ETD STR61-20-10-T25
Electric straight nutrunner
Informacje o produkcie
Informacje ogólne
Symbole na narzędziu
Umieszczone na narzędziu symbole mają następujące znaczenia:
A | Dyrektywa maszynowa 2006/42/WE określa zasadnicze wymagania dotyczące bezpieczeństwa i higieny pracy, które musi spełniać produkt, aby producent mógł na nim umieścić oznaczenie CE. |
B | Podczas użytkowania narzędzia należy zachować ostrożność. |
C | Ten symbol informuje, że części wchodzące w skład produktu muszą być utylizowane zgodnie z dyrektywą WEEE. |
D | Przed rozpoczęciem pracy bądź przed przystąpieniem do użytkowania sprzętu lub urządzenia należy przeczytać instrukcję obsługi. |
Słowa sygnalizujące zagrożenia
Zwroty ważne ze względu na bezpieczeństwo to Niebezpieczeństwo, Ostrzeżenie, Przestroga i Uwaga. Mają one następujące znaczenia:
NIEBEZPIECZEŃSTWO | NIEBEZPIECZEŃSTWO opisuje niebezpieczną sytuację, która powoduje śmierć lub poważne uszkodzenia ciała. |
OSTRZEŻENIE | OSTRZEŻENIE opisuje niebezpieczną sytuację, która może powodować śmierć lub poważne uszkodzenia ciała. |
OSTRZEŻENIE | PRZESTROGA jest stosowana wraz z symbolem ostrzeżenia o zagrożeniu i oznacza niebezpieczną sytuację, która może spowodować drobne lub umiarkowane obrażenia, jeśli nie zostaną podjęte odpowiednie środki. |
UWAGA | UWAGA służy do opisywania praktyk nie związanych z zagrożeniem obrażeniami osób. |
Gwarancja
Gwarancja na produkt wygaśnie po 12+1 miesiącach od wysyłki z centrum dystrybucji Atlas Copco.
Gwarancją nie jest objęte normalne zużycie eksploatacyjne części.
Normalnym zużyciem eksploatacyjnym jest zużycie wymagające wymiany części lub innych regulacji/przeglądów podczas standardowej obsługi konserwacyjnej narzędzi, przeprowadzanej po upływie określonego okresu (wyrażonego upływem czasu, godzinami pracy lub w inny sposób).
Gwarancja udzielana na produkt jest uzależniona od prawidłowego użytkowania, konserwacji i napraw narzędzia oraz jego części składowych.
Uszkodzenia części powstałe w okresie gwarancyjnym w wyniku konserwacji wykonywanej nieprawidłowo lub konserwacji wykonywanej przez strony trzecie, inne niż firmaAtlas Copco lub jej autoryzowani partnerzy serwisowi, nie są objęte gwarancją.
Aby uniknąć uszkodzenia lub zniszczenia części narzędzia, obsługę serwisową narzędzia należy przeprowadzać zgodnie z zalecanymi harmonogramami konserwacji i przestrzegać właściwych instrukcji.
Naprawy gwarancyjne są wykonywane wyłącznie w warsztatach firmy Atlas Copco lub przez autoryzowanych partnerów serwisowych.
Firma Atlas Copco oferuje wydłużoną gwarancję i najdoskonalszą konserwację prewencyjną za pośrednictwem umów serwisowych ToolCover. W celu uzyskania dodatkowych informacji należy skontaktować się z lokalnym przedstawicielem serwisowym.
Dotyczy silników elektrycznych:
Gwarancja będzie obowiązywać tylko w przypadku, gdy obudowa silnika elektrycznego nie została otwarta.
Strona internetowa
Informacje o naszych produktach, akcesoriach, częściach zamiennych i publikacjach można odnaleźć na stronie Atlas Copco.
Zapraszamy do odwiedzenia: www.atlascopco.com.
ServAid
ServAid jest stale aktualizowanym portalem zawierającym informacje techniczne takie jak:
Informacje prawne i dotyczące bezpieczeństwa
Dane techniczne
Instrukcje instalacji, obsługi i serwisowania
Listy części zamiennych
Akcesoria
Rysunki wymiarowe
Zapraszamy do odwiedzenia: https://servaid.atlascopco.com.
W celu uzyskania dodatkowych informacji należy skontaktować się z lokalnym przedstawicielem Atlas Copco.
Karty charakterystyki substancji niebezpiecznych MSDS/SDS
Karty charakterystyki produktu zawierają opis produktów chemicznych sprzedawanych przez Atlas Copco.
Więcej informacji zamieszczono na stronie Atlas Copco www.atlascopco.com/sds.
Film dotyczący bezpieczeństwa użytkowania mechanicznych wkrętaków do nakrętek
Dowiedz się więcej o funkcjach bezpieczeństwa stosowanych w mechanicznych wkrętakach do nakrętek firmy Atlas Copco oraz o środkach, jakie musi przedsięwziąć operator w celu zapewnienia bezpiecznej obsługi tych wkrętaków. Kliknij poniższy link lub zeskanuj zamieszczony poniżej kod QR, aby obejrzeć film:
https://www.youtube.com/watch?v=FAh6yttvUpw
Kraj pochodzenia
Informacje o kraju pochodzenia znajdują się na etykiecie produktu.
Rysunki wymiarowe
Rysunki wymiarowe można znaleźć w archiwum rysunków wymiarowych lub w aplikacji ServAid.
Zapraszamy do odwiedzenia: http://webbox.atlascopco.com/webbox/dimdrw lub https://servaid.atlascopco.com.
Informacje ogólne
System Tensor
System Tensor składa się z szeregu narzędzi zaciskających, napędzanych bezszczotkowymi silnikami elektrycznymi i różnymi zespołami napędowymi.
Dostępne są różne wielkości silników elektrycznych. Wszystkie narzędzia są zabezpieczone przed przegrzaniem się silnika. Elektryczny system zabezpieczenia jest oparty na przerywaniu obwodu w wyniku zwarcia doziemnego, jest to zatem zabezpieczenie ziemnozwarciowe (EFP). Zabezpieczenie EFP wykrywa mały prąd upływowy (>30 mA) i w przypadku wystąpienia upływu prądu następuje wyłączenie napędu (30 ms). Wprowadzanie zmian, modyfikacji lub wykonywanie jakiekolwiek innych manipulacji w obrębie układu zabezpieczającego skutkuje unieważnieniem wszelkich gwarancji i zobowiązań firmy Atlas Copco. Usuwanie usterek i ponowne uruchomienie systemu może być wykonywane wyłącznie przez upoważnioną osobę. Działanie zabezpieczenia EFP należy regularnie sprawdzać przez naciśnięcie przycisku wyzwalającego. Powinno wówczas nastąpić zadziałanie zabezpieczenia EFP.
Dane techniczne produktu
Dane techniczne produktu można znaleźć w aplikacji ServAid lub na stronie Atlas Copco.
Zapraszamy do odwiedzenia: https://servaid.atlascopco.com lub www.atlascopco.com.
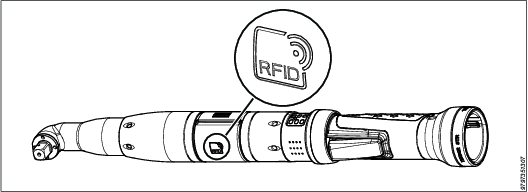
Układ scalony RFID
Narzędzie posiada wbudowany układ scalony RFID, w którym są przechowywane informacje o produkcie. Układ scalony jest usytuowany w silniku narzędzia. Odczyt i zapis informacji w układzie scalonym jest możliwy za pomocą czytnika RFID.
Pamięć EPC
W pamięci EPC układu scalonego RFID są przechowywanie takie informacje jak numer produktu, oznaczenie literowe generacji oraz numer seryjny narzędzia. Informacje są wyświetlane w formie ciągu składającego się z 20 znaków.
Przykład
Ciąg zapisany w pamięci EPC: 84366130150670730145
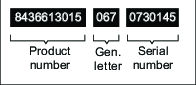
Ciąg zawiera zastrzeżone trzy znaki oznaczenia literowego generacji widoczne w formacie ASCII. Ponieważ kody ASCII oznaczeń literowych generacji składają się tylko z dwóch znaków, przed kodem ASCII jest zawsze dodawane „0”.
W poniższej tabeli podano oznaczenia literowe generacji z odpowiednimi kodami ASCII.
Oznaczenie literowe | Kod | Oznaczenie literowe | Kod |
A | 65 | N | 78 |
B | 66 | O | 79 |
C | 67 | P | 80 |
D | 68 | Q | 81 |
E | 69 | R | 82 |
F | 70 | S | 83 |
G | 71 | T | 84 |
H | 72 | U | 85 |
I | 73 | V | 86 |
J | 74 | W | 87 |
K | 75 | X | 88 |
L | 76 | Y | 89 |
M | 77 | Z | 90 |
Istnieje możliwość dokonywania zapisu w pamięci EPC, co pozwala przeprogramować informacje w układzie scalonym w przypadku ponownego użycia silnika z jednego narzędzia w innym narzędziu.
Pamięć użytkownika
Oprócz informacji dotyczących narzędzia w pamięci EPC układ scalony RFID zawiera również 512-bitową pamięć użytkownika, w której klient może zapisać dowolne informacje dodatkowe.
Do odczytywania i zapisywania danych w układzie scalonym RFID należy używać czytnika RFID UHF.
Specyfikacja techniczna
Charakterystyka pracy
Zasięg odczytu (urządzenie trzymane w ręku) | Do 1,5 m |
Zasięg odczytu (urządzenie zamocowane w stałym miejscu) | Do 2 m |
*Charakterystyka zmierzona za pomocą standardowych metod testowych. Wyniki mogą różnić się w zależności od czynników środowiskowych oraz mocy wyjściowej czytnika.
Specyfikacje funkcjonalne
Protokół RF | Pamięć globalna EPC, klasa 1, generacja 2 |
Częstotliwość | 902-928 (USA); 865-868 (UE) |
Pamięć* | 96-bitowa pamięć EPC, 64-bitowy unikatowy identyfikator TID, 512-bitowa pamięć użytkownika |
*Pamięci EPC i użytkownika można przeprogramować, zabezpieczyć hasłem lub trwale zablokować. Unikatowy identyfikator TID zostaje zaprogramowany i zablokowany przez producenta.
Zgodność z normami branżowymi
Dyrektywa RoHS | Dyrektywa 2011/65/WE |
CE | Tak |
Przegląd czynności serwisowych
Zalecenia serwisowe
Zaleca się wykonywanie konserwacji zapobiegawczej w regularnych odstępach czasu. Patrz szczegółowe informacje dotyczące konserwacji zapobiegawczej. Jeśli produkt nie działa prawidłowo, należy wycofać go z eksploatacji i poddać kontroli.
W przypadku braku szczegółowych informacji dotyczących konserwacji zapobiegawczej, należy postąpić zgodnie z poniższymi ogólnymi wytycznymi:
Dokładnie oczyścić odpowiednie części
Wymienić wszystkie wadliwe lub zużyte części
Instalacja
Wymagania instalacyjne
Funkcja luzowania nasadki
Zaleca się używanie funkcji luzowania nasadki we wszystkich narzędziach ETP ST101. Po włączeniu tej funkcji nasadka obraca się wstecz o 3°po zakończeniu dokręcania. Ma to na celu zmniejszenie naprężenia wywieranego na drążek reakcyjny oraz ułatwienie wyjmowania narzędzia.
Funkcja luzowania nasadki jest włączana ze sterownika.
W przypadku sterownika Power Focus 4000:
-
Nacisnąć przycisk Prog.
-
Przy użyciu przycisków nawigacji wybrać kolejno > Pset > Programming+ [Programowanie+] > Options [Opcje] > Socket release [Luzowanie nasadki] > Mode On [Włączanie trybu].
Wyświetlacz narzędzia
Wyświetlacz narzędzia jest włączany ze sterownika.
W przypadku sterownika Power Focus 4000:
Nacisnąć przycisk Prog.
Przy użyciu przycisków nawigacji wybrać kolejno > Tool [Narzędzie] > Configuration [Konfiguracja] > Accessory bus [Magistrala akcesoriów] > ST bus [Magistrala ST] > Mode [Tryb].
Podłączanie narzędzia
Narzędzie należy, za pośrednictwem zespołu napędowego Power Focus, podłączyć do jednofazowej sieci zasilającej o napięciu 230 V / 50 Hz lub 115 V / 60 Hz. Patrz instrukcja obsługi posiadanego zespołu napędowego Power Focus.
Uziemienie
Jeśli narzędzie jest zamocowane w ręcznym lub ręcznie prowadzonym uchwycie, uchwyt powinien być podłączony do napędu przy użyciu odrębnego przewodu uziemiającego o przekroju 2,5 mm2.
Instrukcja instalacji
Mocowanie kabla narzędzia
-
Upewnić się, że kabel narzędzia jest właściwego typu.
-
Wtyk przewodu z dwoma elementami asymetrycznymi ustawić tak, by pasował do gniazda w uchwycie narzędzia.
-
Dokręć nakrętkę blokującą.
-
Sprawdzić prawidłowość podłączenia, pociągając, popychając i obracając złącze kabla (nie powinien występować żaden ruch).
Narzędzie ma wbudowany elektroniczny układ pamięci, który przesyła wartość kalibracji przetwornika momentu i impulsy kątowe do jednostki POWER FOCUS / sterownika. Wszelkie zmiany ich wartości w POWER FOCUS, wykonane w czasie, gdy narzędzie jest podłączone, zostaną zapisane w pamięci narzędzia.
Montaż akcesoriów

Demontaż narzędzia i/lub akcesoriów mogą wykonywać wyłącznie osoby wykwalifikowane w zakresie konserwacji.
Niniejsze urządzenie emituje promieniowanie pochodzące z lasera klasy 2 wg CDRH/IEC IC i klasy 1M wg IEC. Nie wolno patrzeć wprost w wiązkę lasera.

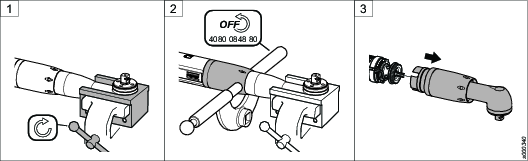
Przed przystąpieniem do demontażu należy upewnić się, że narzędzie jest odłączone od kabla.
Wymagane narzędzia:
Klucz nastawny
Wkrętak
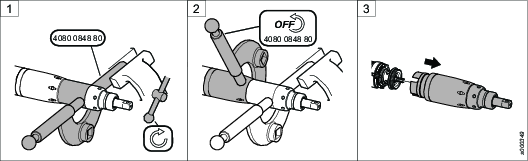
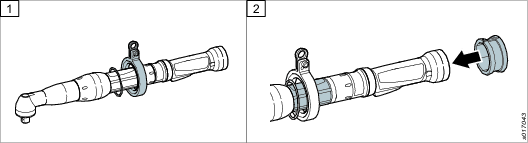
Umieścić przednią część w szczęce dociskowej (wybrać odpowiedni rozmiar) i zacisnąć szczękę w imadle.
Przy użyciu klucza nastawnego poluzować przednią nakrętkę kołpakową. Wyjąć narzędzie z imadła.
Ostrożnie wyciągnąć przekładnię kątową z narzędzia.
Z obudowy przekładni kątowej wyjąć następujące części:
pierścień zabezpieczający (zachować na przyszły użytek);
podkładkę uszczelniającą (wyrzucić);
przednią nakrętkę kołpakową (wyrzucić).
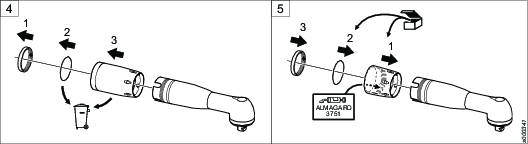
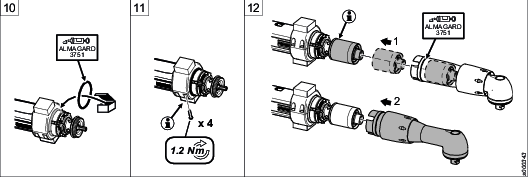
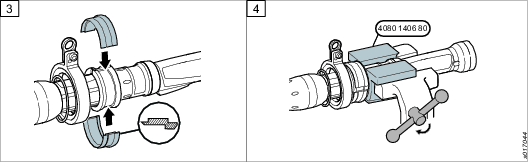
W obudowie przekładni kątowej zamontować następujące części:
odpowiednią nową przednią nakrętkę kołpakową. Na wewnętrzną część nakrętki kołpakowej nanieść cienką warstwę smaru;
nową podkładkę uszczelniającą;
pierścień zabezpieczający.
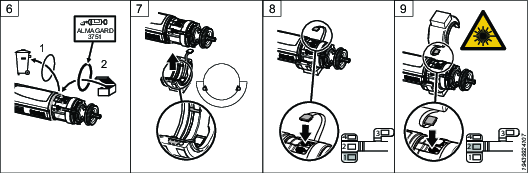
Zastąpić pierścień O-ring na obudowie silnika grubszym pierścieniem O-ring o tej samej średnicy. Nanieść cienką warstwę smaru na pierścień O-ring i dolną część obudowy silnika.
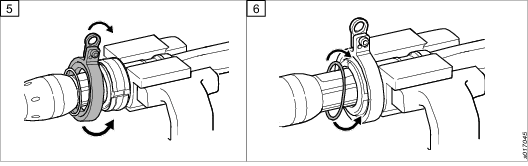
Umieścić narzędzie w półpierścieniu dwoma kołkami do wewnątrz. Gdy półpierścień znajduje się w prawidłowym położeniu, kołki wpasują się w otwory w obudowie silnika, uniemożliwiając obrót półpierścienia.
Podłączyć przewód elastyczny do portu magistrali oznaczonego cyfrą 1.
Podłączyć przewód elastyczny prowadzący z górnego półpierścienia do portu magistrali oznaczonego cyfrą 2 i połączyć oba półpierścienie.
W szczelinie znajdującej się z przodu półpierścieni umieścić pierścień O-ring. Nanieść cienką warstwę smaru na pierścień O-ring.
Dokręcić oba półpierścienie 4 śrubami, używając wkrętaka.

Upewnić się, że uszczelnienie na końcu półpierścieni zostało starannie osadzone.
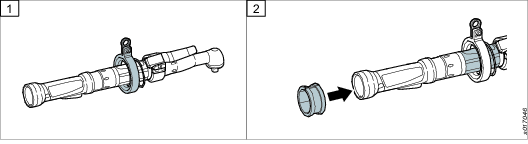
Wyciągnąć przekładnię planetarną z obudowy przekładni. Całkowicie nasunąć przekładnię planetarną na wał.
Upewnić się, że koło zębate jest umieszczone w prawidłowym położeniu.
Umieścić przekładnię z powrotem we właściwym położeniu. Nanieść cienką warstwę smaru na podkładkę uszczelniającą.
Umieścić przednią część w szczęce dociskowej i zacisnąć szczękę w imadle.
Przy użyciu klucza nastawnego dokręcić przednią nakrętkę kołpakową.

Montaż wychylnego jarzma podtrzymującego
Wymagane narzędzia i materiały
Narzędzie do montażu/demontażu 4080 1406 80
Imadło
Szczypce do pierścieni osadczych
Narzędzia o momencie do 50 Nm
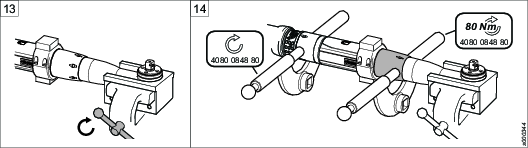
Chwycić narzędzie przy użyciu imadła i narzędzia do montażu/demontażu.
Przymocować gumową osłonę do osłony silnika obok narzędzia do montażu/demontażu.
Przymocować pierścienie dociskowe do gumowej osłony.
Przymocować pierścień jarzmowy do narzędzia, dosuwając go do pierścieni dociskowych.
Zabezpieczyć pierścień jarzmowy pierścieniem osadczym, umieszczając go w szczelinie w pierścieniach dociskowych.
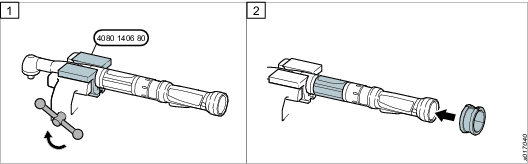
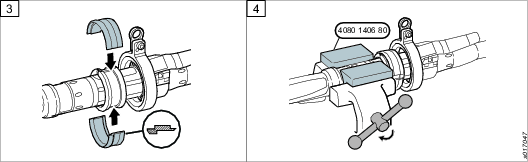
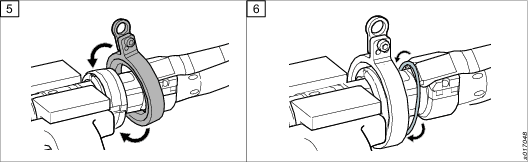
Narzędzia o momencie powyżej 50 Nm
Nakręcić pierścień osadczy i pierścień jarzmowy na narzędzie.
Przymocować gumową osłonę do osłony silnika narzędzia.
Przymocować pierścienie dociskowe do gumowej osłony.
Docisnąć narzędzie do gumowej osłony przy użyciu imadła i narzędzia do montażu/demontażu.
Dosunąć pierścień jarzmowy do pierścieni dociskowych.
Zabezpieczyć pierścień jarzmowy pierścieniem osadczym, umieszczając go w szczelinie w pierścieniach dociskowych.
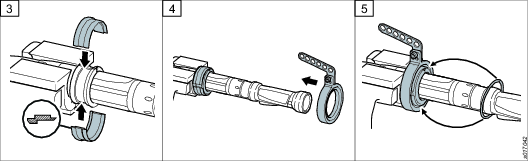
Narzędzia z akcesoriami
Nakręcić pierścień osadczy i pierścień jarzmowy na narzędzie.
Przymocować gumową osłonę do osłony silnika.
Przymocować pierścienie dociskowe do gumowej osłony.
Docisnąć narzędzie do gumowej osłony przy użyciu imadła i narzędzia do montażu/demontażu.
Dosunąć pierścień jarzmowy do pierścieni dociskowych.
Zabezpieczyć pierścień jarzmowy pierścieniem osadczym, umieszczając go w szczelinie w pierścieniach dociskowych.
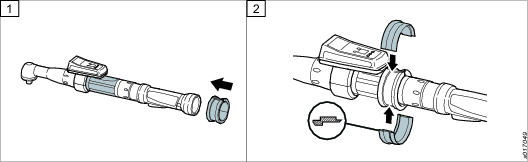
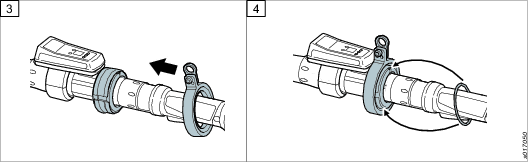
Narzędzia ze skanerem
Przymocować gumową osłonę do osłony silnika narzędzia.
Przymocować pierścienie dociskowe do gumowej osłony.
Przymocować pierścień jarzmowy do narzędzia, dosuwając go do pierścieni dociskowych.
Zabezpieczyć pierścień jarzmowy pierścieniem osadczym, umieszczając go w szczelinie w pierścieniach dociskowych.
Obsługa
Wytyczne ergonomiczne
Podczas czytania zamieszczonej poniżej listy ogólnych wytycznych dotyczących ergonomii miejsca pracy należy zastanowić się nad swoim stanowiskiem pracy i określić obszary umożliwiające wprowadzenie ulepszeń dotyczących pozycji operatora, rozmieszczenia podzespołów lub środowiska roboczego.
Należy robić częste przerwy i często zmieniać pozycje robocze.
Dostosować obszar stanowiska pracy do swoich potrzeb i wykonywanego zadania.
Uwzględnić wygodne rozmieszczenie części lub narzędzi w zasięgu ręki, aby uniknąć obciążenia statycznego.
Używać wyposażenia stanowiska pracy, takiego jak stoły i krzesła, dostosowanego do wykonywanego zadania.
Unikać pozycji roboczych powyżej poziomu ramion lub pozycji wymagających statycznego trzymania podczas czynności montażowych.
W przypadku wykonywania pracy powyżej poziomu ramion należy ograniczać obciążenie statyczne mięśnie, zmniejszając ciężar narzędzia przez zastosowanie na przykład dźwigni reakcyjnych, bębnów do nawijania przewodów elastycznych lub przeciwwag. Obciążenie statyczne mięśni można również zmniejszyć, trzymając narzędzie blisko ciała.
Należy robić częste przerwy.
Unikać przyjmowania ekstremalnych pozycji ręki lub nadgarstka, szczególnie podczas wykonywania operacji wymagających stosowania siły.
Zaaranżować wygodne pole widzenia, które wymaga minimalnych ruchów oka i głowy.
Stosować oświetlenie odpowiednie do wykonywanego zadania.
Wybierać narzędzie odpowiednie do wykonywanego zadania.
W hałaśliwym otoczeniu należy używać środków ochrony słuchu.
Należy używać wysokiej jakości wkładek narzędziowych oraz materiałów eksploatacyjnych, aby ograniczyć do minimum poziomy wibracji.
Ograniczać do minimum stopień narażenia na siły reakcji.
Podczas cięcia:
Tarcza do cięcia może zostać zablokowana, jeżeli tarcza ta zostanie wygięta lub jeśli nie będzie prawidłowo prowadzona. Należy używać kołnierza odpowiedniego dla tarczy do cięcia i unikać zginania tarczy do cięcia podczas pracy.
Podczas wiercenia:
Wiertarka może utknąć, gdy wiertło przejdzie na wylot. W przypadku, gdy moment utyku jest zbyt wysoki należy używać uchwytów pomocniczych. Norma bezpieczeństwa ISO11148, część 3, zaleca używanie urządzeń amortyzujących moment reakcyjny o wartości powyżej 10 Nm w przypadku narzędzi z uchwytem pistoletowym oraz powyżej 4 Nm w przypadku narzędzi z uchwytem prostym.
W przypadku używania wkrętaków lub nakrętek z napędem bezpośrednim:
Siły reakcji zależą od ustawień narzędzia i właściwości połączenia. Siła i postawa określają siłę reakcji, którą może przyjąć operator. Należy dostosowywać nastawę momentu do siły i postawy operatora oraz używać dźwigni reakcyjnej lub drążka reakcyjnego, jeśli moment jest zbyt wysoki.
W zapylonym otoczeniu należy używać systemu odpylającego lub zakładać maskę ochronną na usta.
Instrukcja obsługi
Instrukcje ogólne
Narzędzie może być używane wyłącznie w połączeniu z odpowiednim drążkiem reakcyjnym, dostosowanym do konkretnego połączenia śrubowego.


Podwójny włącznik
Podwójny włącznik (jego stosowanie jest zalecane)
Praca
Należy się upewnić, że narzędzie jest sprawne oraz że sterownik jest prawidłowo zaprogramowany, aby uniknąć nieoczekiwanego zachowania się narzędzia, co może spowodować obrażenia ciała operatora.
Sprawdzić, czy w narzędziu jest ustawiony właściwy kierunek obrotów, patrząc na kontrolkę funkcji umieszczoną nad uchwytem narzędzia, obracając pierścień zmiany kierunku obrotów (tylko w modelu ETF/ETD DS) lub obracając dźwignię na pokrętle włączania (tylko w modelu ETP DS).
Funkcja łagodnego rozruchu ułatwia rozpoczęcie dokręcania.
Czas trwania łagodnego uruchamiania można regulować, patrz instrukcja obsługi modułu napędowego.
Narzędzie jest wyposażone w lampki kontrolne,
kolor zielony = dokręcanie prawidłowe
kolor żółty = ostrzeżenie — niski moment dokręcania (nie dotyczy modelu ES)
kolor czerwony = ostrzeżenie — wysoki moment dokręcania
kolor pomarańczowy = kontrolka funkcji (tylko w przypadku modelu SL i DL)
kolor niebieski = kontrolka funkcji (tylko w modelu SL)
Serwis
Zapobieganie problemom ESD
Podzespoły znajdujące się wewnątrz produktu i sterownika są wrażliwe na wyładowania elektrostatyczne. Aby uniknąć przyszłych usterek, wszelkie czynności serwisowe i konserwacyjne należy wykonywać w środowisku roboczym zabezpieczonym przed wyładowaniami elektrostatycznymi. Na rysunku poniżej pokazano przykład właściwie zaprojektowanego stanowiska serwisowego.

Instrukcja konserwacji
Przegląd
Serwisowanie może przeprowadzać wyłącznie wykwalifikowany personel posiadający dostęp do instrukcji serwisowych i/lub przeszkolony w serwisowaniu narzędzi napinających.
Silnik elektryczny jest zespołem szczelnie zamkniętym i może być otwierany wyłącznie przez techników serwisowych firmy Atlas Copco Industrial Technique AB!
W przypadku stwierdzenia, że silnik elektryczny jest uszkodzony lub wymaga naprawy, należy przesłać kompletny zespół silnika do firmy Atlas Copco Industrial Technique w celu wymiany.
Silniki, które zostały otworzone przez kogokolwiek innego niż pracownik firmy Atlas Copco Industrial Technique, nie będą serwisowane.
Zaleca się wykonywanie w regularnych odstępach czasu przeglądów i konserwacji zapobiegawczej; zalecana częstotliwość to 1 rok lub maksymalnie 250,000 dokręceń, zależnie od tego, co nastąpi wcześniej. W przypadku użytkowania narzędzia w trudnych warunkach konieczne może być wykonywanie częstszych przeglądów. Jeśli narzędzie działa nieprawidłowo, należy je natychmiast przekazać do sprawdzenia.
Podczas rozmontowywania narzędzia zawsze należy używać specjalnie zaprojektowanego narzędzia serwisowego 4080 0848 80 (wymagane są dwa narzędzia serwisowe).
Przeglądy modeli z małą głowicą (-SH): Zaleca się wykonywać w regularnych odstępach czasu przeglądy i konserwację zapobiegawczą; zalecana częstotliwość to 1 rok lub maks. 100,000 dokręceń, zależnie od tego, co nastąpi najpierw. W przypadku stosowania dużych wartości momentu dokręcania, wysokich częstotliwości cykli dokręcania lub długich czasów dokręcania może być konieczne częstsze wykonywanie przeglądów. Jeżeli narzędzie pracuje nieprawidłowo, należy je natychmiast przekazać do sprawdzenia.
Zalecenia serwisowe
Zaleca się wykonywanie konserwacji zapobiegawczej w regularnych odstępach czasu. Patrz szczegółowe informacje dotyczące konserwacji zapobiegawczej. Jeśli produkt nie działa prawidłowo, należy wycofać go z eksploatacji i poddać kontroli.
W przypadku braku szczegółowych informacji dotyczących konserwacji zapobiegawczej, należy postąpić zgodnie z poniższymi ogólnymi wytycznymi:
Dokładnie oczyścić odpowiednie części
Wymienić wszystkie wadliwe lub zużyte części
Instrukcje serwisowe
Zaleca się wykonywanie w regularnych odstępach czasu przeglądów i konserwacji zapobiegawczej; zalecana częstotliwość to 1 rok lub 250 000 dokręceń, zależnie od tego, co nastąpi wcześniej. W przypadku stosowania dużych wartości momentu dokręcania, wysokich częstotliwości cykli dokręcania lub długich czasów dokręcania może być konieczne wykonywanie tych czynności częściej. Jeśli narzędzie pracuje nieprawidłowo, należy je natychmiast przekazać do sprawdzenia.
Podczas przeglądów należy dokładnie oczyścić wszystkie części oraz wymieniać uszkodzone lub zużyte części (np. pierścienie O-ring).
Instrukcja smarowania
Przewodnik po środkach smarnych
Część | Środek smarny |
|---|---|
Przekładnie planetarne z łożyskami | Molycote BR2 Plus |
Przekładnie kątowe z łożyskami | Atlas Gear Grease 270 (Narzędzia skonfigurowane z głowicą kątową 110° (-SZ), można również użyć Molycote Longterm 2 plus.) |
Nakrętka przewodu | CRC Lithium Grease No. 3020 |
Gwinty, O-ringi, inne | Almagard LE 3751 |
Smarowanie
Smarować przy każdym serwisowaniu zgodnie z Instrukcją smarowania.
Więcej informacji – patrz dział Części zamienne w aplikacji ServAid - https://servaid.atlascopco.com.
Instrukcje naprawy
Naprawczymi
Naprawy muszą być przeprowadzane wyłącznie przez wykwalifikowany i upoważniony personel. W celu uzyskania dodatkowych informacji należy skontaktować się z lokalnym przedstawicielem firmy Atlas Copco.
Rozwiązywanie problemów
Przegrzanie narzędzia
W przypadku prawidłowej regulacji narzędzie jest w stanie wykonywać wszystkie normalne zadania wykonywane przez operatora. Przegrzanie może spowodować połączenie kilku czynników: moment dokręcania przewyższający wartość znamionową, zbyt niska prędkość obrotowa, zbyt długi czas trwania dokręcania (silnik musi zapewniać wysoki moment obrotowy przez długi okres), bardzo wysoki dominujący moment dokręcania, bardzo miękkie połączenia, krótki czas trwania cyklu. W celu skorygowania powyższego stanu należy dokonać przeglądu strategii dokręcania z uwzględnieniem prędkości obrotowych i czasu trwania dokręcania. Jeśli to możliwe, należy stosować dokręcanie jednoetapowe i czas trwania określany mianem Ergoramp, gdyż powoduje to najmniejsze nagrzewanie się narzędzia. Więcej informacji na ten temat można znaleźć w podręczniku użytkownika posiadanego zespołu napędowego POWER FOCUS. Jeśli wprowadzenie powyższych korekt okaże się niewystarczające, należy wybrać narzędzie o następnej wyższej wydajności.
Power Focus 3000/4000
Czy zespół napędowy POWER FOCUS jest włączony i znajduje się w trybie pracy (RUN)? Sprawdzić, czy używany jest właściwy zespół napędowy POWER FOCUS (ST31/ST32/ST61/STR31/STR61-Tensor3-7, ST81-Tensor8-9). Sprawdzić bezpieczniki zespołu napędowego. Sprawdzić parametry napędu, patrz instrukcja użytkownika zespołu napędowego POWER FOCUS. Sprawdzić stan wyłącznika ziemnozwarciowego umieszczonego z tyłu zespołu napędowego. Jeśli nastąpiło jego wyłączenie, należy przed jego ponownym włączeniem znaleźć przyczynę wyłączenia. Sprawdzić, czy przełącznik zdalnego uruchamiania jest prawidłowo podłączony. Więcej informacji można znaleźć w dokumencie nr 9836 2258.
Power Focus 600/6000
Czy zespół napędowy jest włączony? Sprawdzić stan wyłącznika ziemnozwarciowego umieszczonego za przednią pokrywą dostępową. Jeśli nastąpiło jego wyłączenie, należy przed jego ponownym włączeniem znaleźć przyczynę wyłączenia. Sprawdzić, czy przełącznik zdalnego uruchamiania jest prawidłowo podłączony. Więcej informacji można znaleźć w dokumencie nr 9836 4954/9836 7446.
Recykling
Przepisy ochrony środowiska
Po zakończeniu okresu eksploatacji produkt musi zostać poddany właściwemu recyklingowi. Produkt należy zdemontować, zaś jego elementy poddać recyklingowi zgodnie z lokalnymi przepisami.
Akumulatory należy przekazać krajowej organizacji odzysku zużytych baterii i akumulatorów.
Informacje dotyczące recyklingu
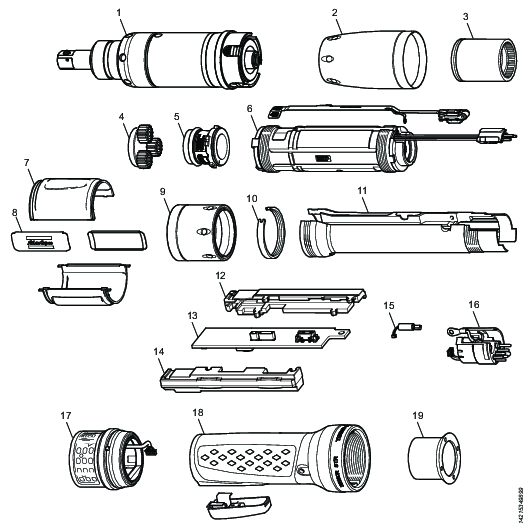
Część | Uwagi | Utylizować jako | |
1 | Część przednia | Metal, stal | |
2 | Nakrętka kołpakowa | Metal, stal | |
3 | Obudowa przekładni | Metal, stal | |
4 | Przekładnia planetarna | Metal, stal | |
5 | Przetwornik momentu obrotowego | Metal, stal | |
6 | Silnik | Zużyty sprzęt elektryczny i elektroniczny | |
7 | Osłona | Tworzywa sztuczne, inne, PA | |
8 | Płytki | Metal, stal | |
9 | Nakrętka kołpakowa |
| Metal, stal |
10 | Pierścień sprężynujący | Metal, stal | |
11 | Korpus rękojeści |
| Metal, aluminium |
12 | Uchwyt płyty głównej | Uwaga: dotyczy wyłącznie nowej wersji modułu elektroniki (nr. 13) | Guma, elastomer termoplastyczny |
13 | Moduł elektroniczny | Zużyty sprzęt elektryczny i elektroniczny | |
14 | Uchwyt płyty głównej | Uwaga: dotyczy wyłącznie nowej wersji modułu elektroniki (nr. 13) | Guma, elastomer termoplastyczny |
15 | Moduł elektroniczny | Zużyty sprzęt elektryczny i elektroniczny | |
16 | Moduł elektroniczny | Zużyty sprzęt elektryczny i elektroniczny | |
17 | Moduł HMI | Zużyty sprzęt elektryczny i elektroniczny | |
18 | Rękojeść i przycisk | Tworzywa sztuczne, inne oraz metal, stal | |
19 | Nakrętka | Metal, stal |