LZL15-L-P-IEC
Air Motors
製品情報
一般情報
安全信号用語
安全信号用語の「危険」、「警告」、「注意」、「通知」には次のような意味があります:
危険 | 「危険」は、回避しなければ、死亡または重傷を負うことになる危険な状況を示します。 |
警告 | 「警告」は、回避しなければ、死亡または重傷を負う可能性のある危険な状況を示します。 |
注意 | 「注意」は安全警戒記号とともに用いられ、回避しなければ、軽傷または中程度の傷害を負う可能性のある危険な状況を示します。 |
通知 | 「通知」はケガに関係しない手順に対して用います。 |
保証
製品保証は、Atlas Copcoの配送センターから発送されてから12+1か月で失効します。
部品の通常の磨耗や傷は保証に含まれません。
通常の摩耗および裂傷は、その期間に典型的な標準的な工具のメンテナンス(時間、稼働時間などで表される)中に部品交換またはその他の調整/オーバーホールが必要なものです。
製品保証は、ツールとその構成部品の正しい使用、メンテナンスおよび修理に依存しています。
不適切なメンテナンス、または、保証期間中に Atlas Copco 以外の人またはその認証サービスパートナーによって実施されたメンテナンスの結果発生した部品の損傷は保証対象となりません。
ツール部品の損傷や破壊を防ぐために、推奨されるメンテナンススケジュールに従ってツールの整備を行い、適切な手順に従ってください。
保証による修理は、必ず Atlas Copco ワークショップで、または認定サービスパートナーが実施してください。
その Atlas Copco 契約により、延長保証と最新式の予防保守を提供します。ToolCover詳細については、お近くのサービス担当者にお問い合わせください。
電動モータの場合 :
電動モータが開かれていない場合のみ保証が適用されます。
ウェブサイト
当社の製品、付属品、スペアパーツおよび公表事項に関する情報は、Atlas CopcoのWebサイトにてご覧いただけます。
次をご覧ください:www.atlascopco.com.
ServAid
ServAidは以下のような技術情報を含むポータルで、継続的に更新されます:
規制及び安全に関する情報
技術データ
設置、運転およびサービスに関する注意事項
予備部品のリスト
アクセサリ
寸法図面
次をご覧ください:https://servaid.atlascopco.com.
詳細な技術情報については、最寄のAtlas Copco代理店までお問い合わせください。
安全データシート MSDS/SDS
安全性データシートは、Atlas Copcoが販売する化学製品について説明しています。
詳細についてはAtlas Copcoのウェブサイト www.atlascopco.com/sdsをご覧ください。
PTFE
生産国
生産国については製品ラベルの情報をご参照ください。
寸法図面
寸法図は、寸法図アーカイブまたはServAidのいずれかにあります。
次をご覧ください:http://webbox.atlascopco.com/webbox/dimdrwあるいは https://servaid.atlascopco.com。
概要
技術データ
オーダー番号 | 8411101168 |
型式 | LZL15-L-P-IEC |
3000 rpm での空気消費量 | l/s |
3000 rpm での空気消費量 | cfm |
最大出力での空気消費量 | 61 l/s |
最大出力での空気消費量 | 129 cfm |
外付けパーツ材料 | Powder coated cast iron |
無負荷回転数 | 7000 r/min |
入口ホース | 25 mm |
入口ホース | 1 in |
最大許容回転数 | r/min |
最高周囲温度 | 40 ºC |
最大出力 | 2.3 kW |
最大出力 | 3.1 hp |
最大出力時最大ラジアル荷重 | N |
最小始動トルク | 10.9 Nm |
最小始動トルク | 8 ft lb |
取り付け方法 | |
出口ホース | 25 mm |
出口ホース | 1 in |
3000 rpmでの出力 | kW |
3000 rpmでの出力 | hp |
比 | |
回転方向 | Reversible |
シャフト負荷コード | |
最大出力時回転数 | 3380 r/min |
ストールトルク | 13 Nm |
ストールトルク | 9.6 ft lb |
最大出力時トルク | 6.5 Nm |
最大出力時トルク | 4.8 ft lb |
ベーンタイプ | Lubrication free |
重量 | 8.3 kg |
重量 | 18.3 lb |
IP 等級
エアモーターの IP 等級は機械ケーシングが IEC 60529 規格に準じていることを示します。IP 等級は、清浄な真水以外の液体に対する耐腐食性を網羅するものではありません。
技術製品データ
技術的な製品データは、ServAidまたはAtlas Copcoのウェブサイトにあります。
次をご覧ください:https://servaid.atlascopco.comあるいは www.atlascopco.com。
ATEX認定情報
温度
認証が有効な最大周囲温度は 40°です。
40℃はまた、圧縮空気が製品に入った場合の圧縮空気の最大許容温度です。
ある機器に製品を設ける場合、装置全体は、指針 2014/34/EU に対応しなければなりません。
圧縮空気が弊社の品質要求(ISO / DIS 8573-1:2010に準拠した品質クラス2.4.3および3.4.4、それぞれ3.5.4)を満たしていることを確認してください。
6.3バールの最大圧力、または、製品の銘板に記載した圧力を超えないようにしてください。運転圧力を超えると、高回転数のために表面温度が上がることがあり、製品が発火源になることがあります。
Ex分類
本製品が、異なるEx分類をコンポーネントがもつアセンブリの一部である場合、安全レベルが最も低いコンポーネントがアセンブリ全体のEx分類を定義します。
ATEXコード定義
ATEXコードは次のとおりです。 | |
|---|---|
 | Ex II 2 G Ex h IIC T2 Gb Ex II 2 D Ex h IIIC T240°C Db °C ≤ Ta ≤ 40 °C |
説明 | 値 | 定義 |
|---|---|---|
機器グループ | II | 表面産業 |
機器カテゴリ グループII | 2 | 高レベルの保護
|
大気
| G | ガス、蒸気またはミストを含む大気 |
D | ダストを含む大気 | |
安全設計 | h | 機械製品 |
ガスグループ | IIC | 水素/アセチレン |
IIB | エチレン | |
ダストグループ | IIIC | 表面の可燃性粉塵 |
ガス大気中の最高表面温度 |
| T1 = 450°C T2 = 300°C T3 = 200°C T4 = 135°C T5 = 100°C T6 = 85°C |
ダスト大気中の最高表面温度 |
| 温度例: T85°C T110°C T120°C T125°C T240°C |
周囲温度範囲などの特別な制限。 | X |
防爆指針
清浄度
-
軸受と表面温度の上昇を防ぐために、製品にほこりや汚れがなく清潔に保たれていることを確認します。
-
消音器を使用している場合:空気出口にフィルタリング効果のあるサイレンサが設けられており、摩擦加熱された粒子が周囲雰囲気内に入らないことを確認します。
使用法
-
本製品が、ホースなどのアクセサリや空圧接続などによってワークショップの等電位アース装置に接地されていることを確認してください。
-
本製品と、レンチや空気接続など考えられるあらゆるアクセサリが、爆発する危険性のある場所で使用される機器に対する国の安全規制に準拠していることを確認するのはユーザーの責任です。
取り付け
設置要件
エアの品質
最高のパフォーマンスと製品寿命を最大にするために、最大露点+10°C(50°F)の圧縮空気の利用を推奨します。また、アトラスコプコ製の冷却タイプエアドライヤを設置することを推奨します。
別のエアフィルタとして、30ミクロンより大きな固体粒子と90%を超える液体の水を除去するものを使用してください。圧力低下を防止するために、他のエア調整ユニットの前に、製品のできるだけ近くにフィルタを設置します。
インパルス/インパクトツールでは、そのツールに調整されているルブリケータを使用してください。通常のルブリケータはオイルを塗布しすぎ、モータ内の過度のオイルのためにツールの性能が低下します。
ツールに接続する前に、ホースとカップリングがクリーンであり、ほこりがないことを確認します。
注油済み製品および注油のない製品のどちらも、ルブリケータから少量のオイルが供給されることで利点があります。
空気潤滑ガイド
推奨されるエアルブリケーター:
アトラスコプコ オプティマイザ(1 リットル)9090 0000 04
Q8 Chopin 46
Q8 Chopin 32
Shell Air Tool Oil S2 A 320
Mobil SHC Cibus 32
圧縮空気接続
正しいエア圧とホースサイズについては、https://servaid.atlascopco.comの技術データまたはwww.atlascopco.comを参照してください。
ツールに接続する前に、ホースとカップリングがクリーンであり、ほこりがないことを確認します。
軸荷重図
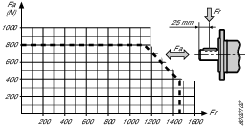
シャフト負荷
-
軸受温度が過大に上昇するのを防ぐために、最大軸荷重が超過しないようにしてください。
設置の手順
回転
リストリクタ
時計回り(CW)または反時計回り(CCW)に回転するために、選択したリストリクタプレートを入口/出口ポートA及びBに取り付けます。 可逆回転(Rev)を行うために、リストリクタプレートを入口ポートCと出口ポートA及びBに取り付けます。

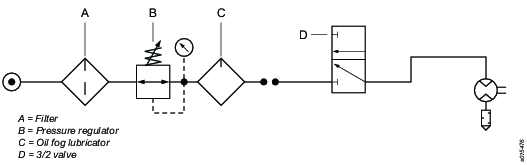
設置図
非可逆モータ
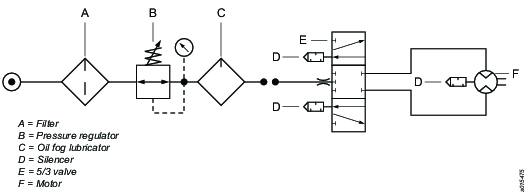
設置図
可逆モータ
操作
人間工学に基づくガイドライン
この一般的な人間工学に基づいたガイドラインのリストを読み、姿勢、コンポーネントの配置、作業環境において改善できるエリアを特定できるかどうかを確認して、自分のワークステーションについて考えてみましょう。
頻繁に休憩をとり作業姿勢を変更すること。
作業エリアをニーズや作業タスクに適応させます。
静的動作を避けるために部品やツールがどこに配置されるべきかを決定することにより、適度な到達範囲を調整すること。
テーブルや椅子などの作業タスクに適切なワークステーション設備を使用すること。
組立操作中に肩より高い位置または静止保存状態での作業を避けること。
肩より高いところで作業する場合、負荷の重量を減らして静的筋肉への負荷を低減します。また、負荷を身体の近くに保持することで静的筋肉への負荷を軽減することができます。
頻繁に休憩をとること。
とりわけ、ある程度の力を要する作業において、腕または手首の無理のある姿勢を避けること。
作業タスク中の眼球および頭の運動を最小限に抑えることにより、適度な視野を調節すること。
作業タスクに適切な照明を使用すること。
ノイズ環境では防音保護設備を使用すること。
埃の多い環境では、集塵システムや口保護マスクを使用すること。
操作手順
ホットスポット
空気モーターの次のホットスポットは、動作中に高温になることがあります:
-
モーターハウジング
-
出力軸のシールリング

空気モーターは無負荷時に全圧で動作しているときに最高温度になります。 トルクが増加すると、空気モーターの回転速度と温度が低下します。
サービス
メンテナンスに関する注意事項
サービスの推奨事項
予防メンテナンスを定期的に行うことをお勧めします。予防メンテナンスに関する詳細情報を参照してください。製品が正常に動作しない場合は、供用を停止して点検してください。
予防メンテナンスについての詳細な情報がない場合は、これらの一般的なガイドラインに従ってください。
適切な部品を正確に清掃します
不良部品や磨耗した部品を交換します
予防メンテナンス
オーバーホール
わずかでも不具合の兆候があれば、必ずエアモータを無効にして検査する必要があります。整備間隔は、モータ速度とエアの質によって変わります。最初のベーン検査は、500時間の作動時間後に行うようにしてください。出口ポートを介して、ベーンの摩耗や破損を検査します。ベーンのテーパ部が磨耗しているように見えた場合、モータの整備をお勧めします。
メンテナンス
このATEX製品のメンテナンスや修理は、認定された作業者が必ず行うこととし、その後、無負荷試験とホットスポット(図参照)の温度測定を行い、報告書に記録してください。
5分間の無負荷試験後、表面温度は200°C+ 周囲温度の合計を超えてはいけません。ここで周囲温度は最高40°Cまで変化することがあります。
潤滑手順
防錆と清掃
圧縮エア中に水があると錆が発生する可能性があります。錆を防止するために、エアドライヤを設置することを強くお勧めします。
水と粒子があると、ベーンとバルブの膠着の原因になります。圧力低下を避けるために、製品近くにエアフィルタを設置することで、これを防止することができます。
停止期間が長期間に及ぶ場合は、必ずエア入口にエアモーターオイルを数滴加えて、ツールを保護してください。ツールを5~10秒間作動させ、エア出口の余分なオイルを布で吸い取ります。
グリースガイド
ブランド | グリース |
|---|---|
Mobil SHC | Mobil SHC Polyrex 222 |
ブランド | グリース |
|---|---|
Shell | Shell Gadus S2 V100 2 |
Shell | Shell Gadus S2 V220 2 |
潤滑
プラネタリギア、ボール/ニードルベアリング、およびシールリングは、モータの定期オーバーホール時にグリースで潤滑します。
必ず良好な品質の潤滑油を使用してください。表に記載されるオイルとグリースは、推奨される潤滑油の例です。
リサイクル
環境規制
製品がその目的を果たし終えると、適切にリサイクルする必要があります。製品を分解し、地元の法規に基づいて構成部品をリサイクルします。
バッテリーについては、ご自分の国のバッテリー回収機関に処置を委ねること。