PST5-200CUL
Electromechanical press
제품 정보
일반 정보
안전 신호 용어
안전 신호 용어인 위험, 경고, 주의, 및 참고에는 다음과 같은 의미가 있습니다.
위험 | 위험은 위험한 상황을 나타내며 이러한 상황을 피하지 않으면 사망 또는 중상으로 이어집니다. |
경고 | 경고는 위험한 상황을 나타내며 이러한 상황을 피하지 않으면 사망 또는 중상으로 이어질 가능성이 있습니다. |
주의 | 안전 경보 기호와 함께 사용되는 주의는 위험한 상황을 나타내며 이러한 상황을 피하지 않으면 중경상으로 이어질 가능성이 있습니다. |
참고 | 참고는 신체 상해와 관련이 없는 실제적인 문제를 해결하는 데 사용됩니다. |
보증
제품 보증은 Atlas Copco의 물류 센터에서 발송한 후 12 + 1개월 후에 만료됩니다.
정상적인 부품의 마모는 보증에 포함되지 않습니다.
일상적인 마모에 의한 손상이 있는 경우 해당 기간의 일반적인 표준 공구 유지보수 동안(시간, 작동 시간 또는 다른 방법으로 표시됨) 부품 변경 또는 기타 조정/점검이 필요합니다.
제품 보증은 공구와 구성 부품의 정확한 사용, 유지 보수 및 수리에 따라 결정됩니다.
보증 기간 동안 부적합한 유지 보수 Atlas Copco 또는 공인 서비스 협력 업체 외에서 정비를 수행한 결과로 발생한 부품 손상은 보증이 적용되지 않습니다.
공구 부품이 손상되거나 파괴되지 않도록 하려면, 권장된 유지 보수 일정에 따라 공구를 정비하고 정확한 지침을 준수해 주세요.
보증 수리는 Atlas Copco 정비소 또는 인증 서비스 협력업체에서만 수행됩니다.
Atlas Copco는 자체 ToolCover를 통해 연장된 보증과 최첨단의 예방 정비를 제공합니다. 추가 정보는 가까운 서비스 대리점에 문의해 주세요.
전기 모터의 경우:
전기 모터가 열리지 않았을 경우에만 보증이 적용됩니다.
웹사이트
제품, 부속품, 예비 부품 및 게시된 사안에 관한 정보는 Atlas Copco 웹 사이트에서 찾을 수 있습니다.
다음 자료 및 웹 사이트를 참조해 주세요. www.atlascopco.com.
ServAid
ServAid는 지속적으로 업데이트되며 다음과 같은 기술 정보가 포함된 포털입니다.
규정 및 안전 정보
기술 자료
설치, 작동 및 서비스 지침
예비 부품 목록
부속품
축적 도면
다음 자료 및 웹 사이트를 참조해 주세요. https://servaid.atlascopco.com.
추가 정보는 가까운 Atlas Copco 서비스 대리점에 문의하십시오.
안전 보건 자료 MSDS/SDS
Atlas Copco가 판매하는 화학 제품에 대한 설명은 안전 데이터 시트에 나와 있습니다.
자세한 정보는 Atlas Copco 웹사이트 www.atlascopco.com/sds를 방문해주십시오.
원산지 국가
원산지 국가에 대한 정보는 제품 라벨의 해당 정보를 참조해주십시오.
축적 도면
치수 도면은 치수 도면 아카이브 또는 ServAid에서 찾을 수 있습니다.
다음 자료 및 웹 사이트를 참조해 주세요. http://webbox.atlascopco.com/webbox/dimdrw 또는 https://servaid.atlascopco.com.
개요
개요
PST 서보 전기 프레스는 업계에서 입증된 QST 솔루션을 기반으로 제작되었습니다. 당사의 프레스 스핀들 시스템은 다양한 용도에서 전 범위에 걸친 높은 생산성과 완전한 공통성을 제공합니다. 가장 효율적인 유성식 롤러 스크류는 독특한 기계식 기어박스에서 강력하고 정확한 선형 이동으로 회전 이동을 변환하는 기능을 가지고 있습니다. 동일한 ToolsTalk PowerMacs 소프트웨어 플랫폼을 사용하여 쉽게 프로그램을 짜고 제어할 수 있습니다.
특징
능률적인 경량 디자인
고급 유성 롤러 스크류
벨트 대신 기계식 기어 장치
스마트 케이블 커넥터가 있는 표준 QST
스핀들 칩 및 디지털 통신
QST와의 하드웨어 및 소프트웨어 공통성
ToolsNet과 호환
파킹 및 고정 위치용 브레이크 버전(선택 사항)
혜택
능률적이고 컴팩트한 디자인으로 제한된 공간에서 쉽게 통합 가능
매우 뛰어난 내구성
적은 예비 부품 재고
고속, 가속 및 감속이 가져다 주는 높은 생산성
설치 및 교육 비용 절감
스마트 연결 조립(Smart Connected Assembly)의 일부
응용 분야
PST는 높은 정확도와 이력 추적 기능이 필요할 경우 베어링, 씰, 기어 또는 정렬 핀 등을 조립하는 데 사용할 수 있는 전자기계식 액추에이터입니다. 정지부까지 눌러 액추에이터의 힘을 제어하거나, 특정 거리까지 눌러 액추에이터의 왕복운동을 제어할 수 있습니다.
기본 구성품
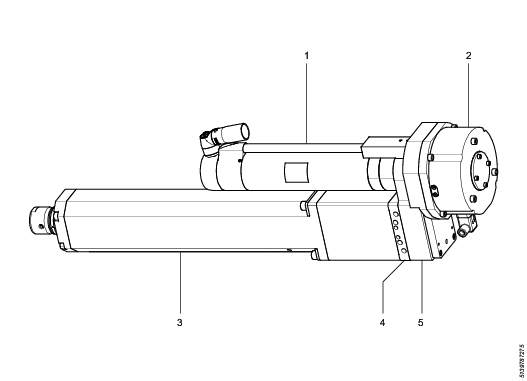
1 | 모터 | 4 | 로드셀 |
2 | 브레이크(CBUL만 해당) | 5 | 기어박스 |
3 | 롤러 나사 하우징 어셈블리 |
일반적인 환경 조건
이 제품은 다음 조건 하에서 안전하도록 설계되었습니다.
실내 사용
최대 2000m의 고도
0°C ~ 40 °C의 주위 온도
최대 상대 습도 80%(최고 온도 31°C 기준)에서 상대 습도 50%(40°C 기준)까지 선형적으로 감소
오손도 2
제품의 기술 데이터
기술 제품 데이터는 ServAid 또는 Atlas Copco 웹사이트에서 찾을 수 있습니다.
다음 자료 및 웹 사이트를 참조해 주세요. https://servaid.atlascopco.com 또는 www.atlascopco.com.
부속품
선택적 부속품
PST용 프레스 공구 어댑터
프레스 공구 어댑터를 이용하면 프레싱 축을 둘레로 특정 각도에서 고객 툴링을 설정할 수 있습니다.
이는 인장력이 적용되는 응용 분야에 사용해야 합니다.
나사 2개(2x)를 제거하고 프레스 피스톤 위에 프레스 공구 어댑터를 조립합니다.
2개(2x)의 나사를 조립하고 표에 따라 조입니다.
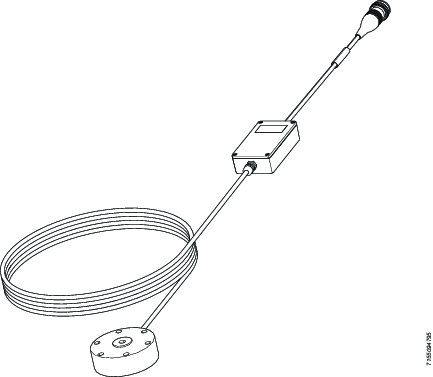
프레스 포스 변환기
프레스 포스 검증 변환기는 실제 분야에서 프레스 힘을 측정하고, 실제 분야에 맞게 또는 PST에 대한 정기적인 품질관리 수단으로써 PST를 교정하기 위해 STanalyser/STa 6000과 함께 사용됩니다. 작동 지침은 STanalyzer/STa 6000 문서를 참조하십시오.
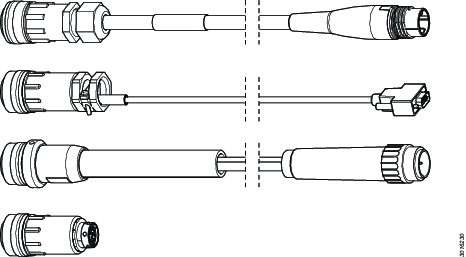
TTS-QST 프로그래밍 케이블
TTS 프로그래밍 케이블은 모터 또는 로드셀이 교체되었을 때 QST/PST 공구를 프로그래밍하는 데 사용됩니다.
서비스 개요
서비스 권장 사항
정기적으로 예방 유지보수를 할 것을 권장합니다. 예방 유지보수에 대한 자세한 정보를 참조하십시오. 제품이 제대로 작동하지 않을 경우, 서비스를 신청해 검사 받으십시오.
예방 유지보수에 대한 자세한 정보가 포함되어 있지 않은 경우, 다음과 같은 일반 지침을 따르십시오.
적절한 부품을 꼼꼼하게 청소합니다.
결함이 있거나 마모된 부품을 교체합니다.
예비부품
예비 부품 관련 문의는 ServAid를 참조하십시오.
설치
설치 요구사항
요구 사항
PST 프레스는 기계 또는 기계류 부품으로 사용하기 위한 것입니다. 본 제품의 취급, 설치 및 사용에 대한 책임은 MTB(Machine Tool Builder)와 최종 사용자에게 있습니다.
MTB 또는 책임 현장에서는 항상 ISO 13849-1에 따라 위험 평가를 실시하여 전체 설치에 대해 필요한 성능 레벨을 결정해야 합니다.
PST 프레스의 설치, 작동 및 서비스는 자격을 갖춘 기술자만이 수행할 수 있습니다.

설치 지침
설치 개요
PST 프레스는 전방 나사 구멍 또는 후방 나사 구멍을 사용해 설치할 수 있습니다. 설치 치수에 대해서는 ServAid에 나온 치수 도면을 참조하십시오.
윤활제 | 설명 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
나사 | 토크[Nm] | 토크[ft·lb] |
|---|---|---|
M3 | 1.7 | 1.25 |
M4 | 4.0 | 2.95 |
M5 | 7.5 | 5.53 |
M6 | 13 | 9.59 |
M8 | 30 | 22.13 |
M10 | 60 | 44.25 |
M12 | 110 | 81.13 |
M14 | 180 | 133 |
M16 | 280 | 206.52 |
조이기 전에 나사의 나사산 부분에 오일을 바릅니다.
클래스 12.9(DIN 912) 강도의 나사만 사용하십시오.
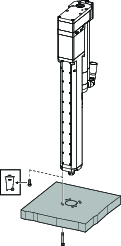
수직 설치 전방 장착
프레스 | 전방 장착 |
|---|---|
PST 5 | M8(4x) |
PST10 | M8(4x) |
PST20 | M8(8x) |
PST35 | M10(8x) |
PST50 | M10(8x) |
PST60 | M10(8x) |
PST100 | M12(8x) |
필요한 공구
육각 키 또는 비트 4-10 mm
나사 비트 및 소켓
Torx® 키 또는 비트 T6-T25
토크 렌치
리프팅 장치
스크류드라이버
플라이어
베어링 풀러(옵션)
필러 게이지
프레스 후방 끝에 인양고리를 장착합니다. ServAid의 치수 도면을 참조하십시오.
프레스 전방 끝에 있는 나사를 풉니다.
프레스를 수직 위치로 들어 올립니다.
더 긴 새로운 나사를 사용해서 장착용 플레이트에 프레스를 조립합니다.

나사 길이에 대해서는 ServAid에 나온 치수 도면을 참조하십시오.
프레스 피스톤의 반지름 방향 힘
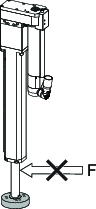
수직 설치 시 허용되는 최대 프레스 툴링 무게(질량)
PST 프레스 모델 | 브레이크 포함(kg) | 브레이크 포함(lbs) | 브레이크 불포함(kg) | 브레이크 불포함(lbs) |
|---|---|---|---|---|
PST5 | 25 | 55 | 8 | 17.6 |
PST10 | 50 | 110 | 8 | 17.6 |
PST20 | 100 | 220 | 16 | 35.5 |
PST35 | 175 | 385 | 28 | 61.6 |
PST50 | 250 | 550 | 40 | 88 |
PST60 | 250 | 550 | 40 | 88 |
PST100 | 500 | 1100 | 80 | 176 |
필요한 공구
육각 키 또는 비트 4-10 mm
나사 비트 및 소켓
Torx® 키 또는 비트 T6-T25
토크 렌치
리프팅 장치
스크류드라이버
플라이어
베어링 풀러(옵션)
필러 게이지
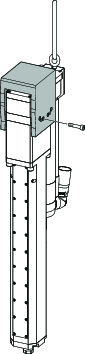
프레스 후방 끝에 인양고리를 장착합니다.
프레스를 수직 위치로 들어 올립니다.
프레스를 고정시키고 지정된 토크로 나사를 사선으로 조입니다.
수직 설치 후방 장착
프레스 | 후방 장착 |
|---|---|
PST 5 | M8(8x) |
PST10 | M8(8x) |
PST20 | M10(8x) |
PST35 | M10(8x) |
PST50 | M12(8x) |
PST100 | M16(8x) |
필요한 공구
육각 키 또는 비트 4-10 mm
나사 비트 및 소켓
Torx® 키 또는 비트 T6-T25
토크 렌치
리프팅 장치
스크류드라이버
플라이어
베어링 풀러(옵션)
필러 게이지
후방 나사 구멍을 사용할 때는 프레스의 양쪽에 있는 구멍을 사용합니다.
너무 긴 나사는 사용하지 마십시오. ServAid에서 치수 도면을 참조하십시오.
토크 표에 따라 나사를 조입니다.
모든 나사를 조일 때까지 프레스를 지탱하도록 하십시오.
수평 설치
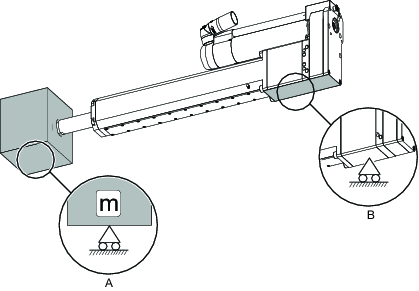
프레스 | 최대 공구 무게(A) | 프레스 지지 필요(B) |
|---|---|---|
PST 5 | 2 Kg | 아니요 |
PST 10 | 2 Kg | 아니요 |
PST 20 | 4 Kg | 예(CBUL만 해당) |
PST 35 | 7 Kg | 예 |
PST 50 | 10 Kg | 예 |
PST 55 | 10 Kg | 예 |
PST 100 | 20 Kg | 예 |
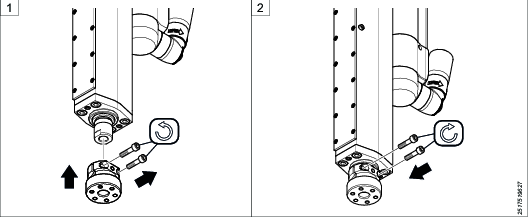
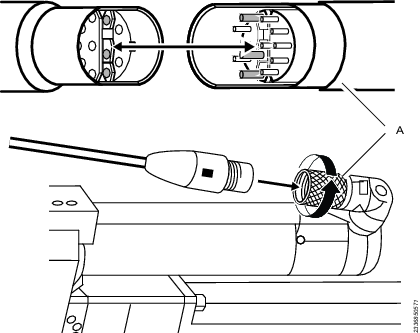
모터 케이블 설치
모터 케이블을 프레스 접촉부의 핀과 일렬로 맞춥니다.
나사산의 시작 부분을 향해 모터 케이블을 천천히 밀어 넣습니다.
핸들(A)을 시계 방향으로 돌려 모터 케이블을 설치하고 고정시킵니다.
서비스
ESD 문제 방지
제품과 컨트롤러 내부의 부품은 정전기 방전에 민감합니다. 추가 고장을 방지하려면 서비스 및 유지관리가 ESD 승인 작업 환경에서 수행되었는지 확인하십시오. 아래의 그림은 적절한 서비스 워크 스테이션에 대한 예입니다.

유지보수 지침
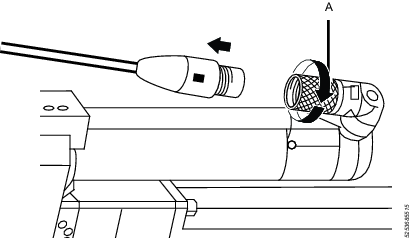
예방책
핸들(A)을 반시계 방향으로 돌려 모터 케이블을 풉니다.
모터 케이블을 당겨 뺍니다.
서비스 요구 사항
수리 지침을 사용할 수 있고, 또는 Atlas Copco 공구에 대한 수리 교육을 받은 자격 있는 기술자만이 수리를 실시해야 합니다.
전기 모터는 밀폐된 유닛이며 어떠한 경우에도 Atlas Copco Industrial Technique AB의 직원만이 개봉할 수 있습니다. 전기 모터에 결함이 있거나 수리가 필요하다고 판단되면, 모터 전체를 Atlas Copco에 보내 교환하십시오. Atlas Copco 직원이 아닌 다른 사람이 개봉한 모터는 서비스를 받을 수 없습니다.
서비스 권장 사항
정기적으로 예방 유지보수를 할 것을 권장합니다. 예방 유지보수에 대한 자세한 정보를 참조하십시오. 제품이 제대로 작동하지 않을 경우, 서비스를 신청해 검사 받으십시오.
예방 유지보수에 대한 자세한 정보가 포함되어 있지 않은 경우, 다음과 같은 일반 지침을 따르십시오.
적절한 부품을 꼼꼼하게 청소합니다.
결함이 있거나 마모된 부품을 교체합니다.
예방 유지보수
유지보수 간격
부하가 80%이고 모터 최대 온도가 80 °C인 정상 작동 조건에서, 100만 사이클 후 또는 1년에 한 번 정기적인 간격으로 프레스를 정비해야 합니다.
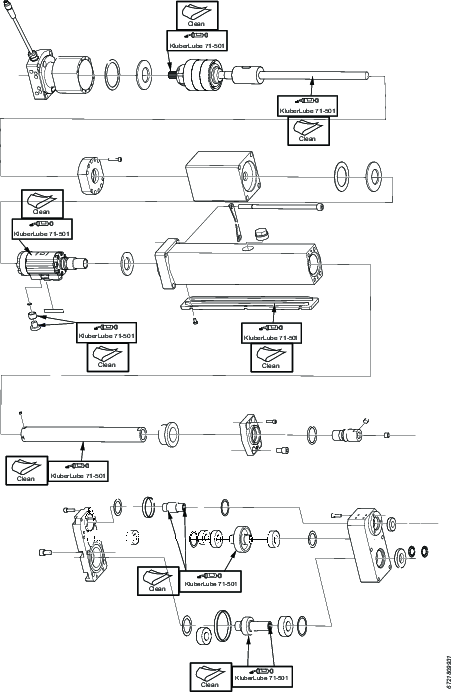
윤활 지침
필요한 윤활제
윤활제 | 설명 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
윤활 준비
윤활하기 전에 프레스를 최대 출력 위치(마이너스 5mm)까지 또는 설치시 허용되는 한 롤러 나사의 내부 나사산 부분을 노출 시키십시오.
프레스가 이 바깥 위치에 있는 상태에서 시스템의 전원을 끕니다.
예방 유지보수를 위해 기어박스에서 롤러 나사 하우징 어셈블리를 제거할 필요가 없습니다.
윤활 지침
윤활제 | 설명 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
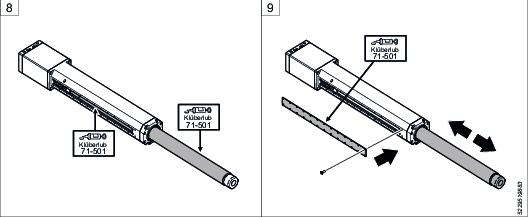
롤러 나사 윤활
항상 윤활 준비 지침을 읽고 따르십시오.
윤활제 | 설명 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
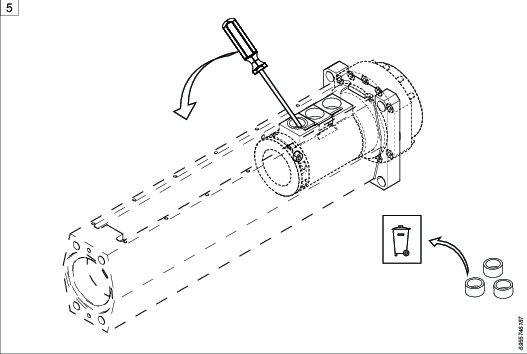
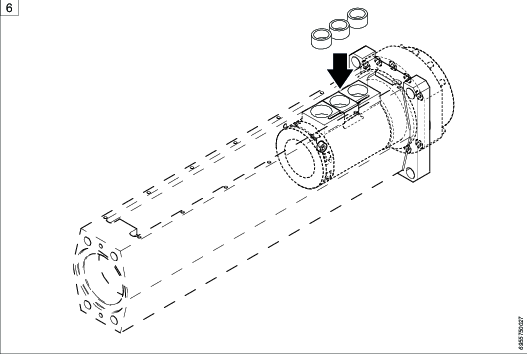
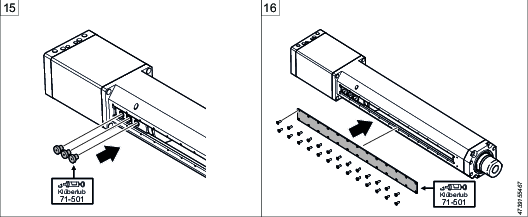
커버를 제거하고 종이나 천을 사용해 안쪽에서 그리스를 닦아냅니다.
롤러 나사의 보이는 부분에서 나사산이 고르게 채워지도록 충분한 그리스를 보충합니다.
커버를 다시 조립합니다.
롤러 나사 하우징 가이드 및 가이드 롤러 윤활
재조립하는 동안 모든 표면에 소량의 그리스(Klüberlub® BE 71-501)를 바릅니다.
윤활제 | 설명 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
커버를 제거하고 보풀 없는 천을 사용해 안쪽에서 그리스를 닦아냅니다.
과도한 마모가 없는지 점검합니다.
검사:
커버 안쪽의 가이드
롤러 베어링 표면
롤러 나사 표면
제거 전에 롤러 베어링에서 가이드 롤러를 돌려서 불규칙한 회전을 확인합니다.
롤러 베어링이 손상된 경우, 모든 롤러 베어링을 교체하십시오(롤러 베어링 교체 참조).
리프 스프링을 제거합니다.
가이드 롤러 베어링에 소량의 그리스(Klüberlub® BE 71-501)를 바릅니다.
소량의 그리스(Klüberlub® BE 71-501)를 바르고 리프 스프링을 조립합니다.
가이드 롤러를 조립하고 소량의 그리스(Klüberlub® BE 71-501)를 바릅니다.
그리스(Klüberlub® BE 71-501)를 사용해 롤러 나사를 윤활합니다.
커버 안쪽에 소량의 그리스(Klüberlub® BE 71-501)를 바르고, 롤러 나사 하우징을 다시 조립합니다. 10mm/s 속도로 최대 바깥 위치에서 최대 안쪽 위치까지 5번 프레스를 순환하여 그리스를 골고루 분산시킵니다.
중앙의 가이드 롤러 홀더를 맞추기 위해 약간의 힘이 필요할 수도 있습니다.

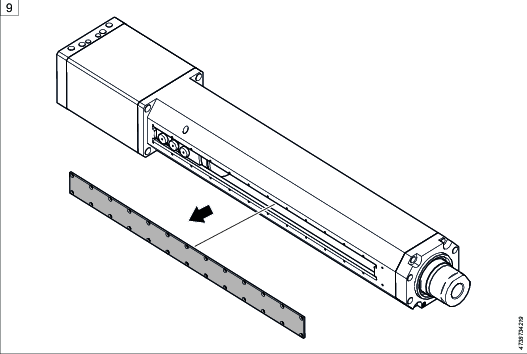
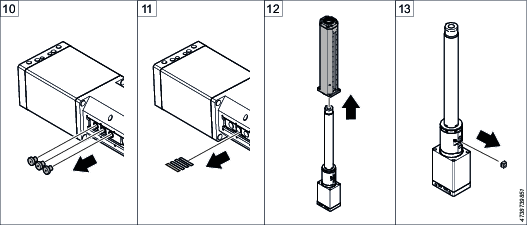
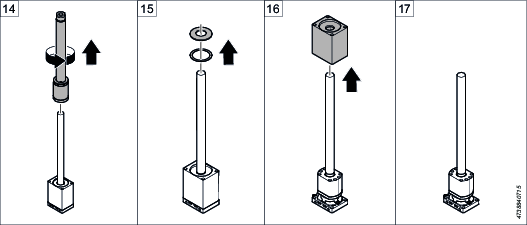
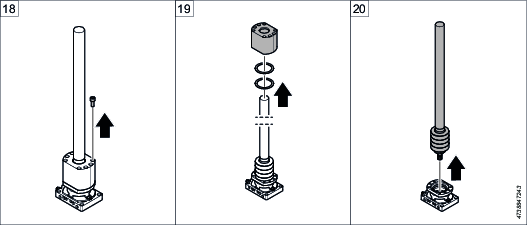
수리 지침
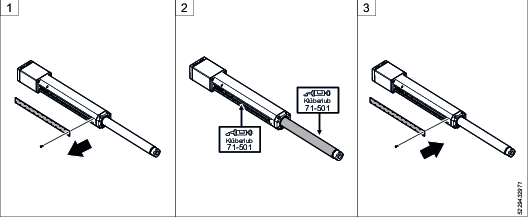
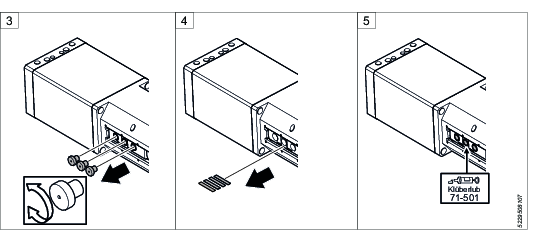
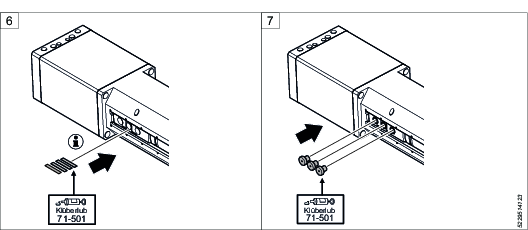
통신 카드 튜브 교체
카드 교체는 적절한 교육을 받은 공인 서비스 기술자만이 수행할 수 있습니다. 통신 카드 교체를 위해 모터 후면 부품을 분해할 필요가 없습니다.
분해/조립 지침
나사 하우징 분해
필요한 공구
육각 키 또는 비트 4-10 mm
나사 비트 및 소켓
Torx® 키 또는 비트 T6-T25
토크 렌치
리프팅 장치
스크류드라이버
플라이어
베어링 풀러(옵션)
필러 게이지
윤활제 | 설명 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
커넥터 커버 나사를 제거합니다.
커넥터 커버를 해체합니다.
모터 케이블에서 로드셀 케이블을 분리합니다.
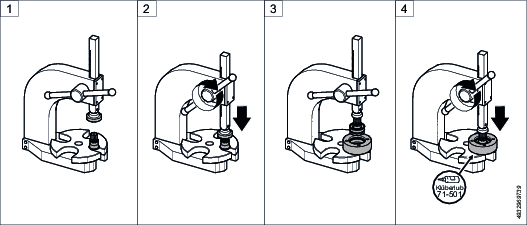
소프트 바이스를 사용해 기어박스 하우징 위에서 체결하여 프레스를 고정시킵니다.
나사 하우징 어셈블리를 기어박스에 고정하는 볼트(4x)를 풉니다.
사용한 볼트를 폐기합니다.
기어박스의 스필라인 조인트에서 나사 하우징 어셈블리를 밀어서 분리합니다.
가이드 링은 기어박스 안에 장착할 수 있습니다.
프레스를 수평면에 놓습니다.
모든 커버 나사를 풉니다.
커버를 해체합니다.
가이드 롤러(3x)를 해체합니다.
모든 리프 스프링(최대 4x)을 해체합니다.
리프 스프링이 4개 미만일 경우, 재조립할 때 4개까지 늘리십시오.
나사 하우징을 해체합니다.
중앙 롤러 홀더를 해체합니다.
내부 샤프트의 전체 어셈블리를 돌려서 나사 너트와 피스톤 샤프트 어셈블리를 풉니다.
상부 디스크 스프링(및 지지 와셔)을 해체합니다.
외부 베어링 커버를 해체합니다(롤러 나사 너트 쪽으로).
소프트 조를 사용해 바이스의 로드셀/하우징 위에 체결합니다.
로드셀을 고정하는 모든 볼트를 풉니다.
롤러 나사 샤프트에서 내부 베어링 커버를 해체합니다.
롤러 나사 베어링 디스크 스프링 및 모든 와셔를 해체합니다.
모든 볼트를 풀고 상단 플랜지를 분해합니다.
롤러 너트 하우징에서 롤러 나사 너트를 밀어서 빼냅니다.
재조립할 때 사용할 수 있도록 두 부품을 연결하는 샤프트 키를 분리하도록 하십시오.
롤러 나사 너트를 다시 롤러 나사 샤프트에 고정합니다.
롤러 나사 샤프트와 너트는 한 쌍으로 되어 있으며 각각에 일련 번호가 표시되어 있습니다.
롤러 나사 교체 시에는 단계 중 일부가 필요하지 않습니다.
기어박스 분해
필요한 공구
육각 키 또는 비트 4-10 mm
나사 비트 및 소켓
Torx® 키 또는 비트 T6-T25
토크 렌치
리프팅 장치
스크류드라이버
플라이어
베어링 풀러(옵션)
필러 게이지
윤활제 | 설명 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
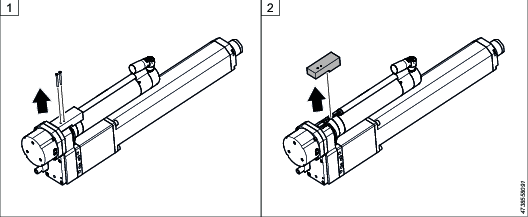
커넥터 커버를 고정하는 나사를 제거합니다.
커넥터 커버를 해체합니다.
모터 케이블에서 로드셀 케이블을 분리합니다.
소프트 조를 사용해 바이스의 기어박스 위에 프레스를 고정시킵니다.
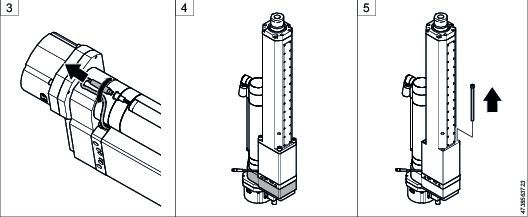
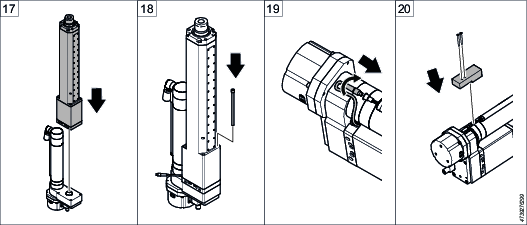
브레이크 그림 2-3을 해체합니다(CBUL 프레스만 해당).
상단 커버 나사를 풉니다.
나사산 구멍을 통과하여 긴 나사를 돌려서 상단 커버를 제거합니다.
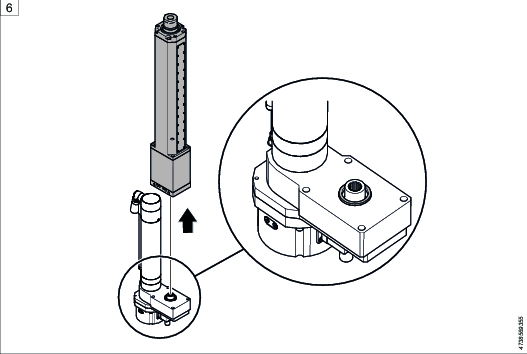
가이드 링 및 프리로드 와셔의 위치를 기억해 두십시오. 프리로드 와셔는 상단 커버에 배치할 수 있습니다.
가이드 링과 프리로드 와셔를 해체합니다.
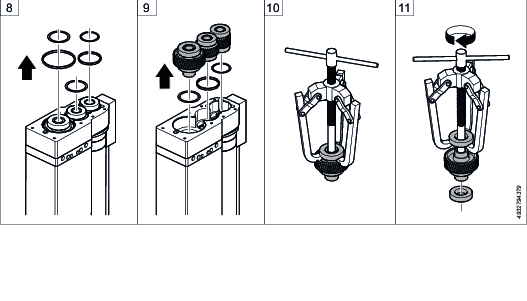
기어 휠, 축 및 베어링을 해체합니다.
베어링 풀러(그림 10-11)를 사용해 모든 베어링(x6)을 해체합니다.
롤러 베어링 교체
필요한 공구
육각 키 또는 비트 4-10 mm
나사 비트 및 소켓
Torx® 키 또는 비트 T6-T25
토크 렌치
리프팅 장치
스크류드라이버
플라이어
베어링 풀러(옵션)
필러 게이지
윤활제 | 설명 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
프레스를 수평면에 놓습니다.
모든 나사 하우징 커버 나사를 풉니다.
나사 하우징 커버를 해체합니다.
가이드 롤러와 심(3x)을 해체합니다.
롤러 베어링(3x)을 해체합니다.
사용한 롤러 베어링을 폐기합니다.
새 롤러 베어링(3x)을 조립합니다.
모든 부품에 그리스(Klüberlub® BE 71-501)를 얇게 바릅니다.
가이드 롤러와 심(3x)을 조립합니다.
모든 부품에 그리스(Klüberlub® BE 71-501)를 얇게 바릅니다.
나사를 사용해 나사 하우징 커버를 조립합니다.
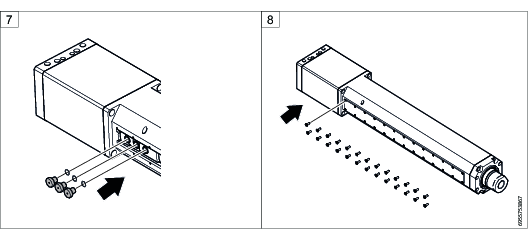
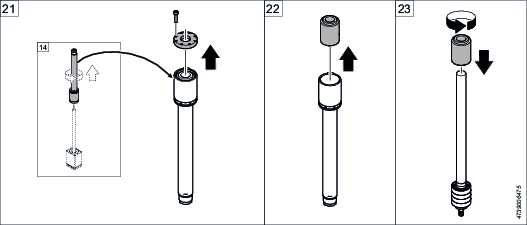
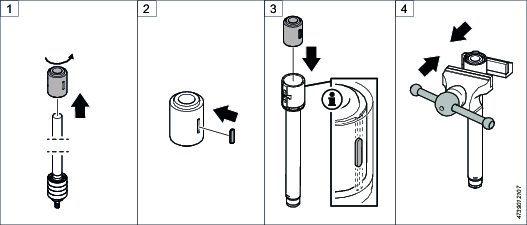
모터 및 유성 기어 분해
필요한 공구
육각 키 또는 비트 4-10 mm
나사 비트 및 소켓
Torx® 키 또는 비트 T6-T25
토크 렌치
리프팅 장치
스크류드라이버
플라이어
베어링 풀러(옵션)
필러 게이지
윤활제 | 설명 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
먼저, 기어박스를 해체합니다(기어박스 분해 참조).
나사를 풀기 전에 프레스를 수평면에 놓습니다.
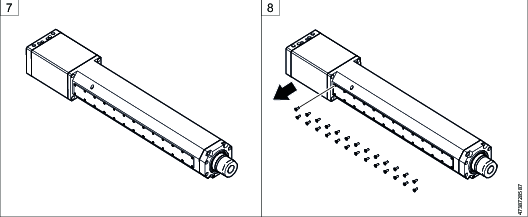
유성 기어와 모터를 고정하는 나사를 풉니다.
기어 림을 해체합니다.
유성 기어를 해체합니다(PST 35, PST50 및 PST100에만 적용).
기어 하우징에 있는 서클립을 해체합니다(PST 35, PST50 및 PST100에만 적용).
선 기어 및 베어링을 해체합니다(PST 35, PST50 및 PST100에만 적용).
베어링 풀러를 사용해 선 기어 베어링을 해체합니다. (그림 7- 8은 PST 35, PST50 및 PST100에만 적용)
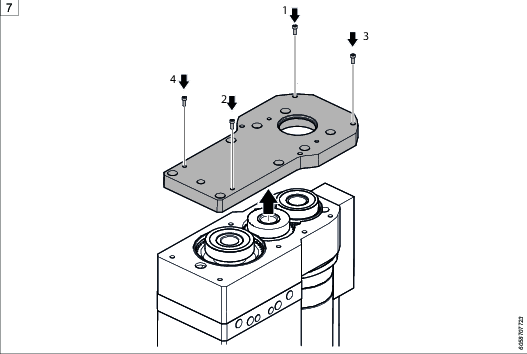
나사 하우징 조립
필요한 공구
육각 키 또는 비트 4-10 mm
나사 비트 및 소켓
Torx® 키 또는 비트 T6-T25
토크 렌치
리프팅 장치
스크류드라이버
플라이어
베어링 풀러(옵션)
필러 게이지
윤활제 | 설명 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
필요한 예비 부품
예비 부품 | 수량 |
|---|---|
롤러 베어링 | 3 |
리프 스프링 | 3 |
심 링 | 4 |
롤러 | 3 |
샤프트 씰(O-링 또는 스크레이퍼 씰) | 3 |
글라이드 베어링 | 1 |
로드셀(필요한 경우) | 1 |
SKF에서 제공한 롤러 나사 샤프트에서 롤러 나사 너트를 풉니다.
샤프트 키를 롤러 나사 너트 위에 조립합니다.
모든 표면에 소량의 그리스를 바르고 롤러 나사 너트를 롤러 너트 하우징에 밀어 넣습니다.
소프트 조와 함께 바이스를 사용해 롤러 너트 하우징 위에 체결합니다.
새 나사를 사용해 상단 플랜지를 조립합니다.
먼저 50% 토크로, 그 다음 100% 토크로 나사를 십자형으로 조입니다. 설치 개요에 따른 토크로 조이십시오.
롤러 나사 베어링, 디스크 스프링 및 모든 와셔를 조립합니다.
디스크 스프링의 볼록한 면을 베어링 쪽으로 맞춥니다. 하우징과 디스크 스프링 사이에 와셔를 사용하십시오.
심, 와셔 및 내부 베어링 커버를 롤러 나사 샤프트 위에 조립합니다.
새 나사를 사용해 로드셀을 조립합니다. 긴 육각 소켓을 사용해 먼저 50% 토크로, 그 다음 100% 토크로 나사를 십자형으로 조입니다. 설치 개요에 따른 토크로 조이십시오.
소프트 조와 함께 바이스를 사용해 로드셀/하우징 위에 체결합니다.
외부 베어링 커버를 조립합니다.
상부 디스크 스프링(및 지지 와셔)을 조립합니다.
볼록한 면이 기어박스를 향하게 맞추십시오. 하우징과 디스크 스프링 사이에 와셔를 사용하십시오.
내부 샤프트에서 전체 어셈블리를 돌려서 나사 너트와 피스톤 샤프트 어셈블리를 조립합니다.
나사에 그리스(Klüberlub® BE 71-501)를 얇게 바릅니다.
중앙 롤러 홀더와 나사 하우징을 조립합니다.
필요하면 글라이드 베어링, 심 링(3x) 및 롤러 베어링(3x)을 조립합니다(롤러 베어링 교체 참조).
모든 부품에 그리스(Klüberlub® BE 71-501)를 얇게 바릅니다.
리프 스프링(4x)을 조립합니다.
모든 부품에 그리스(Klüberlub® BE 71-501)를 얇게 바릅니다.
가이드 롤러(3x)를 조립합니다.
모든 부품에 그리스(Klüberlub® BE 71-501)를 얇게 바릅니다.
나사를 사용해 전면 커버를 조립합니다.
나사 하우징 어셈블리를 기어박스의 스플라인 조인트로 밀어 넣습니다.
새 볼트(4x)를 사용하여 나사 하우징 어셈블리를 기어박스에 조립합니다.
먼저 50% 토크로, 그 다음 100% 토크로 나사를 십자형으로 조입니다. 설치 개요에 따른 토크로 조이십시오.
로드셀 케이블을 모터 케이블에 조립합니다.
나사(2x)를 사용해 커넥터 커버를 조립합니다.
기어박스 조립
필요한 공구
육각 키 또는 비트 4-10 mm
나사 비트 및 소켓
Torx® 키 또는 비트 T6-T25
토크 렌치
리프팅 장치
스크류드라이버
플라이어
베어링 풀러(옵션)
필러 게이지
윤활제 | 설명 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
필요한 예비 부품
베어링(x6)
프레스와 지지대(x6)를 사용해 양쪽에서 베어링을 조립합니다.
베어링 내부 링에서만 프레스와 지지대를 사용하십시오.
그리스(Klüberlub® BE 71-501)를 얇게 바릅니다.
가이드 링을 조립합니다.
프리로드 와셔를 상단 커버에 조립합니다.
새 나사를 사용해 상단 커버를 조립합니다.
먼저 50% 토크로, 그 다음 100% 토크로 나사를 십자형으로 조입니다. 설치 개요에 따른 토크로 조이십시오.
브레이크 그림 6-7을 조립합니다(CBUL 프레스만 해당).

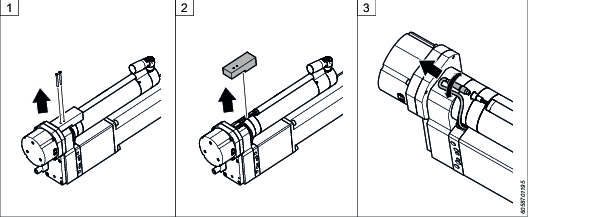
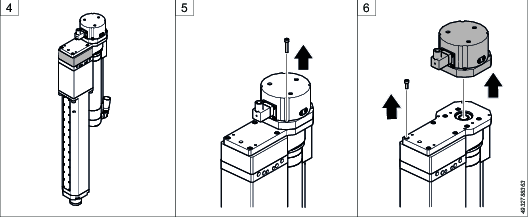
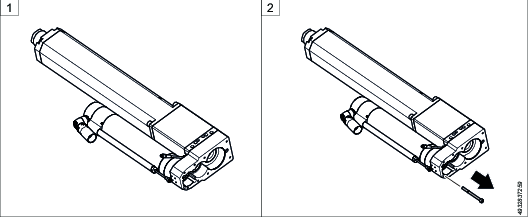
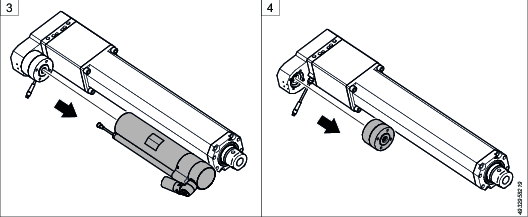
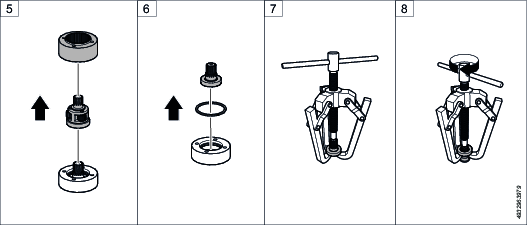
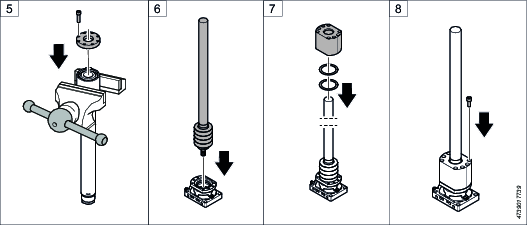
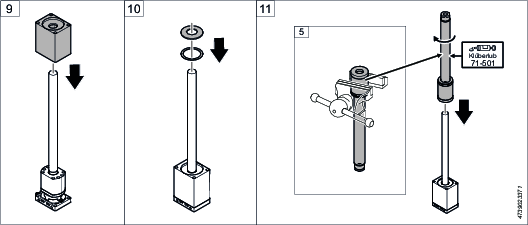
유성 기어 및 모터 조립
필요한 공구
육각 키 또는 비트 4-10 mm
나사 비트 및 소켓
Torx® 키 또는 비트 T6-T25
토크 렌치
리프팅 장치
스크류드라이버
플라이어
베어링 풀러(옵션)
필러 게이지
윤활제 | 설명 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
필요한 예비 부품
선 기어 베어링
유성 기어
선 기어
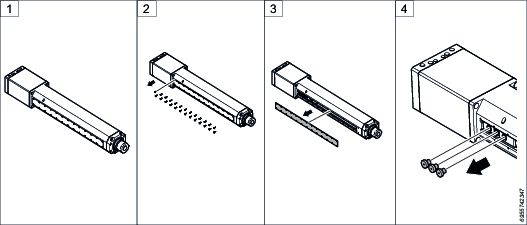
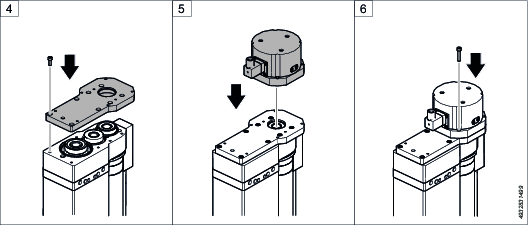
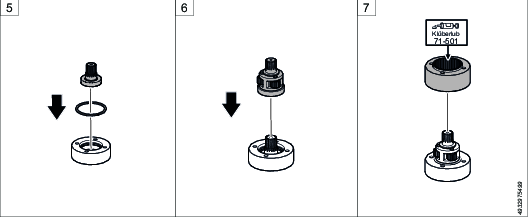
프레스를 사용해 선 기어 축 위에 선 기어 베어링을 조립합니다(PST 35, PST50 및 PST100에만 적용). 프레임 1-2
프레스를 사용해 베어링의 내부 링만 누르십시오.
프레스를 사용해 기어 하우징에 선 기어 및 베어링을 조립합니다(PST 35, PST50 및 PST100에만 적용). 프레임 3-4
프레스를 사용해 베어링의 외부 링만 누르십시오.
그리스(Klüberlub® BE 71-501)를 얇게 바릅니다.
필러를 사용해 기어 하우징에 서클립을 조립합니다(PST 35, PST50 및 PST100에만 적용). 프레임 5
새로운 유성 기어를 조립합니다(PST 35, PST50 및 PST100에만 적용). 프레임 6
기어 림을 조립합니다(PST 35, PST50 및 PST100에만 적용). 프레임 7
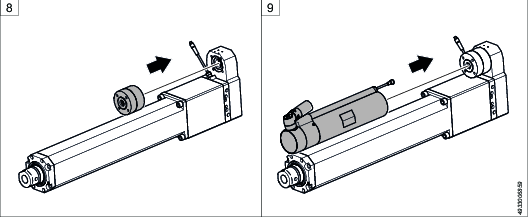
나사에 그리스(Klüberlub® BE 71-501)를 얇게 바릅니다.
유성 기어를 조립합니다(PST 35, PST50 및 PST100에만 적용). 프레임 8
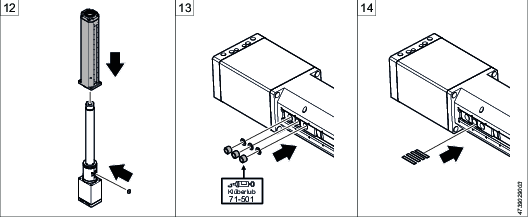
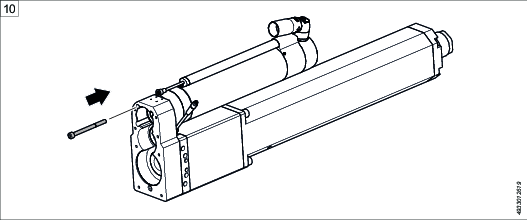
새 나사를 사용해 모터를 조립합니다. 프레임 9 -10
먼저 50% 토크로, 그 다음 100% 토크로 나사를 십자형으로 조입니다. 설치 개요에 따른 토크로 조이십시오.
재활용
환경 규제
제품이 목적에 도움이 되려면, 올바르게 재활용되어야 합니다. 제품을 분해해서 지역 규정에 따라 구성품을 재활용하십시오.
배터리는 국가의 배터리 회수 기관에서 처리해야 합니다.
프레스 공구의 재활용 정보
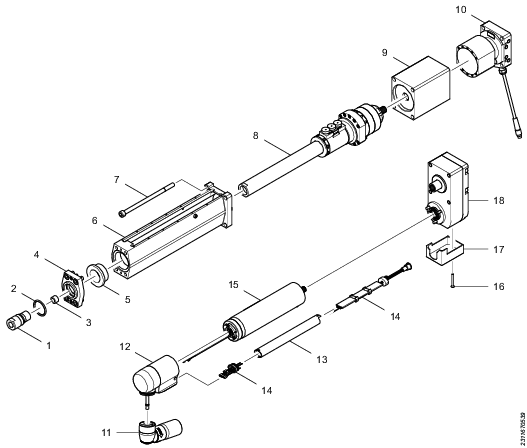
위치 | 수량 | 부품 | 재활용: |
|---|---|---|---|
1 | 1 | 어댑터 | 금속, 강철 |
2 | 1 | O-링/스크레이퍼 | NBR 고무 |
3 | 1 | 소음기 | 금속, 황동 |
4 | 1 | 판 | 금속, 강철 |
5 | 1 | 베어링 | 금속, 청동 |
6 | 1 | 하우징 | 금속, 알루미늄 |
7 | 4 | 나사 | 금속, 강철 |
8 | 1 | 푸시 로드 | 금속, 강철 |
9 | 1 | 하우징 | 금속, 강철 |
10 | 1 | 로드셀 | 금속, 강철 |
11 | 1 | 커넥터 | 전자 |
12 | 1 | 모터 후면 부품 | 금속, 알루미늄 |
13 | 1 | 통신 카드 튜브 | 금속, 스테인리스강 |
14 | 1 | 통신 카드(PCB) | 전자 |
15 | 1 | 모터 | 전자 |
16 | 2 | 나사 | 금속, 강철 |
17 | 1 | 덮개 | 금속, 알루미늄 |
18 | 1 | U자형 기어 및 나사 | 금속, 강철 |