Présentation
Dans cette section, vous pouvez trouver les informations de base au sujet du produit et également les conventions de formatage utilisées dans les rubriques.
Règlement général sur la protection des données (GDPR)
Ce produit offre la possibilité de traiter des informations personnellement identifiables telles que le nom d'utilisateur du système, le rôle et l'adresse IP. Le but de cette capacité de traitement est d'améliorer le contrôle de la qualité grâce à la traçabilité et à la bonne gestion des accès.
Si vous décidez de traiter des données personnelles vous devez connaître et respecter les règles de protection des données personnelles correspondantes, y compris le GDPR dans l'UE ainsi que les autres lois, directives et réglementations applicables. Atlas Copco ne peut en aucun cas être tenu responsable de quelconque utilisation faite par vous du produit.
Responsabilités et avertissements
Responsabilité
De nombreux événements dans l'environnement d'exploitation peuvent affecter le processus de serrage et nécessiteront une validation des résultats. Conformément aux normes et règlements applicables, nous vous invitons par la présente à contrôler le couple installé et le sens de rotation après tout évènement susceptible d'avoir une incidence sur le résultat du serrage. Voici des exemples non exhaustifs de ces évènements :
installation initiale du système d'outillage
modification de lot de pièces, boulon, lot de vis, outil, logiciel, configuration ou environnement
modification des branchements pneumatiques ou électriques
changement dans l'ergonomie de la ligne, le processus, les procédures de qualité ou les pratiques
changement d'opérateur
tout autre changement ayant une incidence sur le résultat du processus de serrage
Le contrôle devra :
Garantir que les conditions d'assemblage n'ont pas changé en raison d'évènements susceptibles d'avoir une incidence sur le processus.
Être effectué après l'installation initiale, la maintenance ou la réparation du matériel.
Intervenir au moins une fois par prise de poste ou à toute autre fréquence adéquate.
Avertissements
À propos du Guide d'utilisation
Ce guide d'utilisation décrit comment installer et configurer un outil IxB en utilisant le Logiciel IxB.
Historique des révisions
Révision du document | Version du logiciel IXB | Changements |
|---|---|---|
1.0 | 3.3 | Première édition |
Groupe ciblé
Ce guide d'utilisation est conçu pour les personnes amenées à configurer et faire fonctionner un outil IxB en utilisant le Logiciel IxB.
Conditions préalables
Toute personne souhaitant en savoir plus sur le Logiciel IxB pourra bénéficier de la lecture de ce guide d'utilisation.
Pour une parfaite compréhension des aspects techniques de ce guide d’utilisation, il est recommandé de posséder :
une connaissance des techniques de serrage
une expérience d’utilisation du Power Focus 6000
Pour plus d’informations sur le Power Focus 6000, consulter le Guide d'utilisation du Power Focus 6000.
Conventions
Dans un souci de compréhension pour l'utilisateur, certaines conventions de formatage sont utilisées dans ce document. Les conventions de formatage utilisées sont listées ci-dessous.
Élément | Notation | Description | Sortie |
|---|---|---|---|
Souligner l'importance | Dans l'espace de travail Programme. | Faire que certains éléments se détachent du reste, ou mettre en surbrillance. | Texte en Gras |
Éléments de l’interface graphique utilisateur (IGU) | Sélectionner le bouton Fonction. | Toute référence à des éléments de l'écran du IGU (par exemple, boutons de commande, noms d'icônes et noms de champs). | Texte en Gras |
Chemin de l’interface graphique utilisateur (IGU) > | Généralement au-dessus de l’IGU. | Aide à la navigation qui garder la trace de la localisation dans l’IGU. | Par exemple : Coffret > Programme > Modifier |
Entrées de l'utilisateur | Saisir une Description pour le programme. | Tout texte saisi par l'utilisateur. | Texte en Gras |
Noms de fichiers | Saisir un Nom de fichier pour l’exportation. | Fichiers exportés depuis, ou importés dans le système. | Texte en Gras italique |
Noms des paramètres et des variables | Saisir un Nom pour l’exportation. | Noms des paramètres et des variables (hors valeurs). | Texte en Italique |
Valeurs des paramètres et des variables | Saisir une VALEUR pour l’exportation. | Valeurs des paramètres et des variables. | Texte en GRAS MAJUSCULE |
Message système | Client.Domain.Models.ExportImportConfiguration | Tout texte provenant du système. | Texte en Mono-espace |
Liens externes | Liens vers les sites externes qui ont des informations reliés au document ou au contenu du sujet. Cela pourrait inclure :
| Texte sélectionnable vers des sites externes | |
Liens internes vers des documents |
Si disponibles, ces liens seront présentés sous le texte. | Texte sélectionnable vers du contenu interne |
Présentation du système
Un système de fabrication peut comporter des blocs fonctionnels tels que l'indique la figure :
A | Réseau de l'usine. | H | Port usine du coffret : connecté au réseau de l'usine. |
B | Serveur ToolsNet : pour le stockage des résultats de serrage et l'analyse statistique. | I | Coffret Power Focus 6000 : utilisé avec les outils portatifs. |
C | Serveur ToolsTalk 2 : pour la configuration et le réglage des paramètres des coffrets et des outils IXB. | J | Outil à batterie portatif : connecté au coffret à l'aide d'une connexion sans fil. |
D | PC industriel (IPC) : utilisable comme terminal client vers les serveurs ToolsTalk 2 et ToolsNet. | K | Coffret Flex PF6 : utilisé avec les outils embarqués. |
E | Ordinateur portable connecté au réseau de l'usine : utilisable comme terminal client vers les serveurs ToolsTalk 2 et ToolsNet. | L | Outil à batterie portatif IXB : connecté au coffret à l'aide d'une connexion sans fil. |
F | Ordinateur de service : peut être connecté au port de service d'un coffret ou d’un outil IXB. | M | Le nuage Internet (« cloud »). |
G | Port de service du coffret : peut être utilisé pour connecter un ordinateur de service. | N | ACLP (Portail de licences Atlas Copco) : implanté chez Atlas Copco, il permet la prise en charge des fonctionnalités sous licence dans le système de gestion des fonctionnalités (FMS). |
L’interface utilisateur
Menu accueil
Le menu accueil contient les éléments suivants :
Option du menu | Description |
|---|---|
 | Serrage Le menu Serrage affiche une liste des programmes de serrage existants stockés dans l’outil. La sélection d'un programme individuel ouvre les différents menus de configuration et de réglage des paramètres du programme de serrage sélectionné. |
 | Séquence de lots Une séquence de lots contient un ou plusieurs programmes de serrage répétitifs agencés selon différentes combinaisons. La création et la configuration des séquences de lots s'effectuent dans le menu Séquence de lots. |
 | Sources Le menu Sources dresse la liste des options disponibles pour commander la sélection d'un programme de serrage ou d’une séquence de lots, via l'entrée numérique d'un autre matériel. |
 | Configurations Dans ce menu, les configurations suivantes peuvent être ajoutées :
|
 | Outil avec contrôleur intégré Ce menu inclut des options comme :
Ce menu inclut également des fonctions pour la mise à jour du logiciel et l’importation/exportation de paramètres de configuration. |
 | Rapports Affiche les tout derniers résultats de serrage, les évènements et le taux de NOK. |
 | Paramètres Ce menu sert à configurer des réglages spécifiques comme :
|
 | Affectation des licences Ce menu offre un aperçu de l’état actuel de la licence et des sources de licences. |
 | Aide Le menu Aide contient le guide d'utilisation du Logiciel IxB. |
Icônes
Le tableau suivant offre un aperçu des icônes et boutons disponibles dans l’interface utilisateur :
Icône | Nom | Description |
|---|---|---|
 | Retour | Retour à la vue précédente. |
 | Accueil | Accès à l'écran d'accueil. |
 | Aller aux résultats | Accès à l'écran des résultats en direct. |
 | Cadenas | Ouvre une fenêtre contextuelle pour le code PIN. |
 | Évènements | Affiche les derniers évènements de serrage. Définir les événements à afficher dans les configurations de l’évènement dans le menu Paramètres. |
 | Valider | Valide les paramètres de serrage par rapport aux valeurs de l’outil. |
 | Ajouter | Ajoute un élément. |
 | Supprimer | Supprime un élément. |
 | État du protocole | Affiche la fenêtre contextuelle État du protocole qui affiche les informations de Open Protocol. |
 | Remarque | Signe indiquant qu'un paramètre est mal configuré. |
Installation et mise à niveau
Dans cette section, vous trouverez les informations utiles pour l’installation initiale du produit ou pour effectuer la mise à niveau vers une autre version.
Restrictions d'installation
Matrice de compatibilité
Logiciel IXB | ToolsTalk | ToolsNet |
|---|---|---|
3.3 | 2.14 | 8.14 |
Conditions préalables du navigateur Web
Les navigateurs Web suivants sont recommandés pour l’interface utilisateur du Logiciel IxB :
Firefox
Google Chrome
Microsoft Edge
Licences
Les licences des fonctionnalités sont gérées à travers le Système de gestion des fonctionnalités (FMS). Cela permet aux clients d'ajuster les fonctionnalités d'un outil à leurs besoins spécifiques grâce à programme de licences dynamiques.
Les licences peuvent être obtenues pour des fonctionnalités individuelles ou un groupe de fonctionnalités et peuvent être déployées sur plusieurs postes de travail virtuels. Les licences peuvent être redéposées dans le pool après utilisation.
Les licences peuvent être téléchargées depuis Atlas Copco License Portal (ACLP) et gérées/distribuées à travers ToolsTalk, ou peuvent être stockées sur un FMS Portable (clé USB) à insérer dans le outil.
Remarque : la création et la gestion d'un compte client dans l'ACLP ne sont pas traitées dans cette documentation. Contacter le représentant local Atlas Copco pour de plus amples informations.
Il existe trois types de licences :
Type de poste de travail virtuel
Un assortiment fixe de fonctionnalités réunies dans un seul package. La licence Type de poste de travail détermine, entre autres, quels outils peuvent être exécutés, combien de programmes et de séquences peuvent être utilisés, quelles stratégies d'assemblage sont disponibles et le type de rapport qui peut être fait. Les fonctionnalités contenues dans chaque Type de poste de travail virtuel sont des fonctionnalités qui sont souvent utilisées conjointement entre elles, ou qui ont des dépendances internes qui nécessitent la présence d'autres fonctionnalités du package. Les Types de postes de travail virtuels sont assignés entièrement à un poste de travail virtuel. Le poste de travail virtuel peut alors utiliser toutes les fonctionnalités contenues dans le Type de poste de travail virtuel. Afin d'effectuer des assemblages, un poste de travail virtuel doit recevoir une licence de type de poste de travail virtuel. Selon le type de licence, différentes options d'assemblage seront activées ou bloquées.
Fonctionnalité Poste de travail virtuel
Des fonctionnalités individuelles peuvent être achetées sous une seule licence pour compléter les licences Type de poste de travail virtuel.
Fonctionnalité du coffret
On retrouve des fonctionnalités comme Soft PLC et Step Sync qui sont assignées à un coffret et une fois assignées elles peuvent être utilisées par une poste de travail virtuel sur ce coffret.
Sources de licences
Les licences utilisées sur un outil peuvent être retirées auprès de plusieurs sources différentes. Le nombre simultané de sources est limité à 10 (10 sources FMS Portable, ou une licence serveur (TT2) en plus de neuf sources FMS Portable). Si une licence doit être ajoutée depuis une source lorsque la limite de sources (10) est atteinte, toutes les licences d’une source doivent être supprimées de l’outil pour libérer de la place pour les licences provenant d’autres sources.
L’onglet Aperçu de la source (Affectation des licences > Aperçu de la source) offre un aperçu des licences installées sur l’outil ainsi que la provenance de leur installation. Un maximum de 10 sources différentes peut être affiché ici, et chacune sera indiquée par FMP P (pour FMS Portable, ou dongle), ou Serveur de licences (TT2).
Sélectionner une source de licence affichera les informations détaillées de la source de la licence de cette source. Cela liste le nom et le type de la source ainsi que le numéro et le type de licences dans chaque catégorie (Type de poste de travail virtuel, Fonctionnalité du poste de travail virtuel et Fonctionnalité du coffret).
La configuration des fonctionnalités régies par des licences peut être effectuée même en l'absence d'une licence installée, par exemple, configuration des programmes de serrage. Assigner ces fonctionnalités à un outil ou un poste de travail virtuel est aussi possible. Cependant, exécuter la fonctionnalité sans licence valide requerra l'installation de la licence appropriée.
L'application de la licence se fait en deux étapes : assignation et exécution (gâchette pressée). Si une fonctionnalité pour laquelle aucune licence n'est installée est attribuée à un poste de travail virtuel, un point d'exclamation rouge apparaîtra dans la section de l’outil ou de la tâche de l’interface utilisateur (en fonction de ce qui manque). Si une fonctionnalité pour laquelle aucune licence n'est installée est démarrée, un événement sera présenté pour informer sur la licence manquante. Il ne sera pas possible de continuer sans un licence correcte installée. Exécuter une fonctionnalité sans licence entraînera, dans la plupart des cas, le verrouillage de l'outil.
Installation de licences sur l’outil
Remarque : les sources de licences sont limitées simultanément à (1) Serveur de licences (TT2) et neuf FMS Portable (dongles USB). Les licences sont soit installées via le serveur (ToolsTalk2) ou via FMS Portable. Si la limite de sources de licences est atteinte, toutes les licences provenant d’une source doivent être supprimées de l’outil afin de pouvoir ajouter des licences provenant d’une autre source.
Les licences existantes sont vérifiées toutes les deux heures par rapport au serveur de licences. Si aucune réponse du serveur de licences n'est obtenue dans un délai de 14 jours, les licences concernées seront révoquées. L'utilisateur sera également averti lorsque les licences seront sur le point d'expirer. Lorsqu'une licence expire dans les 7 jours, l'utilisateur reçoit un avertissement toutes les deux heures. Si les licences ne sont pas renouvelées, elles expireront et les fonctions concernées ne seront plus disponibles.
Installation de licences depuis le serveur
Les licences sur serveur sont distribuées via ToolsTalk2. Pour des instructions sur la manière d’installer des licences sur serveur, consulter le Guide d'utilisation de ToolsTalk2.
Les paramètres corrects du serveur de licences doivent être configurés dans l’outil pour activer l’installation de licence en utilisant ToolsTalk2
Aller à Réglages dans le menu accueil et sélectionner Connexions au serveur dans le volet de gauche.
Dans le champ Gestionnaire de licences Atlas Copco, régler sur Marche.
Saisir l'adresse IP correcte du Port serveur et du Serveur hôte (habituellement la même que l'adresse IP pour ToolsTalk2).
Sélectionner Appliquer.
Installer des licences depuis FMS Portable (dongle USB)
Le Système de gestion des fonctionnalités (FMS) utilise un périphérique FMS Portable spécial pour transférer des fonctionnalités depuis et vers un outil. La clé USB à mémoire flash contient à la fois une zone de mémoire à usage général et une zone de stockage sécurisé qui n'est accessible que par le Gestionnaire de licences dans un outil. Les fonctionnalités achetées sont téléchargées depuis Atlas Copco vers la zone à usage général. La première fois que l'on insère le FMS Portable dans un outil doté d'un Gestionnaire de licences, le fichier est détecté et décodé et les fonctionnalités sont transférées vers la zone de stockage sécurisé qui n'est accessible qu'à partir d'un Gestionnaire de licences.
Connecter le dongle USB à l’outil via un câble adaptateur pour USB.

L’avant l’installation de la licence, veiller à ce que l’outil ait une connexion sans fil configurée sur le réseau de l'usine.
La fenêtre Gestion des licences USB s'affichera. La colonne Pool affichera le total de licences de sur l’outil provenant de toutes les sources. La colonne Disponible sur FMS P affichera le nombre de licences disponibles sur ce dongle, tandis que la colonne Provenant de ce FMS P affichera le nombre de licences qui ont été déplacées sur cet outil depuis ce FMS P en particulier.
Sélectionner la flèche de gauche à côte de la licence que vous souhaitez installer sur l’outil.
Le nombre dans la colonne Disponible sur FMS P diminuera de 1 et le nombre dans la colonne Provenant de ce FMS P augmentera de 1.
Supprimer des licences de l’outil
Supprimer des licences installées sur le serveur
Veuillez consulter le Guide d'utilisation de ToolsTalk2 pour des instructions sur la suppression de licences installées par serveur.
Supprimer des licences installées par FMS Portable
Connecter le dongle USB à l’outil via un câble adaptateur pour USB.
Avant la suppression de la licence, veiller à ce que l’outil ait une connexion sans fil configurée sur le réseau de l'usine.
Si la fenêtre Gestion des licences USB n'est pas visible, accéder à Affectation des licences dans le menu accueil.
Cliquer sur l'icône USB en haut à droite de la fenêtre. La fenêtre Gestion des licences USB s'affiche
Sélectionner la flèche de droite à côte de la licence à supprimer de l’outil.
Les licences qui sont affectées au poste de travail virtuel peuvent être supprimées de l’outil. Par conséquent, le poste de travail virtuel de peut pas être utilisé.
Mise à niveau
Versions du logiciel
Deux version du logiciel peuvent être installées simultanément dans l’outil. L'installation d'une seconde version du logiciel est utile pour mettre à niveau plusieurs outils. Quand la production est prête à passer au logiciel mis à niveau, l'activation de la nouvelle version est effectuée depuis l’interface utilisateur du logiciel IXB ou avec ToolsTalk 2.
Le changement de version logicielle ne transfère pas les configurations de l’outil ni les programmes de serrage.
Activation du logiciel
L’outil peut stocker deux versions logicielles installées. En utilisant l'Activation du logiciel, il est possible de choisir la version logicielle à utiliser.
Aller à Outil avec contrôleur intégré dans le menu accueil et sélectionner Logiciel dans le volet de gauche.
Sélectionner Actuel ou Stocké dans la fenêtre Activation du logiciel.
L’outil est automatiquement redémarré pour l’activation soit effective.
Mettre à jour la version du logiciel
Aller au menu Outil avec contrôleur intégré et sélectionner Logiciel dans le volet de gauche.
Accéder au champ Mise à jour du logiciel et sélectionner PARCOURIR.
Sélectionner le fichier compressé contenant le logiciel applicable et suivre les instructions pour terminer l'installation.
Configuration
Dans cette section, vous trouverez les informations détaillées sur la manière de créer, modifier et vérifier les paramètres produit.
Options de configuration
Il est possible de configurer et de régler un outil comme suit :
Logiciel IxB : L’outil peut être directement connecté à un PC via un câble USB. Si l’outil est connecté à un réseau sans fil et que son adresse IP est connue, il est possible d'y accéder à partir d'un ordinateur, quel que soit son emplacement sur le réseau.
ToolsTalk 2 : Si l’outil est connecté à un serveur ToolsTalk 2, un client ToolsTalk 2 (PC) peut accéder à tous les outils et aux coffrets connectés par l’intermédiaire de ToolsTalk 2. Il est possible d’accéder aux outils IxB, ainsi qu’aux coffrets Power Focus 6000 et aux coffrets Flex.
ToolsTalk 2 en mode Configuration de station : Offre une interface ToolsTalk 2 sur un PC sans installation d'un serveur. Le PC est connecté au port de service du coffret et donne accès à un coffret à la fois.
Coffret : Applicable aux coffrets Power Focus 6000 dotés d'un écran tactile. Il est possible de configurer un coffret qu'il soit connecté au réseau ou non.
Ce guide d'utilisation couvre le Logiciel IxB. Pour des informations au sujet de ToolsTalk 2 et de Power Focus 6000, consulter le Guide d’utilisation de ToolsTalk 2 et le Guide d'utilisation de Power Focus 6000.
Prise en main
Pour créer une meilleure vue d’ensemble du système, ce paragraphe propose un guide de référence rapide couvrant les étapes de base requises pour la prise en main de l’outil Tensor IxB et du Logiciel IxB. Ce paragraphe n’explique pas toutes les fonctionnalités du système mais se concentre plutôt sur les plus basiques d'entre elles.
Connecter l’outil à un PC et accéder à l’interface utilisateur. Configurer une connexion sans fil entre l’outil et le réseau.
Définir un programme de serrage contenant tous les paramètres pertinents d'un serrage, par exemple l'angle cible et le couple cible.
Le cas échéant, créer une séquence de lots. Il est possible d'ajouter un ou plusieurs programmes de serrage dans une séquence de lots qui fonctionne comme une série de programmes de serrage. Une séquence de lots peut par exemple comporter un certain nombre de serrages à exécuter avec un programme de serrage ou une suite de programmes de serrage différents.
Affecter une tâche au poste de travail virtuel de l'outil. La tâche pourra être soit un programme de serrage, soit une séquence de lots, soit une entrée numérique spécifiée (provenant par exemple d'un lecteur de codes-barres).
Accéder à l’interface utilisateur du Logiciel IxB
Retirer le couvercle du port de connexion USB de l’outil.
Connecter l’outil au port USB du PC.
Ouvrir un navigateur web et saisir l’adresse de l’interface utilisateur du Logiciel IxB : 169.254.1.1.
Pour accéder à l’interface utilisateur sans fil, consulter les instructions dans le paragraphe Configurer un client sans fil.
Créer un programme de serrage
Aller à Serrage dans le menu accueil.
Sélectionner l'icône plus.
Dans la fenêtre Choisir le mode de fonctionnement, sélectionner Serrage.
Ouvrir la fenêtre Propriétés et saisir une Limite de couple maximum valide pour l’outil spécifique. Appuyer sur Entrée. Fermer la fenêtre Propriétés.
Ouvrir le panneau Étapes sur la droite et glisser-déposer les étapes pour créer un programme de serrage.
Définir les Dispositifs de surveillance et les Restrictions pour chaque étape le cas échéant et appuyer sur la touche Entrée.
Le programme de serrage doit comporter un programme de dévissage configuré.
Aller à Serrage dans le menu accueil.
Sélectionner l'icône plus.
Dans la fenêtre Choisir le mode de fonctionnement, sélectionner Dévissage.
Ouvrir la fenêtre Propriétés et saisir une Limite de couple maximum valide pour l’outil spécifique. Appuyer sur Entrée. Fermer la fenêtre Propriétés.
Ouvrir le panneau Étapes sur la droite et glisser-déposer les étapes pour créer un programme de dévissage.
Définir les Dispositifs de surveillance et les Restrictions pour chaque étape le cas échéant et appuyer sur Entrée.
Aller à Serrage dans le menu accueil et sélectionner un programme de serrage dans la liste.
Agrandir Propriétés en sélectionnant la flèche.
Dans Réglages généraux, sélectionner Programme de dévissage et choisir un programme de dévissage dans la liste. Appuyer sur Entrée.
Affecter une tâche au poste de travail virtuel
Aller à Outil avec contrôleur intégré dans le menu accueil.
Dans Poste de travail virtuel > Tâche sélectionner Choisir tâche.
Choisir un Programme de serrage dans la liste.
Utiliser l’onglet de serrage
Ce paragraphe décrit la stratégie de serrage Multistep et la manière de créer un programme de serrage.
Certaines fonctionnalités requièrent des licences distribuées à travers le Système de gestion des fonctionnalités (FMS). Alors que la configuration des fonctionnalités est possible sans licences spécifiques, l'attribution et l'utilisation de ces fonctionnalités nécessitent l'installation de la licence correcte sur l’outil.
Stratégie de serrage Multistep
Un serrage MultiStep est un serrage réalisé en plusieurs étapes. Le nombre et le type d'étapes varie selon le serrage à effectuer. Un programme de serrage Multistep est hautement configurable et peut inclure de nombreuses fonctions de surveillance et restrictions. Dix étapes en tout peuvent être ajoutées à un programme Multistep.
Les restrictions sont utilisées pour veiller à ce que le serrage s’arrête en cas d’événement inattendu. Par exemple, ces restrictions peuvent tester qu’un couple maximum prescrit n’est pas atteint ou que l’étape du serrage Multistep ne prend pas plus longtemps que prévu. Chaque étape peut contenir jusqu’à quatre restrictions. Chaque étape comporte des restrictions obligatoires et optionnelles. Les restrictions obligatoires sont incluses automatiquement lorsqu'une nouvelle étape est glissée et déposée dans le programme Multistep.
Des dispositifs de surveillance sont utilisés pour vérifier que le serrage a été effectué conformément aux spécifications. Il peut s’agir, par exemple, de limites d'angle ou de limites de couple. Chaque étape peut avoir jusqu’à huit dispositifs de surveillance. Chaque étape comporte des surveillances obligatoires et optionnelles. Les surveillances obligatoires sont incluses automatiquement lorsqu'une nouvelle étape est glissée et déposée dans le programme Multistep.
Interface utilisateur de configuration Multistep
L’interface utilisateur pour configurer un programme Multistep peut être divisée en trois zones principales :
En haut, vous trouverez un menu déroulant contenant les Propriétés du programme de serrage Multistep. Vous y trouverez des propriétés générales telles que le nom du programme, le dispositif de surveillance globale du programme et la validation qui peuvent être définies.
À droite, vous trouverez trois onglets contenant les Étapes, les Dispositifs de surveillance et les Restrictions pouvant être utilisés pour créer le programme Multistep. Pour utiliser l'un ou l’autre de ces éléments, sélectionner l'onglet approprié puis faites glisser l'élément de la liste vers la zone de serrage. Selon sa fonction, déposez l'article entre le début et la fin du programme (pour les étapes) ou sur une étape particulière (pour les dispositifs de surveillance et les restrictions).
La zone principale de l’interface utilisateur est composée de la zone de serrage. Il s’agit de la zone comprenant toutes les étapes du programme de serrage.
Paramètres d'étape
Les paramètres des étapes suivants sont communs à un grand nombre de types d'étapes. Les paramètres sont définis dans la fenêtre des propriétés d’étapes qui s’affichent lorsqu’une étape est sélectionnée dans le programme de serrage.
Paramètre | Description |
|---|---|
Nom | Nom de l’étape. |
Sens de rotation | Chaque étape de serrage peut aller vers l'avant, pour faire un serrage, ou vers l'arrière, pour desserrer légèrement la vis. Les flèches indiquent cette direction. De nombreuses étapes de serrage ont une direction vers l’avant qui ne peut pas être modifiée, comme par exemple Serrer à un angle donné ou Serrer à un couple donné. Les étapes telles que Desserrer à un angle donné ou Desserrer à un couple donné ont automatiquement une direction vers l’arrière. |
Catégorie d'étape | Pour chaque étape, il est possible de choisir une catégorie d’étape. En sélectionnant la catégorie d’étape, les serrages NOK s'afficheront dans la vue de résultats d'événements et s'accompagneront de statuts détaillés et d’informations correspondant à l’erreur Multistep en question. En l’absence de toute sélection, le statut détaillé sera configuré sur « erreur Multistep non catégorisée ». Les statuts détaillés peuvent être personnalisés. |
Fenêtre d'angle | Un assemblage est jugé Dur si la vis est serrée à son couple maximum et pivote de 30 degrés (ou moins) après avoir été bien serré. Un assemblage Élastique pivote de 720 degrés ou plus après avoir été serré à son point d’ajustement. Le paramètre de dureté définit la Fenêtre d'angle pour le calcul de la pente. Plus l’assemblage est rigide, plus la fenêtre d'angle est réduite. |
Montée en régime / Accélération (Disponible uniquement dans ToolsTalk 2) | Pour la plupart des étapes, il est possible de spécifier comment accélérer jusqu'au régime cible. Il existe trois réglages différents : dur, souple et manuel. L’accélération définie sera utilisée au démarrage de toute étape. Même si l'outil fonctionne déjà à un régime donné au début de l’étape, la montée en régime sera quand même utilisée pour accélérer jusqu’au régime cible de l’étape. Cela sera le cas même si le régime au début de l'étape est supérieur ou inférieur au régime cible |
Montée en régime - modes Dur et Souple |
|
Montée en régime - Mode manuel |
|
Utilisation des changements de régime | De 1 à 5 déclenchements d'angle ou déclenchements de couple peuvent être définis pendant une étape, lorsque le régime changera. Au sein d’une même étape, tous les déclencheurs de changement de vitesse sont basés sur la même propriété, c’est à dire soit le couple, soit l’angle. Ils ne peuvent pas être mélangés au sein d’une même étape. Les déclenchements d'angle ou déclenchements de couple doivent être inférieurs à l’étape cible, en fonction du type d’étape et du type de déclenchement. Le déclenchement de couple et le régime de couple valident également le couple maxi et le régime maxi de l’outil. Un indicateur d’avertissement ou d’erreur se manifeste chaque fois que les paramètre de changement de vitesse dépassent les valeurs maximales de l’outil ou les valeurs maximales de l’étape. Les déclenchements d'angle et déclenchements de couple doivent être inférieurs à l’étape cible, en fonction du type d’étape et du type de déclenchement. Le déclenchement de couple et le régime de couple valident également le couple maxi et le régime maxi de l’outil. Un indicateur d’avertissement ou d’erreur se manifeste chaque fois que les paramètre de changement de vitesse dépassent les valeurs maximales de l’outil ou les valeurs maximales de l’étape. Il est possible de forcer les étapes vers l’outil lorsqu’un programme de serrage comporte un avertissement, mais pas quand un programme de serrage comporte un indicateur d’erreur (défaut). |
Type de frein | Le comportement de freinage d'un programme de serrage Multistep peut être contrôlé à deux endroits possibles du programme : dans une étape précédant l'inversion du sens de serrage, et/ou au moment de la dernière étape du programme de serrage. À d'autres emplacements du programme de serrage, les paramètres de freinage ne sont pas disponibles dans les réglages généraux de l'étape. Le freinage peut être réglé sur Ergo stop ou Inertie. Inertie arrêtera complètement l'outil, alors que Ergo stop permettra un ralentissement plus ergonomique du serrage. L’Inertie ne comporte pas de paramètres supplémentaires. Paramètres Ergo stop :
|
Aperçu des étapes disponibles
Les étapes suivantes sont disponibles pour la création de programmes de serrage Multistep :
W – Attendre
Dans cette étape, l’outil attend pendant la durée spécifiée. L’outil n’est pas en rotation pendant la durée d’attente.
L'outil attend pendant une durée spécifiée. Si la fonction de maintien de la position est réglée sur Marche, l'outil reste en position au cours de la Durée d'attente.
SR - Désembectage de la douille
Cette étape fait fonctionner l'outil au régime n en sens inverse jusqu’à ce que l’angle cible soit atteint. L’angle cible est mesuré à partir du début du programme.
Cette étape peut seulement être utilisée comme étape finale du chemin de serrage d’un programme de serrage Multistep. Cependant, il est possible d’ajouter un point de synchronisation après cette étape.
Paramètre | Description |
|---|---|
Angle cible | La cible d’angle. Par défaut : 3º , doit être > 0 |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. Si vous sélectionnez Manuelle, le champ Montée en régime s’ouvre. |
Montée en régime | Si le type de montée en régime est sur Manuelle, ce champ s’ouvre. Par défaut : 500 tr/min. |
Vitesse | Par défaut : 60 tr/min. |
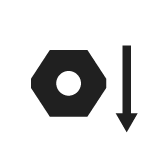
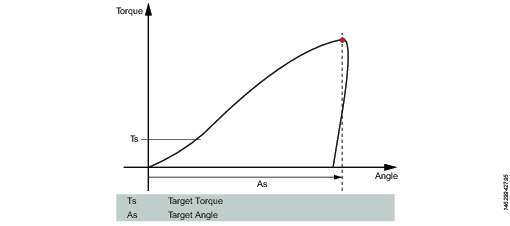
A – Serrer jusqu'à l’angle / Desserrer jusqu'à l’angle
A – Serrer à un angle donné
Cette étape fait fonctionner l'outil jusqu’à ce que l’angle cible soit atteint. L’angle cible est mesuré à partir du début du programme.
A – Dévisser à un angle donné
Cette étape fait fonctionner l'outil au régime n en sens inverse jusqu’à ce que l’angle cible soit atteint. L’angle cible est mesuré à partir du début du programme.
Paramètres
Paramètre | Description |
|---|---|
Angle cible | La cible d’angle. Doit être > 0. |
Vitesse | Par défaut : 60 tr/min. |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. Si vous sélectionnez Manuelle, le champ Montée en régime s’ouvre. |
Montée en régime | Si le type de montée en régime est sur Manuelle, ce champ s’ouvre. Par défaut : 500 tr/min. |
Frein (Valide uniquement pour les coffrets PF6 Flex et PF6 Stepsync). | Si Marche, l’outil sera arrêté lorsque la cible est atteinte. Si Arrêt, le programme ira directement à la prochaine étape sans arrêter l’outil. |
TrR - Desserrer pour déclencher le désembectage
Cette étape s’exécute en sens inverse jusqu'à ce que la gâchette de l'outil soit relâchée (dévisser). Elle ne peut être utilisée que comme dernière étape dans un programme.
Paramètre | Description |
|---|---|
Vitesse | Valeur numérique pour la vitesse de rotation ; en tr/min. |
Type de montée en régime | Liste des options où la montée en régime peut être choisie [Dure, Douce, Manuelle] |
TTTR - Serrer jusqu'au relâchement de la gâchette
Cette étape s’exécute jusqu'à ce que la gâchette de l'outil soit relâchée (serrer). Elle ne peut être utilisée que comme dernière étape dans un programme de serrage.
Paramètre | Description |
|---|---|
Vitesse | Valeur numérique pour la vitesse de rotation ; en tr/min. |
Type de montée en régime | Liste des options où la montée en régime peut être choisie [Dure, Douce, Manuelle] |
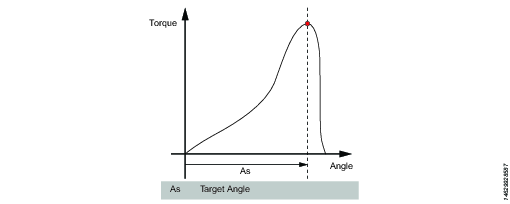
T - Serrer à un couple donné / Desserrer à un couple donné
T– Serrer à un couple donné
Cette étape fait fonctionner l’outil avec le régime programmé en sens avant jusqu’à ce que le couple cible soit atteint.
Paramètre | Description |
|---|---|
Couple cible | La cible de couple. Doit être > 0. |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. Si vous sélectionnez Manuelle, le champ Montée en régime s’ouvre. |
Vitesse | Par défaut : 60 tr/min. Doit être > 0. |
Montée en régime | Si le type de montée en régime est sur Manuelle, ce champ s’ouvre. Par défaut : 500 tr/min. |
Frein (Valide uniquement pour les coffrets PF6 Flex et PF6 Stepsync). | Si Marche, l’outil sera arrêté lorsque la cible est atteinte. Si Arrêt, le programme ira directement à la prochaine étape sans arrêter l’outil. |
T – Desserrer à un couple donné
Cette étape fait fonctionner l'outil au régime choisi en sens inverse. Pour que l’étape soit activée, le couple doit d'abord dépasser 110 % du Couple cible. Le Couple cible doit être réglé sur une valeur positive. Après avoir atteint le couple cible, l’étape est exécutée jusqu’à ce que le couple chute en-dessous du couple cible.
Paramètre | Description |
|---|---|
Couple cible | La cible de couple. Doit être > 0. |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. Si vous sélectionnez Manuelle, le champ Montée en régime s’ouvre. |
Vitesse | Par défaut : 60 tr/min. Doit être > 0. |
Montée en régime | Si le type de montée en régime est sur Manuelle, ce champ s’ouvre. Par défaut : 500 tr/min. |
Frein (Valide uniquement pour les coffrets PF6 Flex et PF6 Stepsync). | Si Marche, l’outil sera arrêté lorsque la cible est atteinte. Si Arrêt, le programme ira directement à la prochaine étape sans arrêter l’outil. |
T+A – Serrer au couple plus à l’angle
Cette étape fait fonctionner l'outil jusqu’à ce que le couple cible soit atteint. À partir de là, elle exécute un angle cible supplémentaire.
Paramètre | Description |
|---|---|
Couple cible | La cible de couple. Doit être > 0. |
Angle cible | La cible d’angle. Doit être > 0. |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. Si vous sélectionnez Manuelle, le champ Montée en régime s’ouvre. |
Montée en régime | Si le type de montée en régime est sur Manuelle, ce champ s’ouvre. Par défaut : 500 tr/min. |
Vitesse | Par défaut : 60 tr/min. |
Frein (Valide uniquement pour les coffrets PF6 Flex et PF6 Stepsync). | Si Marche, l’outil sera arrêté lorsque la cible est atteinte. Si Arrêt, le programme ira directement à la prochaine étape sans arrêter l’outil. |
T|A – Serrer au couple ou à l’angle
Cette étape fait fonctionner l'outil au régime n en sens avant jusqu’à ce que le couple cible ou l’angle cible soit atteint, en fonction du premier atteint. Les mesures du couple et de l’angle commencent au démarrage de l’étape.
Paramètre | Description |
|---|---|
Couple cible | Doit être > 0. |
Angle cible | Doit être > 0. |
Vitesse | Par défaut : 60 tr/min. Doit être > 0. |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. Si vous sélectionnez Manuelle, le champ Montée en régime s’ouvre. |
Montée en régime | Si le type de montée en régime est sur Manuelle, ce champ s’ouvre. Par défaut : 500 tr/min. |
Frein (Valide uniquement pour les coffrets PF6 Flex et PF6 Stepsync). | Si Marche, l’outil sera arrêté lorsque la cible est atteinte. Si Arrêt, le programme ira directement à la prochaine étape sans arrêter l’outil. |
T&A – Serrer au couple et à l’angle
L’outil fonctionne avec le régime spécifié en sens avant jusqu’à ce que le couple cible et l’angle cible soient atteints. Le couple cible et l’angle cible doivent être réglés sur > 0.
Paramètre | Description |
|---|---|
Couple cible | Doit être > 0. |
Angle cible | Par défaut : 0. Doit être > 0. |
Vitesse | Par défaut : 60 tr/min. Doit être > 0. |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. Si vous sélectionnez Manuelle, le champ Montée en régime s’ouvre. |
Frein (Valide uniquement pour les coffrets PF6 Flex et PF6 Stepsync). | Si Marche, l’outil sera arrêté lorsque la cible est atteinte. Si Arrêt, le programme ira directement à la prochaine étape sans arrêter l’outil. |
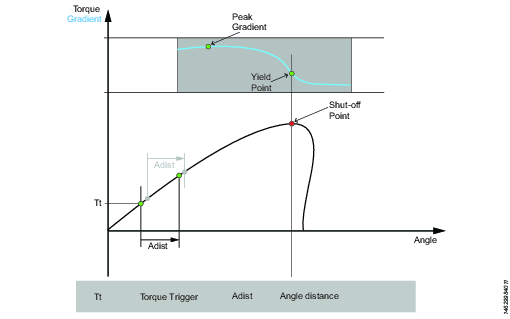
Y – Serrer à la limite d’élasticité
Cette stratégie fait fonctionner l’outil avec la vitesse en sens avant jusqu’à ce que la limite d’élasticité soit détectée. Pour trouver la limite élastique, on surveille la pente du couple dès que le couple dépasse le niveau du Couple de déclenchement, calculé à partir des mesures de couple et de distance de l’angle. Le paramètre de distance d'angle est réglé en fonction de la dureté spécifiée de l’assemblage.
Régler la Fenêtre d'angle de pente (pour les assemblages rigides, les assemblages élastiques ou la fenêtre d'angle). Si l’option Manuel est sélectionnée, la fenêtre d'angle doit être configurée. Un assemblage est jugé Rigide si la vis est serrée à son couple maximum et pivote de 30 degrés (ou moins) après avoir été serré à son point d’ajustement. Un assemblage Élastique pivote de 720 degrés ou plus après avoir été serré à son point d’ajustement. Le paramètre de dureté définit la Fenêtre d'angle pour le calcul de la pente. Plus l’assemblage est rigide, plus la fenêtre d'angle est réduite.
Paramètre | Description |
|---|---|
Fenêtre d'angle de pente | Spécifie la Fenêtre d'angle :
|
Fenêtre d'angle | Disponible lorsque la Pente de la fenêtre d'angle est réglée sur Manuel. Doit être > 0 et <= 100. |
Couple déclencheur | La mesure d'angle démarre avec ce déclenchement. Doit être >= 0 et < Couple maxi. de l'outil. |
Amortissement | Fréquence à laquelle la pente est calculée. Doit être > 0 et < 100 et < Fenêtre d'angle. |
Pourcentage de limite d'élasticité | Doit être >= 20 % |
Vitesse | Par défaut : 60 tr/min. Doit être > 0. |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. Si vous sélectionnez Manuelle, le champ Montée en régime s’ouvre. |
Type de filtre de couple | Le type de filtre :
|
Fréquence de coupure | Doit être spécifiée lorsque le Type de filtre de couple est défini sur Faible réussite :
|
Nombre d'échantillons | Doit être spécifiée lorsque le Type de filtre de couple est défini sur Moyenne changeante :
|
Frein (Valide uniquement pour les coffrets PF6 Flex et PF6 Stepsync). | Si Marche, l’outil sera arrêté lorsque la cible est atteinte. Si Arrêt, le programme ira directement à la prochaine étape sans arrêter l’outil. |
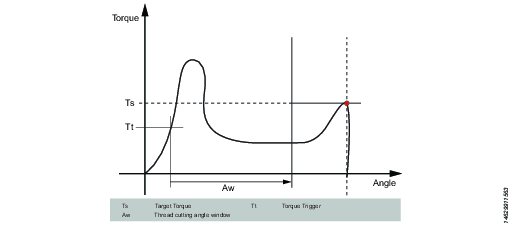
ThCT – Filetage au couple
La fonction Filetage au couple permet d'effectuer le serrage lorsque le couple d'approche requis est supérieur au couple Approche terminée, par exemple lors du serrage de fines couches de métal à l'aide de vis autofileteuses (ou autotaraudeuses). L’outil tourne vers l’avant jusqu'à ce que l'Angle de filetage (Aw) soit atteint. La fenêtre d’angle de filetage est mesurée à partir de l’instant où le couple dépasse le couple de déclenchement de filetage (Ttc) pour la première fois. À partir du moment où l’angle de filetage est atteint, l’étape se poursuit jusqu'à ce que le couple cible (Tt) soit atteint.
Paramètre | Description |
|---|---|
Couple cible | Doit être > 0. |
Fenêtre d'angle de filetage | Par défaut : 0. Doit être > 0. |
Couple déclencheur | La mesure d'angle démarre avec ce déclenchement. |
Vitesse | Par défaut : 60 tr/min. Doit être > 0. |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. Si vous sélectionnez Manuelle, le champ Montée en régime s’ouvre. |
Frein (Valide uniquement pour les coffrets PF6 Flex et PF6 Stepsync). | Si Marche, l’outil sera arrêté lorsque la cible est atteinte. Si Arrêt, le programme ira directement à la prochaine étape sans arrêter l’outil. |
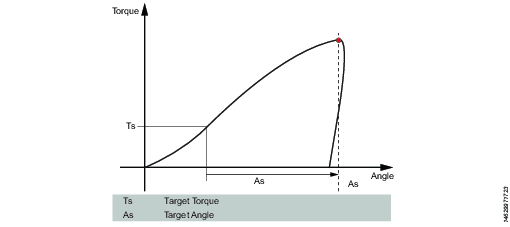
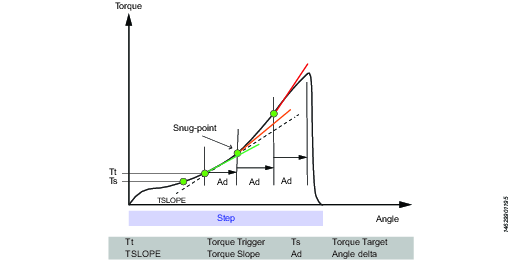
RD – Approche
La phase d'approche est la partie du serrage qui consiste à introduire la vis dans le filetage juste avant que la tête de la vis ne touche la surface sous-jacente et que le point d'ajustement soit atteint. Le couple requis pendant la phase d'approche n'engendre aucune force de serrage.
Cette étape fait fonctionner l'outil au régime en direction avant, et en fonction du Type d'approche, Couple ou de l’Ajustement, le comportement de l'étape sera le suivant :
Type d'approche : À un couple donné : L’étape s’arrête lorsque le couple cible spécifié est atteint.
Type d'approche : À un ajustement donné : Le calcul de la pente d'ajustement démarre au niveau du déclenchement de couple (Tt) spécifié. Si aucun déclenchement de couple n’est défini, le calcul de pente démarre au début de l’étape.
Le calcul de la pente s’effectue entre deux points d’angle séparés de Ad degrés et elle est calculée ainsi : (Tn – Tn-1) / (An – An-1) et dès que deux pentes consécutives sont plus grandes que la TSLOPE, le point d’ajustement est trouvé.
Paramètre | Description |
|---|---|
Type d'approche | Au couple donné ou À l’ajustement donné. |
Couple cible | Par défaut : « non défini ». Doit être > 0. |
Vitesse | Par défaut : 60 tr/min. Doit être > 0. |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. Si vous sélectionnez Manuelle, le champ Montée en régime s’ouvre. |
Montée en régime | Si le type de montée en régime est sur Manuelle, ce champ s’ouvre. Par défaut : 500 tr/min. |
Couple déclencheur | Si le Type d'approche est À l’ajustement donné, le champ Couple de déclenchement s’affiche. Par défaut : « non défini ». Doit être > 0. |
Angle delta | Si le Type d'approche est À l’ajustement donné, le champ Angle delta s’affiche. Par défaut : « 0 » Doit être > 0. |
Rapport de couple | Si le Type d'approche est À l’ajustement donné, le champ Rapport du couple s’affiche. Par défaut : « 0 » Doit être > 0. |
Frein (Valide uniquement pour les coffrets PF6 Flex et PF6 Stepsync). | Si Marche, l’outil sera arrêté lorsque la cible est atteinte. Si Arrêt, le programme ira directement à la prochaine étape sans arrêter l’outil. |
Engager (E)
Cette étape fait fonctionner l’outil dans les deux sens jusqu’à ce que la douille s’engage sur la vis. L’étape se poursuit jusqu’à obtention du Couple cible ou de l’Angle cible, dans la mesure où Continuer si non engagé est réglé sur Oui. Si l’angle cible est atteint dans n’importe quel sens, le sens est inversé. Pour limiter le nombre de recherches effectuées, renseigner le champ Tentatives d’engagement maxi. Si le Couple cible est atteint dans n’importe quel sens, l’étape prend fin avec le statut OK.
Ext - Résultat externe
Résultat externe est une stratégie utilisée quand un serrage OK est indiqué par un signal numérique externe (et non par des valeurs de couple ou d’angle mesurées au cours du serrage). Ce signal externe peut être fourni par tout moyen capable de fournir un signal numérique dans l’outil.
Lorsque le signal est envoyé, la vue des résultats (données enregistrées) affichera la valeur du paramètre cible fourni dans le programme de serrage (valeur du couple de serrage spécifié, valeur de l’angle ou chaîne de texte). Ces valeurs (couple et angle) ne représentent pas les valeurs réelles mesurées, mais seulement le texte inséré.
Paramètre | Description |
|---|---|
Couple <Couple cible> | Valeur numérique pour la valeur de couple cible affichée. Par exemple, un signal pourrait provenir d’une clé à cliquet et afficher <Couple cible>. |
Angle <Angle cible> | La valeur numérique pour la valeur désirée de l’angle cible affichée. Par exemple, un signal pourrait provenir d’une clé à cliquet et afficher <Angle cible>. |
Texte | Chaîne alphanumérique pour le texte affiché désiré. Par exemple : « L'huile a été changée ». |
Les étapes suivantes ne sont pas compatibles :
Étiquette de l’étape | Nom |
|---|---|
DI | Exécuter jusqu'à entrée numérique - S/O |
DT | Serrer au DynaTork donné - S/O |
MWR | Clé dynamométrique - S/O |
WP | Production de la clé - S/O |
WQ | Qualité de la clé - S/O |
C | Embrayage - S/O |
CL | Dévissage de l'embrayage - S/O |
TM | Serrer au couple donné manuel - S/O |
Aperçu des dispositifs de surveillance des étapes disponibles
Les dispositifs de surveillance des étapes sont utilisés pour vérifier que le serrage a été atteint conformément aux spécifications, telles que les limites d’angle et le couple, par exemple. Chaque étape comporte des surveillances obligatoires et optionnelles. Les surveillances obligatoires sont incluses automatiquement lorsqu'une nouvelle étape est glissée et déposée dans le programme Multistep. Les dispositifs de surveillance facultatifs sont flexibles et peuvent être ajoutés selon les besoins du programme Multistep. Chaque étape peut comporter jusqu’à huit dispositifs de surveillance.
Les dispositifs de surveillance de l’Angle et duCouple crête sont ajoutés automatiquement à chaque étape dans un programme de serrage Multistep.
A – Angle
Ce dispositif de surveillance d’une étape mesure l’angle maximum atteint au cours de la surveillance et vérifie qu’il se trouve entre la Limite haute et la Limite basse. La mesure d’angle commence au début de la surveillance ou, si spécifié, au moment où le couple dépasse le Couple de déclenchement pour la première fois au cours de la surveillance.
Paramètre | Description |
|---|---|
Type | Quatre types d'angle sont disponibles : Angle de crête (par défaut), Angle au couple de crête, Angle de coupure et Angle final. |
Couple de déclenchement | La mesure d'angle démarre avec ce déclenchement. |
Limite basse | Angle le plus faible acceptable. |
Limite haute | Angle le plus haut acceptable. |
YA – Angle à partir de la limite élastique (Angle from Yield)
Ce dispositif de surveillance mesure l’angle de crête atteint depuis le point de limite d’élasticité et contrôle que l’angle de crête est compris dans la limite.
Ce dispositif de surveillance d’étape n’est pas disponible pour les outils STB.
Paramètre | Description |
|---|---|
Fenêtre d'angle de pente | Spécifie la Fenêtre d'angle :
|
Fenêtre d'angle | Disponible lorsque la Pente de la fenêtre d'angle est réglée sur Manuel. Doit être > 0 et <= 100. |
Pourcentage de limite d'élasticité | Doit être >= 20 % |
Couple déclencheur | La mesure d'angle démarre avec ce déclenchement. Doit être > 0 et < Couple maxi. de l'outil. |
Amortissement | Fréquence à laquelle la pente est calculée. Doit être > 0 et < 100 et < Fenêtre d'angle. |
Limite basse | Angle le plus faible acceptable. Doit être >= 0 |
Limite haute | Angle le plus haut acceptable. Doit être > 0 |
Type de filtre de couple | Le type de filtre :
|
Fréquence de coupure | Doit être spécifiée lorsque le Type de filtre de couple est défini sur Faible réussite :
|
Nombre d'échantillons | Doit être spécifiée lorsque le Type de filtre de couple est défini sur Moyenne changeante :
|
MT - Couple moyen (Mean Torque)
Ce dispositif de surveillance mesure le couple moyen pendant la surveillance et vérifie que les valeurs calculées ne sortent pas des limites.
Paramètre | Description |
|---|---|
Type | Spécifie la condition de démarrage :
|
Déclenchement couple | Disponible lorsque Type est réglé sur Couple déclencheur, Déclenchement d'angle ou Fenêtre d'angle. Doit être >= 0 et < Couple maxi. de l'outil. |
Déclenchement d'angle | Disponible lorsque Type est réglé sur Déclenchement d'angle ou Fenêtre d'angle. Doit être > 0. |
Fenêtre d'angle | Disponible lorsque Type est réglé sur Fenêtre d'angle. Doit être > 0.
|
Intervalle de durée | Disponible lorsque Type est réglé sur Intervalle de durée. Doit être > 0. |
Limite basse | Couple le plus faible acceptable. |
Limite haute | Couple le plus haut acceptable. |
PT – Couple de crête (Peak Torque)
Ce dispositif de surveillance d’une étape mesure le couple maximum atteint au cours de la surveillance, y compris tout dépassement, et vérifie qu’il se trouve entre la Limite haute et la Limite basse.
Paramètre | Description |
|---|---|
Limite basse | Couple le plus faible acceptable. |
Limite haute | Couple le plus haut acceptable. |
PTCA - Angle post-filetage (Post Thread Cut Angle)
Mesure l'angle atteint pendant la surveillance et vérifie qu'il se situe entre les limites d'angle. Le niveau de Couple de déclenchement est ignoré jusqu'à ce que la fin de la fenêtre d'angle de filetage soit atteinte. Après cela, la mesure de l’angle démarre dès que le couple mesuré dépasse le couple de déclenchement. Le paramètre Condition d'arrêt indique à quel point la mesure de l’angle devrait s'arrêter.
Paramètre | Description |
|---|---|
Couple de déclenchement | Doit être >= 0 |
Fenêtre d'angle de filetage | Doit être > 0 |
Type de mesure d'angle | Angle de crête Angle au couple de crête Angle de coupure Angle de fin |
Couple de déclenchement de filetage | Doit être >= 0 |
Limite basse | Doit être >= 0 |
Limite haute | Doit être > 0 Doit être > Limite basse |
PTCPT – Couple de crête post-filetage (Post Thread Cut Peak Torque)
Mesure le couple maximum atteint pendant la surveillance, y compris tout dépassement, et vérifie qu'il se situe entre les limites de couple. Toutes les valeurs de couple sont ignorées jusqu'à ce que la fin de la fenêtre d'angle de filetage soit atteinte.
Paramètre | Description |
|---|---|
Couple de déclenchement de filetage | Doit être >= 0 |
Fenêtre d'angle de filetage | Doit être > 0 |
Limite basse | Doit être >= 0 |
Limite haute | Doit être > 0 Doit être > Limite basse |
PVTH – Couple moyen de traînée haut (Post View Torque High)
Ce dispositif de surveillance vérifie que toutes les valeurs de couple comprises dans la fenêtre d'angle se trouvent en-dessous de la limite.
Toutes les valeurs de couple de la Longueur de la fenêtre d'angle doivent être inférieures à la Limite haute. La fenêtre d'angle débute aux degrés de l'angle définis dans Angle de départ en sens inverse à partir du point de coupure. Ceci couvre alors les degrés d'angle définis dans Longueur de la fenêtre d'angle en sens inverse. Si le champ Angle de départ est vide, la fenêtre d'angle commence au point de coupure. Les valeurs de couple utilisées pour la surveillance sont basées sur la valeur moyenne du couple, calculée sur un Nombre d'échantillons. Si l’angle total de l’étape est inférieur à l’angle de départ plus la longueur de la fenêtre d'angle, le dispositif de surveillance indique NOK.
Paramètre | Description |
|---|---|
Angle de départ | Doit être >= 0 |
Longueur de fenêtre | Doit être <= 0 |
Nombre d'échantillons | 1 |
Limite haute | Couple le plus haut acceptable. |
PVTL – Couple moyen de traînée bas (Post View Torque Low)
Identique au dispositif de surveillance Couple moyen de traînée haut sauf que ce dispositif de surveillance vérifie que toutes les valeurs de couple de la Longueur de fenêtre d'angle sont supérieures à la Limite basse.
Paramètre | Description |
|---|---|
Angle de départ | Doit être >= 0 |
Longueur de fenêtre | Doit être <= 0 |
Nombre d'échantillons | 1 |
Limite basse | Couple le plus faible acceptable. |
PrT– Couple d'autofreinage (Prevailing Torque)
Le dispositif de surveillance calcule la valeur de couple mesurée dans la Longueur de fenêtre et vérifie qu’elle se trouve entre les limites de couple. La fenêtre d'angle débute aux degrés de l'angle définis dans Angle de départ en sens inverse à partir du point de coupure. Ceci couvre alors les degrés d'angle définis dans Longueur de la fenêtre d'angle en sens inverse. Si le champ Angle de départ est vide, la fenêtre d'angle commence au point de coupure. La valeur d'autofreinage calculée est la valeur de couple moyenne ou de crête (en fonction du paramètre réglé par l’utilisateur) au cours de la Longueur de la fenêtre. Les valeurs calculées sont sauvegardées en sous forme de données présentant les résultats d’Autofreinage mesuré. Si la Compensation de couple est réglée sur Marche, le couple d'autofreinage mesuré sera soustrait de toutes les valeurs de résultat du couple dans les étapes suivantes. Toute valeur de compensation de l’autofreinage calculée au préalable ne sera plus soustraite des valeurs de résultat du couple. Si Compensation de couple est réglé sur Non, aucune soustraction ne sera effectuée dans des étapes consécutives.
Si l’angle total de l’étape est inférieur à l’Angle de départ plus la Longueur de la fenêtre, alors le dispositif de surveillance indique NOK.
L’autofreinage peut être mesuré comme une moyenne des valeurs mesurées, ou au couple de crête. Pour choisir entre ces deux modes, régler le paramètre Utiliser la valeur sur Couple moyen (pour les valeurs moyennes), ou Couple crête (pour la valeur de crête).
Paramètre | Description |
|---|---|
Compensation du couple | Marche ou Arrêt. |
Angle de départ | Doit être > 0 |
Longueur de fenêtre | Doit être >= 0 |
Limite basse | Doit être > 0 |
Limite haute | Doit être >= 0 |
Utiliser la valeur | Couple moyen (pour les valeurs moyennes), ou Couple de crête (pour la valeur crête). |
SOT – Couple de coupure (Shut Off Torque)
Le point de coupure est le point où l'étape atteint sa cible. Le couple est mesuré au point de coupure et contrôlé pour vérifier qu’il se trouve bien entre la Limite haute et la Limite basse.
Paramètre | Description |
|---|---|
Limite basse | Couple le plus faible acceptable. |
Limite haute | Couple le plus haut acceptable. |
SOC – Courant de coupure (Shut Off Current)
Le point de coupure est le point où l'étape atteint sa cible. Le courant est mesuré au point de coupure et contrôlé pour vérifier qu’il se trouve bien entre la Limite haute et la Limite basse.
Paramètre | Description |
|---|---|
Limite basse | Courant le plus faible acceptable. |
Limite haute | Courant le plus haut acceptable. |
SSD - Détection de frottements saccadés (Stick Slip Detection)
Cette étape de dispositif de surveillance détecte et signale les effets de frottements saccadés au cours d’une étape. La détection s'effectue en comptant le nombre de fois où le couple tombe sous le Niveau du déclenchement. Si le nombre de fois est supérieur au Nombre maximum d'oscillations alors l'erreur de grippage est signalée Le dispositif de surveillance fonctionne dans deux modes différents, Dynamique ou Fixe. La différence entre les deux modes vient de la méthode de calcul du niveau de déclenchement.
Couple dynamique : Le Niveau de déclenchement est calculé de manière dynamique sous forme de Pourcentage du couple de crête du couple maximal actuel, lequel a été atteint jusqu'à présent au cours de la surveillance. La surveillance démarre dès que le couple dépasse le Couple de déclenchement.
Couple fixe : Le Niveau de déclenchement est le Couple de déclenchement fixe spécifié par l'utilisateur. Avec ce mode, le pourcentage n’est pas requis.
Si le couple n'atteint jamais le Couple de déclenchement, alors le dispositif de surveillance ne démarre pas, ce qui entraîne la présence d’un statut NOK.
Paramètre | Description |
|---|---|
Type | Spécifie quel type détection de grippage sera effectué lors du dispositif de surveillance de détection de grippage. Par défaut : Couple dynamique. |
Pourcentage de couple de crête | Par défaut : 80 %, il doit être >= 10 et < 100. |
Couple déclencheur | Par défaut : 5, il doit être >= 0 et < Couple maxi. de l'outil. |
Nombre maximum d'oscillations | Par défaut : 5, il doit être >= 3 et < 20. |
Ti – Temps (Time)
Mesure la durée écoulée pendant la surveillance et vérifie que celle-ci se situe entre les limites de temps. La mesure de la durée commence au début de la surveillance et, si le couple déclencheur est spécifié, au moment où le couple dépasse le Couple de déclenchement pour la première fois au cours de la surveillance.
Paramètre | Description |
|---|---|
Couple déclencheur | Doit être >= 0 et < Couple maxi. de l'outil. |
Limite basse | Doit être >= 0 |
Limite haute | Doit être > 0 Doit être > Limite basse |
TG – Pente du couple (Torque Gradient)
Ce dispositif de surveillance vérifie que la pente ne dépasse pas la limite.
Paramètre | Description |
|---|---|
Fenêtre d'angle de pente | Spécifie la Fenêtre d'angle :
|
Fenêtre d'angle | Disponible lorsque la Pente de la fenêtre d'angle est réglée sur Manuel. Doit être > 0 et <= 100. |
Vérification du point final | Si réglé sur Oui, seule la pente mesurée au point de coupure de l’étape est vérifiée et ne dépasse pas les limites. |
Couple déclencheur | La mesure d'angle démarre avec ce déclenchement. Doit être > 0 et < Couple maxi. de l'outil. |
Amortissement | Fréquence à laquelle la pente est calculée. Doit être > 0 et < 100 et < Fenêtre d'angle. |
Limite basse | Pente de couple la plus faible acceptable. Doit être >= -100. |
Limite haute | Pente de couple la plus haute acceptable. Doit être > -100 et > Limite basse. |
Type de filtre de couple | Le type de filtre :
|
Fréquence de coupure | Doit être spécifiée lorsque le Type de filtre de couple est défini sur Faible réussite :
|
Nombre d'échantillons | Doit être spécifiée lorsque le Type de filtre de couple est défini sur Moyenne changeante :
|
Décalage de l'angle | Disponible lorsque Vérification du point final est réglé sur Non. Spécifie les degrés qui lancent le calcul de la pente après que le couple déclencheur soit dépassé pour la première fois. |
TAW - Couple dans la fenêtre d'angle (Torque in Angle Window)
Ce dispositif de surveillance vérifie que toutes les valeurs de couple dans la fenêtre d'angle sont comprises dans les limites de couple.
Paramètre | Description |
|---|---|
Couple déclencheur | Doit être >= 0 |
Angle de départ | Doit être > 0 |
Longueur de fenêtre | Doit être <= 0 |
Limite basse | Doit être >= 0 |
Limite haute | Doit être > 0 Doit être > Limite basse |
NOK si la fenêtre est dépassée | Si réglé sur Oui, l’état de ce dispositif de surveillance est NOK si la fin de la fenêtre d'angle n’est pas atteinte. |
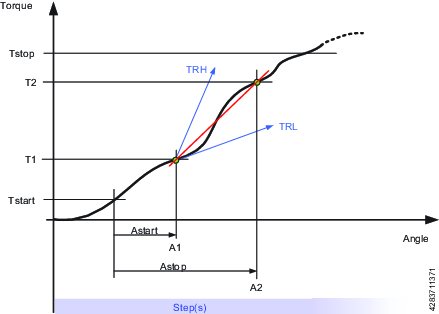
TRD – taux de couple et écart-type
Ce dispositif de surveillance d'étape mesure et contrôle le taux de couple, c’est à dire le rapport entre le couple et l’angle. Le dispositif vérifie ensuite que le taux de couple calculé se trouve dans les limites de taux de couple définies par la Limite haute et la Limite basse.
Paramètre | Description |
|---|---|
Couple déclencheur | Couple du point de départ de l'angle. |
Angle de point de départ | Lorsque Angle de point de départ a été mesuré depuis Couple de déclenchement, la mesure du couple démarre. |
Angle de point final | Point de l’angle auquel s'arrête la mesure du couple |
Couple de point final | Couple d'arrêt de la mesure du couple |
Limite basse | Couple le plus faible acceptable. |
Limite haute | Couple le plus haut acceptable. |
Limite | Doit être > 0 |
Tstart = Couple auquel AngleStart commence
Tstop = Couple auquel la mesure du couple est arrêtée.
Astart = Lorsque AngleStart a été mesuré à partir de TorqueStart la mesure du couple commence.
Astop = Point de l’angle auquel s'arrête la mesure du couple.
TRL = Limite basse
TRH = Limite haute
Les dispositifs de surveillance suivants ne sont pas compatibles :
Dispositif de surveillance | Description |
|---|---|
CL | Cliquer - S/O |
LD | Détection de dévissage - S/O |
Aperçu des restrictions des étapes disponibles
Pour veiller à ce que le serrage s'arrête si quelque chose d'inattendu se produit, il est possible d'ajouter des restrictions au programme de serrage Multistep. Par exemple, ces restrictions peuvent tester qu’un couple maximum prescrit n’est pas atteint ou que l’étape du serrage Multistep ne prend pas plus longtemps que prévu. Chaque étape est dotée de ses propres restrictions obligatoires et optionnelles. Les restrictions obligatoires sont incluses automatiquement lorsqu'une nouvelle étape est glissée et déposée dans le programme Multistep. Toutes les étapes peuvent contenir jusqu’à quatre restrictions.
Les restrictions suivantes sont automatiquement ajoutées à toutes les étapes ajoutées au programme de serrage :
Restriction d'étape | Étapes applicables |
|---|---|
Temps maximum | Tout |
Couple maximum |
|
Angle maximum |
|
CTh – Filetage faussé (Cross Thread)
Cette restriction vérifie l'angle à partir du point où le couple dépasse le Couple de départ (T1) et jusqu’au point où le couple dépasse le Couple de fin (T2). Si l'angle mesuré à partir du Couple de départ (T1) est supérieur à la Limite d'angle maximum(Amax), l'outil s'arrête immédiatement.
Lorsque le couple dépasse le Couple de fin (T2), l'angle mesuré est vérifié par rapport à la Limite minimum (Amin). Si l'angle mesuré est inférieur à cette limite, l'outil s’arrête immédiatement.
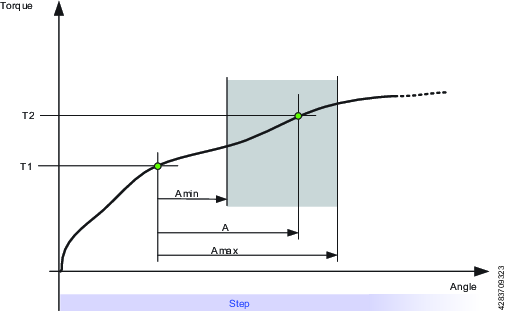
Paramètre | Description | Dans l’illustration |
|---|---|---|
Couple de départ | Doit être <= 0. | T1 |
Couple de fin | Doit être <= 0. | T2 |
Limite minimale | La limite d'angle basse. | Amin |
Limite maximum | La limite d'angle haute. | Amax |
A – Angle maximum
La restriction mesure l’angle. Si l'angle mesuré atteint la Limite maximale, l'outil s’arrête immédiatement. L'angle est mesuré à partir du début de la restriction ou, s’il est spécifié, à partir du point où le couple dépasse le Couple déclencheur pour la première fois au cours de la restriction.
Paramètre | Description |
|---|---|
Couple déclencheur | S’il est spécifié, il s'agit du couple à partir duquel l’angle est mesuré. |
Limite maximum | Si cette limite est atteinte, l'outil s'arrête immédiatement. |
T– Couple maximum (Maximum Torque)
Cette restriction surveille le couple. Si le couple mesuré dépasse la Limite maximale, l'outil s’arrête immédiatement.
Paramètre | Description |
|---|---|
Limite maximum | Si le couple atteint la limite spécifiée, l'outil s’arrête immédiatement. |
Ti – Temps maximum (Maximum Time)
Cette restriction surveille le temps. Si la Limite maximum est atteinte, l'outil s’arrête immédiatement.
Paramètre | Description |
|---|---|
Limite maximum | Si cette durée est écoulée, l'outil s'arrête immédiatement. |
Rh– Resserrage (Rehit)
Cette restriction surveille le couple. Si le couple mesuré dépasse le Couple de détection, l'outil s'arrête immédiatement et le programme passe directement à la fin du programme. Il est uniquement possible d’ajouter l’étape restriction Resserrage à la première étape d’un programme de serrage Multistep. Une fois la restriction Resserrage ajoutée à la première étape, il ne sera plus possible de déplacer l’étape vers un autre emplacement dans le programme de serrage. La restriction Resserrage doit être supprimée de la première étape afin de pouvoir la déplacer vers un autre emplacement dans le programme de serrage.
Paramètre | Description |
|---|---|
Couple de détection | Si le couple mesuré dépasse le Couple de détection, l'outil s'arrête immédiatement et le programme passe directement à la fin du programme. Doit être supérieure à zéro. |
RT– Couple d’annulation (Rescinding Torque)
Cette restriction vérifie le couple. Si le couple mesuré tombe en-dessous de la condition de la restriction, l'outil s'arrête immédiatement et le programme passe directement à la fin du programme. Il existe deux méthodes de Restrictions de couple d'annulation pour les processus d’asservissement Couple et Angle
Paramètre | Description |
|---|---|
Type | Processus d’asservissement Couple ou Processus d’asservissement Angle. Processus d’asservissement Couple : Les processus d’asservissement couple vérifient le couple. Si le couple mesuré tombe en-dessous de la Limite de couple d'annulation, l’outil s'arrête immédiatement et le programme passe directement à la fin du programme. Pour que cette restriction soit active le couple doit d'abord dépasser 110 % de la Limite de couple d'annulation Processus d’asservissement Angle : Cette restriction vérifie le couple maximum atteint lors de la restriction. Pour que cette restriction soit active le couple doit d'abord dépasser le Couple déclencheur. Si le couple mesuré tombe en-dessous du couple maximum pendant plus longtemps que la Durée du couple d'annulation, l’outil s'arrête immédiatement et le programme passe directement à la fin du programme. |
Limite de couple d'annulation | Par défaut : 10 Nm. Doit être > 0. |
TG – Pente du couple (Torque Gradient)
Cette restriction vérifie la pente. Si celle-ci se trouve en dehors des limites, l'outil s'arrête immédiatement et le programme passe directement à la fin du programme.
Paramètre | Description |
|---|---|
Fenêtre d'angle de pente | Spécifie la Fenêtre d'angle :
|
Fenêtre d'angle | Disponible lorsque la Pente de la fenêtre d'angle est réglée sur Manuel. Doit être > 0 et <= 100. |
Couple déclencheur | Doit être > 0 et < Couple maxi. de l'outil. |
Amortissement | Fréquence à laquelle la pente est calculée. Doit être > 0 et < 100 et < Fenêtre d'angle. |
Limite minimale | Doit être >= -100. |
Limite maximum | Doit être > -100 et > Limite basse. |
Type de filtre de couple | Le type de filtre :
|
Fréquence de coupure | Doit être spécifiée lorsque le Type de filtre de couple est défini sur Faible réussite :
|
Nombre d'échantillons | Doit être spécifiée lorsque le Type de filtre de couple est défini sur Moyenne changeante :
|
TAW - Couple dans la fenêtre d'angle
Le dispositif de surveillance vérifie que le couple mesuré dans la Longueur de la fenêtre d'angle se trouve entre les Limites de couple. Si le couple mesuré se trouve en dehors des limites, l'outil s'arrête immédiatement et le programme passe directement à la fin. La Longueur de la fenêtre d’angle commence à l’Angle de départ à partir du point où le couple a dépassé le Couple de déclenchement pour la première fois. Si le Couple de déclenchement n’est pas configuré, alors l’Angle de départ commence au début de la restriction.
Si la fin de la longueur de la fenêtre d'angle n’est pas atteinte, l’état de la restriction est NOK.
Paramètre | Description |
|---|---|
Couple déclencheur | Doit être >= 0 |
Angle de départ | Doit être >= 0 |
Longueur de fenêtre | Doit être > 0 |
Limite minimale | Doit être >= 0 |
Limite maximum | Doit être <= Limite minimum |
TCD - Couple et écart actuel
Cette restriction vérifie que toutes les mesures actuelles converties au couple correspondant sont au plus à l'Écart maximum du couple réel mesuré avec le capteur de couple. La restriction commence lorsque le couple atteint le Couple déclencheur pour la première fois au cours de l’étape et reste activée jusqu’à ce que l'étape atteigne sa cible.
Si Couple déclencheur n’est jamais atteint, le dispositif de surveillance indique OK.
Paramètre | Description |
|---|---|
Couple déclencheur | Doit être >= 0 |
Écart maximum | Par défaut : 1, doit être > 0 |
Propriétés du programme de serrage
Réglages généraux
Paramètre | Description |
|---|---|
Nom | Nom de programme Multistep défini par l'utilisateur. |
Sens du filetage | Sens des filetages, horaire ou antihoraire |
Programme de dévissage | Indiquer si un programme de desserrage est disponible. Choisir dans la liste de programmes de desserrage disponibles dans le logiciel. |
Type | Type de programme, serrage ou desserrage |
Démarrage du programme | Définir le niveau de couple pour générer un résultat. Si laissé vide, le résultat est généré chaque fois que l’outil est démarré ; sinon, le résultat n’est généré qu’à partir du niveau de couple défini. |
Compensation d'angle vrai | Les outils équipés d'un gyro peuvent mesurer la rotation de l'outil pendant le serrage. Si l'outil est mis en rotation pendant le serrage, la mesure de l'angle peut être corrompue. Ceci induit alors un défaut de serrage si le serrage est réalisé par rapport à des références d'angle. Avec Compensation d'angle vrai, l’outil peut compenser ces rotations et réaliser un serrage correct. Seuls les outils équipés d’un gyro ont la capacité de mesurer la rotation de l'outil. Compensation d'angle vrai n’est pas pris en charge par les outils ICB. Compensation d'angle vrai n’est pas pris en charge par les outils avec un crowfoot (Accessoire frontal à engrenage) installé. |
Dispositif de surveillance du programme
Paramètre | Description |
|---|---|
Angle | Activer ou désactiver la surveillance des angles pour l’ensemble du programme. Si Actif dans les étapes et Couple déclencheur sont vides, la surveillance de l’angle commencera au démarrage du programme. |
Actif dans les étapes | Règle une plage d'étapes pour laquelle la surveillance des angles est valide. Si aucune étape de fin n’est spécifiée, la surveillance de l’angle s’arrêtera à la dernière étape du programme qui n’est pas une étape de Désembectage de la douille. |
Type | Type de surveillance d’angle. Choisir entre :
|
Couple de déclenchement | Règle la valeur du couple de déclenchement pour la surveillance des angles. |
Limite basse | Règle la limite inférieure de surveillance des angles (programme) |
Limite haute | Règle la limite supérieure de surveillance des angles (programme) |
Restrictions de programme
Paramètre | Description |
|---|---|
Limite de temps maximum | Régler la durée en secondes. Cette restriction vérifie la durée totale de serrage. Si celle-ci dépasse la limite supérieure de temps, l'outil s'arrête immédiatement. Le temps est mesuré à partir du début du programme. |
Limite de couple maximum | Cette restriction vérifie le couple. Si le couple mesuré dépasse la limite supérieure de couple, l'outil s'arrête immédiatement. |
Validation
Au cours de la configuration des programmes de serrage, les valeurs saisies sont comparées aux valeurs que l'outil peut prendre pour éviter que les paramètres se trouvent hors des limites sélectionnées. Les valeurs maximales définies par l'utilisateur sont utiles si plusieurs outils sont employés.
Paramètre | Description |
|---|---|
Valider par rapport aux valeurs de l’outil | Marche: les valeurs saisies sont comparées aux valeurs de la capacité de l’outil Arrêt: aucune validation effectuée |
Outil | Indique l’outil avec lequel comparer les valeurs. |
Réglage accessoire
Le Réglage accessoire offre la possibilité de compenser les accessoires frontaux de l'outil. La compensation peut être réalisée pour chaque programme de serrage.
Un opérateur ne peut pas échanger des accessoires puis sélectionner un programme de serrage défini spécifiquement pour cet accessoire.
Paramètre | Description |
|---|---|
Utiliser le réglage accessoire | Oui ou Non |
Rapport d’engrenage | Le paramètre Rapport d'engrenage d'accessoire est requis pour la compensation de l'angle. Minimum : 0,5 Maximum : 3,6 Vitesse de rotation de prise d'outil = Vitesse de l'outil / rapport d'engrenage |
Réglage d'efficacité | Le rapport d'engrenage d'accessoire combiné au Réglage d'efficacité est nécessaire pour compenser le couple. Minimum : 0,5 Maximum : 1,0 Par exemple, 0,9 signifie 10% de perte d'efficacité |
Configurer un programme de serrage
Ajouter un programme de serrage
Aller à Serrage dans le menu accueil et sélectionner Bibliothèque de programmes MultiStep dans le volet de gauche.
Sélectionner l’icône plus et choisir le type de programme approprié dans la fenêtre contextuelle (serrage ou desserrage).
Continuer en ajoutant au programme de la zone de serrage des étapes, des dispositifs de surveillance et des restrictions.
Supprimer un programme de serrage
Aller à Serrage dans le menu accueil et sélectionner Bibliothèque de programmes MultiStep dans le panneau de gauche.
Sélectionner le programme de serrage Multistep à supprimer.
Dans le programme en lui-même, en bas à gauche, sélectionner Supprimer.
Confirmer en sélectionnant Oui dans la fenêtre contextuelle.
Créer un programme MultiStep
Pour créer un programme MultiStep, faire glisser et déposer des étapes, des dispositifs de surveillance et des restrictions dans la zone de serrage.
Les étapes ne peuvent être placées qu'entre les points de démarrage et de fin du programme, tandis que les dispositifs de surveillance ou de restriction ne peuvent être placés que sur les étapes.
Fonction | Description | |
|---|---|---|
Points de début et de fin |  | Points de début et de fin du programme Multistep. Toutes les étapes doivent être positionnées entre ces deux points. |
Ajouter une étape |  | Faites glisser une étape de la liste et déposez la dans la position désirée entre les points de début et de fin. |
Déplacer une étape |  | Cliquez sur une étape et faites-la glisser dans la position désirée |
Afficher les propriétés d’une étape |  | Cliquez sur l'étape pour révéler les propriétés |
Fermer les propriétés d’une étape |  | Cliquez n'importe où dans la zone de serrage pour fermer le menu propriétés |
Supprimer une étape |  | Ouvrez les propriétés de l’étape et cliquez sur Supprimer en bas du menu |
Ajouter une restriction/un dispositif de surveillance |  | Faites glisser une restriction/un dispositif de surveillance de la liste et déposez-le sur l’étape appropriée. |
Déplacer une restriction/un dispositif de surveillance |  | Cliquez sur l’icône (coche pour le dispositif de surveillance, panneau stop pour la restriction) et faites un glisser-déposer sur l'étape appropriée |
Afficher les propriétés des restrictions/dispositifs de surveillance |  | Cliquez sur l’icône restriction/dispositif de surveillance pour révéler le menu propriétés |
Fermer les propriétés des restrictions/dispositifs de surveillance |  | Cliquez n'importe où dans la zone de serrage pour fermer le menu propriétés |
Supprimer une restriction/un dispositif de surveillance |  | Ouvrez les propriétés de la restriction/du dispositif de surveillance et cliquez sur Supprimer en bas du menu |
Erreur d'étape |  | Lorsqu’une erreur de validation se produit au cours d’une étape, cette étape est marquée. Veuillez noter que lors de l'ouverture des propriétés d’une étape, le paramètre à l'origine de l’erreur est également marqué. |
Erreur de dispositif de surveillance/restriction |  | Lorsqu’une erreur de validation se produit dans un dispositif de surveillance ou une restriction, le dispositif de surveillance ou la restriction est marqué. Veuillez noter que lors de l'ouverture des propriétés d’une restriction/d’un dispositif de surveillance, le paramètre à l'origine de l’erreur est également marqué. |
Position interdite |  | Lorsqu’une position particulière (d’une étape, d’un dispositif de surveillance ou d’une restriction) n’est pas autorisée, l’icône de position ne s'affiche pas. |
Utiliser l'onglet Séquence de lots
Les séquences de lots sont utilisées pour exécuter un nombre précis de serrages dans un ordre spécifique.
L'ordre de serrage peut soit suivre un schéma fixe, soit être laissé au libre choix de l'opérateur. Dans tous les cas, les douilles ou des signaux peuvent être utilisés pour établir la communication entre l’outil et l’opérateur.
Un Lot est configuré pour exécuter un nombre spécifique de serrages consécutifs avec le même programme de serrage. Il faut spécifier un programme de serrage et une taille de lot pour pouvoir exécuter les lots.
Une Séquence de lots est un ensemble ordonné de lots, utilisé lorsqu’une opération nécessite une combinaison de lots/programmes de serrage.
Une séquence de lots peut comporter jusqu'à 99 lots, chaque lot pouvant gérer 99 serrages. Les lots d'une séquence de lots sont effectués dans l'ordre indiqué ou à l'aide d'un sélecteur à douilles permettant de choisir le lot à exécuter.
Une séquence de lots est terminée (et l'outil peut être verrouillé) lorsque :
Tous les serrages ont été terminés avec un résultat OK ou NOK.
Le signal Minuteur d'abandon de séquence met fin à la tâche. Les serrages non réalisés sont communiqués avec un résultat NOK.
Paramètres de séquence de lots
Le menu Séquence de lots affiche les détails d'une séquence de lots unique avec les élément de configuration suivants :
Nom : Nom de la séquence et numéro d’index.
Réglages : Réglages pour contrôler le flux et l'ordre des serrages.
Configuration des lots : Fonction pour créer la séquence de lots à partir des programmes de serrage individuels. Un lot est composé d'un programme de serrage (programme) unique qui est répété un certain nombre de fois.
Paramètre | Description |
|---|---|
Nom | Le nom de la séquence de lots est composé d'un numéro d'index associé à des caractères optionnels. La position de l'index ne peut être modifiée. Une nouvelle configuration reçoit le numéro d'index le plus bas possible. Le numéro d'index est important lors de l'utilisation de sources et de numéros d'identifiant devant faire partie du processus de sélection des tâches. |
Paramètre | Description | Valeur par défaut |
|---|---|---|
Verrouillage de l'outil sur séquence de lots terminée | Une séquence de lots est terminée lorsque le compteur de la séquence de lots est égal à la taille de la séquence de lots. On (Marche) : l'outil est verrouillé et il faut sélectionner un programme de serrage ou une séquence de lots pour continuer les serrages. Off (Arrêt) : lorsqu'elle est terminée, la séquence de lots est prête à être répétée. | Marche |
Ordre libre | Non : Les lots configurés seront exécutés dans l'ordre établi, à condition qu'ils aient été configurés pour exécuter des serrages. Si la douille a été spécifiée, le système demande la douille pour l'exécution du lot. Oui : Les lots configurés peuvent être exécutés dans n'importe quel ordre. L'opérateur doit indiquer au système le lot à exécuter en utilisant un sélecteur à douilles. Un lot est considéré comme terminé quand tous les assemblages ont été effectués. | Non |
Increment on NOK (incrément sur serrage incorrect) | Permet d'augmenter la valeur du compteur de lots même si le serrage est signalé comme incorrect. Pour que l'option Nombre maxi. de NOK consécutifs fonctionne (nombre maximum de fois où un boulon seul peut être serré), Incrément sur NOK doit être défini sur Non. Donner à ce paramètre la valeur Oui permettra à la séquence de passer au serrage suivant. | Non |
Max consecutive NOK (nombre maxi. de serrages incorrects consécutifs) | Le nombre maximum de serrages non OK (NOK) consécutifs correspond à un nombre défini maximum admis de serrages NOK consécutifs dans un lot. Si le Nombre maxi. de NOK consécutifs est atteint, l'évènementTrop de serrages incorrects (4020) est affiché. | 0 |
Décrémenter pour desserrage OK | Décrémente le compteur dans le lot actuellement activé. Un lot terminé ne peut pas être décrémenté. Jamais : Le paramètre est désactivé. Le compteur n'est pas décrémenté lors du desserrage dans le lot activé. Toujours : décrémente le compteur dans le lot activé lors du desserrage, si le serrage précédent était OK. Lorsque le serrage précédent était OK : décrémente le compteur lors d'un serrage dans le lot activé, indépendamment du résultat du serrage précédent. | Jamais |
Minuteur d'abandon de séquence | On (Marche) : la séquence de lots sélectionnée peut être abandonnée dans une limite de temps spécifiée. Off (Arrêt) : La séquence de lots sélectionnée ne peut être abandonnée. | Off (Arrêt) |
Abort time (temps d'abandon) | Temps en secondes. | 10 s |
Paramètre | Description |
|---|---|
Programme de serrage | Programme de serrage à utiliser avec le lot. |
Taille de lot | Nombre de serrages à exécuter dans le lot. Le nombre maximum de serrages dans un lot est de 99. La taille de lot 0 donnera au lot un nombre infini de serrages. |
Numéro d'identifiant | Lorsque l'on utilise un sélecteur à douilles, c'est cette position de douille qui est utilisée pour activer le lot. |
Ajouter un lot à une séquence de lots
Aller à Séquence de lots dans le menu accueil. L'espace de travail affiche une liste de séquences de lots.
Sélectionner l'icône plus dans le coin supérieur droit.
Donner un nom à la séquence de lots.
Sélectionner les paramètres correspondants dans les réglages.
Sélectionner Configuration des lots > Modifier.
Sélectionner un Programme de serrage pour le lot.
Saisir la Taille du lot, c’est-à-dire, le nombre de serrages constituant le lot.
Saisir un Numéro d'identifiant en option.
La nouvelle séquence de lots recevra la première place libre dans la liste des séquences. Si aucun emplacement n’est disponible, elle sera placée à la fin de la liste et recevra le numéro d'index le plus bas disponible. Il est impossible de modifier le numéro d'index afin de réorganiser l'ordre de serrage du lot.
Supprimer un lot dans une séquence de lots
Aller à Séquence de lots dans le menu accueil. L'espace de travail affiche une liste de séquences de lots.
Sélectionner la Séquence de lots à supprimer.
En bas de l’espace de travail, sélectionner le bouton Supprimer.
Lorsqu'un lot est supprimé de la séquence de lots, la séquence d'index est comprimée et mise à jour pour ne laisser aucun vide. Le numéro d’index de la séquence de lots supprimée sera assigné automatiquement à la prochaine séquence créée.
Utiliser l'onglet Sources
Les signaux externes utilisés comme tâches pour les serrages sont configurés dans le menu Sources. Les sources sont des accessoires ou des objets similaires connectés à un poste de travail virtuel. Deux types de tâches sources sont disponibles :
La tâche Serrage source : sert à sélectionner un programme de serrage unique.
La tâche Lot source est utilisée pour sélectionner une séquence de lots, c’est-à-dire, une série de programmes de serrage.
Serrage source
Les serrages sources lient un programme de serrage spécifique à un numéro d'identifiant. Lorsque le numéro d'identifiant est envoyé à l’outil (soit par un signal numérique externe soit, si l'on utilise un sélecteur à douilles, en prélevant la douille correspondante dans le sélecteur), le programme lié va s'exécuter indéfiniment jusqu'à l'envoi d'un signal différent (ou jusqu'au prélèvement d'une douille). Il n'y a pas de comptage des lots.
Pour relier des listes différentes au poste de travail virtuel, une tâche source doit être affectée au poste de travail virtuel. Dans le menu accueil, aller à Outil avec contrôleur intégré > Poste de travail virtuel et sélectionner Tâche > Modifier la tâche.
Propriétés du serrage source
Paramètre | Description |
|---|---|
Nom | Le nom donné au serrage source. |
Mode sélecteur | Mode de contrôle : Une source externe sélectionne un programme de serrage en demandant un numéro d'identifiant. Le numéro d'identifiant est lié à la douille correspondante dans le sélecteur et la sélection du programme de serrage s'effectue par prélèvement de la douille Mode de confirmation : Le sélecteur à douilles ne peut pas être utilisé comme source de contrôle. Dans ce mode, les numéros d'identifiant sont liés à la fois à un programme de serrage et à une douille spécifique (indiquée dans une colonne supplémentaire dans la liste). Lorsqu'un numéro d'identifiant est demandé (par un signal externe), la douille correspondante est appelée dans le sélecteur à douilles et le programme de serrage est activé lorsque l'opérateur prélève la douille (les autres douilles sont désactivées). Si aucune douille n'est spécifiée (c'est-à-dire 0 dans la colonne Douille), le programme de serrage est activé directement et l’état de la douille est ignoré. |
Nombre maxi. de NOK consécutifs par programme | Marche : Le lot avance même si un serrage NOK est effectué. Arrêt : Régler le nombre maxi. de NOK consécutifs pour le serrage. Le lot avancera seulement si un serrage réussi est effectué. |
Nombre maxi. de serrages NOK consécutifs | Réglez le nombre de résultats NOK consécutifs à autoriser. Si la valeur est définie sur 0, aucune vérification n'est effectuée pour les serrages NOK. Lorsque vous atteignez le maximum de NOK consécutifs, l’outil se verrouille et l'exécution de la séquence est interrompue. |
Contrôle de lot | Sélectionner la manière dont le serrage source doit être exécuté. Interne : Configurer le nombre de fois qu’un serrage source doit être répété. Externe : Configurez le nombre de fois qu'un serrage source doit être exécuté en utilisant Open protocol ou un protocole externe. Tout changement de configuration efface le serrage source pour recommencer à partir d'un état propre et connu (le nombre de lots dans le lot sera réinitialisé à 0). Les serrages en cours peuvent se terminer avant que les changements ne prennent effet. |
Configuration d'un serrage source
Aller à Sources dans le menu accueil et sélectionner Serrage dans le volet de gauche.
Sélectionner l'icône plus dans le coin supérieur droit.
Donner un nom au serrage source et sélectionner le Mode sélecteur (Contrôle ou Confirmation, selon les besoins).
Nombre maxi. de serrages NOK consécutifs peut être réglé par serrage source ou par programme individuel inclus dans le serrage source. Régler le paramètre Nombre maxi. de NOK consécutifs par programme sur Oui ou Non, en fonction de ce qui est requis :
Pour régler le nombre maxi. de NOK consécutifs par serrage source, régler Nombre maxi. de NOK consécutifs par programme sur Non. Régler la valeur dans le champ Nombre maxi. de NOK consécutifs.
Pour régler le nombre maxi. de NOK consécutifs par programme, régler ombre maxi. de NOK consécutifs sur Oui. Pour chaque programme dans la section Configuration du sélecteur d'identifiants, régler la valeur dans la colonne NOK maxi.
Par défaut, un seul numéro d'identifiant modifiable sera disponible lors de la création d'un nouveau serrage source. Au bas de l'écran, sélectionner l'icône plus pour en ajouter d'autres.
Attribution d'un numéro d'identifiant à chaque élément.
Si l'on utilise un sélecteur à douilles, les numéros d'identifiant correspondent aux positions du sélecteur à douilles, c’est-à-dire, le numéro d'identifiant 1 correspond à la douille numéro 1 dans le sélecteur à douilles.
Choisir un programme de serrage à lier à chaque numéro d'identifiant en sélectionnant une ligne et en choisissant un programme dans la liste des programmes de serrage.
Lot source
Configuration d'un lot source
Aller à Sources dans le menu accueil et sélectionner Serrage dans le volet de gauche.
Sélectionner l'icône plus dans le coin supérieur droit.
Donner un nom au lot source.
Donner au paramètre Abandon sur nouvel identifiant la valeur Oui si la lecture d'un nouvel identifiant doit provoquer l'abandon du scan précédent.
Sélectionner la Méthode d'identifiant (Chaînes pour le texte ou Numéro pour les valeurs numériques).
Si la Méthode d'identifiant est réglée sur Chaînes, poursuivre avec les étapes suivantes :
Définir Ordre libre sur Marche si les chaînes peuvent être analysées quel que soit l’ordre.
Les chaînes d’identifiants peuvent compter jusqu’à quatre chaînes différentes. Lorsque l’ordre libre est défini sur Arrêt, les chaînes doivent être analysées dans un ordre spécifique afin que le système reconnaisse la chaîne.
Si nécessaire, ajouter une chaîne d’identifiant en sélectionnant l’icône plus dans le paragraphe Configuration de la chaîne d’identifiant.
Sélectionner l’étiquette Nom pour la chaîne d'identifiant qui doit être modifiée. Dans la fenêtre contextuelle, les propriétés suivantes peuvent être indiquées par chaîne :
Nom - le nom de la chaîne
Longueur - la longueur de la chaîne Voir Combinaison des chaînes d'identifiant pour en savoir plus sur la concaténation de chaînes.
Positions significatives - les positions pertinentes dans la chaîne. Voir Positions significatives pour la lecture d'un code-barres pour en savoir plus sur les positions significatives.
Positions enregistrées - quelles positions doivent être enregistrées par le système. Voir Positions enregistrées pour en savoir plus sur les positions enregistrées.
Le numéro ID (1 à 4) de la fenêtre des propriétés de la chaîne ne peut pas être modifié, mais peut uniquement être utilisé pour naviguer entre les différentes chaînes.
Une erreur peut survenir lorsque Ordre libre est défini sur Marche, et que les longueurs des différentes chaînes sont dupliquées. La séquence numérisée n’active alors pas un programme de serrage. Pour remédier à cette erreur, définissez Ordre libre sur Arrêt, ou ajustez les longueurs de chaîne.
Sélectionner Modifier au bas du champ Configuration de la chaîne d'identifiant.
Dans la fenêtre Modifier, indiquer les chaînes (dans la colonne La chaîne contient) qui doivent être liées à telle ou telle séquence de lots (dans la colonne Active). Sélectionner l'icône plus au bas pour ajouter d'autres chaînes.
Les caractères génériques peuvent être utilisés en saisissant le « contenu de la chaîne ». Le(s) caractère(s) générique(s) peuvent être utilisés à toute position dans la chaîne. Aucune séquence de lots n’est activée en cas de résultat de correspondance ambigu.
Le caractère générique est un . (période)
Positions significatives
Les positions significatives servent à spécifier les caractères du code-barres qui doivent être lus lors de la reconstitution de la chaîne à comparer avec les chaînes prédéfinies. Le nombre de positions significatives doit correspondre au nombre de caractères contenu dans les chaînes prédéfinies.
Positions significatives pour la lecture d'un code-barres
Les positions dans la chaîne du code-barres sont associées à un nombre entre 1 et 1024. La première position de la chaîne est 1 et la dernière 1024.
Les positions significatives doivent être spécifiées en suivant les règles décrites dans le tableau ci-dessous.
Description | Positions significatives | Configuration valide | Chaîne de code-barres à comparer aux chaînes prédéfinies |
|---|---|---|---|
Positions significatives dans l'ordre | 1,2,3,7,8 | Ok | ABCGH |
Positions significatives dans un ordre facultatif | 7,1,2,3,8 | Ok | GABCH |
Plage de numéros | 1–3,7-8 | Ok | ABCGH |
Combiner des chaînes d'identifiant
La chaîne d'identifiant est utilisée pour la recherche de correspondance d’une combinaison contenant jusqu'à quatre chaînes venant d'un système de gestion de l'usine ou jusqu'à quatre entrées de scanner qui doivent être combinées en une seule et même chaîne.
Les boutons plus et moins gèrent le nombre de chaînes combinées. Les paramètres suivants sont disponibles :
Paramètre | Description |
|---|---|
Nom | La chaîne doit recevoir un nom. |
Longueur | La longueur de la chaîne doit être connue et saisie. Cette précision est importante parce qu'elle permet de combiner l'identifiant de chaîne correct. |
Positions significatives | Positions dans la chaîne combinée, séparées par une virgule, ou plages, séparées par un tiret, utilisées pour la recherche de correspondance. |
Positions enregistrées | Les positions séparées par des virgules ou plages des chaînes qui seront enregistrées dans le résultat. |
Les paramètres de début et fin de chaque ligne définissent les positions de chaîne individuelles dans la chaîne d’identifiant combinée, utilisées dans la prochaine étape du processus de correspondance.
La première partie du processus de sélection de la tâche à l'aide d'une chaîne d'identifiant comme entrée consiste à définir les positions qui doivent être utilisées dans la chaîne.
Saisir les positions significatives pour définir les positions à utiliser dans la chaîne d'identifiant pour la recherche de correspondance. Les positions doivent être séparées par une virgule ou par plage.
Positions enregistrées
Les positions enregistrées sont un champ dans lequel l'utilisateur peut indiquer les parties de chaque chaîne utilisée dans le lot source qui seront enregistrées et la façon dont elles seront représentées dans le journal. Dans ce champ, indiquer les positions de la chaîne qui doivent être enregistrées. Les positions peuvent constituer seulement des parties de la chaîne entière. Si le champ reste vide, la chaîne complète (concaténée) sera enregistrée. Le tableau ci-dessous montre quelques exemples de combinaisons de positions enregistrées.
Les valeurs des positions enregistrées sont séparées par des virgules (sans espaces) et les plages sont indiquées à l'aide d'un tiret.
Chaîne d'identifiant | Positions |
|---|---|
Chaîne 1 : 1234567 | 1-7 |
Chaîne 2 : abcdef | 8-13 |
Chaîne 3 : GHIJKL | 14-19 |
Chaîne 4 : 890 | 20-22 |
Positions enregistrées | Résultats enregistrés |
|---|---|
(vide) | 1234567abcdefGHIJKL890 |
1-3,9,11,15,20-22 | 123bdH890 |
8-12,1-7,19,20-21 seront automatiquement modifiées en : 1-12,19-21 | 1234567abcdeL89 |
Utiliser l'onglet Configuration
Les configurations de l’outil et de ses accessoires se font dans le menu Configurations.
Configuration de l'outil
Le paragraphe suivant décrit comment différentes fonctions de l’outil comme les LED et les boutons, peuvent être configurées.
1. Bouton de fonction
Le bouton de fonction sur l’outil peut être configuré pour contrôler jusqu’à six signaux d'entrée disponibles. Les trois états possibles du bouton sont combinés avec les deux états possibles du commutateur de sens.
Le bouton de fonction n'est pas disponible pour les outils ICB.
Aller à Configurations dans le menu accueil et sélectionner Configurations de l'outil > Modifier.
Sélectionner 1. Bouton de fonction > Modifier
Définir les paramètres, le cas échéant :
États du bouton de fonction
État du commutateur de sens
Appui
Sens horaire
Appui simple
Sens horaire
Appui double
Sens horaire
Appui
Sens anti-horaire
Appui simple
Sens anti-horaire
Appui double
Sens anti-horaire
Chacune des six combinaisons de signal d'entrée peut être affectée un des éléments suivants :
Élément
Abandonner la séquence
Acquittement évènements
Activer scanner de l’outil
Décrémentation du lot
Incrémentation du lot
Contournement de programme de serrage
Déverrouillage maître
Remise à zéro du lot
Réinitialisation de séquence de lots
Réinitialisation serrages incorrects trop nombreux
Sélection du numéro d'identifiant suivant
Sélection du numéro d'identifiant précédent
Déverrouiller l’outil à la fin
Déverrouiller l'outil sur désactivation
Définir les paramètres de l’Intervalle de détection :
Paramètre
Description
Valeur par défaut
Intervalle de détection d'appui
Pour l'appui simple : le temps d'appui maximum (en millisecondes) entre l'appui sur le bouton et le bouton relâché.
300 ms
Intervalle entre appuis
Pour l'appui double : le temps maximum (en millisecondes) entre le bouton relâché après le premier appui et un nouvel appui sur le bouton.
300 ms
2. Bague de LED
Les DEL d'outil présentent les caractéristiques suivantes :
La LED bleue est située à côté de la bague de LED. Un signal de sortie peut être appliqué à une LED et fournir un message à l'opérateur.
La bague de LED comprend un anneau rouge, un anneau jaune et un anneau vert. Les signaux de sortie peuvent être appliqués aux LED et fournir des messages pour l'opérateur.
Un indicateur de résultat utilise les bagues de LED. Les signaux de résultat de serrage peuvent être appliqués aux LED et fournir des messages à l'opérateur à la fin du serrage.
Un signal de sortie peut être du type Événement ou du type État.
Un signal d'état est actif aussi longtemps que l'état est actif.
Un signal d'événement est actif pendant une durée programmable.
LED bleue
La LED bleue est seule et émet un signal constant.
Sélectionner le signal qui doit être appliqué à la LED bleue à partir du menu contextuel.
Dans le cas d'un signal de type Événement, sélectionner la durée du signal.
Indicateur de résultat
Un modèle de configuration peut être sélectionné à partir d'un menu contextuel. Ce modèle peut être une combinaison de résultats de serrage.
Sélectionner le message qui doit être affiché à partir d'un menu contextuel.
Signal
Description
Néant
Aucune LED n'est activée après un serrage, quelque soit le résultat
Rouge:haut:jaune:bas
Si le serrage n'a pas été réalisé convenablement (NOK), une LED rouge indique que la valeur est trop élevée, ou une LED jaune que la valeur est trop faible.
Rouge:NOK:jaune:bas
Une LED rouge indique que le serrage n'a pas été réalisé convenablement (NOK). Une LED jaune supplémentaire peut indiquer que la valeur est trop basse.
Rouge:NOK
Une LED rouge indique que le serrage n'a pas été réalisé convenablement (NOK). Aucune LED supplémentaire n’apparaît.
Rouge:haut(Prio):jaune:bas
Si le motif du NOK est que Angle/Couple cible élevé a été atteint, l’indication élevée supprimera toute indication faible.
Sélectionner la durée du signal.
Une LED s'éclaire à la fin d'un serrage et la LED fait partie de la configuration de l'indicateur de résultat.
Une LED s'éteint à la fin d'un serrage et la LED ne fait pas partie de la configuration de l'indicateur de résultat.
Une LED s'éteint quand la durée maximum a été dépassée après qu'un serrage a été réalisé.
Une LED est éteinte quand le serrage suivant commence.
Une LED s'éteint et un autre motif de signal de LED prend place quand une configuration de bague de LED est activée par un signal de sortie.
Bague de LED
La bague de LED comporte trois anneaux de LED : rouge, jaune et vert. Chaque anneau peut être éclairé de manière constante ou intermittente. Au total, donc, six signaux peuvent être appliqués à la bague de LED.
Sélectionner le signal qui doit être appliqué à une LED de couleur donnée et sélectionner l’élément de l’entrée à partir du menu contextuel.
Dans le cas d'une entrée de type Évènement, sélectionner la durée du signal.
Une LED ne peut être allumée que si aucun serrage n'est en cours et que si le signal de sortie du coffret est activé.
Une LED est éteinte quand la durée maximum est dépassée. Cette condition s'applique uniquement si le type de signal est un Événement.
Une LED est éteinte quand le serrage suivant commence.
Une LED est éteinte quand le signal de sortie de contrôle est désactivé. Cette condition s'applique uniquement si le type de signal est un État.
3. Commutateur de sens
Le commutateur de sens de l'outil peut être configuré pour déclencher un signal d'entrée lorsque l'on bascule rapidement du sens horaire (CW) au sens antihoraire (CCW) et vice versa.
Aller à Configurations dans le menu accueil et sélectionner Configurations de l'outil > Modifier.
Sélectionner 3. Commutateur de sens > Modifier
Sélectionner Entrée et choisir un élément dans la liste.
4. Avertisseur sonore
L’avertisseur sonore peut être configuré pour émettre des sons différents. Les signaux de sortie peuvent être mappés sur chaque signal. Ils fournissent également une interface audio avec l'opérateur.
L'alarme sonore se configure en affectant un son à un signal sélectionné à partir de la liste des signaux disponibles. Un signal accompagné d'un son peut recevoir une priorité de 1 à 10, le chiffre 1 correspondant à la priorité la plus élevée et 10 à la plus basse. Par défaut, un signal et un son ont la priorité 5.
Il est possible d'établir une correspondance entre 20 signaux différents et un son et chaque son peut posséder son propre profil caractéristique avec les paramètres décrits dans le tableau ci-dessous. En présence de deux signaux simultanés, c'est celui de plus haute priorité qui prévaut.
Un signal de l'avertisseur sonore est émis jusqu'à sa fin et n'est pas interrompu par un signal de priorité plus élevée.
Aller à Configurations dans le menu accueil et sélectionner Configurations de l'outil > Modifier.
Sélectionner 4. Avertisseur sonore > Modifier
Sélectionner l'icône plus pour ajouter une nouvelle configuration de sons au tableau.
Définir les paramètres, le cas échéant :
Paramètre
Description
Priorité
10 niveaux de priorité différents sont disponibles pour les sons, le niveau 1 étant le niveau de priorité le plus élevé. Le niveau de priorité par défaut est le niveau cinq.
Fréquence (0 Hz, 400 Hz - 4000 Hz)
Fréquence exacte en Hz.
Durée de marche
Temps (en ms) pendant lequel l'alarme émet un son.
Temps d'arrêt
Temps (en ms) pendant lequel l'alarme est silencieuse.
Répétitions
Nombre de fois que l'alarme répète la séquence marche/arrêt.
Volume
Volume de l'alarme, en pourcentage du volume maximum.
Réglages généraux
| Description |
|---|---|
Temporisation d'inactivité | Marche : Pour économiser la batterie, il existe une option pour mettre l’outil hors tension automatiquement après une certaine période d’inactivité. Arrêt : L’outil ne s’éteindra pas pour cause d’inactivité. |
Temporisation d'inactivité | Durée en minutes. Saisir une valeur entre 1 et 1 440 minutes. |
LED frontale | On (Marche) : La LED frontale s’allume lorsque la gâchette de l'outil est actionnée. Off (Arrêt) : La LED frontale de l'outil sera toujours éteinte. |
Durée après relâchement de la gâchette | Durée de la LED frontale en secondes, en commençant lorsque la gâchette de l'outil est relâchée |
Condition de démarrage
La manière de démarrer l’outil peut être paramétrée via le réglage Source de démarrage. La valeur par défaut est Gâchette seule.
Élément | Description |
|---|---|
Gâchette uniquement | Appuyer sur la gâchette de l'outil pour démarrer le serrage. |
Gâchette de sécurité | Deux gâchettes (comme avec l'option gâchette et poussée) activées dans les 500 ms l'une de l'autre pour démarrer le serrage. |
Bus d'accessoires
Les accessoires d'outils sont connectés à l'outil à travers le bus d’accessoires.
Type d'accessoire | Description |
|---|---|
TLS Tag | Balise du système de localisation des outils utilisée pour fournir une signalisation de sortie pour l'opérateur. |
EHMI | Petit afficheur et boutons utilisés pour sélectionner des tâches ou des programmes en fonction de la configuration. |
Scanner | Lecteur de codes-barres. |
TLS Tag
La balise Tool Location System (TLS) est un accessoire d'outil. La balise TLS est installée sur l'outil et connectée au bus d'accessoires d'outil. La balise TLS fait partie du système de positionnement Ubisense et elle est gérée indépendamment de l’outil. Outre le positionnement, la balise TLS peut être utilisée pour fournir des informations à l'opérateur. Les signaux de sortie choisis peuvent produire différentes combinaisons de LED éclairées.
Il est possible d'établir une correspondance entre 10 signaux de sortie différents et une priorité lumineuse.
En présence de deux signaux simultanés, c'est celui de plus haute priorité qui prévaut. Si deux signaux de même priorité déclenchent une LED, le premier signal reçu prévaut.
Paramètre | Description |
|---|---|
Signal | À partir d'un menu contextuel, sélectionner le signal qui déclenche l'allumage de la DEL. Dans le cas d'un signal de type Événement, sélectionner la durée du signal. |
Couleur | Sélectionner la couleur de la LED. |
Priorité | 10 niveaux de priorité sont disponibles pour les sons, le niveau un (1) étant le niveau de priorité le plus élevé. Le niveau de priorité par défaut est le niveau cinq (5). |
Un signal de sortie peut être de type Événement ou de type État.
Un signal d'état est actif aussi longtemps que l'état est actif.
Un signal d'événement est actif pendant une durée programmable.
EHMI
L’EHMI est un accessoire d’outil. Il est installé sur l'outil et connecté au bus d'accessoires d'outil. Il possède un afficheur graphique, trois boutons de fonction et un scanner en option. L'écran est un sous-ensemble de l'IGU du Logiciel IxB donnant la possibilité de sélectionner des programmes de serrage ou des séquences de lots et de visualiser les résultats issus des serrages.
Dans la configuration de l'EHMI, il est possible de décider de l'état (Marche, Arrêt) des boutons de fonction.
Paramètre | Description |
|---|---|
Activer le bouton de fonction | Marche : Les boutons de fonction ont une fonctionnalité complète pour configurer les réglages dans les menus visibles. Arrêt : Les boutons de fonction ne peuvent être utilisés que pour accuser réception d'un échange avec l'EHMI. |
Scanner
Le Scanner est un accessoire d’outil. Il est installé sur l’outil et est connecté au bus des accessoires d'outil.
Dans la configuration du scanner, il est possible de décider si le scanner devrait avoir le mode passage sur Marche ou Arrêt.
Sélecteur à douilles
Le sélecteur à douilles est un plateau de douilles muni de LED qui aide l’opérateur à choisir la douille adaptée à la procédure de serrage, comme une séquence de lots, par exemple. Si l'on utilise plusieurs programmes de serrage, il est pratique d'utiliser un sélecteur. Lorsqu'une douille est prélevée, le programme de serrage correspondant est sélectionné.
Il est possible de connecter plusieurs sélecteurs à douilles au poste de travail virtuel.
Pour connecter le sélecteur à douilles au poste de travail virtuel, aller à Outil avec contrôleur intégré > Poste de travail virtuel > Accessoires et sélectionner Choisir les accessoires.
Pour configurer le sélecteur à douilles, consulter la Notice d'utilisation du Sélecteur à douilles.
Aller à Configurations dans le menu accueil et sélectionner Sélecteur à douilles dans le volet de gauche.
Donner un Nom à la configuration.
Sélectionner Modifier.
Sélectionner Ajouter ou Supprimer pour obtenir le nombre correct d’emplacements de douilles. Sélectionner tous les emplacements qui doivent être activés (indiqués en bleu).
Régler Contrôle sur Externe si la sélection de douilles doit être contrôlée par un système externe.
Module d'extension E/S
Pour configurer le sélecteur à douilles, consulter la Notice d'utilisation du Module d'extension E/S..
Aller à Configurations dans le menu accueil et sélectionner Module d'extension E/S dans le volet de gauche.
Configurer Entrées et Sorties, le cas échéant
Poste de travail virtuel général
Aller à Configurations dans le menu accueil et sélectionner Poste de travail virtuel général dans le volet de gauche.
Attribuer un nom à la configuration et sélectionner Modifier.
Dans le champ Filtre de résultats pour la création de rapports, placer le commutateur en position Marche pour les paramètres à inclure dans les résultats. Par défaut, tous les paramètres sont activés.
Les paramètres suivants peuvent être réglés dans le champ Filtre de résultats pour la création de rapports :
Dévissage
Incrémentation du lot
Décrémentation du lot
Remise à zéro du lot
Contournement de programme de serrage
Abandonner la séquence
Réinitialisation de séquence de lots
Dans les Paramètres de serrage, configurer le moment où le desserrage doit être désactivé et le moment où le serrage doit être désactivé après un serrage.
Paramètre
Description
Déverrouiller l’outil sur desserrage
Arrêt, sur OK, Toujours
Désactiver le desserrage
Arrêt, sur serrage OK, sur serrage NOK, Toujours
Désactiver le serrage
Arrêt, sur serrage OK, sur serrage NOK, Après chaque serrage
Utiliser l'onglet Outil avec contrôleur intégré
Poste de travail virtuel
Un poste de travail virtuel est une abstraction logicielle d'un coffret. L'outil IxB comprend un contrôleur intégré avec un poste de travail virtuel connecté. Différentes configurations peuvent être affectées au poste de travail virtuel, selon les besoins. Il est possible de sélectionner une tâche, d'affecter des configurations d'accessoires et de définir les paramètres de protocole de communication.
La tâche sélectionnée peut être soit l'exécution d'un programme de serrage, soit l'exécution d'une séquence de lots, soit l'activation de la tâche à l'aide d'une source configurée dans le menu Sources. La tâche peut être surveillée et le résultat de la tâche peut être présenté avec les éventuels évènements qui peuvent s'être produits pendant l'opération.
Modifier un Type de licence
Aller à Outil avec contrôleur intégré dans le menu accueil et sélectionner Logiciel dans le volet de gauche.
Sélectionner le type de Poste de travail virtuel dans le champ Licence.
Sélectionner un nouveau type dans la liste.
Le cas échéant, sélectionner Fonctionnalités>Modifier pour ajouter des licences pour des fonctionnalités individuelles.
Affecter une tâche à un Poste de travail virtuel
Aller à Outil avec contrôleur intégré dans le menu accueil et sélectionner Poste de travail virtuel dans le panneau de gauche. Sélectionner Choix de la tâche ou Modifier la tâche dans le menu Tâche.
Sélectionner un des onglets suivants :
Programme de serrage : Affiche une liste de programmes de serrage disponibles dans l’outil.
Lot : Affiche une liste de séquences de lots disponibles dans l’outil.
Sources : Affiche une liste de tâches sources disponibles dans l’outil.
Sélectionner une tâche dans la liste.
Le nom de la tâche est mis à jour dans le champ Tâche.
La sélection de la tâche à l'aide de sources, de numéros d'identifiant / chaînes d'identifiant est décrite en détail dans le paragraphe Sources.
Configurer le mode manuel dans le Poste de travail virtuel
Le mode manuel pour le poste de travail virtuel est utilisé afin d’exécuter des tâches lorsque l’outil est en mode verrouillé. Dans les cas où l’outil est verrouillé pour une raison donnée (par exemple, parce que l’outil est en dehors de son empreinte TLS), il peut être nécessaire d’effectuer certaines tâches avec l’outil, telles que des travaux d’urgence. En configurant le mode manuel du poste de travail virtuel, les utilisateurs peuvent déterminer quels signaux sont envoyés lors de l’entrée en mode manuel (signaux entrants), quelle tâche peut être effectuée en mode manuel (tâche secondaire), et quels signaux sont envoyés lorsque l'on quitte le mode manuel (signaux sortants).
Comme les scénarios désirés peuvent varier d’un utilisateur à un autre (notamment en termes des signaux à envoyer à l’entrée et à la sortie et de la tâche à effectuer), le mode manuel est entièrement configurable pour chaque poste de travail virtuel.
La configuration se compose de trois éléments : les signaux d’entrée, les signaux de sortie et la tâche secondaire (Remarque : par tâche primaire, nous entendons la tâche « automatique » assignée au poste de travail virtuel dans Tâche).
Aller à Outil avec contrôleur intégré dans le menu accueil et sélectionner Poste de travail virtuel dans le panneau de gauche. Sélectionner Instaurer le mode manuel dans le champ Tâche.
Sélectionner Choix de la tâche ou Modifier la tâche dans le champ Tâche secondaire. Ce champ détermine la tâche à exécuter en mode manuel.
Si aucune tâche secondaire n'est définie, la tâche principale sera utilisée pendant le mode manuel.
Tous les types de tâches (serrage, séquence de lots, source) peuvent être configurés pour la tâche primaire comme la tâche secondaire.
Définir les signaux entrants à envoyer en sélectionnant l'icône plus au bas du paragraphe Entrant.
Définir les signaux sortants à envoyer en sélectionnant l'icône plus au bas du paragraphe Sortant. Voir les paramètres des signaux de sortie ci-après.
Il existe une limite de 99 signaux pouvant être définis pour l'entrée et la sortie.
Signaux entrants et sortants
Les paramètres destinés aux signaux entrants et sortants sont les mêmes.
Il existe deux types de signaux : le type booléen et le type entier ou chaîne. Pour les signaux de type booléen, on utilise un commutateur tout-ou-rien (vrai/faux). Pour les signaux de type entier ou chaîne, on utilise un champ de texte dans lequel le signal (E/S) ou la chaîne peuvent être saisis.
Signal | Type | Valeur par défaut |
|---|---|---|
Abandonner la séquence | Booléen | Arrêt |
Acquittement évènements | Booléen | Arrêt |
Activer scanner de l’outil | Booléen | Arrêt |
Effacer les résultats | Booléen | Arrêt |
Désactiver les commandes Open Protocol | Booléen | Arrêt |
Surveillance externe [1-8] | Booléen | Arrêt |
DEL verte outil clignotante (protocole externe) | Booléen | Arrêt |
Reset all identifier (Réinitialiser tous les identifiants) | Booléen | Arrêt |
Remise à zéro du lot | Booléen | Arrêt |
Réinitialisation de séquence de lots | Booléen | Arrêt |
Réinitialisation relais bistable | Booléen | Arrêt |
Reset latest Identifier (Réinitialiser dernier identifiant) | Booléen | Arrêt |
Réinitialisation serrages incorrects trop nombreux | Booléen | Arrêt |
Instauration relais bistable | Booléen | Arrêt |
Déverrouiller l’outil à la fin | Booléen | Arrêt |
Déverrouiller l'outil sur désactivation | Booléen | Arrêt |
Open Protocol
Dans Protocoles dans le menu Poste de travail virtuel, on trouvera une liste des protocoles de communication disponibles selon la licence actuellement utilisée. L'Open Protocol est disponible pour toutes les licences.
Pour accéder aux fonctionnalités par le biais de l'Open Protocol, il est nécessaire de définir un port unique pour le poste de travail virtuel.
Aller à Outil avec contrôleur intégré dans le menu accueil et sélectionner Logiciel dans le volet de gauche.
Placer le commutateur Open Protocol en position Marche.
Saisir le numéro du Port serveur.
Saisir la valeur de l’Index API.
L’Index API sert à mapper l'emplacement de la mémoire partagée où les commandes Open Protocol seront écrites. La valeur par défaut est 1, mais il est possible de saisir des valeurs entre 1 et 6
Choisir l'action à appliquer en cas de perte de la connexion avec le client.
Le réglage Déconnexion contrôle l'action appliquée lorsqu'une erreur de connexion se produit :
Néant - le programme de serrage continue normalement.
Verrouillage de l'outil activé haut - L'outil se verrouille après avoir terminé normalement le serrage en cours.
Désaffecter la tâche - Le serrage est abandonné après la fin de la tâche en cours. Sauf pour les programmes de serrage simples ou les séquences de lots dans lesquelles la tâche sera supprimée à la fin de l'opération.
Toujours verrouiller l'outil - L'outil se verrouille après avoir terminé normalement le serrage en cours, indépendamment du résultat..
Définir Utiliser compteur sur Oui ou Non, en fonction de ce qui est requis.
En réglant le compteur sur Oui, le compteur compte tous les serrages dans une séquence et envoie ce nombre aux systèmes secondaires.
Sélectionner le programme de desserrage MID2500 et sélectionner un programme de desserrage MID2500 dans la liste
Sélectionner Appliquer.
Choix des accessoires
Aller à Outil avec contrôleur intégré dans le menu accueil et sélectionner Logiciel dans le volet de gauche.
Sélectionner Choix des accessoires dans le champ Accessoires.
Choisir l’accessoire à connecter, Sélecteur à douilles, Scanner ou Module d'extension E/S.
Dans la colonne Configuration (à gauche), sélectionner la configuration à utiliser avec l’accessoire.
Dans la colonne Accessoires connectés (à droite), sélectionner l’accessoire à utiliser.
Aller à Outil avec contrôleur intégré dans le menu accueil et sélectionner Logiciel dans le volet de gauche.
Sélectionner Choix des accessoires dans le champ Accessoires.
Dans la Liste des accessoires affectés, sélectionner l’icône moins à côté de l’accessoire à supprimer.
Outil
Voir les informations de l'outil
Aller à Outil avec contrôleur intégré dans le menu accueil et sélectionner Logiciel dans le volet de gauche.
Agrandir le champ Informations sur l'outil pour consulter les informations suivantes :
Informations
Description
Modèle
Dénomination du modèle d'outil
Vitesse maxi.
Vitesse de rotation maximale de l'outil (tr/min).
Rapport d’engrenage
Rapport entre vitesse angulaire de l'engrenage d'entrée et vitesse angulaire de l'engrenage de sortie.
Numéro de série
Le numéro de série de l'outil peut être nécessaire pour obtenir la nomenclature des pièces de rechange correctes ou les consignes d'entretien.
Couple maxi.
Couple maximal que l'outil peut utiliser pour un serrage.
Référence du produit
Numéro de produit de l'outil.
Santé
La vue Santé affiche des informations sur la température des outils..
La température de l'outil est surveillée en permanence. Les unités de température prises en charge sont les degrés Celsius (°C) et les degrés Fahrenheit (°F), les degrés °C étant l'unité par défaut. Il est possible de passer d'une unité à l'autre sans qu'un redémarrage de l’outil ne soit nécessaire. Lorsque la température du moteur de l'outil ou celle des circuits électroniques de l'outil dépasse la température maximale, l'outil est verrouillé et une alerte (2014) s'affiche. L'outil est à nouveau déverrouillé lorsque sa température s'abaisse sous la limite.
Aller à Outil avec contrôleur intégré dans le menu accueil et sélectionner Outil dans le panneau de gauche.
La température des circuits électroniques de l'outil et la température du moteur de l'outil apparaissent sous Santé.
Sélectionner l'une ou l'autre entrée pour accéder à une liste des pics de température accompagnés de leur horodatage.
Maintenance
L'outil stocke une périodicité d'entretien et compte le nombre de serrages qui peuvent être effectués avant qu'une maintenance ou une intervention d'entretien ne soient nécessaires.
Aller à Outil avec contrôleur intégré dans le menu accueil et sélectionner Logiciel dans le volet de gauche.
Agrandir le champ Maintenance. Les informations suivantes s’affichent :
Paramètre
Description
Dernier entretien
Date et heure de réalisation du dernier entretien. La date du Dernier entretien est programmée à l'atelier de réparation. La date du Dernier entretien est définie sur la date et heure actuelles si l'on appuie sur le bouton Remise à zéro du Compteur d'entretien
Total des serrages en service
Nombre total de serrages réalisé par l'outil depuis sa première utilisation. Cette valeur est disponible lors de l'entretien et restera inchangée jusqu'à la prochaine intervention d'entretien.
Serrages restants
Nombre total de serrages restant avant que la périodicité d'entretien ne soit atteinte.
Périodicité d'entretien
Nombre de serrages à effectuer entre deux interventions d'entretien. Peut être défini par multiples de 10 000.
Remise à zéro du compteur d'entretien
Réinitialisation du compteur Serrages restants et instauration de la date courante pour le Dernier entretien.
Définir une valeur dans le champ Périodicité d'entretien.
Le numéro de la Périodicité d'entretien ne peut être défini que par multiples de 10 000. Tout nombre autre qu'un multiple de 10 000 sera arrondi au multiple de 10 000 le plus proche.
Sélectionner OK
Pour activer l’alarme d’entretien, aller à Réglages > Alarmes > Maintenance et régler l’Indicateur d’alarme d’entretien sur Marche.
Étalonnage de l'outil
L'étalonnage de l'outil sert à contrôler l'adéquation d'un outil à un transducteur de référence.
La valeur d'étalonnage enregistrée dans la mémoire de l'outil est utilisée pour ajuster la valeur du couple donnée par le capteur de couple de l'outil. La valeur de couple correcte est ainsi affichée dans l’interface utilisateur. L’interface affiche la date à laquelle l'outil a été étalonné la dernière fois.
Préparation de l'étalonnage
S'assurer que l'outil est configuré pour effectuer un serrage. Configurer l'outil avec un transducteur de couple de référence, comme un STa6000, un STpad ou un banc JSB. Consulter le guide utilisateur du transducteur de référence de couple pour les instructions de configuration.
Choisir un programme de serrage avec un couple cible correspondant au serrage normalement utilisé avec l'outil.
La valeur d'étalonnage à utiliser pour l'outil se calcule à partir des relevés de couple de l’outil et du capteur de référence de couple en utilisant l'équation ci-dessous :

Aller à Outil avec contrôleur intégré dans le menu accueil et sélectionner Poste de travail virtuel > Outil > Étalonnage
Noter l'ancienne valeur d'étalonnage figurant dans le champ Valeur d'étalonnage : Principale.
Effectuer au moins trois serrages et utiliser les valeurs de couple de l’outil et du capteur de référence (ACTA ou similaire) pour calculer les valeurs moyennes de couple.
Calculer la nouvelle valeur d'étalonnage à l'aide de l'équation New calibration value (nouvelle valeur d'étalonnage).
Le cas échéant, saisir une nouvelle date dans le champ Date du prochain étalonnage.
Enregistrer la nouvelle valeur d'étalonnage dans la mémoire de l'outil en saisissant la valeur calculée dans le champ Valeur d’étalonnage : Principale et sélectionner Appliquer.
Une fois l'étalonnage terminé, effectuer un serrage pour vérifier que les nouvelles valeurs sont correctes.
Pour activer l’alarme d’étalonnage, aller à Réglages > Alarmes > Étalonnage et régler l’alarme d’étalonnage sur Marche.
Étalonner un outil à l’aide de STa6000 ou STpad
Exécuter l’Étalonnage QA avec le Sta6000 ou STpad
Aller au menu Outil avec contrôleur intégré et sélectionner Outil > Étalonnage QA.
Régler l’Étalonnage QA sur Marche.
Sélectionner le type de connexion à utiliser (TCP ou COM) et saisir le numéro de port.
Le port de communication par défaut est 4561.
Débuter l’étalonnage du STa6000/STpad. Le STa6000/STpad requiert des informations sur l'outil et le programme de serrage.
Les programmes de serrage unique ne peuvent pas être utilisés à des fins d’étalonnage. S'assurer de sélectionner un programme en lot.
Effectuez le serrage. Lorsque le dispositif d'étalonnage détecte un serrage, il demande le résultat du serrage à l’outil.
Répéter les étapes ci-dessus jusqu'à ce que tous les serrages du lot aient été effectués.
Une fois terminé, le STa6000/STpad crée un rapport et calcule une nouvelle valeur d’étalonnage pour l’outil.
Sélectionner Enregistrer dans le STa6000/STpad pour envoyer la nouvelle valeur d’étalonnage à l’outil.
Au cours de l'étalonnage, en cas de modification du programme de serrage ou de mise à jour de la séquence/du lot, l'étalonnage sera annulé.
Il n’existe aucune limite de taille de lot utilisée à des fins d’étalonnage. Cependant, le STa6000 ne peut afficher que deux chiffres pour la taille du lot. Par conséquent, le compteur du STa6000 affichera 00 pour 100.
Une fois l'étalonnage terminé, effectuer un serrage pour vérifier que les nouvelles valeurs sont correctes.
Réglage du moteur
Un réglage du moteur permet d'ajuster le module de commande du moteur de l'outil pour optimiser le rendement et minimiser les pertes.
Le réglage du moteur prend environ deux minutes. Au cours de ce processus, la broche va tourner dans le sens horaire (CW) et dans le sens anti-horaire (CCW).
Pour les outils configurés avec un accessoire frontal à engrenage (GFA) de type renvoi d'axe ouvert :
Retirer l’accessoire à renvoi d'axe ouvert de l'outil avant d'effectuer le réglage du moteur.
Aller à Outil avec contrôleur intégré dans le menu accueil et sélectionner Outil > Réglage du moteur.
Sélectionner Effectuer puis appuyer sur la gâchette de l’outil.
Suivre les instructions à l'écran et continuer à presser la gâchette de l'outil jusqu'à ce que le réglage fin du moteur soit terminé.
Si le réglage du moteur a réussi, un évènement OK s'affiche.
Si le réglage fin du moteur a échoué ou si la gâchette de l'outil a été relâchée avant que le réglage fin du moteur soit terminé, un évènement NOK s'affiche.
IAM
Le module d'application intelligent (IAM) est un stockage permanent implanté dans l’outil. Le module de stockage contient tous les programmes de l’outil, ses configurations et ses résultats.
Aller à Outil avec contrôleur intégré dans le menu accueil et sélectionner IAM.
Donner un Nom à l’outil.
Versions du logiciel
Deux version du logiciel peuvent être installées simultanément dans l’outil. L'installation d'une seconde version du logiciel est utile pour mettre à niveau plusieurs outils. Quand la production est prête à passer au logiciel mis à niveau, l'activation de la nouvelle version est effectuée depuis l’interface utilisateur du logiciel IXB ou avec ToolsTalk 2.
Le changement de version logicielle ne transfère pas les configurations de l’outil ni les programmes de serrage.
Activation du logiciel
L’outil peut stocker deux versions logicielles installées. En utilisant l'Activation du logiciel, il est possible de choisir la version logicielle à utiliser.
Aller à Outil avec contrôleur intégré dans le menu accueil et sélectionner Logiciel dans le volet de gauche.
Sélectionner Actuel ou Stocké dans la fenêtre Activation du logiciel.
L’outil est automatiquement redémarré pour l’activation soit effective.
Mettre à jour la version du logiciel
Aller au menu Outil avec contrôleur intégré et sélectionner Logiciel dans le volet de gauche.
Accéder au champ Mise à jour du logiciel et sélectionner PARCOURIR.
Sélectionner le fichier compressé contenant le logiciel applicable et suivre les instructions pour terminer l'installation.
Matériel
Aller à Outil avec contrôleur intégré dans le menu accueil. Sélectionner Matériel dans le volet de gauche.
Sélectionner Carte principale ou Module d’alimentation pour consulter le Numéro de série, la Référence et la Révision matérielle du matériel du module.
Exporter et importer les configurations
Les fonctions d'exportation et d'importation servent à exporter des évènements et des résultats de serrage pour analyse avec des programmes externes, ainsi qu’à transférer des configurations de programmes de serrage, lots et d’outils entre différents outils.
La fonction d'exportation sert à effectuer les opérations suivantes :
Exportation des résultats de serrage et des événements pour un traitement ultérieur.
Exportation des fichiers journaux pour recevoir une aide au débogage de la part d'un technicien d'assistance Atlas Copco.
Exportation d'une configuration d’outil qui peut être utilisée pour copier des réglages vers un autre outil.
Aller à Outil avec contrôleur intégré dans le menu accueil. Sélectionner Exportation/Importation dans le volet de gauche.
Sélectionner ce qui est à exporter de l’outil. Toutes les informations ou Réglages et configurations.
Lorsque l'option Réglages et configurations est sélectionnée, aucun fichier de résultats ou d'évènements n'est exporté dans l'archive. Avec ce réglage, l’exportation s’exécute plus rapidement.
Sélectionner EXPORT L'utilisateur doit sélectionner l'emplacement qui sera utilisé pour enregistrer ou récupérer le fichier exporté.
Aller à Outil avec contrôleur intégré dans le menu accueil. Sélectionner Exportation/Importation dans le volet de gauche.
Sélectionner IMPORT Lorsque l'on utilise la fonction d'importation, tous les réglages des programmes de serrage, des lots, des accessoires et de l’outil sont remplacés par les réglages du fichier importé. En revanche, les paramètres réseau, le code PIN et les résultats et événements ne sont pas importés.
Sélectionner CONTINUER dans la boîte de dialogue pour démarrer l’importation.
Informations exportées et format de fichier
Le fichier exporté est un fichier compressé contenant les fichiers suivants :
Toutes les informations
IxBExport_<datetime>_Results.csv
IxBExport_<datetime>_Events.csv
ExportInfo.txt
settings/settings.bin
atlas_tool_i.zip
atlas_sys_i.zip
atlas_subsystems_info.zip
atlas_plc.zip
jsonConfigurations.zip
Paramètres et configurations
ExportInfo.txt
settings/settings.bin
jsonConfigurations.zip
Fichier | Description |
|---|---|
IxBExport__<Tool name>_<Time stamp>_Events.csv | Fichier de valeurs séparées par des points-virgules contenant les informations suivantes :
|
IxBExport__<Tool name>_<Time stamp>_Results.csv | Fichier de valeurs séparées par des points-virgules contenant les informations suivantes :
|
ExportInfo.txt | Informations concernant la configuration de l’outil et le logiciel de l’outil. |
settings/settings.bin | Fichier binaire contenant tous les paramètres des programmes de serrage et des lots, les configurations des accessoires et les paramètres de l’outil comme : langue, unités de couple, date et heure et présentation des résultats. |
atlas_tool_i.zip | Journaux de l’outil (pour débogage) |
atlas_sys_i.zip | Fichiers de connexion provenant de l’application IT |
atlas_subsystems_info.zip | Infos sur le logiciel du sous-système |
atlas_plc.zip | Configuration API |
jsonConfigurations.zip | Programmes Multistep de serrage et de dévissage |
En fonction du paramètre de langue dans le Logiciel IxB, le fichier .csv exporté utilise différents caractères pour espacer les champs. En fonction du paramètre de langue de l’ordinateur, des problèmes de formatage peuvent survenir lors de l’ouverture du fichier .csv exporté. Pour éviter les problèmes, toujours faire correspondre la langue de l'outil avec celle de l’ordinateur.
Consulter le tableau suivant pour les détails de formatage de la langue du Logiciel IxB.
Langue | Date/heure | Délimiteur de champ | Format des nombres |
|---|---|---|---|
Anglais (en_US) | MM/jj/aaaa hh:mm:ss | , | 123.456 |
Tchèque (cs_CZ) | jj.MM.aaaa hh:mm:ss | ; | 123 456 |
Allemand (de_DE) | jj.MM.aaaa hh:mm:ss | ; | 123 456 |
Espagnol (es_ES) | jj/MM//aaaa hh:mm:ss | ; | 123 456 |
Français (fr_FR) | jj/MM/aaaa hh:mm:ss | ; | 123 456 |
Coréen (ko_KR) | aaaa-MM-jj hh:mm:ss | , | 123.456 |
Italien (it_IT) | jj/MM/aaaa hh:mm:ss | ; | 123 456 |
Japonais (ja_JP) | aaaa/MM/jj hh:mm:ss | , | 123.456 |
Portugais (pt_BR) | jj/MM/aaaa hh:mm:ss | ; | 123 456 |
Russe (ru_RU) | jj.MM.aaaa hh:mm:ss | ; | 123 456 |
Suédois (sv_SE) | aaaa-MM-jj hh:mm:ss | ; | 123 456 |
Chinois (zh_CN) | aaaa/MM/jj hh:mm:ss | , | 123.456 |
Utiliser l’onglet Paramètres sans fil
Configurations réseau
L’outil peut être configuré pour pouvoir être accédé sans fil depuis un navigateur Web sur un réseau local (LAN) utilisant le protocole IPv4.
Il existe une option pour utiliser l’outil comme un client, un point d’accès pour d’autres dispositifs, ou les deux.
Retirer le couvercle du port de connexion USB de l’outil.
Connecter l’outil au port USB du PC.
Ouvrir un navigateur web et saisir l’adresse de l’interface utilisateur du Logiciel IxB : 169.254.1.1.
Configurer un client sans fil
Aller à Réglages dans le menu accueil et sélectionner Réseau dans le volet de gauche.
Dans le champ Client sans fil, sélectionner Modifier.
Régler Activé sur Marche.
Régler DHCP sur Marche ou Arrêt en fonction de la configuration. Si réglé sur Arrêt, remplir les informations requises fournies par l’administrateur système local.
Adresse IP
Masque de sous-réseau
Passerelle
Saisir un Nom de réseau (SSID).
Dans le champ Sécurité, sélectionnerMode et choisir un mode de sécurité dans la liste. Si WPA2 Personal est choisi, saisir une Clé de sécurité.
Saisir les paramètres de sécurité et importer les fichiers cert et le clés, le cas échéant.
Le cas échéant, ajouter Serveur DNS, Domaine du serveur et Domaine de recherche dans Réglages en option.
Sélectionner Appliquer.
L’outil établira une connexion sans fil au réseau, indiqué par le voyant LED bleu de connexion de l’outil émettant une lumière fixe.
Pour accéder à l’interface utilisateur sans fil, saisir l’adresse IP dans un navigateur Web.
Configurer l'outil comme Point d’accès sans fil
Aller à Réglages dans le menu accueil et sélectionner Réseau dans le volet de gauche.
Dans le champ PA sans fil, sélectionner Modifier.
Régler Activé sur Marche.
Saisir les informations requises fournies par l'administrateur système local :
Adresse IP
Masque de sous-réseau
Passerelle
Pour distribuer les adresses IP, régler le Serveur DHCP sur Marche et saisir le Démarrage plage IP et l’Arrêt plage IP.
Saisir un Nom de réseau (SSID).
Dans le champ Sécurité, sélectionnerMode et choisir un mode de sécurité dans la liste. Si WPA2 Personal est choisi, saisir une Clé de sécurité.
Sélectionner Appliquer.
Connexions au serveur
L’outil peut être configuré pour communiquer avec les serveurs exécutant les produits logiciels d’Atlas Copco suivants :
ToolsTalk - sert à configurer un ou plusieurs coffrets et outils IxB
ToolsNet - sert à gérer la restitution des résultats
Gestionnaire de licence Atlas Copco
Configurer la connexion de ToolsTalk
Aller à Réglages dans le menu accueil et sélectionner Connexions au serveur dans le volet de gauche.
Dans le champ ToolsTalk, régler les paramètres suivants :
Champ
Description
Marche/Arrêt
Activation/désactivation de la communication avec le serveur ToolsTalk
Port serveur
Port du serveur ToolsTalk
Hôte serveur
Adresse IP du serveur ToolsTalk
Sélectionner Appliquer.
Pour plus d’informations sur la manière de configurer ToolsTalk, consulter le Guide d'utilisation de ToolsTalk 2.
Configurer la connexion avec ToolsNet
Aller à Réglages dans le menu accueil et sélectionner Connexions au serveur dans le volet de gauche.
Dans le champ ToolsNet, régler les paramètres suivants :
Champ
Description
Marche/Arrêt
Activation/désactivation de la communication avec le serveur ToolsNet
Port serveur
Port du serveur ToolsNet
Hôte serveur
Adresse IP du serveur ToolsNet
Sélectionner Appliquer.
Pour plus d’informations sur la manière de configurer ToolsNet, consulter le Guide d'utilisation de ToolsNet 8.
Configurer la connexion avec le gestionnaire de licences
Aller à Réglages dans le menu accueil et sélectionner Connexions au serveur dans le volet de gauche.
Dans le champ Gestionnaire de licences Atlas Copco, régler les paramètres suivants :
Champ
Description
Marche/Arrêt
Activation/désactivation de la communication avec le serveur du gestionnaire de licences Atlas Copco
Port serveur
Port du serveur de gestionnaire de licences Atlas Copco
Hôte serveur
Adresse IP du serveur de gestionnaire de licences Atlas Copco
Sélectionner APPLY
Préférences
Date et heure
Il est impératif de régler la date et l'heure pour que les évènements et les résultats soient correctement horodatés et conservent l'indication du moment où ils se sont produit. L'heure est récupérée depuis l'une des trois sources disponibles :
Manuel - la date, l'heure et le fuseau horaire sont réglés manuellement.
NTP − la date et l'heure sont récupérées à partir d'un serveur NTP (Protocole de synchronisation de réseau) défini dans l’interface utilisateur.
ToolsNet − la date et l’heure sont récupérées depuis le serveur ToolsNet.
Aller à Réglages dans le menu accueil et sélectionner Préférences dans le volet de gauche.
Dans le champ Date et heure, régler les paramètres suivants :
Paramètre
Description
Source
Source à partir de laquelle l'heure doit être récupérée.
Serveur NTP 1
Adresse IP d'un serveur NTP fournissant la date et l'heure à l’outil.
État serveur 1
OK/Aucun statut
Serveur NTP 2
Adresse IP d'un serveur NTP fournissant la date et l'heure à l’outil.
État serveur 2
OK/Aucun statut
Date
Date saisie manuellement si la source est définie comme étant manuelle.
Durée
Heure saisie manuellement si la source est définie comme étant manuelle.
Fuseau horaire
Fuseau horaire correspondant soit au lieu soit à un fuseau horaire standard tel que l'UTC (temps universel coordonné).
Sélectionner APPLY
Régler la langue
L’interface utilisateur est disponible dans les douze langues suivantes :
English (anglais)
Czech (tchèque)
German (allemand)
Spanish (espagnol)
French (français)
Korean (coréen)
Italian (italien)
Japanese (japonais)
Portuguese (portugais)
Russian (russe)
Swedish (suédois)
Chinese (chinois)
Aller à Réglages dans le menu accueil et sélectionner Préférences dans le volet de gauche.
Dans le champ Langue, sélectionner la langue actuellement utilisée et choisir une langue dans la liste.
Le changement de langue prend effet immédiatement.
Réglage de l'unité de couple
Les résultats de couple s'affichent dans l'unité choisie à la fois après l'exécution d'un serrage et lorsqu'ils sont enregistrés dans la liste des résultats.
Unité | Description |
|---|---|
cNm | centinewton mètre |
dNm | décinewton mètre |
Nm | newton mètre |
kNm | kilonewton mètre |
in·lbf | pouce-livre force |
ft·lbf | pied-livre force |
in·ozf | pouce once-force |
ft·ozf | pied once-force |
gf·cm | gramme-force centimètre |
kgf·cm | kilogramme-force centimètre |
kgf·m | kilogramme-force mètre |
Aller à Réglages dans le menu accueil et sélectionner Préférences dans le volet de gauche.
Dans le champ Unités de couple, sélectionner l’unité actuellement utilisée et choisir une unité dans la liste.
Le changement d'unité de couple prend effet immédiatement.
Réglage de l'unité de température
Aller à Réglages dans le menu accueil et sélectionner Préférences dans le volet de gauche.
Dans le champ Unités de température, sélectionner l’unité actuellement utilisée et choisir °C ou °F dans la liste.
Réglage de l'écran de démarrage
L'écran par défaut au démarrage de l’outil est l’Écran d'accueil. Il est possible de changer d'écran de démarrage et d'opter pour l’Écran des résultats. Un changement d'écran de démarrage dans les réglages nécessite un redémarrage de l’outil ou une actualisation de l’interface utilisateur.
Aller à Réglages dans le menu accueil et sélectionner Préférences dans le volet de gauche.
Dans le champ Écran de démarrage, sélectionner l’écran de démarrage actuellement utilisé puis sélectionner Écran d'accueil ou Écran des résultats dans la liste.
Configurer les paramètres du PIN
Utiliser un code PIN permet d'éviter toute utilisation non autorisée de l’outil ou toute modification accidentelle. Plusieurs utilisateurs peuvent être ajoutés à l’outil, chacun disposant de son propre code PIN. Remarque : les codes PIN ne sont pas liés aux configurations des outils et sont utilisés principalement pour des raisons de journalisation.
Le code PIN doit être un numéro à quatre chiffres compris entre 0000 et 9999. Lorsque le PIN est activé, et que le temps d'inactivité configuré est atteint, la configuration de l’outil ne peut pas être modifiée. Il est possible d'ajouter au maximum 10 utilisateurs à l’outil.
Lorsque des modifications sont faites sur le code PIN, l’utilisateur qui a effectué les modifications ouvre une session. Cela s’affichera dans la colonne Modifié par puis ajouté dans l’historique des modifications.
Lorsque l'utilisation du code PIN est activée un code PIN est demandé pour tout accès à l'outil depuis l’interface utilisateur Web. Sans le code PIN correct saisi, l’interface utilisateur ne fonctionnera qu’en mode lecture seule.
Aller aux Réglages dans le menu accueil et sélectionner PIN dans le volet de gauche. Sélectionner Configurer.
Placer le commutateur Code PIN en position Marche.
Le PIN ne peut être activé que lorsqu’au moins un utilisateur de la liste est activé. Si aucun utilisateur n'est activé, un avertissement s'affichera.
Remplir la Temporisation d'inactivité (en secondes) pour fixer le moment où l’outil va se verrouiller en cas d'inactivité.
La valeur par défaut de la Temporisation d'inactivité est de 120 secondes. Noter qu'il s'agit d'un réglage global qu'il n'est pas possible de définir utilisateur par utilisateur.
Aller à Réglages dans le menu accueil et sélectionner PIN dans le volet de gauche. Sélectionner Configurer.
Sélectionner l'icône plus dans le coin supérieur droit.
Sélectionner le champ Nom pour modifier l'entrée.
Dans la fenêtre Utilisateur, saisir un Nom.
Saisir un code PIN et Confirmer le code PIN de l’utilisateur. Le code PIN doit être un numéro à quatre chiffres compris entre 0000 et 9999.
Les codes PIN saisis dans les deux champs (Saisir un code PIN et Confirmer le code PIN) doivent correspondre pour que les changements s'appliquent.
Sélectionner Appliquer.
Dans la liste des utilisateurs, cocher la case à gauche du nom de l'utilisateur pour activer l’utilisateur.
Lorsque le code PIN est activé, l’outil se verrouille automatiquement après la Temporisation d'inactivité configurée.
Pour désactiver un code PIN/utilisateur, décocher la case à gauche du nom de l'utilisateur.
Aller à Réglages dans le menu accueil et sélectionner PIN dans le volet de gauche. Sélectionner Configurer.
Dans le champ Utilisateurs, cocher la case à gauche du nom de l'utilisateur pour activer l’utilisateur.
Lorsque le code PIN est activé, l’outil se verrouille automatiquement après la Temporisation d'inactivité configurée.
Pour désactiver un code PIN/utilisateur, décocher la case à gauche de l'utilisateur.
Noter qu'il est également possible d'activer et de désactiver des codes PIN en sélectionnant le nom de l'utilisateur et en plaçant respectivement le commutateur Activé sur la position Marche ou Arrêt.
Aller à Réglages dans le menu accueil et sélectionner PIN dans le volet de gauche. Sélectionner Configurer.
Dans le champ Utilisateurs, sélectionner l'icône rouge moins à droite du nom de l'utilisateur.
Sélectionner l'icône cadenas dans le coin supérieur droit.
Une boîte de dialogue avec un cadenas s'affiche. Saisir le code PIN et sélectionner OK.
Lorsque le code PIN est activé et que l’écran a été déverrouillé, une icône Cadenas ouvert apparaît dans le coin supérieur droit de l’interface utilisateur.
L’interface utilisateur peut être verrouillée de nouveau manuellement en sélectionnant l’icône Cadenas ouvert.
Configurer les alarmes
Des alarmes sont définies pour contrôler le moment pour effectuer la maintenance ou un étalonnage de l’outil.
La périodicité d'entretien de l’outil, les détails d’étalonnage et d’autres informations pertinentes se trouvent dans le menu Outil avec contrôleur intégré > Outil.
Aller à Réglages dans le menu accueil et sélectionner Alarmes dans le volet de gauche.
Dans le champ Maintenance, régler les paramètres suivants :
Paramètre
Description
Alarme de l'indicateur d'entretien
Marche/Arrêt : Active/Désactive une alarme indiquant que la périodicité d'entretien de l'outil est atteinte.
Verrouillage outil après alarme
Marche/Arrêt : Active/Désactive un verrouillage de l'outil lorsque la périodicité d'entretien est atteinte.
Aller à Réglages dans le menu accueil et sélectionner Alarmes dans le volet de gauche.
Dans le champ Étalonnage, régler l’Alarme d'étalonnage sur Marche/Arrêt pour l’activer ou la désactiver.
Configuration des évènements
Chaque évènement comporte un réglage par défaut qui détermine s'il doit être acquitté (ACK), journalisé (LOG) ou affiché (DISP).
Certaines options ne peuvent pas être modifiées. Elles sont grisées.
Aller à Réglages dans le menu accueil et sélectionner Évènements dans le volet de gauche.
Sélectionner Configurer des évènements.
Rechercher l’évènement à configurer en saisissant le code de l’évènement. dans le champ Recherche et en appuyant sur Entrée.
Cocher ou décocher les cases ACK., LOG. et DISP., comme souhaité.
Le cas échéant, ajouter des informations sur l’évènement dans le champs DÉTAILS.
Effectuer une remise zéro usine
Il est possible de rétablir les réglages usine d'origine de l’outil.
L'ensemble des réglages, configurations et données historiques sera effacé si l’outil est réinitialisé. N'effectuer une remise à zéro usine que si l'on a la certitude absolue que cette opération est nécessaire.
Aller à Réglages dans le menu accueil et sélectionner Remise à zéro usine dans le volet de gauche.
Sélectionner le bouton Remise à zéro
Une fenêtre contextuelle d'avertissement signale que toutes les données seront effacées. Sélectionner Oui.
L’outil effectuera un redémarrage pour activer les nouveaux réglages.
Rapports et Statistiques
Dans cette section, vous pouvez en savoir plus sur les rapports et statistiques disponibles.
Utiliser l’onglet Rapports
Consulter les résultats
Ce paragraphe décrit comment accéder aux résultats de serrage depuis l’outil, et comment lire les informations données dans les différentes vues de résultats.
Lorsqu'un serrage est réalisé, les résultats sont stockés dans l’outil. Les résultats peuvent également être envoyés vers un système externe tel que ToolsNet ou exportés pour analyse à l'aide de la fonction d'exportation. Pour plus d’informations sur les analyses statistiques, le filtrage des résultats et l’analyse des serrages en utilisant ToolsNet, consulter le Guide d'utilisation de ToolsNet.
Résultats en direct et Résultats enregistrés
La boîte de dialogue des résultats en direct affiche les résultats de l’outil sur l’écran au moment où ils produisent. Les résultats de serrage sont également stockés automatiquement dans l’outil dès que le serrage est terminé.
Chaque tâche est affichée comme un résultat. Un serrage individuel peut présenter des résultats sous forme d'un tableau avec des paramètres clés ou sous la forme d'un graphique de serrage. Une séquence de lots montre tous les serrages individuels dans l'ordre où ils ont été effectués.
Aller à Rapports dans le menu accueil et sélectionner Résultats dans le volet de gauche.
Sélectionner Afficher tous les résultats. La liste des résultats affiche les informations suivantes :
Date - date et heure du serrage réalisé.
Programme de serrage - programme de serrage ou lot/programme de serrage.
Détails du résultat - résultat donné en couple ou en angle et statut du résultat.
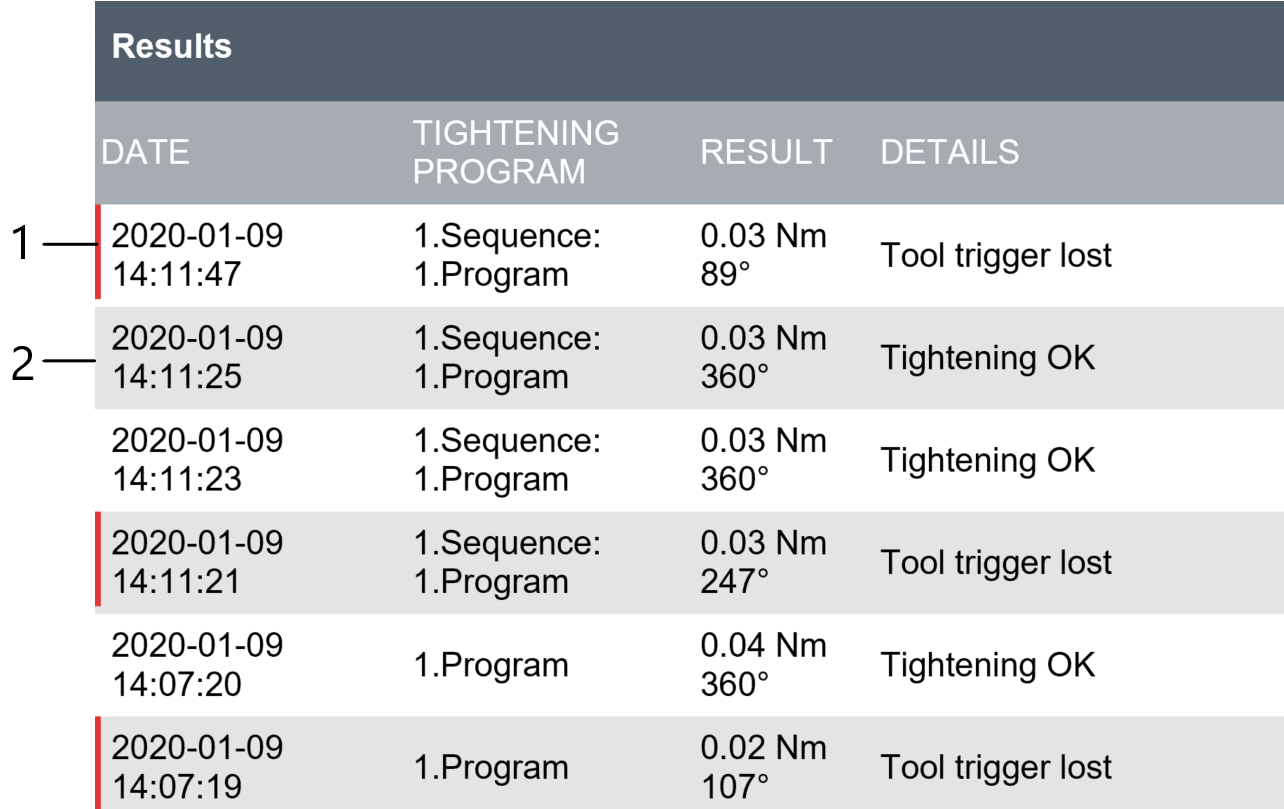
1
Serrage NOK (incorrect)
2
Serrage OK (correct)
Pour des descriptions de résultats NOK, consulter la Liste des résultats NOK.
Toucher un élément dans la liste pour ouvrir une boîte de dialogue où les différentes vues des résultats peuvent être parcourues en cliquant sur les flèches sur le côté de la fenêtre des résultats.
Vues des résultats disponibles
En sélectionnant les flèches de droite et de gauche dans la boîte de dialogue des résultats, les différentes vues des résultats peuvent être parcourues. Ce paragraphe décrit en détail les différentes vues des résultats.
Vue des résultats 1 : Valeurs numériques
La première fenêtre affiche le résultat en valeurs numériques :
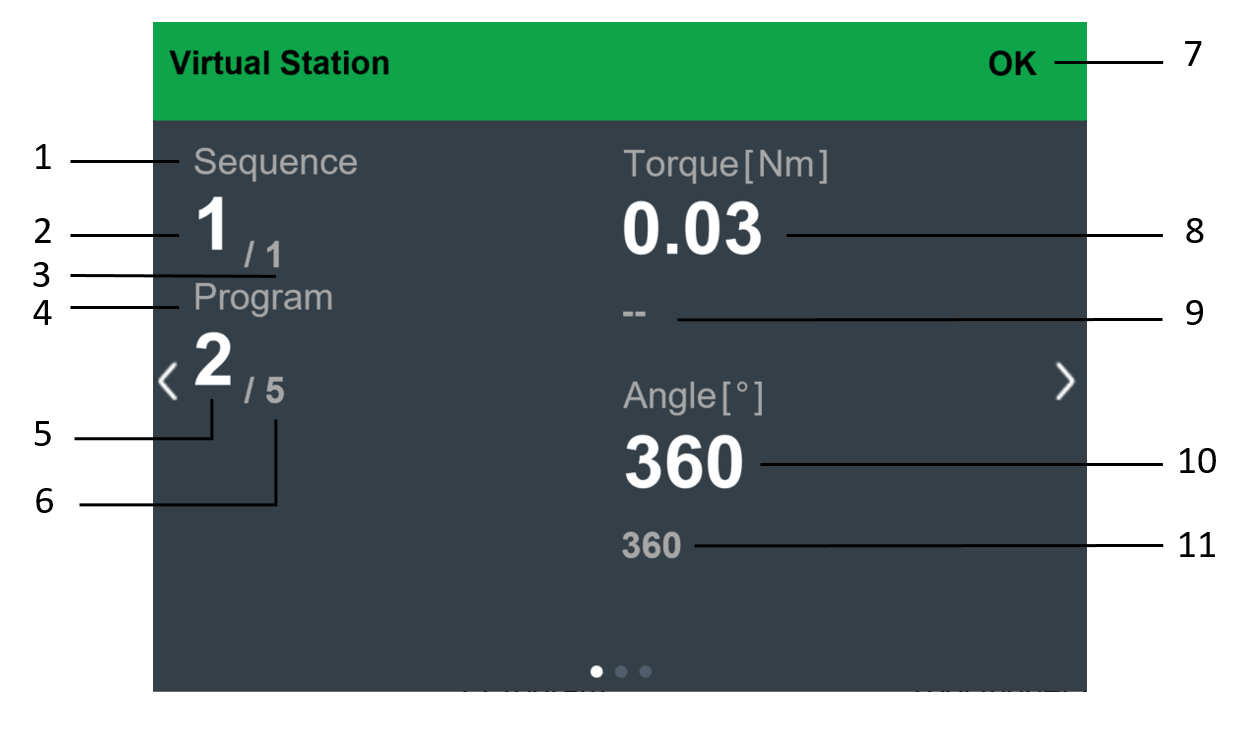
Position | Description |
|---|---|
1 | Nom de la séquence de lots |
2 | Nombre de lots terminés dans la séquence |
3 | Nombre total de lots dans la séquence |
4 | Nom du programme de serrage |
5 | Nombre de serrages terminés dans le lot |
6 | Nombre total de serrages dans le lot |
7 | Statut des résultats |
8 | Résultat du serrage |
9 | Couple cible |
10 | Résultat du serrage |
11 | Angle cible |
Vue des résultats 2 : Résultats étendus
Les vues de résultats étendus affichent certains résultats de serrage supplémentaires.

Vue des résultats 3 : Courbe de résultat
Avec la vue, il est possible de mieux cerner le comportement du serrage afin de procéder à des ajustements dans le programme de serrage. Selon la stratégie de serrage, la courbe va afficher des paramètres de serrage différents.
La courbe de résultat est disponible sous différents graphiques :
couple/temps
angle/temps
couple/angle
courant/temps
courant/angle
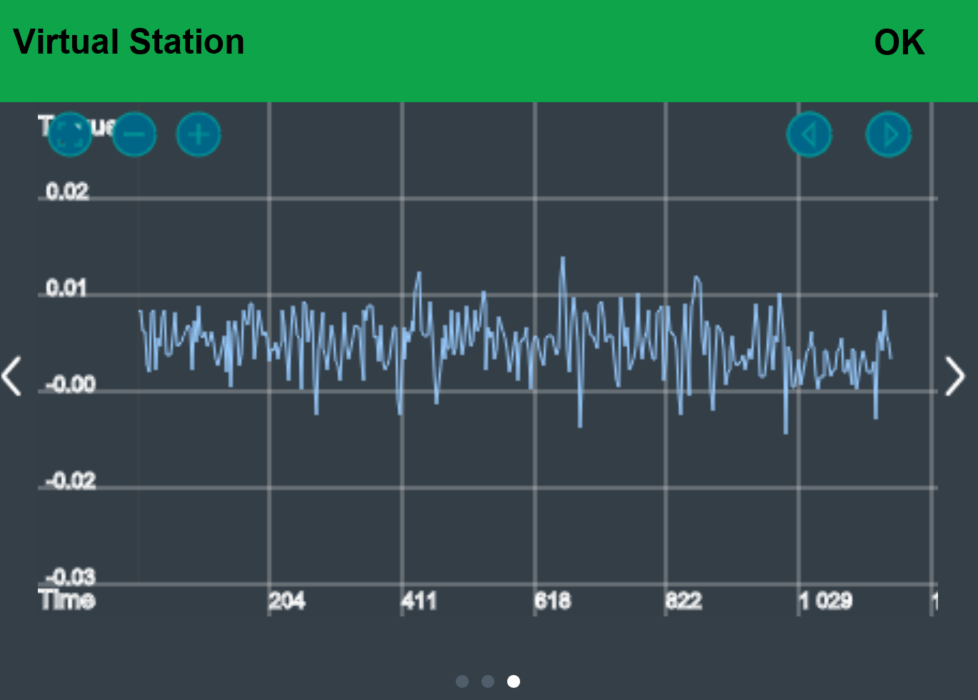
Vues des résultats en direct

Position | Description |
|---|---|
1 | Couple cible |
2 | Résultat du serrage |
3 | Résultat du serrage |
4 | Angle cible |
5 | Statut des résultats |
6 | Un serrage NOK donnera un statut détaillé du serrage non réussi. |
7 | Nombre de lots terminés dans la séquence |
8 | Nom de la séquence de lots |
9 | Nombre total de lots dans la séquence |
10 | Résultat de chaque lot terminé dans la séquence :
|
11 | Nombre de serrages terminés dans le lot |
12 | Nom du programme de serrage |
13 | Nombre total de serrages dans le lot |
14 | Nombre de serrages terminés dans le lot :
|
Liste des résultats NOK
Message d'erreur | Description | Catégorie d'étape requise | Rapport sur les dispositifs de surveillance des étapes | Rapport sur les restrictions des étapes | Rapports sur les dispositif de surveillance du programme | Rapports sur les restrictions du programme |
|---|---|---|---|---|---|---|
Erreur variateur | Erreur de variateur interne ou batterie retirée pendant le serrage | |||||
Resserrage | Tentative de serrage d'une vis déjà serrée. | Resserrage | ||||
Couple de démarrage en douceur inférieur au mini. | Couple de démarrage en douceur inférieur au niveau minimum. | Démarrage en douceur | Couple de crête | Couple dans la fenêtre d'angle | ||
Couple de démarrage en douceur supérieur au maxi. | Couple de démarrage en douceur supérieur au niveau maximum. | Démarrage en douceur | Couple de crête | Couple maximum | Limite de couple maximum | |
Couple d'approche supérieur au maxi. | Couple de vissage libre supérieur au niveau maximum. | Approche | Couple de crête | Couple maximum | Limite de couple maximum | |
Angle d'approche supérieur au maxi. | Angle de vissage libre supérieur au niveau maximum. | Approche | Angle | Angle maximum | ||
Approche dépassant la limite de temps maxi. | Durée de vissage libre supérieure à la limite maximum. | Approche | Durée | Temps maximum | ||
Approche inférieure à la limite de temps mini. | Temps d’approche inférieur à la limite minimum | Approche | Durée | |||
Couple d'approche inférieur au mini. | Couple de vissage libre inférieur au niveau minimum. | Approche | Couple de crête | Couple dans la fenêtre d'angle | ||
Angle d'approche inférieur au mini. | Angle d’approche inférieur au niveau minimum | Approche | Angle | |||
Couple d'étape finale supérieur au maxi. | Couple d'étape finale supérieur au niveau maximum. | Final | Couple de crête | Couple maximum | Couple | Limite de couple maximum |
Angle d'étape finale supérieur au maxi. | Angle d'étape finale supérieur au niveau maximum. | Final | Angle | Angle maximum | Angle | |
Couple d'étape finale inférieur au mini. | Couple d'étape finale inférieur au niveau minimum. | Final | Couple de crête | Couple dans la fenêtre d'angle | Couple | |
Angle d'étape finale inférieur au mini. | Angle d'étape finale inférieur au niveau minimum. | Final | Angle | Angle | ||
Expiration du délai de serrage | Limite de temps de serrage dépassée. | Limite de temps maximum | ||||
Gâchette relâchée | Détente d'outil relâchée avant que le niveau cible ne soit atteint. | |||||
Décrochage | La douille s'est échappée de l'écrou. | Couple d'annulation | ||||
Couple de traînée inférieur au mini. | Couple post view inférieur au niveau minimum. | Couple antérieur bas | ||||
Couple de traînée supérieur au maxi. | Couple post view supérieur au niveau maximum. | Couple antérieur haut | ||||
Intervalle de couple de traînée non atteint | Intervalle de couple post view atteint. | Couple de traînée faible | ||||
Intervalle de compensation de couple non atteint | Angle d'intervalle de compensation de couple avant butée d’approche non atteinte | Couple de traînée | ||||
Erreur de surveillance de courant | L’écart couple/courant dépasse le niveau maximum. | Écart couple/courant | ||||
Angle de démarrage en douceur supérieur au maxi. | Angle de démarrage en douceur dépassant le niveau maximum. | Démarrage en douceur | Angle | Angle maximum | ||
Angle de démarrage en douceur inférieur au mini. | Angle de démarrage en douceur inférieur au niveau minimum | Démarrage en douceur | Angle | |||
Angle de première étape haut | Angle de première étape supérieur au niveau maximum | Premier | Angle | Angle maximum | ||
Angle de première étape bas | Angle de première étape inférieur au niveau minimum | Premier | Angle | |||
Couple de première étape haut | Couple de première étape supérieur au niveau maximum | Premier | Couple de crête | Couple maximum | Limite de couple maximum | |
Couple de première étape inférieur au mini. | Couple de première étape inférieur au niveau minimum | Premier | Couple de crête | Couple dans la fenêtre d'angle | ||
Première étape dépassant la limite de temps maxi. | Temps de la première étape supérieur au niveau maximum | Premier | Durée | Temps maximum | ||
Première étape inférieure à la limite de temps mini. | Temps de la première étape inférieur au niveau minimum | Premier | Durée | |||
Étape finale dépassant la limite de temps maxi. | Temps de l'étape finale supérieur au niveau maximum | Final | Durée | Temps maximum | ||
Étape finale inférieure à la limite de temps mini. | Temps de l'étape finale inférieur au niveau minimum | Final | Durée | |||
Démarrage en douceur dépassant la limite de temps maxi. | Temps de départ en douceur a dépassé le niveau maximum | Démarrage en douceur | Durée | Temps maximum | ||
Courant de coupure dépasse la limite maxi. | Courant de coupure mesuré dépasse la limite maxi. | Courant d'arrêt | ||||
Courant de coupure en-dessous de la limite mini. | Courant de coupure mesuré en-dessous de la limite mini. | Courant d'arrêt |
Consulter les événements
Les évènements sont utilisés pour avertir l'utilisateur de certains changements d'état ou de certaines occurrences dans le système. Ils sont divisés en trois types; Informations, Avertissements et Erreurs et requièrent différentes sortes d’actions.
Chaque évènement comporte un réglage par défaut qui détermine s'il doit être acquitté (ACK), journalisé (Log) ou affiché (Disp). Ces réglages peuvent être configurés dans le menu Réglages dans Évènements.
Aller à Rapports dans le menu accueil et sélectionner Résultats dans le volet de gauche.
Sélectionner Afficher tous les évènements.
Sélectionner un évènement dans la liste pour ouvrir la boîte de dialogue d'évènements.
La boîte de dialogue d'évènements
La boîte de dialogue d'évènements contient des informations au sujet de l’évènement survenu en décrivant ce qui s’est passé, à quel endroit et à quel moment.

Position | Description |
|---|---|
1 | En-tête - description de la partie du système concernée par l'évènement. |
2 | Nom de l'évènement - court texte descriptif de l'évènement. |
3 | Code - numéro unique à quatre chiffres permettant d'identifier l'évènement. |
4 | Module - description de la partie du système concernée par l'évènement. |
5 | Type - information, avertissement ou erreur. |
6 | Heure - date et heure de survenue de l'évènement. |
Codes d’évènement
Les évènements sont utilisés pour avertir l'utilisateur de certains changements d'état ou de certaines occurrences dans le système. Il en existe différents types qui requièrent des types d'actions différents.
Certaines des procédures décrites ne peuvent être effectuées que par un prestataire de services agréé par Atlas Copco.
Groupes de codes d’évènements
Les codes d'évènements peuvent être divisés dans les groupes suivants :
Code d'évènement | Groupe | Description |
|---|---|---|
1000-1999 | Coffret, outil | Évènements du coffret et de l'outil. |
2000-2999 | Outil | Évènements de l'outil. |
3000-3999 | Coffret, pilote, canal, configuration | Événements du coffret et pilote et évènements de synchronisation. |
4000-4999 | Processus | Évènements de processus de serrage. |
5000-5999 | Configuration | Évènements de configuration du programme. |
6000-6999 | Accessoire | Évènements d'accessoires. |
7000-7999 | Message | Messages. |
Description de la Liste du code d'évènement
Le tableau suivant décrit les informations dans la liste des codes d'événement :
Élément | Description | |
|---|---|---|
Code d'évènement | Numéro d'évènement unique. | |
Type | Type d'événement :
| |
Nom | Nom descriptif de l'évènement. | |
Description | Brève description de l'évènement et des raisons pour lesquelles il s'est produit. | |
Procédure | Le cas échéant, la procédure contient des instructions à suivre pour effacer l'évènement. | |
A | Acquitter : Indique à l'utilisateur si l'évènement doit être acquitté ou non avant de poursuivre. La valeur de cette liste est la valeur par défaut. | |
L | Journal : Indique à l'utilisateur si l'évènement doit être enregistré dans le journal des évènements ou non. La valeur de cette liste est la valeur par défaut. | |
D | Affichage : Indique à l'utilisateur si l'évènement doit être affiché à l'écran ou non. La valeur de cette liste est la valeur par défaut. | |
Liste des codes d'événement
Évènement | Description | Procédure | Journal | Affichage | Acq | ||
|---|---|---|---|---|---|---|---|
Code | Type | Nom | |||||
1000 | Info | Contrôleur démarré | Le coffret a démarré. | S/O | X |
|
|
1001 | Avertissement | Numéro de série du coffret mis à jour | Généré au démarrage si le numéro de série du boîtier de carte IT (numéro de série du coffret) diffère de celui du boîtier de carte AUX. La carte AUX est considérée comme ne pouvant pas être remplacée sur le terrain. Le coffret redémarre lorsque le numéro de série est mis à jour. | Remplacer la carte IT ou le boîtier. | X | X | X |
1010 | Info | Outil connecté | Un outil est connecté. | S/O | X | X |
|
1011 | Info | Outil déconnecté | Un outil est déconnecté. | S/O | X | X |
|
1012 | Info | Connexion avec l'outil refusée | L’outil OpenProtocol a refusé la connexion du coffret. | Vérifiez si un autre coffret est connecté à l’outil. | X | X |
|
2000 | Avertissement | Batterie faible |
| Remplacer la batterie. | X | X |
|
2001 | Avertissement | Batterie vide |
| Remplacer la batterie. | X | X |
|
2002 | Avertissement | Santé de la batterie outil faible | Problème de santé de la batterie de l’outil détecté. | Remplacer la batterie. | X | X | |
2004 | Avertissement | L'outil n'est pas du type préférentiel. | L’outil a été remplacé par un outil avec un couple maximal différent. | Changer l'outil |
|
| |
2006 | Avertissement | Santé de la batterie de secours outil faible | Les performances de la batterie de secours dans l’outil sont trop faibles. | La batterie de secours devrait être remplacée. | X |
| X |
2007 | Avertissement | Batterie de secours outil manquante | Batterie de secours de l’outil manquante | Insérer une batterie | X | X | |
2008 | Avertissement | Erreur de batterie de secours outil | Erreur de la batterie de secours de l’outil détectée | Remplacer la batterie. | X | X | |
2009 | Avertissement | Tension de la pile de secours faible | La pile de secours du coffret est presque vide. | Remplacer la batterie. | X | X | |
2010 | Erreur | Version logicielle de l'outil non concordante | L'outil et la version de logiciel de coffret ne sont pas compatibles. | Effectuer la maintenance de l'outil - mettre à jour le logiciel de l'outil. | X | X | X |
2012 | Avertissement | Problème de communication de l'outil | Communication entre outil et coffret interrompue. | Repositionner l'antenne. | X |
|
|
2013 | Avertissement | Mauvaise position de la bague | Position erronée du commutateur de sens d'outil. | En cas d'apparition fréquente, effectuer la maintenance de l'outil. | X | X |
|
2014 | Avertissement | Surchauffe de l'outil | Surchauffe de l'outil | Laisser l’outil refroidir. | X | X |
|
2015 | Erreur | Erreur de capteur de détente d'outil |
| Procédez à la maintenance de l'outil. | X | X | |
2016 | Avertissement | Unité d'impulsions outil en surchauffe | Unité d'impulsions de l’outil en surchauffe. L’outil n’est pas verrouillé, mais l’avertissement s’affiche à chaque démarrage de l’outil tant que la température de l’unité d’impulsions est supérieure au seuil. | Laisser l’outil refroidir | X | X | |
2019 | Avertissement | Démarrage du moteur d'outil impossible | Défaillance du moteur de l’outil. | X | X | ||
2020 | Avertissement | Réglage du moteur de l'outil nécessaire | Réglage du moteur de l'outil nécessaire. | Effectuer un réglage du moteur. | X | X |
|
2021 | Avertissement | Échec de réglage du moteur | Échec de réglage du moteur. | Effectuer le réglage du moteur ou effectuer la maintenance de l'outil. | X |
|
|
2022 | Info | Réglage du moteur effectué | Réglage du moteur effectué. | S/O | X |
|
|
2023 | Avertissement | Outil nécessitant un réglage pour clé ouverte | Outil nécessitant un réglage pour clé ouverte. | Effectuer un réglage pour clé ouverte. | X | X |
|
2024 | Avertissement | Échec du réglage pour clé ouverte | Échec du réglage pour clé ouverte. | Essayer d'effectuer de nouveau le réglage pour clé ouverte. Si l'échec se reproduit, procéder à l'entretien de l'outil. | X |
|
|
2025 | Info | Réglage pour clé ouverte réussi | Réglage pour clé ouverte réussi. | S/O | X |
|
|
2026 | Avertissement | Échec de positionnement de la clé ouverte | Échec de positionnement de la clé ouverte. | Appuyer de nouveau sur la gâchette et attendre que le positionnement soit terminé. Si l'échec se reproduit, procéder à l'entretien de l'outil. | X | X |
|
2027 | Avertissement | Utilisation limitée pour cause de température élevée de l’outil | La limite de température a été atteinte. L’assemblage a été bloqué pour réduire le risque d’arrêt de l’outil pour cause de surchauffe. | Attendre que la température de l'outil redescende. | X | X |
|
2030 | Erreur | Mémoire de l’outil altérée - changer l'outil | Mémoire de l'outil corrompue. | Procéder à l'entretien de l'outil. | X | X | X |
2031 | Erreur | Mémoire de l'accessoire d'outil corrompue | Mémoire de l'accessoire d'outil corrompue. | Procéder à l'entretien de l'accessoire de l'outil. | X | X | X |
2040 | Erreur | Défaillance du contrôle du système |
| X | X | X | |
2041 | Erreur | Erreur du transducteur de couple | Apparaît soit en cas d'erreur d'étalonnage soit si l'outil signale un défaut du transducteur. | Procéder à l'entretien de l'outil. | X | X |
|
2042 | Erreur | Erreur de transducteur d'angle |
| Procéder à l'entretien de l'outil. | X | X | X |
2043 | Erreur | Erreur de défaut à la terre de l'outil |
| Procéder à l'entretien de l'outil. | X | X | X |
2044 | Info | Périodicité d'entretien de l'outil expirée | Indique qu'un entretien de l'outil est nécessaire. Déclenché lorsque le nombre de serrages définis a été dépassé. | Effectuer la maintenance de l'outil. | X | X |
|
2045 | Avertissement | Données d'étalonnage de l'outil invalides | Si la validation de l'étalonnage des données échoue. | Procédez à la maintenance de l'outil. | X | X |
|
2046 | Info | Outil, date du prochain étalonnage dépassée | Indique qu'un étalonnage de l'outil est nécessaire. Déclenché lorsque l'alarme d'étalonnage est activée dans les paramètres et que la date actuelle dépasse la prochaine date d'étalonnage. | Procédez à la maintenance de l'outil. | X | X |
|
2047 | Info | Mise à jour automatique de la somme de contrôle des données de service | Indique que la somme de contrôle des données de service a été mise à jour automatiquement. | S/O | X | X |
|
2048 | Info | Valeur d’étalonnage de l’outil mise à jour par l’appareil QA | L'étalonnage de l'outil a été mis à jour lorsqu'un étalonnage a été effectué avec un appareil QA | X | X | ||
2050 | Erreur | Fichier de paramètres d'outil non pris en charge | Les paramètres d'outil nécessaires sont manquants. | Mettre à jour les paramètres d'outil. | X | X |
|
2060 | Info | Comportement inattendu de la gâchette | Sert à empêcher le démarrage de l'outil si un accessoire est connecté. | S/O | X | X |
|
2071 | Erreur | Mémoire de l'outil corrompue | Le descripteur d'outil est altéré. | Procéder à l'entretien de l'outil. | X | X |
|
2072 | Info | Dispositif inconnu connecté |
| X | X |
| |
2073 | Avertissement | Échec de supervision de la gâchette d'outil | Défaillance du canal matériel. Non concordance entre le matériel et le logiciel de la gâchette d'outil. | X | X |
| |
2074 | Avertissement | Défaillance de la carte d'indicateurs de l'outil | Défaillance de la carte d'indicateurs de l'outil. | Procéder à l'entretien de l'outil. | X | X |
|
2075 | Avertissement | Défaillance de tension ventilateur outil | Défaillance de tension du ventilateur de l'outil. | Procéder à l'entretien de l'outil. | X | X |
|
2076 | Avertissement | Défaillance de tension bus d'accessoire outil | Défaillance de tension du bus d'accessoire de l'outil. | Procéder à l'entretien de l'outil. | X | X |
|
2077 | Avertissement | Erreur de capteur gâchette d'outil | Erreur de capteur de gâchette d'outil. | Procéder à l'entretien de l'outil. | X | X | |
2078 | Info | Programme de serrage d'outil mis à jour | Outil verrouillé en raison d'une mise à jour du programme de serrage. | X | X |
| |
2079 | Erreur | Câble d'outil non pris en charge | Le câble d'outil est altéré. La puce du câble ne répond pas ou est endommagée. | Changer de câble. | X | X |
|
2080 | Erreur | Défaillance de la batterie de l'outil | Tension CC trop élevée ou trop basse. Défaillance de la batterie. | Contacter le représentant d'entretien d'Atlas Copco et adresser la batterie à Atlas Copco (Ne pas la réutiliser !). | X | X |
|
2081 | Erreur | Limite de courant de l'outil atteinte | La limite de courant a été atteinte et le pilote est désactivé. | Procéder à l'entretien de l'outil. | X | X |
|
2082 | Erreur | Erreur de mesure de courant de l'outil | Erreur de mesure de courant. Le courant ne peut pas être mesuré avec un résultat fiable. | Procéder à l'entretien de l'outil. | X | X |
|
2083 | Erreur | Erreur interne de l'outil | Plusieurs erreurs matérielles internes. | Procéder à l'entretien de l'outil. | X | X |
|
2084 | Erreur | Erreur logicielle interne de l'outil | Plusieurs erreurs logicielles internes. | Procéder à l'entretien de l'outil. | X | X |
|
2085 | Erreur | Erreur de RBU de l'outil | Une erreur de RBU a été détectée par le logiciel de l'outil. | Vérifier que la RBU est correctement installée. Si l'erreur persiste, procéder à l'entretien de l'outil. | X | X |
|
2086 | Erreur | Calage de l'outil | Le moteur de l'outil cale. | Procéder à l'entretien de l'outil. | X | X |
|
2087 | Avertissement | Courant de moteur d'outil élevé | La limite de courant du moteur de l’outil est dépassée et l’outil est verrouillé. L’outil passe en mode sécurité. | X | X | ||
2088 | Avertissement | Courant de batterie d'outil élevé | Le courant de la batterie de l'outil est trop élevé. | X | X | ||
2089 | Avertissement | Tension d'entraînement d'outil basse | La tension d’entraînement de l’outil est inférieure à la limite de tension la plus basse contrôlée. | X | X | ||
2090 | Avertissement | Tension d'entraînement d'outil élevée | La tension d’entraînement de l’outil est supérieure à la limite de tension la plus élevée contrôlée. | X | X |
| |
2091 | Avertissement | Erreur de la carte principale d'outil | Erreur interne de la carte principale de l'outil | X | X | ||
2092 | Avertissement | Erreur de module de puissance d'outil | Erreur interne du module de puissance de l'outil | X | X | ||
2093 | Avertissement | Niveau d'huile de l'unité d'impulsions bas | Le niveau d'huile de l'outil à impulsions connecté est bas. | Procéder à l'entretien de l'outil. | X | X | |
2094 | Avertissement | Niveau d'huile de l'unité d'impulsions vide | Le niveau d'huile de l'outil à impulsions connecté est inférieur au niveau opérationnel requis. | Procéder à l'entretien de l'outil. | X | X | X |
2095 | Avertissement | Communication de batterie d'outil perdue | L’outil a perdu la communication avec la batterie. | Assurez-vous que la batterie est correctement installée. Sinon, changez la batterie | X | X | |
2096 | Erreur | Version logicielle de la batterie de l'outil non concordante | Version logicielle de la batterie de l'outil incompatible avec le logiciel de l'outil. | Mettre à jour le logiciel. | X | X | |
2100 | Info | STwrench smartHead retirée | La tête STwrench smartHead a été retirée. | Reconnecter la tête smartHead et redémarrer la clé. | X | X |
|
2101 | Avertissement | Serrage par clé lors du blocage | Un serrage par clé a été effectué lorsque l’état de l'outil était verrouillé dans le coffret. | Attendre que l’état de l'outil dans le coffret soit déverrouillé. | X | X |
|
3000 | Erreur | Erreur logicielle interne du coffret | Erreur logicielle dans le coffret. | Prendre contact avec le service après-vente. | X | X | X |
3001 | Erreur | Pile d'horloge de coffret déchargée | La batterie interne approche de sa fin de vie. | Remplacer la batterie. | X | X | X |
3010 | Avertissement | Surchauffe du système | Le coffret a surchauffé. | Refroidir. | X | X |
|
3011 | Avertissement | Surchauffe matérielle du coffret | Refroidir. | X | X | ||
3013 | Avertissement | Utilisation limitée pour cause de température élevée de l’outil. | La limite de température a été atteinte. L’assemblage a été bloqué pour réduire le risque d’arrêt du coffret pour cause de surchauffe. | Attendre que la température du coffret redescende. | X | X | |
3020 | Avertissement | Défaillance matérielle du coffret | X | X | |||
3021 | Avertissement | Problème de tension système | Tension CC trop élevée ou trop basse. | S/O | X | X |
|
3030 | Erreur | Adresse IP en conflit avec un autre nœud sur le réseau | L'adresse IP définie est utilisée par un autre périphérique sur le même réseau. | Changer l'adresse IP de l'un des périphériques. | X | X |
|
3031 | Info | Câble réseau débranché | La porteuse du port usine est perdue (câble déconnecté). | Vérifier la connexion du câble. | X | X |
|
3032 | Info | Couplage démarré | Appareillage d'outil commencé. | S/O | X | X |
|
3033 | Info | Couplage réussi | Couplage d'outil terminé avec succès. | S/O | X | X |
|
3034 | Erreur | Échec du couplage radio : aucun outil détecté | Le coffret n'a trouvé aucun outil avec lequel se coupler lors du balayage à la recherche d'homologues radio. | Mettre l'outil en mode couplage et réessayer. | X | X |
|
3035 | Erreur | Échec du couplage radio : plus d'un outil détecté | Le coffret a trouvé plus d'un outil lors du balayage à la recherche d'homologues radio. | Vérifier qu'un seul outil est en mode jumelage lors du lancement du mode jumelage sur le coffret. | X | X |
|
3036 | Erreur | Couplage non réussi : Erreur de communication | Le coffret a rencontré une perte de connexion, une réponse inattendue ou une expiration de délai lors du processus de couplage. | Essayer d'effectuer de nouveau le couplage. Si l'échec se reproduit, procéder à l'entretien de l'outil. | X | X |
|
3037 | Info | Couplage non réussi : Le port de l'outil est occupé | Supprimer un port d'outil | X | X | ||
3040 | Avertissement | Arrêt d’urgence | Pilote désactivé dû à un arrêt d'urgence. | Réinitialiser l'arrêt d'urgence. | X | X |
|
3050 | Info | Horloge système mise à jour | L'horloge système a été mise à jour. | S/O | X |
|
|
3051 | Erreur | Erreur d'horloge système | Mauvaise lecture de l'heure depuis l'horloge en temps réel physique (RTC). | Changer la pile de l'horloge RTC. | X | X | X |
3052 | Avertissement | Erreur de configuration du démarrage à distance | Non concordance entre la configuration matérielle et logicielle du démarrage à distance. | Contrôler et vérifier que le commutateur matériel correspond à la source de démarrage sélectionnée. | X | X |
|
3053 | Info | Pilote connecté | Le pilote StepSync a été connecté. | X | X | ||
3054 | Info | Pilote déconnecté | Pilote StepSync déconnecté. | X | X | ||
3055 | Avertissement | Erreur de configuration de mode | Généré lorsque le mode sélectionné est mal configuré. Par ex. configurer deux boulons avec le même numéro de boulon ou le même canal, configuration du mode incomplète. | Rechercher une erreur de configuration de mode dans Toolstalk2 | X | X | |
3056 | Avertissement | Démarrage impossible, outil ou pilote manquant | Généré si un canal utilisé est sans pilote ou outil. | Vérifier le menu Canal sur le HMI. Connecter le pilote ou l'outil manquant. | X | X | |
3057 | Info | Démarrage impossible, canal déjà en service | Généré si un canal nécessaire a été alloué à un autre poste de travail virtuel | X | X | ||
3058 | Info | Aucun mode sélectionné | Sélectionner le mode | X | X | ||
3059 | Avertissement | Échec de connexion au gestionnaire de licences Atlas Copco | Indique que le coffret n'a pas pu se connecter au gestionnaire de licences local pour obtenir des licences. | Vérifier le réseau local. Si l'échec se reproduit, procéder à l'entretien du coffret. | X | X |
|
3084 | Erreur | Erreur d'exécution Soft PLC | eCLR s’est terminé de manière incontrôlée. | X | X | ||
3150 | Erreur | Incompatibilité logicielle avec IAM | IAM est incompatible avec le logiciel installé sur le coffret. | Remplacer l'IAM. | X | X | X |
3160 | Erreur | Échec de l’activation du logiciel nouvellement installé | Un problème est survenu lors de l'activation. Lorsque le logiciel nouvellement installé démarre, un retour au logiciel de travail précédent se produit. Cela se produit lorsque le nouveau logiciel ne démarre pas par trois fois et seulement pendant l'installation du logiciel. | Prenez une exportation et contactez Atlas Copco pour obtenir une aide supplémentaire. Noter la version du logiciel que vous essayez d'installer ainsi que la version du logiciel qui fonctionne. | X | X | X |
3161 | Erreur | Démarrage sur une partition logicielle inattendue | Le coffret a démarré du côté du logiciel inactif et non du côté du logiciel attendu. | Noter les informations relatives au logiciel (sur la page d'accueil du coffret, sélectionner Coffret > Logiciel). Essayer de redémarrer le coffret et s'assurer qu'il fonctionne avec le bon logiciel au moment du redémarrage. Si l'erreur persiste, effectuer une exportation et contacter Atlas Copco. | X | X | X |
3500 | Erreur | Erreur de gestionnaire de licences génériques | Incohérence détectée dans le système du gestionnaire de fonctionnalités utilisé. | Prendre contact avec un représentant Atlas Copco. | X | X | X |
3501 | Erreur | Erreur de synchronisation du gestionnaire de licences |
| X | X | X | |
3502 | Info | Synchronisation du gestionnaire de licences terminée |
| X |
| ||
3503 | Avertissement | Gestionnaire de licences : autre source en utilisation | La licence est utilisée par une autre source. | Vérifier l'affectation des licences | X | X | |
3504 | Avertissement | Redémarrage du gestionnaire de licences nécessaire | Redémarrer le gestionnaire de licences | X | X | ||
3505 | Info | Démarrage de la synchronisation de la licence USB | X | ||||
3506 | Erreur | Erreur de la synchronisation de la licence USB | X | ||||
3507 | Info | Synchronisation de la licence USB effectuée | X | ||||
3508 | Info | Une ou plusieurs de vos licences arrivent à expiration. Assurez-vous d'avoir un serveur de licences configuré | Mettre à jour les licences | X | X | ||
3511 | Avertissement | Une de vos licences possède une définition de licence différente | Incohérence détectée dans la licence à utiliser. | Prendre contact avec un représentant Atlas Copco. | X | X | |
3550 | Avertissement | Licence manquante | Installer la licence correcte | X | X | ||
4010 | Info | Outil verrouillé par l'entrée numérique | L'outil est verrouillé par un signal d'entrée numérique. | S/O | X | X |
|
4011 | Info | Outil verrouillé par Open Protocol | L'outil est verrouillé par Open protocole. | S/O | X | X |
|
4012 | Info | Outil verrouillé par le bus de terrain | L'outil est verrouillé par le bus de terrain | S/O | X | X |
|
4013 | Info | Outil verrouillé par le sélecteur à douilles | L’outil est verrouillé lorsque le sélecteur à douilles est déconnecté du poste de travail virtuel. | Déverrouiller par Master Unlock | X | X | |
4014 | Info | Outil verrouillé par Soft PLC | Le signal Soft PLC a verrouillé l’outil. | Déverrouiller par Master Unlock | X | X | |
4015 | Info | Dévissage désactivé | Desserrage désactivé dans le programme de serrage | X | X |
| |
4016 | Info | Serrage désactivé |
| X | X |
| |
4017 | Info | Desserrage non configuré | Le desserrage n’est pas configuré dans le programme de serrage sélectionné | Sélectionner un programme de serrage différent | X | X | |
4020 | Info | Trop de serrages NOK | Nombre maximum de serrages NOK consécutifs dans lot dépassé | X | X |
| |
4025 | Info | Aucun programme de serrage sélectionné | Aucun programme de serrage sélectionné | Sélectionner un programme de serrage ou une séquence de lots. | X | X | |
4030 | Info | Séquence de lots abandonnée | La séquence de lots a été abandonnée. | X | X | ||
4031 | Info | Temps maxi. pour achever la séquence de lots atteint. |
| X | X |
| |
4032 | Info | Temps maxi. pour achever le premier serrage atteint. |
| X | X |
| |
4035 | Info | Verrouillé par le contrôle de la ligne |
| X | X |
| |
4040 | Info | Verrouillé par un identifiant alternatif | Outil verrouillé par un identifiant alternatif. | X | X |
| |
4050 | Configuration de douilles non valide | Programme de serrage affecté à plusieurs douilles. | Programme de serrage affecté à plusieurs douilles | X | X |
| |
4060 | Info | Outil verrouillé sur lot terminé | Lors de l'exécution d'un lot avec le drapeau Outil verrouillé sur séquence de lots terminée, cet évènement est généré lorsque l'utilisateur appuie sur la gâchette. | Déverrouiller avec le signal Déverrouiller l'outil sur terminé. | X | X |
|
4070 | Info | Processus en mode manuel | Indique que le mode manuel a été activé pour un poste de travail virtuel. | ||||
4071 | Info | Processus en mode automatique | Indique que le mode automatique a été activé pour un poste de travail virtuel. | ||||
4500 | Info | Résultat erreur pilote | Erreur de pilote interne ou perte de pilote détectée. |
|
|
|
|
4501 | Info | Résultat resserrage | Tentative de serrer une vis déjà serrée alors que la détection Rehit est activée. |
|
|
|
|
4502 | Info | Résultat couple de démarrage en douceur bas | Couple de démarrage en douceur inférieur au niveau minimum. |
|
|
|
|
4503 | Info | Résultat couple de démarrage en douceur haut | Couple de démarrage en douceur supérieur au niveau maximum. |
|
|
|
|
4504 | Info | Résultat couple d'autotaraudage haut | Couple d'autotaraudage supérieur au niveau maximum. |
|
|
|
|
4505 | Info | Résultat couple d'autotaraudage bas | Couple d'autotaraudage inférieur au niveau minimum. |
|
|
|
|
4506 | Info | Résultat couple de sécurité bas | Valeur de couple automatiquement calculée pour assurer que le capteur de couple est monté correctement. |
|
|
|
|
4507 | Info | Résultat couple d'approche haut | Couple de vissage libre supérieur au niveau maximum. |
|
|
|
|
4508 | Info | Résultat angle d'approche haut | Angle de vissage libre supérieur au niveau maximum. |
|
|
|
|
4509 | Info | Résultat temps d'approche haut | Durée de vissage libre supérieure à la limite maximum. |
|
|
|
|
4510 | Info | Résultat temps d'approche bas | Durée de vissage libre inférieure à la limite minimum. |
|
|
|
|
4511 | Info | Résultat couple d'approche bas | Couple de vissage libre inférieur au niveau minimum. |
|
|
|
|
4512 | Info | Résultat angle d'approche bas | Angle de vissage libre inférieur au niveau minimum. |
|
|
|
|
4513 | Info | Résultat couple final haut | Couple d'étape finale supérieur au niveau maximum. |
|
|
|
|
4514 | Info | Résultat angle final haut | Angle d'étape finale supérieur au niveau maximum. |
|
|
|
|
4515 | Info | Résultat couple final bas | Couple d'étape finale inférieur au niveau minimum. |
|
|
|
|
4516 | Info | Résultat angle final bas | Angle d'étape finale inférieur au niveau minimum. |
|
|
|
|
4517 | Info | Résultat temporisation de serrage | Limite de temps de serrage dépassée. Pour les stratégies générales de serrage, le temps de serrage maximum est de 30 secondes. Pour un serrage MultiStep, le temps de serrage dépend de la restriction d’étape de limite de temps maximum. Le code d’erreur dépend de l’étape de serrage. | Recommencez le serrage. |
|
|
|
4518 | Info | Résultat gâchette perdue | Détente d'outil relâchée avant que le niveau cible ne soit atteint. Pour les stratégies générales de serrage, il n’est pas autorisé de relâcher la gâchette avant la fin du serrage. Pour le serrage MultiStep, l’erreur est affichée lorsque la gâchette est relâchée avant que la cible dans une étape spécifique ne soit atteinte. |
|
|
|
|
4519 | Info | Perte de couple prématurée | La douille s'est échappée de l'écrou. |
|
|
|
|
4520 | Info | Résultat cible atteinte avant l'étape finale | Couple cible atteint avant l'étape finale du programme de serrage. |
|
|
|
|
4521 | Info | Résultat couple de traînée bas | Couple post view inférieur au niveau minimum. |
|
|
|
|
4522 | Info | Résultat couple de traînée haut | Couple post view supérieur au niveau maximum. |
|
|
|
|
4523 | Info | Résultat intervalle de couple de traînée non atteint | Intervalle de couple post view atteint. |
|
|
|
|
4524 | Info | Résultat intervalle de compensation de couple non atteint | Angle d'intervalle de compensation de couple avant fin de vissage libre non atteint. |
|
|
|
|
4525 | Info | Résultat du mouvement de l'outil dépassé | provenant d'un statut détaillé de serrage NOK. |
|
|
|
|
4526 | Info | Résultat non concordance capteur surv. courant de sécurité | Erreur de surveillance actuelle. |
|
|
|
|
4527 | Info | Résultat du mouvement de l'outil dépassé |
|
|
|
|
|
4528 | Info | Résultat angle de démarrage en douceur haut | Angle de démarrage en douceur supérieur au niveau maximum (Quatre étapes). |
|
|
|
|
4529 | Info | Résultat angle de démarrage en douceur bas | Angle de démarrage en douceur inférieur au niveau minimum (Quatre étapes). |
|
|
|
|
4530 | Info | Résultat angle initial haut | Angle de première étape supérieur au niveau maximum (Quatre étapes). |
|
|
|
|
4531 | Info | Résultat angle initial bas | Angle de première étape inférieur au niveau minimum (Quatre étapes). |
|
|
|
|
4532 | Info | Résultat couple initial haut | Couple de première étape supérieur au niveau maximum (Quatre étapes). |
|
|
|
|
4533 | Info | Résultat couple initial bas | Couple de première étape inférieur au niveau minimum (Quatre étapes). |
|
|
|
|
4534 | Info | Résultat temps initial haut | Temps de première étape supérieur au niveau maximum (Quatre étapes). |
|
|
|
|
4535 | Info | Résultat temps initial bas | Temps de première étape inférieur au niveau minimum (Quatre étapes). |
|
|
|
|
4536 | Info | Résultat temps final haut | Temps de dernière étape supérieur au niveau maximum (Quatre étapes). |
|
|
|
|
4537 | Info | Résultat temps final bas | Temps de dernière étape inférieur au niveau minimum (Quatre étapes). |
|
|
|
|
4538 | Info | Résultat couple de supervision finale bas | Le couple de supervision finale n’a pas été atteint. |
|
|
|
|
4539 | Info | Résultat temps de démarrage en douceur haut | Temps de démarrage en douceur supérieur au niveau maximum (Quatre étapes). |
|
|
|
|
4540 | Info | Résultat temps de démarrage en douceur bas | Temps de démarrage en douceur inférieur au niveau minimum (Quatre étapes). |
|
|
|
|
4543 | Info | Résultat surveillance de point d'ajustement haut | Clé seule. Contrôler la valeur de serrage détectée dépassée. | ||||
4545 | Info | Résultat pas de couple résiduel | Clé seule. Le couple résiduel était sous le seuil. | ||||
4546 | Info | Résultat survitesse | Clé seule. La clé gyroscopique n’a pas réussi à mesurer l’angle en raison de la vitesse élevée. | ||||
4547 | Info | Résultat dévissage effectif | Clé seule. La clé a détecté un desserrage inattendu. | ||||
4548 | Info | Résultat final inférieur à la cible | Couple final inférieur au couple cible défini par le programme de serrage. | ||||
4549 | Info | Limite de temps TurboTight dépassée | Limite de temps TurboTight dépassée. | ||||
4550 | Info | Résultat élevé pour les impulsions de vissage libre | Le nombre maximal d’impulsions de ralentissement est dépassé. | ||||
4551 | Info | Résultat faible pour les impulsions de vissage libre | La réduction est terminée avant que le nombre minimal d’impulsions de ralentissement soit atteint. | ||||
4552 | Info | Résultat élevé pour les impulsions finales | le nombre maximal d’impulsions est dépassé. | ||||
4553 | Info | Résultat faible pour les impulsions finales | Le serrage est terminé avant que le nombre minimal d’impulsions ne soit atteint. | ||||
4554 | Info | Courant à l'arrêt élevé | Courant à l'arrêt supérieur à Courant limite haute. | ||||
4555 | Info | Courant à l'arrêt bas | Courant à l'arrêt inférieur à Courant limite basse | ||||
4556 | Info | Erreur MultiStep non catégorisée. | Une erreur dans la configuration MultiStep, souvent associée à la validation de l’outil. | ||||
4557 | Info | Résultat de surcharge | X | X | |||
4600 | Avertissement | Abandon de données ou Conservation de données utilisé en combinaison avec Serrage par lots. Les signaux n’ont pas d’effet. | Abandon de données et Conservation de données ne sont pris en charge que pour les tâches, sans contrôle des lots. Sélectionner une autre tâche si les signaux doivent être utilisés. Valable uniquement pour Flex et StepSync. | X | |||
4601 | Info | Conservation de données activée : le résultat du serrage est envoyé une fois que le signal est faible. | Valable uniquement pour Flex et StepSync. | X | |||
4602 | Info | Abandon de données activé : le résultat du serrage est abandonné. | Valable uniquement pour Flex et StepSync. | X | |||
5010 | Avertissement | Valeur de paramètre de programme de serrage invalide | Le paramètre du programme de serrage sélectionné n'est pas valide. | Vérifier la configuration du programme de serrage sélectionné pour trouver et modifier la valeur du paramètre. | X | X |
|
5020 | Info | Gâchette principale autre que source de démarrage active | Généré si le système est configuré pour un démarrage par poussée uniquement et si l'utilisateur presse la gâchette principale. Sera généré jusqu'à ce que l'utilisateur actionne le démarrage par poussée. | Actionner le démarrage par poussée pour démarrer l'outil. | X | X |
|
5030 | Info | La complexité du programme de resserrage dépasse la capacité de l'outil | Le programme de serrage sélectionné est trop complexe pour l’outil. L’outil sera verrouillé. | Réduire la complexité du programme de serrage, ou choisir un programme différent | X | X | |
6010 | Info | Accessoire connecté | Accessoire connecté au coffret. |
| X | X | |
6020 | Info | Accessoire déconnecté | Accessoire déconnecté du coffret. |
| X | X | |
6021 | Avertissement | Bus de terrain hors ligne | Absence de communication avec le bus de terrain. | X | X | X | |
6030 | Avertissement | Collision d'adresse d'accessoire | Deux accessoires ou plus ayant la même adresse sont connectés. | Changer l'adresse de l'accessoire. | X | X | X |
6040 | Avertissement | Erreur de communication accessoire | Erreur de communication intermittente avec l'accessoire. | Vérifier les câbles et les connecteurs. | X | X |
|
6041 | Avertissement | Erreur de bus de terrain | Erreur de communication avec le bus de terrain. |
| X | X | X |
6042 | Avertissement | Conflit du module de bus de terrain | Le module de bus de terrain installé ne correspond pas au module configuré. | Modifier la configuration pour qu'elle corresponde au module installé, ou remplacer le module installé par le module correct. | X | X | X |
6050 | Info | Sélection d'une mauvaise douille | Généré si aucune douille n'est sélectionnée ou si une douille incorrecte est sélectionnée. | X | X |
| |
6090 | Avertissement | Le lecteur de codes-barres n'a pas pu être identifié | Si aucun numéro de série unique n'est trouvé. | Configurer le lecteur de codes-barres. | X | X | X |
7010 | Info | Texte du message à afficher | Évènement général d'affichage de messages. | Néant |
|
| X |
8200 | Info | Échec d’ouverture du port série | Le port série à utiliser n’a pas pu être ouvert. | Vérifier les connexions du port série. | X | ||
8214 | Erreur | Version du logiciel EHMI non concordante | La version du logiciel EHMI n’est pas compatible avec le coffret. | Mettre à jour la version logicielle du EHMI. | X | X | |
Vue Ratio NOK
Aller à Rapports dans le menu accueil et sélectionner Ratio NOK dans le volet de gauche.
Sélectionner Voir les 10 programmes de serrage avec taux de NOK le plus élevé.
Référence
Dans cette section, vous trouverez diverses informations utiles.
Termes et définitions
Terme | Synonyme | Définition | Note |
|---|---|---|---|
lot | serrages multiples utilisant le même programme de serrage et la même douille | ||
séquence de lots | séquence | serrages multiples utilisant une combinaison de différents programmes de serrage et différentes douilles | |
IGU des coffrets | interface utilisateur au niveau des boutons ou de l'écran tactile des coffrets | ||
évènement | signaux de statut des coffrets et outils | ||
angle final | valeur d'angle mesurée réelle à la fin du cycle de serrage | ||
couple final | valeur de couple mesurée réelle à la fin du cycle de serrage | ||
IGU |
| interface utilisateur constituée d'éléments graphiques interactifs tels que des fenêtres, icônes et symboles sur un affichage |
|
IHM | Interface Homme-Machine | interface utilisateur d'un outil ou coffret | L'IHM peut être une interface basée sur un ordinateur ou l'écran tactile d'un coffret. |
IAM | module d'application intelligent (Intelligent Application Module) | module amovible dans un coffret contenant un programme, des paramètres de configuration et des résultats de serrage | |
structure de ligne | tri et regroupement de coffrets en structures, dossiers et sous-dossiers dans ToolsTalk | La structure de ligne est une méthode permettant d'améliorer la visibilité d'un grand groupe de coffrets de manière structurée. | |
couple de traînée | fonction permettant de surveiller et de détecter les valeurs de couple maximum et minimum avant que l'approche ne soit terminée | L'un des objets du couple de traînée est l'utilisation d'un écrou autofreiné. | |
Programme de serrage | Jeu de paramètres | configuration de paramètres et valeurs permettant de commander et de surveiller une action de serrage simple et de mémoriser le résultat du serrage | |
push | transfert des données enregistrées dans ToolsTalk vers la mémoire des coffrets | ||
QIF | Quality Integrated Fastening (vissage intégré qualité) | ligne entièrement intégrée de boulonneuses, coffrets, accessoires et outils de surveillance du processus permettant de garantir une qualité et une traçabilité élevée du serrage dans les systèmes d'assemblage industriel | Le QIF a été élaboré par Atlas Copco et s'utilise préférentiellement dans le secteur de l'automobile ainsi que dans d'autres situations de montage dans lesquelles de nombreux assemblages sont critiques. Le concept de QIF comprend également la surveillance et la documentation du processus. |
accessoire QIF | accessoire pour la communication et le guidage de l'opérateur utilisé en QIF | Accessoires utilisés pour la communication entre le système et l'opérateur. Par exemple : scanner, panneau de commande, colonne lumineuse et sélecteur à douilles. La communication améliore la qualité et la traçabilité du processus d'assemblage. | |
quick step (étape rapide) | stratégie de serrage | Stratégie de serrage utilisée pour réduire la dispersion de la précharge de l'assemblage en conjuguant une étape initiale avec une vitesse et un couple donnés, puis en réduisant la vitesse dans l'étape finale. | |
détection de resserrage | détection du resserrage d'un assemblage déjà serré | ||
rotate (rotation) | stratégie de serrage faisant tourner la tête de l'outil | La stratégie Rotate est surtout utilisée à des fins d'essai ou de démonstration. | |
approche terminée | fin de l'étape d'approche, lorsque la tête de vis est en contact avec la surface et que l'étape de serrage commence | ||
étape d'approche | étape comprise entre le moment où la vis entre dans le filetage et le moment où la tête de vis touche la surface | ||
point d'ajustement | la vis ou le boulon sont approximativement serrés sur la surface avec une force équivalente à celle d'un serrage à la main | ||
sélecteur à douilles | accessoire QIF composé d'une boîte à douilles avec des voyants, utilisable pour guider l'opérateur vers la douille voulue | ||
démarrage en douceur | démarrage du serrage à vitesse réduite pendant un angle de rotation spécifié | Cette fonction facilite l'entrée du boulon dans le filetage de manière parfaitement maîtrisée et peut prévenir les mouvements indésirables des outils ergonomiques lors de l'appui sur la gâchette. | |
colonne lumineuse | accessoire QIF qui gère la communication entre l'opérateur et le coffret par le biais de signaux numériques comme des voyants, des boutons, des commutateurs et une alarme sonore | ||
cible | résultat désiré d'un serrage | La cible est exprimée en couple ou en angle. | |
angle cible | valeur d'angle désirée à la fin du cycle de serrage, mesurée à partir d'un point de référence | ||
couple cible | valeur de couple désirée à la fin du cycle de serrage | ||
three step (trois étapes) | stratégie de serrage | Stratégie de serrage utilisée pour réduire la dispersion de la précharge de l'assemblage et les effets de la détente avec une étape initiale comportant une vitesse et un couple donnés suivis d'une courte étape de desserrage avant le serrage final à vitesse réduite. | |
étape de serrage | étape comprise entre le moment où la tête d'une vis atteint la surface et le moment où le serrage atteint la consigne de couple ou la consigne d'angle désirées | ||
stratégie de serrage | algorithme qui commande et surveille en continu le processus de serrage | L'utilisateur peut sélectionner une stratégie optimisée pour l'assemblage et programmer certains paramètres. | |
TurboTight | stratégie de serrage | Stratégie de serrage basée sur la vitesse maximale de l'outil pour effectuer un serrage rapide et ergonomique. La stratégie exige uniquement l'instauration d'une valeur de couple cible. | |
two step (deux étapes) | stratégie de serrage | Stratégie de serrage utilisée pour réduire la dispersion de la précharge de l'assemblage et les effets de la détente avec une étape initiale comportant une vitesse et un couple donnés, suivis d'un bref arrêt, avant le serrage final à vitesse réduite. | |
IGU Web | interface utilisateur du coffret via la fenêtre d'un navigateur Web depuis un ordinateur distant | ||
poste virtuel | coffret virtuel | abstraction logicielle d'un coffret physique devant se comporter comme des coffrets multiples | Un coffret ne peut être raccordé qu'à un seul outil à câble mais à plusieurs outils sans fil. Chaque outil est raccordé à son propre poste virtuel. |
Type de poste virtuel | Licence contenant un lot de fonctionnalités pour coffret. | Cette licence est requise pour exécuter un poste de travail virtuel. | |
Fonctionnalité du poste de travail virtuel | Licence pour des fonctionnalités individuelles. | Peut être utilisée pour compléter des licences Type de poste de travail virtuel. | |
Caractéristiques du coffret | Licence pour des fonctionnalités couvrant tous les aspects du coffret, comme Soft PLC et StepSync. | Assignées à un coffret et peuvent être utilisées par tous les postes de travail virtuels. |
Signaux d'entrée
Code | Signal d'entrée | Type | Description |
|---|---|---|---|
10001 | Incrémentation du lot | Événement | Augmente le compteur de lot de façon incrémentielle d'une unité. |
10002 | Décrémentation du lot | Événement | Décrémente le compteur de lot de façon incrémentielle d'une unité. |
10003 | Remise à zéro du lot | Événement | Ramène la valeur du compteur de lot à 0. Aucun lot OK (nxOK). Si le lot OK est activé, il sera désactivé. |
10004 | Acquittement évènements | Événement | Acquittement d'un évènement. |
10005 | Déverrouillage maître | Événement | Déverrouille la plupart des verrouillages définis dans la page des verrouillages. |
10006 | Code barre | Événement | Généré par exemple lorsqu'un lecteur de codes-barres USB a scanné un code-barres. |
10007 | Arrêter l'entraînement | Événement | Usage interne du contrôleur uniquement, utilisé par les verrouillages pour arrêter les serrages en cours. Voir l'onglet Verrouillage. |
10008 | Contournement de programme de serrage | Événement | Saute au programme de serrage suivant dans la séquence de lots en cours. |
10010 | Démarrage serrage | État | Le signal actif lance le serrage. Dès que l'entrée passe à l'état inactif, le serrage doit s'arrêter. |
10011 | Démarrage desserrage | État | Le signal actif lance le desserrage. Dès que l'entrée numérique passe à l'état inactif, le desserrage doit s'arrêter. |
10012 | Abandonner la séquence | Événement | Lorsqu'une demande d'abandon d'une séquence de lots est reçue, la fonctionnalité Séquence de lots attend la fin du serrage en cours avant d'abandonner la séquence de lots. |
10013 | Réinitialisation serrages incorrects trop nombreux | Événement | Réinitialise le lot après réception du verrouillage pour serrages incorrects trop nombreux. |
10014 | Douille prélevée | État | Généré lorsqu'une douille unique est prélevée sur le sélecteur à douilles (entier ID douille), lorsqu'aucune douille n'est prélevée (entier = 0) ou lorsque plusieurs sont prélevées (entier = 0). |
10015 | Message de protocole prêt | Événement | Signalé lorsqu'un message est dans la file d'attente du protocole. |
10016 | Sélection bit d'entrée 0 | État | Signal d'entrée pour la sélection du bit 0. |
10017 | Sélection bit d'entrée 1 | État | Signal d'entrée pour la sélection du bit 1. |
10018 | Sélection bit d'entrée 2 | État | Signal d'entrée pour la sélection du bit 2. |
10019 | Sélection bit d'entrée 3 | État | Signal d'entrée pour la sélection du bit 3. |
10020 | Sélectionner l'entrée | État | Valeur sélectionnée pour l'entrée. |
10021 | Instauration relais bistable | Événement | Instaurer la sortie de relais bistable. |
10022 | Réinitialisation relais bistable | Événement | Réinitialiser la sortie de relais bistable. |
10024 | Démarrage impulsion de serrage | Événement | Le serrage démarre au signal. Fonctionne jusqu'à ce que le serrage soit terminé ou jusqu'à ce que la temporisation de 30 secondes dans le programme de serrage expire. |
10028 | Démarrage entraînement | État | Le signal actif démarre l'outil (le mode de fonctionnement par défaut est le serrage). Dès que le signal devient inactif, l'outil doit s'arrêter. S'utilise en association avec 10029 (Sélection desserrage). |
10029 | Sélection desserrage | État | Sélectionne le desserrage comme mode de fonctionnement par défaut et s'utilise en association avec 10028 (Démarrage entraînement). |
10030 | Arrêt impulsion | Événement | Si ce signal est généré, tout serrage en cours sera arrêté. Utilisé en association avec 10024. |
10035 | Surveillance externe 1 | État | |
10036 | Surveillance externe 2 | État | |
10037 | Surveillance externe 3 | État | |
10038 | Surveillance externe 4 | État | |
10039 | Surveillance externe 5 | État | |
10040 | Surveillance externe 6 | État | |
10041 | Surveillance externe 7 | État | |
10042 | Surveillance externe 8 | État | |
10043 | Douille prélevée brut | État | |
10045 | Identifiant externe | État | Fournit jusqu'à 2 identifiants à faire passer depuis le bus de terrain pour la sélection de tâche. |
10046 | Voyant vert externe de sélecteur à douilles | État | Commande les voyants verts lorsque le sélecteur à douilles est en mode externe (la façon dont des dispositifs physiques multiples sont mappés sur les douilles logiques est définie par la configuration de ressources du sélecteur à douilles). Octet0 - douilles logiques 1 à 4 Octet1 - douilles logiques 5 à 8 Octet2 - douilles logiques 9 à 12 Octet3 - douilles logiques 13 à 16 (2 bits par douille, 00 = éteint, 01 = clignotement, 10 = fixe) |
10047 | Voyant rouge externe de sélecteur à douilles | État | Commande les voyants rouges lorsque le sélecteur à douilles est en mode externe. Voir 10046 pour les détails. |
10048 | Valeur d'entrée de sélection logicielle | État | Valeur de sélection logicielle de l'entrée. |
10049 | Désactiver le bus de terrain | État | Désactive le bus de terrain. |
10050 | ID utilisateur | État | ID utilisateur |
10051 | Déverrouiller l’outil à la fin | Événement | Déverrouille un outil verrouillé par la commande de verrouillage d'outil à l'achèvement. |
10053 | Réinitialisation de séquence de lots | Événement | Réinitialisation de la séquence de lots. Déverrouille un outil verrouillé par la commande de verrouillage d'outil à l'achèvement. |
10058 | DEL verte clignotante d'outil | Événement | |
10059 | Déverrouiller l'outil sur désactivation | Événement | |
10060 | Désactiver les commandes Open Protocol | État | |
10061 | Mode manuel | État | |
10063 | OK externe | Événement | |
10066 | Sélection bit d'entrée 4 | État | |
10067 | Sélection bit d'entrée 5 | État | |
10068 | Sélection bit d'entrée 6 | État | |
10069 | Sélection bit d'entrée 7 | État | |
10070 | Sélection bit d'entrée 8 | État | |
10071 | Sélection bit d'entrée 9 | État | |
10073 | ID de programme de serrage pour la taille de lot dynamique | État | |
10074 | Définir la taille du lot dynamique | État | |
10075 | Activer scanner de l’outil | Événement | Signal d'entrée pour activer le scanner d'outil depuis une source externe. |
10105 | Réinitialisation des données de résultat | État | Réinitialisation des données de résultat |
10114 | Reset latest Identifier (Réinitialiser dernier identifiant) | Événement | réinitialise le dernier identifiant. |
30000 | Désactiver l’outil | État | Arrête et verrouille immédiatement l'outil. |
30004 | Établissement de liaison pour lecture de résultats | État | |
30005 | Liste d'attente des résultats vidée | Événement | |
30007 | Sélectionner le programme de serrage et définir la taille des lots | État |
Signaux d'entrée utilisés par le verrouillage
Code | Signal d'entrée | Type | Description |
|---|---|---|---|
20002 | Verrouillage serrage | État | Outil verrouillé pour le serrage par une entrée numérique. |
20003 | Verrouillage desserrage | État | Verrouillage desserrage |
20004 | Verrouillage de l'outil activé haut | État | Verrouillage de l'outil activé haut |
20020 | Verrouillage de serrage par bus de terrain | État | Bus de terrain verrouillage de serrage |
20021 | Verrouillage de dévissage bus de terrain | État | Bus de terrain verrouillage de desserrage |
20040 | Verrouillage de serrage SoftPLC | État | |
20041 | Verrouillage de desserrage SoftPLC | État | |
20061 | Verrouillage de l'outil activé faible | État | Verrouille l'outil lorsque le signal faible. |
Signaux de sortie
Code | Signal de sortie | Type | Description |
|---|---|---|---|
1 | Tâche actuelle | État | Donne la tâche en cours. |
2 | En mode fonctionnement | État | Indique le mode de fonctionnement. |
3 | Serrage OK | Événement | Serrage correct indique à l'utilisateur que le résultat du serrage est dans les limites spécifiées. |
4 | Serrage NOK | Événement | Serrage incorrect indique à l'utilisateur qu'au moins un résultat de serrage n'est pas dans les limites spécifiées ou qu'un autre évènement non acceptable s'est produit. |
5 | Final torque (Couple final) | Événement | |
6 | Couple bas | Événement | Le résultat de couple est inférieur à la limite de couple minimum. |
7 | Couple élevé | Événement | Le résultat de couple est supérieur à la limite de couple maximum. |
8 | Angle final | Événement | |
9 | Angle bas | Événement | Le résultat d'angle est inférieur à la limite d'angle minimum. |
10 | Angle haut | Événement | Le résultat d'angle est supérieur à la limite d'angle maximum. |
11 | Gâchette pressée | État | Indique que la gâchette de l'outil a été pressée. |
12 | Commutateur directionnel, sens des aiguilles d'une montre | État | Le commutateur directionnel de l'outil est en position de sens des aiguilles d'une montre. |
13 | Commutateur directionnel, sens inverse des aiguilles d'une montre | État | Le commutateur directionnel de l'outil est en position de sens inverse des aiguilles d'une montre. |
21 | Serrage outil | État | L'outil fonctionne dans le sens du serrage. |
22 | Desserrage outil | État | L'outil fonctionne dans le sens du desserrage. |
23 | Outil en rotation | État | Indique que l'outil tourne (sens des aiguilles d'une montre [CW] ou sens inverse [CCW]). |
24 | Rotation de l'outil, sens des aiguilles d'une montre | État | L'outil tourne dans le sens des aiguilles d'une montre pour les vis présentant un filetage à droite. |
25 | Rotation de l'outil, sens inverse des aiguilles d'une montre | État | L'outil tourne dans le sens inverse des aiguilles d'une montre pour les vis présentant un filetage à gauche. |
26 | Sens de filetage inverse des aiguilles d'une montre | État | Le sens de filetage choisi pour le programme sélectionné est le sens inverse des aiguilles d'une montre. |
27 | Serrage verrouillé | État | Le serrage est désactivé. |
28 | Desserrage verrouillé | État | Le desserrage est désactivé. |
29 | Prêt à démarrer | État | Indique s'il est possible de démarrer un serrage. |
30 | Lot terminé | Événement | Le compteur de lot est égal au chiffre de la taille de lot. Le résultat peut être bon ou mauvais. |
31 | Comptage des lots | État | Nombre actuel dans le lot. Ne peut être vu que dans un affichage. |
32 | Lot en cours | État | Indique qu'un lot est en cours d'exécution dans une séquence de lots. |
33 | Lot restant | État | Serrages restants dans un lot. Ne peut être vu que dans un affichage. |
34 | Signal de sortie test | État | Reflet de l'entrée de signal de test. |
35 | Nombre maxi. serrages incorrects consécutifs atteint | Événement |
|
36 | Lot terminé correct | Événement | Lot terminé avec un statut correct. |
37 | Lot terminé incorrect | Événement | Lot terminé avec un statut incorrect. |
39 | Effacer les résultats | Événement | Efface le statut d'autres signaux définis pour le serrage suivant. |
40 | Relais bistable | État | Suivi de 2 entrées : instauration/réinitialisation relais bistable. |
42 | Coffret sous tension | État | Prend la valeur vraie au lancement d'IOExchange. |
45 | Séquence de lots terminée correcte | Événement | Séquence de lots terminée avec un statut correct. |
46 | Séquence de lots terminée incorrecte | Événement | Séquence de lots terminée avec un statut incorrect. |
47 | Séquence de lots en cours | État | Une séquence de lots est sélectionnée et en cours d'exécution. |
48 | Séquence de lots terminée | Événement | Le compteur de séquence de lots est égal à la taille de la séquence de lots. Le résultat peut être bon ou mauvais. |
50 | E/S génériques 1 | État | |
51 | E/S génériques 2 | État | |
52 | E/S génériques 3 | État | |
53 | E/S génériques 4 | État | |
54 | E/S génériques 5 | État | |
55 | E/S génériques 6 | État | |
56 | E/S génériques 7 | État | |
57 | E/S génériques 8 | État | |
58 | E/S génériques 9 | État | |
59 | E/S génériques 10 | État | |
69 | Programme de serrage sélectionné | État | L'ID réelle du programme de serrage sélectionné, 0 si aucun programme de serrage n'est sélectionné. |
70 | Desserrage OK | Événement | Un desserrage correct a eu lieu. |
71 | Poste prêt | État | Le poste de travail est prêt. |
73 | Outil connecté | État | Cette ES est active si l'outil est connecté à un poste virtuel et configuré sur ce poste. |
74 | Desserrage NOK | Événement | Un desserrage incorrect a eu lieu. |
84 | ID de la séquence de lots sélectionnée | État | |
85 | Version logicielle | État | Version du logiciel exécuté. |
86 | Version logicielle majeure | État | |
87 | Version logicielle mineure | État | |
88 | Version de configuration | État | |
89 | Crowfoot en position ouverte | État | Outil Crowfoot en position ouverte. |
90 | Batterie outil faible | Événement | Batterie de l'outil faible. |
92 | Outil dans l'espace de travail | État | |
93 | Outil dans l'espace de production | État | |
94 | Identifiant Tool tag | État | |
95 | Open Protocol déconnecté | État | |
96 | Bus de terrain déconnecté | État | |
97 | Miroir LED outil rouge | Événement | |
98 | Miroir LED outil vert | Événement | |
99 | Miroir LED outil jaune | Événement | |
100 | Identifiant reçu | Événement | |
101 | Mode manuel | État | |
103 | Santé de l’outil OK | État | |
104 | Identifiant de passage | Événement | Signal de sortie pour l'envoi d'une chaîne scannée depuis un scanner vers un dispositif externe |
105 | Nom du poste de travail virtuel | État | Donne le nom du poste de travail virtuel |
132 | Démarrage programme | Événement | Démarrage programme |
10043 | Douille prélevée | Événement | |
20036 | Arrêt d’urgence | État | |
20039 | Verrouillé par déconnexion du sélecteur à douilles | État | |
30001 | Code événement | État | Relaie un événement lorsqu'il est déclenché. Temporaire ou pour deux cycles. |
30002 | Maintien actif bus de terrain | État | |
30003 | Gravité code évènement | État | |
30006 | Liste d'attente des résultats vidée Ack | État | |
30100 | Couple cible | Événement | |
30101 | Couple cible/final | Événement | |
31000 | Serrage OK | État | |
31001 | Serrage NOK | État | |
31002 | Final torque (Couple final) | État | |
31003 | Angle final | État | |
31004 | Angle maxi. programme de serrage | État | |
31005 | Angle mini. programme de serrage | État | |
31006 | Statut de l'angle final | État | |
31007 | Couple maxi. programme de serrage | État | |
31008 | Couple mini. programme de serrage | État | |
31009 | Statut du couple final | État | |
31010 | Serrage effectué | État | |
31011 | LED du bus de terrain de l'outil rouge | État | |
31012 | LED du bus de terrain de l'outil verte | État | |
31013 | LED du bus de terrain de l'outil jaune | État | |
31014 | Resserrage du bus de terrain | État | |
31015 | Couple cible final | État | Indique le couple cible du programme de serrage |
31016 | Départ angle final | État | Indique la valeur de départ de l'angle final, si disponible. |
31017 | Courant final mesuré | État | Courant à l'étape de mesure de l'angle final et couple final. |
31018 | Le nombre total de serrages | État | Nombre total de serrages effectués par l'outil pendant toute sa durée de vie. |
31019 | Premier couple cible | État | Indique le premier couple cible après un serrage terminé. |
31020 | Vitesse cible finale | État | Vitesse cible de la dernière étape du programme de serrage. |
31021 | Numéro de série de l'outil | État | Partie entière du numéro de série. |
List of Third Party Softwares
The following third party softwares are included in this product. The license texts are available in alphabetic order following this table.
Software | Version | License |
|---|---|---|
alsa-conf-base | 1.0.27.2 | LGPL V2.1 |
alsa-lib | 1.0.27.2 | LGPL V2.1 |
alsa-state | 0.2.0 | MIT |
alsa-states | 0.2.0 | MIT |
alsa-tools | 1.0.27 | GNU GPL V2 |
alsa-utils | 1.0.27.2 | GNU GPL V2 |
alsa-utils-aconnect | 1.0.27.2 | GNU GPL V2 |
alsa-utils-alsactl | 1.0.27.2 | GNU GPL V2 |
alsa-utils-alsaloop | 1.0.27.2 | GNU GPL V2 |
alsa-utils-alsamixer | 1.0.27.2 | GNU GPL V2 |
alsa-utils-alsaucm | 1.0.27.2 | GNU GPL V2 |
alsa-utils-amixer | 1.0.27.2 | GNU GPL V2 |
alsa-utils-aplay | 1.0.27.2 | GNU GPL V2 |
alsa-utils-aseqdump | 1.0.27.2 | GNU GPL V2 |
alsa-utils-aseqnet | 1.0.27.2 | GNU GPL V2 |
alsa-utils-iecset | 1.0.27.2 | GNU GPL V2 |
alsa-utils-midi | 1.0.27.2 | GNU GPL V2 |
alsa-utils-speakertest | 1.0.27.2 | GNU GPL V2 |
apm | 3.3.2-14 | GPLv2 |
apmd | 3.2.2-14 | GPLv2 |
atftpd | 0.7.1+gitAUTOINC+be3291a18c | GNU GPL V2 |
base-files | 3.0.14 | GNU GPL V2 |
base-passwd | 3.5.29 | GNU GPL V2 |
bash | 4.3 | GNU GPL V3 |
bash-completion | 2.1 | GNU GPL V2 |
bluetooth-test | 1.0 | GNU GPL V1.0 |
boost | 1.55.0 | BSL-1.0 MIT Python-2.0 |
boost-serialization | 1.55.0 | BSL-1.0 MIT Python-2.0 |
boost-test | 1.55.0 | BSL-1.0 MIT Python-2.0 |
bt-aux | 1.0 | GNU GPL V1.0 |
busybox | 1.22.1 | GNU GPL V2 |
busybox-cron | 1.22.1 | GNU GPL V2 |
busybox-hwclock | 1.22.1 | GNU GPL V2 |
busybox-udhcpc | 1.22.1 | GNU GPL V2 |
busybox-udhcpd | 1.22.1 | GNU GPL V2 |
ca-certificates | 20130610 | GNU GPL V2 |
cppunit | 1.13.1 | LGPL V2.1 |
curl | 7.35.0 | MIT |
dbus-1 | 1.6.18 | GNU GPL V2 |
dbus-c++ | 0.9.0+gitrAUTOINC+1f6f3e6e96 | LGPL V2.1 |
directfb-config | 1.0 | GNU GPL V1.0 |
dropbear | 2014.63 | BSD V3 |
e2fsprogs | 1.42.9 | GNU GPL V2 |
e2fsprogs-badblocks | 1.42.9 | GNU GPL V2 |
e2fsprogs-e2fsck | 1.42.9 | GNU GPL V2 |
e2fsprogs-mke2fs | 1.42.9 | GNU GPL V2 |
e2fsprogs-tune2fs | 1.42.9 | GNU GPL V2 |
eclr | 2.2.0.20725 | MIT |
ecryptfs-tools | 1.0 | GNU GPL V1.0 |
fbset | 2.1 | GNU GPL V2 |
fbset-modes | 0.1.0 | MIT |
fb-test | 1.1.0 | GNU GPL V2 |
fieldbus-test | 1.0 | GNU GPL V1.0 |
firmware-imx | 3.10.17-1.0.0 | Proprietary |
firmware-imx-sdma-imx51 | 3.10.17-1.0.0 | Proprietary |
firmware-imx-vpu-imx51 | 3.10.17-1.0.0 | Proprietary |
fsb | 0.0.1 | GNU GPL V1.0 |
gdbserver | 7.6.2 | GNU GPL V2 |
gnutls | 3.2.13 | LGPL V2.1 |
gpio | 1.0 | GNU GPL V1.0 |
groupexec | 0.0.1 | GNU GPL V1.0 |
gstreamer | 0.10.36 | LGPL V2.1 |
gstreamer1.0 | 1.2.3 | LGPL V2.1 |
gwt | 2.6.1 | Apache V2 |
gwt-ns | 0.2.1 | Apache V2 |
hwtest | 1.1 | GPL-1.0 |
Initscripts | 1.0 | GPLv2 |
initscripts-functions | 1.0 | GPLv2 |
ioaccess | 1.0 | GPL-1.0 |
ipwatchd | 1.2 | GPL-1.0 |
json-c | 0.11 | MIT |
kernel-3.14.79-rt84-atlas | 3.14 | GNU GPL V2 |
kernel-base-generic | 0.1+hg-8d6f9d23fb4a-r8-px2pfm4.12 | GNU GPL V2 |
kernel-base-px2drv | 2.6.22.6-r8-px2pfm4.12 | GNU GPL V2 |
kernel-dev-generic | 2.6.22.6-r8-px2pfm4.12 | GNU GPL V2 |
kernel-devicetree | 3.14 | GNU GPL V2 |
kernel-dev-px2drv | 2.6.22.6-r8-px2pfm4.12 | GNU GPL V2 |
kernel-generic | 2.6.22.6-r8-px2pfm4.12 | GNU GPL V2 |
kernel-image-3.14.79-rt84-atlas | 3.14 | GNU GPL V2 |
kernel-module-configfs | 3.14 | GPLv2 |
kernel-module-emergencystop | 0.0.1 | MIT |
kernel-module-evbug | 3.14 | GPLv2 |
kernel-module-ioaccess | 1 | GNU GPL V2 |
kernel-module-isofs | 3.14 | GPLv2 |
kernel-module-msdos | 3.14 | GPLv2 |
kernel-module-nls-iso8859-15 | 3.14 | GPLv2 |
kernel-module-owl2xx | 3.1.6 | MIT |
kernel-module-owl2xx-spi | 3.1.6 | MIT |
kernel-px2drv | 2.6.22.6-r8-px2pfm4.12 | GNU GPL V2 |
kernel-module-serport | 3.14 | GPLv2 |
kernel-module-udf | 3.14 | GPLv2 |
kernel-modules | 3.14 | GPLv2 |
kernel-vmlinux-generic | 2.6.22.6-r8-px2pfm4.12 | GNU GPL V2 |
kernel-vmlinux-px2drv | 2.6.22.6-r8-px2pfm4.12 | GNU GPL V2 |
keytest | 1 | GNU GPL V1.0 |
keyutils | 1.5.2 | GNU GPL V2 |
kmsfbwrap | 12.0 | GNU GPL V2 |
libanybus1 | 1.1 | LICENSE |
libapm1 | 3.2.2-14 | GPLv2 |
libasound2 | 1.0.27.2 | LGPL V2.1 |
libblkid1 | 2.24.1 | GNU GPL V2 |
libboost-date-time1.55.0 | 1.55.0 | MIT |
libboost-filesystem1.55.0 | 1.55.0 | MIT |
libboost-graph1.55.0 | 1.55.0 | MIT |
libboost-iostreams1.55.0 | 1.55.0 | MIT |
libboost-program-options1.55.0 | 1.55.0 | MIT |
libboost-regex1.55.0 | 1.55.0 | MIT |
libboost-signals1.55.0 | 1.55.0 | MIT |
libboost-system1.55.0 | 1.55.0 | MIT |
libboost-thread1.55.0 | 1.55.0 | MIT |
libbz2-0 | 1.0.6 | bzip2 |
libc6 | 2.19 | GNU GPL V2 |
libcap2 | 2.22 | BSD V2 |
libcom-err2 | 1.42.9 | GNU GPL V2 |
libcrypto1.0.0 | 1.0.1p | openssl |
libcurl5 | 7.36.0 | MIT |
libdbus-1-3 | 1.6.18 | GNU GPL V2 |
libdrm2 | 2.4.52 | MIT |
libe2p2 | 1.42.9 | GNU GPL V2 |
libegl1 | 11.09.01 | Proprietary |
libestr0 | 0.1.6 | LGPL V2.1 |
libevent | 2.0.21 | BSD V2 |
libexpat1 | 2.1.0 | MIT |
libext2fs2 | 1.42.9 | GNU GPL V2 |
libffi6 | 3.0.13 | MIT |
libformw5 | 5.9 | MIT |
libfuse2 | 2.9.3 | GNU GPL V2 |
libgcc1 | 4.8.4 | GNU GPL V3 |
libgcrypt11 | 1.5.3 | LGPL V2.1 |
libglesv2-2 | 11.09.01 | Proprietary |
libglib-2.0-0 | 2.38.2 | LGPL V2.1 |
libgmp10 | 5.1.1 | GNU GPL V3 |
libgnutls26 | 2.12.23 | GPLv3 LGPLv2.1 |
libgpg-error0 | 1.12 | LGPL V2.1 |
libgsl-fsl1 | 11.09.01 | Proprietary |
libgstapp-1.0-0 | 1.2.4 | GNU GPL V2 |
libgstaudio-1.0-0 | 1.2.4 | GNU GPL V2 |
libgstpbutils-1.0-0 | 1.2.4 | GNU GPL V2 |
libgsttag-1.0-0 | 1.2.4 | GNU GPL V2 |
libgstvideo-1.0-0 | 1.2.4 | GNU GPL V2 |
libicudata53 | 53.1 | ICU |
libicui18n53 | 53.1 | ICU |
libicuuc53 | 53,1 | ICU |
libjpeg8 | 8d | BSD V3 |
libkmod2 | 17+ | LGPL V2.1 |
libluabind0 | git | MIT |
liblzo2-2 | 2.06 | LGPL V2.1 |
libmenuw5 | 5.9 | MIT |
libmount1 | 2.24.2 | GNU GPL V2 |
libncursesw5 | 5.9 | MIT |
libnet1 | 1.1.6 | BSD V2 |
libnfsidmap0 | 0.25 | BSD V2 |
libopkg1 | 0.2.2 | GNU GPL V2 |
liborc-0.4-0 | 0.4.18 | BSD V2 |
libpanelw5 | 5.9 | MIT |
libpcap1 | 1.5.3 | BSD V2 |
libpcre1 | 8.34 | BSD |
libperl5 | 5.14.3 | GNU GPL V1.0 |
libpng16-16 | 1.6.10 | Libpng |
libpopt0 | 1.16 | MIT |
libpx2dbus | 1.0.0 | GNU GPL V1.0 |
libqt5sensors5 | 5.3.1 | LGPL V2.1 |
librcf | 2.0 | Proprietary |
libreadline6 | 6.3 | GNU GPL V3 |
libsamplerate0 | 0.1.8 | GNU GPL V2 |
libsndfile1 | 1.0.25 | LGPL V2.1 |
libsqlite3-0 | 3.8.4.3 | PD |
libss2 | 1.42.9 | GNU GPL V2 |
libssl1.0.0 | 1.0.1p | openssl |
libstdc++6 | 4.8.4 | GNU GPL V3 |
libthread-db1 | 2.19 | GNU GPL V2 |
libsysfs2 | 2.1.0 | GPLv2 LGPLv2.1 |
libtasn1-6 | 3.4 | GPLv3 LGPLv2.1 |
libtinfo5 | 5.9 | MIT |
libtinyxml2.6.2 | 2.6.2 | Zlib |
libtirpc1 | 0.2.4 | BSD V2 |
libts-1.0-0 | 1.1 | LGPL V2.1 |
libudev0 | 182 | LGPL V2.1 |
liburcu | 0.8.1 | LGPL V2.1 |
libusb-1.0-0 | 1.0.9 | LGPL V2.1 |
libuuid1 | 2.24.2 | GNU GPL V2 |
libwrap0 | 7.6 | BSD V2 |
libxml2 | 2.9.1 | MIT |
libxlst | 1.1.28 | MIT |
libz1 | 1.2.8 | Zlib |
logrotate | 3.8.7 | GNU GPL V2 |
log-server | 1.0 | GNU GPL V1.2 |
loopback | 1.0 | GNU GPL V1.2 |
lttng-tools | v2.4.0 | GNU GPL V2 |
lttng-ust | 2.4.0 | LGPL V2.1 |
lua5.1 | 5.1.5 | MIT |
luabind | 0.9.1 | MIT |
lzop | 1.03 | GNU GPL V2 |
memlogd | 1.0 | MIT |
modutils-initscripts | 1.0 | PD |
mtd-utils | 1.5.1 + gitAUTOINC+9f107132a6 | GNU GPL V2 |
nano | 2.2.5 | GNU GPL V2 |
ncurses | 5.9 | MIT |
ncurses-terminfo | 5.9 | MIT |
ncurses-terminfo-base | 5.9 | MIT |
netbase | 5.2 | GNU GPL V2 |
nettle | 2.7.1 | LGPL V2.1 |
nfs-utils | 1.2.9 | GNU GPL V2 |
nfs-utils-client | 1.2.9 | GNU GPL V2 |
nginx | 1.4.4 | BSD-2-Clause |
ntp | 4.2.6p5 | Ntp License |
ntp-tickadj | 4.2.6p5 | Ntp License |
ntp-utils | 4.2.6p5 | Ntp License |
ntpdate | 4.2.6p5 | Ntp License |
openssh | 6.5p1 | BSD |
openssh-keygen | 6.5p1 | BSD |
openssh-scp | 6.5p1 | BSD |
openssh-sftp | 6.5p1 | BSD V2 |
openssh-sftp-server | 6.5p1 | BSD V2 |
openssh-ssh | 6.5p1 | BSD V2 |
openssh-sshd | 6.5p1 | BSD V2 |
openssl-conf | 1.0.1p | openssl |
opkg | 0.2.2 | GNU GPL V2 |
opkg-collateral | 1.0 | MIT |
opkg-config-base | 1.0 | MIT |
os-release | 1.0 | MIT |
packagegroup-atlas-qt5 | 1 | MIT |
packagegroup-core-boot | 1 | MIT |
packagegroup-core-eclipse-debug | 1 | MIT |
packagegroup-core-nfs-server | 1 | MIT |
packagegroup-core-ssh-dropbear | 1 | MIT |
packagegroup-px2it | 1 | MIT |
partitions | 1.0 | MIT |
perl | 5.14.3 | GNU GPL V1.0 |
pfmfonts | 0.0.1 | Apache V2 |
pfmtool | 1 | MIT |
pfmtool-bash-completion | 1 | MIT |
pfmversion | 5.14.0 | MIT |
pointercal | 0.0 | MIT |
poky-feed-config-opkg | 1.0 | MIT |
px2checksumv | 1.0 | MIT |
px2hal | 0.0.1 | LGPL-3.0 |
px2initit | 1.0 | GPL-1.0 |
px2network | 1.0 | GPL-1.0 |
px2serviced | 1.0 | GPL-1.0 |
px2switch | 0.0.1 | GPL-1.0 |
px2w | 0.0.1 | GPL-1.0 |
px2watchdog | 1.0 | GPL-1.0 |
qcustomplot | 1.2.1 | Commercial |
qt3d | 5.3.0+ | LGPL V2.1 |
qtbase | 5.3.1 | LGPL V2.1 |
qtbase-plugins | 5.3.1 | LGPL V2.1 |
qtbase-tools | 5.3.1 | LGPL V2.1 |
qtdeclarative | 5.3.1 | LGPL V2.1 |
qtlocation | 5.3.1 | LGPL V2.1 |
qtscript | 5.3.1 | LGPL V2.1 |
qtwebkit | 5.3.1 | LGPL V2.1 |
rhapsody-oxf | 7521 | GNU GPL V1.0 |
rpcbind | 0.2.1 | BSD V2 |
rsync | 3.1.0 | GNU GPL V3 |
rsyslog | 7.4.4 | GNU GPL V3 |
rtctest | 1.0 | GNU GPL V1.0 |
run-postinsts | 1.0 | MIT |
shadow | 4.1.4.3 | BSD V2 |
shadow-securetty | 4.1.4.3 | MIT |
sqlite3 | 3.8.4.3 | PD |
ssh-keys | 1.0 | GNU GPL V1.0 |
strace | 4.8 | BSD V2 |
sysfsutils | 2.1.0 | GPLv2 LGPLv2.1 |
sysvinit | 2.88dsf | GNU GPL V2 |
sysvinit-inittab | 2.88dsf | GNU GPL V2 |
sysvinit-pidof | 2.88dsf | GNU GPL V2 |
tcf-agent | 0.4.0+ | EPL V1.0 |
tcpdump | 4.3.0 | BSD V2 |
tslib-calibrate | 1.1 | LGPL V2.1 |
tslib-conf | 1.1 | LGPL V2.1 |
tslib-tests | 1.1 | LGPL V2.1 |
tzdata | 2013i | BSD V2 |
tzdata-africa | 2013i | BSD V2 |
tzdata-americas | 2013i | BSD V2 |
tzdata-antarctica | 2013i | BSD V2 |
tzdata-arctic | 2013i | BSD V2 |
tzdata-asia | 2013i | BSD V2 |
tzdata-atlantic | 2013i | BSD V2 |
tzdata-australia | 2013i | BSD V2 |
tzdata-europe | 2013i | BSD V2 |
tzdata-misc | 2013i | BSD V2 |
tzdata-pacific | 2013i | BSD V2 |
tzdata-posix | 2013i | BSD V2 |
tzdata-right | 2013i | BSD V2 |
u-boot-image | 2014.04 | GNU GPL V2 |
u-boot-utils | 2014.04 | GNU GPL V2 |
udev | 182 | GNU GPL V2 |
udev-cache | 182 | GNU GPL V2 |
udev-extraconf | 1.0 | MIT |
udev-utils | 182 | GNU GPL V2 |
update-alternatives-opkg | 0.1.8+gitAUTOINC+c33b217016 | GNU GPL V2 |
update-rc.d | 0.7 | GNU GPL V2 |
usbutils | 7 | GNU GPL V2 |
usbutils-ids | 7 | GNU GPL V2 |
wireless-tools | 30.pre9 | GNU GPL V2 |
wpa-supplicant | 2.3 | BSD V2 |
wpa-supplicant-cli | 2.3 | BSD V2 |
wpa-supplicant-passphrase | 2.3 | BSD V2 |
xerces-c | 2.7.0aes | Apache V2 |
zipfirmware-install-px2drv-tplcpx-4. | 3.0 | BSD V3 |