PFD1500RA-180-R
Positive feed drill
제품 정보
일반 정보
안전 신호 용어
안전 신호 용어인 위험, 경고, 주의, 및 참고에는 다음과 같은 의미가 있습니다.
위험 | 위험은 위험한 상황을 나타내며 이러한 상황을 피하지 않으면 사망 또는 중상으로 이어집니다. |
경고 | 경고는 위험한 상황을 나타내며 이러한 상황을 피하지 않으면 사망 또는 중상으로 이어질 가능성이 있습니다. |
주의 | 안전 경보 기호와 함께 사용되는 주의는 위험한 상황을 나타내며 이러한 상황을 피하지 않으면 중경상으로 이어질 가능성이 있습니다. |
참고 | 참고는 신체 상해와 관련이 없는 실제적인 문제를 해결하는 데 사용됩니다. |
보증
제품 보증은 제품을 처음 사용한 후 12개월에 만료되지만 인도 후 어떤 일이 있어도 늦어도 13개월 내에 만료됩니다.
정상적인 부품의 마모는 보증에 포함되지 않습니다.
일상적인 마모에 의한 손상은 해당 기간의 일반적인 표준 공구 유지보수 동안(시간, 작동 시간 또는 다른 방법으로 표시됨) 부품 변경 또는 기타 조정/점검이 필요한 것입니다.
제품 보증은 공구와 구성 부품의 정확한 사용, 유지 및 수리에 의존합니다.
보증 기간 동안 부적합한 유지나 Atlas Copco 또는 공인 서비스 협력 업체 외에서 정비를 수행한 결과로 발생한 부품 손상은 보증이 적용되지 않습니다.
공구 부품이 손상되거나 파괴되지 않도록 하려면, 권장된 유지 보수 일정에 따라 공구를 정비하고 정확한 지침을 준수하십시오.
보증 수리는 Atlas Copco 정비소 또는 인증 서비스 협력업체에서만 수행됩니다
는 Atlas Copco 계약을 통해 연장된 보증과 최첨단의 예방 정비를 제공합니다. ToolCover. 추가 정보는 가까운 서비스 대리점에 문의하십시오.
전기 모터의 경우:
전기 모터가 열리지 않았을 경우에만 보증이 적용됩니다.
웹사이트
제품, 부속품, 예비 부품 및 게시된 사안에 관한 정보는 Atlas Copco 웹 사이트에서 찾을 수 있습니다.
다음 자료 및 웹 사이트를 참조해 주세요. www.atlascopco.com.
ServAid
ServAid는 지속적으로 업데이트되며 다음과 같은 기술 정보가 포함된 포털입니다.
규정 및 안전 정보
기술 자료
설치, 작동 및 서비스 지침
예비 부품 목록
부속품
축적 도면
다음 자료 및 웹 사이트를 참조해 주세요. https://servaid.atlascopco.com.
추가 정보는 가까운 Atlas Copco 서비스 대리점에 문의하십시오.
안전 보건 자료 MSDS/SDS
Atlas Copco가 판매하는 화학 제품에 대한 설명은 안전 데이터 시트에 나와 있습니다.
자세한 정보는 Atlas Copco 웹사이트 www.atlascopco.com/sds를 방문해주십시오.
원산지 국가
원산지 국가에 대한 정보는 제품 라벨의 해당 정보를 참조해주십시오.
축적 도면
치수 도면은 치수 도면 아카이브 또는 ServAid에서 찾을 수 있습니다.
다음 자료 및 웹 사이트를 참조해 주세요. http://webbox.atlascopco.com/webbox/dimdrw 또는 https://servaid.atlascopco.com.
개요
적용
이 고품질의 취급하기 쉬운 공압 PFD (Positive Feed Drill)는 다양한 금속 및 합성물에 구멍을 뚫는 데 사용할 수 있습니다.
기본 구성품 및 기능

위치 | 부품 | 기능 |
|---|---|---|
1 | 스핀들 | 드릴의 주 회전 부품. |
2 | 스핀들 가드 | 작업자를 회전 스핀들로부터 보호합니다. 드릴의 드릴 비트에 냉각제를 제공합니다. |
3 | 헤드 | 회전 토크와 피드를 모터에서 스핀들로 전환합니다. |
4 | 이송 카세트 | 스핀들 이송 속도를 정의합니다. 회전당 인치(IPR) 또는 회전당 밀리미터(mm/rev)로 측정됩니다. |
5 | 에어 로직 | 드릴을 작동합니다. |
6 | 분할 기어 | 회전 속도를 정의합니다. 분당 회전(RPM)으로 측정됩니다. |
7 | 레인지 기어 | RPM 범위를 정의합니다. |
8 | 날개 모터 | 스핀들에 전원과 회전을 공급합니다. |
9 | 모터 밸브 | 날개 모터 및 비상 정지 버튼에 공기 흐름을 공급합니다. |
10 | 시작 | 모터를 작동시키고 드릴 속도 및 회전 메커니즘을 활성화합니다. 버튼을 놓은 후 모터가 계속 실행됩니다. 스핀들이 사전 정의된 드릴 깊이에 도달할 경우, 자동으로 시작 위치로 돌아가고 모터의 전원이 꺼집니다. |
11 | 래피드 어드밴스 (선택 사항) | 빠른 스핀들 피드를 활성화합니다. 스핀들은 일반 공급률보다 빠르게 작업 표면으로 진행하지만 회전하지는 않습니다. 버튼을 놓으면 스핀들이 정지합니다. |
12 | 수축 | 드릴 사이클 중 언제든지 스핀들을 시작 지점으로 되돌립니다. 모터는 들어간 후 자동으로 꺼집니다. |
13 | 비상 정지 | 드릴링 사이클 중 언제든지 모터를 끄고 스핀들을 정지합니다. 이 버튼을 누르면 비상 정지 버튼이 잠깁니다. 드릴을 다시 시작하려면 비상 정지를 수동으로 재설정해야 합니다. |
제품의 기술 데이터
기술 제품 데이터는 ServAid 또는 Atlas Copco 웹사이트에서 찾을 수 있습니다.
다음 자료 및 웹 사이트를 참조해 주세요. https://servaid.atlascopco.com 또는 www.atlascopco.com.
부속품
부속품 개요
부속품의 정보에 대한 자세한 내용은, ServAid를 참조하십시오.
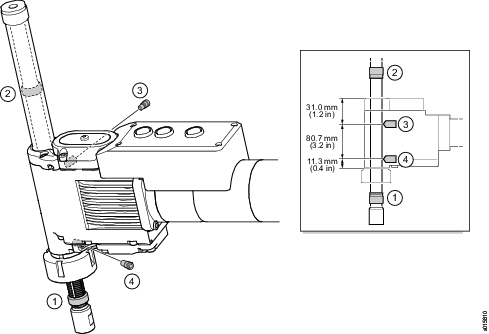
스타팅 위치 및 드릴 깊이
스톱 링을 사용하여, 다음 매개 변수를 정의할 수 있습니다.
-
드릴 비트의 시작 위치
-
드릴 깊이
|
Pos |
부품 |
기능 |
|---|---|---|
|
1 |
스타팅 포지션 링 |
드릴의 시작 위치를 정합니다. 이렇게 하면 미리 정해진 안전한 거리에서 드릴 비트의 위치를 신속하게 정할 수 있습니다. 시작 위치는 조정할 수 있습니다. |
|
2 |
깊이 링 |
드릴 깊이를 정합니다. |
|
3 |
깊이 밸브 |
드릴 깊이를 제어합니다. 깊이 링이 밸브에 도달하면 밸브를 작동시키고 스핀들이 스타팅 위치로 들어갑니다. 들어간 후 모터 스위치가 자동으로 꺼집니다.. |
|
4 |
스타팅 포지션 밸브 |
드릴의 시작 위치를 제어합니다. 스타팅 포지션 링이 밸브에 도달하면 모터 스위치를 끄는 밸브를 작동시킵니다. |
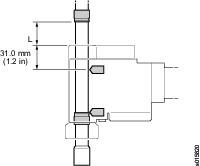
다음 공식에 따라 원하는 드릴 깊이 D에 대한 드릴 헤드(아래 그림 치수 L)와 깊이 링 사이의 거리를 계산할 수 있습니다.
L (mm) =D (mm) – 31.0 mm
L (in) = D (in) – 1.2 in
속도
범위 및 분할 기어의 결합이 드릴 스핀들의 속도를 결정합니다. 원하는 RPM을 얻으려면 아래의 표에서 범위 및 분할 기어의 사용 가능한 결합 중에서 선택하십시오.
레인지 기어 | ||
|---|---|---|
RPM | 주문 번호 | 분할 기어비 |
38 | 4141 0043 95 | 낮음 |
50 | 4141 0043 95 | 1:1 |
67 | 4141 0043 95 | 높음 |
100 | 4141 0043 92 | 낮음 |
140 | 4141 0043 92 | 1:1 |
180 | 4141 0043 92 | 높음 |
200 | 4141 0043 90 | 낮음 |
270 | 4141 0043 90 | 1:1 |
360 | 4141 0043 90 | 높음 |
400 | 4141 0043 94 | 낮음 |
530 | 4141 0043 94 | 1:1 |
700 | 4141 0043 94 | 높음 |
670 | 4141 0043 93 | 낮음 |
900 | 4141 0043 93 | 1:1 |
1200 | 4141 0043 93 | 높음 |
1330 | 4141 0043 91 | 낮음 |
1770 | 4141 0043 91 | 1:1 |
2360 | 4141 0043 91 | 높음 |
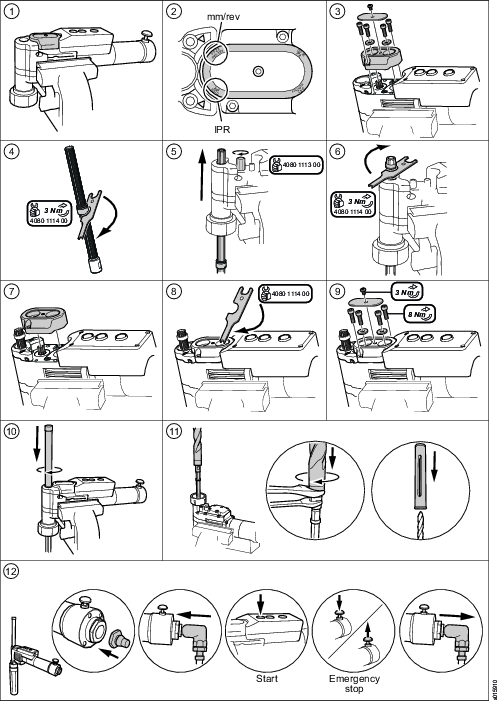
분할 기어비는 인덴트(2)와 비교해서 샤프트(1) 위치에 따라 높게, 1:1 또는 낮게 설정할 수 있습니다. 아래 그림을 참조하십시오. 분할 기어 하우징의 표시는 샤프트 위치에 상응하는 비율을 나타냅니다.
포크형 공구(4141 1114 00)로 샤프트가 알맞은 위치에 있도록 고정합니다. 아래 그림을 참조하십시오.


속도 래피드 어드밴스 – PFD1500RA-R (래피드 어드밴스가 있는 모델만 해당)
래피드 어드밴스는 공급률에 따라 다릅니다. 높은 공급률은 높은 피드 어드밴스를 생성하는데,그 반대도 마찬가지입니다.
모델 |
스핀들(rpm) | 속도 래피드 어드밴스 (mm/s), ±10% | 속도 래피드 어드밴스 (inch/s), ±10% |
|---|---|---|---|
PFD 1500RA-38-R | 38 | 1.4 | 0.06 |
PFD 1500RA-50-R | 50 | 1.9 | 0.07 |
PFD 1500RA-67-R | 67 | 2.5 | 0.10 |
PFD1500RA-100-R | 100 | 3.7 | 0.15 |
PFD1500RA-140-R | 140 | 5.2 | 0.20 |
PFD1500RA-180-R | 180 | 6.7 | 0.26 |
PFD1500RA-200-R | 200 | 7.4 | 0.29 |
PFD1500RA-270-R | 270 | 10.0 | 0.39 |
PFD1500RA-360-R | 360 | 13.3 | 0.52 |
PFD1500RA-400-R | 400 | 14.8 | 0.58 |
PFD1500RA-530-R | 530 | 19.7 | 0.78 |
PFD1500RA-670-R | 670 | 24.8 | 0.98 |
PFD1500RA-700-R | 700 | 25.9 | 1.02 |
PFD1500RA-900-R | 900 | 33.3 | 1.31 |
PFD1500RA-1200-R | 1200 | 44.5 | 1.75 |
PFD1500RA-1330-R | 1330 | 49.2 | 1.94 |
PFD1500RA-1770-R | 1770 | 65.6 | 2.58 |
PFD1500RA-2360-R | 2360 | 87.4 | 3.44 |
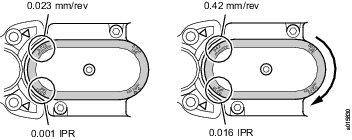
공급률
드릴의 공급률은 스핀들 속도와 균형을 유지해야 합니다. 원하는 RPM을 얻으려면 아래의 표에서 사용 가능한 공급률 결합 중에서 선택하십시오. 일반적으로 공급 카세트는 두 개의 공급률로 정의할 수 있습니다. 아래 그림과 같이 180도 돌려서 공급률을 변경할 수 있습니다.
이송 카세트 | ||
|---|---|---|
IPR | mm/rev | 주문 번호 |
0.001 | 0.023 | 4141 0034 91 |
0.002 | 0.05 | 4141 0034 92 |
0.003 | 0.075 | 4141 0034 93 |
0.004 | 0.10 | 4141 0034 94 |
0.006 | 0.16 | 4141 0034 95 |
0.008 | 0.21 | 4141 0034 96 |
0.010 | 0.27 | 4141 0034 95 |
0.013 | 0.33 | 4141 0034 94 |
0.014 | 0.36 | 4141 0034 93 |
0.015 | 0.38 | 4141 0034 92 |
0.016 | 0.42 | 4141 0034 91 |
서비스 개요
서비스 권장 사항
정기적으로 예방 유지보수를 할 것을 권장합니다. 예방 유지보수에 대한 자세한 정보를 참조하십시오. 제품이 제대로 작동하지 않을 경우, 서비스를 신청해 검사 받으십시오.
예방 유지보수에 대한 자세한 정보가 포함되어 있지 않은 경우, 다음과 같은 일반 지침을 따르십시오.
적절한 부품을 꼼꼼하게 청소합니다.
결함이 있거나 마모된 부품을 교체합니다.
설치
설치 요구사항
대기 질
열악한 공기 품질은 공구에 손상을 주고 성능을 감소시킬 수 있음.
-
최적의 성능과 최대 제품 수명을 위해, 최대 이슬점(-5°C (23°F))의 압축 공기를 사용할 것을 권장합니다. 또한 Atlas Copco 동결 유형 제습 장치를 설치하는 것이 좋습니다.
-
별도의 대기 필터를 사용하여, 30마이크론 이상의 고체 입자와 90% 이상의 액수를 제거합니다. 가능한 도구에 가깝게 필터를 설치하고 압력 저하를 방지하려면 다른 대기 준비 기기에 앞서 설치합니다.
-
윤활이 없는 공구는 환경적인 관점에서 보다 나은 선택입니다.
-
윤활은 터빈 모터의 수명을 단축시키고 윤활된 경우 계속해서 윤활을 해야 할 것입니다.
에어 윤활 안내
브랜드 | 에어 윤활 |
|---|---|
Atlas Copco | 최적화기(1리터) 9090 0000 04 |
Q8 | Chopin 46 |
Shell | 쉘 에어 공구 오일 S2 A 320 |
압축 에어 연결부
정확한 기압과 호스 크기는, https://servaid.atlascopco.com 또는 www.atlascopco.com의 기술 제품 데이터를 참조하십시오.
공구를 연결하기 전에 호스와 연결 장치가 깨끗하고 먼지가 없는지 확인하십시오.
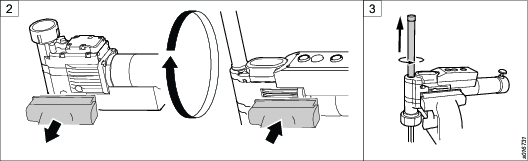
설치 지침
스핀들 교환
필요한 공구
-
바이스
-
포크형 공구
-
육각 공구
-
Torx 렌치
-
Allen 키
-
스패너
-
바이스 안의 드릴을 전면 부품을 위로 향한채 그리고 드릴 핸들을 우측으로 향한채 고무 패드로 고정합니다. 전면 부품과 드릴 비트를 제거합니다.
-
드릴을 돌려 바이스에 드릴을 고정합니다. 스핀들 가드를 제거합니다.
-
포크형 공구로 스핀들에서 깊이 링을 제거합니다.
-
이송 카세트의 위치에 주의하십시오. 스핀들 가까이의 카세트 끝부분에 있는 표시는 실제 이송 속도를 나타냅니다.
-
공급 카세트를 제거합니다.
-
육각 공구를 시계 반대 방향으로 돌려서 스핀들을 소켓에 넣습니다. 스핀들을 제거합니다.
-
“드릴 설치” 섹션에서 4~11 단계를 수행합니다.
-
드릴을 돌려 바이스에 드릴을 고정합니다. 니플에 에어 호스를 연결합니다. 응급 정지 버튼 기능 테스트를 수행합니다.
-
시동 버튼을 누릅니다.
-
비상 정지 버튼를 눌러 제 위치로 고정합니다. 스핀들을 즉시 정지해야 합니다.
-
응급 정지 버튼을 당겨 재설정합니다. 모터를 재시작해서는 안됩니다.
-
에어 호스를 분리합니다.
-


래피드 어드밴스 키트 설치
필요한 공구
-
바이스
-
스패너
-
Allen 키
-
포크형 공구
-
육각 공구
-
Torx 렌치
-
바이스 안의 드릴을 전면 부품을 위로 향한채 그리고 드릴 핸들을 우측으로 향한채 고무 패드로 고정합니다. 스패너를 사용해 전면 부품과 드릴 비트를 분리합니다.
-
드릴을 풉니다. 드릴을 돌려 바이스에 드릴을 고정합니다.
-
스핀들 가드를 제거합니다.
-
포크형 공구를 사용해 스핀들에서 깊이 링을 제거합니다.
-
이송 카세트의 위치에 주의하십시오. 스핀들 가까이의 카세트 끝부분에 있는 표시는 실제 이송 속도를 나타냅니다.
-
Allen 키를 사용하여 이송 카세트를 제거합니다.
-
스핀들이 제거될 때까지 육각 공구를 시계 반대 방향으로 돌려 소켓 외부로 스핀들을 이송합니다.
-
Allen 키를 사용해 에어 로직 커버와 장치를 제거합니다.

헤드 상단의 O링을 풀지 마십시오.
-
Allen 키를 사용하여 실린더를 풉니다.
-
드릴을 풉니다. 드릴을 돌려 바이스에 드릴을 고정합니다.
-
Allen 키를 사용하여 헤드의 하단을 제거합니다.
-
하단 헤드에서 실린더를 제거합니다.
-
실린더를 새로운 실린더로 교체하고(키트 안에 포함됨) 다시 제자리에 놓습니다. Allen 키를 사용하여 실린더를 고정합니다.
-
베벨 기어를 헤드에서 똑바로 빼냅니다.
-
헤드에서 실린더를 아래로 빼냅니다.
-
실린더를 새로운 실린더로 교체합니다(키트 안에 포함됨). 제자리에 놓으십시오.
-
베벨 기어를 새로운 기어로 교체하고(키트 안에 포함됨) 다시 제자리에 놓습니다.
-
하단 헤드를 원래 위치로 놓습니다. 나사로 조입니다.
-
드릴을 풉니다. 드릴을 돌려 바이스에 드릴을 고정합니다.
-
Allen 키를 사용하여 나사로 실린더를 고정합니다.
-
에어 로직 장치를 원래 위치로 놓습니다. 커버를 새로운 커버로 교체하고(키트 안에 포함됨) 다시 제자리에 놓습니다.
-
하단에서부터 소켓에 스핀들을 설치합니다. 육각 공구를 시계 방향으로 여러번 돌려 스핀들을 이송합니다.
-
스핀들에 깊이 링을 설치하고 올바른 위치로 이동합니다. 포크형 공구로 링을 고정하십시오.
-
이송 카세트를 원래 위치로 놓고 스핀들 가까이의 카세트 끝부분에 있는 표시가 필요 이송 속도를 나타냄을 확인하십시오.
-
쉽게 카세트를 설치할 수 없을 경우, 스플라인을 포크형 공구로 돌려 정렬합니다.
-
와셔와 4개의 나사를 원래 위치에 설치합니다. 나사를 조이십시오. 락과 잠금 나사를 설치합니다. 나사를 조이십시오.
-
스핀들 가드를 원래 위치로 놓고 고정합니다.
-
드릴을 풉니다. 드릴을 돌려 바이스에 드릴을 고정합니다. 스핀들에 드릴 비트를 놓습니다. 스패너를 스핀들 소켓과 드릴 비트에 놓아 회전하지 않게 유지하고 연결부를 고정합니다. 전면 부분을 드릴에 놓고 고정합니다.
-
드릴을 풉니다. 드릴을 돌려 바이스에 드릴을 고정합니다. 니플에 에어 호스를 연결합니다. 응급 정지 버튼 기능 테스트를 수행합니다.
-
시동 버튼을 누릅니다.
-
비상 정지 버튼를 눌러 제 위치로 고정합니다. 스핀들을 즉시 정지해야 합니다.
-
응급 정지 버튼을 당겨 재설정합니다. 모터를 재시작해서는 안됩니다.
-
에어 호스를 분리합니다.
-










인덱서가 있는 드릴용 스크래퍼 키트 설치
필요한 공구
바이스
스패너
Allen 키
장착 공구
전제 조건
스크레퍼 키트를 설치하기 전에, 다음 구성부품이 제거되었는지 확인하십시오.
전면 부품
드릴 비트
스핀들
스핀들 가드
바이스에 드릴을 고정하십시오.
어댑터와 나사를 제거합니다.
인덱서 하우징을 어댑터 샤프트의 제 위치에 놓습니다.
고정 액체 몇 방울을 너트 나삿니에 바른 다음 인덱서 하우징의 너트를 고정시킵니다. 너트를 조입니다.
파형 와셔를 인덱서 하우징의 제 위치에 놓습니다. 샤프트에 몇 방울의 고정 액체를 바른 다음 인덱서 하우징에 장착합니다.
너트가 쉽게 아래쪽으로 내려오도록 인덱스 하우징의 버튼을 누릅니다. 훅 렌치로 축의 전면 너트를 인덱스 하우징에 고정합니다.
스핀들의 고정 너트를 제거합니다.
스핀들에 스크레이퍼 링을 설치하고 네 개의 나사로 조입니다.
스크레이퍼 링의 모서리를 깎아낸 면이 드릴 비트 쪽을 향하고 있는지 확인하십시오.
스핀들에 스핀들 고정 너트를 설치합니다.
드릴에 스핀들을 설치합니다.
스핀들 상부에 스핀들 고정 너트를 설치합니다.
전면 부품의 길이에 맞게 관을 자릅니다.
스핀들의 스크레이퍼 링은 드릴 시 관 바깥쪽으로 이동하지 않아야 합니다.
관을 설치하고 조입니다.
나삿니 손상을 방지하려면 스크레이퍼 링이 매끄럽게 작동되는지 확인하십시오.
전면 부품을 설치합니다.




ChipLet 설치
필요한 공구
-
바이스
-
Torx 드라이버
-
Allen 키
-
장착 공구
전제 조건
ChipLet을 설치하기 전에, 다음 구성부품이 제거되었는지 확인하십시오.
-
전면 부품
-
드릴 비트
-
스핀들
-
스핀들 가드
-
바이스에 드릴을 고정하십시오.
-
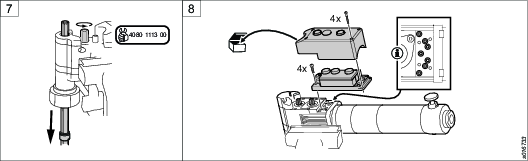
나사와 공급 카세트 커브를 제거합니다.
-
두 개의 와셔 및 공급 카세트와 함께 네 개의 나사를 제거합니다.
-
깊이 위치 밸브를 제거합니다.
-
2개의 나사와 캡을 제거합니다.
-
스러스트 와셔를 제거합니다.
-
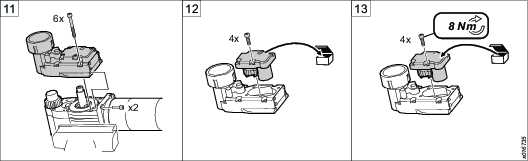
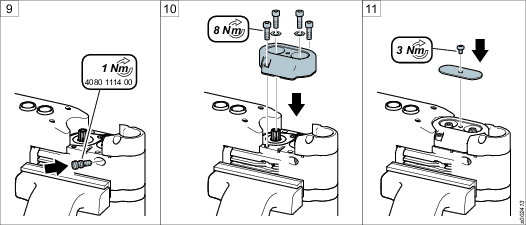
o-링이 있는 칩렛을 제 위치에 놓습니다. 칩렛이 제 위치에 들어가면 딸깍하는 소리가 납니다.
-
두 개의 나사로 칩렛을 고정하고 8 Nm으로 조입니다.
-
깊이 위치 밸브를 다시 제 위치에 놓고 고정한 다음 1 Nm으로 조입니다.
-
공급 카세트를 다시 제 위치에 놓고 네 개의 나사와 두 개의 와셔를 8 Nm으로 고정합니다.
-
카세트 커버를 다시 카세트의 제 위치에 놓고 한 개의 나사를 사용해서 3 Nm으로 고정합니다.



드릴 설치
필요한 공구
-
바이스
-
Torx 렌치
-
Allen 키
-
포크형 공구
-
육각 공구
-
스패너
-
바이스 안의 드릴을 에어 로직 기기를 위로 향한채 그리고 드릴 핸들을 우측으로 향한채 고무 패드로 고정합니다.
-
이송 카세트의 위치에 주의하십시오. 스핀들 가까이의 카세트 끝부분에 있는 표시는 실제 이송 속도를 나타냅니다.
-
카세트 락, 카세트, 5개의 나사와 2개의 와셔를 제거합니다. 카세트 락의 나사에는 Torx 렌치를, 다른 네 개의 나사에는 앨런 볼트용 렌치를 사용합니다.
-
가능하다면, 스핀들에 시작 위치 링을 설치하고 제자리로 이동합니다. 포크형 공구로 링을 고정하십시오.
-
하단에서부터 소켓에 스핀들을 설치합니다. 육각 공구를 시계 방향으로 여러번 돌려 스핀들을 이송합니다.
-
스핀들에 깊이 링을 설치하고 올바른 위치로 이동합니다. 포크형 공구로 링을 고정하십시오.
-
이송 카세트를 원래 위치로 놓고 스핀들 가까이의 카세트 끝부분에 있는 표시가 필요 이송 속도를 나타냄을 확인하십시오.
-
쉽게 카세트를 설치할 수 없을 경우, 스플라인을 포크형 공구로 돌려 정렬합니다.
-
와셔와 4개의 나사를 원래 위치에 설치합니다. 나사를 조이십시오. 락과 잠금 나사를 설치합니다. 나사를 조이십시오.
-
스핀들 가드를 원래 위치로 놓고 고정합니다.
-
드릴을 거꾸로 돌려서 바이스에 드릴을 고정합니다. 스핀들에 드릴 비트를 놓습니다. 스패너를 스핀들 소켓과 드릴 비트에 놓아 회전하지 않게 유지하고 연결부를 고정합니다. 전면 부분을 드릴에 놓고 고정합니다.
-
드릴을 돌려 바이스에 드릴을 고정합니다. 에어 호스용 니플을 드릴의 커넥터에 장착합니다. 니플에 에어 호스를 연결합니다. 응급 정지 버튼 기능 테스트를 수행합니다.
-
시동 버튼을 누릅니다.
-
비상 정지 버튼를 눌러 제 위치로 고정합니다. 스핀들을 즉시 정지해야 합니다.
-
응급 정지 버튼을 당겨 재설정합니다. 모터를 재시작해서는 안됩니다.
-
에어 호스를 분리합니다.
-
인덱서 설치
필요한 공구
바이스
스패너
Allen 키
핀 스패너
훅 렌치
전제 조건
인덱서를 설치하기 전에, 다음 구성부품이 제거되었는지 확인하십시오.
전면 부품
드릴 비트
스핀들
스핀들 가드
바이스 안의 드릴을 에어 로직 기기를 아래로 향한채 그리고 드릴 핸들을 우측으로 향한채 고무 패드로 고정합니다.
스패너를 사용하여 전면 부품을 고정시키고 있는 어댑터를 제거합니다. 앨런 볼트용 렌치를 사용하여 어댑터 구멍의 오른쪽에 있는 나사를 제거합니다.
누름 버튼을 마주한 상태에서 어댑터 구멍 위로 인덱스 하우징의 큰 구멍을 제자리에 넣습니다. 인덱스 하우징이 정확한 위치에 들어가면, 나사 구멍의 우측 플러그가 인덱스 하우징에 맞게 됩니다.
나삿니를 아래로 향한 채 인덱스 하우징에 너트를 넣습니다. 핀 스패너로 너트를 고정하십시오.
스핀들을 아래로 향한 채 파형 와셔와 축을 인덱스 하우징에 넣습니다.
너트가 쉽게 아래쪽으로 내려오도록 인덱스 하우징의 버튼을 누릅니다. 훅 렌치로 축의 전면 너트를 인덱스 하우징에 고정합니다.
설치한 후에 위의 목록에 있는 부품을 설치합니다.
공기 유입구 교체하기
모든 PFD1500 공구는 표준으로 NPT 공기 유입구와 함께 제공됩니다. 배송 시 추가 BSP 공기 주입 어댑터가 공구와 함께 상자에 포함됩니다.
필요한 공구
바이스
스패너
어댑터를 제거합니다.
필터가 제자리에 있는지 확인합니다.
어댑터를 새 것으로 교체합니다(상자에 포함). O링을 이전 어댑터에서 새 어댑터로 옮깁니다.
어댑터를 원래 위치로 놓습니다. 어댑터를 조입니다.
필터가 제 위치에 있는지 확인합니다.

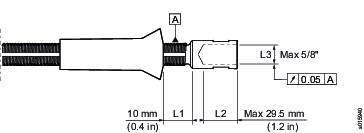
스핀들 4141 0253 XX에 대한 준비
이 스핀들을 사용하여 나사선 크기를 정의할 수 있습니다.
스핀들에 대한 준비를 하기 전에, 다음 지시 사항을 읽으십시오.
-
스핀들에서 링을 분리합니다.
-
Ø16 mm의 콜릿 척에 스핀들을 삽입합니다..
-
스핀들 나삿니 위에 콜릿 척을 고정합니다. 나삿니가 (L1)보다 툭 튀어나와서는 안됩니다. 아래 그림을 참조하십시오.
-
드릴 깊이 크기(L2) 및 나삿니 크기(L3)를 주의하십시오. 아래 그림을 참조하십시오.
색인기가 없는 드릴용 스크래퍼 키트 설치
필요한 공구
-
바이스
-
스패너
-
Allen 키
-
장착 공구
-
톱
전제 조건
스크레퍼 키트를 설치하기 전에, 다음 구성부품이 제거되었는지 확인하십시오.
-
전면 부품
-
드릴 비트
-
스핀들
-
스핀들 가드
-
바이스에 드릴을 고정하십시오.
-
어댑터를 제거합니다.
-
스핀들의 고정 너트를 제거합니다.
-
스핀들에 스크레이퍼 링을 설치하고 네 개의 나사로 조입니다.
스크레이퍼 링의 모서리를 깎아낸 면이 드릴 비트 쪽을 향하고 있는지 확인하십시오.
-
스핀들에 스핀들 고정 너트를 설치합니다.
-
드릴에 스핀들을 설치합니다.
-
스핀들 상부에 스핀들 고정 너트를 설치합니다.
-
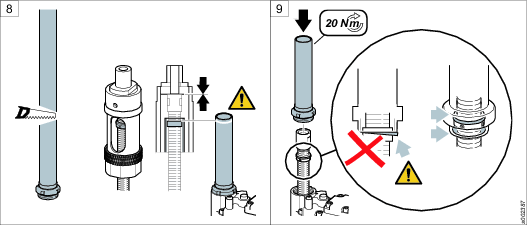
전면 부품의 길이에 맞게 관을 자릅니다.
스핀들의 스크레이퍼 링은 드릴 시 관 바깥쪽으로 이동하지 않아야 합니다.
-
관을 설치하고 20 Nm으로 조입니다.
나삿니 손상을 방지하려면 스크레이퍼 링이 매끄럽게 작동되는지 확인하십시오.
전면 부품을 설치합니다.


작동
인체공학적 지침
본 일반 인체공학적 지침 목록을 읽고 귀하의 작업장을 고려하여, 자세, 구성품 배치 또는 작업 환경의 개선 대상 영역을 식별할 수 있는지 확인하십시오.
휴식을 자주 취하고 작업 자세를 자주 바꾸십시오.
작업 영역을 본인의 필요 및 작업에 맞게 조정하십시오.
정적인 동작을 피하려면 부품이나 공구가 어디에 위치해야 하는지 파악하여 편리한 동선으로 조정하십시오.
테이블 및 의자와 같이 작업에 적절한 작업장 장비를 사용하십시오.
어깨 높이보다 높은 작업 자세 또는 조립 작업 중에 정적인 상태를 유지해야 하는 자세는 피하십시오.
어깨보다 높은 위치에서 작업할 때, 부하물의 중량을 줄여 움직임이 없는 근육에 가해지는 부하를 줄이십시오. 또한 부하물을 몸 가까이 잡는 것으로도 움직임이 없는 근육에 가해지는 부하를 줄일 수 있습니다.
휴식을 자주 취하십시오.
팔이나 손목을 지나치게 뻗는 자세는 피해야 하며, 특히 어느 정도의 힘을 필요로 하는 작업을 수행하는 경우에는 절대 삼가십시오.
작업 수행 중에 눈과 머리의 움직임을 최소화하여 시야를 편리하게 조정하십시오.
작업을 수행할 때 적절한 조명을 사용하십시오.
소음이 발생하는 환경에서는 귀 보호 장비를 사용하십시오.
먼지가 많은 환경에서는 분진 추출 시스템 또는 입 보호 마스크를 착용하십시오.
구성 지침
모듈 교체
다음과 같이 모든 드릴 모듈을 쉽게 교체할 수 있습니다.

Pos | 모듈 |
|---|---|
1 | 헤드 |
2 | 이송 카세트 |
3 | 에어 로직 |
4 | 분할 기어 |
5 | 레인지 기어 |
6 | 날개 모터 |
7 | 모터 밸브 |
속도 변경
-
모터 밸브, 날개 모터 및 레인지 기어를 분리합니다.
-
해당할 경우, 분할 기어비를 다음으로 변경합니다.
-
분할 기어를 제거합니다.
-
분할 기어의 샤프트(1)를 전환해 필요 비율로 설정합니다. 아래 그림을 참조하십시오. 찰칵 소리는 샤프트가 원하는 대로 전환되었음을 나타냅니다. 포크형 공구(4141 1114 00)로 샤프트를 올바른 위치로 고정합니다. “속도” 섹션을 참조하십시오.
-
분할 기어 구멍을 볼트 위로 나열하고, 샤프트 헤드와 드릴 헤드를 마주하게 합니다.
-
주의해서 분할 기어를 제 위치로 밀어 넣습니다. 샤프트(1)가 제자리에 맞춰질 때까지 스플라인 샤프트(2)를 돌리십시오.
-
포크형 공구(4080 1114 00)로 피니언(3)을 제자리에 고정한채, 스플라인 샤프트(2)를 돌리고 샤프트(1)이 피니언에 장착될 때까지 분할 기어를 부드럽게 앞으로 밉니다.
-
제자리에서 찰칵 소리가 날때까지 분할 기어를 부드럽게 앞쪽으로 밉니다.
-
-
해당할 경우, 새로운 레인지 기어를 설치합니다. 그렇지 않을 경우, 기존 기어를 원래 위치로 복원합니다. 유성 기어를 돌려 스플라인을 정렬하십시오.
-
날개 모터와 모터 밸브를 원래 위치로 복원합니다. 포크형 공구(4080 1114 00)로 로터를 시계 반대 방향으로 돌려 스플라인을 정렬합니다.
-
드릴을 작동하기 전 응급 정지 버튼 기능 테스트를 수행합니다.
-
시동 버튼을 누릅니다.
-
제 위치에 고정되도록 비상 정지를 누릅니다. 스핀들을 즉시 정지해야 합니다.
-
응급 정지 버튼을 당겨 재설정합니다. 모터를 재시작해서는 안됩니다.
-
에어 호스를 분리합니다.
-
에어 호스를 재연결합니다.
-

이송 속도 변경
이송 카세트를 180도 회전하여 카세트 이송 속도를 변경할 수 있습니다. 다른 이송 속도를 원할 경우, "개요" 섹션의 이송 속도 표에서 적절한 카세트를 선택하십시오.
기존 카세트를 제거합니다.
새 카세트를 놓습니다. 카세트를 고정하기 전, 스핀들 가까이의 카세트 끝부분에 있는 표시를 보고 카세트 방향이 올바른지 확인하십시오.
드릴을 작동하기 전 응급 정지 버튼 기능 테스트를 수행합니다.
시동 버튼을 누릅니다.
비상 정지 버튼를 눌러 제 위치로 고정합니다. 모터에 대한 공기 공급을 끄고 스핀들을 중지합니다.
에어 호스를 분리합니다.
응급 정지 버튼을 당겨 재설정합니다.
에어 호스를 재연결합니다.
작동 지침
드릴 작동을 하기 전

드릴을 작동하기 전에 다음 사항들을 적용:
고정장치에 고정된 전면 부품.
에어 호스를 드릴에 연결합니다.
시동 버튼을 누릅니다.
비상 정지 버튼를 눌러 제 위치로 고정합니다. 스핀들을 즉시 정지해야 합니다.
응급 정지 버튼을 당겨 재설정합니다. 모터를 재시작해서는 안됩니다.
에어 호스를 분리합니다.
에어 호스를 재연결합니다.
도구를 지그에 고정합니다.
도구의 위치를 조정하려면 인덱서의 버튼을 누르고 해당 인덱서를 풉니다.
인덱서의 버튼을 놓아 고정합니다.
인덱서의 고정핀이 너트 표면의 높이와 동일한지 점검합니다.
도구를 좌우로 움직여서 해당 도구가 제자리에 고정되었는지 점검합니다.


드릴 작동
다음과 같이 드릴을 작동할 수 있습니다:
작업 면에 드릴 비트를 빠르게 진행시키려면... | 래피드 어드밴스(rapid advance) 버튼(선택)을 누릅니다. 작업 면으로부터 안전한 거리에서 드릴 비트를 정지시키십시오. |
드릴을 시작하려면... | 시작 버튼을 누릅니다. |
드릴을 멈추고 스핀들을 시작 위치로 들어가게 하려면... | 수축 버튼을 누릅니다. |
응급 상황 시 모터 스위치를 끄려면... | 응급 정지 버튼을 누릅니다. |
응급 정지를 재설정하고 일반 작동을 복구하려면... | 응급 정지 버튼을 당깁니다. 에어 호스를 분리한 다음 다시 연결해서 에러 로직을 재설정합니다. |
서비스
유지보수 지침
서비스 권장 사항
정기적으로 예방 유지보수를 할 것을 권장합니다. 예방 유지보수에 대한 자세한 정보를 참조하십시오. 제품이 제대로 작동하지 않을 경우, 서비스를 신청해 검사 받으십시오.
예방 유지보수에 대한 자세한 정보가 포함되어 있지 않은 경우, 다음과 같은 일반 지침을 따르십시오.
적절한 부품을 꼼꼼하게 청소합니다.
결함이 있거나 마모된 부품을 교체합니다.
예방 유지보수
예방적 유지보수
일일 유지보수: 응급 정지 버튼 기능 테스트.
아래 표의 유지보수 권장사항은 알루미늄 및 티타늄 재질의 드릴 구멍 용도입니다.
각 키트에 대한 컨텐츠는 예비품 목록을 참조하십시오.
스핀들
드릴 비트/자재 | 드릴 비트/자재 | 드릴 비트/자재 | |
|---|---|---|---|
<1/2" Titan/Alu | <3/4" Titan/Alu | <1 1/4" Titan/Alu | |
주기 | (키트 사용, 주문 번호)* | (키트 사용, 주문 번호)* | (키트 사용, 주문 번호)* |
매 1,000 드릴 구멍 | |||
매 3000 드릴 구멍 | 4141 0087 80, 4141 0087 90 | ||
매 6000 드릴 구멍 | 4141 0087 80, 4141 0087 90 | 4141 0087 80, 4141 0087 90 | |
매 12000 드릴 구멍 | |||
매 24000 드릴 구멍 | |||
매 48000 드릴 구멍 |
* 특정 스핀들에 적합한 키트를 주문해야 합니다. 예비품 목록을 참조하십시오.
날개 모터(건조한 공기)
드릴 비트/자재 | 드릴 비트/자재 | 드릴 비트/자재 | |
|---|---|---|---|
<1/2" Titan/Alu | <3/4" Titan/Alu | <1 1/4" Titan/Alu | |
주기 | (키트 사용, 주문 번호) | (키트 사용, 주문 번호) | (키트 사용, 주문 번호) |
매 1,000 드릴 구멍 | |||
매 3000 드릴 구멍 | 4081 0457 90 | 4081 0457 90 | |
매 6000 드릴 구멍 | 4081 0457 90 | ||
매 12000 드릴 구멍 | |||
매 24000 드릴 구멍 | |||
매 48000 드릴 구멍 | 4141 0168 90 | 4141 0168 90 | 4141 0168 90 |
이송 카세트
드릴 비트/자재 | 드릴 비트/자재 | 드릴 비트/자재 | |
|---|---|---|---|
<1/2" Titan/Alu | <3/4" Titan/Alu | <1 1/4" Titan/Alu | |
주기 | (키트 사용, 주문 번호)* | (키트 사용, 주문 번호)* | (키트 사용, 주문 번호)* |
매 1,000 드릴 구멍 | |||
매 3000 드릴 구멍 | |||
매 6000 드릴 구멍 | |||
매 12000 드릴 구멍 | 4141 0034 91, 4141 0034 92 4141 0034 93, 4141 0034 94 4141 0034 95, 4141 0034 96 | ||
매 24000 드릴 구멍 | 4141 0034 91, 4141 0034 92 4141 0034 93, 4141 0034 94 4141 0034 95, 4141 0034 96 | ||
매 48000 드릴 구멍 | 4141 0034 91, 4141 0034 92 4141 0034 93, 4141 0034 94 4141 0034 95, 4141 0034 96 |
* 특정 이송 카세트에 적합한 키트를 주문해야 합니다. 예비품 목록을 참조하십시오.
모터 밸브
드릴 비트/자재 | 드릴 비트/자재 | 드릴 비트/자재 | |
|---|---|---|---|
<1/2" Titan/Alu | <3/4" Titan/Alu | <1 1/4" Titan/Alu | |
주기 | (키트 사용, 주문 번호) | (키트 사용, 주문 번호) | (키트 사용, 주문 번호) |
매일 | 테스트 기능* | 테스트 기능* | 테스트 기능* |
매 1,000 드릴 구멍 | |||
매 3000 드릴 구멍 | |||
매 6000 드릴 구멍 | |||
매 12000 드릴 구멍 | |||
매 24000 드릴 구멍 | 4141 0102 91 | 4141 0102 91 | 4141 0102 91 |
매 48000 드릴 구멍 |
* 비상 정지.
레인지 기어
드릴 비트/자재 | 드릴 비트/자재 | 드릴 비트/자재 | |
|---|---|---|---|
<1/2" Titan/Alu | <3/4" Titan/Alu | <1 1/4" Titan/Alu | |
주기 | (키트 사용, 주문 번호)* | (키트 사용, 주문 번호)* | (키트 사용, 주문 번호)* |
매 1,000 드릴 구멍 | 4141 0037 90, 4141 0037 91 4141 0037 92, 4141 0037 94 4141 0037 95 | ||
매 3000 드릴 구멍 |
| ||
매 6000 드릴 구멍 | 4141 0037 90, 4141 0037 91 4141 0037 92, 4141 0037 94 4141 0037 95 | ||
매 12000 드릴 구멍 | 4141 0037 90, 4141 0037 91 4141 0037 92, 4141 0037 93 4141 0037 94, 4141 0037 95 | ||
매 24000 드릴 구멍 | |||
매 48000 드릴 구멍 |
* 특정 레인지 기어에 적합한 키트를 주문해야 합니다. 예비품 목록을 참조하십시오.
헤드
드릴 비트/자재 | 드릴 비트/자재 | 드릴 비트/자재 | |
|---|---|---|---|
<1/2" Titan/Alu | <3/4" Titan/Alu | <1 1/4" Titan/Alu | |
주기 | (키트 사용, 주문 번호) | (키트 사용, 주문 번호) | (키트 사용, 주문 번호) |
매 1,000 드릴 구멍 | |||
매 3000 드릴 구멍 | 4141 0063 90 | ||
매 6000 드릴 구멍 | 4141 0063 90 | 4141 0063 90 | 4141 0012 91b, 4141 0012 92a, 4141 0019 91 |
매 12000 드릴 구멍 | 4081 0452 90, 4081 0453 90, 4081 0454 90a, 4081 0455 90b | ||
매 24000 드릴 구멍 | 4141 0012 91b, 4141 0012 92a 4141 0007 90b, 4141 0007 91a 4141 0019 91 | 4081 0452 90, 4081 0453 90, 4081 0454 90a, 4081 0455 90b, 4141 0007 90b, 4141 0007 91a 4141 0012 91b, 4141 0012 92a, 4141 0019 91 | 4141 0007 90b, 4141 0007 91a 4141 0012 91b, 4141 0012 92a, 4141 0019 91 |
매 48000 드릴 구멍 | 4081 0452 90, 4081 0453 90, 4081 0454 90a, 4081 0455 90b |
a – 래피드 어드밴스 장착 모델 전용. b – 래피드 어드밴스 미장착 모델 전용.
분할 기어
드릴 비트/자재 | 드릴 비트/자재 | 드릴 비트/자재 | |
|---|---|---|---|
<1/2" Titan/Alu | <3/4" Titan/Alu | <1 1/4" Titan/Alu | |
주기 | (키트 사용, 주문 번호) | (키트 사용, 주문 번호) | (키트 사용, 주문 번호) |
매 1,000 드릴 구멍 | 4141 0051 90 | ||
매 3000 드릴 구멍 | |||
매 6000 드릴 구멍 | 4141 0051 90 | ||
매 12000 드릴 구멍 | |||
매 24000 드릴 구멍 | 4141 0051 90 | ||
매 48000 드릴 구멍 |
에어 로직
드릴 비트/자재 | 드릴 비트/자재 | 드릴 비트/자재 | |
|---|---|---|---|
<1/2" Titan/Alu | <3/4" Titan/Alu | <1 1/4" Titan/Alu | |
주기 | (키트 사용, 주문 번호) | (키트 사용, 주문 번호) | (키트 사용, 주문 번호) |
매 1,000 드릴 구멍 | |||
매 3000 드릴 구멍 | |||
매 6000 드릴 구멍 | 4141 0164 90 | ||
매 12000 드릴 구멍 | 4141 0164 90 | 4141 0164 90 | |
매 24000 드릴 구멍 | |||
매 48000 드릴 구멍 |
날개 모터(윤활 공기)
드릴 비트/자재 | 드릴 비트/자재 | 드릴 비트/자재 | |
|---|---|---|---|
<1/2" Titan/Alu | <3/4" Titan/Alu | <1 1/4" Titan/Alu | |
주기 | (키트 사용, 주문 번호) | (키트 사용, 주문 번호) | (키트 사용, 주문 번호) |
매 1,000 드릴 구멍 | |||
매 3000 드릴 구멍 | |||
매 6000 드릴 구멍 | |||
매 12000 드릴 구멍 | |||
매 24000 드릴 구멍 | 4081 0457 90 | 4081 0457 90 | |
매 48000 드릴 구멍 | 4141 0168 90, 4081 0457 90 | 4141 0168 90 | 4141 0168 90 |
윤활 지침
녹방지 및 청소
압축 공기 속의 물은 녹을 야기할 수 있습니다. 녹을 방지하기위해, 건조장치를 설치할 것을 강력히 권장합니다.
물과 입자가 풍향계와 밸브의 고착을 야기할 수 있습니다. 압력 저하를 방지하기 위해 에어 필터를 제품 가까이에 설치해서 이를 방지할 수 있습니다.
윤활 지침
유효한 윤활제:
윤활제 | 설명 |
|---|---|
A | Klübersynth PEG 46-121. 윤활유 1 KG을 채울 수 있음, (주문 번호 4081 0487 90). |
B | 베인 모터 오일(Q8 Chopin S46) |
윤활유 A 또는 B로 조립하기 전에 모든 O-링을 윤활해야 합니다(얇은 막).
레인지 기어
총 윤활량: 27 ml.
최소 2회 윤활하는 동안 기어를 돌립니다.
기어가 해킹 없이 정상적으로 작동하는지 확인하십시오.

Pos | 설명 |
|---|---|
A1 | 조립하기 전에 레이디얼 씰의 외부 및 미끄럼면이 윤활유 A로 윤활되었는지 확인하십시오. |
A2 | 니들 베어링이 윤활유 A로 완전히 메워졌는지 확인하십시오. |
A3 | O-링이 윤활유 A로 잘 도포되었는지 확인하십시오. |
레인지 기어
총 윤활량: 15 ml.
최소 2회 윤활하는 동안 기어를 돌립니다.
기어가 해킹 없이 정상적으로 작동하는지 확인하십시오.

Pos | 설명 |
|---|---|
A1 | 조립하기 전에 레이디얼 씰의 외부 및 미끄럼면이 윤활유 A로 윤활되었는지 확인하십시오. |
A2 | 니들 베어링이 윤활유 A로 완전히 메워졌는지 확인하십시오. |
A3 | O-링이 윤활유 A로 잘 도포되었는지 확인하십시오. |
인덱서 4141 0912 90
위치 | 설명 |
|---|---|
A1 | 윤활유 A를 얇게 한 층 바릅니다. |
A2 | O-링이 윤활유 A로 잘 도포되었는지 확인하십시오. |
A3 | 모든 이의 틈새가 윤활유 A로 잘 채워졌는지 확인하십시오. |
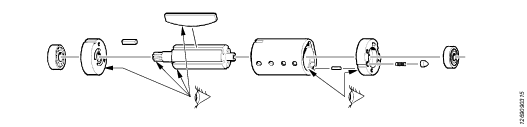
모터
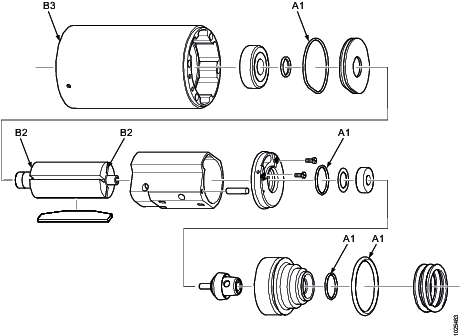
Pos | 설명 |
|---|---|
A1 | O-링이 윤활유 A로 잘 도포되었는지 확인하십시오. |
B2 | 경판에 윤활유 B를 얇게 바릅니다(shall 커버 회전자 직경). |
B3 | 실린더 내부(전체 모터, 뒷끝판의 입구 구멍을 통해 윤활유 B를 두 방울 추가하고, 오일이 모터에서 번질 때까지 로터를 돌립니다). |
분할 기어
총 윤활량: 15 ml.

Pos | 설명 |
|---|---|
A1 | 조립하기 전에 레이디얼 씰이 윤활유 A로 메워졌는지 확인하고, 외부 및 미끄럼면을 윤활하십시오. |
A2 | 니들 베어링이 윤활유 A로 완전히 메워졌는지 확인하십시오. |
인덱서 4141 0306 91

위치 | 설명 |
|---|---|
A1 | 윤활유 A를 얇게 한 층 바릅니다. |
A2 | O-링이 윤활유 A로 잘 도포되었는지 확인하십시오. |
A3 | 모든 이의 틈새가 윤활유 A로 잘 채워졌는지 확인하십시오. |
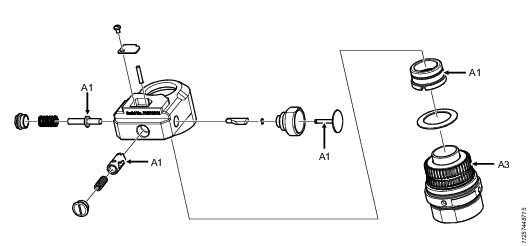
모터 밸브
Pos | 설명 |
|---|---|
A1 | 윤활유 A를 얇게 한 층 바릅니다. |
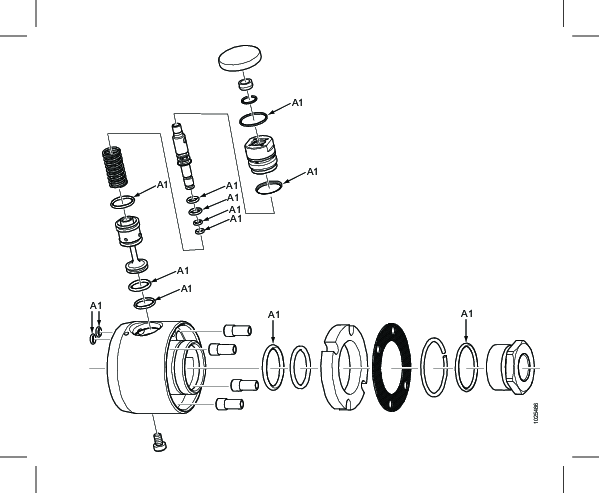
헤드

총 윤활량: 28 ml.
Pos | 설명 |
|---|---|
A1 | 윤활유 A를 얇게 한 층 바릅니다. |
A2 | O-링이 윤활유 A로 도포되었는지 확인하십시오. |
A3 | 모든 이의 틈새가 윤활유 A로 잘 채워졌는지 확인하십시오. |
A4 | 윤활유 A로 내부의 사다리꼴 나사를 메웁니다. |
A5 | 모든 이의 틈새가 윤활유 A로 잘 메워졌는지 확인하십시오(부품 당 5 ml). |
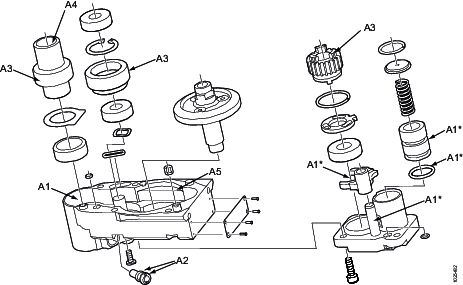
Pos | 설명 |
|---|---|
A1 | 윤활유 A를 얇게 한 층 바릅니다. |
A2 | O-링이 윤활유 A로 잘 도포되었는지 확인하십시오. |
A3 | 모든 이의 틈새가 윤활유 A로 잘 채워졌는지 확인하십시오. |
A4 | 내부를 윤활유 A로 얇게 바릅니다. |
A5 | 윤활유 A를 최소 10 ml 도포합니다. |
* 래피드 어드밴스가 있는 모델의 경우만 해당.

Pos | 설명 |
|---|---|
A1 | 모든 이의 틈새가 윤활유 A로 잘 메워졌는지 확인하십시오(부품 당 5 ml). |
A2 | O-링이 윤활유 A로 잘 도포되었는지 확인하십시오. |
수리 지침
스핀들 놓기
필요한 공구
-
바이스
-
Torx 렌치
-
Allen 키
-
핀 스패너
-
렌치
-
포크형 공구
-
바이스 안의 드릴을 에어 로직 기기를 위로 향한채 그리고 드릴 핸들을 우측으로 향한채 고무 패드로 고정합니다. 스핀들 가드를 제거합니다.
-
이송 카세트의 위치에 주의하십시오. 스핀들 가까이의 카세트 끝부분에 있는 표시는 실제 이송 속도를 나타냅니다.
-
카세트 락, 카세트, 5개의 나사와 2개의 와셔를 제거합니다. 카세트 락의 나사에는 Torx 렌치를, 다른 네 개의 나사에는 앨런 볼트용 렌치를 사용합니다.
-
클러치를 당겨 뺍니다.
-
네 개의 핀을 아래로 향한 채, 클러치의 원래 위치에 핀 스패너를 놓습니다. 핀이 제자리에 고정될 때까지 스패너를 돌립니다.
-
스핀들의 위치 참고:
-
스핀들이 시작 위치에 있을 경우 – 스핀들이 풀릴 때까지 렌치로 핀 스패너를 시계 반대 방향으로 돌립니다.
-
스핀들이 마무리 드릴 위치에 있을 경우 – 스핀들이 풀릴 때까지 렌치로 핀 스패너를 시계 방향으로 돌립니다.
-
-
핀 스패너를 당겨 뺍니다.
-
원래 위치에 클러치를 설치합니다.
-
이송 카세트를 원래 위치로 놓고 스핀들 가까이의 카세트 끝부분에 있는 표시가 필요 이송 속도를 나타냄을 확인하십시오.
-
쉽게 카세트를 설치할 수 없을 경우, 스플라인을 포크형 공구로 돌려 정렬합니다.
-
와셔와 4개의 나사를 원래 위치에 설치합니다. 나사를 조이십시오. 락과 잠금 나사를 설치합니다. 나사를 조이십시오.
-
스핀들 가드를 원래 위치로 놓고 고정합니다.
-
니플에 에어 호스를 연결합니다. 응급 정지 버튼 기능 테스트를 수행합니다.
-
시동 버튼을 누릅니다.
-
비상 정지 버튼를 눌러 제 위치로 고정합니다. 스핀들을 즉시 정지해야 합니다.
-
응급 정지 버튼을 당겨 재설정합니다. 모터를 재시작해서는 안됩니다.
-
에어 호스를 분리합니다.
-
공구를 사용하기 전에 스타팅 포지션 밸브와 깊이 밸브를 검사해서 이전의 기능 장애를 확인하십시오.
1단계 – 육안 테스트를 합니다. 공구에서 밸브를 분리합니다. 포크형 공구로 밸브를 시계 방향으로 돌리십시오. 밸브를 압축하고 스프링이 정상인지 보십시오.
2단계 – “누출 테스트” 섹션을 참조하십시오.

분해/조립 지침
베인 모터용 지침
분해
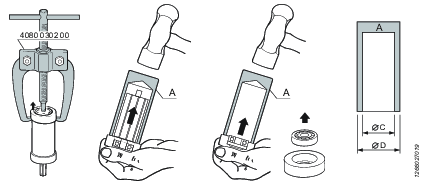
서비스 공구는 기본 서비스 공구 세트에도 포함됩니다. 자세한 정보는 주문 번호 9835 5485 00을 참조하십시오.
공구 분해 Mandrel A
주문 번호 | Ø D | Ø C |
|---|---|---|
4080 0182 01 | 7 | 3.5 |
4080 0182 02 | 8 | 4.5 |
4080 0182 03 | 9 | 5.5 |
4080 0182 04 | 10 | 6.5 |
4080 0182 05 | 13 | 8.5 |
4080 0182 06 | 16 | 10.5 |
4080 0182 07 | 19 | 12.5 |
4080 0182 08 | 22 | 15.5 |
4080 0182 09 | 24 | 17.5 |
4080 0182 10 | 26 | 20.5 |
4080 0182 11 | 30 | 25.5 |
4080 0182 12 | 35 | 30.5 |
4080 0182 13 | 40 | 35.5 |
4080 0182 14 | 47 | 40.5 |
모터 부품 검사
조립 - Bäckströms 방법에 따라
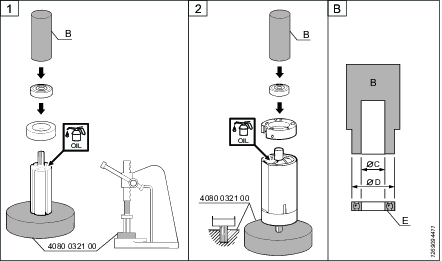
서비스 공구는 기본 서비스 공구 세트에도 포함됩니다. 자세한 정보는 주문 번호 9835 5485 00을 참조하십시오.
공구 분해 Mandrel B
주문 번호 | Ø D | Ø C |
|---|---|---|
4080 0567 04 | 12.5 | 5.2 |
4080 0567 11 | 14.5 | 6.5 |
4080 0567 01 | 15.5 | 5.2 |
4080 0567 05 | 18.5 | 6.2 |
4080 0567 02 | 18.5 | 8.2 |
4080 0567 06 | 21.5 | 7.5 |
4080 0567 03 | 21.5 | 8.2 |
4080 0567 07 | 25.5 | 10.5 |
4080 0567 08 | 27.5 | 12.5 |
4080 0567 09 | 31.5 | 15.5 |
4080 0567 10 | 34.5 | 18.5 |
베인 모터용 지침
분해
서비스 공구는 기본 서비스 공구 세트에도 포함됩니다. 자세한 정보는 주문 번호 9835 5485 00을 참조하십시오.
공구 분해 Mandrel A
주문 번호 | Ø D | Ø C |
|---|---|---|
4080 0182 01 | 7 | 3.5 |
4080 0182 02 | 8 | 4.5 |
4080 0182 03 | 9 | 5.5 |
4080 0182 04 | 10 | 6.5 |
4080 0182 05 | 13 | 8.5 |
4080 0182 06 | 16 | 10.5 |
4080 0182 07 | 19 | 12.5 |
4080 0182 08 | 22 | 15.5 |
4080 0182 09 | 24 | 17.5 |
4080 0182 10 | 26 | 20.5 |
4080 0182 11 | 30 | 25.5 |
4080 0182 12 | 35 | 30.5 |
4080 0182 13 | 40 | 35.5 |
4080 0182 14 | 47 | 40.5 |
모터 부품 검사
조립 - Bäckströms 방법에 따라
서비스 공구는 기본 서비스 공구 세트에도 포함됩니다. 자세한 정보는 주문 번호 9835 5485 00을 참조하십시오.
공구 분해 Mandrel B
주문 번호 | Ø D | Ø C |
|---|---|---|
4080 0567 04 | 12.5 | 5.2 |
4080 0567 11 | 14.5 | 6.5 |
4080 0567 01 | 15.5 | 5.2 |
4080 0567 05 | 18.5 | 6.2 |
4080 0567 02 | 18.5 | 8.2 |
4080 0567 06 | 21.5 | 7.5 |
4080 0567 03 | 21.5 | 8.2 |
4080 0567 07 | 25.5 | 10.5 |
4080 0567 08 | 27.5 | 12.5 |
4080 0567 09 | 31.5 | 15.5 |
4080 0567 10 | 34.5 | 18.5 |
인덱서 조립
인덱서를 조립하거나 다른 공구로 이동시키려면 다음 단계를 수행하십시오:
인덱서를 공구의 헤드에 연결하는 너트를 풉니다.
너트의 스레드에 뭍은 접착제를 청소합니다.
손상을 막기 위해 인덱서의 앞부분에 부착된 하부의 스플라인을 점검합니다. 모든 접착제를 깨끗이 제거합니다.
손상 방지를 위해 인덱서의 상부 하우징에 있는 잠금핀의 스플라인을 점검하고 모든 접착제를 깨끗이 제거합니다. 인덱서가 분리되면 버튼을 눌러 인덱서의 잠금핀이 하우징 안팎으로 부드럽게 움직이는지 확인합니다.
인덱서의 부품이 조금이라도 손상된 경우 부분 또는 전체 인덱서를 교체합니다.
문제 진단
문제해결 개요
밸브 및 클러치 오작동과 관련된 문제일 수 있습니다. 아래 그림을 참조하십시오.

Pos | 모듈 |
|---|---|
1 | 스타팅 포지션 밸브 |
2 | 과부하 보호 밸브 |
3 | 깊이 밸브 |
4 | 과부하 클러치 |
아래 표는 가장 일반적인 문제, 가능한 이유 및 문제해결 조치에 대해 설명합니다.
문제 | 가능한 이유 | 조치 |
|---|---|---|
시작 버튼을 놓으면 모터가 멈춘다. 래피드 어드밴스* 버튼이 제대로 작동하고 있습니다. | 스타팅 포지션 밸브에서 누출이 있습니다. | 1. 스타팅 포지션 밸브를 분리하십시오. 2. “누출 테스트” 섹션을 참조해서 밸브의 누출을 검사하십시오. 3. 검사 결과가 만족스럽지 못한 경우, 밸브를 교체하십시오. 그렇지 않으면, Atlas Copco 서비스 센터에 문의하십시오. |
드릴 주기가 끝나기 전에 스핀들이 들어간다. 래피드 어드밴스* 버튼이 제대로 작동하고 있습니다. | 깊이 밸브에서 누출이 됩니다. | 1. 드릴 깊이 밸브를 분리하십시오. 2. “누출 테스트” 섹션을 참조해서 밸브의 누출을 검사하십시오. 3. 검사 결과가 만족스럽지 못한 경우, 밸브를 교체하고 절차를 완료하십시오. 검사에서 문제가 없는 경우 절차를 계속하십시오. |
과부하 보호 밸브에서 누출이 됩니다. | 4. 과부하 보호 밸브를 분리하십시오. 5. “누출 테스트” 섹션을 참조해서 밸브의 누출을 검사하십시오. 6. 검사 결과가 만족스럽지 못한 경우, 밸브를 교체하고 절차를 완료하십시오. 검사에서 문제가 없는 경우 절차를 계속하십시오. | |
과부하 보호 기능이 과도한 공급력으로 인해 작동됩니다. | 7. 부하가 없는 상태에서 드릴을 테스트하십시오. 8. 부하가 없을 때 드릴이 정확하게 기능하는 경우, 공급률을 줄이거나 드릴 비트를 변경해서 부하를 최적화하십시오. 그런 다음 절차를 완료합니다. 부하가 없는 테스트에서 개선이 보이지 않는 경우 절차를 계속하십시오. | |
과부하 클러치가 열림 위치에 걸려 있습니다. | 9. 공급 카세트를 제거합니다. 10. 과부하 클러치를 분리하십시오. 클러치에서 큰 딸깍소리가 날 경우, 풀린 것입니다. 원래 위치에 클러치를 설치하고 드릴을 테스트하십시오. 드릴 성능이 개선되었으면, 절차를 완료하십시오. 11. “과부하 클러치 테스트” 섹션에 따라 클러치를 테스트하십시오. 12. 테스트 결과가 만족스럽지 못한 경우, 클러치를 교체하고 절차를 완료하십시오. 검사에서 문제가 없는 경우 절차를 계속하십시오. 13. 원래 위치에 클러치를 설치합니다. 14. 원래 위치에 공급 카세트를 설치합니다. 절차를 완료합니다. |
* 선택적 기능.
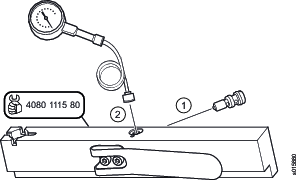
과부하 클러치 테스트
-
바이스로 테스트 공구를 잠급니다.
-
클러치를 커넥터(3)에 장착하고 클러치 위에 육각 공구를 놓습니다. 아래 그림을 참조하십시오.
-
클러치를 시계 반대 방향으로 10 Nm ±�2 Nm까지 조입니다. 클러치가 제대로 작동하는 경우, 지정된 범위 내에서 큰 딸깍 소리와 함께 풀립니다.

누출 테스트
밸브가 공구에 장착된 경우, 분리하십시오. 포크 모양의 공구(4080 1114 00)를 사용하여 시계 방향으로 돌립니다.
테스트 공구의 커넥터(1)에 밸브를 끼우고 0.7 Nm으로 조입니다. 아래 그림을 참조하십시오.
커넥터(2)에 에어 호스를 연결합니다.
공구 레버를 2~3 번 눌러서 기압 6.3 bar (90 psi)을 공급합니다.
누출 계량기로 누출을 측정하십시오. 10초간 공기 누출이 0.3 l/min 미만이어야 합니다.
검사 결과가 만족스럽지 못한 경우, 밸브를 교체하십시오. 검사에서 문제가 없는 경우 절차를 계속하십시오.
원래 위치에 밸브를 설치하고 포크형 공구로 0.7 Nm까지 조입니다.
재활용
환경 규제
제품이 목적에 도움이 되려면, 올바르게 재활용되어야 합니다. 제품을 분해해서 지역 규정에 따라 구성품을 재활용하십시오.
배터리는 국가의 배터리 회수 기관에서 처리해야 합니다.