PST5-200CUL
Electromechanical press
产品信息
一般信息
安全警示语
危险、警告、小心和注意等安全警示语的意思如下:
危险 | 危险表示一种危险的情况,如果不能避免,将会导致死亡或严重伤害。 |
警告 | 警告表示一种危险的情况,如果不能避免,可能导致死亡或严重伤害。 |
小心 | 小心与安全警告标志一起使用,表示一种危险的情况,如果不能避免,可能会导致轻微或中等程度的伤害。 |
注意 | 注意用于指示与个人伤害无关的操作。 |
质保
产品保修期将在 Atlas Copco 配送中心发货后的 12+1 个月后到期。
保修不包括部件正常的磨损和断裂。
“正常磨损和断裂部件”是指在工具常规维护期内,需要更换、进行其他调整/大修的部件(以时间、运行时数或其他形式表示)。
产品保修以工具及组件的正常使用、维护和修理为前提。
本保修不适用于在保修有效期内因维护保养不当或由 Atlas Copco 及其授权维修服务合作伙伴之外的他方进行维修保养而造成的损坏部件。
要避免工具零配件损坏或断裂,请按建议的维护周期保养工具并严格遵守说明操作。
保修类修理仅在 Atlas Copco 维修间或由获得授权的维修服务合作伙伴处理。
Atlas Copco 通过 ToolCover 合约提供延保及最佳的预防维护服务。有关详情,请联系您当地的服务代表。有关详情,请联系您当地的服务代表。
电动马达:
保修仅适用于未打开过的电动马达。
网站
有关我们的产品、配件、备件和已发布事项的信息,请访问 Atlas Copco 网站。
请访问:www.atlascopco.com.
ServAid
ServAid 是一个持续更新的门户网站,含有技术信息,例如:
法规和安全信息
技术数据
安装、操作和维修说明
备件列表
附件
尺寸图
请访问:https://servaid.atlascopco.com.
如需进一步的技术信息,请联系您当地的 Atlas Copco代表。
安全数据表 MSDS/SDS
安全数据表描述了 Atlas Copco销售的化学产品。
有关更多信息,请访问 Atlas Copco网站 www.atlascopco.com/sds。
原产地
对于原产地,请参见产品标签上的信息。
尺寸图
尺寸图可以在尺寸图存档或 ServAid 上找到。
请访问:http://webbox.atlascopco.com/webbox/dimdrw或 https://servaid.atlascopco.com。
概览
概述
PST伺服电动压接机基于行业认可的QST解决方案。我们的按压主轴系统在许多不同的应用中为整个系列提供了高生产力和完全的通用性。最高效的行星滚柱丝杠具有转换移动的功能,从独特的机械齿轮箱到强大而精确的线性移动。相同的ToolsTalk PowerMacs软件平台使其易于使用,编程和控制。
特性
精益和精巧的设计
先进的行星滚柱丝杠
机械减速器代替皮带
标准QST马达与智能电缆连接器
主轴芯片和数字通信
QST与硬件和软件的共同性
与ToolsNet兼容
停车位和制动位置的制动器版本(可选)
优点
由于精简紧凑的设计,易于集成在有限的空间内
极耐用
减少备件库存
由于高速,加速和减速,生产率高
安装和培训成本降低
智能连接组件的一部分
应用
PST 是一款机电执行机构,可在需要高精度和可追溯性时用于组装例如轴承、密封件、齿轮或定位销等。您可以冲压到一个挡块处并控制执行机构的力,也可以冲压到一定距离并控制执行机构的行程。
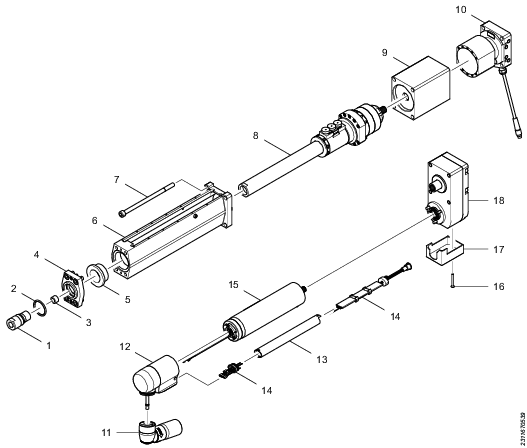
主要组件
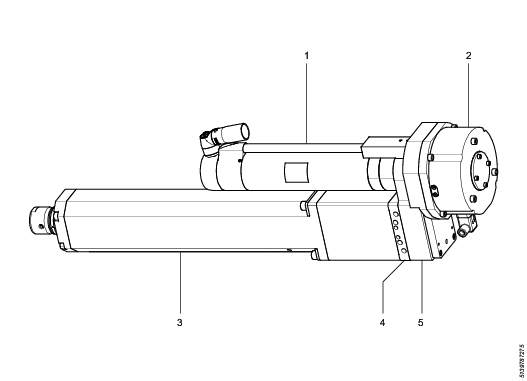
1 | 电机 | 4 | 力传感器 |
2 | 制动器(仅 CBUL) | 5 | 齿轮箱 |
3 | 滚柱丝杠壳体总成 |
正常环境条件
为确保本产品安全工作,必须满足下列条件:
室内使用
海拔 2000 m 以内
环境温度:0 到 40 °C
温度最高达 31 °C 时的最大相对湿度为 80 %,温度为 40 °C 时,相对湿度呈线性递减至 50 %
污染程度 2
产品技术数据
产品技术数据可以在 ServAid 或 Atlas Copco网站上找到。
请访问:https://servaid.atlascopco.com或 www.atlascopco.com。
附件
可选配件
PST 冲压工具适配器
冲压工具适配器允许在冲压轴周围的特定角度内设置客户模具。
它应该用于具有拉力的应用。
拧下两个螺钉 (2x) 然后将冲压工具适配器装到冲压机活塞上。
装上两个 (2x) 螺钉然后根据表格拧紧。
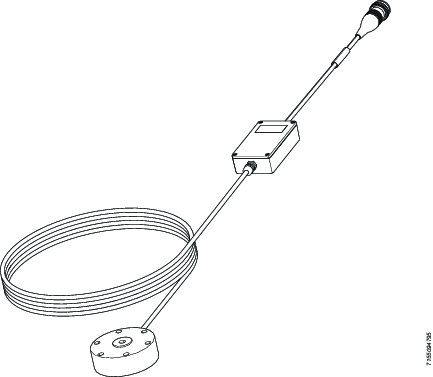
压力转换器
压力验证转换器与 STanalyser / STa 6000 一起用于测量实际应用中的压力,根据实际应用校准 PST 或作为 PST 的常规质量控制。有关操作说明,请参阅 STanalyzer / STa 6000 文档。
TTS-QST 编程电缆
TTS 编程线缆用于在电机或力传感器发生更改时编程 QST/PST 工具。
保养概述
维修建议
建议定期进行预防性维护。请参见预防性维护的详细信息。如果产品工作不正常,请勿运行并对其检查。
如果未包含预防性维护的详细信息,须遵守一般操作指南:
彻底清洗相应的零部件
更换任何故障或磨损零部件
备件
备件查询请参阅 ServAid。
安装
安装要求
要求
PST 冲压机旨在作为机器或机械组件使用。处理、安装和使用本产品的责任归属于 MTB(机床制造商)和最终用户。
MTB 或现场负责人必须始终根据 ISO 13849-1 执行风险评估,以确定完整安装所需的性能水平。
PST 冲压机的安装、操作和保养必须只能由合格人员进行。

安装说明
安装概述
PST 冲压机可以使用前部螺钉孔或后部螺钉孔进行安装。有关安装尺寸请参阅 ServAid 上的尺寸图。
润滑剂 | 说明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
螺丝 | 扭矩 [Nm] | 扭矩 [ft·lb] |
|---|---|---|
M3 | 1,7 | 1,25 |
M4 | 4,0 | 2,95 |
M5 | 7,5 | 5,53 |
M6 | 13 | 9,59 |
M8 | 30 | 22,13 |
M10 | 60 | 44,25 |
M12 | 110 | 81,13 |
M14 | 180 | 133 |
M16 | 280 | 206,52 |
拧紧前,请为螺钉的螺纹部分涂油。
只可使用强度等级为 12.9 (DIN 912) 的螺钉。
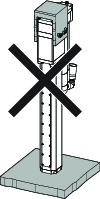
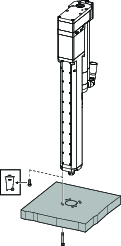
垂直安装前部固定
冲压机 | 前部固定 |
|---|---|
PST 5 | M8 (4x) |
PST10 | M8 (4x) |
PST20 | M8 (8x) |
PST35 | M10 (8x) |
PST50 | M10 (8x) |
PST60 | M10 (8x) |
PST100 | M12 (8x) |
所需的工具
六角扳手或钻头 4-10 mm
螺旋钻头和套筒
Torx® 钥匙或钻头 T6-T25
扭矩扳手
升降装置
螺丝刀
钳子
轴承拉拔器(可选)
测隙规
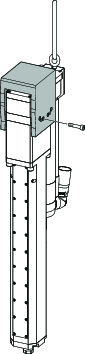
在冲压机后端安装一个吊耳,请参阅 ServAid 中的尺寸图。
拧下冲压机前端的螺钉。
垂直方向提起冲压机。
使用新的较长的螺钉将冲压机组装到安装板上。

有关螺钉长度请参阅 ServAid 上的尺寸图。
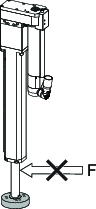
冲压机活塞径向力
垂直安装允许的最大冲压模具重量(质量)
PST 冲压机型号 | 带制动器 (kg) | 带制动器 (lbs) | 不带制动器 (kg) | 不带制动器 (lbs) |
|---|---|---|---|---|
PST5 | 25 | 55 | 8 | 17.6 |
PST10 | 50 | 110 | 8 | 17.6 |
PST20 | 100 | 220 | 16 | 35.5 |
PST35 | 175 | 385 | 28 | 61.6 |
PST50 | 250 | 550 | 40 | 88 |
PST60 | 250 | 550 | 40 | 88 |
PST100 | 500 | 1100 | 80 | 176 |
所需的工具
六角扳手或钻头 4-10 mm
螺旋钻头和套筒
Torx® 钥匙或钻头 T6-T25
扭矩扳手
升降装置
螺丝刀
钳子
轴承拉拔器(可选)
测隙规
在冲压机后端安装一个吊耳。
垂直方向提起冲压机。
固定冲压机然后按对角线顺序将螺钉拧紧到指定扭矩。
垂直安装后部固定
冲压机 | 后部固定 |
|---|---|
PST 5 | M8 (8x) |
PST10 | M8 (8x) |
PST20 | M10 (8x) |
PST35 | M10 (8x) |
PST50 | M12 (8x) |
PST100 | M16 (8x) |
所需的工具
六角扳手或钻头 4-10 mm
螺旋钻头和套筒
Torx® 钥匙或钻头 T6-T25
扭矩扳手
升降装置
螺丝刀
钳子
轴承拉拔器(可选)
测隙规
当使用后部螺钉孔时,请使用冲压机两侧的孔
请勿使用太长的螺钉孔,请参阅 ServAid 中的尺寸图。
根据扭矩表表拧紧螺钉。
确保为冲压机提供支撑,直到所有螺钉拧紧为止。
水平安装
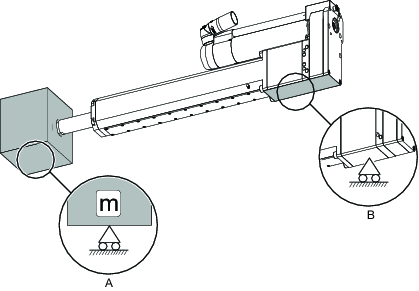
冲压机 | 最大工具重量 (A) | 需要冲压机支撑块 (B) |
|---|---|---|
PST 5 | 2 Kg | 否 |
PST 10 | 2 Kg | 否 |
PST 20 | 4 Kg | 是(仅 CBUL) |
PST 35 | 7 Kg | 是 |
PST 50 | 10 Kg | 是 |
PST 55 | 10 Kg | 是 |
PST 100 | 20 Kg | 是 |
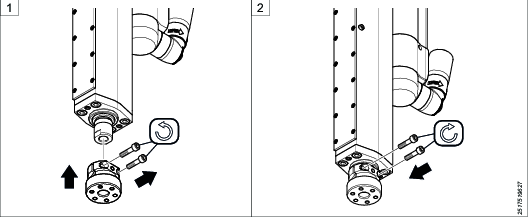
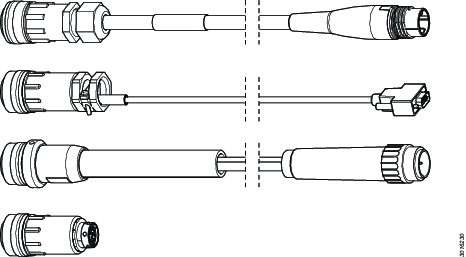
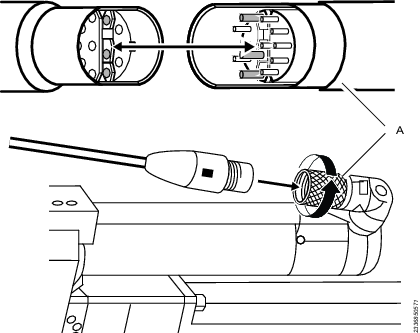
安装电机电缆
将电机线缆与冲压机触头上的销对齐。
将电机线缆轻轻地推向螺纹起始处。
顺时针转动手柄 (A) 以安装和锁定电机线缆。
维修
预防静电
产品和控制器内部的零部件对静电敏感。为了避免影响正常使用,确保在防静电的工作环境下对工具进行维护和保养。下图为相关的维修工作台示例。

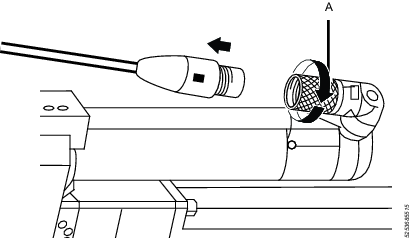
维护说明
注意事项
逆时针转动手柄 (A) 以松开电机线缆。
拔出电机线缆。
保养要求
保养工作必须由已经阅读《保养说明书》和/或接受过有关 Atlas Copco 工具保养培训的合格人员进行。
电机为密封装置,除 Atlas Copco Industrial Technique AB 工作人员之外,任何人不得擅自开启。如果确定电机有缺陷或需要进行保养,则应将整个电机送回 Atlas Copco Tools AB 进行更换。如果电机被 Atlas Copco 之外的其他任何人打开,则将不予保养。
维修建议
建议定期进行预防性维护。请参见预防性维护的详细信息。如果产品工作不正常,请勿运行并对其检查。
如果未包含预防性维护的详细信息,须遵守一般操作指南:
彻底清洗相应的零部件
更换任何故障或磨损零部件
预防性维护
维护周期
在 80% 负载和电机温度最高 80°C 的正常工作条件下,冲压机应在 100 万次循环后或每年一次定期进行维护。
润滑说明
所需的润滑剂
润滑剂 | 说明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
准备润滑
在润滑之前,使冲压机达到最大伸出位置(最小 5 mm),或在安装允许的范围内,使滚柱丝杠的内螺纹部分露出。
在冲压机处于此伸出位置时关闭系统电源。
预防性维护时,您无需从齿轮箱中拆下滚柱丝杠壳体总成。
润滑指南
润滑剂 | 说明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
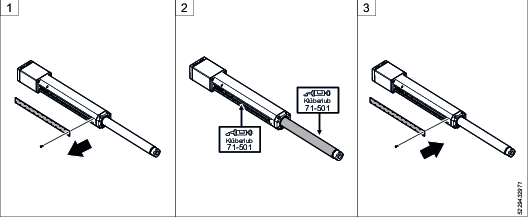
滚柱丝杠润滑
准备润滑务必阅读并遵守说明。
润滑剂 | 说明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
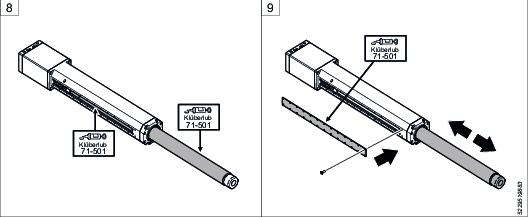
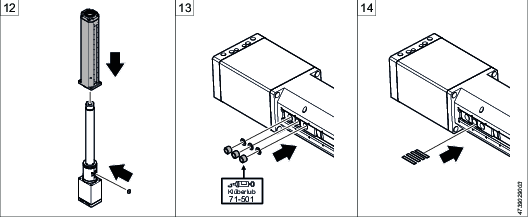
拆下盖子,用纸巾或布从内侧擦掉润滑脂。
添加足够的润滑脂,均匀地涂抹到滚柱丝杠可见部分的螺纹上。
组装盖子。
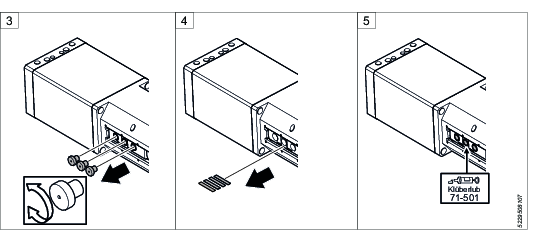
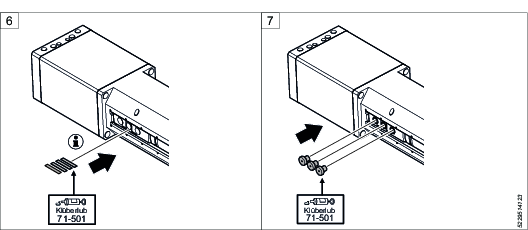
滚柱丝杠壳体导轨和导辊润滑
重新组装时,给所有表面添加少量润滑脂 (Klüberlub® BE 71-501)。
润滑剂 | 说明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
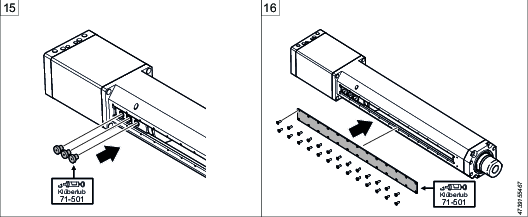
拆下盖子,用无绒布从内侧擦掉润滑脂。
检查是否存在过度磨损。
检查:
盖子内部的导轨
滚柱轴承表面
滚柱丝杠表面
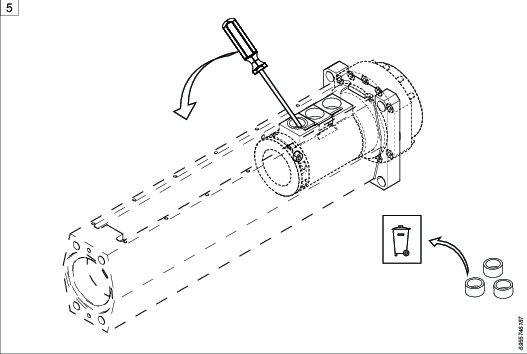
在拆卸之前,通过旋转滚柱轴承中的导辊查看是否存在不规则旋转。
如果滚柱轴承损坏,请更换所有滚柱轴承,请参阅更换滚柱轴承。
拆下叶片弹簧。
在导轨滚柱轴承上添加少量润滑脂 (Klüberlub® BE 71-501)。
添加少量润滑脂 (Klüberlub® BE 71-501) 然后组装叶片弹簧。
组装导辊,添加少量润滑脂 (Klüberlub® BE 71-501)。
使用润滑脂 (Klüberlub® BE 71-501) 润滑滚柱丝杠。
在盖子内侧添加少量润滑脂 (Klüberlub® BE 71-501) 并重新组装滚柱丝杠壳体。将冲压机以 10mm/s 的速度从最大“出”位置循环至最大“入”位置五次以分配润滑脂。
可能需要较轻的力才能安装中心导辊座。

修理说明
更换通信卡管
卡的更换只能由经过适当培训的授权服务人员执行。更换通信卡无需拆卸电机背面。
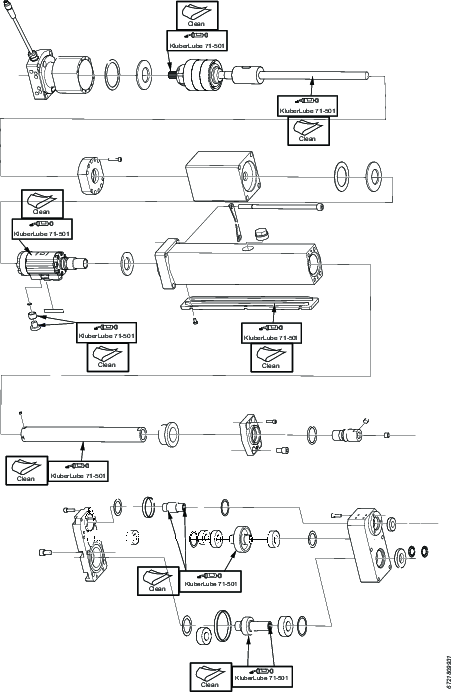
拆装说明
拆卸螺钉壳体
所需的工具
六角扳手或钻头 4-10 mm
螺旋钻头和套筒
Torx® 钥匙或钻头 T6-T25
扭矩扳手
升降装置
螺丝刀
钳子
轴承拉拔器(可选)
测隙规
润滑剂 | 说明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
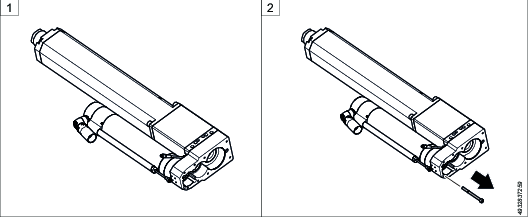
拧下连接器护盖螺钉。
拆下连接器护盖。
从电机线缆断开力传感器线缆的连接。
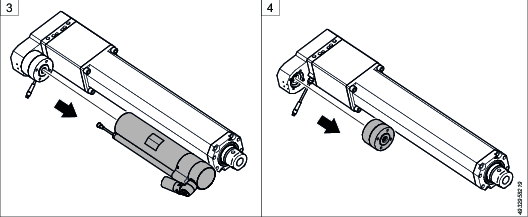
用软虎钳夹住齿轮箱壳体,固定压力机。
拧下固定螺钉壳体总成到齿轮箱的螺栓 (4x)。
丢弃旧螺栓。
将螺钉壳体总成从齿轮箱的花键接头中滑出。
导环可以放置在齿轮箱内。
将冲压机放在水平表面。
拧下所有盖子螺钉。
拆下盖子。
拆下导辊 (3x)。
拆下所有叶片弹簧 (4x)。
如果少于 4 个叶片弹簧,重新组装时增加到 4 个。
拆下螺钉壳体。
拆下中心导辊座。
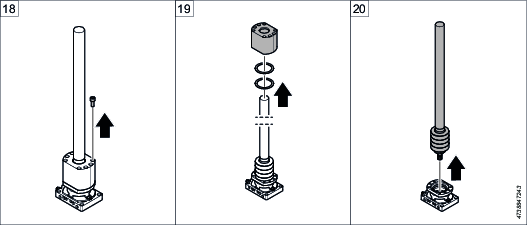
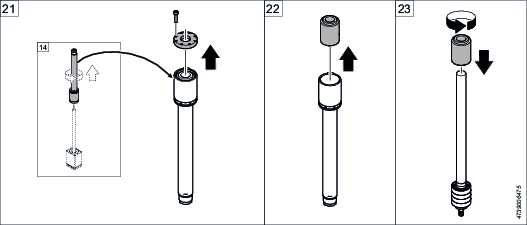
旋转内轴的整个总成,拧下螺母和活塞轴总成。
拆下上盘簧(和支撑垫圈)。
拆下外轴承盖(朝滚柱丝杠螺母)。
用虎钳的软夹爪夹住力传感器/壳体。
拧松固定力传感器的所有螺栓。
从滚柱丝杠轴上拆下内轴承盖。
拆下滚柱丝杠轴承盘簧和所有垫圈。
拧松所有螺栓并拆卸上法兰。
将滚柱丝杠螺母滑出滚柱螺母壳体。
确保拆下连接两个部件的轴键,以便在重新组装时使用。
将滚柱丝杠螺母拧回到滚柱丝杠轴上。
滚柱丝杠轴和螺母是匹配的一对,每个都标有序列号。
在更换滚柱丝杠时,有些步骤是不需要的。
拆卸齿轮箱
所需的工具
六角扳手或钻头 4-10 mm
螺旋钻头和套筒
Torx® 钥匙或钻头 T6-T25
扭矩扳手
升降装置
螺丝刀
钳子
轴承拉拔器(可选)
测隙规
润滑剂 | 说明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
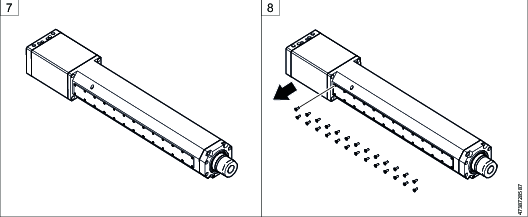
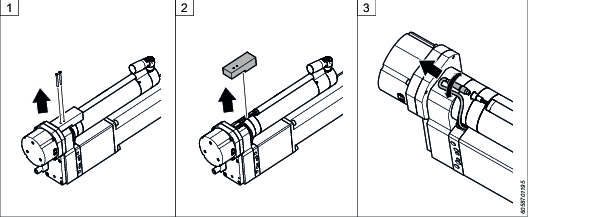
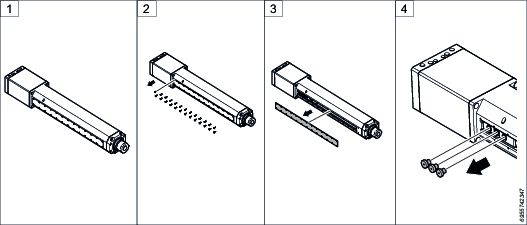
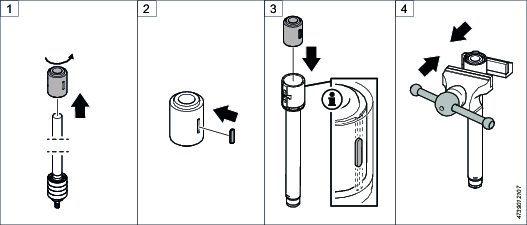
拧下固定连接器护盖的螺钉。
拆下连接器护盖。
从电机线缆断开力传感器线缆的连接。
用虎钳的软夹爪将冲压机固定到齿轮箱上方。
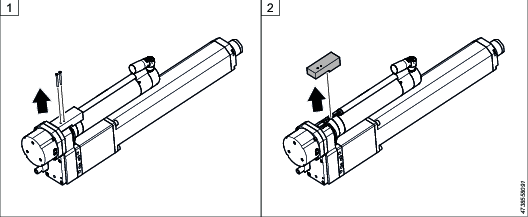
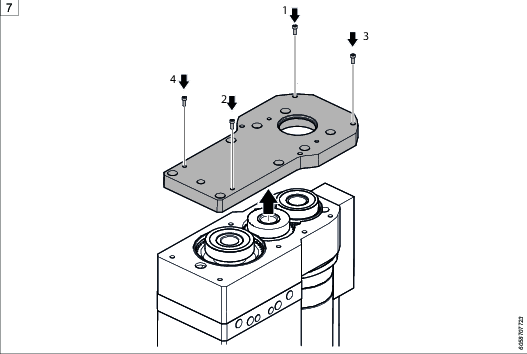
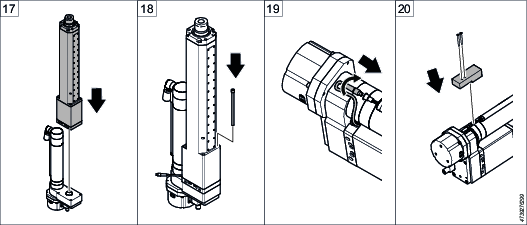
拆下制动器,图 2-3(仅限 CBUL 冲压机)。
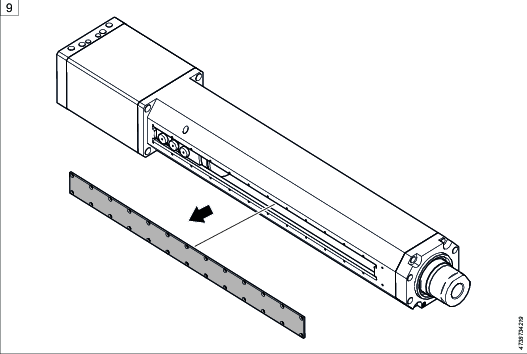
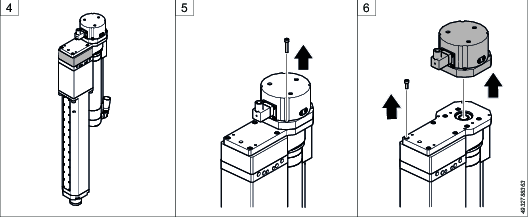
拧下顶盖螺钉。
往螺纹孔内拧入长螺钉,拆下顶盖。
记住导环和预紧垫圈的位置。预紧垫圈可放置在顶盖中。
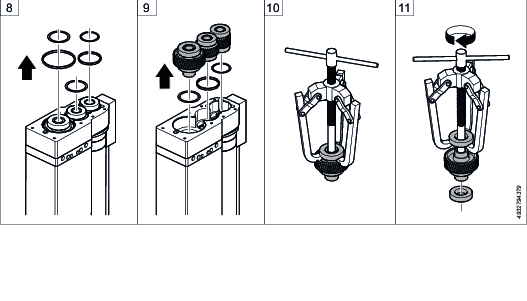
拆下导环和预紧垫圈。
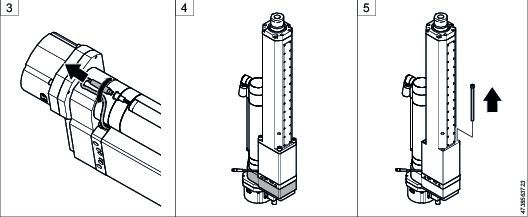
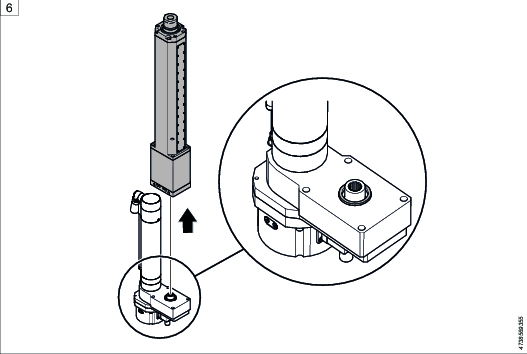
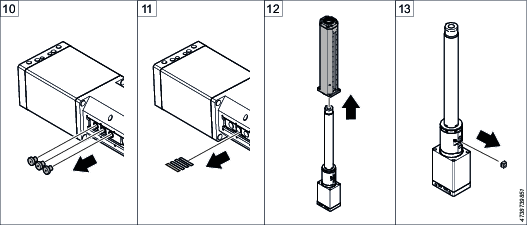
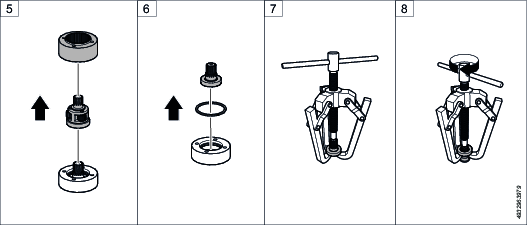
拆下齿轮、轴和轴承。
用轴承拉拔器拆下所有轴承 (x6)(图 10-11)。
更换滚柱轴承
所需的工具
六角扳手或钻头 4-10 mm
螺旋钻头和套筒
Torx® 钥匙或钻头 T6-T25
扭矩扳手
升降装置
螺丝刀
钳子
轴承拉拔器(可选)
测隙规
润滑剂 | 说明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
将冲压机放在水平表面。
拧下所有螺钉壳体盖螺钉。
拆下螺钉壳体盖。
拆下导辊和垫片 (3x)。
拆下滚柱轴承 (3x)。
丢弃旧的滚柱轴承。
组装新的滚柱轴承 (3x)。
给所有部件涂上一层薄薄的润滑脂 (Klüberlub® BE 71-501)。
组装导辊和垫片 (3x)
给所有部件涂上一层薄薄的润滑脂 (Klüberlub® BE 71-501)。
用螺钉组装螺钉壳体盖。
拆下电机和行星齿轮
所需的工具
六角扳手或钻头 4-10 mm
螺旋钻头和套筒
Torx® 钥匙或钻头 T6-T25
扭矩扳手
升降装置
螺丝刀
钳子
轴承拉拔器(可选)
测隙规
润滑剂 | 说明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
首先拆下齿轮箱,请参阅拆卸齿轮箱。
拧松螺钉之前,将冲压机放于水平表面。
拧下固定行星齿轮和电机的螺钉。
拆下齿圈。
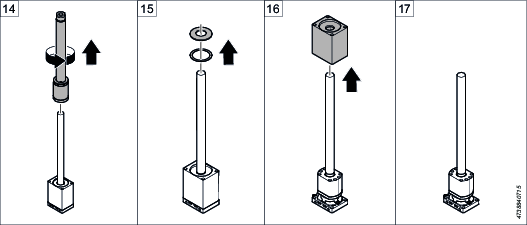
拆下行星齿轮(仅适用于 PST 35、PST50 和 PST100)。
拆下齿轮壳体中的卡簧(仅适用于 PST 35、PST50 和 PST100)。
拆下太阳轮和轴承(仅适用于 PST 35、PST50 和 PST100)。
用轴承拉拔器拆下太阳轮轴承。(图 7-8 仅适用于 PST 35、PST50 和 PST100)。
组装螺钉壳体
所需的工具
六角扳手或钻头 4-10 mm
螺旋钻头和套筒
Torx® 钥匙或钻头 T6-T25
扭矩扳手
升降装置
螺丝刀
钳子
轴承拉拔器(可选)
测隙规
润滑剂 | 说明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
所需备件
备件 | 数量 |
|---|---|
滚柱轴承 | 3 |
叶片弹簧 | 3 |
垫片环 | 4 |
滚轮 | 3 |
轴封(O 形环或防尘圈) | 3 |
滑动轴承 | 1 |
力传感器(必要时) | 1 |
从 SKF 提供的滚柱丝杠轴上拧下滚柱丝杠螺母。
将轴键组装到滚柱丝杠螺母上。
给所有表面添加少量润滑脂,然后将滚柱丝杠螺母滑入滚柱螺母壳体内。
用虎钳的软夹爪夹住滚柱螺母壳体。
使用新的螺钉组装上法兰。
交叉拧紧螺钉,先拧到 50% 扭矩,再拧到 100% 扭矩。扭矩请参阅安装概述。
组装滚柱丝杠轴承盘簧和所有垫圈。
组装时,盘簧的凸面朝向轴承。在壳体与盘簧之间放上垫圈。
将垫片、垫圈和内轴承盖组装到滚柱丝杠轴上。
使用新的螺钉组装力传感器。用长内六角螺钉交叉拧紧螺钉,先拧到 50% 扭矩,再拧到 100% 扭矩。扭矩请参阅安装概述。
用虎钳的软夹爪夹住力传感器/壳体。
组装外轴承盖。
组装上盘簧(和支撑垫圈)。
凸面朝齿轮箱。在壳体与盘簧之间放上垫圈。
旋转整个总成到内轴上,装上螺母和活塞轴总成。
给螺钉涂上一层薄薄的润滑脂 (Klüberlub® BE 71-501)。
组装中心导辊座和螺钉壳体。
必要时,装上滑动轴承、垫片环 (3x) 和滚柱轴承 (3x),请参阅 更换滚柱轴承。
给所有部件涂上一层薄薄的润滑脂 (Klüberlub® BE 71-501)。
组装叶片弹簧 (4x)。
给所有部件涂上一层薄薄的润滑脂 (Klüberlub® BE 71-501)。
组装导辊 (3x)。
给所有部件涂上一层薄薄的润滑脂 (Klüberlub® BE 71-501)。
用螺钉组装前盖。
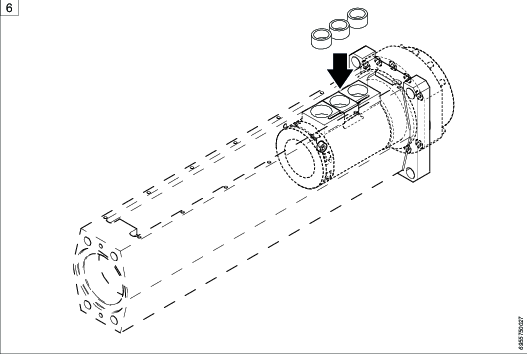
将螺钉壳体总成滑到齿轮箱中的花键接头上。
用新螺栓 (4x) 将螺钉壳体总成组装到齿轮箱上。
交叉拧紧螺钉,先拧到 50% 扭矩,再拧到 100% 扭矩。扭矩请参阅安装概述。
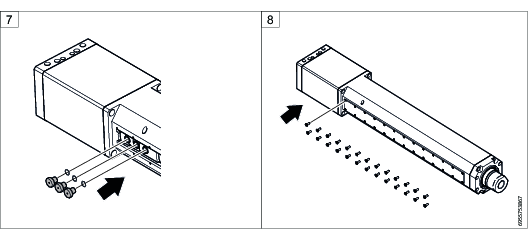
将力传感器线缆组装到电机线缆上。
用螺钉 (2x) 组装连接器护盖。
装配齿轮箱
所需的工具
六角扳手或钻头 4-10 mm
螺旋钻头和套筒
Torx® 钥匙或钻头 T6-T25
扭矩扳手
升降装置
螺丝刀
钳子
轴承拉拔器(可选)
测隙规
润滑剂 | 说明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
所需备件
轴承 (x6)
使用冲压机和支撑块 (x6) 将轴承组装在两侧。
冲压机和支撑块只能接触轴承内环。
涂上一层薄薄的润滑脂 (Klüberlub®BE 71-501)。
组装导环。
将预紧垫圈装入顶盖。
使用新的螺钉组装顶盖。
交叉拧紧螺钉,先拧到 50% 扭矩,再拧到 100% 扭矩。扭矩请参阅安装概述。
组装制动器图 6-7(仅限 CBUL 冲压机)。

组装行星齿轮和电机
所需的工具
六角扳手或钻头 4-10 mm
螺旋钻头和套筒
Torx® 钥匙或钻头 T6-T25
扭矩扳手
升降装置
螺丝刀
钳子
轴承拉拔器(可选)
测隙规
润滑剂 | 说明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
所需备件
太阳轮轴承
行星齿轮
太阳轮
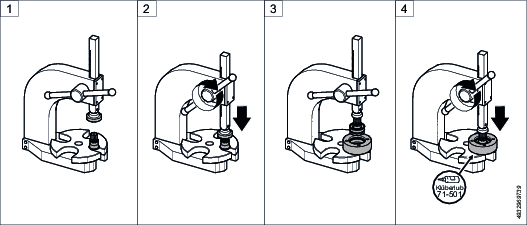
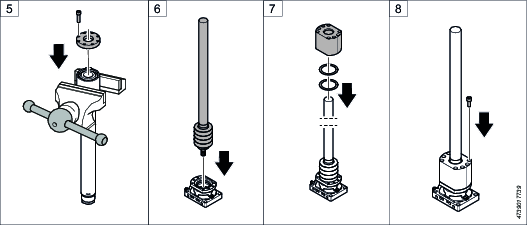
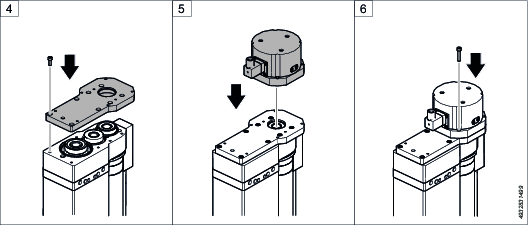
使用冲压机将太阳轮轴承组装到太阳轮轴上(仅适用于 PST 35、PST50 和 PST100),图框 1-2。
冲压机只能推轴承内环。
使用冲压机将太阳轮和轴承组装到齿轮壳体内(仅适用于 PST 35、PST50 和 PST100),图框 3-4。
冲压机只能推轴承外环。
涂上一层薄薄的润滑脂 (Klüberlub®BE 71-501)。
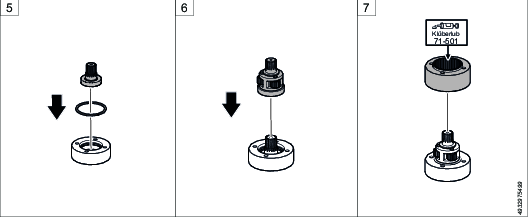
用钳子将卡簧组装到齿轮壳体内(仅适用于 PST 35、PST50 和 PST100),图框 5。
组装新的行星齿轮(仅适用于 PST 35、PST50 和 PST100),图框 6。
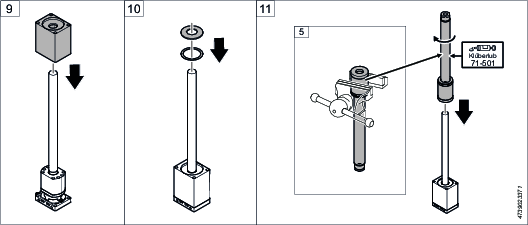
组装齿圈(仅适用于 PST 35、PST50 和 PST100),图框 7。
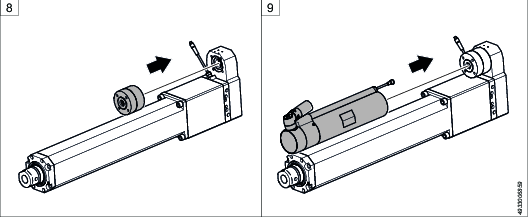
给螺钉涂上一层薄薄的润滑脂 (Klüberlub® BE 71-501)。
组装行星齿轮(仅适用于 PST 35、PST50 和 PST100),图框 8。
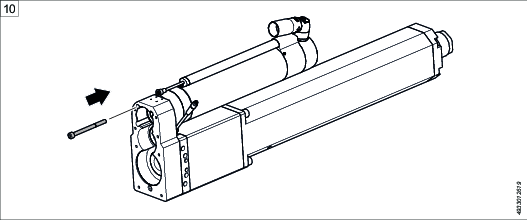
使用新的螺钉组装电机,图框 9 -10。
交叉拧紧螺钉,先拧到 50% 扭矩,再拧到 100% 扭矩。扭矩请参阅安装概述。