EP15PTX250 HR20-AT
Nutrunner
Informação sobre o Produto
Informações gerais
Palavras dos Avisos de Segurança
As palavras Perigo, Alerta, Cuidado e Atenção nos avisos de segurança têm os seguintes significados:
PERIGO | PERIGO indica uma situação de risco que, se não for evitada, resultará em morte ou lesão grave. |
ALERTA | ALERTA indica uma situação de risco que, se não for evitada, poderá resultar em morte ou lesão grave. |
CUIDADO | CUIDADO, usado como um símbolo para alerta de segurança, indica uma situação de risco que, se não for evitada, pode vir a resultar em lesão leve ou moderada. |
ATENÇÃO | ATENÇÃO é usado para tratar as práticas que não estão relacionadas a lesões pessoais. |
Garantia
A garantia do produto expirará 12 + 1 meses após sua expedição a partir da Central de Distribuição da Atlas Copco (nome da marca específica da empresa).
O desgaste e estrago normais das peças não estão incluídos na garantia.
Para desgaste e estrago normais entende-se a necessidade de troca de uma peça ou outro ajuste/revisão durante a manutenção de ferramentas padrão normalmente para aquele período (expresso em tempo, horas de operação ou algum outro).
A garantia do produto baseia-se no uso, manutenção e reparo corretos da ferramenta e de seus componentes.
Danos a peças decorrentes de manutenção inadequada ou execução por terceiros que não a Atlas Copco ou seus Prestadores de Serviço Autorizados durante o período de garantia não são cobertos pela mesma.
Para evitar danos ou a destruição de peças da ferramenta, siga os programas de manutenção recomendados e as instruções corretas para fazer a manutenção da ferramenta.
Os reparos de garantia são realizados apenas nas oficinas da Atlas Copco ou pelos Prestadores de Serviço Autorizados.
Atlas Copco oferece garantia estendida e manutenção preventiva de última geração através de seus contratos ToolCover (contrato de manutenção específico da empresa). Para obter mais informações, entre em contato com seu representante de serviço local.
Para motores elétricos:
A garantia será aplicada somente quando o motor elétrico não tenha sido aberto.
Website
Informações referentes a nossos Produtos, Acessórios, Peças de Reposição e Materiais Publicados podem ser encontrados no site da Atlas Copco .
Visite: www.atlascopco.com.
ServAid
O ServAid é um portal continuamente atualizado e que contém Informações Técnicas, como:
- Informações regulatórias e de segurança
Dados técnicos
Instruções de instalação, operação e manutenção
Listas de peças de reposição
Acessórios
Desenhos Dimensionais
Visite: https://servaid.atlascopco.com.
Para obter mais informações, entre em contato com o seu representante local da Atlas Copco .
Fichas de dados de segurança MSDS/SDS
As Fichas de Informação de Produtos Químicos descrevem os produtos químicos vendidos pela Atlas Copco.
Consulte o site da Atlas Copco para mais informações: www.atlascopco.com/sds.
País de origem
Para saber sobre o país de origem, consulte as informações na etiqueta do produto.
Desenhos Dimensionais
Os Desenhos Dimensionais podem ser encontrados no Arquivo de Desenhos Dimensionais ou no ServAid.
Visite: http://webbox.atlascopco.com/webbox/dimdrw ou https://servaid.atlascopco.com.
Visão geral
Descrição Geral
A Ferramenta Tipo Pistola de Desligamento ErgoPulse PTX é a escolha ideal se seus operadores precisam acelerar a produção com um rápido Rundown e curtos ciclos de aperto. É uma ferramenta de pulso de desligamento confiável e potente que corta a alimentação de ar automaticamente quando o torque predefinido é alcançado. Adequada para produção pesada contínua, a série PTX possui alguns modelos HRF de ar no topo, tornando possível a alimentação de ar na parte de cima da ferramenta. Todos os modelos PTX também podem ser utilizados sem lubrificação, como as demais ferramentas ErgoPulse, e estão disponíveis nas versões StandardTrim e AutoTrim.
Benefícios
Alta confiabilidade e durabilidade
Pode ser operada com uma das mãos
Ferramenta leve e bem balanceada
Baixo nível de ruído
Recursos
Torque consistente ao longo do tempo
Válvula de corte automática de dois estágios
Alta relação potência-peso
Sem desgaste de molas, pois não há molas
Componentes de alta precisão
Aplicações
Esta ferramenta pneumática de impulso shut-offf é usada em várias aplicações em que há necessidade de um aperto sem reação e/ou alta produtividade.
Visão Geral da Válvula AutoTrim
Esta ferramenta está equipada com uma válvula AutoTrim que lhe confere um ótimo desempenho em juntas rígidas e flexíveis. (A Válvula Trim pode ser utilizada em aplicações em que a ferramenta é usada para apertar juntas com características semelhantes).
A válvula AutoTrim vem pré-ajustada de fábrica para adequar-se à maioria das aplicações. Ela proporciona uma velocidade reduzida durante o Rundown. Após um a dois pulsos ela alterna automaticamente para velocidade/potência plena para o restante do aperto. Verifique regularmente a operação correta da válvula AutoTrim. Não alternar (de operação restrita para aberta) levará a um tempo mais prolongado de aperto com risco de aperto excessivo da junta. Alternar prematuramente para a posição aberta (ou seja, quando a ferramenta está operando sem carga) pode levar a um fechamento errático devido ao número excessivamente reduzido de pulsos.
A válvula AutoTrim proporciona uma velocidade reduzida durante o Rundown. Após um a dois pulsos ela alterna automaticamente para velocidade/potência plena para o restante do aperto, conforme mostrado na ilustração abaixo

Possíveis ajustes:
Velocidade livre (ajuste de fábrica para aproximadamente 70% da velocidade plena). Consulte Ajustando a Velocidade Livre (Ajustando a Velocidade Livre).
Ponto de comutação de potência reduzida para plena (ajuste de fábrica de um a dois pulsos) para aplicações padrões sem relatório (RE). Consulte Ajustando o Ponto de Comutação (Ajustando a Velocidade Livre).
Potência durante a pulsação (ajuste de fábrica pata potência plena). Consulte Ajustando a Potência do Pulso (Ajustando a Potência de Pulsação).
Na maioria dos casos, as definições de fábrica proporcionam o melhor desempenho.
Dados Técnicos do Produto
Os Dados Técnicos do Produto podem ser encontrados no ServAid ou no site da Atlas Copco .
Visite: https://servaid.atlascopco.com ou www.atlascopco.com.
Instalação
Requisitos de instalação
Qualidade do Ar
Para se obter um excelente desempenho e o máximo da vida útil do produto, recomendamos o uso de ar comprimido com ponto de orvalho máximo de +10°C (50°F). Recomendamos também a instalação de um secador de ar tipo refrigeração da Atlas Copco.
Use um filtro de ar separado que retira partículas sólidas com mais de 30 mícrons e mais de 90% da água líquida. Instale o filtro o mais perto possível do produto e antes de qualquer outra unidade de preparação de ar para evitar queda de pressão.
Para ferramentas de impulso/impacto certifique-se de usar lubrificadores ajustado para estas ferramentas. Lubrificadores regulares vão acrescentar muito óleo e, portanto, diminuir o desempenho da ferramenta devido ao excesso de óleo no motor.
Confirme se a mangueira e os acoplamentos estão limpos e sem poeira antes de conectá-los à ferramenta.
Tanto os produtos lubrificados como os sem lubrificação irão se beneficiar de uma pequena quantidade de óleo fornecida a partir de um lubrificador.
Manual de Lubrificação Pneumática
Lubrificantes de ar comprimido recomendados:
Atlas Copco Optimizer (1 litro) 9090 0000 04
Q8 Chopin 46
Óleo Shell Air Tool S2 A 320
Conexão de Ar Comprimido
Para verificar a pressão do ar e o tamanho da mangueira corretos, consulte os Dados Técnicos do Produto em https://servaid.atlascopco.com ou em www.atlascopco.com.
Confirme se a mangueira e os acoplamentos estão limpos e sem poeira antes de conectá-los à ferramenta.
Regulagem da Pressão do Ar
Recomenda-se um regulador de pressão para cada ferramenta.
Um regulador de pressão proporcionará as seguintes vantagens:
Uma pressão de ar estável que resultará em uma melhor precisão
Uma maneira fácil de ajustar a potência da ferramenta
O regulador deve ser ajustado para a pressão mais baixa esperada na linha.
Ajustar a pressão do ar trará as seguintes consequências:
Reduzir a pressão do ar resultará em uma ferramenta mais lenta, porém mais precisa
Aumentar a pressão do ar resultará em uma ferramenta mais rápida, porém menos precisa
Caso a pressão da linha de ar comprimido seja abaixo de cinco bares, recomenda-se uma ferramenta da série EP L (projetada para instalações de baixa pressão).
Instruções de instalação
Instalação de Ferramentas Vibratórias
Recomenda-se inserir uma mangueira flexível para ar comprimido com no mínimo 300 mm (12 pol.) de comprimento entre a ferramenta vibratória e o acoplamento de ação rápida.
Ajuste Inicial do Torque
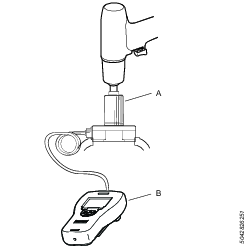
Para minimizar o risco de danos à junta real, recomendamos definir um torque ligeiramente menor no teste do que o torque desejado para a aplicação. Certifique-se de usar o mesmo equipamento, como por exemplo extensões, soquetes e pressão de ar nas juntas de teste, como será usado na junta real.
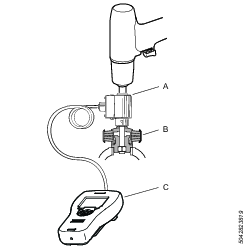
A | Transdutor de torque IRTT |
B | Junta de teste |
C | Analisador ST |
Certifique-se de sempre verificar as definições de torque na sua junta real.
Operação
Diretrizes ergonômicas
Considere a sua estação de trabalho de acordo com esta lista de diretrizes ergonômicas gerais e veja se consegue identificar áreas de melhoria com relação à postura, posição dos componentes ou ambiente de trabalho.
Faça intervalos frequentes e altere as posições de trabalho com frequência.
Adapte a área de trabalho para suas necessidades e para a tarefa de trabalho.
Ajuste para a faixa de alcance conveniente determinando onde as peças ou ferramentas devem estar localizadas para evitar movimento estático.
Use os equipamentos da estação de trabalho, tais como mesas e cadeiras, apropriados para a tarefa de trabalho.
Evite posições de trabalho acima do nível do ombro ou em posições estáticas durante as operações de montagem.
Ao trabalhar acima do nível dos ombros, reduza a carga nos músculos estáticos reduzindo o peso da carga. Você também pode reduzir a carga nos músculos estáticos segurando a carga junto ao corpo.
Certifique-se de fazer intervalos frequentes.
Evite posturas extremas com o braço ou pulso, especialmente para operações que precisem de um grau de força.
Ajuste para um campo de visão conveniente minimizando o movimento de olhos e cabeça durante a tarefa de trabalho.
Use a iluminação adequada à tarefa de trabalho.
Use equipamento de proteção para os ouvidos em ambientes barulhentos.
Use um sistema de extração de poeira ou máscara de proteção para a boca em ambientes empoeirados.
Instruções operacionais
Operando a Ferramenta

Área de Operação
Tempo de Aperto
O tempo do aperto depende da rigidez da junta. Juntas rígidas proporcionam um curto tempo de operação, e juntas flexíveis, um tempo de operação mais prolongado.
O tempo de aperto máximo recomendado é de três segundos. Um tempo mais prolongado indica que a junta é flexível demais para a máquina utilizada. Se este for o caso, recomenda-se escolher uma máquina de dimensões maiores ou outro tipo de apertadeira.
Pulsos por Aperto
Um número maior de pulsos por aperto implica uma melhor precisão. Poucos pulsos por aperto implicam uma maior dispersão.
O número mínimo recomendado de pulsos por aperto é de três. Poucos pulsos por aperto em um ajuste baixo indica que a velocidade livre deve ser reduzida pela válvula Trim.

Redução da Velocidade Livre
Uma velocidade livre reduzida implica melhor precisão e um número maior de pulsos por aperto.
Uma velocidade livre reduzida pode afetar o nível de torque instalado e o tempo de aperto.
Se a velocidade livre for reduzida, o número de pulsos e o nível de torque aumentarão. Após uma redução da velocidade livre o nível de torque poderá ter que ser reduzido.

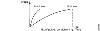
Monitoramento da Pressão do Ar, Sinal RE
É possível conectar a ferramenta a um equipamento de monitoramento de pressão para monitorar o aperto. O sinal de pressão da ferramenta (diferencial de pressão sobre o motor) pode ser usado para detectar:
Fixadores faltantes
A liberação do gatilho antes do torque definido ser atingido
Roscas retiradas
Roscas cruzadas
Novos acertos
Queda no suprimento de ar
Para conectar a ferramenta a um equipamento de monitoramento de pressão recomendamos o uso de um Kit de Relato de Conexão, consulte Acessórios em https://servaid.atlascopco.com.
Observe que o equipamento de monitoramento de pressão não mede o torque.
Diagrama de Sinal de Pressão de Ar
Otimizando o Desempenho da Ferramenta
Número recomendado de pulsos
Uma ferramenta de Pulso bem ajustada para sua aplicação deve atingir o torque-alvo (com desligamento) entre cinco e vinte pulsos. O número de pulsos para que a ferramenta atinja o torque-alvo pode ser medido com um analisador. O tempo de aperto também pode ser usado como um guia para saber se a ferramenta é adequada à sua aplicação:
≤ 1 segundo para ferramentas até 30 Nm
≈ 1 segundo para ferramentas até 80 Nm
≈ 2 segundos para ferramentas até 150 Nm
≈ 5 segundos para ferramentas até 450 Nm
≤ 10 segundos para ferramentas até 850 Nm
Se a meta de torque é alcançada com menos de 5 pulsos (= tempo de aperto curto), a dispersão de torque irá aumentar e pode ser difícil ajustar para o nível certo, especialmente em juntas rígidas.
Se a meta de torque for alcançada com mais de 20 impulsos (= tempo de aperto muito longo) o desgaste aumentará e será necessário realizar manutenção e enchimento de óleo com mais frequência. Um tempo de aperto muito longo, combinado com uma alta taxa de produção, também pode resultar em aquecimento excessivo do óleo. Nesse caso a potência diminuirá com o tempo de aperto maior, e algumas vezes pode não desligar.
Se a meta de torque-alvo for alcançada com menos de 5 pulsos isso pode ser corrigido pela:
Diminuir a pressão de ar.
Reduzir a velocidade por meio da válvula de Ajuste ou AutoTrim.
Se o procedimento acima não for possível ou não der os resultados desejados, uma ferramenta menor pode ser uma escolha melhor.
Se a meta de torque-alvo for alcançada com mais de 20 pulsos, isso pode ser corrigido pelo:
Aumentando a pressão de ar dinâmica para 6 a 7 bares para ferramentas EP padrões ou até 5 bares para ferramentas de baixa pressão EP L.
Ajuste a válvula de Ajuste ou AutoTrim para dar o máximo de potência/velocidade.
Se o procedimento acima não for possível ou não der os resultados desejados, uma ferramenta maior pode ser uma escolha melhor.
Ao alterar a pressão de ar, a meta de torque deve ser medida novamente e ajustada se necessário.
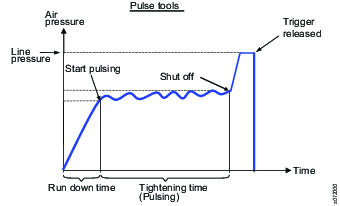
Ajuste do Torque de Aperto
O parafuso de ajuste (o parafuso ranhurado) é o único parafuso que deve ser ajustado inicialmente. Comece por um binário baixo e aumente gradualmente a regulação até obter o nível de binário desejado. Veja as ilustrações detalhadas para definição do torque de aperto ao usar a função AutoTrim e função Ajuste respectivamente.
Usar a ferramenta em um torque maior do que o torque máximo recomendado poderá resultar em funcionamento impróprio e desgaste mais rápido.
Verifique sempre o binário de aperto na junta usada, após um ajuste.
Ajuste do Torque de Aperto Usando a Função AutoTrim
Ao usar uma ferramenta com função AutoTrim certifique-se de que ela esteja ajustada corretamente. Quando ajustado corretamente o AutoTrim reduz a velocidade durante a operação e irá mudar automaticamente para o modo de velocidade/energia total depois de aproximadamente 1-2 pulsos.
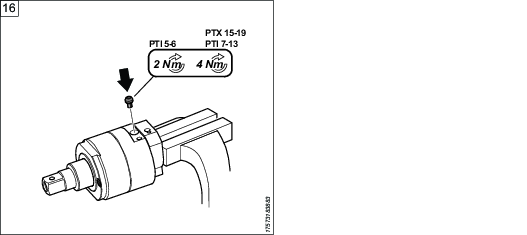
Ajustando a Potência do Pulso
A válvula AutoTrim vem com ajuste de fábrica para potência plena de pulsação, ou seja, o comprimento de N é definido conforme a tabela abaixo.
Para melhorar a precisão (mais pulsos antes do desligamento) em juntas rígidas ou meio rígidas, reduza a potência. A potência é reduzida girando-se a porca (1) no sentido horário (aumento no comprimento de N).

Válvula AutoTrim | Comprimento de N (mm) |
|---|---|
4250 1878 43 | 1,5 |
4250 1878 90 | 1,5 |
4250 1878 91 | 1,0 |
4250 1878 92 | 0,5 |
4250 1878 93 | 0 |
4250 1878 94 | 0 |
4250 1878 95 | 0 |
4250 1878 97 | 1,5 |
4250 1878 98 | 1,0 |
4250 2675 91 | 0 |
4250 2675 92 | 0 |
4250 1878 50 | 2,0 |
4250 1878 51 | 2,0 |
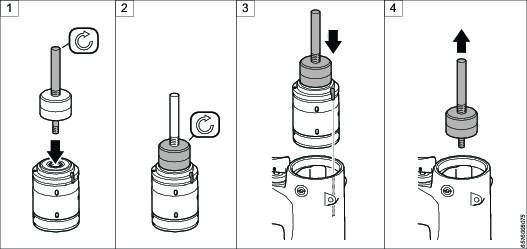
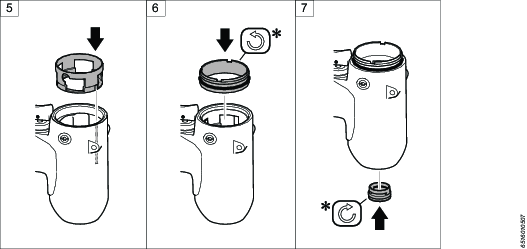
Ajustando a Velocidade Livre
A válvula AutoTrim vem com ajuste de fábrica para aproximadamente 70% da velocidade plena. Para reduzir a velocidade livre, reduza o comprimento de L. Para aumentar a velocidade livre, aumente o comprimento de L.
Ajuste o comprimento de L girando o anel de suporte (1).

Em juntas muito rígidas (<30°) em níveis baixos de torque, pode ser necessária uma redução adicional da velocidade. Quando a ferramenta é usada somente em juntas flexíveis, pouca ou nenhuma redução na velocidade é necessária.
O ajuste de fábrica do comprimento de L depende das dimensões da ferramenta. Ver tabela.
Válvula AutoTrim | Comprimento de L (mm) |
|---|---|
4250 1878 43 | 39,2 +/-0,1 |
4250 1878 90 | 39,2 +/-0,1 |
4250 1878 91 | 39,7 +/-0,1 |
4250 1878 92 | 40,2 +/-0,1 |
4250 1878 93 | 40,7 +/-0,1 |
4250 1878 94 | 40,3 +/-0,1 |
4250 1878 95 | 40,5 +/-0,1 |
4250 1878 97 | 39,2 +/-0,1 |
4250 1878 98 | 39,7 +/-0,1 |
4250 2675 91 | 40,5 +/-0,1 |
4250 2675 92 | 40,3 +/-0,1 |
4250 1878 50 | 38,7 +/-0,1 |
4250 1878 51 | 38,7 +/-0,1 |
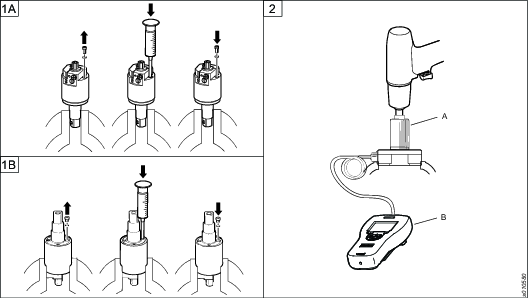
Controlando a Função AutoTrim
Controlando a Função Usando um Visor de Nível
Recomenda-se um visor de nível para uma melhor compreensão do comportamento da válvula AutoTrim. Encontre um visor de nível adequado à ferramenta no ServAid.
Monte o visor de nível com o adaptador entre a válvula AutoTrim e a ferramenta.
A válvula deve permanecer na posição fechada, ao funcionar sem carga.
Opere a ferramenta em uma junta e observe a mudança da posição fechada para a posição aberta, quando os pulsos iniciam.

Se o comportamento em “2” ou “3” acima não estiver correto, a válvula precisa de ajuste ou manutenção. Consulte Ajustando o Ponto de Comutação (Ajustando o Ponto de Comutação).
Controlando a Função Usando a Mudança de Velocidade
Confirme se os soquetes estão firmemente presos. A ferramenta deverá funcionar a uma velocidade reduzida.
Funcione a ferramenta sem carga (A).
Com o botão de inversão no sentido reverso, empurre o gatilho e (com o gatilho ainda pressionado), rapidamente puxe o botão de inversão para o sentido de avanço. (B) A válvula AutoTrim deverá então alternar da velocidade reduzida para a plena. Se a ferramenta estiver funcionando à plena velocidade em (A) ou ainda estiver em velocidade reduzida (B), a válvula AutoTrim precisa de ajuste ou manutenção. Consulte Ajustando o Ponto de Comutação (Ajustando o Ponto de Comutação).


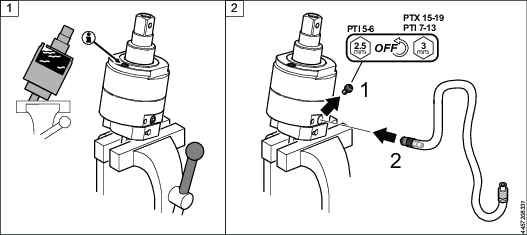
Ajustando o Ponto de Comutação

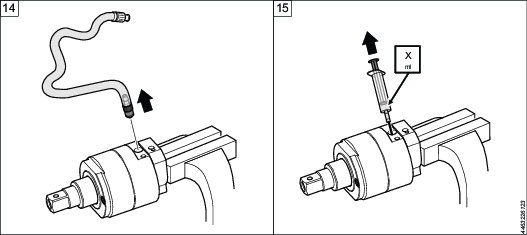
Remova a tampa (1) com uma chave de boca 22 mm, retendo a válvula com a chave de gancho.
Ajuste a válvula (2) com uma chave Allen 1,5 mm fornecida com a válvula AutoTrim. Da posição totalmente fechada (+) até a operação normal, a válvula de agulha abre entre seis e oito voltas (-), dependendo do tamanho da ferramenta.
Recoloque a tampa (1).
Realize um controle do funcionamento.
Se a válvula estiver fechada demais, a válvula AutoTrim não vai alternar para a posição aberta quando os pulsos começarem. Se a válvula estiver aberta demais, a AutoTrim abrirá diretamente para a velocidade e potência plenas.
A rotação no sentido horário (+) atrasa o ponto de comutação (fecha a válvula de agulha) e vice-versa.
Se a ferramenta for utilizada em aplicações de relatório (RE), a válvula de agulha deve ser girada para mais aberta (-) para compensar o volume de ar na mangueira de sinal.
Assistência
Informações Gerais de Manutenção de Rotina
Se a ferramenta não estiver funcionando adequadamente, retire-a de operação para inspeção. Recomenda-se fazer manutenção preventiva em intervalos regulares. Consulte informações detalhadas sobre a Manutenção Preventiva.
Certifique-se de usar as ferramentas de manutenção, kits de manutenção e peças sobressalentes recomendadas pela Atlas Copco.
As instruções de Manutenção de Rotina fornecidas pela Atlas Copco devem ser seguidas.
Certifique-se de trabalhar em um ambiente limpo e de que todas as peças estejam limpas antes de remontar. Partículas estranhas, mesmo pequenas fibras de papel, podem afetar a vida útil da unidade de pulso.
Instruções de manutenção
Inspeção Diária
Certifique-se de que a ferramenta esteja em bom estado, sem dano visual.
Certifique-se de que a conexão de ar e instalação do sistema de ar é feito corretamente. Ouça para detectar qualquer vazamento de ar.
Certifique-se de que as extensões e os soquetes não tenham qualquer dano visual.
Certifique-se de que a pressão de ar está correta.
Ouça para se certificar de que não exista qualquer ruído inesperado ao operar a ferramenta.
Manutenção Preventiva
A manutenção preventiva é recomendada uma vez por ano ou após, no máximo, 250.000 apertos. Uma revisão completa inclui:
Limpar a unidade de pulso e trocar peças desgastadas ou danificadas.
Limpar o motor pneumático e peças desgastadas ou danificadas.
Limpar o silenciador e o filtro do adaptador da admissão, trocar o filtro e trocar peças desgastadas ou danificadas.
Limpar o gatilho e a válvula de inversão e trocar peças desgastadas ou danificadas.
Instruções de Manutenção
Recomenda-se que sejam efetuadas revisões e manutenção preventiva a intervalos regulares, uma vez por ano ou no máximo depois de 250.000 apertos, dependendo do que ocorrer primeiro. Pode ser preciso fazer revisões mais freqüentes, especialmente a troca de óleo na unidade de pulso, se ela for usada com torque alto e tempos de aperto longos. Se a máquina não estiver trabalhando direito, deverá ser prontamente retirada para inspeção.
O crivo de entrada de ar e o silenciador do tubo de escape devem ser limpos com frequência ou substituídos, a fim de evitar a sua obstrução, o que reduz a capacidade de trabalho.
Durante as revisões, todas as peças devem ser minuciosamente limpas, trocando-se as que estiverem com defeito ou gastas.
Todos os O-rings devem ser engraxados antes da instalação, principalmente os que vão na unidade de pulso.
Desmontagem/Montagem
É importante que as conexões roscadas sejam apertadas adequadamente, ou seja, de acordo com as especificações. Consulte Spare Parts (Peças de Reposição) para detalhes.
Limpeza
Limpe completamente todas as peças (exceto peças elétricas) com solvente ou produto de limpeza similar. Para evitar acúmulo de sujeira e perda de potência, limpe o filtro (se for usado) e o filtro da descarga entre as revisões.
Lubrificação
Para evitar efeitos de sujidade e diminuição da potência, pode ser necessário limpar o filtro de rede (se utilizado) e o filtro de escape entre as revisões.
Lubrificação
Lubrifique principalmente engrenagens, válvula e embreagem com graxa que contenha bissulfeto de molibdênio (p.ex., Molykote BR2 Plus). Lubrifique os O-rings e conexões roscadas com graxa antes da montagem.
Dando Manutenção na Válvula AutoTrim
Todas as peças devem ser limpas. Os O-rings devem ser levemente lubrificados com graxa. A válvula e o suporte devem receber uma fina camada de óleo leve. A válvula deverá se mover facilmente no suporte. Ao ajustar a válvula borboleta, comece da posição totalmente fechada (sentido horário) para a posição aberta entre seis e oito voltas. Verifique e ajuste novamente se necessário.
Verifique e ajuste os comprimentos de L e N conforme o número do pedido da válvula AutoTrim (a partir de 2008, o número do pedido vem gravado no corpo da AutoTrim). Consulte Ajustando a Velocidade Livre (Ajustando a Velocidade Livre) e Ajustando a Potência do Pulso (Ajustando a Potência de Pulso).
Teste o funcionamento da válvula na ferramenta EP correspondente. Troque o filtro regularmente para evitar o acúmulo de sujeira, redução da potência e funcionamento incorreto.
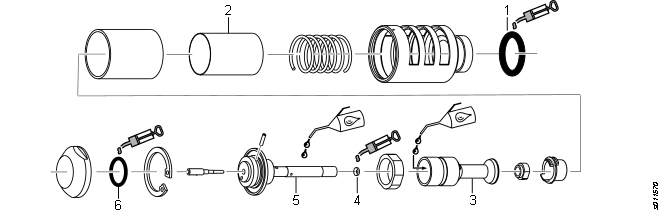
Ref. Nº. | Descrição | Nota |
|---|---|---|
1 | O-ring | Levemente lubrificado com graxa |
2 | Filtro | Trocar regularmente |
3 | Válvula | Levemente lubrificada com óleo. A válvula deve deslizar facilmente no suporte. |
4 | O-ring | Levemente lubrificado com graxa |
5 | Suporte | Levemente lubrificado com óleo. A válvula deve deslizar facilmente no suporte. |
6 | O-ring | Levemente lubrificado com graxa |
Instruções de lubrificação
Proteção Anticorrosiva e Limpeza
Água no ar comprimido pode causar ferrugem. Para evitar ferrugem, recomendamos a instalação de um secador de ar.
Água e partículas podem causar o emperramento de palhetas e válvulas. Para evitar isso, instale um filtro de ar perto do produto para evitar queda de pressão.
Antes de paralisações prolongadas, proteja sempre a ferramenta, adicionando algumas gotas de óleo na entrada de ar. Coloque a ferramenta para funcionar de 5 a 10 segundos de modo a absorver o excesso de óleo com um pano, na saída de ar.
Guia de Lubrificação
Marca | Uso geral, mancais e engrenagens |
|---|---|
BP | Energrease LS-EP2 |
Castrol | OBEEn UF 1 |
Esso | Beacon EP2 |
Q8 | Rembrandt EP2 |
Mobil | Mobilegrease XHP 222 NLG 2 |
Klüber Lub. | Klübersynth UH 1 14-151 |
Texaco | Multifak EP2 |
Molykote | BR2 Plus |
Nível de óleo na unidade de pulso
O nível de óleo correto na unidade de pulso é importante para a ferramenta funcionar corretamente.
A necessidade de adicionar óleo à unidade de pulso irá variar dependendo principalmente do número de apertos, nível de torque e número de pulsos (tempo de aperto).
A operação da ferramenta com um nível baixo de óleo resultará em um desgaste mais rápido das peças na unidade de pulso. Isso também afetará o desempenho e exatidão da ferramenta.
Verifique sempre o torque de aperto após o preenchimento com óleo.
Detectar Nível de óleo baixo na unidade de pulso
Maior tempo de aperto
Frequência de pulso muito alta, especialmente quando a ferramenta não tiver sido utilizada por um tempo.
Torque baixo ou alterações de torque anormais (aumento da dispersão).
Sem desligamento.
Para medir a frequência de pulso use um transdutor de torque estático ou um transdutor em linha conectado ao equipamento de teste de torque, conforme Teste de Condição da Ferramenta.
Óleo Recomendado para a Unidade de Pulso
Recomenda-se o óleo Atlas Copco Pulse Unit Oil para a unidade de pulso.
Um frasco de Atlas Copco Pulse Unit Oil e a seringa ou seringas necessárias são pedidos na forma de kits. Consulte os números de pedido nos Kits de serviço.
Preencha a Unidade de Pulso com Óleo
Há diferentes métodos de preenchimento da unidade de pulso com óleo, dependendo da disponibilidade do equipamento.
Usando um Analisador ST e um Transdutor. Siga as instruções em Método 1.
Este método é o mais rápido. Esse método proporciona à ferramenta um desempenho e resultado ideais em intervalos mais prolongados entre preenchimentos.Sem um Analisador ST e um Transdutor. Siga as instruções em Método 2.
Esse método não é tão rápido nem preciso como o Método 1.Utilizando o kit de equipamentos de preenchimento com Atlas Copco Oil (4250 3220 90). Siga as instruções em Método 3.
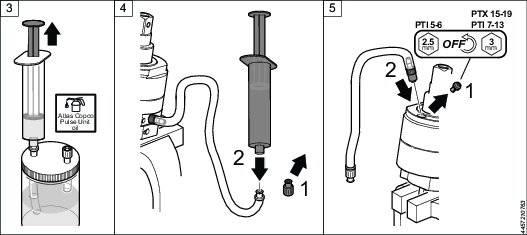
Método 1 (usando um Analisador ST e um Transdutor)
Posicione a unidade de pulso em um torno de bancada. Remova o bujão de óleo posicionado na parte frontal (A) ou traseira (B) da unidade de pulso. Adicione uma pequena quantidade de óleo à unidade de pulso.
Monte a ferramenta e meça a frequência de pulso.
Se a frequência da unidade de pulso estiver no intervalo especificado, a quantidade de óleo estará correta.
Se a frequência de pulso estiver baixa demais, retire uma pequena quantidade de óleo e meça novamente a frequência de pulso.
Se a frequência de pulso estiver alta demais, adicione uma pequena quantidade de óleo e meça novamente a frequência de pulso.
Modelo
Rotação mínima sem carga (r.p.m)
Frequência de pulso (Hz)
Torque máximo (mínimo) (Nm)
EP15PTX250HR20-AT
3800
12-15
285
Método 2 (sem um Analisador ST e um Transdutor)
Posicione a unidade de pulso em um torno de bancada. Remova o bujão de óleo posicionado na parte frontal (A) ou traseira (B) da unidade de pulso. Preencha a unidade de pulso completamente até 100%. instale o bujão de óleo.
Monte a ferramenta e opere-a em reverso por 3 a 5 segundos.
Posicione a unidade de pulso em um torno de bancada. Remova o bujão de óleo. Espere até que todas as bolhas de ar desapareçam (15 minutos aproximadamente) e que a temperatura caia até 20 graus.
Preencha a unidade de pulso completamente até 100%.
Reduza o óleo na unidade de pulso, conforme o volume especificado na tabela, usando-se uma seringa de 1 ml. instale o bujão de óleo.
Volume de óleo a ser
reduzido a partir de 100%
Volume de óleo aproximado
na unidade de pulso
2.3±0.05 (Redução variável de óleo) ml
29 (Redução variável de óleo) ml
Verifique o torque e a função de desligamento automático “shut off”). Para o procedimento, consulte “Testes/Medições”.
Se tudo estiver em ordem, a quantidade de óleo estará correta.
Se as coisas não estiverem em ordem, repita a partir do passo um.


Método 3 (com o Kit de Preenchimento com Óleo)
Equipamentos necessários para preenchimento de óleo e troca de óleo:
Óleo da unidade de pulso da Atlas Copco.
Kit de preenchimento de óleo da unidade de pulso da Atlas Copco.
Para números de pedido de peças de reposição, consulte https://servaid.atlascopco.com.
Kit de Equipamentos de Preenchimento com Óleo
2 x adaptador M3
2 x adaptador M4
4 x mangueira de comprimento 540 mm
2 x mangueira de comprimento 50 mm
1 x mangueira de comprimento 120 mm
1 x seringa 50 ml
1 x seringa 1 ml
4 x plugue
5 x conexão
2 x conexão
2 x lata
2 x tampa
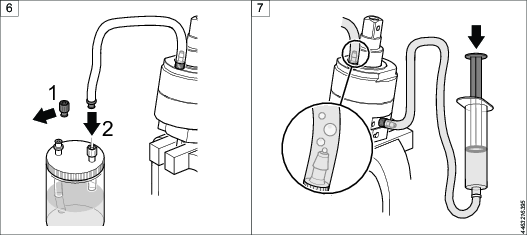
Coloque a unidade Pulse em uma morsa em um ângulo, de modo que a abertura da saída esteja no ponto mais alto.
Remova o parafuso que cobre a abertura de entrada. O anel O-ring deve estar no parafuso e não deixado na unidade de pulso. Prenda a mangueira de abastecimento com a mão, com o conector da mangueira na extremidade da unidade de pulso.
Encha a seringa grande com óleo da lata de óleo até a capacidade máxima.

Use sempre um óleo novo na Unidade de pulso da Atlas Copco.
Remova o plugue de parada da mangueira de abastecimento e depois prenda a seringa na mangueira.
Remova o parafuso que cobre a abertura de saída da unidade de pulso. O anel O-ring deve estar no parafuso e não deixado na unidade de pulso. Conecte a mangueira de retorno na unidade de pulso.
Remova o plugue de parada da mangueira de retorno e depois prenda-o na lata de óleo.
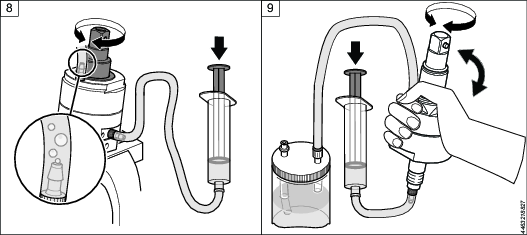
Comece o preenchimento de óleo na unidade de pulso a partir da seringa grande. Ao preencher com o óleo a unidade de pulso haverá bolhas de ar saindo.
Gire a bigorna para frente e para trás, enquanto preenche o óleo até que não saia mais nenhuma bolha da unidade de pulso.
Gire toda a unidade de pulso enquanto enche o óleo para que não reste nenhuma bolha de ar no interior da unidade de pulso.
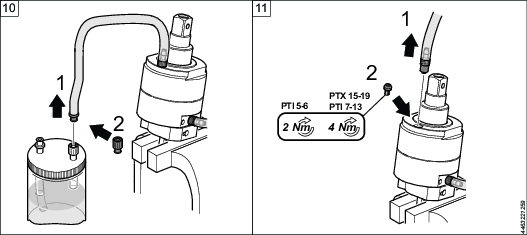
Remova a mangueira de retorno da lata de óleo e prenda o plugue de parada na extremidade da mangueira de retorno.
Remova a mangueira de retorno da abertura de saída da unidade de pulso. Coloque o parafuso cobrindo a abertura de saída de volta na posição.
Agora, posicione a unidade de pulso em uma morsa, com a abertura de entrada voltada para cima.
Retire a seringa da mangueira de abastecimento e prenda o plugue de parada na mangueira de abastecimento.
Retire a mangueira de enchimento de óleo da unidade de pulso.
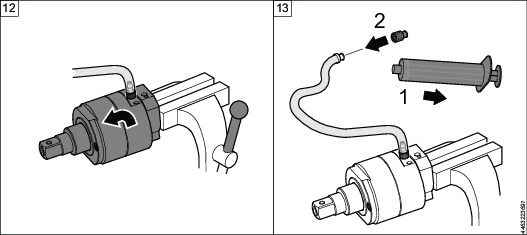
Use a seringa pequena para extrair a quantidade correta de óleo da maneira adequada:
Redução de óleo (X) de 100% total da unidade de Pulso
Volume de óleo aproximado na unidade Pulse
2.3±0.05 ml
29 ml
Coloque o parafuso que cobre a abertura de entrada de volta na posição.
Instruções de desmontagem/montagem
Apertando Conexões Roscadas
O torque de aperto indicado nas vistas explodidas (consulte a Seção Peças de Reposição em https://servaid.atlascopco.com) proporcionará a força de união correta e evitará que as juntas se soltem. É importante não exceder a força de aperto, estas peças devem ser capazes de abrir sem serem danificadas na manutenção. Depois de algum tempo de operação e em circunstâncias especiais, dependendo da aplicação e uso, as peças podem afrouxar um pouco. O torque de aperto pode então ser aumentado em 10-20% e algum tipo de líquido de travamento de rosca baixo ou médio pode ser aplicado.
Montando o Motor na Carcaça
* Para obter o torque de aperto correto, consulte Peças de Reposição em https://servaid.atlascopco.com.
Testes e Ajustes após a Manutenção
Execute um teste de condição de ferramenta para se certificar de que a ferramenta está funcionando corretamente.
Método de Teste - Estático ou Dinâmico
Para as máquinas ErgoPulse recomenda-se a medição do binário por método estático.
Se for usada uma medição dinâmica do torque com um transdutor eletrônico de torque, verifique sempre o resultado através de medição estática com um torquímetro (eletrônico).
Para mais informações, consulte "Pocket Guide to Pulse Tools (Guia de Bolso de Ferramentas de Pulso)” da Atlas Copco Pedido Nº 9833 1225 01
Teste de condição da ferramenta
Condições de teste
Temperatura da unidade de pulso: cerca de 20 °C.
Pressão de ar dinâmica: 6.3 bar (91 psi).
Tamanho da mangueira: Ø 13 mm, Comprimento da mangueira: 3 m
A | Transdutor de Torque estático SRTT |
B | Analisador ST (definido em 850 Hz) |
Teste a velocidade livre na direção adiante com o tacômetro.
Certifique-se de que a ferramenta é operada na velocidade máxima independentemente da configuração de Ajuste ou AutoTrim. Se a ferramenta for usada com AutoTrim, teste também o funcionamento da AutoTrim.
Teste o torque máximo e a frequência de pulso definindo a frequência do filtro no Analisador ST em 850 Hz.
Teste o torque máximo e a frequência de pulso no sentido inverso com um transdutor de torque estático SRTT. O tempo de aperto é de aproximadamente 1 segundo.
Verifique o mecanismo de desligamento.
Faça alguns apertos para garantir que a ferramenta desliga corretamente.
Uma ferramenta em boas condições deve atingir os valores a seguir:
Modelo | Velocidade livre (rpm) | Frequência de pulso CCW estático (Hz) | Torque máximo CCW estático (mínimo) (Nm) |
|---|---|---|---|
EP15PTX250 HR20-AT | 4200 -10%/+25% | 12-15 | 300 |
A frequência de pulso correta indica que o motor de ar e a unidade de pulso estão em bom estado. Se a frequência de pulso for muito alta - adicione mais óleo. Se a frequência de pulso for muito baixa - reduza o nível de óleo.
Verificação do Torque - Medição do Torque Residual em uma Junta Real
Certifique-se de usar o mesmo equipamento, como extensões, soquetes e pressão de ar durante o aperto, como será usado na aplicação de aperto real.
Ao executar uma verificação de torque na junta real, recomendamos o uso de uma Chave ST ajustada para a medição de torque residual*.
* Torque necessário para fazer com que as roscas do fixador (incluindo sua cabeça) no qual o torque é aplicado se movam em relação à rosca relevante.
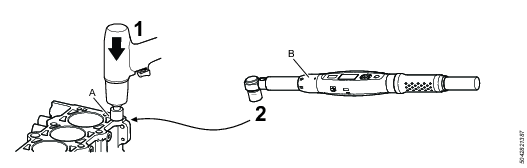
A | A junta real |
B | Torquímetro com monitoramento |
Execute um aperto.
Meça o resultado com o Torquímetro com monitoramento.
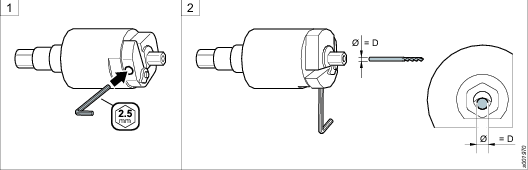
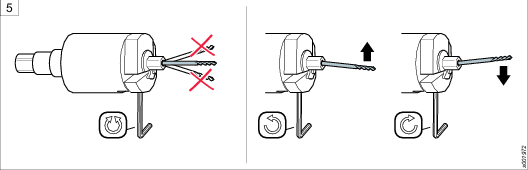
Ajustando a Posição do Pino Limitador
A posição do pino de trava é ajustada corretamente na fábrica. Se for preciso reajustá-lo em virtude de manutenção ou substituição de peças de reposição, siga as instruções abaixo.
A medida D é o diâmetro de abertura do medidor.
D = 1.55 mm
Encaixe uma chave Allen de 2,5 mm no parafuso de ajuste.
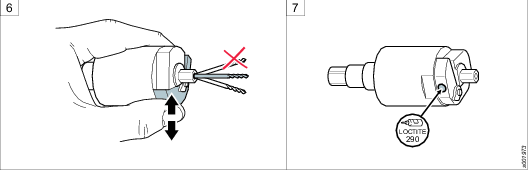
Segure a unidade de pulso com a superfície de parada do corpo de inércia e a bigorna na posição horizontal e a chave Allen apontando para baixo.
Pressione o corpo de inércia para abrir o furo para o medidor.
Coloque um medidor (por exemplo, uma broca) com o diâmetro D correto no furo.
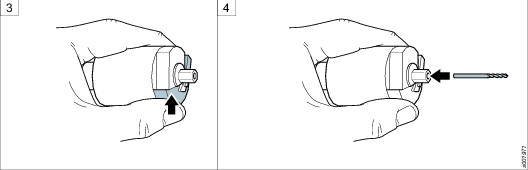
Ajuste a abertura girando o parafuso de ajuste 45 graus por vez até que o medidor esteja alinhado com a unidade de pulso.
Evite o giro desnecessário do parafuso.
Gire o parafuso no sentido anti-horário para subir o medidor.
Gire o parafuso no sentido horário para descer o medidor.
Para verificar se o medidor está inserido corretamente, pressione e solte repetidamente o corpo de inércia. O gabarito deverá retornar à posição correta junto com a unidade de pulso.
Aplique Loctite 290 no parafuso de ajuste.
Solução de problemas
Guia de solução de problemas
Problema | Razão | Ação |
|---|---|---|
A ferramenta não desliga, ou o tempo de aperto é longo demais. | Meta de torque perto de torque máximo da ferramenta. | Escolha uma ferramenta maior, com mais potência. |
Pressão de ar dinâmica baixa. | Verifique as dimensões da mangueira e dos acoplamentos. Aumente a pressão de ar. | |
Velocidade de rotação baixa. | Consulte o problema "A velocidade de rotação é baixa demais". | |
A extensão está muito longa. | Verifique a extensão. | |
Extensão ou soquete/broca desgastados. | Verifique a extensão e o soquete/broca. | |
Configuração de torque do parafuso gira demais. | Ajuste o torque do parafuso no sentido anti-horário até a ferramenta desligar. | |
O pino limitador no mecanismo de desligamento está ajustado da maneira incorreta. | Verifique com um medidor. | |
Nível incorreto de óleo na Unidade de pulso. | Ajuste o nível de óleo ou reabasteça o óleo. | |
A junta é muito macia para a ferramenta. | Escolha uma ferramenta maior, com mais potência. | |
Peças desgastadas na unidade de pulso. | Inspecione e troque as peças desgastadas. Consulte https://servaid.atlascopco.com. | |
Mau funcionamento do AutoTrim. | Verifique a função AutoTrim. | |
O ponto de rendimento da junta é alcançado. | Verifique a especificação da junta. | |
A frequência de pulso é alta demais ou baixa demais. | Nível incorreto de óleo na Unidade de pulso. | Ajuste o nível de óleo ou reabasteça o óleo. |
Desligamento inconsistente ou exatidão insuficiente | A meta de torque não está dentro da especificação da ferramenta. | Mude para um tamanho de ferramenta diferente. |
Pulsos insuficientes (junta rígida e ajuste de torque baixo). | Consulte a Seção Otimizando o Desempenho da sua Ferramenta ErgoPulse. | |
A extensão é longa demais. | Verifique a extensão. | |
Extensão ou soquete/broca desgastados. | Verifique a extensão e o soquete/broca. | |
Flutuações de pressão no suprimento de ar. | Use um regulador de pressão (para cada ferramenta) para obter um suprimento de ar consistente. | |
Nível incorreto de óleo na Unidade de pulso. | Ajuste o nível de óleo ou reabasteça o óleo. | |
O atrito está muito baixo no parafuso de configuração de torque. | Substitua com o parafuso novo. | |
Peças desgastadas no mecanismo de desligamento. | Inspecione e substitua as peças desgastadas. | |
O pino de parada no mecanismo de desligamento não está ajustado corretamente. | Verifique com um medidor. | |
Mau funcionamento do AutoTrim. | Verifique a função AutoTrim. | |
A junta é flexível demais e ajuste de torque máx. | Reduza ligeiramente a configuração de torque, ou use uma ferramenta maior com mais potência. | |
A velocidade de rotação é baixa demais. | Pressão de ar insuficiente. | Verifique as dimensões da mangueira e dos acoplamentos. Aumente a pressão de ar. |
Ajuste errado da válvula de Ajuste | Ajuste a válvula Ajuste. | |
Sujeira na entrada ou Silenciador. | Limpe ou troque o filtro de entrada de ar e o Silenciador se necessário. | |
Peças desgastadas no motor. | Inspeção e manutenção de rotina do motor. | |
Válvula do acionador incorreta ou danificada. | Inspecione a válvula do acionador. | |
A AutoTrim não está funcionando corretamente. | Detritos no filtro do silenciador. | Substitua o filtro do silenciador. |
Ajustes ou configurações errados. | Consulte a Seção Ajustando a Válvula AutoTrim. | |
Sujeira ou peças danificadas no AutoTrim. | Inspecione e substitua as peças desgastadas. | |
Foi utilizada a peça de corte automático incorreta. | Verifique Peças de Reposição para o uso. Consulte https://servaid.atlascopco.com. |
Reciclagem
Regulamentações ambientais
Depois que um produto atendeu a sua finalidade, ele deverá ser devidamente reciclado. Desmonte o produto e recicle os componentes de acordo com a legislação local.
As baterias devem ser recolhidas pela organização de recuperação de baterias do seu país.
Instruções de Reciclagem
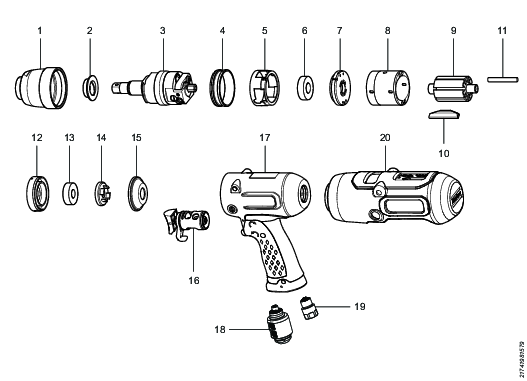
Pos | Peça | Notas | Reciclar como |
|---|---|---|---|
1 | Caixa da unidade de pulso | Metal, alumínio/aço | |
2 | Bucha | Metal, bronze de alumínio | |
3 | Unidade de pulso | Metal, aço | |
4 | Parafuso em anel | Metal, aço | |
5 | Manga | Metal, aço | |
6 | Rolamento de esferas | Metal, aço | |
7 | Placa da extremidade | Metal, alumínio | |
8 | Cilindro | Metal, alumínio | |
9 | Rotor | Metal, aço | |
10 | 7 palhetas | Plásticos, outros, POM | |
11 | 7 plugues | Plásticos, outros, POM | |
12 | Placa da extremidade | Metal, alumínio | |
13 | Rolamento de esferas | Metal, aço | |
14 | Arruela de apoio | Metal, alumínio | |
15 | Arruela de entrada | Metal, alumínio | |
16 | Gatilho | Metal, aço | |
17 | Tampa do motor | Metal, alumínio | |
18 | Silenciador | Metal, aço | |
19 | Adaptador | Metal, alumínio/aço | |
20 | Capa de proteção | Plástico, outro, vinil |