PST5-200CUL
Electromechanical press
Informacje o produkcie
Informacje ogólne
Słowa sygnalizujące zagrożenia
Zwroty ważne ze względu na bezpieczeństwo to Niebezpieczeństwo, Ostrzeżenie, Przestroga i Uwaga. Mają one następujące znaczenia:
NIEBEZPIECZEŃSTWO | NIEBEZPIECZEŃSTWO opisuje niebezpieczną sytuację, która powoduje śmierć lub poważne uszkodzenia ciała. |
OSTRZEŻENIE | OSTRZEŻENIE opisuje niebezpieczną sytuację, która może powodować śmierć lub poważne uszkodzenia ciała. |
OSTRZEŻENIE | PRZESTROGA jest stosowana wraz z symbolem ostrzeżenia o zagrożeniu i oznacza niebezpieczną sytuację, która może spowodować drobne lub umiarkowane obrażenia, jeśli nie zostaną podjęte odpowiednie środki. |
UWAGA | UWAGA służy do opisywania praktyk nie związanych z zagrożeniem obrażeniami osób. |
Gwarancja
Gwarancja na produkt wygaśnie po 12+1 miesiącach od wysyłki z centrum dystrybucji Atlas Copco.
Gwarancją nie jest objęte normalne zużycie eksploatacyjne części.
Normalnym zużyciem eksploatacyjnym jest zużycie wymagające wymiany części lub innych regulacji/przeglądów podczas standardowej obsługi konserwacyjnej narzędzi, przeprowadzanej po upływie określonego okresu (wyrażonego upływem czasu, godzinami pracy lub w inny sposób).
Gwarancja udzielana na produkt jest uzależniona od prawidłowego użytkowania, konserwacji i napraw narzędzia oraz jego części składowych.
Uszkodzenia części powstałe w okresie gwarancyjnym w wyniku konserwacji wykonywanej nieprawidłowo lub konserwacji wykonywanej przez strony trzecie, inne niż firmaAtlas Copco lub jej autoryzowani partnerzy serwisowi, nie są objęte gwarancją.
Aby uniknąć uszkodzenia lub zniszczenia części narzędzia, obsługę serwisową narzędzia należy przeprowadzać zgodnie z zalecanymi harmonogramami konserwacji i przestrzegać właściwych instrukcji.
Naprawy gwarancyjne są wykonywane wyłącznie w warsztatach firmy Atlas Copco lub przez autoryzowanych partnerów serwisowych.
Firma Atlas Copco oferuje wydłużoną gwarancję i najdoskonalszą konserwację prewencyjną za pośrednictwem umów serwisowych ToolCover. W celu uzyskania dodatkowych informacji należy skontaktować się z lokalnym przedstawicielem serwisowym.
Dotyczy silników elektrycznych:
Gwarancja będzie obowiązywać tylko w przypadku, gdy obudowa silnika elektrycznego nie została otwarta.
Strona internetowa
Informacje o naszych produktach, akcesoriach, częściach zamiennych i publikacjach można odnaleźć na stronie Atlas Copco.
Zapraszamy do odwiedzenia: www.atlascopco.com.
ServAid
ServAid jest stale aktualizowanym portalem zawierającym informacje techniczne takie jak:
Informacje prawne i dotyczące bezpieczeństwa
Dane techniczne
Instrukcje instalacji, obsługi i serwisowania
Listy części zamiennych
Akcesoria
Rysunki wymiarowe
Zapraszamy do odwiedzenia: https://servaid.atlascopco.com.
W celu uzyskania dodatkowych informacji należy skontaktować się z lokalnym przedstawicielem Atlas Copco.
Karty charakterystyki substancji niebezpiecznych MSDS/SDS
Karty charakterystyki produktu zawierają opis produktów chemicznych sprzedawanych przez Atlas Copco.
Więcej informacji zamieszczono na stronie Atlas Copco www.atlascopco.com/sds.
Kraj pochodzenia
Informacje o kraju pochodzenia znajdują się na etykiecie produktu.
Rysunki wymiarowe
Rysunki wymiarowe można znaleźć w archiwum rysunków wymiarowych lub w aplikacji ServAid.
Zapraszamy do odwiedzenia: http://webbox.atlascopco.com/webbox/dimdrw lub https://servaid.atlascopco.com.
Informacje ogólne
Opis ogólny
Prasa serwo elektryczna PST jest zbudowana na bazie sprawdzonego w branży rozwiązania QST. Nasz system pras zapewnia wysoką wydajność i możliwość zastosowania w całej gamie różnych rozwiązań. Charakteryzująca się największą sprawnością planetarna przekładnia śrubowa ma za zadanie przekształcić ruch obrotowy z unikalnej przekładni mechanicznej w ruch liniowy o wysokiej sile i dokładności. Ta sama platforma oprogramowania ToolsTalk PowerMacs ułatwia użytkowanie, programowanie oraz sterowanie.
Cechy
Niewielka konstrukcja
Zaawansowana planetarna przekładnia śrubowa
Mechaniczna przekładnia zamiast pasa
Wspólny z QST silnika z przewodem typu HOT SWAP
Układ scalony oraz cyfrowa komunikacja
Osprzęt i oprogramowanie wspólne z QST
Kompatybilna z oprogramowaniem ToolsNet
Opcjonalny hamulec z blokadą pozycji
Korzyści
Łatwa w integracji dzięki kompaktowej konstrukcji
Bardzo wytrzymała
Mniejsza ilość części zamiennych
Wysoka produktywność dzięki wysokim prędkościom, przyspieszeniu oraz zwalnianiu
Zmniejszony koszt instalacji i szkolenia
Część inteligentnego zestawu montażowego
Zastosowania
PST to siłownik elektromechaniczny, którego można używać do montażu np. łożysk, uszczelek, przekładni lub kołków ustalających, gdy wymagana jest wysoka precyzja i możliwość śledzenia procesu. Możliwe jest dociśnięcie do oporu i sterowanie siłą nacisku siłownika lub dociśnięcie na określoną odległość i sterowanie jego skokiem.
Główne części składowe
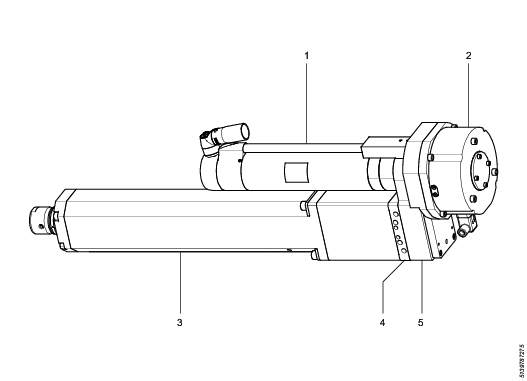
1 | Silnik | 4 | Ogniwo obciążnikowe |
2 | Hamulec (wyłącznie CBUL) | 5 | Skrzynka przekładniowa |
3 | Zespół obudowy śruby tocznej |
Normalne warunki użytkowania
Używanie produktu jest bezpieczne w następujących warunkach:
W pomieszczeniach
Wysokość do 2 000 m n.p.m.
Temperatura otoczenia 0 °C do 40 °C
Maksymalna wilgotność względna 80% w zakresie temperatur do 31°C, malejąca liniowo do 50% w temperaturze 40°C
Stopień zanieczyszczenia 2
Dane techniczne produktu
Dane techniczne produktu można znaleźć w aplikacji ServAid lub na stronie Atlas Copco.
Zapraszamy do odwiedzenia: https://servaid.atlascopco.com lub www.atlascopco.com.
Akcesoria
Akcesoria opcjonalne
Adapter prasy do PST
Adapter prasy umożliwia klientowi ustawienie narzędzia pod określonym kątem wokół osi docisku.
Zalecany do zastosowań, w których występują siły rozciągające.
Wykręcić dwie śruby (2x) i zamontować adapter prasy na tłoku prasy.
Wprowadzić dwie (2x) śruby i dokręcić zgodnie z tabelą.
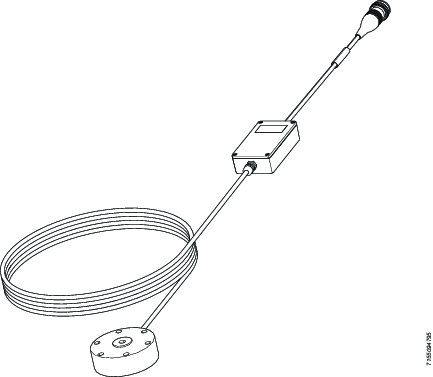
Przetwornik siły nacisku
Przetwornik do weryfikacji siły nacisku jest używany razem z urządzeniem STanalyser/STa 6000 w celu pomiaru siły nacisku w danym zastosowaniu, do kalibracji prasy PST zgodnie z danym zastosowaniem lub jako przyrząd do regularnej kontroli jakości prasy PST. Instrukcje obsługi są zawarte w dokumentacji produktu STanalyzer/STa 6000.
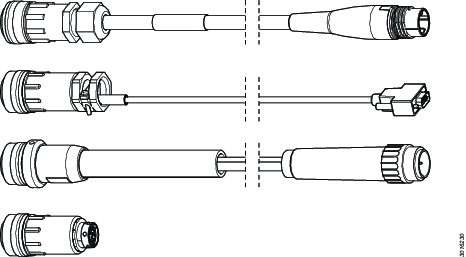
Kabel do programowania TTS-QST
Kabel TTS służy do programowania narzędzi QST/PST po wymianie silnika lub ogniwa obciążnikowego.
Przegląd czynności serwisowych
Zalecenia serwisowe
Zaleca się wykonywanie konserwacji zapobiegawczej w regularnych odstępach czasu. Patrz szczegółowe informacje dotyczące konserwacji zapobiegawczej. Jeśli produkt nie działa prawidłowo, należy wycofać go z eksploatacji i poddać kontroli.
W przypadku braku szczegółowych informacji dotyczących konserwacji zapobiegawczej, należy postąpić zgodnie z poniższymi ogólnymi wytycznymi:
Dokładnie oczyścić odpowiednie części
Wymienić wszystkie wadliwe lub zużyte części
Części zamienne
W przypadku pytań dotyczących części zapasowych należy sprawdzić zawartość portalu ServAid.
Instalacja
Wymagania instalacyjne
Wymagania
Prasa PST jest przeznaczona do użytkowania jako samodzielna maszyna lub część składowa innej maszyny. Odpowiedzialność za obsługę, montaż i użytkowanie produktu ponoszą konstruktor narzędzia (MTB) oraz użytkownik końcowy.
MTB lub zakład odpowiedzialny za produkt muszą każdorazowo przeprowadzić ocenę ryzyka wg ISO 13849-1 w celu ustalenia wymaganego poziomu parametrów eksploatacyjnych dla kompletnej instalacji.
Montaż, obsługa i serwis prasy PST muszą być wykonywane wyłącznie przez wykwalifikowane osoby.

Instrukcja instalacji
Przegląd informacji montażowych
Prasę PST można montować przy użyciu przednich lub tylnych otworów na śruby. Wymiary montażowe podano na rysunkach wymiarowych w portalu ServAid.
Środek smarny | Opis |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Śruba | Moment [Nm] | Moment [ft·lb] |
|---|---|---|
M3 | 1,7 | 1,25 |
M4 | 4,0 | 2,95 |
M5 | 7,5 | 5,53 |
M6 | 13 | 9,59 |
M8 | 30 | 22,13 |
M10 | 60 | 44,25 |
M12 | 110 | 81,13 |
M14 | 180 | 133 |
M16 | 280 | 206,52 |
Przed dokręceniem śruby należy pokryć jej gwintowaną część olejem.
Używać wyłącznie śrub o klasie wytrzymałości 12.9 (DIN 912).
Montaż pionowy z przodu
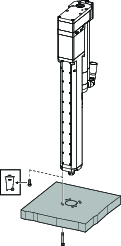
Nacisnąć przycisk | Montaż z przodu |
|---|---|
PST 5 | M8 (4x) |
PST10 | M8 (4x) |
PST20 | M8 (8x) |
PST35 | M10 (8x) |
PST50 | M10 (8x) |
PST60 | M10 (8x) |
PST100 | M12 (8x) |
Wymagane narzędzia
Klucze lub bity imbusowe 4–10 mm
Bity i gniazda do śrub
Klucze lub bity Torx® T6-T25
Klucz dynamometryczny
Urządzenie do podnoszenia
Wkrętaki
Szczypce
Ściągacz do łożysk (opcjonalny)
Szczelinomierz
Zamontować ucho do podnoszenia na tylnym końcu prasy; patrz rysunki wymiarowe w portalu ServAid.
Wykręcić śruby z przedniej strony prasy.
Unieść prasę do położenia pionowego.
Przymocować prasę do płyty montażowej przy użyciu nowych, dłuższych śrub.

Długość śrub podano na rysunkach wymiarowych w portalu ServAid.
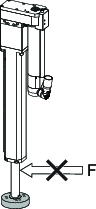
Siła radialna działająca na tłok prasy
Maksymalna dopuszczalna waga (masa) narzędzia dla montażu pionowego
Model prasy PST | Z hamulcem (kg) | Z hamulcem (lbs) | Bez hamulca (kg) | Bez hamulca (lbs) |
|---|---|---|---|---|
PST5 | 25 | 55 | 8 | 17.6 |
PST10 | 50 | 110 | 8 | 17.6 |
PST20 | 100 | 220 | 16 | 35.5 |
PST35 | 175 | 385 | 28 | 61.6 |
PST50 | 250 | 550 | 40 | 88 |
PST60 | 250 | 550 | 40 | 88 |
PST100 | 500 | 1100 | 80 | 176 |
Wymagane narzędzia
Klucze lub bity imbusowe 4–10 mm
Bity i gniazda do śrub
Klucze lub bity Torx® T6-T25
Klucz dynamometryczny
Urządzenie do podnoszenia
Wkrętaki
Szczypce
Ściągacz do łożysk (opcjonalny)
Szczelinomierz
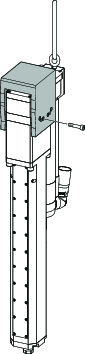
Zamontować ucho do podnoszenia na tylnym końcu prasy.
Unieść prasę do położenia pionowego.
Unieruchomić prasę i dokręcić śruby naprzemiennie po przeciwnych stronach wskazanym momentem.
Montaż pionowy z tyłu
Nacisnąć przycisk | Montaż z tyłu |
|---|---|
PST 5 | M8 (8x) |
PST10 | M8 (8x) |
PST20 | M10 (8x) |
PST35 | M10 (8x) |
PST50 | M12 (8x) |
PST100 | M16 (8x) |
Wymagane narzędzia
Klucze lub bity imbusowe 4–10 mm
Bity i gniazda do śrub
Klucze lub bity Torx® T6-T25
Klucz dynamometryczny
Urządzenie do podnoszenia
Wkrętaki
Szczypce
Ściągacz do łożysk (opcjonalny)
Szczelinomierz
Podczas korzystania z tylny otworów na śruby należy posłużyć się otworami po obu stronach prasy
Nie używać zbyt długich śrub; patrz rysunki wymiarowe w portalu ServAid.
Dokręcić śruby zgodnie z Tabela momentów dokręcania .
Pamiętać o konieczności podparcia prasy aż do dokręcenia wszystkich śrub.
Montaż poziomy
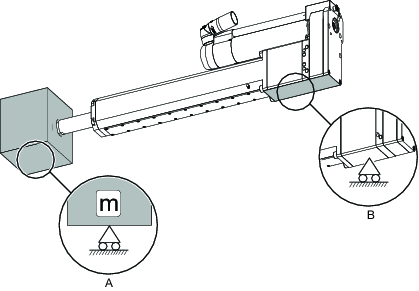
Nacisnąć przycisk | Maks. masa narzędzia (A) | Wymagane oparcie prasy (B) |
|---|---|---|
PST 5 | 2 kg | No |
PST 10 | 2 kg | No |
PST 20 | 4 kg | Tak (wyłącznie CBUL) |
PST 35 | 7 kg | Tak |
PST 50 | 10 kg | Tak |
PST 55 | 10 kg | Tak |
PST 100 | 20 kg | Tak |
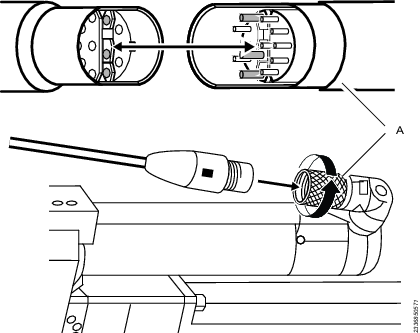
Podłączanie kabla silnika
Umieścić kabel silnika prawidłowo względem styków złącza prasy.
Delikatnie pchnąć kabel silnika w stronę początku gwintu.
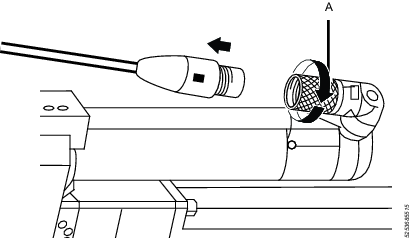
Obrócić uchwyt (A) w prawo, aby podłączyć i zablokować kabel silnika.
Serwis
Zapobieganie problemom ESD
Podzespoły znajdujące się wewnątrz produktu i sterownika są wrażliwe na wyładowania elektrostatyczne. Aby uniknąć przyszłych usterek, wszelkie czynności serwisowe i konserwacyjne należy wykonywać w środowisku roboczym zabezpieczonym przed wyładowaniami elektrostatycznymi. Na rysunku poniżej pokazano przykład właściwie zaprojektowanego stanowiska serwisowego.

Instrukcja konserwacji
Środki ostrożności
Obrócić uchwyt (A) w lewo, aby zwolnić kabel silnika.
Wyciągnąć kabel silnika.
Wymagania dotyczące serwisu
Serwis może by przeprowadzany wyłącznie przez wykwalifikowany personel posiadający dostęp do instrukcji serwisowych i/lub przeszkolony w serwisowaniu narzędzi Atlas Copco.
Silnik elektryczny jest zespołem szczelnie zamkniętym i może być otwierany wyłącznie przez serwisantów firmy Atlas Copco Industrial Technique AB. Jeśli zostanie stwierdzone, że silnik elektryczny jest uszkodzony lub wymaga obsługi serwisowej, kompletny zespół silnika należy przesłać do firmy Atlas Copco Tools w celu wymiany. Silniki, które zostały otworzone przez inne osoby niż pracownicy firmy Atlas Copco Tools, nie będą serwisowane.
Zalecenia serwisowe
Zaleca się wykonywanie konserwacji zapobiegawczej w regularnych odstępach czasu. Patrz szczegółowe informacje dotyczące konserwacji zapobiegawczej. Jeśli produkt nie działa prawidłowo, należy wycofać go z eksploatacji i poddać kontroli.
W przypadku braku szczegółowych informacji dotyczących konserwacji zapobiegawczej, należy postąpić zgodnie z poniższymi ogólnymi wytycznymi:
Dokładnie oczyścić odpowiednie części
Wymienić wszystkie wadliwe lub zużyte części
Konserwacja prewencyjna
Interwały konserwacji
W normalnych warunkach roboczych, czyli przy 80% obciążenia i temperaturze silnika maks. 80 °C, serwis prasy powinien odbywać się w regularnych odstępach czasu po upływie 1 miliona cyklów bądź raz w roku.
Instrukcja smarowania
Wymagane środki smarne
Środek smarny | Opis |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Przygotowanie do smarowania
Przed smarowaniem należy uruchomić prasę do maksymalnej pozycji wyjściowej (minus 5 mm) lub, o ile pozwala na to montaż, odsłonić wewnętrzną gwintowaną część śruby tocznej.
Gdy prasa znajdzie się w tym położeniu, wyłączyć system.
W przypadku konserwacji zapobiegawczej nie jest konieczne zdejmowanie zespołu obudowy śruby tocznej ze skrzynki przekładniowej.
Poradnik smarowania
Środek smarny | Opis |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
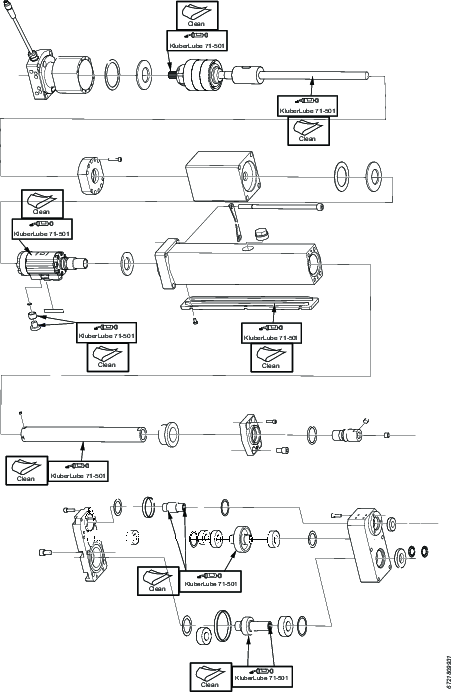
Smarowanie śruby tocznej
Należy przeczytać instrukcjęPrzygotowanie do smarowania i jej przestrzegać.
Środek smarny | Opis |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
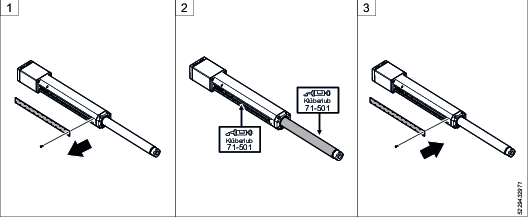
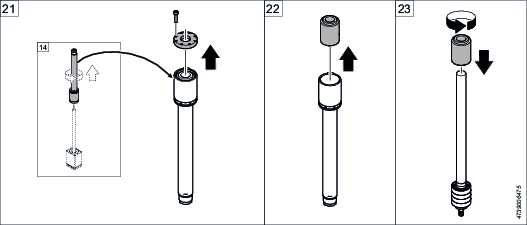
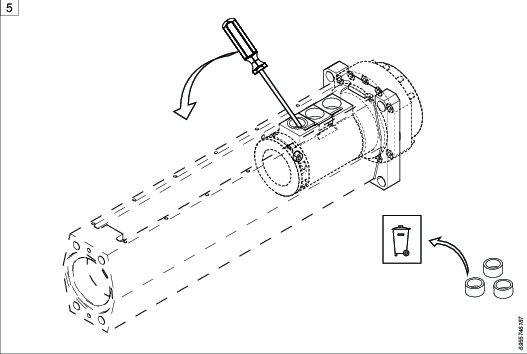
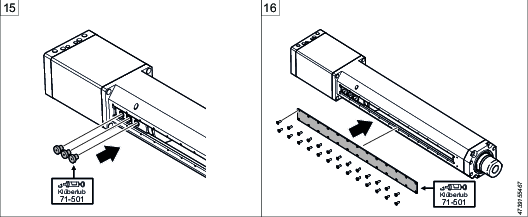
Zdjąć osłonę i wytrzeć smar na jej wewnętrznej stronie papierem lub ściereczką.
Nanieść wystarczającą ilość smaru, aby równomiernie wypełnić gwint na odsłoniętej części śruby tocznej.
Założyć osłonę z powrotem.
Smarowanie prowadnic obudowy śruby tocznej i rolek prowadzących
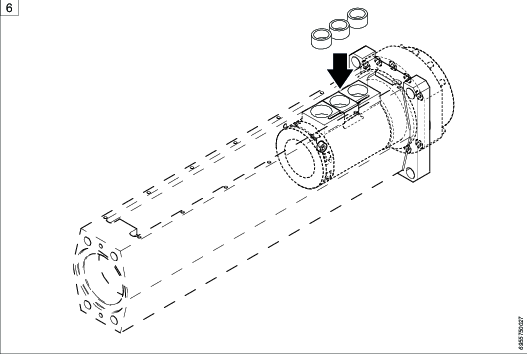
Podczas ponownego montażu nanieść niewielką ilość smaru (Klüberlub® BE 71-501) na wszystkie powierzchnie.
Środek smarny | Opis |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Zdjąć osłonę i wytrzeć smar na jej wewnętrznej stronie ściereczką bezpyłową.
Sprawdzić pod kątem nadmiernego zużycia.
Skontrolować:
prowadnice na wewnętrznej części osłony,
powierzchnie łożysk rolkowych,
powierzchnię śruby tocznej.
Przed demontażem sprawdzić nieregularność obrotu, obracając rolki prowadzące w łożyskach rolkowych.
W przypadku uszkodzenia łożysk rolkowych należy wymienić wszystkie łożyska rolkowe Wymiana łożysk rolkowych.
Wymontować sprężyny płytkowe.
Nanieść niewielką ilość smaru (Klüberlub® BE 71-501) na powierzchnie rolek prowadzących.
Nanieść niewielką ilość smaru (Klüberlub® BE 71-501) i zmontować sprężyny płytkowe.
Zmontować rolki prowadzące i nanieść niewielką ilość smaru (Klüberlub® BE 71-501).
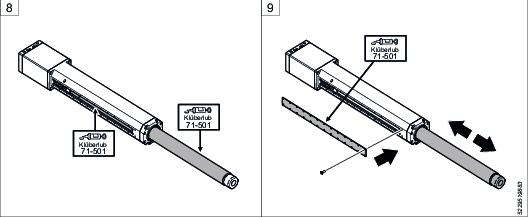
Nasmarować śrubę toczną smarem (Klüberlub® BE 71-501).
Nanieść niewielką ilość smaru (Klüberlub® BE 71-501) na wewnętrzną powierzchnię osłony i z powrotem zmontować obudowę śruby tocznej. Pięciokrotnie przemieścić prasę z położenia maksymalnie rozsuniętego do położenia maksymalnie zsuniętego z prędkością 10 mm/s, aby rozprowadzić smar.
W celu zamocowania obsady środkowej rolki prowadzącej konieczne może być użycie nieznacznej siły.

Instrukcje naprawy
Wymiana rury karty komunikacji
Wymianę karty mogą przeprowadzać wyłącznie upoważnieni i odpowiednio przeszkoleni serwisanci. W celu wymiany karty komunikacji nie jest konieczny demontaż tylnej części silnika.
Instrukcja demontażu/montażu
Demontaż obudowy śruby
Wymagane narzędzia
Klucze lub bity imbusowe 4–10 mm
Bity i gniazda do śrub
Klucze lub bity Torx® T6-T25
Klucz dynamometryczny
Urządzenie do podnoszenia
Wkrętaki
Szczypce
Ściągacz do łożysk (opcjonalny)
Szczelinomierz
Środek smarny | Opis |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
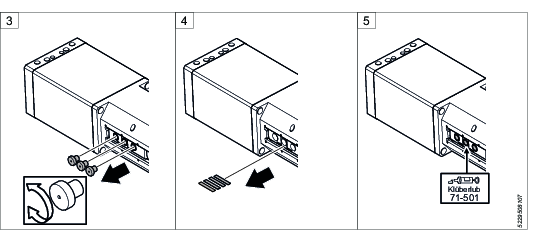
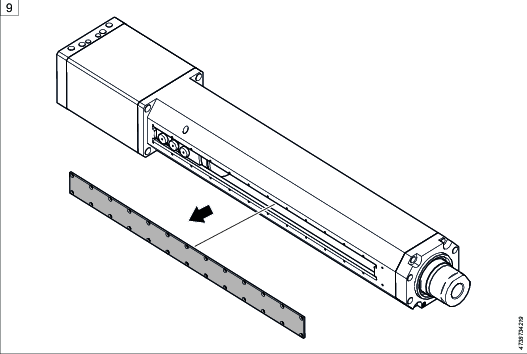
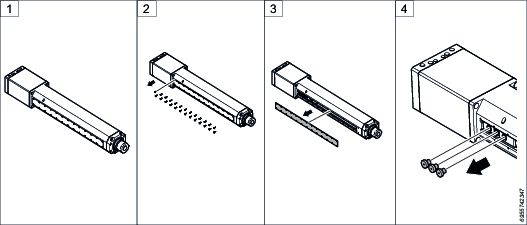
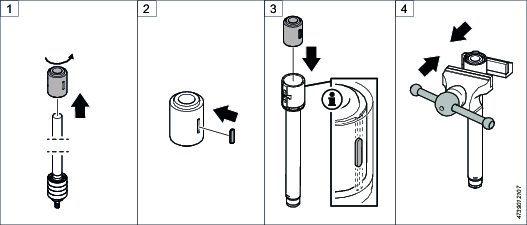
Wykręcić śruby z osłony złącza.
Zdjąć osłonę złącza.
Odłączyć kabel ogniwa obciążnikowego od kabla silnika.
Unieruchomić prasę, zaciskając skrzynkę przekładniową w imadle o miękkich wkładkach szczękowych.
Wykręcić śruby (4x) mocujące zespół obudowy do skrzynki przekładniowej.
Wyrzucić zużyte śruby.
Wysunąć zespół obudowy śruby tocznej z połączenia wieloklinowego w skrzynce przekładniowej.
Pierścień prowadzący można umieścić, osadzając go w skrzynce przekładniowej.
Umieścić prasę na poziomej powierzchni.
Wykręcić wszystkie śruby mocujące osłonę.
Zdjąć osłonę.
Wymontować rolki prowadzące (3x).
Wymontować wszystkie sprężyny płytkowe (do 4x).
Jeśli zamontowane są mniej niż 4 sprężyny płytkowe, przy ponownym montażu należy zwiększyć ich liczbę do 4 szt.
Zdemontować obudowę śruby tocznej.
Zdemontować obsadę środkowej rolki.
Wykręcić zespół nakrętki śruby tocznej i wałka tłokowego, obracając całym zespołem wałka wewnętrznego.
Wymontować górną sprężynę talerzową (i podkładkę oporową).
Zdjąć zewnętrzną osłonę łożyska (w kierunku nakrętki śruby tocznej).
Zacisnąć ogniwo obciążnikowe/obudowę w imadle o miękkich wkładkach szczękowych.
Wykręcić wszystkie śruby mocujące ogniwo obciążnikowe.
Zdjąć wewnętrzną osłonę łożyska z wałka śruby tocznej.
Wyjąć sprężynę talerzową śruby tocznej i wszystkie podkładki.
Wykręcić wszystkie śruby i wymontować górny kołnierz.
Wysunąć nakrętkę śruby tocznej z obudowy nakrętki tocznej.
Należy pamiętać o wyjęciu wpustu wałka, łączącego obie części, aby użyć go do późniejszego montażu.
Nakręcić nakrętkę śruby tocznej z powrotem na wałek śruby tocznej.
Wałek śruby tocznej i nakrętka są dopasowane do siebie, a każda z tych części jest oznaczona numerem seryjnym.
Niektóre z powyższych czynności nie są konieczne przy wymianie śruby tocznej.
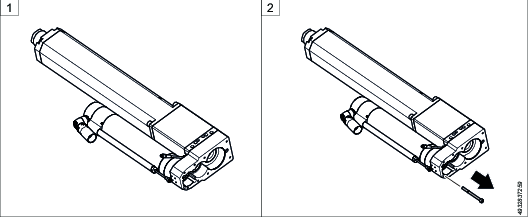
Demontaż skrzynki przekładniowej
Wymagane narzędzia
Klucze lub bity imbusowe 4–10 mm
Bity i gniazda do śrub
Klucze lub bity Torx® T6-T25
Klucz dynamometryczny
Urządzenie do podnoszenia
Wkrętaki
Szczypce
Ściągacz do łożysk (opcjonalny)
Szczelinomierz
Środek smarny | Opis |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
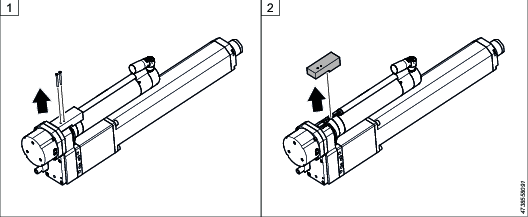
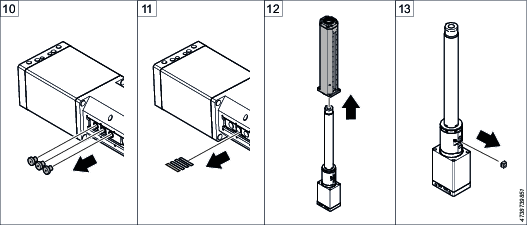
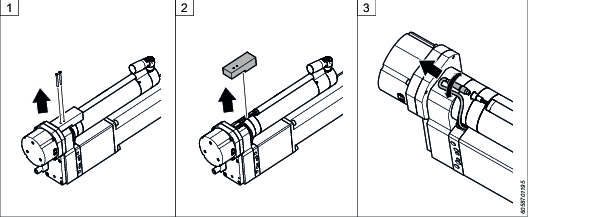
Wykręcić śruby mocujące pokrywę złącza.
Zdjąć osłonę złącza.
Odłączyć kabel ogniwa obciążnikowego od kabla silnika.
Unieruchomić prasę, zaciskając skrzynkę przekładniową w imadle o miękkich wkładkach szczękowych.
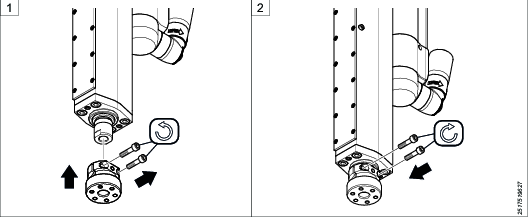
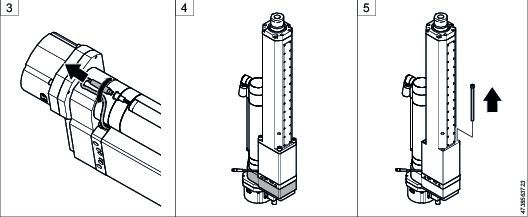
Zdemontować hamulec – rys. 2–3 (dotyczy wyłącznie prasy CBUL).
Wykręcić śruby górnej osłony.
Zdjąć górną osłonę, wykręcając długie śruby przez gwintowane otwory.
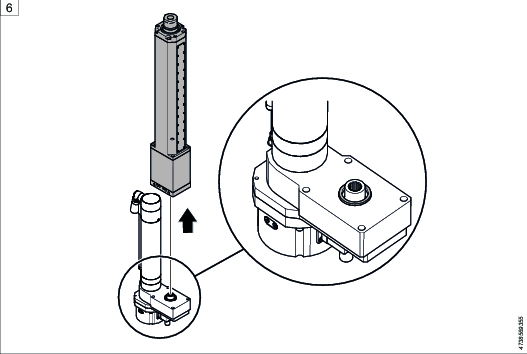
Zapamiętać położenie pierścieni prowadzących i podkładek sprężystych. Podkładki sprężyste można umieścić w górnej osłonie.
Zdjąć pierścienie prowadzące i podkładki sprężyste.
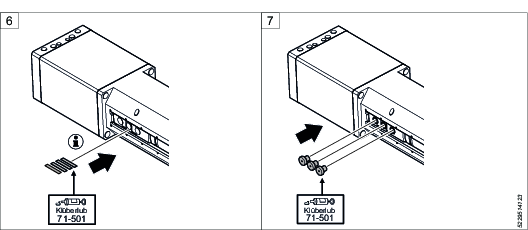
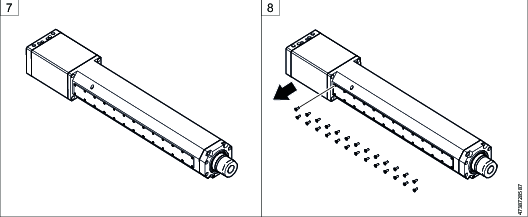
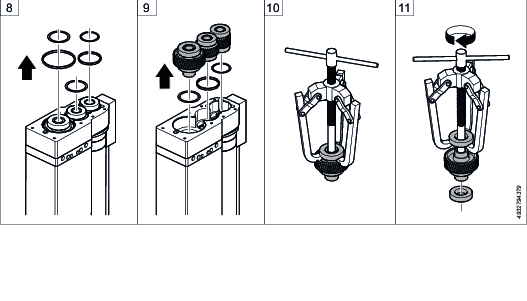
Wymontować koła zębate, oś i łożyska.
Wymontować wszystkie łożyska (x6) za pomocą ściągacza (rys. 10–11).
Wymiana łożysk rolkowych
Wymagane narzędzia
Klucze lub bity imbusowe 4–10 mm
Bity i gniazda do śrub
Klucze lub bity Torx® T6-T25
Klucz dynamometryczny
Urządzenie do podnoszenia
Wkrętaki
Szczypce
Ściągacz do łożysk (opcjonalny)
Szczelinomierz
Środek smarny | Opis |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Umieścić prasę na poziomej powierzchni.
Wykręcić wszystkie śruby mocujące osłonę obudowy śruby tocznej.
Zdjąć osłonę obudowy śruby.
Wymontować rolki prowadzące i podkładki regulacyjne (3x).
Wymontować łożyska rolkowe (3x).
Wyrzucić zużyte łożyska rolkowe.
Zamontować nowe łożyska rolkowe (3x).
Pokryć wszystkie części cienką warstwą smaru (Klüberlub® BE 71-501).
Zamontować rolki prowadzące i podkładki regulacyjne (3x)
Pokryć wszystkie części cienką warstwą smaru (Klüberlub® BE 71-501).
Przymocować osłonę obudowy śruby za pomocą śrub.
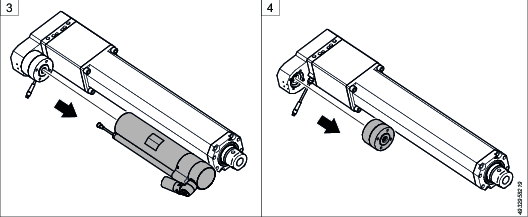
Demontaż silnika i przekładni planetarnej
Wymagane narzędzia
Klucze lub bity imbusowe 4–10 mm
Bity i gniazda do śrub
Klucze lub bity Torx® T6-T25
Klucz dynamometryczny
Urządzenie do podnoszenia
Wkrętaki
Szczypce
Ściągacz do łożysk (opcjonalny)
Szczelinomierz
Środek smarny | Opis |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
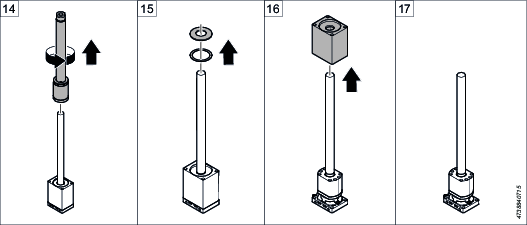
Najpierw należy zdemontować skrzynkę przekładniową, patrz Demontaż skrzynki przekładniowej.
Przed poluzowaniem śrub umieścić prasę na poziomej powierzchni.
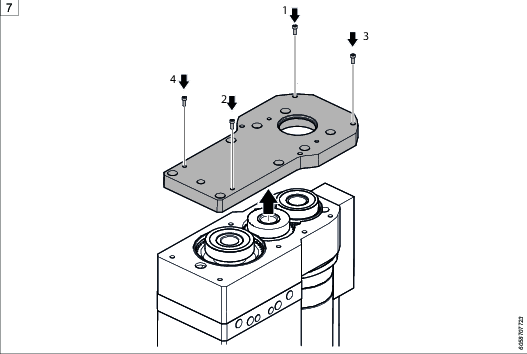
Wykręcić śruby mocujące przekładnię planetarną i silnik.
Zdemontować tuleję przekładni.
Zdemontować przekładnię planetarną (dotyczy wyłącznie PST 35, PST50 i PST100).
Zdemontować sprężynujący pierścień zabezpieczający w obudowie przekładni (dotyczy wyłącznie PST 35, PST50 i PST100).
Zdemontować koło słoneczne i łożysko (dotyczy wyłącznie PST 35, PST50 i PST100).
Wyjąć łożysko koła słonecznego za pomocą ściągacza do łożysk. (Rys. 7–8 dotyczy wyłącznie PST 35, PST50 i PST100).
Montaż obudowy śruby tocznej
Wymagane narzędzia
Klucze lub bity imbusowe 4–10 mm
Bity i gniazda do śrub
Klucze lub bity Torx® T6-T25
Klucz dynamometryczny
Urządzenie do podnoszenia
Wkrętaki
Szczypce
Ściągacz do łożysk (opcjonalny)
Szczelinomierz
Środek smarny | Opis |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Wymagane części zamienne
Części zamienne | Liczba |
|---|---|
Łożyska rolkowe | 3 |
Sprężyny płytkowe | 3 |
Pierścienie dystansowe | 4 |
Rolki | 3 |
Uszczelka wału (o-ring lub uszczelka zgarniająca) | 3 |
Łożysko ślizgowe | 1 |
Ogniwo obciążnikowe (jeśli potrzebne) | 1 |
Wykręcić nakrętkę śruby tocznej z wałka śruby tocznej dostarczonego przez SKF.
Wprowadzić wpust wałka do nakrętki śruby tocznej.
Pokryć wszystkie powierzchnie niewielką ilością smaru i wsunąć nakrętkę śruby tocznej do obudowy nakrętki tocznej.
Zacisnąć obudowę nakrętki tocznej w imadle o miękkich wkładkach szczękowych.
Dokręcić górny kołnierz nowymi śrubami.
Śruby dokręcać naprzemiennie po przeciwnych stronach, stosując najpierw 50%, a następnie 100% wartości momentu. Dokręcić według Przegląd informacji montażowych.
Założyć łożysko śruby tocznej, sprężynę talerzową i wszystkie podkładki.
Wypukłą stronę sprężyny talerzowej zamontować przy łożysku. Między obudową a sprężyną talerzową umieścić podkładkę(-i).
Umieścić podkładkę, podkładkę regulacyjną i wewnętrzną osłonę łożyska na wale śruby tocznej.
Dokręcić ogniwo obciążnikowe nowymi śrubami. Śruby dokręcać naprzemiennie po przeciwnych stronach za pomocą długiego klucza sześciokątnego, stosując najpierw 50%, a następnie 100% wartości momentu. Dokręcić według Przegląd informacji montażowych.
Zacisnąć ogniwo obciążnikowe/obudowę, używając imadła o miękkich wkładkach szczękowych.
Założyć zewnętrzną obudowę łożyska.
Założyć górną sprężynę talerzową (i podkładkę oporową).
Wypukłą stronę zwrócić w kierunku skrzynki przekładniowej. Umieścić podkładkę między obudową a sprężyną talerzową.
Zamontować zespół nakrętki śruby tocznej i wałka tłokowego, nakręcając cały zespół na wałek wewnętrzny.
Pokryć śrubę cienką warstwą smaru (Klüberlub® BE 71-501).
Zmontować obsadę rolki środkowej i obudowę śruby tocznej.
W razie potrzeby zmontować łożysko ślizgowe, pierścienie dystansowe (3x) i łożyska rolkowe (3x) – patrz Wymiana łożysk rolkowych.
Pokryć wszystkie części cienką warstwą smaru (Klüberlub® BE 71-501).
Założyć sprężyny płytkowe (4x).
Pokryć wszystkie części cienką warstwą smaru (Klüberlub® BE 71-501).
Założyć rolki prowadzące (3x).
Pokryć wszystkie części cienką warstwą smaru (Klüberlub® BE 71-501).
Przymocować przednią osłonę za pomocą śrub.
Nasunąć zespół obudowy śruby tocznej na połączenie wieloklinowe w skrzynce przekładniowej.
Przymocować zespół śruby tocznej do skrzynki przekładniowej nowymi śrubami (4x).
Śruby dokręcać naprzemiennie po przeciwnych stronach, stosując najpierw 50%, a następnie 100% wartości momentu. Dokręcić według Przegląd informacji montażowych.
Podłączyć kabel ogniwa obciążnikowego do kabla silnika.
Przymocować osłonę złącza za pomocą śrub (2x).
Montaż przekładni
Wymagane narzędzia
Klucze lub bity imbusowe 4–10 mm
Bity i gniazda do śrub
Klucze lub bity Torx® T6-T25
Klucz dynamometryczny
Urządzenie do podnoszenia
Wkrętaki
Szczypce
Ściągacz do łożysk (opcjonalny)
Szczelinomierz
Środek smarny | Opis |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Wymagane części zamienne
Łożyska (x6)
Zamontować łożyska z obu stron używając prasy i podparcia (x6).
Należy dociskać i podpierać wyłącznie wewnętrzne pierścienie łożyska.
Nanieść cienką warstwę smaru (Klüberlub® BE 71-501).
Założyć pierścienie prowadzące.
Umieścić podkładki sprężyste w górnej osłonie.
Przymocować górną osłonę za pomocą nowych śrub.
Śruby dokręcać naprzemiennie po przeciwnych stronach, stosując najpierw 50%, a następnie 100% wartości momentu. Dokręcić według Przegląd informacji montażowych.
Zmontować hamulec – rys. 6-7 (dotyczy wyłącznie prasy CBUL).

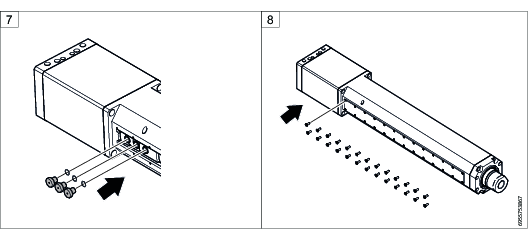
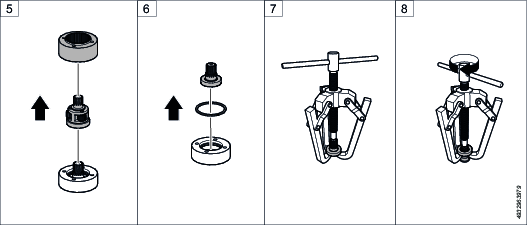
Montaż przekładni planetarnej i silnika
Wymagane narzędzia
Klucze lub bity imbusowe 4–10 mm
Bity i gniazda do śrub
Klucze lub bity Torx® T6-T25
Klucz dynamometryczny
Urządzenie do podnoszenia
Wkrętaki
Szczypce
Ściągacz do łożysk (opcjonalny)
Szczelinomierz
Środek smarny | Opis |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Wymagane części zamienne
Łożysko koła słonecznego
Przekładnia planetarna
Koło słoneczne
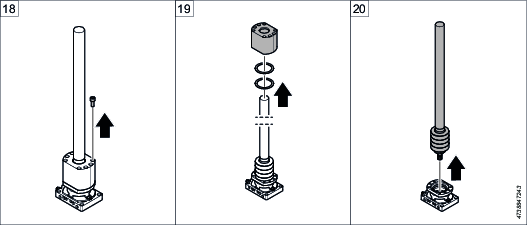
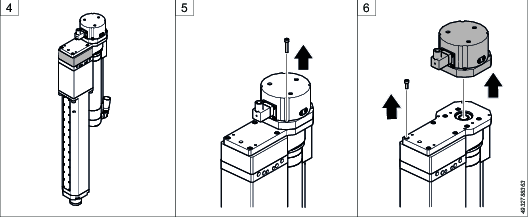
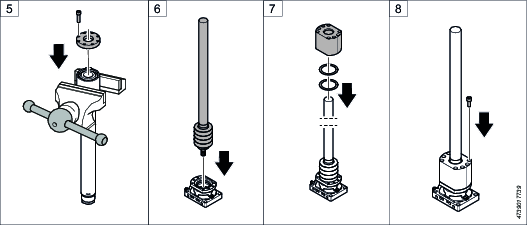
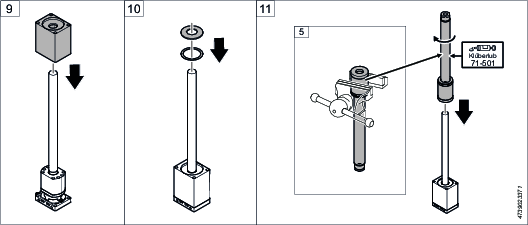
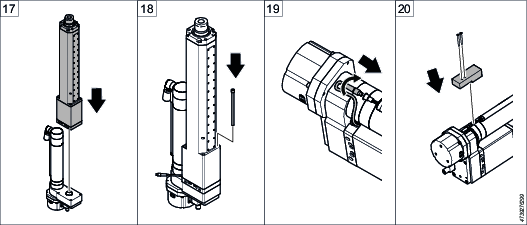
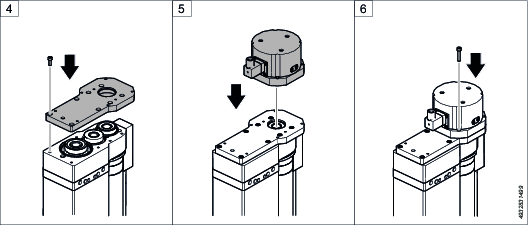
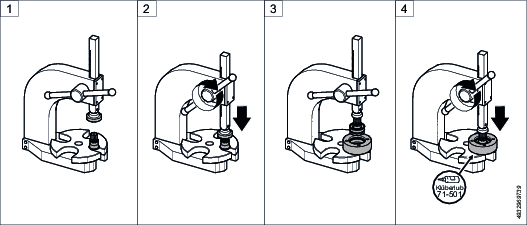
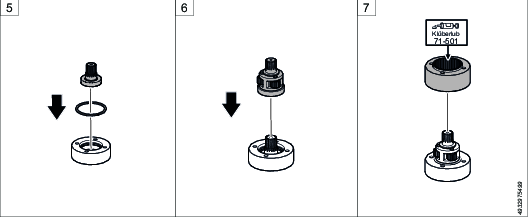
Zamontować łożysko koła słonecznego na osi koła słonecznego za pomocą prasy (dotyczy wyłącznie PST 35, PST50 i PST100), ilustracja 1-2.
Na wewnętrzny pierścień łożyska należy naciskać wyłącznie za pomocą prasy.
Zamontować koło słoneczne i łożysko w obudowie przekładni za pomocą prasy (dotyczy wyłącznie PST 35, PST50 i PST100), ilustracja 3-4.
Na zewnętrzny pierścień łożyska należy naciskać wyłącznie za pomocą prasy.
Nanieść cienką warstwę smaru (Klüberlub® BE 71-501).
Założyć sprężynujący pierścień zabezpieczający w obudowie przekładni za pomocą kombinerek (dotyczy wyłącznie PST 35, PST50 i PST100), ilustracja 5.
Zmontować nową przekładnię planetarną (dotyczy wyłącznie PST 35, PST50 i PST100), ilustracja 6.
Zamontować tuleję przekładni (dotyczy wyłącznie PST 35, PST50 i PST100), ilustracja 7.
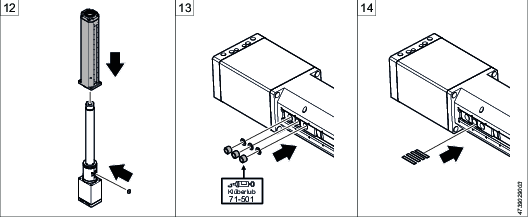
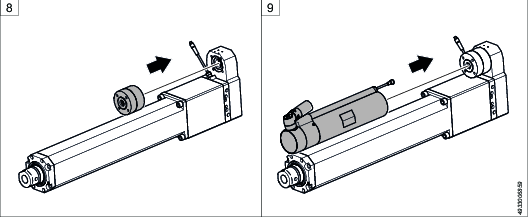
Pokryć śrubę cienką warstwą smaru (Klüberlub® BE 71-501).
Zamontować przekładnię planetarną (dotyczy wyłącznie PST 35, PST50 i PST100), ilustracja 8.
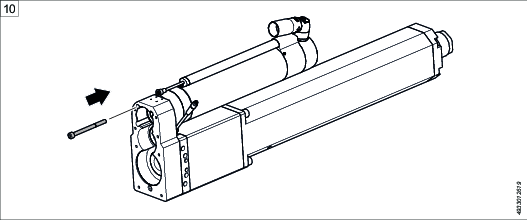
Zamontować silnik za pomocą nowych śrub, ilustracja 9 -10.
Śruby dokręcać naprzemiennie po przeciwnych stronach, stosując najpierw 50%, a następnie 100% wartości momentu. Dokręcić według Przegląd informacji montażowych.
Recykling
Przepisy ochrony środowiska
Po zakończeniu okresu eksploatacji produkt musi zostać poddany właściwemu recyklingowi. Produkt należy zdemontować, zaś jego elementy poddać recyklingowi zgodnie z lokalnymi przepisami.
Akumulatory należy przekazać krajowej organizacji odzysku zużytych baterii i akumulatorów.
Informacje dotyczące recyklingu prasy
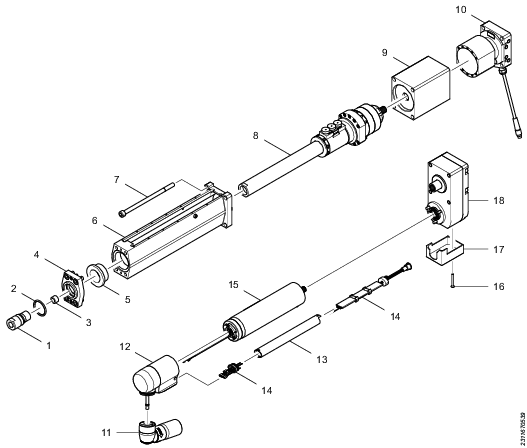
Poz. | Nr | Część | Utylizować jako: |
|---|---|---|---|
1 | 1 | Adapter | Metal, stal |
2 | 1 | O-ring/zgarniacz | Kauczuk NBR |
3 | 1 | Tłumik | Metal, mosiądz |
4 | 1 | Płytka | Metal, stal |
5 | 1 | Łożysko | Metal, brąz |
6 | 1 | Obudowa | Metal, aluminium |
7 | 4 | Śruba | Metal, stal |
8 | 1 | Popychacz | Metal, stal |
9 | 1 | Obudowa | Metal, stal |
10 | 1 | Ogniwo obciążnikowe | Metal, stal |
11 | 1 | Złącze | Odpad elektroniczny |
12 | 1 | Tylna część silnika | Metal, aluminium |
13 | 1 | Tuleja karty kom. | Metal, stal nierdzewna |
14 | 1 | Karta kom. (płytka drukowana) | Odpad elektroniczny |
15 | 1 | Silnik | Odpad elektroniczny |
16 | 2 | Śruba | Metal, stal |
17 | 1 | Osłona | Metal, aluminium |
18 | 1 | Przekładnia i śruby | Metal, stal |