PST5-200CUL
Electromechanical press
Produktinformation
Allgemeine Informationen
Sicherheitsbezogene Signalwörter
Die sicherheitsbezogenen Signalworte Gefahr, Warnung, Vorsicht und Hinweis haben folgende Bedeutung:
GEFAHR | GEFAHR weist auf eine gefährliche Situation hin, die bei Nichtvermeidung zu schweren Verletzungen mit möglicher Todesfolge führen wird. |
WARNUNG | WARNUNG weist auf eine gefährliche Situation hin, die bei Nichtvermeidung zu schweren Verletzungen mit möglicher Todesfolge führen könnte. |
ACHTUNG | VORSICHT weist bei Verwendung mit dem Sicherheitswarnsymbol auf eine gefährliche Situation hin, die bei Nichtvermeidung zu leichten oder mittelschweren Verletzungen führen könnte. |
HINWEIS | Ein HINWEIS wird für Situationen verwendet, die sich nicht auf eine mögliche Verletzungsgefahr beziehen. |
Garantie
Die Produktgarantie verfällt 12+1 Monate nach dem Versand aus dem Distributionszentrum von Atlas Copco.
Normaler Verschleiß von Teilen wird nicht von der Garantie abgedeckt.
Unter normalem Verschleiß versteht man, dass während der für diesen Zeitraum typischen Standardwerkzeugwartung Teile ausgetauscht oder Einstellungen / Verbesserungsarbeiten durchgeführt werden müssen (ausgedrückt in Zeit, Betriebsstunden, oder anderweitig).
Die Produktgarantie stützt sich auf einen korrekten Einsatz, Wartung und Reparatur des Werkzeugs und seiner Bestandteile.
Schäden an Teilen, die als Folge einer unzureichenden Wartung oder eines falschen Einsatzes durch andere Parteien als Atlas Copco oder deren zertifizierten Service-Partner während der Garantiezeit verursacht werden, sind nicht durch die Garantie gedeckt.
Um eine Beschädigung oder Zerstörung von Werkzeugteilen zu vermeiden, warten Sie das Werkzeug entsprechend der empfohlenen Wartungspläne und befolgen Sie die richtigen Anweisungen.
Garantiereparaturen werden nur in Atlas Copco-Werkstätten oder von einem zertifizierten Service-Partner ausgeführt.
Atlas Copco bietet eine erweiterte Garantie und eine vorbeugende Wartung nach dem neuesten Stand der Technik durch seine ToolCover-Verträge. Weitere Informationen erhalten Sie von Ihrem lokalen Servicerepräsentanten.
Für Elektromotoren:
Die Garantie gilt nur dann, wenn der Elektromotor nicht geöffnet wurde.
Website
Informationen zu unseren Produkten, Zubehör, Ersatzteilen und Veröffentlichungen finden Sie auf der Internetseite von Atlas Copco.
Besuchen Sie: www.atlascopco.com.
ServAid
ServAid ist ein Portal, das ständig aktualisiert wird und technische Informationen bietet, wie z.B.:
Behörden- und Sicherheitsinformationen
Technische Daten
Installations-, Betriebs- und Wartungsanweisungen
Ersatzteillisten
Zubehör
Maßzeichnungen
Besuchen Sie: https://servaid.atlascopco.com.
Weitere technische Informationen erhalten Sie bei Ihrem Atlas Copco-Vertreter vor Ort.
Sicherheitsdatenblätter MSDS/SDS
In den Sicherheitsdatenblättern werden die von Atlas Copco vertriebenen chemischen Produkte beschrieben.
Weitere Informationen finden Sie auf der Internetseite von Atlas Copco unter www.atlascopco.com/sds.
Herkunftsland
Informationen zum Herkunftsland sind auf dem Produktetikett angegeben.
Maßzeichnungen
Maßzeichnungen finden Sie entweder im Maßzeichnungsarchiv oder auf ServAid.
Besuchen Sie: http://webbox.atlascopco.com/webbox/dimdrw oder https://servaid.atlascopco.com.
Übersicht
Allgemeine Beschreibung
Die PST basiert auf der branchenweit bewährten QST-Einbauspindel Unser Pressspindelsystem bietet hohe Produktivität und volle Kommunalität über die gesamte Baureihe und in vielen verschiedenen Anwendungen. Die höchst effiziente Planetenrollengewindespindel wandelt die Rotation des mechanischen Getriebes in eine kraftvolle und präzise Linearbewegung um. Die gleiche Software-Plattform mit ToolsTalk PowerMacs macht das Bedienen, Programmieren und Steuern denkbar einfach.
Eigenschaften
Schlankes und kompaktes Design.
Fortschrittliche Planetenrollengewindespindel
Mechanisches Getriebe anstelle eines Gurts
Standard-QST-Motor mit intelligentem Kabelanschlussstecker
Spindelchip und digitale Kommunikation.
Hard- und Software-Kommunalität mit QST
Kompatibel mit ToolsNet
Ausführung mit Bremse für Park- und Halteposition (optional)
Vorteile
Einfache Integration auf engstem Raum durch schlanke und kompakte Bauweise.
Extreme Haltbarkeit
Geringere Ersatzteilbevorratung
Hohe Produktivität durch hohe Geschwindigkeit, starke Beschleunigung und schnelle Verzögerung
Reduzierung der Installations- und Schulungskosten.
Teil der Smart Connected Assembly
Anwendungen
Bei der PST handelt es sich um einen elektromechanischen Aktor, der beispielsweise zur Montage von Lagern, Dichtungen, Getrieben oder Passstiften verwendet werden kann, wenn eine hohe Genauigkeit und Rückverfolgbarkeit erforderlich sind. Der Pressvorgang kann bei Regelung der Aktorkraft bis zu einem Anschlag, oder bei Regelung des Aktorwegs bis zu einem bestimmten Abstand ausgeführt werden.
Hauptkomponenten
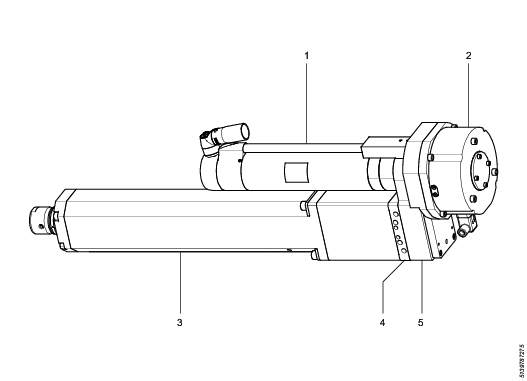
1 | Motor | 4 | Wägezelle |
2 | Bremse (nur CBUL) | 5 | Getriebe |
3 | Planetenrollengewindetrieb-Gehäusebaugruppe |
Normale Umgebungsbedingungen
Dieses Produkt gilt unter folgenden Bedingungen als sicher:
Einsatz in Innenräumen
Höhe bis zu 2.000 m
Umgebungstemperatur 0 °C bis 40 °C
Maximale relative Luftfeuchtigkeit von 80 % bei Temperaturen bis zu 31 °C, linear abnehmend bis zu 50 % bei 40 °C
Verschmutzungsgrad 2
Technische Produktdaten
Technische Produktdaten finden Sie entweder auf ServAid oder auf der Internetseite von Atlas Copco.
Besuchen Sie: https://servaid.atlascopco.com oder www.atlascopco.com.
Zubehör
Optionales Zubehör
Presswerkzeug-Adapter für PST
Mit dem Presswerkzeug-Adapter können Werkzeuge von Drittanbietern in einem bestimmten Winkel um die Pressachse eingestellt werden.
Er sollte für Anwendungen mit Zugkräften verwendet werden.
Entfernen Sie die beiden Schrauben (2x) und montieren Sie den Presswerkzeug-Adapter am Presskolben.
Montieren Sie die beiden Schrauben (2x) und ziehen Sie sie gemäß der Tabelle fest.
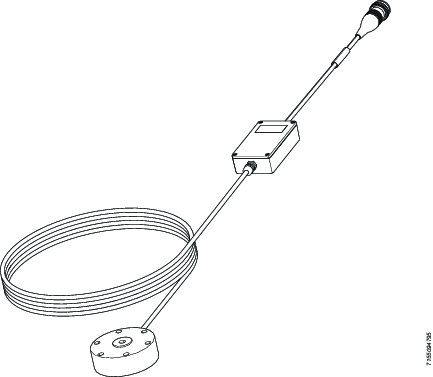
Presskraftwandler
Der Presskraftvalidierungswandler wird zusammen mit dem STanalyser/STa 6000 verwendet, um die Presskraft in der aktuellen Anwendung zu messen, die PST auf die aktuelle Anwendung zu kalibrieren, oder für regelmäßige Qualitätskontrollen der PST. Die Bedienungsanleitungen finden Sie in der Dokumentation des STanalyzer/STa 6000.
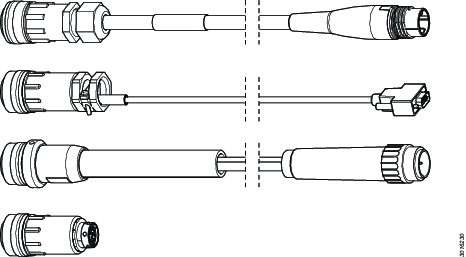
TTS-QST Programmierkabel
Das TTS-QST Programmierkabel wird zum Programmieren der QST/PST-Werkzeuge verwendet, wenn der Motor oder die Wägezelle ausgetauscht wurden.
Service-Übersicht
Wartungsempfehlungen
Es wird empfohlen, eine vorbeugende Wartung regelmäßig durchzuführen. Beachten Sie die ausführlichen Informationen über die vorbeugende Wartung. Wenn das Produkt nicht ordnungsgemäß funktioniert, bringen Sie es außer Betrieb und prüfen Sie es.
Wenn keine detaillierten Informationen über eine vorbeugende Wartung enthalten sind, befolgen Sie die folgenden allgemeinen Richtlinien:
Entsprechende Teile gründlich reinigen
Defekte und verschlissene Teile ersetzen
Ersatzteile
Siehe ServAid für Ersatzteilanfragen.
Installation
Installationsanforderung
Anforderungen
Die PST-Presse ist für den Einsatz als eine Maschine oder Maschinenkomponente vorgesehen. Der Werkzeugmaschinenhersteller (MTB) und der Endbenutzer sind für die ordnungsgemäße Handhabung, Installation und Verwendung dieses Produkts verantwortlich.
Der MTB bzw. die am Standort verantwortliche Person muss stets eine Risikoeinschätzung gemäß ISO 13849-1 durchführen, um das für die gesamte Anlage erforderliche Leistungsniveau bestimmen zu können.
Installation, Betrieb und Wartung der PST-Presse dürfen nur von entsprechend qualifiziertem Personal durchgeführt werden.

Installationsanleitung
Installation - Überblick
Die PST-Presse kann unter Verwendung der vorderen Schraubenlöcher oder der hinteren Schraubenlöcher installiert werden. Montagemaße finden Sie in den Maßzeichnungen auf ServAid.
Schmiermittel | Beschreibung |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Schraube | Drehmoment [Nm] | Drehmoment [ft·lb] |
|---|---|---|
M3 | 1,7 | 1,25 |
M4 | 4,0 | 2,95 |
M5 | 7,5 | 5,53 |
M6 | 13 | 9,59 |
M8 | 30 | 22,13 |
M10 | 60 | 44,25 |
M12 | 110 | 81,13 |
M14 | 180 | 133 |
M16 | 280 | 206,52 |
Ölen Sie den Gewindeteil der Schraube vor dem Festziehen.
Verwenden Sie nur Schrauben der Festigkeitsklasse 12.9 (DIN 912).
Vertikale Montage - Vorderseitige Montage
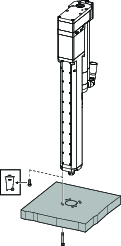
Presse | Vorderseitig montiert |
|---|---|
PST 5 | M8 (4x) |
PST10 | M8 (4x) |
PST20 | M8 (8x) |
PST35 | M10 (8x) |
PST50 | M10 (8x) |
PST60 | M10 (8x) |
PST100 | M12 (8x) |
Erforderliche Werkzeuge
Inbusschlüssel oder Bits 4-10 mm
Schraubbits und Knarre
Torx®-Schlüssel oder Bits T6-T25
Drehmomentschlüssel
Hebezeug
Schraubendreher
Zange
Lagerabzieher (optional)
Fühlerlehre
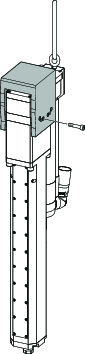
Bringen Sie am hinteren Ende der Presse eine Hebeöse an, siehe Maßzeichnungen in ServAid.
Lösen Sie die Schrauben im vorderen Ende der Presse.
Heben Sie die Presse in eine vertikale Position.
Montieren Sie die Presse mit neuen, längeren Schrauben an der Befestigungsplatte.

Die Schraubenlänge finden Sie in den Maßzeichnungen in ServAid.
Radialkraft auf Presskolben
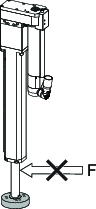
Maximal zulässiges Presswerkzeuggewicht (Masse) für vertikale Montage
PST-Pressenmodell | Mit Bremse (kg) | Mit Bremse (lbs) | Ohne Bremse (kg) | Ohne Bremse (lbs) |
|---|---|---|---|---|
PST5 | 25 | 55 | 8 | 17,6 |
PST10 | 50 | 110 | 8 | 17,6 |
PST20 | 100 | 220 | 16 | 35,5 |
PST35 | 175 | 385 | 28 | 61,6 |
PST50 | 250 | 550 | 40 | 88 |
PST60 | 250 | 550 | 40 | 88 |
PST100 | 500 | 1100 | 80 | 176 |
Erforderliche Werkzeuge
Inbusschlüssel oder Bits 4-10 mm
Schraubbits und Knarre
Torx®-Schlüssel oder Bits T6-T25
Drehmomentschlüssel
Hebezeug
Schraubendreher
Zange
Lagerabzieher (optional)
Fühlerlehre
Bringen Sie am hinteren Ende der Presse eine Hebeöse an.
Heben Sie die Presse in eine vertikale Position.
Fixieren Sie die Presse und ziehen Sie die Schrauben im Kreuzmuster bis zum angegebenen Drehmoment fest.
Vertikale Montage - Rückseitige Montage
Presse | Rückseitig montiert |
|---|---|
PST 5 | M8 (8x) |
PST10 | M8 (8x) |
PST20 | M10 (8x) |
PST35 | M10 (8x) |
PST50 | M12 (8x) |
PST100 | M16 (8x) |
Erforderliche Werkzeuge
Inbusschlüssel oder Bits 4-10 mm
Schraubbits und Knarre
Torx®-Schlüssel oder Bits T6-T25
Drehmomentschlüssel
Hebezeug
Schraubendreher
Zange
Lagerabzieher (optional)
Fühlerlehre
Nutzen Sie bei Verwendung der hinteren Schraubenlöcher die Löcher auf beiden Seiten der Presse
Verwenden Sie keine zu langen Schrauben, siehe Maßzeichnungen in ServAid.
Ziehen Sie die Schrauben gemäß der Drehmomenttabelle fest.
Achten Sie darauf, dass die Presse ausreichend gestützt wird, bis alle Schrauben festgezogen wurden.
Horizontale Montage
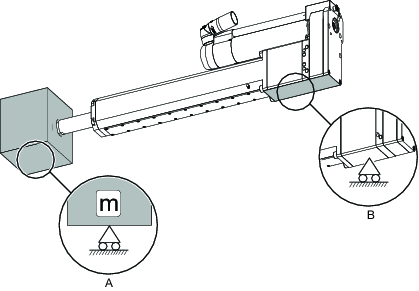
Presse | Werkzeuggewicht max. (A) | Abstützung der Presse notwendig (B) |
|---|---|---|
PST 5 | 2 kg | Nein |
PST 10 | 2 kg | Nein |
PST 20 | 4 kg | Ja (nur CBUL) |
PST 35 | 7 kg | Ja |
PST 50 | 10 kg | Ja |
PST 55 | 10 kg | Ja |
PST 100 | 20 kg | Ja |
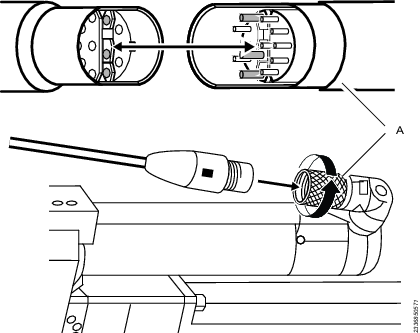
Installation des Motorkabels
Richten Sie das Motorkabel an den Stiften am Pressenanschluss aus.
Schieben Sie das Motorkabel vorsichtig bis zum Anfang der Gewinde.
Drehen Sie den Griff (A) im Uhrzeigersinn, um das Motorkabel zu installieren und zu sichern.
Wartung
ESD-Probleme vermeiden
Die Komponenten im Inneren des Produkts und der Steuerung sind empfindlich gegenüber elektrostatischen Entladungen. Stellen Sie zur Vermeidung zukünftiger Störungen sicher, dass Service und Wartung in einer ESD-genehmigten Arbeitsumgebung erfolgen. Die Abbildung unten zeigt ein Beispiel für eine entsprechende Service-Arbeitsstation.

Wartungsanweisungen
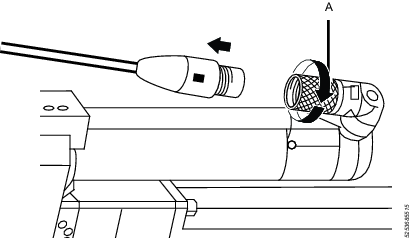
Vorsichtsmaßnahmen
Drehen Sie den Griff (A) gegen den Uhrzeigersinn, um das Motorkabel zu lösen.
Ziehen Sie das Motorkabel heraus.
Serviceanforderungen
Die Wartung darf nur von erfahrenem Personal ausgeführt werden, das Zugang zu den Wartungsanleitungen hat und/oder für die Wartung von Atlas Copco-Werkzeugen ausgebildet ist.
Beim Elektromotor handelt es sich um eine abgedichtete Einheit, die grundsätzlich nur von Atlas Copco Industrial Technique AB geöffnet werden darf. Wenn der Elektromotor defekt ist oder gewartet werden muss, senden Sie die komplette Motoreinheit an Atlas Copco zurück. An Motoren, die von anderen Personen als Mitarbeitern von Atlas Copco geöffnet werden, führen wir keine Wartung durch.
Wartungsempfehlungen
Es wird empfohlen, eine vorbeugende Wartung regelmäßig durchzuführen. Beachten Sie die ausführlichen Informationen über die vorbeugende Wartung. Wenn das Produkt nicht ordnungsgemäß funktioniert, bringen Sie es außer Betrieb und prüfen Sie es.
Wenn keine detaillierten Informationen über eine vorbeugende Wartung enthalten sind, befolgen Sie die folgenden allgemeinen Richtlinien:
Entsprechende Teile gründlich reinigen
Defekte und verschlissene Teile ersetzen
Vorbeugende Wartung
Wartungsintervalle
Unter normalen Betriebsbedingungen, d.h. bei einer Last von 80 % und einer Motortemperatur von max. 80 °C, sollte die Presse nach jeweils 1 Million Zyklen oder einmal pro Jahr gewartet werden.
Schmieranweisungen
Benötigte Schmiermittel
Schmiermittel | Beschreibung |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Vorbereitung der Schmierung
Fahren Sie die Presse vor der Schmierung in die maximale Ausfahrposition (minus 5 mm) oder so weit heraus, wie es die Installation zulässt, um den inneren Gewindeteil des Planetenrollengewindetriebs freizulegen.
Schalten Sie das System mit der Presse in dieser ausgefahrenen Position aus.
Zur vorbeugenden Wartung müssen Sie die Planetenrollengewindetrieb-Gehäusebaugruppe nicht vom Getriebe abnehmen.
Leitfaden zur Schmierung
Schmiermittel | Beschreibung |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
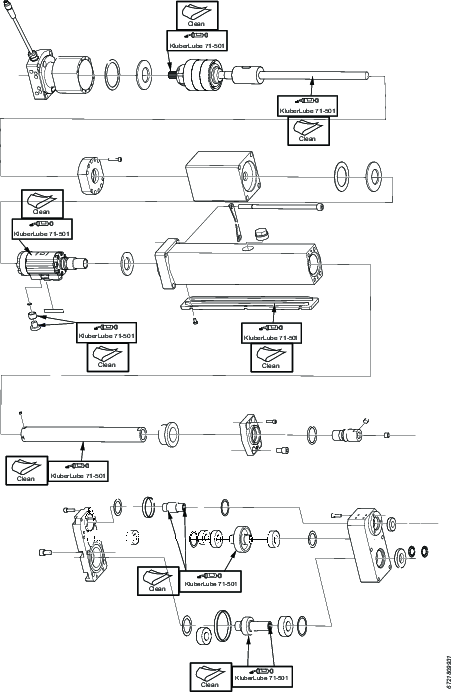
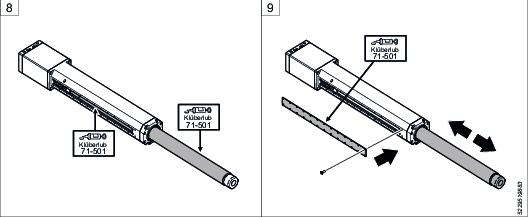
Schmierung des Planetenrollengewindetriebs
Lesen und befolgen Sie stets die Anweisungen Vorbereitung der Schmierung.
Schmiermittel | Beschreibung |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Entfernen Sie die Abdeckung und wischen Sie mit Papier oder einem Tuch das Fett von der Innenseite ab.
Tragen Sie genügend Fett auf, um die Gewinde des sichtbaren Teils des Planetenrollengewindetriebs gleichmäßig zu bedecken.
Montieren Sie die Abdeckung wieder.
Schmierung der Gehäuseführungen und Führungsrollen des Planetenrollengewindetriebs
Tragen Sie beim Wiederzusammenbau eine kleine Menge Fett (Klüberlub® BE 71-501) auf alle Oberflächen auf.
Schmiermittel | Beschreibung |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Entfernen Sie die Abdeckung und wischen Sie mit einem fusselfreien Tuch das Fett von der Innenseite ab.
Prüfen Sie auf übermäßigen Verschleiß.
Prüfen Sie:
die Führungen auf der Innenseite der Deckel
die Oberflächen der Rollenlager
die Oberflächen des Planetenrollengewindetriebs
Suchen Sie nach Unwuchten in der Drehung, indem Sie die Führungsrollen vor dem Ausbau in den Rollenlagern drehen.
Wenn die Rollenlager beschädigt sind, tauschen Sie sie aus, siehe Austausch der Rollenlager.
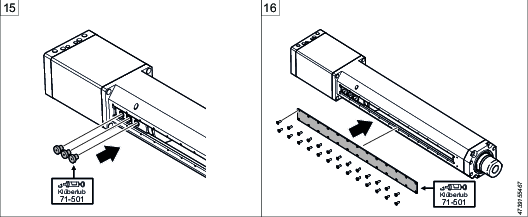
Entfernen Sie die Blattfedern.
Tragen Sie eine kleine Menge Fett (Klüberlub® BE 71-501) auf die Führungsrollenlager auf.
Tragen Sie eine kleine Menge Fett (Klüberlub® BE 71-501) auf die Blattfedern auf und setzen Sie sie wieder ein.
Montieren Sie die Führungsrollen und tragen Sie eine kleine Menge Fett (Klüberlub® BE 71-501) auf.
Schmieren Sie den Planetenrollengewindetrieb mit Fett (Klüberlub® BE 71-501).
Tragen Sie eine kleine Menge Fett (Klüberlub® BE 71-501) auf die Innenseiten der Deckel auf und setzen Sie das Gehäuse des Planetenrollengewindetriebs wieder zusammen. Fahren Sie die Presse fünfmal mit 10 mm/s von der maximalen OUT-Position bis zur maximalen IN-Position, um das Fett zu verteilen.
Zur Befestigung des mittleren Führungsrollenhalters kann ein geringer Krafteinsatz erforderlich sein.

Reparaturanleitung
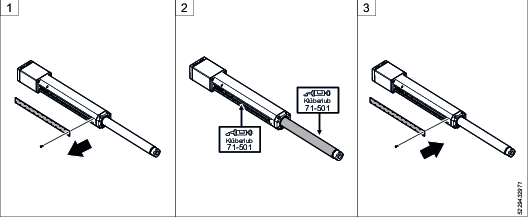
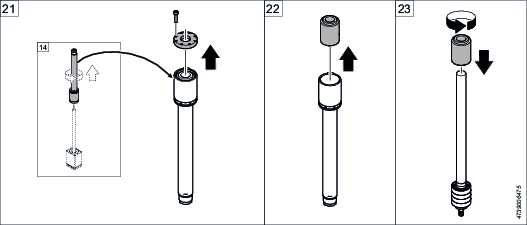
Austausch der Kommunikationskarte Rohr
Der Austausch der Karte darf nur von autorisiertem Wartungspersonal durchgeführt werden, das eine entsprechende Schulung erhalten hat. Zum Austausch der Kommunikationskarte muss der hintere Teil des Motors nicht demontiert werden.
Demontage-/Montageanweisungen
Demontage des Schraubengehäuses
Erforderliche Werkzeuge
Inbusschlüssel oder Bits 4-10 mm
Schraubbits und Knarre
Torx®-Schlüssel oder Bits T6-T25
Drehmomentschlüssel
Hebezeug
Schraubendreher
Zange
Lagerabzieher (optional)
Fühlerlehre
Schmiermittel | Beschreibung |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
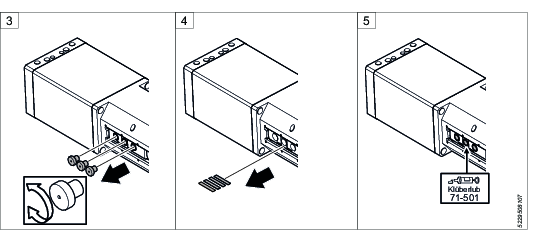
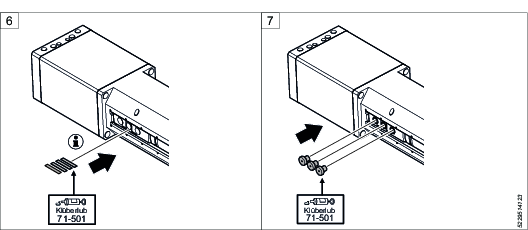
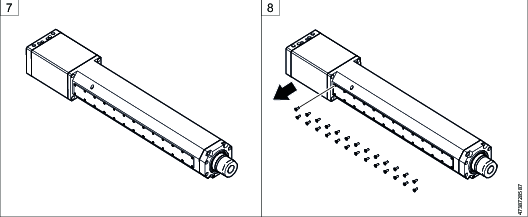
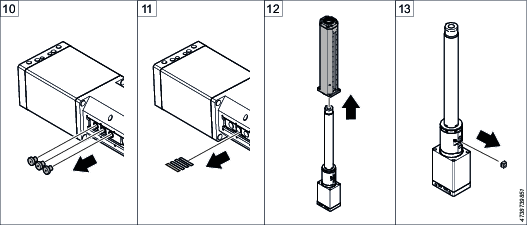
Entfernen Sie die Schrauben von der Anschlussabdeckung.
Nehmen Sie die Anschlussabdeckung ab.
Trennen Sie das Wägezellenkabel vom Motorkabel.
Fixieren Sie die Presse in einem weichen Schraubstock über dem Getriebegehäuse.
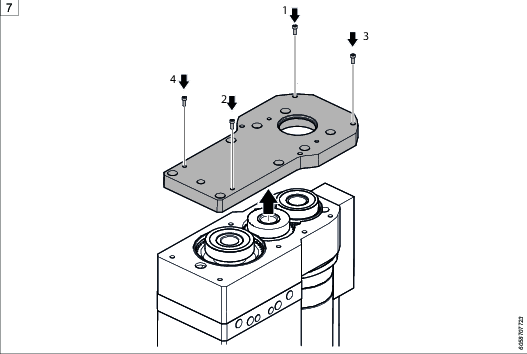
Lösen Sie die Schrauben (4x), die die Schraubengehäuse-Baugruppe am Getriebe halten.
Entsorgen Sie die gebrauchten Schrauben.
Schieben Sie die Schraubengehäuse-Baugruppe aus der Keilverbindung im Getriebe.
Der Führungsring kann im Getriebe verbleiben.
Legen Sie die Presse auf eine horizontale Fläche.
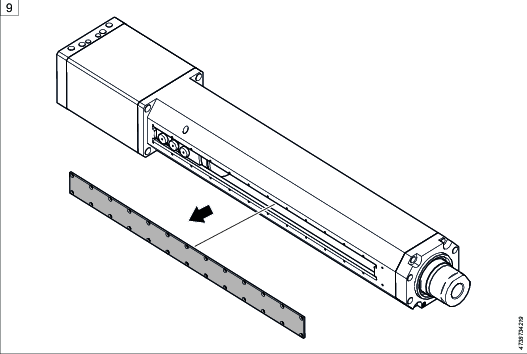
Lösen Sie alle Deckelschrauben.
Nehmen Sie den Deckel ab.
Demontieren Sie die Führungsrollen (3x).
Demontieren Sie alle Blattfedern (bis zu 4).
Wenn Sie bei der Demontage weniger als 4 Blattfedern vorfinden, setzen Sie beim Zusammenbau 4 Stück ein.
Nehmen Sie das Schraubengehäuse ab.
Demontieren Sie den mittleren Rollenhalter.
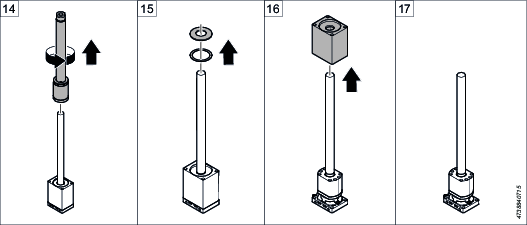
Schrauben Sie die Mutter und die Kolbenwellen-Baugruppe ab, indem Sie die gesamte Baugruppe auf der Innenwelle drehen.
Lösen Sie die obere Tellerfeder (und Auflagescheibe).
Demontieren Sie den äußeren Lagerdeckel ( in Richtung der Planetenrollengewindemutter).
Spannen Sie Wägezelle/Gehäuse in einen Schraubstock mit weichen Backen ein.
Lösen Sie alle Schrauben, die die Wägezelle halten.
Lösen Sie den inneren Lagerdeckel von der Planetenrollengewindemutter.
Nehmen Sie die Tellerfeder und alle Unterlegscheiben vom Planetenrollengewindelager ab.
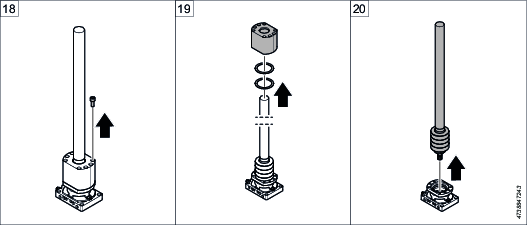
Lösen Sie alle Schrauben und demontieren Sie den oberen Flansch.
Schieben Sie die Planetenrollengewindemutter aus dem Rollenmuttergehäuse.
Achten Sie darauf, den Wellenschlüssel zu entfernen, der die beiden Teile verbindet, um ihn beim Zusammenbau wieder zu verwenden.
Schrauben Sie die Planetenrollengewindemutter wieder auf die Planetenrollengewindewelle.
Mutter und Welle des Planetenrollengewindetriebs bilden ein Paar und sind jeweils mit einer Seriennummer versehen.
Einige Schritte sind beim Austausch des Planetenrollengewindetriebs nicht notwendig.
Demontage des Getriebes
Erforderliche Werkzeuge
Inbusschlüssel oder Bits 4-10 mm
Schraubbits und Knarre
Torx®-Schlüssel oder Bits T6-T25
Drehmomentschlüssel
Hebezeug
Schraubendreher
Zange
Lagerabzieher (optional)
Fühlerlehre
Schmiermittel | Beschreibung |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
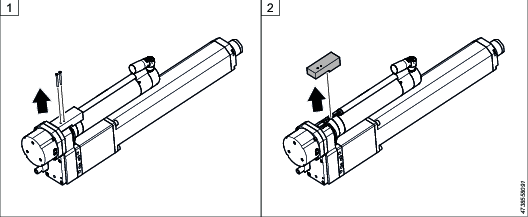
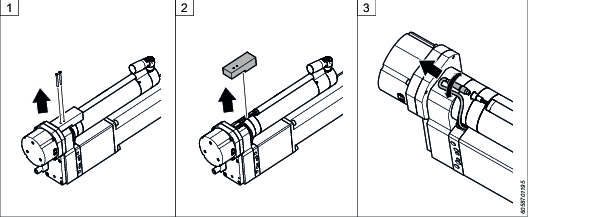
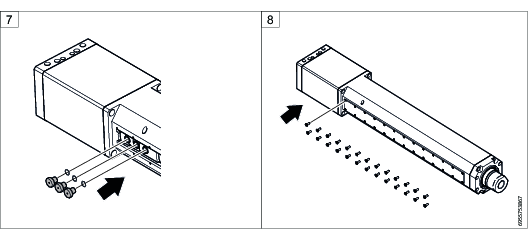
Entfernen Sie die vier Schrauben zur Befestigung der Anschlussabdeckung.
Nehmen Sie die Anschlussabdeckung ab.
Trennen Sie das Wägezellenkabel vom Motorkabel.
Fixieren Sie die Presse in einem Schraubstock mit weichen Backen über dem Getriebe.
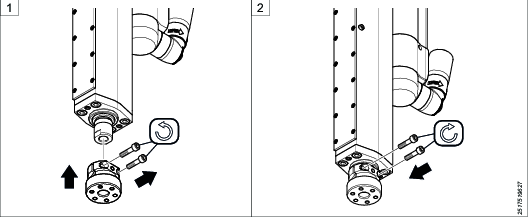
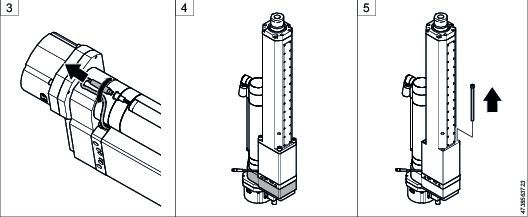
Nehmen Sie die Bremse ab (siehe Abbildung 2-3 (nur CBUL-Presse).
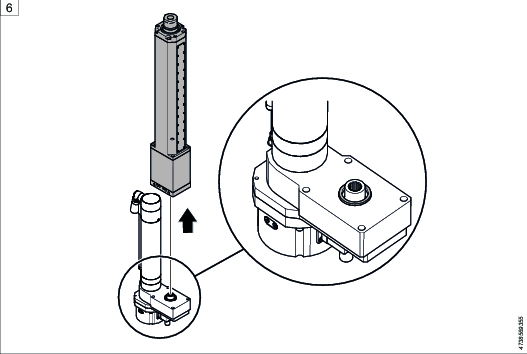
Lösen Sie die oberen Deckelschrauben.
Nehmen Sie den oberen Deckel ab, indem Sie lange Schrauben durch die Gewindebohrungen schrauben.
Merken Sie sich die Positionen der Führungsringe und Vorspannscheiben. Die Vorspannscheiben können im oberen Deckel abgelegt werden.
Demontieren Sie die Führungsringe und die Vorspannscheiben.
Nehmen Sie die Zahnräder, die Achse und die Lager heraus.
Ziehen Sie alle Lager (6x) mit einem Lagerabzieher (Abb. 10-11) ab.
Austausch der Rollenlager
Erforderliche Werkzeuge
Inbusschlüssel oder Bits 4-10 mm
Schraubbits und Knarre
Torx®-Schlüssel oder Bits T6-T25
Drehmomentschlüssel
Hebezeug
Schraubendreher
Zange
Lagerabzieher (optional)
Fühlerlehre
Schmiermittel | Beschreibung |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
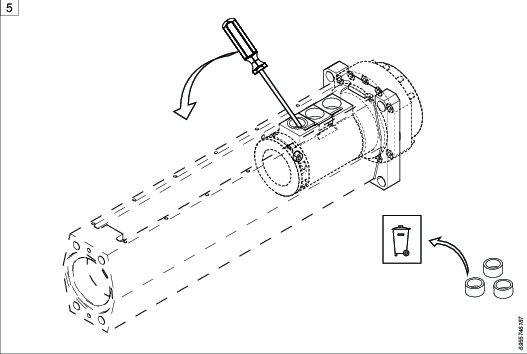
Legen Sie die Presse auf eine horizontale Fläche.
Lösen Sie alle Deckelschrauben des Gehäusedeckels.
Nehmen Sie den Gehäusedeckel ab.
Demontieren Sie die Führungsrollen und die Passscheibe (3x).
Demontieren Sie die Rollenlager (3x).
Entsorgen Sie die gebrauchten Rollenlager.
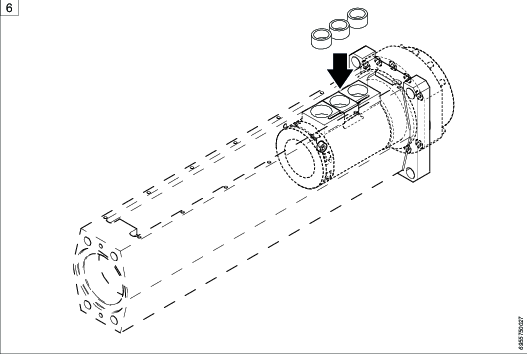
Montieren Sie die neuen Rollenlager (3x).
Tragen Sie eine dünne Fettschicht (Klüberlub® BE 71-501) auf alle Teile auf.
Montieren Sie die Führungsrollen und die Passscheibe (3x)
Tragen Sie eine dünne Fettschicht (Klüberlub® BE 71-501) auf alle Teile auf.
Befestigen Sie den Gehäusedeckel mit den Schrauben.
Demontage des Motors und des Planetengetriebes
Erforderliche Werkzeuge
Inbusschlüssel oder Bits 4-10 mm
Schraubbits und Knarre
Torx®-Schlüssel oder Bits T6-T25
Drehmomentschlüssel
Hebezeug
Schraubendreher
Zange
Lagerabzieher (optional)
Fühlerlehre
Schmiermittel | Beschreibung |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Demontieren Sie zuerst das Getriebe, siehe Demontage des Getriebes.
Legen Sie die Presse auf eine horizontale Fläche, bevor Sie die Schrauben lösen.
Lösen Sie die Schrauben, die Planetengetriebe und Motor zusammenhalten.
Demontieren Sie den Zahnkranz.
Demontieren Sie das Planetengetriebe (nur in PST 35, PST50 und PST100).
Demontieren Sie den Sprengring im Getriebegehäuse (nur in PST 35, PST50 und PST100).
Demontieren Sie das Sonnenrad und das Lager (nur in PST 35, PST50 und PST100).
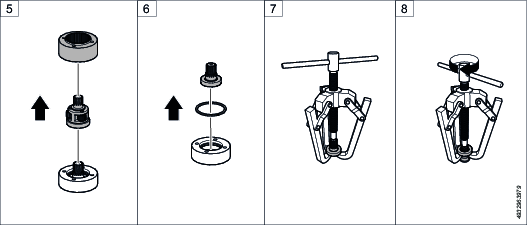
Ziehen Sie das Sonnenradlager mit einem Lagerabzieher ab. (Abb. 7- 8, nur in PST 35, PST50 und PST100).
Montage des Schraubengehäuses
Erforderliche Werkzeuge
Inbusschlüssel oder Bits 4-10 mm
Schraubbits und Knarre
Torx®-Schlüssel oder Bits T6-T25
Drehmomentschlüssel
Hebezeug
Schraubendreher
Zange
Lagerabzieher (optional)
Fühlerlehre
Schmiermittel | Beschreibung |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Benötigte Ersatzteile
Ersatzteile | Menge |
|---|---|
Rollenlager | 3 |
Blattfedern | 3 |
Passscheibenringe | 4 |
Rollen | 3 |
Wellendichtung (O-Ring oder Abstreifdichtung) | 3 |
Gleitlager | 1 |
Wägezelle (bei Bedarf) | 1 |
Lösen Sie die Planetenrollengewindemutter von der Planetenrollengewindewelle vom Zulieferer SKF.
Montieren Sie den Wellenschlüssel an der Planetenrollengewindemutter.
Tragen Sie eine geringe Menge Fett auf alle Oberflächen auf und schieben Sie die Planetenrollengewindemutter in das Rollenmuttergehäuse.
Spannen Sie das Rollenmuttergehäuse in einen Schraubstock mit weichen Backen ein.
Montieren Sie den oberen Flansch mit neuen Schrauben.
Ziehen Sie die Schrauben im Kreuzmuster zuerst mit 50% Drehmoment und dann mit 100% Drehmoment fest. Drehmomente gemäß Installation - Überblick.
Setzen Sie die Tellerfeder und alle Unterlegscheiben auf das Planetenrollengewindelager auf.
Setzen Sie die Tellerfeder mit der konvexen Seite zum Lager zeigend auf. Setzen Sie Unterlegscheibe(n) zwischen Gehäuse und Tellerfeder ein.
Schieben Sie Passscheibe, Unterlegscheibe und inneren Lagerdeckel auf die Planetenrollengewindewelle.
Montieren Sie die Wägezelle mit neuen Schrauben. Ziehen Sie die Schrauben im Kreuzmuster mit einem langen Innensechskantschlüssel zuerst mit 50% Drehmoment und dann mit 100% Drehmoment fest. Drehmomente gemäß Installation - Überblick.
Spannen Sie Wägezelle/Gehäuse in einen Schraubstock mit weichen Backen ein.
Montieren Sie den äußeren Lagerdeckel.
Montieren Sie die obere Tellerfeder (und Auflagescheibe).
Achten Sie darauf, dass die konvexe Seite zum Getriebe zeigt. Setzen Sie eine Unterlegscheibe zwischen Gehäuse und Tellerfeder ein.
Schrauben Sie die Mutter und die Kolbenwellen-Baugruppe auf, indem Sie die gesamte Baugruppe auf der Innenwelle drehen.
Tragen Sie eine dünne Fettschicht (Klüberlub® BE 71-501) auf die Schraube auf.
Montieren Sie den mittleren Rollenhalter und das Schraubengehäuse.
Montieren Sie bei Bedarf das Gleitlager, die Passscheiben (3x) und die Rollenlager (3x), siehe Austausch der Rollenlager.
Tragen Sie eine dünne Fettschicht (Klüberlub® BE 71-501) auf alle Teile auf.
Setzen Sie die Blattfedern (4x) ein.
Tragen Sie eine dünne Fettschicht (Klüberlub® BE 71-501) auf alle Teile auf.
Montieren Sie die Führungsrollen (3x).
Tragen Sie eine dünne Fettschicht (Klüberlub® BE 71-501) auf alle Teile auf.
Befestigen Sie die vordere Abdeckung mit den Schrauben.
Schieben Sie die Schraubengehäuse-Baugruppe auf die Keilverbindung im Getriebe.
Befestigen Sie die Schraubengehäuse-Baugruppe mit neuen Schrauben (4x) am Getriebe.
Ziehen Sie die Schrauben im Kreuzmuster zuerst mit 50% Drehmoment und dann mit 100% Drehmoment fest. Drehmomente gemäß Installation - Überblick.
Verbinden Sie das Wägezellenkabel mit dem Motorkabel.
Befestigen Sie die Anschlussabdeckung mit den Schrauben ( 2x).
Montage des Getriebes
Erforderliche Werkzeuge
Inbusschlüssel oder Bits 4-10 mm
Schraubbits und Knarre
Torx®-Schlüssel oder Bits T6-T25
Drehmomentschlüssel
Hebezeug
Schraubendreher
Zange
Lagerabzieher (optional)
Fühlerlehre
Schmiermittel | Beschreibung |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Benötigte Ersatzteile
Lager (6x)
Montieren Sie die Lager auf beiden Seiten mit einer Presse und einer Stützvorrichtung (6x).
Pressen und stützen Sie nur an den Lagerinnenringen.
Tragen Sie eine dünne Fettschicht (Klüberlub® BE 71-501) auf.
Montieren Sie die Führungsringe.
Setzen Sie die Vorspannscheiben in den oberen Deckel ein.
Montieren Sie den oberen Deckel mit neuen Schrauben.
Ziehen Sie die Schrauben im Kreuzmuster zuerst mit 50% Drehmoment und dann mit 100% Drehmoment fest. Drehmomente gemäß Installation - Überblick.
Montieren Sie die Bremse (Abb. 6-7 - nur CBUL-Presse -).

Montage des Planetengetriebes und des Motors
Erforderliche Werkzeuge
Inbusschlüssel oder Bits 4-10 mm
Schraubbits und Knarre
Torx®-Schlüssel oder Bits T6-T25
Drehmomentschlüssel
Hebezeug
Schraubendreher
Zange
Lagerabzieher (optional)
Fühlerlehre
Schmiermittel | Beschreibung |
|---|---|
Klüberlub® BE 71-501 | http://www.klueber.com/en/product-detail/id/404/ |
Benötigte Ersatzteile
Sonnenradlager
Planetengetriebe
Sonnenrad
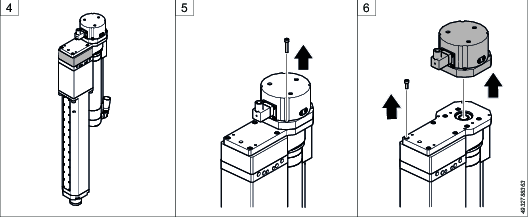
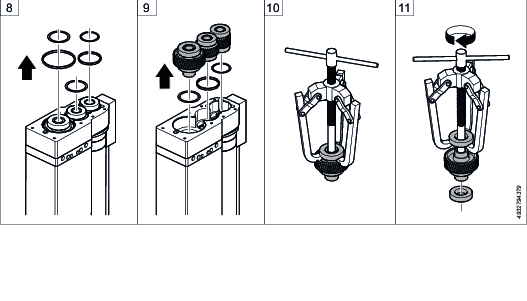
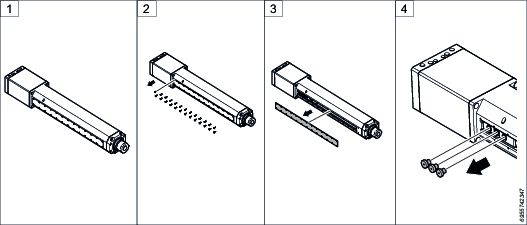
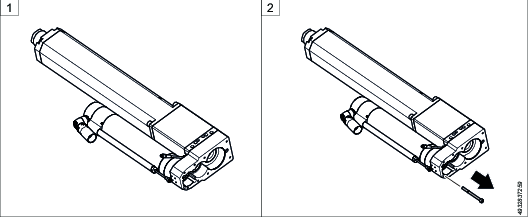
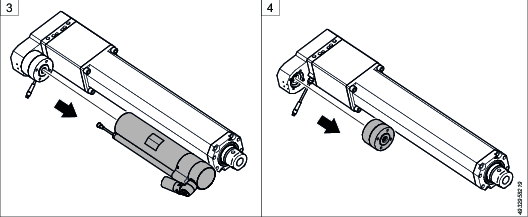
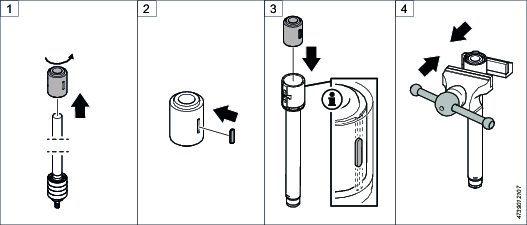
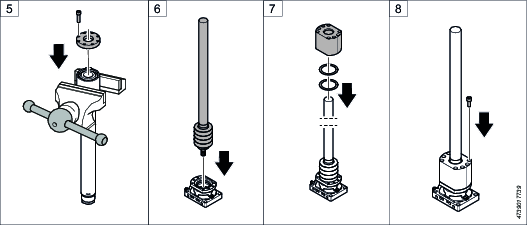
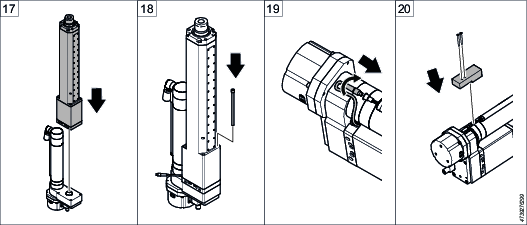
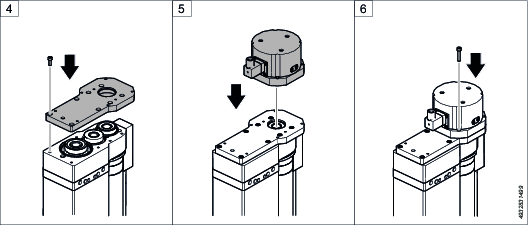
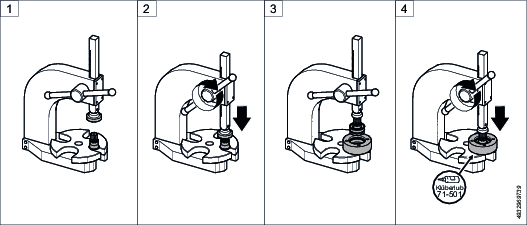
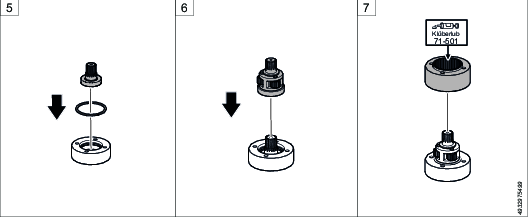
Montieren Sie das Sonnenradlager mit einer Presse auf die Sonnenradachse (nur in PST 35, PST50 und PST100), Bild 1-2.
Drücken Sie mit der Presse nur auf den Innenring des Lagers.
Setzen Sie das Sonnenrad und das Lager mit einer Presse in das Getriebegehäuse ein (nur in PST 35, PST50 und PST100), Bild 3-4.
Drücken Sie mit der Presse nur auf den Außenring des Lagers.
Tragen Sie eine dünne Fettschicht (Klüberlub® BE 71-501) auf.
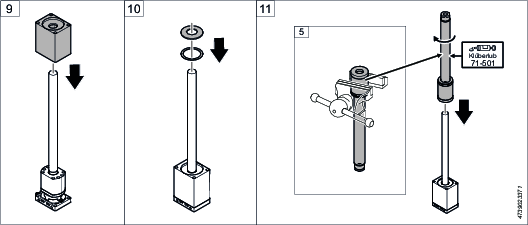
Setzen Sie den Sprengring mit einer Zange das Getriebegehäuse ein (nur in PST 35, PST50 und PST100), Bild 5.
Montieren Sie das neue Planetengetriebe (nur in PST 35, PST50 und PST100), Bild 6.
Setzen Sie den Zahnkranz auf (nur in PST 35, PST50 und PST100), Bild 7.
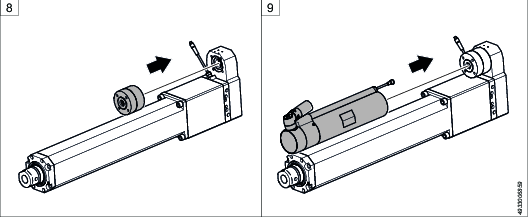
Tragen Sie eine dünne Fettschicht (Klüberlub® BE 71-501) auf die Schraube auf.
Montieren Sie das Planetengetriebe (nur in PST 35, PST50 und PST100), Bild 8.
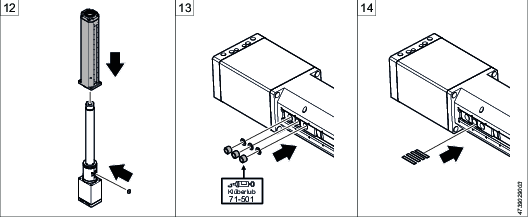
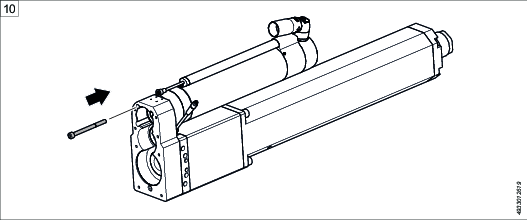
Befestigen Sie den Motor mit neuen Schrauben, Bild 9-10.
Ziehen Sie die Schrauben im Kreuzmuster zuerst mit 50% Drehmoment und dann mit 100% Drehmoment fest. Drehmomente gemäß Installation - Überblick.
Recycling
Umweltschutzbestimmungen
Nachdem ein Produkt seinen Zweck erfüllt hat, muss es ordnungsgemäß recycelt werden. Zerlegen Sie das Produkt und recyceln Sie die Komponenten gemäß örtlicher Vorschriften.
Batterien sollten an Ihre öffentliche Batterieverwertungsstelle weitergegeben werden.
Recycling-Informationen für Presswerkzeug
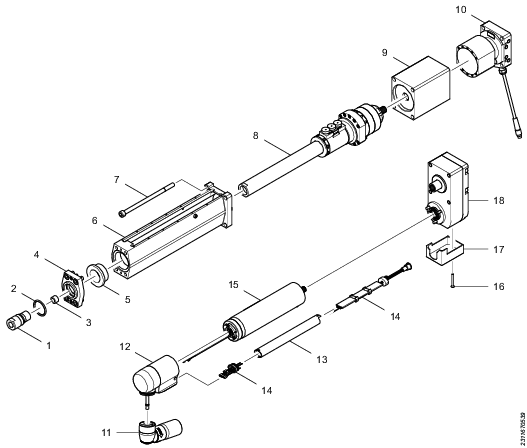
Pos. | Nr. | Teil | Recyclen als: |
|---|---|---|---|
1 | 1 | Adapter | Metall, Stahl |
2 | 1 | O-Ring/Abstreifer | NBR-Gummi |
3 | 1 | Schalldämpfer | Metall, Messing |
4 | 1 | Platte | Metall, Stahl |
5 | 1 | Lager | Metall, Bronze |
6 | 1 | Gehäuse | Metall, Aluminium |
7 | 4 | Schraube | Metall, Stahl |
8 | 1 | Druckstange | Metall, Stahl |
9 | 1 | Gehäuse | Metall, Stahl |
10 | 1 | Wägezelle | Metall, Stahl |
11 | 1 | Anschluss | Elektronikgerät |
12 | 1 | Motor-Hinterteil | Metall, Aluminium |
13 | 1 | Kommunikationskarte Rohr | Metall, Edelstahl |
14 | 1 | Kommunikationskarte (Platine) | Elektronikgerät |
15 | 1 | Motor | Elektronikgerät |
16 | 2 | Schraube | Metall, Stahl |
17 | 1 | Cover | Metall, Aluminium |
18 | 1 | U-Getriebe und Schrauben | Metall, Stahl |