EP4PTI9 HR10-MT
Impulse Nutrunner
Product Information
General Information
Safety Signal Words
The safety signal words Danger, Warning, Caution, and Notice have the following meanings:
DANGER | DANGER indicates a hazardous situation which, if not avoided, will result in death or serious injury. |
WARNING | WARNING indicates a hazardous situation which, if not avoided, could result in death or serious injury. |
CAUTION | CAUTION, used with the safety alert symbol, indicates a hazardous situation which, if not avoided, could result in minor or moderate injury. |
NOTICE | NOTICE is used to address practices not related to personal injury. |
Warranty
Product warranty will expire 12+1 months after dispatch from Atlas Copco's Distribution Center.
Normal wear and tear on parts is not included within the warranty.
Normal wear and tear is that which requires a part change or other adjustment/overhaul during standard tools maintenance typical for that period (expressed in time, operation hours or otherwise).
The product warranty relies on the correct use, maintenance, and repair of the tool and its component parts.
Damage to parts that occurs as a result of inadequate maintenance or performed by parties other than Atlas Copco or their Certified Service Partners during the warranty period is not covered by the warranty.
To avoid damage or destruction of tool parts, service the tool according to the recommended maintenance schedules and follow the correct instructions.
Warranty repairs are only performed in Atlas Copco workshops or by Certified Service Partners.
Atlas Copco offers extended warranty and state of the art preventive maintenance through its ToolCover contracts. For further information contact your local Service representative.
For electrical motors:
Warranty will only apply when the electric motor has not been opened.
Website
Information concerning our Products, Accessories, Spare Parts and Published Matters can be found on the Atlas Copco website.
Please visit: www.atlascopco.com.
ServAid
ServAid is a portal that is continuously updated and contains Technical Information, such as:
Regulatory and Safety Information
Technical Data
Installation, Operation and Service Instructions
Spare Parts Lists
Accessories
Dimensional Drawings
Please visit: https://servaid.atlascopco.com.
For further Technical Information, please contact your local Atlas Copco representative.
Safety Data Sheets MSDS/SDS
The Safety Data Sheets describe the chemical products sold by Atlas Copco.
Please consult the Atlas Copco website for more information www.atlascopco.com/sds.
Special Precaution
Check that the power socket is properly fastened.
Replace the square drive retainer or socket if worn.
Avoid unnecessary idling.
When using a suspension yoke, make sure that it is in good condition and correctly fastened.
Warning
Country of Origin
For the Country of Origin, please refer to the information on the product label.
Dimensional Drawings
Dimensional Drawings can be found either in the Dimensional Drawings Archive, or on ServAid.
Please visit: http://webbox.atlascopco.com/webbox/dimdrw or https://servaid.atlascopco.com.
Overview
Applications
This pneumatic shout-off impulse tool can be used for various applications where reaction free tightening and/or high productivity is needed.
Technical Product Data
Technical Product Data can be found on either ServAid, or the Atlas Copco website.
Please visit: https://servaid.atlascopco.com or www.atlascopco.com.
Installation
Installation Requirements
Air Quality
For optimum performance and maximum product life we recommend the use of compressed air with a maximum dew point of +10°C (50°F). We also recommend to install an Atlas Copco refrigeration type air dryer.
Use a separate air filter which removes solid particles larger than 30 microns and more than 90% of liquid water. Install the filter as close as possible to the product and prior to any other air preparation units to avoid pressure drop.
For impulse/impact tools make sure to use lubricators adjusted for these tools. Regular lubricators will add too much oil and therefore decrease the tool performance due to too much oil in the motor.
Make sure that the hose and couplings are clean and free from dust before connecting to the tool.
Both lubricated and lubrication free products will benefit from a small quantity of oil supplied from a lubricator.
Air Lubrication Guide
Recommended air lubricators:
Atlas Copco Optimizer (1 liter) 9090 0000 04
Q8 Chopin 46
Shell Air Tool Oil S2 A 320
Compressed Air Connection
For correct air pressure and hose size, see the Technical Product Data on - https://servaid.atlascopco.com or www.atlascopco.com.
Make sure that the hose and couplings are clean and free from dust before connecting to the tool.
Air Pressure Regulation
A pressure regulator is recommended for each tool.
A pressure regulator will give the following advantages:
A stable air pressure which results in better accuracy
An easy way to adjust the power of the tool
Make sure to adjust the regulator to the lowest expected pressure on the line.
Adjusting the air pressure will have the following consequences:
Decreasing the air pressure will result in a slower but more accurate tool
Increasing the air pressure will result in a faster but less accurate tool
If the pressure from the airline is below five bar, a tool from the EP L-series (designed for low pressure installations) is recommended.
Installation Instructions
Installation of Vibrating Tools
We recommend using a minimum length of 300 mm (12") of flexible hose for compressed air between a vibrating tool and the quick coupling.
Initial Setting of Torque
To minimize the risk of damage to the actual joint we recommend to set the torque slightly lower on the test joint than the torque wanted for the application. Make sure to use the same equipment, such as for example extensions, sockets and air pressure on the test joint as will be used on the actual joint.
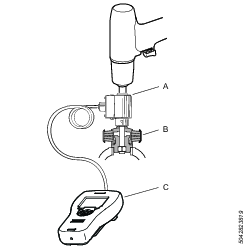
A | Torque transducer IRTT |
B | Test joint |
C | ST Analyzer |
Make sure to always verify the torque settings on your actual joint.
Operation
Ergonomic Guidelines
Consider your workstation as you read through this list of general ergonomic guidelines and see if you can identify areas for improvement in posture, component placement, or work environment.
Take frequent breaks and change work positions frequently.
Adapt the work area to your needs and the work task.
Adjust for convenient reach range by determining where parts or tools should be located to avoid static load.
Use workstation equipment such as tables and chairs appropriate for the work task.
Avoid work positions above shoulder level or with static holding during assembly operations.
When working above shoulder level, reduce the load on the static muscles by reducing the weight of the load. You can also reduce the load on the static muscles by holding the load close to the body.
Make sure to take frequent breaks.
Avoid extreme arm or wrist postures, particularly for operations requiring a degree of force.
Adjust for convenient field of vision by minimizing movement of the eyes and head during the work task.
Use the appropriate lighting for the work task.
Use ear protection equipment in noisy environments.
Use dust extraction system or mouth protection mask in dusty environments.
Operating Instructions
Changing the Rotational Direction
Air Pressure Monitoring, RE-signal
It is possible to connect the tool to a pressure monitoring equipment to monitor the tightening. The pressure signal from the tool (differential pressure over the motor) can be used to detect:
Missed fasteners
Trigger release before set torque is reached
Stripped threads
Cross-threading
Re-hits
Drop in air supply
To connect the tool to a pressure monitoring equipment we recommend using a Reporting Connection Kit, see Accessories https://servaid.atlascopco.com.
The pressure monitoring equipment does not measure torque.
Assembly of the Reporting Connection Kit
Air Pressure Signal Diagram
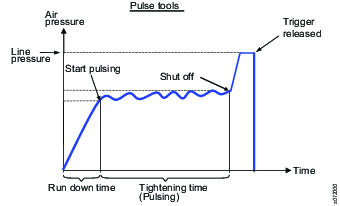
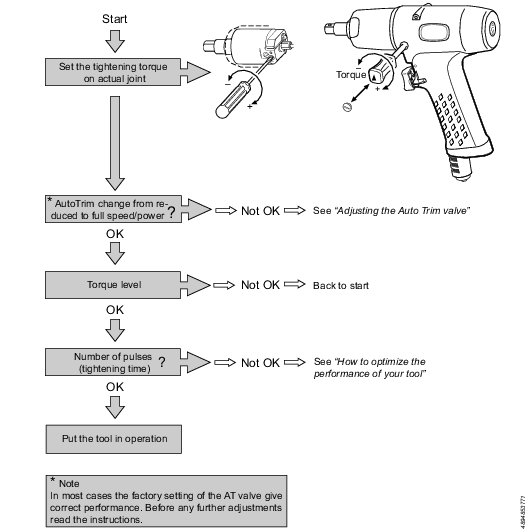
Optimizing the Tool Performance
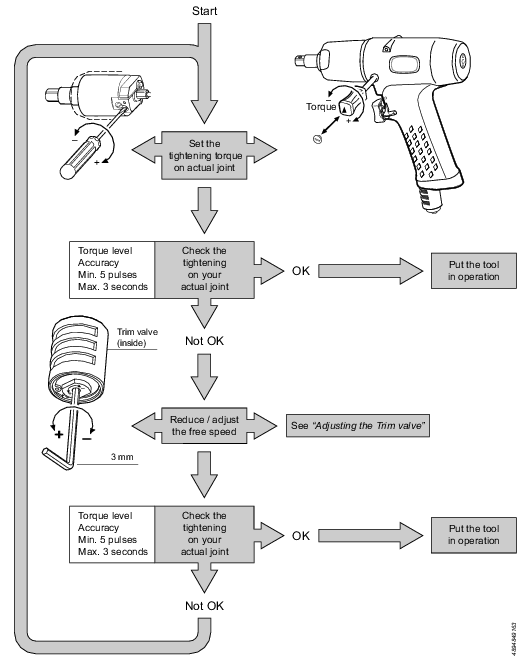
Recommended number of pulses
A Pulse tool well suited for your application should reach the target torque (with shut off) within 5-20 pulses. The number of pulses it takes for the tool to reach target torque can be measured with an analyzer. The tightening time can also be used as a guide, to know if the tool is appropriate for your application:
≤ 1 second for tools up to 30 Nm
≈ 1 second for tools up to 80 Nm
≈ 2 seconds for tools up to 150 Nm
≈ 5 seconds for tools up to 450 Nm
≤ 10 seconds for tools up to 850 Nm
If the target torque is achieved with less than 5 pulses (= short tightening time), the torque scatter will increase and it can be difficult to adjust to the right level, especially on hard joints.
If the target torque is achieved with more than 20 pulses (= too long tightening time) the wear will increase and more frequent oil filling and service will be required. Too long tightening time, in combination with high production rate, may also result in excessive heating of the oil. In that case the power will decrease with longer tightening time and sometimes no shut off.
If the target torque is achieved with less than 5 pulses this can be fixed by:
Decreasing the air pressure.
Reducing the speed by means of the AutoTrim or Trim valve.
If the above is not possible or does not give wanted results, a smaller tool may be a better choice.
If the target torque is achieved with more than 20 pulses this can be fixed by:
Increasing the dynamic air pressure to 6-7 bar for standard EP tools, or up to 5 bar for low pressure EP L-tools.
Adjust the AutoTrim or Trim valve to give maximum power/speed.
If the above is not possible or does not give wanted results, a bigger tool may be a better choice.
When changing the air pressure, the target torque must be measured again and adjusted if needed.
MultiTrim Function
The design of PTI-MT tools combines the advantage of both AutoTrim and Trim function - MultiTrim - in the same tool. The tools are factory set at AutoTrim function and can easily be change to Trim function when suitable for the application.
When to Use AutoTrim Valve or Trim Valve
AutoTrim Valve
For applications where the tool is used to tighten both hard and soft joints.
Trim Valve
For applications where the tool is used for tightening joints with similar characteristics.
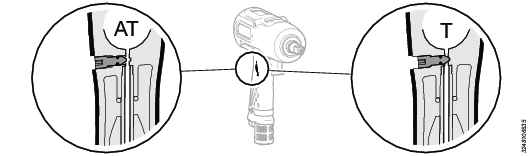
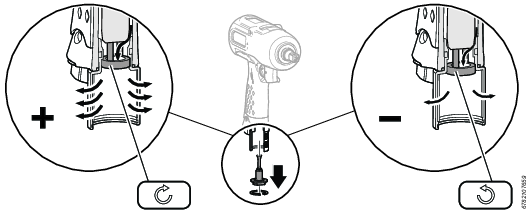
Position of the Set Screw with AutoTrim or Trim Setting
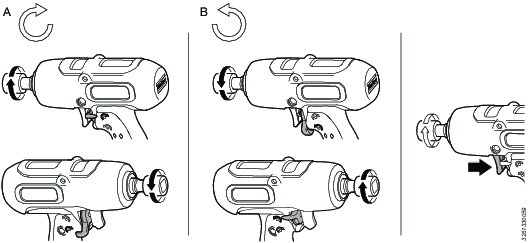
Switching to Trim Function
When the tool has been used with AutoTrim function:
Switch to Trim function as per illustration.
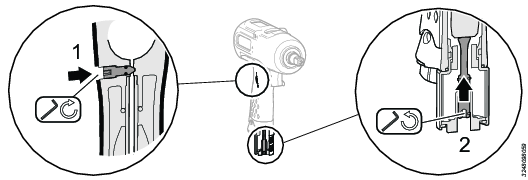
Check that the tool works properly.
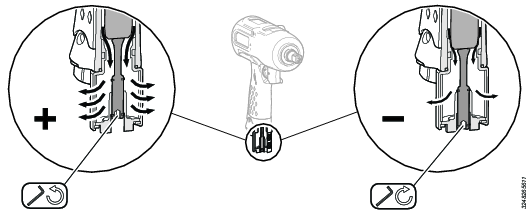
Adjusting the Trim Valve
Switching to AutoTrim Function
When the tool has been used with Trim function:
Switch to AutoTrim function as per illustration.
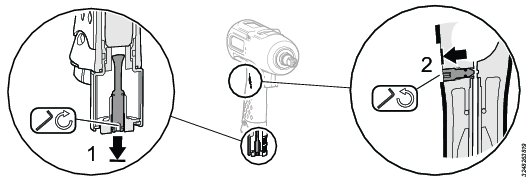
Check that the tool works properly.
Adjusting the AutoTrim Valve
Regularly check the function of the AutoTrim valve.
The AutoTrim valve gives a reduced speed during rundown and will automatically switch to full speed/power after 1-2 pulses. If this is not the case, follow steps 1-3.
Make sure that the AutoTrim function is activated correctly.
Check the recommended reduced (free) speed, according to the table AutoTrim Settings for Regular Pressure Tools or AutoTrim Settings for Low Pressure Tools. Adjust if needed.
Adjusting the Reduced (free) Speed
Adjust the switching point valve.
Adjusting the Switching Point Valve
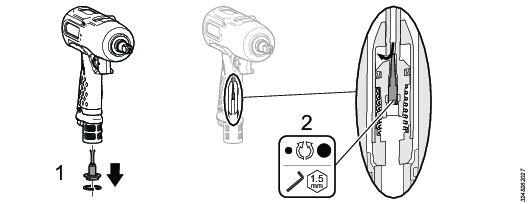
If the valve is too closed, the AutoTrim will not shift to full speed and power when pulsing starts. Turn the valve counter clockwise 90 degrees to find the correct switching point. Repeat until correct switching point is reached.
If the valve is too open, the AutoTrim will shift to full speed and power too quickly (during rundown). Turn the valve clockwise 90 degrees to find the correct switching point. Repeat until correct switching point is reached.
Re-setting the Switching Point of the AutoTrim Valve
Close the switching valve completely, by turning it clockwise, until it stops.
Open the valve counter clockwise 6.5 turns with an Allen key.
If needed, turn the valve 90 degrees at a time to find the correct switching point, as described above.
If correct switching cannot be achieved with 5-8 turns, from fully closed, then service may be needed, see Service section.
AutoTrim Settings for Regular Pressure Tools
Model | Reduced (free) speed (rpm) |
|---|---|
EP4PTI9 HR10-MT / HR42-MT | 3100-3400 |
EP5PTI19 HR10-MT / EP5PTI17 HR42-MT | 3100-3400 |
EP6PTI32 HR10-MT / EP6PTI28 HR42-MT | 2900-3200 |
EP7PTI55 HR10-MT | 2875-3125 |
EP8PTI70 HR10-MT | 2675-2925 |
EP9PTI80 HR13-MT | 2725-2975 |
EP11PTI100 HR13-MT | 2325-2525 |
EP13PTI150 HR13-MT | 2225-2475 |
AutoTrim Settings for Low Pressure Tools
Model | Reduced (free) speed (rpm) |
|---|---|
EP5PTI15 HR10-MT-L / HR42-MT-L | 2600-3100 |
EP6PTI25 HR10-MT-L / HR42-MT-L | 2600-3100 |
EP7PTI35 HR10-MT-L | 2650-3050 |
EP8PTI45 HR10-MT-L | 2650-3050 |
EP9PTI65 HR13-MT-L | 2450-2850 |
EP11PTI80 HR13-MT-L | 2300-2600 |
EP13PTI110 HR13-MT-L | 2150-2550 |
Improper AutoTrim function may result in:
Increased scatter (wrong torque).
Longer tightening time.
No shut-off.
Setting of Tightening Torque
The adjusting screw (the slotted screw) is the only screw that initially should be adjusted. Start at a low torque adjustment and gradually increase the setting until you reach the desired torque level. See detailed illustrations for setting of the tightening torque when using AutoTrim function and Trim function respectively.
Using the tool at a higher torque, than recommended maximum torque, might result in improper function and faster wear.
Always check the setting on your actual joint.
Torque Check - Residual Torque Measurement on Actual Joint
Make sure to use the same equipment, such as extensions, sockets and air pressure during the tightening, as will be used on the actual tightening application.
When performing a torque check on the actual joint we recommend using an ST Wrench with residual torque measurement* setting.
* Torque required to cause the threads of the fastener (including its head) on which torque is applied, to move relative to the mating thread.
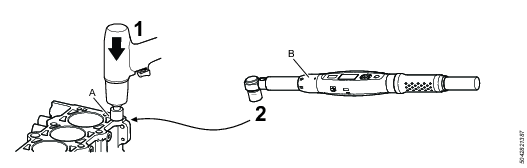
A | The actual joint |
B | Torque wrench with monitoring |
Perform a tightening.
Measure the result with the Torque wrench with monitoring.
Setting of Tightening Torque When Using AutoTrim Function
When using a tool with AutoTrim function make sure that it is correctly adjusted. When correctly adjusted the AutoTrim reduces the speed during rundown and will automatically switch to full speed/power after approximately 1-2 pulses.
Setting of Tightening Torque When Using Trim Function
When using the tool with Trim function make sure that it is adjusted correctly. The Trim valve can be used to reduce the speed to improve the accuracy, especially on low torque settings on hard joints.
Service
General Service Information
If the tool is not working properly, take it out of operation for inspection. Preventive maintenance is recommended at regular intervals. See detailed information on Preventive Maintenance.
Make sure to use the service tools, service kits and spare parts recommended by Atlas Copco.
Make sure to follow the Service instructions provided by Atlas Copco.
Make sure to work in a clean environment and that all parts are cleaned before re-assembling. Foreign particles, even small fibers from paper tissue, may affect the service life of the Pulse unit.
Maintenance Instructions
Daily Inspection
Make sure that the tool is in good condition, no visual damage.
Make sure that the air connection and air installation is done correctly. Listen for any air leakage.
Make sure that sockets and extensions have no visual damage.
Make sure to have the correct air pressure.
Listen to make sure that there is no unexpected noise when running the tool
Preventive Maintenance
There are several criteria that affect the need for service on EP-tools such as; type of joint, torque level and tightening duration, production rate, air pressure and air quality. Recommendations are based on Reference Tightening, as listed in table. The service intervals and service solutions are based on experience and internal testing.
Reference Tightening
Tool size | Torque level of max torque | Tightening time | Production rate tightening/hour |
|---|---|---|---|
EP 5-6 PTI | 70-80 % | 1 second | 600 |
EP 7-8 PTI | 70-80 % | 1 second | 600 |
EP 9 PTI | 70-80 % | 1,5 seconds | 500 |
EP 11 PTI | 70-80 % | 1,5 seconds | 500 |
EP 13 PTI | 70-80 % | 1,5 seconds | 400 |
The air installation and air quality for the Reference Tightening should be according to recommendations in the Product Instructions. Deviations from above conditions may affect the service intervals.
Preventive Maintenance Level 1
Carry out maintenance after 200 000 - 250 000 tightening, see table Reference Tightening, or once a year whichever comes first.
For maximum tool performance follow below instructions and use recommended service tools and service kits from Atlas Copco. Always use tightening torque and lubrications as recommended by Atlas Copco.
Tool Handle
Make a visual inspection for any damage.
Inspect the yoke and suspension points.
Inspect the bushing in the Pulse unit casing and the surface of the anvil.
Clean the inlet strainer.
Air Motor
Make a visual inspection for any damage.
Change the vanes.
Change the bearings if needed.
AutoTrim / Trim
Open and inspect the parts for damage, wear or blockage.
Clean the needle valve (only AutoTrim).
Change the sealing if needed (only AutoTrim).
Assemble and adjust according to instructions.
Trigger and Reversing Valve
Look for any leakage and make sure that it works correctly.
Inspect the O-rings and washer, replace if needed.
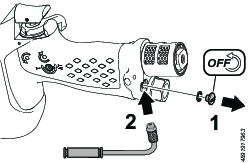
Silencer
Open and inspect the parts for damage, replace if needed.
Change the filter.
Pulse Unit
Inspect the shut-off mechanism.
Inspect the square drive and hex drive for any cracks or wear.
Make sure that the torque adjustment screw has enough friction to prevent the setting from accidently changing during operation.
Change the oil accordingly.
Make sure that the pulsing frequency is within limits, as per the Tool Condition Test.
Preventive Maintenance Level 2
Carry out maintenance after 400 000 - 500 000 tightenings, see table Reference Tightening, or every second year whichever comes first.
For maximum tool performance follow below instructions and use recommended service tools and service kits from Atlas Copco. Always use tightening torque and lubrications as recommended by Atlas Copco.
Same as level 1 with additional Pulse unit maintenance below:
Pulse Unit
Drain all the oil completely from the Pulse unit.
Disassemble the Pulse unit.
Clean and inspect all parts and surfaces thoroughly for any wear or damage.
Inspect the shut-off mechanism and replace damaged or worn parts.
Clean the magnets from any metal particles.
If replacing the rollers we strongly recommend replacing the pistons as well.
Change all O-rings and Diaphragms.
Replace the anvil sealing. Make sure that the cylinder front piece is clean and dry on the inside with no lubrication before assembling the new sealing.
Make sure that the anvil surface is smooth, clean and lubricated with pulse oil to prevent damages to the anvil sealing during assembly.
Make sure to assemble the Pulse unit in the right way. It is important that the camshaft and the separator washer pin is lined up with the groove in the cylinder front piece. If not, the cylinder end piece will not be correctly fastened and the Pulse unit will not function correctly.
Fill the Pulse unit to the right oil level.
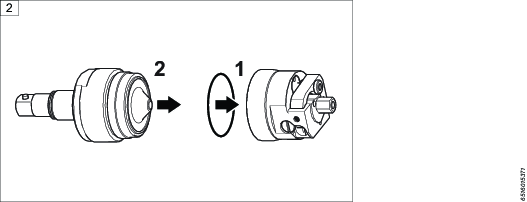
Assembling the Pulse Unit
Make sure to assemble all parts of the Pulse unit in the right order.
It is important that the camshaft and the separator washer pin is lined up with the groove in the cylinder front piece. If not, the cylinder end piece will not be correctly fastened, and the Pulse unit will not function properly.
Assembling the AutoTrim Valve
When re-assembling the AutoTrim after inspection or service, make sure to protect the piston sealing from the housing thread.
Assembling Motor in Housing
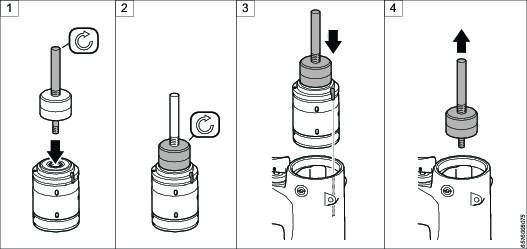
* For correct tightening torque, see Spare Parts https://servaid.atlascopco.com.
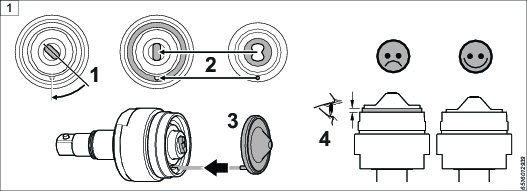
Position of the Stop Pin in Pulse Unit
The position of the stop pin is correctly set at the factory. If the position has to be reset or adjusted due to service or replacement of spare parts, follow the instructions below.
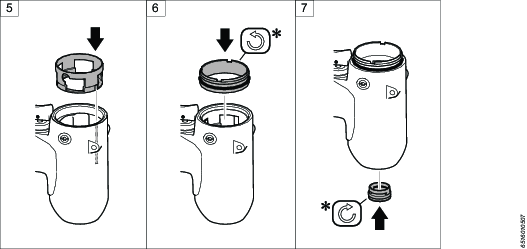
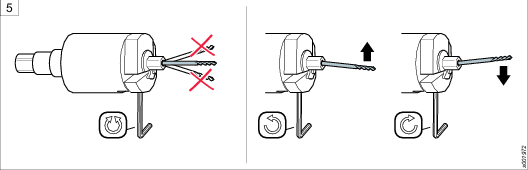
Adjusting the Position of the Stop Pin
Measurement: D is the opening diameter for the gauge.
Fit a 2.5 mm Allen key in the adjustment screw.
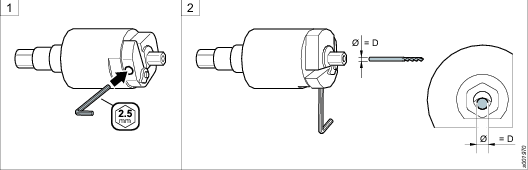
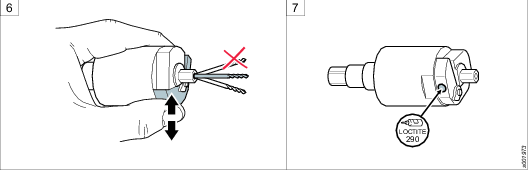
Hold the Pulse unit with both stop surface of inertia body and anvil in horizontal position and the Allen key pointing downwards.
Press the inertia body to open the hole for the gauge.
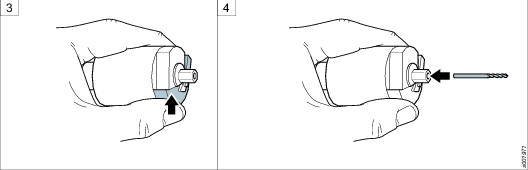
Place a gauge, for instance a drill bit, with the correct diameter of D (see table Gauge Diameter) in the hole.
Adjust the opening by turning the adjustment screw 45 degrees at the time until the gauge is in line with the pulse unit.

Avoid unnecessary turning of the adjustment screw.
Turn the screw anti-clockwise to raise the gauge.
Turn the screw clockwise to lower the gauge.
Check that the gauge is correctly inserted by repeatedly pressing and releasing the inertia body. The gauge should return to the correct position in line with the Pulse unit.
Apply Loctite 290 to the adjustment screw.
Gauge Diameter
D (mm) | |
|---|---|
1.55 mm |
Lubrication Instructions
Rust Protection and Cleaning
Water in the compressed air can cause rust. To prevent rust we strongly recommend to install an air dryer.
Water and particles can cause sticking of vanes and valves. This can be prevented by installing an air filter close to the product to avoid pressure drop.
Before longer stand stills always protect your tool by adding a few drops of oil into the air inlet. Run the tool for 5–10 seconds and absorb any access oil at the air outlet in a cloth.
Lubrication Guide
Brand | General purpose, Bearings and Gears |
|---|---|
BP | Energrease LS-EP2 |
Castrol | OBEEn UF 1 |
Esso | Beacon EP2 |
Q8 | Rembrandt EP2 |
Mobil | Mobilegrease XHP 222 NLG 2 |
Klüber Lub. | Klübersynth UH 1 14-151 |
Texaco | Multifak EP2 |
Molykote | BR2 Plus |
Refill the Pulse-Unit with Oil
For optimum machine performance the pulse unit must be correctly filled with oil. Due to a possible microleakage of oil from the pulse unit, it could be necessary to refill the unit between the regular overhaul intervals. The frequency of this procedure depends on the type of application, number of cycles, tightening time etc. An accurate refill of the pulse unit gives long service intervals.
Too much oil in the pulse unit implies a low pulse frequency and slow tightening.
Too little oil in the pulse unit implies a high pulse frequency and there will be a risk of a decreasing tightening torque. In particular at the first tightening after a break the machine might race.
Use Atlas Copco Pulse Unit Oil.
Running the machine with too little oil may damage the pulse unit.
After the refill – Check the tightening torque, see Service instructions.
Oil Filling and Changing Instruction for Pulse Unit
Required equipment for oil filling and oil changing:
Atlas Copco Pulse unit oil.
Atlas Copco Pulse unit Oil Filling Kit.
For ordering number for Spare Parts, see https://servaid.atlascopco.com.
Oil Filling Equipment Kit
2 x Adapter M3
2 x Adapter M4
4 x Hose length 540 mm
2 x Hose length 50 mm
1 x Hose length 120 mm
1 x Syringe 50 ml
1 x Syringe 1 ml
4 x Plug
5 x Connection
2 x Connection
2 x Can
2 x Cover
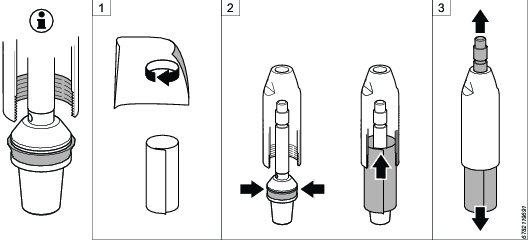
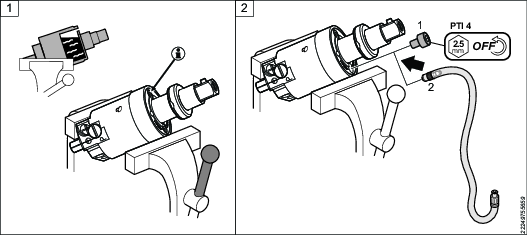
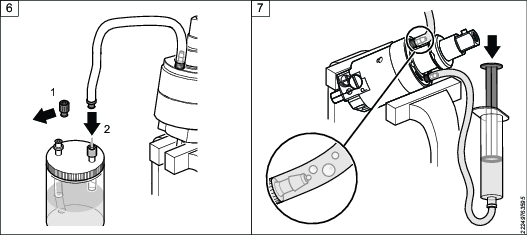
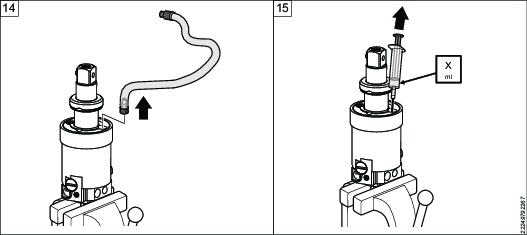
Place the Pulse unit in a vise at an angle so that the outlet hole is at the highest point.
Remove the screw covering the inlet opening. Make sure that the o-ring is on the screw and not left in the Pulse unit. Attach the filling hose by hand, with the hose connector end to the Pulse unit.
Fill the large syringe with oil to maximum capacity from the oil can.
Always use new Atlas Copco Pulse unit oil.
Remove the stop plug from the filling hose and then attach the syringe to the hose.
Remove the screw covering the outlet opening of the Pulse unit. Make sure that the o-ring is on the screw and not left in the Pulse unit. Attach the return hose to the Pulse unit.
Remove the stop plug from the return hose and then attach it to the oil can.
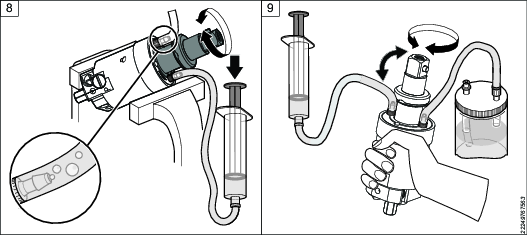
Start filling oil into the Pulse unit from the large syringe. When filling oil into the Pulse unit, there will be air bubbles exiting.
Rotate the anvil back and forth while filling the oil until no more bubbles are coming out of the Pulse unit.
Spin the complete Pulse unit around while filling the oil, to make sure that there are no air bubbles left inside of the Pulse unit.
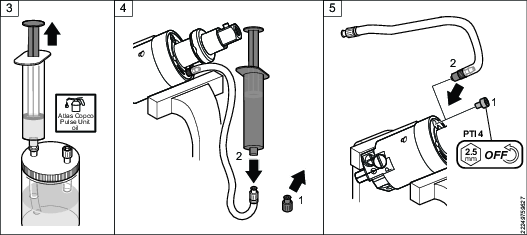
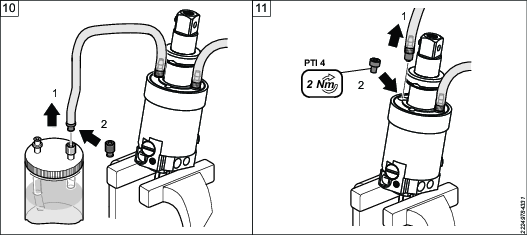
Remove the return hose from the oil can and attach the stop plug to the return hose end.
Remove the return hose from the outlet opening of the Pulse unit. Put the screw covering the outlet opening back in position.
Now position the Pulse unit in the vise with the inlet opening facing upwards.
Remove the syringe from the filling hose and attach the stop plug to the filling hose.
Remove the oil filling hose from the Pulse unit.
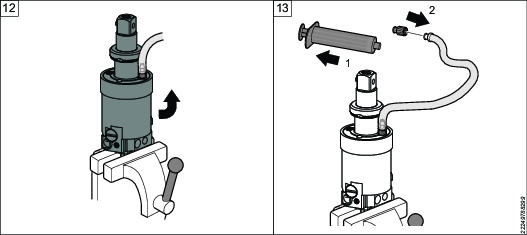
Use the small syringe to extract the right amount of oil accordingly, see table Oil Filling.
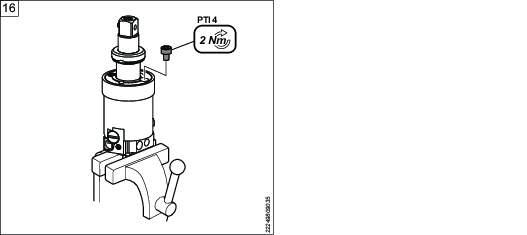
Put the screw covering the inlet opening back in position.
Oil Filling
Oil reduction (X) from 100% full Pulse unit | Approximate oil volume in Pulse unit |
|---|---|
0.4 ± 0.05 ml | 4.4 ml |
Oil Level in the Pulse Unit
The right oil level in the Pulse unit is important for the tool to work correctly.
The need to add oil to the Pulse unit will vary depending mainly on the number of tightening, torque level and number of pulses (tightening time).
Operating the tool on a low oil level will result in faster wear of the parts in the Pulse unit. It will also affect the tool performance and accuracy.
Always check the tightening torque after filling the oil.
Detect Low Oil Level in the Pulse Unit
Longer tightening time
Very high pulse frequency, especially when the tool has not been used for a while.
Low torque or abnormal torque changes (increased scatter).
No shut-off.
To measure the pulse frequency use a static torque transducer or an inline transducer connected to torque testing equipment, as per the Tool Condition Test.
Recommended Oil for the Pulse Unit
The recommended oil for the pulse unit is Atlas Copco Pulse Unit Oil.
A bottle of Atlas Copco Pulse Unit Oil and the required syringe or syringes are orderable as kits. Please see Service Kits for ordering numbers.
Dismantling/Assembling Instructions
Assembling Motor in Housing
* For correct tightening torque, see Spare Parts https://servaid.atlascopco.com.
Tightening of Threaded Connections
The tightening torque indicated in the exploded views (see Spare parts section in https://servaid.atlascopco.com) will give the right clamping force and prevent parts from loosening. It is important not to exceed the clamping force, these parts must be able to open up without being damaged at service. After some time of operation and in special circumstances, depending on application and usage, the parts may however loosen somewhat. The tightening torque can then be increased by 10-20% and some type of low or medium thread locking fluid can be applied.
Torque Check - Residual Torque Measurement on Actual Joint
Make sure to use the same equipment, such as extensions, sockets and air pressure during the tightening, as will be used on the actual tightening application.
When performing a torque check on the actual joint we recommend using an ST Wrench with residual torque measurement* setting.
* Torque required to cause the threads of the fastener (including its head) on which torque is applied, to move relative to the mating thread.
A | The actual joint |
B | Torque wrench with monitoring |
Perform a tightening.
Measure the result with the Torque wrench with monitoring.
Tests and Adjustments after Service
Perform a tool condition test to make sure that the tool is working properly.
Test Method - Static or Dynamic
A static torque measurement is recommended for the ErgoPulse machines.
If dynamic torque measurement with an electronic inline torque transducer is used, always verify your measurement result by a static check with a torque wrench (electronic).
For more information, refer to Atlas Copco "Pocket Guide to Pulse Tools". Ordering No. 9833 1225 01.
Tool Condition Test
Test Conditions
Temperature Pulse unit: approximately 20° C.
Dynamic air pressure: 6.3 bar (91 psi).
Hose size: Ø 8 mm Hose length: 3 m
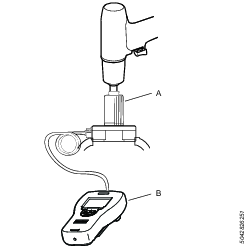
A | Static Torque transducer SRTT |
B | ST Analyzer (set at 850 Hz) |
Test the free speed in the forward direction with the tachometer.
Make sure that the tool runs on full speed regardless of AutoTrim or Trim setting. If the tool is used with AutoTrim, also test the AutoTrim function.
Test the maximum torque and pulse frequency by setting the filter frequency in ST Analyzer to 850 Hz.
Test the max torque and pulse frequency in reverse direction using an SRTT static torque transducer. Tightening time approximately 1 second.
Check the shut-off mechanism.
Perform some tightenings to make sure that the tool shuts off correctly.
A tool in good condition should achieve the following values:
Model | Free speed (rpm) | Pulse frequency CCW static (Hz) | Max Torque CCW static (minimum) (Nm) |
|---|---|---|---|
EP4PTI9 HR10-MT | 5000 -10%/+25% | 24-28 | 15.0 |
Correct pulse frequency indicates that the air motor and the Pulse unit are in good condition. If the pulse frequency is too high - add more oil. If the pulse frequency is too low - reduce the oil level.
Torque Check - Residual Torque Measurement on Actual Joint
Make sure to use the same equipment, such as extensions, sockets and air pressure during the tightening, as will be used on the actual tightening application.
When performing a torque check on the actual joint we recommend using an ST Wrench with residual torque measurement* setting.
* Torque required to cause the threads of the fastener (including its head) on which torque is applied, to move relative to the mating thread.
A | The actual joint |
B | Torque wrench with monitoring |
Perform a tightening.
Measure the result with the Torque wrench with monitoring.
Adjusting the Position of the Stop Pin
The position of the stop pin is correctly set at the factory. If the position has to be reset or adjusted due to service or replacement of spare parts, follow the instructions below.
Measurement D is the opening diameter for the gauge.
D = 1.55 mm
Fit a 2.5 mm Allen key in the adjustment screw.
Hold the Pulse unit with both stop surface of inertia body and anvil in horizontal position and the Allen key pointing downwards.
Press the inertia body to open the hole for the gauge.
Place a gauge, for instance a drill bit, with the correct diameter of D in the hole.
Adjust the opening by turning the adjustment screw 45 degrees at the time until the gauge is in line with the pulse unit.
Avoid unnecessary turning of the adjustment screw.
Turn the screw anti-clockwise to raise the gauge.
Turn the screw clockwise to lower the gauge.
Check that the gauge is correctly inserted by repeatedly pressing and releasing the inertia body. The gauge should return to the correct position in line with the Pulse unit.
Apply Loctite 290 to the adjustment screw.
Troubleshooting
Troubleshooting Guide
Problem | Reason | Action |
|---|---|---|
The tool does not shut off, or the tightening time is too long. | Target torque close to maximum torque of the tool. | Chose a bigger tool with more power. |
Low dynamic air pressure. | Check the dimensions of the hose and couplings. Increase the air pressure. | |
Low rotation speed. | See problem "The rotation speed is too low". | |
The extension is too long. | Check the extension. | |
Worn extension or socket/bits. | Check the extension and socket/bits. | |
Torque setting screw is turned too much. | Adjust the torque setting screw CCW until tool shuts off. | |
The stop pin in the shut off mechanism is incorrectly adjusted. | Check with a gauge. | |
Incorrect oil level in the Pulse unit. | Adjust the oil level or refill the oil. | |
The joint is too soft for the tool. | Chose a bigger tool with more power. | |
Worn parts in the Pulse unit. | Inspect and replace any worn parts, see https://servaid.atlascopco.com. | |
Malfunctioning AutoTrim. | Check the AutoTrim function. | |
The yield point of the joint is reached. | Check the joint specification. | |
The pulse frequency is too high or too low. | Incorrect oil level in the Pulse unit. | Adjust the oil level or refill the oil. |
Inconsistent shut off or insufficient accuracy | The target torque is not within the tool specification. | Change to a different tool size. |
Not enough pulses (hard joint and low torque setting). | See section Optimizing the Performance of Your ErgoPulse Tool. | |
Extension is too long. | Check the extension. | |
Worn extension or socket/bits. | Check the extension and socket/bits. | |
Pressure fluctuations in the air supply. | Use a pressure regulator (for each tool) to get a consistent air supply. | |
Incorrect oil level in the Pulse unit. | Adjust the oil level or refill the oil. | |
Friction is too low on the Torque setting screw. | Replace with new screw. | |
Worn parts in the Shut off mechanism. | Inspect and replace any worn parts. | |
Stop pin in the Shut off mechanism is not correctly adjusted. | Check with a gauge. | |
Malfunctioning AutoTrim. | Check the AutoTrim function. | |
The joint is too soft and max torque setting. | Reduce the torque setting slightly, or use a bigger tool with more power. | |
The rotation speed is too low. | Not enough air pressure. | Check the dimensions of the hose and couplings. Increase the air pressure. |
Wrong Trim valve setting | Adjust the Trim valve. | |
Dirt in the Inlet or the Silencer. | Clean or replace the air Inlet strainer and the Silencer filter if needed. | |
Worn parts in the motor. | Inspect and service the motor. | |
Wrong or damaged trigger valve. | Inspect the trigger valve. | |
AutoTrim does not work properly | Set screw in tool handle is set to Trim mode. | Set the Set screw to AutoTrim mode. |
Dirt in the silencer filter. | Replace the silence filter. | |
Wrong adjustments or settings. | See section Adjusting the AutoTrim Valve. | |
Dirt or damaged parts in the AutoTrim. | Inspect and replace any worn parts. | |
The wrong auto-trim part has been used. | Check Spare Part for to use, see https://servaid.atlascopco.com. |
Recycling
Environmental Regulations
When a product has served its purpose it has to be recycled properly. Dismantle the product and recycle the components in accordance with local legislation.
Batteries shall be taken care of by your national battery recovery organization.
Recycling Instruction
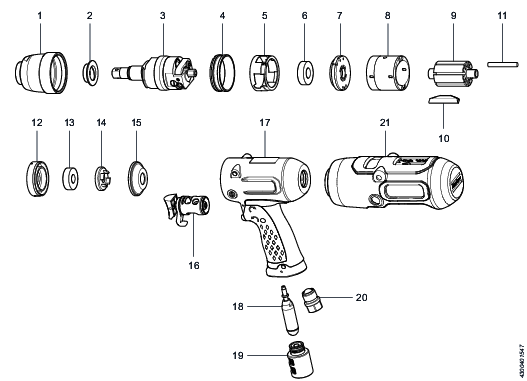
Pos | Part | Remarks | Recycle as |
|---|---|---|---|
1 | Pulse unit casing | Metal, aluminum | |
2 | Bushing | Metal, aluminum bronze | |
3 | Pulse unit | Metal, steel | |
4 | Screw ring | Metal, steel | |
5 | Sleeve | Metal, steel | |
6 | Ball bearing | Metal, steel | |
7 | End plate | Metal, aluminum | |
8 | Cylinder | Metal, aluminum | |
9 | Rotor | Metal, steel | |
10 | 7 vanes | Plastics, other, POM | |
11 | 7 plugs | Plastics, other, POM | |
12 | End plate | Metal, aluminum | |
13 | Ball bearing | Metal, steel | |
14 | Support washer | Metal, aluminum | |
15 | Inlet washer | Metal, aluminum | |
16 | Trigger | Metal, steel | |
17 | Motor casing | Metal, aluminum | |
18 | Valve | Metal, brass | |
19 | Silencer | Metal, steel | |
20 | Adapter | Metal, aluminum/steel | |
21 | Protective cover | Plastics, other, PUR |