
Coppia minima | Valore di coppia per il limite di coppia inferiore. Può essere inserito se è stato selezionato Manuale . | 95% della coppia finale |
Coppia massima | Valore di coppia per il limite di coppia superiore. Può essere inserito se è stato selezionato Manuale . | 120% della coppia finale |
Il parametro Misura coppia su può avere valori diversi. Per impostazione predefinita, la coppia viene misurata al valore di picco della coppia. I valori possibili del parametro sono elencati nella tabella di seguito.
Nome | Descrizione |
|---|---|
Valore coppia max | Misura il valore massimo di coppia durante il serraggio. |
Valore all'angolo di picco | Misura il valore di coppia al valore dell'angolo massimo. |
Valore all'arresto | Misura il valore dell'ultima coppia prima di iniziare la fase di pausa. |
Limiti dell'angolo target
Dopo aver impostato i Limiti dell'angolo target, è possibile monitorare se il dado è stato ruotato all'angolo desiderato durante il serraggio.
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Limiti di angolo | Selezionare la sezione del serraggio, in gradi, dove monitorare l'angolo.
| OFF |
<From torque> | Il valore di coppia da dove sono impostati i limiti dell'angolo. |
|
<From torque> | Il valore di coppia da dove sono impostati i limiti dell'angolo. | 75% della coppia finale |
Angolo min. | Valore dell'angolo per il limite dell'angolo inferiore. | 90° |
Angolo max. | Valore dell'angolo per il limite dell'angolo superiore. | 720° |
Tempo min | Tempo minimo (in millisecondi) per la fase. Misurata dall’inizio della fase. | 10 ms Per TurboTight: 0 ms |
Tempo max | Tempo massimo (in millisecondi) per la fase. Misurata dall’inizio della fase. | 1000 ms Per TurboTight: 40 ms |
Le posizioni 1-4 sono valide se il target è la coppia. Le posizioni 5-6 sono valide se il target è l’angolo.
Il parametro Misura angolo su può avere valori diversi. Il parametro è disponibile solo quando il monitoraggio dell'angolo è attivo per il programma di serraggio utilizzato. Per impostazione predefinita, l'angolo viene misurato al valore massimo dell'angolo. I valori possibili del parametro sono elencati nella tabella di seguito.
Nome | Descrizione |
|---|---|
Valore alla coppia di picco | Misura l'angolo al valore di coppia massimo. |
Valore angolo max | Misura l'angolo massimo durante il serraggio |
Valore all'arresto | Misura il valore dell'ultimo angolo prima di iniziare la fase di pausa. |
Compensazione di coppia
Utilizzando compensazione della coppia, è possibile determinare meglio la forza di serraggio effettivamente esercitata sul giunto e lo strappo nella forza di serraggio applicata può essere ridotto.
Il punto di compensazione della coppia è impostato controllando l'angolo specificato di avvitamento completo e calcolando un valore per la coppia utilizzata durante l'avvitamento. Questo valore viene poi compensato durante la creazione del precarico nella vite aggiungendo il valore di coppia calcolato nel punto di compensazione della coppia rispetto alla coppia target.
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Compensazione di coppia | Consente di regolare se la coppia target per la coppia è usata nella fase di avvitamento. Off: Nessuna compensazione della coppia. On: Imposta manualmente il punto di compensazione della coppia. | OFF |
Fattore di correlazione coppia residua
Il fattore di Correlazione della coppia residua è simile a una calibrazione e regola tra la coppia dinamica, misurata nello strumento elettrico, e la coppia residua, misurata da uno strumento di controllo.
Il fattore di correlazione coppia residua è disponibile per tutti gli strumenti che eseguono la strategia TurboTight e la strategia di serraggio TensoPulse. Il fattore è anche disponibile per gli strumenti a impulsi a batteria supportati dal controller.
Usando un Fattore di correlazione coppia residua diverso da 100, la Coppia finale segnalata non è più la coppia dinamica misurata dal trasduttore dello strumento.
La misurazione della coppia dinamica utilizza un trasduttore di coppia interno che misura costantemente la coppia. Quando viene raggiunta la coppia finale, lo strumento si ferma e il risultato viene valutato e segnalato. La coppia finale misurata nel trasduttore è influenzata dalla condizione del giunto, dalla velocità dello strumento, degli ingranaggi e degli attacchi.
La coppia residua viene misurata al termine del serraggio. Corrisponde alla coppia necessaria per continuare o riavviare il serraggio a un livello superiore. La coppia residua è determinare la forza di serraggio nel giunto.
La misura della coppia dinamica è altamente ripetitiva ma può differire in base al tipo di strumento e alla velocità dello strumento. | Una chiave dinamometrica calibrata palmare assicura un'elevata precisione della misurazione della coppia residua, ma variazioni superiori a causa del rilassamento del giunto, del decadimento della coppia, dell'attrito o della tecnica dell'operatore. |
Il Fattore di correlazione coppia residua è una compensazione tra la coppia dinamica e la coppia residua. Il fattore deve essere determinato mediante l'esecuzione di test. Il programma di serraggio selezionato viene eseguito un paio di volte e la coppia dinamica viene registrata. I serraggi sono misurati anche manualmente per determinare la coppia residua.

Il Fattore di correlazione coppia residua può essere calcolato dividendo una coppia residua per una coppia dinamica. IlFattore di correlazione coppia residua è presentato in percentuale e, per impostazione predefinita, corrisponde a 100%. Questo significa che il valore della coppia dinamica segnalato non è stato modificato.
Parametri | Funzione |
|---|---|
Coppia target | Coppia finale dello strumento impostata per il serraggio utilizzando la strategia TurboTight. |
Coppia dinamica finale | Coppia finale segnalata come risultato del serraggio effettuato. |
Coppia dinamica | Coppia dinamica misurata da un trasduttore di riferimento. |
Coppia residua | Coppia residua desiderata che assicura la forza di fissaggio desiderata. |
Fattore di correlazione coppia residua | Fattore di compensazione tra la coppia residua e la coppia dinamica |
Esempio delle modalità di utilizzo della calibrazione della coppia:
La strategia TurboTight viene selezionata. Il giunto dev'essere serrato a 12 Nm per raggiungere la forza di serraggio desiderato. Viene eseguita la seguente configurazione:
Impostazioni di esempio | Valore | Funzione |
|---|---|---|
Coppia target | 12 Nm | Coppia finale desiderata e programmata nel controller |
Fattore di correlazione coppia residua | 100 | Fattore di compensazione tra la coppia residua e la coppia dinamica |
Vengono effettuati diversi serraggi. Dopo ogni serraggio viene controllato il giunto con una chiave dinamometrica calibrata. Viene calcolata la media e viene trovato il seguente risultato:
Parametri iniziali e risultati | Valore | Funzione |
|---|---|---|
Coppia target | 12 Nm | Coppia finale programmata nel controller. |
Coppia finale | 12 Nm | Coppia finale segnalata come risultato del serraggio effettuato. |
Coppia dinamica | 12 Nm | Coppia misurata non compensata dal trasduttore dello strumento. |
Coppia residua | 10 Nm | Coppia residua misurata con una chiave dinamometrica calibrata o un altro strumento di prova. |
Fattore di correlazione coppia residua | 100 % | Fattore di compensazione tra la coppia residua e la coppia dinamica |
Il test mostra che la coppia residua è troppo bassa per produrre la forza di serraggio desiderata. Il fattore di correlazione coppia residua ottenuto è 0,83, ossia 83%. Viene effettuata una regolazione del fattore di calibrazione che offre il seguente risultato.
Parametri finali e risultati | Valore | Funzione |
|---|---|---|
Coppia target | 12 Nm | Coppia finale programmata nel controller. |
Coppia finale | 12 Nm | Coppia finale segnalata come risultato del serraggio effettuato. |
Coppia dinamica | 14,5 Nm | Coppia misurata non compensata dal trasduttore dello strumento. |
Coppia residua | 12 Nm | Coppia residua desiderata che assicura la forza di fissaggio desiderata. |
Fattore di correlazione coppia residua | 83 % | Fattore di compensazione tra la coppia residua e la coppia dinamica. |
Il risultato indica che occorre un serraggio leggermente superiore rispetto al target specificato per compensare le differenze e raggiungere la coppia desiderata nel giunto.
È importante che la correlazione sia effettuata con lo stesso tipo di strumento e configurazione dei parametri della produzione.
Perdita grilletto
Nella finestra Valutazione risultati della fase di serraggio del programma, l'interruttore NOK se il grilletto viene perso definisce se sia consentito o meno rilasciare il grilletto dell'utensile prima del raggiungimento della condizione finale. L'impostazione può essere impostata su On oppure Off. Di seguito viene riportata una descrizione dei due stati.
Impostazioni interruttore | Descrizione |
|---|---|
On | Rilasciare il grilletto prima di raggiungere la condizione finale comporterà un serraggio NOK. |
Off | Rilasciare il grilletto prima di raggiungere la condizione finale si tradurrà in un serraggio OK finché tutte le altre condizioni rimangono soddisfatte. |
Il comportamento predefinito prevede che non sia consentito rilasciare in anticipo il grilletto.
Disponibilità
NOK su grilletto perso è disponibile nelle strategie di serraggio seguenti: ruota, fase veloce, due fasi, tre fasi, quattro fasi e impulso, fase singola.
Per le strategie di serraggio ruota, fase rapida, due fasi e tre fasi, l'impostazione Grilletto perduto è disponibile solo quando il target del programma è impostato su Angolo (non su Coppia).
Configurazione dei programmi di serraggio: parametri generali
Le modifiche apportate ai programmi di serraggio in qualsiasi sezione devono essere applicate facendo clic sul pulsante Applica, posto nell'angolo in basso a destra dell'interfaccia grafica. In alternativa, è possibile annullare le modifiche facendo clic sul pulsante Annulla nella stessa posizione.
Abbandonando le sezioni in cui sono state apportate modifiche (utilizzando il pulsante, Indietro, Home o Risultato), l'utente visualizzerà un avviso a scomparsa che consente di applicare o annullare le modifiche. L'utente non può procedere senza applicare o annullare le modifiche.
Le impostazioni generali del programma di serraggio consentono di impostare e gestire i programmi di serraggio assegnando a essi un nome, in modo da modificare le impostazioni di serraggio generali, come ad esempio la scelta della strategia di serraggio, la modalità di programmazione manuale o rapida e l'impostazione del valore finale del programma di serraggio.
Per ulteriori informazioni sui parametri di serraggio, consultare "inizio fase", "fase di avvitamento", "strategie di serraggio" e "fase di arresto".
Per ulteriori informazioni sui parametri di allentamento, consultare "allentamento di una vite".
Nome
Utilizzare il campo Nome per dare un nome al programma di serraggio. Questo nome verrà memorizzato con i risultati di serraggio e inviato a ToolsNet (se applicabile). Il nome può essere lungo al massimo 32 caratteri.
Strategia
Strategia imposta la strategia di serraggio da usare con il programma di serraggio.
Per ulteriori informazioni sulle strategie disponibili e sui parametri pertinenti, consultare "Strategie di serraggio".
Target
Le strategie rapide, in due fasi e in tre fasi permettono di scegliere il serraggio in base a un valore di coppia o angolo finale. Quando TurboTight è attivo, è disponibile solo l'opzione di coppia finale.
Monitoraggio durata (tempo trascorso)
Il monitoraggio della durata è disponibile per tutte le strategie di serraggio, tranne Rotazione. Il monitoraggio della durata può essere attivato quando sono attivi i limiti dell’angolo. Il monitoraggio della durata è disponibile per la fase di avvitamento e nell’ultimo passaggio della fase di serraggio.
Per minimizzare il rischio di scatti imprevisti alla fine del serraggio durante l’uso della strategia di serraggio TurboTight, assicurarsi di attivare il Monitoraggio della durata.
Dal momento che gestire la traccia richiede tempo, si verifica sempre una breve differenza tra il Tempo trascorso del programma e il Tempo trascorso della fase. Questo si nota soprattutto nei programmi che contengono una sola fase.
Durante l'utilizzo di un utensile STB non è possibile utilizzare il monitoraggio della durata se tutte le opzioni di monitoraggio sono attive.
Messa a punto accessorio
La regolazione dell'accessorio permette di compensare gli accessori anteriori sullo strumento. La compensazione può essere effettuata per ogni programma di serraggio.
Un operatore può scambiare a caldo un accessorio e selezionare un programma di serraggio calibrato per quello specifico accessorio.
La calibrazione dell'accessorio è disponibile per tutte le strategie convenzionali, tranne per STwrench.
Nelle Impostazioni del programma di serraggio, impostare Calibrazione accessorio attivata su Sì
Fare clic sui parametri di serraggio > Modifica
Fare clic sulla fase iniziale.
In Calibrazione accessorio, impostare Usa calibrazione accessorio su Sì
Impostare i parametri necessari per Rapporto di trasmissione e Calibrazione efficienza (vedere tabella di seguito).
Messa a punto accessorio | Descrizione | Predefinito |
|---|---|---|
Rapporto di trasmissione accessorio | Il Rapporto di trasmissione accessorio è necessario per compensare l'angolo. Minimo: 0,5 Massimo: 100 Velocità di rotazione attacco = velocità strumento/rapporto di trasmissione | 1,0 |
Messa a punto efficienza | Il rapporto di trasmissione accessorio combinato alla messa a punto efficienza serve per compensare la coppia. Minimo: 0,5 Massimo: 1,0 Per esempio, 0,9 significa una perdita di efficienza del 10%. | 1,0 |
Lavorare con la scheda Sequenza lotto
Le funzionalità del controller, come ad esempio le strategie di serraggio a bassa reazione e le funzioni a livello di controller, richiedono licenze distribuite attraverso il sistema di gestione delle funzionalità (Functionality Management System, FMS). Nonostante sia possibile configurare le funzioni senza licenze specifiche, l'assegnazione e l'utilizzo di tali funzionalità richiede l'installazione delle licenze corrette sul controller. Fare riferimento a Licenze (FMS) per informazioni dettagliate sulle licenze.
Le sequenze dei lotti sono usate per eseguire un numero determinato di serraggi in un ordine specifico. A ogni sequenza di lotto è assegnato un nome.
Impostazioni della sequenza del lotto
Una sequenza di lotto può essere costituita da un massimo di 99 lotti, con una dimensione lotto di un massimo di 250 serraggi. I lotti in una sequenza di lotto possono essere eseguiti nell'ordine elencato oppure usando un selettore per bussole per decidere su quale lotto lavorare.
Nome parametro | Descrizione | Valore predefinito |
|---|---|---|
Bloccare strumento su sequenza di lotto compl. | Una sequenza di lotto è completata quando il contatore della sequenza di lotto è uguale alla dimensione della sequenza di lotto. On: Lo strumento è bloccato ed è necessario selezionare un programma di serraggio o una sequenza di lotto per continuare a eseguire i serraggi. Off: Al completamento, la sequenza del lotto è pronta per essere ripetuta. | On |
Ordine libero | No: I lotti configurati verranno eseguiti nell'ordine elencato, sempre che siano stati configurati per l'esecuzione di serraggi. Se è stata specificata una bussola, il sistema richiederà tale bussola nel momento in cui deve essere eseguito il lotto. Sì: I lotti configurati possono essere eseguiti in qualsiasi ordine. L'operatore deve indicare al sistema quale lotto deve essere eseguito usando un selettore di bussole. Un lotto viene ritenuto completato quando sono stati terminati tutti i giunti. | No |
Aumento anche se non OK | Consente di aumentare il valore del contatore del lotto anche se il serraggio viene segnalato come non OK. Per usare Numero max. consecutivo di serraggi NOK (numero massimo di volte in cui è possibile serrare un singolo bullone), impostare "Aumento se NOK" su No. Impostando questo parametro su Sì, la sequenza consentirà di passare al successivo serraggio. | No |
Numero max. consecutivo di serraggi non OK | Il numero massimo consecutivo di serraggi non OK (NOK) sono un numero massimo consentito di serraggi consecutivi non OK in un lotto. Una volta raggiunto il numero di serraggi max consecutivi non OK apparirà l'eventoTroppi serraggi non OK (4020) . | 0 |
Decremento sull'allentamento | Riduce il contatore all'interno del lotto attivo. Non è possibile ridurre i blocchi completati. Mai: Questa impostazione è disattivata. Il contatore non viene incrementato quando l'allentamento viene eseguito nel lotto attivo. Sempre: Il contatore di lotti indica un decremento quando si esegue un allentamento. Se l'ultimo serraggio è OK: Se il serraggio precedente era OK, il contatore di lotti indica un decremento quando si esegue un allentamento. | Mai |
Timer interruzione sequenza | On: La sequenza del lotto selezionata può essere interrotta entro un limite di tempo specificato. Off: La sequenza del lotto selezionata non può essere interrotta. | Off |
Tempo di interruzione (10-600) | Il numero di secondi durante i quali è possibile interrompere la sequenza di lotto selezionata. | 10 |
Configurazione del lotto
Un lotto viene impostato per eseguire un numero specificato di serraggi consecutivi usando il medesimo programma di serraggio. Affinché possano essere eseguiti, sarà necessario specificare per i lotti il programma di serraggio e la dimensione del lotto.
Parametro | Descrizione |
|---|---|
Programma di serraggio | Il programma di serraggio da usare con il lotto. |
Batch size (Dimensione lotto) | Il numero di serraggi che verranno eseguiti dal lotto. Il numero max. di serraggi in un lotto è 250. La dimensione del lotto 0 fornirà al lotto un numero infinito di serraggi. |
Numero identificatore | Quando si usa un selettore della bussola, questa corrisponde alla posizione usata per attivare il lotto. |
Utilizzo della scheda Sorgenti
Le funzionalità del controller, come ad esempio le strategie di serraggio a bassa reazione e le funzioni a livello di controller, richiedono licenze distribuite attraverso il sistema di gestione delle funzionalità (Functionality Management System, FMS). Nonostante sia possibile configurare le funzioni senza licenze specifiche, l'assegnazione e l'utilizzo di tali funzionalità richiede l'installazione delle licenze corrette sul controller. Fare riferimento a Licenze (FMS) per informazioni dettagliate sulle licenze.
I segnali esterni usati come attività per i serraggi sono configurati nel menu Sorgenti . Le sorgenti sono accessori o simili collegati a una stazione virtuale. Sono disponibili due tipi di attività sorgente:
Attività di serraggio sorgente
Attività di lotto sorgente
Serraggio sorgente è usato per selezionare un programma di serraggio singolo.
Lotto sorgente è usato per selezionare una sequenza di lotto, una serie di programmi di serraggio.
Per ulteriori informazioni sulla selezione delle attività, consultare "Assegnazione di un'attività a una stazione virtuale".
Serraggio sorgente
Il menu di serraggio mostra un elenco di configurazioni della sorgente di serraggio. Gli elenchi separati possono essere collegati a una stazione virtuale accedendo alla scheda Stazione virtuale in questione e selezionando Attività, Seleziona attività. Qui è possibile selezionare una sorgente come attività. I serraggi di sorgente collegano un programma di serraggio specifico a un numero identificativo. Quando il numero identificativo viene inviato al controller (sia tramite segnale digitale esterno, o, nel caso di utilizzo di un selettore di attacchi, sollevando l'attacco corrispondente nel selettore), il programma collegato verrà eseguito ripetutamente finché non viene inviato un segnale diverso (o l'attacco viene rimosso). Non avviene alcun conteggio dei lotti.
Gli elenchi della sorgente di serraggio possono essere impostati in modalità controllo o conferma.
Quando è impostato su controllo, una sorgente esterna seleziona un programma di serraggio richiedendo un numero identificativo. In caso di un selettore di attacchi, il numero identificativo è collegato a un attacco corrispondente del selettore di attacchi, e il programma di serraggio viene selezionato sollevando l'attacco.
In modalità Conferma, il selettore di attacchi non può essere utilizzato come fonte di controllo. In questa modalità, i numeri identificativi sono collegati a un programma di serraggio e a un attacco specifico (indicato in una colonna aggiuntiva nell'elenco). Quando è richiesto un numero identificativo (da un segnale esterno), l'attacco corrispondente viene selezionato nel selettore di attacchi e il programma di serraggio viene attivato quando l'operatore solleva l'attacco (gli altri attacchi sono disattivati). Se non viene specificato un attacco (es. si imposta 0 nella colonna dell'attacco), il programma di serraggio viene attivato direttamente e lo stato dell'attacco viene ignorato.
Power Focus XC può memorizzare fino a 1.000 programmi di serraggio sorgente.
Configurare una sorgente di serraggio
Le modifiche apportate ai programmi di serraggio in qualsiasi sezione devono essere applicate facendo clic sul pulsante Applica, posto nell'angolo in basso a destra dell'interfaccia grafica. In alternativa, è possibile annullare le modifiche facendo clic sul pulsante Annulla nella stessa posizione.
Abbandonando le sezioni in cui sono state apportate modifiche (utilizzando il pulsante, Indietro, Home o Risultato), l'utente visualizzerà un avviso a scomparsa che consente di applicare o annullare le modifiche. L'utente non può procedere senza applicare o annullare le modifiche.
Andare nel menu Sorgenti , quindi selezionare Serraggio a sinistra.
Fare clic sull'icona + nell'angolo destro superiore dell'area di lavoro.
Assegnare un nome alla sorgente di serraggio e selezionare la Modalità selettore corretta (Controllo o Conferma, a seconda delle necessità).
Per impostazione predefinita, alla creazione di una nuova sorgente di serraggio sarà disponibile un solo numero identificativo modificabile. Sul fondo dello schermo, fare clic sull'icona + per aggiungerne altre.
Assegnare a ogni voce un numero identificativo.
Se si utilizza un selettore di attacchi, i numeri identificativi corrisponderanno alle posizioni nel selettore di attacchi (ad es. il numero identificativo 1 corrisponde all'attacco n. 1 nel selettore di attacchi).
Scegliere un programma di serraggio da collegare a ogni numero identificativo facendo clic su Programma e scegliendo dall'elenco di programmi di serraggio.
Sequenza lotto sorgente
La configurazione del Lotto sorgente si trova nell'opzione Lotto nel menu Sorgenti.
Il controller può essere configurato per selezionare una sequenza di lotto basata su un numero identificatore o una stringa dell'identificatore.
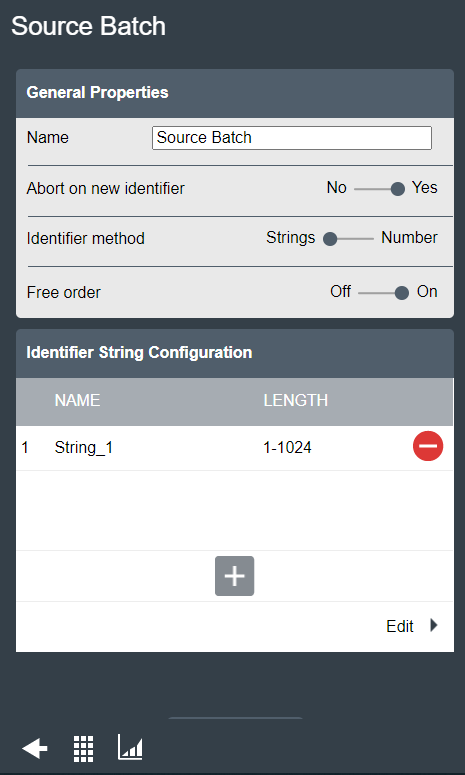
Ingresso | Descrizione |
|---|---|
Numero identificatore | Il numero dev'essere un numero intero positivo che può provenire da un accessorio o un ente di controllo esterno. |
Stringa dell'identificatore | La stringa dev'essere composta da caratteri ASCII e può provenire da uno scanner o da un ente di controllo esterno. |
Creare una sorgente di lotto
Andare nel menu Sorgenti quindi selezionare Sequenza di lotto a sinistra.
Fare clic sull'icona + nell'angolo destro superiore dell'area di lavoro.
Assegnare un nome alla sorgente di lotto
Impostare Interrompi con nuovo identificatore su Sì se la scansione di una nuova stringa di identificazione deve interrompere la scansione precedente.
Selezionare il Metodo di identificazione (Stringa per testo o Numero per stringhe numeriche)
Impostare Ordine libero su On se le stringhe dovrebbero poter essere scansionate in qualsiasi ordine.
Le stringhe identificative possono essere composte da un massimo di 4 stringhe diverse. Quando l'ordine libero è impostato su No, le stringhe devono essere scansionate in un ordine specifico per permettere al sistema di riconoscere la stringa.
Se necessario, aggiungere una stringa identificativa facendo clic sull'icona + nella sezione Configurazione stringa identificativa .
Fare clic sull'etichetta Nome per la stringa identificativa le cui proprietà si vogliono cambiare (finestra pop-up). È possibile indicare le seguenti proprietà per ogni stringa:
Nome - il nome della stringa
Lunghezza - la lunghezza della stringa. Vedere "Combinare le stringhe di identificazione" per maggiori informazioni sulla concatenazione delle stringhe.
Le posizioni significative consentono di specificare i caratteri da leggere nella stringa del codice a barre durante la creazione della stringa corrispondente a quella predefinita dell'utente. Il numero di posizioni significative deve corrispondere al numero di caratteri delle stringhe predefinite.
Posizioni salvate: indica le parti di ciascuna stringa utilizzate nel Lotto sorgente che verranno salvate e il modo in cui verranno rappresentate nel registro. In questo campo, indicare le posizioni della stringa che devono essere salvate. Le posizioni possono costituire solo parti dell'intera stringa. Se il campo viene lasciato vuoto, verrà salvata l'intera stringa (concatenata). La tabella seguente mostra alcuni esempi di combinazioni di posizione salvate.
I valori delle posizioni salvate sono separati da virgole (senza spazi) mentre gli intervalli sono indicati da un trattino.
Stringa dell'identificatore
Posizioni
Stringa 1: 1234567
1-7
Stringa 2: abcdef
8-13
Stringa 3: GHIJKL
14-19
Stringa 4: 890
20-22
Esempi di posizioni salvate Posizioni salvate
Risultati salvati
(vuoto)
1234567abcdefGHIJKL890
1-3,9,11,15,20-22
123bdH890
8-12,1-7,19,20-21 saranno cambiati automaticamente con: 1-12,19-21
1234567abcdeL89
Non è possibile alterare il campo ID nella finestra delle proprietà della stringa, che può solo essere usato per navigare tra le varie stringhe.
Si potrebbe verificare un errore quando si imposta Ordine libero su On, e si duplicano le lunghezze delle varie stringhe. La sequenza scansionata non attiverà quindi un programma di serraggio. Per rimediare a tale errore, impostare Ordine liber su Off, o regolare le lunghezze delle stringhe.
Fare clic su Modifica.
Nella finestra Modifica indicare quali stringhe (nella colonna Contenuto stringa ) collegare a quali sequenze di lotto (nella colonna Attiva ). Fare clic sull'icona + in basso per aggiungere altre stringhe.
È possibile utilizzare i metacaratteri nel digitare i "contenuti della stringa". È possibile utilizzare i metacaratteri in qualsiasi punto della stringa. No sequenza del lotto è attivata in caso di un risultato di abbinamento ambiguo.
Il metacarattere è un . (punto)
Configurazione delle posizioni significative da leggere nella stringa di codice a barre
Le posizioni nella stringa di codice a barre sono associate a un numero compreso tra 1 e 1024. La prima posizione della stringa è 1 e l'ultima è 1024.
Descrizione | Posizioni significative | Configurazione valida | Stringa di codice a barre corrispondente alla stringa predefinita |
|---|---|---|---|
Posizioni significative nell'ordine | 1,2,3,7,8 | OK | ABCGH |
Posizioni significative nell'ordine opzionale | 7,1,2,3,8 | OK | GABCH |
Intervallo di numeri | 1-3,7-8 | OK | ABCGH |
Combinazione delle stringhe dell'identificatore
La stringa dell'identificatore usata per l'abbinamento è una combinazione di massimo quattro stringhe di un sistema di gestione o massimo quattro ingressi scanner che devono essere combinati in una stringa.
I pulsanti Aggiungi ed Elimina gestiscono il numero di stringhe che è possibile combinare. Sono disponibili i seguenti parametri:
Parametro | Descrizione |
|---|---|
Nome | Alla stringa dev'essere assegnato un nome. |
Lunghezza | La lunghezza della stringa deve essere nota e dev'essere inserita. Questo è importante per poter combinare l'identificatore della stringa corretto. |
Posizioni significative | Posizioni separate da virgola o intervalli (separati da trattini) nella stringa combinata usate per l'abbinamento. |
Posizioni salvate | Le posizioni o gli intervalli separati da virgola nelle stringhe che verranno salvati nel risultato. |
Se dev'essere usata più di una stringa dell'identificatore, procedere come segue:
Selezionare il pulsante Aggiungi per creare una nuova voce nella tabella.
Dare un nome alla stringa.
Inserire la lunghezza della stringa.
Ripetere le fasi 1-3 per ogni stringa da aggiungere. È possibile combinare al massimo quattro stringhe.
I parametri Inizio-Fine in ciascuna riga definiscono le posizioni della singola stringa nell'identificativo della stringa combinato usato nella fase successiva del processo di abbinamento.
Esecuzione di un processo di selezione delle attività utilizzando una stringa di identificazione come ingresso:
Definire le posizioni della stringa da attivare.
Inserire le posizioni significative per definire quali posizioni della stringa dell'identificativo saranno usate per l'abbinamento. Le posizioni devono essere separate con una virgola o un intervallo.
Utilizzo della scheda Utensile
L'utensile deve essere collegato al controller per la visualizzazione dei dati sul menu Utensile.
- Informazioni sull'utensile
- Connessione utensile
- Informazioni sul trasduttore
- Stato dell'utensile
- Manutenzione dello strumento
- Calibrazione dell'utensile
- Diagnostica utensile
- Posizione zero
- Messa a punto del motore dell'utensile
- Compensazione zero e shunt
- Configurazione estremità anteriore
- Abbinare uno strumento wireless a un controller
Informazioni sull'utensile
L'opzione Informazioni sull'utensile contiene i dati usati per fornire agli addetti all'assistenza informazioni precise sull'utensile collegato al controller in modo da consentire loro di offrire aiuto e supporto o per gli operatori per vedere quale utensile è collegato al controller.
Informazioni | Descrizione |
|---|---|
Modello | Nome modello utensile. |
Coppia massima | La coppia massima che lo strumento può usare per un serraggio. |
Velocità min | La velocità di rotazione minima dello strumento. |
Velocità max. | La velocità di rotazione massima dello strumento. |
Velocità finale min | La velocità minima di rotazione finale dello strumento (solo per strumenti BCP/BCV-RE). |
Velocità finale max | La velocità massima di rotazione finale dello strumento (solo per strumenti BCP/BCV-RE). |
Rapporto di riduzione | Il rapporto della velocità angolare dell'ingranaggio di entrata rispetto alla velocità angolare dell'ingranaggio di uscita. |
Numero di serie | Il numero di serie dello strumento può essere necessario quando serve la versione corretta delle istruzioni del prodotto per poter ricevere i corretti ricambi o le istruzioni di assistenza. |
Versione del software | La versione del software dello strumento. |
Numero prodotto | Codice prodotto o di ordinazione dell'utensile. |
Data di produzione | La data di produzione dello strumento. |
Informazioni | Descrizione |
|---|---|
Tipo collegamento | Tipo di collegamento dello strumento (WLAN/Bluetooth/Cellulare) al controller. |
Indirizzo IP | Indirizzo IP dello strumento quando è collegato via WLAN. |
Indirizzo MAC | L'indirizzo MAC del dispositivo collegato. |
Informazioni | Descrizione |
|---|---|
Fattore di regolazione coppia | Regolazione della coppia dell'utensile a impulsi espressa in %. |
Informazioni TAG strumento
Queste informazioni sul TAG utensile sono disponibili solo se il tipo di utensile è STwrench.
Informazioni | Descrizione |
|---|---|
Id TAG | Il numero di identificazione TAG RFID programmabile che viene programmato nell'utensile (attacco). |
Coefficiente correzione coppia | In alcuni casi possono essere necessarie prolunghe per adattarsi all'applicazione. In questo caso, la misura dell'avvitatore dev'essere compensata per mostrare un valore corretto. Per calcolare il coefficiente di correzione, fare riferimento alla guida utente di STwrench (documento n. 9836 4134 01). Il parametro è memorizzato nel TAG RFID nell'utensile di raccordo. |
Coefficiente correzione angolo | In alcuni casi possono essere necessarie prolunghe per adattarsi all'applicazione. In questo caso, la misura dell'avvitatore dev'essere compensata per mostrare un valore corretto. Per calcolare il coefficiente di correzione, fare riferimento alla guida utente di STwrench (documento n. 9836 4134 01). Il parametro è memorizzato nel TAG RFID nell'utensile di raccordo. |
Coppia nominale | STwrench smartHEAD contiene il trasduttore di coppia e definisce la coppia nominale dell'avvitatore. Per ulteriori informazioni, fare riferimento alla guida utente di STwrench (documento n. 9836 4134 01). |
Connessione utensile
La zona di collegamento dello strumento mostra a quale stazione virtuale è collegato lo strumento.
Informazioni sul trasduttore
Disponibile solo per gli strumenti QST e IxB.
Uno strumento può avere diversi trasduttori di coppia e angolo, a seconda del tipo di strumento. Un'immagine mostra la posizione dei trasduttori.
Selezionare Dettagli per ulteriori informazioni sui trasduttori di coppia o angoli. A seconda del tipo di trasduttore, possono essere disponibili le seguenti informazioni.
Informazioni | Descrizione |
|---|---|
Abilitato | Indica se il trasduttore è abilitato. |
Rapporto di riduzione | Il rapporto di trasmissione tra il trasduttore e l'albero uscente dell'utensile. |
Avvolgimento | Il fattore di compensazione dell'avvolgimento per il trasduttore dell'angolo. |
Informazioni | Descrizione |
|---|---|
Abilitato | Indica se il trasduttore è abilitato. |
Numero di serie | Numero di serie del trasduttore, espresso come stringa. |
Numero dell'articolo | Numero dell'articolo del trasduttore, espresso come stringa. |
Valore di calibrazione | Valore di calibrazione per il trasduttore, espresso in Nm. |
Stato dell'utensile
La schermata Salute include la voce Temperatura, che mostra le informazioni sulla temperatura dello strumento.
Temperatura dello strumento
Le temperature dello strumento (per strumenti con cavo e a batteria) sono costantemente monitorate da Power Focus XC. Le unità di temperatura supportate sono gradi Celsius (°C), l'unità predefinita, e gradi Fahrenheit (°F). È possibile passare tra le due unità senza richiedere il riavvio del controller. Quando la temperatura di un componente critico supera quella massima, lo strumento viene bloccato e viene visualizzato un avviso (2014). Lo strumento viene nuovamente sbloccato quando la temperatura del componente critico scende al di sotto del limite di temperatura.
La temperatura dell'utensile non è disponibile per STwrench.
Monitoraggio della temperatura dell'utensile
Nella vista Home, toccare la scheda Utensile.
Selezionare la schermata Salute per visualizzare la temperatura dei vari componenti.
Selezionare la vista Picco di temperatura per visualizzare l'elenco dei picchi di temperatura più elevati per ciascun componente.
Selezionare la vista Temperatura in tempo reale per monitorare continuamente la temperatura di un componente.
Manutenzione dello strumento
L'utensile memorizza un certo numero di intervalli di manutenzione e conta i serraggi che è possibile eseguire prima di una manutenzione o una riparazione dell'utensile.
Impostazione di un allarme di manutenzione
Nella vista Home, toccare la scheda Impostazioni, quindi Utensile.
Impostare Allarme indicatore manutenzione su On.
Tornare alla vista Home, toccare la scheda Utensile quindi selezionare l'utensile per cui impostare l'allarme.
Immettere un valore nel campo Intervallo di manutenzione.
Gli intervalli di manutenzione sono generalmente stabiliti in incrementi di 10.000, salvo casi specifici.
In condizioni standard, qualsiasi valore che non sia un multiplo di 10.000 verrà arrotondato al multiplo di 10.000 più vicino.
In casi eccezionali, l'ingresso può essere un numero intero qualsiasi.
Quando si lavora con utensili a impulsi, vengono impostati anche gli intervalli di manutenzione per il numero di serraggi e impulsi. L'intervallo che viene raggiunto per primo attiverà l'allarme.
Campo | Descrizione |
|---|---|
Ultima manutenzione | Data e ora dell'ultima manutenzione. La data dell'ultima manutenzione è impostata nell'officina di riparazione. La Data dell'ultima manutenzione è impostata alla data e ora attuali quando viene premuto il tasto Ripristino conteggio manutenzione . |
Serraggi totali alla manutenzione | Numero totale di serraggi eseguiti dallo strumento dal primo utilizzo. Questo valore è reso disponibile alla manutenzione e rimarrà lo stesso fino alla manutenzione successiva. |
Serraggi rimanenti | Numero totale di serraggi rimasti fino al raggiungimento dell'intervallo di manutenzione. |
Numero totale di serraggi | Indica il numero totale di serraggi dell'utensile nel corso della sua vita. |
Numero di servizi | Il numero di volte in cui lo strumento è stato sottoposto a manutenzione. |
Indicatore di servizio di serraggio | Indica la percentuale di intervallo di servizio esaurito. |
Intervallo di manutenzione | Numero di serraggi da eseguire tra due eventi di manutenzione. In genere può essere impostato in multipli di 10000. |
Impulsi totali alla manutenzione | [solo strumenti a impulsi] Numero totale di impulsi eseguiti dallo strumento dal primo utilizzo. Questo valore è reso disponibile alla manutenzione e rimarrà lo stesso fino alla manutenzione successiva. |
Impulsi rimanenti | [solo per utensili a impulsi] Numero totale di impulsi rimasti fino al raggiungimento dell'intervallo di manutenzione. |
Intervallo di manutenzione | [solo per utensili a impulsi] Numero di impulsi da eseguire tra due eventi di manutenzione. Impostabile in multipli di 10 000. |
Ripristina contatore manutenzione | Ripristina il contatore dei Serraggi rimanenti e imposta la Data dell'ultima manutenzione alla data attuale. |
Ripristino dati manutenzione | [solo per utensili a impulsi] Ripristina il contatore dei Serraggi rimanenti nonché lo stato dell'olio e imposta la Data dell'ultima manutenzione alla data attuale. |
Calibrazione dell'utensile
La calibrazione dell'utensile viene usata per controllare quanto un utensile corrisponde a un trasduttore di riferimento.
Il valore di calibrazione memorizzato nella memoria dell'utensile consente di regolare il valore di coppia dato dal trasduttore di coppia dell'utensile in modo da visualizzare il corretto valore di coppia nell'interfaccia grafica Web o mobile. L'interfaccia grafica Web o mobile visualizza inoltre la data dell'ultima calibrazione dell'utensile.
Campo | Descrizione |
|---|---|
Ultima calibrazione | Data e ora dell'ultima calibrazione. |
Valore di calibrazione | Valore di coppia per la calibrazione. |
Data della prossima calibrazione | Data in cui è richiesta la successiva calibrazione dello strumento. |
Preparazione della calibrazione
Verificare che lo strumento e il controller siano impostati per eseguire i serraggi.
Impostare l'utensile con un trasduttore di coppia di riferimento, come ad esempio STa6000, STpad o JSB Bench.
Consultare la guida utente del trasduttore di riferimento della coppia per le istruzioni di configurazione.
Selezionare un programma di serraggio con una coppia finale corrispondente a un serraggio normalmente utilizzato con l'utensile.
Consultare le impostazioni di serraggio di base per un tutorial su come impostare e attivare un programma di serraggio idoneo.
Calibrazione dell'utensile
Il valore di calibrazione usato per l'utensile viene calcolato dalle letture della coppia del controller e del trasduttore di riferimento di coppia usando l'equazione riportata di seguito:
Nuovo valore di calibrazione = vecchio valore di calibrazione x media (valori di riferimento/valori di Power Focus)
Nella vista Home, toccare la scheda Utensile e selezionare l'utensile da calibrare. Quindi accedere a Calibrazione.
Annotare il vecchio valore di calibrazione indicato nella casella di testo Valore di calibrazione .
Se il valore di calibrazione viene regolato di oltre il 10%, viene visualizzata una richiesta di conferma, poiché la modifica potrebbe avere un impatto significativo sulla precisione e sulle prestazioni del sistema.
Eseguire almeno tre serraggi e usare i valori di coppia rilevati dal controller e dal trasduttore di riferimento (ACTA o simile) per calcolare i valori di coppia medi.
Calcolare il nuovo valore di calibrazione usando l'equazione Nuovo valore di calibrazione.
Salvare il nuovo valore di calibrazione nella memoria dello strumento inserendo il valore calcolato nella casella di testo Valore di calibrazione e premendo Applica.
Al termine della calibrazione, eseguire un serraggio per verificare la correttezza dei nuovi valori.
Calibrazione QA
Nella vista Home, aprire la scheda Utensile e selezionare Calibrazione QA nel pannello di sinistra.
Modificare i parametri nella finestra Calibrazione QA e selezionare Applica per implementare le modifiche.
Parametro
Descrizione
Abilita
ACCENSIONE abilita l'opzione di configurazione strumento esterno
SPEGNIMENTO disabilita l'opzione di configurazione strumento esterno.
Stazione virtuale
Selezionare l'icona ... per collegare l'utensile a una stazione virtuale.
Tipo collegamento
Connessione mediante porta COM
o
Connessione mediante porta COM
COM port
Visibile quando è selezionato Tipo di connessione tramite porta COM.
Mostra un elenco a discesa con le porte COM disponibili.
Porta TCP
Visibile quando è selezionato Tipo di connessione tramite porta TCP.
Mostra una porta TCP, prepopolata.
Calibrazione di un utensile tramite STa6000 o STpad
Connessione di STa6000/STpad
STa6000/STpad può essere collegato al controller in due modi:
Connessione di STa6000
Connessione | Osservazioni |
|---|---|
COM port | Collegare l'adattatore USB di Atlas Copco alla porta USB del controller usando il cavo seriale ACTA. Collegare Sta6000 all'adattatore seriale utilizzando un cavo USB. |
Porta Ethernet | Collegare il cavo Ethernet tra l'STa6000 e la porta Ethernet di fabbrica del controller, o la rete di fabbrica. |
Collegamento di STpad
Connessione | Osservazioni |
|---|---|
COM port | Collegare STpad alla porta COM del controller usando il cavo seriale ACTA. |
Porta Ethernet | Collegare il cavo Ethernet tra l'STa6000 e la porta Ethernet di fabbrica del controller, o la rete di fabbrica. |
Calibrazione QA tramite STa6000 o STpad
Assicurarsi che l'utensile sia connesso e assegnato a una virtual station sul controller.
I programmi di serraggio singolo non possono essere utilizzati per la calibrazione. Assicurarsi che sia selezionato un programma di lotto.
Nella vista Home, toccare la scheda Utensile. Quindi, fare clic su Calibrazione QA e impostare la calibrazione QA su On.
Selezionare la virtual station a cui è collegato l'utensile da calibrare, e selezionare il tipo di connessione da utilizzare (TCP di COM port).
Notare che la porta di default per la comunicazione è la 4561
Collegare STa6000/STpad al controller e scegliere la stazione virtuale corretta.
Iniziare la calibrazione da STa6000/STpad.
STa6000/STpad chiederà le informazioni del controller, comprese le informazioni sull'utensile e il programma di serraggio.
Effettuare il serraggio. Quando il dispositivo di calibrazione rileverà il serraggio, richiederà il risultato del serraggio al controller.
Ripetere il passaggio sopra indicato fino a quando tutti serrati del lotto saranno eseguiti.
Una volta completato, STa6000/STpad creerà una relazione e calcolerà un nuovo valore di calibrazione per l'utensile.
Selezionare Memorizza in STa6000/STpad per inviare un nuovo valore di calibrazione al controller, che verrà scritto nell'utensile.
Durante la calibrazione, se viene modificato il programma di serraggio, o se vengono aggiornati la sequenza o il lotto, la calibrazione verrà interrotta.
Non esiste limite nella dimensione del lotto utilizzato per la calibrazione. Tuttavia, l'STa6000 può visualizzare solo due cifre come dimensione del lotto. Il contatore su Sta6000 visualizzerà 00 invece di 100.
Al termine della calibrazione, eseguire un serraggio per verificare la correttezza dei nuovi valori.
Diagnostica utensile
In Diagnostica è possibile eseguire:
Tracciatura sensore
Test diagnostici
Tracciatura sensore
Per eseguire la diagnostica di utensili, sensori di angolo o coppia, è possibile avviare una sessione di tracciatura sensore nel menu Utensile. Una sessione di Tracciatura sensore prevede un tempo limite di 20 minuti. Viene visualizzato un avviso 5 minuti prima del timeout ed è possibile prolungare la sessione o interromperla.
È possibile eseguire Tracciatura sensore solo per gli utensili cablati.
È possibile avviare una sola sessione di tracciatura sensore per ciascun utensile e controller alla volta.
Nella finestra HOME, selezionare Utensile.
Selezionare Utensile cablato e Tracciatura sensore in Diagnostica.
Attivare Avvia tracciatura sensore.
Vengono visualizzati velocità, coppia e angolo dell'utensile.
Angolo utensile | Entità della rotazione dell'utensile dall'inizio della sessione di Tracciatura sensore o dall'ultima reimpostazione. |
Coppia | Lettura: il valore istantaneo della coppia. |
Velocità | Lettura: il valore istantaneo della velocità. |
Test diagnostici
È possibile effettuare test diagnostici dell'utensile per scoprire se funziona correttamente. Il tipo di test varia in base all'utensile collegato. È possibile eseguire tre diversi tipi di test:
Test di produzione automatico: non è richiesta alcuna azione da parte dell'utente.
Test manuali senza riconoscimento: l'utente deve svolgere alcune attività durante il test.
Test manuali con riconoscimento: l'utente deve monitorare il comportamento dell'utensile e fornire un feedback al riguardo.
È possibile avviare un solo test diagnostico per ciascun utensile e controller alla volta.
Una volta avviato il test diagnostico, la sessione viene bloccata per gli altri client. Una sessione di test diagnostico prevede un tempo limite di 20 minuti. Viene visualizzato un avviso 5 minuti prima del timeout ed è possibile prolungare la sessione o interromperla.
Test di produzione automatico | Test manuale senza riconoscimento | Test manuale con riconoscimento |
|---|---|---|
|
|
|
Nella finestra HOME, selezionare Utensile.
Selezionare Utensile cablato e Test diagnostici in Diagnostica.
Attivare Test diagnostici.
Selezionare il test da eseguire.
Seguire le istruzioni a video.
I risultati di tutti i test vengono visualizzati con un'indicazione verde o rossa.
Il test diagnostico si interrompe entro 20 secondi in caso di inattività.
Al termine della sessione di test, viene visualizzato il risultato del test diagnostico.
Uscendo dalla pagina del test diagnostico, il risultato non verrà più visualizzato.
Per esportare i risultati di un test, selezionare il pulsante Esporta.
Posizione zero
Questa configurazione permette al sistema di tornare sempre alla posizione iniziale per ciascun serraggio o sequenza. La posizione zero viene impostata separatamente per ciascun utensile, per quelli manuali e fissi. La posizione zero imposta la posizione corrente dell'utensile. Non è possibile impostare la posizione zero durante un serraggio o una sequenza in corso.
Impostazione di una posizione zero:
Nella vista iniziale, selezionare Utensile.
Selezionare Utensile cablato, quindi Posizione zero nel menu a destra.
Selezionare SET. La posizione attuale dell'utensile sarà impostata come posizione zero.
Messa a punto del motore dell'utensile
Questa funzione consente di regolare la centralina del motore dell'utensile per migliorare le prestazioni e contenere le perdite.
Per gli strumenti cablati, la regolazione del motore dev'essere eseguita su ciascuna specifica combinazione di controller e utensile. Gli strumenti STB possono essere spostati in un altro controller senza dover eseguire una nuova regolazione del motore.
Prima di eseguire la regolazione del motore, assicurarsi che lo strumento sia collegato a una stazione virtuale e che il controller sia impostato per eseguire il serraggio.
La regolazione del motore richiederà 1 minuto circa e farà ruotare l'alberino in senso orario e antiorario prima della conclusione.
Per gli utensili configurati con l'attacco anteriore per ingranaggi (GFA) a estremità aperta, rimuovere l'estensione a estremità aperta dall'utensile prima della messa a punto del motore.
Esecuzione della messa a punto del motore dell'utensile
Nella vista Home, selezionare la scheda Strumento. Quindi, toccare l'utensile per cui regolare il motore e accedere a Regolazione del motore.
Selezionare Esegui, quindi premere il grilletto sullo strumento.
Selezionare OK per avviare la Regolazione del motore.
Seguire le istruzioni sullo schermo e tenere premuto il grilletto dello strumento fino al termine della regolazione del motore.
Se la regolazione del motore è riuscita, verrà visualizzato un evento OK.
Se la messa a punto del motore non ha esito positivo o se il grilletto dell'utensile viene rilasciato prima della fine della regolazione del motore, viene visualizzato NOK.
Compensazione zero e shunt
Disponibile solo per strumenti QST.
Per ciascun trasduttore di coppia, è possibile visualizzare e modificare i limiti di compensazione zero e dello shunt.
Informazioni | Descrizione |
|---|---|
Valore di shunt (1-100) | Valore massimo consentito della calibrazione shunt misurato in %. |
Valore di deriva shunt(1- 100) | Variazione massima consentita del valore di calibrazione shunt misurato in %. |
Valore offset zero (1-50) | Valore massimo di compensazione offset zero in %. |
Valore di deriva compensazione zero (2-100) | Variazione massima consentita della compensazione offset zero in %. |
Configurazione estremità anteriore
Configurare l'utensile in modo da usare il corretto attacco dell'estremità anteriore.
Accedere a Utensile nel menu principale e selezionare Utensile cablato > Configurazione estremità anteriore.
Selezionare il tipo di estremità anteriore.
Selezionando Estremità aperta, è possibile impostare i seguenti parametri.
Prima di utilizzare l'attacco anteriore per ingranaggi (GFA), sia esso con estremità aperta o estremità chiusa, accertarsi che la testa e il corpo dell'utensile siano correttamente assemblati e configurati. La mancata osservanza di questa indicazione può causare danni al finecorsa meccanico nella testa, in particolare per il tipo ad estremità aperta, se lo strumento viene azionato nella direzione errata.
Impostazioni
Descrizione
Senso di rotazione invertito
Indica il senso di rotazione.
Sì: Invertito
No: Non invertito (impostazione predefinita)
Direzione di serraggio
CW: Predefinito
La direzione di serraggio è impostata in senso orario.
CCW
La direzione di serraggio è impostata in senso antiorario.
Limite di posizionamento
Manuale
Consente di impostare il limite di posizionamento della coppia.
Automatico: Predefinito
Il limite di posizionamento della coppia è impostato automaticamente al 2% della coppia massima (valore minimo 2 Nm).
Selezionare Applica per impostare la configurazione. L'utensile si riavvia.
Eseguire la regolazione dell'estremità aperta
La funzione di regolazione dell'estremità aperta è disponibile per gli utensili configurati con attacco anteriore per ingranaggi (GFA) dell'estremità aperta. La funzione calcola il rapporto di trasmissione reale dell'utensile e dell'estensione combinati, salvandolo nell'utensile. La regolazione richiede circa due minuti.
Una volta completata la regolazione dell'estremità aperta, calibrare l'utensile con l'estensione dell'estremità aperta collegata.
Selezionare Esegui, quindi premere il grilletto sull'utensile.
Seguire le istruzioni a schermo e tenere premuto il grilletto dell'utensile fino al termine della regolazione dell'estremità aperta.
Se la regolazione dell'estremità aperta va a buon fine, verrà visualizzato OK.
Se la regolazione dell'estremità aperta non va a buon fine o se il grilletto dell'utensile non è stato rilasciato prima del termine della regolazione, verrà visualizzato un evento NOK.
Abbinare uno strumento wireless a un controller
Power Focus XC supporta solo la modalità di infrastruttura per utensili wireless a interfaccia con controller. Tramite l'accesso sia attraverso la porta di fabbrica del controller o il punto di accesso locale.
L'accoppiamento di una chiave meccatronica a un controller viene eseguito in modo diverso rispetto agli altri strumenti wireless e richiede che MWRKit sia collegato al controller. Consultare le istruzioni del prodotto dello strumento per informazioni più dettagliate.
Uno strumento infrastrutturale IRC-W utilizza l'infrastruttura wireless di una fabbrica per connettersi al controller. Le configurazioni degli strumenti, in modalità ad hoc o infrastruttura, vengono impostate in ToolsTalk Service 2.
Utilizzo della scheda Stazione virtuale
Le stazioni virtuali sono configurate nel menu Stazione virtuale.
Una stazione virtuale è un'astrazione software di una stazione fisica e può essere impostata per utilizzare uno strumento specifico ed eseguire in remoto diverse attività con lo strumento.
In Power Focus XC, è possibile impostare 6 stazioni virtuali per controller. Ogni stazione virtuale può essere collegata a uno strumento e a uno o più accessori
Utilizzando le stazioni virtuali, l'operatore può utilizzare molteplici strumenti ed eseguire diverse attività utilizzando lo stesso controller. È possibile collegare uno strumento cablato e più strumenti STB simultaneamente al controller.
Durante la configurazione di diversi strumenti, assicurarsi che il segnale di avvio selezionato in Fonte di avvio corrisponda allo strumento selezionato e che l'attività selezionata possa essere eseguita sullo strumento specifico.
Prima dell'inizio di qualsiasi serraggio, occorre selezionare un'attività nel menu Stazioni virtuali. Un'attività può essere uno dei tre tipi seguenti:
Programma di serraggio
Sequenza lotti
Fonti
La selezione può essere effettuata manualmente dall'operatore o da segnali esterni.
- Creazione di una stazione virtuale
- Eliminazione di una stazione virtuale
- Assegnazione delle licenze alle stazioni virtuali
- Annullamento dell'assegnazione delle licenze dalle stazioni virtuali
- Collegamento di un utensile a una stazione virtuale
- Configurazione della finestra delle attività in una stazione virtuale
- Finestra di configurazione dei protocolli in una stazione virtuale
- Configurazione della finestra degli accessori in una stazione virtuale
Creazione di una stazione virtuale
Nella vista Home, accedere alla scheda Stazione virtuale, selezionare l'icona + nell'angolo superiore destro della schermata.
Modificare il nome e altri parametri.
L'elenco delle stazioni virtuali create è presentato nell'ordine di creazione.
Le funzionalità del controller, come ad esempio le strategie di serraggio a bassa reazione e le funzioni a livello di controller, richiedono licenze distribuite attraverso il sistema di gestione delle funzionalità (Functionality Management System, FMS). Nonostante sia possibile configurare le funzioni senza licenze specifiche, l'assegnazione e l'utilizzo di tali funzionalità richiede l'installazione delle licenze corrette sul controller. Fare riferimento a Licenze (FMS) per informazioni dettagliate sulle licenze.
Se non è disponibile una configurazione dello strumento per l'assegnazione dello strumento, viene creata automaticamente una nuova configurazione dello strumento e viene assegnata alla stazione virtuale.
Questa configurazione dello strumento creata automaticamente avrà la Fonte di avvio impostata su Solo grilletto e la traccia impostata su Off. Per gli strumenti STB, la richiesta di avvio sarà impostata su On.
Eliminazione di una stazione virtuale
Nella vista Home, aprire la scheda Stazione virtuale e selezionare la stazione virtuale da rimuovere nel pannello di sinistra.
Selezionare l'icona Elimina nella parte inferiore dell'elenco dei parametri della stazione virtuale.
Assegnazione delle licenze alle stazioni virtuali
Per utilizzare le stazioni virtuali, assegnare a esse una licenza di tipo di stazione virtuale.
Selezionare il menu Stazione virtuale e selezionare la stazione virtuale a cui assegnare la licenza.
Nella sezione Licenze, selezionare la freccia nel campo Tipo per stazione virtuale
Viene visualizzata la finestra Modifica tipo di licenza.
Selezionare il tipo per stazione virtuale da assegnare alla stazione virtuale.
Se occorre assegnare ulteriori funzionalità della stazione virtuale, selezionare Modifica nel campo Funzionalità.
Viene visualizzata la finestra Seleziona funzionalità.
Verificare tutte le funzionalità da assegnare alla stazione virtuale, quindi selezionare OK.
Annullamento dell'assegnazione delle licenze dalle stazioni virtuali
Selezionare il menu Stazione virtuale, quindi selezionare la stazione virtuale per cui annullare l'assegnazione delle licenze.
Nella sezione Licenze, selezionare il nome della licenza nel campo Tipo per stazione virtuale.
Viene visualizzata la finestra Modifica tipo di licenza.
Selezionare il nome del tipo per stazione virtuale assegnato di cui si desidera annullare l'assegnazione.
Modifica tipo di licenza si chiude e il campo Tipo per stazione virtuale indicherà Nessuna. Tutte le funzionalità verranno rimosse anche dal controller.
In caso di eliminazione di una stazione virtuale, le licenze associate alla stazione virtuale verranno automaticamente reinserite nel pool.
Collegamento di un utensile a una stazione virtuale
Una stazione virtuale può avere un solo strumento collegato. Solo uno degli strumenti collegati a un controller può essere uno strumento cablato. Le stazioni virtuali aggiunte possono collegare strumenti senza fili abbinati al controller.
Ogni stazione virtuale deve avere una configurazione dello strumento, oltre allo strumento. Le configurazioni dello strumento vengono create nel menu Configurazioni.
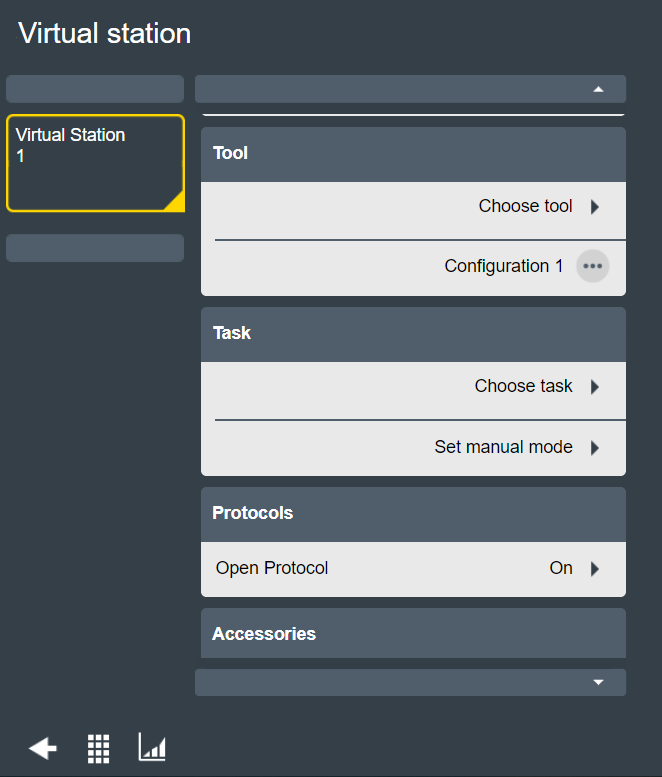
Andare nel menu Stazione virtuale e selezionare la stazione virtuale a cui si desidera collegare lo strumento.
Nella zona Strumento, selezionare Scegli strumento per aprire l'elenco degli strumenti disponibili.
In alternativa, se è già stato scelto uno strumento, selezionare Cambia strumento per aprire l'elenco degli strumenti disponibili.
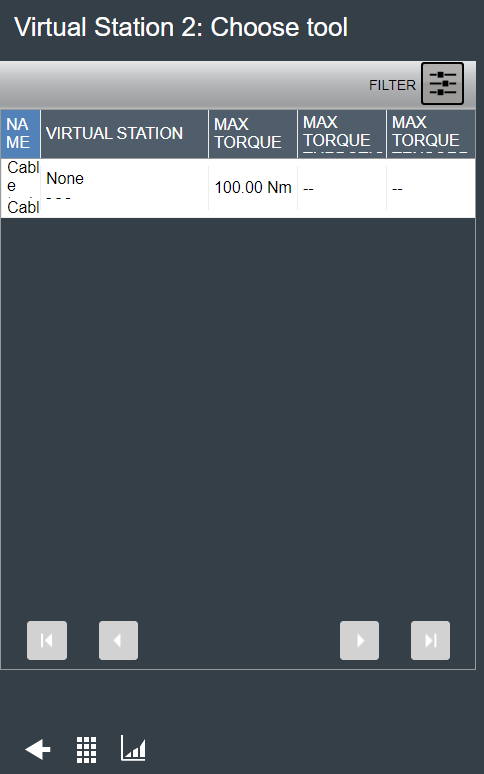
Nell'elenco degli strumenti disponibili, selezionare lo strumento desiderato per collegarlo alla stazione virtuale.
Gli strumenti non disponibili saranno in grigio. Per collegare tale strumento, deve prima essere scollegato dalla sua stazione virtuale.
Quando si collega un nuovo strumento, viene collegata una configurazione dello strumento. Se è disponibile più di una configurazione, appare un elenco di configurazioni dello strumento.
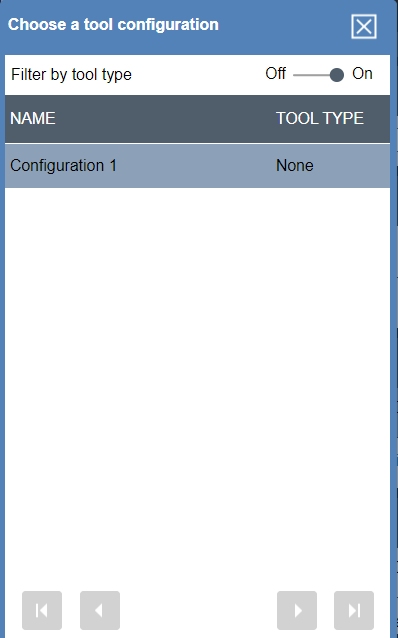
Per sostituire la configurazione dello strumento per la stazione virtuale:
Fare clic sulla freccia accanto al nome della configurazione attuale.
Scegliere un'altra configurazione nell'elenco.
Non è possibile deselezionare una configurazione, solo selezionare un'altra configurazione disponibile.
Configurazione della finestra delle attività in una stazione virtuale
L'attività selezionata può eseguire un programma di serraggio, una sequenza di lotto o l'attività usando un'origine configurata nel menu Origini.
L'attività può essere monitorata dal controller e il risultato dell'attività può essere presentata insieme a tutti gli eventi verificatisi durante l'operazione.
Configurazione della modalità manuale in una stazione virtuale
La modalità manuale per le stazioni virtuale viene utilizzata per l'esecuzione di attività mentre lo strumento è in modalità bloccata. Nei casi in cui lo strumento è bloccato per una qualsiasi ragione (ad esempio perché è fuori del suo ingombro TLS), può essere necessario eseguire alcune operazioni con lo strumento, quali lavori di emergenza. Configurando la modalità manuale per la stazione virtuale, gli utenti possono determinare quali segnali vengono inviati all'ingresso nella modalità manuale (Segnali di ingresso), quale attività può essere eseguita in modalità manuale (Attività secondaria) e quali segnali vengono inviati quando si lascia la modalità manuale (Segnali di uscita).
Poiché gli scenari desiderati possono variare tra i diversi utenti (ossia, quali segnali inviare all'ingresso e all'uscita e quale attività eseguire), la modalità manuale è completamente configurabile per ogni stazione virtuale.
La configurazione consiste di tre elementi: segnali di ingresso, segnali di uscita e attività secondaria (notare che per attività primaria si intende l'attività (automatica) assegnata alla stazione virtuale in Attività).
Andare nel menu Stazione virtuale e fare clic sulla stazione virtuale da configurare, quindi su Attività, fare clic su Imposta modalità manuale
Nella schermata di configurazione della modalità manuale, impostare l'attività secondaria. Questa determina l'attività da eseguire in modalità manuale.
Se non viene impostata nessuna attività secondaria, quella primaria verrà usata nella modalità manuale.
È possibile impostare tutti i tipi di attività (serraggio, sequenza del lotto, sorgente) per l'attività secondaria come per l'attività primaria.
Impostare i segnali in ingresso da inviare facendo clic sull'icona + al fondo della sezione Ingresso . Impostare i parametri per i segnali di ingresso di seguito.
Impostare i segnali in uscita da inviare facendo clic sull'icona + al fondo della sezione Uscita . Impostare i parametri per i segnali in uscita di seguito.
È possibile impostare un massimo di 99 segnali per l'ingresso e l'uscita.
Segnali di ingresso e uscita
I parametri per i segnali di ingresso e uscita sono gli stessi.
I segnali si distinguono in due tipologie: booleani e interi/stringhe. Per i segnali di tipo booleano, viene utilizzato un interruttore on/off (vero/falso). Per i segnali di tipo intero/stringa, viene usato un campo di testo in cui è possibile indicare il segnale (I/O) o la stringa.
Segnale | Tipo | Valore predefinito |
|---|---|---|
Interrompi sequenza | Booleano | Off |
Riconoscimento eventi | Booleano | Off |
Attiva scanner strumento | Booleano | Off |
Cancella risultati | Booleano | Off |
Disattiva comandi protocollo aperto | Booleano | Off |
Disabilita lo scanner utensile | Booleano | Off |
Dimensione lotto dinamica | Intero | 0 |
Identificativo esterno | Intero | 0 |
Controllato esternamente [1-8] | Booleano | Off |
Led verde lampeggiante strumento (protocollo esterno) | Booleano | Off |
IO generici [1-10] | Intero | 0 |
ID per la dimensione del lotto dinamico | Intero | 0 |
Resetta lotto | Booleano | Off |
Ripristino della sequenza dei lotti | Booleano | Off |
Resetta relè bistabile | Booleano | Off |
Ripristina troppi non OK | Booleano | Off |
Selezione ingresso | Intero | 0 |
Imposta relè bistabile | Booleano | Off |
Sblocca strumento al completamento | Booleano | Off |
Sblocca strumento alla disattivazione | Booleano | Off |
Finestra di configurazione dei protocolli in una stazione virtuale
Nella scheda Protocolli del menu Stazione virtuale è presente un elenco di protocolli di comunicazione disponibili, a seconda dell'attuale licenza in uso. L'opzione Protocollo aperto è disponibile per tutte le licenze.
Per ottenere accesso alla funzionalità tramite Protocollo aperto, dev'essere definita un'unica porta per ogni stazione virtuale.
Impostare l'interruttore Open Protocol su On.
Immettere il numero di porta del server.
Inserire il valore per Timeout comunicazione in secondi (tra 15 e 60).
Immettere un valore di PLC Index compreso tra 1 e 6.
Indice SoftPLC consente di associare la posizione in cui scrivere i comandi Open Protocol nella memoria condivisa. Il valore predefinito è 1, ma è possibile inserire i valori da 1 a 6
Scegliere l'azione da applicare in caso di perdita del collegamento con il client.
L'impostazione Disconnetti controlla l'azione applicata quando si verifica un errore di connessione:
Nessuno: il programma di serraggio continua normalmente.
Blocca strumento: lo strumento viene bloccato al termine dell'attuale serraggio.
Elimina assegnazione attività: il serraggio viene interrotto al termine dell'operazione in corso. Fatta eccezione dei programmi di serraggio semplici o sequenze di lotto in cui l'attività verrà rimossa al completamento.
Blocca sempre l'utensile: l'utensile viene bloccato al termine dell'attuale serraggio, indipendentemente dal risultato.
Utilizzo del contatore legacy
Questa impostazione conteggia tutti i serraggi in una sequenza e produce il numero dei sistemi secondari. Per abilitare questa impostazione, impostare Usa contatore legacy su Sì.
Programma di svitatura MID2500
Questa impostazione consente di selezionare un programma di svitatura MID2500 dall'elenco.
Toccare o selezionare Applica quando si è pronti.
Configurazione della finestra degli accessori in una stazione virtuale
Per collegare e scollegare gli accessori QIF a e da una stazione virtuale, vedere "Collegare gli accessori QIF a una stazione virtuale" e "Collegare gli accessori QIF da una stazione virtuale".
Per risolvere eventuali problemi di diagnostica I/O di un accessorio, vedere "Diagnostica del segnale digitale".
Diagnostica del segnale digitale
Durante la distribuzione e la risoluzione dei problemi di un controller, uno strumento diagnostico è molto utile. È disponibile per l'analisi nel tag Info per una configurazione del dispositivo nel menu Stazione virtuale.
Il controller può operare in modalità normale o in modalità diagnostica. In modalità normale, i segnali di ingresso e uscita digitali funzionano normalmente e vengono instradati tra la logica del controller interna e un accessorio esterno o un connettore.
La modalità diagnostica è suddivisa in modalità di monitoraggio e modalità forzata. Nella modalità di monitoraggio i segnali operano normalmente, ma forniscono il monitoraggio in tempo reale del comportamento del segnale. In modalità forzata, il collegamento tra la logica interna del controller e l'accessorio esterno viene aperto e i segnali di ingresso e uscita possono essere forzati in uno stato desiderato.
È possibile diagnosticare i segnali digitali per un dispositivo alla volta.
Configurazione della diagnostica
La diagnostica per un accessorio specifico è accessibile tramite l'opzione Info nella visualizzazione Stazione virtuale per l'accessorio.
Nella vista Home, aprire la scheda Stazione virtuale e selezionare una stazione virtuale nel pannello di sinistra.
Aprire la finestra Accessori, selezionare Info e Diagnostica.
Attivare la Modalità monitoraggio o Modalità forzata con l'interruttore.
Gli stati dei segnali di ingresso e di uscita sono disponibili nelle rispettive schede.
È possibile accedere alla diagnostica solo da un unico utente o funzione alla volta. Se la diagnostica è già in uso, appare un messaggio di informazione sullo schermo.
Operazioni normali
Nella modalità normali operazioni, i segnali di ingresso esterni vengono passati alla logica interna del controller e i segnali di uscita del controller a un target esterno, senza alcun intervento da parte del modulo di diagnostica.
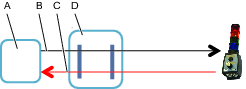
A | Stato interno del controller e funzioni logiche |
B | Percorso del segnale di uscita digitale |
C | Percorso del segnale di ingresso digitale |
D | Modulo di diagnostica |
Monitoraggio dei segnali digitali
Nella modalità diagnostica è possibile monitorare tutti i segnali trasmessi a e verso la logica interna del controller. Un rubinetto del segnale è collegato nel modulo di diagnostica e gli stati del segnale sono visualizzati sull'interfaccia grafica web o sull'interfaccia grafica del controller.
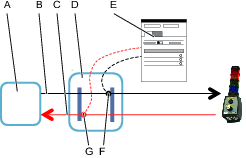
A | Stato interno del controller e funzioni logiche |
B | Percorso del segnale di uscita digitale |
C | Percorso del segnale di ingresso digitale |
D | Modulo di diagnostica |
E | Interfaccia utente |
F | Rubinetto del segnale in uscita |
G | Rubinetto del segnale in ingresso |
Forzare i segnali digitali
Nella modalità diagnostica è possibile forzare tutti i segnali trasmessi a e verso la logica interna del controller nello stato desiderato. Le linee di segnale vengono aperte nel modulo di diagnostica. Dall'interfaccia utente è possibile forzare i segnali di ingresso e di uscita negli stati stazionari. L'interfaccia utente corrisponde all'interfaccia grafica web o all'interfaccia grafica del controller.
Mentre i segnali vengono forzati, il controller funziona normalmente. Quando si lascia la modalità di diagnostica e la modalità forzata, tutti i segnali sono impostati allo stato operativo attuale del controller. Questo può portare a un cambiamento di stato per le uscite digitali, che possono creare azioni indesiderate.
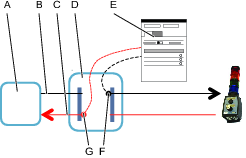
A | Stato interno del controller e funzioni logiche |
B | Percorso del segnale di uscita digitale |
C | Percorso del segnale di ingresso digitale |
D | Modulo di diagnostica |
E | Interfaccia utente |
F | Punto di inserimento del segnale di uscita forzato |
G | Punto di inserimento del segnale di ingresso forzato |
Uso della scheda Configurazioni
Configurazione utensile
Nella vista Home, accedere alla scheda Configurazioni e selezionare Configurazione utensile nel riquadro di sinistra per configurare le funzioni dell'accessorio disponibile sull'utensile.
Sono disponibili diverse funzioni, a seconda del tipo di utensile.
Configurazione delle funzioni degli accessori dell'utensile
Nella finestra Configurazione, selezionare Filtra per tipo di utensile. Quindi, selezionare l'utensile pertinente.
Nella finestra Configurazione, selezionare Modifica per configurare le funzioni pertinenti.
Una configurazione assegnata a una stazione virtuale non può essere cancellata.
Se disponibile, configurare il pulsante di funzione, l'anello a LED, l'interruttore di direzione, il cicalino e il vibratore selezionando l'icona ... nei campi corrispondenti.
Ciascun campo contiene un numero corrispondente a quello della funzione specifica (es. 1 corrisponde al pulsante di funzione, 2 all'anello LED, 3 all'interruttore di direzione, 4 al cicalino e 5 al vibratore).Se disponibile, configurare le impostazioni generali, la condizione iniziale e il bus accessori nelle relative finestre, in base alle esigenze del cliente.
- Configurazione del pulsante funzione
- Configurazione dei LED dell'utensile
- Configurazione dell'interruttore di direzione
- Configurazione del cicalino
- Impostazioni generali
- Configurazione della condizione iniziale
- Configurazione del bus accessori
- Configurazione dei trasduttori multipli
- Configurazione dell'estremità aperta
Configurazione del pulsante funzione
Utilizzare il tasto funzione sullo strumento per controllare al massimo sei segnali di ingresso disponibili. Le tre possibili condizioni del tasto sono abbinate ai due possibili stati dell'interruttore di direzione.
Stati del tasto funzione | Stati dell'interruttore di direzione |
|---|---|
Pressione singola | CW |
Pressione singola | CCW |
Doppia pressione | CW |
Doppia pressione | CCW |
Premuto | CW |
Premuto | CCW |
I due parametri configurabili controllano il tempo di pressione.
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Intervallo rilevamento pressione | Per pressione singola: il tempo di pressione massimo (in millisecondi) tra il tasto che viene premuto e il tasto rilasciato. | 300 ms |
Intervallo pressione successivo | Per doppia pressione: il tempo di pressione massimo (in millisecondi) tra il tasto rilasciato dopo la prima pressione e il tasto che viene premuto nuovamente. | 300 ms |
Configurazione dei LED dell'utensile
I LED dello strumento hanno le seguenti caratteristiche:
Il LED frontale illumina l'area di lavoro e si può usare per indicare lo stato del risultato per gli utensili supportati.
Il LED blu è parte dei LED utensile o parte di EHMI o RHMI per gli utensili supportati. Al LED blu si può collegare un segnale in uscita.
I LED di stato sono composti da un anello rosso, uno giallo e uno verde, o un anello multicolore segmentato su utensili a pistola specifici. Al LED di stato si possono collegare dei segnali in uscita.
Un indicatore di risultato configura l'accensione dei LED dell'utensile per indicare lo stato dei risultati di serraggio e la durata di questa indicazione sugli utensili supportati.
Un segnale in uscita può essere di tipo evento o stato.
Un segnale di stato rimane attivo per tutto il tempo che il segnale in uscita è attivo.
Un segnale di evento rimane attivo durante l'arco temporale configurato.
LED blu
Il LED blu si può configurare con un segnale in uscita di evento o di stato. Il segnale di stato viene indicato con una spia fissa.
Configurazione del LED blu
Selezionare un segnale da connettere al LED blu.
In alternativa: definire la durata di un segnale di evento.
Il LED blu viene sostituito o affiancato da un indicatore blu su EHMI o RHMI per tipi di utensile specifici.
Indicatore risultato
L'indicatore risultato configura l'accensione dei LED dell'utensile per indicare lo stato dei risultati di serraggio e la durata dell'indicazione.
La configurazione interessa il LED frontale e il LED indicatore di stato risultato sugli utensili supportati. Ciò include sequenza e durata. Se la sequenza è impostata su Off, l'indicatore di risultato non viene usato neanche se il LED frontale è impostato su On nella vista Configurazione utensile.
Il LED frontale deve essere impostato su On nella vista Configurazione utensile per usare il LED indicatore risultato frontale sugli utensili supportati.
Il LED frontale supporta i colori verde e rosso. Le sequenze che usano il colore giallo non fanno accendere il LED frontale in giallo.
Segnale | Descrizione |
|---|---|
OFF | Nessun LED si accende dopo il serraggio, a prescindere dal risultato. |
Verde | Quando un'operazione di serraggio è OK, si accende sempre la spia verde. |
Rosso:massimo:Giallo:minimo | Se il serraggio è terminato in modo non corretto (NOK); un LED rosso indica che il valore finale è troppo elevato, o un LED giallo indica che il valore è troppo basso. Rosso e giallo possono essere accesi contemporaneamente (per esempio in caso di una coppia troppo alta o un angolo troppo basso). |
Rosso:massimo(prio):Giallo:minimo | Se il serraggio è terminato in modo non corretto (NOK); un LED rosso indica che il valore finale è troppo elevato, o un LED giallo indica che il valore è troppo basso. Rosso e giallo non possono essere accesi contemporaneamente. Solo il rosso si accende in caso di valori contemporaneamente troppo alti e bassi. |
Rosso:NOK:Giallo:minimo | Un LED rosso indica che il serraggio è terminato in modo non corretto (NOK). Un LED giallo aggiuntivo può indicare se il valore è troppo basso. |
Rosso:NOK | Un LED rosso indica che il serraggio è terminato in modo non corretto (NOK). Non è mostrato nessun LED aggiuntivo. |
LED di stato
I LED di stato sono composti da LED di tre colori: rosso, giallo e verde. Ogni spia può essere fissa o lampeggiante. Ciò offre un totale di sei segnali diversi che possono essere collegati ai LED di stato.
Configurazione del LED di stato
Selezionare un segnale in uscita dal menù scorciatoie per ciascun colore e funzione, fissa o lampeggiante.
In alternativa: definire la durata di un segnale di evento.
I segnali dei LED di stato e indicazioni risultato non possono essere attivi simultaneamente sull'utensile. Valgono le seguenti condizioni:
Un LED viene acceso da un segnale configurato solo se non sono in corso serraggi e se il segnale in uscita di controllo è attivato.
Un LED si spegne quando inizia il serraggio successivo anche se la durata configurata non è stata raggiunta per un segnale di tipo evento, o il segnale in uscita di controllo non è stato disattivato per un segnale di tipo stato.
Un'indicazione di risultato sui LED di stato viene disattivata se viene eseguito un aggiornamento, attivato o disattivato, a un segnale configurato.
Durata
La durata determina per quanto tempo l'indicazione risultato rimane accesa dopo il rilascio del grilletto.
Parametro | Descrizione |
|---|---|
Al serraggio successivo | Il LED blu, i LED di stato e l'indicazione risultato rimangono accesi fino all'inizio del serraggio successivo. |
Ora | Il LED blu rimane acceso per la durata configurata dopo l'attivazione. I LED di stato rimangono accesi per la durata configurata dopo l'attivazione o fino all'inizio del serraggio successivo. L'indicazione risultato rimane accesa per la durata configurata dopo il rilascio del grilletto o fino all'inizio del serraggio successivo. |
Configurazione dell'interruttore di direzione
L'interruttore di direzione sullo strumento può essere configurato in modo da attivare un segnale di ingresso in caso di passaggio rapido da senso orario (CW) a senso antiorario (CCW) e ritorno, o viceversa.
Configurazione del cicalino
Il cicalino è configurato assegnando un segnale acustico a un segnale selezionato da un elenco dei segnali disponibili.
Il segnale acustico è costituito da un insieme di parametri descritti nella tabella. Un segnale acustico può ricevere una priorità tra 1 e 10, dove 1 è la priorità più alta e 10 la più bassa. Un segnale e suono ha priorità 5 come impostazione predefinita. E' possibile assegnare fino a 20 suoni ai segnali.
Parametro | Descrizione |
|---|---|
Priorità | Definisce la priorità del cicalino. |
Frequenza | Esatta frequenza in Hz. |
Tempo di accensione | Tempo (in ms) in cui suona il cicalino. |
Tempo di spegnimento | Tempo (in ms) in cui il cicalino non emette suoni. |
Ripetizione | Numero di volte in cui il cicalino ripete la sequenza di accensione/spegnimento. |
Volume | Volume del cicalino, in percentuale del volume max. |
Impostazioni generali
Le impostazioni generali per lo strumento possono essere impostate nella sezione Impostazioni generali.
Le funzioni Configurazione traccia, Controllo TAG e Selezione TAG sono ulteriormente descritte nelle rispettive sezioni corrispondenti.
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Timeout per inattività | Stabilisce se l'utensile deve disattivare l'alimentazione dopo un determinato periodo di inattività o meno. | On |
<Timeout per inattività> | Se il timeout di inattività è impostato su Attivo, imposta il numero di minuti prima dell'arresto. | 120 min |
LED frontale | Imposta il comportamento del LED frontale (oltre il rilascio del grilletto). Disponibile solo per gli utensili wireless. | On |
Durata dopo il rilascio del grilletto | Imposta il tempo in cui il LED anteriore resta acceso dopo il rilascio del grilletto (in secondi). Per gli utensili cablati, il LED anteriore viene acceso per 10 secondi dopo la pressione del grilletto degli utensili. | 0 sec |
Traccia | Abilita la rappresentazione grafica del serraggio. Per programmi di multistep, la traccia è sempre attiva dalla Pressione del grilletto. Per gli utensili wireless, selezionare Grilletto premuto o Avvitamento completo per creare la traccia. | Off |
Controllo TAG | Abilita il controllo TAG sull'utensile. L'utensile si blocca se il TAG fornito con il programma non è uguale a quello inserito in STwrench smartHEAD. Il controllo TAG è disponibile solo per STwrench o quando non viene selezionato alcun utensile durante la convalida della configurazione dell'utensile. | Off |
Selezione TAG | Consente di selezionare un programma di serraggio/lotto o sequenza lotto utilizzando sequenza lotto/serraggio sorgente/lotto sorgente. La selezione TAG è disponibile solo per STwrench o quando non viene selezionato alcun utensile durante la convalida della configurazione dell'utensile. | Off |
Blocca lo strumento in caso di memoria piena | Permette di bloccare l'utensile quando la memoria del controller è piena. | On |
Configurazione della traccia
Le tracce forniscono agli utenti una rappresentazione grafica del serraggio. Le tracce possono iniziare dalla pressione del grilletto o dopo il completamento dell'avvitamento.
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Traccia | Permette di visualizzare il risultato sotto forma grafica. Off: nessuna traccia viene effettuata. Grilletto premuto: La traccia è disegnata dalla pressione del grilletto dell'utensile. Avvitamento completato: La traccia è disegnata dal raggiungimento di Avvitamento completato. | OFF |
Il numero massimo di punti traccia è 2000 (200 per utensili STB). Se il numero massimo di punti traccia viene superato, ogni altro risultato sarà eliminato (dimezzando a tutti gli effetti il tasso di campionamento). Il tracciamento continuerà finchè il serraggio è attivo, e ogni volta che si raggiunge il numero massimo di punti traccia, metà dei punti traccia sarà eliminata per permettere al tracciamento di continuare. Il tracciamento si fermerà una volta finita quando la fase finale del serraggio.
Controllo TAG
La funzione Controllo TAG abilita il controllo TAG sull'utensile. Quando il controllo TAG è abilitato su Power Focus XC e STwrench, l'utensile si blocca se il TAG fornito con il programma non è uguale a quello inserito in STwrench smartHEAD.
Il numero TAG viene specificato in modo diverso a seconda dell'attività di lavoro.
In caso di Strategie di serraggio generiche, il numero TAG viene specificato nel Programma di serraggio.
In caso di Strategia di serraggio multistep, il numero TAG dipende da ciò che viene selezionato nel menu Sorgenti/sequenza lotto.
Se viene eseguito Serraggio origine (Origini > Serraggio > Serraggio origine > Modalità selettore, conferma), il numero TAG viene specificato nella finestra Bussola.
Se viene eseguito Sequenza lotto (Sequenza lotto > Libreria sequenze> Sequenza> Configurazione lotto, modifica), il numero TAG è il numero identificativo.
Se viene eseguito Lotto sorgente (Sorgenti > Sequenza lotto > Lotto sorgente), il numero TAG è specificato in Sequenza lotto come indicato nella sezione qui sopra.
In caso di Sequenza lotto e Lotto sorgente, impostare Ordine libero in Sequenza lotto suNo.
Il controllo TAG è disponibile solo per STwrench.
Opzioni di controllo TAG | Descrizione |
|---|---|
Off | L'utensile non si blocca, indipendentemente dal TAG inserito. |
On | L'utensile viene bloccato se il numero TAG non è uguale quello specificato nella configurazione della strategia di serraggio. |
Selezione TAG
La funzione Selezione TAG consente di selezionare un programma di serraggio/lotto o sequenza lotto dotato di un numero TAG configurato e corrispondente al numero del TAG inserito in STwrench smartHEAD.
La selezione TAG è disponibile solo per STwrench.
Opzioni di selezione TAG | Descrizione |
|---|---|
OFF | STwrench non segnala al controller di selezionare Programma di serraggio/lotto o Sequenza lotto. |
On | Selezionare il programma di serraggio/lotto o sequenza lotto in base al numero TAG configurato in Sequenza lotto/Serraggio sorgente/Lotto sorgente. |
Configurazione della condizione iniziale
Le condizioni di partenza di un utensile, quali sorgente di avvio e richiesta di avvio, vengono configurate qui. Le funzioni sono descritte nelle rispettive sezioni.
Richiesta di avvio
La richiesta di avvio permette di avere una connessione permanente tra lo strumento e il controller di uno strumento STB. Questo assicura che lo strumento sia sempre aggiornato con il programma di serraggio o le impostazioni del lotto, e con le altre impostazioni del controller, durante il serraggio.
Quando la Richiesta di avvio è impostata su On, lo strumento si blocca se perde la connessione con il controller. Ciò significa che se lo strumento perde la connessione durante un serraggio o una sequenza di lotto, lo strumento terminerà il serraggio in corso e poi si fermerà. Lo strumento sarà bloccato fino a quando verrà ristabilita la connessione.
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Richiesta di avvio | Bloccare lo strumento quando perde la connessione con il controller. On: lo strumento viene bloccato e non può eseguire il serraggio se perde la connessione con il controller. Off: lo strumento può continuare a eseguire il serraggio anche se ha perso la connessione con il controller. | On |
Origine di avvio
Utilizzare la sorgente di avvio strumento per configurare la modalità di avvio dello strumento. Il valore predefinito è Solo grilletto.
Origine di avvio è disponibile solo per determinati tipi di utensili.
Origine di avvio | Descrizione |
|---|---|
Solo grilletto | Premere il grilletto dello strumento per iniziare il serraggio. |
Grilletto O pressione | Premere il grilletto dello strumento o spingere lo strumento contro il giunto per iniziare il serraggio. |
Grilletto E pressione | Premere il grilletto dello strumento e spingere lo strumento contro il giunto per iniziare il serraggio. |
Grilletto AND Ingresso digitale | Disporre di un segnale tramite l'ingresso digitale e premere il grilletto dell'utensile per avviare il serraggio. |
Solo pressione | Spingere lo strumento contro il giunto per iniziare il serraggio. |
Grilletto di sicurezza | Due grilletti (come con grilletto e pressione) attivati entro 500 ms l'uno dall'altro per avviare il serraggio. |
Configurazione del bus accessori
Gli accessori dello strumento sono collegati allo strumento attraverso il bus accessori. Gli accessori dello strumento sono configurati separatamente per ogni configurazione dello strumento sul controller.
Tipo | Descrizione |
|---|---|
Selettore ST | Un piccolo display e tasti utilizzati per selezionare le attività o i programmi in base alla configurazione. |
Tag TLS | Tag del sistema di posizionamento strumento usato per fornire la segnalazione all'operatore. |
EHMI | Un piccolo display e tasti utilizzati per selezionare le attività o i programmi in base alla configurazione. |
Scanner | Un dispositivo per la lettura di stringhe di codice a barre o QR contenente informazioni. |
Selettore ST
Il Selettore ST è un accessorio dello strumento. Viene installato sullo strumento e collegato al bus accessorio dello strumento. Ha un piccolo display, due tasti di ingresso e LED di uscita.
Display
Il display mostra una informazione alla volta e dispone di quattro diverse pagine configurabili per mostrare diverse voci preimpostate per ogni pagina.
Parametro | Descrizione |
|---|---|
Pagina 1 | Selezionare il messaggio da visualizzare dall'elenco:
|
Pagina 2 | |
Pagina 3 | |
pagina 4 |
Tempo di commutazione
Parametro | Descrizione |
|---|---|
Tempo di commutazione | Seleziona il tempo per visualizzare un messaggio prima della visualizzazione del messaggio successivo. |
Pulsanti
I due tasti possono essere configurati per agire in base alle informazioni visualizzate e utilizzati per scorrere tra le voci elencate.
Parametro | Descrizione |
|---|---|
Pulsante sinistra | Selezionare un'azione dal menu di scelta rapida. |
Pulsante destra | Selezionare un'azione dal menu di scelta rapida. |
LED di stato
I LED di stato possono essere attivati o disattivati.
Parametro | Descrizione |
|---|---|
Mostra risultato LED | Selezionare il tasto On od Off desiderato. |
Mostra LED aggiuntivo | Selezionare il tasto On od Off desiderato. |
I LED del risultato sono di colore rosso, verde e giallo e presentano le stesse informazioni dei LED principali dello strumento.
Due LED aggiuntivi possono visualizzare Lotto OK e Sequenza di lotto OK. Entrambi i LED vengono spenti al successivo serraggio.
Tag TLS
Il tag del Sistema di posizionamento strumento (TLS) è un accessorio dello strumento. Il tag TLS è installato sullo strumento e collegato al bus accessorio dello strumento. Il tag TLS fa parte del sistema di posizionamento Ubisense ed è gestito in modo indipendente dal controller. Oltre al posizionamento, il tag TLS può essere utilizzato per fornire informazioni all'operatore. I segnali di uscita selezionati possono generare diverse combinazioni di LED.
È possibile mappare fino a 10 diversi segnali di uscita a una priorità bassa.
|
Parametro |
Descrizione |
|---|---|
|
Segnale |
Selezionare un segnale per attivare la luce LED da un menu di scelta rapida. Per un segnale di tipo Evento, selezionare la durata del segnale. |
|
Colore |
Selezionare un colore per il LED. |
|
Priorità |
Sono disponibili 10 livelli di priorità per i segnali acustici dove uno (1) rappresenta il massimo livello di priorità. Il livello di priorità predefinito è cinque (5). |
Per due segnali simultanei, vince il segnale con la priorità più alta. Quando due segnali con la stessa priorità attivano il LED, il primo segnale che arriva vince.
Un segnale di uscita può essere di tipo Evento o Stato.
Un segnale di stato si attiva fino a quando lo stato è attivo.
Un segnale di evento è attivo durante un periodo di tempo configurabile.
EHMI
L' EHMI è un accessorio dello strumento. Viene installato sullo strumento e collegato al bus accessorio dello strumento. Ha un display grafico, tre tasti funzione e opzionalmente uno scanner. Il display è un sottoinsieme dell'interfaccia grafica del controller con la possibilità di selezionare i programmi di serraggio, le sequenze di lotto e visualizzare i risultati dei serraggi. L'interazione con il controllore avviene attraverso i tasti funzione.
Nella configurazione EHMI, è possibile decidere se i tasti funzione sono On o Off.
Parametro | Descrizione |
|---|---|
Attivazione tasti funzione | On = i tasti hanno massima funzionalità per configurare le impostazioni nei menu visibili. Off = i tasti funzione possono essere usati solo per confermare una finestra di dialogo necessaria su EHMI. |
Scanner
Lo scanner è un accessorio dell'utensile. Viene installato sull'utensile e collegato al bus accessori dello stesso.
Uno scanner consente di leggere una stringa di codice a barre o un codice QR contenente informazioni per scegliere la sequenza di lotto adeguata.
Parametro | Descrizione | Valore predefinito |
|---|---|---|
Modalità pass-through | On: abilita il pass-through. Off: disabilita il pass-through. | Off |
Configurazione dei trasduttori multipli
Disponibile solo per gli strumenti QST e IxB.
A seconda del tipo di utensile e del numero di trasduttori, è possibile impostare l'utilizzo dei trasduttori di coppia e angolo in un serraggio. I trasduttori possono essere configurati per il controllo o il monitoraggio.
Parametro | Descrizione |
|---|---|
Controllo del trasduttore di coppia | Imposta il trasduttore di coppia a utilizzato per il serraggio. Impostazioni disponibili:
|
Trasduttore di controllo dell'angolo | Imposta il trasduttore di angolo da utilizzare per il serraggio. Impostazioni disponibili:
|
Selezionare Dettagli per aprire un sottomenu con altre impostazioni.
Parametro | Descrizione |
|---|---|
Segnalazione dei valori di coppia di monitoraggio | Se impostato, verrà riportato un valore di coppia finale sia dal trasduttore di controllo che da quello di monitoraggio, compresa la valutazione dello stato di entrambi (OK/Alto/Basso). |
Coppia di segnalazione degli errori di ridondanza | L'errore di ridondanza viene segnalato se la coppia finale misurata sul trasduttore di controllo differisce dal valore misurato sul trasduttore di monitoraggio. |
Bloccare lo strumento in caso di errore di ridondanza | Bloccare lo strumento se viene rilevato un errore di ridondanza. |
Parametro | Descrizione |
|---|---|
Richiede una coppia doppia | Se l'utensile collegato deve disporre di due trasduttori di coppia (non disabilitati) per eseguire un serraggio. |
Monitoraggio secondario nel grafico | Se impostato, i valori del trasduttore di coppia sono inclusi nella traccia. |
Parametro | Descrizione |
|---|---|
Abilita limitazione coppia doppia | Se la limitazione del trasduttore a coppia doppia è attiva. |
Differenza di coppia massima | Il limite per la limitazione della differenza della coppia doppia. |
Parametro | Descrizione |
|---|---|
Segnalazione dei valori di angolo di monitoraggio | Se impostato, verrà riportato un valore di angolo finale sia dal trasduttore di controllo che da quello di monitoraggio, compresa la valutazione dello stato di entrambi (OK/Alto/Basso). |
Angolo di segnalazione degli errori di ridondanza | L'errore di ridondanza viene segnalato se l’angolo finale misurata sul trasduttore di controllo differisce dal valore misurato sul trasduttore di monitoraggio. |
Bloccare lo strumento in caso di errore di ridondanza | Bloccare lo strumento se viene rilevato un errore di ridondanza. |
Parametro | Descrizione |
|---|---|
Richiede un angolo doppio | Se l'utensile collegato deve disporre di due trasduttori dell'angolo (non disabilitati) per eseguire un serraggio. |
Monitoraggio angolo nel grafico | Se i valori dal trasduttore dell'angolo di monitoraggio sono inclusi nella traccia. |
Parametro | Descrizione |
|---|---|
Abilita limitazione doppio angolo | Se la limitazione del trasduttore ad angolo doppio è attiva. |
Differenza massima dell'angolo | Il limite per la restrizione della differenza dell'angolo doppio. |
Configurazione dell'estremità aperta
Prima di utilizzare un utensile a estremità aperta, verificare che la testa e il corpo dello stesso siano montati e configurati correttamente. In caso contrario, l'utensile potrebbe girare nella direzione errata e il dispositivo di arresto meccanico nella testa a estremità aperta potrebbe subire danni.
Una volta eseguito un serraggio con un utensile a estremità aperta, è possibile lasciare che l'utensile a estremità aperta raggiunga nuovamente la posizione di apertura attraverso la configurazione dell'estremità aperta.
Configurare strategie e impostazioni dell'estremità aperta attraverso l'interfaccia uomo-macchina (Human machine interface, HMI).
La configurazione aperta ha validità solo per utensili cablati, utensili IXB e utensili STB.
La configurazione aperta non ha validità per Flex e serraggio sincronizzato.
Configurazione dell'estremità aperta
Impostazioni | Descrizione |
|---|---|
Posizionamento automatico | Una volta eseguito un serraggio con un utensile a estremità aperta, è possibile lasciare che l'utensile a estremità aperta torni nella posizione di apertura in modo automatico. Un pulsante a levetta consente di attivare o disattivare il posizionamento automatico:
Il posizionamento automatico ha validità solo per programmi di serraggio multifase. Il posizionamento automatico è applicabile solo agli utensili cablati e agli utensili IXB. |
Strategia di posizionamento | Selezionare la strategia di posizionamento per far sì che l'utensile a estremità aperta torni alla posizione di apertura dopo il serraggio.
Raccomandiamo di usare le strategie Inversione in base a coppia e Avvio rapido in avanti per utensili di tipo aperto con parte anteriore girevole. Le strategie Inversione in base a coppia e Avvio rapido in avanti hanno validità solo per utensili cablati e utensili IXB. |
Velocità di posizionamento | La velocità di posizionamento definisce la velocità con cui l'utensile raggiunge la posizione di apertura. L'operatore può inserire un valore di velocità di posizionamento compreso fra 5% e 100%. |
Segnali digitali
Segnali di ingresso
I segnali di ingresso sono comandi di sistema che vengono effettuati utilizzando ad esempio tasti o interruttori di un accessorio, un accessorio dello strumento o un accessorio QIF, o collegando il segnale a un connettore di ingresso I/O.
Il segnale di ingresso Blocco strumento non deve essere configurato per più di un accessorio per ogni stazione virtuale.
Segnali in uscita
I segnali di uscita sono stati o eventi del sistema. Possono essere collegati a un accessorio dello strumento o un accessorio QIF.
Configurazione del selettore
Configurazione selettore bussola
Un selettore per bussole è un vassoio con bussole e diodi luminosi che possono essere utilizzati per guidare l'utente, ad esempio, in una sequenza lotti. L'utilizzo di un selettore è consigliato se devono essere utilizzati più programmi di serraggio Quando viene sollevata una bussola, viene selezionato il programma di serraggio corrispondente. È possibile collegare più selettori per bussole a ogni stazione virtuale.
Le informazioni sui selettori per bussole collegati sono disponibili selezionando Serraggio e Selettore bussole nel menu Sorgenti.
Configurazione del selettore bussole
Nella vista Home, accedere alla scheda Configurazioni e selezionare Selettore bussole nel riquadro di sinistra. Selezionare l'icona + nell'angolo in alto a destra della schermata per creare una nuova configurazione.
Assegnare un nome alla configurazione.
Selezionare Modifica.
Fare clic su Aggiungi o Rimuovi per il numero corretto di slot bussole, quindi selezionare tutti gli slot che devono essere attivi (indicati in blu).
Impostare Controllo su Esterno se la selezione della bussola deve essere controllata da un sistema esterno.
Collegamento di un selettore per bussole a una stazione virtuale
Nel menu della Stazione virtuale, scegliere la stazione virtuale da usare e quindi andare in Accessori e selezionare Scegli accessori.
In Accessori, fare clic su Scegli accessori, quindi andare alla scheda del Selettore attacchi.
Nella colonna Configurazione (a sinistra), selezionare la configurazione da usare con il selettore attacchi (vedereConfigurazione del selettore per bussole)
Nella colonna Accessori collegati (a destra), selezionare il selettore attacchi da usare.
Configurazione del selettore 6 tramite cavo Ethernet/wireless
Panoramica principale Selector 6
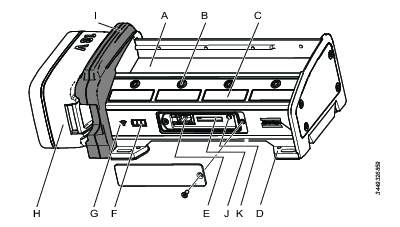
A | Supporto per attacco o punta |
B | LED indicatori per la posizione |
C | Area adesivi |
D | Fori di montaggio a ogni angolo |
E | Porta di manutenzione |
F | LED di stato batteria (disponibile solo nelle versioni wireless) |
G | LED stato WLAN (disponibile su alcuni selettori) |
H | Batteria (disponibile solo nelle versioni wireless) |
I | Modulo mobilità (disponibile solo nelle versioni wireless) |
Panoramica collegamento Selector 6
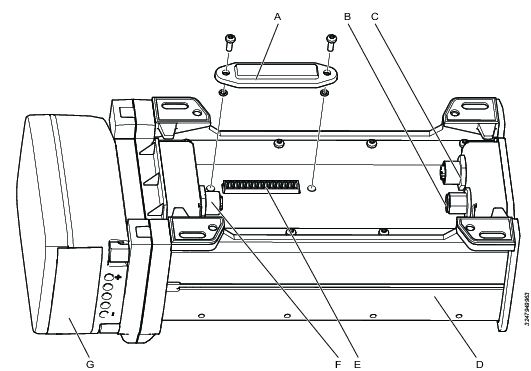
A | Coperchio del connettore |
B | Ingresso alimentazione CC esterna; connettore Kycon (DC DIN) |
C | Ingresso Ethernet, connessione upstream; connettore femmina M12 codifica D |
D | Lato posteriore selettore |
E | Connettore ingresso e uscita digitale |
F | Uscita Ethernet, connessione downstream; connettore femmina M12 codifica D |
G | Batteria |
Panoramica porta di manutenzione Selector 6
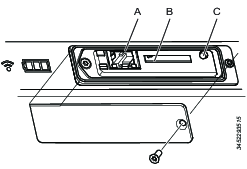
A | Porta di manutenzione RJ45 |
B | Slot RBU |
C | Tasto funzione |
Sul controller, andare su Impostazioni > Rete e alla porta Ethernet di fabbrica , controllare l'indirizzo IP (necessario solo nella configurazione tramite connessione wireless).
Aprire il coperchio della porta di manutenzione sul selettore. Il coperchio è fissato con una vite a brugola da 2 mm.
Collegare un cavo Ethernet tra un PC e il connettore RJ-45 nell'interfaccia di manutenzione.
Assicurarsi che il selettore sia alimentato da PoE, da alimentatore esterno o da batteria.
Aprire una finestra del browser web nel PC.
Digitare l'indirizzo 169.251.1.1 e premere il tasto Invio. Il server web nel selettore risponderà mostrando l'interfaccia web del selettore.
Selezionare Impostazioni
 nella barra di navigazione sinistra (selezionata per impostazione predefinita). L'area di lavoro Impostazioni mostra i menu di configurazione ed è suddivisa in cinque diverse impostazioni: Impostazioni di base, Porta di manutenzione, Ingresso Ethernet, WLAN e Power Focus XC.
nella barra di navigazione sinistra (selezionata per impostazione predefinita). L'area di lavoro Impostazioni mostra i menu di configurazione ed è suddivisa in cinque diverse impostazioni: Impostazioni di base, Porta di manutenzione, Ingresso Ethernet, WLAN e Power Focus XC.Nella sezione Ingresso Ethernet , selezionare Modalità esterna On od Off for per la sorgente di controllo LED desiderata.
Le fasi successive della configurazione dipendono dalla modalità di collegamento del selettore di attacchi al controller (cavo Ethernet direttamente al controller (impostazione predefinita), cavo Ethernet alla rete aziendale, o wireless alla rete aziendale). Consultare le istruzioni di seguito per la configurazione.
Le porte Ethernet (RJ45) per il collegamento dei dispositivi e il collegamento a catena dei controller sono disponibili solo nei modelli Power Focus XC più recenti. Per collegare Selector 6 tramite cavo Ethernet a modelli di controller più vecchi, dev'essere usato un cavo adattatore in modo da collegare il cavo Ethernet alla porta COM del controller.
Nella sezione Ingresso Ethernet, selezionare Power Focus XC (impostazione predefinita) dal menu a discesa Collegato a.
Fare clic sul tasto Salva in alto a destra dell'area di lavoro.
Rimuovere il cavo Ethernet dalla porta di manutenzione.
Chiudere la porta di manutenzione con il coperchio e fissarlo con la vite a brugola.
Il selettore attacchi mostra l'elenco degli Accessori collegati (Stazione virtuale > Accessori > Scegli accessori > Selettore attacchi)
Nella sezione Ingresso Ethernet , selezionareRete aziendale dal menu a discesa Collegato a.
Selezionare DHCP On od Off per la configurazione dell'indirizzo IP dinamico o statico. Se è necessario un indirizzo IP statico, nel campo dell'indirizzo IP inserire l'indirizzo IP del selettore attacchi.
Nella sezione Power Focus XC, inserire l'indirizzo IP del controller (vedere sopra) per il controller a cui collegare il selettore.
Fare clic sul tasto Salva in alto a destra dell'area di lavoro.
Rimuovere il cavo Ethernet dalla porta di manutenzione.
Chiudere la porta di manutenzione con il coperchio e fissarlo con la vite a brugola.
Il selettore attacchi mostra l'elenco degli Accessori collegati (Stazione virtuale > Accessori > Scegli accessori > Selettore attacchi)
Nella sezione Ingresso Ethernet , selezionareRete aziendale dal menu a discesa Collegato a.
Nella sezione WLAN, compilare i seguenti parametri:
Abilitare: impostare il tasto radio su SÌ
SSID: inserire il nome SSID per il selettore attacchi
Password: inserire la password per la rete wireless a cui collegarsi
Tipo di crittografia: scegliere il tipo di crittografia corretta per la rete wireless (WPA-PSK, WPA2-PSK o EAP-TLS)
Nella sezione Power Focus XC, inserire l'indirizzo IP del controller (vedere sopra) per il controller a cui collegare il selettore.
Fare clic sul tasto Salva in alto a destra dell'area di lavoro.
Rimuovere il cavo Ethernet dalla porta di manutenzione.
Chiudere la porta di manutenzione con il coperchio e fissarlo con la vite a brugola.
Il selettore attacchi mostra l'elenco degli Accessori collegati (Stazione virtuale > Accessori > Scegli accessori > Selettore attacchi)
Stazione virtuale generale
In Stazione virtuale generale, è possibile salvare diverse impostazioni di report e dei serraggi dei risultati specifici. È possibile creare diversi filtri per risultati specifici. Nelle impostazioni di serraggio è possibile definire caratteristiche come ad esempio il comportamento di sblocco dell'utensile. Queste configurazioni possono poi essere assegnate alle stazioni virtuali.
Aggiunta e modifica di una configurazione
Nel menù Configurazioni, selezionare la scheda Stazione virtuale generale, poi l'icona più in alto a destra.
Assegnare un nome alla nuova configurazione e selezionare Modifica.
Nella finestra Filtro risultati per rapporto, portare l'interruttore su On per i parametri da includere nei risultati. Per impostazione predefinita, tutti i parametri sono impostati come attivi.
L'attivazione di un filtro dei risultati impedisce l'invio del rispettivo risultato, ma esso viene comunque visualizzato sul controller.
È possibile impostare i seguenti parametri nella sezione Filtro risultati per report:
Allentamento
Incremento lotto
Decremento lotto
Resetta lotto
Programma di serraggio bypass
Interrompi sequenza
Interruzione della sequenza non avviata
Ripristino della sequenza dei lotti
Nella finestra Impostazioni serraggio, definire un valore per i vari parametri elencati. Per impostazione predefinita, tutti i parametri sono impostati come disattivi.
È possibile impostare i seguenti parametri nella sezione Impostazioni di serraggio:
Sblocca lo strumento all'allentamento: verifica che lo strumento sia bloccato dopo un serraggio NOK.
Disabilita allentamento: garantisce che un operatore non allenti un bullone quando non è permesso.
Disabilita serraggio: garantisce che un operatore non stringa un bullone quando non è permesso.
Massimo numero di allentamenti consecutivi: garantisce che l'operatore non possa eseguire più del numero di allentamenti configurato prima che l'utensile si blocchi.
Impostazioni sblocca utensile sull'allentamento
Impostazione | Descrizione |
|---|---|
OFF | Un utensile disabilitato rimarrà tale a prescindere dallo stato di allentamento. |
Su OK | Un utensile disabilitato viene sbloccato al termine di un allentamento OK. |
Sempre | Un utensile disabilitato viene sbloccato non appena termina un allentamento, a prescindere dallo stato di allentamento. |
Disabilita le impostazioni di svitamento
Per assicurarsi che un bullone non venga allentato per errore, usare la funzione di disabilita svitamento. Esistono quattro impostazioni di disabilitazione svitamento:
Impostazioni | Descrizione |
|---|---|
OFF | Lo svitamento è sempre abilitato. È sempre possibile allentare un bullone. |
Su serraggio OK | Lo svitamento è disattivato dopo un serraggio OK. Non è possibile allentare un bullone debitamente serrato. |
Su serraggio NOK | Lo svitamento è disattivato dopo un serraggio NOK. Non è possibile allentare un bullone non debitamente serrato. |
Sempre | Lo svitamento è sempre disabilitato. Non è possibile svitare un bullone. |
Dopo ogni operazione | L'allentamento è disabilitato dopo qualsiasi operazione, compreso il serraggio OK/NOK, l'allentamento OK/NOK e se l'utensile sta eseguendo una corsa libera (nessun risultato) |
Queste impostazioni hanno validità durante l'esecuzione di un'attività. Lo svitamento è abilitato o disabilitato in base all'impostazione e allo stato dell'ultimo serraggio. Per nuove attività, lo stato iniziale per disabilitare lo svitamento è impostato come segue:
Impostazioni | Stato iniziale per nuova attività |
|---|---|
OFF | Svitamento abilitato. È possibile allentare un bullone. |
Su serraggio OK | Svitamento disabilitato. Non è possibile svitare un bullone. |
Su serraggio NOK | Svitamento disabilitato. Non è possibile svitare un bullone. |
Sempre | Svitamento disabilitato. Non è possibile svitare un bullone. |
Dopo ogni operazione | Svitamento disabilitato. Non è possibile svitare un bullone |
Lo stato iniziale si usa ogni volta che si assegna una nuova attività a una stazione virtuale o un'attività ricomincia. Lo stato iniziale può cambiare in base al tipo di attività, descritto come segue.
Programma di serraggio e modalità sincronizzata
L'abilitazione e disabilitazione svitamento rispetta le impostazioni di disabilitazione svitamento e lo stato dell'ultimo serraggio.
Sequenza lotti
Durante una sequenza lotti, l'abilitazione e disabilitazione svitamento rispetta le impostazioni di disabilitazione svitamento e segue lo stato dell'ultimo serraggio. Ciò vale anche quando un lotto passa a quello successivo nell'ambito di una sequenza lotti. Se una sequenza lotti ricomincia, lo svitamento viene abilitato o disabilitato in base allo stato iniziale delle nuove attività.
Lotto sorgente
L'abilitazione e disabilitazione svitamento segue la stessa procedura descritta in sequenza lotti. Se una sequenza lotti in corso ricomincia o se ne seleziona una nuova, lo svitamento viene abilitato o disabilitato in base allo stato iniziale delle nuove attività.
Serraggio sorgente (senza controllo lotto)
Durante un lotto, l'abilitazione o disabilitazione viene definita in base allo stato dell'ultimo serraggio. Se si seleziona un altro programma, l'abilitazione o disabilitazione viene definita in base allo stato iniziale delle nuove attività. Se si cambia programma, utensile o bussola, l'abilitazione o disabilitazione viene definita in base allo stato iniziale delle nuove attività.
Serraggio multi-mandrino
L'abilitazione e disabilitazione svitamento segue sempre lo stato dell'ultimo serraggio. Ciò ha validità anche per una nuova modalità di sincronizzazione.
Impostazioni disabilitazione serraggio
Per assicurarsi che un operatore non stringa un bullone per errore, esiste una funzione detta Disabilitazione serraggio. Esistono quattro impostazioni di Disabilitazione serraggio:
Impostazioni | Descrizione |
|---|---|
OFF | Il serraggio è sempre abilitato. È sempre possibile serrare un bullone. |
Su serraggio NOK | Il serraggio è disattivato dopo un serraggio NOK. Non è possibile serrare un bullone non debitamente serrato finché l'utensile non è sbloccato. |
Su serraggio OK | Il serraggio è disattivato dopo un serraggio OK. Non è possibile serrare un bullone debitamente serrato finché l'utensile non è sbloccato. |
Dopo ogni serraggio | Il serraggio è sempre disabilitato dopo ogni serraggio e deve essere sbloccato da un segnale o da un allentamento per abilitare l'utensile al serraggio successivo. |
Dopo ogni operazione | Il serraggio è disabilitato dopo qualsiasi operazione, compreso il serraggio OK/NOK, l'allentamento OK/NOK e se l'utensile sta eseguendo una corsa libera (nessun risultato). Deve essere sbloccato con un segnale o un allentamento per consentire all'utensile di effettuare il serraggio successivo. |
Queste impostazioni hanno validità durante l'esecuzione di un'attività. Il serraggio è abilitato o disabilitato in base all'impostazione e allo stato dell'ultimo serraggio. Per le nuove attività, lo stato iniziale per disabilitare il serraggio è definito come segue:
Impostazioni | Stato iniziale per nuova attività |
|---|---|
OFF | Serraggio abilitato |
Su serraggio OK | Serraggio abilitato |
Su serraggio NOK | Serraggio abilitato |
Dopo ogni serraggio | Serraggio disabilitato |
Dopo ogni operazione | Serraggio disabilitato |
Lo stato iniziale si usa ogni volta che si assegna una nuova attività a una stazione virtuale o l'attività ricomincia. Lo stato iniziale può cambiare in base al tipo di attività, come descritto nella sezione impostazioni di disabilitazione svitamento.
Quando si utilizzano le impostazioni di serraggio con STB, SRB e TBP in ombra radio, vi sono alcune limitazioni:
Disabilita le impostazioni di svitamento, dopo ogni operazione, funziona solo quando l'utensile è collegato al controller. In condizione di ombra radio, il comportamento predefinito è Serraggio su OK.
Disabilita le impostazioni di serraggio, dopo ogni operazione, funziona solo quando l'utensile è collegato al controller. In condizione di ombra radio, il comportamento predefinito è Dopo ogni serraggio.
L’impostazioneallentamenti massimi consecutivi funziona solo quando l'utensile è collegato al controller. Il contatore non funziona e l'utensile non si blocca quando è in ombra radio.
Impostazioni di allentamento massimo consecutivo
Per garantire che l'operatore non sviti il bullone oltre il numero di volte consentito, configurare l'utensile in modo che si blocchi dopo aver raggiunto il numero massimo di allentamenti consecutivi. È possibile impostare questo valore tra 0 e 250.
Se impostato su 0, l'operatore può allentare il bullone un numero infinito di volte e l'utensile non si bloccherà mai.
Se impostato su un numero superiore a 0, l'utensile conta ogni allentamento. Una volta raggiunto il numero configurato, si blocca e impedisce ulteriori allentamenti.
Il contatore degli allentamenti consecutivi si azzera a ogni tentativo di serraggio, sia esso riuscito (OK) o non riuscito (NOK).
Quando l'utensile si blocca, non può eseguire allentamenti ma può comunque eseguire serraggi. Se si tenta di allentare, viene visualizzato l'evento 4021 - Troppi allentamenti consecutivi. Al raggiungimento dell'allentamento massimo consecutivo, si attiva anche il segnale 245, che può essere inviato a sistemi esterni tramite bus di campo o visualizzato su una pila luminosa.
Per sbloccare e resettare il contatore, un sistema esterno deve attivare il segnale Reset di troppi allentamenti - 10151 tramite Fieldbus o un accessorio. Il segnale sblocco Master - 10005 può anche sbloccare l'utensile per l'allentamento, ma non azzera il contatore. Un serraggio eseguito mentre l'allentamento è bloccato sblocca l'utensile per ulteriori allentamenti e azzera il contatore.
Consentire a uno strumento disabilitato di sbloccarsi dopo l'allentamento
Nella configurazione generale assegnata alla stazione virtuale a cui è collegato lo strumento, impostare Sblocca strumento all'allentamento su Se OK o Sempre.
Per abilitare l'impostazione qui sopra, devono essere soddisfatte le seguenti condizioni:
Il parametro Disabilita allentamento deve essere impostato su Off o su Sempre.
Non è possibile impostare il parametro Disabilita svitamento sullo stesso valore di Disabilita serraggio.
Nel programma di serraggio utilizzato, la svitatura deve essere abilitata.
Quando l'utensile è bloccato per il serraggio o l'allentamento a causa di uno stato disabilitato, è possibile sbloccarlo mediante i seguenti segnali d'ingresso:
Sblocco serraggio su disabilitazione - 10149
Sblocco allentamento su disabilitazione - 10150
Non è possibile sbloccare un utensile disabilitato con dei segnali in ingresso se Blocca utensile su svitamento è impostato su Sempre.
Assegnare una configurazione a una stazione virtuale
Ogni stazione virtuale può avere la propria configurazione e varie stazioni virtuali possono condividere la stessa configurazione. Si deve assegnare una configurazione a una stazione virtuale per attivarla.
Nella vista iniziale, selezionare la scheda Stazione virtuale. Selezionare la stazione virtuale a cui assegnare una configurazione sul pannello sinistro.
Sul menù a destra scorrere in giù a Generale, la prima configurazione è pre-selezionata. Selezionare l'icona delle ellissi accanto al nome della configurazione.
Selezionare una configurazione dall'elenco nella finestra a comparsa. La finestra si chiuderà al momento della selezione.
Per finalizzare l'assegnazione, selezionare APPLICA o ANNULLA a destra.
Configurazione impostazioni di presentazione risultati in tempo reale
La finestra Impostazioni di presentazione risultati in tempo reale consente all'utente di indicare la coppia finale senza valore di compensazione PrT e valore di compensazione PrT in risultati in tempo reale.
Configurazione finestra Impostazioni di presentazione risultati in tempo reale
Nella vista Home, accedere alla scheda Configurazioni e selezionare Stazione virtuale generale nel riquadro di sinistra.
Nella finestra Configurazione su cui si desidera lavorare, selezionare Modifica.
Viene visualizzata la schermata Modifica configurazione.Nella finestra Impostazioni di presentazione risultati in tempo reale, impostare i relativi selettori su ON o OFF a seconda dei risultati desiderati.
Se l'interruttore Mostra valore di compensazione PrT è su ON, la finestra Risultati in tempo reale indica il valore compensazione PrT.
Se l'interruttore Mostra coppia finale con compensazione PrT è impostato su ATTIVO, la finestra Risultati in tempo reale mostra la coppia finale con la compensazione PrT inclusa.
Nella finestra Impostazioni di presentazione dei risultati, l'impostazione dei selettori su ON o OFF ha effetto solo se il programma multifase prevede una fase di serraggio con monitor di fase Coppia prevalente, col selettore Compensazione impostato su ON.
Impostazioni di presentazione risultati in tempo reale
Qui si trovano le varie opzioni di configurazione nella finestra Impostazioni di presentazione risultati in tempo reale.
Mostra valore di compensazione PrT: ATTIVO Mostra coppia finale con compensazione PrT: ATTIVO | Mostra valore di compensazione PrT: ATTIVO Mostra coppia finale con compensazione PrT: SPEGNIMENTO | Mostra valore di compensazione PrT: SPEGNIMENTO Mostra coppia finale con compensazione PrT: ATTIVO | Mostra valore di compensazione PrT: SPEGNIMENTO Mostra coppia finale con compensazione PrT: SPEGNIMENTO |
|---|---|---|---|
Spostare il mouse e fare clic sull'immagine per ottenere ulteriori informazioni: | Spostare il mouse e fare clic sull'immagine per ottenere ulteriori informazioni: | Spostare il mouse e fare clic sull'immagine per ottenere ulteriori informazioni: | Spostare il mouse e fare clic sull'immagine per ottenere ulteriori informazioni: |
- Mostra coppia finale con compensazione PrT: ON / mostra valore di compensazione PrT: ATTIVO
- Mostra coppia finale con compensazione PrT: OFF / mostra valore di compensazione PrT: ATTIVO
- Mostra coppia finale con compensazione PrT: OFF / mostra valore di compensazione PrT: SPEGNIMENTO
- Mostra coppia finale con compensazione PrT: ON / mostra valore di compensazione PrT: SPEGNIMENTO
Mostra coppia finale con compensazione PrT: ON / mostra valore di compensazione PrT: ATTIVO
Mostra coppia finale con compensazione PrT: ATTIVO
La finestra Risultati in tempo reale mostra la coppia finale con il valore della compensazione PrT incluso.
Se l'EHMI e il selettore ST sono attivi e configurati, indicano la coppia finale con valore di compensazione PrT incluso.
Mostra il valore di compensazione PrT nei risultati in tempo reali: ATTIVO
La finestra Risultati in tempo reale mostra il valore di compensazione PrT con la relativa icona di compensazione ( ).
).
In presenza di più valori di compensazione, viene visualizzato quello applicato all'ultima fase disponibile.
La configurazione degli interruttori Mostra coppia finale con compensazione PrT e Mostra valore di compensazione PrT non interessa quanto segue:
Valori della coppia finale inviati a ToolsNet e ToolsTalk: i valori della coppia finale con compensazione PrT vengono sempre inviati a ToolsNet e ToolsTalk.
Valore della coppia finale visualizzato nei risultati cronologici.
Tracce basate sui risultati in tempo reale e cronologici.
Valori nei messaggi Open Protocol.
Segnali.
Adattatori del protocollo.
Mostra coppia finale con compensazione PrT: OFF / mostra valore di compensazione PrT: ATTIVO
Mostra coppia finale con compensazione PrT: SPEGNIMENTO
La finestra Risultati in tempo reale mostra la coppia finale senza il valore della compensazione PrT incluso. Poiché la coppia finale non include il valore di compensazione PrT, viene visualizzata in corsivo.
Mostra valore di compensazione PrT: ATTIVO
La finestra Risultati in tempo reale mostra il valore di compensazione PrT con la relativa icona di compensazione ().
In presenza di più valori di compensazione, viene visualizzato quello applicato all'ultima fase disponibile.
La configurazione degli interruttori Mostra coppia finale con compensazione PrT e Mostra valore di compensazione PrT non interessa quanto segue:
Valori della coppia finale inviati a ToolsNet e ToolsTalk: i valori della coppia finale con compensazione PrT vengono sempre inviati a ToolsNet e ToolsTalk.
Valore della coppia finale visualizzato nei risultati cronologici.
Tracce basate sui risultati in tempo reale e cronologici.
Valori nei messaggi Open Protocol.
Segnali.
Adattatori del protocollo.
Mostra coppia finale con compensazione PrT: OFF / mostra valore di compensazione PrT: SPEGNIMENTO
Mostra coppia finale con compensazione PrT: SPEGNIMENTO
La finestra Risultati in tempo reale mostra la coppia finale senza il valore della compensazione PrT incluso. Poiché la coppia finale non include il valore di compensazione PrT, viene visualizzata in corsivo.
Mostra valore di compensazione PrT: SPEGNIMENTO
La finestra Risultati in tempo reale non mostra il valore di compensazione PrT e la relativa icona di compensazione ().
La configurazione degli interruttori Mostra coppia finale con compensazione PrT e Mostra valore di compensazione PrT non interessa quanto segue:
Valori della coppia finale inviati a ToolsNet e ToolsTalk: i valori della coppia finale con compensazione PrT vengono sempre inviati a ToolsNet e ToolsTalk.
Valore della coppia finale visualizzato nei risultati cronologici.
Tracce basate sui risultati in tempo reale e cronologici.
Valori nei messaggi Open Protocol.
Segnali.
Adattatori del protocollo.
Mostra coppia finale con compensazione PrT: ON / mostra valore di compensazione PrT: SPEGNIMENTO
Mostra coppia finale con compensazione PrT: ATTIVO
La finestra Risultati in tempo reale mostra la coppia finale con il valore della compensazione PrT incluso.
Se l'EHMI e il selettore ST sono attivi e configurati, indicano la coppia finale con valore di compensazione PrT incluso.
Mostra valore di compensazione PrT: SPEGNIMENTO
La finestra Risultati in tempo reale non mostra il valore di compensazione PrT e la relativa icona di compensazione ().
La configurazione degli interruttori Mostra coppia finale con compensazione PrT e Mostra valore di compensazione PrT non interessa quanto segue:
Valori della coppia finale inviati a ToolsNet e ToolsTalk: i valori della coppia finale con compensazione PrT vengono sempre inviati a ToolsNet e ToolsTalk.
Valore della coppia finale visualizzato nei risultati cronologici.
Tracce basate sui risultati in tempo reale e cronologici.
Valori nei messaggi Open Protocol.
Segnali.
Adattatori del protocollo.
Configurazione salvataggio coppia finale e traccia
L'interruttore Salva con compensazione PrT è predefinito su ON, il che significa che la coppia finale e la traccia vengono salvati con valore di compensazione PrT.
Mostra coppia finale con compensazione PrT in Impostazioni presentazione risultati in tempo reale determina cosa appare nei risultati in tempo reale.
Modifica impostazione Salva con compensazione PrT
Nella vista iniziale, selezionare Configurazioni.
Scorrere in giù e selezionare Stazione virtuale generale nel pannello a sinistra.
Nella finestra Configurazione, selezionare una Configurazione e poi Modifica. Compare la finestra Modifica configurazione.
Scorrere in giù a Salvataggio coppia finale e traccia, portare l'interruttore Salva con compensazione PrT nella posizione desiderata.
Configurazione dello scanner
In questo menu è possibile aggiungere le configurazioni dello scanner. È possibile configurare gli scanner in modo da far gestire al controller le stringhe scannerizzate o inviarle attraverso un sistema esterno. Quando la stringa scannerizzata viene inviata all'esterno, il controller non seleziona un'attività in base alla stringa, ma invia la stringa a un dispositivo esterno attraverso il segnale di output.
Aggiunta di uno scanner e abilitazione del pass-through
Accedere a Configurazioni > Scanner e selezionare il segno "+" in alto a destra.
Assegnare un nome alla configurazione dello scanner.
Per abilitare il pass-through, selezionare Modifica e impostare Modalità di pass-through su On.
Configurazione dello scanner
Uno scanner viene utilizzato per leggere una stringa di codice a barre o un codice QR contenente informazioni per scegliere la sequenza di lotto adeguata.
Lo scanner è configurato nella scheda Sorgenti.
Lo scanner legge i caratteri specificati dall'utente e li raggrupperà in una stringa di testo. Questa stringa di testo è poi confrontata con stringhe predifinite presenti nel controller e, in caso di corrispondenza, la sequenza di lotti collegata alla stringa predefinita sarà selezionata.
Possono essere lette le stringhe di codice a barre di lunghezza fino a 1024 caratteri che possono contenere caratteri nelle posizioni 32-126 nella tabella ASCII. Se il codice a barre contiene una stringa più lunga di 1024 caratteri la parte restante della stringa, dalla posizione 1025 in avanti, sarà eliminata.
Configurazione dello scanner
Lo scanner stesso deve essere configurato utilizzando una tastiera americana e lo scanner emette un carattere di ritorno a capo per terminare il codice a barre.
Scanner validi
Per un elenco degli scanner verificati per l’uso con il controller Power Focus XC, contattare il rappresentante vendite locale di Atlas Copco.
Utilizzo della scheda Controller
Le attività di gestione del sistema per il controller Power Focus XC sono gestite nel menu Controller. Il menu è accessibile tramite l'interfaccia grafica del controller, l'interfaccia grafica web o l'interfaccia grafica di Tools Talk 2.
Intelligent Application Module
Il modulo Intelligent Application module (IAM) è una memoria non volatile che si trova nel controller. Il modulo di memoria contiene tutti i programmi del controller, le configurazioni e i risultati. Alcuni moduli possono anche includere ulteriori funzioni caricate.
Per un elenco completo degli IAM disponibili e delle loro funzioni, consultare un rappresentante di vendita Atlas Copco.
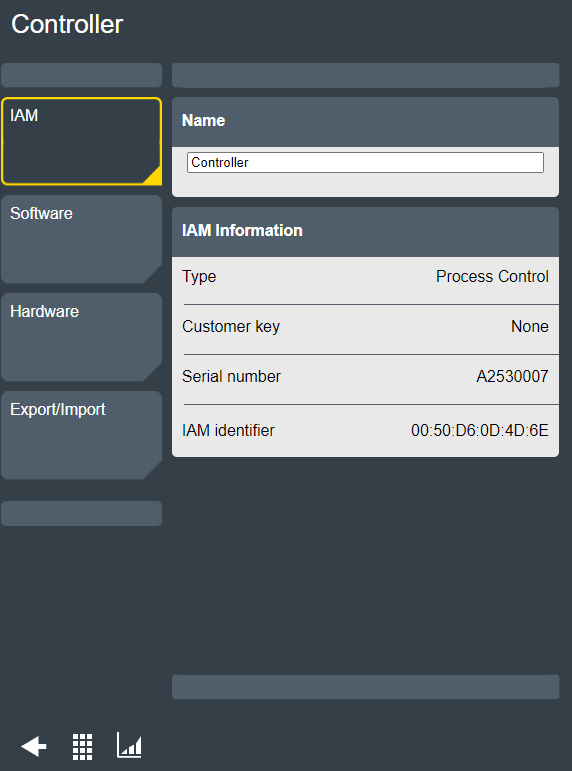
Software
Il numero delle due versioni software disponibili nel controller Power Focus XC è indicato nella scheda Software.
L'installazione di una seconda versione del software del controller è utile quando si eseguono aggiornamenti su controller multipli. Quando la produzione è pronta per passare al software aggiornato, l'attivazione della nuova versione del software può essere effettuata localmente sul controller o da un computer remoto con GUI web o con ToolsTalk.
La nuova versione del software può essere installata collegando una chiave USB contenente il software alla porta USB del controller o usando l'interfaccia web.
L'opzione di aggiornamento del software è visibile solo quando si accede all'interfaccia del controller da un PC. Quando si inserisce un dispositivo di memoria di massa con una versione software valida nella porta USB, viene richiesto di aggiornare il software.
Il file di aggiornamento del software non deve essere estratto dal pacchetto dello ZIP e deve essere salvato in una cartella dal nome PFImmagini nella root sulla chiave USB.
Un errore imprevisto durante l'aggiornamento del software potrebbe causare una perdita di dati.
Prima di aggiornare le versioni del software, eseguire un backup della configurazione del controller esportando "Tutte le informazioni sul controller".
Aggiornare il software del controller tramite USB
Collegare l'unità flash USB al controller: l'installazione guidata verrà avviata automaticamente.
Se sono disponibili più versioni del software sulla chiave USB, viene visualizzato un elenco con i diversi file di aggiornamento del software.
Selezionare il file di aggiornamento del software da installare e seguire le istruzioni per terminare l'installazione.
La chiave USB deve avere una partizione disponibile ed essere formattata per funzionare con Linux. I possibili formati sono per esempio FAT o NTFS.
Non rimuovere il dispositivo USB o scollegare l'IAM prima che venga completato l'aggiornamento.
Aggiornare il software del controller tramite l'interfaccia Web
Nella scheda Controller, accedere a Software e selezionare Aggiornamento software. Quindi, fare clic su Salva.
Scegliere il file ZIP contenente il software e seguire le istruzioni per terminare l'installazione.
Se l'applicazione del controllore non si avvia ripetutamente, il controllore si avvia in modalità di ripristino. In modalità di salvataggio è possibile installare un nuovo firmware. L'immagine di ripristino viene distribuita con l'aggiornamento del software e può essere aggiornata se esiste un'immagine di ripristino più recente.
Non spegnere il sistema durante l'aggiornamento dell'immagine di ripristino. Il sistema si riavvia all'avvio dell'aggiornamento.
Hardware
La scheda Hardware contiene le informazioni del controller, quali designazione del modello e numero di serie, salute, taratura del touch screen e informazioni sulle varie schede elettroniche nel controller.
Salute
La vista Salute contiene informazioni sullo stato della batteria e sulla temperatura del controller.
Stato batteria
Controller > Hardware > Stato
La batteria di Power Focus XC funge da alimentazione di backup per alcuni elementi del sistema, ad esempio l'orologio interno. Lo stato della batteria viene aggiornato una volta al giorno, nonché al riavvio del controller. Quando la batteria si sta per esaurire completamente, viene visualizzato un messaggio di avviso (3011). La batteria dev'essere sostituita il prima possibile dopo la comparsa dell'avviso.
Temperatura del controller
Controller > Hardware > Stato
La temperatura del controller è monitorata continuamente da Power Focus XC. Le unità di temperatura supportate sono gradi Celsius (°C), l'unità predefinita, e gradi Fahrenheit (°F). È possibile passare tra le due unità senza richiedere il riavvio del controller. Quando la temperatura supera la temperatura massima del controller, la fase di azionamento viene disabilitata e verrà visualizzato un avviso (3010). La fase di azionamento viene nuovamente riattivata quando la temperatura del controller scende al di sotto del limite di temperatura.
Dal display o tramite l'interfaccia grafica web, gli utenti possono accedere alle ultime temperature del controller misurate insieme alla marca temporale in cui è stata presa la misura.
Esportazione/Importazione
La scheda Esporta/Importa consente di effettuare una delle seguenti operazioni: Esportazione, importazione e backup automatizzato.
La finestra Esporta consente di esportare configurazioni, impostazioni, risultati ed eventi del controller. Inoltre, è possibile esportare i registri degli strumenti, che è possibile condividere con il personale dell'assistenza Atlas Copco per risolvere i problemi degli strumenti.
La finestra Importa consente di importare le configurazioni e impostazioni del controller.
È possibile disporre solo di un'esportazione o importazione attiva alla volta. Qualsiasi tentativo di avviare una nuova esportazione/importazione mentre è in corso un'esportazione/importazione verrà rifiutato.
La finestra Backup automatizzato consente di generare automaticamente un file di backup.
È possibile esportare i dati utilizzando:
GUI Web
ToolsTalk 2
Interfaccia grafica mobile (esportazione sul dispositivo)
Unità flash USB, nell'interfaccia grafica mobile
L'unità flash USB dev'essere formattata e presentare una partizione compatibile con Linux. I possibili formati sono, ad esempio, FAT o NTFS.
È possibile importare i dati utilizzando:
GUI Web
ToolsTalk 2
Durante il processo di esportazione/importazione, una barra di avanzamento informa l'utente che è in corso un'esportazione/importazione. Il tempo per eseguire un'esportazione/importazione dipende dal numero di risultati, eventi e file di registro.
Esporta/Importa tra controller
I controller possono presentare diversi tipi di IAM con funzionalità diverse.
Un controller può esportare tutte le configurazioni applicabili al tipo attuale di modulo IAM.
Un controller non può importare un file esportato da un modulo IAM di tipo diverso. Ciò vale anche con ToolsTalk 2.
Esportazione di "tutte le informazioni sul controller"
È possibile esportare la configurazione del controller, le impostazioni, i risultati e gli eventi per ulteriori elaborazioni. Parte dell'esportazione viene eseguita dallo strumento cablato e dagli strumenti wireless collegati.
Tutti i dati inclusi nell'esportazione vengono archiviati in un file "PFExport_<nome IAM>_<data_e_ora (il valore più basso visualizzato per l'ora sono i secondi)>.tar.gz", che include i seguenti file e directory:
"PFExport_<data_ora>_Results.csv": tutti i risultati disponibili
I risultati vengono esportati in un file di testo in formato CSV. L'ultimo risultato eseguito è il primo presente nel file CSV.
È possibile esportare le seguenti informazioni sui risultati per serraggi e allentamenti:
Informazioni sui risultati | Power Focus XC: programmi di serraggio | Power Focus XC: programmi multistep |
|---|---|---|
Numero d'identità | - | - |
Tipo di serraggio | X | X |
Nome della stazione virtuale | X | X |
VIN (stringa di identificazione) | X | X |
Data e ora | X | X |
Identificatore dello strumento univoco | X | X |
Nome della sequenza lotto | X | X |
Contatore sequenza lotto | X | X |
Conteggio lotti | X | X |
Nome bullone | - | - |
Stato totale | - | - |
Informazioni sullo stato totale | - | - |
Stato | X | X |
Informazioni sullo stato | X | X |
Nome della modalità | - | - |
Programma di serraggio/nome multifase | X | X |
Errore di arresto | - | X |
Errori | - | X |
Errore fase | - | X |
Canale | - | - |
Coppia target (Nm) | X | X |
Coppia finale (Nm) | X | X |
Angolo target (gradi) | X | X |
Inizio angolo finale (Nm) | X | X |
Angolo finale (gradi) | X | X |
Angolo di avvitatura (gradi) | X | - |
Fattore di correlazione coppia residua | X | X |
Tempo trascorso (s) | - | X |
Limite angolo basso (gradi) | X | X |
Limite angolo alto (gradi) | X | X |
Limite inferiore coppia (Nm) | X | X |
Limite superiore coppia (Nm) | X | X |
Numero di impulsi | X | - |
Corrente all'arresto (A) | X | X |
Compensazione TrueAngle (gradi) | X | X |
Tempo per avvitamento completo (ms) | X | - |
Tempo per coppia finale (ms) | X | - |
Testo target | X | X |
Dati relativi al passaggio | - | X |
Coppia di autofilettatura | X | X |
Coppia prevalente | X | X |
Grilletto dell'angolo di avvitatura | X | X |
Il delimitatore di campo e il formato del numero dipendono dalle impostazioni della lingua:
Lingua | Data/ora | Delimitatore di campo | Formato numero |
|---|---|---|---|
Inglese (en_US) | MM/dd/yyyy hh:mm:ss | , | 123.456 |
Ceco (cs) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
Tedesco (de_DE) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
Spagnolo (es_ES) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
Francese (fr_FR) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
Coreano (ko_KR) | yyyy-MM-dd hh:mm:ss | , | 123.456 |
Italiano (it_IT) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
Giapponese (ja_JP) | yyyy/MM/dd hh:mm:ss | , | 123.456 |
Portugese (pt_BR) | Dd/MM/yyyy hh:mm:ss | ; | 123,456 |
Russo (ru_RU) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
Svedese (sv_SE) | yyyy-MM-dd hh:mm:ss | ; | 123,456 |
Cinese (zh_CN) | yyyy/MM/dd hh:mm:ss | , | 123.456 |
"PFExport_<data_ora>_Events.csv": tutti gli eventi disponibili
Le seguenti informazioni sugli eventi vengono esportate in un file di testo in formato CSV:
Gravità
Data
Ora
Codice
Descrizione
La stazione virtuale che ha attivato l'evento (esportata solo per PFXC portatile)
"/settings": impostazioni e configurazioni (utilizzate da Importa)
"jsonConfigurations.zip". I programmi di serraggio e allentamento multifase vengono esportati come file .json (da utilizzare con MID2500)
"atlas_sys_d.zip": file di registro dall'applicazione Drive
"atlas_sys_i.zip": file di registro dall'applicazione IT
"atlas_protocol_log.zip": file di registro degli adattatori di protocollo esterni
"ExportInfo.txt": documento di testo contenente informazioni su IAM e controller
"atlas_plc.zip": configurazione del PLC
"licenseInformation.zip": informazioni sulla licenza e sulle funzionalità del sistema
Come esportare "tutte le informazioni sul controller"
Nella vista Home, selezionare la scheda Controller. Quindi, sul lato sinistro, selezionare la scheda Esporta/Importa.
Nella finestra Esporta, aprire il menu a discesa e selezionare Tutte le informazioni del controller.
Nella finestra Esporta, selezionare Esporta.
Alla fine del processo di esportazione, una finestra a comparsa di esportazione conferma che l'esportazione è stata eseguita.
Viene scaricato automaticamente un file PF/IXBExport_<nome IAM>_<data_ora>.tar.gz.
Esportazione di "impostazioni e configurazioni".
È possibile esportare solo le configurazioni e impostazioni del controller.
I dati esportati vengono memorizzati in un file compresso dotato del nome IAM e della data e dell'ora di esportazione.
I dati nel file includono tutte le configurazioni e impostazioni del controller, in modo da poter importare il file di esportazione e impostare un altro controller con la stessa versione o una versione più recente.
I dati esportati includono informazioni su IAM e controller e anche programmi di serraggio e allentamento multistep preformattati da utilizzare con la soluzione MID2500.
Come esportare "Impostazioni e configurazioni"
Nella vista Home, selezionare la scheda Controller. Quindi, sul lato sinistro, selezionare la scheda Esporta/Importa.
Nella finestra Esporta, aprire il menu a discesa e selezionare Impostazioni e configurazioni.
Nella finestra Esporta, selezionare Esporta.
Alla fine del processo di esportazione, una finestra a comparsa di esportazione conferma che l'esportazione è stata eseguita.
Un file PFExport_<nome IAM>_<data_ora>.tar.gz viene scaricato automaticamente.
Esportazione dei "registri degli strumenti connessi"
L'esportazione dei registri degli strumenti consente a un tecnico dell'assistenza di condividere i dati dei registri degli strumenti con il personale dell'assistenza Atlas Copco in modo da risolvere i problemi degli strumenti.
È possibile esportare i registri degli utensili dai seguenti strumenti: STB, SRB, TBP/TBP-S e QST-M.
Per esportare i registri dello strumento, esso deve essere collegato al controller. Non occorre assegnare lo strumento a una stazione virtuale.
Tutti i dati inclusi nell'esportazione del registro dello strumento vengono archiviati in un file "PFExport_<nome IAM>_<data_ora>.tar.gz", che include i seguenti file e directory:
"atlas_tool_i.zip": tutti i risultati disponibili
Per ciascuno strumento connesso viene creato un file. Il formato del file di registro dello strumento è "tool-<tipo di strumento>-<numero di serie dello strumento>.log"
"ExportInfo.txt". Documento di testo contenente informazioni su IAM, controller e strumenti collegati
Come esportare i "registri degli strumenti connessi"
Nella vista Home, selezionare la scheda Controller. Quindi, sul lato sinistro, selezionare la scheda Esporta/Importa.
Nella finestra Esporta, aprire il menu a discesa e selezionare Registri dei dispositivi connessi.
Nella finestra Esporta, selezionare Esporta.
Alla fine del processo di esportazione, una finestra a comparsa di esportazione conferma che l'esportazione è stata eseguita.
Un file PFExport_<nome IAM>_<data_ora>.tar.gz viene scaricato automaticamente.
Esportazione dei risultati
È possibile esportare solo i risultati di serraggio dal controller.
Come esportare i "risultati"
Nella vista Home, selezionare la scheda Controller. Quindi, sul lato sinistro, selezionare la scheda Esporta/Importa.
Nella finestra Esporta, aprire il menu a discesa e selezionare Risultati.
Nella finestra Esporta, selezionare Esporta.
Alla fine del processo di esportazione, una finestra a comparsa di esportazione conferma che l'esportazione è stata eseguita.
Nel caso di sistemi plurimandrino (fissi), il file esportato scaricato automaticamente è in formato .zip, altrimenti è in formato .csv.
Esportazione dei registri e delle informazioni di sistema
L'esportazione dei registri e delle informazioni del sistema consente a un tecnico dell'assistenza di condividere i registri del sistema e le relative informazioni con un collega Atlas Copco.
In questo modo viene semplificata la risoluzione dei problemi del sistema, ad esempio di quelli dei controller, grazie all'esportazione dei registri e delle informazioni del sistema.
L'esportazione dei registri e delle informazioni di sistema non comprende i registri degli strumenti collegati.
Per esportare i registri degli strumenti collegati, selezionare il metodo di esportazione adatto allo scopo.
Tutti i dati inclusi nell'esportazione dei registri e delle informazioni di sistema vengono memorizzati in un file PF/IXBExport_<nome IAM>_<data_ora>.tar.gz, che include i seguenti file e directory:
atlas_sys_d.zip: file del registro dell'applicazione azionamento
atlas_sys_i.zip: file di registro dell'applicazione IT
atlas_protocol_log.zip: file di registro degli adattatori di protocollo esterni
ExportInfo.txt: documento di testo contenente informazioni su IAM e controller
licenseInformation.zip: informazioni sulla licenza e sulle funzionalità del sistema
atlas_systeminformation.zip: informazioni per il reparto ricerca e sviluppo Atlas Copco che descrivono lo stato di salute e la configurazione attuale del sistema
atlas_workflow_log.zip: file di registro del flusso di lavoro dagli adattatori di protocollo esterni
Come esportare i registri e le informazioni di sistema
Nella vista Home, selezionare la scheda Controller. Quindi, sul lato sinistro, selezionare la scheda Esporta/Importa.
Nella finestra Esporta, aprire il menu a discesa e selezionare Registri e informazioni di sistema.
Nella finestra Esporta, selezionare Esporta.
Alla fine del processo di esportazione, una finestra a comparsa di esportazione confermerà l'esecuzione dell'esportazione.
Viene scaricato automaticamente un file PF/IXBExport_<nome IAM>_<data_ora>.tar.gz.
Importazione di configurazioni e impostazioni del controller
Quando gli utenti importano la configurazione e le impostazioni del controller, le controparti esistenti vengono sostituite da quelle importate.
Le seguenti configurazioni non vengono importate o deselezionate:
Le impostazioni di rete del controller non vengono importate
I risultati e gli eventi non vengono importati
L'assegnazione della licenza non viene importata
L'attività assegnata nelle stazioni virtuali è deselezionata
"jsonConfigurations.zip" (programmi di serraggio e allentamento multifase) non viene importato
"licenseInformation.zip" (Informazioni sulla licenza e funzionalità di sistema) non viene importato
Come importare configurazioni e impostazioni del controller
Nella vista Home, selezionare la scheda Controller. Quindi, sul lato sinistro, selezionare la scheda Esporta/Importa.
Nella finestra Importa, selezionare Importa.
Una finestra a comparsa Informazioni conferma che tutte le impostazioni per programma di serraggio, lotto, accessori e controller verranno sostituite con le impostazioni del file importato.
Tuttavia, non verranno importate le impostazioni relative a rete, risultati ed eventi.Selezionare Continua.
Nella finestra a comparsa Importa, selezionare Scegli file. Quindi, selezionare il file da importare sul controller.
Al termine del processo di importazione, il controller si riavvierà automaticamente.
Se il processo di importazione viene interrotto prima dell'avvio avviato o il file non viene più visualizzato, l'utente viene informato e occorre riavviare il controller (per fare in modo che sia in uno stato valido).
Se il processo di importazione viene interrotto ma il file non è danneggiato ed è esistente, è possibile completare l'importazione.
Utilizzo della scheda Impostazioni
Configurazione della rete
Power Focus XC può essere impostato per l'accesso dal software di Atlas Copco ToolsTalk o da un browser Web sulla Local area network (LAN). L'accesso può anche essere effettuato direttamente da un PC collegato. Viene usato il protocollo IPv4.
Le seguenti interfacce di rete sono abilitate per impostazione predefinita:
Nome | Descrizione |
|---|---|
Porta di manutenzione | Interfaccia per il personale di assistenza e manutenzione |
Punto di accesso WiFi | Interfaccia per la configurazione e la visualizzazione dei risultati di serraggio |
I seguenti servizi sono disponibili sulle interfacce di rete predefinite:
SSH
Interfaccia del server web per la configurazione del sistema
DHCP
Collegamento degli utensili
Recuperare i file di esportazione del sistema
Recuperare i registri dell'adattatore di protocollo
NTP (utilizzato dagli strumenti)
Interfacce interne al prodotto
Interfaccia accessori
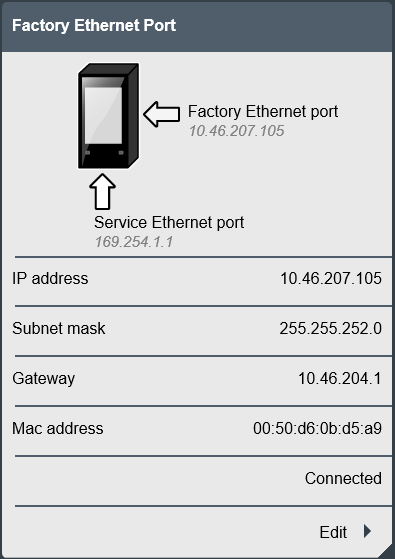
Per accedere e modificare le impostazioni Ethernet, selezionare Modifica.
È possibile configurare solo la porta Factory Ethernet. La porta Service Ethernet ha un indirizzo IP designato (169.254.1.1) che non dev'essere collegato alla rete locale.
Configurazione dello strumento come access point wireless
La modalità Client wireless e la modalità AP wireless non possono essere attive contemporaneamente.
Se sono stati configurati più canali nella modalità client wireless, l'attivazione della modalità AP wireless comporta l'aggiornamento dell'elenco dei canali in modo che contenga solo il canale corrente/predefinito per la modalità AP wireless.
Accedere a Impostazioni nel menu iniziale e selezionare Rete nel riquadro di sinistra.
Nel campo AP wireless, selezionare Modifica.
Impostare Abilitato su On.
Inserire le informazioni richieste, fornite dall'amministratore di sistema locale:
Indirizzo IP
Maschera di sottorete
Gateway
Per distribuire gli indirizzi IP, impostare Server DHCP su On e inserire Inizio intervallo IP e Fine intervallo IP.
Inserire un nome della rete (SSID).
Nel campo Sicurezza, selezionare Modalità e scegliere una modalità di sicurezza dall'elenco. Se si sceglie WPA2 Personale, inserire una chiave di sicurezza di almeno 10 cifre.
Selezionare Applica.
Accesso al controller via LAN
Selezionare il menu Rete e nella finestra Porta Ethernet di fabbrica, fare clic su Modifica. Quindi, impostare Abilitata su Attiva per modificare le impostazioni Ethernet.
Collegare il cavo di rete alla porta Factory Ethernet e specificare manualmente le informazioni richieste o, se disponibili, usare le informazioni fornite dal server DHCP. Le informazioni richieste sono:
Indirizzo IP
Maschera di sottorete
Gateway
Queste informazioni sono fornite dall'amministratore del sistema locale.
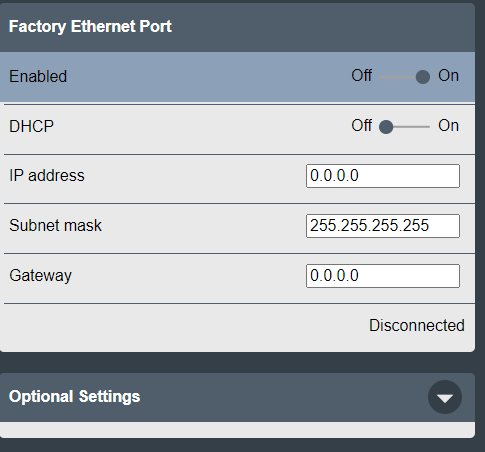
Nell'uso dell'opzione manuale, sono disponibili alcune impostazioni opzionali per l'uso di server DNS.
Accesso al controller attraverso un'interfaccia grafica Web
Collegare un'estremità di un cavo Ethernet dritto non schermato (RJ45) a un computer e l'altra estremità al connettore per cavo Ethernet (porta di servizio) del controller.
Aprire un browser Web sul computer e inserire l'indirizzo Web indicato sotto il connettore del cavo Ethernet (porta di servizio).
Accesso al controller attraverso un'interfaccia grafica mobile
Sulla parte anteriore del controller, eseguire la scansione del codice QR sulla sinistra con la fotocamera di un dispositivo mobile.
Eseguire la scansione del codice QR sulla destra con la fotocamera di un dispositivo mobile.
È possibile modificare la configurazione del SSID attraverso la GUI Web. Il SSID verrà sempre impostato sul valore predefinito quando il controller viene riavviato.
Configurazione del protocollo
Power Focus XC può essere impostato per la comunicazione con i server che eseguono un gestore di licenze Atlas Copco, così come i due software Atlas Copco ToolsTalk e ToolsNet. ToolsTalk consente di configurare uno o più controller. ToolsNet viene utilizzato per gestire i rapporti dei risultati.
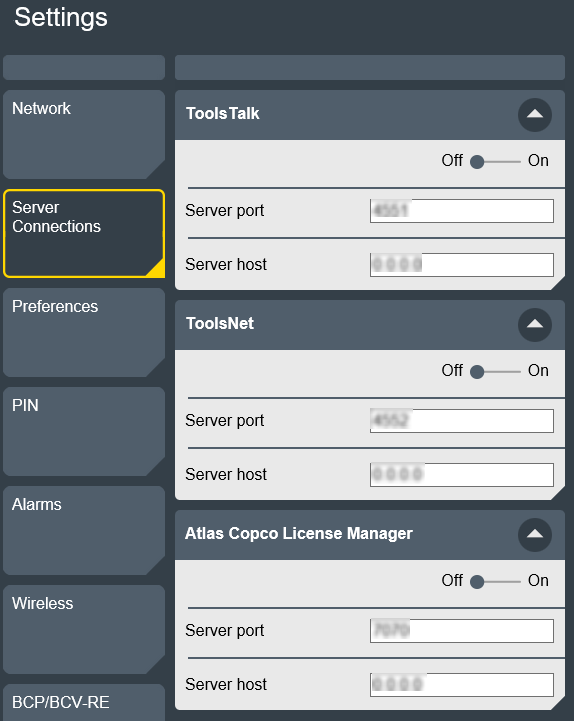
Configurazione della connessione ToolsTalk
Per collegare un controller a ToolsTalk, configurare e attivare le impostazioni del protocollo ToolsTalk sul controller.
Nella vista Home, accedere alla scheda Impostazioni e selezionare Connessioni server nel riquadro di sinistra.
Nella finestra ToolsTalk, configurare i seguenti parametri:
Campo
Descrizione
On/Off
Attiva/disattiva la comunicazione con il server ToolsTalk
Porta del server
Porta del server ToolsTalk
Host server
Indirizzo IP server ToolsTalk
Crittografia
Utilizzare la crittografia TLS per la comunicazione ToolsTalk.
Selezionare Applica.
Per visualizzare lo stato della connessione ToolsTalk, selezionare il pulsante Vai ai risultati e accedere alla visualizzazione Risultati in tempo reale. Quindi, selezionare il pulsante Connessione protocollo  . Nella finestra di dialogo visualizzata, selezionare la scheda Connessioni server.
. Nella finestra di dialogo visualizzata, selezionare la scheda Connessioni server.
Per informazioni sulla configurazione di ToolsTalk, consultare la guida utente ToolsTalk 2.
Configurazione della connessione ToolsNet
Per collegare un controller a ToolsNet e raccogliere i risultati di serraggio, configurare e attivare le impostazioni del protocollo ToolsNet sul controller.
Nella vista Home, accedere alla scheda Impostazioni e selezionare Connessioni server nel riquadro di sinistra.
Nella finestra ToolsNet, configurare i seguenti parametri:
Campo
Descrizione
On/Off
Attiva/disattiva la comunicazione con il server ToolsNet
Porta del server
Porta del server ToolsNet
Host server
Indirizzo IP server ToolsNet
Crittografia
Utilizzare la crittografia TLS per la comunicazione ToolsTalk.
Selezionare Applica.
Per visualizzare lo stato della connessione ToolsNet, selezionare il pulsante Vai ai risultati e aprire la visualizzazione Risultati in tempo reale. Quindi, selezionare il pulsante . Nella finestra di dialogo visualizzata, selezionare la scheda Connessioni server.
Per informazioni sulla configurazione di ToolsTalk, consultare la guida utente ToolsNet 8.
Configurare un gestore di licenze
Il gestore di licenze Atlas Copco è collegato a un controller e le impostazioni del protocollo sono attivate sul controller dalla scheda Collegamenti server nel menu Impostazioni.
Campo | Descrizione |
|---|---|
On/Off | Attiva/disattiva la comunicazione con il gestore di licenze Atlas Copco. |
Host server | Indirizzo IP del server del gestore di licenze Atlas Copco |
Porta del server | Porta del server del gestore di licenze Atlas Copco |
Configurazione della connessione della registrazione remota
Per collegare un controller a un server di registrazione remota, configurare e attivare le impostazioni di registrazione remota sul controller.
Nella vista Home, accedere alla scheda Impostazioni e selezionare Connessioni del server nel riquadro di sinistra.
Nella finestra Registrazione remota, configurare i seguenti parametri:
Campo | Descrizione |
|---|---|
On/Off | Abilitazione/disabilitazione della comunicazione con il server di registrazione remoto |
TCP/UDP | Selezione del protocollo TCP o UDP |
Host server | Indirizzo IP del server di registrazione remota |
Porta del server | Porta del server di registrazione remota |
Configurazione del livello del registro
Per configurare i registri memorizzati sul server di registrazione remota:
Nella vista Home, accedere alla scheda Impostazioni e selezionare Connessioni del server nel riquadro di sinistra.
Nella finestra Registrazione remota, selezionare Configura.
Nella finestra Configura strutture, selezionare le caselle di controllo applicabili.
Categoria
Classificazione SysLog
Errore
Allarme, critico, emergenza, errore
Avvertenza
Avvertenza
Informazioni
Informativo, avviso
Per ripristinare la selezione alla configurazione precedente, selezionare ANNULLA.
Selezionare Applica.
Configurazione delle preferenze
Le preferenze includono impostazioni generali quali data e ora, lingua, unità di coppia e schermata iniziale.
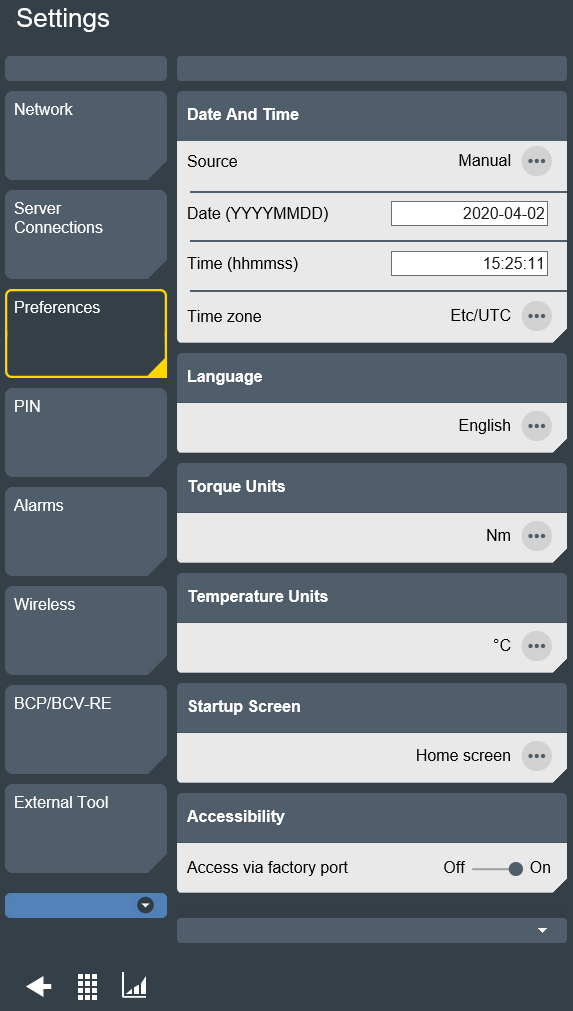
Configurazione di data e ora
La data e l'ora devono essere impostate in modo che eventi e risultati ricevano la marca temporale corretta del momento in cui si verificano.
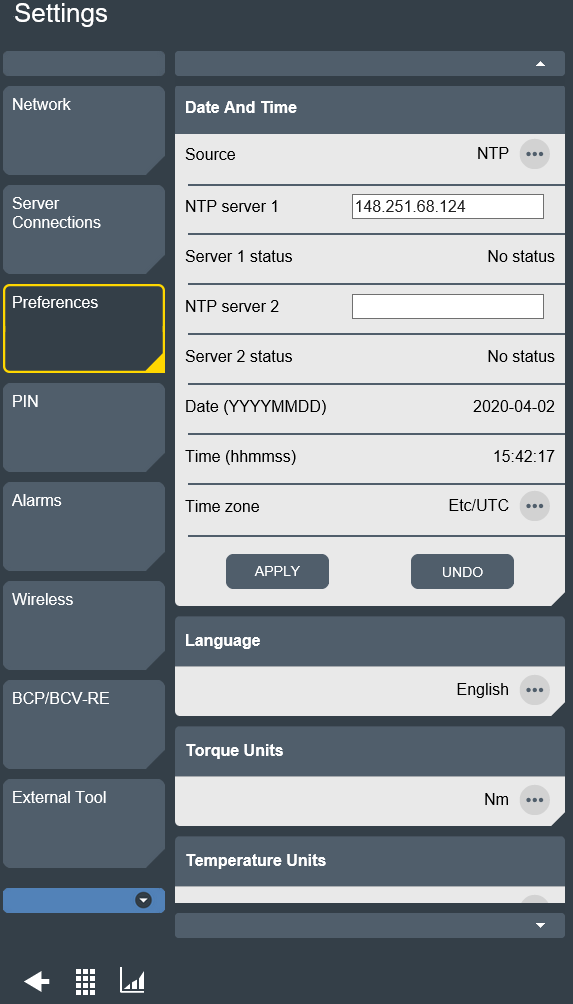
L'ora viene recuperata da una delle tre fonti disponibili:
Manuale
NTP
ToolsNet
Quando l'origine è impostata su Manuale, la data, l'ora e il fuso orario sono impostati manualmente.
Quando l'origine è impostata su NTP, la data e l'ora sono recuperate dal server NTP definito nell'interfaccia grafica.
Quando l'origine è impostata su ToolsNet, la data e l'ora sono recuperate dal server ToolsNet.
Campo | Descrizione |
|---|---|
Origine | Origine da cui recuperare data e ora. |
Data (AAAAMMGG) | Data inserita manualmente se l'origine è impostata su manuale. |
Tempo (hhmmss) | Ora inserita manualmente se l'origine è impostata su manuale. |
Fuso orario | Il fuso orario, la posizione o un fuso orario standard come Etc/UTC (tempo coordinato universale). |
Server NTP | Indirizzo IP del server NTP che fornisce data e ora per il controller. |
Configurazione della lingua di visualizzazione del controller
L'interfaccia grafica del controller è tradotta in dodici lingue. Per cambiare la lingua dell'interfaccia grafica:
Selezionare o fare clic sulla freccia vicino al nome della lingua attualmente in uso.
Scegliere una lingua dall'elenco.
La modifica avverrà immediatamente.
Lingua | Come visualizzate nel controller |
|---|---|
Inglese | Inglese |
Ceco | Čeština |
Tedesco | Tedesco |
Spagnolo | Español |
Francese | Français |
Coreano | 한국어 |
Italiano | Italiano |
Giapponese | 日本語 |
Portoghese | Português |
Russo | Русский |
Svedese | Svenska |
Cinese | 中文 |
Configurazione dell'unità di coppia visualizzata
Scegliere l'unità da utilizzare per i valori di coppia e i risultati. I risultati di coppia vengono visualizzati nell'unità prescelta dopo un serraggio e se conservati nell'elenco dei risultati.
Per cambiare l'unità di coppia usata nell'interfaccia grafica del controller:
Selezionare o fare clic sulla freccia vicino al nome dell'unità attualmente in uso.
Scegliere un'unità dall'elenco.
La modifica dell'unità di coppia avverrà immediatamente.
Unità | Descrizione |
|---|---|
cNm | centinewton metro |
dNm | decinewton metro |
Nm | newton metro |
kNm | kilonewton metro |
in·lbf | libbra-forza pollice |
ft·lbf | libbra-forza piede |
in·ozf | oncia-forza pollice |
ft·ozf | oncia-forza piede |
gf·cm | grammo-forza centimetro |
kgf·cm | chilogrammo-forza centimetro |
kgf·m | chilogrammo-forza metro |
Configurazione dell'unità di temperatura visualizzata
Le temperature nel controller possono essere visualizzate in gradi Celsius o Fahrenheit.
Per modificare l'unità di temperatura usata nell'interfaccia grafica del controller:
Nella vista Home, accedere alla scheda Impostazioni, selezionare Preferenze nel riquadro di sinistra e accedere alla finestra Unità di temperatura.
Selezionare l'icona a forma di puntini sospensivi posta accanto al nome dell'unità in uso.
Scegliere un'unità dall'elenco.
La modifica dell'unità di temperatura avverrà immediatamente.
Unità di temperatura disponibili Unità
Descrizione
°C
Gradi Celsius
°F
Gradi Fahrenheit
Configurazione della schermata di avvio
La schermata iniziale predefinita del controller è la schermata Home. È possibile cambiare la schermata iniziale con la schermata dei risultati.
La modifica della schermata iniziale nelle impostazioni richiede il riavvio del controller o un aggiornamento dell'interfaccia grafica web.
Accessibilità della porta di fabbrica
Nella vista Home, accedere alla scheda Impostazioni, selezionare Preferenze nel riquadro di sinistra, quindi accedere alla finestra Accessibilità.
Fare scorrere il selettore Accesso tramite porta di fabbrica su Disattivo per accedere all'interfaccia grafica attraverso la porta di fabbrica.
Il selettore Accesso tramite porta di fabbrica è in posizione Attivo per impostazione predefinita.
Se si accede all'interfaccia grafica tramite la porta di fabbrica, non sarà più possibile effettuare modifiche.
Configurazione degli allarmi dell'utensile
Gli allarmi sono impostati per controllare il momento in cui eseguire la manutenzione o la calibrazione sugli strumenti collegati al controller. L'intervallo di manutenzione degli utensili e altre informazioni pertinenti sugli utensili collegati si trovano nella scheda Utensile.
Per accedere agli allarmi utensile, aprire la scheda Impostazioni nella vista Home e selezionare Allarmi nel riquadro di sinistra.
Finestra | Descrizione |
|---|---|
Allarme indicatore di manutenzione | Attiva un allarme quando viene raggiunto l'intervallo di manutenzione dello strumento. |
Blocco dell'utensile dopo l'allarme | Blocca lo strumento quando l'intervallo di manutenzione viene raggiunto. |
Allarme di calibrazione | Attiva l'allarme di calibrazione strumento per tutti gli strumenti collegati al controller. |
Allarme supervisione dell'olio | Attiva l'allarme di supervisione dell'olio per tutti gli utensili collegati al controller. Fare scorrere l'opzione Blocco utensile dopo l'allarme su Attivo per bloccare l'utensile corrispondente quando l'allarme si disattiva. |
Configurazioni delle impostazioni degli eventi
È possibile configurare gli eventi disponibili nel controller come:
Acquisito
Registrato
Visualizzato
Configurazione dei risultati
Il menu Risultati permette di configurare i nomi delle etichette per i risultati visualizzati nell'elenco Risultati.
Modificare i nomi di stato del risultato
Andare su Impostazioni, quindi su Risultati, e fare clic su Stato dettagliato personalizzato.
Individuare il nome di stato da modificare.
Scrivere il nuovo nome nel campo corrispondente nel Nuovo nome di stato sulla destra.
Configurazione della registrazione estesa
Power Focus XC crea automaticamente i registri per poi memorizzarli. È possibile configurare questi registri in modo da includere la registrazione estesa utilizzando i gruppi di registri.
Utilizzare la registrazione estesa solo in casi speciali. Evitare l'uso della registrazione estesa durante le normali operazioni, poiché può avere un impatto significativo sulle prestazioni.
Configurazione dei gruppi di registri
L'impostazione predefinita per un gruppo di registri è OFF. Per cambiare l'impostazione di un gruppo di registri su ACCESO:
Nella vista Home, accedere alla scheda Impostazioni e selezionare Registrazione estesa nel riquadro di sinistra.
Nella finestra Gruppi di registri, impostare il gruppo su ACCESO.
Reimpostare i gruppi di registri
È possibile riportare tutti i gruppi di registri alle impostazioni predefinite.
Nella vista Home, accedere alla scheda Impostazioni e selezionare Registrazione estesa nel riquadro di sinistra.
Nella finestra Reimposta gruppi di registri, selezionare Reimposta.
Viene visualizzata una finestra a comparsa che consente di reimpostare tutti i gruppi di registri. Selezionare YES.
Gruppi di registri persistenti
I gruppi di registri vengono riportati alle impostazioni predefinite a ciascun riavvio. Per prevenire la reimpostazione, usare gruppi di registri persistenti.
Nella vista Home, accedere alla scheda Impostazioni e selezionare Registrazione estesa nel riquadro di sinistra.
Nella finestra Conservare la selezione dopo il riavvio, impostare Persistente su ON.
Ripristino
Ripristino del controller alle impostazioni predefinite
È possibile reimpostare il controller alle impostazioni predefinite originali.
Tutte le impostazioni, gli eventi, le configurazioni e i dati cronologici verranno eliminati in caso di ripristino del controller. Effettuare un ripristino alle impostazioni predefinite solo se assolutamente necessario.
Ripristino delle impostazioni predefinite di un controller
Nella vista Home, selezionare la scheda Impostazioni. A sinistra, selezionare Ripristina.
Nella finestra Ripristina impostazioni predefinite del controller, selezionare Ripristina.
Una finestra a comparsa comunicherà che tutti i dati verranno eliminati. Selezionare Sì.
Il controller si riavvia per attivare le nuove impostazioni.
Cancella risultati
È possibile eliminare i risultati e gli eventi salvati nel controller.
Eliminazione di risultati ed eventi
Nella vista Home, selezionare la scheda Impostazioni. A sinistra, selezionare Ripristina.
Nella finestra Cancella risultati, selezionare Cancella.
Una finestra a comparsa comunicherà che tutti i risultati e gli eventi verranno eliminati. Selezionare Sì.
Spegnere il controller e attendere 30 secondi prima di riaccenderlo.
Configurazione di HTTPS
HTTPS viene utilizzato per crittografare il traffico end-to-end tra i browser web e i controllori. L'uso di HTTPS richiede un certificato di cui il browser web si fida. Al primo avvio, il software del controllore genera un'autorità di certificazione autofirmata, che a sua volta viene utilizzata per generare il certificato iniziale utilizzato per HTTPS. L'autorità di certificazione autofirmata sul controllore può essere sostituita con una firmata da un'autorità di certificazione esterna per creare una catena di fiducia.
Per impostazione predefinita, l'HTTP viene reindirizzato all'HTTPS nel browser. Questo può essere configurato nelle impostazioni controller alla voce HTTPS con la levetta Reindirizzamento HTTP a HTTPS .
Configurazione HTTPS
Per configurare HTTPS sul controller, procedere come segue:
Accedere all'interfaccia web del controller. Il browser visualizzerà un messaggio di avviso a causa del certificato autofirmato. Selezionare Avanzate e accettare il rischio per continuare.
andare su Impostazioni e selezionare la scheda HTTPS.
In Impostazioni HTTPS, selezionare Crea CA CSR.
Nella finestra a comparsa, selezionare Crea per creare una richiesta di firma del certificato e selezionare Chiudi al termine del download.
Firmare la richiesta di firma del certificato e caricare il certificato CA risultante sul controller.
Selezionare Genera certificato server, inserire i nomi alternativi del soggetto (SAN) nel formato specificato e fare clic su Genera.
Al termine della generazione, viene visualizzata una finestra pop-up e la sessione si riavvia automaticamente.
Certificati
Nella scheda Certificati è possibile gestire i certificati Transport Layer Security (TLS) firmati dall'Autorità di certificazione (CA) locale o da una CA esterna per creare una catena di fiducia.
Il controllore utilizzerà il certificato TLS per HTTPS per comunicare in modo sicuro con ToolsNet/ToolsTalk se la crittografia è attivata. Se il server ToolsNet/ToolsTalk richiede la convalida del cliente, impostare il certificato sul lato del controller e configurare ToolsNet/ToolsTalk in modo che si fidi del certificato del controller.
Accedere a Impostazioni nel menu iniziale e selezionare Certificati nel riquadro di sinistra.
Selezionare l'icona Più nell'angolo in alto a destra della GUI.
Selezionare Scegli file.
Sfogliare e scegliere il file del certificato.
Interfaccia grafica mobile
Utilizzo della scheda Attività
Il menu Attività consente di configurare le attività. Un'attività esegue un programma di serraggio e può essere monitorata dall'interfaccia grafica mobile. I risultati dell'attività vengono visualizzati nel menu Risultati.
Per creare un programma di serraggio, creare un'attività e selezionare una strategia, Serra a coppia o Serra a coppia più angolo.
I programmi di serraggio di PFXC richiedono l'impostazione di alcuni parametri per poter eseguire il serraggio. L'inserimento di un valore per Coppia finale è obbligatorio, così come per Coppia finale in caso di selezione di Serra a coppia più angolo. Altre impostazioni sono invece opzionali, come Nome programma, Coppia picco e Angolo. Queste impostazioni consentono di monitorare il serraggio durante l'esecuzione aggiungendo dei limiti per la coppia o per l'angolo del dado.
È possibile eseguire due tipi di programmi di serraggio dall'interfaccia grafica mobile, Serra a coppia e Serra a coppia più angolo.
I programmi multistep e altri tipi di programmi di serraggio sono disponibili nell'interfaccia grafica Web e non vanno assegnati alla stazione virtuale 1, per evitare risultati visualizzati in modo errato.
Creazione di programmi di serraggio sorgente
Accedere alla scheda Attività.
Selezionare l'icona più nell'angolo in alto a destra della schermata.
Scegliere una strategia di serraggio.
Assegnare un nome alla sorgente di serraggio.
Inserire la coppia finale.
Selezionare Applica per salvare le modifiche. Le modifiche non vengono salvate in automatico.
Selezionare Annulla per annullare le modifiche.
Modifica dei programmi di serraggio sorgente
Nella scheda Attività, fare scorrere il selettore Modifica su Attivo.
Sul programma di serraggio da modificare, selezionare l'icona ....
Apportare le modifiche desiderate al programma di serraggio.
Selezionare Applica per salvare le modifiche. Le modifiche non vengono salvate in automatico.
Selezionare Annulla per annullare le modifiche.
Eliminazione dei programmi di serraggio sorgente
Nella scheda Attività, fare scorrere il selettore Modifica su Attivo.
Sul programma di serraggio da eliminare, selezionare l'icona di rimozione.
Utilizzo della scheda Controller
Le attività di gestione del sistema per il controller Power Focus XC sono gestite nel menu Controller. Il menu è accessibile tramite l'interfaccia grafica Web o l'interfaccia grafica di Tools Talk 2.
Esporta configurazioni
La funzione di esportazione consente di esportare i risultati di serraggio accessibili nel menu Rapporti per l'analisi in programmi esterni.
La funzione di esportazione viene usata per:
Esportare risultati di serraggio ed eventi per ulteriori elaborazioni dall'utensile cablato.
Esportare i file di registro per ricevere assistenza da un tecnico dell'assistenza Atlas Copco.
esportare la configurazione del controller che può essere usata per copiare le impostazioni su altri controller.
Esportazione dei dati dall'interfaccia grafica mobile
Per esportare i dati dall'interfaccia mobile, attenersi alla seguente procedura:
Accedere alla scheda Controller.
Nel menu Esporta, toccare l'icona (...).
Selezionare un'opzione:
Tutte le informazioni del controller
Impostazioni e configurazioni
Registri dei dispositivi connessi
Risultati
Toccare Su dispositivo per scaricare i dati selezionati nel dispositivo mobile.
Toccare Su USB per scaricare i dati selezionati in un dispositivo di memorizzazione USB correttamente formattato collegato alla porta USB sulla parte anteriore del controller.
Tutte le informazioni del controller e Impostazioni e configurazioni non includono informazioni sugli utensili collegati.
Impostazioni e configurazioni esporta solo le impostazioni e l'esecuzione richiede meno tempo.
Per gli utensili STB, SRB e TBP, è possibile solo esportare i registri.
Selezionando Registri da utensili collegati e in assenza di utensili collegati al controller, verrà esportato un file vuoto.
Risultati esporta soltanto i risultati di serraggio dai controller.
File esportati
Il file esportato è un archivio compresso contenente un file binario con tutte le impostazioni, nonché file separati da due caratteri (csv) contenenti risultati ed eventi.
Quando si sceglie Impostazioni e configurazioni, non sarà esportato nessun file con i risultati o gli eventi nell'archivio.
File | Descrizione |
|---|---|
PFExport__<Controller name>_<Time stamp>_Events.csv | Un file separato da punto e virgola contenente le seguenti informazioni:
|
PFExport__<Controller name>_<Time stamp>_Results.csv | Un file separato da punto e virgola contenente le seguenti informazioni:
|
ExportInfo.txt | Informazioni sull'impostazione e sul software del controller. |
settings/settings.bin | Un file binario contenente tutti i programmi di serraggio e le impostazioni del lotto, le configurazioni dell'accessorio e le impostazioni del controller come ad esempio: lingua, unità di coppia, dati, data e ora e formato dei risultati. |
Formato del file CSV esportato
A seconda dell'impostazione della lingua nel controller, il file .csv esportato utilizza caratteri diversi per separare i campi. Vedere la tabella seguente per i dettagli sulla formattazione della lingua.
Lingua | Data/ora | Delimitatore di campo | Formato numero |
|---|---|---|---|
Inglese (en_US) | MM/gg/aaaa hh:mm:ss | , | 123,456 |
Ceco (cs_CZ) | gg.MM.aaaa hh:mm:ss | ; | 123.456 |
Tedesco (de_DE) | gg.MM.aaaa hh:mm:ss | ; | 123.456 |
Spagnolo (es_ES) | gg/MM//aaaa hh:mm:ss | ; | 123.456 |
Francese (fr_FR) | gg/MM/aaaa hh:mm:ss | ; | 123.456 |
Coreano (ko_KR) | aaaa-MM-gg hh:mm:ss | , | 123,456 |
Italiano (it_IT) | gg/MM/aaaa hh:mm:ss | ; | 123.456 |
Giapponese (ja_JP) | aaaa/MM/gg hh:mm:ss | , | 123,456 |
Portugese (pt_BR) | gg/MM/aaaa hh:mm:ss | ; | 123.456 |
Russo (ru_RU) | gg.MM.aaaa hh:mm:ss | ; | 123.456 |
Svedese (sv_SE) | aaaa-MM-gg hh:mm:ss | ; | 123.456 |
Cinese (zh_CN) | aaaa/MM/gg hh:mm:ss | , | 123,456 |
A seconda dell'impostazione della lingua del computer, potrebbero verificarsi problemi di formattazione all'apertura del file .csv esportato. Per evitare problemi, usare la stessa lingua nel controller e nel computer.
Rapporti e statistiche
In questa sezione è possibile informarsi sui rapporti e sulle statistiche disponibili.
GUI Web
Utilizzo della scheda Reports (Rapporti)
Risultati
Questa sezione descrive come accedere ai risultati di serraggio sul controller Power Focus XC e come leggere le informazioni riportate nelle diverse visualizzazioni dei risultati. Descrive la visualizzazione dei risultati in tempo reale disponibile dopo ogni serraggio e la visualizzazione dei risultati storici disponibile in Resultati nel menu Rapporti .
Quando si esegue un serraggio, i risultati vengono memorizzati sul controller. È possibile inviare i risultati a un sistema esterno come ad esempio ToolsNet o esportarli per l'analisi utilizzando la funzione di esportazione.
Risultati in tempo reale
La scheda Risultati in tempo reale visualizza i risultati delle diverse stazioni virtuali sul controller.
Questa sezione descrive come accedere ai risultati di serraggio nell'interfaccia grafica mobile del controller Power Focus XC e come leggere le informazioni riportate nella visualizzazione dei risultati in tempo reale per ciascun serraggio.
Lettura delle informazioni fornite nei risultati in tempo reale
1 | Nome della stazione virtuale |
2 | Stato del risultato. |
3 | Nome del programma di serraggio |
4 | Messaggio che indica il motivo del risultato NOK |
5 | Risultato della coppia di serraggio |
6 | Coppia target |
7 | Risultato dell'angolo di serraggio |
8 | Angolo target |
Visualizzazione dello stato del protocollo
Nella vista Home, selezionare il pulsante Accedere al risultato. Nel pannello di sinistra, viene selezionato automaticamente Risultati in tempo reale.
Nell'angolo in alto a destra, selezionare il pulsante Connessione protocollo
. Si apre la finestra di dialogo Stato del protocollo.Le schede nella finestra di dialogo mostrano le informazioni seguenti:
Scheda
Descrizione
Open Protocol
Mostra lo stato della connessione Open Protocol: OK/NOK
Connessioni server
Mostra lo stato della connessione ai server ToolsTalk e ToolsNet: OK/NOK
Per modificare l'impostazione della configurazione Abilitato/disabilitato, aprire Impostazioni > Connessioni server e selezionare il server da configurare.
Stato del programma di avvio
Mostra lo stato del programma di avvio dei vari adattatori del sistema: OK/NOK
Selezionare Chiudi.
Risultati salvati
Il controller memorizza il risultato per ogni serraggio o svitamento eseguito. Power Focus XC può memorizzare fino a 10.000 risultati.
Visualizzazione dei risultati memorizzati
Nella vista Home, accedere alla scheda Rapporti. Sul lato sinistro, viene selezionato automaticamente Risultati.
Nella finestra Risultati selezionare Visualizza tutti i risultati.
Viene visualizzato l'elenco dei risultati insieme alle seguenti informazioni:Data: data e ora dell'operazione di serraggio eseguita.
Stazione virtuale: La stazione virtuale con cui è stato effettuato il serraggio.
Programma di serraggio: la colonna Programma di serraggio visualizza il nome del programma di serraggio multistep o il nome della sequenza lotto, seguito da quello del programma di serraggio all'interno della sequenza lotto.
Risultato: risultato di coppia e angolo.
Limiti: La colonna Limiti visualizza i valori solo quando l'utente imposta Monitor fase o Restrizione fase, o Monitor programma o Restrizioni programma.
Monitoraggio fase, Limitazioni fase, Monitoraggio programma e Limitazioni programma sono applicabili alla coppia finale e all'angolo finale.
Dettagli: dettagli dei risultati di serraggio / allentamento.
Casella di controllo della traccia: selezionando una casella di controllo della traccia, il risultato corrispondente verrà mostrato nella vista dei risultati Traccia di sincronizzazione.
Nella colonna Limiti, il valore minimo/massimo può essere visualizzato in rosso.
In questo caso, il valore rosso indica il verificarsi di una delle seguenti condizioni:
Il valore misurato è inferiore al minimo impostato nel programma multifase.
Il valore misurato è superiore al massimo impostato nel programma di serraggio.
Visualizzazione e lettura delle tracce dei risultati
Nella vista Home, selezionare la scheda Rapporti. Sul lato sinistro, viene selezionato automaticamente Risultati.
Nella finestra Risultati selezionare Visualizza tutti i risultati.
L'elenco dei risultati viene visualizzato nella finestra Risultati.Selezionare il risultato necessario.
La traccia del serraggio viene visualizzata nella finestra Visualizza risultato traccia.
La finestra Visualizzazione risultato traccia visualizza, fase per fase, il ciclo di vita del serraggio.
Quando il serraggio è NOK, Visualizzazione risultato traccia visualizza il monitoraggio fase o la limitazione fase che hanno causato tale condizione.
Sul grafico della traccia, il monitor o la restrizione della fase che ha causato il serraggio NOK nel livello della fase è di colore rosso.
1 | Visualizzazione risultati, Grafico traccia |
2 | Visualizzazione risultati, Numeri |
3 | Visualizzazione risultati, Monitor fase |
4 | Visualizzazione risultati, Reporter |
Visualizzazione risultati, Grafico traccia
Questa sezione mostra il serraggio sotto forma di grafico.
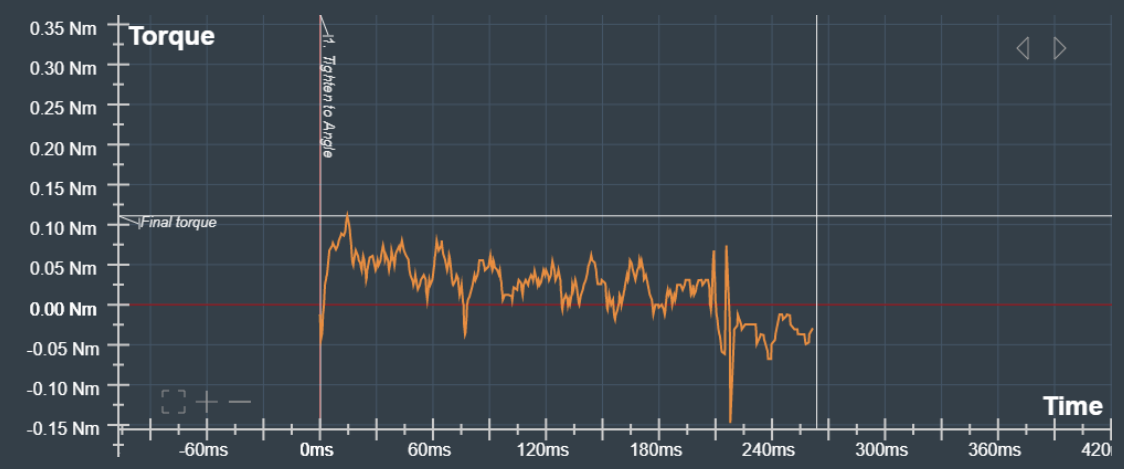
Utilizzare le frecce nell'angolo superiore destro del grafico della traccia per visualizzare i diversi grafici della traccia disponibili per il risultato di serraggio selezionato.
Sono disponibili i seguenti grafici della traccia:
Coppia/Tempo
Coppia/Angolo
Angolo/Tempo
Velocità/Tempo
Velocità/Angolo
Gradiente/tempo (quando il programma di serraggio è configurato per creare una traccia gradiente)
Gradiente/Angolo (quando il programma di serraggio è configurato per creare una traccia gradiente)
Corrente/Tempo
Corrente/Angolo
Le linee della fase si trovano sul grafico della traccia.
Sul grafico della traccia è possibile eseguire operazioni di ingrandimento/riduzione, spostamento della traccia e lettura dei valori dell'asse X e Y su un punto specifico.
Nell'angolo inferiore sinistro del grafico della traccia, selezionare (+) per ingrandire, (-) per ridurre o l'icona del quadrato (□) per ripristinare il livello di zoom predefinito.
Visualizzazione risultati - Numeri
Questa sezione mostra il risultato in numeri. Sono presenti anche informazioni su programma di serraggio, stazione virtuale, data e ora del serraggio, stato, ecc. Questa visualizzazione mostra anche alcuni identificativi, come i VIN.
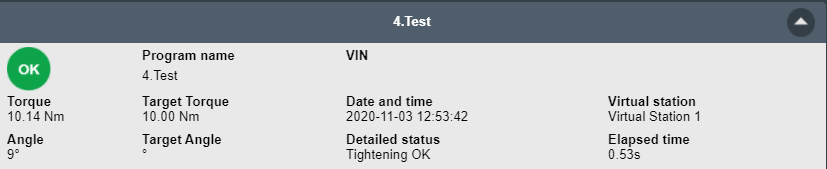
Visualizzazione risultati, Monitor fase
Questa sezione visualizza un elenco di risultati del serraggio con informazioni sui monitor fase usati e altre informazioni sulla fase.
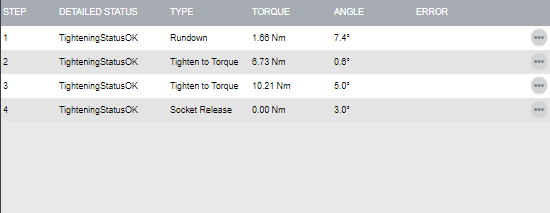
Selezionare l'icona ... nei diversi risultati delle fasi elencati per ottenere ulteriori informazioni.
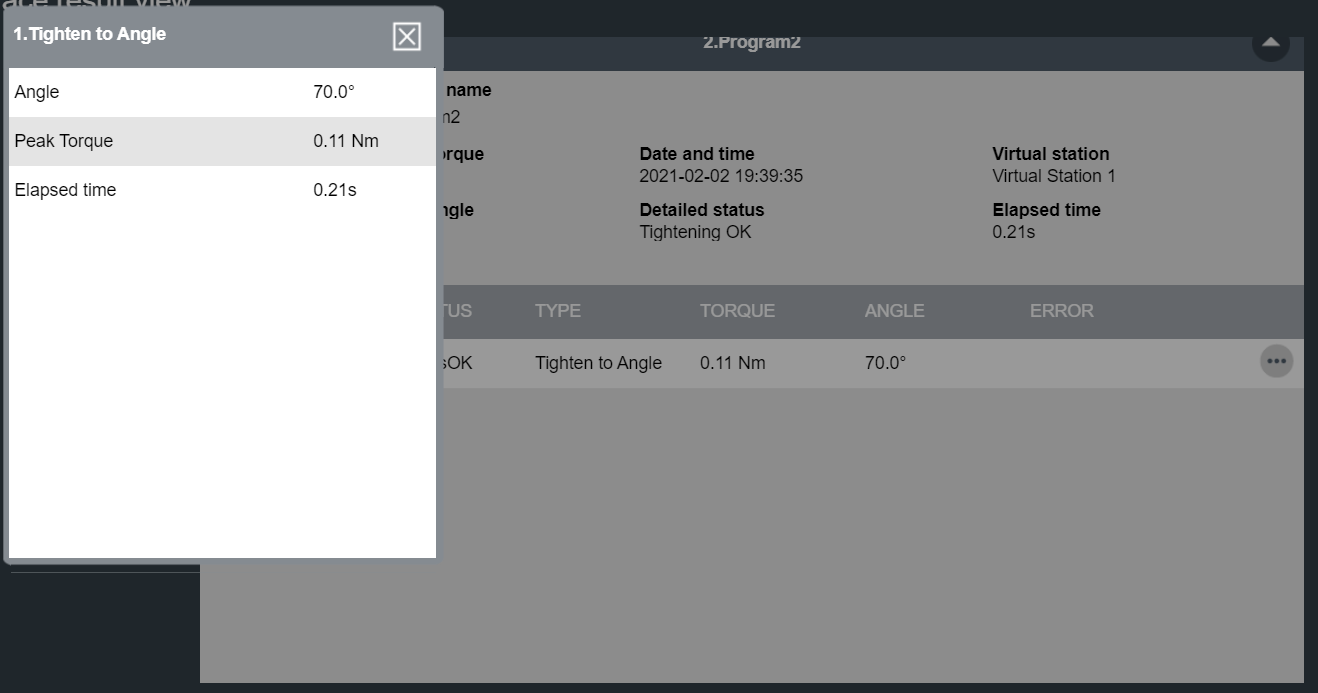
Visualizzazione risultati, Reporter
L'elenco contiene i valori dei reporter dei risultati. Se è stato definito un reporter dei risultati per un monitoraggio/una restrizione del programma, viene indicato il valore di tale monitor/restrizione. Se non è stato definito alcun reporter dei risultati per un monitoraggio/una restrizione del programma, viene indicato il valore dell'ultimo reporter eseguito nel percorso principale con un reporter.
Ordine di valutazione se più reporter dello stesso tipo vengono definiti in un programma:
reporter dei risultati su monitoraggio/limitazione del programma.
reporter dei risultati su monitor/restrizione dell'ultimo passo eseguito nel percorso principale.
Valori al livello più alto del set di risultati multistep dal corrispondente reporter dei risultati:
angolo finale impostato dall'angolo finale del reporter dei risultati
coppia finale impostata dalla coppia finale dal reporter dei risultati
corrente impostata dalla corrente del reporter dei risultati
Visualizzazione delle tracce sincronizzate
La sincronizzazione delle tracce precedenti alla versione software 3.5 non è supportata.
Nella vista Home, selezionare la scheda Rapporti. Sul lato sinistro, viene selezionato automaticamente Risultati.
Nella finestra Risultati selezionare Visualizza tutti i risultati.
Selezionare le tracce da confrontare contrassegnando l'icona
 dei risultati corrispondenti. L'icona delle tracce selezionate diventa blu.
dei risultati corrispondenti. L'icona delle tracce selezionate diventa blu.È possibile selezionare fino a 10 tracce.
I risultati che non presentano l'icona
non supportano la sincronizzazione.Selezionare l'icona
 nell'angolo in alto a destra per aprire la vista delle tracce di sincronizzazione. Selezionando l'icona
nell'angolo in alto a destra per aprire la vista delle tracce di sincronizzazione. Selezionando l'icona  , vengono deselezionate tutte le tracce dei risultati.
, vengono deselezionate tutte le tracce dei risultati.Nella visualizzazione dei risultati della traccia di sincronizzazione, selezionare il metodo di sincronizzazione preferito dall'elenco a discesa.
Selezionare i tipi di traccia con le frecce nell'angolo in alto a destra.
La visualizzazione dei risultati della traccia di sincronizzazione viene mostrata di seguito:
1 | Selezionare il metodo per sincronizzare le tracce e visualizzare il metodo di sincronizzazione attuale. |
2 | Commutare tra i tipi di tracce disponibili. Sono disponibili i seguenti grafici della traccia:
|
3 | Metodi di zoom per esaminare le sezioni delle tracce in maggiore dettaglio. Selezionare "+" per ingrandire, "-" per ridurre o l'"icona del quadrato" per ripristinare il livello di zoom predefinito. È anche possibile ingrandire una sezione specifica tenendo premuto il pulsante destro del mouse, spostando il mouse su una sezione e rilasciando il pulsante destro del mouse. L'area all'interno del rettangolo tracciato definisce l'area da mostrare. |
4 | Ciascun risultato viene indicato in una scheda che mostra anche quando è stato eseguito il serraggio. Un'icona a sinistra di ciascuna scheda indica il risultato del serraggio:
Facendo clic sull'icona si alterna tra le seguenti impostazioni di visualizzazione relative alla traccia:
|
5 | Modifica della traccia del risultato principale. La traccia del risultato principale viene utilizzata come riferimento e definisce i valori per l'asse X. È possibile impostare solo una traccia come risultato principale. La prima traccia selezionata (la scheda più a sinistra) viene utilizzata come riferimento per impostazione predefinita. |
6 | Dettagli sul serraggio del risultato attualmente selezionato. |
Metodi di sincronizzazione
I metodi di sincronizzazione sono diverse strategie di sincronizzazione delle tracce in base a un valore specifico.
Ad esempio, è possibile sincronizzare le tracce in base alla coppia di picco (coppia massima raggiunta per ciascuna traccia). In questo modo si spostano tutte le tracce lungo l'asse X, fino a quando ciascuna curva non presenta il proprio valore di coppia di picco nella stessa posizione sull'asse X.
A tutti i risultati successivi viene assegnato un offset sull'asse X in base a uno dei seguenti metodi:
Metodo di sincronizzazione | Descrizione |
|---|---|
Nessuna | Valore predefinito. Le tracce selezionate non vengono sincronizzate. |
Picco/Coppia | Tutte le tracce vengono sincronizzate in base al valore di picco, ovvero spostate lungo l'asse X in modo che i valori di picco ricadano nella stessa posizione sull'asse X del valore di picco del risultato principale. |
Personalizzato/Coppia |
Se viene selezionato il metodo Personalizzato e nessuna traccia contiene il valore configurato, nel campo del valore personalizzato viene visualizzato un punto esclamativo. |
Se un risultato non presenta un valore di traccia corrispondente al metodo di sincronizzazione, non è possibile eseguirne la sincronizzazione e la relativa traccia non verrà mostrata. Verrà invece mostrato con un punto esclamativo.
Se non è possibile sincronizzare alcuna traccia, verrà mostrato il messaggio di errore "Impossibile sincronizzare".
Eventi
Leggere le informazioni di un evento
Un evento contiene informazioni che descrivono l'evento che si è verificato nonché alcune informazioni di sistema per aiutare a descrivere quanto è successo, dove e quando.
1 | Intestazione: descrive in quale parte del sistema si è verificato l'evento. |
2 | Nome dell'evento: una breve descrizione dell'evento. |
3 | Stazione virtuale: se l'evento è relativo a una stazione virtuale sul controller, verrà visualizzato il nome della stazione virtuale. |
4 | Codice: un numero univoco a quattro cifre che identifica l'evento. |
5 | Modulo: descrive in quale parte del sistema si è verificato l'evento. |
6 | Tipo: informazione, avviso o errore. |
7 | Ora: data e ora in cui si è verificato l'evento. |
Tipi di evento
Gli eventi sono divisi in tre tipi: informazioni, avvertenze o errori.
Power Focus XC può memorizzare fino a 2.000 eventi.
Eventi di informazione
Gli eventi di informazione segnalano un evento notevole che si è verificato a seguito di azioni eseguite dall'utente o dal sistema. Gli eventi di informazioni non richiedono azioni specifiche dell'utente.
Eventi di avviso
Gli eventi di avviso segnalano condizioni potenzialmente gravi che potrebbero influire sulle prestazioni del sistema o provocare lesioni.
Eventi di errore
Gli eventi di errore segnalano condizioni gravi, come una manutenzione non riuscita, che nella maggior parte dei casi richiedono all'utente di modificare la configurazione o l'impostazione per proseguire.
Configurazione degli eventi
Tutti gli eventi dispongono di impostazioni predefinite che definiscono se confermarli (ACK), registrarli (LOG) o visualizzarli (DISP). Gli eventi possono essere configurati in Eventi nel menu Impostazioni.
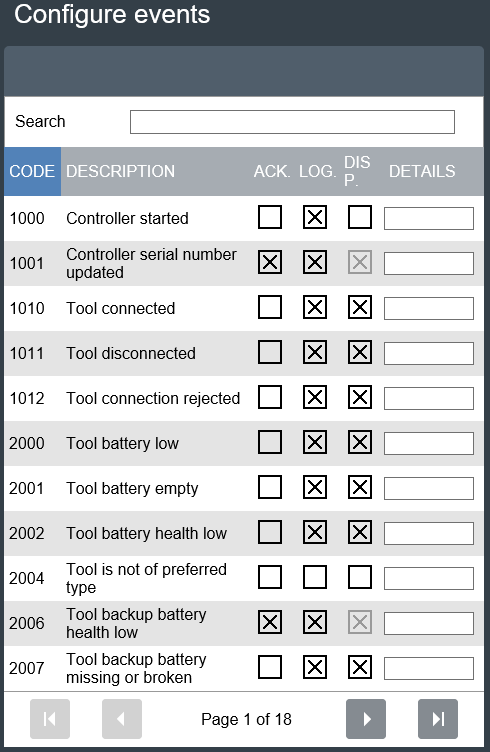
Non è possibile modificare le opzioni in grigio.
Codici eventi
Diversi tipi di eventi vengono utilizzati per notificare all'utente determinati cambiamenti di stato o eventi nel sistema. Ogni evento richiede un'azione diversa.
Alcune delle procedure descritte possono essere eseguite solo dal personale di assistenza Atlas Copco.
Per ulteriori informazioni su un codice evento specifico, utilizzare i filtri sottostanti o inserire i criteri di ricerca del codice evento nella casella di ricerca.
Codice evento | Tipo evento | Nome evento | Descrizione | Procedura | Log / Display / Ack / Conf | Disponibile per | Gruppo |
|---|---|---|---|---|---|---|---|
none | item | none | none | none | column | list | list |
1000 | Info | Controller avviato | Il controller viene avviato. | Log Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC PFHC ToolsControl | Controller e Strumento | |
1001 | Avvertenza | Numero di serie del controller aggiornato | Generato all'avvio se il numero di serie della IT-board box (numero di serie del controllore) differisce dal numero di serie della AUX-board box. La scheda AUX è considerata non sostituibile sul campo. Il controller si riavvia quando il numero di serie viene aggiornato. | Sostituire la scheda o la scatola IT. | Log Display Ack Conf | Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC | Controller e Strumento |
1010 | Info | Strumento collegato | Uno strumento è collegato. | Log Display Conf | Flex Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC PFHC ToolsControl | Controller e Strumento | |
1011 | Info | Strumento scollegato | Uno strumento è scollegato. | Log Display Conf | Flex Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC PFHC ToolsControl | Controller e Strumento | |
1012 | Info | Strumento rifiutato Connessione del controller | Questo evento può verificarsi se l'utensile si trova in una skip-zone. | Verificare se lo strumento è collegato a un altro controller. Assicurarsi che le impostazioni dello strumento siano impostate correttamente. | Log Display Conf | Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Controller e Strumento |
2000 | Avvertenza | Batteria scarica | Sostituire la batteria. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl XB | Strumento | |
2001 | Avvertenza | Batteria scarica | Sostituire la batteria. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento | |
2002 | Avvertenza | Stato di salute della batteria dello strumento basso | È stato rilevato un problema di salute della batteria dello strumento. | Sostituire la batteria. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento |
2004 | Avvertenza | Lo strumento non è del tipo preferito | Lo strumento è stato sostituito da un altro con una coppia massima diversa. | Cambiare strumento. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento |
2006 | Avvertenza | Stato di salute basso della batteria di backup dello strumento | La batteria di backup dello strumento ha prestazioni troppo scarse. | La batteria di backup deve essere sostituita. | Log Display Ack Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento |
2007 | Avvertenza | Batteria di backup dello strumento mancante o rotta | Batteria di backup dello strumento mancante o rotta. | Inserire la batteria. | Log Display Conf | Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento |
2008 | Avvertenza | Errore della batteria di backup dello strumento | Rilevato errore della batteria di backup dello strumento. | Sostituire la batteria. | Log Display Conf | Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento |
2009 | Avvertenza | Tensione della batteria di backup bassa | La batteria di riserva del controller è quasi scarica. | Sostituire la batteria. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento |
2010 | Errore | Mancata corrispondenza della versione del software dello strumento | Le versioni del software dell'utensile e del controller non sono compatibili. | Strumento di servizio - aggiornamento del software dello strumento. | Log Display Ack Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Strumento |
2012 | Avvertenza | Disturbo della comunicazione Strumento | Comunicazione interrotta tra strumento e controller. | Spostare il posizionamento dell'antenna. | Conf | Flex Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC PFHC ToolsControl | Strumento |
2013 | Avvertenza | Posizione illegale dell'anello | Interruttore di direzione dell'utensile in posizione errata. | Se si verifica frequentemente, è necessario sottoporre l'utensile a manutenzione. | Log Display Conf | Flex Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento |
2014 | Avvertenza | Strumento surriscaldato | Lo strumento si è surriscaldato. | Lasciare raffreddare l'utensile. | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl XB | Strumento |
2015 | Errore | Errore del sensore di temperatura dello strumento | Solo strumenti SRB, TBP e IxB. | Manutenzione dello strumento. | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Strumento |
2016 | Avvertenza | Unità di impulso utensile surriscaldata | Unità di impulso surriscaldata. L'utensile non è bloccato, ma l'avviso viene visualizzato ogni volta che l'utensile viene avviato finché la temperatura dell'unità d'impulso è superiore alla soglia. | Lasciare raffreddare l'utensile. | Log Display Conf | Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento |
2019 | Avvertenza | L'utensile non ha potuto avviare il motore | Guasto al motore dell'utensile. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento | |
2020 | Avvertenza | Lo strumento richiede la messa a punto del motore | Lo strumento richiede la messa a punto del motore. | Eseguire una messa a punto del motore. | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl XB | Strumento |
2021 | Avvertenza | Sintonizzazione del motore non riuscita | Sintonizzazione del motore non riuscita. | Completare la messa a punto del motore o eseguire la manutenzione dello strumento. | Log | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Strumento |
2022 | Info | Sintonizzazione del motore completata | Sintonizzazione del motore completata. | Log Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Strumento | |
2023 | Avvertenza | Lo strumento richiede la messa a punto dell'estremità aperta | Lo strumento richiede la messa a punto dell'estremità aperta. | Eseguire la messa a punto dell'estremità aperta. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento |
2024 | Avvertenza | Messa a punto dell'estremità aperta fallita | Messa a punto dell'estremità aperta fallita. | Eseguire la messa a punto dell'estremità aperta un'altra volta. Se il problema si ripresenta, è necessario eseguire la manutenzione dello strumento. | Log Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento |
2025 | Info | Messa a punto dell'estremità aperta riuscita | Messa a punto dell'estremità aperta riuscita. | Log Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento | |
2026 | Avvertenza | Posizione estremità aperta fallita | Posizione estremità aperta fallita. | Premere nuovamente il pulsante dell'utensile e attendere il completamento del posizionamento. Se il problema si ripresenta, è necessario eseguire la manutenzione dello strumento. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento |
2027 | Avvertenza | Uso limitato a causa dell'elevata temperatura dell'utensile | Il valore limite della temperatura è stato raggiunto. Il serraggio è stato inibito per ridurre il rischio di arresto dell'utensile a causa del surriscaldamento. | Attendere che la temperatura dell'utensile si riduca. | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl XB | Strumento |
2030 | Errore | Guasto al motore dell'utensile: Cambiare strumento | Memoria dello strumento corrotta. | Manutenzione dello strumento. | Log Display Ack Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Strumento |
2031 | Errore | Memoria dell'accessorio dello strumento corrotta | La memoria degli accessori dello strumento è corrotta. | Eseguire la manutenzione dell'accessorio strumento. | Log Display Ack Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Strumento |
2040 | Errore | Guasto del controllo del sistema | Log Display Ack Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl XB | Strumento | ||
2041 | Errore | Errore del torsiometro | Verrà generato in caso di errore di calibrazione o se lo strumento segnala un errore del trasduttore. | Manutenzione dello strumento. | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Strumento |
2042 | Errore | Errore del torsiometro angolare | Manutenzione dello strumento. | Log Display Ack Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Strumento | |
2043 | Errore | Errore di messa a terra dell'utensile | Manutenzione dello strumento. | Log Display Ack Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Strumento | |
2044 | Info | Intervallo di manutenzione dell'utensile scaduto | Indica che è necessaria la manutenzione dell'utensile. Interviene quando è stato superato il numero di serraggi impostati. | Eseguire la manutenzione dell'utensile. | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Strumento |
2045 | Avvertenza | Dati di calibrazione dell'utensile non validi | Se la convalida dei dati di calibrazione non riesce. | Manutenzione dello strumento. | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl XB | Strumento |
2046 | Info | Strumento: La prossima data di calibrazione è passata | Indica che è necessaria la calibrazione dello strumento. Interviene quando l'allarme di calibrazione è abilitato nelle impostazioni e l'ora corrente è superiore alla data di calibrazione successiva. | Manutenzione dello strumento. | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Strumento |
2048 | Info | Valore di calibrazione dell'utensile aggiornato dal dispositivo QA | La calibrazione dello strumento è stata aggiornata quando è stata eseguita una calibrazione con un dispositivo AQ. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento | |
2050 | Errore | File di parametri dello strumento non supportato | Mancano i parametri richiesti per l'utensile. | Aggiornare i parametri dell'utensile. | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Strumento |
2060 | Info | Comportamento inatteso del trigger | Utilizzato per impedire l'avvio dell'utensile se l'accessorio è collegato. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Strumento | |
2071 | Errore | Memoria dello strumento corrotta | Il descrittore dello strumento è corrotto. | Manutenzione dello strumento. | Log Display Conf | Flex Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Strumento |
2072 | Info | Dispositivo sconosciuto collegato | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Strumento | ||
2073 | Avvertenza | Errore di supervisione del trigger dello strumento | Guasto del canale HW. Disadattamento tra hardware e software di attivazione dello strumento. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento | |
2074 | Avvertenza | Guasto della scheda di indicazione dell'utensile | Guasto della scheda di indicazione dell'utensile. | Manutenzione dello strumento. | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Strumento |
2075 | Avvertenza | Guasto della tensione della ventola dello strumento | Guasto della tensione della ventola dello strumento. | Manutenzione dello strumento. | Log Display Conf | Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Strumento |
2076 | Avvertenza | Mancanza di tensione del bus accessorio dello strumento | Mancanza di tensione del bus accessorio dello strumento. | Manutenzione dello strumento. | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Strumento |
2077 | Avvertenza | Errore del sensore di attivazione dello strumento | Errore del sensore di temperatura dello strumento. | Manutenzione dello strumento. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Strumento |
2078 | Info | Programma di serraggio degli utensili aggiornato | Strumento bloccato a causa dell'aggiornamento del programma di serraggio. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento | |
2079 | Errore | Cavo utensile non supportato | Il cavo dell'utensile è danneggiato. Il chip del cavo non risponde o è danneggiato. | Cavo dell'interruttore. | Log Display Conf | Flex Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Strumento |
2080 | Errore | Guasto alla batteria dello strumento | Tensione CC troppo alta o troppo bassa. Guasto alla batteria. | Contattare il rappresentante dell'assistenza Atlas Copco e rispedire la batteria ad Atlas Copco (non riutilizzarla!). | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl XB | Strumento |
2081 | Errore | Raggiunto il limite di corrente dell'utensile | Il valore limite di corrente è stato raggiunto e l'azionamento è disattivato. | Manutenzione dello strumento. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento |
2082 | Errore | Errore di misurazione della corrente dell'utensile | Errore di misurazione della corrente. La corrente non può essere misurata con un risultato affidabile. | Manutenzione dello strumento. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl XB | Strumento |
2083 | Errore | Errore interno dello strumento | Vari errori hardware interni. | Manutenzione dello strumento. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl XB | Strumento |
2084 | Errore | Errore software interno allo strumento | Vari errori software interni. | Manutenzione dello strumento. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl XB | Strumento |
2085 | Errore | Errore RBU strumento | Il software dello strumento ha rilevato un errore RBU. | Verificare che la RBU sia installata correttamente. Se l'errore persiste, eseguire la manutenzione dell'utensile. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento |
2086 | Errore | Stallo degli utensili | Il motore dell'utensile è in stallo. | Manutenzione dello strumento. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl XB | Strumento |
2087 | Avvertenza | Corrente motore utensile alta | Il valore limite della corrente del motore dell'utensile viene superato e l'utensile viene bloccato. Lo strumento entrerà in modalità failsafe. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl XB | Strumento | |
2088 | Avvertenza | Corrente della batteria dell'utensile alta | Corrente della batteria dell'utensile alta. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl XB | Strumento | |
2089 | Avvertenza | Tensione di azionamento dell'utensile bassa | La tensione di azionamento dell'utensile è inferiore al valore limite inferiore di tensione monitorato. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento | |
2090 | Avvertenza | Tensione di azionamento dell'utensile alta | La tensione di azionamento dell'utensile è superiore al valore limite di tensione superiore monitorato. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento | |
2091 | Avvertenza | Errore della scheda principale dello strumento | Errore interno della scheda principale dello strumento. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl XB | Strumento | |
2092 | Avvertenza | Errore del modulo di alimentazione dello strumento | Errore interno del modulo di alimentazione dell'utensile. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento | |
2093 | Avvertenza | Livello dell'olio dell'unità a impulsi basso | Il livello dell'olio dell'utensile a impulsi collegato è basso. | Manutenzione dello strumento. | Log Display Conf | Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento |
2094 | Avvertenza | Livello dell'olio dell'unità a impulsi vuoto | Il livello dell'olio dell'utensile a impulsi collegato è inferiore al livello operativo richiesto. | Manutenzione dello strumento. | Log Display Ack Conf | Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento |
2095 | Avvertenza | Batteria dello strumento Comunicazione persa | Lo strumento ha perso la comunicazione con la batteria. | Assicurarsi che la batteria sia fissata correttamente. In caso contrario, sostituire la batteria. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento |
2096 | Errore | Errore di versione del software della batteria dello strumento | Software della batteria dell'utensile incompatibile con il software dell'utensile. | Aggiornare il software. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento |
2100 | Info | STwrench smartHEAD Rimosso | STwrench smartHEAD è stato rimosso. | Ricollegare smartHEAD e riavviare la chiave. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento |
2101 | Avvertenza | Serraggio della chiave quando è bloccata | Il serraggio della chiave è stato eseguito quando lo stato dell'utensile era bloccato nel controllore. | Attendere che lo stato dell'utensile nel controllore sia sbloccato. | Log Display Conf | Potenza Focus 6000 Potenza Focus 8 ToolsControl | Strumento |
2120 | Avvertenza | Impossibile avviare: L'utensile non ha un torsiometro attivo | Log Display | Flex | Strumento | ||
2121 | Avvertenza | Trasduttori disabilitati per lo strumento connesso | Log Display | Flex | Strumento | ||
2122 | Avvertenza | Impossibile avviare: L'utensile manca del trasduttore di coppia richiesto | Passare a un utensile con più torsiometri o aggiornare l'impostazione "Richiedi coppia doppia" in Configurazione utensile. | Log Display | Flex IxB | Strumento | |
2123 | Avvertenza | Impossibile avviare: L'utensile manca del trasduttore d'angolo necessario | Passare a un utensile con più torsiometri o aggiornare l'impostazione "Richiedi coppia doppia" in Configurazione utensile. | Log Display | Flex | Strumento | |
2125 | Errore | Errore del torsiometro sul trasduttore 2 | Si è verificato un errore sul torsiometro 2 di un utensile con più trasduttori. | Manutenzione dello strumento. | Log Display | Flex | Strumento |
2127 | Errore | Errore di taratura del torsiometro dell'utensile | Si è verificato un errore sul trasduttore di coppia. | Manutenzione dello strumento. | Log Display | Flex Serraggio sincronizzato | Strumento |
2129 | Errore | Trasduttore di coppia per utensili: Test shunt fallito | Si è verificato un errore sul trasduttore di coppia. | Manutenzione dello strumento. | Log Display | Flex Serraggio sincronizzato XB | Strumento |
2131 | Errore | Trasduttore di coppia per utensili: Compensazione offset zero non riuscita | Si è verificato un errore sul trasduttore di coppia. | Assicurarsi che il serraggio venga avviato con coppia zero sull'utensile. Manutenzione dello strumento. | Log Display | Flex Serraggio sincronizzato | Strumento |
2133 | Errore | Errore di Hardware del torsiometro dell'utensile | Si è verificato un errore sul trasduttore di coppia. | Manutenzione dello strumento. | Log Display | Flex Serraggio sincronizzato | Strumento |
2135 | Errore | Errore del trasduttore di coppia dell'utensile: Overflow nel convertitore A/D | Si è verificato un errore sul trasduttore di coppia. | Manutenzione dello strumento. | Log Display | Flex Serraggio sincronizzato | Strumento |
2136 | Errore | Errore di taratura del torsiometro sul trasduttore 2 | Si è verificato un errore sul torsiometro 2 di un utensile con più trasduttori. | Manutenzione dello strumento. | Log Display | Flex | Strumento |
2137 | Errore | Errore del trasduttore di coppia dell'utensile: Test shunt fallito sul trasduttore 2 | Si è verificato un errore sul torsiometro 2 di un utensile con più trasduttori. | Manutenzione dello strumento. | Log Display | Flex | Strumento |
2138 | Errore | Errore del trasduttore di coppia dell'utensile: Compensazione offset zero non riuscita sul trasduttore 2 | Si è verificato un errore sul torsiometro 2 di un utensile con più trasduttori. | Assicurarsi che il serraggio venga avviato con coppia zero sull'utensile. Manutenzione dello strumento. | Log Display | Flex | Strumento |
2139 | Errore | Errore di Hardware del torsiometro sul trasduttore 2 | Si è verificato un errore sul torsiometro 2 di un utensile con più trasduttori. | Manutenzione dello strumento. | Log Display | Flex | Strumento |
2140 | Errore | Errore del trasduttore di coppia dell'utensile: Overflow nel convertitore A/D Sul trasduttore 2 | Si è verificato un errore sul torsiometro 2 di un utensile con più trasduttori. | Manutenzione dello strumento. | Log Display | Flex | Strumento |
2142 | Errore | Errore di ridondanza del trasduttore di coppia | Si è verificato un errore sul torsiometro 2 di un utensile con più trasduttori. | Azzeramento dell'errore di ridondanza | Log Display | Potenza Focus 6000 Controllo degli strumenti | Strumento |
2143 | Errore | Errore di ridondanza del trasduttore angolare | Si è verificato un errore sul torsiometro 2 di un utensile con più trasduttori. | Azzeramento dell'errore di ridondanza | Log Display | Potenza Focus 6000 Controllo degli strumenti | Strumento |
2202 | Errore | Si è verificata una sovracorrente nell'HMI dello strumento | È stata rilevata una sovracorrente nell'HMI dello strumento. | Manutenzione dello strumento. Sostituire l'HMI dello strumento. | Log Display Ack Conf | IxB | Strumento |
2203 | Errore | Si è verificata una sovracorrente nella luce frontale dell'utensile | È stata rilevata una sovracorrente nella luce frontale dell'utensile | Manutenzione dello strumento. Sostituire la luce anteriore dello strumento. | Log Display Ack Conf | IxB | Strumento |
2204 | Errore | Si è verificata una sovracorrente sul bus degli accessori | È stata rilevata una sovracorrente sul bus accessori. | Manutenzione dello strumento. Sostituire il bus accessorio. | Log Display Ack Conf | IxB | Strumento |
2207 | Errore | Si è verificata una sovracorrente del vibratore | È stata rilevata una sovracorrente del vibratore. | Manutenzione dello strumento. Sostituire il vibratore. | Log Display Ack Conf | IxB | Strumento |
2208 | Avvertenza | Temperatura della CPU del sistema elevata | Temperatura della CPU del sistema elevata. | Attendere che la temperatura dell'utensile si riduca. | Log Display Conf | IxB | Strumento |
2209 | Errore | Temperatura della CPU del sistema critica | Temperatura della CPU del sistema critica. | Attendere che la temperatura dell'utensile si riduca. | Log Display Conf | IxB XB | Strumento |
2210 | Errore | Sorgente di alimentazione non supportata: il serraggio non è consentito | Batteria con tensione troppo bassa collegata all'utensile. | Collegare all'utensile una batteria con una tensione superiore. | Log Display Ack Conf | IxB | Strumento |
2217 | Info | Funzionamento con batteria di riserva | Funzionamento con batteria di riserva. | Log | IxB | Strumento | |
2218 | Info | Batteria collegata | La batteria è collegata o il controller/strumento è avviato. | Log | IxB | Strumento | |
2219 | Info | Fonte di alimentazione: sconosciuta | Fonte di alimentazione sconosciuta collegata o controller/strumento avviato con fonte di alimentazione sconosciuta. | Log | IxB | Strumento | |
2220 | Errore | Guasto alla ventola dell'utensile | Si applica a IPB-P. | Manutenzione dello strumento. | Log Display Ack | IxB | Strumento |
2221 | Avvertenza | Batteria surriscaldata | La temperatura della batteria è troppo alta. | Sostituire la batteria e lasciare raffreddare la batteria surriscaldata. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 ToolsControl | Strumento |
2222 | Avvertenza | Utilizzo limitato a causa dell'elevata temperatura della batteria | La temperatura della batteria è troppo alta. | Sostituire la batteria e lasciare raffreddare la batteria surriscaldata. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 ToolsControl | Strumento |
2223 | Errore | Il LED anteriore non è disponibile | All'avvio dello strumento, se il LED anteriore non viene rilevato, viene attivato questo evento. | Fissare la luce anteriore o il collegamento del cavo della luce anteriore. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 | Controller e Strumento |
2224 | Errore | Il colore del LED anteriore non è disponibile | All'avvio dello strumento, se il colore del LED anteriore non viene rilevato, viene attivato questo evento. | Fissare il colore della luce anteriore o il collegamento del cavo della luce anteriore | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 | Controller e Strumento |
2225 | Errore | I pulsanti RHMI non sono disponibili | All'avvio dello strumento, se i pulsanti RHMI non vengono rilevati, viene attivato un evento. | Sistemare i pulsanti RHMI. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 | Controller e Strumento |
2226 | Errore | L'anello LED non è disponibile | All'avvio dello strumento, se l'anello LED non viene rilevato, viene attivato un evento. | Fissare le luci anulari posteriori o il collegamento della luce anulare posteriore. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 | Controller e Strumento |
2227 | Errore | La ventola non è disponibile | All'avvio dello strumento, se la ventola non viene rilevata, viene attivato un evento. | Riparare la ventola. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 | Controller e Strumento |
2228 | Errore | La scheda RRE non è disponibile | All'avvio dello strumento, se l'interfaccia della scheda strumento non viene rilevata, viene attivato un evento. | Fissare l'interfaccia della scheda strumento. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 | Controller e Strumento |
2229 | Avvertenza | Batteria di backup dello strumento scarica | La batteria di riserva dello strumento è scarica. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento | |
2230 | Info | Strumento Batteria di backup completamente carica | La batteria di riserva dello strumento è completamente carica. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento | |
2231 | Avvertenza | Batteria di backup dello strumento mancante | Manca la batteria di riserva dello strumento. | Inserire la batteria. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento |
2232 | Avvertenza | Batteria di backup dell'utensile rotta | La batteria di riserva dello strumento è rotta. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Strumento | |
2300 | Errore | Errore della scheda principale dello strumento - Tensione fuori campo (coppia) | Riavviare lo strumento. Se l'errore persiste, eseguire la manutenzione dello strumento e verificare che i connettori dei cavi non siano danneggiati. Controllare eventuali danni ai cavi. | Log Display Ack | IxB | Strumento | |
2301 | Errore | Errore della scheda principale dello strumento - Tensione fuori campo (Analogico) | Riavviare lo strumento. Se l'errore persiste, eseguire la manutenzione dello strumento e verificare che i connettori dei cavi non siano danneggiati. Controllare eventuali danni ai cavi. | Log Display Ack | IxB | Strumento | |
2302 | Errore | Errore della scheda principale dello strumento - Tensione fuori campo (MCU Vdd) | Riavviare lo strumento. Se l'errore persiste, eseguire la manutenzione dello strumento e verificare che i connettori dei cavi non siano danneggiati. Controllare eventuali danni ai cavi. | Log Display Ack | IxB | Strumento | |
2303 | Errore | Errore della scheda principale dello strumento - Tensione fuori campo (Salita) | Riavviare lo strumento. Se l'errore persiste, eseguire la manutenzione dello strumento e verificare che i connettori dei cavi non siano danneggiati. Controllare eventuali danni ai cavi. | Log Display Ack | IxB | Strumento | |
2304 | Errore | Errore della scheda principale dello strumento - Tensione fuori campo (UPS) | Riavviare lo strumento. Se l'errore persiste, eseguire la manutenzione dello strumento e verificare che i connettori dei cavi non siano danneggiati. Controllare eventuali danni ai cavi. | Log Display Ack | IxB | Strumento | |
2305 | Errore | Errore della scheda principale dello strumento - Tensione fuori campo (Potenza dello strumento) | Riavviare lo strumento. Se l'errore persiste, eseguire la manutenzione dello strumento e verificare che i connettori dei cavi non siano danneggiati. Controllare eventuali danni ai cavi. | Log Display Ack | IxB | Strumento | |
2306 | Errore | Errore della scheda principale dello strumento - Tensione fuori campo (Vdd) | Riavviare lo strumento. Se l'errore persiste, eseguire la manutenzione dello strumento e verificare che i connettori dei cavi non siano danneggiati. Controllare eventuali danni ai cavi. | Log Display Ack | IxB | Strumento | |
2307 | Errore | Errore della scheda principale dello strumento - Guasto hardware (IMU) | Manutenzione dello strumento. | Log Display Ack | IxB | Strumento | |
2331 | Errore | Errore del modulo di potenza dello strumento - Tensione bassa (riferimento) | Manutenzione dello strumento. | Log Display Ack | IxB | Strumento | |
2332 | Errore | Errore del modulo di potenza dello strumento - Tensione bassa (riferimento) | Manutenzione dello strumento. | Log Display Ack | IxB | Strumento | |
2333 | Errore | Errore del modulo di potenza dello strumento - Tensione bassa (UPS) | Manutenzione dello strumento. | Log Display Ack | IxB | Strumento | |
2334 | Errore | Errore del modulo di potenza dello strumento - Tensione alta (UPS) | Manutenzione dello strumento. | Log Display Ack | IxB | Strumento | |
2335 | Errore | Errore del modulo di potenza dello strumento - Tensione bassa (Dominio di backup) | Manutenzione dello strumento. | Log Display Ack | IxB | Strumento | |
2336 | Errore | Errore del modulo di potenza dello strumento - Tensione bassa (Dominio di backup) | Manutenzione dello strumento. | Log Display Ack | IxB | Strumento | |
2500 | Errore | Barra di trazione del tenditore numero massimo | La barra di trazione del tenditore deve essere sostituita. Il sistema è bloccato per l'uso. La pressione può essere rilasciata solo. | Inviare il tenditore all'assistenza per la sostituzione della barra di trazione. | Log Display Ack | PFHC | Strumento |
2501 | Errore | Allarme di protezione del motore della pompa | La protezione del motore della pompa ha arrestato il motore. Il sistema deve fermarsi. Se il sistema è sotto pressione, è necessario intervenire manualmente per rilasciare la pressione. | Spegnere il sistema. Se è sotto pressione, rilasciare meccanicamente la pressione e inviare la pompa in assistenza. | Log Display Ack | PFHC | Strumento |
2502 | Errore | Allarme livello olio motore pompa basso | Il livello dell'olio del motore della pompa è basso e ha bloccato il motore. Se il sistema è sotto pressione, è necessario intervenire manualmente per rilasciare la pressione. | Spegnere il sistema. Se è sotto pressione, rilasciare meccanicamente la pressione e rabboccare l'olio. | Log Display Ack | PFHC | Strumento |
2503 | Errore | Allarme di temperatura elevata dell'olio motore della pompa | La temperatura dell'olio motore della pompa è elevata. | Spegnere il sistema e attendere che l'olio si raffreddi. | Log Display Ack | PFHC | Strumento |
2504 | Errore | Allarme del sensore di pressione del tenditore | Guasto all'elettronica del sensore di pressione del tenditore. Non è possibile leggere la pressione né segnalarla al sistema. | Spegnere il sistema. Se è sotto pressione, rilasciare meccanicamente la pressione e inviare il tenditore all'assistenza. | Log Display Ack | PFHC | Strumento |
2505 | Errore | Allarme del sensore di pressione della pompa | Guasto all'elettronica del sensore di pressione della pompa. Non è possibile leggere la pressione né segnalarla al sistema. | Spegnere il sistema. Se è sotto pressione, rilasciare meccanicamente la pressione e inviare la pompa in assistenza. | Log Display Ack | PFHC | Strumento |
2506 | Errore | Rilevata rotazione in senso orario inattesa | Una rotazione del dado in senso orario mentre si attende il rilascio della pressione al termine del tensionamento. Il risultato viene invalidato. | Rilasciare la pressione e tendere nuovamente il dado. | Log Display Conf | PFHC | Strumento |
2507 | Errore | Rilevata una rotazione antioraria inattesa | Una rotazione del dado in senso orario mentre si attende il rilascio della pressione al termine del tensionamento. Il risultato viene invalidato. | Rilasciare la pressione e tendere nuovamente il dado. | Log Display Conf | PFHC | Strumento |
2508 | Errore | Guasto al sensore di pressione della pompa o del tenditore | Differenza troppo grande tra le letture del sensore di pressione nella pompa e nel tenditore. La pressurizzazione viene interrotta. | Problema nell'impianto idraulico o nella calibrazione dei sensori di pressione. Riavviare il sistema e riprovare. Se il problema si ripete, contattare il rappresentante locale di Atlas Copco. | Log Display Ack | PFHC | Strumento |
2509 | Errore | Guasto al sensore di pressione del tenditore o guasto al tubo idraulico | Il sensore di pressione del tenditore non indica alcuna pressione, ma il sensore della pompa rileva un aumento di pressione. La pressurizzazione viene interrotta. | Problema nell'impianto idraulico o nella calibrazione dei sensori di pressione. Riavviare il sistema e riprovare. Se il problema si ripete, contattare il rappresentante locale di Atlas Copco. | Log Display Ack | PFHC | Strumento |
2510 | Errore | Impostazione dell'ID personalizzato non riuscita | Impostazione dell'ID personalizzato non riuscita. | Riavviare il sistema e controllare i dispositivi collegati. Se l'ID personalizzato dell'unità è sbagliato, rifare l'impostazione. | Log Display Ack | PFHC | Strumento |
2511 | Info | L'ID personalizzato è impostato | Impostazione dell'ID personalizzato riuscita. | Log Display Ack | PFHC | Strumento | |
2512 | Avvertenza | Stringa codice a barre malformata, ignorata | Non è stato possibile analizzare la stringa scansionata come codice a barre con dati a torre. | Eseguire la scansione di un codice qr dei dati della torre o scansionare l'id della sezione della torre. | Log Display Ack | PFHC | Strumento |
2513 | Errore | Non viene rilevata la pressione della pompa | Il sistema cerca di pressurizzarsi, ma la pompa non registra alcun aumento di pressione. La possibile causa è un ordine di fase errato nel connettore trifase. | Spegnere il sistema e invertire le fasi del connettore di alimentazione. | Log Display Ack | PFHC | Strumento |
2514 | Avvertenza | Allarme sovracoppia del tenditore | La coppia di serraggio applicata alla chiave a scatto è troppo elevata. Ciò causa il danneggiamento del sensore di coppia. | Rilassare la coppia. | Log | PFHC | Strumento |
2515 | Avvertenza | Allarme di sovrapressione del tensionatore | La pressione nel tenditore è troppo alta. | Lasciare che la pressione diminuisca o rilasciare la pressione. Controllare i parametri di pressione idraulica. | Log | PFHC | Strumento |
2516 | Avvertenza | Firmware inatteso della pompa o del tensionatore | Rilevata una versione firmware della pompa o del tenditore non prevista, riavviare il sistema. Se il problema persiste, è possibile far funzionare il sistema, ma osservando attentamente qualsiasi comportamento inaspettato. | Sistema a ciclo di potenza | Log Display Ack | PFHC | Strumento |
2517 | Errore | Versione firmware della pompa o del tensionatore incompatibile, riavviare il sistema. Il sistema non può funzionare. | Versione firmware della pompa o del tensionatore incompatibile, riavviare il sistema. Il sistema non può funzionare. | Riavviare il sistema; se non si riesce a risolvere il problema, sostituire l'unità guasta. Controllare i dispositivi collegati per vedere quale non si è collegato. | Log Display Ack | PFHC | Strumento |
3000 | Errore | Errore software interno nel controller | Errore software nel controllore. | Servizio di contatto. | Log Display Ack Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Controllore, azionamento e serraggio sincronizzato |
3001 | Errore | Batteria dell'orologio del controllore scarica | La batteria interna si sta avvicinando alla fine del ciclo di vita. | Sostituire la batteria. | Log Display Ack Conf | Flex Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC | Controllore, azionamento e serraggio sincronizzato |
3010 | Avvertenza | Sistema surriscaldato | Il controllore è surriscaldato. | Raffreddamento. | Log Display Conf | Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC | Controllore, azionamento e serraggio sincronizzato |
3011 | Avvertenza | Unità surriscaldata Hardware del controllore | Raffreddamento. | Log Display Conf | Flex ToolsControl | Controllore, azionamento e serraggio sincronizzato | |
3013 | Avvertenza | Uso limitato a causa dell'elevata temperatura del controller | Il valore limite della temperatura è stato raggiunto. Il serraggio è stato inibito per ridurre il rischio di arresto del controller a causa del surriscaldamento. | Attendere che la temperatura del controller si riduca. | Log Display Conf | Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC | Controllore, azionamento e serraggio sincronizzato |
3020 | Avvertenza | Guasto hardware del controllore | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC | Controllore, azionamento e serraggio sincronizzato | ||
3021 | Avvertenza | Problema di tensione del sistema | Tensione CC troppo alta o troppo bassa. | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC | Controllore, azionamento e serraggio sincronizzato | |
3022 | Avvertenza | Problema di tensione del controller: Tensione d'ingresso CA troppo alta | Tensione CC troppo alta o troppo bassa. | Fissare la tensione di ingresso. | Log Display | Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC | Controllore, azionamento e serraggio sincronizzato |
3023 | Avvertenza | Problema di tensione del controller: Tensione d'ingresso CA troppo bassa | Tensione CC troppo alta o troppo bassa. | Fissare la tensione di ingresso. | Log Display | Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC | Controllore, azionamento e serraggio sincronizzato |
3024 | Avvertenza | Problema di tensione del convertitore di frequenza: Tensione d'ingresso CA troppo alta | Tensione CC troppo alta o troppo bassa. | Fissare la tensione di ingresso. | Log Display | Flex ToolsControl | Controllore, azionamento e serraggio sincronizzato |
3025 | Avvertenza | Problema di tensione del convertitore di frequenza: Tensione d'ingresso CA troppo bassa | Tensione CC troppo alta o troppo bassa. | Fissare la tensione di ingresso. | Log Display | Flex ToolsControl | Controllore, azionamento e serraggio sincronizzato |
3026 | Info | Numero massimo di strumenti IxB Connect già collegati. | Indica che il numero di strumenti IxB Connect collegati al controllore ha raggiunto il massimo consentito. | Log | ToolsControl | Controller e Strumento | |
3029 | Info | Il cliente ha perso la connessione di rete | Lo strumento ha perso la connessione di rete perché è uscito dalla copertura di rete o per un'altra causa. | Per la risoluzione dei problemi, controllare la soglia di roaming e ridurre il numero di canali selezionati a meno di 24 per assicurarsi che il roaming sia abilitato. | Log Display Conf Ack | IxB | Controller e Strumento |
3030 | Errore | Indirizzo IP in conflitto con un altro nodo della rete | L'indirizzo IP impostato è utilizzato da un altro dispositivo sulla stessa rete. | Cambiare l'indirizzo IP di uno dei dispositivi. | Log Display Conf | Flex Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC PFHC | Controllore, azionamento e serraggio sincronizzato |
3031 | Info | Cavo di rete scollegato | Il supporto della porta di fabbrica è perso (cavo scollegato). | Controllare il collegamento del cavo. | Log Display Conf | Flex Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC | Controllore, azionamento e serraggio sincronizzato |
3032 | Info | Accoppiamento iniziato | L'accoppiamento degli strumenti è stato avviato. | Log Display Conf | Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC | Controllore, azionamento e serraggio sincronizzato | |
3033 | Info | Abbinamento riuscito | L'accoppiamento degli strumenti è riuscito. | Log Display Conf | Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC | Controllore, azionamento e serraggio sincronizzato | |
3034 | Info | Abbinamento non riuscito: Nessuno strumento trovato | Il controllore non ha trovato nessuno strumento con cui accoppiarsi durante la scansione per i peer radio. | Impostare lo strumento in modalità di accoppiamento e riprovare. | Log Display Conf | Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC | Controllore, azionamento e serraggio sincronizzato |
3035 | Errore | Abbinamento non riuscito: Trovato più di uno strumento | Il controllore ha trovato più di uno strumento durante la scansione dei peer radio. | Assicurarsi che solo uno strumento sia in modalità di accoppiamento quando si avvia la modalità di accoppiamento sul controller. | Log Display Conf | Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC | Controllore, azionamento e serraggio sincronizzato |
3036 | Errore | Abbinamento non riuscito: Errore di comunicazione | Il controllore ha subito una perdita di connessione, una risposta inattesa o un timeout durante il processo di accoppiamento. | Provate a eseguire l'accoppiamento un'altra volta. Se il problema si ripresenta, è necessario eseguire la manutenzione dello strumento. | Log Display Conf | Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC | Controllore, azionamento e serraggio sincronizzato |
3037 | Info | Abbinamento non riuscito: Lo slot dello strumento è pieno | Liberare uno slot per gli strumenti. | Log Display Conf | Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC | Controllore, azionamento e serraggio sincronizzato | |
3040 | Avvertenza | Arresto di emergenza | Guida disabilitata a causa dell'arresto di emergenza. | Ripristinare l'arresto di emergenza. | Log Display Conf | Flex Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Controllore, azionamento e serraggio sincronizzato |
3050 | Info | Orologio di sistema aggiornato | L'orologio del sistema è stato aggiornato. | Log Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC PFHC | Controllore, azionamento e serraggio sincronizzato | |
3051 | Errore | Errore Orologio di sistema | Ora errata letta dall'orologio in tempo reale (RTC) dell'hardware. | Sostituire la batteria dell'RTC. | Log Display Ack Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC PFHC | Controllore, azionamento e serraggio sincronizzato |
3052 | Avvertenza | Errore di configurazione dell'avvio remoto | Mancata corrispondenza tra la configurazione dell'avvio remoto HW e SW. | Verificare che il dip switch HW corrisponda alla sorgente di avvio selezionata. | Log Display Conf | Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Controllore, azionamento e serraggio sincronizzato |
3053 | Info | Guida connessa | L'azionamento di serraggio sincronizzato è stato collegato. | Log Display | Flex Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Controllore, azionamento e serraggio sincronizzato | |
3054 | Info | Unità scollegata | Il drive è scollegato dal controllore. | Controllare il cablaggio e l'alimentazione delle unità collegate esternamente o sostituire il controllore. | Log Display | Flex Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Controllore, azionamento e serraggio sincronizzato |
3055 | Avvertenza | Errore di configurazione della modalità | Generato quando la modalità selezionata è configurata in modo errato. Ad esempio, la configurazione di due bulloni con lo stesso numero di bullone o lo stesso canale, la configurazione incompleta della modalità. | Controllare ToolsTalk 2 per l'errore di configurazione della modalità. | Log Display | Flex Serraggio sincronizzato | Controllore, azionamento e serraggio sincronizzato |
3056 | Avvertenza | Impossibile avviare: Manca un utensile o un'unità | Generato quando in un canale utilizzato manca un'unità o un utensile. | Verificare il menu dei canali sull'HMI. Collegare l'unità o lo strumento mancante. | Log Display | Flex Serraggio sincronizzato | Controllore, azionamento e serraggio sincronizzato |
3057 | Info | Impossibile avviare: Il canale è già in uso | Generato quando un canale necessario è stato assegnato a un'altra stazione virtuale. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato | |
3058 | Info | Nessuna modalità selezionata | Selezionare la modalità. | Log Display | Flex Serraggio sincronizzato | Controllore, azionamento e serraggio sincronizzato | |
3059 | Avvertenza | Impossibile connettersi al License Manager di Atlas Copco | Indica che il controllore non è riuscito a connettersi al gestore di licenze locale per ottenere le licenze. | Verificare la rete locale. Se il problema si ripresenta, è necessario eseguire la manutenzione del controller. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Controllore, azionamento e serraggio sincronizzato |
3060 | Errore | Il numero di licenze di stazioni virtuali è stato superato. | La licenza della stazione virtuale è superiore alle licenze disponibili. | Aggiornare le licenze o la configurazione delle stazioni virtuali. | Log Display Ack | ToolsControl | Controller |
3061 | Avvertenza | Impossibile avviare: Il segnale di abilitazione è basso | Assicurarsi che il segnale "Abilita funzionamento" sia impostato su alto prima di avviare il serraggio. | Log Display | Flex Serraggio sincronizzato | Controllore, azionamento e serraggio sincronizzato | |
3062 | Avvertenza | Impossibile avviare: Il segnale di stop è alto | Assicurarsi che il segnale "Abilita funzionamento" sia impostato su basso prima di avviare il serraggio. | Log Display | Flex Serraggio sincronizzato | Controllore, azionamento e serraggio sincronizzato | |
3063 | Avvertenza | Impossibile avviare: Tutti i canali sono inibiti | Tutti i canali sono stati impostati inibiti, quindi non è possibile avviare il serraggio. | Impostare almeno un canale da non inibire. | Log Display | Flex Serraggio sincronizzato | Controllore, azionamento e serraggio sincronizzato |
3064 | Avvertenza | Numero del vettore difettoso | Un interruttore esadecimale del vettore Flex è impostato su zero. | Ruotare l'interruttore su un valore diverso da zero. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato |
3065 | Avvertenza | Spina di configurazione Carrier E-Stop di tipo errato o mancante | A un vettore manca la spina di configurazione dell'arresto di emergenza o il tipo di spina è sbagliato. | Inserire il tipo di spina corretto. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato |
3066 | Avvertenza | Tensione di ingresso del vettore: No AC trifase | Assicurarsi che l'alimentazione trifase del supporto sia entro limiti accettabili e perfettamente funzionante. Assicurarsi che i cavi trifase siano in buone condizioni e collegati correttamente. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato | |
3067 | Avvertenza | Tensione di ingresso del vettore: Manca una fase AC | Assicurarsi che l'alimentazione trifase del supporto sia entro limiti accettabili e perfettamente funzionante. Assicurarsi che i cavi trifase siano in buone condizioni e collegati correttamente. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato | |
3068 | Avvertenza | Vettore: Alimentatore interno 24 VDC rotto | Assistenza al vettore. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato | |
3069 | Avvertenza | Tensione portante 24 Porta di uscita disabilitata per sovracorrente | Resettare il sistema. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato | |
3070 | Avvertenza | Portante, errore hardware nel cavo PF6 FlexControl OUT | Resettare il sistema. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato | |
3071 | Avvertenza | Portante, errore hardware nel cavo PF6 FlexControl IN | Resettare il sistema. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato | |
3072 | Avvertenza | Arresto di emergenza Interruzione dell'alimentazione 24 VCC per cortocircuito | Assistenza al vettore. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato | |
3073 | Avvertenza | Impossibile avviare: Il sistema è arrestato d'emergenza | Quando si allocano più mandrini, questo evento viene invocato da "preStartCheckFailed" a causa di un arresto di emergenza. | Ripristinare l'arresto di emergenza. | Log Display | Flex Serraggio sincronizzato | Controllore, azionamento e serraggio sincronizzato |
3074 | Avvertenza | Vettore surriscaldato | Raffreddamento. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato | |
3075 | Avvertenza | Temperatura portante OK | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato | ||
3076 | Avvertenza | Vettore: Sovraccarico dell'alimentazione interna a 24 VDC | La corrente in uscita dall'alimentatore interno è troppo alta. | Scollegare gli altri supporti alimentati dall'alimentatore. Scollegare qualsiasi apparecchiatura esterna che utilizzi 24 VDC. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato |
3077 | Avvertenza | Vettore: Sovratensione dell'alimentazione interna a 24 VDC | La tensione in uscita dall'alimentatore interno è troppo alta. | Sostituire il supporto. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato |
3078 | Avvertenza | Vettore: Alimentazione interna 24 VDC Sottotensione | La tensione in uscita dall'alimentatore interno è troppo bassa. | Sostituire il supporto. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato |
3079 | Avvertenza | Alimentazione esterna al vettore: Sovratensione 24 VDC | La tensione di ingresso di backup è superiore a 27 VCC. | Regolare la tensione di ingresso di riserva. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato |
3080 | Avvertenza | Alimentazione esterna al vettore: 24 VDC Sottotensione | La tensione di ingresso di backup è inferiore a 19 VCC. | Regolare la tensione di ingresso di riserva. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato |
3081 | Avvertenza | Tensione di ingresso del vettore: Sovratensione AC trifase | La tensione di ingresso è troppo alta. | Tensione di ingresso inferiore: deve essere di 400 VCA o 480 VCA. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato |
3082 | Avvertenza | Tensione di ingresso del vettore: Sottotensione AC trifase | La tensione di ingresso è troppo bassa. | Tensione di ingresso superiore: deve essere di 400 VCA o 480 VCA. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato |
3083 | Errore | Firmware del modulo Anybus/Profisafe errato | Aggiornare il firmware del modulo anybus alla versione più recente. | Log Display | Flex Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato | Controllore, azionamento e serraggio sincronizzato | |
3084 | Errore | Errore di runtime del Soft PLC | eCLR è terminato in modo incontrollato. | Log Display Conf | Flex Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato | Controllore, azionamento e serraggio sincronizzato | |
3085 | Avvertenza | Vettore: Modulo ventilatore fuori servizio | Sostituire il modulo della ventola. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato | |
3086 | Avvertenza | Vettore: Modulo ventilatore parzialmente fuori servizio | Sostituire il modulo della ventola. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato | |
3087 | Avvertenza | Vettore: Modulo ventilatore sinistro fuori servizio | Sostituire il modulo della ventola. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato | |
3088 | Avvertenza | Vettore: Modulo ventilatore sinistro parzialmente fuori servizio | Sostituire il modulo della ventola. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato | |
3089 | Avvertenza | Vettore: Modulo ventilatore destro fuori servizio | Sostituire il modulo della ventola. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato | |
3090 | Avvertenza | Vettore: Modulo ventilatore destro parzialmente fuori servizio | Sostituire il modulo della ventola. | Log Display | Flex | Controllore, azionamento e serraggio sincronizzato | |
3091 | Info | Collisione tra i canali dei membri della sincronizzazione | Generato quando due o più membri di sincronizzazione sono configurati sullo stesso canale. | Riconfigurare il membro di sincronizzazione in collisione in modo che abbia un canale unico o diverso che non sia stato assegnato a un altro membro di sincronizzazione. | Log Conf Display Ack | Potenza Focus 8 Serraggio sincronizzato ToolsControl | Controllore, azionamento e serraggio sincronizzato |
3095 | Avvertenza | Potenza del segnale WiFi bassa | L'intensità del segnale della rete wireless è inferiore al valore impostato in "Avvertimento in caso di intensità del segnale inferiore a (dBm)". | Conf | IxB STRw | Controller e Strumento | |
3096 | Avvertenza | Potenza del segnale cellulare bassa | Il valore RSSI della connessione cellulare è inferiore al valore soglia definito di -98 dBm. | Avvicinare lo strumento alle antenne cellulari per ottenere una connessione più forte ed evitare perdite di dati. | Conf | IxB | Controllore, azionamento e serraggio sincronizzato |
3097 | Avvertenza | Perdita della connessione cellulare | Il sistema ha perso la connessione alla rete cellulare. |
| Log Display Conf | IxB | Controllore, azionamento e serraggio sincronizzato |
3100 | Avvertenza | La configurazione della modalità non esiste | Selezionare una modalità di sincronizzazione esistente prima di avviare un serraggio. | Log Display | Flex Serraggio sincronizzato | Controllore, azionamento e serraggio sincronizzato | |
3150 | Errore | Incompatibilità del software IAM | IAM è incompatibile con il software installato sul controllore. | Sostituire IAM. | Log Display Ack | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC | Controllore, azionamento e serraggio sincronizzato |
3160 | Errore | Impossibile attivare il software appena installato | Qualcosa è andato storto durante l'attivazione. All'avvio del nuovo software installato, si verifica un fallback al software precedente. Questo errore si verifica quando il nuovo software non si avvia per tre volte e solo durante l'installazione del software. | Esportare e contattare Atlas Copco per ulteriore assistenza. Annotate la versione del software che state cercando di installare e quella funzionante. | Log Display Ack | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC | Controllore, azionamento e serraggio sincronizzato |
3161 | Errore | Avviato su una partizione software inattesa | Il controllore si è avviato sul lato software inattivo e non sul lato software previsto. | Annotare le informazioni sul software (nella schermata iniziale del controller, selezionare Controller > Software). Provare a riavviare il controller e verificare che all'avvio sia in esecuzione il software corretto. Se l'errore persiste, eseguire un'esportazione e contattare Atlas Copco. | Log Display Ack | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC | Controllore, azionamento e serraggio sincronizzato |
3162 | Info | Verifica aggiornamento software fallita | Non è stato possibile verificare l'integrità e l'autenticità del pacchetto software. | Assicurarsi che il pacchetto software che si sta aggiornando sia un pacchetto software firmato. Annotare le informazioni sul software (nella schermata iniziale del controller, selezionare Controller > Software). Se l'errore persiste, eseguire un'esportazione e contattare Atlas Copco. | Log Display Ack | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC | Controllore, azionamento e serraggio sincronizzato |
3180 | Info | Verifica importazione adattatore software non riuscita | Non è stato possibile verificare l'integrità e l'autenticità degli adattatori di protocollo importati. | Assicurarsi che gli adattatori di protocollo importati siano firmati, adattatori di protocollo. Se l'errore persiste, eseguire un'esportazione e contattare Atlas Copco. | Log Display Ack | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC | Controllore, azionamento e serraggio sincronizzato |
3500 | Errore | Errore generico di License Manager | È stata rilevata un'incoerenza nel sistema di gestione delle caratteristiche utilizzato. | Contattare il rappresentante Atlas Copco. | Log Display Ack | IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Controllore, azionamento e serraggio sincronizzato |
3501 | Errore | Errore di sincronizzazione di License Manager | La sincronizzazione con il server delle licenze non è riuscita. | Contattare il rappresentante dell'assistenza Atlas Copco. | Log Display Ack | IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Controllore, azionamento e serraggio sincronizzato |
3502 | Info | Sincronizzazione del gestore delle licenze completata | La sincronizzazione con il server delle licenze è riuscita. | IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Controllore, azionamento e serraggio sincronizzato | ||
3503 | Avvertenza | Gestore delle licenze: Un'altra fonte in uso | La licenza è utilizzata da un'altra fonte. | Verificare l'assegnazione della licenza. | Log Display | IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Controllore, azionamento e serraggio sincronizzato |
3504 | Avvertenza | È necessario il riavvio di License Manager | Riavviare il gestore delle licenze. | Log Display | IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Controllore, azionamento e serraggio sincronizzato | |
3505 | Info | Avvio della sincronizzazione delle licenze USB | Lo spostamento delle licenze dal dongle di licenza USB è iniziato. | Log | Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl PFHC | Controllore, azionamento e serraggio sincronizzato | |
3506 | Errore | Errore di sincronizzazione della licenza USB | Lo spostamento delle licenze dal dongle di licenza USB non è riuscito. | Contattare il rappresentante dell'assistenza Atlas Copco. | Log | Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl PFHC | Controllore, azionamento e serraggio sincronizzato |
3507 | Info | Sincronizzazione della licenza USB completata | Spostamento delle licenze dal dongle di licenza USB effettuato. | Log | Potenza Focus 6000 Potenza Focus 8 PFHC | Controllore, azionamento e serraggio sincronizzato | |
3508 | Info | Una o più licenze stanno per scadere. Assicurarsi che sia configurato un server di licenze | Aggiornare le licenze. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Controllore, azionamento e serraggio sincronizzato | |
3510 | Errore | È già in uso un server di licenze locale. Restituire tutte le licenze al server prima di configurarne una nuova. | Inconsistenza rilevata in una licenza da utilizzare durante la configurazione. | Aggiornare le licenze. | Log Display Ack | ToolsControl | Controller |
3511 | Avvertenza | Una delle licenze ha una definizione diversa di licenza | Inconsistenza rilevata in una licenza da utilizzare. | Contattare il rappresentante Atlas Copco. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl PFHC | Controllore, azionamento e serraggio sincronizzato |
3512 | Errore | Errore inatteso del servizio di licenza. Contattare Atlas Copco per ulteriore assistenza. | Contattare il rappresentante Atlas Copco. | Log Conf Display Ack | ToolsControl | Controller | |
3550 | Avvertenza | Licenza mancante | Installare la licenza corretta. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl PFHC | Controllore, azionamento e serraggio sincronizzato | |
3551 | Avvertenza | Comunicazione wireless disabilitata da licenze | Disassegnare la licenza Standalone dalla stazione virtuale. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Controllore, azionamento e serraggio sincronizzato | |
3600 | Info | Riavvio del sistema attivato dall'utente | Il riavvio viene attivato come conseguenza di un'azione dell'utente all'interno del sistema, ad esempio:
| Log Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC PFHC | Controller e Strumento | |
3601 | Info | Arresto imprevisto del sistema | Il sistema si è riavviato o si è spento inaspettatamente | Log Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC PFHC ToolsControl | Controller e Strumento | |
3610 | Info | Spegnimento del sistema a causa di una perdita di potenza | L'interruttore di alimentazione è stato premuto o il controllore è stato scollegato dalla fonte di alimentazione | Log Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC PFHC ToolsControl | Controller e Strumento | |
3611 | Info | Il timer della batteria di backup è scaduto e si è spento | Lo strumento ha funzionato con la batteria di riserva per più di 20 secondi | Log Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC PFHC ToolsControl | Controller e Strumento | |
3612 | Info | Sistema spento per inattività | Il timeout di inattività è scaduto | Log Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC PFHC ToolsControl | Controller e Strumento | |
4010 | Info | Strumento bloccato dall'ingresso digitale | L'utensile è bloccato da un segnale di ingresso digitale. | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Processo di serraggio | |
4011 | Info | Strumento bloccato da Open Protocol | Lo strumento è bloccato da Open Protocol. | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Processo di serraggio | |
4012 | Info | Strumento bloccato dal bus di campo | Lo strumento è bloccato dal bus di campo. | Log Display Conf | Flex Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC | Processo di serraggio | |
4013 | Info | Utensile bloccato dal selettore della presa | Lo strumento è bloccato quando il selettore di prese è scollegato dalla stazione virtuale. | Sblocco tramite Master Unlock. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio |
4014 | Info | Strumento bloccato da PLC morbido | Il segnale soft del PLC ha bloccato l'utensile. | Sblocco tramite Master Unlock. | Log Display Conf | Flex Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC | Processo di serraggio |
4015 | Info | Allentamento disabilitato | L'allentamento è disabilitato nel programma di serraggio. | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl XB | Processo di serraggio | |
4016 | Info | Serraggio disabilitato | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl XB | Processo di serraggio | ||
4017 | Info | Allentamento non configurato | L'allentamento non è configurato nel programma di serraggio selezionato | Selezionare un programma di serraggio diverso. | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Processo di serraggio |
4020 | Info | Troppi restringimenti di NOK | Viene superato il limite massimo di avvitamenti consecutivi in NOK per lotto | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Processo di serraggio | |
4021 | Info | Troppi allentamenti consecutivi | È stato raggiunto il numero massimo di allentamenti consecutivi configurato in General Virtual Station | Un ingresso esterno deve sbloccare e resettare tramite il segnale Reset troppi allentamenti di blocco o sblocco Master. | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Sync PFXC Controllo degli strumenti | Gruppo |
4025 | Info | Nessun programma di serraggio selezionato | Nessun programma di serraggio selezionato. | Selezionare il programma di serraggio o la sequenza di batch. | Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio |
4030 | Info | Sequenza batch interrotta | La sequenza di batch è stata interrotta. | Log Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC PFHC ToolsControl | Processo di serraggio | |
4031 | Info | Tempo massimo per il completamento della sequenza di lotti raggiunto | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Processo di serraggio | ||
4032 | Info | Tempo massimo per completare il primo serraggio raggiunto | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Processo di serraggio | ||
4035 | Info | Bloccato dal controllo di linea | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | ||
4040 | Info | Bloccato da un identificatore alternativo | Strumento bloccato da un identificatore alternativo. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4050 | Configurazione prese non valida | Programma di serraggio assegnato a più prese. | Programma di serraggio assegnato a più prese. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4060 | Info | Strumento bloccato su lotto completo | Quando si esegue un batch con il flag Blocco strumento su sequenza batch completata, questo evento viene generato quando l'utente preme il pulsante. | Sbloccare con lo strumento di sblocco del segnale su completo. | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Processo di serraggio |
4062 | Info | Strumento bloccato dalla sincronizzazione dei risultati | I risultati dello strumento vengono sincronizzati con il controllore. | Attendere il completamento della sincronizzazione dei risultati per riprendere il lavoro. | Log Display Conf Ack | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Processo di serraggio |
4063 | Info | Utensile bloccato per errore di ridondanza del trasduttore | Lo strumento è bloccato a causa di un errore di ridondanza. | Log Display | Potenza Focus 6000 ToolsControl | ||
4064 | Info | Strumento bloccato dalle regole di automazione | Strumento bloccato dalle regole di automazione. | Nessuna azione | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | |
4070 | Info | Processo Entrare in modalità manuale | Indica che per una stazione virtuale è stata attivata la modalità manuale. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4071 | Info | Processo Entrare in modalità automatica | Indica che per una stazione virtuale è stata attivata la modalità automatica. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4072 | Info | Bullone di prova | Conf | Flex Serraggio sincronizzato | Processo di serraggio | ||
4073 | Info | Aggiornamento della posizione zero dell'utensile | Indica che la posizione di zero dell'utensile è impostata mediante segnali. | Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Processo di serraggio | |
4100 | Avvertenza | Identificatore non accettato: Lunghezza della stringa non valida | Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Processo di serraggio | ||
4101 | Avvertenza | Selezione stringa non riuscita: Corrispondenze multiple | Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Processo di serraggio | ||
4102 | Avvertenza | Selezione stringa non riuscita: Nessuna corrispondenza trovata | Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Processo di serraggio | ||
4103 | Avvertenza | Identificatore non accettato: Stringa identica già ricevuta | Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Processo di serraggio | ||
4104 | Avvertenza | Identificatore non accettato: Nessuna corrispondenza trovata | Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Processo di serraggio | ||
4500 | Info | Risultato DriveError | Rilevato errore interno del driver o perdita del driver. | Conf | Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4501 | Info | Risultato Rehit | Tentare di stringere un bullone già serrato quando il rilevamento Rehit è attivo. | La categoria di passo per lo stadio di avvio deve essere impostata su Avvio graduale. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio |
4502 | Info | Risultato Coppia di avviamento dolce Bassa | Coppia di avviamento dolce inferiore al livello minimo. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4503 | Info | Risultato Coppia di avviamento dolce alta | La coppia di avviamento dolce ha superato il livello massimo. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4504 | Info | Risultato Coppia autofilettante alta | La coppia di autofilettatura ha superato il livello massimo. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4505 | Info | Risultato Coppia autofilettante bassa | Coppia di autofilettatura inferiore al limite minimo. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4506 | Info | Risultato Coppia di sicurezza bassa | Valore di coppia calcolato automaticamente per garantire che il sensore di coppia sia montato correttamente. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4507 | Info | Risultato Coppia di spunto Alta | La coppia di spegnimento ha superato il livello massimo. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4508 | Info | Risultato Angolo di spunto Alta | Risultato Angolo di scorrimento Alto. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4509 | Info | Risultato Tempo di esaurimento Alto | Il tempo di esaurimento ha superato il limite massimo. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4510 | Info | Risultato Tempo di esaurimento basso | Il tempo di esaurimento è inferiore al limite minimo. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4511 | Info | Risultato Coppia di spunto bassa | La coppia di sprofondamento è inferiore al livello minimo. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4512 | Info | Risultato Angolo di rotazione Basso | Angolo di discesa inferiore al livello minimo. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4513 | Info | Risultato Coppia finale Alta | La coppia del passo finale ha superato il livello massimo. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4514 | Info | Risultato Angolo finale Alto | L'angolo di passo finale ha superato il livello massimo. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4515 | Info | Risultato Coppia finale Bassa | Coppia finale al di sotto del livello minimo. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4516 | Info | Risultato Angolo finale Basso | Angolo finale del gradino inferiore al livello minimo. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4517 | Info | Risultato Timeout di serraggio | Superato il tempo limite di serraggio. Per le strategie di serraggio generale il tempo massimo di serraggio è di 30 secondi. Per il Multistep il tempo massimo di serraggio dipende dalla restrizione del passo Limite massimo di tempo. Il codice di errore dipende dalla fase di serraggio. | Rifare il serraggio. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio |
4518 | Info | Risultato Innesco perso | Il grilletto dell'utensile è stato rilasciato prima del raggiungimento dell'obiettivo. Per le strategie di serraggio generale non è consentito rilasciare il grilletto prima che la fase di serraggio sia terminata. Per Multistep, l'errore viene visualizzato quando si perde l'attivazione prima che venga raggiunto il target in un passo specifico. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4519 | Info | Perdita di coppia prematura | La bussola si è sfilata dal dado. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4520 | Info | Risultato Obiettivo raggiunto prima della fase finale | Coppia target raggiunta prima dell'ultima fase del programma di serraggio. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4521 | Info | Risultato Visualizzazione della coppia bassa | La coppia di serraggio post vista è inferiore al livello minimo. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4522 | Info | Risultato Visualizzazione della coppia alta | La coppia di serraggio post-visuale ha superato il livello massimo. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4523 | Info | Risultato Intervallo di coppia post-visuale non raggiunto | L'intervallo di coppia post-visuale non è stato raggiunto. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4524 | Info | Risultato Intervallo di compensazione della coppia non raggiunto | L'angolo dell'intervallo di compensazione della coppia prima della fine del rundown non è stato raggiunto. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4525 | Info | Risultato Movimento dello strumento Superato | Da uno stato dettagliato di irrigidimento della NOK. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4526 | Info | Risultato SafetyCurrMon Mancata corrispondenza del sensore | Errore di monitoraggio della corrente. | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | ||
4527 | Info | Risultato Movimento dello strumento Superato | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |||
4538 | Info | Risultato Coppia di supervisione finale Bassa | La coppia di supervisione finale non è stata raggiunta. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4543 | Info | Risultato Monitoraggio Snug Alto | Solo chiave. Il monitor ha rilevato il superamento del valore di spunto. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4545 | Info | Risultato Nessuna coppia residua | Solo chiave. La coppia residua era inferiore alla soglia. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4546 | Info | Risultato Sovravelocità | Solo chiave. Il giroscopio della chiave non è riuscito a misurare l'angolo a causa dell'alta velocità. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4547 | Info | Risultato Allentamento efficace | Solo chiave. La chiave ha rilevato un allentamento imprevisto. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4548 | Info | Risultato finale inferiore all'obiettivo | La coppia finale è inferiore alla coppia target impostata nel programma di serraggio. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4549 | Info | Superamento del limite di tempo TurboTight | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | ||
4550 | Info | Risultato Impulsi di rundown Alto | Il numero massimo di impulsi di rundown è stato superato. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4551 | Info | Risultato Impulsi di Rundown Basso | Il rundown viene completato prima che venga raggiunto il numero minimo di impulsi di rundown. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4552 | Info | Risultato Impulsi finali Alto | Il numero massimo di impulsi è stato superato. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4553 | Info | Risultato Impulsi finali bassi | Il serraggio viene completato prima che venga raggiunto il numero minimo di impulsi. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4554 | Info | Corrente allo spegnimento alta | La corrente allo spegnimento ha superato il limite di corrente alto. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4555 | Info | Corrente allo spegnimento bassa | La corrente di spegnimento misurata era inferiore al limite di corrente basso. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4556 | Info | Errore multistep non categorizzato | Un errore nella configurazione multistep, spesso con la convalida dello strumento. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4557 | Info | Sovraccarico di risultati | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | ||
4559 | Info | Risultato Interrotto | L'evento viene attivato quando un segnale di arresto o di blocco esterno interrompe un serraggio in corso. L'evento viene introdotto per distinguere tra perdita di controllo e stop esterno. | Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Processo di serraggio | |
4600 | Avvertenza | Data Drop o Data Hold utilizzati in combinazione con il Serraggio dei batch. I segnali non hanno alcun effetto | Le funzioni Data Drop e Data Hold sono supportate solo per i worktasks, senza controllo dei batch. Selezionare un'altra attività di lavoro se i segnali devono essere utilizzati. | Flex Serraggio sincronizzato | Processo di serraggio | ||
4601 | Info | Data Hold attivo: il risultato del serraggio viene inviato una volta che il segnale è basso | Flex Serraggio sincronizzato | Processo di serraggio | |||
4602 | Info | Data Drop attivo: risultato del serraggio scartato | Flex Serraggio sincronizzato | Processo di serraggio | |||
5010 | Avvertenza | Valore del parametro del programma di serraggio non valido | I parametri del programma di serraggio selezionato non sono validi. | Controllare la configurazione del programma di serraggio selezionato per trovare e modificare il valore del parametro. | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC PFHC ToolsControl | Configurazione del programma |
5011 | Avvertenza | Impossibile preparare la memorizzazione del programma nello strumento | Non è possibile leggere la dimensione attuale della memoria del programma nello strumento, né preparare la memoria del programma per il download del programma aggiornato o appena selezionato nello strumento. |
| Log Display Conf | Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Configurazione del programma |
5020 | Info | L'innesco principale non è la sorgente di avvio attiva | Generato quando è configurato solo per l'avvio a spinta e l'utente preme il pulsante principale. Verrà generato finché l'utente non premerà il pulsante di avvio. | Premere il pulsante di avvio per avviare l'utensile. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Configurazione del programma |
5030 | Info | La complessità del programma supera la capacità dello strumento | Il programma di serraggio selezionato è troppo complesso per lo strumento STB utilizzato. Lo strumento sarà bloccato. | Ridurre la complessità del programma di serraggio o scegliere un programma diverso. | Log Display Conf | Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Configurazione del programma |
6010 | Info | Accessorio collegato | L'accessorio è collegato al controller. | Log Display Ack Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Accessorio | |
6020 | Info | Accessorio scollegato | L'accessorio è scollegato dal controller. | Log Display Ack Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Accessorio | |
6021 | Avvertenza | Bus di campo offline | Nessuna comunicazione con il bus di campo. | Log Display Ack Conf | Flex Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC | Accessorio | |
6030 | Avvertenza | Indirizzo accessorio Collisione | Sono collegati due o più accessori con lo stesso indirizzo. | Modifica dell'indirizzo dell'accessorio. | Log Display Ack Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Accessorio |
6040 | Avvertenza | Errore di comunicazione dell'accessorio | Errore di comunicazione intermittente con l'accessorio. | Controllare i cavi e i connettori. | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Accessorio |
6041 | Avvertenza | Errore bus di campo | Errore di comunicazione con il bus di campo. |
| Log Display Ack Conf | Flex Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato | Accessorio |
6042 | Avvertenza | Disadattamento del modulo bus di campo | Il modulo Fieldbus installato non corrisponde al modulo configurato. | Modificare la configurazione per adattarla al modulo installato o sostituire il modulo installato con quello corretto. | Log Display Ack Conf | Flex Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato | Accessorio |
6043 | Avvertenza | Overflow del buffer di uscita del bus di campo | Il buffer di uscita utilizzato per la comunicazione Fieldbus è esaurito e si è verificato un overflow del buffer. Uno o più aggiornamenti del segnale sono stati scartati. | Interrompere la comunicazione Fieldbus e la diagnostica Fieldbus (se utilizzata) per recuperare il buffer. Se questo evento si verifica di frequente, controllare l'impostazione della comunicazione Fieldbus, compreso il programma PLC: aggiornamenti troppo frequenti rispetto all'intervallo di aggiornamento previsto possono portare a questo scenario. | Log Display Ack Conf | Flex Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato | Accessorio |
6044 | Avvertenza | Disadattamento dell'ID del provider del bus di campo | Il modulo Fieldbus installato non è supportato. | Collegare un modulo fieldbus Atlas Copco supportato. | Log Display Ack | Potenza Focus 8 | Accessorio |
6050 | Info | Presa errata selezionata | Generato quando non è stata selezionata alcuna presa o è stata selezionata una presa errata. | Log Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Accessorio | |
6090 | Avvertenza | Impossibile identificare il lettore di codici a barre | Quando non viene trovato un numero di serie univoco. | Configurare il dispositivo di lettura dei codici a barre. | Log Display Ack Conf | Flex Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC PFHC | Accessorio |
6500 | Avvertenza | Configurazione della regola non valida | La configurazione della regola non è valida se la stazione virtuale mappata non esiste, se la configurazione della cessazione non è valida o se la regola non ha trigger o azioni | Verificare la configurazione dello strumento. | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | |
6501 | Avvertenza | Regola attivata durante l'esecuzione | La regola di esecuzione viene riattivata dallo stesso trigger. | Disattivare e attivare la regola. | Log Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | |
6502 | Info | Non è stato possibile eseguire l'azione | La regola non riesce a eseguire un evento quando non può eseguire un'azione su una stazione virtuale cancellata o inesistente. Si verifica quando la stazione virtuale configurata per la regola è stata rimossa. | L'azione è corretta la regola è disabilitata e abilitata. | Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | |
6503 | Avvertenza | Regola di funzionamento eliminata | Questo evento si verifica se una regola in esecuzione viene eliminata. L'azione non viene ripristinata se la regola in esecuzione viene eliminata. | Nessuna azione. | Log Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | |
6504 | Avvertenza | Regola di funzionamento disattivata | Questo evento si verifica se una regola in esecuzione viene disattivata. L'azione non verrà ripristinata se la regola in esecuzione è disattivata. | Nessuna azione. | Log Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | |
6505 | Avvertenza | Regola di funzionamento Aggiornata | Evento Regola in esecuzione aggiornata se una regola in esecuzione viene aggiornata. | Nessuna azione. | Log Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | |
7010 | Info | Testo del messaggio da visualizzare | Evento generale per la visualizzazione dei messaggi. | Display Ack Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC PFHC ToolsControl | Messaggio | |
8200 | Info | Impossibile aprire la porta seriale | Non è stato possibile aprire la porta seriale da utilizzare. | Controllare i collegamenti della porta seriale. | Display Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC | Varie |
8300 | Avvertenza | La comunicazione con il client del protocollo aperto è scaduta | La comunicazione con un client del protocollo aperto è scaduta. Nessun messaggio o comando keep alive inviato entro il tempo previsto. |
| Log Display Conf | Flex IxB Potenza Focus 6000 Potenza Focus 8 Serraggio sincronizzato Potenza Focus XC ToolsControl | Varie |
8214 | Errore | Mancata corrispondenza della versione del software EHMI | La versione del software EHMI non è compatibile con il controller. | Aggiornare la versione del software dell'EHMI. | Log Display Ack Conf | IxB Potenza Focus 6000 Potenza Focus 8 Potenza Focus XC ToolsControl | Varie |
Elenco risultati non OK
Messaggio di errore | Descrizione | Posizione interfaccia grafica |
|---|---|---|
Errore centralina | Errore driver interno o perdita driver rilevata. | N.D. |
Riserraggio | Tentativo di serrare un bullone già serrato. | Parametri di serraggio (Modifica) > Rilevamento riserraggio |
Coppia avvio morbido sopra max | Coppia avvio graduale oltre il livello massimo. | Parametri di serraggio (Modifica) > (Fase 1) Avvio graduale > Coppia max |
Coppia autofiletto sopra max | Coppia autofiletto oltre il livello massimo. | Parametri di serraggio (Modifica) > (Fase 2) Autofiletto > Coppia max |
Coppia autofiletto sotto min | Coppia autofiletto sotto il limite minimo. | Parametri di serraggio (Modifica) > (Fase 2) Autofiletto > Coppia min |
Limite coppia di sicurezza basso | Valore di coppia calcolato automaticamente per garantire che il sensore di coppia sia montato correttamente. | N.D. |
Coppia di serraggio sopra max | Coppia avvitamento oltre il livello massimo. | Parametri di serraggio (Modifica) > (Fase 2) Limiti coppia di avvitamento > Coppia max |
Angolo di serraggio sopra max | Angolo avvitamento oltre il livello massimo. | Parametri di serraggio (Modifica) > (Fase 2) Limiti angolo di avvitamento > Angolo max |
Tempo di serraggio ha superato limite tempo max | Durata di avvitamento oltre il livello massimo. | Parametri di serraggio (Modifica) > (Fase 2) Limiti angolo di avvitamento > Durata max |
Limite tempo serraggio sotto min | Durata di avvitamento inferiore al livello minimo. | Parametri di serraggio (Modifica) > (Fase 2) Limiti angolo di avvitamento > Durata min |
Coppia di serraggio sotto min | Coppia di avvitamento sotto il livello minimo. | Parametri di serraggio (Modifica) > (Fase 2) Limiti coppia di avvitamento > Coppia min |
Angolo di serraggio sotto min | Angolo di avvitamento sotto il livello minimo. | Parametri di serraggio (Modifica) > (Fase 2) Limiti angolo di avvitamento > Angolo min |
Coppia passaggio finale sopra max | Coppia fase finale oltre il livello massimo. | Parametri di serraggio (Modifica) > (Fase 3) Fase finale > Limiti coppia manuali > Coppia max |
Angolo passaggio finale sopra max | Angolo fase finale oltre il livello massimo. | Parametri di serraggio (Modifica) > (Fase 3) Fase finale > Angolo max |
Coppia passaggio finale sotto min | Coppia fase finale sotto il livello minimo. | Parametri di serraggio (Modifica) > (Fase 3) Fase finale > Limiti coppia manuali > Coppia min |
Angolo passaggio finale sotto min | Angolo fase finale sotto il livello minimo. | Parametri di serraggio (Modifica) > (Fase 3) Fase finale > Angolo max |
Tempo max avvitatura scaduto | Limite tempo di serraggio superato. | [Multifase] Parametri di serraggio (Modifica) > Dipende dalla fase [Altri programmi di serraggio]: parametro fisso impostato su 30 secondi |
Perdita grilletto | Il grilletto dello strumento è stato rilasciato prima del raggiungimento del target. | [Multifase]: rilascio grilletto prima di ottenere il valore desiderato in fase di serraggio [Altri programmi di serraggio]: il rilascio del grilletto prima della fase di serraggio è completato |
Antiscivolo | La bussola è scivolata fuori dal dado. | Parametri di serraggio (Modifica) > (Fase 3) Parametri di serraggio > Tempo di rilevamento scivolamento |
Target raggiunto prima della fase finale | Coppia target raggiunta prima della fase finale nel programma di serraggio. | Coppia target |
Coppia dopo visualizzazione sotto min | Coppia post visualizzazione sotto il livello minimo. | Parametri di serraggio (Modifica) > (Fase 2) Coppia post visualizzazione > Coppia min |
Coppia dopo visualizzazione sopra max | Coppia post visualizzazione oltre il livello massimo. | Parametri di serraggio (Modifica) > (Fase 2) Coppia post visualizzazione > Coppia max |
Intervallo della coppia dopo la visualizzazione non raggiunto | Intervallo coppia dopo visualizzazione non raggiunto. | Parametri di serraggio (Modifica) > (Fase 2) Coppia post visualizzazione > Durata coppia min |
Intervallo di compensazione coppia non raggiunto | Angolo intervallo di compensazione coppia prima che venga raggiunta la fine dell'avvitamento. | Parametri di serraggio (Modifica) > (Fase 3) Compensazione coppia > Punto di compensazione coppia |
Superamento movimento utensile | Lo strumento è stato spostato oltre i limiti dell'angolo impostati. | Parametri di serraggio (Modifica) > (Fase 1) Compensazione TrueAngle (On); limiti di spostamento strumento > Positivo/negativo |
Errore di monitoraggio della corrente | Errore monitoraggio corrente. | Parametri di serraggio (Modifica) > (Fase 1) Monitoraggio corrente (On) |
Fase finale superiore al limite di tempo max | [TurboTight] Parametri di serraggio (Modifica) > (Fase 3) Fase finale > Tempo max | |
Fase finale inferiore al limite di tempo min | [TurboTight] Parametri di serraggio (Modifica) > (Fase 3) Fase finale > Tempo min | |
Limite tempo TurboTight superato | Limite tempo TurboTight superato. | [TurboTight] Parametri di serraggio (Modifica) > (Fase 3) Fase finale > Tempo max |
Monitoraggio sottotesta elevato | Solo avvitatore. Il monitor ha rilevato il superamento del valore sottotesta. | Parametri di serraggio (Modifica) > Fase di avvitamento (Fase 2) Avvitamento completo > Coppia avvitamento completa |
Nessuna coppia residua | Solo avvitatore. La coppia residua è al di sotto della soglia. | [TurboTight] + [TensorPulse] Parametri di serraggio (Modifica) > (Fase 3) > Parametri di serraggio > Fattore di correlazione coppia residua |
Sovravelocità | Solo avvitatore. Impossibile misurare il giroscopio dell'avvitatore a causa della velocità elevata. | N.D. |
Arrestato | Arrestato esternamente prima di ottenere il valore desiderato. | [Multifase]: Arrestato esternamente prima di ottenere il valore desiderato in fase di serraggio |
Rapporto non OK
Questa sezione mostra i dieci principali programmi di serraggio NOK.
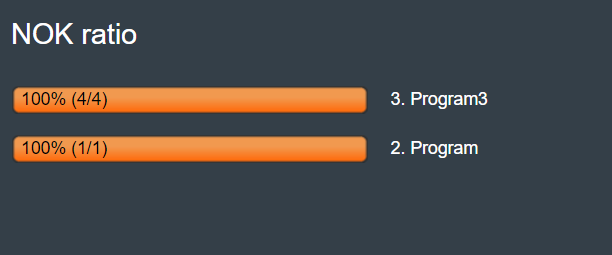
Fare clic su Reimposta tutto per eliminare i dati memorizzati.
SPC (Controllo del processo statistico)
La funzione SPC incorporata consente all'operatore o al personale addetto al controllo qualità di valutare la stabilità e la funzionalità del processo di assemblaggio secondo le regole SPC standard.
Configurando la funzione SPC nel controller è possibile semplificare ed eseguire il lavoro sul controller senza usare software esterno. I grafici vengono creati nel controller.
Essendo possibile utilizzare i monitoraggi programma all'interno del controller come variabili SPC, occorre specificare che solo le variabili controllate dal controller mostrano le prestazioni del sistema del controller. Altre variabili mostrano principalmente i risultati di altri processi. Ad esempio, se un valore di coppia viene applicato a un giunto, l'SPC del valore della coppia finale e i relativi risultati, come Cp e Cpk, mostrano le prestazioni dell'utensile e del controller su tale giunto.
I calcoli statistici si basano sui dati precedenti memorizzati nel controller.
I calcoli statistici vengono eseguiti a livello di stazione virtuale, a seconda del programma di serraggio selezionato e utilizzato per tale stazione virtuale specifica.
Configurazione dei parametri SPC
Nella vista Home, selezionare la scheda Rapporti. A sinistra, selezionare Statistiche.
Nella finestra Configurazione SPC, inserire i parametri seguenti per ottenere i risultati memorizzati nel controller:
Numero di sottogruppi: inserire il numero di sottogruppi su cui si basa il calcolo statistico.
Il numero totale di risultati (numero di sottogruppi × frequenza) può variare da 2 a 500.Dimensione del sottogruppo: inserire il numero di test (campioni) necessario per definire ciascun punto (il valore medio dei test nel sottogruppo) dei grafici SPC.
La dimensioni del sottogruppo può variare da 2 a 25.Frequenza: inserire la frequenza con cui iniziare a raccogliere un nuovo sottogruppo.
La frequenza deve essere uguale o superiore alla dimensione del sottogruppo.Ad esempio, se la frequenza è 8 e la dimensione del sottogruppo è 5, per il sottogruppo vengono utilizzati i primi 5 dati (risultati). Se frequenza è uguale a 8, il sottogruppo successivo inizia a prendere in esame i dati (risultati) dall'ottavo in avanti e via dicendo, in ciclo.
Configurazione delle variabili SPC
Nella vista Home, selezionare la scheda Rapporti. A sinistra, selezionare Statistiche.
Selezionare l'icona Più nell'angolo in alto a destra della GUI.
La finestra Variabile SPC mostra la nuova variabile.Nella casella Nome, inserire il nome della variabile.
Il nome della variabile sarà l'intestazione della finestra Variabile SPC.Selezionare Programma di serraggio.
Viene visualizzata la finestra Programma di serraggio che elenca tutti i programmi di serraggio multifase memorizzati nel controller e disponibili per i calcoli statistici.
Selezionare il programma di serraggio multifase della nuova variabile.Il programma di serraggio deve essere multifase.
Selezionare Stazione virtuale.
Viene visualizzata la finestra Stazione virtuale.
Selezionare la stazione virtuale dalla quale provengono i risultati.Le statistiche si basano sui risultati ottenuti da una stazione virtuale a cui è assegnato il seguente tipo di licenza:
Controllo processi
Selezionare Monitoraggio.
Viene visualizzata la finestra Monitoraggio.
Selezionare uno dei seguenti monitoraggi programma su cui basare il calcolo SPC:Coppia di picco del monitoraggio della fase
Angolo del monitoraggio della fase
Coppia finale
Angolo finale
Coppia di monitoraggio del programma
Angolo di monitoraggio del programma
Se seleziona Coppia di picco del monitoraggio della fase o Angolo del monitoraggio della fase, nella casella Numero della fase, l'utente deve inserire il numero della fase necessaria del programma di serraggio da cui leggere il valore.
Se l'utente utilizza i reporter dei risultati, è possibile produrre un effetto sui seguenti valori di monitoraggio: coppia finale o angolo finale
Selezionare Modifica limiti.
Viene visualizzata la finestra Configurazione delle variabili.
Per i calcoli e l'analisi dei risultati, impostare i seguenti limiti per ciascun valore di interesse.
Nella finestra Limiti di tolleranza, impostare i limiti seguenti (usati per il calcolo delle capacità di processo Cp e Cpk):
Limite di tolleranza superiore (UTL): entità definita dall'utente che identifica il valore accettabile più alto di un attributo del prodotto.
Limite di tolleranza inferiore (LTL): entità dall'utente che identifica il valore accettabile più basso di un attributo del prodotto.
Nella finestra Limiti di controllo, abilitare o disabilitare l'interruttore Calcolo automatico.
Se l'interruttore Calcolo automatico è impostato su Sì, i limiti di controllo vengono calcolati in automatico.
Se l'interruttore Calcolo automatico è impostato su No, impostare i seguenti limiti:
Media: limite di controllo superiore. Una misura determinata statisticamente mostrata come linea tratteggiata orizzontale sopra la media del processo.
Media: limite di controllo inferiore. Un valore determinato statisticamente mostrato come linea tratteggiata orizzontale sotto la media del processo.
Intervallo: limite di controllo superiore. Una misura determinata statisticamente mostrata come una linea tratteggiata orizzontale sopra la media del processo.
Media: limite di controllo inferiore. Un valore determinato statisticamente mostrato come linea tratteggiata orizzontale sotto la media del processo.
Sigma: limite di controllo superiore. Una misura determinata statisticamente mostrata come linea tratteggiata orizzontale sopra la media del processo.
Sigma: limite di controllo inferiore. Un valore determinato statisticamente mostrato come linea tratteggiata orizzontale sotto la media del processo.
Nella finestra Funzionalità, impostare i seguenti limiti:
Cp: l'indice Cp indica la funzionalità del processo. Si tratta del numero di volte in cui la diffusione del processo rientra nella larghezza di tolleranza (limite di tolleranza superiore - limite di tolleranza inferiore). Maggiore è il valore, migliore è il processo
Cpk: l'indice Cpk indica la funzionalità del processo, corretta per la posizione. Non è molto utile disporre di un indice Cp alto se l'impostazione della macchina è lontana dal centro dell'intervallo di tolleranza. Un indice Cpk alto indica la presenza di un processo efficace con una piccola diffusione in relazione alla larghezza di tolleranza e ben centrato in tale larghezza (limite di tolleranza superiore - limite di tolleranza inferiore). Se Cpk è uguale a Cp, il processo viene impostato in modo da produrre esattamente al centro dell'intervallo di tolleranza
Calcolo delle statistiche
Nella vista Home, selezionare la scheda Rapporti. A sinistra, selezionare Statistiche.
Nella finestra Configurazione SPC, inserire i parametri per ottenere i risultati memorizzati nel controller (numero di sottogruppi, dimensione del sottogruppo e frequenza).
Selezionare l'icona Più nell'angolo in alto a destra della GUI.
La finestra Variabile SPC mostra la nuova variabile.
Configurare la nuova variabile SPC.Nella finestra Variabile SPC, selezionare Calcola.
I dati vengono raccolti dai risultati cronologici memorizzati nel controller allineati con i criteri impostati nelle finestre Configurazione SPC e Variabile SPC. I valori di interesse vengono raccolti in sottogruppi della dimensione impostata nella finestra Configurazione SPC. I risultati di serraggio raccolti sul controller vengono utilizzati per i calcoli statistici.
È impossibile calcolare le statistiche per i risultati dei programmi di serraggio o delle stazioni virtuali eliminati, a meno che i risultati non siano ancora memorizzati nel controller.
Solo 1 utente alla volta può eseguire i calcoli statistici.
Formule statistiche
I dati in un sottogruppo vengono calcolati come:
Valore medio:
Intervallo = R = max (Xi) - min (Xi), dove i=1...n
Deviazione standard per un sottogruppo:
Totale complessivo della deviazione standard:
In cui N = numero totale di osservazioni.
Una volta raccolto il numero specificato di sottogruppi da utilizzare per i calcoli, la funzione SPC avvia i calcoli per determinare la stabilità statistica.
I calcoli vengono eseguiti tramite i seguenti passaggi: (m = numero di sottogruppi)
Calcolo della media dei valori medi:
Calcolo della media dell'intervallo:
Calcolo della media della deviazione standard:
Calcolo delle capacità di processo Cp e Cpk rispetto al Sigma:
Dove:
 è la media aritmetica complessiva dei valori caratteristici osservati.
è la media aritmetica complessiva dei valori caratteristici osservati.UTL è il limite di tolleranza superiore.
LTL è il limite di tolleranza inferiore.
La stima sigma è la deviazione standard quadrata media all'interno dei sottogruppi:
Calcolo delle capacità di processo Cp e Cpk rispetto all'intervallo:
In cui per una distribuzione normale su = sl = 3.
Calcoli per i limiti di controllo se, nella finestra Configurazione SPC, l'interruttore Calcolo automatico è impostato su Sì:
Barra X R (media)

Barra X R (intervallo)
Barra X S (media)
Barra X S (sigma)
A2 , A3 , D3 , D4 , B3 e B4 sono costanti (per ulteriori informazioni, vedere il paragrafo "Costanti di calcolo SPC").
Costanti di calcolo di SPC
Dimensione del sottogruppo | Divisori per stima della deviazione standard | Fattori per i limiti di controllo | |||||
|---|---|---|---|---|---|---|---|
BarraX R | BarraX S | ||||||
A2 | D3 | D4 | A3 | B3 | B4 | ||
n | d2 | ||||||
2 | 1,128 | 1,880 | - | 3,267 | 2,659 | - | 3,267 |
3 | 1,693 | 1,023 | - | 2,574 | 1,954 | - | 2,568 |
4 | 2,059 | 0,729 | - | 2,282 | 1,628 | - | 2,266 |
5 | 2,326 | 0,577 | - | 2,114 | 1,427 | - | 2,089 |
6 | 2,534 | 0,483 | - | 2,004 | 1,287 | 0,030 | 1,970 |
7 | 2,704 | 0,419 | 0,076 | 1,924 | 1,182 | 0,118 | 1,882 |
8 | 2,847 | 0,373 | 0,136 | 1,864 | 1,099 | 0,185 | 1,815 |
9 | 2,970 | 0,337 | 0,184 | 1,816 | 1,032 | 0,239 | 1,761 |
10 | 3,078 | 0,308 | 0,223 | 1,777 | 0,975 | 0,284 | 1,716 |
11 | 3,173 | 0,285 | 0,256 | 1,744 | 0,927 | 0,321 | 1,679 |
12 | 3,258 | 0,266 | 0,283 | 1,717 | 0,886 | 0,354 | 1,646 |
13 | 3,336 | 0,249 | 0,307 | 1,693 | 0,850 | 0,382 | 1,618 |
14 | 3,407 | 0,235 | 0,328 | 1,672 | 0,817 | 0,406 | 1,594 |
15 | 3,472 | 0,223 | 0,347 | 1,653 | 0,789 | 0,428 | 1,572 |
16 | 3,532 | 0,212 | 0,363 | 1,637 | 0,763 | 0,448 | 1,552 |
17 | 3,588 | 0,203 | 0,378 | 1,622 | 0,739 | 0,466 | 1,534 |
18 | 3,640 | 0,194 | 0,391 | 1,608 | 0,718 | 0,482 | 1,518 |
19 | 3,689 | 0,187 | 0,403 | 1,597 | 0,698 | 0,497 | 1,503 |
20 | 3,735 | 0,180 | 0,415 | 1,585 | 0,680 | 0,510 | 1,490 |
21 | 3,778 | 0,173 | 0,425 | 1,575 | 0,663 | 0,523 | 1,477 |
22 | 3,819 | 0,167 | 0,434 | 1,566 | 0,647 | 0,534 | 1,466 |
23 | 3,858 | 0,162 | 0,443 | 1,557 | 0,633 | 0,545 | 1,455 |
24 | 3,895 | 0,157 | 0,451 | 1,548 | 0,619 | 0,555 | 1,445 |
25 | 3,931 | 0,153 | 0,459 | 1,541 | 0,606 | 0,565 | 1,435 |
Visualizzazione dei risultati statistici
Nella vista Home, selezionare la scheda Rapporti. A sinistra, selezionare Statistiche.
Nella finestra Configurazione SPC, inserire i seguenti parametri: Numero di sottogruppi, dimensione del sottogruppo e frequenza.
Selezionare l'icona Più nell'angolo in alto a destra della GUI.
La finestra Variabile SPC mostra la nuova variabile.
Configurare la nuova variabile SPC.Nella finestra Variabile SPC, selezionare Calcola.
Per mostrare i risultati statistici, nella finestra Variabile SPC, selezionare la casella Visualizza.
La casella Visualizza mostra la data e l'ora in cui sono stati eseguiti i risultati delle statistiche.
I risultati statistici vengono visualizzati attraverso un istogramma e i grafici BarraX R e BarraX S.Una volta eseguiti tutti i calcoli sui risultati filtrati, questi vengono inviati a HMI Web e ToolsTalk 2.
I risultati delle statistiche vengono salvati in locale nella cartella File temporanei Internet (non salvati sul controller).È possibile visualizzare i risultati statistici solo nell'HMI Web.
Istogramma
L'istogramma è una serie di rettangoli, ciascuno proporzionale in larghezza all'intervallo dei valori di una classe e in altezza al numero di campioni che rientrano nella classe. Una curva gaussiana segue l'andamento dei rettangoli. Un istogramma indica la quantità di variazione all'interno di ogni processo.
L'istogramma enfatizza e chiarisce le tendenze non facilmente distinguibili nelle tabelle.
Grafico BarraX R
Il grafico di controllo BarraX R mostra il valore medio (BarraX) e l'intervallo (R) per ciascun sottogruppo. Questo è il tipo più comune di diagramma di controllo che utilizza valori non discreti o continui. La parte BarraX del grafico mostra le eventuali modifiche al valore medio del processo, mentre la parte R le eventuali modifiche alla dispersione del processo.
Questo grafico è utile poiché visualizza i cambiamenti del valore medio e della dispersione del processo allo stesso tempo, offrendo un metodo efficace per il controllo delle anomalie del processo.
Grafico BarraX S
Il grafico di controllo o BarraX S mostra il valore medio (BarraX) e la deviazione standard (S) per ciascun sottogruppo.
Il grafico BarraX S è identico al grafico BarraX R, ma R (intervallo) è sostituito da S (deviazione standard).
Valori statistici calcolati
Nell'HMI Web, i valori statistici calcolati vengono visualizzati nelle caselle di informazioni sotto l'istogramma e i grafici BarraX R e BarraX S.
I valori calcolati dipendono dal grafico su cui vengono letti.
I valori statistici calcolati sono:
Min = valore minimo per tutti i valori dei campioni raccolti
Max = valore massimo per tutti i valori dei campioni raccolti
Media =
Media+3sigma =
+ 3*stdDevMedia-3Sigma =
- 3*stdDevCp (nel grafico BarraX R, il valore è basato sull'intervallo e nel grafico BarraX S il valore è basato sul sigma)
Cpk (nel grafico BarraX R, il valore è basato sull'intervallo e nel grafico BarraX S il valore è basato sul sigma)
Linea centrale = nella parte dell'intervallo
 e del sigma
e del sigma 
Target (se è disponibile il valore target per il monitor)
Deviazione standard = deviazione standard totale = stdDev
Interfaccia grafica mobile
Utilizzo della scheda Risultati
Risultati in tempo reale
La scheda Risultati in tempo reale visualizza i risultati delle diverse stazioni virtuali sul controller.
Questa sezione descrive come accedere ai risultati di serraggio nell'interfaccia grafica mobile del controller Power Focus XC e come leggere le informazioni riportate nella visualizzazione dei risultati in tempo reale per ciascun serraggio.
Lettura delle informazioni fornite nei risultati in tempo reale
1 | Nome della stazione virtuale |
2 | Stato del risultato. |
3 | Nome del programma di serraggio |
4 | Messaggio che indica il motivo del risultato NOK |
5 | Risultato della coppia di serraggio |
6 | Coppia target |
7 | Risultato dell'angolo di serraggio |
8 | Angolo target |
Quando si esegue un serraggio, i risultati vengono memorizzati sul controller. È possibile inviare i risultati a un sistema esterno come ad esempio ToolsNet o esportarli per l'analisi utilizzando la funzione di esportazione.
Visualizzazione dello stato del protocollo
Nella vista Home, selezionare il pulsante Accedere al risultato. Nel pannello di sinistra, viene selezionato automaticamente Risultati in tempo reale.
Nell'angolo in alto a destra, selezionare il pulsante Connessione protocollo
. Si apre la finestra di dialogo Stato del protocollo.Le schede nella finestra di dialogo mostrano le informazioni seguenti:
Scheda
Descrizione
Open Protocol
Mostra lo stato della connessione Open Protocol: OK/NOK
Connessioni server
Mostra lo stato della connessione ai server ToolsTalk e ToolsNet: OK/NOK
Per modificare l'impostazione della configurazione Abilitato/disabilitato, aprire Impostazioni > Connessioni server e selezionare il server da configurare.
Stato del programma di avvio
Mostra lo stato del programma di avvio dei vari adattatori del sistema: OK/NOK
Selezionare Chiudi.
Assistenza e risoluzione dei problemi
Questa sezione fornisce assistenza per la risoluzione di eventuali problemi e informazioni per la manutenzione e l'assistenza del prodotto.
Riferimenti
In questa sezione si trovano diverse informazioni utili.
Termini e definizioni
Termine | Sinonimo | Definizione | Nota |
|---|---|---|---|
lotto | serraggio multiplo utilizzando lo stesso programma di serraggio e bussola | ||
sequenza lotto | sequenza | serraggio multiplo usando una combinazione di diversi programmi di serraggio e bussole | |
evento | segnali di stato controller e utensile | ||
angolo finale | valore dell'angolo attuale misurato alla fine del ciclo di serraggio | ||
coppia finale | valore della coppia attuale misurato alla fine del ciclo di serraggio | ||
Interfaccia grafica (GUI) | interfaccia utente composta da elementi grafici interattivi quali finestre, icone e simboli su un display |
| |
HMI | Interfaccia uomo-macchina | interfaccia utente su utensile o controller | L'HMI può essere un'interfaccia basata sul Web o mobile. |
IAM | Intelligent Application Module | modulo nel controller che contiene dati del programma, parametri di configurazione e risultati di serraggio | |
struttura della linea | disposizione e raggruppamento di controller in strutture, cartelle e sotto-cartelle in ToolsTalk | La struttura della linea è un metodo per migliorare la visibilità di un ampio gruppo di controller in modo strutturato. | |
interfaccia grafica mobile | interfaccia utente per il controller attraverso una finestra del browser da un dispositivo mobile | ||
coppia post visualizzazione | funzione per monitorare e rilevare i valori massimo e minimo della coppia prima del termine dell'avvitamento | Una finalità della coppia post visualizzazione è l'uso di un dado autobloccante. | |
Programma di serraggio | Set di parametri | configurazione di parametri e valori per controllare e monitorare una singola azione di serraggio e memorizzare il risultato di serraggio | |
pressione | trasferimento dei dati salvati in ToolsTalk nella memoria del controller | ||
QIF | Quality Integrated Fastening | linea completamente integrata di avvitadadi, controller, accessori e strumenti di monitoraggio del processo per garantire elevata qualità e tracciabilità del serraggio in sistemi di montaggio industriali. | QIF è stato sviluppato da Atlas Copco ed è preferibilmente utilizzato nel settore automobilistico e in altre situazioni di assemblaggio con giunti critici. Il principio QIF include inoltre monitoraggio e documentazione di processo. |
Accessori QIF | accessorio per la comunicazione dell'operatore e guida usata in QIF | Prodotti accessori usati per la comunicazione tra il sistema e l'operatore. Ad esempio: scanner e selettore bussole. La comunicazione offre maggiore qualità e tracciabilità nel processo di montaggio. | |
fase rapida | strategia di serraggio | Una strategia di serraggio per ridurre lo strappo al precarico del giunto aggiungendo una fase iniziale con una determinata coppia e velocità e quindi riducendo la velocità nella fase finale. | |
rilevamento riserraggio | rilevamento del riserraggio di un giunto già serrato | ||
rotazione | strategia di serraggio che ruota la testa dell'utensile | La rotazione viene usata principalmente per prove o dimostrazioni. | |
avvitamento completato | fine della fase di avvitamento, quando la testa della vite è a contatto con la superficie e inizia la fase di serraggio | ||
fase di avvitamento | fase in cui un bullone si innesta nella filettatura fino a quando la testa del bullone entra a contatto con la superficie | ||
sottotesta | la vite o il bullone sono serrati a mano sulla superficie | ||
selettore bussole | Accessorio QIF che si compone di un vassoio per bussole con spie che può essere usato per guidare un operatore verso la bussola corretta | ||
avvio graduale | serraggio iniziale a bassa velocità durante un angolo di rotazione specificato | La funzione aiuta l'innesto del bullone nella filettatura in modo controllato e può prevenire uno spostamento indesiderato dello strumento quando il grilletto viene premuto. | |
target | risultato desiderato di un serraggio | Il target è espresso in coppia o angolo. | |
angolo finale | valore dell'angolo desiderato al termine del ciclo di serraggio, misurato da un punto di riferimento | ||
coppia finale | valore della coppia desiderato alla fine del ciclo di serraggio | ||
tre fasi | strategia di serraggio | Una strategia di serraggio per ridurre lo strappo al precarico del giunto ed effetti di rilassamento con una fase iniziale a una data coppia e velocità seguita da una fase di svitamento breve prima del serraggio finale a velocità ridotta. | |
fase di serraggio | fase in cui la testa del bullone ha raggiunto la superficie fino a quando il serraggio ha raggiunto la coppia o l'angolo finale desiderato | ||
strategia di serraggio | algoritmo che controlla e monitora costantemente il processo di serraggio | L'utente può selezionare una strategia ottimizzata per il giunto e programmare determinati parametri. | |
TurboTight | strategia di serraggio | Una strategia di serraggio basata sulla velocità massima dello strumento per eseguire il serraggio rapido ed ergonomico. La strategia richiede solo l'impostazione di un valore di coppia finale. | |
due fasi | strategia di serraggio | Una strategia di serraggio per ridurre lo strappo al precarico del giunto ed effetti di rilassamento con una fase iniziale a una data coppia e velocità, seguita da un arresto a breve termine prima del serraggio finale a velocità ridotta. | |
interfaccia grafica web | interfaccia utente sul controller tramite una finestra browser da un computer remoto | ||
stazione virtuale | controller virtuale | astrazione software di un controller fisico che si comporta come controller multipli | Un controller può avere un solo strumento cablato collegato ad esso, ma diversi strumenti wireless. Ogni strumento è collegato alla sua stazione virtuale. |
tipo di stazione virtuale | licenza contenente un pacchetto di funzionalità del controller | Licenza necessaria per l'utilizzo di una stazione virtuale. | |
funzionalità della stazione virtuale | licenza per funzioni individuali | Può essere usato per integrare le licenze del tipo della stazione virtuale. | |
funzione del controller | licenza per funzioni a livello di controller | Vengono assegnati a un controller intero e possono essere utilizzati da tutte le stazioni virtuali. |
Segnali di ingresso
Interrompi sequenza: 10012
Quando viene ricevuta una richiesta di interruzione di una sequenza lotti, la funzione Sequenza lotti interrompe la sequenza lotti solo dopo aver ricevuto il risultato del serraggio in corso.
Nome in SoftPLC: ABORT_BATCH_SEQUENCE
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Interrompere la sequenza e cancellare il risultato: 10127
Quando il segnale "Interrompere sequenza e cancellare il risultato" è impostato, la sequenza in corso viene interrotta e i segnali relativi a "Cancella risultati" vengono cancellati.
Nome in SoftPLC:ABORT_SEQ_AND_CLEAR_RES
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Riconoscimento eventi: 10004
Conferma di un evento.
Nome in SoftPLC: ACKNOWLEDGE_EVENT
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Attiva scanner strumento: 10075
Attiva lo scanner strumento attraverso una fonte esterna.
Nome in SoftPLC: ACTIVATE_TOOL_SCANNER
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Decremento lotto: 10002
Diminuisce incrementalmente il contatore del lotto di uno.
Nome in SoftPLC: BATCH_DECREMENT
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Incremento lotto: 10001
Aumenta incrementalmente il contatore del lotto di uno.
Nome in SoftPLC: BATCH_INCREMENT
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Bypass identificatore: 10123
Nella stringa del lotto sorgente, che consente di bypassare una stringa identificatore nella sequenza di ricezione della stringa.
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Bypass programma di serraggio: 10008
Salta al programma di serraggio successivo nella sequenza del lotto in corso.
Nome in SoftPLC: BYPASS_PSET
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Sblocco principale: 10005
Sblocco principale è un segnale di ingresso che le seguenti funzioni e i segnali seguenti.
FUNZIONI:
Disabilita allentamento in caso di serraggio OK
Disabilita allentamento in caso di serraggio NOK
Disattiva serraggio
Numero max. consecutivo di serraggi non OK
Blocco dello strumento su Sequenza completa
SEGNALI:
20001: blocco riconoscimento evento in sospeso
20002: blocca serraggio
20003: blocco allentamento
20004: strumento di blocco attivo alto
20013: serraggio blocco di lavoro
20014: allentamento blocco di lavoro
20015: blocco lotto completo
20018: blocco Open Protocol
20020: blocco Fieldbus serraggio
20021: allentamento blocco Fieldbus
20022: disabilita allentamento su OK serrato
20023: troppi serraggi NOK
20033: blocco controllo linea
20034: bloccato da identificatore alternativo
Nome in SoftPLC: MASTER_UNLOCK
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Reimposta tutti gli identificatori: 10115
Nella stringa Lotto sorgente, consente di reimpostare allo stesso momento tutti gli identificativi di stringa ricevuti dalla sequenza di ricezione delle stringhe. In altre attività, cancella il numero VIN.
Nome in SoftPLC: RESET_ALL_IDENTIFIERS
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Reimposta lotto: 10003
Riporta il contatore del lotto a 0. Nessun lotto OK (nxOK). Se il lotto OK è attivato, sarà disattivato.
Nome in SoftPLC: RESET_BATCH
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Ripristina sequenza lotti: 10053
Ripristina la sequenza lotti. Sblocca uno strumento bloccato da Blocco strumento al completamento.
Nome in SoftPLC: RESET_BATCH_SEQUENCE
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Resetta relè bistabile: 10022
Resetta l'uscita del relè bistabile.
Nome in SoftPLC: RESET_BISTABLE_RELAY
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: FALSE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Ripristina l'ultimo identificativo: 10114
Nella stringa Lotto sorgente, consente di reimpostare l'ultima stringa ricevuta dalla sequenza di ricezione delle stringhe. In altre attività, cancella il numero VIN.
Nome in SoftPLC: RESET_LATEST_IDENTIFIER
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Ripristina troppi NOK: 10013
Reimposta il lotto dopo aver ricevuto troppi NOK del blocco
Nome in SoftPLC: RESET_TOO_MANY_NOK
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Seleziona ingresso: 10020
Consente di selezionare il programma di serraggio all'interno di serraggio/lotto sorgente nella sequenza.
Nome in SoftPLC: SELECT_INPUT_VALUE
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Intero | 1 | 16 |
TreatZeroAsOne | Stato | Intero | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: FALSE
Pannello dell'operatore: FALSE
Funzioni dello strumento: FALSE
Selettore ST: TRUE
Stacklight: FALSE
Tag TLS: FALSE
Espansore I/O: FALSE
Seleziona il prossimo numero identificativo: 10116
È possibile utilizzare il segnale Seleziona il prossimo numero identificativo quando un'attività nella stazione virtuale è configurata come:
Sequenza lotti
Serraggio sorgente
Lotto sorgente
Metodo identificativo di numero
Metodo identificativo di stringa
Le funzioni configurabili del selettore ST Prossimo e Precedente abilitano i segnali di ingresso Seleziona il prossimo numero identificativo e Seleziona il numero identificativo precedente.
Sequenza lotti selezionata come attività stazione virtuale
Se l'interruttore Ordine libero è stato abilitato, il segnale Seleziona il prossimo numero identificativo può selezionare diversi lotti all'interno della sequenza selezionata.
Prima di selezionare i lotti, è obbligatorio assegnare il numero identificativo. Se a un lotto non è stato assegnato il numero identificativo, il segnale Seleziona il prossimo numero identificativo non può selezionarlo, anche se l'interruttore Ordine libero è abilitato.
Abilita il ciclaggio tra i lotti con un numero identificativo configurato.
Se il numero identificativo è "Nessuno", è possibile selezionarlo solo dopo aver completato tutti i lotti con numero identificativo configurato.
È possibile eseguire il ciclaggio, ma 0 viene ignorato. Una volta terminato un lotto, questo non è più selezionabile.
Ad esempio, nel caso di lotti con numeri identificativi assegnati 1,2,4,5, il segnale viene eseguito in ciclo: 1,2,4,5,1,2,4 e così via, fino al termine dei lotti.
Serraggio sorgente selezionato come attività stazione virtuale
Il segnale seleziona il numero identificativo successivo dall'elenco dei programmi di serraggio specificati nell'attività di serraggio sorgente.
La selezione viene eseguita dal numero identificativo attualmente selezionato al successivo superiore.
Quando viene selezionato il numero identificativo più grande, il segnale seleziona 0. Dopo 0, il segnale seleziona il numero identificativo superiore successivo.
Se si seleziona 0 come numero identificativo, l'utensile viene bloccato.
Se il numero identificativo è stato aggiunto all'elenco dei serraggi sorgente, ma non è stato assegnato alcun programma di serraggio all'elenco, il numero identificativo viene saltato mentre avviene il ciclaggio dell'elenco dei serraggi sorgente.
Se il programma di serraggio viene assegnato a un numero identificativo e viene rimosso in seguito dall'elenco dei programmi di serraggio, è comunque possibile selezionare il numero identificativo in questione. In questo caso, l'utensile viene bloccato poiché non esiste un programma di serraggio specifico.
Se l'interruttore Modalità selettore è impostato su Conferma, occorre configurare e assegnare il selettore bussole. È possibile selezionare tutti i programmi di serraggio, ma prima di eseguirli occorre sollevare la bussola idonea dal relativo selettore.
Lotto sorgente selezionato come attività stazione virtuale
In Sorgenti > Sequenza lotti > Lotto sorgente, se il metodo identificativo è impostato su Numero, il segnale Seleziona il prossimo numero identificativo seleziona le sequenze da un elenco di sequenze mostrato nell'attività Lotto sorgente.
È possibile eseguire il ciclaggio passando per 0. Il segnale Seleziona il prossimo numero identificativo seleziona solo i numeri identificativi assegnati alle sequenze.
Ad esempio, se sono disponibili 4 sequenze con i numeri identificativi 1,2,4 e 8, il segnale Seleziona il prossimo numero identificativo successivo ripete la sequenza e seleziona 1,2,4,8,0,1,2 ...
I numeri identificativi non definiti non sono selezionati.
In Sorgenti > Sequenza lotti > Lotto sorgente, quando il metodo identificativo è impostato su Stringa, occorre selezionare la sequenza attraverso sorgenti esterne (come scanner oppure Open Protocol). Il segnale Seleziona il prossimo numero identificativo è in grado di selezionare i lotti all'interno della sequenza selezionata.
Nome in SoftPLC: SELECT_NEXT_ID_NUMBER
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: TRUE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Seleziona il numero identificativo precedente: 10117
È possibile utilizzare il segnale Seleziona il numero identificativo precedente quando un'attività nella stazione virtuale è configurata come:
Sequenza lotti
Serraggio sorgente
Lotto sorgente
Metodo identificativo di numero
Metodo identificativo di stringa
Le funzioni configurabili del selettore ST Prossimo e Precedente abilitano i segnali di ingresso Seleziona il prossimo numero identificativo e Seleziona il numero identificativo precedente.
Sequenza lotti selezionata come attività stazione virtuale
Se l'interruttore Ordine libero è stato abilitato, il segnale Seleziona il numero identificativo precedente può selezionare diversi lotti all'interno della sequenza selezionata.
Prima di selezionare i lotti, è obbligatorio assegnare il numero identificativo. Se a un lotto non è stato assegnato il numero identificativo, il segnale Seleziona il numero identificativo precedente non può selezionarlo, anche se l'interruttore Ordine libero è abilitato.
Abilita il ciclaggio dei lotti con un numero identificativo configurato.
Se il numero identificativo è "Nessuno", è possibile selezionarlo solo dopo aver completato tutti i lotti con numero identificativo configurato.
È possibile eseguire il ciclaggio, ma 0 viene ignorato. Una volta terminato un lotto, questo non è più selezionabile.
Ad esempio, nel caso di lotti con numeri identificativi assegnati 1,2,4,5, il segnale viene eseguito in ciclo: 5,4,2,1,5,4,2 e così via, fino al termine dei lotti.
Serraggio sorgente selezionato come attività stazione virtuale
Il segnale seleziona il numero identificativo precedente dall'elenco dei programmi di serraggio specificati nell'attività di serraggio sorgente.
La selezione viene eseguita dal numero identificativo attualmente selezionato al successivo inferiore.
Quando viene selezionato il numero identificativo più piccolo, il segnale seleziona 0. Dopo 0, il segnale seleziona il numero identificativo inferiore successivo.
Se si seleziona 0 come numero identificativo, l'utensile viene bloccato.
Se il programma di serraggio viene assegnato a un numero identificativo e viene rimosso in seguito dall'elenco dei programmi di serraggio, è comunque possibile selezionare il numero identificativo in questione. In questo caso, l'utensile viene bloccato poiché non esiste un programma di serraggio specifico.
Se l'interruttore Modalità selettore è impostato su Conferma, occorre configurare e assegnare il selettore bussole. È possibile selezionare tutti i programmi di serraggio, ma prima di eseguirli occorre sollevare la bussola idonea dal relativo selettore.
Lotto sorgente selezionato come attività stazione virtuale
In Sorgenti > Sequenza lotti > Lotto sorgente, se il metodo identificativo è impostato su Numero, il segnale Seleziona il numero identificativo precedente seleziona le sequenze da un elenco di sequenze mostrato nell'attività Lotto sorgente.
È possibile eseguire il ciclaggio passando per 0. Il segnale Seleziona il numero identificativo precedente seleziona solo i numeri identificativi assegnati alle sequenze.
Ad esempio, se sono disponibili 4 sequenze con i numeri identificativi 1,2,4 e 8, il segnale Seleziona il numero identificativo precedente ripete la sequenza e seleziona 8,4,2,1,0,8,4 e così via.
I numeri identificativi non definiti non sono selezionati.
In Sorgenti > Sequenza lotti > Lotto sorgente, quando il metodo identificativo è impostato su Stringa, occorre selezionare la sequenza attraverso sorgenti esterne (come scanner oppure Open Protocol). Il segnale Seleziona il numero identificativo precedente è in grado di selezionare i lotti all'interno della sequenza selezionata.
Nome in SoftPLC: SELECT_PREVIOUS_ID_NUMBER
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: TRUE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Imposta relè bistabile: 10021
Imposta l'uscita del relè bistabile.
Nome in SoftPLC: SET_BISTABLE_RELAY
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: FALSE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Impostazione della posizione zero: 10135
Per gli utensili manuali, il segnale di ingresso Imposta posizione zero conserva la posizione attuale degli utensili come iniziale. Il segnale viene ignorato se inviato durante un serraggio in corso.
Per gli utensili fissi, il segnale di ingresso Imposta posizione zero conserva la posizione attuale degli utensili come iniziale. Il segnale interessa tutti gli strumenti del sistema, indipendentemente dalla stazione virtuale. Il segnale viene ignorato, senza produrre comunicazioni, dagli strumenti fissi appartenenti a un serraggio continuo.
Nome in SoftPLC: IN_EXTERNAL_SET_ZERO_POSITION
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: FALSE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Sblocca utensile al completamento: 10051
Sblocca un utensile bloccato da "Blocca utensile al completamento".
Nome in SoftPLC: UNLOCK_TOOL_ON_COMPLETE
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Sblocca strumento alla disattivazione: 10059
Nome in SoftPLC: UNLOCK_TOOL_ON_DISABLE
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Segnali in uscita
Lotto completato: 30
"Lotto completato" è un segnale di uscita attivato quando il lotto è completo.
Lo stato del risultato del lotto (OK o NOK) non ha effetto sul segnale Lotto completato.
Nome in SoftPLC: BATCH_COMPLETED
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Lotto completato NOK: 37
Il lotto è stato completato con NOK.
Nome in SoftPLC: BATCH_COMPLETED_NOK
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Lotto completato OK: 36
Il lotto è stato completato con OK.
Nome in SoftPLC: BATCH_COMPLETED_OK
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Conteggio lotti: 31
Conteggio lotti è un segnale di uscita che visualizza il numero attuale di serraggi nel lotto.
Nome in SoftPLC: BATCH_COUNT
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Intero | 1 | 8 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: FALSE
Pannello dell'operatore: FALSE
Funzioni dello strumento: FALSE
Selettore ST: TRUE
Stacklight: FALSE
Tag TLS: FALSE
Espansore I/O: FALSE
Lotto in esecuzione: 32
Indica che un lotto in una sequenza di lotti è in esecuzione.
Nome in SoftPLC: BATCH_RUNNING
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Sequenza lotti completata NOK: 46
La sequenza di lotti è stata completata con NOK.
Nome in SoftPLC: BATCH_SEQUENCE_NOK
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Sequenza lotti completata OK: 45
La sequenza di lotti è stata completata con OK.
Nome in SoftPLC: BATCH_SEQUENCE_OK
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Sequenza lotti eseguita: 48
Indica il completamento di una sequenza, sia in caso di Sequenza lotti completata OK che di Sequenza lotti completata NOK.
Nome in SoftPLC: BATCH_SEQUENCE_COMPLETED
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Evento | Booleano | 1 | 1 |
Inverti | Evento | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Sequenza lotti in esecuzione: 47
Indica se la sequenza lotti è in esecuzione o meno.
Nome in SoftPLC: BATCHSEQUENCE_RUNNING
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Booleano | 1 | 1 |
Inverti | Stato | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Relè bistabile: 40
Relè bistabile è un segnale controllato dagli ingressi "Imposta relè bistabile" e "Reimposta relè bistabile".
Dopo aver ricevuto l'ingresso "Imposta relè bistabile", il segnale Relè bistabile viene impostato su True.
Dopo aver ricevuto l'ingresso "Reimposta relè bistabile", il segnale Relè bistabile viene impostato su False.
Se "Imposta relè bistabile" e "Reimposta relè bistabile" diventano bassi, il relè bistabile mantiene il proprio stato.
Lo stato del relè bistabile cambia quando "Imposta relè bistabile" o "Reimposta relè bistabile" diventa alto.
Dopo aver riavviato il controller, il relè bistabile viene impostato su False come predefinito.
Nome in SoftPLC: BISTABLE_RELAY
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Booleano | 1 | 1 |
Inverti | Stato | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Allarme di calibrazione: 138
L'allarme di calibrazione dalla configurazione di manutenzione dello strumento. Fornisce un promemoria della calibrazione dello strumento.
Nome in SoftPLC: CALIBRATION_ALARM
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Conferma allentamento: 206
Indica se l'allentamento è selezionato ed è possibile iniziare. In altre parole, la modalità di sincronizzazione dell'allentamento o un programma di allentamento sono esistenti e selezionati.
Nome in SoftPLC: CONFIRM_LOOSENING
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Booleano | 1 | 1 |
Inverti | Stato | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Controller acceso: 42
Impostato su TRUE all'inizio di IOExchange
Nome in SoftPLC: IO_ON
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Lotto corrente in esecuzione: 180
Lotto corrente in esecuzione è un segnale di uscita che visualizza l'indice del lotto in corso in una sequenza.
Se l'utente usa un selettore di bussole, viene visualizzato "Zero" in caso di selezione di: nessuna bussola, più di una bussola o una bussola errata.
Se l'utente usa la modalità lotto e un lotto è in esecuzione, viene visualizzato "1" per le configurazioni di Serraggio sorgente.
Nome in SoftPLC: CURRENT_RUNNING_BATCH_IX
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Intero | 1 | 8 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: FALSE
Pannello dell'operatore: FALSE
Funzioni dello strumento: FALSE
Selettore ST: TRUE
Stacklight: FALSE
Tag TLS: FALSE
Espansore I/O: FALSE
Interruttore di direzione CCW: 13
L'interruttore di direzione sull'utensile è stato ruotato in direzione antioraria.
Nome in SoftPLC: DIRECTION_SWITCH_CCW
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Interruttore di direzione CW: 12
L'interruttore di direzione sull'utensile è stato ruotato in direzione oraria.
Nome in SoftPLC: DIRECTION_SWITCH_CW
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Evento presente: 161
Indica se l'evento è attivato. Viene attivato solo sugli accessori se l'evento richiede un ACK.
Nome in SoftPLC: EVENT_PRESENT
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Angolo finale: 8
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Flottante | 0 | 0 |
Dispositivi
Bus di campo: FALSO
Casella dell'indicatore: FALSE
I/O interno: FALSE
Pannello dell'operatore: FALSE
Funzioni dello strumento: FALSE
Selettore ST: TRUE
Stacklight: FALSE
Tag TLS: FALSE
Espansore I/O: FALSE
Coppia finale: 5
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Flottante | 1 | 1 |
Dispositivi
Bus di campo: FALSO
Casella dell'indicatore: FALSE
I/O interno: FALSE
Pannello dell'operatore: FALSE
Funzioni dello strumento: FALSE
Selettore ST: TRUE
Stacklight: FALSE
Tag TLS: FALSE
Espansore I/O: FALSE
Angolo alto: 10
Il risultato dell'angolo è troppo alto.
Nome in SoftPLC: HIGH_ANGLE
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Coppia alta: 7
Il risultato della coppia è superiore al limite massimo della coppia.
Nome in SoftPLC: HIGH_TORQUE
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Identificatore ricevuto: 100
Nome in SoftPLC: IDENTIFIER_RECEIVED
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Connessione al server delle licenze persa: 134
La connessione al server delle licenze Atlas Copco è interrotta o la sincronizzazione non è riuscita. Il segnale viene cancellato quando la sincronizzazione del gestore delle licenze viene eseguita correttamente
Nome in SoftPLC: LICENSE_SERVER_CONN_LOST
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Svitamento disabilitato: 184
Svitamento disabilitato è un segnale di uscita attivato quando l'allentamento è bloccato esternamente da uno dei seguenti segnali:
20003: blocco allentamento
20004: strumento di blocco attivo alto
20033: blocco controllo linea
20018: blocco Open Protocol
20021: allentamento blocco Fieldbus
20041: allentamento blocco Soft PLC
20061: strumento di blocco attivo basso
Nome in SoftPLC: LOOSENING_DISABLED
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Svitatura abilitata: 185
Svitatura abilitata è un segnale di uscita attivato quando l'allentamento non è bloccato esternamente da uno dei seguenti segnali:
20003: blocco allentamento
20004: strumento di blocco attivo alto
20033: blocco controllo linea
20018: blocco Open Protocol
20021: allentamento blocco Fieldbus
20041: allentamento blocco Soft PLC
20061: strumento di blocco attivo basso
Nome in SoftPLC: LOOSENING_ENABLED
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Allentamento bloccato: 28
L'allentamento è disattivato.
Nome in SoftPLC: LOOSENING_IS_LOCKED
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Booleano | 1 | 1 |
Inverti | Stato | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Allentamento NOK: 74
È avvenuta una svitatura NOK.
Nome in SoftPLC: LOOSENING_NOK
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Allentamento OK: 70
È avvenuta una svitatura OK.
Nome in SoftPLC: LOOSENING_OK
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Angolo basso: 9
Il risultato dell’angolo è minore del limite dell’angolo minimo.
Nome in SoftPLC: LOW_ANGLE
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Coppia bassa: 6
Il risultato della coppia è inferiore al limite minimo della coppia.
Nome in SoftPLC: LOW_TORQUE
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Modalità manuale: 101
Indica lo stato della stazione virtuale per la modalità manuale su qualsiasi accessorio supportato e configurato.
Nome in SoftPLC: MANUAL_MODE
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Booleano | 1 | 1 |
Inverti | Stato | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Numero max. consecutivo di NOK raggiunto: 35
Indica che è stato raggiunto il contatore max serraggi NOK coerenti.
Nome in SoftPLC: MAX_COHERENT_NOK_REACHED
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Estremità aperta in posizione aperta: 89
Apri estremità strumento in posizione aperta.
Nome in SoftPLC: OPEN_END_IN_OPEN_POSITION
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Open Protocol disconnesso: 95
Se Open Protocol è disattivato nella stazione virtuale, il segnale "Open Protocol disconnesso" viene impostato su False.
Se Open Protocol è attivato nella stazione virtuale, il segnale "Open Protocol disconnesso" viene impostato su True.
Quando almeno un client (più client Open Protocol possono connettersi alla stessa stazione virtuale) è collegato, il segnale "Open Protocol disconnesso" viene impostato su False.
Nome in SoftPLC: OPEN_PROTOCOL_DISCONNECTED
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Booleano | 1 | 1 |
Inverti | Stato | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Allarme livello olio vuoto utensile a impulsi: 167
La supervisione del livello dell'olio configurata nella manutenzione dello strumento ricorda agli utenti di momento di rabboccare l'olio su uno strumento a impulsi. Il segnale non avvisa della pressione del grilletto.
Il segnale viene cancellato quando lo strumento viene disconnesso e inviato nuovamente dallo strumento se la condizione è prevalente al prossimo collegamento dello strumento.
Nome in SoftPLC: TOOL_OIL_LEVEL_EMPTY
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Pronto a iniziare: 29
Se uno strumento è collegato alla stazione virtuale, non sono presenti blocchi di serraggio attivi, l'arresto di emergenza non è attivato e viene selezionato un programma di serraggio valido, questo segnale indica la possibilità di avviare un serraggio.
Nome in SoftPLC: READY_TO_START
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Booleano | 1 | 1 |
Inverti | Stato | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Lotto rimanente: 33
Serraggi rimanenti in un lotto. Visibile solo su un display.
Nome in SoftPLC: REMAINING_BATCH
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Intero | 1 | 8 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: FALSE
Pannello dell'operatore: FALSE
Funzioni dello strumento: FALSE
Selettore ST: TRUE
Stacklight: FALSE
Tag TLS: FALSE
Espansore I/O: FALSE
Angolo di avvitatura alto: 165
Questo segnale è attivo se l'angolo di avvitatura a livello di programma è superiore a quello impostato.
Nome in SoftPLC: RUNDOWN_ANGLE_HIGH
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Angolo di avvitatura basso: 166
Questo segnale è attivo se l'angolo di avvitatura a livello di programma è inferiore a quello impostato.
Nome in SoftPLC: RUNDOWN_ANGLE_LOW
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Numero identificativo selezionato: 213
Il numero identificativo del programma di serraggio selezionato o 0 se non è stato selezionato alcun numero identificativo.
Nome in SoftPLC: SELECTED_IDENTIFIER_NUMBER
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Intero | 1 | 16 |
TreatZeroAsOne | Stato | Intero | 1 | 16 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore. I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: FALSE
Pannello dell'operatore: FALSE
Funzioni dello strumento: FALSE
Selettore ST: TRUE
Stacklight: FALSE
Tag TLS: FALSE
Espansore I/O: FALSE
ID sequenza selezionata: 84
Mostra l'indice della sequenza lotti selezionata.
Nome in SoftPLC: SELECTED_BATCH_SEQUENCE_ID
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Intero | 1 | 16 |
TreatZeroAsOne | Stato | Intero | 1 | 16 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: FALSE
Pannello dell'operatore: FALSE
Funzioni dello strumento: FALSE
Selettore ST: TRUE
Stacklight: FALSE
Tag TLS: FALSE
Espansore I/O: FALSE
Programma di serraggio selezionato: 69
L'ID effettivo di un programma di serraggio selezionato o 0 se non è selezionato alcun programma di serraggio
Nome in SoftPLC: SELECTED_PSET_ID
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Intero | 1 | 16 |
TreatZeroAsOne | Stato | Intero | 1 | 16 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: FALSE
Pannello dell'operatore: FALSE
Funzioni dello strumento: FALSE
Selettore ST: TRUE
Stacklight: FALSE
Tag TLS: FALSE
Espansore I/O: FALSE
Sequenza annullata: 160
Segnale di uscita che indica se la sequenza è stata annullata.
Nome in SoftPLC: SEQUENCE_ABORTED
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Allarme indicatore di manutenzione: 137
Allarme di manutenzione configurato nella manutenzione dell'utensile. Rappresenta un meccanismo per ricordare agli utenti quando eseguire la manutenzione dell'utensile.
Nome in SoftPLC: SERVICE_INDICATOR_ALARM
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Dimensione della sequenza: 181
Mostra le dimensioni della sequenza attualmente in esecuzione. Impostato solo quando viene caricata una sequenza. Non viene ripristinato al termine della sequenza.
Nome in SoftPLC: SIZE_OF_RUNNING_SEQUENCE
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Intero | 1 | 8 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: FALSE
Pannello dell'operatore: FALSE
Funzioni dello strumento: FALSE
Selettore ST: TRUE
Stacklight: FALSE
Tag TLS: FALSE
Espansore I/O: FALSE
Stazione pronta: 71
Indica quando la stazione virtuale è pronta.
Nome in SoftPLC: STATION_READY
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Booleano | 1 | 1 |
Inverti | Stato | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Coppia target: 30100
Segnale che visualizza la coppia target di un serraggio eseguito.
Imposta la categoria dell'ultimo passo su Finale. Il selettore ST visualizza la Coppia target solo se l'ultima fase possiede un target di coppia.
Nome in SoftPLC: STSELECTOR_TARGET_TORQUE
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Intero | 1 | 1 |
Dispositivi
Bus di campo: FALSO
Casella dell'indicatore: FALSE
I/O interno: FALSE
Pannello dell'operatore: FALSE
Funzioni dello strumento: FALSE
Selettore ST: TRUE
Stacklight: FALSE
Tag TLS: FALSE
Espansore I/O: FALSE
Coppia target/finale: 30101
Segnale che visualizza alternativamente la coppia target/finale.
La coppia target/finale è compresa tra la coppia target e la finale se il programma di serraggio selezionato viene aggiornato o se viene selezionato un nuovo programma di serraggio.
Imposta la categoria dell'ultimo passo su Finale. Il selettore ST visualizza la Coppia target solo se l'ultima fase possiede un target di coppia.
Nome in SoftPLC: STSELECTOR_TARGET_FINAL_TORQUE
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Intero | 1 | 1 |
Dispositivi
Bus di campo: FALSO
Casella dell'indicatore: FALSE
I/O interno: FALSE
Pannello dell'operatore: FALSE
Funzioni dello strumento: FALSE
Selettore ST: TRUE
Stacklight: FALSE
Tag TLS: FALSE
Espansore I/O: FALSE
Avvitatura in senso antiorario: 26
Il programma di serraggio selezionato ha luogo in senso antiorario.
Nome in SoftPLC: THREAD_DIRECTION_CCW
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Serraggio disabilitato: 182
Serraggio disabilitato è un segnale di uscita attivato quando il serraggio è disabilitato esternamente da uno dei seguenti segnali:
20002: blocca serraggio
20004: strumento di blocco attivo alto
20033: blocco controllo linea
20018: blocco Open Protocol
20020: blocco Fieldbus serraggio
20040: blocco serraggio Soft PLC
20061: strumento di blocco attivo basso
Nome in SoftPLC: TIGHTENING_DISABLED
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Serraggio abilitato: 183
Serraggio abilitato è un segnale di uscita attivato quando il serraggio è disabilitato esternamente da uno dei seguenti segnali:
20002: blocca serraggio
20004: strumento di blocco attivo alto
20033: blocco controllo linea
20018: blocco Open Protocol
20020: blocco Fieldbus serraggio
20040: blocco serraggio Soft PLC
20061: strumento di blocco attivo basso
Nome in SoftPLC: TIGHTENING_ENABLED
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Serraggio bloccato: 27
Il serraggio è disabilitato. Non è possibile effettuare alcun serraggio.
Nome in SoftPLC: TIGHTENING_IS_LOCKED
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Booleano | 1 | 1 |
Inverti | Stato | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Serraggio NOK: 4
Almeno un risultato del serraggio non rientra nei limiti specificati.
Nome in SoftPLC: TIGHTENING_NOK
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Serraggio OK: 3
Il risultato del serraggio rientra nei limiti specificati.
Nome in SoftPLC: TIGHTENING_OK
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Tempo di serraggio alto: 135
Indica se si sono verificati serraggi NOK a causa di tempi di esecuzione superiori al massimo consentito.
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Tempo di serraggio basso: 136
Indica se si sono verificati serraggi NOK a causa del tempo di esecuzione inferiore al minimo consentito.
Il segnale Tempo di serraggio basso funziona solo per i programmi di serraggio.
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Batteria strumento bassa: 90
Nome in SoftPLC: TOOL_BATTERY_LOW
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Strumento connesso: 73
Indica se uno strumento è connesso o meno a una stazione virtuale.
Nome in SoftPLC: TOOL_CONNECTED
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Booleano | 1 | 1 |
Inverti | Stato | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Utensile disabilitato: 158
Utensile disabilitato è un segnale di uscita attivato quando l'utensile è disabilitato esternamente da uno dei seguenti segnali:
20002: blocca serraggio
20003: blocco allentamento
20004: strumento di blocco attivo alto
20033: blocco controllo linea
20018: blocco Open Protocol
20020: blocco Fieldbus serraggio
20021: allentamento blocco Fieldbus
20040: blocco serraggio Soft PLC
20041: allentamento blocco Soft PLC
20061: strumento di blocco attivo basso
Nome in SoftPLC: TOOL_DISABLED
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Strumento abilitato: 159
Utensile abilitato è un segnale di uscita attivato quando l'utensile è disabilitato esternamente da uno dei seguenti segnali:
20002: blocca serraggio
20003: blocco allentamento
20004: strumento di blocco attivo alto
20033: blocco controllo linea
20018: blocco Open Protocol
20020: blocco Fieldbus serraggio
20021: allentamento blocco Fieldbus
20040: blocco serraggio Soft PLC
20041: allentamento blocco Soft PLC
20061: strumento di blocco attivo basso
Nome in SoftPLC: TOOL_ENABLED
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Pulsante funzione strumento premuto: 179
Segnale di uscita che segue lo stato del pulsante funzione. Il segnale viene impostato quando il pulsante funzione viene premuto e viene cancellato quando il pulsante funzione viene rilasciato. Non per l'uso critico con utensili a batteria.
Nome in SoftPLC: FUNCTION_BUTTON_PRESSED
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: FALSE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Stato dello strumento OK: 103
Stato dello strumento OK è alto quando non è presente alcun errore dello strumento, mentre è basso quando viene impostato uno dei seguenti errori dello strumento:
Utensile surriscaldato
Lo strumento richiede la regolazione del motore
Estremità aperta non messa a punto
File parametri strumento non supportato
Batteria strumento scarica
Errore di supervisione grilletto utensile
Cablaggio strumento non supportato
Guasto memoria utensile
Memoria dello strumento danneggiata
L'intervallo di manutenzione dello strumento è trascorso
Versione software utensile non corrispondente
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Booleano | 1 | 1 |
Inverti | Stato | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Strumento LED specchio verde: 98
Segnale che visualizza lo stato del LED verde dello strumento su un accessorio.
Il segnale Strumento specchio led verde è impostato su True se il LED verde dello strumento è acceso/lampeggiante.
Il segnale Strumento specchio LED verde è impostato su False se il LED verde dello strumento è spento.
Nome in SoftPLC: TOOL_RESULT_LED_GREEN
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
LED strumento specchio rosso: 97
Segnale che visualizza lo stato del LED rosso dello strumento su un accessorio.
Il segnale Strumento specchio LED rosso è impostato su True se il LED rosso dello strumento è acceso/lampeggiante.
Il segnale Strumento specchio LED rosso è impostato su False se il LED rosso dello strumento è spento.
Nome in SoftPLC: TOOL_RESULT_LED_RED
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
LED strumento specchio giallo: 99
Segnale che visualizza lo stato del LED giallo dello strumento su un accessorio.
Il segnale Strumento specchio LED giallo è impostato su True se il LED giallo dello strumento è acceso/lampeggiante.
Il segnale Strumento specchio LED giallo è impostato su False se il LED giallo dello strumento è spento.
Nome in SoftPLC: TOOL_RESULT_LED_YELLOW
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Allentamento utensile: 22
Indica che l'utensile sta eseguendo la svitatura.
Nome in SoftPLC: TOOL_LOOSENING
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: FALSE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Rotazione utensile in senso antiorario: 25
Il senso di rotazione dell'utensile è antiorario per le viti con filettatura sinistrorsa.
Nome in SoftPLC: TOOL_ROTATION_CCW
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: FALSE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Rotazione utensile in senso orario: 24
Il senso di rotazione dell'utensile è orario per le viti con filettatura destrorsa.
Nome in SoftPLC: TOOL_ROTATION_CW
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: FALSE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Utensile in funzione: 23
Indica che l'utensile sta ruotando (in senso orario [CW] o antiorario [CCW]).
Nome in SoftPLC: TOOL_RUNNING
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: FALSE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Serraggio utensile: 21
Indica che l'utensile sta eseguendo il serraggio.
Nome in SoftPLC: TOOL_TIGHTENING
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: FALSE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Strumenti in posizione zero: 210
Il segnale di uscita Strumenti in posizione zero è disponibile solo per un utensile manuale.
Il segnale di uscita Utensili in posizione zero definisce se l'utensile si trova in posizione di riposo, ad esempio al termine di un passo in avanti o all'indietro.
Il segnale non viene aggiornato in tempo reale, quindi se l'utensile viene portato fuori posizione per qualsiasi motivo, il segnale non funzionerà.
Nome in SoftPLC: TOOLS_IN_ZERO_POSITION
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
Connessione con Tools Net interrotta: 133
Indica se la connessione tra ToolsNet e il controller è interrotta o funziona come previsto.
Nome in SoftPLC: TOOLSNET_CONNECTION_LOST
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Booleano | 1 | 1 |
Inverti | Stato | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Connessione con ToolsTalk interrotta: 208
Indica se la connessione tra ToolsTalk e il controller è interrotta o funziona come previsto.
Nome in SoftPLC: TOOLSTALK_CONNECTION_LOST
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Booleano | 1 | 1 |
Inverti | Stato | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: TRUE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Contatore totale sequenze rimanenti: 205
Quantità di serraggi rimanenti da completare in una sequenza di lotti.
Nome in SoftPLC: TOTAL_REMAINING_SEQ_COUNT
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Intero | 1 | 16 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: FALSE
Pannello dell'operatore: FALSE
Funzioni dello strumento: FALSE
Selettore ST: TRUE
Stacklight: FALSE
Tag TLS: FALSE
Espansore I/O: FALSE
Contatore sequenza totale: 204
Quantità di serraggi completati in una sequenza di lotti.
Nome in SoftPLC: TOTAL_SEQ_COUNTER
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Intero | 1 | 16 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: FALSE
Pannello dell'operatore: FALSE
Funzioni dello strumento: FALSE
Selettore ST: TRUE
Stacklight: FALSE
Tag TLS: FALSE
Espansore I/O: FALSE
Dimensione sequenza totale: 203
Quantità di serraggi totale da completare in una sequenza di lotti.
Nome in SoftPLC: TOTAL_SEQ_SIZE
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Intero | 1 | 16 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: FALSE
I/O interno: FALSE
Espansore I/O: FALSE
Pannello dell'operatore: FALSE
Selettore ST: TRUE
Stacklight: FALSE
Funzioni dello strumento: FALSE
Tag TLS: FALSE
Grilletto premuto: 11
Indica che il grilletto dell'utensile è stato premuto.
Nome in SoftPLC: TRIGGER_PRESSED
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Segnali in entrata/uscita
Disattiva comandi Open Protocol: 10060
Disabilita l'invio dei comandi tramite Open Protocol alla stazione virtuale.
Nome in SoftPLC: DISABLE_OPEN_PRTCOL_CMDS
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Booleano | 1 | 1 |
Inverti | Stato | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Monitorato esternamente 1: 10035
Monitorato esternamente 1 è un segnale di ingresso/uscita non collegato ad alcuna caratteristica specifica del controller e utilizzabile per esigenze specifiche del cliente.
Nome in SoftPLC: EXTERNAL_MONITORED_1
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Booleano | 1 | 1 |
Inverti | Stato | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Monitorato esternamente 2: 10036
Monitorato esternamente 2 è un segnale di ingresso/uscita non collegato ad alcuna caratteristica specifica del controller e utilizzabile per esigenze specifiche del cliente.
Nome in SoftPLC: EXTERNAL_MONITORED_2
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Booleano | 1 | 1 |
Inverti | Stato | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Monitorato esternamente 3: 10037
Monitorato esternamente 3 è un segnale di ingresso/uscita non collegato ad alcuna caratteristica specifica del controller e utilizzabile per esigenze specifiche del cliente.
Nome in SoftPLC: EXTERNAL_MONITORED_3
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Booleano | 1 | 1 |
Inverti | Stato | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Monitorato esternamente 4: 10038
Monitorato esternamente 4 è un segnale di ingresso/uscita non collegato ad alcuna caratteristica specifica del controller e utilizzabile per esigenze specifiche del cliente.
Nome in SoftPLC: EXTERNAL_MONITORED_4
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Booleano | 1 | 1 |
Inverti | Stato | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Monitorato esternamente 5: 10039
Monitorato esternamente 5 è un segnale di ingresso/uscita non collegato ad alcuna caratteristica specifica del controller e utilizzabile per esigenze specifiche del cliente.
Nome in SoftPLC: EXTERNAL_MONITORED_5
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Booleano | 1 | 1 |
Inverti | Stato | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Monitorato esternamente 6: 10040
Monitorato esternamente 6 è un segnale di ingresso/uscita non collegato ad alcuna caratteristica specifica del controller e utilizzabile per esigenze specifiche del cliente.
Nome in SoftPLC: EXTERNAL_MONITORED_6
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Booleano | 1 | 1 |
Inverti | Stato | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Monitorato esternamente 7: 10041
Monitorato esternamente 7 è un segnale di ingresso/uscita non collegato ad alcuna caratteristica specifica del controller e utilizzabile per esigenze specifiche del cliente.
Nome in SoftPLC: EXTERNAL_MONITORED_7
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Booleano | 1 | 1 |
Inverti | Stato | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Monitorato esternamente 8: 10042
Monitorato esternamente 8 è un segnale di ingresso/uscita non collegato ad alcuna caratteristica specifica del controller e utilizzabile per esigenze specifiche del cliente.
Nome in SoftPLC: EXTERNAL_MONITORED_8
Converti | Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|---|
Standard | Stato | Booleano | 1 | 1 |
Inverti | Stato | Booleano | 1 | 1 |
Per evitare la duplicazione dei segnali, è possibile definire i convertitori di valore.
I convertitori consentono di supportare più di una rappresentazione dello stesso segnale (ad esempio, Stato coppia/angolo può essere rappresentato a livello di bit o come carattere di stato).
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Led verde lampeggiante dell'utensile (protocollo esterno): 10058
Nome in SoftPLC: FLASH_TOOL_GREEN_LED
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: FALSE
Espansore I/O: TRUE
IO generico 1: 50
Input/Output 1 utilizzato per Open Protocol.
Nome in SoftPLC: GENERIC_IO_1
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Intero | 1 | 8 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: TRUE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
IO generico 2: 51
Input/Output 2 utilizzato per Open Protocol.
Nome in SoftPLC: GENERIC_IO_2
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Intero | 1 | 8 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: TRUE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
IO generico 3: 52
Input/Output 3 utilizzato per Open Protocol.
Nome in SoftPLC: GENERIC_IO_3
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Intero | 1 | 8 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: TRUE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
IO generico 4: 53
Input/Output 4 utilizzato per Open Protocol.
Nome in SoftPLC: GENERIC_IO_4
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Intero | 1 | 8 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: TRUE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
IO generico 5: 54
Input/Output 5 utilizzato per Open Protocol.
Nome in SoftPLC: GENERIC_IO_5
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Intero | 1 | 8 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: TRUE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
IO generico 6: 55
Input/Output 6 utilizzato per Open Protocol.
Nome in SoftPLC: GENERIC_IO_6
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Intero | 1 | 8 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: TRUE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
IO generico 7: 56
Input/Output 7 utilizzato per Open Protocol.
Nome in SoftPLC: GENERIC_IO_7
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Intero | 1 | 8 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: TRUE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
IO generico 8: 57
Input/Output 8 utilizzato per Open Protocol.
Nome in SoftPLC: GENERIC_IO_8
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Intero | 1 | 8 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: TRUE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
IO generico 9: 58
Input/Output 9 utilizzato per Open Protocol.
Nome in SoftPLC: GENERIC_IO_9
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Intero | 1 | 8 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: TRUE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
IO generico 10: 59
Input/Output 10 utilizzato per Open Protocol.
Nome in SoftPLC: GENERIC_IO_10
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Intero | 1 | 8 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: TRUE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Utensile nello spazio di produzione: 93
Nome in SoftPLC: TOOL_IN_PRODUCT_SPACE
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Utensile nello spazio di lavoro: 92
Nome in SoftPLC: TOOL_IN_WORK_SPACE
Tipo di segnale | Tipo di valore | Dimensione minima [bit] | Dimensione massima [bit] |
|---|---|---|---|
Stato | Booleano | 1 | 1 |
Dispositivi
Fieldbus: TRUE
Casella dell'indicatore: TRUE
I/O interno: TRUE
Pannello dell'operatore: TRUE
Funzioni dello strumento: TRUE
Selettore ST: FALSE
Stacklight: TRUE
Tag TLS: TRUE
Espansore I/O: TRUE
Licenze di terzi
Elenco delle licenze di terze parti
I controllerPower Focus XC comprendono componenti software di terze parti che richiedono la pubblicazione delle copie della lingua di licenza e/o degli avvisi di copyright. L'elenco dei componenti di terze parti inclusi e i relativi testi di licenza sono disponibili nel pacchetto di fornitura del software.