PST5-200CUL
Electromechanical press
Informazioni sul prodotto
Informazioni generali
Parole dei segnali di sicurezza
Le parole dei segnali di sicurezza pericolo, attenzione, prudenza e nota hanno i seguenti significati:
PERICOLO | PERICOLO indica una situazione di pericolo che, se non evitata, provocherà infortuni gravi o mortali. |
ATTENZIONE | ATTENZIONE indica una situazione di pericolo che, se non evitata, potrà provocare infortuni gravi o mortali. |
PRUDENZA | PRUDENZA, utilizzato con il simbolo di allarme, indica una situazione di pericolo che, se non evitata, potrebbe provocare infortuni di scarsa o minore gravità. |
NOTA | NOTA è utilizzato per evidenziare pratiche non corrette che non comportano lesioni personali. |
Garanzia
La garanzia del prodotto scade 12 mesi +1 dalla spedizione dal centro di distribuzione Atlas Copco.
La garanzia non copre la normale usura dei componenti.
Per normale usura si intende una condizione che richiede la sostituzione di un pezzo o altra regolazione/riparazione durante la normale manutenzione dell'utensile in un dato periodo (espresso in durata, ore di funzionamento o altro).
La garanzia del prodotto si basa su utilizzo, manutenzione e riparazione corretti dello strumento e dei suoi componenti.
Sono esclusi dalla garanzia eventuali danni ai componenti verificatisi a seguito di manutenzione inadeguata o effettuata con pezzi non di Atlas Copco o dei Partner addetti alla manutenzione certificati durante il periodo di garanzia.
Per evitare danni o la distruzione dei componenti dello strumento, ripararlo secondo il programma di manutenzione consigliato e attenersi alle istruzioni corrette.
Le riparazioni in garanzia possono essere eseguite esclusivamente in officine Atlas Copco o da Partner addetti alla manutenzione certificati.
Atlas Copco mette a disposizione i contratti . ToolCover per estensioni di garanzia e manutenzioni preventive. Per ulteriori informazioni, contattare il proprio rappresentante di manutenzione locale.
Per motori elettrici:
La garanzia è valida solo se il motore elettrico non è stato aperto.
Sito web
Il sito web Atlas Copco offre informazioni su prodotti, accessori, parti di ricambio e pubblicazioni.
Visita: www.atlascopco.com.
ServAid
ServAid è un portale continuamente aggiornato e contenente informazioni tecniche come ad esempio:
- Informazioni sulla regolamentazione e sulla sicurezza
Dati tecnici
Istruzioni su installazione, funzionamento e assistenza
Elenchi delle parti di ricambio
Accessori
Diagrammi dimensionali
Visita: https://servaid.atlascopco.com.
Per ulteriori informazioni tecniche, contatta un rappresentante locale Atlas Copco.
Schede informative in materia di sicurezza MSDS/SDS
Le schede informative di sicurezza descrivono i prodotti chimici commercializzati da Atlas Copco.
Per ulteriori informazioni, consultare il sito Web Atlas Copcowww.atlascopco.com/sds.
Paese di origine
Per il Paese di origine, fare riferimento alle informazioni sull'etichetta del prodotto.
Diagrammi dimensionali
I diagrammi dimensionali si trovano nell'archivio diagrammi dimensionali o su ServAid.
Visita: http://webbox.atlascopco.com/webbox/dimdrw o https://servaid.atlascopco.com.
Panoramica
Descrizione generale
La pressa elettrica servoassistita PST si basa sulla collaudata soluzione QST. Il nostro sistema di mandrini per pressatura offre alta produttività e piena comunanza per l'intera gamma in molte diverse applicazioni. La vite a rulli planetari con la massima efficienza ha la funzione di trasformare il movimento rotazionale, dall'esclusivo cambio meccanico ad un movimento lineare potente e preciso. La stessa piattaforma software ToolsTalk PowerMacs semplifica l'utilizzo, la programmazione e il controllo.
Caratteristiche
Design snello e compatto
Vite a rulli planetari avanzata
Ingranaggio meccanico invece della cinghia
Motore QST standard con connettore per cavo intelligente
Chip mandrino e comunicazione digitale
Compatibilità hardware e software con QST
Compatibile con ToolsNet
Versione freno per la posizione di parcheggio e attesa (opzionale)
Benefici
Facile da integrare in spazi limitati grazie al design snello e compatto
Estrema durata
Inventario ridotto delle parti di ricambio
Elevata produttività grazie a velocità, accelerazioni e decelerazioni elevate
Riduzione dei costi di installazione e formazione
Parte di Smart Connected Assembly (assemblaggio a collegamento intelligente)
Applicazioni
PST è un attuatore elettromeccanico per l'assemblaggio di cuscinetti, guarnizioni, ingranaggi e perni di allineamento quando occorre elevata precisione e tracciabilità. È possibile premere fino a un arresto e controllare la forza dell'attuatore o fino a una determinata distanza e controllare la corsa dell'attuatore.
Componenti principali
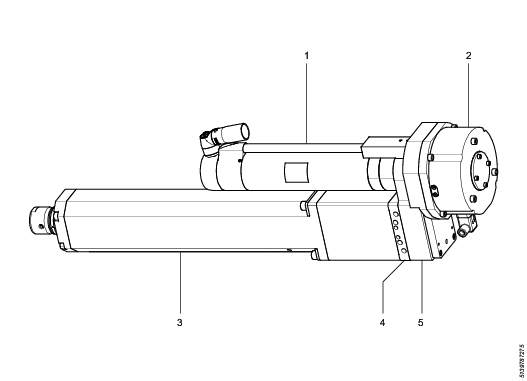
1 | Motore | 4 | Cella di carico |
2 | Freno (solo CBUL) | 5 | Scatola degli ingranaggi |
3 | Gruppo alloggiamento vite del rullo |
Condizioni ambientali normali
Questo prodotto è progettato per essere sicuro nelle seguenti condizioni:
Utilizzo per interni
Altitudine fino a 2.000 m
Temperatura ambiente da 0 °C a 40 °C
Umidità relativa massima 80% per temperature fino a 31 °C, in diminuzione lineare fino a un'umidità relativa del 50% a 40 °C
Grado di inquinamento 2
Dati tecnici del prodotto
I dati tecnici dei prodotti sono disponibili su ServAid o sul sito Web di Atlas Copco.
Visita: https://servaid.atlascopco.com o www.atlascopco.com.
Accessori
Accessori opzionali
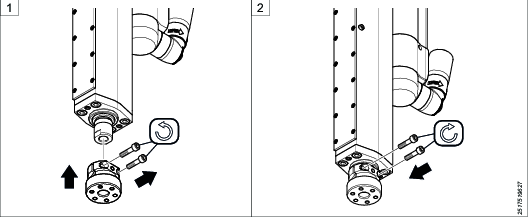
Adattatore dell'utensile della pressa per PST
L'adattatore degli utensili della pressa consente di impostare gli utensili del cliente in un angolo specifico intorno all'area di pressatura.
Da utilizzare nelle applicazioni con forze di estrazione.
Rimuovere le due viti (2) e montare l'adattatore degli utensili della pressa sul pistone della pressa.
Inserire le due viti (2) e serrare secondo la tabella.
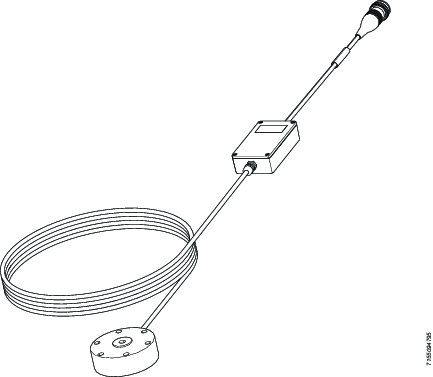
Trasduttore di forza della pressa
Il trasduttore di convalida della forza della pressa in combinazione con STanalyser/STa 6000 consente di misurare la forza della pressa nell'applicazione attuale per calibrare il PST per l'applicazione attuale o di controllare in modo regolare la qualità del PST. Consultare la documentazione di STanalyzer/STa 6000 per le istruzioni operative.
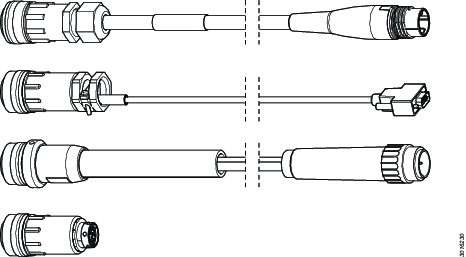
Cavo di programmazione TTS-QST
Il cavo di programmazione TTS consente di programmare gli utensili QST/PST in caso di sostituzione di motore o celle di carico.
Panoramica del servizio
Raccomandazioni per la manutenzione
Si consiglia di eseguire la manutenzione preventiva a intervalli regolari. Consultare le informazioni dettagliate sulla manutenzione preventiva. Se il prodotto non funziona bene, metterlo fuori servizio e ispezionarlo.
Se non sono incluse informazioni dettagliate sulla manutenzione preventiva, seguire queste linee guida generali:
Pulire le parti interessate con cautela
Sostituire le parti difettose o usurate
Ricambi
Per richieste relative ai ricambi, vedere ServAid.
Installazione
Requisiti di installazione
Requisiti
La presse PST sono progettate per l'uso come macchinari o componenti di macchinari. La responsabilità per gestione, installazione e uso del prodotto grava su costruttore dell'utensile e utente finale.
Il costruttore del macchinario o il responsabile del sito deve sempre eseguire una valutazione dei rischi ai sensi dello standard ISO 13849-1 per determinare il livello di prestazioni richiesto per l'installazione completa.
Installazione, funzionamento e manutenzione della pressa PST devono essere effettuati solo da personale qualificato.

Istruzioni di installazione
Panoramica sull'installazione
È possibile installare la pressa PST mediante i fori per viti anteriori o posteriori. Vedere i disegni quotati su ServAid per le dimensioni di installazione.
Lubrificante | Descrizione |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Vite | Coppia [Nm] | Coppia [ft·lb] |
|---|---|---|
M3 | 1,7 | 1,25 |
M4 | 4,0 | 2,95 |
M5 | 7,5 | 5,53 |
M6 | 13 | 9,59 |
M8 | 30 | 22,13 |
M10 | 60 | 44,25 |
M12 | 110 | 81,13 |
M14 | 180 | 133 |
M16 | 280 | 206,52 |
Lubrificare le parti filettate delle viti prima del serraggio.
Utilizzare solo viti con classe di resistenza 12,9 (DIN 912).
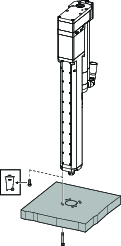
Montaggio anteriore installazione verticale
Premere | Montaggio anteriore |
|---|---|
PST 5 | M8 (4x) |
PST10 | M8 (4x) |
PST20 | M8 (8x) |
PST35 | M10 (8x) |
PST50 | M10 (8x) |
PST60 | M10 (8x) |
PST100 | M12 (8x) |
Utensili richiesti
Chiave Allen o punte da 4-10 mm
Viti e attacchi
Chiavi o Torx® punte T6-T25
Chiave torsiometrica
Dispositivo di sollevamento
Cacciaviti
Pinze
Estrattore per cuscinetti (opzionale)
Spessimetro
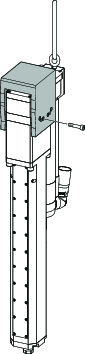
Installare un occhiello di sollevamento nella parte posteriore della pressa. Vedere i disegni quotati in ServAid.
Svitare le viti nella parte anteriore della pressa.
Sollevare la pressa in posizione verticale.
Montare la pressa sulla piastra di montaggio usando le nuove viti più lunghe.

Vedere i disegni quotati in ServAid per la lunghezza delle viti.
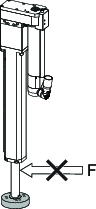
Forza radiale sul pistone della pressa
Peso dell'utensile pressa (massa) massimo consentito per l'installazione verticale
Modello di pressa PST | Con freno (kg) | Con freno (lb) | Senza freno (kg) | Senza freno (lb) |
|---|---|---|---|---|
PST5 | 25 | 55 | 8 | 17,6 |
PST10 | 50 | 110 | 8 | 17,6 |
PST20 | 100 | 220 | 16 | 35,5 |
PST35 | 175 | 385 | 28 | 61,6 |
PST50 | 250 | 550 | 40 | 88 |
PST60 | 250 | 550 | 40 | 88 |
PST100 | 500 | 1100 | 80 | 176 |
Utensili richiesti
Chiave Allen o punte da 4-10 mm
Viti e attacchi
Chiavi o Torx® punte T6-T25
Chiave torsiometrica
Dispositivo di sollevamento
Cacciaviti
Pinze
Estrattore per cuscinetti (opzionale)
Spessimetro
Installare un occhiello di sollevamento nella parte posteriore della pressa.
Sollevare la pressa in posizione verticale.
Fissare la pressa e serrare le viti diagonali alla coppia specificata.
Montaggio posteriore installazione verticale
Premere | Montaggio posteriore |
|---|---|
PST 5 | M8 (8x) |
PST10 | M8 (8x) |
PST20 | M10 (8x) |
PST35 | M10 (8x) |
PST50 | M12 (8x) |
PST100 | M16 (8x) |
Utensili richiesti
Chiave Allen o punte da 4-10 mm
Viti e attacchi
Chiavi o Torx® punte T6-T25
Chiave torsiometrica
Dispositivo di sollevamento
Cacciaviti
Pinze
Estrattore per cuscinetti (opzionale)
Spessimetro
Utilizzare i fori su entrambi i lati della pressa in caso di uso dei fori per vite posteriori
Non utilizzare viti troppo lunghe. Vedere i disegni quotati in ServAid.
Serrare le viti secondo Tabella delle coppie.
Sostenere la pressa fino al serraggio di tutte le viti.
Installazione orizzontale
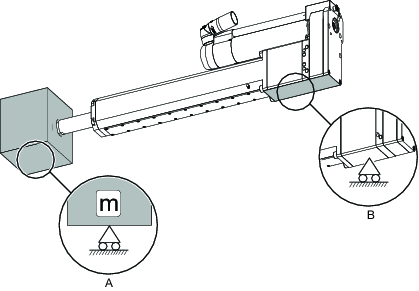
Premere | Peso massimo dell'utensile (A) | Supporto necessario per la pressa (B) |
|---|---|---|
PST 5 | 2 Kg | No |
PST 10 | 2 Kg | No |
PST 20 | 4 Kg | Sì (solo CBUL) |
PST 35 | 7 Kg | Sì |
PST 50 | 10 Kg | Sì |
PST 55 | 10 Kg | Sì |
PST 100 | 20 Kg | Sì |
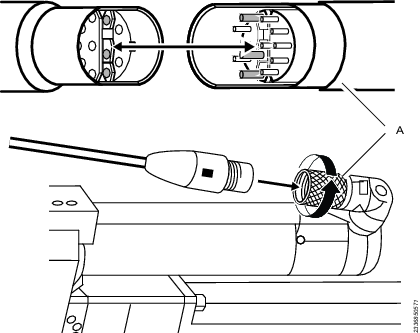
Installazione del cavo motore
Allineare il cavo del motore con i perni nel contatto della pressa.
Spingere delicatamente il cavo del motore verso la parte iniziale delle filettature.
Girare la maniglia (A) in senso orario per installare e bloccare il cavo del motore.
Assistenza
Prevenzione dei problemi dovuti alle scariche elettrostatiche
I componenti interni al prodotto e al controller sono sensibili alle scariche elettrostatiche. Per evitare malfunzionamenti, eseguire la riparazione e manutenzione in un ambiente di lavoro approvato per le ESD. La figura seguente indica un esempio di stazione di lavoro adeguata.

Istruzioni per la manutenzione
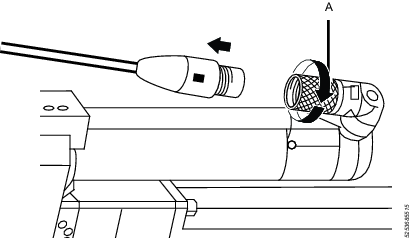
Precauzioni
Girare la maniglia (A) in senso antiorario per rilasciare il cavo del motore.
Estrarre il cavo del motore.
Requisiti di assistenza
Le operazioni di manutenzione devono essere eseguite solo da personale in possesso delle istruzioni di manutenzione e/o con formazione specifica per la manutenzione di utensili Atlas Copco.
Il motore elettrico è un'unità sigillata e può essere aperta solo da Atlas Copco Industrial Technique AB.Se il motore elettrico viene dichiarato difettoso o richiede manutenzione, restituire l'unità motore completa ad Atlas Copco per la sostituzione.I motori aperti da soggetti diversi da Atlas Copco non verranno riparati.
Raccomandazioni per la manutenzione
Si consiglia di eseguire la manutenzione preventiva a intervalli regolari. Consultare le informazioni dettagliate sulla manutenzione preventiva. Se il prodotto non funziona bene, metterlo fuori servizio e ispezionarlo.
Se non sono incluse informazioni dettagliate sulla manutenzione preventiva, seguire queste linee guida generali:
Pulire le parti interessate con cautela
Sostituire le parti difettose o usurate
Manutenzione preventiva
Intervalli di manutenzione
In condizioni di funzionamento normali, ovvero carico dell'80% e temperatura massima del motore di 80 °C, eseguire la manutenzione della pressa a intervalli regolari dopo 1 milione di cicli o una volta all'anno.
Istruzioni per la lubrificazione
Lubrificanti richiesti
Lubrificante | Descrizione |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Preparazione per la lubrificazione
Prima della lubrificazione, portare la pressa alla posizione di massima uscita (meno 5 mm) o, se consentito dall'installazione, esporre la parte filettata interna della vite del rullo.
Spegnere il sistema con la pressa in questa posizione esterna.
Per la manutenzione preventiva, non occorre rimuovere il gruppo dell'involucro per la vite del rullo dalla scatola degli ingranaggi.
Guida di lubrificazione
Lubrificante | Descrizione |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
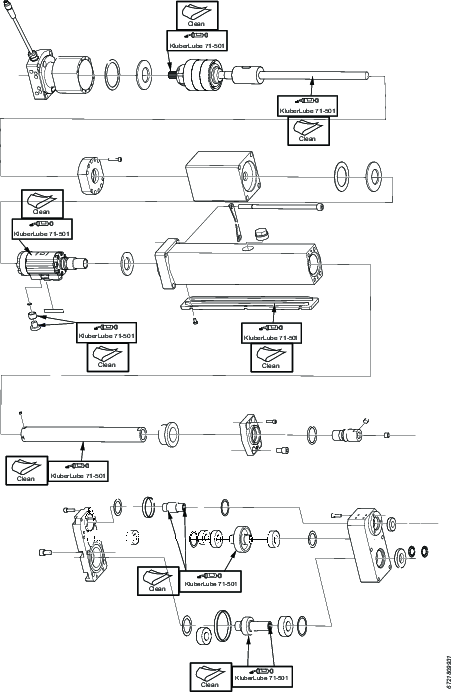
Lubrificazione della vite del rullo
Leggere sempre e seguire le istruzioni Preparazione per la lubrificazione.
Lubrificante | Descrizione |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
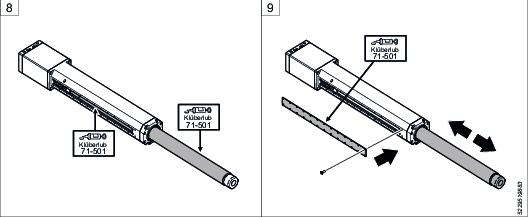
Rimuovere il coperchio e ripulire il grasso dalla parte interna tramite carta o panno.
Aggiungere abbastanza grasso da riempire le filettature in modo omogeneo, sulla parte visibile della vite del rullo.
Rimontare il coperchio.
Lubrificazione delle guide dell'involucro per la vite del rullo e dei rulli guida
Aggiungere una piccola quantità di grasso (Klüberlub® BE 71-501) su tutte le superfici durante il rimontaggio.
Lubrificante | Descrizione |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Rimuovere il coperchio e ripulire il grasso dalla parte interna tramite un panno privo di lanugine.
Verificare lo stato di usura.
Controllare:
le guide nella parte interna del coperchio
le superfici del cuscinetto a rulli
la superficie della vite del rullo
Verificare la regolarità della rotazione azionando i rulli guida nei cuscinetti a rulli prima della rimozione.
Se i cuscinetti a rulli presentano danni, sostituirli tutti, consultare Sostituzione dei cuscinetti a rulli.
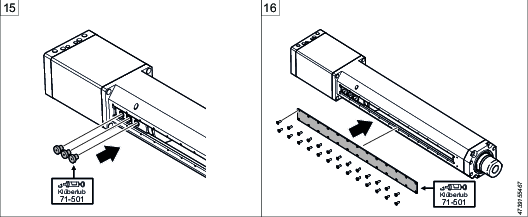
Rimuovere le balestre.
Aggiungere una piccola quantità di grasso (Klüberlub® BE 71-501) sui cuscinetti a rulli della guida.
Aggiungere una piccola quantità di grasso (Klüberlub® BE 71-501) e montare le balestre.
Montare i rulli guida e aggiungere una piccola quantità di grasso (Klüberlub® BE 71-501).
Lubrificare la vite del rullo con grasso (Klüberlub® BE 71-501).
Aggiungere una piccola quantità di grasso (Klüberlub® BE 71-501) all'interno del coperchio e rimontare l'involucro per la vite del rullo. Passare la pressa dalla posizione ESTERNA massima alla posizione INTERNA massima cinque volte a 10 mm/s per distribuire il grasso.
Potrebbe occorre esercitare una leggera pressione per l'inserimento del sostegno del rullo guida centrale.

Istruzioni di riparazione
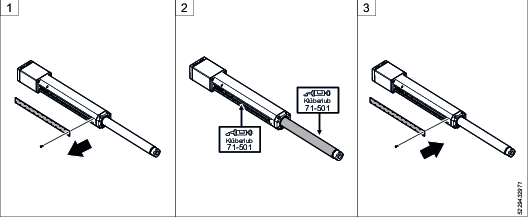
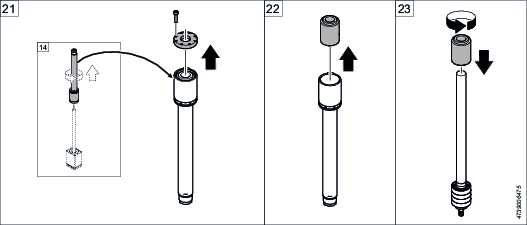
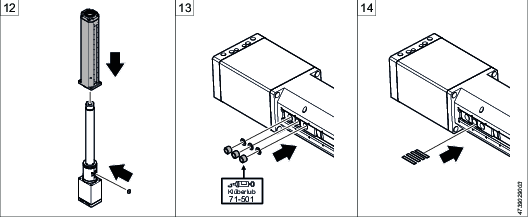
Sostituzione del tubo della scheda di comunicazione
La sostituzione della scheda deve essere eseguita esclusivamente da personale dell'assistenza autorizzato, adeguatamente formato. Non occorre smontare la parte posteriore del motore per la sostituzione della scheda di comunicazione.
Istruzioni di montaggio/smontaggio
Smontaggio dell'involucro per la vite
Utensili richiesti
Chiave Allen o punte da 4-10 mm
Viti e attacchi
Chiavi o Torx® punte T6-T25
Chiave torsiometrica
Dispositivo di sollevamento
Cacciaviti
Pinze
Estrattore per cuscinetti (opzionale)
Spessimetro
Lubrificante | Descrizione |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
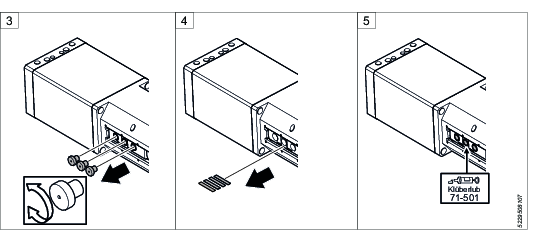
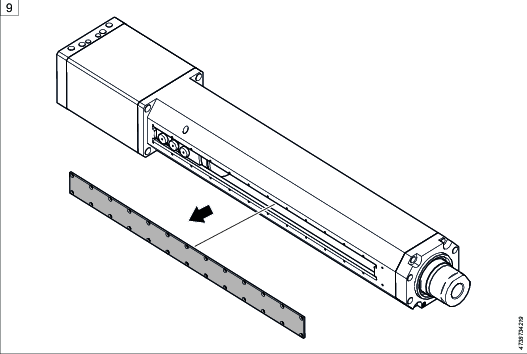
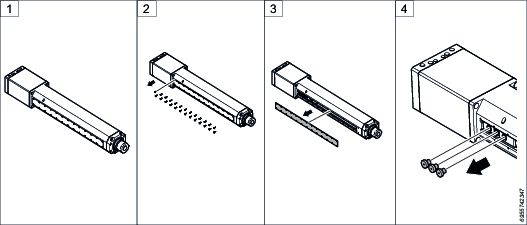
Rimuovere le viti del coperchio del connettore.
Smontare il coperchio del connettore.
Scollegare il cavo della cella di carico dal cavo del motore.
Fissare la pressa sull'involucro della scatola degli ingranaggi tramite una morsa morbida.
Svitare i bulloni (4) che fissano il gruppo dell'involucro per la vite alla scatola degli ingranaggi.
Smaltire i bulloni usati.
Far scorrere il gruppo dell'involucro per la vite fuori dal giunto scanalato nella scatola degli ingranaggi.
L'anello guida è posizionabile nella scatola del cambio.
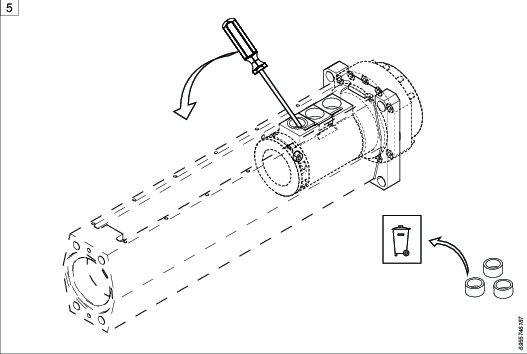
Posizionare la pressa su una superficie orizzontale.
Rimuovere tutte le viti del coperchio.
Smontare il coperchio.
Rimuovere i rulli guida (3).
Smontare tutte le balestre (fino a 4).
Se sono presenti meno di 4 balestre, portarle a 4 durante il rimontaggio.
Smontare l'involucro per la vite.
Smontare il supporto per rullo centrale.
Rimuovere il dato della vite e il gruppo dell'albero del pistone ruotando l'intero gruppo dell'albero interno.
Smontare la molla del disco superiore (e la rondella di supporto).
Smontare il coperchio del cuscinetto esterno (verso il dado della vite del rullo).
Fissare la cella di carico o l'involucro con una morsa tramite ganasce morbide.
Svitare tutti i bulloni che fissano la cella di carico.
Smontare il coperchio del cuscinetto interno dall'albero della vite del rullo.
Smontare la molla del disco del cuscinetto della vite del rullo e tutte le rondelle.
Svitare tutti i bulloni e smontare la flangia superiore.
Far scorrere il dado della vite del rullo fuori dall'involucro del dado del rullo.
Rimuovere la chiave dell'asta che collega le due parti in modo da utilizzarla al successivo montaggio.
Avvitare di nuovo il dado della vite del rullo sull'asta della vite del rullo.
Il dado e l'asta della vite del rullo sono associati, ciascuno contrassegnato con un numero di serie.
Alcuni passaggi non sono necessari per la sostituzione della vite del rullo.
Smontaggio della scatola degli ingranaggi
Utensili richiesti
Chiave Allen o punte da 4-10 mm
Viti e attacchi
Chiavi o Torx® punte T6-T25
Chiave torsiometrica
Dispositivo di sollevamento
Cacciaviti
Pinze
Estrattore per cuscinetti (opzionale)
Spessimetro
Lubrificante | Descrizione |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
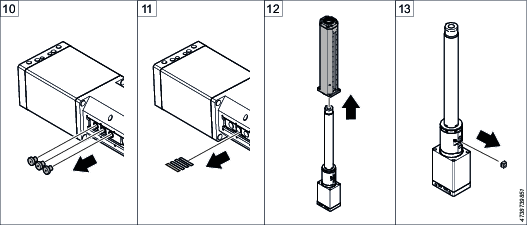
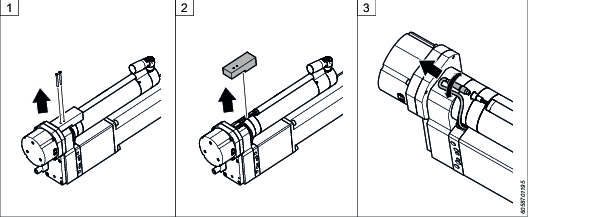
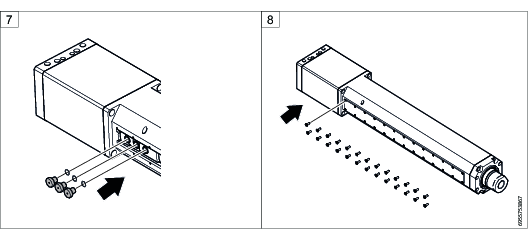
Rimuovere le viti che trattengono il coperchio del connettore.
Smontare il coperchio del connettore.
Scollegare il cavo della cella di carico dal cavo del motore.
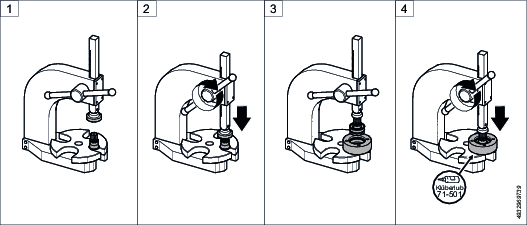
Fissare la pressa sulla scatola degli ingranaggi in una morsa con ganasce morbide.
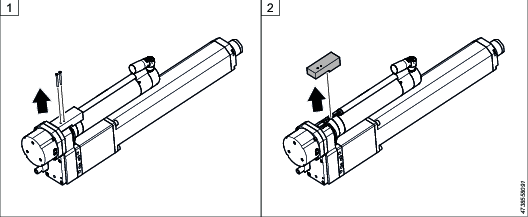
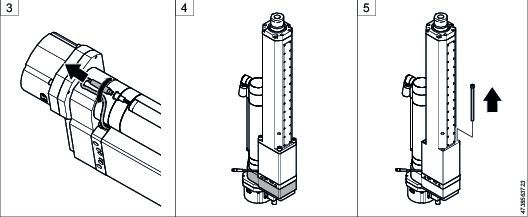
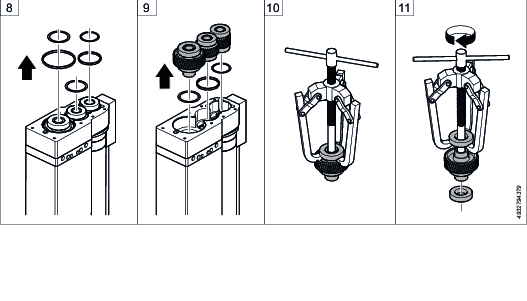
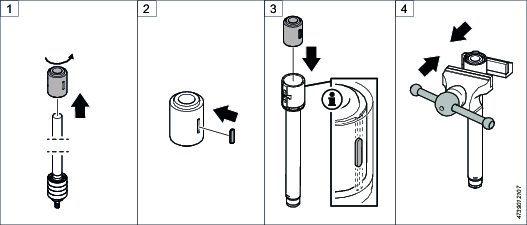
Smontare il freno come nelle immagini 2-3 (solo pressa CBUL).
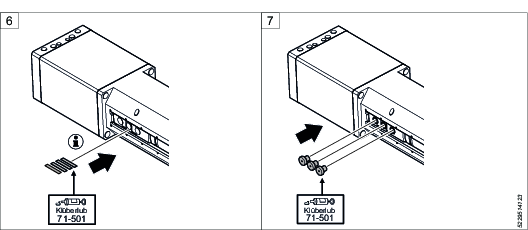
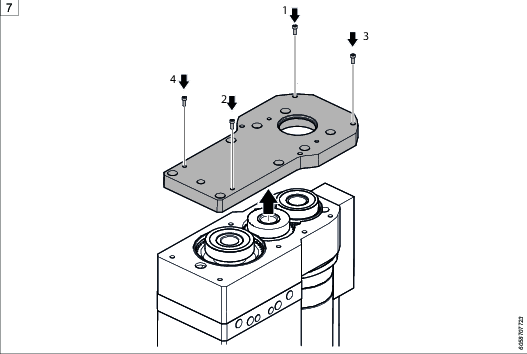
Rimuovere le viti del coperchio superiore.
Rimuovere il coperchio superiore inserendo viti lunghe nei fori filettati.
Tenere a mente la posizione degli anelli guida e delle rondelle di precarico. Le rondelle di precarico sono posizionabili nel coperchio superiore.
Smontare gli anelli guida e le rondelle di precarico.
Smontare gli ingranaggi, l'asse e i cuscinetti.
Smontare tutti i cuscinetti (6) tramite un apposito estrattore (immagini 10-11).
Sostituzione dei cuscinetti a rulli
Utensili richiesti
Chiave Allen o punte da 4-10 mm
Viti e attacchi
Chiavi o Torx® punte T6-T25
Chiave torsiometrica
Dispositivo di sollevamento
Cacciaviti
Pinze
Estrattore per cuscinetti (opzionale)
Spessimetro
Lubrificante | Descrizione |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Posizionare la pressa su una superficie orizzontale.
Rimuovere tutte le viti del coperchio dell'involucro per la vite.
Smontare il coperchio dell'involucro per la vite.
Rimuovere i rulli guida e lo spessore (3).
Rimuovere i cuscinetti a rulli (3).
Smaltire i cuscinetti a rullo usati.
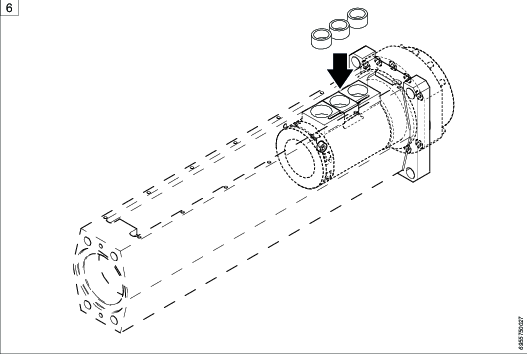
Montare i nuovi cuscinetti a rulli (3).
Applicare uno strato sottile di grasso (Klüberlub® BE 71-501) su tutte le parti.
Montare i rulli guida e lo spessore (3).
Applicare uno strato sottile di grasso (Klüberlub® BE 71-501) su tutte le parti.
Montare il coperchio dell'involucro per la vite tramite le viti.
Smontaggio del motore e dell'ingranaggio planetario
Utensili richiesti
Chiave Allen o punte da 4-10 mm
Viti e attacchi
Chiavi o Torx® punte T6-T25
Chiave torsiometrica
Dispositivo di sollevamento
Cacciaviti
Pinze
Estrattore per cuscinetti (opzionale)
Spessimetro
Lubrificante | Descrizione |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Innanzitutto, smontare la scatola degli ingranaggi, vedere Smontaggio della scatola degli ingranaggi.
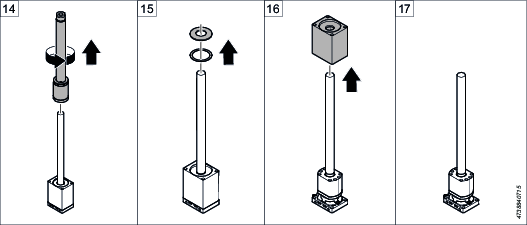
Collocare la pressa sulla superficie orizzontale prima di allentare le viti.
Svitare le viti che sostengono il motore e l'ingranaggio planetario.
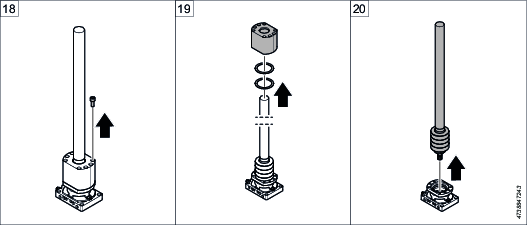
Smontare la corona dentata.
Smontare l'ingranaggio planetario (applicabile solo a PST 35, PST50 e PST100).
Smontare l'anello elastico dell'involucro dell'ingranaggio (applicabile solo a PST 35, PST50 e PST100).
Smontare il cuscinetto e l'ingranaggio solare (applicabile solo a PST 35, PST50 e PST100).
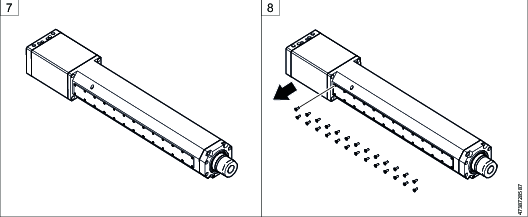
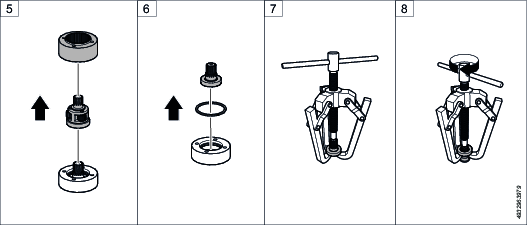
Smontare il cuscinetto dell'ingranaggio solare con un estrattore per cuscinetto. (Fig. 7- 8 applicabile solo a PST 35, PST50 e PST100).
Assemblaggio dell'involucro della vite
Utensili richiesti
Chiave Allen o punte da 4-10 mm
Viti e attacchi
Chiavi o Torx® punte T6-T25
Chiave torsiometrica
Dispositivo di sollevamento
Cacciaviti
Pinze
Estrattore per cuscinetti (opzionale)
Spessimetro
Lubrificante | Descrizione |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Pezzi di ricambio richiesti
Ricambi | Quantità |
|---|---|
Cuscinetti a rullo | 3 |
Molle a lamina | 3 |
Anelli dello spessore | 4 |
Rulli | 3 |
Guarnizione dell'asta (o-ring o guarnizione scraper) | 3 |
Cuscinetto liscio | 1 |
Cella di carico (se necessaria) | 1 |
Svitare il dado della vite del rullo dall'asta della vite del rullo fornita da SKF.
Assemblare la chiave dell'asta sul dado della vite del rullo.
Aggiungere una piccola quantità di grasso su tutte le superfici e far scorrere il dado della vite del rullo nell'involucro del dado del rullo.
Stringere l'involucro del dado del rullo utilizzando una morsa con ganasce morbide.
Assemblare la flangia superiore utilizzando nuove viti.
Serrare le viti in maniera incrociata, prima a una coppia del 50% e quindi del 100%. Applicare la coppia secondo Panoramica sull'installazione.
Assemblare il cuscinetto della vite del rullo, la molla del disco e tutte le rondelle.
Assemblare il lato convesso della molla del disco verso il cuscinetto. Utilizzare le rondelle fra la molla del disco e l'involucro.
Assemblare spessore, rondella e coperchio del cuscinetto interno sull'asta della vite del rullo.
Assemblare la cella di carico utilizzando nuove viti. Serrare le viti in maniera incrociata utilizzando una chiave esagonale lunga, prima con una coppia del 50% e quindi del 100%. Applicare la coppia secondo Panoramica sull'installazione.
Stringere l'involucro/la cella di carico utilizzando una morsa con ganasce morbide.
Assemblare il coperchio del cuscinetto esterno.
Assemblare la molla del disco superiore e la relativa rondella di supporto.
Lato convesso verso la scatola degli ingranaggi. Collocare una rondella fra la molla del disco e l'involucro.
Assemblare il dado della vite e il gruppo dell'asta del pistone ruotando l'intero gruppo sull'asta interna.
Applicare uno strato sottile di grasso (Klüberlub® BE 71-501) sulla vite.
Assemblare il supporto del rullo centrale e l'involucro della vite.
Se necessario, assemblareil cuscinetto liscio, gli anelli dello spessore (3x) e i cuscinetti a rullo (3x), vedere Sostituzione dei cuscinetti a rulli.
Applicare uno strato sottile di grasso (Klüberlub® BE 71-501) su tutte le parti.
Assemblare le molle a lamina (4x).
Applicare uno strato sottile di grasso (Klüberlub® BE 71-501) su tutte le parti.
Assemblare i rulli guida (3x).
Applicare uno strato sottile di grasso (Klüberlub® BE 71-501) su tutte le parti.
Assemblare il coperchio anteriore utilizzando le viti.
Far scorrere il gruppo dell'involucro delle viti sul giunto scanalato della scatola degli ingranaggi.
Assemblare il gruppo dell'involucro della vite nella scatola degli ingranaggi utilizzando nuovi bulloni (4x).
Serrare le viti in maniera incrociata, prima a una coppia del 50% e quindi del 100%. Applicare la coppia secondo Panoramica sull'installazione.
Assemblare la cella di carico utilizzando il cavo del motore.
Assemblare il coperchio del connettore utilizzando le viti (2x).
Assemblaggio della scatola degli ingranaggi
Utensili richiesti
Chiave Allen o punte da 4-10 mm
Viti e attacchi
Chiavi o Torx® punte T6-T25
Chiave torsiometrica
Dispositivo di sollevamento
Cacciaviti
Pinze
Estrattore per cuscinetti (opzionale)
Spessimetro
Lubrificante | Descrizione |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Pezzi di ricambio richiesti
Cuscinetti (x6)
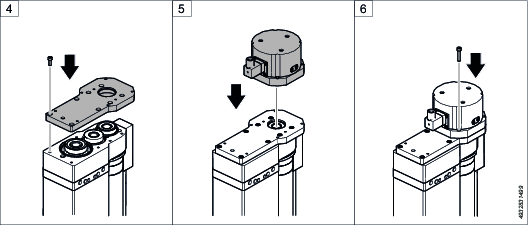
Assemblare i cuscinetti su entrambi i lati utilizzando una pressa e un supporto (x6).
Utilizzare pressa e supporto solo sugli anelli interni del cuscinetto.
Applicare uno strato sottile di grasso (Klüberlub® BE 71-501).
Assemblare i rulli guida.
Assemblare le rondelle di precarico nel coperchio superiore.
Assemblare il coperchio superiore utilizzando le nuove viti.
Serrare le viti in maniera incrociata, prima a una coppia del 50% e quindi del 100%. Applicare la coppia secondo Panoramica sull'installazione.
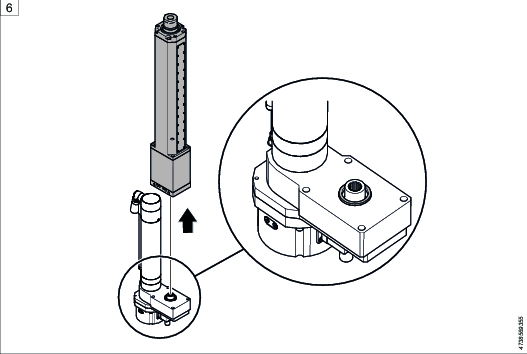
Assemblare il pic del freno. 6-7 (CBUL solo pressa).

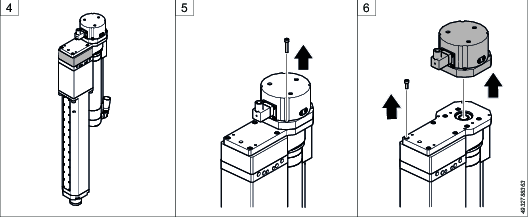
Assemblaggio di motore e ingranaggio planetario
Utensili richiesti
Chiave Allen o punte da 4-10 mm
Viti e attacchi
Chiavi o Torx® punte T6-T25
Chiave torsiometrica
Dispositivo di sollevamento
Cacciaviti
Pinze
Estrattore per cuscinetti (opzionale)
Spessimetro
Lubrificante | Descrizione |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Pezzi di ricambio richiesti
Cuscinetto dell'ingranaggio solare
Ingranaggio planetario
Ingranaggio solare
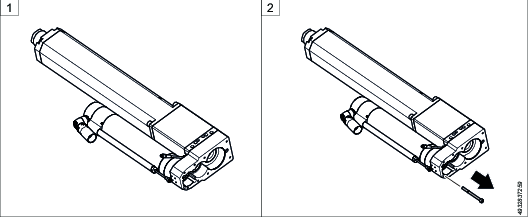
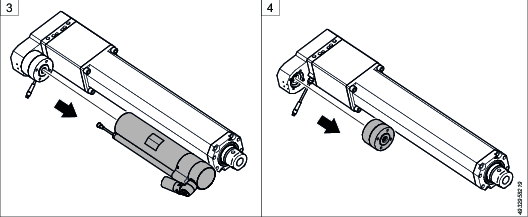
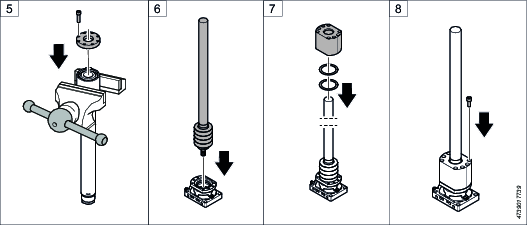
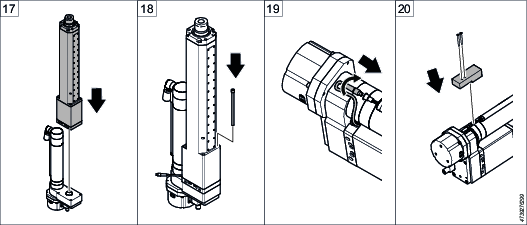
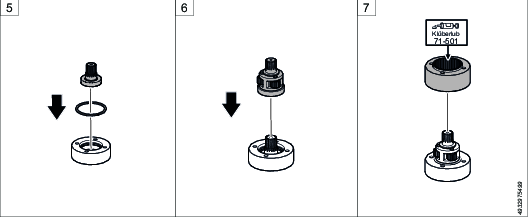
Assemblare il cuscinetto dell'ingranaggio solare sull'asse della ingranaggio solare utilizzando una pressa (applicabile solo a PST 35, PST50 e PST100), telaio 1-2.
Premere solo l'anello interno del cuscinetto utilizzando la pressa.
Assemblare il cuscinetto e l'ingranaggio solare sull'involucro dell'ingranaggio utilizzando una pressa (applicabile solo a PST 35, PST50 e PST100), telaio 3-4.
Premere solo l'anello esterno del cuscinetto utilizzando la pressa.
Applicare uno strato sottile di grasso (Klüberlub® BE 71-501).
Assemblare l'anello elastico nell'involucro dell'ingranaggio utilizzando un paio di pinzette (applicabile solo a PST 35, PST50 e PST100), telaio 5.
Assemblare il nuovo ingranaggio planetario (applicabile solo a PST 35, PST50 e PST100), telaio 6.
Assemblare la corona dentata (applicabile solo a PST 35, PST50 e PST100), telaio 7.
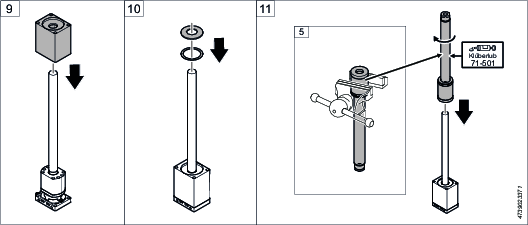
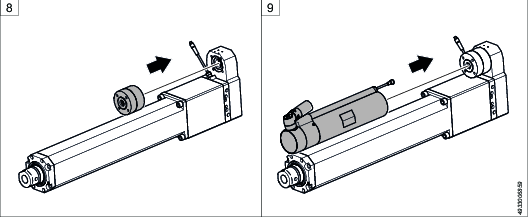
Applicare uno strato sottile di grasso (Klüberlub® BE 71-501) alla vite.
Assemblare l'ingranaggio planetario (applicabile solo a PST 35, PST50 e PST100), telaio 8.
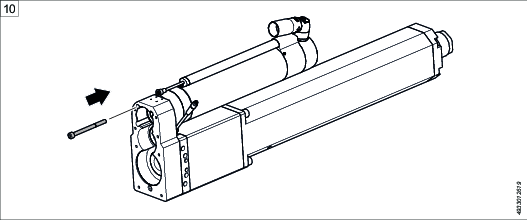
Assemblare il motore utilizzando nuove viti, telaio 9-10.
Serrare le viti in maniera incrociata, prima a una coppia del 50% e quindi del 100%. Applicare la coppia secondo Panoramica sull'installazione.
Riciclo
Normative ambientali
Quando un prodotto ha terminato il relativo ciclo di vita deve essere riciclato correttamente. Smontare il prodotto e riciclare i componenti in conformità alle normative locali.
Le batterie devono essere smaltite dall'ente nazionale preposto al riciclaggio delle batterie.
Informazioni sul riciclaggio per l'utensile della pressa
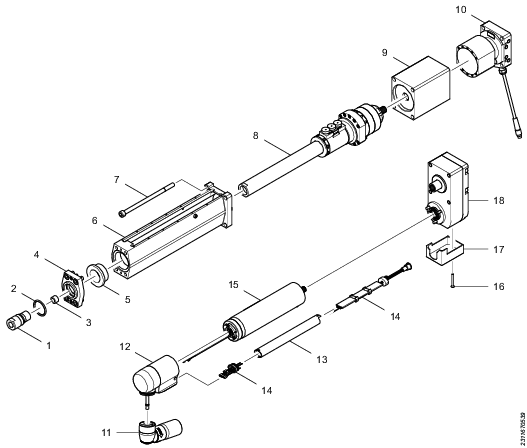
Posizione | N. | Parte. | Riciclare come: |
|---|---|---|---|
1 | 1 | Adattatore | Metallo, acciaio |
2 | 1 | O-ring/Scraper | Gomma NBR |
3 | 1 | Silenziatore | Metallo, ottone |
4 | 1 | Piastra | Metallo, acciaio |
5 | 1 | Cuscinetto | Metallo, bronzo |
6 | 1 | Alloggiamento | Metallo, alluminio |
7 | 4 | Vite | Metallo, acciaio |
8 | 1 | Asta di spinta | Metallo, acciaio |
9 | 1 | Alloggiamento | Metallo, acciaio |
10 | 1 | Cella di carico | Metallo, acciaio |
11 | 1 | Connettore | Componente elettronico |
12 | 1 | Parte posteriore del motore | Metallo, alluminio |
13 | 1 | Tubo della scheda di comunicazione | Metallo, acciaio inox |
14 | 1 | Scheda di comunicazione (PCB) | Componente elettronico |
15 | 1 | Motore | Componente elettronico |
16 | 2 | Vite | Metallo, acciaio |
17 | 1 | Coperchio | Metallo, alluminio |
18 | 1 | Ingranaggio a U e viti | Metallo, acciaio |