PST5-200CUL
Electromechanical press
製品情報
一般情報
安全信号用語
安全信号用語の「危険」、「警告」、「注意」、「通知」には次のような意味があります:
危険 | 「危険」は、回避しなければ、死亡または重傷を負うことになる危険な状況を示します。 |
警告 | 「警告」は、回避しなければ、死亡または重傷を負う可能性のある危険な状況を示します。 |
注意 | 「注意」は安全警戒記号とともに用いられ、回避しなければ、軽傷または中程度の傷害を負う可能性のある危険な状況を示します。 |
通知 | 「通知」はケガに関係しない手順に対して用います。 |
保証
製品保証は、アトラスコプコの配送センターから発送されてから12+1か月で失効します。
部品の通常の磨耗や傷は保証に含まれません。
通常の摩耗および裂傷は、その期間に典型的な標準的な工具のメンテナンス(時間、稼働時間などで表される)中に部品交換またはその他の調整/オーバーホールが必要なものです。
製品保証は、ツールとその構成部品の正しい使用、メンテナンスおよび修理に依存しています。
不適切なメンテナンス、または、保証期間中に Atlas Copco 以外の人またはその認証サービスパートナーによって実施されたメンテナンスの結果発生した部品の損傷は保証対象となりません。
ツール部品の損傷や破壊を防ぐために、推奨されるメンテナンススケジュールに従ってツールの整備を行い、適切な手順に従ってください。
保証による修理は、必ず Atlas Copco ワークショップで、または認定サービスパートナーが実施してください。
その Atlas Copco 契約により、延長保証と最新式の予防保守を提供します。ToolCover詳細については、お近くのサービス担当者にお問い合わせください。
電動モータの場合 :
電動モータが開かれていない場合のみ保証が適用されます。
ウェブサイト
当社の製品、付属品、スペアパーツおよび公表事項に関する情報は、Atlas CopcoのWebサイトにてご覧いただけます。
次をご覧ください:www.atlascopco.com.
ServAid
ServAidは以下のような技術情報を含むポータルで、継続的に更新されます:
規制及び安全に関する情報
技術データ
設置、運転およびサービスに関する注意事項
予備部品のリスト
アクセサリ
寸法図面
次をご覧ください:https://servaid.atlascopco.com.
詳細な技術情報については、最寄のAtlas Copco代理店までお問い合わせください。
安全データシート MSDS/SDS
安全性データシートは、Atlas Copcoが販売する化学製品について説明しています。
詳細についてはAtlas Copcoのウェブサイト www.atlascopco.com/sdsをご覧ください。
生産国
生産国については製品ラベルの情報をご参照ください。
寸法図面
寸法図は、寸法図アーカイブまたはServAidのいずれかにあります。
次をご覧ください:http://webbox.atlascopco.com/webbox/dimdrwあるいは https://servaid.atlascopco.com。
概要
製品基本情報
PSTサーボ電動プレスは業界における実績の高いQSTソリューションに基づいて構築されています。弊社のプレススピンドルシステムは多くの異なるアプリケーションで範囲全体に高い生産性と完全な共通性を提供します。最高に効率的な遊星ローラーねじには、独自の機械式変速機から力強く正確な直線動作まで、回転動作に変換する機能があります。同一のToolsTalk PowerMacsソフトウェアプラットフォームが使用、計画や管理をし易くします。
機能
スリムでコンパクトな設計
改良遊星ローラーねじ
ベルトの代替の機械式歯車装置
スマートケーブルコネクタと標準QSTモーター
スピンドルチップとデジタル通信
QSTとハードウェアとソフトウェアの共通性
ToolsNetとの互換性
駐車と位置を保つブレーキのバージョン(オプション)
利点
スリムでコンパクトな設計により限られたスペースで統合が簡単
最高の耐久性
より少ないスペア部品の在庫
高速、高加減速による、高生産性
設置および訓練費用の削減
スマートに繋がった組立ラインの一部
用途
PST は、ベアリング、シール、ギア、位置合せピンなどの組み立てに、高精度とトレーサビリティが必要な場合に適した電気機械式アクチュエータです。停止位置までプレスしてアクチュエータの力を制御するか、特定の距離までプレスしてアクチュエータのストロークを制御できます。
主要部品
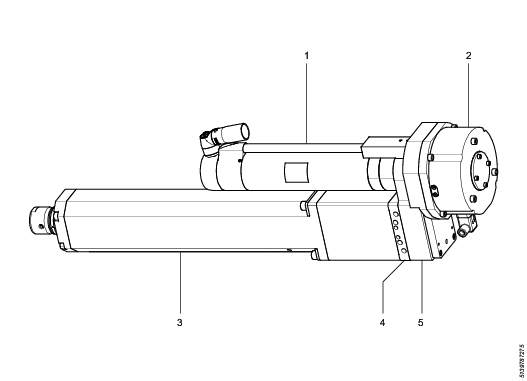
1 | モータ | 4 | ロードセル |
2 | ブレーキ(CBUL のみ) | 5 | ギアボックス |
3 | ローラスクリュハウジングアセンブリ |
通常の環境条件
この製品は、下記の条件で安全であるように設計されています。
屋内使用
海抜2,000 mまで
周囲温度 0°C~40 °C
31 °C以下の場合の最高相対湿度は80 %であり、40 °Cでは50 %まで直線的に減少
汚染度 2
技術製品データ
技術的な製品データは、ServAidまたはAtlas Copcoのウェブサイトにあります。
次をご覧ください:https://servaid.atlascopco.comあるいは www.atlascopco.com。
アクセサリ
オプションのアクセサリ
PST 用プレスツールアダプタ
プレスツールアダプタを使用すると、プレス軸周りの特定の角度でツールをセットできます。
引っ張り力を伴う用途で使用します。
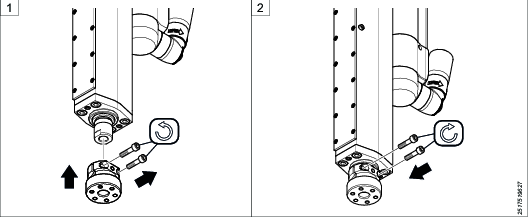
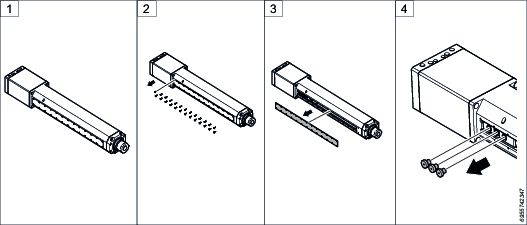
2 本のネジ(2)を外し、プレスツールアダプタをプレスピストンに組み立てます。
2 本のネジ(2)を取り付け、表に従って締め付けます。
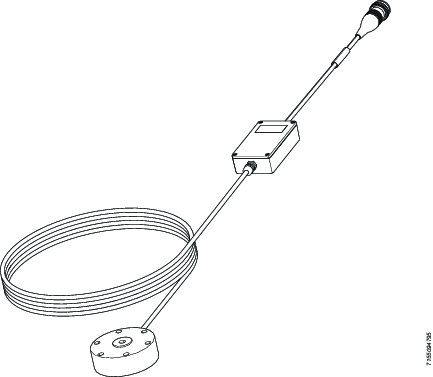
プレスフォーストランスデューサ
プレス力の検証用トランスデューサは、STanalyser/STa 6000 とともに、実際の用途でのプレス力の測定、実際の用途での PST の較正、PST の通常の品質管理に使用されます。操作手順については、STanalyzer/STa 6000 のマニュアルを参照してください。
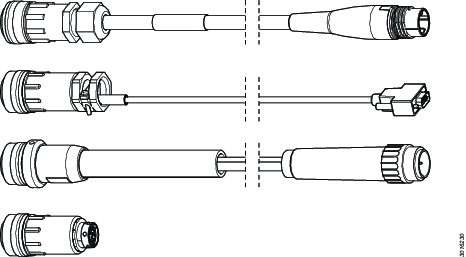
TTS-QST プログラミングケーブル
TTS プログラミングケーブルは、モータまたはロードセルが変更された場合に QST/PST ツールをプログラミングするために使用されます。
サービスの概要
サービスの推奨事項
予防メンテナンスを定期的に行うことをお勧めします。予防メンテナンスに関する詳細情報を参照してください。製品が正常に動作しない場合は、供用を停止して点検してください。
予防メンテナンスについての詳細な情報がない場合は、これらの一般的なガイドラインに従ってください。
適切な部品を正確に清掃します
不良部品や磨耗した部品を交換します
スペアパーツ
スペアパーツについては、ServAid を参照してください。
取り付け
設置要件
必要条件
PST プレスは、機械または機械コンポーネントとして使用することを目的としています。この製品の取り扱い、設置、使用の責任は、MTB(工作機械メーカー)およびエンドユーザーにあります。
MTB またはサイト責任者は、必ず ISO 13849-1 に従ってリスク評価を行い、完全な設置に必要な性能レベルを決定する必要があります。
PST プレスの設置、操作、サービスは、資格を持った担当者が行う必要があります。

設置の手順
設置概要
PST プレスは、前面のネジ穴または背面のネジ穴を使用して設置できます。設置寸法については、ServAid の寸法図を参照してください。
潤滑油 | 説明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
ネジ | トルク [Nm] | トルク [ft·lb] |
|---|---|---|
M3 | 1,7 | 1,25 |
M4 | 4,0 | 2,95 |
M5 | 7,5 | 5,53 |
M6 | 13 | 9,59 |
M8 | 30 | 22,13 |
M10 | 60 | 44,25 |
M12 | 110 | 81,13 |
M14 | 180 | 133 |
M16 | 280 | 206,52 |
締め付け前にネジのネジ山を潤滑してください。
強度クラス 12.9(DIN 912)のネジのみを使用してください。
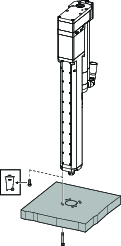
垂直設置前面取り付け
プレス | 前面取り付け |
|---|---|
PST 5 | M8 4x |
PST10 | M8 4x |
PST20 | M8 (8) |
PST35 | M10 (8) |
PST50 | M10 (8) |
PST60 | M10 (8) |
PST100 | M12 (8) |
必要なツール
六角レンチまたはビット 4~10 mm
スクリュビットとソケット
Torx® キーまたはビット T6~T25
トルクレンチ
リフティング装置
スクリュードライバ
ペンチ
ベアリングプラー(オプション)
隙間ゲージ
プレス後部に吊り上げ用アイボルトを取り付けます。ServAid の寸法図を参照してください。
プレスのフロントエンドのネジを外します。
プレスを垂直に吊り上げます。
新しい長いネジで、プレスをマウンティングプレートに組み立てます。

ネジの長さについては、ServAid の寸法図を参照してください。
プレスピストンへの半径方向力
垂直設置の場合の最大許容プレスツールの重量(質量)
PST プレスモデル | ブレーキ付き(kg) | ブレーキ付き(lbs) | ブレーキなし(kg) | ブレーキなし(lbs) |
|---|---|---|---|---|
PST5 | 25 | 55 | 8 | 17.6 |
PST10 | 50 | 110 | 8 | 17.6 |
PST20 | 100 | 220 | 16 | 35.5 |
PST35 | 175 | 385 | 28 | 61.6 |
PST50 | 250 | 550 | 40 | 88 |
PST60 | 250 | 550 | 40 | 88 |
PST100 | 500 | 1100 | 80 | 176 |
必要なツール
六角レンチまたはビット 4~10 mm
スクリュビットとソケット
Torx® キーまたはビット T6~T25
トルクレンチ
リフティング装置
スクリュードライバ
ペンチ
ベアリングプラー(オプション)
隙間ゲージ
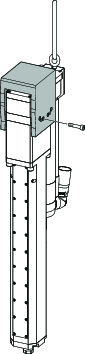
プレス後部に吊り上げ用アイボルトを取り付けます。
プレスを垂直に吊り上げます。
プレスを固定し、指定されたトルクで斜めにネジを締めます。
垂直設置背面取り付け
プレス | 背面取り付け |
|---|---|
PST 5 | M8 (8) |
PST10 | M8 (8) |
PST20 | M10 (8) |
PST35 | M10 (8) |
PST50 | M12 (8) |
PST100 | M16 (8) |
必要なツール
六角レンチまたはビット 4~10 mm
スクリュビットとソケット
Torx® キーまたはビット T6~T25
トルクレンチ
リフティング装置
スクリュードライバ
ペンチ
ベアリングプラー(オプション)
隙間ゲージ
背面のネジ穴を使用する場合は、プレスの両側の穴を使用します
長すぎるネジは使用しないでください。ServAid の寸法図を参照してください。
トルク表に従ってネジを締め付けます。
すべてのネジが締め付けられるまで、必ずプレスを支えてください。
水平設置
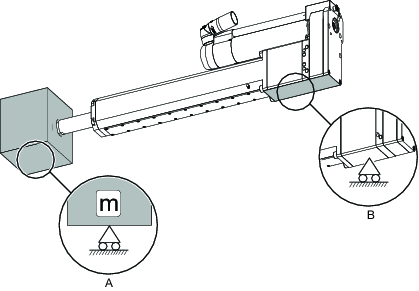
プレス | 最大ツール重量(A) | 必要なプレスサポート(B) |
|---|---|---|
PST 5 | 2 Kg | いいえ |
PST 10 | 2 Kg | いいえ |
PST 20 | 4 Kg | はい(CBUL のみ) |
PST 35 | 7 Kg | はい |
PST 50 | 10 Kg | はい |
PST 55 | 10 Kg | はい |
PST 100 | 20 Kg | はい |
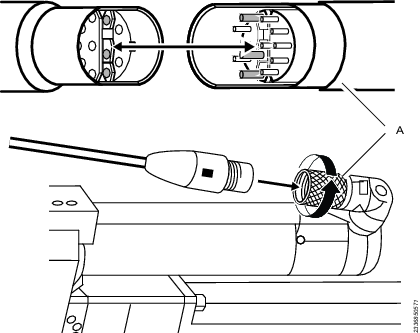
モータケーブルの取り付け
モータケーブルをプレス端子のピンに合わせます。
モータケーブルをスレッドの先頭に向けてゆっくり押します。
ハンドル(A)を時計回りに回してモータケーブルを取り付けて、ロックします。
サービス
ESD トラブルの予防
製品およびコントローラ内のコンポーネントは、静電気に対して敏感です。将来の故障を予防するために、ESDが承認した作業環境で整備とメンテナンスを行うようにしてください。下の図は、適切な整備作業ステーションの例を示します。

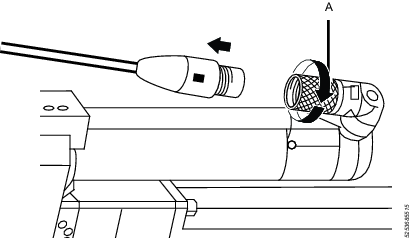
メンテナンスに関する注意事項
注意事項
ハンドル(A)を反時計回りに回してモータケーブルを外します。
モータケーブルを引き抜きます。
サービス要件
サービスは、サービス手順を理解しているか、アトラスコプコツールサービスの研修を受けた資格のあるスタッフによってのみ行われます。
電動モータは密閉ユニットで、いかなる状況でもAtlas Copco Industrial Technique AB社以外が分解することはできません。電動モータに欠陥があるか、サービスが必要と判断された場合には、モータユニット全体を交換のためにアトラスコプコに送る必要があります。アトラスコプコ以外で開けられたモータのサービスはできません。
サービスの推奨事項
予防メンテナンスを定期的に行うことをお勧めします。予防メンテナンスに関する詳細情報を参照してください。製品が正常に動作しない場合は、供用を停止して点検してください。
予防メンテナンスについての詳細な情報がない場合は、これらの一般的なガイドラインに従ってください。
適切な部品を正確に清掃します
不良部品や磨耗した部品を交換します
予防メンテナンス
メンテナンス間隔
80% の負荷、最高 80℃ のモータ温度での通常の運転条件では、プレスは 100 万回のサイクル後または 1 年に 1 回の定期的な間隔でのサービスが必要です。
潤滑手順
必要な潤滑剤
潤滑油 | 説明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
潤滑の準備
潤滑の前に、プレスを最大外側位置(マイナス5 mm)まで、または取り付けが許す限り動かして、ローラーねじの雌ねじ部分を露出させます。
プレスがこの外側位置になった状態でシステムの電源を切ります。
予防メンテナンスでは、ギアボックスからローラスクリュハウジングアセンブリを取り外す必要はありません。
潤滑ガイド
潤滑油 | 説明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
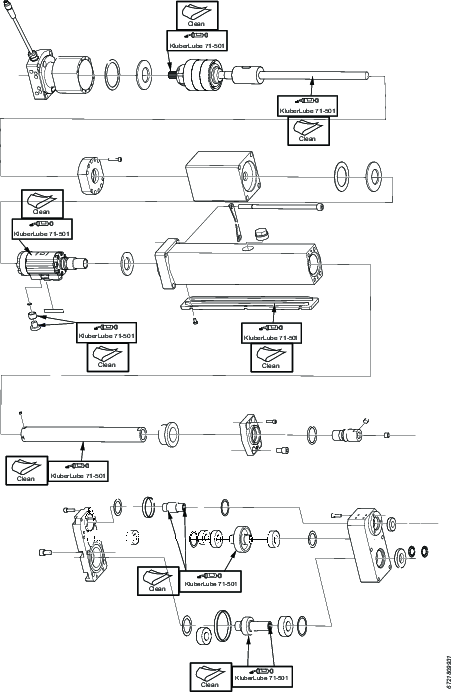
ローラスクリュの潤滑
潤滑の準備に、必ず指示を読み、従ってください
潤滑油 | 説明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
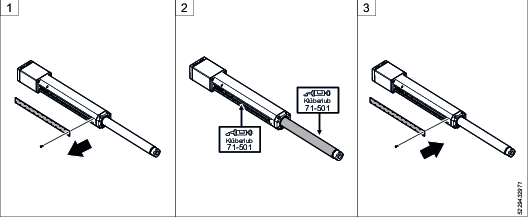
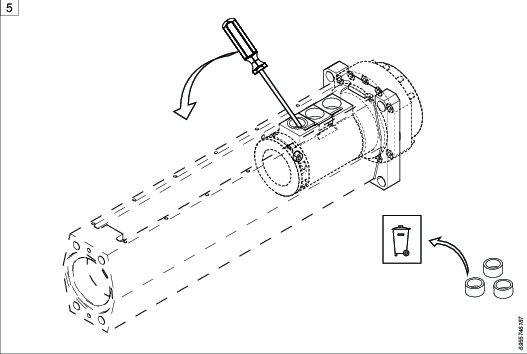
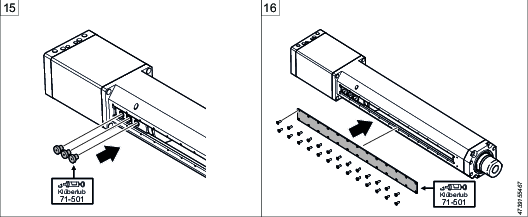
カバーを外し、紙や布で内側のグリースを拭き取ります。
ローラスクリュの見える部分のネジ山に均等に行き渡るだけグリースを塗布します。
カバーを取り付けます。
ローラスクリュハウジングガイドとガイドローラの潤滑
再組み立て中に少量のグリース(Klüberlub®BE 71-501)を全表面に塗布します。
潤滑油 | 説明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
カバーを外し、紙や糸くずの出ない布で内側のグリースを拭き取ります。
過度の摩耗がないことを確認します。
確認:
カバー内側のガイド
ローラベアリング面
ローラスクリュ面
取り外す前にローラベアリング内のガイドローラを回して、回転が不規則でないことを確認します。
ローラベアリングが損傷している場合は、すべてのローラベアリングを交換します。「ローラベアリングの交換」を参照してください。
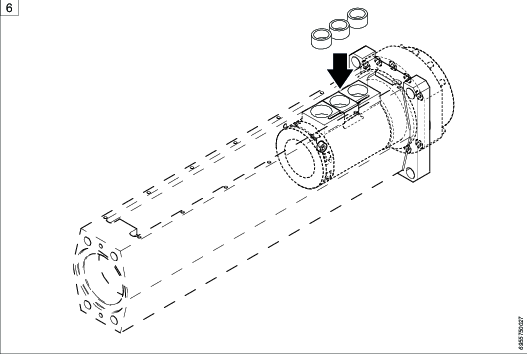
板ばねを取り外します。
ガイドローラベアリングに少量のグリース(Klüberlub®BE 71-501)を塗布します。
少量のグリース(Klüberlub®BE 71-501)を塗布し、板ばねを組み立てます。
ガイドローラを組み立て、少量のグリース(Klüberlub®BE 71-501)を塗布します。
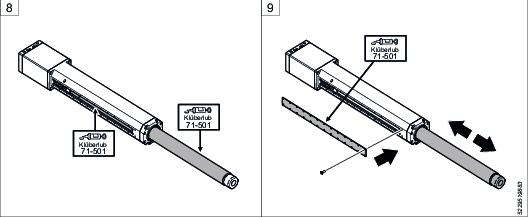
グリース(Klüberlub®BE 71-501)でローラスクリュを潤滑します。
カバーの内側に少量のグリース(Klüberlub®BE 71-501)を塗布し、ローラスクリュハウジングを再度組み立てます。プレスを最大の OUT 位置から最大の IN 位置まで 10mm/s で 5 サイクル作動させ、グリースを行き渡らせます。
センターガイドローラホルダを取り付けるには少し力が必要な場合があります。

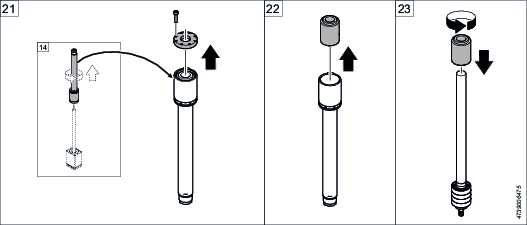
修理説明書
通信カードチューブの交換
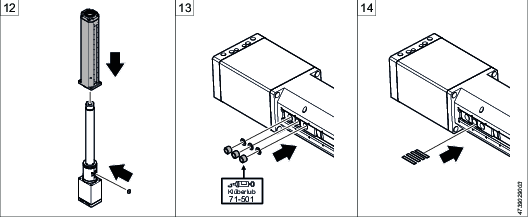
カードの交換は、適切なトレーニングを受けた認定サービス担当者のみが行います。通信カードの交換には、モータの背面を分解する必要はありません。
分解/組み立て説明書
スクリュハウジングの分解
必要なツール
六角レンチまたはビット 4~10 mm
スクリュビットとソケット
Torx® キーまたはビット T6~T25
トルクレンチ
リフティング装置
スクリュードライバ
ペンチ
ベアリングプラー(オプション)
隙間ゲージ
潤滑油 | 説明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
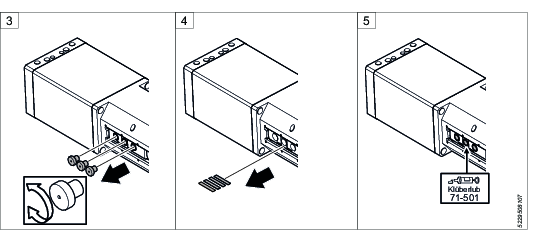
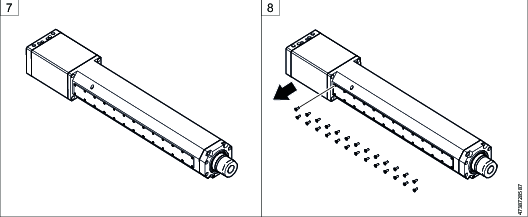
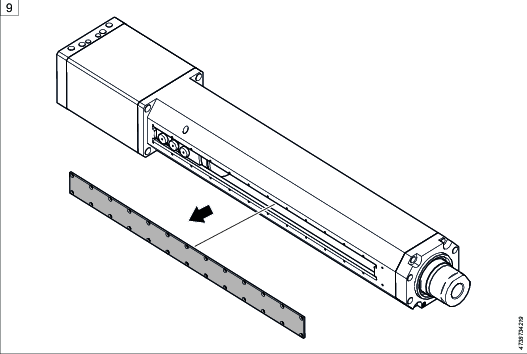
コネクタカバーのネジを外します。
コネクタカバーを分解します。
モータケーブルからロードセルケーブルを切断します。
ソフトバイスでギアボックスハウジングを締め付けてプレスを固定します。
スクリュハウジングアセンブリをギアボックスに固定しているボルト(4)を外します。
使用済みのボルトは破棄します。
スクリュハウジングアセンブリをギアボックスのスプラインジョイントから引き出します。
ガイドリングは、ギアボックス上に配置できます。
水平な面にプレスを置きます。
カバーのすべてのネジを外します。
カバーを分解します。
ガイドローラ(3)を分解します。
すべての板ばね(最大4)を分解します。
板ばねが 3 つ以下の場合、再組み立て時に 4 つにします。
スクリュハウジングを分解します。
センターローラホルダを分解します。
内部のシャフトのアセンブリ全体を回転させて、スクリュナットとピストンシャフトアセンブリを外します。
上部のディスクスプリング(およびサポートワッシャ)を分解します。
外部のベアリングカバーを(ローラスクリュナットに向けて)分解します。
ソフトジョーを使用して、ロードセル/ハウジングをバイスで締め付けます。
ロードセルを固定しているボルトをすべて外します。
内部のベアリングカバーをローラスクリュナットから分解します。
ローラスクリュベアリングディスクスプリングとすべてのワッシャを分解します。
ボルトをすべて外して上部フランジを取り外します。
ローラナットハウジングからローラスクリュナットを引き出します。
再度組み立てる際に使用するため、2 つの部品を接続するシャフトキーを必ず取り外してください。
ローラスクリュナットをローラスクリュシャフトシャフトに戻します。
ローラスクリュシャフトとナットはペアになっていて、それぞれにシリアル番号が付いています。
ローラスクリュの交換では、一部のステップは必要ありません。
ギアボックスの分解
必要なツール
六角レンチまたはビット 4~10 mm
スクリュビットとソケット
Torx® キーまたはビット T6~T25
トルクレンチ
リフティング装置
スクリュードライバ
ペンチ
ベアリングプラー(オプション)
隙間ゲージ
潤滑油 | 説明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
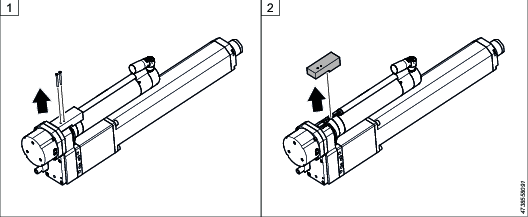
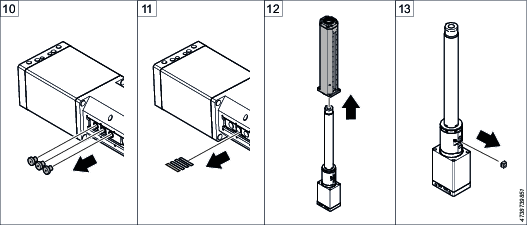
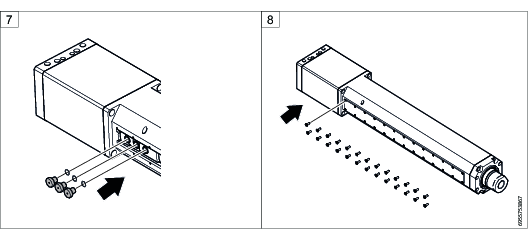
コネクタカバーを固定しているネジを外します。
コネクタカバーを分解します。
モータケーブルからロードセルケーブルを切断します。
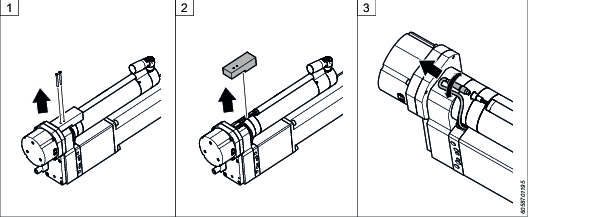
ソフトジョーを使用して、バイスでプレスをギアボックス上に固定します。
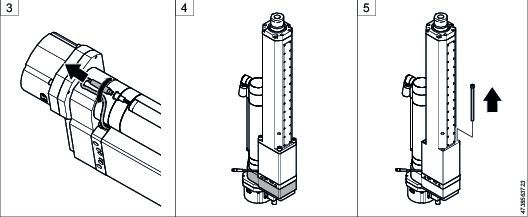
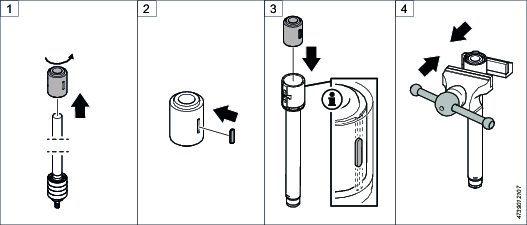
ブレーキ(図2-3)を分解します(CBUL プレスのみ)。
上部カバーのネジを外します。
長いネジをネジ穴に通して上部カバーを取り外します。
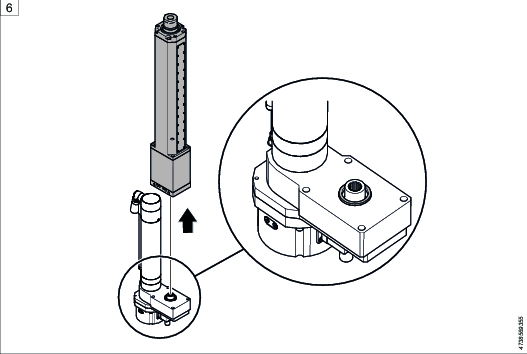
ガイドリングとプレロードワッシャの位置を覚えておきます。プレロードワッシャは、上部カバーに配置できます。
ガイドリングとプレロードワッシャを分解します。
ギアホイール、軸、ベアリングを分解します。
ベアリングプーリ(図10~11)を使用してすべてのベアリング(6)を分解します。
ローラベアリングの交換
必要なツール
六角レンチまたはビット 4~10 mm
スクリュビットとソケット
Torx® キーまたはビット T6~T25
トルクレンチ
リフティング装置
スクリュードライバ
ペンチ
ベアリングプラー(オプション)
隙間ゲージ
潤滑油 | 説明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
水平な面にプレスを置きます。
すべてのスクリュハウジングカバーのネジを外します。
スクリュハウジングカバーを分解します。
ガイドローラとシム(3)を分解します。
ローラベアリング(3)を分解します。
使用済みのローラベアリングは破棄します。
新しいローラベアリング(3)を組み立てます。
すべての部品にグリース(Klüberlub®BE 71-501)を薄く塗布します。
ガイドローラとシム(3)を組み立てます。
すべての部品にグリース(Klüberlub®BE 71-501)を薄く塗布します。
スクリュハウジングカバーをネジで組み立てます。
モータとプラネタリギアの分解
必要なツール
六角レンチまたはビット 4~10 mm
スクリュビットとソケット
Torx® キーまたはビット T6~T25
トルクレンチ
リフティング装置
スクリュードライバ
ペンチ
ベアリングプラー(オプション)
隙間ゲージ
潤滑油 | 説明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
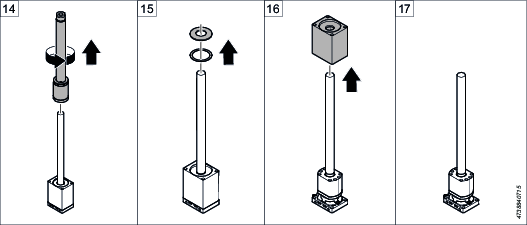
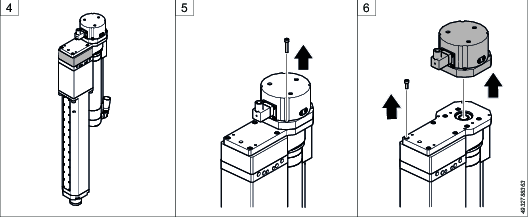
最初にギアボックスを分解します。「ギアボックスの分解」を参照してください。
プレスを水平な面に置き、ネジを緩めます。
プラネタリギアとモータを固定しているネジを外します。
ギアリムを分解します。
プラネタリギアを分解します(PST 35、PST50、PST100 のみに適用)。
ギアハウジングのサイクリップを分解します(PST 35、PST50、PST100 のみに適用)。
サンギアとベアリングを分解します(PST 35、PST50、PST100 のみに適用)。
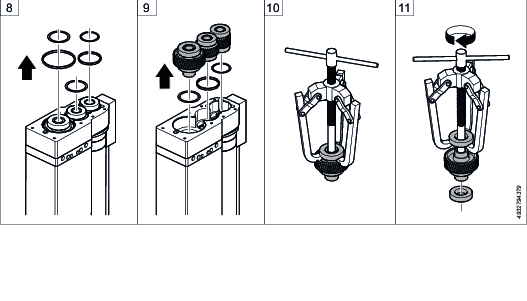
ベアリングプラーを使用してサンギアベアリングを分解します。(図7~8、PST35、PST50、PST100 のみに適用)。
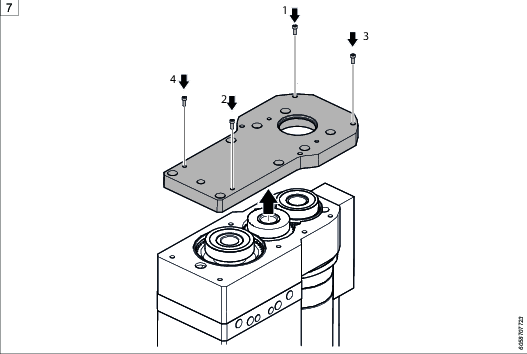
スクリュハウジングの組み立て
必要なツール
六角レンチまたはビット 4~10 mm
スクリュビットとソケット
Torx® キーまたはビット T6~T25
トルクレンチ
リフティング装置
スクリュードライバ
ペンチ
ベアリングプラー(オプション)
隙間ゲージ
潤滑油 | 説明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
必要なスペアパーツ
スペアパーツ | 数量 |
|---|---|
ローラベアリング | 3 |
板ばね | 3 |
シムリング | 4 |
ローラ | 3 |
シャフトシール(O-リングまたはスクレーパーシール) | 3 |
グライドベアリング | 1 |
ロードセル(必要な場合) | 1 |
SKF から提供されているローラスクリュシャフトからローラスクリュナットを外します。
シャフトキーをローラスクリュナットに取り付けます。
少量のグリースを全表面に塗布し、ローラナットハウジングにローラスクリュナットをスライドさせます。
ソフトジョーを使用して、ローラナットハウジングをバイスで締め付けます。
新しいネジを使用して上部フランジを組み立てます。
最初に 50% のトルク、次に 100% のトルクでネジを対角に締め付けます。トルクは、「設置概要」に従います。
ローラスクリュベアリング、ディスクスプリング、すべてのワッシャを組み立てます。
ディスクスプリングの凸面をベアリングに向けて組み立てます。ハウジングとディスクスプリングの間にワッシャを使用します。
シム、ワッシャ、内部のベアリングカバーをローラスクリュシャフトに組み立てます。
新しいネジを使用してロードセルを組み立てます。長い六角ソケットを使用して、最初に 50% のトルク、次に 100% のトルクでネジを対角に締め付けます。トルクは、「設置概要」に従います。
ソフトジョーを使用して、ロードセル/ハウジングをバイスで締め付けます。
外部のベアリングカバーを組み立てます。
上部のディスクスプリング(およびサポートワッシャ)を組み立てます。
凸面がギアボックスを向くようにします。ハウジングとディスクスプリングの間のワッシャ。
内部のシャフトのアセンブリ全体を回転させて、スクリュナットとピストンシャフトアセンブリを組み立てます。
ネジにグリース(Klüberlub®BE 71-501)を薄く塗布します。
センターローラホルダとスクリュハウジングを組み立てます。
必要に応じて、グライドベアリング、シムリング(3)、ローラベアリング(3)を組み立てます。「ローラベアリングの交換」を参照してください。
すべての部品にグリース(Klüberlub®BE 71-501)を薄く塗布します。
板ばね(4)を組み立てます。
すべての部品にグリース(Klüberlub®BE 71-501)を薄く塗布します。
ガイドローラ(3)を組み立てます。
すべての部品にグリース(Klüberlub®BE 71-501)を薄く塗布します。
フロントカバーをネジで組み立てます。
スクリュハウジングアセンブリをギアボックスのスプラインジョイントにスライドさせます。
新しいボルト(4)を使用して、ギアボックスにスクリュハウジングアセンブリを組み立てます。
最初に 50% のトルク、次に 100% のトルクでネジを対角に締め付けます。トルクは、「設置概要」に従います。
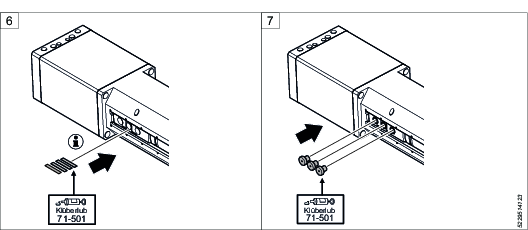
モータケーブルにロードセルケーブルを組み立てます。
コネクタカバーをネジ(2)で組み立てます。
ギアボックスの組立
必要なツール
六角レンチまたはビット 4~10 mm
スクリュビットとソケット
Torx® キーまたはビット T6~T25
トルクレンチ
リフティング装置
スクリュードライバ
ペンチ
ベアリングプラー(オプション)
隙間ゲージ
潤滑油 | 説明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
必要なスペアパーツ
ベアリング(6)
プレスとサポート(6)を使用して両側にベアリングを組み立てます。
ベアリングインナリングのプレスとサポートのみ。
グリース(Klüberlub®BE 71-501)を薄く塗布します。
ガイドリングを組み立てます。
上部カバーにプレロードワッシャを取り付けます。
上部カバーを新しいネジで組み立てます。
最初に 50% のトルク、次に 100% のトルクでネジを対角に締め付けます。トルクは、「設置概要」に従います。
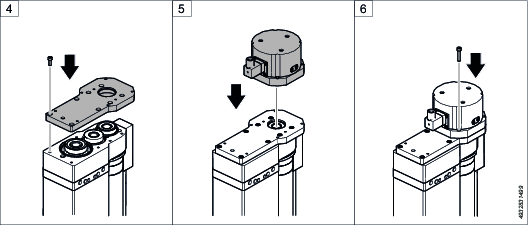
ブレーキ(図6-7)を組み立てます(CBUL プレスのみ)。

プラネタリギアとモータの組み立て
必要なツール
六角レンチまたはビット 4~10 mm
スクリュビットとソケット
Torx® キーまたはビット T6~T25
トルクレンチ
リフティング装置
スクリュードライバ
ペンチ
ベアリングプラー(オプション)
隙間ゲージ
潤滑油 | 説明 |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
必要なスペアパーツ
サンギアベアリング
遊星ギア
サンギア
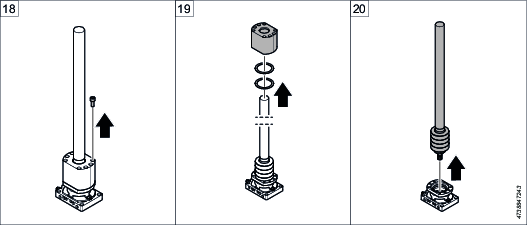
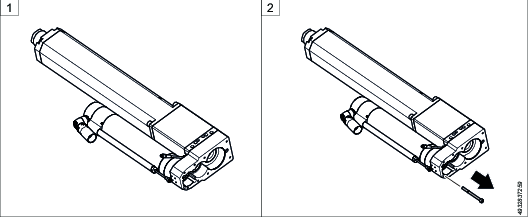
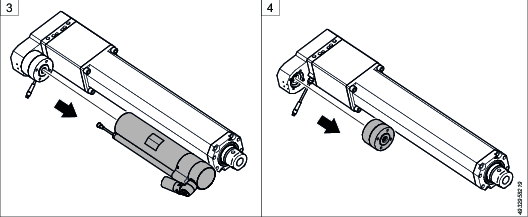
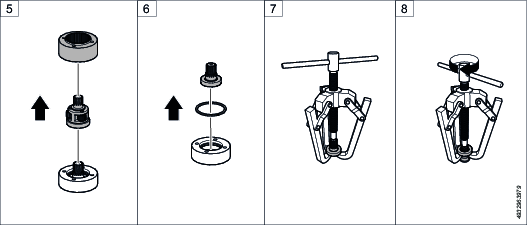
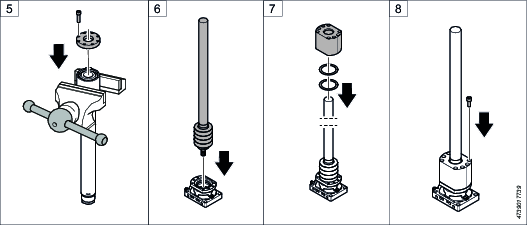
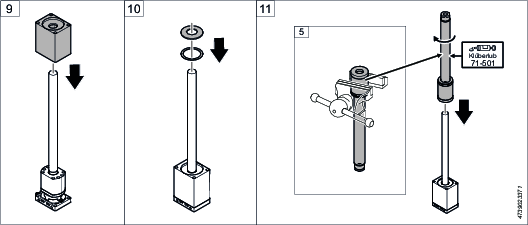
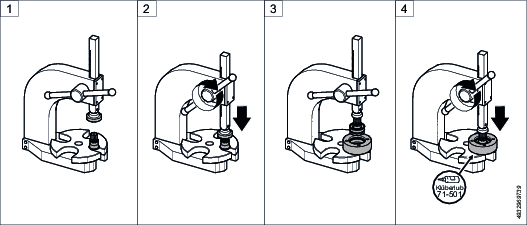
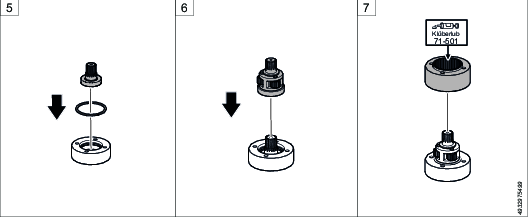
プレスを使用してサンギアベアリングをサンギア軸に組み立てます(PST 35、PST50、PST100 のみに適用)、フレーム 1~2。
プレスを使用してベアリングのインナリングのみを押します。
プレスを使用してサンギアとベアリングをギアハウジングに組み立てます(PST 35、PST50、PST100 のみに適用)、フレーム 3~4。
プレスを使用してベアリングの外部リングのみを押します。
グリース(Klüberlub®BE 71-501)を薄く塗布します。
ペンチを使用してサイクリップをギアハウジングに組み立てます(PST 35、PST50、PST100 のみに適用)、フレーム 5。
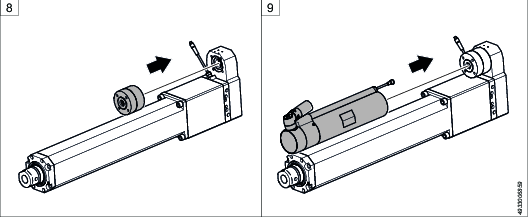
新しいプラネタリギアを組み立てます(PST 35、PST50、PST100 のみに適用)、フレーム 6。
ギアリムを組み立てます(PST 35、PST50、PST100 のみに適用)、フレーム 7。
ネジにグリース(Klüberlub®BE 71-501)を薄く塗布します。
プラネタリギアを組み立てます(PST 35、PST50、PST100 のみに適用)、フレーム 8。
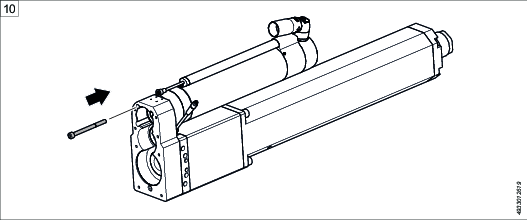
新しいネジを使用してモータを組み立てます、フレーム 9~10。
最初に 50% のトルク、次に 100% のトルクでネジを対角に締め付けます。トルクは、「設置概要」に従います。
リサイクル
環境規制
製品がその目的を果たし終えると、適切にリサイクルする必要があります。製品を分解し、地元の法規に基づいて構成部品をリサイクルします。
バッテリーについては、ご自分の国のバッテリー回収機関に処置を委ねること。
プレスツールのリサイクル情報
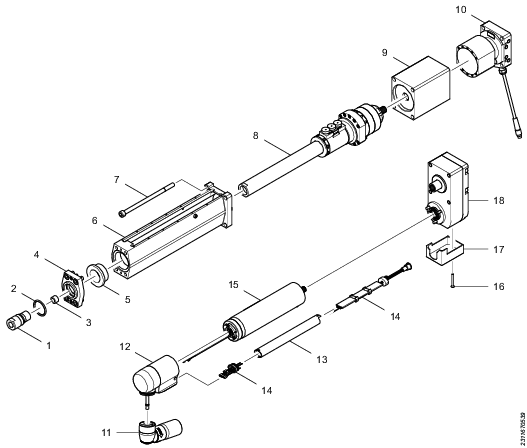
位置 | 数量 | 部品 | リサイクル: |
|---|---|---|---|
1 | 1 | アダプタ | 金属、スチール |
2 | 1 | Oリング/スクレーパー | NBR ゴム |
3 | 1 | サイレンサ | 金属、真鍮 |
4 | 1 | プレート | 金属、スチール |
5 | 1 | ベアリング | 金属、ブロンズ |
6 | 1 | ハウジング | 金属、アルミニウム |
7 | 4 | ネジ | 金属、スチール |
8 | 1 | プッシュロッド | 金属、スチール |
9 | 1 | ハウジング | 金属、スチール |
10 | 1 | ロードセル | 金属、スチール |
11 | 1 | コネクタ | 電子部品 |
12 | 1 | モータ背面 | 金属、アルミニウム |
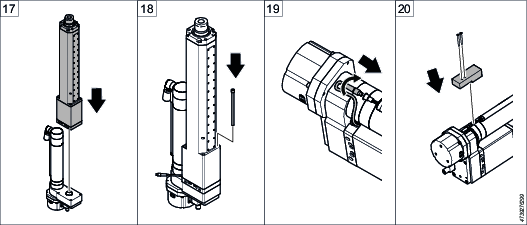
13 | 1 | 通信カードチューブ | 金属、ステンレス鋼 |
14 | 1 | 通信カード(PCB) | 電子部品 |
15 | 1 | モータ | 電子部品 |
16 | 2 | ネジ | 金属、スチール |
17 | 1 | カバー | 金属、アルミニウム |
18 | 1 | U ギアとネジ | 金属、スチール |