EP4PTI9 HR10-MT
Impulse Nutrunner
Información de producto
Información general
Palabras de las señales de seguridad
Las palabras de las señales de seguridad Peligro, Advertencia, Precaución y Aviso tienen los siguientes significados:
PELIGRO | PELIGRO indica una situación de riesgo cuyo resultado, en caso de no evitarse, será la muerte o lesiones personales de gravedad. |
ADVERTENCIA | ADVERTENCIA indica una situación de riesgo cuyo resultado, en caso de no evitarse, podría ser la muerte o lesiones personales de gravedad. |
PRECAUCIÓN | PRECAUCIÓN, utilizada con el símbolo de alerta de seguridad, indica una situación de riesgo cuyo resultado, si no se evita, podrían ser lesiones menores o leves. |
AVISO | AVISO se utiliza para indicar prácticas que no están relacionadas con lesiones personales. |
Garantía
La garantía del producto finalizará 12+1 meses tras la entrega por parte del centro de distribución de Atlas Copco.
El desgaste y deterioro normales de las piezas no están cubiertos por la garantía.
El desgaste normal es aquel que requiere la sustitución de una pieza u otro ajuste/revisión durante el mantenimiento estándar de la herramienta para ese periodo (expresado en tiempo, horas de funcionamiento o de forma similar).
La garantía del producto se basa en un uso, mantenimiento y reparación adecuados de la herramienta y sus componentes.
El daño que sufran las piezas a consecuencia de un mantenimiento inadecuado o realizado por técnicos que no sean Atlas Copco o sus Socios de servicio certificados durante el periodo de garantía no está cubierto por la garantía.
Para evitar los daños o la destrucción de las piezas de la herramienta, someta la herramienta a las operaciones de servicio que establece el plan recomendado de mantenimiento y siga las instrucciones adecuadas.
Las reparaciones de garantía solo se realizan en los talleres de Atlas Copco o por sus Socios de servicio certificados.
Atlas Copco ofrece una garantía ampliada y un mantenimiento preventivo de vanguardia a través de sus contratos ToolCover. Para obtener más información, póngase en contacto con su representante de Servicio local.
Para los motores eléctricos:
La garantía solo se aplicará si el motor eléctrico no se ha abierto.
Sitio de Internet
Puede encontrar información relacionada con nuestros productos, accesorios, piezas de repuesto y material impreso en el sitio web Atlas Copco.
Visite: www.atlascopco.com.
ServAid
ServAid es un portal que se actualiza continuamente y contiene información técnica, como:
Información sobre regulaciones y seguridad
Datos técnicos
Instrucciones de instalación, operación y servicio
Listas de repuestos
Accesorios
Planos de dimensiones
Visite: https://servaid.atlascopco.com.
Para obtener más información, póngase en contacto con su representante de Servicio local Atlas Copco.
Hojas de datos de seguridad de MSDS/SDS
Las fichas de datos de seguridad describen los productos químicos vendidos por Atlas Copco.
Consulte el sitio web de Atlas Copco para más información www.atlascopco.com/sds.
Precauciones especiales
Compruebe que la boca motorizada está correctamente apretada.
Susituya el fiador del portaherramientas de mango cuadrado o el zócalo si está desgastado.
Evitar la marcha en vacío innecesaria.
Al utilizar un gancho de suspensión, asegúrese que está en buenas condiciones y debidamente asegurado.
Advertencia
País de origen
Para el país de origen, consulte la información en la etiqueta del producto.
Planos de dimensiones
Puede encontrar planos de dimensiones en el archivo de planos de dimensiones o en ServAid.
Visite: http://webbox.atlascopco.com/webbox/dimdrw o https://servaid.atlascopco.com.
Descripción general
Aplicaciones
Esta herramienta de impulso de desconexión neumática se puede utilizar para distintas aplicaciones en que se necesita un apriete sin reacción o una elevada productividad.
Datos técnicos de producto
Puede encontrar los datos técnicos del producto en ServAid o en el sitio web Atlas Copco.
Visite: https://servaid.atlascopco.com o www.atlascopco.com.
Instalación
Requisitos para la instalación
Calidad del aire
Para un rendimiento óptimo y una vida útil máxima, recomendamos usar aire comprimido con un punto de rocío máximo de +10°C (-5,00℃). También recomendamos instalar un secador frigorífico de Atlas Copco.
Utilice un filtro de aire independiente que elimina las partículas sólidas superiores a 30 micras y más del 90% del agua líquida. Instale el filtro lo más cerca posible del producto y antes de cualquier otra unidad de preparación del aire para evitar las caídas de presión.
Para las herramientas de impulso/impacto, asegurar que los lubricantes están ajustados para estas herramientas. Los lubricantes normales añadirán demasiado aceite y, por lo tanto, reducirán el rendimiento de las herramientas si hay demasiado aceite en el motor.
Asegúrese de que la manguera y los acoplamientos estén limpios y sin polvo antes de conectar la herramienta.
Tanto los productos lubricados como aquellos sin lubricación se beneficiarán de una pequeña cantidad de aceite suministrada con un lubricador.
Guía de lubricación de aire
Lubricadores de aire recomendados:
Atlas Copco Optimizer (1 litro) 9090 0000 04
Q8 Chopin 46
Shell Air Tool Oil S2 A 320
Conexión del aire comprimido
Para conocer la presión neumática adecuada y el tamaño de la manguera, consulte los Datos técnicos del producto en https://servaid.atlascopco.comwww.atlascopco.com.
Asegúrese de que la manguera y los acoplamientos estén limpios y sin polvo antes de conectar la herramienta.
Regulación de la presión de aire
Recomendamos un regulador de presión para cada herramienta.
Un regulador de presión ofrecerá las siguientes ventajas:
Una presión de aire estable que resulta en una mayor precisión
Una forma sencilla de ajustar la potencia de la herramienta
Asegúrese de ajustar el regulador a la presión más baja esperada en la línea.
Ajustar la presión de aire tendrá las siguientes consecuencias:
Disminuir la presión de aire resultará en una herramienta más lenta pero más precisa
Incrementar la presión de aire resultará en una herramienta más rápida pero menos precisa
Si la presión de la línea de aire se encuentra por debajo de cinco bares, recomendamos una herramienta de la serie EP L (diseñadas para instalaciones de baja presión).
Instrucciones de instalación
Instalación de herramientas vibratorias
Se recomienda insertar un tubo flexible para aire comprimido con una longitud mínima de 300 mm (12") entre la herramienta que vibra y el acoplamiento de acción rápida.
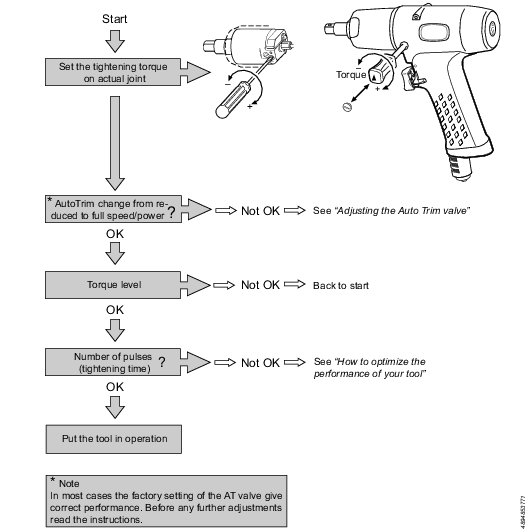
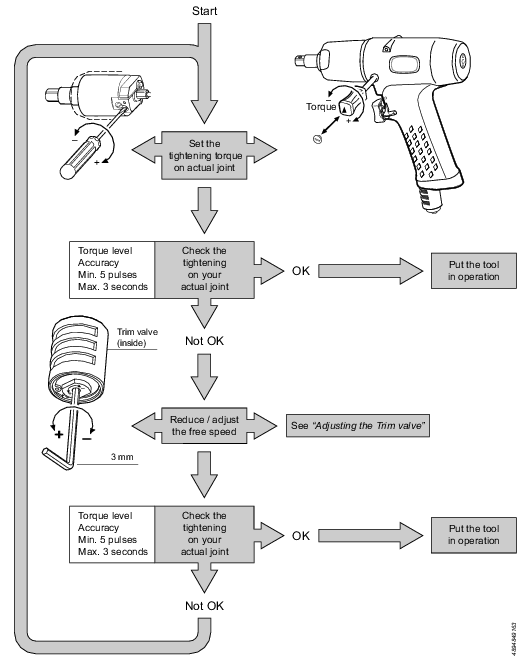
Configuración inicial del par
Para reducir el riesgo de daño en la junta actual, recomendamos establecer el par ligeramente por debajo, en la junta de prueba, del par deseado para la aplicación. Asegúrese de utilizar el mismo equipo, como por ejemplo extensores, enchufes y presión de aire en la junta de prueba que en la junta real.
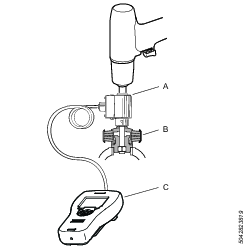
A | IRTT - Transductor de par |
B | Junta de prueba |
C | Analizador ST |
Asegúrese siempre de comprobar los ajustes de par en su junta real.
Funcionamiento
Directrices sobre ergonomía
Piense en su estación de trabajo mientras lee esta lista de directrices ergonómicas generales y compruebe si encuentra áreas de mejora en la postura, el emplazamiento de los componentes o el entorno de trabajo.
Realice descansos frecuentes y cambie la posición de trabajo con regularidad.
Adapte la zona de trabajo a sus necesidades y a la tarea a realizar.
Realice los ajustes para tener un alcance cómodo determinando donde colocar las piezas o herramientas para evitar el movimiento estático.
Utilice equipamiento para la estación de trabajo, como mesas y sillas, adecuado para la tarea.
Evite posiciones de trabajo por encima de la altura del hombro o con sujeciones estáticas durante las operaciones de montaje.
Cuando trabaje por encima del nivel de sus hombros, reduzca la carga sobre los músculos estáticos reduciendo el peso de la carga. También puede reducir la carga sobre los músculos estáticos sujetando la carga cerca del cuerpo.
Asegúrese de realizar descansos frecuentes.
Evite posturas extremas de brazos y muñecas, en particular para operaciones que requieran un grado de fuerza.
Realice ajustes para disponer de un campo de visión cómodo con el que minimizar el movimiento de los ojos y la cabeza durante la tarea.
Utilice la iluminación adecuada para la tarea.
Utilice equipos de protección auditiva en entornos ruidosos.
Utilice sistemas de extracción de polvo o mascarillas de protección en entornos polvorientos.
Instrucciones de funcionamiento
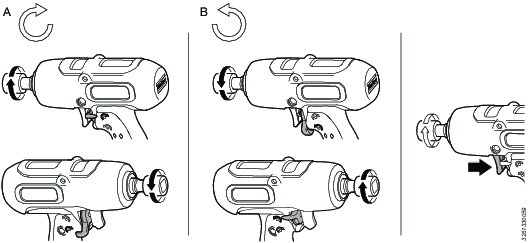
Cambio de la dirección de giro
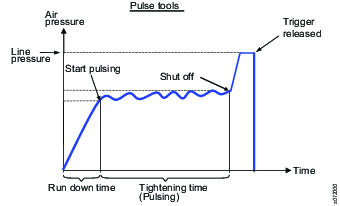
Control de la presión de aire, señal de RE
Se puede conectar la herramienta a un equipo de supervisión de presión para controlar el apriete. La señal de presión de la herramienta (presión diferencial sobre el motor) puede utilizarse para detectar:
Sujeción ausente
Liberación de la activación antes de alcanzar el par establecido
Rosca gastada
Desviación de rosca
Reimpactos
Caída del suministro de aire
Para conectar la herramienta a un equipo de supervisión de presión, recomendamos usar un juego de conexiones con generación de informes, consulte Accesorios https://servaid.atlascopco.com.
El equipo de supervisión de presión no mide el par
Montaje del juego de conexiones con generación de informes
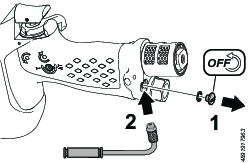
Diagrama de señal de la presión de aire
Optimizar el rendimiento de la herramienta
Número de impulsos recomendado
Una herramienta de impulsos adecuada para su aplicación debe alcanzar el par objetivo (con desconexión) en un plazo que va de 5 a 20 impulsos. El número de impulsos que necesita la herramienta para alcanzar el par objetivo puede medirse con un analizador. El tiempo de apriete puede utilizarse también como guía para saber si la herramienta es adecuada para su aplicación:
≤ 1 segundo para herramientas de hasta 30 Nm
≈ 1 segundo para herramientas de hasta 80 Nm
≈ 2 segundos para herramientas de hasta 150 Nm
≈ 5 segundos para herramientas de hasta 450 Nm
≤ 10 segundo para herramientas de hasta 850 Nm
Si el par objetivo se alcanza con menos de 5 pulsos (= tiempo de apriete corto), la dispersión del par se incrementará y puede resultar difícil ajustarlo al nivel adecuado, especialmente con juntas duras.
Si el par de objetivo se alcanza con más de 20 pulsos (= tiempo de apriete demasiado largo), el desgaste aumentará y se necesitará un llenado de aceite y mantenimiento más frecuentes. Un tiempo de apriete demasiado largo, en combinación con un ritmo de producción alto, puede resultar también en un calentamiento excesivo del aceite. En ese caso la potencia se reducirá con un tiempo de apriete más largo y, a veces, sin desconexión.
Si se alcanza el par objetivo con menos de 5 pulsos, esto podrá fijarse:
Reduciendo la presión de aire.
Reduciendo la velocidad de la válvula AutoTrim o Trim.
Si lo anterior no fuera posible o no ofreciera los resultados deseados, puede ser recomendable utilizar una herramienta más pequeña.
Si se alcanza el par objetivo con más de 20 pulsos, esto podrá fijarse:
Aumentar la presión de aire dinámica hasta 6 o 7 bares para herramientas EP estándar o hasta 5 bares para herramientas EP-L de baja presión.
Ajustar la válvula AutoTrim o Trim para conseguir la máxima velocidad/potencia.
Si lo anterior no fuera posible o no ofreciera los resultados deseados, puede ser recomendable utilizar una herramienta más grande.
Al cambiar la presión de aire, el par objetivo debe medirse de nuevo y ajustarse en caso necesario.
Función MultiTrim
El nuevo diseño de las herramientas PTI-MT combina la ventaja de la función AutoTrim y la función Trim - MultiTrim - en la misma herramienta. Las herramientas se configuran en fábrica con la función AutoTrim y pueden cambiarse fácilmente a la función Trim cuando resulte adecuado para la aplicación.
Cuando utilizar la válvula AutoTrim o la válvula Trim
Válvula AutoTrim
En aplicaciones en que la herramienta se utilice para apretar juntas duras y blandas.
Válvula Trim
En aplicaciones en que la herramienta se utilice para apretar juntas con características similares.
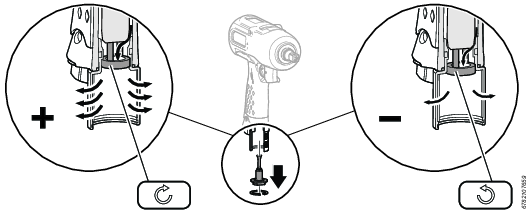
Posición del tornillo de ajuste con configuración AutoTrim o Trim
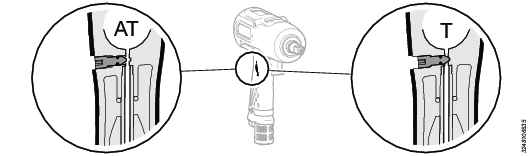
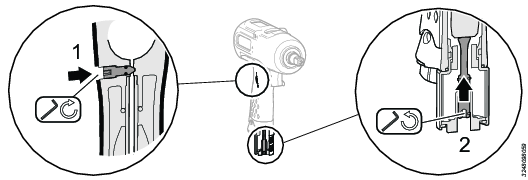
Cambiar a la función Trim
Cuando la herramienta se ha utilizado con la función AutoTrim:
Cambie a la función Trim según la ilustración.
Compruebe que la herramienta funciona correctamente.
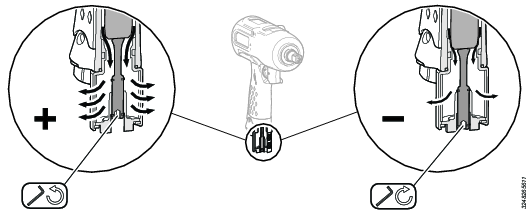
Ajustar la válvula Trim
Cambiar a la función AutoTrim
Cuando la herramienta se ha utilizado con la función Trim:
Cambie a la función AutoTrim según la ilustración.
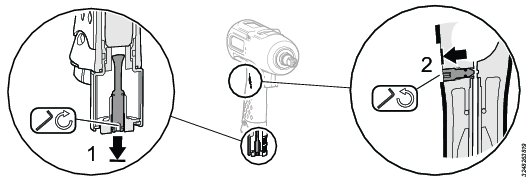
Compruebe que la herramienta funciona correctamente.
Ajustar la válvula AutoTrim
Comprobar periódicamente el funcionamiento de la válvula AutoTrim.
La válvula AutoTrim ofrece una velocidad reducida al irse apagando y pasará automáticamente a velocidad/potencia completa tras 1-2 pulsos. Si este no es el caso, siga los pasos 1-3.
Asegúrese de que la función AutoTrim se haya activado correctamente.
Verifique la velocidad reducida (en vacío) recomendada, de acuerdo a la tabla de configuración de AutoTrim para herramientas de presión regular o de configuración de AutoTrim para herramientas de baja presión. Ajuste si fuera necesario.
Ajustar la velocidad reducida (en vacío)
Ajuste la válvula de punto de conmutación.
Ajustar la válvula de punto de conmutación
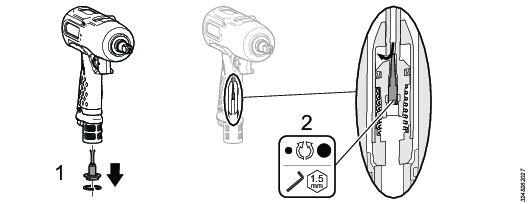
Si la válvula está demasiado cerrada, la válvula AutoTrim no cambiará a velocidad y potencia máxima cuando se inicie la generación de impulsos. Girar el contador de la válvula hacia la derecha 90 grados, para encontrar el punto de conmutación correcto. Repetir hasta alcanzar el punto de conmutación correcto.
Si la válvula está demasiado abierta, la válvula AutoTrim cambiará a velocidad y potencia máxima cuando muy rápido (al irse apagando). Gire el contador de la válvula hacia la izquierda 90 grados para encontrar el punto de conmutación correcto. Repetir hasta alcanzar el punto de conmutación correcto.
Restablecer el punto de conmutación de la válvula AutoTrim
Cierre la válvula de conmutación completamente girándola en sentido horario hasta que se detenga.
Abra el contador de la válvula 6,5 vueltas en sentido antihorario con una llave Allen.
Gire la válvula 90 grados de una vez para encontrar el punto de conmutación correcto, tal y como se describe más arriba.
Si no se logra la conmutación correcta con 58 vueltas, desde la posición completamente cerrada, puede que se necesite servicio. Consulte la sección Servicio.
Configuración de AutoTrim para herramientas de presión regular
Modelo | Velocidad (en vacío) reducida (rpm) |
|---|---|
EP4PTI9 HR10-MT / -HR42-MT | 3100-3400 |
EP5PTI19 HR10-MT / EP5PTI17 HR42-MT | 3100-3400 |
EP6PTI32 HR10-MT / EP6PTI28 HR42-MT | 2900-3200 |
EP7PTI55 HR10-MT | 2875-3125 |
EP8PTI70 HR10-MT | 2675-2925 |
EP9PTI80 HR13-MT | 2725-2975 |
EP11PTI100 HR13-MT | 2325-2525 |
EP13PTI150 HR13-MT | 2225-2475 |
Configuración de AutoTrim para herramientas de baja presión
Modelo | Velocidad (en vacío) reducida (rpm) |
|---|---|
EP5PTI15 HR10-MT-L / -HR42-MT-L | 2600-3100 |
EP6PTI25 HR10-MT-L / -HR42-MT-L | 2600-3100 |
EP7PTI35 HR10-MT-L | 2650-3050 |
EP8PTI45 HR10-MT-L | 2650-3050 |
EP9PTI65 HR13-MT-L | 2450-2850 |
EP11PTI80 HR13-MT-L | 2300-2600 |
EP13PTI110 HR13-MT-L | 2150-2550 |
Una función AutoTrim inadecuada puede resultar en:
Aumento de la dispersión (par incorrecto).
Tiempo de apriete mayor.
No desconexión.
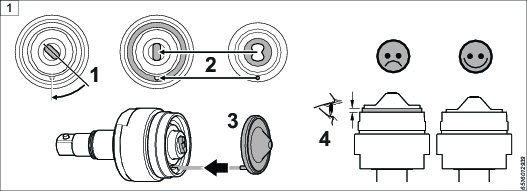
Ajustar el par de apriete
El tornillo de ajuste (el tornillo ranurado) es el único tornillo que debe ajustarse al principio. Comience con un par de apriete reducido y auméntelo gradualmente hasta alcanzar el nivel deseado Ver las imágenes detalladas sobre cómo establecer el par de apriete al utilizar la función AutoTrim y la función Trim respectivamente.
Si la máquina se utiliza por encima del par de apriete recomendado, ésta puede funcionar incorrectamente y causar un desgaste prematuro.
Controlar el par de apriete dado en la junta en cuestión.
Comprobación de par - medición del par residual en junta real
Asegúrese de utilizar el mismo equipo, como por ejemplo extensores, enchufes y presión de aire durante el apriete, que el que empleará en el apriete real.
Al realizar una comprobación del par en la junta real, recomendamos usar una llave ST con ajuste de medición de par residual*.
* Par requerido para que las roscas del tornillo (incluida su cabeza) en el que se aplica el par, se mueva en relación a la rosca de acoplamiento.
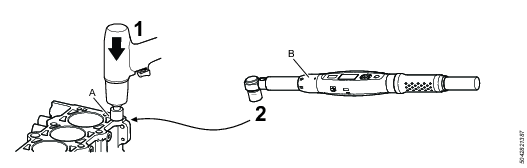
A | La junta real |
B | Llave dinamométrica con supervisión |
Realice un apriete.
Mida el resultado con la llave dinamométrica con supervisión.
Establecer el par de apriete al utilizar la función AutoTrim
Al utilizar una herramienta con función AutoTrim, asegúrese de que está bien ajustada. La válvula AutoTrim, al estar bien ajustada, reduce la velocidad al irse apagando y pasa automáticamente a velocidad/potencia completa tras 1-2 pulsos.
Establecer el par de apriete al utilizar la función AutoTrim
Al utilizar una herramienta con función Trim, asegúrese de que está bien ajustada. La válvula Trim puede utilizarse para reducir la velocidad y mejorar la precisión, especialmente en ajustes de par bajo en juntas duras.
Servicio
Información general de servicio
Si la herramienta no funciona adecuadamente, deje de utilizarla e inspecciónela. Es recomendable realizar periódicamente operaciones de mantenimiento preventivo. Consulte la información detallada sobre el mantenimiento preventivo.
Asegúrese de utilizar herramientas de servicio, kits de servicio y piezas de recambio recomendadas por Atlas Copco.
Asegúrese de seguir las instrucciones de servicio facilitadas por Atlas Copco.
Asegúrese de trabajar en un entorno limpio y de limpiar todas las herramientas antes de reensamblar Las partículas extrañas, incluso fibras pequeñas de papel, pueden afectar a la vida de la unidad pulsos.
Instrucciones de mantenimiento
Inspección diaria
Asegúrese de que la herramienta esté en buen estado, sin daños visibles.
Asegúrese de que la conexión de aire y la instalación de aire sean correctas. Escuche para detectar posibles fugas de aire.
Asegúrese de que los enchufes y extensiones no presentan daños visibles.
Asegúrese de que la presión de aire es la correcta.
Escuche para asegurarse de que no se oyen ruidos imprevistos al utilizar la herramienta.
Mantenimiento preventivo
Son muchos los criterio que afectan a la necesidad de servicio en las herramientas de EP como: tipo de junta, nivel de par y duración del apriete, el ritmo de producción, la presión de aire y la calidad del aire. Las recomendaciones se basan en un apriete de referencia, de la forma recogida en la siguiente tabla. Los intervalos de servicio y soluciones de servicio se basan en la experiencia y en pruebas internas.
Apriete de referencia
Tamaño de la herramienta | Nivel de par del par máx. | Tiempo de apriete | Ritmo de producción aprietes/hora |
|---|---|---|---|
EP 5-6 PTI | 70-80 % | 1 segundo | 600 |
EP 7-8 PTI | 70-80 % | 1 segundo | 600 |
EP 9 PTI | 70-80 % | 1,5 segundos | 500 |
EP 11 PTI | 70-80 % | 1,5 segundos | 500 |
EP 13 PTI | 70-80 % | 1,5 segundos | 400 |
La instalación de aire y la calidad de aire del apriete de referencia deben ser según las recomendaciones que figuran en las instrucciones del producto. Las desviaciones de las condiciones anteriores pueden afectar a los intervalos de servicio.
Mantenimiento preventivo Nivel 1
Realice el mantenimiento tras 200 000 - 250 000 aprietes, consulte la tabla de apriete de referencia o una vez al año, lo que ocurra primero.
Para un rendimiento máximo de las herramientas, siga las instrucciones que figuran a continuación y utilice las herramientas de servicio y kits de servicio recomendados por Atlas Copco. Utilice siempre el par de apriete y lubricación recomendados por Atlas Copco.
Empuñadura de la herramienta
Realice una inspección visual para ver si hay daños.
Inspeccione la horquilla y puntos de suspensión.
Inspeccione el cojinete en la carcasa de la unidad de pulsos y la superficie del yunque.
Limpie el tamiz de entrada.
Motor de aire
Realice una inspección visual para ver si hay daños.
Cambie las aletas.
Cambie los rodamientos en caso necesario.
AutoTrim/Trim
Abra e inspeccione las piezas para ver si presentan daños, desgaste u obstrucciones.
Limpie la válvula de aguja (solo AutoTrim).
Cambie la junta en caso necesario (solo AutoTrim).
Ensamble y ajuste según las instrucciones.
Válvula de gatillo y de inversión:
Revise para ver si hay fugas y asegúrese de que funciona correctamente.
Inspeccione las juntas tórica y arandela y sustituya en caso necesario.
Silenciador
Abra e inspeccione las piezas para ver si presentan daños y sustituya en caso necesario.
Cambie el filtro.
Unidad de impulso
Inspeccione el mecanismo de desconexión.
Inspeccione la unidad cuadrada y la unidad hexagonal para ver si presentan grietas o desgaste.
Asegúrese de que el tornillo de ajuste de par tiene suficiente fricción para evitar que el ajuste cambie accidentalmente durante el funcionamiento.
Cambie el aceite según sea necesario.
Asegúrese de que la frecuencia de impulsos está dentro de los límites, según la Prueba de estado de la herramienta.
Mantenimiento preventivo Nivel 2
Realice el mantenimiento tras 400 000 - 500 000 aprietes, consulte la tabla de apriete de referencia o cada dos años, lo que ocurra primero.
Para un rendimiento máximo de las herramientas, siga las instrucciones que figuran a continuación y utilice las herramientas de servicio y kits de servicio recomendados por Atlas Copco. Utilice siempre el par de apriete y lubricación recomendados por Atlas Copco.
Igual que en el nivel 1 con un mantenimiento para la unidad de impulso adicional:
Unidad de impulso
Drene completamente el aceite de la unidad de impulso.
Desmonte la unidad de impulso.
Limpie e inspeccione todas las piezas y superficies a fondo para ver si presentan desgaste o daños.
Inspeccione el mecanismo de desconexión y cambie las piezas dañadas o desgastadas.
Limpie cualquier partícula de metal de los imanes.
Al cambiar los rodillos, recomendamos encarecidamente cambiar también los pistones.
Cambie todas las juntas tóricas y diafragmas.
Cambie la junta del yunque. Asegúrese de que la pieza frontal del cilindro esté limpia y seca en su interior, sin lubricación antes de ensamblar la nueva junta.
Compruebe que la superficie del yunque esté lisa, limpia y lubricada con aceite para evitar daños en la junta del yunque durante el ensamblaje.
Ensamble la unidad de impulso correctamente. Es importante que el eje de levas y el pasador de la arandela del separador estén alineados con la ranura de la pieza frontal del cilindro. En caso contrario, la pieza de extremo del cilindro no estará bien ajustada y la unidad de impulso no funcionará correctamente.
Llene con aceite la unidad de impulso hasta el nivel adecuado.
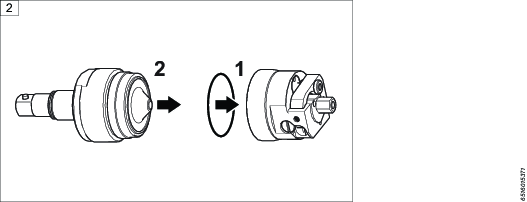
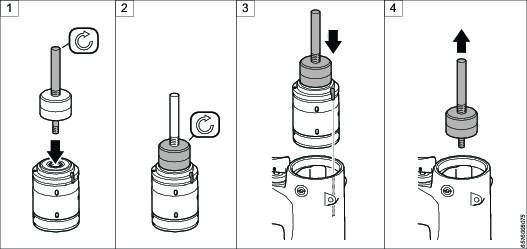
Montar la unidad de impulso
Asegurarse de montar las distintas partes de la unidad de impulso en el orden correcto.
Es importante que el eje de levas y el pasador de la arandela del separador estén alineados con la ranura de la pieza frontal del cilindro. En caso contrario, la pieza de extremo del cilindro no estará bien ajustada y la unidad de impulso no funcionará correctamente.
Montar la válvula AutoTrim
Al volver a montar el AutoTrim después de la inspección o el mantenimiento, asegúrese de proteger el sello del pistón de las roscas del alojamiento.
Montar el motor en la caja
* Para un par de apriete correcto, consulte Piezas de repuesto https://servaid.atlascopco.com.
Posicione el pasador de tope en la unidad de impulso
La posición del pasador de tope se establece correctamente en fábrica. Si debe volver a colocarse o ajustarse por motivo de revisión o sustitución de piezas de repuesto, siga las instrucciones que encontrará a continuación.
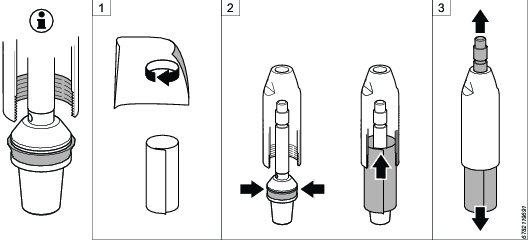
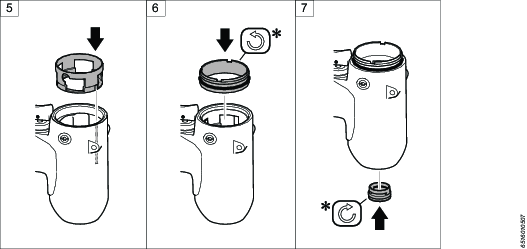
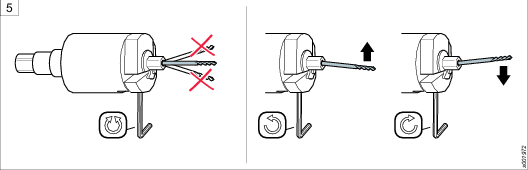
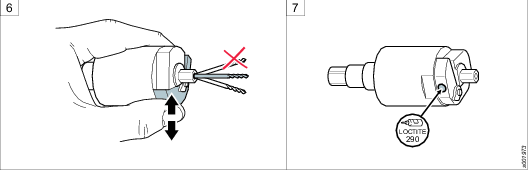
Ajustar la posición del pasador de tope
Medición: D es el diámetro de apertura del calibrador.
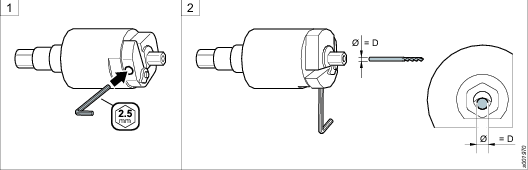
Utilice una llave allen de 2,5 mm en el tornillo de ajuste.
Sujete la unidad de impulso con la superficie de parada del cuerpo de inercia y el yunque en posición horizontal y la llave allen apuntando hacia abajo.
Presione el cuerpo de inercia para abrir el orificio para el calibrador.
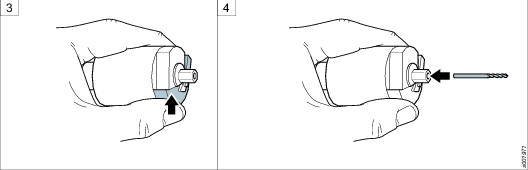
Coloque un calibrador, por ejemplo una broca, con el diámetro correcto de D (ver tabla Diámetro de calibrador) en el orificio.
Ajuste la apertura girando 45 grados el tornillo de ajuste hasta que el calibrador quede alineado con la unidad de impulsos.

Evite girar innecesariamente el tornillo de ajuste.
Gire el tornillo hacia la izquierda para elevar el calibrador.
Gire el tornillo hacia la derecha para bajar el calibrador.
Compruebe que el calibrador esté correctamente insertado pulsando y soltando el cuerpo de inercia en repetidas ocasiones. El calibrador debe volver a la posición correcta en línea con la unidad de impulso.
Aplique Loctite 290 en el tornillo de ajuste.
Diámetro de calibrador
D (mm) | |
|---|---|
1.55 mm |
Instrucciones de lubricación
Protección contra el óxido y limpieza
Si entra agua en el aire comprimido puede provocar oxidación. Para evitar que se produzca, recomendamos instalar un secador de aire.
El agua y las partículas pueden provocar atascos en álabes y válvulas. Esto se puede evitar con un filtro de aire situado cerca del producto para evitar las caídas de presión.
Cuando no vaya a utilizar la herramienta durante mucho tiempo, protéjala añadiendo unas gotas de aceite en la admisión de aire. Haga funcionar la herramienta entre 5 y 10 segundos y use un paño para limpiar el exceso de aceite en la salida de aire.
Guía de lubricación
Marca | Uso general, cojinetes y engranajes |
|---|---|
BP | Energrease LS-EP2 |
Castrol | OBEEn UF 1 |
Esso | Beacon EP2 |
Q8 | Rembrandt EP2 |
Mobil | Mobilegrease XHP 222 NLG 2 |
Klüber Lub. | Klübersynth UH 1 14-151 |
Texaco | Multifak EP2 |
Molykote | BR2 Plus |
Llenado de la unidad de impulsos con aceite
Para un rendimiento óptimo de la máquina, la unidad de impulsos debe llenarse correctamente con aceite. Debido a una posible microfuga de aceite en la unidad de impulsos, podría ser necesario rellenar la unidad entre los intervalos de revisión regulares. La frecuencia de este procedimiento depende del tipo de aplicación, número de ciclos, tiempo de apriete, etc. Un relleno preciso de la unidad de impulsos ofrece intervalos de servicio largos.
Demasiado aceite en la unidad de impulsos significa baja frecuencia de impulsos y aprietes lentos.
Demasiado poco aceite en la unidad de impulsos implica alta frecuencia de impulsos y una reducción del par de apriete. Especialmente en los primeros aprietes después de una pausa, la máquina acelerarse repentinamente.
Utilice aceite para unidad de impulsos Atlas Copco
Si la máquina se utiliza con demasiado poco aceite, pueden provocarse daños a la unidad de impulsos.
Después de rellenar, compruebe Instrucciones de servicio.
Instrucciones de llenado y cambio de aceite para la unidad de impulso
Equipos requeridos para el llenado de aceite y el cambio de aceite:
Aceite de unidad de impulso Atlas Copco.
Kit de llenado de aceite de unidad de impulso Atlas Copco.
Para el número para realizar pedidos de piezas de repuesto, consulte https://servaid.atlascopco.com
Kit para equipo de llenado de aceite
2 adaptadores M3
2 adaptadores M4
4 mangueras de 540 mm
2 mangueras de 50 mm
1 mangueras de 120 mm
1 jeringa de 50 ml
1 jeringa de 1 ml
4 tapones
5 conexiones
2 conexiones
2 lata
2 cubiertas
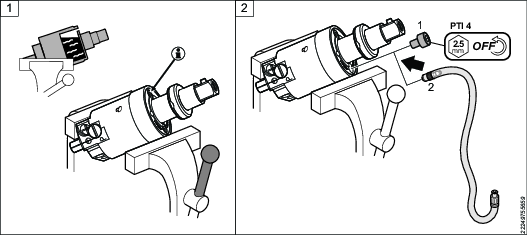
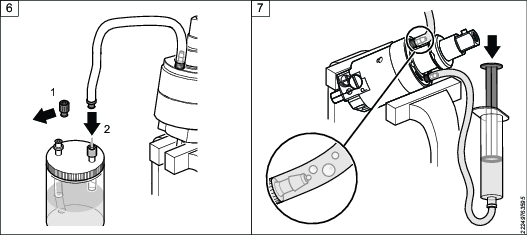
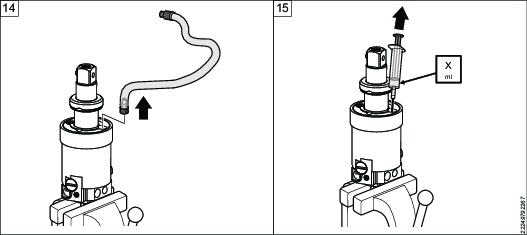
Sitúe la unidad de impulso en un tornillo de banco en un ángulo que permita que el orificio de salida esté en el punto más alto.
Retire el tornillo que cubre la apertura de admisión. Asegúrese de que la junta tórica está en el tornillo y no queda en la unidad de impulso. Conecte la manguera de llenado con la mano, con el extremo del conector de la manguera en la unidad de impulso.
Llene la jeringa grande con aceite hasta la capacidad máxima de la lata de aceite.
Utilice siempre aceite nuevo para la unidad de impulso de Atlas Copco.
Retire el tapón de la manguera de llenado y después conecte la jeringa a la manguera.
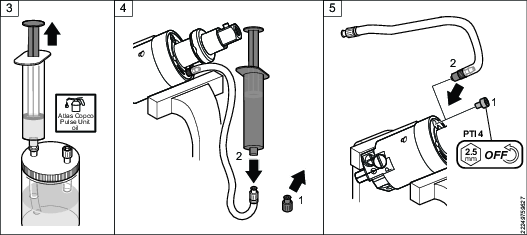
Quite el tornillo que cubre la apertura de salida de la unidad de impulso. Asegúrese de que la junta tórica está en el tornillo y no queda en la unidad de impulso. Conecte la manguera de retorno a la unidad de impulso.
Retire el tapón de la manguera de retorno y después conéctela a la lata de aceite.
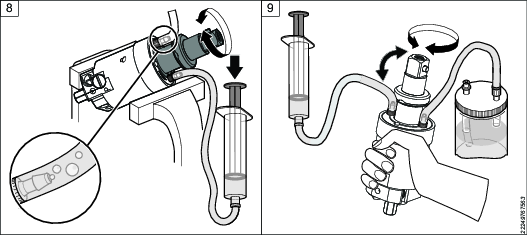
Empiece a llenar aceite en la unidad de impulso desde la jeringa grande. Al llenar aceite en la unidad de impulso, habrá burbujas de aire.
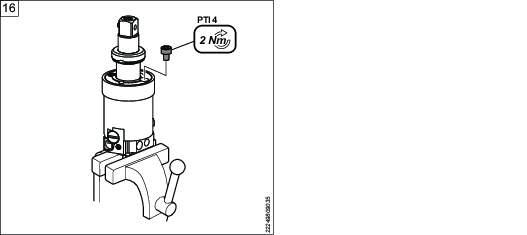
Gire el yunque hacia delante y hacia atrás mientras rellena el aceite hasta que no salgan burbujas de la unidad de impulso.
Dele una vuelta entera a la unidad de impulso mientras rellena el aceite para garantizar que no queden burbujas de aire dentro de la unidad de impulso.
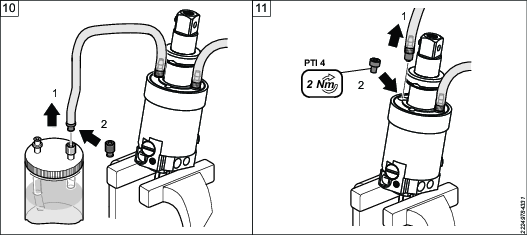
Retire la manguera de retorno de la lata de aceite y conecte el tapón al extremo de la manguera de retorno.
Retire la manguera de retorno de la apertura de salida de la unidad de impulso. Ponga el tornillo que cubre la apertura de salida de nuevo en su sitio.
Ahora posicione la unidad de impulso en el tornillo de banco con la apertura de entrada mirando hacia arriba.
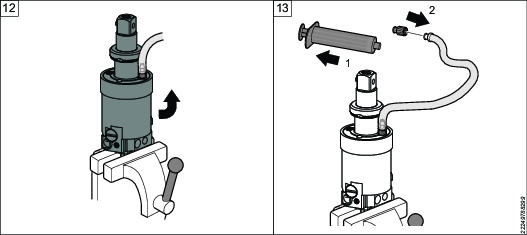
Retire la jeringa de la manguera de llenado y conecte el tapón al extremo de la manguera de llenado.
Retire la manguera de llenado del aceite de la unidad de impulso.
Utilice una jeringa pequeña para extraer la cantidad adecuada de aceite como corresponde, consulte la tabla Llenado de aceite.
Ponga el tornillo que cubre la apertura de entrada de nuevo en su sitio.
Llenado de aceite
Reducción de aceite (X) del 100% de llenado de la unidad de impulso | Volumen de aceite aproximado en la unidad de impulso |
|---|---|
0,4 ± 0,05 ml | 4.4 ml |
Nivel de aceite en la unidad de impulso
El nivel de aceite de la unidad de impulso adecuado es importante para que la herramienta funcione correctamente.
La necesidad de añadir aceite a la unidad de impulso variará principalmente según el número de aprietes, nivel de par y número de impulsos (tiempo de apriete).
Operar la herramienta con un nivel de aceite bajo resultará en un desgaste mayor de las piezas en la unidad de impulso. Además afectará al rendimiento de las herramientas y a su precisión.
Compruebe siempre el par de apriete tras llenar el aceite.
Detectar nivel de aceite bajo en la unidad de impulso
Tiempo de apriete mayor
Frecuencia de pulsos muy alta, especialmente si la herramienta ha estado un tiempo sin usarse.
Par bajo o cambios anormales en el par (dispersión mayor).
No desconexión.
Para medir la frecuencia de pulsos, utilizar un transductor de par estático o un transductor en línea conectado a equipos de prueba de par. Consulte Prueba de estado de las herramientas.
Aceite recomendado para la unidad de impulsos
El aceite recomendado para la unidad de impulsos es el aceite para la unidad de impulsos de Atlas Copco.
Puede solicitarse un kit compuesto por una botella de aceite para unidad de impulso Atlas Copco y la jeringa o jeringas necesarias. Consulte los Kits de servicio para conocer los números de pedido.
Instrucciones de montaje/desmontaje
Montar el motor en la caja
* Para un par de apriete correcto, consulte Piezas de repuesto https://servaid.atlascopco.com.
Apriete de las conexiones roscadas
El par de apriete indicado en las vistas desglosadas (Consulte la sección Repuestos en https://servaid.atlascopco.com) facilitará la fuerza de sujeción adecuada e impedirá que las juntas roscadas se aflojen. Es importante no exceder la fuerza de sujeción. Estas piezas deben poder abrirse sin resultar dañadas en el servicio. Después de un tiempo de funcionamiento y en circunstancias especiales, dependiendo de la aplicación y el uso, las piezas pueden aflojarse. El par de apriete puede entonces incrementarse un 10-20% y puede aplicarse algún tipo líquido de bloqueo de rosca bajo o mediano.
Comprobación de par - medición del par residual en junta real
Asegúrese de utilizar el mismo equipo, como por ejemplo extensores, enchufes y presión de aire durante el apriete, que el que empleará en el apriete real.
Al realizar una comprobación del par en la junta real, recomendamos usar una llave ST con ajuste de medición de par residual*.
* Par requerido para que las roscas del tornillo (incluida su cabeza) en el que se aplica el par, se mueva en relación a la rosca de acoplamiento.
A | La junta real |
B | Llave dinamométrica con supervisión |
Realice un apriete.
Mida el resultado con la llave dinamométrica con supervisión.
Pruebas y ajustes tras servicio
Realice una prueba de estado de la herramientas para comprobar que la herramienta esté funcionando como debe.
Método de prueba: estático o dinámico
Para las máquinas ErgoPulse se recomienda la medición estática del par.
Si se usa la medición estática del par empleando un transductor de par en línea, verificar siempre el método de medición con un control estático empleando una llave dinamométrica (electrónica).
Para más información, consulte «Guías de bolsillo de Atlas Copco para herramientas de impulso». N.º para pedidos 9833 1225 01.
Prueba de condición de herramienta
Condiciones de la prueba
Temperatura de unidad de impulso: aproximadamente 20° C.
Presión de aire dinámica: bar ( psi)
Diámetro de manguera: Ø 8 mm Hose length: 3 m
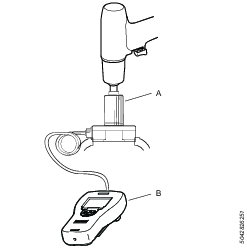
A | SRTT - Transductor de par estático |
B | Analizador ST (establecer en 850 Hz) |
Compruebe la velocidad en vacío en dirección de avance con el tacómetro.
Asegúrese de que la herramienta está funcionando a máxima velocidad independientemente del ajuste del AutoTrim o Trim. Si la herramienta se utiliza con AutoTrim, compruebe también la función AutoTrim.
Pruebe el par máximo y la frecuencia de impulso ajustando la frecuencia del filtro en ST Analizador a 850 Hz.
Compruebe el par máximo y la frecuencia de pulsos en dirección inversa con un transductor de par estático SRTT. Tiempo de apriete: aproximadamente 1 segundo.
Compruebe el mecanismo de desconexión
Realice algunos aprietes para comprobar que la herramienta se apaga correctamente.
Una herramienta en buen estado debe alcanzar los siguientes valores:
Modelo | Velocidad en vacío (rpm) | Frecuencia de pulsos, hacia la izquierda, estática (Hz) | Par máximo, hacia la izquierda, estática (mínimo) (Nm) |
|---|---|---|---|
EP4PTI9 HR10-MT | 5000 -10%/+25% | 24-28 | 15.0 |
Una frecuencia de pulsos correcta indica que el motor de aire y la unidad de impulso están en buen estado. Si la frecuencia de impulsos es demasiado alta, añada más aceite. Si la frecuencia de impulsos es demasiado baja, reduzca el nivel de aceite.
Comprobación de par - medición del par residual en junta real
Asegúrese de utilizar el mismo equipo, como por ejemplo extensores, enchufes y presión de aire durante el apriete, que el que empleará en el apriete real.
Al realizar una comprobación del par en la junta real, recomendamos usar una llave ST con ajuste de medición de par residual*.
* Par requerido para que las roscas del tornillo (incluida su cabeza) en el que se aplica el par, se mueva en relación a la rosca de acoplamiento.
A | La junta real |
B | Llave dinamométrica con supervisión |
Realice un apriete.
Mida el resultado con la llave dinamométrica con supervisión.
Ajustar la posición del pasador de tope
La posición del pasador de tope se establece correctamente en fábrica. Si debe volver a colocarse o ajustarse por motivo de revisión o sustitución de piezas de repuesto, siga las instrucciones que encontrará a continuación.
El parámetro D es el diámetro de apertura del calibrador.
D = 1.55 mm
Utilice una llave allen de 2,5 mm en el tornillo de ajuste.
Sujete la unidad de impulso con la superficie de parada del cuerpo de inercia y el yunque en posición horizontal y la llave allen apuntando hacia abajo.
Presione el cuerpo de inercia para abrir el orificio para el calibrador.
Coloque un calibrador, por ejemplo una broca, con el diámetro correcto de D en el orificio.
Ajuste la apertura girando 45 grados el tornillo de ajuste hasta que el calibrador quede alineado con la unidad de impulsos.
Evite girar innecesariamente el tornillo de ajuste.
Gire el tornillo hacia la izquierda para elevar el calibrador.
Gire el tornillo hacia la derecha para bajar el calibrador.
Compruebe que el calibrador esté correctamente insertado pulsando y soltando el cuerpo de inercia en repetidas ocasiones. El calibrador debe volver a la posición correcta en línea con la unidad de impulso.
Aplique Loctite 290 en el tornillo de ajuste.
Solución de problemas
Guía de resolución de problemas
Problema | Motivo | Acción |
|---|---|---|
La herramienta no se apaga o el tiempo de apriete es demasiado largo. | El par objetivo está cercano al par máximo de la herramienta. | Escoja una herramienta más grande con más potencia. |
Presión de aire dinámica baja. | Compruebe las dimensiones de la manguera y los acoplamientos. Aumente la presión de aire. | |
Velocidad de rotación baja. | Consulte el problema «La velocidad de rotación es demasiado baja». | |
La extensión es demasiado larga. | Compruebe la extensión. | |
Extensión o puntas desgastadas. | Compruebe la extensión y las puntas. | |
Se ha girado demasiado el tornillo de ajuste de par. | Ajuste el tornillo de ajuste de par hacia la izquierda hasta que la herramienta se desconecte. | |
El pasador de tope en el mecanismo de desconexión está mal ajustado. | Comprobar con un medidor. | |
Nivel de aceite de la unidad de impulso incorrecto. | Ajuste el nivel de aceite o rellénelo. | |
La junta es demasiado blanda para la herramienta. | Escoja una herramienta más grande con más potencia. | |
Piezas desgastadas de la unidad de impulso. | Inspeccione y sustituya las piezas desgastadas, consulte https://servaid.atlascopco.com. | |
Fallo de AutoTrim. | Compruebe la función de AutoTrim. | |
Se ha alcanzado el límite elástico de la junta. | Compruebe la especificación de la junta. | |
La frecuencia de pulsos es demasiado alta o demasiado baja. | Nivel de aceite de la unidad de impulso incorrecto. | Ajuste el nivel de aceite o rellénelo. |
Desconexión inconsistente o precisión insuficiente | El par objetivo no está dentro de las especificaciones de la herramienta. | Cambie a un tamaño de herramienta distinto. |
Impulsos insuficientes (junta dura y ajuste de par bajo). | Consulte la sección Optimizar el rendimiento de su herramienta ErgoPulse. | |
Extensión demasiado larga. | Compruebe la extensión. | |
Extensión o puntas desgastadas. | Compruebe la extensión y las puntas. | |
Fluctuaciones de presión en el suministro de aire. | Utilice un regulador de presión (para cada herramienta) para conseguir un suministro de aire consistente. | |
Nivel de aceite de la unidad de impulso incorrecto. | Ajuste el nivel de aceite o rellénelo. | |
La fricción es demasiado baja en el tornillo de ajuste de par. | Cambiar por un nuevo tornillo. | |
Piezas desgastadas del mecanismo de desconexión. | Inspeccione y sustituya las piezas desgastadas. | |
Pasador de tope en el mecanismo de desconexión mal ajustado. | Comprobar con un medidor. | |
Fallo de AutoTrim. | Compruebe la función de AutoTrim. | |
La junta es demasiado blanda y ajuste de par máx. | Reduzca ligeramente el ajuste de par o utilice una herramienta más grande con más potencia. | |
La velocidad de rotación es demasiado baja. | Presión de aire insuficiente. | Compruebe las dimensiones de la manguera y los acoplamientos. Aumente la presión de aire. |
Ajuste de válvula Trim erróneo. | Ajuste la válvula Trim. | |
Suciedad en la entrada o el silenciador. | Limpie o cambie el filtro de la entrada de aire y el filtro del silenciador en caso necesario. | |
Piezas desgastadas en el motor. | Inspeccione y repare el motor. | |
Válvula de gatillo errónea o dañada. | Inspeccione la válvula de activación. | |
AutoTrim no funciona correctamente | El tornillo de ajuste en el mango de la herramienta está en modo Trim. | Ponga el tornillo de ajuste en modo AutoTrim. |
Suciedad en el filtro del silenciador. | Sustituya el filtro del silenciador. | |
Ajustes erróneos. | Consulte la sección Ajustar la válvula AutoTrim. | |
Suciedad o piezas dañadas en la válvula AutoTrim. | Inspeccione y sustituya las piezas desgastadas. | |
Se ha utilizado la parte incorrecta de AutoTrim. | Para comprobar la pieza de repuesto que debe utilizar, consulte https://servaid.atlascopco.com. |
Reciclaje
Normativas medioambientales
Cuando un producto ha sido utilizado debe reciclarse adecuadamente. Desmonte el producto y recicle los componentes de acuerdo con la legislación local.
Las baterías deberán depositarse en su organización de recuperación de baterías nacional.
Instrucciones de reciclaje
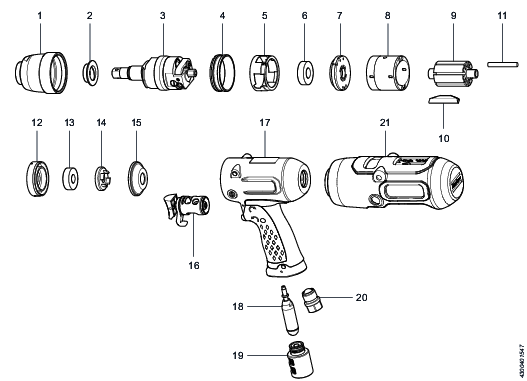
Pos. | Pieza | Nota | Reciclar como |
|---|---|---|---|
1 | Carcasa de unidad de impulso | Metal, aluminio | |
2 | Casquillo | Metal, bronce de aluminio | |
3 | Unidad de impulso | Metal, acero | |
4 | Anillo enroscable | Metal, acero | |
5 | Manguito | Metal, acero | |
6 | Cojinete de bolas | Metal, acero | |
7 | Placa de extremo | Metal, aluminio | |
8 | Cilindro | Metal, aluminio | |
9 | Rotor | Metal, acero | |
10 | 7 aletas | Plásticos, otros, POM | |
11 | 7 tapones | Plásticos, otros, POM | |
12 | Placa de extremo | Metal, aluminio | |
13 | Cojinete de bolas | Metal, acero | |
14 | Arandela de soporte | Metal, aluminio | |
15 | Arandela de entrada | Metal, aluminio | |
16 | Gatillo | Metal, acero | |
17 | Carcasa del motor | Metal, aluminio | |
18 | Válvula | Metal, latón | |
19 | Silenciador | Metal, acero | |
20 | Adaptador | Metal, aluminio/acero | |
21 | Tapa de protección | Plásticos, otros, PUR |